Нагреватели, споттеры, машины для точечной сварки kripton по низким ценам
Описание товара
МАШИНЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИМТ-603 (механический привод)
(сварка точками листового и пруткового металла)
НАЗНАЧЕНИЕ
Машина предназначена:
- Для формирования нахлесточных неразъемных соединений
- Для работы в нормальных климатических условиях, а так же в помещениях пригодных для использования электроустановок
- Использование микропроцессорной системы управления
- Машина оборудована пневматическим приводом
- Возможность устанавливать количество циклов сварки до 99 шт.
- Возможность выбора количества ударов тока в одну точку до 9 раз (для сваривания металлов с покрытием)
- Вылет электродов 500 мм и большое расстояние между электродами расширяет возможности машины
- Ширина машины всего 160 мм (что обеспечивает возможность сварки различных пространственных конструкций)
СОСТАВ И УСТРОЙСТВО
Сварочный аппарат представляет собой моноблок, состоящий из силовой части, блока
управления РКС — Х5 и прижимного механизма, объединенных в одном корпусе.
При изготовлении аппарата применены высококачественные технологии зарубежных
производителей. Для удобства потребителя в машину встроен блок управления временем РКС — Х5.
Блок управления выполняет коммутирующую функцию для всех составляющих аппарата.
Для безопасности сварщика при работе в помещениях с повышенной влажностью применена схема с низким напряжением и током управления.
А так же отсутствие на корпусе машины напряжений, т. е. корпус аппарата не имеет гальванической связи с электрическими цепями.
Технические характеристики (краткие):
- Рабочее напряжение (В) … 2х380
- Номинальная мощность (кВт) … 14
- Номинальный первичный ток (А) … 35
- Номинальная ПВ, % … 20
- Номинальный сварочный ток (А) … 6300
- Число ступеней регулировки (шт) … 5
- Пределы регулировки напряжения (В) … 1,1-2,4
- Вылет электродов (мм) … 500
- Раствор консолей (мм) … 300
- Рабочий ход верхнего электрода (мм) … 70
- Усилие сжатия электродов (кН) … 20
- Давление воздуха (бар) до … 10
- Производительность (свар. в час) … 2 000
- Толщина листового металла (мм) … 0,5 + 0,5 … 2,0 + 2,0
- Толщина пруткового металла, мм … до 8,0 + 10,0
- Масса (кг. ) … 100
Машины для стыковой и точечной контактной сварки
Контактная пайка осуществляется за счет тепла, выделяемого электрическим током при прохождении через спаиваемые поверхности деталей. Ее ведут на обычных контактных машинах для стыковой и точечной сварки, а также на специальных установках. [c.139]Контактная — точечная, шовная и стыковая сварка. Титан и его сплавы хорошо свариваются контактной сваркой. Дополнительной защиты мест сварки не требуется. Желательно использовать электроды и ролики, изготовленные нз сплава МЦ-4 или из кадмиевой меди. Сварка ведется на жестких режимах с применением игнитронных прерывателей типа ПИШ и обычных мощных машин для роликовой и точечной сварки. [c.345]
Электрическая контактная сварка после дуговой и газовой является в настоящее время третьим по своему значению способом сварки, быстро прогрессирующим и претендующим на второе место.
 Развитие контактной сварки, требующей значительного расхода электроэнергии, тесно связано с усилением электрификации промышленности и перехода на массовое производство, так как этот метод сварки по существу является наиболее приспособленным к массовому производству однотипных изделий. Процесс по самой сути дела механизирован и легко поддаётся полной автоматизации. Характерная особенность контактной сварки заключается в применении сравнительно сложных специализированных машин, назначенных для выполнения определённой операции. Наблюдается тенденция к непрерывному углублению специализации с переходом от универсальных машин к узко специализированным. Наиболее распространена точечная контактная сварка, за ней следуют стыковая и шовная.
[c.274]
Развитие контактной сварки, требующей значительного расхода электроэнергии, тесно связано с усилением электрификации промышленности и перехода на массовое производство, так как этот метод сварки по существу является наиболее приспособленным к массовому производству однотипных изделий. Процесс по самой сути дела механизирован и легко поддаётся полной автоматизации. Характерная особенность контактной сварки заключается в применении сравнительно сложных специализированных машин, назначенных для выполнения определённой операции. Наблюдается тенденция к непрерывному углублению специализации с переходом от универсальных машин к узко специализированным. Наиболее распространена точечная контактная сварка, за ней следуют стыковая и шовная.
[c.274]Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типоразмеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве. [c.285]
Контактные машины в зависимости от выполняемого на них типа сварного соединения делятся на стыковые, шовные или роликовые и точечные. Стыковые и точечные машины выпускают малой, средней и большой мощности. Стыковые машины малой мощности (до 25 кВА) предназначаются главным образом для сварки сопротивлением черных и цветных металлов. Машины средней мощности (от 25 до 150 кВА) предназначаются для сварки сопротивлением и оплавлением преимущественно черных металлов. Наконец, стыковые машины большой мощности (от 150 до 500 кВА) рассчитаны на автоматическую сварку оплавлением с автоматическим подогревом. [c.399]
Контактные машины в зависимости от выполняемого на них типа сварного соединения делятся на стыковые, шовные или роликовые и точечные. Стыковые и точечные машины выпускают малой, средней и большой мощности. Стыковые машины малой мощности (до 25 кв-а) предназначаются главным образом для сварки сопротивлением черных и цветных металлов. [c.348]
[c.348]
В справочнике приведены сведения о физических основах контактной сварки и других видах сварки давлением, технические характеристики машин для стыковой, точечной, рельефной н шовной сварки, а также оборудования для ультразвуковой, холодной, диффузионной и сварки трением кратко даются способы контроля качества сварных соединений и вопросы техники безопасности. [c.2]
Все машины контактной сварки в процессе работы выполняют две основные функции — сжатие и нагрев соединяемых деталей. Машины для шовной сварки дополнительно обеспечивают движение деталей, а машины для стыковой сварки — зажатие деталей в губках (электродах). Особенности устройства машины обусловлены способом сварки. В соответствии с рассмотренными выше способами контактной сварки все машины можно разделить на две группы, существенно отличающиеся по конструкции для точечной, рельефной, шовной сварки и для стыковой сварки.
Из импульсных мащин для контактной сварки наиболее широкое применение имеют конденсаторные машины. Краткая техническая характеристика конденсаторных машин для стыковой, точечной и шовной сварки приведена в табл. 92. Эти машины широко применяются при изготовлении радиоламп, осветительных ламп, а также приборов. [c.308]
Контактные машины по назначению подразделяют на точечные, рельефные, стыковые, шовные и шовно-стыковые. Каждый тип машин имеет свои электроды 1 м2 (рис. 8). Для всех машин (рис. 9) характерно наличие трансформатора 1 (или другого преобразователя энергии), переключателя ступеней 2, включателя тока 3, станины 4, привода электродов 8 с консолями 5 и б, токоподводов 9 и 10, устройств для крепления электродов 7 и аппаратуры управления 11 с механическими, электрическими, гидравлическими и другими устройствами и узлами машины. Конструктивно-типовые точечные и рельефные машины похожи. Машины для шовной сварки имеют дополнительный привод электродов, а машины для стыковой сварки (рис.
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
Контактную точечную и шовную сварку применяют для соединения листов и профильного проката преимущественно из деформируемых сплавов. Контактную стыковую сварку выполняют преимущественно методом оплавления. Так как алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока. [c.135]
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансфор-, матора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки. [c.283]
| Рис. 145. Типовые схемы машин для контактной точечной (а), шовной ( ) и стыковой (в) сварки |
Специализированное оборудование для контактной сварки в наибольшей степени отвечает требованиям автоматизированного и механизированного поточного производства. При его создании удается получить высокие технико-экономические показатели.
 Однако создание единичных сложных машин, не имеющих массового применения, не всегда оправдано экономически. Компоновка специализированного оборудования на базе типовых отработанных модулей (сварочные трансформаторы, системы управления, регуляторы напряжения и тока, программирующие устройства) позволяет в сжатые сроки создавать необходимое специализированное оборудование при относительно небольших затратах. Такое направление, апробированное при создании сложных сборочно-сварочных линий для точечной сварки, все чаще используется при создании специализированного оборудования для других видов контактной сварки — стыковой, сопротивлением.
Однако создание единичных сложных машин, не имеющих массового применения, не всегда оправдано экономически. Компоновка специализированного оборудования на базе типовых отработанных модулей (сварочные трансформаторы, системы управления, регуляторы напряжения и тока, программирующие устройства) позволяет в сжатые сроки создавать необходимое специализированное оборудование при относительно небольших затратах. Такое направление, апробированное при создании сложных сборочно-сварочных линий для точечной сварки, все чаще используется при создании специализированного оборудования для других видов контактной сварки — стыковой, сопротивлением.
