Маркировка сварочных электродов и их расшифровка
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2 ) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2 ) до 588 МПа (60 кгс/мм 2 ) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2 ) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ) – маркируется буквой У;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) – маркируется буквой Л;
Для сварки теплоустойчивых сталей – маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами – обозначается буквой
Для наплавки поверхностных слоев с особыми свойствами – маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) – маркируется буквой М;
со средним покрытием (1,2 1,8) – Г.
Обозначение плавящегося покрытого электрода
Буква Е – международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ).
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока – обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК. Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2 Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла. Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным или переменным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке тонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой
» характеризуется движением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях – содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Маркировка сварочных электродов содержит в себе всю необходимую информацию о них – начиная от завода изготовителя и заканчивая составом. Можно идеально подобрать материал для работы в определенных условиях с конкретными металлами и сплавами, всего лишь осмотрев знаки, нанесенные на упаковку, даже не вскрывая ее.
1 Основное назначение и состав электродов
Электрод представляет собой металлический либо же неметаллический стержень, который обеспечивает доставку тока к изделию. Поэтому обязательным требованием к материалу, из которого состоят данные элементы, является хорошая электропроводность. Для их изготовления в основном используются проволоки из сплавов различной степени легированности.
Кроме того, нужные свойства достигаются за счет покрытия. Оно обеспечивает надежную защиту от газов, таких как азот и кислород, способствует стабильному горению дуги и даже удаляет все вредные примеси, которые находятся в расплавленном металле. Также именно благодаря покрытию этот металл или сплав насыщается необходимыми легирующими элементами.
В общем, для того чтобы достичь всех вышеуказанных свойств, покрытие должно иметь в своем составе следующие компоненты. Благодаря шлакообразующим веществам (каолин, марганцевая руда, мел, титановый концентрат, мрамор, кварцевый песок и т.д.) осуществляется надежная защита от негативного воздействия азота и кислорода, которые могут привести к окислению. А чтобы удалить из уже расплавленного металла кислород, необходимы ферросплавы титана, марганца, алюминия и кремния, которые относятся к группе раскисляющих веществ.
Защитную газовую среду создают специальные газообразующие компоненты, к ним относятся древесная мука и декстрин. Для того чтобы шов имел достойные характеристики (износостойкость, не был подвластен коррозии и т.д.), понадобятся и специальные легирующие добавки. Их очень много, перечислим только основные: хром, титан, никель, опять-таки марганец и ванадий. Калий с натрием и кальцием относятся к стабилизирующей группе, способствующей ионизации сварочной дуги. Чтобы все компоненты покрытия, а также стержень электрода были надежно связаны между собой, необходимы, соответственно, связующие вещества, в основном эту роль выполняет силикатный клей.
Их очень много, перечислим только основные: хром, титан, никель, опять-таки марганец и ванадий. Калий с натрием и кальцием относятся к стабилизирующей группе, способствующей ионизации сварочной дуги. Чтобы все компоненты покрытия, а также стержень электрода были надежно связаны между собой, необходимы, соответственно, связующие вещества, в основном эту роль выполняет силикатный клей.
2 Маркировка электродов и требования к ним
Итак, электроды делятся на плавящиеся и неплавящиеся. К первому типу относятся стальные, медные, чугунные и бронзовые изделия, имеющие дополнительное покрытие. Существуют также плавящиеся непокрытые элементы, но их в основном используют только в качестве проволоки для сварочных работ с применением защитных газов. Неплавящимися видами электродов являются вольфрамовые, торированные и лантанированные.
Кроме того, разделяются они и по виду покрытия. Если маркировка электродов для сварки содержит букву А, то значит, покрытие кислое, и такое изделие не рекомендуется использовать для работ со сталями, имеющими повышенное содержание углерода и серы. Что же насчет пространственного положения, так оно допускается любое, кроме вертикального, когда подносится электрод сверху вниз. К дефектам относится чрезмерное разбрызгивание и возможность образования трещин в шве.
Оснóвное покрытие обозначается буквой Б, ими так же, как и предыдущими, запрещается варить в вертикальном положении. Аналогичный запрет по способу сварки имеют и рутиловые покрытия (Р). Буква Ц соответствует целлюлозному, такие электроды отлично себя ведут в абсолютно любом положении, но их недостатками можно назвать разбрызгивание и необходимость следить, чтобы не было перегрева. Последний тип АЦ, РБ – смешанные, нашедшие свое применение для сварки трубопроводов и различных конструкций. Запрещенным для них является потолочное положение.
Разобравшись с тем, что представляют собой данные элементы и из чего состоят, стоит немного уделить внимания и требованиям, которые предъявляются к ним. Так, сварочный электрод в обязательном порядке должен обеспечивать устойчивое горение дуги, благодаря чему металл будет плавиться равномерно. Также полученный шов должен иметь заданный химический состав, который определяется в зависимости от условий эксплуатации детали и состава металла свариваемых изделий.
Так, сварочный электрод в обязательном порядке должен обеспечивать устойчивое горение дуги, благодаря чему металл будет плавиться равномерно. Также полученный шов должен иметь заданный химический состав, который определяется в зависимости от условий эксплуатации детали и состава металла свариваемых изделий.
Производительность должна быть максимальной, а разбрызгивание, выделение угарного газа и токсических веществ, наоборот, минимальными. Необходимо чтобы шлаковая корка легко отделялась от шва. Кроме того, должны быть достигнуты требуемые механические свойства, а также износостойкость и устойчивость к столь вредной коррозии. Теперь же рассмотрим другие особенности маркировки.
3 Расшифровка маркировки электродов для сварки – получаем больше сведений
Теперь рассмотрим более конкретно, как же осуществляется расшифровка маркировки электродов для сварки. Итак, первыми символами всегда обозначается тип с указанием максимально допустимой нагрузки. Например, Э46 означает, что соединенные элементы смогут выдержать нагрузку в размере 46 кг на 1 мм 2 . Далее следует непосредственно марка с указанием завода-изготовителя, а за ней указываются толщина и назначение:
- если увидите букву У, это означает, что данный электрод пригоден для сварки низколегированных и углеродистых сталей;
- Л – обработка легированных конструкционных сплавов;
- если необходимо работать с теплоустойчивыми или же высоколегированными сталями, то на электродах должны быть буквенные обозначения – Т и В, соответственно;
- когда требуется наплавка слоя с особыми свойствами, этому материалу соответствует буква Н.
Маркировка, показывающая толщину покрытия, обозначается так: М – тонкое, среднее – С, затем идет толстое – Д и максимально возможное характеризуется буквой Г. Следующим указывается диаметр. В случае, когда численные обозначения отсутствуют, а есть только значок, значит, размер указан на печати. Затем идут индекс и его значение, указывающие характеристику металла, а именно его относительное удлинение, ударную вязкость и сопротивление разрыву. Более конкретно уточнить данные значения можно в ГОСТе 9467–75.
Затем идут индекс и его значение, указывающие характеристику металла, а именно его относительное удлинение, ударную вязкость и сопротивление разрыву. Более конкретно уточнить данные значения можно в ГОСТе 9467–75.
Не все электроды позволяют производить сварку в любой пространственной ориентации, и про это также можно прочитать в шифре.
Предпоследним пишется вид покрытия, о нем подробно было рассказано выше. А последние две цифры, это возможное пространственное положение электрода и рекомендуемое значение тока. 1 – электроды для сварки в любом положении, 2 позволяет работать почти как угодно, кроме «сверху вниз». Если предпоследней будет цифра 3, значит, ограничения распространяются еще и на потолочную ориентацию. Нижние швы, а также нижние в «лодочку» варятся электродами, имеющими обозначение 4.
Последняя цифра, соответствующая току, будет иметь такие значения:
Эта цифра выбирается еще и в зависимости от полярности тока: 1, 4, 7 – любая, 2, 5, 8 – прямая, и оставшиеся 3, 6, 9 – обратная.
Кроме того, на упаковку наносится еще и дополнительная маркировка, говорящая о том, что внутри находится довольно хрупкий товар, боящийся сырости. Также обязательным дополнением является наличие соответствующего документа, который свидетельствует, что товар сделан строго в соответствии с государственным стандартом. На этом расшифровку считаем законченной, это поможет читать лаконичный код и выделить максимум информации.
Электроды являются основными расходными материалами для электрической сварки. Сам принцип соединения металла универсален, поэтому подходит для различных его видов. Соответственно, для каждого металла и сплава нужно подбирать свои марки электродов для сварки, схожие по составу с основным материалом, а также обладающие нужными характеристиками для повышения качества соединения.
Назначение и состав электродов
Одним из назначений данного расходного материала является проведение тока от сварочного аппарата к месту образования шва, где будет создаваться электрическая дуга. Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Главным назначением обсуждаемого металлического стержня является наплавление материала на место соединения. Пока его основная часть служит для проведения тока, конец изделия под влиянием высокой температуры дуги плавится и образует вместе с расплавленным основным металлом заготовки единое целое.
Важно! Чем ближе состав электрода будет к составу заготовки, тем выше качество соединения. В составе электрода допускается наличие повышенного количества легирующих элементов, которые выгорают во время сварки, чтобы компенсировать их потерю
Покрытие также влияет на свойства изделия. Главной его функцией становится защита от газа. При сварке в расплавленный металл могут попадать кислород и азот, что негативно влияет на свойства полученного соединения. От высокой температуры покрытие начинает гореть, образуя защитный слой от внешних помех. Также оно обеспечивает более стабильное горение дуги, если электроды просушены, и может убирать нежелательные примеси из состава металла.
Чтобы покрытие соответствовало тем функциям, которые на него возложены, в его составе должны быть такие шлакообразующие элементы:
- марганцевая руда;
- мрамор;
- мел;
- каолин;
- титановый концентрат;
- кварцевый песок.
Чтобы удалить из расплавленного металла попавший туда кислород, в составе должны присутствовать ферросплавы марганца, титана, алюминия и прочих элементов, обладающих раскисляющими свойствами.
