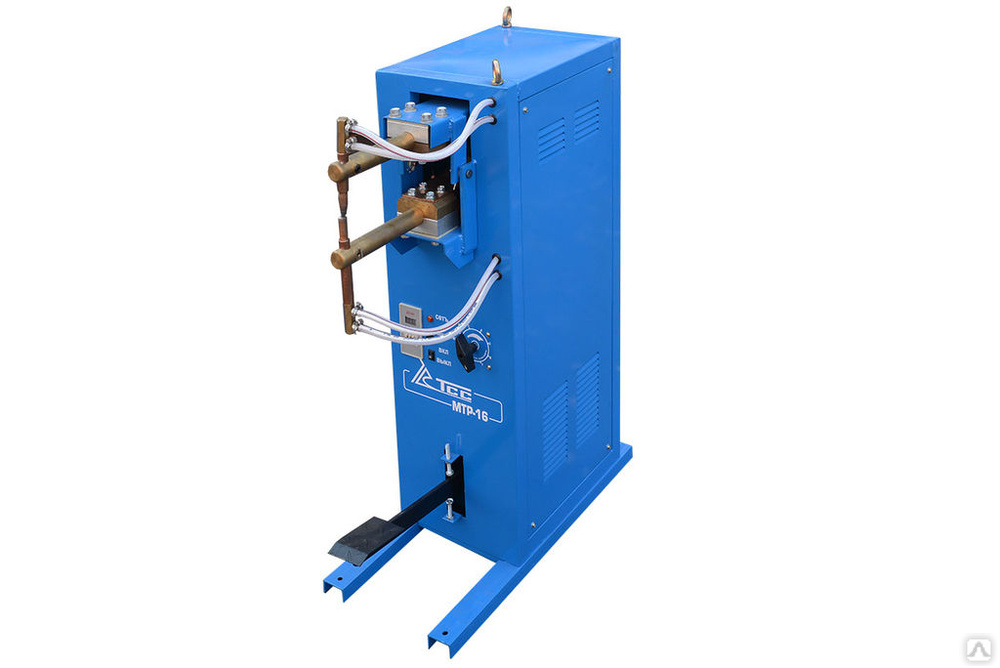
Стационарные машины контактной точечной сварки Electrex THI 30, THI 50
Стационарная машина контактной точечной сварки переменного тока с радиальным ходом верхнего электрода с механическим и пневматическим приводом Electrex THI 30 и THI 50.
Стационарные машины контактной точечной сварки THI 30 / THI 50 производится на португальском предприятии ELECTREX, сертифицированном по стандарту ISO, в строгом соответствии с Европейскими стандартами. Соответствует требованиям CE (продукт соответствует всем соответствующим законодательствам Европейского Союза и имеет право размещения и продажи на рынке в ЕС), ROHS (отсутствие либо ограниченное содержание вредных веществ при производстве) и ГОСТ-Р (межгосударственный стандарт в СНГ). Предприятие Electrex производит профессиональное сварочное оборудование с 1946 года и уже зарекомендовало себя под множеством других брендов на европейском, африканском, латиноамериканском рынках.
В настоящее время в различных областях промышленности широко применяются машины контактной точечной сварки, так как они имеют массу преимуществ.
Стационарные машины контактной точечной сварки THI 30 / THI 50 предназначены для сварки листов различных групп сталей низкоуглеродистых, легированных и высоколегированных. Аппарат контактной точечной сварки прекрасно сваривает титановые и алюминиевые сплавы. Машины контактной сварки очень выгодно использовать при массовом производстве автомобильного транспорта, различного вида пассажирских вагонов и нестандартного оборудования, а также при монтаже рельсовых путей. Около 90% объема сварочных операций в этих областях выполняются контактной сваркой.
- Машина оснащена встроенным регулятором – манометром давления. Регулировка усилия на электродах осуществляется при помощи регулятора.
- Машины оборудованы автоматическим распознаванием частоты (50/60 Гц). Мощность аппаратов 30 КВА /50 КВА.
 Питание 400В или 230В (на заказ).
Питание 400В или 230В (на заказ). - Машины контактной сварки оборудованы встроенным микропроцессным блоком управления сварочными параметрами. Удобное расположение блока управления позволяет оператору следить за режимами сварки в процессе работы.
- Система водяного охлаждения плеч, электродов и держателей электродов позволяет увеличить срок службы оборудования.
- Программирование сварочного цикла. Регулирование времени сварки, импульса тока, длительности паузы и времени сжатия.
- Стационарные машины контактной точечной сварки Electrex THI 30, THI 50 оборудованы различными панелями управления.
- Модели позволяют производить непрерывную сварку в автоматическом цикле с максимальной скоростью 172 цикла в минуту. Регулирование времени сжатия (функция «squeeze»).
 Питание 400В или 230В (на заказ).
Питание 400В или 230В (на заказ).
Панель управления Digit позволяет регулировать следующие настройки:
- Double impulse – двойной импульс отдельными параметрами сварки.
- Cold time – пауза между импульсами.
- Функция сжатия до начала сварки, для регулировки положения электрода перед сваркой.

Панель управления Digimatic позволяет производить автоматическую сварку с дополнительными функциями:
- Squeeze time – программирование времени сжатия, контакта перед сваркой.
- Cold time – пауза между импульсами.
- Hold time – функция постепенного охлаждения для избегания деформаций свариваемой детали.
На сайте указана стоимость модели THI 30 с встроенной панелью управления Digit — стоимость моделей THI 30/THI 50 с выносной панелью управления Digit / Digimatic необходимо уточнять дополнительно по запросу.
| Технические характеристики | THI 30 | THI 50 |
| Толщины углеродистой / нержавеющей стали, мм |
4+4 / 2. 5+2.5 5+2.5
|
5+5 / 3+3 |
| Арматура / пруток, мм | 15+15 / 8+8 | 20+20 / 12+12 |
| Номинальное напряжение, В | 1-3.4 | 1-4 |
| Mаксимальная мощность при сварке, кВА | 30 | 50 |
| Входное напряжение, В | 2*400 | 2*400 |
| Предохранители замедленного действия, А | 40 | 50 |
| Дистанция между плечами, мм | 200 | 200 |
| Вылет плеча (мин / макс), мм | 340-480 (200-1000) | 340-480 (200-1000) |
| Диаметр плеча, мм | 45 | 45 |
| Диаметр держателя электрода, мм | 25 | 25 |
| Диаметр электрода, мм | 20 | 20 |
| Раскрытие электродов, мм | 100 | 100 |
| Давление сжатого воздуха, бар | 4-8 | 4-8 |
| Расход водяного охлаждения, л/мин | 4 | 4 |
Количество точечных соединений в минуту, ед. /мин. /мин.
|
172 | 172 |
| Масса брутто, кг | 164/162 | 178/176 |
| Габаритные размеры, см | 128*45*105 | 128*45*105 |
Машина контактной точечной сварки — 1 шт
Электродержатели 450 мм — 2 шт
Электроды прямые — 2 шт
Инструкция — 1 шт
Дополнительно: Блок водяного охлаждения электродов для машин контактной сварки FRIGOMIX 5 THI — 957 евро
Дополнительно: Подставка для блока охлаждения FRIGOMIX 5 THI — 35 евро
Чтобы приобрести товар в нашем интернет-магазине выберите подходящий товар и добавьте его в корзину, нажав кнопку «Купить». Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
При оформлении быстрого заказа, укажите ФИО, телефон и e-mail. Вам перезвонит или напишет наш менеджер и уточнит условия заказа.
Как оформить свой заказ? Нужно добавить информацию в соответствующие поля: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Для того чтобы оплатить товар как Юридическое лицо, нужно прислать на почту [email protected] реквизиты Вашей организации и указать позиции, которые хотите приобрести.
Для физических лиц предусмотрены следующие способы оплаты:
- Наличными при самовывозе из офиса в г. Санкт-Петербург.
- Оплата по QR-коду, при выставлении счета.
- Банковским переводом по нашим реквизитам.
- Наложенным платежом.
Вы можете выбрать один из следующих вариантов доставки заказанного Вами товара:
- Самовывоз из офиса.
- Доставка курьерскими службами по РФ и СНГ (EMS Почта России).
- Доставка транспортными компаниями: ТК «Деловые линии», ТК «СДЭК», ТК «Байкал Сервис».

Машина контактной точечной сварки МТ-19092-750 — цена, описание и характеристики
Комплект наконечников и силовой кабель в ПОДАРОК! Вылет может быть увеличен до 1000 мм.
Машина контактной точечной сварки МТ 19092 с вылетом 750 мм и линейным ходом предназначена для точечной сварки переменным током деталей и самих изделий из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, В3. Контактный аппарат обладает высокой надежностью, быстродействием и невысокой ценой и отличается удобной и интуитивно понятной панелью управления, позволяющей проводить настройку циклов сварки в широком диапазоне.
Внимание!!! Наши конструкторы разработали технологию для контактной сварки армокаркасов не ограниченных размеров.
Единственные ограничения
-размеры ячейки от 100х100 мм
-диаметр свариваемых прутков арматуры до 16+16 мм
Звоните или присылайте ТЗ по электронной почте
При увеличении длины хоботов сварочный ток снижается, т.
Особенности:
Компактная, быстродействующая и простая в эксплуатации машина универсального назначения.
Встроенное охлаждение электродов и трансформатора.
Пневматический привод.
Отличный внешний вид.
Быстрая настройка и перенастройка режимов сварки.
За счет оптимальной электрической конструкции потребление значительно НИЖЕ!!!, чем у машин других производителей.
- Бренд
- Ход верхнего электрода
- Привод сжатия
- Напряжение питания,В
- Диапазон толщин свариваемых деталей,мм арматура до 12+12, лист до 3+3, арматура до 10+10, арматура до 8+8, лист до 1,5+1,5, арматура до 6+6, арматура до 4+4, лист до 0,8+0,8
- Число ступеней регулирования сварочного тока 4
- Потребляемый ток в момент сварочного импульса,А 400
- Количество охлаждающей жидкости (л) 5
- Номинальное усилие сжатия электродов (кг) 400
- Охлаждение автономное, жидкостное
- Охлаждающая жидкость тосол, вода
Толщины свариваемых деталей, мм: |
|
листовая сталь (оптимальные режимы сварки): | 4+4 |
листовая сталь (мягкий, многоимпульсный режимы): | 5+5 |
проволока, арматура (оптимальные режимы сварки): | 10+10 |
проволока, арматура (мягкий, многоимпульсный режимы): | 12+12 |
алюминий и его сплавы: | 1,0+1,0 |
Максимальная производительность, сварок в мин: | 150 |
Продолжительность включения (ПВ) %: | 15 — 36 |
Вылет электродов, мм: | 750 |
Диапазон сварочных токов, кА: | 9 — 19 |
Номинальный сварочный ток, кА: | 16 |
Число ступеней регулирования сварочного тока: | 4 |
Напряжение сети, В: | 3 х 380 |
Максимальная потребляемая мощность в импульсе, кВА: | 114 |
Потребляемый ток в момент сварочного импульса, А | 110 — 300 |
Выходное напряжение холостого хода, В: | 5,4 — 7 |
Максимальный рабочий ход верхнего электрода, мм: | 50 — 75 |
Номинальное усилие сжатия электродов, кгс | 100 — 400 |
Привод сжатия электродов: | пневматический |
Охлаждение: | жидкостное, автономное, скрытое |
Охлаждающая жидкость: | вода, смесь воды с тосолом |
Количество охлаждающей жидкости: | 4,5л |
Габаритные размеры, м: |
|
длина | 1,5 |
ширина | 0,4 |
высота | 1,6 |
Сухая масса, кг: | 250 |
Контактная сварка, машины для контактной точечной сварки
Стационарные машины | Настольные машины | Модульные машины | Для ремонта автомобильных кузовов |
Ручные клещи | Подвесные клещи | Односторонняя |
Конденсаторные установки | Тали-Балансиры | Измерительный инструмент |
Контактная сварка основывается на сильном нагреве участка сварки при помощи электрического тока, который должен пройти сквозь заготовки, а также на применении значительного давления. В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
Конечно, нередко в процессе используется машина точечной сварки. Интересно, что данное устройство вполне может быть изготовлено собственными руками. Конечно, эффективная работа при помощи такого агрегата может вестись исключительно с небольшими деталями; листами металла, толщина которых не превышает одного миллиметра; проволокой и прутками, диаметр которых не превышает 4 миллиметров. Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Как правило, контактная точечная сварка актуальна в том случае, если имеется необходимость в соединении листов металла, которые располагаются внахлест. Непосредственно места соединения отмечаются в тех точках, которые находятся на минимальном отдалении друг от друга. Заготовки, которые полностью готовы к процессу сварки, необходимо прижать электродами, чтобы через них начал проходить ток. Благодаря тому, что поверхность деталей отличается шероховатостью, площадь контакта оказывается ограниченной. Получается, что процесс основан на том, что по огромному числу каналов минимальной площади начинает активно двигаться ток. Разогрев данных каналов проходит с большей интенсивностью, нежели нагрев остальной площади, благодаря чему центральная точка контакта плавится. Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Интересно, что контактная сварка ведется как с расплавлением металлической поверхности, так и без него. Стыковой тип сварки, который предполагает плавление стыка, можно отнести к сварке сопротивления, а с оплавлением – сваркой при помощи оплавления. Для того чтобы добиться равномерного нагрева по всей площади сечения при сварке сопротивлением, необходимо идеально подготовить плоскости заготовок. Практика дает возможность убедиться в том, что сварка, основанная на оплавлении, значительно эффективнее, нежели вариант сварки, основанный на сопротивлении. Она дает возможность избежать процесса подготовки, помогает вести соединение разнородных металлических деталей со значительной площадью, а также заготовок сложной конфигурации.
Давление, без которого контактная точечная сварка неосуществима, дает возможность сделать плавящийся металл значительно плотнее, благодаря чему сварной шов оказывается в разы более прочным. Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Если принять во внимание то, какой уровень мощности имеет машина контактной сварки, каково давление, а также электропроводность свариваемых металлических поверхностей, можно четко определить необходимый рабочий режим. Время, в течение которого происходит нагрев, может варьироваться в значительном диапазоне показателей. Значительная продолжительность нагрева говорит о том, что время охлаждения также следует значительно увеличить, чтобы избежать появления на сварном шве трещин. Такой метод сварки принято называть мягким, актуальность его состоит в том, что он идеально подходит тем материалам, которые склонны к закалке, то есть для сталей с высоким процентом содержания углерода. Стали аустенитного типа предполагают использование исключительно жесткого режима сварки, при котором поверхности гарантированно не перегреются. Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
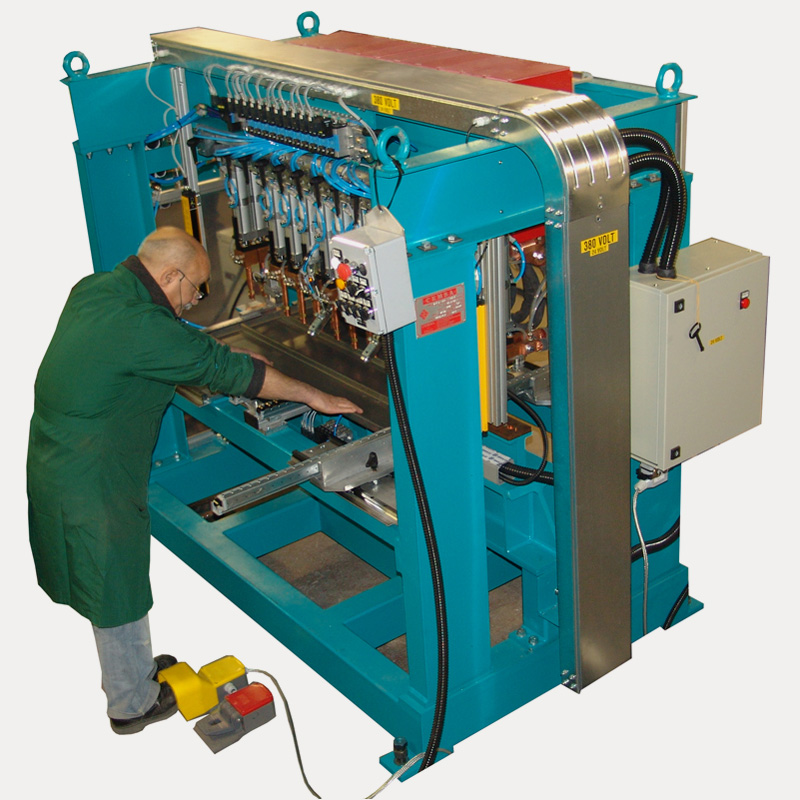
Машины для контактной точечной сварки 8001N-8009N — 35-80 кВА
Общие данные
- Модульная конструкция механической структуры, плеч, держателей, цилиндров.
