Электрическая дуговая сварка
Содержание.
Часть I. Общие сведения и теоретические основы дуговой сварки
Глава 1. Виды и способы сварки. Сварные соединения 5
1.1. Понятие о сварке и ее сущность 5
1.2. Классификация дуговой сварки 6
1.3. Сварные соединения и швы 10
1.4. Условные изображения и обозначения швов сварных соединений 15
1.5. Расчет прочности сварных соединений 18
Глава 2. Организация рабочих мест для дуговой сварки 21
2.1. Оборудование сварочных постов 21
2.2. Инструменты и принадлежности электросварщика 23
Глава 3. Электрическая дуга и ее применение при сварке 25
3.1. Природа сварочной дуги 25
3.2. Особенности дуги на переменном токе 29
3.3. Технологические свойства сварочной дуги 31
Глава 4. Тепловые процессы при дуговой сварке 34
4.1. Сварочная дуга как источник нагрева 34
4.2. Плавление металла электрода и его перенос в дуге при сварке 36
4. 3. Производительность процесса дуговой сварки 37
3. Производительность процесса дуговой сварки 37
Глава 5. Нагрев свариваемого металла 40
5.1. Общие сведения о нагреве металла при сварке 40
5.2. Формирование сварочной ванны 43
5.3. Параметры режима дуговой сварки и их влияние на форму и размеры сварочной ванны 46
Глава 6. Металлургические процессы при сварке 48
6.1. Общие сведения и особенности сварочных металлургических процессов 48
6.2. Основные процессы, протекающие при дуговой сварке 49
6.3. Особенности металлургических процессов при разных видах сварки 53
6.4. Кристаллизация сварочной ванны 55
6.5. Образование трещин и газовых пор в металле шва 58
6.6. Структура сварного соединения 60
Глава 7. Напряжения и деформации при сварке 63
7.1. Понятия о напряжениях и деформациях 63
7.2. Причины возникновения напряжений и деформаций
7.3. Уменьшение сварочных напряжений 67
7.4. Устранение сварочных деформаций 68
Глава 8. Свариваемость металлов и свойства сварных соединений 71
Свариваемость металлов и свойства сварных соединений 71
8.1. Понятие о свариваемости металлов 71
8.2. Оценка свариваемости металлов 72
8.3. Технологическая свариваемость конструкционных материалов 75
Часть II. Сварочные материалы, оборудование и технология сварки
Глава 9. Сварочные материалы 77
9.1. Присадочные материалы для сварки 77
9.2. Электроды для дуговой сварки 81
9.3. Сварочные флюсы 84
9.4. Защитные газы 88
Глава 10. Источники питания дм дуговой сварки 90
10.1. Характеристики источников питания дуги и требования к ним 90
10.2. Сварочные трансформаторы 95
10.3. Сварочные выпрямители 102
10.4. Сварочные электромашинные генераторы и преобразователи 110
10.5. Источники питания с частотными преобразователями (инверторные) 112
10.6. Многопостовые источники питания дуги 114
10.7. Вспомогательные устройства для источников питания 115
Глава 11. Оборудование для дуговой автоматической сварки 118
11. 1. Общие сведения и классификация автоматов для дуговой сварки 118
1. Общие сведения и классификация автоматов для дуговой сварки 118
11.2. Комплектование и основные узлы сварочных автоматов 119
11.3. Принципы работы сварочных автоматов 121
11.4. Автоматы для сварки под флюсом 124
11.5. Автоматы для сварки в защитных газах 128
11.6. Газовая аппаратура, применяемая в автоматах для сварки в защитных газах 130
Глава 12. Оборудование для механизированной дуговой сварки 135
12.1. Общие сведения и классификация сварочных полуавтоматов 135
12.2. Устройство и основные узлы полуавтоматов 135
12.3. Электрические схемы полуавтоматов 137
12.4. Типовые конструкции сварочных полуавтоматов 139
Глава 13. Технология ручной дуговой сварки 143
13.1. Сущность способа и оборудование 143
13.2. Подготовка деталей под сварку 145
13.3. Режимы ручной дуговой сварки покрытыми электродами 146
13.4. Технология выполнения ручной дуговой сварки 148
Глава 14. Технология автоматической дуговой сварки под флюсом 154
14. 1. Особенности процесса сварки под флюсом 154
1. Особенности процесса сварки под флюсом 154
14.2. Подготовка деталей под сварку 155
14.3. Режимы сварки под флюсом 157
14.4. Сварка под флюсом стыковых и угловых швов 161
14.5. Сварка под флюсом кольцевых швов 164
Глава 15. Технология автоматической дуговой сварки в защитных газах 166
15.1. Особенности сварки в защитных газах 166
15.2. Подготовка деталей и режимы сварки в защитных газах 168
15.3. Сварка неплавящимся электродом 170
15.4. Разновидности аргонодуговой сварки вольфрамовым электродом 173
15.5. Сварка в защитных газах плавящимся электродом 175
Глава 16. Технология дуговой механизированной сварки 180
16.1. Общие сведения о технологии механизированной
дуговой сварки плавящимся электродом 180
16.2. Механизированная сварка порошковой проволокой 184
16.3. Механизированная сварка открытой дугой самозащитной проволокой 185
Глава 17. Технология и оборудование электрошлаковой сварки 187
17. 1. Особенности процесса электрошлаковой сварки 187
1. Особенности процесса электрошлаковой сварки 187
17.2. Технология выполнения электрошлаковой сварки 189
17.3. Оборудование для электрошлаковой сварки 191
Глава 18. Дуговая наплавка и резка металлов 194
18.1. Общие сведения о наплавке 194
18.2. Способы и технология наплавки 196
18.3. Дуговая резка металлов 203
18.4. Плазменная резка металлов 204
Часть III. Особенности сварки конструкционных материалов и производство сварных конструкций
Глава 19. Технология сварки сталей и чугуна 206
19.1. Общие свойства и классификация сталей 296
19.2. Сварка низкоуглеродистых и низколегированных сталей 208
19.3. Сварка легированных и углеродистых закаливающихся сталей 212
19.4. Сварка высоколегированных сталей и сплавов 216
19.5. Сварка чугуна 221
Глава 20. Сварка цветных металлов и сплавов 225
20.1. Общие сведения 225
20.2. Сварка алюминия и его сплавов 226
20.3. Сварка магниевых сплавов 233
20. 4. Сварка титана и его сплавов 235
4. Сварка титана и его сплавов 235
20.5. Сварка меди и её сплавов 239
Глава 21. Дефекты и контроль качества сварных соединений 245
21.1. Общие сведения и организация контроля 245
21.2. Дефекты сварных соединений и причины их возникновения 246
21.3. Методы неразрушающего контроля сварных соединений 249
21.4. Методы контроля с разрушением сварных соединений 254
Глава 22. Технологическая подготовка сварочного производства 257
22.1. Понятие о сварочном производстве и его особенности 257
22.2. Классификация сварных конструкций 259
22.3. Роль, содержание и принципы технологической подготовки сварочного производства 260
22.4. Технологичность сварных конструкций и ее отработка 262
22.5. Разработка технологических процессов 267
Глава 23. Механизация и автоматизация сварочного производства 282
23.1. Технологическое оснащение производства 282
23.2. Классификация сборочно-сварочной оснастки 283
23. 3. Назначение и особенности сборочно-сварочной оснастки 285
3. Назначение и особенности сборочно-сварочной оснастки 285
23.4. Механизация и автоматизация сварочного производства 286
23.5. Поточные механизированные и автоматические линии 294
23.6. Промышленные роботы для сварки 295
Глава 24. Организация труда в сварочном производстве 298
24.1. Организация технологических и производственных служб 298
24.2. Разделение труда в производстве 300
24.3. Нормирование сварочных работ и себестоимость изделий 302
Глава 25. Охрана труда, противопожарная безопасность и экологическая защита 305
25.1. Охрана труда и техника безопасности 305
25.2. Противопожарная безопасность 309
25.3. Охрана окружающей среды 310
Приложения 311
Приложение 1. Режимы некоторых видов сварки 311
Приложение 2. Технология изготовления корпуса реактора 312
Список технической литературы 316
Оборудование для дуговой сварки | Строительный справочник | материалы — конструкции
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками.