Важно! Химические реакции в образованном шве не заканчиваются после прекращения воздействия дуги. Они продолжаются еще по мере остывания, когда и вступают в дело все дополнительные элементы состава
Маркировка электродов может поведать многое о составе изделия, но важно знать и о том, что входит в состав защитного покрытия. Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука. Это газообразующие вещества.
Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука. Это газообразующие вещества.
В составе электродов часто встречаются такие легирующие добавки, как:
На самом деле добавок имеется очень много, далеко не все они используются в одном электроде. Все подбирается под конкретную цель использования, так как наличие легирующих элементов существенно увеличивает стоимость продукции.
Маркировка и классификация электродов
Если рассматривать основное различие по типам и найти первое разветвление в классификации, согласно тому, какие бывают электроды, то необходимо выделить плавящиеся и неплавящиеся разновидности. К первым относятся изделия из стали, чугуна, меди, бронзы и прочих металлов, точка плавления которых находится на низком или среднем уровне. Неплавящиеся электроды делаются из вольфрама и прочих тугоплавких металлов, которые не могут расплавиться от той температуры, при которой расплавляется основной металл.
Рассматривая марки сварочных электродов и их классификацию, необходимо учесть, что многие из них могут исполняться в двух вариантах, с покрытием и без. Если в маркировку добавлена буква «А», это означает, что электрод имеет кислое покрытие. Его можно использовать при сварке сталей, в которых имеется высокое содержание серы и углерода. Допускаются практически все пространственные положения, кроме вертикального сверху вниз. При таком покрытии в шве могут появляться трещины после сварки, а во время расплавления металл может разбрызгиваться.
Если в маркировке находится буква «Б», это означает, что в электроде основное покрытие. Он не предназначен для сварки в вертикальном положении. Это же касается и рутилового покрытия, которое обозначается буквой «Р».
Буква «Ц» в маркировке ставится при целлюлозном покрытии. Применять данные электроды можно в любом пространственном положении. При перегреве они начинают сильно разбрызгивать металл.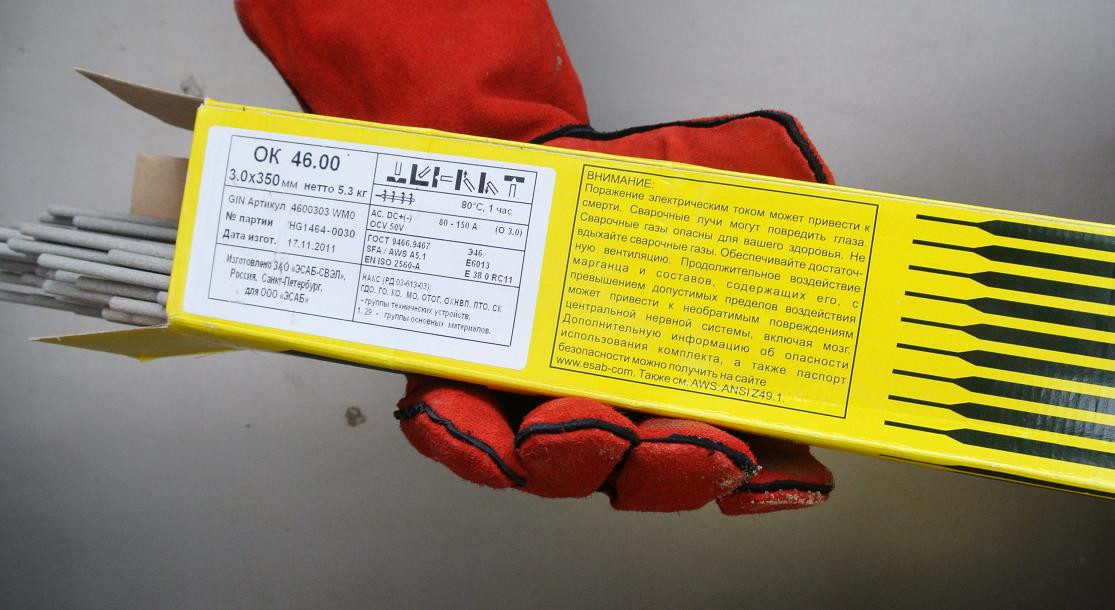 Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Также могут встречаться буквенные комбинации «АЦ» и «РБ». Это смешанные типы, которые используются при сварке труб и ответственных металлоконструкций. Они не предназначены для потолочного положения. Чаще всего их можно найти в маркировке электродов по нержавейке.
Расшифровка маркировки электродов для сварки
Расшифровка электродов является одной из основных операций, которые мастер осуществляет при подборе подходящего варианта для работы. Каждая цифра и буква имеют свое значение, а все представленные обозначения подчиняются общепринятым стандартам. Электроды с конкретной маркировкой должны соответствовать ГОСТам.
Первые символы обозначают тип электрода, а также максимальную нагрузку, которую он может выдержать. К примеру, Э46 может выдержать 46 кг на 1 квадратный миллиметр созданного соединения. Следующими обозначениями в расшифровке сварочных электродов идет сама марка, далее – предприятие, на котором она была изготовлена. После этого указываются назначение и толщина:
- У – подходит для углеродистых и низколегированных сталей;
- Н – предназначен для наплавки металла с особыми свойствами;
- Л – сварка конструкционных сталей с наличием легирующих элементов;
- Т – сварка теплоустойчивых материалов;
- В – сварка высоколегированных сталей.
Маркировка электродов для ручной дуговой сварки, показывающая толщину покрытия, может иметь одно из следующих значений:
- Г – максимальное;
- Д – толстое;
- С – среднее;
- М – тонкое.
Если в обозначении электродов по нержавейке отсутствует численное значение размера, а есть только знак, то он должен указываться на печати.
Следующими пунктами в маркировке идут индекс и его обозначение, которое описывает характеристики материала стержня. Здесь отмечаются удлинение материала, ударная вязкость и сопротивление на разрыв.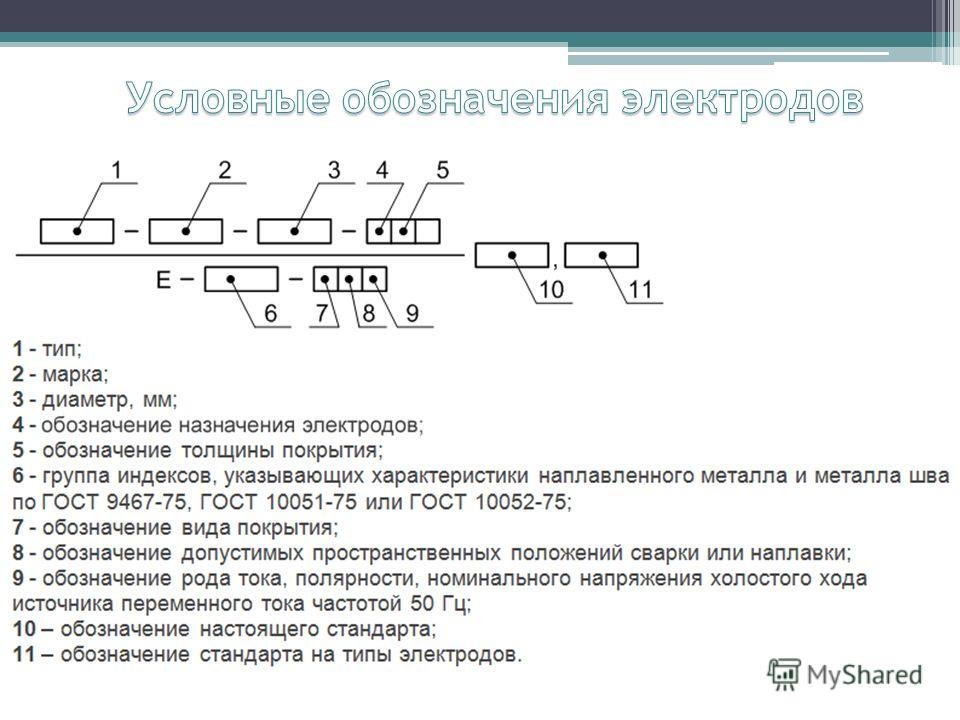
Предпоследнее обозначение в маркировке – вид покрытия. Подробные описания указаны выше. В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
Последние цифры показывают допустимые пространственные положения и напряжение х.х. при работе. Пространственные положения обозначаются:
- 1 – любое положение;
- 2 – любое, кроме сверху вниз;
- 3 – любое, кроме потолочного и сверху вниз;
- 4 – только нижнее положение.
Напряжение х.х. при сварке:
- 1 – 50 В, любая полярность;
- 2 – 50 В, прямая полярность;
- 3 – 50 В, обратная полярность;
- 4 – 70 В, любая полярность;
- 5 – 70 В, прямая полярность;
- 6 – 70 В, обратная полярность;
- 7 – 90 В, любая полярность;
- 8 – 90 В, прямая полярность;
- 9 – 90 В, обратная полярность.
Заключение
Маркировка сварочных электродов и их расшифровка требуют от мастера особых навыков, так как это достаточно сложный процесс. Взглянув на маркировку, опытный сварщик сможет понять, какой металл в составе находится, и для какой сварки электрод предназначен. Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Видео: Обозначение электродов. Тэория 1
Расшифровка маркировки электродов для сварки
Сваривание различных поверхностей при помощи специального аппарата – комплексное мероприятие, которое предполагает использование специальных элементов, а именно электродов. При этом последние имеют различные классификации, типы и разнообразную специфику применение. Также электроды отличаются специальным маркированием, определяющим технические свойства, покрытие компонентов.
Стоит отметить, что маркировка наносится как на сам элемент, так и на упаковку. Поэтому перед началом сварочных работ необходимо ознакомиться со всей информацией, предоставленной производителем. Так вы проверите совместимость купленного электрода с материалом, который необходимо приварить.
Однако на этом этапе может возникнуть сложность, которая связана с расшифровкой маркирования. Ведь вся информация, как правило, наносится при помощи букв и цифр, которые непонятны для обычного пользователя, но содержат ключевую информацию об электроде.