- Цилиндр с хромированным штоком для высокоинтенсивного режима работы и продолжительного срока службы, регулируемое устройство остановки вращения.
- Пневматические компоненты, не требующие смазки; отсутствие паров масла и защита окружающей среды.
- Цилиндр двойного хода с кнопочным управлением.
- Встроенный фильтр сжатого воздуха. Устройство отсоединения подачи сжатого воздуха.
- Клапаны управления скоростью электрода, амортизатор для гашения удара в конце рабочего хода и глушители воздушного выхлопа, снижающие уровень шума до минимума.
- Двухступенчатое электроприводное педальное устройство,
производящее фиксацию и сварку деталей только в случае их правильного
позиционирования. Устройство стандартно поставляется с аппаратами
точечной сварки, для аппаратов рельефной сварки поставляется как
вариант комплектации.
- Подсоединение дополнительного двухступенчатого электроприводного педального устройства выполняется для прямого выбора сварочной программы № 2.
- Трансформатор с водяным охлаждением, пластины, держатели электродов и электроды; обмотки трансформатора – с покрытием из эпоксидной смолы.
- Синхронный контактор SCR, изолированный от контура водяного охлаждения защитным термостатом.
- Безопасное ручное управление с таймером, которое обеспечивает
наилучшую защиту и оснащено переключателем со съемным ключом.
Поставляется стандартно со всеми моделями аппаратов. Кнопочное ручное
управление поставляется стандартно только для моделей аппаратов
рельефной сварки (как вариант комплектации может поставляться для
аппаратов точечной сварки).
- Кнопка аварийного останова для немедленной остановки машины.
- Цифровое управление процессом сварки с прямым показанием сварочного тока.
 Устройство стандартно поставляется с аппаратами
точечной сварки, для аппаратов рельефной сварки поставляется как
вариант комплектации.
Устройство стандартно поставляется с аппаратами
точечной сварки, для аппаратов рельефной сварки поставляется как
вариант комплектации.
| Артикул | 8001N | 8002N | 8003N | 8004N | 8005N | 8005N 8031 |
8006N | 8007N | 8007N 8032 |
8009N | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальная мощность при ПВ 50% | кВ·А | 35 | 35 | 60 | 60 | 60 | 60 | 80 | 80 | 80 | 35 |
| Максимальная сварочная мощность | кВ·А | 80 | 60 | 125 | 92 | 200 | 150 | 115 | 300 | 230 | 88 |
| Ток короткого замыкания во вторичном контуре | кА | 18 | 13,05 | 22 | 16 | 35 | 26 | 17 | 45 | 34 | 20 |
| Максимальный ток при сварке алюминия | кА | 16,3 | 12,2 | 20 | 14,5 | 31,8 | 23,6 | 15,4 | 41 | 31 | 18 |
| Максимальный ток при сварке стали | кА | 14,4 | 10,8 | 17,6 | 12,8 | 28 | 20,8 | 13,6 | 36 | 27 | 16 |
| Допустимый ток по нагреву во вторичном контуре при 100% нагрузки | А | 4500 | 4500 | 5900 | 5900 | 5900 | 5900 | 6800 | 6800 | 6800 | 4500 |
| Переменное напряжение холостого хода во вторичном контуре | В | 5,4 4 |
5,4 4 |
7,1 6,3 5,6 5 |
7,1 6,3 5,6 5 |
7,1 6,3 5,6 5 |
7,1 6,3 5,6 5 |
8,3 7,5 6,7 6,1 |
8,3 7,5 6,7 6,1 |
8,3 7,5 6,7 6,1 |
5,4 4 |
| Плавкие предохранители с задержкой срабатывания (380÷415В) | А | 63 | 63 | 125 | 125 | 125 | 125 | 150 | 150 | 150 | 63 |
| Сечение кабелей электропитания* 380÷415В L=30м |
мм2 | 25 | 25 | 35 | 35 | 50 | 50 | 70 | 70 | 70 | 25 |
| Вылет электродов при точечной сварке | L=мм | 420 | 800 | 420 | 800 | 400 | 500 | 800 | 400 | 550 | 500 |
| Вылет электродов при рельефной сварке | D=мм | — | — | — | — | 280 | 380 | — | 280 | 420 | 380 |
| Усилие на электроды при давлении 1 бар (100 кПа) | даН | 79 | 50 | 79 | 50 | 79 | 79 | 79 | 123 | 123 | 79 |
| Усилие на электроды при давлении 6 бар (600 кПа) | даН | 470 | 300 | 470 | 300 | 470 | 470 | 470 | 736 | 736 | 470 |
| Максимальный ход | мм | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 100 | 100 | 80 |
| Двойной ход | мм | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
| Вес машины нетто | кг | 290 | 330 | 325 | 370 | 325 | 340 | 435 | 430 | 440 | 315 |
|
Держатель электрода |
D 32 мм |
|||||
|
Конус электрода |
D 19,05 мм 3/4″ 2030′ BS807 |
|||||
|
Пластины рельефной сварки |
|
45 мм M8 |
|
63 мм M12 |
|
45 мм M8 |
- Машины для контактной точечной сварки № 8201N-8214N — 63-160 кВА, машина контактной сварки
- Машины для контактной точечной сварки 4660-4668 35-50 кВА
- Однофазные машины мощностью 80-315 кВА
Машина контактной точечной сварки
Контактная сварка (электрическая) – это самый универсальный вариант соединения металлических заготовок, в результате которого получается достаточно надежное скрепление. Машины контактной сварки бывают разными в зависимости от условий их применения. Некоторые небольшие модели используются в цехах для малого бизнеса, большие установки входят в состав производственных линий. Но принцип работы у них одинаковый.
Машины контактной сварки бывают разными в зависимости от условий их применения. Некоторые небольшие модели используются в цехах для малого бизнеса, большие установки входят в состав производственных линий. Но принцип работы у них одинаковый.
А суть принципа такова – электроэнергия, проходящая сквозь металлические заготовки, нагревает их до температуры плавления. При этом происходит прижим заготовок друг к другу с определенным давлением. В конечном итоге получается стык, который образуется на молекулярном уровне. Таким способом можно сваривать стальные заготовки, из цветного металла и различных сплавов.
Содержание страницы
- 1 Разновидности контактной сварки
- 2 Трансформаторы
- 3 Конденсаторная батарея
- 4 Механизм прижима
- 5 Системы управления
Разновидности контактной сварки
Существует три вида контактной сварки:
- Точечная. Это когда заготовки соединяются на малой площади. И эта точка определяет прочность соединения. Конечно, один сварочный контакт не обеспечивает надежность стыка, поэтому сваривание производится в нескольких точках.
- Стыковая. Сварка производится по всей площади стыка соединяемых металлических заготовок.
- Шовная. По сути, это подвид точечной контактной сварки, потому что шов – это большое количество сварных точек, образующих сплошное соединение.
 Конечно, один сварочный контакт не обеспечивает надежность стыка, поэтому сваривание производится в нескольких точках.
Конечно, один сварочный контакт не обеспечивает надежность стыка, поэтому сваривание производится в нескольких точках.Чтобы обеспечить качество сварного соединения, машина контактной сварки должна выполнять определенные действия. В первую очередь это ток, которым и производится сварка. Он должен быть необходимой силы, чтобы провести сам сварочный процесс. Второе действие – это необходимое усилие прижима двух заготовок. И третье – это время, в течение которого должна производиться сварка. Уменьшение воздействия тока приводит к непроварам, большее время – это прожоги.
Все три фактора определяют конструктивные особенности машин контактной сварки. То есть, от них будет зависеть и качество проведенного действия, и производительность самой машины. К ее основным узлам относятся:
То есть, от них будет зависеть и качество проведенного действия, и производительность самой машины. К ее основным узлам относятся:
- Трансформатор или конденсаторная батарея – оба агрегата выполняют функции источника электроэнергии.
- Прерыватель подачи электрического тока.
- Механизм, который создает давление между электродами, а соответственно и между свариваемыми заготовками.
Именно трансформатор и батарея делят машины контактной сварки по конструктивным особенностям.
Трансформаторы
Любой металл – это хороший электропроводник. Но на стыке двух заготовок образуется определенное сопротивление, для преодоления которого нужен ток значительной силы. И именно в зоне сопротивления образуется нагрев под действием электроэнергии. Если для небольших машин, выполняющих работы с металлами незначительной толщины, требуется ток величиною 3-5 кА, то в промышленном сварочном оборудовании это значение намного выше – 300-500 кА.
Теперь, что касается конструкции трансформаторной машины контактной сварки. В основе трансформатора лежат несколько позиций, которые определяют сам принцип работы.
В основе трансформатора лежат несколько позиций, которые определяют сам принцип работы.
- Для вторичной обмотки не требуется высокого напряжения.
- Сама обмотка имеет дисковое устройство, что позволяет равномерно распределить действующие нагрузки по всем секциям. Плюс улучшается охлаждение обмоток.
- Машина контактной сварки работает в режиме высоких нагрузок (постоянных). Поэтому нужно обеспечить защиту обмоток трансформатора от перегрева, от негативного воздействия влаги. Поэтому снаружи обмотки покрывают специальной полимерной изоляцией, что обеспечивает герметичность всей конструкции.
- Нужно обязательно обеспечить охлаждение обмоток. В небольших машинах охлаждение производится воздухов, в промышленных установках водой.
- В режиме пуска машины контактной сварки работают постоянно, к примеру, промышленные модели включаются 400-500 раз в минуту. Поэтому сам трансформатор должен обладать повышенной прочностью. Поэтому сердечник прибора – это броневая конструкция. Редко его изготавливают из сборных пластин.
- Сила тока для сварки регулируется специальным устройством, которое включено в первичную сеть. При этом первичная обмотка представляет собой секционную конструкцию, части которой подключаются в разном порядке. Современные машины имеют электронное управление.
 Редко его изготавливают из сборных пластин.
Редко его изготавливают из сборных пластин.Необходимо отметить, что трансформаторная машина контактной точечной сварки имеет один существенный недостаток. Часто возникает перекос фаз, а причины – высокая частота пусковых моментов и неравномерная нагрузка.
Конденсаторная батарея
Отличие этих моделей лишь в том, что в конденсаторных батареях накапливается электроэнергия, и сама машина питается от нее, а не от питающей сети. При этом зарядка батареи происходит постоянно, а значит, нагрузка на сеть равномерная без скачков, как это происходит на трансформаторных машинах контактной сварки.
Стыковой вид сварки производится без трансформатора. Заряд, накопленный внутри конденсаторной батареи, проходит между заготовками сразу после их соприкосновения. В этом случае легко добиться необходимой мощности импульса тока и его продолжительности. Настройка производится при замене емкости каждого конденсатора.
В этом случае легко добиться необходимой мощности импульса тока и его продолжительности. Настройка производится при замене емкости каждого конденсатора.
Шовная и точечная сварка производятся с применением трансформатора. То есть, после конденсаторного блока устанавливается трансформатор, который питается от аккумулированной энергии. Поэтому его работа становится равномерной, без больших нагрузок.
Механизм прижима
Электрическая сварочная часть машин контактной сварки практически одинаковая у всех моделей с небольшими несущественными отличиями. А вот механизмы прижима отличаются друг от друга значительно. Здесь две модельные позиции.
- Стационарные машины для контактной сварки с механизмом прижима в одном корпусе со всеми остальными элементами и узлами. Давление на электроды может передаваться как механическим путем, так и пневматическим. Важно, что оба способа могут обеспечивать прижим в достаточно широких пределах. Второй вариант машин стоит дороже.
- Разделение самой машины и механизма прижима. В качестве второго выступают специальные клещи подвесного типа. Они перемещаются, что позволяет сварщику проводить сварку в любом месте цеха. Такие агрегаты используются во всех машиностроительных заводах. Удобство их использования состоит в том, что можно контролировать и настраивать давление прижима и силу тока одновременно. Механизм прижима – пневматический.
 В качестве второго выступают специальные клещи подвесного типа. Они перемещаются, что позволяет сварщику проводить сварку в любом месте цеха. Такие агрегаты используются во всех машиностроительных заводах. Удобство их использования состоит в том, что можно контролировать и настраивать давление прижима и силу тока одновременно. Механизм прижима – пневматический.
В качестве второго выступают специальные клещи подвесного типа. Они перемещаются, что позволяет сварщику проводить сварку в любом месте цеха. Такие агрегаты используются во всех машиностроительных заводах. Удобство их использования состоит в том, что можно контролировать и настраивать давление прижима и силу тока одновременно. Механизм прижима – пневматический.Системы управления
Качество сварочного процесса зависит от правильно выбранных параметров режима сваривания. К тому же необходимо отметить, что любой тип контактной сварки требует больших величин силы электрического тока, поэтому управление и коммутация самим процессом возможно только в первичной обмотке.
В машинах, устаревшего типа, для этого используется переключатели, которые соединяют разные секции первичной обмотки трансформатора. Разные комбинации соединяемых секций дают возможность регулировать силу тока на электродах. По сути, это были механические средства, которые обладали не очень высокой надежностью, периодически выходили из строя, конструкция их была неудобной и очень громоздкой.
Современные технологии настройки режимов сваривания – это тиристорные контакторы, с помощью которых производилась коммутация электрических цепей внутри машины контактной сварки. Аппараты для точечной и стыковой сварки дополнительно снабжаются микропроцессорами, с помощью которых облегчается процесс управления режимами, плюс производится контроль над сваркой.
Машины для контактной сварки – это в первую очередь быстрота и удобство соединения двух металлических заготовок. Здесь нет сложных операций, требующих специальных навыков. Поэтому научиться на них работать несложно.
Машины для контактной точечной и рельефной сварки трехфазным постоянным током TECNA 100-630 кВА
Цена по запросу
Способ сварки
Контактная точечная сварка
Контактная рельефная сварка
Рекомендуемые области применения
Для работ в промышленных условиях
Категория: Машины для контактной точеной сварки
- Описание
- Характеристики
Описание
Трехфазные сварочные машины TECNA на постоянном токе предоставляют следующие дополнительные возможности:
- Повышенный cosj (коэффициент мощности)
- Пониженная нагрузка на источник питания
- Сбалансированное распределение нагрузки между тремя фазами
- Снижение влияния магнитных материалов, расположенных между плечами, на характеристики сварочного тока
- Снижение стоимости установочных работ
Стандартное оснащение
- Блоки управления сваркой с непосредственным выводом величины тока на дисплей.
- Шестифазный выпрямитель на кремниевых диодах с приспособлением для проверки надежности зажима контактов диодов.
- Защита диодов от превышения допустимого напряжения и температуры.
- Синхронный полупроводниковый контактор, изолированный от охлаждающей воды защитным термостатом.
- На всех моделях: двуручный защитный блок управления с таймером и вынимаемым ключом переключателя, обеспечивающими максимальную безопасность. Двуручный защитный блок управления входит в стандартную комплектацию только машин для рельефной сварки (на машинах для точечной сварки устанавливается по отдельному заказу).
- Двухступенчатый педальный блок управления, обеспечивающий зажим и сварку деталей только в случае их правильной установки в клещах.
- Возможность установки дополнительного педального блока управления для вызова программы № 2 (кроме машин с поворотным переключателем вызова программы).
- Кнопка аварийного останова для немедленного отключения машины.
- Защита автоматическим прерывателем цепи.
- Водоохлаждаемые трансформатор, пластины, электрододержатели и электроды; трансформатор с эпоксидным покрытием обмоток.
- Пневматические цилиндры с хромированными штоками и прокладки с пониженным коэффициентом трения, не требующие смазки. Регулируемый цилиндр двойного хода, управляемый ключом, цилиндрические направляющие стержни с регулируемым устройством, предотвращающим вращение, призматические точные роликовые направляющие.
- Комплексный цикл работы пневматических устройство с возможностью подачи пониженного усилия сжатия на электроды.
- Программа изменения давления по отдельному заказу.
- Встроенный фильтр и бак для сжатого воздуха.
- Устройство отключения подачи сжатого воздуха.
- Опускание электродов без давления для технического обслуживания и регулировки.
- Реле потока, приводящее к отключению сварочной машины при прекращении подачи охлаждающей воды (работает при подаче воды от водопровода или внутренней замкнутой системы).