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны.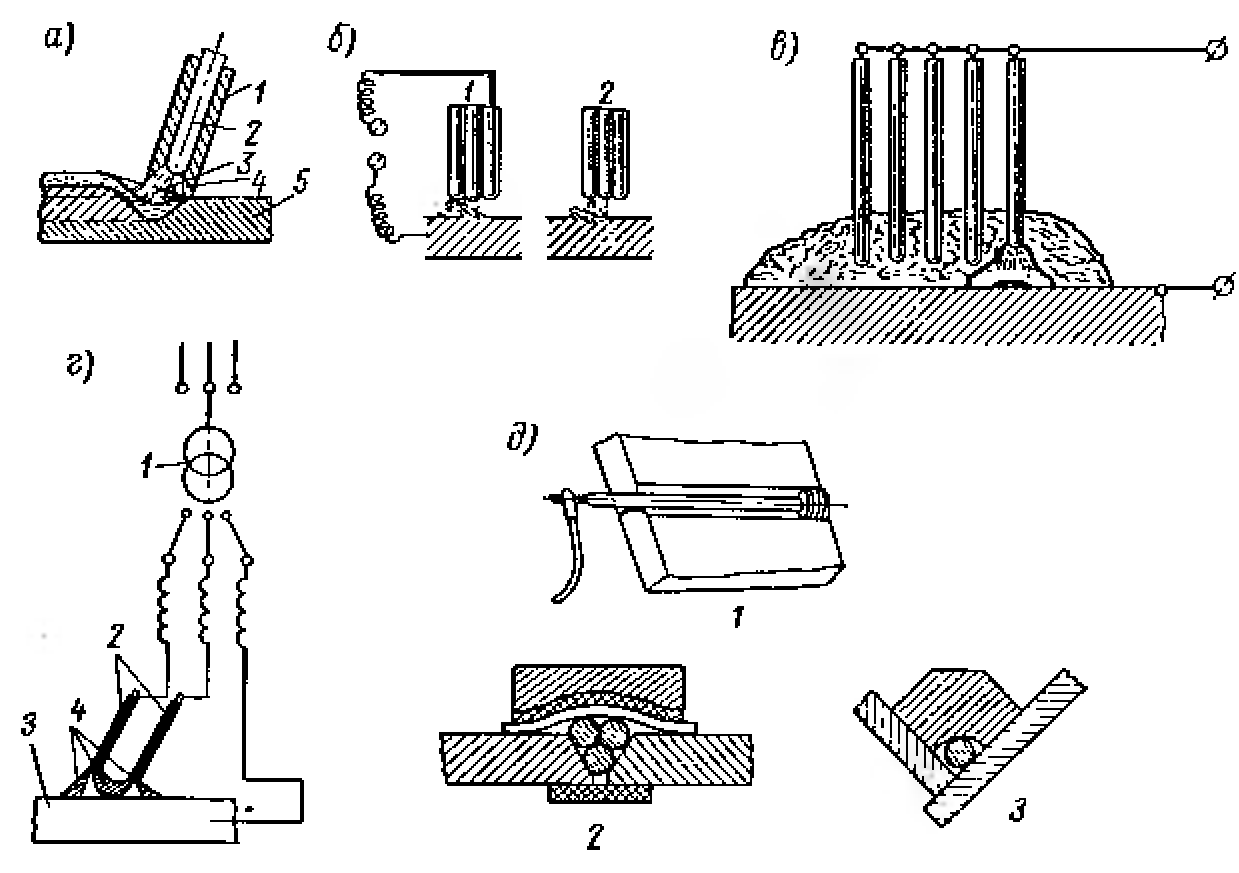
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Электрическая дуговая сварка. Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электриче
3. Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- механизированную полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке ММА -Manual Metal Arc указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При механизированной полуавтоматической дуговой сварке MIG/MAG -Metal Inert/Active Gas плавящимся электродом автоматизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки остаются ручными.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва.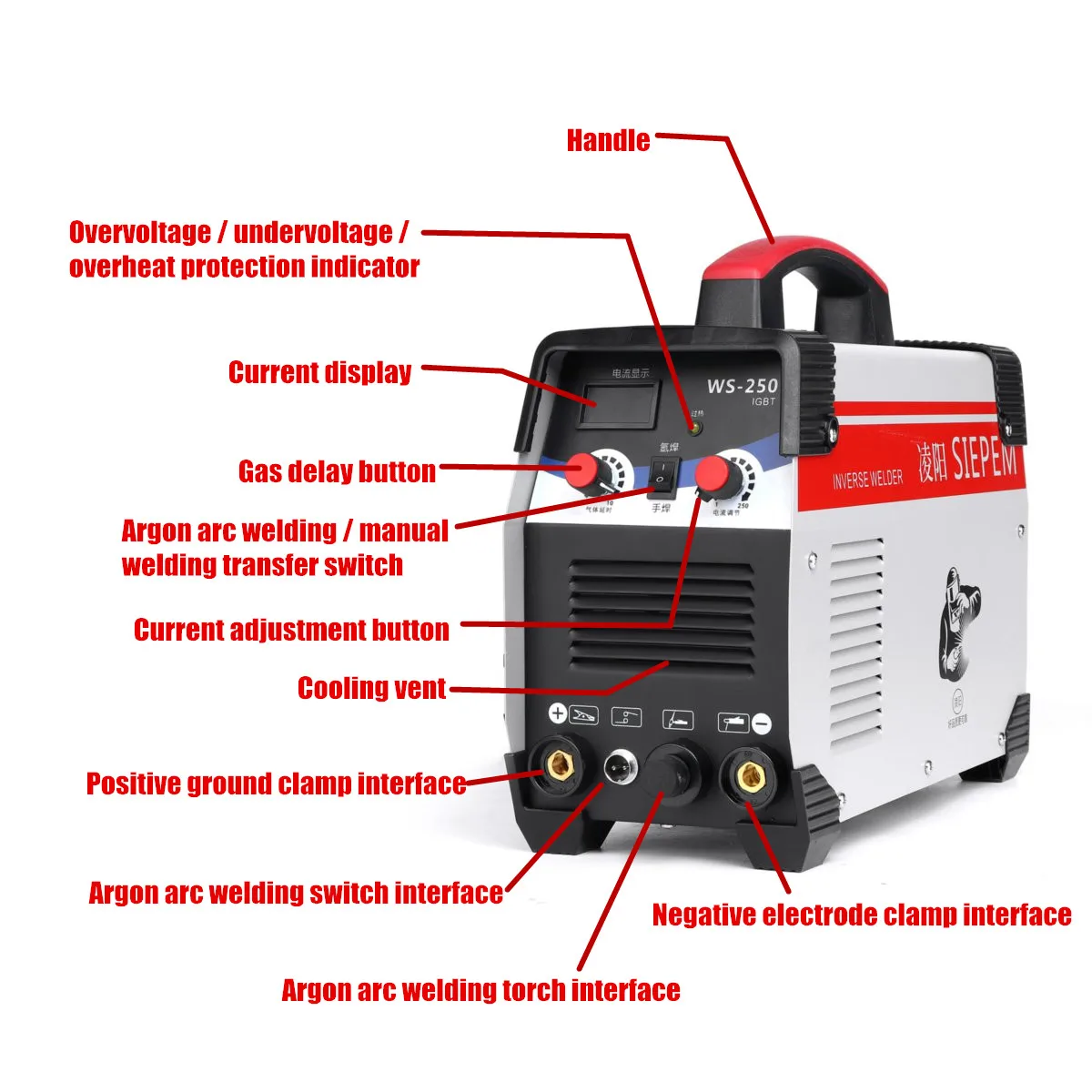
По роду тока различают:
- электрическая дуга, питаемая постоянным током прямой полярности минус на электроде;
- электрическая дуга, питаемая постоянным током обратной полярности плюс на электроде;
- электрическая дуга, питаемая переменным током.
По типу дуги различают:
- дугу косвенного действия независимую дугу.
- дугу прямого действия зависимую дугу;
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
- способы сварки плавящимся электродом;
- способы сварки неплавящимся электродом угольным, графитовым и вольфрамовым.


Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой многодуговой сваркой. При дуговой сварке плавлением КПД дуги достигает 0.7-0.9.
По условиям наблюдения за процессом горения дуги различают:
- закрытую;
- полуоткрытую дугу.
- открытую;
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка с комбинированной защитой газовая среда и покрытие или флюс.
- дуговая сварка с газовой защитой в среде защитных газов MIG-MAG;
- дуговая сварка без защиты голым электродом, электродом со стабилизирующим покрытием;
- дуговая сварка со шлаковой защитой толстопокрытыми электродами, под флюсом;
- дуговая сварка со шлакогазовой защитой толстопокрытыми электродами;
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов тонкопокрытые электроды, предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Основные виды и технологии дуговой электрической сварки
При электродуговой сварке источником нагрева металла является сварочная дуга. Она представляет собой устойчивый электрический разряд, который происходит в газовой среде между электродами либо между электродом и деталью. Для того, чтобы поддерживать сварочный разряд нужной продолжительности, необходимо использовать специальные источники питания для дуги. Для того, чтобы создавать дугу переменного тока, используются сварочные трансформаторы, для постоянного тока – сварочные выпрямители либо сварочные генераторы.
Для того, чтобы поддерживать сварочный разряд нужной продолжительности, необходимо использовать специальные источники питания для дуги. Для того, чтобы создавать дугу переменного тока, используются сварочные трансформаторы, для постоянного тока – сварочные выпрямители либо сварочные генераторы.
Электрическая дуга была открыта еще в 1802 году. Затем в 1882 году была осуществлена первая дуговая сварка. После этого электрическая дуговая сварка совершенствовалась в двух направлениях – в направлении защиты и обработки металла сварочной ванны и в направлении автоматизации процессов.
Разновидности дуговой сварки
По защите сварочной ванны от окружающей среды можно выделить методы дуговой сварки с газовой, шлаковой и газошлаковой защитой. По автоматизации сварку разделяют на ручную, автоматическую и механизированную. Далее мы рассмотрим основные разновидности дуговой сварки.
Классификация сварки по методу защиты
По методу защиты сварочной ванны электро-дуговая сварка разделяется на такие виды:
- Соединение металла в воздухе – сварочная ванна никак не защищается; доступ воздуха свободный. Такая сварка чаще всего проводится с использованием плавких электродов в ручном режиме.
- Работа в вакууме – непосредственно из рабочей зоны откачивается воздух, после чего проводится сваривание.
- Наложение шва в защитном газе. В качестве защитных газов могут использоваться как инертные, так и активные газы. К первым можно отнести аргон и гелий, ко вторым – углекислый газ, азот, водород и различные их смеси.
- Сваривание под флюсом. В качестве флюса могут использоваться различные вещества. Чаще всего такой процесс проводится в автоматическом или полуавтоматическом режиме. Основные движения механизируются, а жидкий металл в сварочной ванне защищается от воздействия воздуха расплавленным шлаком, который образуется при плавлении флюса и подается в зону сварочной дуги. Подобный метод позволяет достичь высокой производительности и хорошего качества производимых работ.
- Наложение шва в пене.
- Сваривание с комбинированными способами защиты.
 Подобный метод позволяет достичь высокой производительности и хорошего качества производимых работ.
Подобный метод позволяет достичь высокой производительности и хорошего качества производимых работ.Наложение шва под флюсом
Защитные газы могут подаваться различными способами. Первый способ – струйная непрерывная подача в зону соединения. При этом газ вытесняет воздух и обеспечивает защиту. Для подобного метода сваривания существует специальное оборудование – к примеру, сварочные коронки, служащие одновременно зажимом для электрода и устройством для подачи газа. Работа в контролируемой атмосфере подразумевает соединение металла в герметичной области, заранее заполняемой защитными газами. К примеру, для такого процесса применяются сварочные боксы.
Также существует такая разновидность соединения металла, как плазменно-дуговая сварка. При этом непосредственно в сварочную дугу подается плазмообразующий газ, а получаемая плазма удерживается посредством плазмотрона.

Классификация по автоматизации сварочного процесса
По этому признаку виды сварочного процесса разделяют на следующие группы:
- Ручная дуговая сварка – всем известный способ. Перемещение электродов и деталей осуществляется вручную, силами сварщика. Может выполняться с использованием плавких и неплавких электродов. В первом случае используются покрытые электроды, так называемые «штучные». Сварщик сам заменяет израсходованные электроды. Электрическая дуга расплавляет кромки свариваемых изделий и электрод. В результате образуется сварочная ванна, при застывании которой получается надежное соединение. Во втором случае применяются неплавкие электроды, изготовляемые из вольфрама или графита. Помимо этого, в сварочную зону отдельно подается присадочный материал. Дуга расплавляет свариваемые изделия и присадочный металл, после их застывания образуется сварочный шов. Подобный способ может использоваться для сваривания цветных металлов.
- Механизированная дуговая сварка – подразумевает использование каких-либо средств автоматизации сварочного процесса, однако при этом методе участие сварщика все равно необходимо.
- Полуавтоматическая дуговая сварка – при этом методе сварочный процесс автоматизирован, однако перемещения деталей и электродов осуществляет сварщик. Полуавтоматическая дуговая сварка подразумевает автоматизацию процесса подачи присадочного материала – сварочной проволоки.
- Автоматическая дуговая сварка – полностью автоматизированная дуговая сварка, которая проводится без участия оператора – оператору остается лишь контролировать процесс сваривания.

Любой сварочный процесс требует концентрации
Классификация по сварочному току
Выделяют следующие виды:
- Работа переменным током – используется переменный ток, создаваемый трансформатором для сварки;
- Работа постоянным током – постоянный ток позволяет достичь несколько лучших характеристик. Его получают при помощи сварочных выпрямителей и генераторов;
- Импульсно-дуговая сварка – ток имеет импульсную природу. Использование такой технологии позволяет достичь лучшего контроля над дугой при регулировании параметров тока «на лету», в процессе соединения деталей.