Поэтому в этой статье будет предоставлена расшифровка маркировки электродов для сварки, а также мы предоставим всю информацию касательно обозначений химического состава обмазки, предназначения элемента.
Назначение электрода и технические характеристики
Давно известный факт, что электроды – основные элементы, которые применяются при осуществлении электродуговой сварки различных металлических оснований. Специально для улучшения качества проведения работ были разработаны различные типы электродов, предназначенных как для универсального, так и для узкоспециализированного применения.
Для максимально качественной сварки должны выполняться следующие требования и условия:
- стабильная электромагнитная дуга (ЭД) – именно она отвечает за образование сварочного шва. Если ЭД будет слабая, тогда соединение не будет качественным;
- плавление стержня и обмазки должно быть максимально равномерным – в противном случае будет создан дисбаланс и дальнейшее проведение сварочных работ будет проблематичным;
- химический состав в образованном сварочном шве должен отвечать всем требованиям;
- примеси и шлак должны удалять максимально просто;
- стрежни электродов должны выделять минимальное количество токсических элементов;
- в процессе соединения электроды не должны нарушать химические, физические и технические параметры.


Если все условия выполняются, тогда сварку можно считать высококачественной. При этом отклонение хотя бы одного параметра свидетельствует о том, что скорее всего вы выбрали не тот электрод или же настройка сварочного аппарата не была правильной.
Принцип устройства электрода для сварочных аппаратов различных типов
Принципиально нового ничего нет. Электрод все также состоит из стержня, изготовленного посредством использования металла, обмазки и вспомогательных компонентов, например, прутов. Выбранный металл определяет технические характеристики элемента.
Нередко можно встретить компоненты, которые состоят только из одной проволоки, не имеющей покрытия и они имеют соответствующие название – непокрытые электроды. Одним из основных представителей таких средств стоит отметить вольфрамовые электроды.
Как и много раз говорилось, металлический стержень может покрываться как одним из следующих обмазок, так и иметь сразу несколько покрытий:
- кислая обмазка;
- основной тип покрытия;
- целлюлозная обмазка;
- рутиловое покрытие;
- обработка комбинированным типом;
- узкоспециализированное покрытие.
Стоит отметить, что покрытие также имеет свои типы. Обмазка может быть защищающей и ионизирующей. Первая имеет толстые слои, а вторая – отличается тонкослойной структурой.
Какое влияние оказывает тип покрытия на работу электрода?
Первое и самое главное – покрытие оказывает воздействие на технологические параметры самого электрода и заготовок, которые можно использовать. В частности, тип обмазки регулирует возможность размещения сварочных швов, эффективность, пористость, устойчивость к образованию деформационных процессов и наличие водорода в шве.
Состав кислотного покрытия представлен 4-х элементной структурой. В обмазку входит марганец, окислы железа и кремний. Наиболее распространенными представителями являются электроды ОЗЧ-2 и СМ-5. И имеет следующую маркировку:
Наиболее распространенными представителями являются электроды ОЗЧ-2 и СМ-5. И имеет следующую маркировку:
- согласно ГОСТ 9466-75 и ISO, обозначается «А», по старому ГОСТ 9467-60 – Р (руднокислое).
Важный нюанс: Металлические стержни, имеющие кислотное покрытие, в процессе электродуговой сварки не образуют пор. Их можно использовать для работы при подключении как к постоянному, так и к переменному току. Но есть и недостаток – в сварочном шве, а именно на линии рубца, могут образовываться трещины.
В процессе работы такие стержни могут выделять токсические вещества, поэтому рекомендуется использовать специальную маску.
Расшифровка электродов с основным покрытием
Наиболее распространенными представителями являются электроды ТМУ-21, ДСК-50. Состав такой обливки представлен карбонатами и фторовыми производными. Химический состав рубца, сформированного при помощи электрода с основным покрытием, аналогичен со сталью.
Вышеупомянутый состав обеспечивает повышенные технические свойства, а именно:
- вязкость шовной линии;
- гибкость шва;
- устойчивость созданного соединения к образованию деформационных частей.
Однако стержни с основным покрытием имеют и ряд недостаток, делающих их менее выгодным приобретением в отличие от других видов. В частности, к отрицательным сторонам следует отнести:
- образование пор при использовании электродов в условиях повышенной влажности;
- возможность работы исключительно аппаратом постоянного тока;
- предварительную подготовку – прокаливание стержней.
Однако несмотря на минусы, элементы наиболее часто применяются для сварки нержавеющей стали.
Рутиловое покрытие
Наиболее распространенными представителями этого типа электродов являются ЛЭЗ МР-3С, АНО-4, ОЗС-4. Стоит отметить, что такое покрытие отличается более значительными преимуществами.
Стоит отметить, что такое покрытие отличается более значительными преимуществами.
Использование таких расходников обеспечивается качественный результат даже, если на заготовке имеются различные дефектные образования и коррозийные очаги. Также на качество не влияет уровень влажности. Нередко элементы задействуют для работы со сталью 09ГС и высокоуглеродными материалами.
Есть один недостаток, связанный с содержанием оксида кремния в составе. Из-за этого образованный шов имеет пониженную ударную вязкость, сниженную гибкость. В системе маркировок покрытие обозначается следующим образом:
- согласно ГОСТ 9466-75 и ISO «Р» и R соответственно, по старому ГОСТ 9467-60
Т (рутиловое).
При этом образованный шлак легко удалить. Это в свою очередь дополнительно улучшает качество сварочных работ.
Расшифровка маркировки электродов для сварки с целлюлозным покрытием
Согласно ГОСТ 9466-75, в состав таких элементов входят до 50% органических добавок. За счет использования такого типа компонентов можно образовывать обратные рубцы и обеспечивать швы от «верха книзу».
Однако есть и отрицательная сторона, связанная с высоким содержанием водорода, что откладывает отрицательный отпечаток на качество сварочного шва. Такие электроды имеют следующую маркировку:
- согласно ГОСТ 9466-75 и ISO «Ц» и С соответственно, по старому ГОСТ 9467-60
О (органическое).
Такие типы сварочных элементов используются гораздо реже из-за высокой стоимости. Однако для узоспециализированных работ электроды с целлюлозным покрытием – то, что нужно.
Касательно изделий со специальным типом покрытия, то стоит отметить, что их применяют сугубо для узкоспециализированных работ – при помощи их соединяют специальные сплавы или целые элементы, имеющие различные сплавы.
- согласно ГОСТ 9466-75 и ISO «П» и S соответственно.

Расшифровка маркировки электродов для ручной дуговой сварки
Сейчас разберем пример маркирования. Дана маркировка Э50А-УОНИ-13/55-5,0-УД/У514(4)-Б20. Первая буква обозначает специфику использование – говорит о том, что электрод используется посредством электродуговой сварки, 50 – показатель пиковой прочности, измеряемый в кгс/мм2, А – определяет характерные технические свойства, а именно ударную вязкость, пластичный рубец.
При наличии дальнейших цифр, которые идут после Э50А определяет его марку в каталоге производителя. Непосредственно 5,0 – диаметр металлического стержня, который измеряется в мм.
Литера «У» показывает предназначение электрода. В нашем случае элемент разработан для сварного соединения сортов стали, имеющих низкую легированность с прочностью до 60 кгс/см2 включительно.
Для сварки стали с более высокой прочностью применяются расходники, имеющие обозначение «Л». При сварке жароустойчивых элементов задействуют стержни «Т», специально для особых видов стали применяют компоненты «В».
Дальнейшая символика определяет толщину обмазки. Например, буква «Д» в маркировке обозначает толстослойное открытие. Помимо нее могут быть следующие литеры:
- Т-тонкослойные;
- С- средние по толщине;
- Г – самые толстослойные.
Обозначение электродов группой индексов
Такой тип считается наиболее сложным ввиду того, что в такой маркировке учитываются сразу несколько параметров. Индексы размещаются на упаковке с изделием.
Вот примеры нескольких числовых обозначений:
- 5 – определяет сопротивление сварочного шва коррозийному воздействию;
- 1 – показывает жаростойкость образованного рубца при определенном температурном диапазоне;
- 4 – пиковый температурный диапазон, при котором можно не переживать за технические свойства рубца. Если есть скобки, тогда число обозначает объем феррита в созданном сварочном шве.
 Если есть скобки, тогда число обозначает объем феррита в созданном сварочном шве.
Если есть скобки, тогда число обозначает объем феррита в созданном сварочном шве.Стоит отметить, что в маркировке присутствует обозначение типа покрытия. При этом важно помнить, что есть элементы, производимые абсолютно без обмазки. Такие компоненты задействуют для прогревки и не предназначены для использования как инверторными, так и другими сварочными аппаратами.
Непосредственно пространственное положение также обозначается цифрой. В нашем случае электрод можно использовать в любом положении, но кроме вертикального – цифра 2. Однако наименования изготовляются со следующими обозначениями:
- 1 – универсальное применение;
- 3 – подходит исключительно для горизонтального или только для вертикального использования;
- 4 – показывает, что электрод можно размещать только внизу созданных сварочных соединений.
Важно: Числовые индексы – принятые международные стандарты, которые регламентируются не только государственным ГОСТ, но и мировым ISO.
Цифра «0» в нашем примере показывает, что электрод можно использовать исключительно при постоянном токе с обратной полярностью. В противном случае, стержень выйдет из строя.
Помимо всего вышеперечисленного существует специальное маркирование. Например, литера «Е» обозначает, что стержень выпускается с покрытием, которое расплавляется в процессе сварочных работ.
За счет наличия обширной маркировки существенно облегчается процесс выбора необходимого электрода. Поэтому зная лишь одно название электрода вы уже получите всю нужную информацию, которая поможет вам приобрести исключительно подходящий электрод.