Характеристики
| Номинальная мощность при ПВ = 50% | кВА | 100 | 160 | 250 | 360 | 480 | 630 |
| Рама | A-B | A-B | A-B-C | C-D | C-D | C-D | |
| Машина для точечной сварки | • | • | • | ||||
| Машина для рельефной сварки | • | • | • | • | • | • | |
| *Максимальная мощность сварки | кВА | 450 | 700 | 1090 | 1800 | 1900 | 2100 |
| *Ток короткого замыкания | кА | 60 | 90 | 106 | 150 | 190 | 200 |
| *Максимальный ток при сварке стали | кА | 48 | 72 | 85 | 120 | 150 | 160 |
| Тепловой ток при ПВ = 100% | А | 11 | 13 | 15 | 18 | 24 | 26 |
| Напряжение холостого хода во вторичном контуре | В | 6,3 5,5 | 7,3 6,3 5,9 | 8,8 8 7,10 | 10 8,6 7,4 6,4 | 9,5 8,4 7,6 6,8 | 10,5 9,5 8,4 7,6 |
| **Сетевое напряжение при 50 Гц | В | 400 | 400 | 400 | 400 | 400 | 400 |
| Сечение кабеля при длине до 30 м | мм2 | 50 | 75 | 120 | 2 х 120 | 3 х 95 | 3 х 95 |
| Предохранители с задержкой срабатывания | А | 125 | 200 | 250 | 400 | 630 | 630 |
| Цилиндры | Кол-во даН | 4/736 6/1206 7/1885 | 4/736 6/1206 7/1885 | 6/1206 7/1885 8/3388 | 6/1206 7/1885 8/3388 9/2945 | 8/3388 9/2945 10/5509 | 8/3388 9/2945 10/5509 |
| Водяное охлаждение Сечение шланга | л/мин мм | 10 25 | 14 25 | 16 25 | 25 25 | 30 25 | 33 25 |
| Подача сжатого воздуха Сечение шланга | л/мин мм | 6,5 25 | 6,5 25 | 6,5 25 | 6,5 25 | 6,5 25 | 6,5 25 |
Каталог товаров
- Сварочное оборудование
- Мультипроцессные сварочные аппараты (TIG, MIG/MAG, MMA)
- Оборудование для аргонодуговой сварки (TIG)
- Оборудование для ручной дуговой сварки (ММА)
- Полуавтоматы сварочные (MIG/MAG)
- Полуавтоматы сварочные инверторного типа
- Подающие механизмы
- Блоки водяного охлаждения
- Плазменная сварка
- Контактная сварка, приварка метизов
- Оборудование дуговой сварки для приварки метизов (крепежа)
- Установки конденсаторной сварки для приварки метизов
- Машины для контактной точеной сварки
- Машины точеной сварки TECNA для ремонта автомобильных кузовов
- Настольные машины для контактной точечной сварки
- Клещи ручные
- Оборудование для резки металла
- Плазменная резка
- Расходные материалы для плазменной резки
- Ручные системы плазменной резки
- Механизированные системы плазменной резки
- Листовой раскрой металла
- Портальные машины резки
- Резка труб
- Плазменная резка
- Сборочно-сварочные столы
- Модульные сварочные столы GPPH
- Стандартные сварочные столы GPPH
- Сварочные материалы
- Материалы для строительства трубопроводов
- Материалы для высоколегированных сталей
- Проволока порошковая
- Проволока, прутки
- Электроды
- Материалы для нелегированных и низколегированных сталей
- Проволока порошковая
- Проволока, прутки
- Электроды
- Сварочные маски, щитки сварщика
- Аксессуары для сварки
- Очистка/обработка сварного шва
- Сварочные магниты
- Тали-балансиры
- Горелки для аргонодуговой сварки
- Горелки для полуавтоматической сварки
- Редукторы и регуляторы
- Сварочная химия
- Электрододержатели, строгачи, зажимы, байонеты
- Промышленная маркировка
- Аксессуары для мелков маркеров и аэрозолей
- Аэрозольные краски и маркеры
- Маркеры на жидкой краске
- Маркеры на чернильной основе
- Промышленные карандаши для маркировки. Сменные стержни
- Промышленные мелки и маркеры на твердой основе
- Специализированные решения маркировки
- Термоиндикаторные карандаши
- Газосмесительные и дозировочные системы
- Роботизированная сварка
- Контроллеры
- Линейные оси
- Позиционеры
- Порталы
- Роботы
- Оборудование для автоматизации сварки
- Орбитальная сварка труб
- Позиционирование, вращение деталей
- Сварка продольных швов
- Сварка труб с трубной доской
- Трактор сварочный FLEXTRACK 45 (тележка)
- Универсальная установка для сварки и наплавки (FRONIUS, Австрия)
- Сварка кольцевых швов
- Оборудование для проведения термообработки
- Нагревательные установки
- Нагревательные элементы
- Расходные материалы
- Аксессуары
- Тренажер сварщика
- Анкеровка, крепление, монтаж
- Армировочные системы HALFEN
- Крепежные системы HALFEN
- Сварочные агрегаты
- Дифрактометры
- Оборудование для пробоподготовки
- Абразивная резка
- Запрессовка
- Прецизионная резка
- Пробоподготовка для спектроскопии
- Шлифовка и полировка
- Спектрометры
- Портативные
- Пробоподготовка
- Стационарные
- Электростанции
 Сменные стержни
Сменные стержниСм.
 Прогон точечной сварки: Аппарат для точечной контактной сварки с давлением
Прогон точечной сварки: Аппарат для точечной контактной сварки с давлениемНажмите здесь, чтобы получить дополнительные сведения
Вы когда-нибудь видели аппарат для точечной сварки с давлением в действии? Хотя вы можете не захотеть менять свой подход, изучив плюсы и минусы STRSW, вы обнаружите, что этот метод сварки обеспечивает заводской ремонт за меньшее время.
Хотя многие из нас, занимающихся ремонтом после столкновений, считают точечную сварку более современным методом ремонта, точечная сварка с сопротивлением сжатию (STRSW) существует уже много лет. Сколько лет? Ну, я не уверен, но у меня есть руководство по ремонту столкновений, защищенное авторским правом в 1939 с полной главой, посвященной точечной сварке. Машины являются однофазными и трехфазными сварочными аппаратами на 220 вольт, а также могут выполнять дуговую сварку. Таким образом, я собираюсь оценить, что аппараты для точечной сварки использовались на вторичном рынке послеаварийного ремонта в течение примерно 60–70 лет с разной степенью популярности.
Несмотря на долгую историю, «сварка сопротивлением» названа очень удачно, потому что многие техники до сих пор сопротивляются ее использованию. Почему? Думаю, по многим причинам. Это ново (думают они), и это делает их неудобными. Изменения вынуждают людей покинуть их зону комфорта, потому что они не уверены в том, как именно — в данном случае — работает технология.
Конечно, аппарат для точечной сварки имеет множество настроек, и полное понимание каждой настройки управления необходимо для успеха. Пистолеты для точечной сварки также тяжелее и неудобны в использовании, чем сварочные аппараты MIG. Вам также необходим доступ к обеим сторонам металла, а сварной шов должен быть выполнен внахлестку.
Я, однако, являюсь сторонником STRSW, и его значительные преимущества намного перевешивают любые предполагаемые или реальные недостатки. Собственно, давайте разберем «так называемые» минусы. Затем мы рассмотрим некоторые распространенные ошибки, а также советы по правильному выполнению STRSW.
Проблема №1:
Это новое и необычное.
Хорошо, но также были сварочный аппарат MIG, стол для рамы и пистолет-распылитель HVLP. Но эти достижения сделали нашу работу проще и здоровее. То же касается и точечной сварки сопротивлением. Есть ли кто-нибудь, кому действительно нравится сварка штепсельной вилкой колесного проема четверти панели и все сопутствующие финишные шлифовки, необходимые для очистки колесного проема? Эти горячие искры скатываются по вашей шее и остывают, издавая шипящие звуки вокруг пояса, источая запах, напоминающий индейку на День Благодарения, которую ваша жена вытащила из разогретой до 350 градусов духовки. (Если вам это действительно нравится, вы должны быть связаны с маркизом Де Садом — печально известным французским писателем 18-го века, от которого произошло слово «садизм». В этом случае я предлагаю вам прекратить чтение сейчас и проверить местную газету, чтобы узнать, где сейчас играет «Магазинчик ужасов».)
STRSW превращает сложную работу, такую же, как рулевая рубка, в приятное занятие и приятное зрелище. Это легко, а конечный продукт выглядит как «заводская» работа. Нет шлифовки — нет — и это выглядит правильно.
Это легко, а конечный продукт выглядит как «заводская» работа. Нет шлифовки — нет — и это выглядит правильно.
Проблема № 2:
Требуется больше времени на настройку.
Да, это правда. Первоначально вам придется потратить от получаса до часа на чтение и изучение всех элементов управления. После того, как вы разберетесь с настройками, вам нужно будет настроить точечный пистолет для каждого задания, что может потребовать изменения оружия и наконечников для соответствия каждой конфигурации задания. И это может занять от пяти до десяти минут.
Но время, потраченное на подготовку, ничто по сравнению с шлифовкой и зачисткой 30 сварных швов. STRSW также замедляет процесс коррозии, поскольку цинковые покрытия разжижаются и обтекают сварной шов — по сравнению с более интрузивной сваркой электродом.
Но я боюсь, что первоначальная тенденция состоит в том, чтобы не тратить пять минут на настройку, а просто взять этот MIG (он уже настроен, за исключением пары циферблатов) и как можно быстрее приступить к работе – создать для себя 30 минут шлифовки и врожденных проблем с коррозией. Подумай об этом!
Проблема № 3:
Пистолетом прожектора неудобно пользоваться, чем сварочным аппаратом MIG.
Да. Но немного больше усилий на начальном этапе работы экономит мне много усилий на дальнем конце. Большинство хороших сварочных аппаратов для точечной сварки имеют контропорную систему, которая уравновешивает вес горелки для точечной сварки. Как только вы научитесь правильно использовать систему противовеса/поддержки, ваши физические усилия станут гораздо менее обременительными.
Проблема №4:
Для выполнения STRSW необходим доступ к обеим сторонам металла.
Да, еще раз. Но что с того? Фабрика также использовала обе стороны. Вы можете использовать контактную точечную сварку повсюду на внешней обшивке, как и на заводе. Таким образом, вы восстанавливаете автомобиль с заводским видом, меньше проблем с коррозией и гораздо меньше работы (экономия времени).
Ой… Распространенные ошибки STRSW
Надежны ли точечные сварщики? Точно нет! Идиот может испортить его, как и любое другое оборудование, если злоупотребит им. Но при использовании в соответствии с рекомендациями аппарат для точечной сварки будет безупречно работать долгие годы.
Превышение рабочего цикла является наиболее распространенным нарушением. «Какой рабочий цикл?» — спросите вы? Это фактическое количество времени, в течение которого сварщик может заниматься сваркой, по сравнению с заданным отрезком времени. Например, машина с 5-процентным рабочим циклом будет выполнять сварку 180 секунд за час.
0,05 х 60 секунд х 60 минут = 180 секунд сварки в час.
Кажется, что это немного, но при 0,3 секунды на точечный сварной шов это на самом деле три и 1/3 сварных шва в секунду сварки, 600 сварных швов, умноженных на четырехсекундный цикл между каждым сварным швом, или 2400 секунд, разделенных на 60 = 40 минут. Все, прежде чем вам нужно дать машине с 5-процентным рабочим циклом остыть.
Этот низкий рабочий цикл легко поддается ремонту при столкновении, потому что на среднюю четверть панели приходится гораздо меньше 600 сварных швов. Проблема возникает, когда техник не дает достаточно времени между сварными швами. Это время в среднем составляет около четырех секунд, в зависимости от рекомендаций производителя конкретного сварочного аппарата. Рекомендуемая процедура заключается в том, чтобы зажать свариваемый металл между наконечниками сварочных пистолетов, сварить металл и удерживать наконечники закрытыми, позволяя раскаленному металлу остыть в течение не менее трех секунд, пока не отпустите.
Еще одно нарушение: установка таймера сварки на слишком большое значение интервала сварки. Настройка таймера варьируется от 0,1 до 0,7 секунды. Как правило, текущая настройка устанавливается на максимум (100 процентов), а таймер устанавливается на минимально возможное время. Превышение времени, необходимого для получения прочного сварного шва, приводит к образованию грибовидных наконечников. Когда наконечники становятся грибовидными или деформируются, они становятся слишком большими, чтобы обеспечить достаточное сопротивление для получения прочного сварного шва. Держите таймер установленным на самое короткое эффективное время, а наконечники пистолета заправляйте в соответствии с рекомендованным производителем диаметром. Производитель моего сварочного аппарата указывает диаметр наконечников пистолета для точечной сварки 5/32 дюйма или 4 мм.
Держите таймер установленным на самое короткое эффективное время, а наконечники пистолета заправляйте в соответствии с рекомендованным производителем диаметром. Производитель моего сварочного аппарата указывает диаметр наконечников пистолета для точечной сварки 5/32 дюйма или 4 мм.
Практические советы по STRSW
Перед сваркой автомобиля проведите тест, чтобы определить эффективность настроек сварочного аппарата. Если сварочный аппарат настроен правильно, в центре готового шва должна появиться небольшая вмятина, что указывает на хороший сварной шов. Слишком глубокая вмятина указывает на слишком большое давление или слишком большое время сварки и приведет к слабому сварному шву. Пористость, отверстия и «выброс» указывают на слишком малое давление между наконечниками.
Уничтожьте свои испытательные сварные швы, чтобы определить, не оторвался ли самородок от одного из ваших испытательных образцов. Убедитесь, что испытательные образцы имеют тот же размер, толщину и тип защитного покрытия, что и транспортное средство, подлежащее контактной точечной сварке.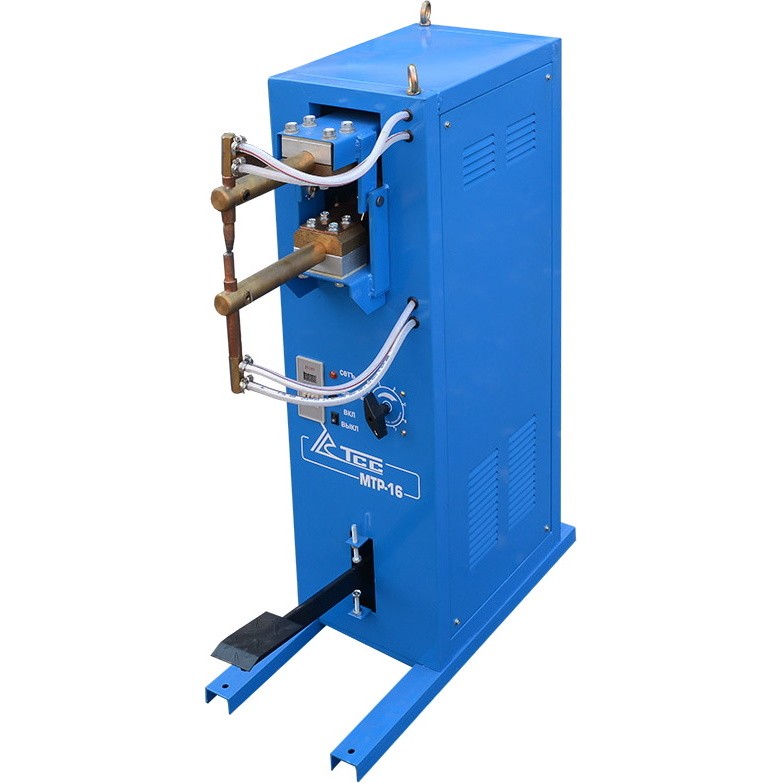 Используйте молоток и долото, чтобы разделить испытательные образцы, но избегайте ударов долотом непосредственно по сварному шву.
Используйте молоток и долото, чтобы разделить испытательные образцы, но избегайте ударов долотом непосредственно по сварному шву.
При выполнении пробных сварных швов и последующих точечных сварок всегда проверяйте, не появляется ли красное свечение в области самородка во время сварки.
Еще несколько советов:
- Следуйте рекомендациям производителя автомобиля относительно STRSW. Большинство европейских и японских производителей рекомендуют точечную сварку, и Daimler Chrysler недавно принял эту процедуру. GM опубликует свою позицию в течение нескольких месяцев. Я еще ничего не слышал от Форда.
- Поддерживайте адекватное рекомендованное давление сварочного наконечника и зачищайте наконечники до рекомендуемого размера.
- Используйте как можно более короткие сварочные рукава.