Механические контакторы применяют главным образом на стыковых точечных машинах неавтоматического действия небольшой мощности. Электромагнитные контакторы применяют для стыковой, точечной и шовной сварки на машинах малой и средней мощности. Электронные прерыватели обеспечивают синхронное включение и выключение тока со строго определенной длительностью импульсов тока и пауз и применяются для всех типов контактных машин автоматического действия. [c.399]
В настоящее время машины для контактной сварки, выпускаемые по разработкам ВНИИЭСО маркируются следующим образом первая буква означает А — агрегат, автомат, М—машина вторая буква — вид сварки (С — стыковая, Т — точечная, Ш — шовная) две пары цифры — сварочный ток в кА и две последние — номер модели машины. Например, МШ-1001 — машина шовная с номинальным сварочным током 10 кА, модель первая. Разработки ИЭС им. Е. О. Па- [c.214]
Машины специального назначения. Из числа таких машин наибольший удельный вес имеют точечные машины для сварки арматуры (первая группа) сборных железобетонных конструкций (табл. VII.16). Следует отметить, что при сварке заготовок арматуры достаточно широко используются и точечные машины общего назначения. Вторая группа специальных контактных машин — головки для стыковой сварки трубопроводов, особенно магистральных и межцеховых (табл. VII.17). Их применение ограничено из-за того, что у места сварки (чаще всего в полевых условиях) необходим мощный источник электропитания, поскольку контактная сварка весьма энергоемка, а также из-за нарушений геометрических и размерных показателей подлежащих сварке труб (эксцентричность, разностенность и т. п.) все это не позволяет в достаточных объемах использовать контактную сварку.
[c.230]
VII.17). Их применение ограничено из-за того, что у места сварки (чаще всего в полевых условиях) необходим мощный источник электропитания, поскольку контактная сварка весьма энергоемка, а также из-за нарушений геометрических и размерных показателей подлежащих сварке труб (эксцентричность, разностенность и т. п.) все это не позволяет в достаточных объемах использовать контактную сварку.
[c.230]
Наша промышленность в свое время прошла стадию универсальных машин стыковых, точечных, шовных и прессовых. Сейчас в контактной сварке основной задачей является применение специализированного сварочного оборудования для отдельных видов работ, внедрение полуавтоматического и автоматического оборудования и оснащение универсального оборудования приспособлениями. [c.101]
В настоящей книге сделана попытка комплексного рассмотрения вопросов электродных сплавов, конструкции, технологии изготовления и эксплуатации электродов. Особое внимание уделено влиянию электродов на формирование сварных соединений и их качество. В книге рассматривается использование электродов при точечной и роликовой сварке и не приводятся сведения об электродах рельефной и стыковой сварки, так как эти электроды по условиям их работы существенно отличаются от электродов точечных и роликовых машин. В данной работе изложены в основном результаты работы авторов в области электродов для контактной сварки. [c.3]
Прутки, листы и литые заготовки из сплавов, технология изготовления которых описана выше, служат полуфабрикатами для изготовления основных типов электродов для точечных, шовных и стыковых машин контактной сварки. [c.46]
Контактные машины изготовляются для стыковой, точечной, рельефной и шовной сварки. [c.311]
КОНТАКТНАЯ МАШИНА — машина для контактной сварки. К К. м. относят стыковые машины, точечные машины, шовные машины и др. [c.65]
Назначение механической части—обеспечить закрепление свариваемых деталей в машине и создать необходимое усилие сжатия для осуществления сварки. Для каждого вида сварки — стыковой, точечной и роликовой—механические части машин имеют свои конструктивные особенности. Контактные машины могут также оснащаться установочными и зачистными механизмами, питателями, устройствами для подачи и съема деталей и т. д.
[c.171]
Для каждого вида сварки — стыковой, точечной и роликовой—механические части машин имеют свои конструктивные особенности. Контактные машины могут также оснащаться установочными и зачистными механизмами, питателями, устройствами для подачи и съема деталей и т. д.
[c.171]
В контактных машинах для подвода тока к свариваемым частям используются при стыковой сварке — контактные колодки (рис. 112, а) при точечной сварке—конусные электроды с различными способами крепления (рис. 112, б) при шовной сварке—дисковые электроды (рис. 112, в). Через эти же контактные детали передаются усилия зажатия и сварочного давления. [c.172]
Электрические схемы контактных сварочных машин различны для разных видов машин. Электрические схемы стыковых, точечных и шовных машин имеют специфические особенности. Машины, предназначенные для одного и того же вида сварки, но разной мощ- [c.13]
Контактные машины с асинхронными контакторами применяются для точечной сварки низкоуглеродистых сталей, для стыковой сварки различных металлов и сплавов, т. е. в тех случаях, когда сварка выполняется одним продолжительным импульсом (от 0,2 сек и больше). [c.37]
Контактная сварка (за рубежом принят термин сварка сопротивлением ) — наиболее старый и распространенный процесс получения неразъемных соединений металлов. В первой четверти XX в. контактная сварка получила широкое распространение за рубежом (США). В СССР первые машины для контактной сварки были изготовлены в 1928 г. на Ленинградском заводе Электрик . Советские инженеры и ученые внесли большой вклад в разработку новых технологических процессов контактной сварки. А. М. Игнатьев изобрел оригинальный метод сварки сопротивлением, Н. В. Гевелинг предложил применять при точечной сварке термическую обработку непосредственно в электродах машины, Г. И. Бабат изобрел сварку с использованием разряда конденсаторов. Были созданы машины для всех основных видов контактной сварки мощностью до 600 кВ-А (стационарные, подвесные точечные, шовные, стыковые, а также специальные машины для сварки труб, ободьев автомобильных и велосипедных колес). [c.3]
[c.3]
Электромеханическая контактная) сварка может осуществляться несколькими способами, схемы которых показаны на рис. 18.1 а — точечная контактная сварка (для соединения листов, полос и пакетов листов общей толщиной до 30—35 мм) б — рельефная сварка (для одновременной сварки деталей в нескольких выступающих местах с небольшой суммарной площадью контакта) в — стыковая сварка (для соединения деталей, имеющ их форму стержня) г — шовная роликовая сварка (для выполнения непрерывных и прерывистых швов присоединении деталей толщиной до 4 мм). Контактная сварка осуществляется на специальных сварочр1ых машинах методом сопротивления. [c.258]
Для дуговой сварки на переменном токе изготовлялись сварочные трансформаторы мощностью от 15 доЗОкйа.на ток до 500 а. Сварочные трансформаторы были самым распространенным видом сварочного аппарата. За период с 1926 по 1934 г. завод Электрик выпустил свыше 18 тыс. сварочных трансформаторов. Он изготовил также машины для контактной сварки. Машины для точечной контактной сварки выпускались мощностью от 2,6 до 70 та, для шовной сварки — от 13,5 до 100 та и для стыковой сварки — от 0,5 до 150 ква. [c.98]
Для стыковой BajpKH в строительстве применяются универсальные машины типов АСИФ, МСР, МСМ и МСГ. Для точечной контактной сварки используются универсальная точечная машина АТП-60 и машины других типов в зависимости от назначения, отличающиеся конструктивными особенностями. Для шовной контактной сварки применяют машины универсальные и специализированные различной конструкции. Универсальная машина МШ-20П-1 предназначена для сварки прочно-плотных швов из низкоуглеродистых й легированных сталей. [c.485]
В 1940 г. заводом Электрик было освоено производство сложных уникальных машин для контактной сварки — стыковых машин мош ностыо 600 ква, точечных — до 450 ква, агрегатов для сварки продольных швов труб и другого оборудования. Эти машины в подавляющем большинстве имели электрические и пневматические приводы, а также тиратропные и релейно-контакторные аппараты для автоматического регулирования процесса сварки.
[c.120]
Эти машины в подавляющем большинстве имели электрические и пневматические приводы, а также тиратропные и релейно-контакторные аппараты для автоматического регулирования процесса сварки.