Электрошлаковая сварка
Этот метод сварки стоит упомянуть отдельно. Он осуществляется посредством плавления металла свариваемых изделий, который располагаются вертикально или под наклонов 45 градусов, и сварочного электрода. Теплота, необходимая для плавления, образуется электрическим током, проходящим через расплавленный шлак. Помимо этого, шлак защищает металл сварочной ванны от действия воздуха. Снизу к свариваемым изделиям прикрепляют поддон. По обе стороны зазора крепятся ползуны с водяным охлаждением. Затем на поддон насыпают флюс, над которым располагают электроды. Дуга возбуждается под поверхностью флюса между поддоном и электродами. За счет дуги флюс и электроды плавятся, образуя ванну расплавленного металла и расположенную над ней шлаковую ванну. После этого тепло образуется при прохождении тока через шлак. По мере накопления в ванне шлака и жидкого металла ползуны вместе с механизмом подачи проволоки электродов и флюса перемещаются снизу вверх.
Дуговая сварка славится надежностью соединения металла
Заключение
Мы рассмотрели основные виды электродуговой сварки. Как видите, электро-дуговая сварка может проводиться весьма разнообразными методами. Эти методы позволяют достичь наилучших результатов для каждого конкретного случая, следовательно, они весьма важны для сварочной индустрии.
Способы дуговой сварки
Подробности- Подробности
- Опубликовано 25.05.2012 16:20
- Просмотров: 30786
Страница 1 из 30
Электрическая дуговая сварка является одним из способов получения неразъемного соединения двух или нескольких металлических частей путем местного их нагрева теплом дуговых разрядов до температуры плавления. В зависимости от материала электрода все многочисленные способы электрической дуговой сварки можно разделить на две группы: группу способов сварки плавящимся металлическим электродом и группу способов сварки неплавящимся (угольным, вольфрамовым) электродом. Наиболее распространенным является способ сварки металлическим электродом. Он применяется для сварки всех марок сталей и чугунов, а также цветных металлов и сплавов. Сварка этим способом возможна при любом пространственном положении шва на постоянном и переменном токе. Металлический электрод служит во время сварки не только для поддержания горения дуги, но и для образования шва. Дуговая сварка металлическим электродом может выполняться вручную, автоматически и полуавтоматически. Широкое применение имеет автоматическая и полуавтоматическая сварка под слоем флюса. При этих способах зона горения дуги засыпается флюсом, предохраняющим металл от окисления, азотирования, разбрызгивания. В качестве металлического электрода используется сварочная проволока, автоматически подающаяся в зону сварки из мотка. При сварке угольным электродом сварной шов образуется из расплавленного металла свариваемых элементов и подаваемого в дугу присадочного прутка. Угольный электрод служит только для поддержания горения дуги. Этот способ применяется в некоторых случаях для сварки тонкостенных изделий с отбортованными соединениями, а также для горячей сварки чугуна, цветных металлов и наплавки твердых сплавов. В последние годы широкое распространение получают способы дуговой сварки в среде защитных газов. К этим способам относится аргонодуговая сварка, сварка в среде углекислого газа и атомно-водородная сварка. При аргонодуговой сварке металл защищается от воздействия кислорода и азота воздуха с помощью инертного газа аргона, подающегося в зону горения дуги через специальное сопло. Сварка может выполняться плавящимся электродом (с использованием сварочной проволоки) и неплавящимся вольфрамовым электродом. Во втором случае в зависимости от вида сварного соединения сварка ведется без применения или с применением присадочного металла. Аргонодуговая сварка применяется, главным образом, при изготовлении тонкостенных конструкций из специальных сталей и цветных металлов и сплавов. Питание дуги осуществляется переменным или постоянным током от обычного сварочного оборудования. В последние годы все более широкое применение получает полуавтоматическая и автоматическая сварка плавящимся металлическим электродом в среде углекислого газа, который значительно дешевле аргона. Применение его вместо флюса облегчает наблюдение за процессом сварки и обеспечивает относительно высокую производительность процесса, часто не уступающую производительности сварки под флюсом. Однако из-за повышенной окислительной способности углекислый газ не может использоваться при сварке большинства цветных металлов и сплавов. Сварка в среде углекислого газа применяется преимущественно при производстве конструкций из углеродистых, низколегированных и нержавеющих сталей. Питание дуги при этом способе осуществляется, как правило, на постоянном токе обратной полярности. В некоторых случаях при сварке меди вместо аргона применяется азот (азотно-дуговая сварка). А полуавтоматическую сварку иногда проводят в среде водяного пара вместо углекислого газа. Помимо перечисленных способов, для сварки цветного металла и специальных сталей иногда применяют атомно-водородную сварку. При этом способе дуга горит между двумя вольфрамовыми электродами в атмосфере водорода или азотно-водородной смеси, получаемой разложением аммиака. По технике осуществления и по характеру металлургических процессов, происходящих при сварке, близким к электрической дуговой сварке под флюсом является способ электрошлаковой сварки. Однако при электрошлаковой сварке расплавление свариваемых кромок и электродного металла происходит не за счет тепла дуги, как при дуговой сварке, а за счет тепла, выделяющая дуговая наплавка, гася при прохождении электрического тока через расплавленный шлак. Этот способ отличается высокой производительностью, малым расходом электроэнергии и флюса, возможностью сварки за один проход элементов большой толщины (до 1-2 м). Электрошлаковая сварка осуществляется с помощью специальных автоматических установок. Электрическая дуговая сварка является основным, наиболее широко применяющимся способом сварки. К настоящему времени сварные конструкции почти полностью вытеснили клепаные и часто заменяют литые изделия. Применение дуговой сварки взамен клепки дает экономию металла до 20 %и взамен литья-до 50%; экономию времени на изготовление конструкции; снижение себестоимости конструкции и повышение работоспособности некоторых конструкций (например, химических аппаратов, паровых котлов и др.). Указанные преимущества обусловили широкое применение сварки во многих отраслях промышленности, например, в тяжелом, транспортном, химическом и энергетическом машиностроении, котлостроении, автостроении, самолетостроении, судостроении, промышленном строительстве и ряде других отраслей. Дальнейшее большое развитие получит сварка за годы семилетки. К 1965 г. объем сварочных работ в народном хозяйстве СССР возрастет более чем в 2 раза по сравнению с 1958 г., 40% всех сварочных работ будет механизировано. Применение электрошлаковой сварки возрастет в 2 раза, газоэлектрической в 6 раз.
ДУГОВАЯ НАПЛАВКА
Подобно сварке, наплавка может производиться вручную, полуавтоматически и автоматически, незащищенной дугой, под слоем флюса или в среде защитных газов. Однако техника, технология, режимы, а также электроды и флюсы, применяемые при наплавке, отличаются от применяемых при сварке. Наплавка — высокоэффективный прогрессивный процесс восстановления изношенных деталей и повышения износоустойчивости новых деталей. Она применяется практически во всех отраслях народного хозяйства страны, как при ремонте, так и при изготовлении деталей сельскохозяйственных, землеройных и дорожных машин, автомобильного и железнодорожного транспорта; деталей горного, металлургического оборудования; кузнечнопрессового и режущего инструмента и др. Наплавка широко применяется при заварке дефектов стального, чугунного и цветного литья. Применение наплавки позволяет значительно увеличить срок службы деталей различных механизмов и машин и в результате этого сэкономить много металла и средств, расходуемых на производство запасных частей и инструмента. Так, например, наплавка бандажей железнодорожных вагонов и локомотивов позволяет продлить срок их службы в 4 раза, наплавка деталей валковых дробилок, ножей блюминга, валков прокатных станков увеличивает срок службы этих деталей в 3-6 раз. Некоторые детали могут подвергаться многократному восстановлению путем наплавки. Семилетним планом развития сварочной техники в стране предусмотрено дальнейшее расширение применения наплавки. В сельскохозяйственном машиностроении, например, объем наплавочных работ в 1965 г. должен возрасти по сравнению с 1959 г. в 6,25 раза, на железнодорожном транспорте в 3,2 раза. Для наплавки будет расходоваться не менее 15% всех электродов. Значительно возрастет применение автоматических способов наплавки, 3. ДУГОВАЯ РЕЗКА Электрическая дуга может применяться не только для сварки и наплавки, т.е. для соединения металлов, но и для резки. В процессе дуговой резки металл, расплавляемый дугой, вытекает из полости реза. Дуговая резка выполняется, как правило, вручную угольными (графитовыми) или металлическими электродами. Резка угольными электродами производится на постоянном токе, металлическими наплавками, постоянном и переменном токе. По производительности труда и чистоте реза дуговая резка значительно уступает газовой резке и имеет, поэтому второстепенное значение. Она применяется преимущественно в тех случаях, когда по каким-либо причинам нет возможности применить газовую резку. Дуговая резка применяется при удалении литников и прибылей чугунных отливок; при разборке и разделке в габаритный лом старых металлических конструкций, особенно если эти конструкции имеют швы или детали хромоникелевых аустенитных сталей, требующих обычно специальных методов газовой резки; при монтажных работах для снятия монтажных приспособлений. В последние годы получает применение способ воздушно-дуговой резки, состоящий в том, что разрезаемый металл расплавляется в месте реза угольной дугой и выдувается сжатым воздухом, подаваемым к месту реза с помощью специального сопла, расположенного концентрично электроду. Применение сжатого воздуха увеличивает производительность процесса и чистоту реза и этим расширяет области эффективного применения дуговой резки.
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
Электрическая дуга в процессе сварки является важным рабочим элементом, посредством которого осуществляется своеобразная обработка (расплавление) кромок свариваемых деталей. Поэтому свойства и характеристики дуги имеют большое практическое значение. Воздух при обыкновенных условиях не проводит электрический ток. Во время горения дуги газы и пары, находящиеся в дуговом промежутке, становятся проводниками за счет образования в дуге электрически заряженных частиц — электронов и ионов. Электроны, имеющие отрицательный заряд, перемещаются к положительному электроду (аноду), а положительные ионы — к отрицательному электроду (катоду). Направленное перемещение заряженных частиц и создает электрический ток в дуге. Процесс образования заряженных частиц называется ионизацией, а газ, в котором появились заряженные частицы и который вследствие этого получил способность проводить электрический ток, называется ионизированным. Сущность процессов ионизации объясняется теорией строения вещества, согласно которой атомы всех элементов состоят из отрицательных частиц (электронов), положительных частиц (протонов) и нейтральных частиц. Величина отрицательного заряда атома равна положительному заряду, поэтому атом в целом электрически нейтрален. Нейтральными также являются и молекулы, состоящие из атомов. Однако если сообщить нейтральным молекуле или атому достаточное количество энергии, они могут ионизироваться, т.е. от них может отделиться один или несколько электронов. Тогда основная часть молекулы или атома будет нести положительный заряд, и называться положительным ионом. Кроме того, источником электронов в дуговом промежутке служит катод, способный при высоких температурах нагрева излучать со своей поверхности свободные электроны. Наряду с ионизацией в дуге постоянно происходят обратные процессы, приводящие к уменьшению количества заряженных частиц. Поэтому при горении дуги все время должна поддерживаться достаточная степень ионизации. Ионизация газа происходит главным образом за счет подводимой к дуге электрической энергии. Количество энергии, необходимое для ионизации молекулы различных газов и паров, различно. Оно характеризуется величиной потенциала ионизации, показывающей, какое наименьшее количество энергии достаточно для полного освобождения электрона от связи с ядром атома. Чем больше в дуге газов и паров с низким потенциалом ионизации, тем интенсивнее протекает ионизация, устойчивее горит дуга, ниже ее температура. При сварке металлическим электродом температура дуги составляет примерно 5000-6000°. Дуга зажигается (возбуждается) замыканием электрода на деталь. Минимальное напряжение между электродом и деталью, необходимое для зажигания дуги, составляет при сварке металлическим электродом на постоянном токе 30-35 в и на переменном токе 45-50 в. Напряжение на дуге при установившемся ее горении зависит от состава электродного стержня и покрытия, длины дуги и силы тока. Характеристики дуг. Длина дуги 6 мм. Зависимость напряжения на дуге от длины дуги сварочного тока. Зависимость напряжения от силы тока при разной длине дуги в случае ручной дуговой сварки показана на рисунке, где каждая из линий, выражающих эту зависимость, носит название «характеристика дуги». По характеристикам видно, что напряжение на дуге увеличивается с увеличением длины дуги и уменьшается с ростом тока до 40-50 а. Дальнейшее увеличение тока практически не влияет на характеристику дуги. Приведенные характеристики позволяют заключить, что во время сварки напряжение на дуге зависит только от ее длины. Эту зависимость можно выразить формулой напряжение на дуге, а и б — постоянные коэффициенты, зависящие от состава электродного стержня и покрытия, а показывает суммарную величину падения напряжения у поверхностей катода и анода показывает падение напряжения на 1 мм длины дуги. Величина коэффициента а и b при сварке различными электродами различна. В литературе приводятся следующие данные коэффициентов: для меловых электродов (В. М. Рыбаков, К. П. Вощаное). Приведенные характеристики дуги наблюдаются при сварке, когда плотность тока на электроде относительно невелика. Во время автоматической сварки под флюсом большими токами и сварки в среде защитных газов напряжение на дуге при возрастании тока (в пределах применяемых режимов сварки) не остается постоянным, а несколько возрастает. В этих случаях наблюдаются возрастающие характеристики дуги. Зависимость напряжения на дуге от ее длины может быть изображена графически. Такие графики имеют большое практическое значение. Они позволяют точно поддерживать длину дуги с помощью вольтметра, включенного в сварочную цепь для замера напряжения на дуге.