- Используйте максимальный ток с кратчайшим эффективным временем сварки.
- Используйте на 30 % больше точечных сварных швов, чем на заводе, чтобы сохранить общую прочность.
- Используйте места сварки, отличные от заводских, для сохранения прочности.
- Ограничьте STRSW областями структуры без фрейма.

Советы по резке точечных сварных швов
Несмотря на то, что существует несколько методов резки точечных сварных швов, ключевой момент заключается в использовании метода, который сохранит уцелевший точечный сварной шов от любого значительного повреждения:
- Шлифовка. Обрезка металла путем шлифовки поврежденного точечного сварного шва на твердом шлифовальном станке является распространенным методом. Требует минимальных физических усилий, но нужно соблюдать осторожность; чрезмерное шлифование может привести к повреждению нижележащего пережимного сварного шва, вызывая «утончение». Также соблюдайте осторожность, чтобы не «зашлаковать» стекло или внутреннюю часть шлифовальными искрами. Это делает босса сварливым и может испортить вам день.
- Сверление — это когда вы используете сверло для точечной сварки в сверлильном двигателе с С-образным зажимом, настроенном на глубину, которая удаляет только верхнюю панель или поврежденный металл панели. Этот метод требует больших физических усилий, но менее травматичен неповрежденному фланцу приварного шва.
- Использование резака для точечной сварки. Этот метод на самом деле представляет собой небольшую кольцевую пилу, используемую в двигателе дрели для разрезания поврежденной панели. Он проходит вокруг точечного сварного шва и обычно центрируется центрирующей оправкой, которая входит в небольшое предварительно просверленное отверстие. Это работает хорошо, но будьте осторожны, чтобы фреза не попала в оставшийся прижимной фланец.
 Этот метод требует больших физических усилий, но менее травматичен неповрежденному фланцу приварного шва.
Этот метод требует больших физических усилий, но менее травматичен неповрежденному фланцу приварного шва.После того, как точечные сварные швы разрезаны, пневматическое долото используется для прохода между прижимными фланцами и разрыва швов.
Последние слова мудрости:
Не экономьте
Машины для точечной сварки можно сравнить с мотоциклами: вы начинаете с малого и получаете то, что хотите, через три машины, тратя в два раза больше, как если бы вы только что купили сначала большую. Я сейчас на четвертой машине.
Укусите пулю и вина на стороне более мощной, более технологичной машины на старте. В долгосрочной перспективе это намного дешевле, и это стоит вложений. STRSW — это фантастическая технология, которая при правильном использовании может произвести превосходный ремонт за меньшее время, что значительно упростит вашу жизнь. А
В долгосрочной перспективе это намного дешевле, и это стоит вложений. STRSW — это фантастическая технология, которая при правильном использовании может произвести превосходный ремонт за меньшее время, что значительно упростит вашу жизнь. А
| Когда дело доходит до STRSW, у вас обычно есть выбор из трех основных типов пистолетов в сборе: 1. Пистолет для точечной сварки со встроенным трансформатором. 2. Пневматический пистолет для точечной сварки с кабелями к трансформатору. 3. Ручной пистолет для точечной сварки с кабелями к трансформатору. Каждый тип имеет свои преимущества и недостатки. Внимательно изучите и исследуйте каждый тип перед покупкой, чтобы определить, какой стиль или комбинация лучше всего подойдет для вашего магазина. Тип 1 обычно требует переносного подъемника для балансировки веса, чтобы облегчить работу техника, но может быть трудно попасть в некоторые очень узкие места или просто попасть внутрь области. |
 Второй тип добавляет возможность пневматического управления давлением сварочного наконечника. Третий тип позволяет проникать в очень труднодоступные места, так как трансформатор не установлен на горелке, но он может не обеспечивать достаточное сварочное давление или силу тока для ваших сварочных нужд.
Второй тип добавляет возможность пневматического управления давлением сварочного наконечника. Третий тип позволяет проникать в очень труднодоступные места, так как трансформатор не установлен на горелке, но он может не обеспечивать достаточное сварочное давление или силу тока для ваших сварочных нужд.| Точечная сварка может выполняться двумя способами: 1. Метод дугового пятна. 2. Метод контактной сварки. Дуговая точечная сварка — это кольцевой шов, который выполняется через один кусок металла, так что он проникает в другой кусок, и это может быть сделано с помощью процесса сварки электродом или процесса сварки MIG. Точечная сварка сопротивлением может выполняться с одной или двух сторон, при этом двусторонняя точечная сварка чаще всего используется для сварки компонентов из листового металла. Двустороннюю точечную сварку обычно называют STRSW. |

| 9 Преимущества STRSW
|
Писатель Майк Уэст, пишущий редактор BodyShop Business, был владельцем магазина почти 30 лет и техническим специалистом почти 40 лет. Его магазин в Сиэтле, штат Вашингтон, получил золотой знак отличия I-CAR и синий знак качества ASE.
аппараты для сварки давлением, аппараты для контактной сварки, высококачественные недорогие аппараты для точечной сварки, сварочные аппараты с ЧПУ, роботизированные сварочные модули и автоматизация.
 lowcostwelder, недорогой сварщик, недорогой сварочный аппарат, машины для точечной сварки, — Доступные машины для сварки давлением премиум-класса, машины для точечной сварки, машины для сварки давлением с ЧПУ
lowcostwelder, недорогой сварщик, недорогой сварочный аппарат, машины для точечной сварки, — Доступные машины для сварки давлением премиум-класса, машины для точечной сварки, машины для сварки давлением с ЧПУПерейти к основному содержанию
Наши машины для сварки давлением/точечной сваркой предназначены для применений, требующих большей силы тока и силы, чем предусмотрено стандартным оборудованием. Наши сверхмощные аппараты для точечной сварки имеют очень прочную раму и могут считаться одними из самых жестких на рынке сегодня.
Наши сверхмощные сварочные аппараты контактного типа широко используются сегодня в металлообрабатывающей промышленности из-за их чрезвычайной универсальности. Эта универсальная машина представляет собой новое достижение в области проектирования и производства сварочных аппаратов и воплощает в себе преимущества, обеспечивающие максимальную производительность. Его современная конструкция сочетает в себе прочность, точность и надежную бесперебойную работу — все это имеет первостепенное значение для высокой производительности.
Все наши машины имеют полностью цифровое управление с новейшим микропроцессорным контроллером мощности.
Наши сварочные аппараты могут поставляться с одним из следующих контроллеров и источников питания:
- Цифровой регулятор мощности разряда (CD)
- Цифровой регулятор сварки переменного тока (AC)
- Цифровой среднечастотный инвертированный постоянный ток (MFDC) сварочный контроллер
В зависимости от процесса, обрабатываемой детали, бюджета и рабочей нагрузки всегда доступен идеальный выбор для вашей работы.
Сварка сопротивлением — это наука о соединении двух или более металлических деталей вместе в определенной области с применением тепла и давления. Тепло вырабатывается за счет сопротивления материала прохождению тока большой силы. Это тепло контролируется с помощью приложения времени и уровня применяемого тока. Давление прикладывается, чтобы выковать соединение и укрепить самородок, чтобы обеспечить прочность сварного шва. Никаких посторонних материалов, таких как стержни, флюсы, инертные газы, кислород или ацетилен, не требуется. Этот процесс может применяться для точечной и рельефной сварки
Никаких посторонних материалов, таких как стержни, флюсы, инертные газы, кислород или ацетилен, не требуется. Этот процесс может применяться для точечной и рельефной сварки
Мы предлагаем широкий спектр технологий сварки, включая линейную сварку постоянным током, высокочастотный инвертор, емкостной разряд и переменный ток. У нас есть более чем 40-летний опыт контактной сварки, что позволило нам разработать универсальный ассортимент, предлагающий революционные конструкции для оптимальной и постоянной производительности сварки.
Наше оборудование для контактной сварки используется для контактной точечной сварки, шовной сварки, сварки с зазором, рельефной сварки, термокомпрессионной сварки, сварки прядей и сварки изолированной проволокой. Мы предлагаем оборудование и системы для контактной сварки для всех этих процессов.
Сварочные аппараты сопротивления в различных версияхВ зависимости от мощности и области применения мы изготавливаем для вас наши сварочные аппараты в виде напольных или настольных сварочных аппаратов.
 Для привода возможны пневматические цилиндры и системы серводвигателей через магнитные линейные приводы всех обычных технических стандартов. Кроме того, вы можете выбирать между технологией переменного, среднечастотного и конденсаторного разряда. Различные типы наших аппаратов для точечной, рельефной и роликовой сварки отличаются номинальной мощностью, усилием электрода, ходом электрода и доступным сварочным окном. Наши специалисты определят, какой вариант лучше всего соответствует вашим требованиям. Давайте поговорим о вашем конкретном проекте — мы будем рады проконсультировать вас и сконфигурировать для вас ваш индивидуальный сварочный аппарат.
Для привода возможны пневматические цилиндры и системы серводвигателей через магнитные линейные приводы всех обычных технических стандартов. Кроме того, вы можете выбирать между технологией переменного, среднечастотного и конденсаторного разряда. Различные типы наших аппаратов для точечной, рельефной и роликовой сварки отличаются номинальной мощностью, усилием электрода, ходом электрода и доступным сварочным окном. Наши специалисты определят, какой вариант лучше всего соответствует вашим требованиям. Давайте поговорим о вашем конкретном проекте — мы будем рады проконсультировать вас и сконфигурировать для вас ваш индивидуальный сварочный аппарат.PROFISPOT® — Машины для точечной сварки
Эффективная машина для точечной сварки для соединения листового металла
Аппараты для рельефной сварки
Для быстроразъемных сварных соединений
Полуавтоматические сварочные аппараты Profispot
PROFISPOT-T® — Настольные машины для точечной сварки
Результаты невидимой точечной сварки
PROFISPOT-CNC® — Машины для сварки давлением с ЧПУ
Пробивной пресс с ЧПУ для сварки давлением
Сварочные аппараты для решетки
Машины для сварки гаек
Эффективная машина для точечной сварки для безопасного соединения гаек с основанием
Машины для стыковой / стыковой сварки оплавлением
Сварочные машины с прижимным роликом с ЧПУ
Обзор преимуществ:
Индивидуальная конфигурация
Мы сконфигурируем идеальное устройство для ваших сварочных задач.Прочный и прочный
Высококачественные компоненты, превосходное качество изготовления и массивный, устойчивый к скручиванию корпус наших аппаратов для точечной сварки гарантируют их долгий срок службы и высокое качество сварных соединений. Они часто используются в течение многих десятилетий и постоянно работают с абсолютной надежностью.
 Для этого наши технические специалисты в сварочной лаборатории выступают за вас: они проводят в сварочной лаборатории испытания поставленных вами материалов, создают и тестируют образцы сварки и определяют основные параметры сварки. Эта информация используется для быстрого и экономичного создания вашего предприятия.
Для этого наши технические специалисты в сварочной лаборатории выступают за вас: они проводят в сварочной лаборатории испытания поставленных вами материалов, создают и тестируют образцы сварки и определяют основные параметры сварки. Эта информация используется для быстрого и экономичного создания вашего предприятия.Сокращенные сроки поставки, хорошее соотношение цены и качества
Комплексная модульная система, производство отдельных компонентов на собственном заводе и высококвалифицированные сотрудники с многолетним опытом гарантируют, что мы можем поставлять высококачественные точки сопротивления сварочное оборудование быстро по привлекательным ценам.

Соответствуют правилам техники безопасности
Все машины для точечной сварки, покидающие наш завод, соответствуют законодательным нормам безопасности и высоким требованиям уровня производительности D.
В зависимости от формы заготовок и формы электродов процессы сварки сопротивлением можно разделить на несколько вариантов, как описано ниже:
Точечная сварка — это процесс сварки сопротивлением для соединения металлических листов путем непосредственного приложения противоположных сил к электродам. с заостренными кончиками.
Ток и выделение тепла локализуются формой электродов. Размер сварного шва обычно определяется площадью контакта кончика электрода.
Точечная сварка является преобладающим процессом соединения в автомобильной промышленности для сборки автомобильных кузовов и крупных компонентов. Он также широко используется для изготовления мебели, бытового оборудования и т. д.
Выступающая сварка представляет собой процесс сварки сопротивлением для соединения металлических компонентов или листов с тиснением путем непосредственного приложения противоположных сил электродами, специально разработанными для соответствия форме заготовок. Ток и выделение тепла локализуются формой заготовок либо с их естественной формой, либо со специально разработанным выступом. Большая деформация или разрушение будет происходить в выступающей части заготовок, что подразумевает высокую динамику процесса/машины.
Ток и выделение тепла локализуются формой заготовок либо с их естественной формой, либо со специально разработанным выступом. Большая деформация или разрушение будет происходить в выступающей части заготовок, что подразумевает высокую динамику процесса/машины.
Выступающая сварка широко используется в электротехнической, электронной, автомобильной и строительной промышленности, а также в производстве датчиков, клапанов, насосов и т. д. прямое приложение противодействующих сил электродами, состоящими из вращающихся колес. Ток и выделение тепла локализуются периферийными формами электродных колес.
Шовная сварка в основном применяется при изготовлении емкостей, радиаторов, теплообменников и т. д.
Стыковая сварка представляет собой процесс сварки сопротивлением для соединения толстых металлических пластин или стержней на концах путем непосредственного приложения противоположных сил электродами, зажимающими заготовки. Операция ковки применяется после нагрева заготовок.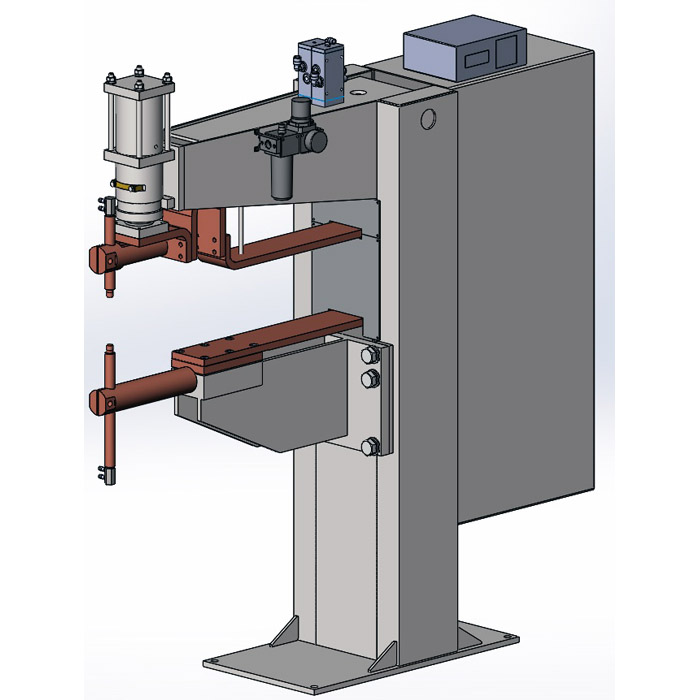 Часто расплава не происходит, поэтому можно получить сварной шов в твердом состоянии.
Часто расплава не происходит, поэтому можно получить сварной шов в твердом состоянии.
Стыковая сварка применяется при изготовлении колесных дисков, стыков проволоки, стыков железнодорожных путей и т. д.
Односторонняя (односторонняя) контактная сварка
Это особый процесс сварки сопротивлением, при котором сварка выполняется только с одним электродом, подходящим с одной стороны к зоне сварки, с подкладкой или без нее с другой стороны. Обычно применяют малое усилие сварки, что ограничивает одностороннюю (одностороннюю) точечную сварку соединением относительно тонких листов. Это может быть полезно для сварки деталей с ограничением доступа электрода с обеих сторон.
Сварка сопротивлением
Комбинированный процесс соединения с клеевым соединением и контактной сваркой. Клей наносится на соприкасающиеся поверхности листов, подлежащих сварке, и затем до отверждения клея через листы выполняется контактная точечная сварка. Соединение может иметь хорошую прочность за счет точечной сварки и хорошую жесткость за счет клеевого соединения.
Соединение может иметь хорошую прочность за счет точечной сварки и хорошую жесткость за счет клеевого соединения.
Сварка поперечной проволокой
Это процесс сварки сопротивлением для соединения стержней или проволоки в поперечных соединениях путем непосредственного приложения противоположных сил обычно плоскими электродами. Ток и выделение тепла локализованы в точках контакта пересекающихся стержней или проводов. Сварка поперечной проволокой широко используется в строительстве и электротехнической промышленности, а также для изготовления металлических проволочных сеток, покупательских тележек и т. д.