[c.120]
Значительные успехи получены в развитии механизированных методов контактной сварки. Этому способствовало совершенствование оборудования для этого вида сварки. Промышленность СССР выпускает различные типы универсальных и специальных машин для всех видов контактной сварки, которые находят широкое применение в первую очередь в автомобильной и авиационной промышленности. Но и в других отраслях промышленности, например в вагоностроении, использование контактной сварки быстро возрастало. Калининский вагоностроительный завод построил поточную линию для многоточечной сварки цельнометаллических железнодорожных вагонов. Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д. [c.128]
Для точечной сварки применяют машины УГХС 5-2, МХСА-50-3, рассчитанные на сварку деталей толщиной 5…20 мм. Для стыковой сварки алюминиевых и медных деталей сечением 0,5… 1000 мм производят 5 универсальных машин типа МСХС и специализированные машины, например МСХС-2004, для сварки встык медных контактных проводов сечением до 100 мм прямо на трамвайных или троллейбусных линиях. Изготавливает машины для холодной сварки завод Электрик , г. Санкт-Петербург. [c.269]
Осн. вид сварки стали давлением — контактная электросварка (КЭ). Различают стыковую, точечную, роликовую (шовную) КЭ.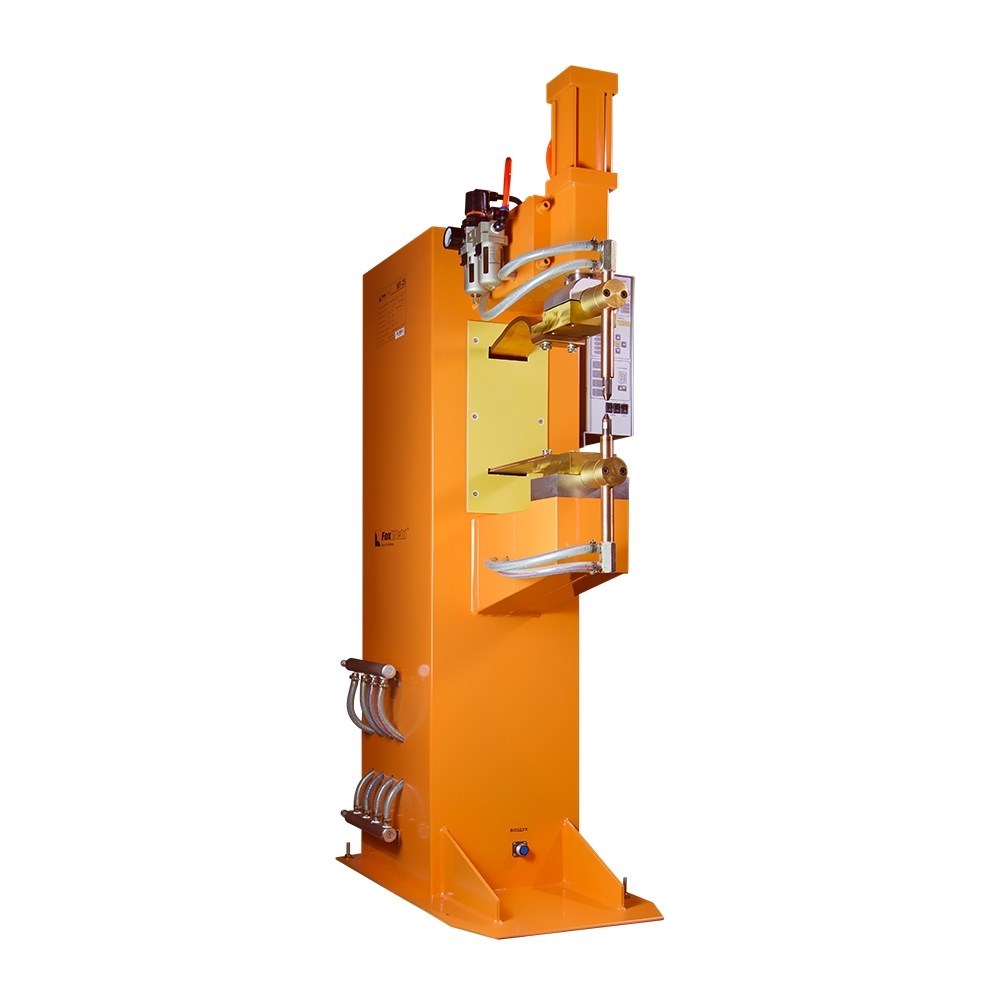 Наиболее широко она применяется в автомобильной, авиационной и оборонной нром-сти. Находит применение при сооружении трубопроводов, сварке ж.-д. рельсов в длинные плети (т. н. бесстыковой путь), в прокатном нроиз-ве (при непрерывной прокатке) и в судостроении. КЭ легко поддается автоматизации. В нром-сти работают машины для КЭ, полностью автоматизированные с программным управлением. Отличаясь высокой производительностью, КЭ имеет большие перспективы дальнейшего развития.
[c.151]
Наиболее широко она применяется в автомобильной, авиационной и оборонной нром-сти. Находит применение при сооружении трубопроводов, сварке ж.-д. рельсов в длинные плети (т. н. бесстыковой путь), в прокатном нроиз-ве (при непрерывной прокатке) и в судостроении. КЭ легко поддается автоматизации. В нром-сти работают машины для КЭ, полностью автоматизированные с программным управлением. Отличаясь высокой производительностью, КЭ имеет большие перспективы дальнейшего развития.
[c.151]
Книга содержит сведения о технологии контактной сварки, типовом оборудовании, инструменте и приспособлениях для стыковой, точечной, рельефной и шовной сварке, приведен материал о монтаже, жсплуата-ции и контроле работы сварочных машин и качестве соединений, организации труда и технике безопасности. [c.287]
Сварка и приварка арматуры. Арматуру к изделиям приваривают на контактных сварочных машинах. Сварка корпусов ведер, кофейников, приварка дна к корпусу ведра осуществляется на роликовых электросварочных машинах различных типов для точечной и стыковой сварки — машины АТМ-10, МТПР-50, МТП-75 и др. для шовной сварки — машины МШМ-25 и МШМ-5, МШМ-50. [c.109]
По данной схеме можно производить пайку на всех машинах для контактной сварки — точечных, стыковых и шовных. Лучшие результаты обеспечи)ваются при работе обычных сварочных машин с игнитронно-ламповы- [c.115]
Контактные машины могут устанавливаться и в других цехах, если там не выполняются пожароопасные операции. При этом иредусматриваются сле-дуюн],ие дополнительные требования расстояние от точечных, роликовых, рельефных и стыковых машин для сварки детален с площадью сечения менее 50 мм до места расположения сгораемых конструкций и материалов должно быть не менее 4 лг, а от стыковых машин для сварки деталей с площадью сечения свыше 50 мм — не менее 6 м. [c.455]
Машины электросварочные контактные. Технические требования. Стандарт распространяется на точечные, шовные (роликовые) и стыковые элект1Шсварочные машины, предназначенные для электрической, контактной сварки металлов. Указываются техиические требования, предъявляемые при
[c.495]
Стандарт распространяется на точечные, шовные (роликовые) и стыковые элект1Шсварочные машины, предназначенные для электрической, контактной сварки металлов. Указываются техиические требования, предъявляемые при
[c.495]
В нашей стране в основном используются обозначения типов машин контактной сварки из букв и цифр. Первой буквой обозначения могут быть А — автомат, П — полуавтомат, М — машина, У — установка. Вторая буква характеризует способ сварки Т — точечная, Ш — шовная, Р — рельефная и С — стыковая. Третья буква обозначения (если имеется) указывает характер сварочного тока (кроме переменного тока) К — конденсаторная машина В — машина с выпрямлением тока во вторичном контуре (машина постоянного тока) либо число одновременно свариваемых точек — М (многоэлектродная). Различные типы машин обозначаются МТ, МР, МШ — машвгны соответственно точечные, рельефные, шовные переменного тока МТК, МШК — машины точечные и шовные конденсаторные МТВ, МШВ — машины точечные и шовные постоянного тока МТМ — машина точечная переменного тока многоэлектродная. Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели. [c.30]
Усилие сжатия и осадки контактных машин составляет 10— 50 ООО кГ (для точечных и шовных машин до 3550 кГ). Скорость сварки (или производительность) точечных машин до 80 точек в минуту, шовных — до 4,5 м1мин, стыковых — до 120 сварок в час.
 [c.6]
[c.6]Машины контактной точечной сварки ( точечные машины )
Темы: Контактная сварка, Сварочное оборудование, Схема сварочного …, Точечная сварка.
Для расширения технологических возможностей в пневмосхему машин контактной точечной сварки введен редукционный пневмоклапан КР2 (см.Рис.4), регулирующий давление сжатого воздуха в нижней камере пневмоцилиндра сжатия, что позволяет изменять в широком диапазоне силу сжатия электродов и устанавливать различные соотношения между значениями ковочной и сварочной сил.
Рис. 4. Принципиальная пневматическая схема контактной машины
Для снижения шума выпуска сжатого воздуха в атмосферу кроме основного глушителя ГЗ из порошкового материала дополнительно установлены глушители Г1 и Г2 на управляющие пневмораспределители Y1K и Y2K.
Рис. 5. Унифицированный пневмопривод усилия сжатия
Для точечных машин общего назначения применяют унифицированные пневмоприводы сжатия на расчетные силы 1900, 2450 и 3100 даН. Пневмоприводы обеспечивают работу машин с переменной силой сжатия по заданной программе, при этом изменение давления может регулироваться в широких пределах во времени и может происходить перед началом сварки, в процессе сварки или после ее окончания.
Рис. 6. Унифицированный диафрагменный пневмопривод усилия сжатия
Пневмопривод (рис. 5) состоит из двух основных частей: трехкамерного пневмоцилиндра и направляющего устройства 5. Ползун связан со штоком нижнего поршня 2 через комплект сферических шайб 3. Регулировка хода ползуна 4 и устранение зазоров производятся регулировкой эксцентриковых осей. Игольчатые подшипники 6 опираются на восемь термообработанных планок 7, закрепленных на ползуне, предотвращающих износ корпуса силуминового ползуна. Сила сжатия определяется разностью давлений сжатого воздуха в камерах А и Б. При выборе сжатого воздуха из камеры Б в атмосферу сила сжатия резко возрастает и определяется только площадью поперечного сечения поршня 2. Тем самым создается полное ковочное усилие. Резкое нарастание ковочной силы обеспечивается выхлопным пневмоклапаном КПВМ-15/25, при этом скорость выброса сжатого воздуха, а следовательно, скорость нарастания силы может регулироваться в определенных пределах игольчатым дросселем, встроенным в корпус пневмоклапана КПВМ-15/25 (см. рис. 4, клапан КВ).