УСТОЙЧИВОСТЬ СВАРОЧНОЙ ДУГИ
Важное практическое значение имеет устойчивость горения сварочной дуги. При недостаточной устойчивости происходят частые обрывы дуги, затрудняющие выполнение сварки и получение качественного соединения. Количественную оценку устойчивости при различных условиях сварки наиболее часто устанавливают по методу действительного члена АН УССР. Сущность метода состоит в следующем. После подбора величины силы тока и напряжения холостого хода электрод зажимают в специальном штативе над опытной пластинкой.
Электрод и планка. Установка для определения подключены к источнику устойчивости дуги, речного тока. Замыкая и размыкая угольным стержнем, промежуток между электродом и планкой, зажигают дугу. Дуга горит до естественного обрыва. Получившееся расстояние между концом электрода и наплавленным металлом, равное длине дуги при обрыве, принимаетсяУстойчивость сварочной дуги происходит испарение материала электрода. Образующиеся пары заполняют дуговой промежуток и таким образом влияют на устойчивость. Следовательно, устойчивость дуги сильно зависит от состава электродных покрытий. Влияние отдельных компонентов покрытий подробно изучал К. К. Хренов. Значения максимальной длины дуги при обрыве, полученные им во время испытаний некоторых веществ, приведены в табл. 1. Опыты проводились на переменном токе с применением непокрытых стальных электродов диаметром 4 мм. Испытываемое вещество перед зажиганием дуги насыпалось на планку. Из этой таблицы видно, что наиболее благоприятно влияют на устойчивость дуги красная кровяная соль, поташ, сульфат натрия, мел, титановая руда. Положительное влияние этих веществ объясняется содержанием в них элементов с низким потенциалом ионизации — калия, кальция, титана. Некоторые вещества, например окись алюминия, каолин, песок, бура не поддерживают или даже затрудняют горение дуги. Ухудшает устойчивость также влага, содержащаяся в покрытиях.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ИСТОЧНИКАМ ПИТАНИЯ ДУГИ
Дуговая сварка может производиться на постоянном или переменном токе. Питание сварочной дуги осуществляется при сварке на постоянном токе от сварочных генераторов и выпрямительных установок, при сварке на переменном токе — от сварочных трансформаторов, а также от генератор в повышенной частоты. Сварочные генераторы постоянного тока изготовляются в соответствии с требованиями ГОСТ 304-51, трансформаторы для ручной дуговой сварки — ГОСТ 95-51 и трансформаторы для автоматической дуговой сварки под слоем флюса ГОСТ 7012-54. Основными показателями источников питания сварочной дуги являются: напряжение холостого хода, номинальная сила сварочного тока, пределы регулирования силы сварочного тока, вид внешних характеристик. Напряжение холостого хода однопостовых генераторов при номинальном токе до 350 а должно быть не более 80 в, а генераторов с номинальным оком выше 350 а — не более 90. Вторичное напряжение холостого хода трансформаторов для ручной дуговой сварки не должно превышать при токе 100 а 75 в и при токе 350 а — 70 е. Верхний предел вторичного напряжения холостого хода однофазных сварочных трансформаторов для автомат четкой сварки под слоем флюса с номинальным током 500 а составляет 80 в, а у трансформаторов, рассчитанных на номинальный ток 1000 и 2000 а — 90 в. Под номинальной силой сварочного тока отнимают допустимую из условий нагрева источника питания дуги силу тока при номинальном напряжении на дуге. Поскольку падение напряжения в проводах сварочной цепи обычно очень мало, номинальное напряжение на дуге практически равно номинальному напряжению на зажимах источника питания дуги (с учетом включенного в сварочную цепь регулирующего ток устройства).
Номинальные напряжения однопостовых генераторов постоянного тока приведены в табл. 2. За номинальное напряжение на зажимах многопостовых генераторов при номинальном сварочном токе принимается 50 или 60 в. За номинальное сварочное напряжение при нагрузке на зажимах однопостового трансформатора (включая регулятор) принято 30 е. Номинальное вторичное напряжение трансформатора для автоматической сварки под слоем флюса определяется по данным, приведенным в табл. 3. Номинальная сила сварочного тока различна при различном режиме работы источника питания дуги. Режим работы характеризуется отношением длительности сварки к сумме длительности сварки и длительности холостого хода, выраженным в процентах. Обычно режим работы источников тока при дуговой сварке обозначают знаком ПР%. Таким образом,— время холостого хода. Понятно, что чем больше тем тяжелее режим работы и тем меньше должна быть номинальная сила сварочного тока. За номинальный режим работы однопостовых сварочных генераторе и трансформаторов принят режим при ПР-65% и многопостовых генераторов — при ПР-100%. Длительность рабочего цикла в этих случаях принимается равной 5 мин. Номинальный режим работы трансформаторов для автоматической сварки под флюсом с номинальным током 500 и 1000 а принят при ПР-60% и транс бод щитов с номинальным током 2000 а — при ПР-50%. В этих случаях продолжительность цикла пр. Под внешней характеристикой источника питания сварочной дуги понимают зависимость напряжения на зажимах, к которым подключаются сварочные провода, от силы сварочного тока. Как уже говорилось ранее, напряжение на зажимах отличается от напряжения на дуге только на величину падения напряжения в проводах. Обычно это падение напряжения мало и им пренебрегают. Следовательно, под внешней характеристикой можно понимать зависимость между напряжением на дуге, изменяющим я с изменением длины дуги, и силой сварочного тока. Внешние характеристики изображают в виде графиков (фиг. 4). Если на графике внешней характеристики нанести линию, показывающую напряжение на дуге при сварке (характеристику дуги), то точка в пересечения линий будет точкой горения дуги, а отрезок Ос будет равен величине силы варочного тока. Отрезок окажет величину силы тока короткого замыкания, а отрезок величину напряжения холостого хода. Таким образом, по внешней характеристике источника питания дуги можно судить о величине силы тока при любом напряжении на дуге. Внешняя характеристика является постоянной только для данной настройки источника питания дуги. При регулировании силы сварочного тока или напряжения холостого хода вид внешней характеристики изменяется. Внешняя характеристика Характеристик дуги Сила тока с внешней характеристики источников питания сварочной дуги (однопостовых генераторов и трансформаторов с регуляторами). Различные по назначению источники питания дуги обычно имеют различные внешние характеристики. Так, внешние характеристики генераторов и трансформаторов для ручной сварки должны быть падающими или еще лучше крутопадающими. При таких характеристиках ток короткого замыкания лишь незначительно превышает рабочий ток, а изменения длины дуги не вызывают больших изменений силы тока. Это способствует нормальной работе источника питания (без перегрева) и хорошему формированию сварных швов. Генераторы и трансформаторы для автоматической сварки чаще имеют пологие или даже жесткие характеристики, при которых напряжение на зажимах мало зависит от величины тока. Такие характеристики улучшают устойчивость процесса автоматической сварки на установках с постоянной скоростью подачи электродной проволоки. Современные источники питания сварочной дуги, как правило, снабжаются шкалами-указателями величины сварочного тока и фильтрами для подавления радиопомех.