Непрямая сварка
Это особый процесс сварки сопротивлением, при котором один электрод выполняется с одним электродом, непосредственно подключенным к зоне сварки, в то время как другой электрод смещен на расстоянии, но все еще проводит ток вдоль заготовки.
Series Welding
Это особый процесс контактной сварки, при котором два сварных шва выполняются одновременно двумя электродами, смещенными на расстоянии друг от друга, но проводящими ток вдоль заготовок между двумя сварными швами.
Микросварка сопротивлением
Относится к процессам контактной сварки для соединения микро- или миниатюрных компонентов, которые, в принципе, могут быть любым из вышеупомянутых вариантов процесса, но в микромасштабе.
WWW.PROFIMACH.COM
www.laserwobblewelding.com
CNC EUROPE
Вам нужна дополнительная информация?
Нажмите здесь, чтобы позвонить нам!
Позвоните нам
Нажмите здесь, чтобы написать нам!
Электронная почта
— CNC EUROPE —
Оборудование и аксессуары для точечной сварки Греция
Сортировать по —Цена: Сначала самая низкая Цена: Сначала самая высокаяНазвание продукта: от А до ЯНазвание продукта: от Я до AВ наличииАртикул: Сначала самый низкийАртикул: Сначала самый высокий
Среди различных методов сварки, наиболее эффективным и способным обеспечить эффективные и высокопроизводительные результаты является точечная сварка . Это идеальная техника для сварки двух элементов или двух листов вместе.
Это идеальная техника для сварки двух элементов или двух листов вместе.
Особенности и характеристики аппарата для точечной сварки
В отличие от дуговой сварки, аппарат для точечной сварки выделяет гораздо меньше тепла, так как использует систему сопротивления. Благодаря своей электрической схеме он подает тепло исключительно в точки сварки.
Сварка сопротивлением с помощью электрического степлера нагревает только соответствующие точки до тех пор, пока два листа не будут идеально сварены. Следовательно, это процесс плавления, направленный на конкретную точку. Для практического использования в нем используются два электрода, закрепленные на двух медных плечах, которые давят на свариваемую точку как снизу, так и сверху.
Тепло, выделяемое при активации аппарата для точечной сварки , локализовано и пропорционально физическому сопротивлению металла. При выполнении этой операции расплавляется только небольшая часть, т.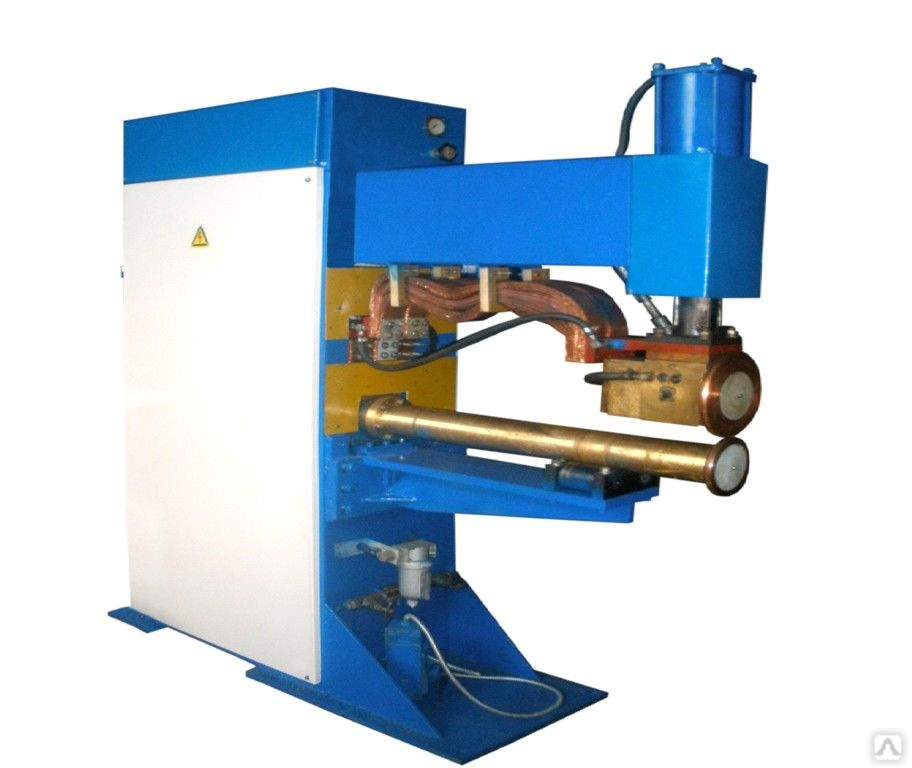 е. часть между двумя электродами.
е. часть между двумя электродами.
В отличие от аппарата дуговой сварки, процесс плавления начинается изнутри и распространяется наружу, двигаясь в направлении точечных электродов.
Для подготовки деталей к сварке необходимо удалить все следы краски и ржавчины, в противном случае 9Точечная сварка 0205 может не обеспечить хороший электрический контакт.
Между двумя частями также не должно быть фрагментов материала или мусора, и желательно работать в чистом, сухом помещении. Перед началом сварки необходимо задать параметры аппарата точечной сварки с учетом свойств металла.
Какой аппарат для точечной сварки купить, руководство по правильному выбору.
Первое, на что следует обратить внимание при покупке машина для точечной сварки , одним из которых является мощность, которую он может производить, и его поглощение. Этот параметр необходимо регулировать в соответствии с толщиной листов, которая прямо пропорциональна используемой мощности.
Точечный сварной шов легко определить, так как в отличие от дуговой сварки, при которой остается шов, соединяющий два материала, аппарат для точечной сварки оставляет только небольшие выступы в местах сплавления. Форма сварочного пятна зависит от времени сварки и используемого тока. Поэтому необходимо разделить аппараты для точечной сварки на две категории: переносные, менее мощные, но очень маленькие по габаритам, и профессиональные мастерские, способные сваривать даже очень большие толщины.
Портативные и мастерские машины для точечной сварки
Портативные машины для точечной сварки идеально подходят для сварки листов с максимальной толщиной около 2 миллиметров. Благодаря небольшому размеру их также можно использовать на открытом воздухе с помощью генератора. Однако у них есть недостаток, заключающийся в более длительном времени охлаждения, поскольку электроды не имеют контура охлаждения, кроме того, что они имеют меньшую мощность.
Мощность промышленных аппаратов точечной сварки определенно выше, чем портативных, а электроды часто оснащены контуром охлаждения, который значительно ускоряет процесс охлаждения.
С этими типами электрических аппаратов для точечной сварки , можно получить менее заметные следы и значительно увеличить срок службы. Сила прижима электродов к металлическим частям также выше и намного сильнее, поскольку используется гидравлическая система.
Использование металлов с одинаковой температурой плавления очень важно для получения однородного и прочного сварного шва. Если точечная сварка выполняется на металлах с разными температурами плавления, тот, который плавится первым, не позволит сварить два металла.
Основными параметрами, которые следует учитывать при выборе аппарата для точечной сварки, являются рабочий цикл, напряжение питания и выходная мощность. Как правило, входное напряжение составляет 230 В, поэтому их также можно использовать в домашних условиях; С другой стороны, профессиональные аппараты для точечной сварки питаются от напряжения 400 В, поэтому их необходимо подключать к промышленным линиям электропередач.
Использование, области применения и типы машин для точечной сварки
Одним из основных применений машин для точечной сварки сопротивлением , безусловно, является кузовной ремонт для ремонта поврежденных автомобилей.
Электромашины точечной сварки также используются для сварки металлических листов и ворот, так как позволяют легко фиксировать спаренные листы.
Чтобы наверняка начать подходить к сварке, желательно купить портативный электрический аппарат для точечной сварки, чтобы можно было изучить лучшие приемы сварки. Если, с другой стороны, вы уже являетесь профессионалом в этой области и ежедневно используете машину, то целесообразно приобрести оборудование для мастерских.
Таким образом, аппарат для точечной сварки является одним из тех инструментов, которые никогда не должны отсутствовать в мастерской, потому что при правильном использовании он может обеспечить точную, чистую и гладкую сварку.
Руководство по параметрам RSW — Руководство по AHSS
- Руководство по параметрам
- Весы тепла, материалов и толщины
- Режим сварочного тока
Руководство по параметрам
Таким образом, в таблицах 1 и 2 приведены ссылки на Руководство по параметрам точечной сварки AWS C1.1 и Рекомендуемые методы контактной сварки. Эти общие рекомендации можно использовать для приблизительного определения того, какие параметры можно использовать для начала процесса контактной точечной сварки (RSW) детали определенной толщины. Из рекомендуемых параметров можно внести изменения в конкретную стопку, чтобы обеспечить приемлемую прочность и размер гранул для конкретного применения. Кроме того, в Таблицу 3 включены более сложные рекомендации по параметрам RSW с использованием режима пульсационной сварки переменным током 60 Гц для сварки AHSS.0003
Таблица 1. Параметры точечной сварки низкоуглеродистой стали 350-700 МПа (AHSS). A-14
- Использование параметров с покрытием рекомендуется при наличии покрытия на любой поверхности соприкосновения.
- Эти рекомендации основаны на имеющихся графиках сварки, представляющих собой рекомендации поставщиков и пользователей оборудования для контактной сварки.
- Для промежуточных толщин параметры могут быть интерполированы.
- Минимальная прочность на сдвиг приварного шва определяется следующим образом:
- ST = (-6,36E-7 × S2 + 6,58E-4 × S + 1,674) × S × 4 t1,5)/1000
- ST = Прочность на сдвиг при растяжении (кН)
- S = Прочность на растяжение по BM (МПа)
- t = Толщина материала (мм)
- Толщина металла представляет фактическую толщину свариваемых листов. В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа.
- Параметры сварки применимы при использовании электродных материалов, входящих в классы 1, 2 и 20 RWMA.
- Перечисленные формы электродов включают: A-образный, B-выпуклый, E-усеченный, F-закругленный. На рис. 2 показаны эти формы.
- Использование геометрии типа B может потребовать уменьшения тока и может привести к чрезмерному вдавливанию, если только поверхность не зачищена до указанного диаметра.
- Использование геометрии типа F может потребовать увеличения тока.
- Параметры сварки основаны на однофазном оборудовании переменного тока 60 Гц.
- Диаметры самородков указаны как:
- Минимальный рекомендуемый диаметр сварного шва.
- Первоначальная цель установки диаметра наггетсов, который рекомендуется при настройке сварочной станции для производства наггетсов, которые постоянно превосходят удовлетворительный диаметр наггетсов для заданного количества производственных сварных швов.
Таблица 2: Параметры точечной сварки низкоуглеродистой стали >700 МПа (AHSS). A-14
- Использование параметров с покрытием рекомендуется при наличии покрытия на любой поверхности соприкосновения.
- Эти рекомендации основаны на имеющихся графиках сварки, представляющих собой рекомендации поставщиков и пользователей оборудования для контактной сварки.
- Для промежуточных толщин параметры могут быть интерполированы.
- Минимальная прочность на сдвиг приварного шва определяется следующим образом:
- ST = (-6,36E-7 × S2 + 6,58E-4 × S + 1,674) × S × 4 t1,5)/1000
- ST = Прочность на сдвиг при растяжении (кН)
- S = Прочность на растяжение по BM (МПа)
- t = Толщина материала (мм)
- Толщина металла представляет фактическую толщину свариваемых листов. В случае сварки двух листов разной толщины используйте параметры сварки для более тонкого листа.
- Параметры сварки применимы при использовании электродных материалов, входящих в классы 1, 2 и 20 RWMA.
- Перечисленные формы электродов включают: A-образный, B-выпуклый, E-усеченный, F-закругленный. На рис. 2 показаны эти формы.
- Использование геометрии типа B может потребовать уменьшения тока и может привести к чрезмерному вдавливанию, если только поверхность не зачищена до указанного диаметра.
- Использование геометрии типа F может потребовать увеличения тока.
- Использование геометрии типа B может потребовать уменьшения тока и может привести к чрезмерному вдавливанию, если только поверхность не зачищена до указанного диаметра.
- Параметры сварки основаны на однофазном оборудовании переменного тока 60 Гц.
- Диаметры самородков указаны как:
- Минимальный диаметр, при котором рекомендуется считать сварной шов удовлетворительным.
- Первоначальная цель установки диаметра наггетсов, который рекомендуется при настройке сварочной станции для производства наггетсов, которые постоянно превосходят удовлетворительный диаметр наггетсов для заданного количества производственных сварных швов.
Таблица 3: Параметры RSW из стали AHSS «чистый-чистый», «чистый-оцинкованный», «оцинкованный-оцинкованный» для пульсирующего переменного тока 60 Гц. A-14
Heat, Material and Thickness Balances
The heat input in Resistance Spot Welding (RSW) is defined as:
Heat Input = I 2 Rt
where: I – сварочный ток,
R – полное сопротивление,
t – время сварки
Погонная энергия должна изменяться в зависимости от калибра и марки стали. По сравнению со сталью с низкой прочностью определенного калибра, для стали AHSS того же калибра потребуется меньший ток. Точно так же тонкому материалу требуется меньший ток, чем толстому. Контроль подводимой теплоты по манометру и марке называется тепловым балансом в РУО.
Для постоянной толщины в Таблице 1 представлена классификация стали по уровню прочности. С увеличением количества групп для удовлетворительного RSW требуется более высокое усилие на электроде, более длительное время сварки и более низкий ток. Комбинации материалов с разницей в одну группу можно сваривать практически без изменений параметров сварки. Различие между двумя или тремя группами может потребовать особого рассмотрения с точки зрения размера электродного наконечника, усилия или типа источника питания.
Таблица 1: Классификация сталей для целей RSW. A-11
Для конкретной марки стали изменение толщины может потребовать применения специальных графиков для контроля теплового баланса. Когда тип материала и калибр меняются одновременно, может потребоваться разработка специальных графиков сварки. Из-за более высокого удельного сопротивления AHSS рост самородков происходит преимущественно в AHSS. Срок службы электрода на стороне AHSS может сократиться из-за более высокой температуры на этой стороне. В целом срок службы электрода при сварке AHSS может быть таким же, как и у низкоуглеродистой стали, из-за более низкого рабочего тока из-за более высокого объемного удельного сопротивления в AHSS. Это увеличение срока службы электрода может быть компенсировано в процессе производства из-за плохой подгонки деталей из-за более высокого пружинения из стали AHSS. Частая правка наконечника сохранит форму наконечника электрода и поможет добиться неизменно приемлемого качества сварных швов.
Режим сварочного тока
AHSS можно сваривать с источниками питания переменного или постоянного тока (рис. 1). Среднечастотный постоянный ток (MFDC) имеет преимущество перед обычным переменным током благодаря как однонаправленному, так и непрерывному току. Эти характеристики помогают контролировать и направлять выделение тепла на границе раздела. Текущий режим не имеет существенной разницы в качестве сварки. Следует отметить, что как на переменном, так и на постоянном токе можно легко получить приемлемые сварные швы, где отношение толщины меньше 2:1. Тем не менее, при использовании постоянного тока можно получить некоторое преимущество, когда отношение толщины превышает 2:1, но для оптимизации преимуществ необходимо разработать методы сварки. Также было замечено, что размеры гранул статистически несколько больше при использовании сварки постоянным током с теми же параметрами вторичного сварного шва, что и при сварке переменным током. Некоторые исследования показали, что сварка с MFDC обеспечивает улучшение теплового баланса и надежности процесса сварки при наличии разницы в толщине в AHSS (как показано на рис. 2). Сообщается, что источники питания постоянного тока обеспечивают лучшие коэффициенты мощности и более низкое энергопотребление, чем источники питания переменного тока. В частности, сообщалось, что переменный ток требует примерно на 10% больше энергии, чем постоянный, для сварки того же размера. L-7
L-2
Рисунок 2: Влияние текущего режима на стопку разной толщины. L-2
При выборе сварки MFDC для ручных сварочных пистолетов ознакомьтесь с требованиями безопасности для вашего региона. Первичное питание трансформаторов имеет более высокие частоты и напряжения, чем при сварке переменным током.
В начало
- Руководство по параметрам
- Весы тепла, материалов и толщины
- Режим сварочного тока
Машины для точечной сварки сопротивлением Отчет о размере рынка и анализе за 2022–2028 годы
Рынок Машины контактной точечной сварки сегментирован по типу и по применению. Игроки, заинтересованные стороны и другие участники мирового рынка Машины для контактной точечной сварки смогут получить преимущество, поскольку они используют отчет в качестве мощного ресурса. Сегментный анализ фокусируется на производственных мощностях, доходах и прогнозах по типам и приложениям на период 2017-2028 гг.