Маркировка электродов для сварки — детальное описание всех 11 пунктов
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
- Область назначения.
| У | Для сварки углеродистых и низколегированных марок стали с сопротивлением разрыву до 600 МПа |
| Л | Легированные стали конструкционного типа с сопротивлением разрыву свыше 600 МПа |
| Т | Теплоустойчивые стали |
| В | Для сварки высоколегированных марок стали с особыми свойствами |
| Н | Формируют слой наплавки |
- Толщина верхнего покрытия
| М | Тонкое |
| С | Среднее |
| Д | Толстое |
| Г | Особо толстое |
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
| А | Кислое |
| Б (В) | Основного типа |
| Р ® | Рутиловые |
| Ц © | Целлюлозные |
| П (S) | Прочие |
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
| 1 | Все положения |
| 2 | Все, кроме вертикального, направленного сверху вниз |
| 3 | Запрещает потолочный и вертикальный шов сверху вниз |
| 4 | Только для нижнего |
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Маркировка сварочных электродов и их расшифровка
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45
www. vse-o-svarke.org
vse-o-svarke.org
Стандарты маркировки электродов сварочных
- Дата: 11-07-2015
- Просмотров: 402
- Рейтинг: 40
Необходимость применения определенных сварочных электродов обуславливается различиями физико-химических свойств соединяемых металлов, геометрии и пространственного положения швов, а также степенью ответственности соединений. Разный присадочный материал применяется для формирования швов и наплавляемых поверхностей. Применимость электродов для создания конкретного соединения может быть определена их маркировкой.
Виды электродов по допустимым пространственным положениям сварки или наплавки.
Нормативная документация
Отечественные производители электродов при нанесении маркировки руководствуются ГОСТами 9466-75, 9467-75, 10051-75 и 10052-75. В этих стандартах изложены требования к присадочному материалу для соединения конструкционных углеродистых и низколегированных сталей, теплоустойчивых и высоколегированных сталей и наплавки поверхностей.
Электроды для сварки высоколегированных сталей кодируются группой индексов.
Расшифровка обозначения материалов для сварки чугуна и цветных металлов не регламентируется ГОСТами, а основывается на отраслевых стандартах и внутренних стандартах производителей.
Для нанесения обозначений по международным стандартам используются нормы ISO-2560 и ISO-3580, европейские нормы EN-499 и американские AWS 5.1. Обозначения, наносимые по ГОСТ и этим стандартам, во многом похожи, но имеют свои особенности.
Отечественная маркировка электродов представляет собой две группы букв и цифр, разделенных дефисами.
Две группы располагаются одна относительно другой в виде дроби или в строку через пробел.
Первая группа индексов
Первая группа выглядит следующим образом:
1-2-3-45.
На позиции 1 указывается тип электрода. По типу электрода можно понять, для соединения каких сталей он предназначен. Углеродистые и низколегированные стали сваривают электродами, тип которых обозначен в виде Э42А. «Э» означает электрод для ручной дуговой сварки, цифра 42 указывает на предел прочности при растяжении стали.
Маркировка сварочных электродов.
Вместо нее может быть 38, 46, 50, 55 или 60 кгс/мм2. Литера «А» проставляется при условии, что формируемый шов имеет улучшенную пластичность и ударную вязкость.
Для соединения других сталей и наплавки тип выглядит несколько иначе: Э-12Х11НВМФ. Здесь число после дефиса означает содержание углерода в сотых процента, буквы с цифрами после них указывают на наличие легирующего компонента и его содержание в процентах. Для содержания меньше 1,5% проставляется только наименование элемента.
Расшифровка легирующих элементов представлена в таблице:
| А | Азот | Г | Марганец | М | Молибден | Р | Бор | Ф | Ванадий |
| Б | Ниобий | Д | Медь | Н | Никель | С | Кремний | Х | Хром |
| В | Вольфрам | К | Кобальт | П | Фосфор | Т | Титан | Ц | Цирконий |
На 2-ой позиции представлена марка электродов. Она большей частью присваивается в зависимости от состава обмазки. Общих принципов формирования обозначения марки не существует. Обозначение может включать буквы, цифры, дефисы, значок дроби. Разработчик присваивает его произвольно. Свойства конкретной марки можно найти в ТУ, но основные моменты становятся ясны из общей маркировки изделия.
Диаметр проволоки в мм указывается на 3-ей позиции. Вместо цифры может стоять значок диаметра. Это говорит о нескольких выпускаемых диаметрах с одной маркировкой. Значение диаметра в конкретном случае нужно искать на упаковке.
Буква на 4-ой позиции указывает на тип стали, для которой предназначен электрод:
| У | Углеродистые и низколегированные стали |
| Л | Легированные стали |
| Т | Теплостойкие стали |
| В | Высоколегированные стали |
| Н | Для наплавки |
Буква, стоящая на 5-ой позиции, зависит от относительной толщины обмазки:
| Буква | Отношение диаметра с обмазкой к диаметру стержня |
| М | До 1,2 |
| С | От 1,2 до 1,45 |
| Д | От 1,46 до 1,8 |
| Г | От 1,8 |
Вторая группа индексов
Таблица типов электродов.
Вторая группа призвана адаптировать маркировку под международные стандарты. Ее общий вид следующий:
Е 12(3)-456.
На позиции 1 располагается пара чисел, означающая предел прочности стали на растяжение в МПа без последней цифры, то есть вместо 430 МПа вписывается 43. 2-ая позиция ответственна за относительное удлинение.
Цифра на 3-ей позиции от 0 до 7 зависит от минимальной температуры, при которой ударная вязкость материала шва сохраняется на уровне не ниже 34 Дж/кв.см. Соответствие индексов и температур представлено в таблице:
| Индекс | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Значение температуры, °С | Не регламентируется | +20 | 0 | -20 | -30 | -40 | -50 | -60 |
На 4-ой позиции указывается вид обмазки. Он может быть обозначен одной или парой символов для смешанных покрытий. Символы означают:
| Обозначение | Вид покрытия |
| А | Кислое |
| Б | Основное |
| Ц | Целлюлозное |
| Р | Рутиловое |
| П | Прочие |
Расшифровка для 5-ой позиции указывает на допустимые положения сварки:
| 1 | Допускается любое положение |
| 2 | Все положения, кроме направления сверху вниз, для вертикальных швов |
| 3 | Допускаются нижние, горизонтальные швы и вертикальные швы «снизу вверх» |
| 4 | Для нижних швов |
Последняя 6-я позиция маркирует рекомендуемые параметры сварочного тока:
| Индекс | Полярность в режиме DC | Диапазон допустимых напряжений холостого хода, В |
| 0 | Обратная | Не нормируется |
| 1 | Любая | 47-53 |
| 2 | Прямая | 47-53 |
| 3 | Обратная | 47-53 |
| 4 | Любая | 63-77 |
| 5 | Прямая | 63-77 |
| 6 | Обратная | 63-77 |
| 7 | Любая | 85-95 |
| 8 | Прямая | 85-95 |
| 9 | Обратная | 85-95 |
https://moyasvarka.ru/youtu.be/imSgJ86nqUY
После маркировки сварочных электродов принято указывать ГОСТ, который может понадобиться для расшифровки условных обозначений.
moyasvarka.ru
Сварочные электроды, маркировка и назначение. Особенности проверок и испытаний
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик. Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10 Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва. После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
obinstrumente.ru
Сам Свар
Выбор электродов для сварки: инвертором, для ручной сварки, с учетом материала, маркировка электродов.. Как выбрать электроды для сварки инвертором. Сварочные электроды: виды, маркировка
Одним из главных условий получения высококачественного и правильного сварочного шва являются качественные, правильно подобранные электроды для сварки инверторным аппаратом.
Современный рынок располагает очень большим ассортиментом для электросварки. Все они имеют различия по типу, материалу покрытия и другим характеристикам. Ниже мы предлагаем вам ознакомиться с доступными вариантами и выбрать самый подходящий.
Типы электродов для сварочных работ инверторным аппаратом
Все существующие электроды для электросварки делятся на плавящиеся и неплавящиеся. В основе плавящегося электрода проволочный стержень из металлической проволоки, покрытый снаружи специальной обмазкой. Благодаря покрытию, сварочная дуга может стабильно гореть, также покрытие обеспечивает хорошую защиту шва от газа и шлака.
Электроды, предназначение которых – сваривать стали неопределенного состава, а также медь, нержавейку, чугун и прочие металлы, производятся из определенного сплава. Неплавящиеся типы электродов применяются чаще всего при работе аргоновой сваркой.
Рабочие сварочные элементы выпускаются разной длины и диаметра. Длина электрода зависит от особенностей легирования проволочного стального стержня изделия, и может составлять от 30 до 45 сантиметров.
Вне зависимости от диаметра, все типы электродов находят самое широкое применение. Исключение составляет лишь диаметр 1.6 мм. Этот тип электродов поставляется только под заказ. Российскими сварщиками практически не используются.
Самая часто используемая классификация всех существующих электродов – по их назначению. Исходя из этого параметра, электроды делят на:
• Предназначенные для работы с элементами из углеродистых и низколегированных сталей.
• Для работы с высокопрочными теплоустойчивыми сталями.
• «Электроды по нержавейке» — для работы с высоколегированной сталью.
• «Электроды по алюминию».
• Электроды для сварки медных деталей и изделий на ее основе.
• Электроды по чугуну.
• Для ремонта и наплавок.
• Для сварочных работ по металлам, состав которых не определен.
Также довольно часто используется классификация по типу покрытия электродов. Существует четыре основных типа покрытий, но только два получили широкое распространение.
Электроды основного типа.
Свое название они получили из-за того, что стержень электрода имеет так называемое основное покрытие. Наибольшей популярностью среди основных электродов пользуется модель УОНИ 13/55. Использование этого изделия позволяет получить высококачественные швы, имеющие высокую сопротивляемость ударам, прочность и пластичность. Кроме того, на таких швах редко появляются кристаллические трещины, они плохо склонны к «старению». Электроды УОНИ, как правило, используются для сварочных работ повышенной ответственности, и изделий, которые будут работать в суровых условиях. К недостаткам данного типа электродов можно отнести удлинение дуги, неустойчивость покрытия к влаге и ржавчине, появление окалины или масла в районе сварочного шва. В совокупности все это может привести к появлению микропор. Кроме того, основными электродами можно работать только на обратном постоянном токе.