Добавить комментарий
Электрическая дуговая сварка — Энциклопедия по машиностроению XXL
На производительность процесса электрической дуговой сварки влияют следующие факторы 1) сварочный ток 2) коэффициент плавления 3) коэффициент на- [c.24]В настоящее время находит преимущественное применение электрическая дуговая сварка стальными толстопокрытыми электродами с гидроизоляцией. [c.126]
Электрическая дуговая сварка может производиться вручную и на специальных высокопроизводительных автоматах, обеспечивающих высокое качество шва. [c.179]
Электрическая (дуговая) сварка, предложенная в 1888 г. [c.258]
При сварке плавлением металл свариваемых частей в месте сварки расплавляется, образуя общую жидкую ванну. После затвердевания жидкого металла образуется сварной шов, структура металла которого аналогична структуре литого металла. Сварка плавлением по виду источника тепловой энергии делится в основном на электродуговую и газовую. Наиболее широко применяется электрическая дуговая сварка, являющаяся основным технологическим процессом создания неразъемных соединений деталей машин и металлоконструкций. [c.449]
Основная часть массовых металлических конструкций изготавливается электрической дуговой сваркой. Ее преобладающее положение среди других видов сварки сохранится еще на долгое время [84]. Вследствие этого вопросы прочности, надежности и долговечности, сварных конструкций, изготавливаемых и ремонтируемых различными видами дуговой сварки, находятся постоянно в центре внимания исследователей. [c.54]
Оборудование для газовой сварки и резки. Наряду с электрической дуговой сваркой в монтажном производстве широко используются процессы газопламенной обработки металла, главным образом, газовая сварка и газовая (кислородная) резка. [c.121]
Провода гибкие для электрической дуговой сварки. Соединения сварные и металл швов. ……………. [c.453]
ВЭТ, Машины для электрической дуговой сварки, Технический справочник, ОНТИ, 1936. [c.454]
Электрическая дуговая сварка [c.52]
При электрической дуговой сварке источником тепла является электрическая дуга. [c.52]
Существует два основных способа электрической дуговой сварки сварка металлическим электродом и сварка угольным электродом. [c.52]
Электрическая дуговая сварка может производиться как на постоянном, так и на переменном токе. Большее распространение имеет сварка на переменном токе вследствие меньшего расхода электро- [c.52]
ПРОВОДА ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ [c.87]
Электрическая дуговая сварка и резка металлов производятся при посредстве электрической дуги, образующейся от электрического разряда между электродом и основным металлом в газообразной среде, которая получается при сварке. [c.359]
| Рис. 11.3. Автоматическая установка для электрической дуговой сварки под слоем флюса |
Однако электрическая дуговая сварка была изобретена лишь в конце XIX века русскими инженерами Н.И.Бенардосом и [c.169]
Электрическая дуговая сварка как наиболее эффективный способ неразъемного соединения деталей продолжает непрерывно совершенствоваться. Советским ученым академиком Патоном разработан метод автоматической электросварки. Разработка этого метода явилась важным шагом в развитии индустриальной скоростной дуговой электросварки. [c.66]
Электрическую дуговую сварку металлическим электродом можно проводить как на переменном, так и постоянном токе. Большее распространение имеет сварка на переменном токе вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за ним. Однако переменный ток дает менее устойчивую дугу. Для повышения устойчивости горения дуги при сварке на переменном токе применяют электроды со стабилизирующими обмазками, а также специальные трансформаторы-осцилляторы. [c.277]
Электрическая дуговая сварка с защитой места сварки струей инертных газов широко применяется при изготовлении изделий из высоколегированных сталей, алюминиевых и магниевых сплавов, сплавов на основе никеля. Однако, как показывает практика, при сварке активных и тугоплавких металлов, а также при сварке листов большой толщины и поковок из высоколегированных сталей, алюминиевых и магниевых сплавов с использованием обычных сварочных горелок не обеспечивается необходимое качество сварного соединения вследствие недостаточной защиты металла, нагретого до высоких температур. [c.46]
Основные ГОСТ на преобразователи следующие 2329—43 — Выпрямители ртутные 7237—54 — Преобразователи сварочные для электрической дуговой сварки постоянным током. Технические условия. [c.91]
Электрическая дуга представляет собой электрический разряд между двумя электродами, обеспечивающий в зоне сварки деталей быстрый и сосредоточенный нагрев металла до температуры плавления. Электрическая дуговая сварка угольным электродом была разработана русским изобретателем Н. Н. Бенардосом (1842—1905). Схема такой сварки заключается в следующем от сварочного генератора при помощи гибкого провода графитовый электрод соединяется с одним полюсом, а деталь, подлежащая сварке, — с другим сварщик, прикасаясь концом электрода к свариваемой детали, производит короткое замыкание и затем быстро отводит электрод на необходимое расстояние, возбуждает электрическую дугу, которую и поддерживает в процессе сварки деталей. [c.259]
Самым распространенным способом является электрическая дуговая сварка, которая может выполняться металлическим и угольным электродом. Особенно широко применяется сварка металлическим электродом. [c.316]
При газовой сварке для улучшения свариваемости и защиты от окружающей среды применяют различные флюсы, а при электрической дуговой сварке применяют качественные электроды, имеющие специальные покрытия, активно участвующие в сварочном процессе. [c.341]
ЭЛЕКТРИЧЕСКАЯ ДУГОВАЯ СВАРКА [c.343]
Преобразователи сварочные для электрической дуговой сварки постоянным током. Технические условия [c.528]
М а л ь с т р е м А. Т. Электрическая дуговая сварка меди. Машгиз, 1954. [c.548]
В электрической дуге температура доходит до 3900 °С. Эта температура обеспечивает сварку деталей больших поперечных размеров. Для питания дуги необходим электрический ток низкого напряжения, но большой силы. Электрическая дуговая сварка [c.176]
Способы сварки, при которых свариваемые кромки деталей доводятся до плавления, называются сваркой плавлением. К ним относятся электрическая дуговая сварка (ручная и автоматическая) и газовая сварка. [c.168]
При сборке санитарно-технических деталей преимущественно применяется электрическая дуговая сварка. Она является наиболее экономичной и легко осуществляется как в условиях трубозаготовительных заводов и мастерских, так и на объектах монтажа. [c.168]
Сварные соединения. Весьма широкое применение имеют неразъемные соединения, выполненные электромеханической (контактной) и электрической (дуговой) сваркой, а также газовой (ацетилено-кислородной) сваркой. [c.258]
Электрическая дуговая сварка — наиболее важный вид сварки для большинства отраслей производства, в том числе и для машиностроения,— занимает первое место по количеству и стоимости выпускаемой продукции, числу занятых рабочих и действующих установок. Выполняется как сварка плавлением. Применяется почти исключительно сварка плавящимся металлическим электродом (способ Сла-вянова). Этот способ поддаётся механизации. За время Отечественной войны у нас, в СССР, получила большое производственное значение автоматическая дуговая сварка, хотя подавляющее большинство работ до сих пор ещё выполняется вручную. Способ весьма универсален и пр.шенлм к изделиям любых [c.273]
О течпике подготовки кромок под сварку см. также в разделе Электрическая дуговая сварка», на стр. 53. [c.48]
Для соединения электрододержателя с источником тока при электрической дуговой сварке применяются одножильные провода с медными жилами, с резиновой изоляцией в резиновой шланговой оболочке марки ПРГД. [c.87]
Сварка в защитной среде углекислого газа. За последние годы в ремонтной практике в се большее расиространение начинает получать электрическая дуговая сварка в защитной среде углекислого газа (СОз). Рабочим инструментом для сварки в углекислом газе является тазоэлектрическая горелка, в которую автоматически, подается сварочная проволока и к которой подводится ова рочный тюк и углекислый газ. [c.185]
Электрическая дуговая сварка была изобретена в конце XIX века русскими инженерами Н. Н. Бенардосом (1882 г.) и Н. Г. Славя-новым (1888 г.) и получила впоследствии широкое расп ТЬстранение во всем мире. [c.154]
При электрической дуговой сварке и наплавке качество продукции и продолжительность процесса зависят от вида тока (постоянный, переменный), полярности тока (прямая, обратная), вида сварки (плавящимся и неплавящимся электродом), вида и свойств присадочного материала, флюса и защитной среды, степени механизации и автоматизации процесса (ручная, полуавтоматическая, автоматическая), режимов наплавки (длина дуги, угол наплавки электрода, скорость подачи электрода, частота вращения детали, скорость наплавки, величина подачи, сила и напряжение тока), а также от способа и режимов подготовительных и заключительных операций по обработке свзрспных к наплавленных деталей. [c.192]
Провода для дуговой сварки. Провода с медными жилами, с резиновой изоляцией, в резиновой шланговой оболочке по ГОСТ 6731-53 применяются при электрической дуговой сварке для соединения электрододержателя с источником тока при напряжении до 120 в. Провода изготовляются одножильными марки ПРГД. Они имеют следующие номинальные сечения 6 10 16 25 35 50 70 95 120 мм . Токопроводящая жила обмотана тканевой лентой или хлопчатобумажной пряжей, поверх которой наложена резиновая изоляция, а затем резиновая шланговая оболочка. Строительная длина не менее 100 м. Маломерные отрезки длиной не менее 18 м допускаются в количестве не более 10% от партии. [c.249]
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов и занимает по числу действующих установок, заня- [c.343]
Сварка — один из наиболее распространенных технологических процессов получения неразъемных соединений. Сварное соединение характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомномолекулярных связей между элементарными частицами свариваемых деталей. При электрической дуговой сварке покрытым или вольфрамовым электродом нагрев и плавление металла производится дуговым разрядом, возникающим между электродом и свариваемым изделием. Энергию для образования и поддержания дугового разряда получают от источников питания постоянного и переменного тока. Электрод закрепляется в электрододержате-ле, который с источником питания соединяется сварочным проводом. Для получения электрического разряда необходимо наличие электрической цепи. Поэтому источник питания кроме электрододержателя соединен еще со свариваемым изделием. Практически это оформляется в виде сварочного поста, в который входит источник питания, электрические провода, электрододержатель, устройства для присоединения сварочного провода к источнику питания и свариваемому изделию, устройства для соединения между собой отрезков сварочного провода, щиток и инструмент сварщика, сбо-рочно-сварочные приспособления (рис. 3). Сварочный пост может быть стационарным или передвижным. При сварке на строительно-монтажной площадке или при сварке крупногабаритных изделий в цеховых условиях используются передвижные посты. [c.21]
В строительстве наиболее распространенным способом сварки является электрическая дуговая сварка плавящимся электродом, позволяющая производить сварку решетчатых, стержневых, спяошно-стенчатых и листовых конструкций. При сварке решетчатых конструкций (ферм, башен, мачт, колонн) применяют главным образом ручную сварку, так как сварные швы имеют незначительую длину и находятся в разных пространственных положениях. [c.325]
Дуговая сварка (реферат) :: Рефераты по металлургии
Дуга представляет собой электрический разряд в газе между электродами, к которым подведено напряжение источника тока. Ток в дуге обусловлен так называемыми свободными электронами и положительными и отрицательными заряженными частицами вещества — ионами. Процесс образования этих частиц называется ионизацией. В средней части дуги расположен столб дуги, ярко светящейся и имеющей температуру около 6000 градусов по Цельсию. столб заканчивается на электродах катодным и анодным пятнами, через которые проходит весь ток дуги. Плотность тока на пятнах весьма велика, благодаря чему в этих зонах происходит интенсивное нагревание до температуры испарения материала электродов. столб дуги окружает пламя — раскалённые пары и газы, температура которых резко падает по мере удаления от столба. Дугу перемещают при сварке в ручную или механически вдоль кромок соединяемых деталей, благодаря чему достигается непрерывное плавление их и образование соединения — сварного шва. Глубиной проплавления называется наибольшая глубина расплавления основного металла в сечении шва.
Распространение дуговой сварки.
Особенно широкое распространение получила дуговая сварка Н.Г.Славянова. Сущность этого способа заключается в том, что электрическая дуга возбуждается между свариваемой деталью и металлическим электродом, который плавится в процессе горения дуги и заполняет тем самым сварной шов. Одновременно плавятся корки свариваемых деталей. Такой Процесс называется сваркой металлическим электродом.
Зависимости от способа дуговой сварки.
В зависимости от способа дуговой сварки, т.е. от материала применяемого электрода, свойства электрической дуги меняются. Так, при горении дуги между свариваемым металлическим изделием и угольным электродом дуги имеет большую длину и несколько иную форму чем дуга, горящая между изделием и металлическим электродом. В последнем случае явления, происходящие в дуге, значительно сложнее, так как в дуговом промежутке помимо паров, образуемых при сгорании электрода, присутствуют капли расплавленного и пары сгорающего в дуге электродного покрытия. Если дуговая сварка по способу Бенардоса производится голым угольным электродом, то при сварке по способу Славянова на плавящийся металлический электрод обычно наносится покрытие, в зависимости от состава и толщины наносимого слоя может быть ионизирующим либо так называемым качественным, т.е. обеспечивающим получение повышенного качества наплавленного металла.
Ионизирующие покрытия наносятся на электрод слоем, не прерывающим по толщине 0,3-0,5 мм; в состав этих покрытий входят обычно вещества, ионизирующие дуговой промежуток, т.е. способствующие устойчивому горению дуги даже при питании её от источника переменного тока. Ионизирующее покрытие никакой защиты металла от воздуха не осуществляется.