Машины для контактной точечной сварки Сегмент рынка по типу
Однофазный аппарат для точечной сварки промышленной частоты
Трехфазный низкочастотный аппарат для точечной сварки
Рынок машин для контактной точечной сварки Сегмент по применению
Автомобильная промышленность
Тяжелое оборудование
17 Аэрокосмическая промышленность
17 Defense
Машины для контактной точечной сварки Рынок по компаниям
Lincoln Electric
Illinois Tool Works Inc
Fronius
Centerline (Windsor) Limited
Obara
ESAB
ARO Welding Technologies SAS
ADOR
IDEAL
AMADA MIYACHI AMERIC, Inc.
Chowel
DECA
Процедура сопротивления. Машины Потребление по регионам
Северная Америка
США
Канада
Европа
Германия
Франция
Великобритания
Италия
Россия
Asia-Pacific
China
Japan
South Korea
India
Australia
Taiwan
Indonesia
Thailand
Malaysia
Philippines
Vietnam
Latin America
Mexico
Brazil
Argentina
Middle East & Africa
Turkey
Saudi Arabia
U.A.E
Содержание
1 Охват исследования
1.1 Машины контактной точечной сварки Знакомство с продуктом
1.2 Рынок по типу
1.2.1 Объем мирового рынка машин для контактной точечной сварки по типам, 2017 г. VS 2021 г. VS 2028 г.
1.2.2 Однофазный точечный сварочный аппарат промышленной частоты
1.2.3 Трехфазный низкочастотный точечный сварочный аппарат
1.3 Рынок по приложениям
1. 3. 1. Объем мирового рынка машин для контактной точечной сварки по приложениям, 2017 г. VS 2021 г. VS 2028 г.
Производство машин для точечной сварки
2.1 Глобальная производственная мощность машин для точечной сварки сопротивлением (2017-2028)
2.2 Глобальная машина для точечной сварки сопротивлением Производство по регионам: 2017 VS 2021 VS 2028
2.3 Глобальное производство машин для точечной сварки сопротивлением по регионам
2.3.1 Глобальная машина для точечной сварки сопротивлением Исторический Производство по регионам (2017–2022 гг.)
2.3.2 Мировое производство машин контактной точечной сварки Прогноз производства по регионам (2023–2028 гг.)
2,4 Северная Америка
2,5 Европа
2,6 Китай
2.7 Япония
3 Глобальные продажи Машин для точечной сварки сопротивлением в объемах и стоимости, оценки и прогнозы Выручка от машин для точечной сварки по регионам: 2017 VS 2021 VS 2028
3.4 Глобальные продажи машин для точечной сварки сопротивлением по регионам
3. 4.1 Глобальные продажи машин для точечной сварки сопротивлением по регионам (2017-2022)
3.4.2 Глобальные продажи Машины для точечной сварки сопротивлением по регионам (2023-2028)
3.5 Глобальные продажи Машины для точечной сварки сопротивления по регионам
3.5.1 Глобальные продажи Машины для точечной сварки сопротивления по регионам (2017-2022)
3.5.2 Глобальные сопротивления Выручка от машин для точечной сварки по регионам (2023-2028)
3,6 Северная Америка
3,7 Европа
3,8 Азиатско-Тихоокеанский регион
3,9 Латинская Америка
3,10 Ближний Восток и Африка
0017 4.2 Глобальные продажи Машины для точечной сварки сопротивлением по производителям
4.2.1 Глобальные продажи Машины для точечной сварки сопротивлением по производителям (2017-2022 гг.)
4.2.2 Глобальные продажи Машины для точечной сварки сопротивлением Доля рынка производителей (2017-2022 гг.)
4.2.3 Топ-10 и топ-5 крупнейших производителей машин для контактной точечной сварки в мире в 2021 году
4. 3 Мировая выручка от машин для контактной точечной сварки по производителям
4.3.1 Глобальная выручка от машин для контактной точечной сварки по производителям (2017-2022)
4.3.2 Глобальная выручка от машин для контактной точечной сварки Доля рынка по производителям (2017-2022 гг.)
4.3.3 Глобальные 10 и 5 ведущих компаний по выручке от машин для контактной точечной сварки в 2021 г.
4.4 Глобальная цена продаж машин для контактной точечной сварки по производителям
4.5 Анализ конкурентной среды
4.5.1 Коэффициент концентрации рынка производителей (CR5 и HHI)
4.5.2 Доля рынка машин контактной точечной сварки в мире по типу компании (уровень 1, уровень 2 и уровень 3)
4.5.3 Глобальные производители машин для контактной точечной сварки Географическое распределение
4.6 Слияния и поглощения, планы расширения
5 Размер рынка по типам
5.1 Глобальные продажи машин для точечной сварки по типам
5.1.1 Глобальные машины для точечной сварки сопротивлением Исторические продажи по типам ( 2017-2022)
5. 1.2 Глобальные машины для точечной сварки сопротивлением Прогнозируемые продажи по типам (2023-2028)
5.1.3 Глобальные машины для точечной сварки сопротивлением Доля рынка продаж по типам (2017-2028)
5.2 Глобальная выручка от машин для точечной сварки сопротивлением по типам
5.2.1 Глобальная выручка от машин для точечной сварки сопротивлением по типам (2017-2022 гг.)
5.2.2 Глобальная выручка от машин для точечной сварки сопротивлением по типам (2023-2028 гг.)
5.2.3 Выручка Машины для контактной точечной сварки в мире Доля рынка по типу (2017-2028 гг.)
5.3 Глобальная машина для точечной сварки сопротивлением Цена по типу
5.3.1 Глобальная машина для точечной сварки сопротивлением Цена по типу (2017-2022 гг.)
5.3.2 Глобальная точечная сварка сопротивлением Прогноз цен на машины по типам (2023-2028)
6 Размер рынка по приложениям
6.1 Глобальные продажи машин для точечной сварки по приложениям
6.1.1 Глобальные машины для точечных сварок по приложениям Исторические продажи по приложениям (2017-2022 гг. ) 2028)
6.1.3 Глобальные машины для контактной точечной сварки Доля рынка продаж по приложениям (2017-2028 гг.)
6.2 Глобальные машины для контактной точечной сварки Доход по приложениям
6.2.1 Глобальные машины для контактной точечной сварки Исторический доход по приложениям (2017-2022 гг.)
6.2.2 Глобальные машины для контактной точечной сварки Прогнозируемый доход по приложениям (2023-2028 гг.)
6.2.3 Глобальные машины для контактной точечной сварки доходов Доля рынка по приложениям (2017-2028 гг.)
6.3 Глобальные машины для контактной точечной сварки Цена по приложениям
6.3. 1 Глобальная машина для точечной сварки сопротивлением Цена по приложениям (2017-2022 гг.)
6.3.2 Глобальный прогноз цен для машин для точечной сварки сопротивлением по применению (2023-2028 гг.)
7 Северная Америка
7.1 Размер рынка Машины для точечной сварки в Северной Америке по типу
7.1.1 Продажи машин для контактной точечной сварки в Северной Америке по типу (2017-2028 гг. )
7.1.2 Машины для контактной точечной сварки в Северной Америке Выручка по типу (2017-2028 гг.)
7.2 Объем рынка машин для контактной точечной сварки в Северной Америке по приложениям
7.2 .1 Продажи Машины контактной точечной сварки в Северной Америке по приложениям (2017-2028 гг.)
7.2.2 Машины контактной точечной сварки в Северной Америке Выручка по применению (2017-2028 гг.)
7.3 Продажи Машин контактной точечной сварки в Северной Америке по странам
7.3.1 Продажи машин для контактной точечной сварки в Северной Америке по странам (2017-2028 гг.)
7.3.2 Машины для контактной точечной сварки в Северной Америке Выручка по странам (2017-2028 гг.)
7.3.3 США
7.3.4 Канада
8 Европа
8.1 Объем рынка Машины контактной точечной сварки в Европе по типам
8.1.1 Продажи Машины контактной точечной сварки в Европе по типам (2017-2028)
8.1.2 Машины контактной точечной сварки Доход в Европе по типам (2017-2028)
8.2 Машины контактной точечной сварки в Европе Размер рынка машин по приложениям
8. 2.1 Продажи машин для контактной точечной сварки в Европе по приложениям (2017-2028 гг.)
8.2.2 Машины для контактной точечной сварки в Европе Выручка по приложениям (2017-2028 гг.)
8.3 Продажи машин для контактной точечной сварки в Европе по странам
8.3.1 Сопротивление в Европе Продажи машин для точечной сварки по странам (2017-2028)
8.3.2 Доход от машин для точечной сварки сопротивлением в Европе по странам (2017-2028)
8.3.3 Германия
8.3.4 Франция
8.3.5 Великобритания
8.3.6 Италия
8.3 .7 Россия
9 Азиатско-Тихоокеанский регион
9.1 Азиатско-Тихоокеанский регион Машины для точечной сварки сопротивлением Размер рынка по типам
9.1.1 Азиатско-Тихоокеанский регион Машины для точечной сварки сопротивлением Продажи по типам (2017-2028)
9.1.2 Азиатско-Тихоокеанский регион Машины для точечной сварки сопротивлением Доход по типам (2017- 2028)
9.2 Азиатско-Тихоокеанский регион Машины для точечной сварки сопротивлением Размер рынка по приложениям
9. 2.1 Азиатско-Тихоокеанский регион Машины для точечной сварки сопротивлением Продажи по приложениям (2017-2028)
9.2.2 Азиатско-Тихоокеанский регион Машины для точечной сварки Выручка по приложениям (2017-2028)
9.3 Продажи машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по регионам
9.3.1 Продажи машин для точечной сварки в Азиатско-Тихоокеанском регионе по регионам (2017-2028 гг.)
9.3.2 Выручка от машин для точечной сварки в Азиатско-Тихоокеанском регионе (2017-2028 гг.)
9.3. 3 Китай
9.3.4 Япония
9.3.5 Южная Корея
9.3.6 Индия
9.3.7 Австралия
9.3.8 Тайвань
9.3.9 Индонезия
9.3.10 Таиланд
9.3.11 Малайзия
9.3.112 Филиппины 190 Латинская Америка
10.1 Размер рынка Машины контактной точечной сварки в Латинской Америке по типу
10.1.1 Латинская Америка Машины для контактной точечной сварки Продажи по типам (2017-2028)
10.1.2 Латинская Америка Машины для контактной точечной сварки Выручка по типам (2017-2028)
10. 2 Латинская Америка Машины для контактной точечной сварки Размер рынка по приложениям
10.2 .1 Продажи машин для контактной точечной сварки в Латинской Америке по областям применения (2017-2028 гг.)
10.2.2 Машины для контактной точечной сварки в Латинской Америке Выручка по областям применения (2017-2028 гг.)
10.3 Продажи машин для контактной точечной сварки в Латинской Америке по странам
10.3.1 Продажи машин для контактной точечной сварки в Латинской Америке по странам (2017-2028 гг.)
10.3.2 Машины для контактной точечной сварки в Латинской Америке Выручка по странам (2017-2028 гг.)
10.3.3 Мексика
10.3.4 Бразилия
10.3.5 Аргентина
11 Ближний Восток и Африка
11.1 Ближний Восток и Африка Машины для точечной сварки сопротивлением Объем рынка по типу
11.1.1 Продажи машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по типу (2017-2028)
11.1.2 Ближний Восток и Африка Сопротивление Выручка от машин для точечной сварки по типу (2017–2028 гг. )
11.2 Ближний Восток и Африка Машины для точечной сварки сопротивлением Размер рынка по приложениям
11.2.1 Ближний Восток и Африка Машины для точечной сварки сопротивлением Продажи по приложениям (2017-2028)
11.2.2 Ближний Восток и Африка Машины для точечной сварки сопротивлением Выручка по приложениям ( 2017-2028)
11.3 Ближний Восток и Африка Машины для контактной точечной сварки Продажи по странам
11.3.1 Ближний Восток и Африка Машины для контактной точечной сварки Продажи по странам (2017-2028)
11.3.2 Ближний Восток и Африка Машины для контактной точечной сварки Выручка по странам (2017-2028)
11.3.3 Турция
11.3.4 Саудовская Аравия
11.3.5 ОАЭ
12 Корпоративные профили
12.1 Lincoln Electric
12.1.1 Информация о корпорации Lincoln Electric
12.1.2 Обзор Lincoln Electric
12.1.3 Продажа машин для контактной точечной сварки Lincoln Electric , цена, выручка и валовая прибыль (2017–2022 гг.)
12.1.4 Машины для точечной сварки сопротивлением Lincoln Electric Номера моделей, изображения, описания и технические характеристики
12. 1.5 Lincoln Electric Последние разработки
12.2 Illinois Tool Works Inc
12.2.1 Illinois Tool Works Inc Информация о корпорации
12.2.2 Illinois Tool Works Inc Обзор
12.2.3 Illinois Tool Works Inc Машины для контактной точечной сварки Продажи, цена, выручка и валовая прибыль (2017-2022)
12.2.4 Машины контактной точечной сварки Illinois Tool Works Inc. Номера моделей продуктов, изображения, описания и технические характеристики
12.2.5 Illinois Tool Works Inc. Последние разработки
12.3 Fronius
12.3.1 Информация о корпорации Fronius
12.3.2 Обзор Fronius
12.3.3 Аппараты для контактной точечной сварки Fronius Продажи, цена, выручка и валовая прибыль (2017–2022 гг.)
12.3.4 Аппараты для контактной точечной сварки Fronius Номера моделей, изображения, описания и технические характеристики
12.3.5 Fronius Последние разработки
12.4 Centerline (Windsor) Limited
12.4.1 Centerline (Windsor) Limited Информация о корпорации
12. 4.2 Centerline (Windsor) Limited Обзор
12.4.3 Centerline (Windsor) Limited Продажи, цена, выручка и Валовая прибыль (2017-2022 гг.)
12.4.4 Машины для точечной сварки с ограниченным сопротивлением центральной линии (Windsor) Номера моделей, изображения, описания и технические характеристики
12.4.5 Centerline (Windsor) Limited Последние разработки
12.5 Obara
12.5.1 Информация корпорации Obara
12.5.2 Обзор Obara
12.5.3 Машины для точечной сварки сопротивлением Obara Продажи, цена, выручка и валовая прибыль (2017-2022)
12.5.4 Машины для точечной сварки сопротивлением Obara Номера моделей, изображения, описания и технические характеристики
12.5.5 Последние разработки Obara
12.6 ESAB
12.6.1 Информация о корпорации ESAB
12.6.2 Обзор ESAB
12.6.3 Продажи машин контактной точечной сварки ESAB, цена, выручка и валовая прибыль (2017-2022)
12.6.4 ESAB Машины для контактной точечной сварки Номера моделей, изображения, описания и технические характеристики
12. 6.5 Последние разработки ESAB
12.7 ARO Welding Technologies SAS
12.7.1 ARO Welding Technologies SAS Corporation Information
12.7.2 ARO Welding Technologies SAS Обзор
12.7.3 ARO Welding Technologies SAS Машины для контактной точечной сварки Продажи, цена, выручка и валовая прибыль (2017-2022)
12.7.4 ARO Welding Technologies SAS Машины для контактной точечной сварки Номера моделей, изображения, описания и технические характеристики
12.7.5 ARO Welding Technologies SAS Последние разработки
12.8 Ador
12.8.1 Информация о корпорации Ador
12.8.2 Обзор Ador
12.8.3 Продажи, цена, выручка и валовая прибыль машин для точечной сварки Ador (2017-2022)
12.8.4 Машины для контактной точечной сварки Ador Номера моделей, изображения, описания и технические характеристики
12.8.5 Последние разработки Ador
12.9 IDEAL
12.9.1 Информация корпорации IDEAL
12.9.2 Обзор IDEAL
12.9.3 Машины для контактной точечной сварки IDEAL Продажи, цена, выручка и валовая прибыль (2017–2022 гг. )
12.9.4 Машины контактной точечной сварки IDEAL Номера моделей, изображения, описания и технические характеристики
12.9.5 Последние разработки IDEAL
12.10 Amada Miyachi America, Inc.
12.10.1 Amada Miyachi America, Inc. Информация о корпорации
12.10.2 Amada Miyachi America, Inc. Обзор
12.10.3 Amada Miyachi America, Inc. Машины для контактной точечной сварки Продажи, цена, выручка и валовая прибыль (2017–2022 гг.)