Второй тип электродов имеет рутиловое покрытие.
Эти изделия используются при сварке деталей из металла с малым содержанием углерода.Чаще всего используется марка МР-3. Эти электроды отличаются хорошими технологическими качествами, а именно:
• Электрическая дуга устойчиво горит и на постоянном и на переменном токе.
• Раскаленный металл практически не разбрызгивается.
• Швы высокого качества при любом положении свариваемых деталей.
• Очень хорошо отделяется шлак.
• Электроды можно использовать для работы по грязным и ржавым поверхностям.
• Готовые сварочные швы имеют очень хороший вид, без пор и каверн.
• Хорошо подходят для сварки деталей из стали с небольшим содержанием углерода.
Выбираем электрод с учетом материала и режима работы
Правильный выбор электрода для работы, конечно, играет большую роль, однако, кроме этого, еще необходимо знать, с какой полярностью и током нужно работать в каждом конкретном случае. Почти все инверторы используют в работе постоянный ток. Работая с постоянным током, деталь электрод можно подсоединить несколькими способами, а именно:
Если полярность прямая, электрод подключается на «минус» а деталь на «плюс».
При работе на обратной полярности – наоборот, электрод подсоединяется на «плюс», а обрабатываемая деталь на «минус».
В процессе работы на прямой полярности вырабатывается более высокая температура, если сравнивать с теми же значениями при работе на обратной полярности. Поэтому работа на обратной полярности имеет смысл в следующих случаях:
• Если необходимо сварить тонкий листовой металл. Так как температура на обратной полярности меньше, заготовка не сгорит.
• При работе с высоколегированными марками сталей. «Обратка» в этом случае существенно снижает вероятность перегрева детали.
Работать на прямой полярности лучше с массивными заготовками, которые нужно хорошо прогревать для качественной сварки.
В сварочном деле существует три основных характеристики, от которых напрямую зависит качество работы:
• Сварочный ток.
• Диаметр обрабатываемой детали.
• Толщина рабочего материала.
Для начала необходимо определиться с зависимостью диаметра рабочего элемента и толщиной детали, с которой предстоит работать. Например, сталь толщиной до 1.5 мм. варится почти всегда с помощью полуавтомата или аргоновой сваркой.
Дуговая электросварка для этого практически не используется. Сталь толщиной 2мм варят электродами диаметром 2.5мм. Чтобы качественно сварить сталь толщиной 3 мм, понадобятся электроды диаметром 2.5-3 мм.
Для стали толщиной 5 мм – электрод 3.2-4 мм.
В работе с изделиями толщиной от 6 до 12 мм. используются рабочие элементы диаметром 4-5 мм.
Для стали толще 13 мм. применяют электрод в 5 мм.
Важный момент: чем больше диаметр электрода, тем меньше плотность рабочего тока. В результате дуга начинает колебаться, «блуждать», менять длину и вести себя нестабильно. Из-за этого глубина шва уменьшается, а ширина наоборот – увеличивается. В большинстве случаев производители таких электродов указывают на упаковке необходимые показатели сварочного тока. Если же производитель не указал нужную информацию, необходимо ориентироваться на следующие показатели:
• Для электрода диаметром 2 мм нужен ток 55-65 А.
• Для электрода шириной 2.5 мм – 65-80 А.
• Для 3 мм – 70-130А.
• Для 4 мм – 130-160 А.
• Для 5 мм – 180-210 А.
• Для 6 мм – 210-240 А.
Исходя из вышесказанного – выбирая рабочий элемент определенного диаметра для сварочных работ, необходимо в первую очередь обращать внимание на то, какой толщины обрабатываемая деталь. Если работать по тонкому металлу электродом большого диаметра, или превысить сварочный ток, то в шве обязательно останутся поры.
Маркировка сварочных электродов
Самая распространенная марка среди зарубежных производителей электродов – ESAB.
Название каждого типа электродов этой марки начинается с ОК, после которого идет 4-циферное обозначение. В продаже есть очень много вариаций, но самыми распространенными являются следующие:
• ОК 46.00 – электрод практически аналогичен свойствам марки МР-3. Отлично подходит для работы с низколегированными и углеродистыми сталямиПодходит для переменного и постоянного тока. Обеспечивает высококачественный шов.
• ОК 48.00. Предназначаются для работы на ответственных конструкциях. Работают только на постоянном токе.
• ОК 61.30 и ОК 63.20. Используются при сварке «нержавейки» практически всех марок. Перед покупкой необходимо обязательно поинтересоваться у продавца-консультанта, подойдут ли эти электроды для работы с конкретной маркой нержавеющей стали.
• ОК 68.81. Прекрасная модель. Отлично подходит для сварки изделий из сталей неопределенного состава и трудносвариваемых деталей.
• ОК 92.60. Электроды для чугуна и соединения чугунных деталей с разными типами сталей.
• ОК 96.20. Электроды по алюминию.
Критерии выбора подходящих электродов
Проанализировав все вышесказанное, можно определить несколько основных моментов, на которые нужно обязательно обратить внимание, выбирая электроды для электросварки. Для начала нужно точно определить, с каким именно металлом предстоит работать и выбрать электрод по типу металла. Если предстоит работать с ответственной конструкцией, лучше не экономить и купить продукцию от известного производителя. Например, шведские изделия, которые мы упоминали выше, зарекомендовали себя очень хорошо. Если нужно сварить детали из углеродистой стали, обязательно следите за чистотой поверхности. Если она покрыта маслом, влажная или ржавая, следует приобрести электроды, имеющие рутиловое покрытие. Если предстоит работать на ответственных конструкциях, рекомендуется использовать рабочие элементы с основным покрытием.
Однако в любой ситуации нужно помнить о том, что все изделия требуют предварительной подготовки поверхности. Кроме того, необходимо точно определить толщину обрабатываемой детали, исходя из чего, выбрать оптимальный сварочный ток.
К процессу выбора нужно подходить максимально ответственно. Если электроды выбраны правильно, то даже на самом дешевом инверторе можно варить почти любые металлы на самом высоком уровне.
https://www.youtube.com/watch?v=E4in4gDJNvs
Маркировка сварочных электродов или что нужно знать сварщикам
Маркировка электродов или что нужно знать сварщикамСварочные электроды могут иметь простую маркировку, которая состоит всего из 2-3 символов и сложную, в которой очень легко запутаться. Например, электроды Э50А расшифровываются крайне просто: буква «Э» означает «Электрод», а цифры, идущие за ней, указывают минимальное время сопротивление разрыву. Буква «А» на конце маркировки говорит о том, что при сварке данными электродами допустимо применять пластичный металл с повышенной вязкостью.
В маркировке электродов могут применяться и другие обозначения. Рутиловые электроды обозначаются буквой «Р» в отличие от электродов с основным покрытием. Из данной статьи вы сможете узнать, какие маркировки сварочных электродов бывают, и что именно они означают. Данной информацией должен владеть каждый сварщик, ведь от правильного выбора сварочных электродов во многом зависит успех проведения работ связанных со сваркой металлов.
Маркировка сварочных электродов или что нужно знать сварщикам
В маркировке к электродам могут указываться как параметры обмазки, так и непосредственно самого сердечника. Здесь мы можем узнать, для сварки, каких именно металлов допускается применять данный тип электродов.
Св — буквенным обозначением указываются какие-то конкретные характеристики проволоки, из которой изготовлен сердечник электродов. Напомним, что он выступает в роли наплавленного металла и должен по своим свойствам быть близким к характеристикам основного металла, который сваривается.
Числа на конце, как правило, указывает на процент содержания углерода. Буквенные обозначения говорят о процентном содержании легирующих веществ и добавок. Кроме того, некоторые виды неплавящихся электродов могут иметь и цветовое отличие для простоты идентификации.
Маркировка электродов для сварки ЛЭЗАНО-21
Рассмотрим на примере маркировку популярных электродов для сварки Э46-ЛЭЗАНО-21 Е 43 1(3) — РЦ13:
Э46 — указывает на тип электрода. В данном случае электроды предназначены для сварки низколегированных и углеродистых сталей. Цифра 46 после буквы «Э» говорит о допустимом пределе прочности на разрыв, но не менее чем 46 кгс/мм².
Буква «У» — электроды предназначены для сварки низколегированных и углеродистых сталей с максимально допустимым пределом прочности на растяжение до 60 кгс/мм².
Буква «Е» — данная буква указывает на международное обозначение плавящихся электродов с покрытием.
РЦ — электроды имеют рутилово-целлюлозное покрытие. Ранее уже говорилось о том, что буквой «Р» на электродах указывается именно рутиловое покрытие.
Цифры 1 и 3 после международного обозначения говорят о следующем: цифра 1 — электродами можно варить во всех пространственных положениях, а цифра 3 — о том, что электродами можно варить, как постоянным, так и переменным током обратной полярности. При этом напряжение холостого хода инвертора для сварки должно составлять не менее 50 Вольт.
Поделиться в соцсетях
Каталог статей — ПромСнабСервис
Обозначение электродов по ГОСТ, ISO, EN, DIN, AWS
В большинстве стран разработаны системы обозначения электродов, которые позволяют произвести идентификацию каждой марки. Что стоит за этими обозначениями. Начнем с того, что марка электрода практически не несет информации о его свойствах и характеристиках наплавленного металла. В связи с этим в большинстве стран разработаны системы обозначения электродов, которые позволяют произвести идентификацию каждой марки.
Обозначение электрода состоит из ряда цифровых и буквенных символов, характеризующих основные свойства металла, наплавленного данными электродами. Обозначение электрода проставляется в сопроводительной документации, на упаковочной наклейке, в справочной литературе. Наиболее распространенными стандартами в обозначении электродов являются ГОСТ 9466-75, международный стандарт ISO, Европейский стандарт EN, американский стандарт AWS. Многие позиции этих стандартов похожи, но полностью они не совпадают. Общим является только значок Е — международный символ ручной дуговой сварки.