Тем самым создается полное ковочное усилие. Резкое нарастание ковочной силы обеспечивается выхлопным пневмоклапаном КПВМ-15/25, при этом скорость выброса сжатого воздуха, а следовательно, скорость нарастания силы может регулироваться в определенных пределах игольчатым дросселем, встроенным в корпус пневмоклапана КПВМ-15/25 (см. рис. 4, клапан КВ).
Для мощных контактных машин (в основном, для конденсаторных и постоянного тока) предназначен диафрагменный пневмопривод усилия сжатия (рис. 6). Привод состоит из двух диафрагменных пневмоцилиндров /, направляющего устройства 4, электродвигателя 2 привода установочных перемещений ползуна с зубчатым зацеплением 5. Ползун установлен с возможностью вертикальных перемещений в роликовых направляющих 3, крайние положения которого регистрируются конечными переключателями 7. Установочные вертикальные перемещения ползуна осуществляются вращением винта 6, связанного зубчатой передачей с валом электродвигателя 2. Рабочие перемещения верхнего сварочного электрода осуществляются при подаче сжатого воздуха в полости пневмоцилиндра над диафрагмами. При этом шток, связанный с ползуном 4, перемещается в бронзовых втулках. Точечная машина переменного тока имеет следующие основные конструктивные особенности (рис. 7). На несущем корпусе установлен пневмопривод 9 усилия сжатия, нижний кронштейн 3, элементы 10 пневматического оборудования, системы охлаждения и электрооборудования. Нижний кронштейн 3 опирается на винтовые домкраты / и 2, обеспечивающие возможность плавной регулировки раствора и необходимую дополнительную жесткость кронштейну. Регулировка вылета (расстояния от оси сварочных электродов до передней стенки корпуса) осуществляется с пульта управления 8 перемещением верхнего 6 и нижнего 4 токоведущего хоботов вдоль их продольных осей при отпущенных болтах крепления контактных зажимов. Регулировка раствора (расстояния между верхней плоскостью нижнего токопровода 5 и нижней плоскостью верхнего токоподвода 7) осуществляется перемещением нижнего кронштейна 3 при отпущенных болтах его крепления к корпусу и болтах крепления жесткой медной шины, обеспечивающей контакт нижнего токопровода с колодками. В зависимости от типа применяемого в машинах регулятора цикла сварки он располагается либо на верхнем кронштейне машины, либо на крыше корпуса.
В зависимости от типа применяемого в машинах регулятора цикла сварки он располагается либо на верхнем кронштейне машины, либо на крыше корпуса.
Рис. 7. Точечная машина переменного тока
Описанная выше конструкция машины МТ-4021 характерна для всей гаммы машин точечной контактной сварки переменного тока. Точечная машина постоянного тока вследствие необходимости выпрямления переменного тока во вторичном контуре имеет выпрямительные блоки вентилей, крупногабаритный сварочный трансформатор, электрический шкаф управления и др.
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 8). На корпусе в подшипниках 10 установлена качающаяся балка/с закрепленным на ней верхним токоподводом, состоящим из хобота 5, электрододержателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диафрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
Рис. 8. Точечная машина постоянного тока МТВР-4801
Управление машиной осуществляется с пульта управления, расположенного на выдвижной штанге 9. При необходимости производить сварку в труднодоступных местах в хоботах 4 и 5 предусмотрены отверстия для крепления электрододержателей 3 и 6 под углом 25° к вертикали. Эти отверстия расположены на задних концах хоботов, поэтому перед началом работы их необходимо установить должным образом (отверстиями вперед). Машина комплектуется сменным электрододержателем, который используется при сварке обечаек малого диаметра, а также ножной педалью для управления машиной.
Машина комплектуется сменным электрододержателем, который используется при сварке обечаек малого диаметра, а также ножной педалью для управления машиной.
Низкочастотные точечные машины имеют ряд преимуществ, особенно важных при сварке легких сплавов: плавное нарастание и спад импульса сварочного тока низкой частоты (1-8 Гц), сравнительно низкую потребляемую мощность.
Машина контактной точечной сварки типа МТН-7501 (рис. 9) имеет пневмопривод 2 и элементы: вторичного контура, 4 электрооборудования, 3 пневматического оборудования и / системы охлаждения, установленные на корпусе. Управление осуществляется с помощью шкафа 5 ШУ-439, который комплектуется специальным блоком запоминания полярности полуволн и блоком гашения тиристоров, обеспечивающих высокую эксплуатационную надежность низкочастотных машин.
Рис. 9. Низкочастотная точечная машина МТН-7501
Точечные машины конденсаторного типа применяются в основном при сварке легких и цветных сплавов. Машина типа МТК-8502 (рис. 10) имеет достаточно массивный корпус 4, размеры которого во многом определяются размерами сварочного трансформатора. На верхней консоли корпуса установлен диафрагменный пневмопривод 3 с электрододержателем 2 и сварочным электродом /, а на нижней — элементы вторичного контура (шины, хобот, электрододержатель, сварочный электрод). Внутри корпуса расположен сварочный трансформатор, автоматический выключатель и другие элементы электрооборудования. Машина комплектуется двумя конденсаторными шкафами ШК-9, шкафом управления типа ШУ-351, подвесным пультом управления 5 и тремя педальными кнопками.
Подвесные точечные машины предназначены для сварки листовых крупногабаритных изделий в труднодоступных местах, а также пространственных (объемных) конструкций. Машина подвешивается на специальных балансирных коромысловых уравновешивающих устройствах, обеспечивающих необходимую маневренность сварочным клещам.
У подвесных машин типов МТП-1110, 1111 и 1409 сварочный трансформатор и клещи расположены отдельно (рис. 11). Подвесная машина типа МТП-1111 (рис. 12) имеет основной блок, состоящий из сварочного трансформатора 7, закрытого двумя кожухами и листом, пневмоаппаратуры 3, регулятора 4 циклов сварки на интегральных микросхемах, элементов 6 электрооборудования, систему охлаждения, сварочные клещи, токоведущие кабели 2 и др. Шарнирная подвеска 5 позволяет поворачивать машину на 360°, изменять положение сварочных клещей по высоте, отбалансировать массу клещей, кабелей и машины.
11). Подвесная машина типа МТП-1111 (рис. 12) имеет основной блок, состоящий из сварочного трансформатора 7, закрытого двумя кожухами и листом, пневмоаппаратуры 3, регулятора 4 циклов сварки на интегральных микросхемах, элементов 6 электрооборудования, систему охлаждения, сварочные клещи, токоведущие кабели 2 и др. Шарнирная подвеска 5 позволяет поворачивать машину на 360°, изменять положение сварочных клещей по высоте, отбалансировать массу клещей, кабелей и машины.
Рис. 10. Конденсаторная машина МТК-8502
Сварочные клещи типа КТП-8-7 имеют преимущества по сравнению с ранее выпускавшимися клещами: сила сжатия увеличена от 320 до 350 даН, масса снижена от 16 до 6 кг, размеры электрод оде ржателя уменьшены от 100 до 81 мм, а длина увеличена от 55 до 115 мм. Они проще в сборке и при обслуживании. Особенностью конструкции является несоосное расположение штока 1 (см. рис. 11) относительно поршня пневмоцилиндра, причем шток является одновременно и электрододержателем. Электрододержатель изолирован от корпуса втулкой.
Рис. 11. Сварочные клещи подвесных машин серии МТП: а- КТП-8-1; б- КТП-8-6; в — КТП-8-7; г — КТП-8-8; д — КТГ-8-1;*- КТГ-8-2; ж — КТГ-8-3; з КТГ-8-4; и — КТГ-12-3-1; к — КТГ-12-3-2
Рис. 12. Подвесная точечная машина МТП-1110
Другие материалы относящиеся к темам »
Машины контактной точечной сварки, точечные машины
» :
- < Устройство машин контактной сварки
- Рельефная машина (машина рельефной сварки): конструкция >
Контактная точечная сварка | ООО Наука и Техника
ООО «Наука и Техника» с 2006 года разрабатывает и серийно производит оборудование для контактной сварки.
Продукция, выпускаемая нами, имеет большой срок службы, обладает простотой и удобством эксплуатации, способна выполнять большой спектр задач. Благодаря простоте и понятности настроек, для работы на нашем оборудовании не требуется специальных знаний в области контактной сварки.
Наши специалисты грамотно проконсультируют Вас, ответят на любые вопросы, связанные с процессом контактной сварки
Благодаря собственному производству всех основных элементов наших машин, цены на нашу продукцию являются самыми низкими в стране, при этом качество ничем не уступает зарубежным аналогам. У нас всегда есть в наличии любые расходные материалы и, при необходимости, запасные части. Мы работаем с любыми транспортными компаниями, у нас имеется свой отдел логистики, поэтому мы можем обеспечить быструю доставку в любой регион России, а также страны СНГ.
Наши машины контактной сварки комплектуются как классическим пневматическим, так и электромагнитным приводом сжатия электродов. Оборудование имеет ряд преимуществ перед конкурентной продукцией:
— встроенное автономное охлаждение, не требующее подключения внешнего охладителя;
— электромагнитный привод, не требующий подвода сжатого воздуха, и способный работать даже при отрицательной температуре окружающей среды;
— быстродействующая пневматическая аппаратура;
— широкий диапазон сварочных токов: 1,5 – 32 кА;
— сварочные трансформаторы пониженной потребляемой мощности по сравнению с аналогичной продукцией ;
— усилие сжатия от 50 до 1500 кг;
— относительно малый вес и габариты, в отличие от аналогичной продукции
Конструкции машин, а также все основные узлы в дальнейшем были защищены патентами РФ. Суть патентов:
1. Патент № 57179. Общая концепция: высокопроизводительная машина контактной сварки, для работы которой требуется только электрическая сеть, и ничего больше, что достигается применением электромагнитного привода и встроенной в корпус машины системы автономного жидкостного охлаждения.
2. Патент № 57178. Электромагнитный привод машины контактной сварки.
3. Патент № 56250. Хоботы и электроды со скрытой системой охлаждения, позволяющие решать широкий спектр задач по сварке разнообразных изделий.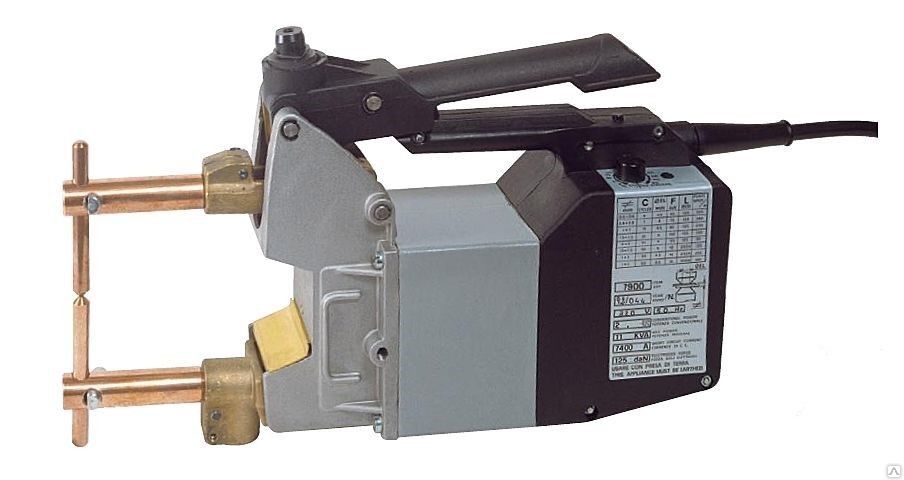
4. Патент № 59885. Сварочный трансформатор с широким диапазоном токов.
Инновационный портативный аппарат для точечной сварки для повышения эффективности сварки
Повысьте эффективность ваших сварочных процессов с помощью безупречного качества. Переносной аппарат для точечной сварки доступен на сайте Alibaba.com. Эти. Переносной аппарат для точечной сварки представлен в широком ассортименте, который включает в себя множество моделей, форм и размеров. Соответственно, покупатели из разных слоев общества всегда найдут для себя наиболее подходящий. переносной аппарат для точечной сварки применим к своим ситуациям на объекте.
Изучая сайт Alibaba.com, вы наверняка столкнетесь с ним. Переносной аппарат для точечной сварки , изготовленный из прочных и инновационных материалов. Это делает их очень надежными и способными служить пользователям в течение долгого срока службы. Файл. Портативный аппарат для точечной сварки основан на передовых технологиях, которые делают его впечатляюще энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы меньше тратите на свои счета за электроэнергию. Простота установки и использования.Портативный аппарат для точечной сварки делает их идеальным выбором для всех.
The. Переносной аппарат для точечной сварки Производители внедрили удивительные функции безопасности, чтобы защитить операторов от сильной жары и света. Их легко обслуживать в звездных условиях, а аксессуары, защищающие их. Переносной аппарат для точечной сварки Доступно оператора. Благодаря изобретениям по предотвращению тепловых потерь они обладают высокой эффективностью и непревзойденными характеристиками.Качество этих. Переносной аппарат для точечной сварки примечателен тем, что он представлен ведущими дистрибьюторами и розничными торговцами. Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
Получите лучшее соотношение цены и качества сегодня. Просмотрите Alibaba.com и откройте для себя невероятные вещи. Портативный аппарат для точечной сварки Модельный ряд соответствует вашим целям. Предоставляемые ими услуги и безупречная работа могут продемонстрировать, почему они стоят каждого доллара.Наслаждайтесь удобными онлайн-покупками на сайте, что экономит ваше время и деньги.
Ручной точечный сварочный аппарат Poke Gun Type — Контактная сварка — Портативный точечный сварочный аппарат
Описание продукта
Ручной точечный сварочный аппарат Poke Gun Type — Контактная сварка — Портативный аппарат для точечной сварки — лучшее качество на индийском и международном рынке. Cruxweld производит аппараты для точечной сварки с ручным управлением мощностью 10 и 15 кВА. Это тиристорный аппарат для точечной сварки с электронным управлением.В машине предусмотрена возможность ступенчатого изменения тока. Машина имеет регулируемое время сварки от 1 до 100 циклов. Это переносной сварочный аппарат с электродом типа poke gun. Аппарат основан на принципе точечной сварки, при котором две металлические поверхности соединяются за счет выделения тепла от сопротивления электрическому току. Заготовки плотно удерживаются электродами. Электроды специально разработаны из медного сплава. Эти электроды обладают способностью выделять больше тепла в точке или пятне, которое плотно удерживается электродами, что обеспечивает точечную сварку.Процесс точечной сварки включает нагрев определенной точки, иначе поверхность вблизи сварочной поверхности не нагревается. Энергия, производимая в месте пятна, зависит от сопротивления между электродом и величины подаваемого тока. Обычно точечная сварка используется для обработки листового металла и проволочной сетки. Самая распространенная отрасль, в которой могут использоваться машины, — это автомобильная промышленность, например производство стальной мебели. Ортодонтия — еще одно место, где можно использовать аппарат для точечной сварки небольшого размера.Может использоваться в никель-кадмиевых точках при сварке аккумуляторных батарей. Мы работаем на индийском рынке более трех десятилетий и производим аппараты для точечной сварки лучшего качества. Дизайн нашей машины соответствует мировым стандартам. Технические характеристики соответствуют лучшим из имеющихся на рынке. Мы являемся крупным поставщиком международных и государственных ведомств.
Ортодонтия — еще одно место, где можно использовать аппарат для точечной сварки небольшого размера.Может использоваться в никель-кадмиевых точках при сварке аккумуляторных батарей. Мы работаем на индийском рынке более трех десятилетий и производим аппараты для точечной сварки лучшего качества. Дизайн нашей машины соответствует мировым стандартам. Технические характеристики соответствуют лучшим из имеющихся на рынке. Мы являемся крупным поставщиком международных и государственных ведомств.
Следите за нами и ставьте лайки:
Точечная сварка | Сварка сопротивлением
- Защищает от ТОЧЕЧНЫЕ ТРАВМЫ с полностью ПАССИВНАЯ система
- Устанавливается на любой тип точечной сварки
- ЭКОНОМИЯ ДЕНЬГИ повышение КАЧЕСТВА сварных швов
Unitrol Soft Touch
НОВАЯ ФУНКЦИЯ ДЛЯ РЕШЕНИЯ UNITROL
UNITROL объявляет о новой функции безопасности, которая теперь доступна на всех устройствах управления контактной сваркой Unitrol.Эта запатентованная функция поддерживает очень низкое усилие на электроде до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления РЕШЕНИЕМ также можно обновить для этой функции SOFT TOUCH. Систему SOFT TOUCH нельзя установить ни на какие устройства управления сваркой других производителей.
КАК ЭТО РАБОТАЕТ: После включения электроды начинают закрываться под НИЗКОЙ СИЛЫ. Система Unitrol TOUCH SENSOR определяет, когда электроды замыкаются на свариваемом металле или рядом с ним.Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение. При изменении силы сварки или расстояния между электродами настройка SOFT TOUCH не требуется.
При изменении силы сварки или расстояния между электродами настройка SOFT TOUCH не требуется.
Система регулируется в полевых условиях с фиксируемыми настройками (в соответствии с требованиями OSHA), так что сила между электродами для продвинутой части хода остается достаточно низкой, чтобы избежать серьезных травм пальцев оператора. Для сварщиков пресса это даже снизит силу между электродами до значительно меньшего, чем собственный вес плунжера.
БЕЗОПАСНЫЕ СИСТЕМЫ:
Если переключатель датчика уже замкнут, когда сварочный аппарат запускается, электрод даже не начнет двигаться, и дисплей покажет, какой вход датчика закрыт в это время.
Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды замыкаются под действием небольшого усилия, а затем возвращаются после короткой настраиваемой на месте задержки (1-999 циклов).
КАКОЕ ОБОРУДОВАНИЕ НЕОБХОДИМО: Чтобы эта система работала, вам необходимо добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и прецизионную систему регулятора давления к существующей 4-ходовой системе с внешним управлением (или с прямым управлением). ) соленоидный клапан.Unitrol предлагает три комплекта для легкой установки:
ОЗУ БОЛЬШОЙ ВЕС: Этот комплект # 9181-34W используется на:
- ПРЕСС-СВАРКИ , имеющие собственный вес (с отключенным от сварочного аппарата воздухом) более 50 фунтов. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
ЛЕГКИЙ ВЕС RAMS: Этот комплект # 9181-34Y используется на:
- ПРЕСС-СВАРКИ , у которых собственный вес (с отсоединенным от сварочного аппарата воздухом) составляет менее 50 фунтов, или которые не падают под действием собственного веса.

- СВАРОЧНЫЕ МАШИНЫ. Комплект предварительно смонтирован на заводе для быстрой установки и включает все необходимые компоненты и соединительные трубки.

ЛЕГКАЯ МАССА ГРАВИТАЦИОННЫЕ РАМКИ: Этот комплект # 9181-34H используется на:
- ПРЕСС-СВАРКИ , которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов и плавно опускаются под действием силы тяжести. Комплект предварительно смонтирован на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный переключатель или систему LVD, настроенную для включения переключателя, когда электроды находятся на расстоянии менее ”от системы. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока оба металла не будут обнаружены и бесконтактный переключатель не будет закрыт. Это часто бывает полезно в тех случаях, когда свариваемые детали не являются плоскими до процесса сварки.
БЕЗОПАСНОСТЬ ОПЕРАТОРОВ ТОЧЕЧНОЙ СВАРКИ
Роджер Хирш, президент Unitrol Electronics Inc.
КТО ЗНАЛ, ЧТО ЛЮДИ ПОЛУЧИЛИ ТРАВМЫ НА ТОЧЕЧНЫХ СВАРКАХ!
До недавнего времени я никогда не думал, что безопасность точечной сварки имеет такое большое значение. Вот история:
Мы получили панический звонок от компании, у которой было большое количество наших средств управления контактной сваркой Unitrol SOLUTION. После двух несчастных случаев в отделении контактной сварки в течение двух месяцев OSHA пригрозило закрыть отдел сварки, если не удастся найти приемлемый способ защиты электродов сварщика.
ПРОБЛЕМА: Из-за точечной сварки деталей сварщикам приходилось держать детали так, чтобы пальцы были близко к электродам. Они пытались изменить приспособления так, чтобы был достигнут запас прочности, но это только замедлило производство и было невозможно даже для большинства свариваемых деталей.
Они пытались изменить приспособления так, чтобы был достигнут запас прочности, но это только замедлило производство и было невозможно даже для большинства свариваемых деталей.
Он объяснил, что необходимо установить систему безопасности, которая не зависит от настроек или настроек оператора.И когда электроды были заменены или держатели были отрегулированы для изменения расстояния между электродами, система безопасности должна была продолжать работать без необходимости внесения изменений
ПЕРВАЯ ИДЕЯ: Первой попыткой найти решение было использование световой завесы для защиты области между электродами. Однако от этой идеи быстро отказались, когда они поняли, что оператор должен держать и перемещать детали рядом с электродом и будет находиться в зоне световой завесы. Кроме того, при смене рабочих мест и регулировке электродов потребовалась бы очень точная настройка системы световой завесы.
ВТОРАЯ ИДЕЯ: Затем они решили установить систему кольцевой защиты. При использовании этого типа защиты проволочная петля на конце стержня устанавливается вокруг верхнего сварочного электрода. Петля направляется вниз в начале каждого сварного шва, прежде чем электрод начнет двигаться. Электрод не закроется, если петля остановится на заданном расстоянии (как это может произойти, если петля коснется пальца).
Системы кольцевой защиты были установлены на шести сварочных аппаратах, а затем показаны адвокату OSHA .Он сказал, что это применение кольцевого охранника не пройдет проверку OSHA . Проблема заключалась в том, что оператор мог легко сломать кольцевую охрану. Также он указал, что фактическое значение безопасности кольцевой защиты полностью зависит от механической регулировки проволочного кольца, выполняемой установщиком. Другими словами, это было безопасно только тогда, когда кольцо было установлено на нужной высоте, и оператор не сгибал или вращал его не на своем месте.
Защитник OSHA сказал им, что они должны найти ПОЛНОСТЬЮ ПАССИВНУЮ СИСТЕМУ .
Он объяснил, что необходимо установить систему безопасности, которая не зависит от настроек или настроек оператора. И когда электроды были заменены или держатели были отрегулированы, чтобы изменить положение электродов, система безопасности должна была продолжать работать без необходимости вносить изменения.
РЕШЕНИЕ: Unitrol принял вызов и разработал SOFT TOUCH , полностью пассивную систему, на которую подана заявка на патент, которая обеспечивает очень низкое электродное усилие, когда область между электродами небезопасна, и применяет полное электродное усилие только тогда, когда оно безопасно сделать это.Эта новая разработка была сделана с использованием электронных датчиков, а не механических переключателей или движущихся частей.
КАК РАБОТАЕТ SOFT TOUCH: SOFT TOUCH — это полностью пассивная отказоустойчивая система, управляемая системой управления сваркой Unitrol SOLUTION . Поскольку SOFT TOUCH является частью системы управления, а не просто дополнительной системой, она полностью интегрирована в последовательность сварки. Это означает, что система работает «прямо из коробки» без необходимости соединять вместе и программировать несколько компонентов.
ПОСЛЕДОВАТЕЛЬНОСТЬ: когда ножной или ручной переключатель замыкается для начала сварки
- Сварочные электроды закрываются под действием небольшого усилия. Уникальные пневматические системы, разработанные Unitrol для этого процесса, могут уравновесить вес поршня на больших сварочных прессах. Даже если собственный вес плунжера составляет сотни фунтов, создаваемое усилие на электроде будет 40 фунтов или меньше.
- Управление РЕШЕНИЕМ проверяет, обнаружен ли металл между электродами и в течение максимального времени. Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.
- Если в течение этого времени металл не обнаружен, электроды открываются и остаются там до тех пор, пока не будет отпущен ножной или ручной переключатель. В то же время дисплей РЕШЕНИЯ показывает, что ВРЕМЯ ОБНАРУЖЕНИЯ было превышено.
- Если металл обнаружен в течение этого времени, прилагается полное сварочное усилие и обычная последовательность сварки завершается.
 Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.
Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.РЕЗЕРВНАЯ СИСТЕМА: При желании к сварочному аппарату можно добавить концевой выключатель и настроить его так, чтобы он замыкался, когда расстояние между электродами меньше 1/4 дюйма.В этом случае система управления РЕШЕНИЕМ должна видеть как металл между электродами, так и замыкание концевого выключателя. Это полезно, когда сварные поверхности на деталях, например, С-образные петли, не соприкасаются в начале последовательности сварки и используются электроды, чтобы сдвинуть их вместе.
ПОЛНОСТЬЮ ПАССИВНО: Операторские настройки отсутствуют. Даже если высота электрода изменяется или давление сварки регулируется, система SOFT TOUCH работает без каких-либо изменений настроек.На самом деле оператору нечего настраивать. Все настройки заблокированы в шкафу.
РЕЗУЛЬТАТ: Компания установила SOFT TOUCH на одном сварочном аппарате и разрешила проверку защитника OSHA. В конечном итоге они установили 22 системы и вернулись к работе по 3-сменному графику производства.
ДОБАВЛЕНИЕ SOFT TOUCH К ВАШЕМУ СВАРКУ: Система SOFT TOUCH доступна только для установки на новые и существующие средства управления сваркой Unitrol SOLUTION.В комплект входит корпус NEMA-12 с замком, в котором находятся компоненты для точной настройки давления, а также специальные клапаны, которые должны быть добавлены к существующему электромагнитному клапану сварочного аппарата.
Ваш авторизованный дистрибьютор Unitrol может помочь вам подобрать РЕШЕНИЕ с функцией SOFT TOUCH для любого аппарата точечной сварки, включая ПРЕССОВЫЕ СВАРКИ, СВАРКИ РЫЧАГА и ПЕРЕВОЗКИ.
ИССЛЕДОВАНИЯ OSHA ДЛЯ КОНЦЕПЦИИ SOFT TOUCH
Май 2004 г.
Unitrol связалась с представителем OSHA и обсудила требования к точке защемления
защита для сварщиков сопротивлением.Также была нарушена работа системы SOFT TOUCH.
обсуждали. Представитель OSHA рекомендовал следующие правила, чтобы охватить
требования для этого устройства:
1910.212 (a) (общее машинное оборудование)
Защита машин
http://www.osha.gov/pls/oshaweb/owalink.query_links?src_doc_type=STANDARDS&src_unique_file=1910_c_0212&hl=ru 1)
1910.212 (а) (1)
Виды охраны.Один или несколько методов защиты машины должны быть предоставлены
защитить оператора и других сотрудников в зоне машины от опасностей, таких как
те, которые возникают в месте работы, в точках захвата, вращающихся деталях, летучей стружке и
искры. Примерами способов охраны являются барьерные ограждения, устройства двуручного отключения,
электронные устройства безопасности и др. Unitrol Примечание: Сенсорная плата SOFT TOUCH является «электронным устройством безопасности» в том смысле, что она
замыкает электромеханическое реле, когда оно электронным способом определяет, что электроды
закройте металлическую часть в рабочей зоне до приложения большой силы.
1910.255 (б) (4) (аппараты для контактной сварки)
Защитные. Все операции пресс-сварочного аппарата, где есть возможность оператора
пальцы, находящиеся под точкой воздействия, должны быть надежно защищены с помощью устройства. например, электронная схема защиты глаз, двуручное управление или защита, аналогичная предписанной
для работы пробивного пресса, 1910.217.
например, электронная схема защиты глаз, двуручное управление или защита, аналогичная предписанной
для работы пробивного пресса, 1910.217.
Unitrol Примечание: Следующие разделы — все, что было рекомендовано для этого приложения:
1910.217 (c) (3) (iii)
Точка срабатывания датчика присутствия должна защищать оператора, как предусмотрено в
параграф (c) (3) (i) (a) этого раздела, и должен быть заблокирован в цепи управления для
предотвратить или остановить движение скольжения, если рука оператора или другая часть его тела находится в пределах
поле чувствительности устройства во время хода ползуна пресса.
Unitrol note: Электрод гидроцилиндра малой силы становится «датчиком» в этой системе.»Ход вниз» сварщика с установленной системой Soft Touch начинается при высоком
на шток сварщика прикладывается давление.
1910.217 (c) (3) (iii) (b)
Устройство нельзя использовать в качестве отключающего средства для инициирования движения скольжения.
Примечание Unitrol: Эта схема Soft Touch не запускает никаких клапанов. Это только вход в
контроль сварки, чтобы указать, что свариваемая деталь была обнаружена между
электроды.
1910.217 (c) (3) (iii) (c)
Устройство должно быть сконструировано таким образом, чтобы сбой в системе не препятствовал
при необходимости не применяется нормальное останавливающее действие для пресса, но предотвращает
инициирование последовательного удара до устранения неисправности. Неисправность должна быть
указывается системой.
Unitrol note: В начале каждого хода мы проверяем, закрыта ли сенсорная система.Если это так, ход датчика никогда не начинается, и на дисплее управления отображается неисправность. В
датчик должен быть открыт, прежде чем сварщик сможет выполнять какие-либо другие действия.
В
датчик должен быть открыт, прежде чем сварщик сможет выполнять какие-либо другие действия.
US-5020SH
TECH-SONIC — первый производитель, разработавший высокотехнологичный аппарат для ультразвуковой сварки металлов с сервоуправлением. Сюда входят аппараты точечной сварки для сборки литиевых батарей. Он сочетает в себе новейшие технологии ультразвуковой сварки, сервоуправления, удобного микропроцессорного управления и обратной связи по силе тензодатчиков, обеспечивая 100% цифровой процесс сварки.Эти комбинированные технологии создают процесс сварки с замкнутым контуром управления.
TECH-SONIC занимается сваркой литиевых батарей с 1996 года. Вместе с производителями электромобилей TECH-SONIC работает над новыми передовыми решениями в области сварки пакетов фольги, соединения фольги с выступом, фольги с шиной и переходник к сборной шине для удовлетворения потребностей при сборке текущих и будущих аккумуляторов.
TECH-SONIC вышла за рамки новейших технологий ультразвуковой сварки металлов, добавив к ультразвуковой сварке управление сервомеханизмом.Таким образом, создается процесс сварки с замкнутым контуром управления, который реагирует на различную динамику критических сварных швов сегодня. Кроме того, аппараты для ультразвуковой точечной сварки CLC обеспечивают точность, повторяемость и надежность. Специализируется на сварке медной или алюминиевой фольги, которая является основным материалом в качестве анода и катода в конструкциях литиевых батарей. Эта линия машин, на которую подана заявка на патент, позволяет использовать Dynamic Force and Amplitude Control ™. В сочетании с многоступенчатой сваркой для создания оптимальных параметров сварки часто сложных сварных швов фольги, выступов и сборных шин.
Благодаря линейному энкодеру с разрешением в один микрон, ультразвуковые сварочные аппараты CLC могут обнаруживать изменения высоты шва относительно заданного окна допуска с большей точностью и точностью, чем их пневматические аналоги. Например, аппарат для точечной сварки CLC мощностью 3,6 кВт от TECH-SONIC, модель US-3620SH. Он может обнаружить одну недостающую или добавленную фольгу в стопке из восьмидесяти (толщина фольги составляет около 10 мкм). Затем сообщите об ошибке пользователю перед началом последовательности сварки. Обычные пневматические сварочные аппараты не обладают такой точностью обнаружения отсутствующей или добавленной фольги.
Сжимая фольгу или свариваемые язычки с мягким прикосновением к ультразвуковому рупору (сонотрод), ультразвуковые сварочные аппараты CLC могут уменьшить или предотвратить разрывы фольги. Он также предотвращает образование трещин за счет снижения напряжения и не допускает повреждения покрытия ультразвуковой вибрацией. В пневматических процессах верхние слои фольги часто растрескиваются из-за резкого опускания рупора.
Обычные пневматические аппараты для ультразвуковой сварки металлов также нуждаются в более крупных и громоздких деталях, чтобы выдерживать высокое усилие, создаваемое пневматическим цилиндром во время сварки.Такая высокая сила требует увеличения мощности в 5,0 кВт или более для создания необходимого трения между частями. Более высокая мощность также вызывает дополнительную нагрузку и износ инструмента. Таким образом, увеличивается вероятность повреждения рупора и сокращается срок службы инструмента. Инструменты TECH-SONIC могут продлить срок службы в зависимости от толщины материала и размера рупора. Это может быть достигнуто за счет минимизации требований к мощности и оптимизации количества энергии и силы, необходимых для создания прочных связей.
Использование оптимальной силы и энергии с помощью Dynamic Force и Amplitude Control ™ открывает возможности для конечных пользователей сваривать большие стопки фольги с большей площадью сварного шва.Также можно приваривать стопки фольги или петель к шине. Это стало возможным при сохранении той же потребности в мощности и ограничении трещин в зоне сварного шва, вызванных ультразвуковой вибрацией.
▷ Продажа подержанных сварочных аппаратов
Продажа подержанных сварочных аппаратов на Surplex.com
Index- Для чего используются сварочные аппараты?
- Как работает сварочный аппарат?
- Различные типы сварочных аппаратов
- Использование сварочного оборудования в различных процессах
- Где найти качественный б / у сварочный аппарат?
Сварочные аппараты используются для прочного соединения деталей.В основном они используются для обработки металлов, но они также нашли свое применение при сварке пластмасс. Есть разница между сварочными аппаратами и сварочным оборудованием, где можно рассчитывать на сварщиков. Сварщики являются составной частью сварочного аппарата, они мобильны и могут использоваться отдельно. Большинство классических сварочных аппаратов являются стационарными, поскольку они используются для массового производства и обычно устанавливаются в определенном месте производственной линии. Тип и состав сварочного аппарата обычно определяются толщиной обрабатываемых деталей.
Сварочный аппарат использует процесс термического плавления на двух поверхностях. Процесс плавления осуществляется либо в определенном месте, либо вдоль шва на поверхности заготовок, и они сжимаются под высоким давлением перед охлаждением и затвердеванием. Это приводит к прочному и прочному соединению между двумя заготовками, которое можно поменять местами только в случае разрушения заготовки. Другие применения сварки включают наплавку и заделку отверстий. Для этих целей вместо сварочных аппаратов используется ручное сварочное оборудование.
- Используется для прочного соединения деталей между собой
- В основном используется для обработки металла
- Тип обычно определяется толщиной заготовки
Существует большое разнообразие сварочных аппаратов и процессов, которые различаются между собой их применение и необходимая квалификация для их использования. Что касается различных типов сварочных аппаратов, наиболее часто используются следующие:
- Аппарат для точечной сварки
- Аппарат для дуговой сварки
- Аппарат для сварки MIG
- Аппарат для газовой сварки
- Аппарат для сварки TIG
- Аппарат для дуговой сварки под флюсом
- Инверторный сварочный аппарат
- Сварочный аппарат переменного / постоянного тока
Перечисленное выше сварочное оборудование используется в различных сварочных процессах, самым простым из которых, вероятно, является точечная сварка, выполняемая с использованием специального аппарата.Этот процесс, наряду с электродной или дуговой сваркой, используется при массовом производстве тонкостенных металлических изделий. Здесь специально отформованные заготовки закрепляются на сварочном прессе и свариваются друг с другом потоками расплава. Помимо классического аппарата для точечной сварки, пистолет для точечной сварки используется для больших и сложных изделий, таких как автомобильные кузова. В сочетании с промышленными роботами аппараты для точечной сварки могут быть очень эффективным способом автоматического склеивания металлических изделий.
MEGATRONIC Сварочный аппарат в работеОборудование для дуговой сварки
Дуговая сварка — это процесс соединения одного металла с другим с использованием электричества путем создания тепла, достаточного для расплавления металла, что после охлаждения приводит к их связыванию. расплавленные металлы. Аппарат для дуговой сварки использует источник питания для создания электрической дуги между основным материалом и электродом, чтобы расплавить металлы в точке сварки.
Особым видом дуговой сварки является дуговая сварка под флюсом.Аппарат для дуговой сварки под флюсом используется для обработки очень толстостенных деталей, например больших труб или труб. Во время этого процесса вместо защитного газа на место сварки наносится порошок из оксида железа. Это сложный процесс, и сварочные аппараты под флюсом должны использоваться только квалифицированными рабочими с высокой квалификацией и опытом. Обычно процесс дуговой сварки под флюсом характеризуется очень всесторонним контролем качества.На различных этапах работы с аппаратом для дуговой сварки под флюсом регулярно проверяется усталостная прочность сварного уплотнения.
Электросварка может выполняться с использованием других специальных типов сварочных аппаратов, таких как инверторный сварочный аппарат или сварочный аппарат переменного / постоянного тока. Основными преимуществами инверторного сварочного аппарата по сравнению с обычным является его небольшой размер и меньшее энергопотребление.
Термины AC (переменный ток) и DC (постоянный ток) обозначают полярность электрического тока, который вырабатывается сварочным аппаратом и проходит через электрод.Сварочный аппарат переменного / постоянного тока, в отличие от обычного сварочного аппарата переменного тока, может использовать как переменный, так и постоянный ток.
Газосварочные аппараты используются для доведения основного материала до точки плавления с помощью кислородно-ацетиленового пламени. В то же время вводится присадочный стержень, который непрерывно плавится. Этот процесс особенно полезен для наплавки, чтобы закрыть отверстия, неровности или зазоры в материале. Газосварочный аппарат также особенно применим при сварке чугуна.Сварка в среде защитных газов — наряду с дуговой сваркой, является наиболее широко используемым процессом. Постоянный выброс защитного газа предотвращает попадание кислорода к месту сварки, так как это может привести к прожогу. Сварочные аппараты в среде защитного газа могут быть ручными или полностью автоматическими. Во время этого процесса сварки можно выбирать между использованием сварки металла в инертном газе (с использованием сварочного аппарата MIG), сварки металла активным газом (MAG) или сварки вольфрамовым газом в инертном газе (WIG).
Некоторые из известных производителей сварочного оборудования — это MESSER, ROTH, WALTER и KIEHNE.Хотя можно найти простые бывшие в употреблении сварочные аппараты по цене в несколько сотен евро, некоторые из более сложных бывших в употреблении сварочных аппаратов могут стоить более десяти тысяч евро. Surplex регулярно предлагает на продажу высококачественные бывшие в употреблении сварочные аппараты, и часто их можно купить по конкурентоспособным ценам на наших многочисленных промышленных аукционах.
Машины для точечной и проекционной сварки | Waudcray
Сопротивление Точечная сварка — это процесс перекрытия листов, которые соединяются локальным сплавлением на границе раздела за счет концентрации тока, протекающего между двумя электродами.Он отличается невысокой стоимостью, высокой скоростью и надежностью, что делает его в настоящее время наиболее широко используемым методом контактной сварки.
Рельефная сварка — это процесс контактной сварки, при котором два листа или лист и толстый компонент или небольшой компонент, например гайка, соединяются с большим корпусом, например автомобильным шасси, путем создания выступов или выступов на одном из компонентов, где необходимо сделать самородок сварного шва.
Аппараты для точечной и проекционной сварки
Смелая серия
Проекционный сварочный аппарат Bold Series 200 кВА с быстрым контролем Bold Series 100 KVA Точечный проекционный сварочный аппарат CUM Сварочный аппарат Bold Series 100 кВАСерия Stronghold
Проекционный сварочный аппарат Stronghold Series 100 кВА Машина для точечной сварки Stronghold серии 100 кВА Машины для точечной сварки — обладают уникальными характеристиками: бесступенчатая регулировка глубины горловины от 500 мм до 800 мм.
для машин 75, 100 и 150 кВА и от 450 мм до 600 мм для машин 30 и 50 кВА.
Колено, пластины, рожки, держатели — сплав класса 3 с превосходным сочетанием твердости (95 RB) и проводимости
(50% IACS)
Компактная серия
Компактный аппарат для точечной сварки 50 кВА Компактная серия точечной проекционной сварки 100 кВАСтанки Long TD
Среднечастотные аппараты для точечной сварки
Преимущества средней частоты:
- MF Technology — лучший вариант для более высоких производственных стандартов, требуемых автомобильной промышленностью, благодаря более широкому использованию алюминия, нержавеющей стали и материалов с покрытием.
- Трехфазное распределение нагрузки.
- Очень высокий вторичный ток из-за нулевой составляющей реактивного сопротивления.
- Более низкие пиковые токи увеличивают срок службы электрода
- Уменьшение разбрызгивания за счет более низкого пикового тока.
- Значительно больший срок службы электрода — в 10 раз больше.
- Снижение затрат на электроэнергию — на 25–30% меньше.
- Трансформаторы легкие.
- Высокая энергоэффективность.
- Может снизить затраты на роботов.
- Более высокая мощность подводимого тепла.
- Коэффициент мощности, близкий к единице
- Возможности сети
- Более короткое время сварки из-за повышенного тепловыделения детали.
Аппараты для точечной и проекционной сварки, пневматические / сервоприводы
- AC
- Инвертор переменного тока
- MFDC
- 3 фазы постоянного тока
- Сварочные аппараты Press Type — это машины общего назначения, предназначенные для широкого спектра работ и соответствующие высоким стандартам качества NASH.
- Аппараты для проекционной сварки доступны как специализированные аппараты для проекционной сварки или как альтернатива у аппаратов точечной сварки.
- Микропроцессорные контроллеры — НАШ 450, 815, 940, 960
- Все контроллеры стандартно оснащены ЖК-дисплеем и функцией постоянного тока.
- Трансформатор — Полностью эпоксидная изоляция класса «H», отличная устойчивость к влажности, пыли и вибрации
- Нижняя плита — Сферическое гнездо для нижней плиты для идеального выравнивания при толлинге
- Дополнительно -Программирование с отклонением, очень большой TD, большой размер плиты, высокий подъем, система подвода с низким усилием, устройство
с низким моментом инерции для проекционного сварочного аппарата, две педали для двух значений времени сварки и текущих значений
TECNA НА ПРОДАЖУ [844-44-TECNA]
Light-Duty, Medium-Duty, Heavy Duty и MFDC от 15 кВА до 137 кВА В НАЛИЧИИ на TECNADirect.com
Переносные пистолеты для точечной сваркиTECNA от TECNADirect.com позволяют легче доставить сварщика к деталям, чем детали к сварщику.
Доступны как C-типа, так и Scissors-Type (также называемые X-Type), наши пистолеты являются автономными, включая встроенный трансформатор и цифровое управление сваркой.Портативные пистолеты для точечной сварки TECNA, разработанные с учетом оптимальной эргономики, максимальной универсальности и безопасности оператора, отличаются прочностью и надежностью и готовы к долгосрочному использованию в производственных условиях.
TECNADirect.com с гордостью предлагает полный каталог сварочных горелок TECNA с однофазным переменным током или трехфазным источником питания постоянного тока, охватывающий широкий спектр применений. Работайте с TECNADirect.com, чтобы настроить конфигурацию рычагов и держателей электродов.
ЗАПРОСИТЕ ЦЕНУ на переносные пистолеты для точечной сварки TECNA или предоставьте TECNADirect.позвоните по телефону 844-44-TECNA для получения информации о наличии НА СКЛАДЕ.
Сварочные пистолеты переменного тока TECNA
Сварочные пистолеты TECNA MFDC
Сварочные аппараты TECNA для технического обслуживания
Портативный пистолет для точечной сварки TECNA WTG-7902 и пневматический гироскопический переносной пистолет для точечной сварки WTG-7913 идеально подходят для техобслуживания, включая ремонтные мастерские, техническое обслуживание оборудования и производство других легких металлов. WTG-7902 заменил LORS TECNA 5048A, 5048B, 5148A и 5148B.
Для получения дополнительной информации о сварочных пистолетах TECNA ЗАПРОСИТЕ ЦЕНУ или позвоните нам по телефону 844-44-TECNA или + 1-216-475-5629.
TECNADirect.com — главный дистрибьютор TECNA Pedestal Welders, в том числе сварочные аппараты с коромыслом, точечные сварочные аппараты и аппараты для прессовой / проекционной сварки. У нас также есть полная линейка настольных сварочных аппаратов, переносных пистолетов для точечной сварки, балансиров для инструментов и принадлежностей.