12.10.4 Машины для контактной точечной сварки Amada Miyachi America, Inc. Номера моделей продукции, изображения, описания и технические характеристики
12.10.5 Amada Miyachi America, Inc.0017 12.11.1 Информация корпорации Chowel
12.11.2 Обзор Chowel
12.11.3 Продажи машин для контактной точечной сварки Chowel, цена, выручка и валовая прибыль (2017-2022)
12.11.4 Машины для контактной точечной сварки Chowel Номера моделей продуктов, изображения, Описания и спецификации
12.11.5 Chowel Последние разработки
12. 12 DECA
12.12.1 Информация о корпорации DECA
12.12.2 Обзор DECA
12.12.3 Продажи аппаратов контактной точечной сварки DECA, цена, выручка и валовая прибыль (2017-2022)
12.12.4 Машины для контактной точечной сварки DECA Номера моделей продуктов, изображения, описания и технические характеристики
12.12.5 Последние разработки DECA
13 Анализ отраслевых цепочек и каналов продаж
13.1 Машины для контактной точечной сварки Анализ отраслевой цепочки
13.2 Машины для контактной точечной сварки Key Raw Материалы
13.2.1 Основное сырье
13.2.2 Основные поставщики сырья
13.3 Машины для контактной точечной сварки Режим производства и процесс
13.4 Машины для контактной точечной сварки Продажа и маркетинг
13.4.1 Машины для контактной точечной сварки Каналы продаж
13.4.2 Машины для контактной точечной сварки Дистрибьюторы
13.5 Машины для контактной точечной сварки Клиенты
14 Драйверы рынка, возможности, проблемы и анализ факторов риска
14. 1 Машины для контактной точечной сварки Тенденции отрасли
14.2 Машины для контактной точечной сварки Драйверы рынка сварочных машин
14.3 Машины для контактной точечной сварки Проблемы рынка
14.4 Машины для контактной точечной сварки Ограничения рынка
15 Ключевые выводы в глобальном исследовании Spot Spot Spot Welding Machines
16 Приложение
16.1 Методология исследования
16.1.1 Методология/Исследовательский подход
16.1.2 Источник данных
16.2 Подробности автора
16.3. Ответственный
Tables и Figure 9011
70017
Tabl Таблица 1. Темпы роста размера мирового рынка машин для контактной точечной сварки по типам, 2017 г. по сравнению с 2021 г. по сравнению с 2028 г. (млн долл. США)
Таблица 2. Основные производители однофазных машин для точечной сварки промышленной частоты
Таблица 3. Основные производители трехфазных низкочастотных точечных сварочных аппаратов
Таблица 4. Темпы роста размера мирового рынка машин для контактной точечной сварки по приложениям, 2017 г. по сравнению с 2021 г. 2028 г. (млн долларов США)
Таблица 5. Мировое производство машин для контактной точечной сварки по регионам: 2017 г. VS 2021 г. VS 2028 г. (тыс. единиц)
Таблица 6. Мировое производство машин для контактной точечной сварки по регионам (2017-2022 гг.) и (тыс. единиц)
Таблица 7. Мировая доля производства машин контактной точечной сварки по регионам (2017 г.) -2022)
Таблица 8. Мировое производство машин для контактной точечной сварки по регионам (2023-2028 гг.) и (тыс. единиц)
Таблица 9. Доля мирового производства машин для контактной точечной сварки по регионам (2023-2028 гг.)
Выручка по регионам: 2017 г. VS 2021 г. VS 2028 г. (млн долларов США)
Таблица 11. Мировые продажи машин для контактной точечной сварки по регионам (2017–2022 гг.) и (тыс. единиц)
Таблица 12. Доля рынка продаж машин для контактной точечной сварки в мире по регионам (2017-2022)
Таблица 13. Мировые продажи машин для контактной точечной сварки по регионам (2023–2028 гг. ) и (тыс. единиц)
Таблица 14. Глобальные продажи машин для контактной точечной сварки Доля рынка по регионам (2023–2028 гг.)
Таблица 15. Глобальные машины для контактной точечной сварки Выручка по регионам (2017–2022 гг.) и (млн долл. США)
Таблица 16. Мировая выручка от машин для контактной точечной сварки. Доля рынка по регионам (2017–2022 гг.)
& (млн долларов США)
Таблица 18. Мировая выручка от продаж машин для контактной точечной сварки Доля рынка по регионам (2023–2028 гг.)
Таблица 19. Глобальная производственная мощность машин для контактной точечной сварки по производителям (2017–2022 гг.) Машины Емкость Доля рынка по производителям (2017–2022 гг.)
Таблица 21. Глобальные продажи машин для точечной сварки сопротивлением по производителям (2017–2022 гг.) и (тыс. единиц)
Таблица 22. Доля рынка продаж машин для контактной точечной сварки в мире по производителям (2017– 2022)
Таблица 23. Мировой доход от машин для контактной точечной сварки по производителям (2017-2022 гг. ) и (млн долларов США)
Таблица 24. Доля мирового дохода от машин для контактной точечной сварки по производителям (2017-2022 гг.)
Таблица 25. Цена на машины для контактной точечной сварки по производителям, 2017–2022 гг. (долл. США/единица)
Таблица 26. Глобальный коэффициент концентрации производителей машин для контактной точечной сварки (CR5 и HHI)
Таблица 27. Глобальные машины для контактной точечной сварки по типу компании (уровень 1, уровень 2 и уровень 3) ) и (на основе выручки от продажи машин для контактной точечной сварки за 2021 г.)
Таблица 28. Распределение производственной базы машин для контактной точечной сварки и штаб-квартира
Таблица 29. Производители машин для контактной точечной сварки Предлагаемая продукция
Таблица 30. Дата выхода производителей на рынок машин для контактной точечной сварки
Таблица 31. Слияния и поглощения, планы расширения
Таблица 32. Мировые продажи машин для контактной точечной сварки по типам (2017–2022 гг. ) и (тыс. единиц)
Таблица 33. Мировые продажи машин для контактной точечной сварки по типам (2023–2028 гг.) и (тыс. единиц)
Таблица 34. Доля мировых продаж машин для контактной точечной сварки по типу (2017-2022 гг.)
Таблица 35. Доля мировых продаж машин для контактной точечной сварки по типу (2023-2028 гг.)
Таблица 36. Доля мировых продаж машин для контактной точечной сварки по типу (2017 г.) -2022) и (млн долларов США)
Таблица 37. Мировой доход от машин для контактной точечной сварки по типу (2023-2028) и (млн долларов США)
Таблица 38. Доля мирового дохода от машин для контактной точечной сварки по типу (2017-2022)
Таблица 39. Доля доходов от машин контактной точечной сварки в мире по типам (2023–2028 гг.)
Таблица 40. Цены на машины для контактной точечной сварки по типам (2017-2022 гг.) и (долл. США за единицу)
Таблица 41. Глобальный прогноз цен на машины для контактной точечной сварки по типам (2023-2028 гг.) и (долл. США за единицу)
Таблица 42. Глобальные продажи машин для контактной точечной сварки по областям применения (2017–2022 гг.) и (тыс. единиц)
Таблица 43. Мировые продажи машин для контактной точечной сварки по областям применения (2023–2028 гг.) и (тыс. единиц)
Таблица 44. Мировые продажи машин для контактной точечной сварки Доля по приложениям (2017–2022 гг.)
Таблица 45. Доля продаж машин для контактной точечной сварки в мире по областям применения (2023–2028 гг.)
Таблица 46. Доля мировых продаж машин для контактной точечной сварки в разбивке по областям применения (2017–2022 гг.) и (млн долл. США)
Таблица 47. Глобальные машины для точечной сварки сопротивлением Доход по приложениям (2023–2028 гг.) и (млн долл. США)
Таблица 48. Доля доходов от машин для контактной точечной сварки в мире по приложениям (2017–2022 гг.)
Таблица 49. Доля мировых доходов от машин для точечной сварки сопротивлением по приложениям (2023–2028 гг.)
Таблица 50. Цены на машины для контактной точечной сварки по приложениям (2017-2022 гг. ) и (долл. США за единицу)
Таблица 51. Глобальный прогноз цен на машины для контактной точечной сварки по приложениям (2023-2028 гг.) и (долл. США за единицу)
Таблица 52. Продажи машин для контактной точечной сварки в Северной Америке по типам (2017–2022 гг.) и (тыс. единиц)
Таблица 53. Продажи машин для контактной точечной сварки в Северной Америке по типам (2023–2028 гг.) и (тыс. единиц)
Таблица 54. Продажи машин для контактной точечной сварки в Северной Америке Выручка от сварочных аппаратов по типу (2017–2022 гг.) и (млн долларов США)
Таблица 55. Выручка от машин для контактной точечной сварки в Северной Америке по типам (2023–2028 гг.) и (млн долл. США)
Таблица 56. Продажи машин для контактной точечной сварки в Северной Америке по применению (2017–2022 гг.) и (тыс. единиц)
Таблица 57 , Продажи машин для контактной точечной сварки в Северной Америке по применению (2023–2028 гг.) и (тыс. единиц)
Таблица 58. Выручка от продаж машин для контактной точечной сварки в Северной Америке по применению (2017–2022 гг. ) и (млн долларов США)
Таблица 59. Северная Америка Выручка от машин контактной точечной сварки по приложениям (2023–2028 гг.) и (млн долларов США)
Таблица 60. Продажи машин для контактной точечной сварки в Северной Америке по странам (2017–2022 гг.) и (тыс. единиц)
Таблица 61. Продажи машин контактной точечной сварки в Северной Америке по странам (2023–2028 гг.) и (тыс. единиц)
Таблица 62. Выручка от машин для контактной точечной сварки в Северной Америке по странам (2017–2022 гг.) и (млн долларов США)
Таблица 63. Выручка от машин для контактной точечной сварки в Северной Америке по странам (2023–2028 гг.) и (млн долларов США)
Таблица 64. Сопротивление в Европе Продажи машин для точечной сварки по типу (2017-2022) и (тыс. шт.)
Таблица 65. Продажи машин контактной точечной сварки в Европе по типам (2023–2028 гг.) и (тыс. единиц)
Таблица 66. Выручка от продаж машин контактной точечной сварки в Европе по типам (2017–2022 гг.) и (млн долларов США)
Таблица 67. Европа Выручка от машин для контактной точечной сварки по типу (2023–2028 гг.) и (млн долларов США)
Таблица 68. Продажи машин для контактной точечной сварки в Европе по применению (2017–2022 гг.) и (тыс. единиц)
Таблица 69. Продажи машин для контактной точечной сварки в Европе по заявкам (2023-2028) и (тыс. единиц)
Таблица 70. Доход от машин для контактной точечной сварки в Европе по применению (2017-2022 гг.) и (млн долларов США)
Таблица 71. Доход от машин для контактной точечной сварки в Европе по применению (2023-2028 гг.) и (млн долларов США)
Таблица 72. Продажи машин контактной точечной сварки в Европе по странам (2017–2022 гг.) и (тыс. единиц)
Таблица 73. Продажи машин контактной точечной сварки в Европе по странам (2023–2028 гг.) и (тыс. единиц)
Таблица 74. Доходы от машин контактной точечной сварки в Европе по странам (2017–2022 гг.) и (млн долл. США)
Таблица 75. Выручка от машин для контактной точечной сварки в Европе по странам (2023–2028 гг. ) и (млн долларов США)
Таблица 76. Продажи машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе по типам (2017–2022 гг.) и (тыс. единиц)
Таблица 77. Продажи машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по типам (2023–2028 гг.) и (тыс. единиц)
Таблица 78. Выручка от машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по типам (2017–2022 гг.) и (млн долларов США)
Таблица 79. Сопротивление в Азиатско-Тихоокеанском регионе Выручка от машин для точечной сварки по типу (2023–2028 гг.) и (млн долларов США)
Таблица 80. Продажи машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе по применению (2017–2022 гг.) и (тыс. шт.)
Таблица 81. Продажи машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе по применению (2023–2028 гг.) и (тыс. шт.)
Таблица 82. Выручка от машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по приложениям (2017–2022 гг. ) и (млн долларов США)
Таблица 83. Выручка от машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе по областям применения (2023–2028 гг.) и (млн долларов США)
Таблица 84. Азиатско-Тихоокеанский регион Продажи машин для контактной точечной сварки по регионам (2017–2022 гг.) и (тыс. единиц)
Таблица 85. Продажи машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по регионам (2023–2028 гг.) и (тыс. единиц)
Таблица 86. Выручка от продаж машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе по регионам (2017–2022 гг.) и (млн долларов США)
Таблица 87 , Азиатско-Тихоокеанский регион Доход от машин для контактной точечной сварки по регионам (2023–2028 гг.) и (млн долларов США)
Таблица 88. Продажи машин для контактной точечной сварки в Латинской Америке по типу (2017–2022 гг.) и (тыс. единиц)
Таблица 89. Латинская Америка Продажи машин контактной точечной сварки по типу (2023-2028 гг.) и (тыс. шт. )
Таблица 90. Доходы от машин для контактной точечной сварки в Латинской Америке по типам (2017–2022 гг.) и (млн долл. США) 92. Продажи машин для контактной точечной сварки в Латинской Америке по применению (2017–2022 гг.) и (тыс. шт.)
Таблица 93. Продажи машин контактной точечной сварки в Латинской Америке по применению (2023–2028 гг.) и (тыс. шт.)
Таблица 94. Латинская Америка Выручка от машин контактной точечной сварки по приложениям (2017–2022 гг.) и (млн долларов США)
Таблица 95. Выручка от машин для контактной точечной сварки в Латинской Америке по применению (2023–2028 гг.) и (млн долларов США)
Таблица 96. Продажи машин для контактной точечной сварки в Латинской Америке по странам (2017–2022 гг.) и (тыс. единиц)
Таблица 97 , Продажи машин для контактной точечной сварки в Латинской Америке по странам (2023–2028 гг.) и (тыс. единиц)
Таблица 98. Выручка от продаж машин для контактной точечной сварки в Латинской Америке по странам (2017–2022 гг. ) и (млн долларов США)
Таблица 99. Латинская Америка Выручка от машин контактной точечной сварки по странам (2023-2028 гг.) и (млн долларов США)
Таблица 100. Продажи машин для контактной точечной сварки на Ближнем Востоке и в Африке по типам (2017–2022 гг.) и (тыс. единиц)
Таблица 102. Доходы от машин для контактной точечной сварки на Ближнем Востоке и в Африке по типам (2017–2022 гг.) и (млн долл. США) млн)
Таблица 104. Продажи машин контактной точечной сварки на Ближнем Востоке и в Африке по применению (2017–2022 гг.) и (тыс. шт.)
Таблица 105. Продажи машин для контактной точечной сварки на Ближнем Востоке и в Африке по областям применения (2023–2028 гг.) и (тыс. единиц) )
Таблица 107. Доход от машин для контактной точечной сварки на Ближнем Востоке и в Африке по приложениям (2023–2028 гг.) и (млн долл. США) ед.)
Таблица 109. Продажи машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по странам (2023–2028 гг.) и (тыс. единиц)
Таблица 110. Доходы от продаж машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по странам (2017–2022 гг.) и (млн долл. США)
Таблица 111 Выручка от машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по странам (2023–2028 гг.) и (млн долл. США)
Таблица 112. Информация Lincoln Electric Corporation
Таблица 113. Описание Lincoln Electric и основные направления деятельности
Таблица 114. Lincoln Electric Точечная сварка сопротивлением Продажи машин (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 115. Машины для контактной точечной сварки Lincoln Electric Номера моделей, изображения, описания и технические характеристики
Таблица 116. Последние разработки Lincoln Electric
Таблица 117. Информация о корпорации Illinois Tool Works Inc
Таблица 118. Описание и основные виды деятельности Illinois Tool Works Inc
Таблица 119. Продажи машин контактной точечной сварки Illinois Tool Works Inc. (тыс. шт.), выручка (млн долл. США), цена (долл. США/шт.) и валовая прибыль (2017–2022 гг.)
Таблица 120. Машины контактной точечной сварки Illinois Tool Works Inc. Номера моделей продуктов, изображения, описания и технические характеристики
Таблица 121. Последние разработки Illinois Tool Works Inc.
Таблица 122. Информация о корпорации Fronius
Таблица 123. Описание и основные направления деятельности Fronius
Таблица 124. Продажи аппаратов контактной точечной сварки Fronius (тыс. единиц), выручка (млн долл. США), цена ( США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 125. Машины для контактной точечной сварки Fronius, номера моделей, изображения, описания и технические характеристики
Таблица 126. Последние разработки Fronius
Таблица 127. Информация о компании Centerline (Windsor) Limited Corporation
Таблица 128. Описание компании Centerline (Windsor) Limited и основные виды деятельности
Таблица 129. Продажи машин для точечной сварки Centerline (Windsor) с ограниченным сопротивлением (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017 г.) -2022)
Таблица 130. Осевая линия (Windsor) Машины для точечной сварки с ограниченным сопротивлением Номера моделей, изображения, описания и технические характеристики
Таблица 131. Осевая линия (Windsor) Limited Последние разработки
Таблица 132. Информация корпорации Obara
Таблица 133. Описание и основные виды деятельности Obara
Таблица 134. Продажи машин контактной точечной сварки Obara (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 135. Obara Машины для контактной точечной сварки Номера моделей, изображения, описания и технические характеристики
Таблица 136. Последние разработки Obara
Таблица 137. Информация о корпорации ESAB
Таблица 138. Описание и основные виды деятельности ESAB
Таблица 139. Продажи машин для контактной точечной сварки ESAB (тыс. единиц) , выручка (млн долл. США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 140. Машины контактной точечной сварки ESAB Номера моделей, изображения, описания и технические характеристики
Таблица 141. Последние разработки ESAB
Таблица 142. Информация о корпорации ARO Welding Technologies SAS
Таблица 143. Описание ARO Welding Technologies SAS и основные направления деятельности
Таблица 144 Таблица 145. Машины для контактной точечной сварки SAS ARO Welding Technologies Продажи (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.) Номера, изображения, описания и технические характеристики
Таблица 146. ARO Welding Technologies SAS Последние разработки
Таблица 147. Информация о корпорации Ador
Таблица 148. Описание и основные направления деятельности Ador
Таблица 149. Продажи машин для контактной точечной сварки Ador (тыс. единиц), выручка (млн долл. США), цена ( США за единицу) и валовая прибыль (2017–2022 гг. )
Таблица 150. Машины для контактной точечной сварки Ador Номера моделей, изображения, описания и технические характеристики
Таблица 151. Последние разработки Ador
Таблица 152. Информация о корпорации IDEAL
Таблица 153. Описание IDEAL и основные направления деятельности
Таблица 154. Продажи машин для контактной точечной сварки IDEAL (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 155. IDEAL Машины для контактной точечной сварки Номера моделей, изображения, описания и технические характеристики
Таблица 156. Последние разработки IDEAL
Таблица 157. Информация о корпорации Amada Miyachi America, Inc.
Таблица 158. Amada Miyachi America, Inc. Описание и основные виды деятельности
Таблица 159. Продажи машин контактной точечной сварки Amada Miyachi America, Inc. (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 160. Amada Miyachi America, Inc. Машины для контактной точечной сварки. Продажи машин (тыс. единиц), выручка (млн долларов США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)
Таблица 165. Машины для контактной точечной сварки Chowel Номера моделей, изображения, описания и технические характеристики
Таблица 166. Последние разработки Chowel
Таблица 167. Информация о корпорации DECA
Таблица 168. Описание и основные направления деятельности DECA
Таблица 169. Машины для контактной точечной сварки DECA Продажи (тыс. единиц), выручка (млн долл. США), цена (долл. США за единицу) и валовая прибыль (2017–2022 гг.)0017 Таблица 171. Последние разработки DECA
Таблица 172. Списки основных сырьевых материалов
Таблица 173. Списки основных поставщиков сырья
Таблица 174. Список дистрибьюторов машин для контактной точечной сварки
Таблица 175. Список покупателей машин для контактной точечной сварки
Таблица 176. Тенденции рынка сварочных аппаратов
Таблица 177. Драйверы рынка аппаратов контактной точечной сварки
Таблица 178. Проблемы рынка аппаратов контактной точечной сварки
Таблица 179. Ограничения рынка аппаратов контактной точечной сварки
Таблица 180. Исследовательские программы/дизайн для данного отчета
Таблица 181. Информация о ключевых данных из вторичных источников
Таблица 182. Информация о ключевых данных из первичных источников
Список рисунков
Рисунок 1. Машины для контактной точечной сварки Изображение продукта
Рисунок 2. Общие сведения Доля рынка машин для контактной точечной сварки по типам в 2021 и 2028 годах
0017 Рисунок 5. Доля мирового рынка машин для контактной точечной сварки по приложениям в 2021 и 2028 годах
Рисунок 11. Глобальные мощности, производство и использование машин для контактной точечной сварки (2017–2028 гг.) и (тыс. единиц)
Рисунок 12. Доля мирового рынка производства машин для контактной точечной сварки по регионам в процентах: 2021 г. по сравнению с 2028 г.
Рисунок 13. Доля мирового рынка машин контактной точечной сварки по регионам (2017-2022 гг.)
Рисунок 14. Доля мирового рынка производства машин контактной точечной сварки по регионам (2023-2028 гг.)
Рисунок 15. Темпы роста производства машин контактной точечной сварки в Северная Америка (2017–2028 гг.) и (тыс. единиц)
Рисунок 16. Темпы роста производства машин для контактной точечной сварки в Европе (2017–2028 гг.) и (тыс. единиц)
Рисунок 17. Темпы роста производства машин для контактной точечной сварки в Китае (2017 г.) -2028) и (тыс. единиц)
Рисунок 18. Темпы роста производства машин для контактной точечной сварки в Японии (2017–2028 гг.) и (тыс. единиц)
Рисунок 19. Мировые продажи машин для контактной точечной сварки, 2017–2028 гг. (тыс. единиц)
Рисунок 20. Мировой доход от машин для контактной точечной сварки , (млн долларов США), 2017 г. VS 2021 г. VS 2028 г.
Рисунок 21. Мировой доход от машин для контактной точечной сварки, 2017–2028 гг. (млн долларов США)
Рисунок 22. Мировой доход от машин для контактной точечной сварки Доля рынка по регионам в процентах: 2021 г. по сравнению с 2028 г.
Рисунок 23. Доля мирового рынка продаж машин для контактной точечной сварки по регионам (2017–2022 гг.)
Рисунок 24. Доля мирового рынка продаж машин для контактной точечной сварки по регионам (2023–2028 гг.)
Рисунок 25. Продажи машин для контактной точечной сварки в Северной Америке в годовом исчислении (2017–2028) и (тыс. единиц)
Рисунок 26. Выручка от машин для контактной точечной сварки в Северной Америке в годовом исчислении (2017–2028) и (млн долларов США)
Рисунок 27. Продажи машин для контактной точечной сварки в Европе в годовом исчислении (2017–2028) и (К единиц)
Рисунок 28. Выручка от продаж машин для контактной точечной сварки в Европе в годовом исчислении (2017–2028 гг.) и (млн долларов США)
Рисунок 29. Продажи машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе в годовом исчислении (2017–2028 гг. ) и (тыс. единиц)
Рисунок 30. Азия Выручка от продаж машин для контактной точечной сварки в Тихоокеанском регионе в годовом исчислении (2017–2028 гг.) и (млн долл. США)
Рисунок 31. Продажи машин для контактной точечной сварки в Латинской Америке в годовом исчислении (2017–2028) и (тыс. единиц)
Рисунок 32. Латинская Америка. Точечная сварка сопротивлением Выручка от машин в годовом исчислении (2017–2028 гг.) и (млн долларов США)
Рисунок 33. Продажи машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке в годовом исчислении (2017–2028 гг.) и (тыс. единиц)
Рисунок 35. Доля рынка машин для контактной точечной сварки среди 10 и 5 крупнейших производителей в мире в 2021 г.
Выручка в 2021 году
Рисунок 37. Доля рынка машин для контактной точечной сварки по типу компании (уровень 1, уровень 2 и уровень 3): 2017 г. по сравнению с 2021 г.
Рисунок 38. Доля мирового рынка продаж машин для контактной точечной сварки по типу (2017–2028 гг. )
Рисунок 39 Рисунок 40. Доля рынка продаж машин для контактной точечной сварки в мире по приложениям (2017–2028 гг.)
2017-2028)
Рисунок 42. Доля рынка продаж машин для контактной точечной сварки в Северной Америке по типам (2017–2028 гг.)
Рисунок 43. Доля рынка продаж машин для контактной точечной сварки в Северной Америке по типам (2017–2028 гг.)
Рисунок 44. Машины для контактной точечной сварки в Северной Америке Доля рынка продаж по приложениям (2017–2028 гг.)
Рисунок 45. Доля продаж машин контактной точечной сварки в Северной Америке Доля рынка по приложениям (2017–2028 гг.)
Рисунок 46. Доля продаж машин контактной точечной сварки в Северной Америке по странам (2017–2028 гг.)
Рисунок 47. Доля доходов от машин контактной точечной сварки в Северной Америке по странам (2017–2028 гг.)
Рисунок 48. Доходы от машин контактной точечной сварки в США (2017–2028 гг.) и (млн долл. США)
Рисунок 49. Доходы Канады от машин контактной точечной сварки (2017–2028) и (млн долларов США)
Рисунок 50. Доля рынка продаж машин для контактной точечной сварки в Европе по типам (2017–2028)
Рисунок 51. Доля рынка продаж машин для контактной точечной сварки в Европе по типам (2017–2028)
Рис. 52. Доля рынка продаж машин контактной точечной сварки в Европе по областям применения (2017–2028 гг.)
Рисунок 53. Доля рынка машин для контактной точечной сварки в Европе по приложениям (2017–2028 гг.)
Рисунок 54. Доля продаж машин для контактной точечной сварки в Европе по странам (2017–2028 гг.)
Рисунок 55. Доля доходов от продаж машин для контактной точечной сварки в Европе по странам (2017-2028)
Рисунок 56. Доход от машин для контактной точечной сварки в Германии (2017-2028) и (млн долларов США)
Рисунок 57. Доход от машин для контактной точечной сварки во Франции (2017-2028) и (млн долларов США)
Рисунок 58 Доходы от машин контактной точечной сварки в Великобритании (2017–2028 гг.) и (млн долларов США)
Рисунок 59. Выручка от машин для контактной точечной сварки в Италии (2017–2028 гг. ) и (млн долларов США)
Рисунок 60. Выручка от продаж машин для контактной точечной сварки в России (2017–2028 гг.) и (млн долларов США)
Рисунок 61. Азиатско-Тихоокеанский регион Resistance Spot Доля рынка продаж сварочных аппаратов по типу (2017–2028 гг.)
Рисунок 62. Азиатско-Тихоокеанский регион Доля рынка продаж машин для контактной точечной сварки по типу (2017–2028 гг.)
2028)
Рисунок 64. Выручка от продаж машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе Доля рынка по применению (2017–2028 гг.)
Рисунок 65. Доля продаж машин для контактной точечной сварки в Азиатско-Тихоокеанском регионе по регионам (2017–2028 гг.)
Рисунок 66. Доход от продаж машин для точечной сварки сопротивлением в Азиатско-Тихоокеанском регионе Доля по регионам (2017–2028 гг.)
Рисунок 67. Доход от машин для контактной точечной сварки в Китае (2017–2028 гг.) и (млн долл. США)
Рисунок 68. Доход от машин для контактной точечной сварки в Японии (2017–2028 гг. ) и (млн долл. США)
Рисунок 69. Доход от машин для контактной точечной сварки в Южной Корее (2017–2028 гг.) и (млн долл. США)
Рисунок 70. Доход от машин для контактной точечной сварки в Индии (2017–2028 гг.) и (млн долл. США)
Выручка от сварочных аппаратов (2017–2028 гг.) и (млн долл. США)
Рисунок 72. Выручка от машин для контактной точечной сварки на Тайване (2017–2028 гг.) и (млн долл. США)
Рисунок 73. Выручка от машин для контактной точечной сварки в Индонезии (2017–2028 гг.) & (млн долларов США)
Рисунок 74. Выручка от машин контактной точечной сварки в Таиланде (2017-2028 гг.) & (млн долларов США)
Рисунок 75. Выручка от машин для контактной точечной сварки в Малайзии (2017–2028 гг.) и (млн долларов США)
Рисунок 76. Выручка от машин для контактной точечной сварки на Филиппинах (2017–2028 гг.) и (млн долларов США)
Рисунок 77. Латинская Америка. Доля рынка продаж сварочных аппаратов по типам (2017–2028 гг.)
Рисунок 78. Доля рынка продаж машин контактной точечной сварки в Латинской Америке по типам (2017–2028 гг. )
Рисунок 79. Доля рынка продаж аппаратов контактной точечной сварки в Латинской Америке по приложениям (2017–2028 гг.) 2028)
Рисунок 80. Выручка от продаж машин для контактной точечной сварки в Латинской Америке Доля рынка по применению (2017–2028 гг.)
Рисунок 81. Доля продаж машин для контактной точечной сварки в Латинской Америке по странам (2017–2028 гг.)
Рисунок 82. Доход от продаж машин для контактной точечной сварки в Латинской Америке Доля по странам (2017–2028 гг.)
Рисунок 83. Выручка от машин для контактной точечной сварки в Мексике (2017–2028 гг.) и (млн долл. США)
Рисунок 84. Доход от машин для контактной точечной сварки в Бразилии (2017–2028 гг.) и (млн долл. США)
Рисунок 85. Выручка Аргентины от машин для контактной точечной сварки (2017–2028 гг.) и (млн долларов США)
Рисунок 86. Ближний Восток и Африка Доля рынка продаж машин для контактной точечной сварки по типу (2017–2028 гг.)
Рисунок 87. Ближний Восток и Доля рынка машин для точечной сварки сопротивлением в Африке по типам (2017–2028 гг. )
Рисунок 88. Доля рынка продаж машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по приложениям (2017–2028 гг.)
Рисунок 89. Доходы от машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке Доля рынка по приложениям (2017–2028 гг.)
Рисунок 90. Доля продаж машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по странам (2017-2028 гг.)
Рисунок 91. Доля доходов от продаж машин для точечной сварки сопротивлением на Ближнем Востоке и в Африке по странам (2017-2028 гг.)
Рисунок 92. Турция, Точечная сварка сопротивлением Выручка от машин (2017–2028 гг.) и (млн долл. США)
Рисунок 93. Выручка Саудовской Аравии от машин для контактной точечной сварки (2017–2028 гг.) и (млн долл. США)
Рисунок 94. Выручка ОАЭ от машин для контактной точечной сварки (2017–2028) & (млн долларов США)
Рисунок 95. Цепочка создания стоимости машин для контактной точечной сварки
Рисунок 96. Процесс производства машин для контактной точечной сварки
Рисунок 97. Каналы сбыта
Рисунок 98. Профили дистрибьюторов
Рисунок 99. Подходы «снизу вверх» и «сверху вниз» для данного отчета
Рисунок 100. Триангуляция данных
Рисунок 101. Опрошенные ключевые руководители
Ключевые игроки
Lincoln Electric
Illinois Tool Works Inc
Fronius
Centerline (Windsor) Limited
Obara
ESAB
ARO Welding Technologies SAS
Ador
IDEAL
Amada Miyachi America, Inc.
Chowel
DECA
Speak with Analyst
, Азиатско-Тихоокеанский регион, Южная Америка, Ближний Восток и Африка
Рыночный отчет предоставляет глобальным компаниям возможность выйти на новые рынки, инвестировать в новые сектора, проанализировать реакцию потребителей, изучить глобальную конкуренцию и, в конечном итоге, сделать разумные инвестиции.
В этом отчете рассматриваются последние события на рынке с точки зрения приобретений, стратегий роста, совместных предприятий и сотрудничества, запуска новых продуктов и многое другое в отрасли.
Мы можем настроить отчеты перед продажей. Если вам нужна настройка, мы просим вас предоставить конкретную информацию о настройке до отправки. Это потому, что мы быстро работаем с вашими запросами, поскольку это требует большого усердия. После того, как отчет будет отправлен вам, будет взиматься дополнительная плата за настройку, и он будет рассматриваться как послепродажный запрос.
Запрос образца отчета в Xcellent Insights осуществляется без проблем! Вы можете либо запросить его на странице отчета, либо позвонить нашему менеджеру по продажам в США: +1 408 627 7717 / Великобритания: +44 208 638 6439 и поделиться/обсудить ваши требования. Наша команда поделится с вами образцом отчета в течение 12 рабочих часов / в ближайшее время.
Заказать отчет в Xcellent Insights просто! Вы можете выбрать тип лицензии, который соответствует вашим требованиям, и перейти к оформлению заказа. Он перенаправит вас на платежный шлюз со списком вариантов оплаты. Будьте уверены, что мы не храним платежные реквизиты.