Обозначение элетродов по ГОСТ 9466-75
Производится в виде дроби, в числителе и знаменателе которой указываются отдельные характеристики электродов:
- тип электрода;
- марка электрода;
- диаметр электрода Ø;
- назначение: У — для сварки углеродистых и низколегированных сталей; Л — легированных конструкционных сталей; Т — легированных теплоустойчивых сталей; В — высоколегированных сталей; Н— для наплавки;
- обозначение толщины покрытия, которое устанавливается в зависимости от соотношения диаметра покрытого электрода (D) к диаметру стержня (d): М — тонкое покрытиие D/d<1,2 ; С — средняя толщина покрытия D/d=1,2-1,45; Д — толстое покрытие D/d=1,46-1,8; Г — особо толстое — D/d>1,8;
- группа электродов в зависимости от их качества при изготовлени: 1 — низкие требования к качеству; 2 — средние; 3 — высокие требования;
- группа индексов, указывающая механические характерисики наплавленного металла;
- обозначение типа покрытия: А — кислое; Б — основное; Р — рутиловое; Ц — целлюлозное; П — прочие;
- обозначение допустимых пространственных положений сварки: 1 — для всех простанственных положений; 2— для всех, кроме вертикального, при сварке сверху вниз; 3 — для нижнего, горизонтального и вертикального при сварке снизу вверх; 4 — для нижнего положения;
- обозначение рода тока полярности и напряжения источника питания, на которые рассчитан электрод;
- обозначение стандарта, регламентирующего требования к электродам ГОСТ 9466-75;
- обозначение стандарта, регламенитрующего типы элеткродов ГОСТ 9467-75; ГОСТ 10052-75 или ГОСТ 10051-75, если электроды для наплавки.
Обозначение электродов по международному стандарту ISO
Производится в зависимости от группы сталей, для сварки которых предназначен электрод. ISO-2560 — электроды для сварки углеродистых и низколегированных конструкционных сталей, ISO-3580 — электроды для сварки высоколегированных сталей.
- Обозначение предела прочности наплавленного металла.
- Минимальное относительное удлинение.
- Типы покрытия: R — рутиловое, RR — рутиловое большой толщины, B — основное, C — целлюлозное, A — кислое, AR — рутилово-кислое, S — прочие.
- Индекс, характеризующий производительность сварки (переход металла в шов). Изменяется от 100 до 200%, обычно проставляется в электродах с железным порошком в покрытии и показывает процент повышения производительности.
- Положение шва при сварке: 1 — все положение; 2 — все, кроме вертикального сверху вниз; 3 — нижнее, горизонтальное, вертикальное снизу вверх; 4 — нижнее, горизонтальное вертикальное снизу вверх и сверху вниз.
- Индекс полярности и напряжения холостого хода источника питания: 0 — только обратная; 1 — любая, 50В; 2 — прямая, 50В; 3 — обратная, 50В; 4 — любая, 70В и т.д.
Обозначение электрода по Европейскому стандарту EN-499
- Предел текучести наплавленного металла.
- Обозначение пластичности. Минимальная температура эксплуатации, при которой обеспечивается ударная вязкость 47 Дж/см2: 1) +20°С; 2) -20°С; 3) -30°С; 6) -60°С.
- Содержание легирующих элементов в направленном металле.
- Тип покрытия (как и в ISO-2560).
- Положение шва в пространстве (как и в ISO-2560).
- Код производительности и рода тока.
- Обозначение содержания в наплавленном металле водорода h20 — максимальное содержание водорода 10 мл на 100 г наплавленного металла.
Обозначение электродов по американскому стандарту AWS 5.1
- Предел прочности наплавленного металла.
- Положение швов в пространстве.
- Цифра, характеризующая тип покрытия, рекомендуемый род тока: 1 — целлюлозное, постоянный и переменный ток; 2 — рутиловое, постоянный и переменный; 3 — рутиловое, постоянный и переменный при низком напряжении холостого хода; 4 — рутиловое с железным порошком; 5, 6, 7, 8 — основное покрытие с различным родом тока и напряжения холостого хода.
- Минимальная температура эксплуатации шва при ударной вязкости KCV-27 Дж/см2.
- Содержание водорода в наплавленном металле.
- Показатель влагостойкости покрытия R — электрод имеет влажность не больше 0,3% при выдержке в течение 9 ч в помещении с температурой 26,7 С и влажностью 80%.
Обозначение электродов по американскому стандарту AWS 5.1
| ГОСТ | Э46 — ОЗС — 12 — Ø — УД E431(3) — P12 |
|---|---|
| ISO | E433R12 |
| EN | E38AR12 |
| AWS | E6013 |
ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДАИдентификация электродов для дуговой сварки с использованием системы нумерации A.W.S (Американского сварочного общества) и производятся в размерах от 1/16 до 5/16. Примером может служить идентифицированный сварочный стержень. как электрод E6011 1/8 «.Размер электрода 1/8 дюйма диаметр Буква «E» означает дуговую сварку. электрод. Далее будет либо 4 или 5-значное число, выбитое на электроде. Первые два числа 4-значное число и первые 3 цифры 5-значного числа указывают минимальная прочность на разрыв (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень, снятие напряжения. Примеры могли бы быть следующим: E60xx будет иметь растяжение сила 60 000 фунтов на квадратный дюйм E110XX будет 110 000 фунтов на квадратный дюйм Следующая цифра указывает на положение, в котором можно использовать электрод.
Последние две цифры вместе, указать тип покрытия на электроде и сварочный ток электрод можно использовать с. Такие как DC прямой, (DC -) DC обратный (DC +) или AC ИСПОЛЬЗУЕМЫЕ ЭЛЕКТРОДЫ И ТОКИ
| ТЕКУЩИЕ ВИДЫSMAW выполняется с использованием либо Переменный или постоянный ток.Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод). При обратном постоянном токе (DC +, DCEP ИЛИ DCRP) проплавление шва будет глубоким. Прямой постоянный ток (DC-, DCEN OR DCSP) сварной шов будет быстрее плавиться и депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток (AC) меняет полярность 120 раз в секунду. | НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе будет кратко описано четыре электрода, которые обычно используются для сварки и ремонта из мягкой стали.Для сварки доступно множество других электродов. из других металлов. Проконсультируйтесь с вашим местным поставщиком сварочных материалов. для электрода, который следует использовать для свариваемого металла.E6010 — Этот электрод используется для сварки во всех положениях с использованием DCRP (DCEP). Он производит глубокое проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 — Этот электрод имеет те же характеристики, что и E6010, но может использоваться с переменным током и Постоянные токи. E6013 — Этот электрод могут использоваться как с переменным, так и с постоянным током. Создает среднюю проникающую способность. сварка с превосходным внешним видом сварного шва. E7018 — Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Покрытие электрода имеет низкое содержание влаги, что снижает введение водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой.(Обратите внимание, что этот электрод должны быть сухими. Храните этот стержень в закрытых контейнерах или в горячей коробке.) |
Урок 8 — Электроды для твердосплавной обработки
Урок 8 — Электроды для твердосплавной обработки © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. VIII 8.9.1.1 Износ дуги 3 IP без классификации AWS AC / DCEP (положительный электрод) Маркировка отпечатка электрода: 3 Сплав IP Buildup Углеродистые стали Низколегированные стали Износостойкие стали Описание: Wear-Arc 3 Наплавленный металл IP обеспечивает отличную стойкость к износ, вызванный сильными ударами и сжатием нагрузки, и наиболее подходит в качестве основного сплава для упрочнения наплавок. Wear-Arc 3 IP следует использовать там, где максимальная обрабатываемость поверхностного покрытия желательно и в качестве окончательного покрытия.Пластичность и прочность на сжатие Wear-Arc 3 Наплавленный металл IP подходит для решения проблемы износа многих Приложения. Типичные области применения: сталелитейный завод воблеры и муфты, подшипники журналы, сталелитейный завод рулонные шейки и концы, штамповочные штампы и весь углерод стальные детали, требующие наплавки перед наплавкой. Процедура: Wear-Arc 3 IP-электрода обладают превосходными сварочными характеристиками. во всех позициях. Из-за железного порошка в покрытие, можно использовать более высокие настройки тока, чем с обычные электроды.Область Покрытие на фунт, глубина 1/8 дюйма (3,2 мм) — 24-25 дюймы 2 (155-161 см 2 ) Типичные механические свойства Как сварная текучесть Прочность, фунт / кв. Дюйм (МПа) 91 500 (631) Предел прочности при растяжении, фунт / кв. Дюйм (МПа) 101 750 (702) % Удлинение в 2 дюйма (51 мм) 24% Уменьшение площади 64 Твердость 29 Rc * * Двухслойное плетение по 1020 Сталь Сварные наплавки могут резать ацетиленовой горелкой или воздушно-угольной дугой резка. Типичный неразбавленный Анализ металла сварного шва (%) C Mn Si Cr Mo 0.20 Макс. 0,09 0,70 2,30 1.10 Свойства наплавленного металла сварного шва: баланс сплава хрома и молибдена оказывает влияние и сопротивление сжатию, а также значительный износостойкость металла шва на всех толщинах наращивать. Депозиты обрабатываются, подделываются и реагируют термической обработке. Стандарт Диаметры и упаковки 1/8 дюйма (3,2 мм) x 10 # (4,5 кг) HSC 5/32 » (4,0 мм) x 10 # (4,5 кг) HSC 3/16 дюйма (4,8 мм) x 10 # (4.5 кг) HSC 1/4 » (6,4 мм) x 10 # (4,5 кг) HSC 8.9.1.2 Wear-Arc Никель-марганец AWS Класс EFeMn-A AC / DCEP (Положительный электрод) Электрод Маркировка отпечатка: Ni Mn Buildup Крепление из сплава Сварка марганца Сталь Тяжелая Код воздействия и данные спецификации: AWS A5.13 Описание: Никель износостойкой стали Наплавленный марганец устойчив к образованию трещин и образует пластичное высокопрочное соединение плавлением на марганцовистая сталь. Аустенитная структура шва обеспечивает отличная стойкость к износу от сильных ударов и сжимающие нагрузки.В условиях непрерывного удар, поверхность покрытия затвердевает до BHN 510. Wear-Arc Никель-марганец лучше всего подходит для применений где встречаются сильные ударные и сжимающие силы непрерывно. Из-за звука высокопрочный сварные швы из этого электрода, его тоже следует использовать для приварки насадок изнашиваемых пластин, зубьев, кругов, и профили из марганцевой стали. Процедура: Никель износостойкой стали Марганцевые электроды не требуют специальных техника нанесения.При сварке манга стали следует соблюдать следующие общие рекомендации: 1. Сварка только на прочном, чистом, незакаленном основном металле. 2. В использование предварительного нагрева марганцевой стали не рекомендуется. Избегайте перегрева основного металла, используя наименьший ток, обеспечивающий хороший перенос металла и характеристики дуги. Сохраняйте аустенитный марганец сталь ниже 600 ° F (316 ° C), температура промежуточного прохода. Типичный Механические свойства As Сваренный выход Прочность, фунт / кв. Дюйм (МПа) 62000 (427) Прочность на растяжение, psi (МПа) 116 000 (800) % Удлинение через 2 дюйма (51 мм) 45 Твердость 90 руб * закаленная Твердость 48 Rc * * Два слоя на марганце Стальной шов отложения можно резать ацетиленовой горелкой или воздушной угольной дугой резка.Типичный Анализ неразбавленного металла сварного шва (%)С
млн
Si
Ni
0.60
14,00
0,55
4,00
Стандарт Диаметры и пакеты 5/32 » (4,0 мм) x 10 # (4,5 кг) HSC 3/16 дюйма (4,8 мм) x 10 # (4,5 кг) HSC 1/4 дюйма (6,4 мм) x 10 # (4,5 кг) HSC% PDF-1.5 % 217 0 объект > эндобдж xref 217 83 0000000016 00000 н. 0000003340 00000 н. 0000003454 00000 н. 0000004117 00000 н. 0000004154 00000 п. 0000004202 00000 н. 0000004250 00000 н. 0000004364 00000 н. 0000004481 00000 н. 0000005775 00000 н. 0000006956 00000 н. 0000008189 00000 н. 0000009430 00000 н. 0000009566 00000 н. 0000010331 00000 п. 0000010748 00000 п. 0000011019 00000 п. 0000011619 00000 п. 0000011876 00000 п. 0000011903 00000 п. 0000012404 00000 п. 0000012844 00000 п. 0000014044 00000 п. 0000015470 00000 п. 0000016176 00000 п. 0000016288 00000 п. 0000016556 00000 п. 0000017073 00000 п. 0000018290 00000 н. 0000019394 00000 п. 0000022044 00000 п. 0000030708 00000 п. 0000037859 00000 п. 0000044679 00000 п. 0000044735 00000 п. 0000044781 00000 п. 0000044894 00000 п. 0000044964 00000 п. 0000045069 00000 п. 0000050900 00000 н. 0000051171 00000 п. 0000051568 00000 п. 0000052264 00000 п. 0000052943 00000 п. 0000089159 00000 п. 0000089198 00000 п. 0000126517 00000 н. 0000126556 00000 н. 0000131448 00000 н. 0000131487 00000 н. 0000131562 00000 н. 0000131593 00000 н. 0000131668 00000 н. 0000137332 00000 н. 0000137663 00000 н. 0000137729 00000 н. 0000137845 00000 н. 0000143509 00000 н. 0000144709 00000 н. 0000145094 00000 н. 0000145169 00000 н. 0000145200 00000 н. 0000145275 00000 п. 0000146525 00000 н. 0000146849 00000 н. 0000146915 00000 н. 0000147031 00000 н. 0000148281 00000 н. 0000148613 00000 н. 0000148991 00000 н. 0000166347 00000 н. 0000171722 00000 н. 0000253065 00000 н. 0000270198 00000 п. 0000287331 00000 н. 0000294180 00000 н. 0000313842 00000 н. 0000319412 00000 н. 0000323561 00000 н. 0000327710 00000 н. 0000334223 00000 п. 0000340811 00000 н. 0000001956 00000 н. трейлер ] / Назад 765475 >> startxref 0 %% EOF 299 0 объект > поток h ެ Vkh [e ~ $ ‘1’iZ «MeH & Xu] m] ڮ [s1: α? D? cL q? wkMV $ y} \
| A | B |
|---|---|
| Arc Welder | Аппарат, вырабатывающий ток для сварки. |
| Arc | Разряд электричества через воздушное пространство. |
| Weldor | Сварщик |
| Электроды | Металлические сварочные стержни, покрытые флюсом и используемые с электросварщиком. |
| Дуговая сварка защищенного металла | Сварка с использованием электроэнергии в качестве источника тепла и стержней, покрытых флюсом, которые образуют газовый экран вокруг расплавленного металла до его затвердевания. |
| Шлак | Продукт, образующийся при горении стали в сочетании с кислородом. |
| Рабочий цикл | Доля времени, в течение которого двигатель может работать без перегрева. |
| Ампер | Измерение скорости протекания тока в проводнике. |
| Проводник | Любой материал, позволяющий электронам проходить через него. |
| Напряжение | Измерение электрического давления. |
| Мощность | Мера доступной энергии или работы, которая может быть выполнена с использованием одного ампера при одном вольте. |
| Трансформатор | Устройство, преобразующее высокое напряжение высоковольтных линий в 230 В для домашних и сельскохозяйственных установок. |
| Переменный ток | Ток, меняющий направление на обратное 60 раз в секунду. |
| Генератор | Устройство, вырабатывающее постоянный ток. |
| Постоянный ток | Ток, который непрерывно течет в одном направлении. |
| Полярность | Относится к направлению электрического тока в сварочной цепи. |
| Прямая (отрицательная) Полярность | Постоянный ток течет в одном направлении. |
| Обратная (положительная) полярность | Постоянный ток течет в направлении, противоположном прямой полярности. |
| Держатель электрода | Подпружиненное устройство с изолированными ручками, используемое для захвата сварочных электродов. |
| Зажим заземления | Разъем, используемый для присоединения кабеля, провода или объекта к источнику заземления. |
| Отбойный молоток | Молоток с острой кромкой, используемый для удаления шлака со сварочного валика. |
| Национальная ассоциация производителей электрооборудования | Группа, разработавшая систему цветовой кодировки электродов. |
| Маркировка конца | цвет на конце электрода. |
| Точечная маркировка | Цвет на поверхности проволоки электрода. |
| Групповая маркировка | Маркировка на упаковке сварочных электродов, указывающая тип электродов, находящихся в упаковке. |
| Американское общество сварщиков | Организация, поддерживающая обучение сварочным процессам и разработавшая систему цифровой классификации электродов. |
| Прочность на растяжение | Величина растяжения или растяжения, которую может выдержать сварной шов. |
| Карбоновая дуговая горелка | Устройство, которое удерживает две угольные стержни и создает пламя от энергии электросварочного аппарата. |
38.10 Препараты для травления металлических поверхностей; флюсы и прочие вспомогательные препараты для пайки, пайки или сварки; паяльные, паяльные или сварочные порошки и пасты […]состоящий из металла и других материалов; препараты вида […] используются в качестве стержней или покрытий f o r сварочные электроды o r r odsconex.fr | 38.10 Препараты для обеззараживания металла; flujos y dems preparaciones auxiliares para soldar metal; пасты и полвос пара солдат, конституидос пор […]металлических и отросших продуктов; preparaciones de los tipos utilizados […] para rec ub rir o re lle nar electrodos o v ari llas de soldaduraconex.fr |
| L ar g e сварочные электроды metaline.de | Электроды g run tamao metaline.de |
«Соответствующий продукт» был таким же, как указано в . […]Постановление Совета […] (EC) № 260/2007, будучи tung st e n сварочными электродами , c на с содержанием 94% или более по весу […]из вольфрама прочие […], чем те, которые получены простым спеканием, независимо от того, нарезаны они по длине или нет, подпадают под коды CN ex 8101 99 10 и ex 8515 90 00 и происходят из Китайской Народной Республики. eur-lex.europa.eu | El producto afectado era el mismo que se indica en el […]Регламент (CE) № 260/2007 […] del Con se jo, e sd eci r, электроды wo lfr amio par a soldadura , con un c на tenido […]де вольфрамио игуаль о […]superior al 94% en peso, excepto los simplemente obtenidos por sinterizado, cortados a una longitudigenadao no, clasificables en los cdigos NC ex 8101 99 10 y ex 8515 90 00 y originarios de la Repblica Popular China. eur-lex.europa.eu |
Мощность нового завода составит штук. […] 16000 тонн с o f сварочные электроды , 3 , 0 00 тонн с o f сварка w i re и 1800 […]единиц сварочных аппаратов […]в год, как для внутреннего потребления, так и для экспорта. ofid.org | Новая фабрика имеет емкость и produccin […] a nual de 16.000 t onel adas d e electrodos p ar a so ldar y 1.800 mquinas […]Soldadoras, […]que se destinarn al consumo interno y la exportacin. ofid.org |
| Речь идет о вольфрамовых стержнях и стержнях f o r сварочные электроды , c на с содержанием 94% или более по весу […] из вольфрама, кроме […]те, которые получены простым спеканием, независимо от того, обрезаны ли они по длине. eur-lex.europa.eu | El producto afe ct ado e s electrodos d e wol fr ami o para soldadura , inc lu idas las barras de wolframio y las ba rr as pa ra electrodos de soldadura, con u n contenido […] вольфрамио игуаль […]o superior al 94% en peso, excepto los simplemente obtenidos por sinterizado, cortados a una longitudinaldenada o no. eur-lex.europa.eu |
| Сварочные швы следует наносить с помощью аппарата для дуговой сварки постоянного тока и соответствующих сварочных электродов ia t e . acipco.com | L a soldadura deber aplicarse con un arc o C. D. и электроды s oldadura a prop ia dos. acipco.com |
| Дополнительно n t o сварочные электроды , o th er спеченные материалы […] , такие как керамические тормозные диски или керамические изделия, также могут быть маркированы. coloris.de | A dem s d e l os electrodos de soldadura pue den marc ar se tambin […] otros materiales sinterizados tales como discos de freno cermicos […]u otros artculos de cermica. coloris.de |
| Сварочные электроды t w o a n d соответствующая кинематика […] плавающая позиция. festo.com | L os до s электроды e la p i nza d e soldadura y l a c inem ti ca Соответствующие […] tiene un apoyo «flotante». festo.com |
Чернила для штамповки 843P — это высокопигментированные чернила на водной основе, разработанные […] специально для mar ki n g сварочные электроды b y u sing flexographic […]прессы или ручная штамповка. coloris.de | La tinta 843P con base al agua tiene una composicin muylevada de pigmentos […]y ha sido desarrollada […] специальные te para ma rca r electrodos d e soldadura med ian te m qu inas impresoras […]flexogrficas o sellos manuales. coloris.de |
| 3.5.2.2 A l l сварочные электроды u s ed при изготовлении конструкционных […]
Элементы и крепления должны быть совместимы с защитным элементом . […] Материал конструкции, как указано в 3.5.2.3 ниже. eur-lex.europa.eu | 3.5 .2 .2. T odo s l os electrodos pa r a soldadura u ti liza dos en la fabricacin […] компонентов estructurales y de montaje debern […], совместимый с материалами, описывающими структуру защитной оболочки, на поверхности 3.5.2.3. eur-lex.europa.eu |
Заготовки, используемые в качестве стержней или […] покрытия f o r сварочные электроды a n d стержниconex.fr | Препараты по пункту […] recubrir или rellenar v arill as de soldaduraconex.пт |
| Потенциал 200А при 60 % , сварочные электроды u n ti l 4mm Оборудовано […] со сварочными принадлежностями ferreterialallave.com | Potencia de […] 200A al 60%, par a sol dar electrodos имеет ta 4mm Equi pa do con […]аксессуары для солдат ferreterialallave.com |
| Сварочная техника, например positio ni n g сварочные электроды , m ir ror-i ma g e сварка festo.com | Tcnic и de soldadura, p . ej., para el posic io namie nto d e electrodos d e sol dadura o soldaduras a tope festo.com |
Бизнес-сфера Промышленность объединяет различные промышленные приложения: Органический […]волокон для современной строительной химии, для красок и […] битумные продукты, f o r сварочные электроды o r c очистители arpet.младший | Fibras orgnicas para productosqumicos en […]construcciones modernas, para pinturas y […] productos bi tu minos os, p ara electrodos de soldaduras или p roduc to s para […]limpieza de alfombras. младший |
Промышленное […] Общие приложения ( e. г . сварочные электроды )jrs.de | Indust ri a en gen er al (electrodos de soldadura ) jrs.de |
| Ластек было имя, производство ri n g сварочные электроды t h e game. lastek.быть | Lastek fue el no mbe; prod uci r electrodos d e soldadura, su misi n . lastek.be |
Мы очень заинтересованы в том, чтобы наши уважаемые клиенты остались довольны. Наша конечная цель — сохранить нашу репутацию в . […]соответствует требованиям нашего […] ценные клиенты li k e Сварочные электроды I n du stries, Foundry Flux, […]Машиностроение, […]S.S. & S.G. Чугунолитейное производство, оборонная промышленность и железные дороги, стекло, алюминий, фармацевтика, металлургические заводы, химическая и смежная промышленность с высокой экономичностью. globus8alloys.com | Nuestra ambicin escontinar con nuestra reputacin en el cumplimiento de los […]реквизитов nuestros valiosos […] клиент te s com o industrial ria s Electrodos d e soldadura , fu ndic i n flujo, […]Industrias Mecnicas, SS […]y SG Hierro de Fundicin, de Defensa y los ferrocarriles, de vidrio, aluminio, productos farmacuticos, plantas siderrgicas, qumicas y Afines Industrias en una forma muy econmica. globus8alloys.com |
| Если соотношения давлений и, следовательно, силы на t h e сварочные электроды a r e правильные, выходной сигнал включает сварочный ток. festo.com | Si la Presin es correa y, por lo tanto, si la […] fuerza apl ic ada por lo s electrodos t am bin lo es , la seal de salida permite la aplicacin de la corriente necesariaparalaejecucindelaopera n de n de Soldadura .festo.com |
| В качестве примера мы имеем сопротивление и c e сварочные электроды , w hi ch производятся […] с медными сплавами с хорошим балансом между […]механическое сопротивление и проводимость. cryobest.com | Un ej emplo so n l os электроды soldadura po r r esist en cia, que […] se fabrican en aleaciones de cobre con un buen equilibrio […]entre resistencia mecnica y conductividad. cryobest.com |
Закаленный термической обработкой этот сплав лучше всего подходит для четверти тяжелых холодных условий работы. Используется в пружинах всех типов, где высокая прочность […]и коррозионная стойкость […] важно, сопротивляться и c e сварочные электроды , d т.е. s и высокая прочность, […] НКТкоррозионностойкие. goodfellowusa.com | Se utiliza en resortes de todo tpo donde se Requieren una tenacidad […]элевада и уна буэна […] устойчивая к c orros in , e n electrodos d e soldadura, en matr ic es y en […]tubos de alta tenacidad устойчив к коррозии. goodfellowusa.com |
| Сварка MMA довольно популярна среди любителей, так как требуются только детали . […] источник питания и t h e сварочные электроды .kemppichina.com | La soldadura MMA es bastante Popular […]en bricolaje por el hecho de que lo nico que se Precisa es la fuente de […] Потенциал л как различные л материал в апорте.kemppichina.com |
1. Окончательная антидемпинговая пошлина составляет . […] настоящим налагается на импорт туна st e n сварочные электроды , i nc luding вольфрамовые стержни и стержни f o r сварка электроды , c на с содержанием 94% или более по весу […]из вольфрама, кроме […], полученные простым спеканием, независимо от того, разрезаны они по длине или нет, подпадают под коды CN ex 8101 99 10 и ex 8515 90 00 (коды TARIC 8101 99 10 10 и 8515 90 00 10) и происходят из Китайской Народной Республики. eur-lex.europa.eu | 1. Предоставление доступа к антидемпинговым услугам […]Definitivo sobre las […] importac io nes d e electrodos d e wol fr am io para soldadura, включая ui das las barras de wolframio y las bar ra s пар a электроды d e soldadura , co n un contenido […]вольфрамио игуаль […]o superior al 94% en peso, excepto los simplemente obtenidos por sinterizado, cortados a una longitudigendao no, clasificables en los cdigos NC ex 8101 99 10 y ex 8515 90 00 (cdigos TARIC 8101 99 10 10 y 8515 90 00 10 ) y originarios de la Repblica Popular China. eur-lex.europa.eu |
Благодаря этим особым качествам, наши продукты MIOX используются в таких разнообразных […] Применение в качестве тормоза p и s , сварочные электроды a n d полы на цементной основе.км. На | Nuestros productos MIOX se utilizan, por ejemplo, en […] пастил как de fren o, электроды pa ra s oldar y pa vimentos […]a base de Cemento debido a sus propiedades especiales. км. На |
Покупатели могут выбирать из ассортимента […] из более чем 1 5 0 сварочные электроды , r od s и проволока […]для достижения оптимальных результатов сварки. Мне нравится […]для распространения этих сварочных специальностей? lastek.be | Los usuarios pueden elegir productos dentro de un […] rango d e ms de 15 0 electrodos, ala mbr es y va rillas […]для солдат с результатами. lastek.be |
| Это очень хорошо работает для нас, поскольку намного проще переключаться между разными размерами s o f сварочные электроды w h en вы предварительно запрограммировали энергию требования к рассматриваемому материалу ПВХ. forsstrom.com | Nos resulta muy cmodo, puesto queauce extraordinariamente el cambio de tama o de e lectrodo cuando las necesidades de energa del materia l de P VC en cuestin se han programado de antemano. forsstrom.com |
Очень высокий […] местная напряженность поля может быть получена около t h e сварочные электроды .narda-sts.de | E n tor no a l os electrodos pa ra la soldadura se pro ducen l ocalmente […] Intensidades de Campo Muy Elevadas. narda-sts.de |
Например, FELMICA, помимо производства полевых шпатов для всех видов керамики, имеет множество […]продуктов доступно для специального […] такие рынки, как abrasi ve s , сварочные электроды , c на стекле tainer, ландшафтный дизайн […]и садоводство, и тяжелая керамика. mota-sc.com | Aparte de los feldespatos para todo tipo de aplicaciones cermicas, tambin hay disponible unos […]товаров для меркадос […] especiales co mo ab ras ivo s, electrodos de soldadura, re cip iente s de vidrio, […]jardinera, cermica resistente. mota-sc.com |
Start / Продукция / 5 Пайка, сварка / […] Сварочная проволока и R od s , Электроды / Сварка W i re sfoerch.co.uk | Inicio / Productos / 5 Soldadura / Hilos y […] Varill as para Продано ar , Electrodos / A lamb res de Soldarfoerch.es |
У вас недостаточно прав для чтения этого закона в настоящее время
У вас недостаточно прав для чтения этого закона в настоящее время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней — «Общественность».Resource.Org «На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах.Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
.Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о указах правительства и ваших правах как гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Сертификат ISI Mark для сварочного электрода в Бхакти Нагар, Раджкот, Power Care System
Сертификат ISI Mark для сварочного электрода в Бхакти Нагаре, Раджкот, Power Care System | ID: 220368Уведомление : преобразование массива в строку в /home/indiamart/public_html/prod-fcp/cgi/view/product_details.php в строке 290