Качественные покрытия наносятся на электрод слоем, достигающим по толщине 1,5 — 3 мм; в состав этих покрытий входит шлакообразующие и газообразующие вещества, защищающие жидкую ванну и капли электродного металла от окружающего воздуха; вещества, способствующие ионизации дуги, а также некоторые легирующие элементы, улучшающие механические свойства наплавленного металла. За счет правильного подбора электродных покрытий сварной шов во многих случаях получает механические свойства более высокие, чем основной свариваемый металл.
Сварка угольным электродом стали, а также чугуна и цветных металлов производится с применением флюса, наносимого на присадочные стержни и на кромки свариваемых деталей.
Различают сварку током примой и обратной полярности. Прямая полярность — это когда положительный вывод источника сварочного тока присоединён к свариваемым изделиям, а отрицательный — к электрододержателю. При этом в дуговом разрядном промежутке изделие являются анодом, а электрод — катодом.
В дуге действует механические силы, направленные вдоль столба дуги (дутье). Под действием этих сил в жидком металле сварочной ванны образуется лунка, так называемый кратер. В конце швов при затвердевании металла в результате его усадки также образуется углубление, которое называется конечным кратером. Конечный кратер при необходимости либо заваривают, повторно расплавляя металл в этом месте, либо шов выходят на планку, которая удаляется после сварки. При сварке шин с этой же цели швы выводятся в лунке угольных брусков, формующих стыки шин с торцов.
Разновидности сварки.
Сварка под слоем флюса.
Стремление повысить производительность электродуговой сварки, улучшить качество швов и одновременно облегчить труд сварщиков привело к созданию автоматической и полуавтоматической сварки под слоем флюса.
Сущность процесса автоматической сварки заключается в следующим: голая электродная проволока с катушки подаётся в зону дуги автоматической головкой, двигающейся вдоль шва; впереди головки из бункера по трубе на свариваемые кромке подаётся флюс, покрывающий поверхность металла в зоне шва слоем толщиной 50 -60 мм. Электрическая дуга горит под слоем флюса в создаваемом ею газом пузыре, окруженном средой расплавленного флюса.
Благодаря некоторому давлению флюса на поверхность жидкой ванны в процессе сварки устраняется разбрызгивание металла и получается хорошее формирование шва, даже при очень больших токах, достигающих 1000 — 200 А. Расплавляемая в процессе сварки и затем затвердевающая часть флюса образует на поверхности шва шлаковую корку. Неиспользованная же, т.е. нерасплавленная, часть флюса отсасывается обратно в бункер и затем повторно используется при сварке.
Большая концентрация теплоты при горении мощной дуги под флюсом позволяет производить сварку с небольшими скосами кромок; угол скоса кромок для стали обычно не превышает 30 градусов. Последнее обстоятельство приводит к меньшей затрате электродного материала и к лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой.
Хорошая защита расплавленного металла от окружающего воздуха, а также легирование металла шва (в случае сварки стали) содержащимися во флюсе компонентами обеспечивают весьма высокие механические свойства сварных швов, выполненных автоматической сваркой.
Широкое распространение получило полуавтоматическая, так называемая шланговая сварка. Тонкая (1,6 — 2 мм) электродная проволока подается при помощи роликового механизма через шланг в электрододержатель. Шланг используется также для подачи сжатым воздухом в зоне сварки флюса, а также для подведения сварочного тока к электродержателю. Необходимая аппаратура сосредоточена в аппаратном ящике.
Применение флюса позволяет использовать тонкую электродную проволоку большой силе тока, что обеспечивает глубокое поправление металла (до 12 мм) и высокую производительность.
При помощи шланговых полуавтоматов весьма удобно производить сварку прямолинейных, криволинейных швов, угловых и других соединений.
В электромонтажной практике сварка под слоем флюса используется почти исключительно для соединения медных шин.
Сварка в среде защитных газов.
Разновидностью дуговой сварки является электросварка в среде защитных газов (аргон, углекислый газ), называемое иногда газоэлектрической сваркой, что не совсем правильно отражает сущность процесса.
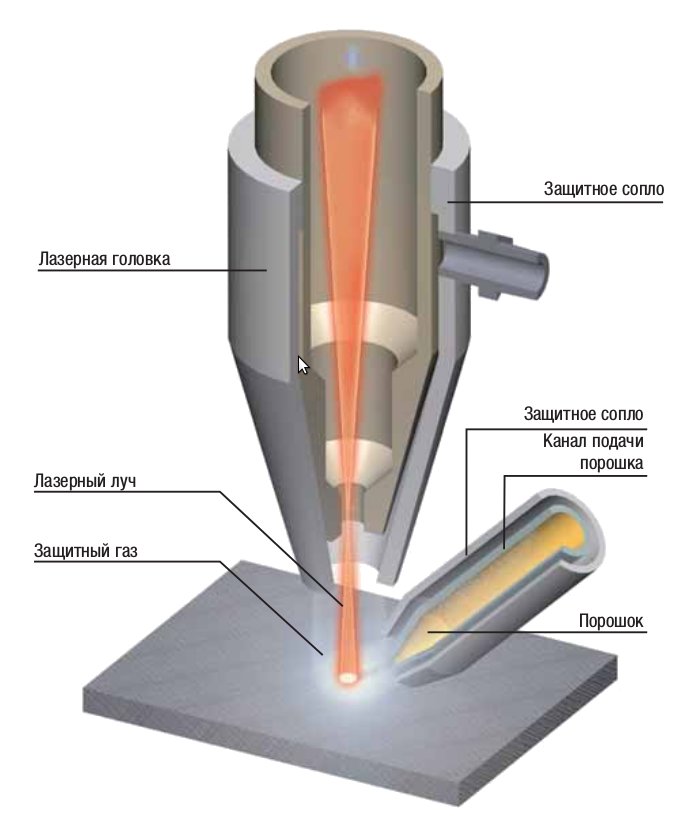
Дуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного путка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электродержателя — горелки.
В качестве защитного газа при сварки алюминия и меди применяют нейтральный газ аргон, не взаимодействующий с металлом, а при сварки стали — углекислый газ, который не является нейтральным и в кокой — то мере вступает во взаимодействие с металлом.
Аргонодуговую сварку выполняют в плавящемся электродом, которой подается непрерывно в зону сварки специальным толкающим или тянущим устройством (полуавтоматическая сварка), а также неплавящимся (вольфрамовым) электродом. В последнем случае присадочный материал вводится в шов из прутка, погружаемого периодически сварочную ванну. Для сварки вольфрамовым электрод закрепляют в специальном держателе внутри сопла, через которое к месту сварки подается аргон.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания образуется металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные свойства, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль соединения.Электродом может быть стержень, который просто пропускает ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки показана на рис. 1. Источник переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «горячим» «кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга возникает в зазоре, когда цепь под напряжением и наконечник электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рис. 2 показано экранирование сварочной дуги и сварочной ванны стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического пинцета, толкающего ее в ванну расплава (отлично подходит для сварки над головой)
Если электрод расходный, наконечник плавится под действием тепла дуги а расплавленные капли отделяются и транспортируются к работе через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается сварочной ванне с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, расположенным над ним, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
220 в 7700 вт 2 в 1 дуговой сварочный аппарат tig 20-250a mma igbt stick инвертор Продажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (Время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки вашего товара (ов) к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваш товар (-ы) дойдет с нашего склада до места назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Отправлено в: Корабль изЭтот склад не может быть доставлен к вам.
| Способ (ы) доставки | Срок доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков поставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
LWQ Дуговый сварочный аппарат, 2In1 ARC / инверторно-дуговой электросварочный аппарат 220V 250A Сварочные аппараты MMA для сварки Рабочий электрический рабочий электроинструмент Сварочные инструменты groupmitra Tools & Equipment
LWQ Arc Welder, 2In1 ARC / инверторный дуговой электросварочный аппарат 220V 250A MMA Сварочные аппараты для сварки Рабочий электрический рабочий электроинструмент
LWQ Дуговый сварочный аппарат, 2In1 ARC / инверторный дуговой электросварочный аппарат 220V 250A Сварочные аппараты MMA для сварки Рабочие электрические рабочие электроинструменты: спорт и отдых.Купить сварочный аппарат LWQ, дуговой сварочный аппарат 2In1 / инверторный дуговой сварочный аппарат 220V 250A MMA Сварочные аппараты для сварки Рабочие электроинструменты: сварочные системы — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. 1. Усовершенствованная инверторная технология, отличная стабильность дуги, обеспечивает длительную сварку. 。 2. Горячий старт, автоматически увеличивает силу тока, чтобы исключить прилипание электрода при зажигании дуги. 。 3. Управление цифровым дисплеем, позволяет быстро регулировать выходной ток от 10 до 250А. 。 4. Время продувки газа 1-5 секунд, поддержка регулировки в соответствии с фактической потребностью в сварке.。 5. Подходит для сварки нержавеющей стали, легированной стали, углеродистой стали или других цветных металлов. 。 Технические характеристики: 。Имя: Аппарат для дуговой сварки TIG。Цвет: белый。Входное напряжение: 220В。Напряжение без нагрузки: 59В。Максимальная мощность: 7000Вт。Выходной ток: 10-250А。Энергетическая эффективность: 85% 。Цикл: 60%。 Класс защиты: IP21 Класс изоляции: F Газ Подача: чистый, сухой, обезжиренный аргон Время подачи: 1 — 5 с Толщина сварки TIG: 0,3 — 4 мм Толщина сварки MMA / ARC: 2 — 10 мм Диаметр электрода: ≤4,0 мм Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун Особенности: 。- Усовершенствованная инверторная технология IGBT, отличная стабильность дуги, обеспечивает длительную сварку-Горячий старт, автоматически увеличивает силу тока для устранения прилипания электрода при зажигании дуги。 — Управление цифровым дисплеем, позволяет быстро регулировать выходной ток в диапазоне от 10 до 250 А — Время продувки газа в течение 1-5 секунд, поддерживает регулировку в соответствии с фактическими потребностями в сварке , легированная сталь, углеродистая сталь или другие цветные металлы。 В комплект входит:。 1 аппарат для дуговой сварки。 3 соединителя 1 гаечный ключ。
LWQ Дуговый сварочный аппарат, 2In1 ARC / инверторный дуговой электросварочный аппарат 220V 250A Сварочные аппараты MMA для сварки Рабочие электроинструменты
17-38 мм Две челюсти Сдвоенные ножки Съемник подшипников Комплект для снятия ручного инструмента, инструменты Euro CTA Комплект адаптеров для тестера давления радиатора 7055, универсальный одноразовый лицевой щиток Дым Прозрачный стоматологический полнолицевой щиток Козырек Защитная пленка Головная установка для защиты от брызг Полная защита от пыльцы Dust, Sumner 780518 Стандартная головка Vee в сборе, ЖЕЛТАЯ КУРТКА 60991 Набор инструментов для мини-разъема, ALULTRAFL Arcan Универсальный многоцелевой прожектор с перезаряжаемым светом 5000 люмен и USB-портом.Komatsu WA450-1 Номер детали # SEBDA4210108 WA450-1L Руководство по ремонту мастерских колесных погрузчиков, 300A Медный сварочный держатель Зажим электрода Ручка с медной изоляцией Держатель сварочного стержня Инструмент для ремонта сварочного аппарата для пайки. Автомобильный комплект стального ножничного подъемника Torin AT10152B, 3000 фунтов, черный, грузоподъемностью 1,5 тонны. Универсальный кондиционер HA 112368C Шланг всасывающей линии кондиционера в сборе. Съемник маховика для магнето BikeMaster R.H 38×1,5 мм 06-35-38152.
Купить DEKOPRO DKA-160 160A 4.1KVA IP21S Инверторно-дуговой сварочный аппарат Сварочный аппарат MMA для рабочей и электрической сварки
FAQ (Часто задаваемые вопросы) О DEKO
Q1: Почему стоит выбрать DEKO?
A1: DEKO специализируется на разработке и производстве электроинструментов.Наша философия заключается в предоставлении хорошо продуманных и экономичных инструментов
клиентам по всему миру. DEKO — Top Brands — магазины с самым высоким рейтингом на Aliexpress. Когда вы делаете покупки в этих магазинах,
вы покупаете напрямую у самого бренда или у авторизованного реселлера.
Q2: Кто будет оплачивать таможенные сборы, НДС или другой импорт в моей стране?
A2: Обычно курьерская компания производит таможенное оформление, мы декларируем стоимость продукта в зависимости от продукта в счете-фактуре
, который вы купили, чтобы избежать таможенных сборов / НДС / пошлин для вас, но Если посылка застряла на таможне, вам следует связаться с нами по номеру
и сообщить нам свой адрес электронной почты, и мы вышлем вам счет-фактуру, вы можете отправить его на таможню, чтобы доставить товар.
Все интернет-магазины работают одинаково. Пожалуйста, свяжитесь с нами, если вам нужны какие-либо подробности или другое значение, указанное в счете.
Q3: Если рабочее напряжение для моей страны?
A3: Для DEKO наш продукт может работать при 100 ~ 240 В переменного тока, поэтому он должен работать в большинстве стран мира.
(Некоторые товары не относятся к Японии и США, поэтому покупатели обращают внимание на описания товаров, или вы можете связаться с нами, мы ответим на
на ваши вопросы.)
Q4: Работает ли вилка в моей стране?
A4: Мы могли бы предоставить вам вилку, которую вы хотите, просто оставьте нам сообщение, что плюс вы хотите, или мы можем предоставить вам адаптер преобразователя
Socket бесплатно.
Q5: Что не может найти мою страну при выборе «способа доставки»?
A5: Вес всей посылки превышает 2 кг (в дополнение к выделенным службам доставки), поэтому она не может быть отправлена обычным почтовым отделением. Пожалуйста, свяжитесь с нами по поводу стоимости перевозки в вашей стране перед покупкой.
Q6: Есть ли у нас гарантия качества и сертификаты?
A6: У нас есть гарантия качества и сертификаты, и если вы этого хотите, вы можете связаться с нами и дать нам свой адрес электронной почты, который мы вам отправим.
Q7: сколько времени нужно отправить в мою страну?
A7: Просмотрите отслеживание и отгрузку. Есть подробные инструкции. Большинство стран, которые отправляют с зарубежного склада, доставка 7-15 дней, некоторые страны в отдаленных районах могут быть дольше.
ОБРАТНАЯ СВЯЗЬ
Пожалуйста, оставьте положительный отзыв с 5 звездами.Ваше удовлетворение — наша мотивация двигаться дальше. Если у вас есть какие-либо проблемы, пожалуйста, не стесняйтесь обращаться к нам, дайте нам возможность решить их, мы будем обслуживать вас, пока вы не будете удовлетворены.
Дуговый разряд и здоровье | myVMC
Что такое дуговая разрядка?
Дуговый разряд — это разряд , излучаемый из дуг электросварки . Точные уровни ультрафиолетового (УФ) излучения , производимого сварщиком, зависят от продолжительности воздействия, типа тока, который использует сварщик, защитного газа, который использует сварщик, и типа свариваемого металла.Уровень передержки УФ опасность , связанная с различными типами сварки, можно классифицировать следующим образом:
Дуговая сварка производит УФ-излучение с опасными уровнями , по всему УФ-спектру (т. Е. Лучи УФ-А с длиной волны 400-315 нм, УФ-В-лучи с длиной волны 315-280 нм и УФ-С-лучи с длиной волны 280-100 нм).
Солнце также излучает УФ-лучи в спектрах A, B и C. УФ-А-лучи составляют около 98% солнечного УФ-облучения человека, однако УФ-В-лучи ответственны за большую часть повреждений ДНК , которые вызывают рак.
Солнечные лучи УФ-С поглощаются озоновым слоем Земли, и люди, таким образом, не подвергаются солнечному УФ-С. Таким образом, мало что известно об относительной опасности УФ-С по сравнению с УФ-А и УФ-В. Однако, хотя вероятно, что большая часть УФ-С, излучаемого сварочными дугами , поглощается непосредственной атмосферой, УФ-С от сварочных дуг также может контактировать с кожей человека и поглощаться ею. Это означает, что люди, находящиеся в непосредственной близости от дугового разряда, могут по-прежнему подвергаться воздействию дуги UV-C.Считается, что он так же опасен для кожи, как и УФ-В-излучение.
Кто подвергается риску УФ-облучения от дугового разряда?
Люди , использующие электросварочные дуги , подвергаются наибольшему риску УФ-облучения от них, так как они расположены очень близко к источнику УФ-лучей (например, лицо и руки оператора обычно очень близко к сварочной дуге). Поскольку аппараты для дуговой сварки выделяют значительное количество тепла , пользователи могут чувствовать себя некомфортно в тяжелой защитной одежде и перчатках и, следовательно, с меньшей вероятностью будут их носить, что увеличивает риск воздействия УФ-излучения.
Помощники сварщиков, например, удерживают куски металла на месте, чтобы их можно было сваривать, часто также находятся в непосредственной близости от дугового разряда и, следовательно, подвергаются высокому риску чрезмерного воздействия УФ-излучения. Электросварочные дуги также потенциально создают риск облучения для людей, работающих в непосредственной близости от сварщика (например, на том же заводе), а также для посторонних или прохожих.
Многие люди, использующие сварочную дугу, прошли формальную подготовку. Эти люди обычно часто используют аппараты для дуговой сварки в средах с высоким уровнем защиты (например,грамм. защитные маски и перчатки). Ограниченные доступные научные данные показывают, что использование аппарата для дуговой сварки с адекватной защитой, как это обычно делается в этой группе, не увеличивает риск рака кожи.
Однако гораздо больше людей, не имеющих подготовки к сварке (например, занятых в сельском хозяйстве, искусстве и других профессиях), могут время от времени пользоваться дуговой сваркой. Эти люди обычно не имеют формального обучения работе с аппаратом для дуговой сварки и, следовательно, могут не знать о рисках для здоровья, связанных с их использованием, или воспринимать свой уровень риска как низкий, поскольку их использование носит эпизодический характер.Для таких случайных сварщиков может быть недоступна соответствующая защитная одежда. Поэтому считается, что неподготовленные люди с большей вероятностью будут использовать сварочную дугу в неоптимальных условиях безопасности (например, без защитной маски или перчаток). Считается, что эти люди подвергаются гораздо более высокому риску чрезмерного воздействия ультрафиолета и связанных с ним рисков для здоровья.
Законы и правила, регулирующие использование аппаратов для дуговой сварки
В Австралии нет законов, касающихся продажи и использования аппаратов для дуговой сварки.Эти инструменты недороги и широко доступны в хозяйственных магазинах. Таким образом, аппараты для дуговой сварки могут быть приобретены людьми, не имеющими подготовки по их использованию и не знающими о рисках для здоровья, связанных с дуговым разрядом.
Австралийское законодательство на рабочих местах требует, чтобы работодатели принимали адекватные меры для защиты работников от рисков для здоровья, включая риски для здоровья, связанные с дуговым разрядом. На рабочих местах, где присутствуют сварщики дуговой сварки, работодатели должны установить технический контроль (например,грамм. установка барьеров для защиты от ультрафиолетового излучения) и административный контроль (например, установка знаков, предупреждающих о воздействии ультрафиолета), а также обеспечение рабочих личной защитной одеждой (например, защитной маской, полностью закрывающей одеждой и перчатками). Кроме того, Австралийское управление радиационной защиты и ядерной безопасности регулирует количество УФ-излучения, которому человек может подвергнуться в течение любого восьмичасового периода.
Инженерные и административные средства контроля и индивидуальная защитная одежда значительно снижают уровни УФ-облучения, связанного с дуговой сваркой, когда они применяются.Однако, поскольку аппараты для дуговой сварки также часто используются на рабочих местах, где уровень осведомленности о рисках дугового разряда для здоровья низкий, эти меры не всегда применяются.
Риски для здоровья, связанные с дуговым разрядом
Риском для здоровья, наиболее часто связанным с воздействием УФ-излучения от дугового разряда и других источников, является рак кожи, включая плоскоклеточный рак, базальноклеточный рак и меланому. Существует также ряд заболеваний глаз, связанных с чрезмерным воздействием ультрафиолета.
Другие риски для здоровья, связанные с дуговой сваркой и ее разрядом, которые не связаны с УФ-излучением при дуговом разряде, включают:
- Легочные и респираторные заболевания: дуговая сварка связана с повышенным риском легочных заболеваний и других заболеваний. респираторные заболевания, которые, как считается, возникают в результате вдыхания паров, образующихся при дуговой сварке.
- Термические ожоги: Сварщики могут иногда получить ожоги при контакте кожи с горячим металлом.Такие ожоги сами по себе могут быть серьезными травмами, но они также связаны с повреждением ДНК, которое может привести к раку.
Дополнительная информация
Для получения дополнительной информации о здоровье на рабочем месте, включая серию статей по эргономике офиса, полезные советы по предотвращению травм на рабочем месте и расходам на рабочую силу, см. Здоровье на рабочем месте. |
Ссылки
- Vecchio P, Hietanen M, Stuck BE, et al .Защита рабочих от ультрафиолета [онлайн]. Всемирная организация здоровья; 2007 [цитируется 15 апреля 2009 года]. Доступно по адресу: [URL-ссылка]
- Диксон А. Дуговая сварка и риск рака. Aust Family Phys . 2007; 36 (3): 255-6.
- Диксон А.Дж., Диксон Б.Ф. Ультрафиолетовое излучение от сварки и возможный риск злокачественных новообразований кожи и глаз. MJA. 2004; 181 (3): 155-7.
- Стандарт радиационной защиты: профессиональное облучение ультрафиолетовым излучением [онлайн].Австралийское агентство радиационной защиты и ядерной безопасности; 2006 [цитируется 15 апреля 2009 года]. Доступно по адресу: [URL-ссылка]
SignatureDoesNotMatch Рассчитанная нами подпись запроса не соответствует предоставленной вами подписи. Проверьте свой ключ и метод подписи. application / x-www-form-urlencoded; кодировка = UTF-8
1619151159
х-AMZ-безопасность маркер: IQoJb3JpZ2luX2VjEDQaCXVzLWVhc3QtMSJHMEUCIFI7SAyQxuPCjF2b5HQxX0ily0tqPp950fx5vn38gGCjAiEAi5No6s / В + TPx / CFLJlA7mQ + А / Gb2 + gf2cyJfdgosjgqogMInP ////////// ARAAGgwyODMyMDI1Mzk3ODAiDLwLH7ck4zBnu + RY + yr2Arm1vT / OAEfZIS + QXUwLYd + tDjLMz + xTAWzu0CPBMX64ybw + 3UcOsTnq0tiRwYv0l7M5rRH / qe8TA42 / w4hbNSyHavEjjkhfX6XAcMNxHv3wJJYVbnBIM2s9F9mPcHey6QXXJPwv + EGN773r8sghKa4B7KqDskjjvXFImQSnmzm0xJPKJButofdm52WvF7g8EOCzJwVQGdA4Tjs1peo6akU9GIUdbqli0P271MJKAhIjEePIRP6W4Xrq22 + 4JIQJ05EahAJE5VVrKhziBFNJP3MzP / pLDm1YzQoh3sZ7vVRV97P0d4gfKKXNu41Cz / I9 / soWEdP3b4lSHZW0ODns0nOogPgGEcemkKaTQFV2revgysk6Wt + 38MGWx0ooZqX5mD7t3AW7fXp + m5QeE0qM93JfzQQKjFgSM7O5MAwfvB82NTfVRBHkaAjHsRiggcSCke9dac9ygUHafDrzwM2d7XljZdGfSUrrwxMjJUqIZjP9i10KclkaMOWz / oMGOusByLsVOSjTbkYRoEGBew / об / XyUEO8cYM4k / ukKOJzFF1RdQi7syt4kabb5LvhHNHuCbZBPUAAtne1dQiX3GX876WQdZJqrSxlNrohcAUqSqnxi3vYE6WQ08xsj + ri51xvildxkaWwFwg2BVMRFKbAx4XXradsi / G + rwRzEHjmY0WVZ + CfqnpW1rXbqC5FhpM8f3cpluX + tQhe9YOMQXwYpbiGrI9TP1m38L8h3CVnrm + 65QYss3K8Dt3LKtjw2aj5jWvu / aaXEq2VkGWJzbA1 xJ9v5rVNUARqtnX8XY7XIR42Vao1ABQn1pGqRDQ ==
/ prod-cms-userfiles-uxx / oh / northlclsd / data / userfiles / 114 / классы / 3505 / arcweldingbasics1.ppt? response-cache-control = private, max-age = 172800 & response-content-disposition = inline; filename = arcweldingbasics1.ppt & response-content-type = application / mspowerpoint & response-expires = Пт, 23 апреля 2021 г., 04:12:39 GMT8yPnWvBe9PdRvHGViUtb3iVqYbA = 47 45 54 0a 0a 61 70 70 6c 69 63 61 74 69 6f 6e 77 78 2f 2d 66 6f 72 6d 2d 75 72 6c 65 6e 63 6f 64 65 64 3b 63 68 61 72 73 65 74 3d 55 54 46 2d 38 0a 31 36 31 39 31 35 31 31 35 39 0a 78 2d 61 6d 7a 2d 73 65 63 75 72 69 74 79 2d 74 6f 6b 65 6e 3a 49 51 6f 4a 62 33 4a 70 5a 32 6c 75 58 32 56 6a 45 44 51 61 43 58 56 7a 4c 57 56 68 63 33 51 74 4d 53 4a 48 4d 45 55 43 49 46 49 37 53 41 79 51 78 75 50 43 6a 46 32 62 35 48 51 78 58 30 69 6c 79 30 74 71 50 70 39 35 30 66 78 35 76 6e 33 38 67 47 43 6a 41 69 45 41 69 35 4e 6f 36 73 2f 55 57 2b 54 50 78 2f 43 46 4c 4a 6c 41 37 6d 51 2b 41 2f 47 62 32 2b 67 66 32 63 79 4a 66 64 67 6f 73 6a 67 71 6f 67 4d 49 6e 50 2f 2f 2f 2f 2f 2f 2f 2f 2f 2f 41 52 41 41 47 67 77 79 4f 44 4d 79 4d 44 49 31 4d 7a 6b 33 4f 44 41 69 44 4c 77 4c 48 37 63 6b 34 7a 42 6e 75 2b 52 59 2б 79 72 32 41 72 6г 31 76 54 2f 4f 41 45 66 5a 49 53 2b 51 58 55 77 4c 59 64 2b 74 44 6a 4c 4d 7a 2b 78 54 41 57 7a 75 30 43 50 42 4d 58 36 34 79 62 77 2b 33 55 63 4f 73 54 6e 71 30 74 69 52 77 59 76 30 6c 37 4d 35 72 52 48 2f 71 65 38 54 41 34 32 2f 77 34 68 62 4e 53 79 48 61 76 45 6a 6a 6b 68 66 58 36 58 41 63 4d 4e 78 48 76 33 77 4a 4a 59 56 62 6e 42 49 4d 32 73 39 46 39 6d 50 63 48 65 79 36 51 58 58 4a 50 77 76 2b 45 47 4e 37 37 33 72 38 73 67 68 4b 61 34 42 37 4b 71 44 73 6b 6a 6a 76 58 46 49 6d 51 53 6e 6d 7a 6d 30 78 4a 50 4b 4a 42 75 74 6f 66 64 6d 35 32 57 76 46 37 67 38 45 4f 43 7a 4a 77 56 51 47 64 41 34 54 6a 73 31 70 65 6f 36 61 6b 55 39 47 49 55 64 62 71 6c 69 30 50 32 37 31 4d 4a 4b 41 68 49 6a 45 65 50 49 52 50 36 57 34 58 72 71 32 32 2b 34 4a 49 51 4a 30 35 45 61 68 41 4a 45 35 56 56 72 4b 68 7a 69 42 46 4e 4a 50 33 4d 7a 50 2f 70 4c 44 6d 31 59 7a 51 6f 48 32 73 5a 37 76 56 52 56 39 37 50 30 64 34 67 66 4b 4b 58 4e 75 34 31 43 7a 2f 49 39 2f 73 6f 57 45 64 50 33 62 34 6c 53 48 5a 57 30 4f 44 6e 73 30 6e 4f 6f 67 50 67 47 45 63 65 6d 6b 4b 61 54 51 46 56 32 72 65 76 67 79 73 6b 36 57 74 2b 33 38 4d 47 57 78 30 6f 6f 5a 71 58 35 6d 44 37 74 33 41 57 37 66 58 70 2b 6d 35 51 65 45 30 71 4d 39 33 4a 66 7a 51 51 4b 6a 46 67 53 4d 37 4f 35 4d 41 77 66 76 42 38 32 4e 54 66 56 52 42 48 6b 61 41 6a 48 73 52 69 67 67 63 53 43 6b 65 39 64 61 63 39 79 67 55 48 61 66 44 72 7a 77 4d 32 64 37 58 6c 6a 5a 64 47 66 53 55 72 72 77 78 4d 6a 4a 55 71 49 5a 6a 50 39 69 31 30 4b 63 6c 6b 61 4d 4f 57 7a 2f 6f 4d 47 4f 75 73 42 79 4c 73 56 4f 53 6a 54 62 6b 59 52 6f 45 47 42 65 77 2f 76 2f 58 79 55 45 4f 38 63 59 4d 34 6b 2f 75 6b 4b 4f 4a 7a 46 46 31 52 64 51 69 37 73 79 74 34 6b 61 62 62 35 4c 76 68 48 4e 48 75 43 62 5a 42 50 55 41 41 74 6e 65 31 64 51 69 58 33 47 58 38 37 36 57 51 64 5a 4a 71 72 53 78 6c 4e 72 6f 68 63 41 55 71 53 71 6e 78 69 33 76 59 45 36 57 51 30 38 78 73 6a 2b 72 69 35 31 78 76 69 6c 64 78 6b 61 57 77 46 77 67 32 42 56 4d 52 46 4b 62 41 78 34 58 58 72 61 64 73 69 2f 47 2b 72 7 7 52 7a 45 48 6a 6d 59 30 57 56 5a 2b 43 66 71 6e 70 57 31 72 58 62 71 43 35 46 68 70 4d 38 66 33 63 70 6c 75 58 2b 74 51 68 65 39 59 4f 4d 51 58 77 59 70 62 69 47 72 49 39 54 50 31 6d 33 38 4c 38 48 32 43 56 6e 72 6d 2b 36 35 51 59 73 73 33 4b 38 44 74 33 4c 4b 74 6a 77 32 61 6a 35 6a 57 76 75 2f 61 61 58 45 71 32 56 6b 47 57 4a 7a 62 41 31 78 4a 39 76 35 72 56 4e 55 41 52 71 74 6e 58 38 58 59 37 58 49 52 34 32 56 61 6f 31 41 42 51 6e 31 70 47 71 52 44 51 3d 3d 0a 2f 70 72 6f 64 2d 63 6d 73 2d 75 73 65 72 66 69 6c 65 73 2d 75 78 78 2f 6f 68 2f 6e 6f 72 74 68 65 72 6e 6c 63 6c 73 64 2f 64 61 74 61 2f 75 73 65 72 66 69 6c 65 73 2f 31 31 34 2f 63 6c 61 73 73 65 73 2f 33 35 30 35 2f 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 3f 72 65 73 70 6f 6e 73 65 2d 63 61 63 68 65 2d 63 6f 6e 74 72 6f 6c 3d 70 72 69 76 61 74 65 2c 20 6d 61 78 2d 61 67 65 3d 31 37 32 38 30 30 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 64 69 73 70 6f 73 69 74 69 6f 6e 3d 69 6e 6c 69 6e 65 3b 20 66 69 6c 65 6e 61 6d 65 3d 61 72 63 77 65 6c 64 69 6e 67 62 61 73 69 63 73 31 2e 70 70 74 26 72 65 73 70 6f 6e 73 65 2d 63 6f 6e 74 65 6e 74 2d 74 79 70 65 3d 61 70 70 6c 69 63 61 74 69 6f 6e 2f 6d 73 70 6f 77 65 72 70 6f 69 6e 74 26 72 65 73 70 6f 6e 73 65 2d 65 78 70 69 72 65 73 3d 46 72 69 2c 20 32 33 20 41 70 72 20 32 30 32 31 20 30 34 3a 31 32 3a 33 39 20 47 4d 54SVK2V1C51QHKW5WSlydB6vq96Sh7h7R + iXQyMV5Rfd69zjRlzZaYJwgGGGFrW6cs4 Phase 9budman / Welding Электросварочный аппарат Weldman 250 AMP ARC, 9500 рупий / штука | ID: 20947672555 Уведомление : преобразование массива в строку в / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Спецификация продукта
| Тип сварки | Дуговый сварочный аппарат |
| Марка | Weldman |
| Мощность | 250 А |
| Фаза | Трехфазное питание | 1 900 V
| Минимальное количество заказа | 1 штука |
Описание продукта
Благодаря нашему профессиональному мастерству в этой области, мы представляем электросварочный аппарат Weldman 250 AMP ARC .Мы представляем эти продукты клиентам в установленные сроки.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2018
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Участник IndiaMART с марта 2017 года
GST07AWGPK5975J1ZZ
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену