Присадка для сварки 4 буквы
Слово из 4 букв, первая буква – «Б», вторая буква – «У», третья буква – «Р», четвертая буква – «А», слово на букву «Б», последняя «А». Если Вы не знаете слово из кроссворда или сканворда, то наш сайт поможет Вам найти самые сложные и незнакомые слова.
Отгадайте загадку:
Я — имя женское, я — чувство, Мой праздник — в феврале. Живу в сердцах, живу я в душах, И в воздухе витаю по весне. Показать ответ>>
Я — на том берегу И на этом берегу. Через речку перебраться Я тебе помогу. Показать ответ>>
Я — сборник карт; от ударения Зависят два моих значения. Хочу — преображусь в название Блестящей, шелковистой ткани. Показать ответ>>
Другие значения этого слова:
Случайная загадка:
Бусы красные висят, Из кустов на нас глядят. Очень любят бусы эти Дети, птицы и медведи.
Случайный анекдот:
Президент РФ В.В.Путин выступил с новой инициативой: «Полагаю, что глава государства должен избираться главой государства по представлению главы государства.»
Знаете ли Вы?
На Земле очень много различных водорослей, от крошечных, состоящих из одной клетки, до гигантов в 40 метров!
Сканворды, кроссворды, судоку, кейворды онлайн
Создание аргонодуговой и газовой сварки поспособствовали появлению эффективного присадочного материала для получения высококачественного сварного соединения деталей. Присадки, отвечая всем эксплуатационным требованиям, дают возможность не только сэкономить металл, но и повысить прочность всей конструкций.
Для дугового метода
При большом многообразии видов сварки широкое распространение получила аргонодуговое сваривание, где аргон используется в качестве защитного инертного газа.
Присадки, для этого способа соединения деталей из металла представляют собой прочные, жесткие, пластичные пруты, определенного диаметра и фиксированной длинны.
Изделия, широко применяется для сварки черной стали, нержавейки, алюминия, меди.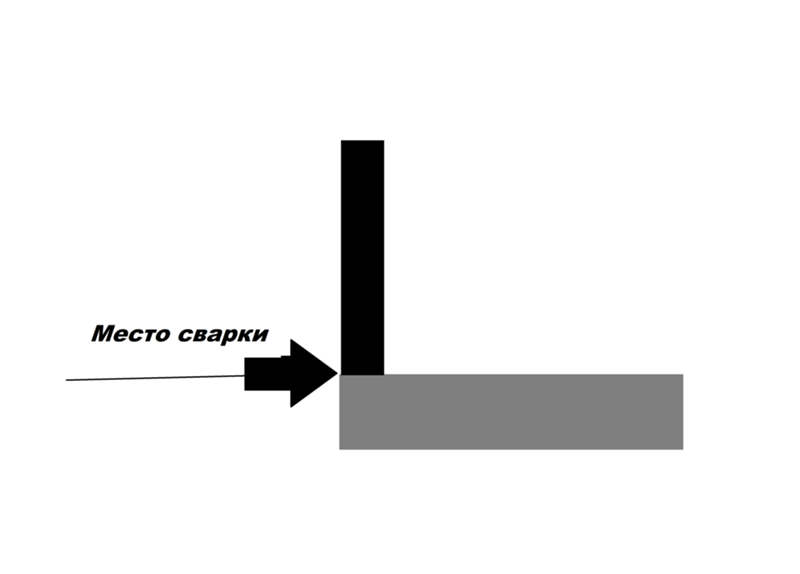 Присадочные стержни, упрощая и ускоряя процесс сваривания, имеют ряд преимуществ:
Присадочные стержни, упрощая и ускоряя процесс сваривания, имеют ряд преимуществ:
- при высоких температурах сохраняют свои механические свойства;
- гарантируют стойкое стабильное горение дуги;
- обеспечивают равномерное плавление металла;
- формирует аккуратный, плотный шов, не поддающийся растрескиванию и коррозии.
Присадочные прутки для аргонодуговой сварки обычно имеют длину 1 м и диаметр 3 – 8 мм. Основные материалы, из которых изготовляются такой присадочный материал, – это углеродистая сталь, медь, алюминий, нержавейка.
Обладая хорошей текучестью, вязкостью, высокой электропроводностью идеально подходят для сплавов, которые содержат магний, кремний, никель, хром.
Важно, знать, что перед началом сварки прутки должны иметь ровную поверхность без следов ржавчины и различных загрязнений. По химическому составу они должны быть идентичны свариваемому металлу.
Стержни часто применяются при сложных соединениях металлических деталей. Сваривание выполняется вручную или автоматически в различных пространственных положениях.
Присадочные прутки, за счет удобной формы и разного состава используются практически для сваривания любого вида металла и многих пластмасс, в том числе полипропилена, полиэтилена, фторопластов.
Для газовой сварки
Газовая сварка является одним из универсальных процессов получения неразъемных соединений. Характеризуется она высокой скоростью плавления и хорошим качеством шва, широко применяется при ремонте литых изделий из чугуна, стали, меди, латуни, алюминия.
При таком способе сваривания обычно используют присадочную проволоку сплошного сечения, порошковую и активированную. Изготавливается продукция из низкоуглеродистой и легированной стали, алюминия, меди и их сплавов.
Наполнителем присадочного материала является смесь химикатов, минералов, ферросплавов и руды. Присадка для газовой сварки имеет ряд особенностей:
- в процессе сварки плавиться равномерно, не разбрызгивается;
- защищает металл от воздуха, поддерживая стабильность процесса сварки;
- дает возможность выполнять работы в любом положении;
- минимизирует внутренние дефекты сварных соединений.


Присадочная сварочная проволока обеспечивает стойкость поверхности металла к интеркристаллитной коррозии, имеет высокую производительность.
При сварке проволокой рекомендуется избегать увлажнения ее сердечника, толщина и химический состав должны соответствовать свариваемому материалу.
Технологические свойства порошковой проволоки, определяются путем пробной сварки в нижнем положении, где важными показателями является качественное заполнение шва, минимальная потеря металла на разбрызгивание, устранение выделяемого вредного дыма, получение качественного соединения.
Подготовка к работе
Качество сварного соединения устанавливается размерами и формами присадочных материалов, минимальной затратой электроэнергии и труда. Основными параметрами аргонодуговой и газовой сварки является вид тока, диаметр присадочного прутка или проволоки, положение шва в пространстве, вида оборудования. Существуют стандартные рекомендации при выборе диаметра расходного материала.
Если толщина металла не превышает 5 мм, то для сварки шва подойдет присадочный круг 2 – 3 мм. При угловых и тавровых соединениях, где катет шва составляет 3 – 5 мм используют проволоку или прут диаметром 3 – 4 мм.
Материал диаметром 4 – 5 мм применяют при размере места соединения 6 – 8 мм. Перед началом сварки необходимо проверить состояние присадочного материала при наличии следов смазки удалить обезжиривающим средством.
Любой присадочный материал при сварочных работах не должен быть источником образования опасных и вредных веществ. Для этого производители постоянно улучшают качество продукции, для повышения механических свойств используют легирующие элементы, совершенствуют технологический процесс для повышения производительности и качества сварки.
Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем. При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба.
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.
Сварочные расходные материалы поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
Для того, чтобы выполнить шов, как привило довольно часто применяются присадочные материалы. Такие материалы применяются для того, чтобы иметь возможность обеспечить не только ту геометрию шва, которую вы ставите перед собой, начиная работы, но и те эксплуатационные характеристики, которые будут гарантировать отсутствие дефектов.
Как показывает практика, присадочный материал по своему составу очень редко отличается от того материала, который будет поддаваться сварке.
Как производится разработка присадочного материала?
Разработка присадочного материала производится в полном соответствии к тем конкретным группам металлов, что нужно сварить или же сплавов, или даже к целым отдельным маркам. Важно помнить о том, что присадочный материал по своему составу должен быть значительно чище, чем свариваемый с точки зрения примесей, а также в нем должно содержаться меньше газов и шлаков.
Присадочный материал по своей сути – это металлическая проволока со сплошным сечением или же порошковая проволока. Кроме того, присадочным материалом могут выступать:
Какие показатели считаются важными для присадочной проволоки?
Если говорить о характеристиках, то тут стоит отдавать должное внимание качеству присадочного материала. Его поверхность должна быть идеальной, а диаметр не имеет права иметь каких – либо отклонений. Кроме того, учитываются овальность и другие показатели.
Его поверхность должна быть идеальной, а диаметр не имеет права иметь каких – либо отклонений. Кроме того, учитываются овальность и другие показатели.
Что нужно сделать для того, чтобы сохранить качество присадочного материала?
По большому счету, такие материалы имеют большой срок годности, но при условии, что их будут правильно хранить. Нужно учитывать, что присадочный материал должен быть хорошо упакован или даже- законсервирован. К транспортировке также нужно подходить ответственно. Как правило, присадочный материал формируется в специальные бухты или мотки, которые пропитаны консервирующей смазкой. Сверху такие мотки обязательно должны быть покрыты специальной пленкой, которая не будет пропускать влагу. Сегодня, конечно, есть и другие варианты формирования присадочных материалов, которые не обязуют применения консервирующей смазки. При покупке обязательно обращайте внимание на сертифицирующие документы, которые скажут вам об изготовителе. В тубе должен быть сертификат, который будет нести информацию об:
- Марке материала.
- Его партии.
- Химическом составе.
- Других важных сведениях.
Когда идет процесс подготовки материала к работе, нужно тщательно зачистить присадочный материал. При сварке на проволоке не должно остаться никаких следов от смазки и других раздражителях. Можно обойтись банальным обезжириванием, чтобы удалить оксиды – этот процесс не займет много времени.
Помните, что для того, чтобы приступить к свариванию, присадочный материал обязательно должен соответствовать стандартам (ГОСТу), а также техническим условиям. При помощи присадочных материалов можно сварить чугун, сталь, алюминий, медь, титан и многие другие сплавы.
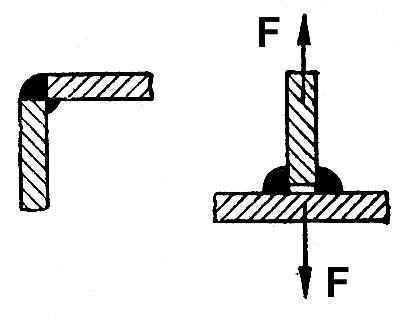
Как называется место соединения деталей
Место – соединение – деталь
Место соединения деталей заклепками называется заклепочным швом. [2]
Место соединения деталей в разрезах и на видах изображают при пайке линией в 2 раза толще сплошной основной линии. Для обозначения пайки на чертежах применяют условный знак в виде дуги, который помещают на линии-выноске. [4]
Для обозначения пайки на чертежах применяют условный знак в виде дуги, который помещают на линии-выноске. [4]
Место соединения деталей заклепками называется заклепочным швом. [5]
Плавление мест соединений деталей обеспечивается различными способами: электрической дугой в воздухе или в среде защитных газов, газовой ацетилено-кислородной горелкой. Газовая сварка обеспечивает большую плотность соединений, чем электродуговая, однако прочность их ниже. [6]
К местам соединения деталей оболочки с кварцевым заполнением требования по размерам и классу обработки прилегающих поверхностей, а также по величине взрывонепроницаемого зазора не предъявляются. [7]
В местах соединений детали спуска должны иметь надежный электросварной контакт. Величину L выбирают в зависимости от удельного сопротивления грунта. [8]
Применяется для уплотнения мест соединения деталей в средах: бензин, керосин, минеральное масло и продукты сгорания керосина и бензина. Выпускается в листах размерами не более 1500 X 1000 мм. [9]
Для обеспечения герметичности мест соединения деталей керамических аппаратов и трубопроводов применяются прокладки из асбеста, который обладает стойкостью против действия различных кислот. [11]
Для обеспечения герметичности мест соединения деталей керамических аппаратов и трубопроводов применяются прокладки из асбеста, который обладает стойкостью против действия различных кислот. [13]
Для обеспечения герметичности мест соединения деталей керамиковых аппаратов и трубопроводов применяются прокладки главным образом из асбеста, который обладает стойкостью против действия различных кислот. Для повышения его стойкости и надежности работы аппаратов и трубопроводов: ро-кладки из асбеста пропитывают специальными составами. [14]
Переходные сопротивления в местах соединения деталей с корпусом не должны превышать тысячных долей ома. Все электрические цепи, которые могут нести помехи, желательно экранировать и собирать в отдельные жгуты. Экранирующие оболочки кабелей с корпусом прибора должны иметь переход-йбе сояротивление, не превышающее тысячные доли ома. Источники помех в виде электродвигателей, контакторов и других устройств должны помещаться в экранирующие корпуса. [15]
Экранирующие оболочки кабелей с корпусом прибора должны иметь переход-йбе сояротивление, не превышающее тысячные доли ома. Источники помех в виде электродвигателей, контакторов и других устройств должны помещаться в экранирующие корпуса. [15]
Если вы хотите узнать как называется место соединения деталей из ткани словом, в котором всего 3 буквы, то не стоит удивляться, ведь каждый из нас прекрасно знает как называется это место. Слово настолько простое и знакомое всем, что, увидев его, вы сразу подумаете о том, что должны были догадаться и сами.
Итак, готовьтесь прочитать правильный ответ. Это шов.
Добрый вечер! Здравствуйте, уважаемые дамы и господа! Пятница! В эфире капитал-шоу «Поле чудес»! И как обычно, под аплодисменты зрительного зала я приглашаю в студию тройку игроков. А вот и задание на этот тур:
Вопрос: Место соединения двух деталей (Слово состоит из 4 буквы)
Ответ: Стык (4 буквы)
Если этот ответ не подходит, пожалуйста воспользуйтесь формой поиска.
Постараемся найти среди 1 126 642 формулировок по 141 989 словам.
Блеск на локтях 4 буквы
Слово из 4 букв, первая буква — «Л», вторая буква — «А», третья буква — «С», четвертая буква — «А», слово на букву «Л», последняя «А». Если Вы не знаете слово из кроссворда или сканворда, то наш сайт поможет Вам найти самые сложные и незнакомые слова.
Отгадайте загадку:
Железный нос В землю врос, Роет, копает, Землю разрыхляет. Показать ответ>>
Железный нос В землю врос, Роет, копает, Зеркалом сверкает. Показать ответ>>
Жёлтая курица Под тыном дуется. Показать ответ>>
Другие значения этого слова:
Случайная загадка:
Четыре четырки, Две растопырки, Седьмой вертун, А сам ворчун.
Случайный анекдот:
Готовится к показу новая веpсия нашумевшего блокбастеpа «Lord of The Ring» В главных pолях Майк Тайсон и Ленокс Льюис.
Знаете ли Вы?
Майонез – один из самых популярных соусов в мире. Он появился в XVIII веке в стране гурманов – Франции.
Сканворды, кроссворды, судоку, кейворды онлайн
блеск потертых штанов
• пятно на брюках
• пятно от долгой носки
• «блеск» от утюга на юбке
• пятно на штанине
• «блеск» от утюга на одежде
• затертость на штанине
• блеск на старых штанах
• пятно на старых брюках
• пятно на штанах
• блеск на старых брюках
• блеск старых штанов
• блестящее пятно на брюках
• пятно на брючине
• истертое место на брюках
• блеск вытертых штанов
• лоск на старых штанах
• лоснящееся пятно на штанах
• сальное пятно на рукаве
• сальное пятно на пиджаке
• пятно на старых штанах
• изъян на старых штанах
• потертое место на юбке
• истертое пятно на юбке
• лоснящееся пятно (разг.)
• «блеск» от утюга на одежде
• ‘Блеск’ от утюга на юбке
• ласима, ласинка ж. гладкая полоса на чем-либо, того же цвета; пятно лаптою, полосою, от сырости, от горячого утюга и пр. Ласить, делать, покидать ласы. Утюг ласит. новг. говор. ласать; ласать жениха, марать его ногами, по шуточному обычаю. Ласеть, становиться полосатым, или с пятнами. См. лоск и ласкать: ласа, полоса, от лоск; ласа, сладкоежка, от лакомый; ласа, ласковый и ласа, льстец, от ласка, ласкать, конечно общего корня с лоск и лесть
• ласка, ласеха, ласонька об. пск. кур. смол. лакомка, лагиза, сладкоежка (см. также ласкать). Ласый, лакомый до чего, охочий. Ласый до колбасы, зап. ласкательный, нежный, любящий ласкаться. Примешь до ласки, проводи до коляски, зап. Женская ласка, да морская затишь, равно ненадежны. Ласки в глазки. Он лас до угощений. меня дружек ласенький, без гостинца к нему не ходи! Ласощи ж. мн. южн. сласти, лакомства. Ласовать и -ся южн. зап. лакомиться. Ласовка ж. ласа, лакомка. Петровка голодовка, а спасовка ласовка. Ласоватый, несколько лакомый. Ласун, -нья, ласунька об. смол. пск. лакомка. Ласутка ж. вологодск. недоросль? Ласица ж. vulva bestiarum. Ласица также зверок ласка, ласочка (ошибчн. ласточка), норок стар. веверица? Мustela nivalis, хорькового рода; она зимою вся белая, тогда как у сродного ей горностая кончик хвостика черный. Ласка, у кузнецов: оттягиванье, сплющенье конца железной полосы для сварки, и самые соединяемые концы; оттянуть ласку, отковать и изготовить для сварки. Ласкарь м. пск. лыскарь стар. железная лопатка или заступ. Ласичка ж. насекомое? Ласкать кого, обращаться с кем приветливо, изъявлять нежное участье, расположенье, миловать, нежить. глаза ласкают, за глаза ругают. Ласкаться к кому, около кого, стараться войти к кому в любовь и милость нежностями и лестью; заискивать, лаская кого; увиваться. Собака взласкалась, заласкалась. Доласкаться подарочка. Наласкалась, плутовка! Обласкать кого. Поласкай лошадку. Он подласкался к ней. Всю псарню переласкал. Приласкай его. Проласкала все утро кошку. Разласкалась шавка. Ласканье ср. длит. ласка ж. об. действ. по знач. глаг. Ласки твои мне уж надоели. Не все таскаю, ино и ласкою, добром, приветом, любовно. Ласа, ласка, ласочка, ласанька, ласута об. кто ласкается, нежно обхаживает, сам ища ласки и привета. Ласенька об. ниж. бедняк, сердечный, голыш (от этого офенское ласо, мало). Ласа об. лиса, льстец; вкрадчивый человек. Ласковый, приветливый, любовный; дружеский, милостивый и благодушный. Он ко всякому или до всякого ласков. Он принял меня ласково. Спасибо, на ласковом слове. Хоть хлеба краюшка, да пшена четвертушка, от ласкова хозяина и то угощенье! Ласковое слово не трудно, а споро. Ласковое слово лучше мягкого пирога. Ласково слово многих прельщает. собака ласковое слово знает (старое добро помнит). Ласковы телятки сосут по две матки. Ласковое теля двух маток сосет, а бодливое и одной не увидит. Ласковый клин, пологий, некрутой, легко подбиваемый. Ласковость ж. свойство по прилаг. Ласковатый, ласковый, в меньшей степени.
Ласоватый, несколько лакомый. Ласун, -нья, ласунька об. смол. пск. лакомка. Ласутка ж. вологодск. недоросль? Ласица ж. vulva bestiarum. Ласица также зверок ласка, ласочка (ошибчн. ласточка), норок стар. веверица? Мustela nivalis, хорькового рода; она зимою вся белая, тогда как у сродного ей горностая кончик хвостика черный. Ласка, у кузнецов: оттягиванье, сплющенье конца железной полосы для сварки, и самые соединяемые концы; оттянуть ласку, отковать и изготовить для сварки. Ласкарь м. пск. лыскарь стар. железная лопатка или заступ. Ласичка ж. насекомое? Ласкать кого, обращаться с кем приветливо, изъявлять нежное участье, расположенье, миловать, нежить. глаза ласкают, за глаза ругают. Ласкаться к кому, около кого, стараться войти к кому в любовь и милость нежностями и лестью; заискивать, лаская кого; увиваться. Собака взласкалась, заласкалась. Доласкаться подарочка. Наласкалась, плутовка! Обласкать кого. Поласкай лошадку. Он подласкался к ней. Всю псарню переласкал. Приласкай его. Проласкала все утро кошку. Разласкалась шавка. Ласканье ср. длит. ласка ж. об. действ. по знач. глаг. Ласки твои мне уж надоели. Не все таскаю, ино и ласкою, добром, приветом, любовно. Ласа, ласка, ласочка, ласанька, ласута об. кто ласкается, нежно обхаживает, сам ища ласки и привета. Ласенька об. ниж. бедняк, сердечный, голыш (от этого офенское ласо, мало). Ласа об. лиса, льстец; вкрадчивый человек. Ласковый, приветливый, любовный; дружеский, милостивый и благодушный. Он ко всякому или до всякого ласков. Он принял меня ласково. Спасибо, на ласковом слове. Хоть хлеба краюшка, да пшена четвертушка, от ласкова хозяина и то угощенье! Ласковое слово не трудно, а споро. Ласковое слово лучше мягкого пирога. Ласково слово многих прельщает. собака ласковое слово знает (старое добро помнит). Ласковы телятки сосут по две матки. Ласковое теля двух маток сосет, а бодливое и одной не увидит. Ласковый клин, пологий, некрутой, легко подбиваемый. Ласковость ж. свойство по прилаг. Ласковатый, ласковый, в меньшей степени.
Всего найдено: 9, по маске 4 буквы
птица семейства вороновых с черным, отливающим в блеск, оперением
блеск, переливы драгоценных камней
способ обработки ткани, придающий специфический блеск и гладкость, как бы лакированность, поверхности
капроновая ткань с блеском
вид капроновой ткани с блеском
«блеск» от утюга на одежде
блеск на старых брюках
блеск старых штанов
блеск на старых штанах
блеск вытертых штанов
«блеск» от утюга на юбке
блеск потертых штанов
блеск гладкой поверхности
блеск отутюженных вещей
безукоризненный вид, внешний блеск
блеск начищенного ботинка
глянец, блеск гладкой поверхности
блеск после марафета
блеск из-под утюга
первая звезда, у которой была обнаружена переменность блеска
какую роль народная артистка России Ольга Андровская с блеском исполняла в спектакле «Школа злословия»
металл с блеском
вощеный ситец (с блеском) китайского происхождения; употреблялся в XIX в. для обивки мебели, стен, изготовления чехлов
Наплавкой 4 прихваткой Какая буква в обозначении электродов соответствует электродам предназначенным для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 мпа 1 У
Подборка по базе: 1 класс букварь и письмо.docx, конспект буква Ж прописная.docx, 09.12.2020 Разъяснение Какая ответственность предусмотрена за фи, звук ц, буква ц.docx
Билет 1
(Технология и оборудование сварки и термической резки)
1. Процесс нанесения с помощью сварки слоя металла на поверхность изделия называется
1) сваркой
2) пайкой
3) наплавкой
4) прихваткой
2. Какая буква в обозначении электродов соответствует электродам предназначенным для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа
1) У.
2) Л.
3) Т.
4) В.
3. В КАКОЙ ЦВЕТ ОКРАШИВАЕТСЯ КОРПУС БАЛЛОНА ДЛЯ АЦЕТИЛЕНА?
1) ЧЕРНЫЙ.
2) Красный.
3) Голубой.
4) Белый.
4. При какой форме разделки кромок под сварку величина остаточных деформаций сваренных между собой листов (плит) окажется меньше?
1)X- образная.
2) U- образная.
3) V- образная.
5. Сколько раз допускается производить термообработку одного и того же соединения?
1) Один раз.
2) Два раза.
3) Три раза.
4) Неограниченное количество раз.
Билет 1
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ ДЕФЕКТ, ВЫЗВАННЫЙ ОТСУТСТВИЕМ АТОМА В УЗЛЕ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
1) Дислокация
2) Пора
3) Вакансия
4) Межузельный атом
2 КАКОЙ ИЗ ПРИВЕДЕННЫХ НИЖЕ МЕТАЛЛОВ (СПЛАВОВ) ОТНОСИТСЯ К ЧЕРНЫМ
1) Латунь
2) Коррозионно-стойкая сталь
3) Баббит
4) Дюралюмины
3 КАК НАЗЫВАЮТ МЕТАЛЛЫ С ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ ВЫШЕ ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ ЖЕЛЕЗА
1) Тугоплавкими
2) Благородными
3) Редкоземельными
4) Черными
4 КАК НАЗЫВАЕТСЯ ОБРАБОТКА СОСТОЯЩАЯ В НАСЫЩЕНИИ ПОВЕРХНОСТИ СТАЛИ УГЛЕРОДОМ?
1) Цементация
2) Нормализация
3) Улучшение
4) Цианирование
5 КАКУЮ СТАЛЬ НАЗЫВАЮТ КИПЯЩЕЙ
1) Обладающую повышенной плотностью
2) Доведенную до температуры кипения
3) Раскисленную марганцем, кремнием и алюминием
4) Раскисленную только марганцем
Билет 2
(Технология и оборудование сварки и термической резки)
1. Процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия называется
Процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия называется
1) диффузионная сварка
2) сварка трением
3) контактная сварка
4) дугопрессовая сварка
2. Какая буква в обозначении электродов соответствует электродам предназначенным для сварки легированных конструкционных сталей с
временным сопротивлением разрыву свыше 600МПа 1) У.
2) Л.
3) Т.
4) В.
3. В какой цвет окрашивается корпус баллона для водорода?
1) Черный.
2) Красный.
3) Голубой.
4) Темно-зеленый.
4. В каком случае уровень деформаций будет меньше?
1) Сварка листов на проход одним сварщиком.
2) Сварка листов обратноступенчатым методом одним сварщиком.
3) Сварка листов «дуга в дугу» двумя сварщиками на вертикальной плоскости.
5. Какие стали относятся к теплоустойчивым?
1) Стали марок 12МХ, 15Х1М1Ф, 20ХМЛ, 15Х5М, 12Х2МФСР.
2) Стали марок 17Г2АФ, 15ХСНД, 30ХГСА.
3) Стали марок 12Х18Н10Т, 08Х22Н6Т.
Билет 2
(Металловедение сварных конструкций)
1 КАКУЮ КРИСТАЛЛИЧЕСКУЮ РЕШЕТКУ ИМЕЕТ МАРТЕНСИТ?
1) Кубическую
2) ГПУ
3) Тетрагональную
4) ГЦК
2 КАК НАЗЫВАЕТСЯ ЯВЛЕНИЕ, ЗАКЛЮЧАЮЩЕЕСЯ В НЕОДНОРОДНОСТИ СВОЙСТВ МАТЕРИАЛА В РАЗЛИЧНЫХ КРИСТАЛЛОГРАФИЧЕСКИХ НАПРАВЛЕНИЯХ
1) Изотропность
2) Анизотропия
3) Текстура
4) Полиморфизм
3 КАКОЕ СВОЙСТВО МАТЕРИАЛА ХАРАКТЕРИЗУЕТ ЕГО СОПРОТИВЛЕНИЕ УПРУГОМУ И ПЛАСТИЧЕСКОМУ ДЕФОРМИРОВАНИЮ ПРИ ВДАВЛИВАНИИ В НЕГО ДРУГОГО, БОЛЕЕ ТВЕРДОГО ТЕЛА
1) Выносливость
2) Прочность
3) Упругость
4) Твердость
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЕЕ ДО АУСТЕНИТНОГО СОСТОЯНИЯ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ НА СПОКОЙНОМ ВОЗДУХЕ?
1) Истинная закалка
2) Неполный отжиг
3) Улучшение
4) Нормализация
5 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ ВСТ3сп?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
Билет 3
(Технология и оборудование сварки и термической резки)
1 Одним из разновидностей контактной сварки является
1) угловая сварка
2) нахлесточная сварка
3) тавровая сварка
4) стыковая сварка
2 Какая буква в обозначении электродов соответствует электродам, предназначенным для сварки легированных теплоустойчивых сталей?
1) У
2) Л
3)Т
4) В
3 В какой цвет окрашивается корпус баллона для негорючих газов?
1) Черный
2) Красный
3) Голубой
4) Темно-зеленый
4 Какой метод снятия остаточных сварочных напряжений наиболее эффективен?
1) Прокатка
2) Проковка
3) Подогрев
4) Высокий отпуск
5 Электроды с каким покрытием нельзя применять для сварки аустенитных сталей?
1) С кислым покрытием
2) С основным покрытием
3) С целлюлозным покрытием
Билет 3
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ МЕХАНИЧЕСКОЕ СВОЙСТВО, ОПРЕДЕЛЯЮЩЕЕ СПОСОБНОСТЬ МЕТАЛЛА СОПРОТИВЛЯТЬСЯ ДЕФОРМАЦИИ И РАЗРУШЕНИЮ ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ?
1) Прочность
2) Вязкость разрушения
3) Ударная вязкость
4) Живучесть
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ТВЕРДЫЙ РАСТВОР ВНЕДРЕНИЯ УГЛЕРОДА В АЛЬФА ЖЕЛЕЗЕ
1) Феррит
2) Перлит
3) Аустенит
3 КАК ВЛИЯЮТ БОЛЬШИНСТВО ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА МАРТЕНСИТНЫЕ ПРЕВРАЩЕНИЯ?
1) Не влияют
2) Сдвигают точки начала и конца превращения к более высоким температурам
3) Сдвигают точки начала и конца превращения к более низким температурам
4) Сужают температурный интервал превращения
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЗАКАЛЕННОЙ СТАЛИ НИЖЕ А1, ВЫДЕРЖКЕ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ?
1) Отжиг
2) Аустенизация
3) Отпуск
4) Нормализация
5 ПРОИЗВОДИТСЯ ЛИ ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНОГО СОЕДИНЕНИЯ, ЕСЛИ СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПРОВОДИЛАСЬ АУСТЕНИТНЫМ ЭЛЕКТРОДОМ?
1) Да.
2) Нет.
3) Проводится в случаях, оговоренных нормативной документацией
Билет 4
(Технология и оборудование сварки и термической резки)
1. Электронно-лучевая сварка производится
1) в вакууме
2) в активных газах
3) в инертных газах
4) под флюсом
2. Какая буква в обозначении электродов соответствует электродам предназначенным для сварки высоколегированных сталей с особыми
свойствами?
1) У.
2) Л.
3) Т.
4) В.
3. В какой цвет окрашивается корпус баллона для горючих газов?
1) Черный.
2) Красный.
3) Голубой.
4) Темно-зеленый.
4. Каким методом можно устранить полностью сварочные напряжения и деформации в конструкции?
1) Прокаткой шва и околошовной зоны
2) Вибрационной обработкой соединения
3) Отпуском в жестком приспособлении
4) Термической правкой
? 5. Электроды с каким покрытием применяются для сварки аустенитных сталей?
1) Электроды с основным покрытием.
2) Электроды с рутиловым покрытием.
3) Электроды с целлюлозным покрытием
Билет 4
(Металловедение сварных конструкций)
1 К КАКИМ ПОСЛЕДСТВИЯМ МОЖЕТ ПРИВЕСТИ ВОЗБУЖДЕНИЕ ДУГИ НА ОСНОВНОМ МЕТАЛЛЕ ПРИ СВАРКЕ АУСТЕНИТНЫХ СТАЛЕЙ?
1) К появлению очагов межкристаллитной коррозии.
2) К появлению холодных трещин.
3) К снижению предела прочности металла.
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ТВЕРДЫЙ РАСТВОР ВНЕДРЕНИЯ УГЛЕРОДА В ГАММА — ЖЕЛЕЗЕ
1) Феррит
2) Перлит
3) Аустенит
4) Ледебурит
3 КАКАЯ ИЗ СТРУКТУРНЫХ СОСТАВЛЯЮЩИХ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ ОБЛАДАЕТ НАИБОЛЬШЕЙ ТВЕРДОСТЬЮ?
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
4 СКОЛЬКО ПРОЦЕНТОВ УГЛЕРОДА СОДЕРЖИТСЯ В УГЛЕРОДИСТОЙ ЗАЭВТЕКТОИДНОЙ СТАЛИ?
1) 0,02…0,8
2) 4,3…6,67
3) 0,8…2,14
4) 2,14…4,3
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ ВЫСОКОМ ОТПУСКЕ?
1) Выше температуры аустенитного превращения
2) До 727 С
3) До 600 — 650 С
Билет 5
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам предназначенным для наплавки поверхностных слоев с особыми свойствами?
1) Н
2) Л
3) Т
4) В
2 Шланговый полуавтомат тянущего типа применяется, если
1) диаметр проволоки менее 0,8 мм
2) используется порошковая проволока
3) используется неплавящийся электрод
3 Углеродистая сталь обладает хорошей разрезаемостью, если
1) c экв 0,4
2) cэкв 0,6
3) c экв 0,25
4) c экв 0,45
4 На какую глубину необходимо производить зачистку кромок после огневой резки труб из сталей типа 15ХМ, 12ХМФ, 15Х5М
1) На глубину 0,5 мм.
2) На глубину 2 мм.
3) На глубину 3 мм и более.
5 Какова температура в рабочей зоне ацетиленокислородного пламени?
1) 1200 ºС.
2) 3200 ºС.
3) 4000 ºС.
Билет 5
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ КАРБИД ЖЕЛЕЗА
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
2 ЧТО ТАКОЕ КРИТИЧЕСКАЯ СТЕПЕНЬ ДЕФОРМАЦИИ?
1) Степень деформации, приводящая после нагрева деформированного металла к значительному росту зерна
2) Степень деформации, при которой достигается наибольшая возможная плотность дефектов кристаллической структуры
3) Минимальная степень деформации, при которой запас вязкости металла становится равным нулю
3 СКОЛЬКО ПРОЦЕНТОВ УГЛЕРОДА СОДЕРЖИТСЯ В МАРТЕНСИТЕ ЗАКАЛЕННОЙ СТАЛИ МАРКИ 45?
1) 0,45%
2) 2,14%
3) 0,02%
4) 0,8%
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА, СОСТОЯЩАЯ ИЗ ЗАКАЛКИ И ВЫСОКОГО ОТПУСКА?
1) Полная закалка
2) Сфероидизация
3) Улучшение
4) Нормализация
5 ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ НЕ ВКЛЮЧАЕТ В СЕБЯ
1) участок перегрева;
2) участок нормализации;
3) участок неполной перекристаллизации;
4) участок отпуска.
Билет 6
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам с тонким покрытием?
1) М
2) С
3) Д
4) Г
2 Максимальная длина покрытых электродов составляет
1) 350 мм
2) 375 мм
3) 400 мм
4) 450 мм
3 После сварки кольцевого стыка, внутренний диаметр в зоне соединения
1) уменьшится
2) увеличится
3) не изменится
4 Склонность металла шва высоколегированной хромоникелевой стали к горячим трещинам повышается в случае, если
1) cr экв ni экв
2) cr экв ni экв
5 Что понимают под термином «правый способ сварки»?
1) Сварочная горелка следует за сварочным прутком.
2) Сварочный пруток следует за сварочной горелкой.
3) Направление сварки справа налево.
Билет 6
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ МЕХАНИЧЕСКУЮ СМЕСЬ ЦЕМЕНТИТА И ФЕРРИТА
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
2 КАК НАЗЫВАЕТСЯ ЯВЛЕНИЕ УПРОЧНЕНИЯ МЕТАЛЛА ПОД ДЕЙСТВИЕМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
1) Текстура
2) Улучшение
3) Наклеп
4) Полигонизация
3 КАКАЯ ИЗ СТРУКТУРНЫХ СОСТАВЛЯЮЩИХ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ ОБЛАДАЕТ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ НАИБОЛЬШЕЙ ПЛАСТИЧНОСТЬЮ?
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
4 К КАКОМУ КЛАССУ СТАЛЕЙ ОТНОСЯТСЯ СВАРОЧНЫЕ ПРОВОЛОКИ Св-12Х11НМФ, Св-10Х17Т, Св- 06Х19Н9Т?
1) Низколегированному.
2) Легированному.
3) Высоколегированному.
5 КАКАЯ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, ОХЛАЖДАЮЩИХСЯ С ОДИНАКОВОЙ СКОРОСТЬЮ, ИМЕЕТ БОЛЕЕ ВЫСОКУЮ ТВЕРДОСТЬ
1) Сталь с 0,2% С.
2) Сталь с 0,4% С.
3) Сталь с 0,6% С.
Билет 7
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам со средним покрытием?
1) М.
2) С.
3) Д.
4) Г.
2 Перед сваркой электроды необходимо
1) зачистить
2) подогреть
3) просушить
3 Балластный реостат необходим для
1) регулировки напряжения на дуге
2) уменьшения пульсации сварочного тока
3)регулировки сварочного тока и создания падающей ВАХ
4 Буква О в конце обозначения марки сварочной проволоки означает
1) проволока содержит кислород
2) проволока покрыта медью
3) проволока термообработана
5 На чем основан процесс кислородной резки, без учета динамического воздействия струи факела?
1) Выплавлением металла в зоне реза.
2) Сжиганием нагретого до высокой температуры металла в воздушной среде.
3) Сжиганием нагретого до высокой температуры металла в кислороде.
Билет 7
(Металловедение сварных конструкций)
1 КАКИЕ ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ НАЗЫВАЮТ ЧУГУНАМИ?
1) Содержащие углерода более 0,8%
2) Содержащие углерода более 4,3 %
3) Содержащие углерода более 0,02%
4) Содержащие углерода более 2,14%
2 КАКУЮ СКОРОСТЬ ОХЛАЖДЕНИЯ ПРИ ЗАКАЛКЕ НАЗЫВАЮТ КРИТИЧЕСКОЙ?
1) Максимальную скорость охлаждения при которой еще протекает распад аустенита на структуры перлитного типа
2) Минимальную скорость охлаждения необходимую для получения мартенситной структуры
3) Минимальную скорость охлаждения необходимую для фиксации аустенитной структуры
3 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В ДЛИТЕЛЬНОЙ ВЫДЕРЖКЕ ЗАКАЛЕННОГО СПЛАВА ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ ИЛИ ПРИ НЕВЫСОКОМ НАГРЕВЕ?
1) Рекристаллизация
2) Старение
3) Высокий отпуск
4) Нормализация
4 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ У10А?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ СРЕДНЕМ ОТПУСКЕ?
1) До 727 С
2) До 600 — 650 С
3) До 450 С
Билет 8
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам с толстым покрытием?
1) М.
2) С.
3) Д.
4) Г.
2 К инертным газам не относится
1) аргон
2) гелий
3) углекислый газ
3 Кислородно–флюсовая резка относится к резке
1) окислением
2) плавлением-окислением
3) плавлением
4 Швы длиной свыше 1000 мм рекомендуется накладывать
1) от центра к краям
2) на проход
3) обратноступенчатым способом
4) горкой
5 Какие из указанных материалов наиболее легко могут быть подвергнуты кислородной резке?
1) Чугун
2) Высоколегированная сталь.
3) Титан.
Билет 8
(Металловедение сварных конструкций)
1 КАКОЙ ЧУГУН ПОЛУЧАЮТ ПУТЕМ ДЛИТЕЛЬНОГО ОТЖИГА БЕЛОГО ЧУГУНА?
1) Ковкий
2) Отбеленный
3) Серый
4) Высокопрочный
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ПЕРЕСЫЩЕННЫЙ ТВЕРДЫЙ РАСТВОР УГЛЕРОДА В α-ЖЕЛЕЗЕ?
1) Мартенсит
2) Цементит
3) Феррит
4) Аустенит
3 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ 12Х18Н10Т?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
4 КАКИЕ МЕТАЛЛЫ НАЗЫВАЮТ ЖАРОСТОЙКИМИ?
1) Способные сопротивляться часть чередующимся нагреву и охлаждению
2) Способные сопротивляться коррозионному воздействию газа при высоких температурах
3) Способные сохранять структуру мартенсита при высоких температурах
4) Способные длительное время сопротивляться деформированию и разрушению при высоких температурах
5 ПРИ КАКОЙ ТОЛЩИНЕ СТЕНКИ СВАРИВАЕМЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ ПРОИЗВОДИТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СТЫКОВ?
1) Более 50 мм.
2) Более 36 мм.
3) Более 60 мм.
Билет 9
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам с особотолстым покрытием?
1) М.
2) С.
3) Д.
4) Г.
2 Неплавящиеся электроды, применяемые для дуговой сварки бывают
1) медные
2) вольфрамовые
3) порошковые
3 Для повышения производительности сварки в покрытие электродов добавляют
1) щелочно-земельные элементы
2) легирующие вещества
3) железный порошок
4) шлакообразующие вещества
4 Ацетилен для газопламенной сварки получают в ацетиленовых генераторах разложением
1) легкого газойля
2) карбида кальция водой
3) нефти на фракции
5 Какое основное отличие при сварке высокоуглеродистой стали от низко- и среднеуглеродистых сталей?
1) Сварка с минимальным тепловложением.
2) Обязательный предварительный и сопутствующий подогрев до 350-400 ºС.
3) Обязательная закалка с нормализацией после сварки.
Билет 9
(Металловедение сварных конструкций)
1 КАКИЕ МЕТАЛЛЫ НАЗЫВАЮТ ЖАРОПРОЧНЫМИ?
1) Способные сопротивляться часть чередующимся нагреву и охлаждению
2) Способные сопротивляться коррозионному воздействию газа при высоких температурах
3) Способные сохранять структуру мартенсита при высоких температурах
4) Способные длительное время сопротивляться деформированию и разрушению при высоких температурах
2 ТРЕБУЕТСЯ ЛИ ПОДОГРЕВ ПЕРЕД СБОРКОЙ НА ПРИХВАТКАХ СТЫКОВ ТРУБ ИЗ СТАЛЕЙ 15Х5М И 15Х5МФ ПРИ ТЕМПЕРАТУРЕ ОКРУЖАЮЩЕГО ВОЗДУХА ВЫШЕ +5°С?
1) Требуется — до 200-300°С.
2) Не требуется.
3) Не требуется, если место сварки защищено от влаги и атмосферных осадков.
3 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ 15Х5М?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
4 КАКАЯ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, ОХЛАЖДАЮЩИХСЯ С ОДИНАКОВОЙ СКОРОСТЬЮ, ИМЕЕТ БОЛЕЕ ВЫСОКУЮ ПЛАСТИЧНОСТЬ?
1) Сталь с 0,2% С.
2) Сталь с 0,4% С.
3) Сталь с 0,6% С.
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ НИЗКОМ ОТПУСКЕ?
1) До 600 С
2) До 450 — 500 С
3) До 250 С
Билет 10
(Технология и оборудование сварки и термической резки)
1. Какое соотношение диаметра электрода (D) к диаметру стержня (d) соответствует электродам с тонким покрытием?
1) Не более 1,2.
2) От 1,2 до 1,45.
3) От 1,45 до 1,8.
4) Свыше 1,8.
2. Какой род тока более опасен при поражении человека электрическими токами при одинаковых напряжениях и мощности электрической цепи?
1) Переменный ток 50 Гц.
2) Постоянный ток.
3) Ток высокой частоты.
3. Какие меры безопасности принимают при подсоединении сварочного поста к многопостовому агрегату?
1) Работу выполняют в диэлектрических перчатках.
2) Агрегат отключают от электрической цепи.
3) Производят заземление сварочного поста.
4. Для избежания возникновения непровара в сварном шве необходимо
1) сделать скос кромки
2) просушить электрод
3) снизить силу сварочного тока
5. Углеродистая сталь, у которой эквивалентное содержание углерода менее 0,25% обладает
1) хорошей свариваемостью
2) ограниченной свариваемостью
3) удовлетворительной свариваемостью
4) плохой свариваемостью
Билет 10
(Металловедение сварных конструкций)
1 К ИЗМЕНЕНИЮ КАКИХ СВОЙСТВ УГЛЕРОДИСТОЙ СТАЛИ ПРИВОДИТ ВЫСОКИЙ ОТПУСК?
1) Повышению прочности.
2) Снижению ударной вязкости.
3) Устранению внутренних напряжений, снижению прочности и повышению пластических свойств.
2 К КАКОМУ КЛАССУ СТАЛЕЙ ОТНОСЯТСЯ СВАРОЧНЫЕ ПРОВОЛОКИ Св-08А, Св-08АА, Св-08ГА, Св- 10ГА?
1) Низкоуглеродистому.
2) Низколегированному.
3) Легированному.
3 КАКАЯ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, ОХЛАЖДАЮЩИХСЯ С ОДИНАКОВОЙ СКОРОСТЬЮ, ИМЕЕТ БОЛЕЕ ВЫСОКУЮ ПРОЧНОСТЬ?
1) Сталь с 0,2% С.
2) Сталь с 0,4% С.
3) Сталь с 0,6% С.
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЗАКАЛЕННОЙ СТАЛИ НИЖЕ А1, ВЫДЕРЖКЕ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ?
1) Отжиг
2) Аустенизация
3) Отпуск
4) Нормализация
5 ПРОИЗВОДИТСЯ ЛИ ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНОГО СОЕДИНЕНИЯ, ЕСЛИ СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПРОВОДИЛАСЬ АУСТЕНИТНЫМ ЭЛЕКТРОДОМ?
1) Да.
2) Нет.
3) Проводится в случаях, оговоренных нормативной документацией
Билет 11
(Технология и оборудование сварки и термической резки)
1. Какое соотношение диаметра электрода (D) к диаметру стержня (d) соответствует электродам со средним покрытием?
1) Не более 1,2.
2) От 1,2 до 1,45.
3) От 1,45 до 1,8.
4) Свыше 1,8.
2. Какое напряжение считается безопасным в сухих помещениях?
1) Ниже 48 В.
2) Ниже 36 В.
3) Ниже 12 В.
3. В каком порядке производится гашение пламени при ацетилен-кислородной сварке (резке), в том числе при обратном ударе?
1) Произвольно.
2) Закрывается горючее, затем кислород.
3) Закрывается кислород, затем горючее.
4. Какие свойства определяют при испытании сварных соединений на статическое растяжение?
1) Предел прочности, предел текучести, относительное удлинение и сужение.
2) Предел прочности или предельную нагрузку до разрушения образцов.
3) Предел прочности и предел текучести.
5. Как влияет высокое содержание серы и фосфора на свариваемость стали?
1) Не влияет.
2) Повышает свариваемость при условии предварительного подогрева стали.
3) Способствует появлению трещин и ухудшает свариваемость стали.
Билет 11
(Металловедение сварных конструкций)
1 К КАКОМУ КЛАССУ СТАЛЕЙ ОТНОСЯТСЯ СВАРОЧНЫЕ ПРОВОЛОКИ Св-08ГС, Св-08Г2С, Св-18ХГС
1) Низкоуглеродистому.
2) Низколегированному.
3) Легированному.
2 КАК НАЗЫВАЕТСЯ ЯВЛЕНИЕ, ЗАКЛЮЧАЮЩЕЕСЯ В НЕОДНОРОДНОСТИ СВОЙСТВ МАТЕРИАЛА В РАЗЛИЧНЫХ КРИСТАЛЛОГРАФИЧЕСКИХ НАПРАВЛЕНИЯХ
1) Изотропность
2) Анизотропия
3) Текстура
4) Полиморфизм
3 КАКОЕ СВОЙСТВО МАТЕРИАЛА ХАРАКТЕРИЗУЕТ ЕГО СОПРОТИВЛЕНИЕ УПРУГОМУ И ПЛАСТИЧЕСКОМУ ДЕФОРМИРОВАНИЮ ПРИ ВДАВЛИВАНИИ В НЕГО ДРУГОГО, БОЛЕЕ ТВЕРДОГО ТЕЛА
1) Выносливость
2) Прочность
3) Упругость
4) Твердость
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЕЕ ДО АУСТЕНИТНОГО СОСТОЯНИЯ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ НА СПОКОЙНОМ ВОЗДУХЕ?
1) Истинная закалка
2) Неполный отжиг
3) Улучшение
4) Нормализация
5 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ ВСТ3сп?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
Билет 12
(Технология и оборудование сварки и термической резки)
1. Какое напряжение считается безопасным в сырых помещениях?
Какое напряжение считается безопасным в сырых помещениях?
1) Ниже 48 В.
2) Ниже 36 В.
3) Ниже 12 В.
2. Какое соотношение диаметра электрода (D) к диаметру стержня (d) соответствует электродам с толстым покрытием?
1) Не более 1,2.
2) От 1,2 до 1,45.
3) От 1,45 до 1,8.
4) Свыше 1,8.
3. Какие существуют способы оценки свариваемости?
1) Металлургические и тепловые.
2) Технологические и машинные.
3) Способы экспресс оценки и расчетные.
4. Что называют прожогом?
1) Сквозное отверстие в сварном шве.
2) Цилиндрическое углубление в сварном шве.
3) Воронкообразное углубление в металле шва.
5. Что обозначают буквы и цифры в маркировке сталей и сплавов?
1) Клеймо завода-изготовителя.
2) Обозначения номера плавки и партии металла.
3) Обозначение химических элементов и их процентный состав.
Билет 12
(Металловедение сварных конструкций)
1 КАКОЙ ЧУГУН ПОЛУЧАЮТ ПУТЕМ ДЛИТЕЛЬНОГО ОТЖИГА БЕЛОГО ЧУГУНА?
1) Ковкий
2) Отбеленный
3) Серый
4) Высокопрочный
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ПЕРЕСЫЩЕННЫЙ ТВЕРДЫЙ РАСТВОР УГЛЕРОДА В α-ЖЕЛЕЗЕ?
1) Мартенсит
2) Цементит
3) Феррит
4) Аустенит
3 КАК НАЗЫВАЮТ МЕТАЛЛЫ С ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ ВЫШЕ ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ ЖЕЛЕЗА
1) Тугоплавкими
2) Благородными
3) Редкоземельными
4) Черными
4 КАК НАЗЫВАЕТСЯ ОБРАБОТКА СОСТОЯЩАЯ В НАСЫЩЕНИИ ПОВЕРХНОСТИ СТАЛИ УГЛЕРОДОМ?
1) Цементация
2) Нормализация
3) Улучшение
4) Цианирование
5 КАКУЮ СТАЛЬ НАЗЫВАЮТ КИПЯЩЕЙ
1) Обладающую повышенной плотностью
2) Доведенную до температуры кипения
3) Раскисленную марганцем, кремнием и алюминием
4) Раскисленную только марганцем
Билет 13
(Технология и оборудование сварки и термической резки)
1. Какое соотношение диаметра электрода (D) к диаметру стержня (d) соответствует электродам с особотолстым покрытием?
Какое соотношение диаметра электрода (D) к диаметру стержня (d) соответствует электродам с особотолстым покрытием?
1) Не более 1,2.
2) От 1,2 до 1,45.
3) От 1,45 до 1,8.
4) Свыше 1,8.
2. Указать с какой целью затачивают на конус конец вольфрамового электрода при выполнении аргонодуговой сварки?
1) Для исключения блуждания дуги.
2) Для лёгкого возбуждения дуги и повышения стабильности её горения.
3) Для изменения формы дуги.
3. Что называют наплывом в металле шва?
1) Дефект в виде металла, натекшего на поверхность сваренного металла и не сплавившегося с ним.
2) Неровности поверхности металла шва или наплавленного металла.
3) Несплавление валика металла шва с основным металлом.
4 Указать наиболее рациональный диапазон температуры предварительного подогрева при сварке конструкционных сталей?
1) 100-400 град.С.
2) 400-600 град.С.
3) 600-800 град.С.
5. Какие стали относятся к сталям перлитного класса?
1) 08Х13, 05Х12Н2М, 06Х12Н3Д, 1Х12В2МФ.
2) 10Х2М, 10ГН2МФА, 15Х2МФА, 15Х2НМФА.
3) ХН35ВТ-ВД, 03Х21Н32М3Б, 20Х20Н35.
Билет 13
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ МЕХАНИЧЕСКОЕ СВОЙСТВО, ОПРЕДЕЛЯЮЩЕЕ СПОСОБНОСТЬ МЕТАЛЛА СОПРОТИВЛЯТЬСЯ ДЕФОРМАЦИИ И РАЗРУШЕНИЮ ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ?
1) Прочность
2) Вязкость разрушения
3) Ударная вязкость
4) Живучесть
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ТВЕРДЫЙ РАСТВОР ВНЕДРЕНИЯ УГЛЕРОДА В АЛЬФА ЖЕЛЕЗЕ
1) Феррит
2) Перлит
3) Аустенит
3 КАК ВЛИЯЮТ БОЛЬШИНСТВО ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА МАРТЕНСИТНЫЕ ПРЕВРАЩЕНИЯ?
1) Не влияют
2) Сдвигают точки начала и конца превращения к более высоким температурам
3) Сдвигают точки начала и конца превращения к более низким температурам
4) Сужают температурный интервал превращения
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЗАКАЛЕННОЙ СТАЛИ НИЖЕ А1, ВЫДЕРЖКЕ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ?
1) Отжиг
2) Аустенизация
3) Отпуск
4) Нормализация
5 ПРОИЗВОДИТСЯ ЛИ ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНОГО СОЕДИНЕНИЯ, ЕСЛИ СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПРОВОДИЛАСЬ АУСТЕНИТНЫМ ЭЛЕКТРОДОМ?
1) Да.
2) Нет.
3) Проводится в случаях, оговоренных нормативной документацией
Билет 14
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам с
кислым покрытием?
1) Р.
2) А.
3) Б.
4) Ц.
2 Укажите, на какой полярности (прямой или обратной) и каком токе (переменном или постоянном) рекомендуется выполнять ручную аргонодуговую сварку неплавящимся электродом соединений конструкций из алюминиевых сплавов?
1) На обратной полярности.
2) На прямой полярности.
3) На переменном токе.
3 Что называют подрезом?
1) Нарушение сплошности наплавленного металла.
2) Неровности поверхности металла шва или наплавленного металла.
3) Острое углубление на границе поверхности сварного шва с основным металлом или на границе двух валиков.
4 Какие стали относятся к углеродистым сталям?
1) Ст3сп, Ст10, Ст15, 20Л, 20К, 22К.
2) 45Х25Н20, 15ГС, 09Г2С.
3) 08Х14МФ, 1Х12В2МФ, 25Х30Н.
5. Какие основные характеристики приняты для оценки механических свойств металлов?
1) Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, ударная вязкость.
2) Жаропрочность, жаростойкость и хладостойкость металла.
3) Твердость, предел текучести, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
Билет 14
(Металловедение сварных конструкций)
1 К КАКИМ ПОСЛЕДСТВИЯМ МОЖЕТ ПРИВЕСТИ ВОЗБУЖДЕНИЕ ДУГИ НА ОСНОВНОМ МЕТАЛЛЕ ПРИ СВАРКЕ АУСТЕНИТНЫХ СТАЛЕЙ?
1) К появлению очагов межкристаллитной коррозии.
2) К появлению холодных трещин.
3) К снижению предела прочности металла.
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ТВЕРДЫЙ РАСТВОР ВНЕДРЕНИЯ УГЛЕРОДА В ГАММА — ЖЕЛЕЗЕ
1) Феррит
2) Перлит
3) Аустенит
4) Ледебурит
3 КАКАЯ ИЗ СТРУКТУРНЫХ СОСТАВЛЯЮЩИХ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ ОБЛАДАЕТ НАИБОЛЬШЕЙ ТВЕРДОСТЬЮ?
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
4 СКОЛЬКО ПРОЦЕНТОВ УГЛЕРОДА СОДЕРЖИТСЯ В УГЛЕРОДИСТОЙ ЗАЭВТЕКТОИДНОЙ СТАЛИ?
1) 0,02…0,8
2) 4,3…6,67
3) 0,8…2,14
4) 2,14…4,3
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ ВЫСОКОМ ОТПУСКЕ?
1) Выше температуры аустенитного превращения
2) До 727 С
3) До 600 — 650 С
Билет 15
(Технология и оборудование сварки и термической резки)
1 Какая буква в обозначении электродов соответствует электродам с рутиловым покрытием?
1) Р.
2) А.
3) Б.
4) Ц.
2 Укажите рекомендации по защите от атмосферных воздействий места сварки в условиях монтажа или ремонта металлических конструкций с применением сварки в среде защитных газов?
1) Необходимо обеспечить защиту места сварки от ветра.
2) Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3) Необходимо защищать от ветра, сквозняков и атмосферных осадков.
3 Что называют включением?
1) Округлая полость.
2)Полость в металле шва, заполненная газом, шлаком или инородным металлом.
3) Несплошность
4 Какие стали относятся к кремнемарганцовистым сталям?
1) 15Х2НМФА, 16ГНМА, 20ХМА.
2) 10ХСНД, 10ХН1М, 12МХ.
3) 15ГС, 20ГСЛ, 09Г2С.
5 Что необходимо предпринять, если прихватки имеют поры и трещины?
1) Удалить прихватки, стык подготовить вновь и выполнить прихватки еще раз.
2) Рядом наложить дополнительные прихватки.
3) Выполнить сварку шва на режимах, обеспечивающих полный переплав прихваток.
Билет 15
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ СТРУКТУРА, ПРЕДСТАВЛЯЮЩАЯ СОБОЙ КАРБИД ЖЕЛЕЗА
1) Феррит
2) Перлит
3) Аустенит
4) Цементит
2 ЧТО ТАКОЕ КРИТИЧЕСКАЯ СТЕПЕНЬ ДЕФОРМАЦИИ?
1) Степень деформации, приводящая после нагрева деформированного металла к значительному росту зерна
2) Степень деформации, при которой достигается наибольшая возможная плотность дефектов кристаллической структуры
3) Минимальная степень деформации, при которой запас вязкости металла становится равным нулю
3 СКОЛЬКО ПРОЦЕНТОВ УГЛЕРОДА СОДЕРЖИТСЯ В МАРТЕНСИТЕ ЗАКАЛЕННОЙ СТАЛИ МАРКИ 45?
1) 0,45%
2) 2,14%
3) 0,02%
4) 0,8%
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА, СОСТОЯЩАЯ ИЗ ЗАКАЛКИ И ВЫСОКОГО ОТПУСКА?
1) Полная закалка
2) Сфероидизация
3) Улучшение
4) Нормализация
5 ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ НЕ ВКЛЮЧАЕТ В СЕБЯ
1) участок перегрева;
2) участок нормализации;
3) участок неполной перекристаллизации;
4) участок отпуска.
Билет 16
(Технология и оборудование сварки и термической резки)
1. Какая буква в обозначении электродов соответствует электродам с основным покрытием?
1) Р.
2) А.
3) Б.
4) Ц.
2. Какие стали относятся к высокохромистым сталям?
1) 03Х16Н9М2, 08Х18Н10, 10Х18Н9.
2) 08Х13, 06Х12Н3Д, 1Х12В2МФ.
3) 10Х2М, 20ХМА, 10ХН1М.
3. Каким способом разрешается удалять прихватки при наличии в них дефектов на трубах из ферритных, полуферритных, подкаливающихся сталей?
1) Механической обработкой.
2) Плазменной резкой.
3) Газовой резкой.
4. из какого материала изготавливаются остающиеся подкладные кольца?
1) Из специальной стали.
2) Из аустенитной стали.
3) Из той же марки стали, что и свариваемые детали.
5. Укажите тип и марку электродов для сварки трубопроводов из хромомолибденованадиевой стали 12Х1МФ, 20ХМФЛ, если температура его эксплуатации не более 540°С.
1) Э-09Х1МФ (ЦЛ-20, ТМЛ-1).
2) Э-50А (УОНИ 13/55).
3) Э-07Х20Н9 (ОЗЛ-8).
Билет 16
(Металловедение сварных конструкций)
1 КАКИЕ ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ НАЗЫВАЮТ ЧУГУНАМИ?
1) Содержащие углерода более 0,8%
2) Содержащие углерода более 4,3 %
3) Содержащие углерода более 0,02%
4) Содержащие углерода более 2,14%
2 КАКУЮ СКОРОСТЬ ОХЛАЖДЕНИЯ ПРИ ЗАКАЛКЕ НАЗЫВАЮТ КРИТИЧЕСКОЙ?
1) Максимальную скорость охлаждения при которой еще протекает распад аустенита на структуры перлитного типа
2) Минимальную скорость охлаждения необходимую для получения мартенситной структуры
3) Минимальную скорость охлаждения необходимую для фиксации аустенитной структуры
3 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В ДЛИТЕЛЬНОЙ ВЫДЕРЖКЕ ЗАКАЛЕННОГО СПЛАВА ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ ИЛИ ПРИ НЕВЫСОКОМ НАГРЕВЕ?
1) Рекристаллизация
2) Старение
3) Высокий отпуск
4) Нормализация
4 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ У10А?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ СРЕДНЕМ ОТПУСКЕ?
1) До 727 С
2) До 600 — 650 С
3) До 450 С
Билет 17
(Технология и оборудование сварки и термической резки)
1. Какие стали относятся к аустенитным сталям?
Какие стали относятся к аустенитным сталям?
1) 08Х18Н9, 03Х16Н9М2, 10Х17Н13М2Т.
2) 08Х13, 05Х12Н2М, 08Х14МФ.
3) 12МХ, 12ХМ, 20ХМА.
2. Какая буква в обозначении электродов соответствует электродам с целюлозным покрытием?
1) Р.
2) А.
3) Б.
4) Ц.
3. Какой должна быть величина силы тока при дуговой сварке в потолочном положении по сравнению с величиной силы тока при сварке в нижнем положении?
1) Сила тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2) Сила тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3) Сила тока не зависит от положения сварки.
4. Допускается ли производить сварку и термообработку сборочных единиц трубопроводов, находящихся под давлением?
1) Да.
2) Нет.
3) Да, если избыточное давление не превышает 1 атм.
5. Кто выполняет прихватки при сборке труб под сварку?
1) Сварщик низкой квалификации.
2) Слесарь-сборщик.
3) Сварщик, производящий сварку данных трубопроводов.
Билет 17
(Металловедение сварных конструкций)
1 КАКОЙ ЧУГУН ПОЛУЧАЮТ ПУТЕМ ДЛИТЕЛЬНОГО ОТЖИГА БЕЛОГО ЧУГУНА?
1) Ковкий
2) Отбеленный
3) Серый
4) Высокопрочный
2 КАК НАЗЫВАЕТСЯ СТРУКТУРА ПРЕДСТАВЛЯЮЩАЯ СОБОЙ ПЕРЕСЫЩЕННЫЙ ТВЕРДЫЙ РАСТВОР УГЛЕРОДА В α-ЖЕЛЕЗЕ?
1) Мартенсит
2) Цементит
3) Феррит
4) Аустенит
3 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ 12Х18Н10Т?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
4 КАКИЕ МЕТАЛЛЫ НАЗЫВАЮТ ЖАРОСТОЙКИМИ?
1) Способные сопротивляться часть чередующимся нагреву и охлаждению
2) Способные сопротивляться коррозионному воздействию газа при высоких температурах
3) Способные сохранять структуру мартенсита при высоких температурах
4) Способные длительное время сопротивляться деформированию и разрушению при высоких температурах
5 ПРИ КАКОЙ ТОЛЩИНЕ СТЕНКИ СВАРИВАЕМЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ ПРОИЗВОДИТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СТЫКОВ?
1) Более 50 мм.
2) Более 36 мм.
3) Более 60 мм.
Билет 18
(Технология и оборудование сварки и термической резки)
1. Какая буква в обозначении электродов соответствует электродам с покрытием не относящимся к кислым, основным, рутиловым или целюлозным?
1) Р.
2) П.
3) Б.
4) Ц.
2. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с фтористо-кальциевым покрытием?
1) Переменный ток.
2) Постоянный ток обратной полярности.
3) Переменный ток или постоянный ток обратной полярности.
3. Как изменяются механические свойства аустенитных сталей после закалки в воде?
1) Твердость повышается.
2) Повышается пластичность.
3) Практически не изменяется.
4. Какие требования предъявляются к прихваткам?
1) Специальные, определяемые нормативной документацией.
2) Требования отсутствуют.
3) Те же, что и к основному шву.
5. Какие технологические приемы предусматриваются при вынужденных перерывах в работе при многослойной сварке стыков трубопровода?
1) Должно быть обеспечено медленное и равномерное охлаждение стыка
или должна поддерживаться заданная технологией температура подогрева.
2) Очистить от шлака и брызг и проковать шов.
3) Подогрев и поддержание температуры стыка не ниже 50°С
Билет 18
(Металловедение сварных конструкций)
1 К ИЗМЕНЕНИЮ КАКИХ СВОЙСТВ УГЛЕРОДИСТОЙ СТАЛИ ПРИВОДИТ ВЫСОКИЙ ОТПУСК?
1) Повышению прочности.
2) Снижению ударной вязкости.
3) Устранению внутренних напряжений, снижению прочности и повышению пластических свойств.
2 К КАКОМУ КЛАССУ СТАЛЕЙ ОТНОСЯТСЯ СВАРОЧНЫЕ ПРОВОЛОКИ Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1) Низкоуглеродистому.
2) Низколегированному.
3) Легированному.
3 КАКАЯ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, ОХЛАЖДАЮЩИХСЯ С ОДИНАКОВОЙ СКОРОСТЬЮ, ИМЕЕТ БОЛЕЕ ВЫСОКУЮ ПРОЧНОСТЬ?
1) Сталь с 0,2% С.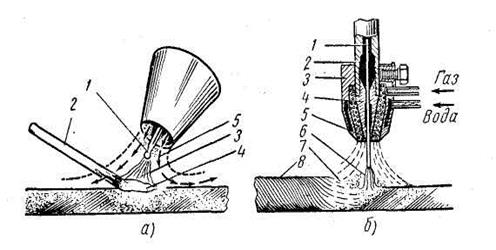
2) Сталь с 0,4% С.
3) Сталь с 0,6% С.
4 КАК НАЗЫВАЕТСЯ ОБРАБОТКА СОСТОЯЩАЯ В НАСЫЩЕНИИ ПОВЕРХНОСТИ СТАЛИ УГЛЕРОДОМ?
1) Цементация
2) Нормализация
3) Улучшение
4) Цианирование
5 КАКУЮ СТАЛЬ НАЗЫВАЮТ КИПЯЩЕЙ
1) Обладающую повышенной плотностью
2) Доведенную до температуры кипения
3) Раскисленную марганцем, кремнием и алюминием
4) Раскисленную только марганцем
Билет 19
(Технология и оборудование сварки и термической резки)
1. Какое из перечисленных ниже обозначений покрытия электродов соответствует рутилово-кислому покрытию?
1) РА.
2) РК.
3) БР.
4) РЖ.
2. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с целлюлозным покрытием?
1) Переменный ток.
2) Постоянный ток обратной полярности.
3) Переменный ток или постоянный ток обратной полярности.
3. В каком месте сварного соединения допускается производить повторное возбуждение дуги при ее обрыве?
1) На наплавленном металле на расстоянии 10-15 мм от кратера.
2) На кратере.
3) Cбоку от шва на поверхности трубы.
4. Как следует начинать и заканчивать сварку продольных швов труб?
1) На основном металле.
2) На предыдущем шве.
3) На выводных планках.
5. Следует ли удалять шлак перед наложением последующего слоя шва?
1. Да, если это указано в техническом проекте.
2. Всегда.
3. Нет.
Билет 19
(Металловедение сварных конструкций)
1 КАКИЕ МЕТАЛЛЫ НАЗЫВАЮТ ЖАРОПРОЧНЫМИ?
1) Способные сопротивляться часть чередующимся нагреву и охлаждению
2) Способные сопротивляться коррозионному воздействию газа при высоких температурах
3) Способные сохранять структуру мартенсита при высоких температурах
4) Способные длительное время сопротивляться деформированию и разрушению при высоких температурах
2 К КАКОМУ КЛАССУ СТАЛЕЙ ОТНОСЯТСЯ СВАРОЧНЫЕ ПРОВОЛОКИ Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1) Низкоуглеродистому.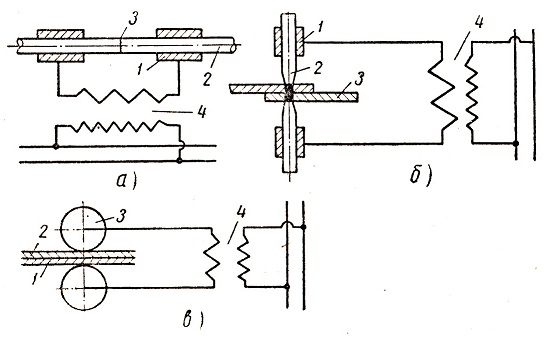
2) Низколегированному.
3) Легированному.
3 КАКАЯ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ, ОХЛАЖДАЮЩИХСЯ С ОДИНАКОВОЙ СКОРОСТЬЮ, ИМЕЕТ БОЛЕЕ ВЫСОКУЮ ПРОЧНОСТЬ?
1) Сталь с 0,2% С.
2) Сталь с 0,4% С.
3) Сталь с 0,6% С.
4 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СОСТОЯЩАЯ В НАГРЕВЕ ЗАКАЛЕННОЙ СТАЛИ НИЖЕ А1, ВЫДЕРЖКЕ И ПОСЛЕДУЮЩЕМ ОХЛАЖДЕНИИ?
1) Отжиг
2) Аустенизация
3) Отпуск
4) Нормализация
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ НИЗКОМ ОТПУСКЕ?
1) До 600 С
2) До 450 — 500 С
3) До 250 С
Билет 20
(Технология и оборудование сварки и термической резки)
1. Какое из перечисленных ниже обозначений покрытия электродов соответствует основному покрытию при наличии в составе покрытия железного порошка в количестве более 20%?
1) ЖА.
2) БЖ.
3) БР.
4) РА.
2. В какой цвет окрашивается корпус баллона для кислорода?
1) Черный.
2) Красный.
3) Голубой.
4) Белый.
3. Какой тип сварных соединений следует использовать для соединения трубопроводов, работающих под давлением 35МПа?
1) Стыковые с подкладным кольцом.
2) Нахлесточные соединения.
3) Стыковые соединения без подкладного кольца.
4. Допускается ли применение аустенитных электродов при сварке труб из стали 12ХМФ, 15ХМ, 15Х5М, 15Х5ВФ, 12Х8ВФ?
1) Допускается.
2) Не допускается.
3) Допускается при сварке с подогревом.
5. Можно ли производить заварку продольных швов обечаек без выводных планок?
1. Да, отступив от начала стыка на 100 — 150 мм, с последующей
заваркой в обратном направлении.
2. Нет.
3. Да, начиная на расстоянии 40 — 60 мм от кромки в поперечном
направлении.
Билет 20
(Металловедение сварных конструкций)
1 КАК НАЗЫВАЕТСЯ МЕХАНИЧЕСКОЕ СВОЙСТВО, ОПРЕДЕЛЯЮЩЕЕ СПОСОБНОСТЬ МЕТАЛЛА СОПРОТИВЛЯТЬСЯ ДЕФОРМАЦИИ И РАЗРУШЕНИЮ ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ?
1) Прочность
2) Вязкость разрушения
3) Ударная вязкость
4) Живучесть
2 КАКУЮ СКОРОСТЬ ОХЛАЖДЕНИЯ ПРИ ЗАКАЛКЕ НАЗЫВАЮТ КРИТИЧЕСКОЙ?
1) Максимальную скорость охлаждения при которой еще протекает распад аустенита на структуры перлитного типа
2) Минимальную скорость охлаждения необходимую для получения мартенситной структуры
3) Минимальную скорость охлаждения необходимую для фиксации аустенитной структуры
3 КАК НАЗЫВАЕТСЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА, СОСТОЯЩАЯ В ДЛИТЕЛЬНОЙ ВЫДЕРЖКЕ ЗАКАЛЕННОГО СПЛАВА ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ ИЛИ ПРИ НЕВЫСОКОМ НАГРЕВЕ?
1) Рекристаллизация
2) Старение
3) Высокий отпуск
4) Нормализация
4 К КАКОЙ КАТЕГОРИИ ПО КАЧЕСТВУ ПРИНАДЛЕЖИТ СТАЛЬ У10А?
1) Обыкновенного качества
2) Качественная сталь
3) Высококачественная сталь
5 ДО КАКОЙ ТЕМПЕРАТУРЫ ДОЛЖНА БЫТЬ НАГРЕТА СТАЛЬ ПРИ НИЗКОМ ОТПУСКЕ?
1) До 600 С
2) До 450 – 500 С
3) До 250 С
Основные материалы применяемые для пайки * Алмазное сверление бетона
Статьи/Пайка, припои и флюсы/ Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С — 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию («оловянная чума»). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Удельный вес при температуре 20°С — 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию («оловянная чума»). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327°C. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
В соединении с медью дает ряд прочных сплавов. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 — 8,9. Температура плавления 1083 °С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55°C до 83°С. Применяется как флюс для пайки мягкими припоями.
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др. Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС-61, ПОС-40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице 2.
Легкоплавкие припои
Таблица 1. Легкоплавкие припои.
| Марка припоя | Температура | Область применения |
|---|---|---|
| ПОС-90 | 222 °C | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС-61 | 190 °C | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
| ПОС-50 | 222 °C | То же, но когда допускается более высокий нагрев, чем при ПОС-61 |
| ПОС-40 | 235 °С | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС-50 или ПОС-61. |
| ПОС-30 | 256 °С | Лужение и пайка механических деталей не ответственного назначения из меди и её сплавов, стали и железа. |
| ПОС-18 | 277 °С | Лужение и пайка при пониженных требованиях к прочности шва, деталей не ответственного назначения из меди и её сплавов, оцинкованного железа. |
| ПОССу-4-6 | 265 °С | Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
| ПОСК-50 | 145 °С | Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
| ПОСВ-33 | 130 °С | Пайка плавких предохранителей. |
| ПОСК-47-17 | 180 °С | Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
| П-200 | 200 °С | Пайка тонкостенных деталей из алюминия и его сплавов. |
| П-250 | 280 °С | |
| Сплав «Розе» | 92-95 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| Cплав д’Арсенваля | 79 °С | |
| Сплав Вуда | 60 °С |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.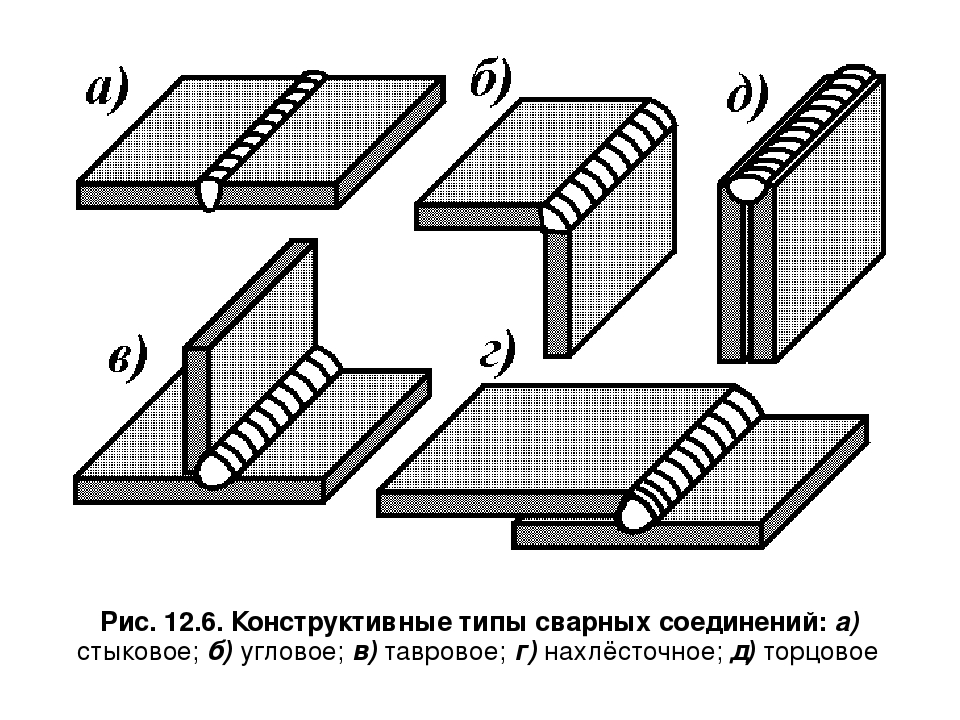
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Всё это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки. Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или сплавов и применяемого припоя, а также от способа пайки. Остатки флюса, особенно активного, т продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии. При монтаже электро и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовленные на её основе с добавлением неактивных веществ — спирта, глицерина и даже скипидара. Канифоль не гигроскопична, является хорошим диэлектриком, поэтому не удаленный остаток её не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблице 2 и таблице 3.
Неактивные флюсы
Таблица 2. Неактивные (безкислотные) флюсы.
| Состав в % | Область применения | Способ удаления остатков |
|---|---|---|
| Канифоль светлая | Пайка меди, латуни, бронзы легкоплавкими припоями. | Промывка кистью или тампоном, смоченным в спирте или ацетоне. |
| Канифоль — 15-18; спирт этиловый — остальное (флюс спиртоканифольный) | То же, и пайка в труднодоступных местах | Тоже |
| Канифоль — 6; глицерин -14; спирт этиловый или денатурированный — остальное (флюс глицерино-конифольный) | То же, при повышенных требованиях к герметичности паяного соединения. | То же |
Активные флюсы
Таблица 3. Активные (кислотные) флюсы.
| Состав % | Область применения | Способ удаления остатков |
|---|---|---|
| Хлористый цинк — 25-30; концентрированная соляная кислота — 06-07; остальное вода | Пайка деталей из чёрных и цветных металлов. | Тщательная промывка водой. |
| Хлористый цинк (насыщенный раствор) 3,7: вазелин технический 85; вода дистиллированная -остальное (флюс паста) | То же, когда по роду работы удобнее пользоваться пастой. | Тщательная промывка водой. |
| Хлористый цинк — 1,4; глицерин — 3; спирт этиловый -40; остальное вода дистиллированная. | Пайка никеля, платины и её сплавов. | Тщательная промывка водой. |
| Канифоль — 24; хлористый цинк — 1; остальное этиловый спирт. | Пайка цветных и драгоценных металлов (в том числе золото), ответственных деталей из чёрных металлов. | Промывка ацетоном. |
| Канифоль — 16; хлористый цинк — 4; вазелин технический — 80; (флюс паста) | То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывки. | Тщательная промывка водой. |
Пайка сталей с гальваническим покрытием
Пайка сталей с гальваническим покрытием цинком или кадмием возможна оловяно-свинцовами припоями паяльником с применением флюса хлористого цинка. Пайка с канифольными флюсами не даёт качественного соединения.
Пайка алюминия припоями ПОС
Пайка алюминия припоями ПОС затруднительна, но всё же возможна, если оловянно-свинцовый припой содержит не менее 50% олова (ПОС-50, ПОС-61, ПОС-90). В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для очистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин и точных механизмов. На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную плёнку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
Пайка алюминия припоями
П-200 и П-250Коррозийная стойкость паяльных швов, выполненных этими припоями, несколько ниже, чем выполненных оловяно-свинцовыми припоями. Флюс представляет собой смесь олеиновой кислоты йодида лития. Йодид лития (2-3 г) помещают в пробирку или колбу и добавляют 20 мл (около 20 г) олеиновой кислоты. В состав флюса может входить от 5 до 17% йодида лития. Смесь слегка прогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при её растворении на дно пробирки опускается слой водной смеси, а флюс всплывает и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 270 — 350 °C) зачищают и лудят припоем, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных и обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
Пайка нихрома
Пайка нихрома (нихром с нихромом, нихром с медью и её сплавами, нихром со сталью) может быть осуществлена припоем ПОС-61, ПОС-50 (хуже — ПОС-40) с применением флюса следующего состава в граммах: Вазелин — 100, хлористый цинк в порошке — 7, глицерин — 5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк т глицерин. Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10%-ном спиртовом растворе хлористой меди, наносят флюс, лудят и только после этого паяют.
При пайке в домашних условиях припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
«Паяльная лента» незаменима при сращивании проводников, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить «паяльную ленту», необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой «паяльной лентой», смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Лужение проводов в эмалевой изоляции.
При зачистке выводных концов обмоточного провода ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода. Зачистка путём обжига также не всегда даёт удовлетворительные результаты из-за возможного оплавления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается. Для зачистки проводов малого сечения в эмалевой изоляции можно использовать полихлорвиниловую трубку. Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 — 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 — 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Вместо припоя — клей.
Часто приходится припаивать провод к детали из металла, трудно поддающегося пайке: нержавеющей стали, хрома, никеля, сплавов алюминия и др. Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течении 5 — 6 секунд. После остывания на место контакта наносят 1 — 2 капли эпоксидного клея и сушат до полного затвердевания.
Сварка вместо пайки.
Электросварка значительно сокращает время, затрачиваемое на монтажные работы, даёт соединения, выдерживающие высокотемпературный нагрев, не требует припоев, флюсов, предварительного лужения, позволяет соединять проводники из металлов и сплавов, трудно поддающихся пайке, например провода электронагревательных приборов. Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6 — 30 вольт, обеспечивающий ток не менее 1 ампер. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под угол 30° — 40°. В качестве держателя электрода можно использовать щуп от ампервольтметра с наконечником «крокодил». В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыков сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
В качестве держателя электрода можно использовать щуп от ампервольтметра с наконечником «крокодил». В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыков сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
Как паять алюминий.
Покрываете место пайки тонким слоем канифоли и сразу же натираете таблеткой анальгина. Далее облуживаете поверхность припоем ПОС-50, прижимая к ней с небольшим усилием жало сильно нагретого паяльника. Ацетоном смываете остатки флюса. Снова осторожно прогреваете поверхность и смываете флюс. Теперь можете начать пайку обычным образом.
Чтобы жало паяльника не подгорало.
Чтобы защитить стержень от обгорания, его нужно обмазать тонким слоем смеси силикатного клея и сухой минеральной краски (окись железа, цинка и магния). Перед включением паяльника покрытие нужно хорошо просушить, иначе клей вспенится и покрытие будет осыпаться.
Как зачистить проводники печатной платы.
Кроме уже известных способов зачистки проводников печатной платы перед пайкой или лужением, хорошо себя зарекомендовал способ, описанный ниже. На ватный тампон наносят несколько капель технической соляной кислоты и протирают им поверхность фольги. Кислота хорошо удаляет слой окиси меди, практически не затрагивая металл. После этого плату надо промыть под проточной водой, сначала в горячей, а потом в холодной. Отверстия под выводы деталей лучше просверлить после этой обработки. При работе с кислотой необходимо соблюдать меры безопасности.
Качество паяного соединения не зависит от количества припоя и флюса, скорее наоборот: излишки припоя могут скрыть дефекты соединения, а обилие флюса приводит к загрязнению места пайки. Хорошее паяное соединение характеризуется такими признаками: паяная поверхность должна быть светлой блестящей или светло-матовой, без тёмных пятен и посторонних включений, форма паяных соединений должна иметь вогнутые галтели припоя (без избытка припоя). Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
«Паяльную кислоту» (хлористый цинк) получают путём растворения металлического цинка в концентрированной соляной кислоте из расчёта 412 г/л. Кислоту осторожно вливают в посуду с кусочками цинка, причём уровень не должен превышать 3/4 глубины посуды. При окончательном растворении цинка прекращается выделение пузырьков водорода. Полученному раствору хлористого цинка дают отстояться до прозрачности и оккуратно сливают в пузырёк.
Вместо «паяльной кислоты» можно использовать флюс, приготовленный из равных по массе долей хлористого амония и глицерина. При этом место пайки не окисляется. Флюс пригоден и для пайки нержавеющей стали.
Вместо флюса при лужении стальных деталей (в том числе из нержавеющих сталей) перед пайкой можно воспользоваться отрезком полихлорвиниловой трубки. Место пайки зачищают и обезжиривают. Жалом хорошо прогретого паяльника с каплей припоя растирают на месте пайки отрезок этой трубки до получения равномерного слоя полуды. Затем ведут пайку как обычно.
Заржавевшие детали из чёрных металлов перед пайкой следует опустить на 10 — 12 ч в хлористый цинк, разведённый наполовину дистиллированной водой.
Ацетоно-канифольный флюс не уступает по качеству пайки спирто-канифольному. Он хорошо смачивает поверхность и легко затекает в зазор между паяемыми деталями. Поэтому при отсутствии спирта можно приготовить флюс и на ацетоне, взяв его в таком же соотношении, которое указано в таблице 3. Однако необходимо помнить, что ацетон токсичен и обладает резким неприятным запахом, поэтому работать с таким флюсом можно только при хорошей вентиляции помещения. Хранить жидкий и полужидкий флюс (спирто-канифольный, «паяльную кислоту» и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С помощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
Припаять обойму шарикоподшипника к фланцу можно с помощью припоя ПОС-61 и флюса следующего состава: спирт этиловый — 5 г, триэтаноломин — 2 г. Перед пайкой детали следует обезжирить, после пайки — промыть узел в бензине и подшипник смазать.
Для сращивания проводов из сплавов с высоким сопротивлением (нихром, константан, манганин и др.) можно использовать простой способ, не требующий какого-либо специального инструмента. Провода в месте соединения зачищают и скручивают. Затем пропускают высокий ток, чтобы место соединения накалилось докрасна. На это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется, в результате чего образуется хороший электрический контакт.
Тонкие медные провода можно сваривать в пламени спиртовки или спички. Для этого их зачищают на 20 мм, складывают, аккуратно скручивают, и нагревают до тех пор, пока не образуется шарик расплавленного металла, дающий надёжный контакт.
Лудить алюминий легче, если его предварительно покрыть медью. Нужное место зачищают и аккуратно наносят на него две-три капли насыщенного раствора медного купороса. Далее к алюминиевой детали подключают отрицательный полюс источника постоянного тока, а к положительному полюсу присоединяют кусок медного провода, конец которого опускают в каплю купороса, так чтобы провод не касался алюминия. Через некоторое время на поверхности детали осядет слой красной меди, который после промывки и сушки лудят обычным способом. В качестве источника тока можно использовать батарейку от карманного фонаря.
Дата последнего обноления 12 февраля 2021
Инструмент отсева, 4 буквы — Кроссворды и сканворды —
Инструмент отсева, 4 буквы — Кроссворды и сканворды
Примеры употребления слова сито в литературе.
За ними движутся цеха, гильдии и городское ополчение с развернутыми знаменами: бондари, птицеводы, жерновщики, рекламные агенты, нотариусы, массажисты, виноторговцы, бандажисты, трубочисты, салотопы, ткачи бархатов и поплинов, ветеринары, итальянцы-зеленщики, отделочники церквей, изготовители обувных рожков, хозяева похоронных заведений, торговцы шелками, камнерезы, аукционеры, пробкоделы, страхователи от пожаров, красильщики и пятновыводильщики, экспортеры спиртных напитков, разлитых по бутылкам, скорняки, рисовальщики ярлыков, гравировальщики гербовых печатей, конюхи, менялы поставщики принадлежностей для крикета и стрельбы из лука, изготовители сит, скупщики яиц и картофеля, чулочники и перчаточники, подрядчики по водопроводным и канализационным работам.
Оставив холопью гурьбу на дороге, Федор подскакал к белоголовому старику на ближней полосе, который раньше других управился с пахотой и бороньбой и без шапки шагал уже с ситом на белом полотенце, перекинутом через плечо, разбрасывая горстью овес и шевеля губами, должно быть шепча в напутствие зернам либо заговор, либо молитву — Управился, дед Гаврила?
Эси рюди, сэр,- сказал шофер на своем диалекте,- и быри сито мусеники за зимокарасию.
В семь тридцать дежурный лаборант выпускает из гаража биокомбайны, они работают самостоятельно: забирают насосами воду и процеживают ее через сита, оставляя хлореллу и, конечно, какую-то долю синезеленой водоросли, которую пока мы не умеем отделять, но пищевики уже научились нейтрализовать вредные примеси, и наша хлорелла идет на изготовление бесчисленного множества продуктов питания.
Иногда случалось, что даже большие, восхитительно вкусные бонито попадали вместе с волной на корму плота и оставались на ней, а вода уходила между бревнами, как сквозь сито.
Источник: библиотека Максима Мошкова
Дропшиппинг инструмент отсева 4 буквы сканворд на Chinabrands.com
Все категории
- Все категории
- Новые поступления
- Горячая скидка
- Распродажа
- Продвижение
- Планшеты и Аксессуары
- Cмартфоны и аксессуары
- Компьютер и офис
- Бытовая электроника
- Игрушки
- Для дома и сада
- Спорт и активный отдых
- Автомобили и Mотоциклы
- Часы
- Освещение
- Женская одежда
- Мужская одежда
- Сумки
- Обуви
- Красота и здоровье
- Мамы и дети
- Аксессуары для одежды
- Аксессуары
100 фото сферы применения и характеристики материала
В строительстве нашел применение и такой материал как отсев щебня, который имеет природное происхождение и позволяет экономить на расходах. Он используется при изготовлении бетонных и цементных смесей, причем их качество не ухудшается. Довольно часто приходится сталкиваться с ситуацией, когда необходимо распланировать участок, выровнять, засыпать ямы, траншеи или сделать уклон для водостока. Если использовать отсев, это будет нецелесообразно из-за стоимости. В этом случае рекомендуем использовать грунт для обратной засыпки http://vumpel.ru/grunt-dlya-obratnoj-zasypki/grunt-dlya-obratnoj-zasypki
Он используется при изготовлении бетонных и цементных смесей, причем их качество не ухудшается. Довольно часто приходится сталкиваться с ситуацией, когда необходимо распланировать участок, выровнять, засыпать ямы, траншеи или сделать уклон для водостока. Если использовать отсев, это будет нецелесообразно из-за стоимости. В этом случае рекомендуем использовать грунт для обратной засыпки http://vumpel.ru/grunt-dlya-obratnoj-zasypki/grunt-dlya-obratnoj-zasypki
Сфера применения
Отсев получают в результате дробления каменных пород – природного или искусственного камня. По внешнему виду он представляет собой мелкие кусочки породы, размер которых не превышает 5 мм. Это вторичное сырье. Его иногда можно спутать с крупнофракционным песком.
Материал обладает высокой прочностью. Поэтому в частном строительстве применяют при разведении бетонной смеси вместо основного сырья.
Заменить крупный щебень отсевом можно и при укладке ленточного фундамента. Но для этого целесообразно замешивать раствор несколько раз. Следует помнить, что песок, в отличие от отсева, придает смеси большую клейкость.
Применение отсева разнообразно:
- в строительстве дорог и обустройстве пешеходных зон;
- при производстве ЖБИ;
- в изготовлении плитки;
- для приготовления бетонных смесей;
- в декоративных целях;
- при обустройстве систем фильтрации;
- в изготовлении керамики и стенных панелей;
- для устранения скользящего эффекта на тротуарах и дорогах;
Основные параметры материала
Применяемый в строительстве отсевной материал может отличаться не только по свойствам материнской породы, но и в зависимости от качественных параметров. На фото отсева можно увидеть эти различия.
Основными критериями качества выступают:
- механическая прочность и стойкость к внешним воздействиям;
- размер частиц;
- плотность материала по насыпи;
- устойчивость к низким температурам;
- наличие в составе зерен плоского или игольчатого типа;
- наличие примесей и их количество;
- безопасность для человека.

Разновидности отсева
Материал различается составом, поскольку он может быть результатом дробления гравия, гранита и известняка. Отсюда и разными будут характеристики видов отсева.
Отсев гранита
Результатом размельчения прочного натурального материала является мелкодисперсионный состав с частицами 0,1-5 мм и плотностью 1,33 т/куб. м. Гранитный отсев практически полностью лишен примесей и пыли. Отсутствуют и органические компоненты.
Материал отлично подвергается утрамбовке, а максимальный уровень давления составляет 120 МПа. Отличается также и прекрасными морозоустойчивыми качествами, не имеет радиации. Однако данное сырье будет более дорогим.
Применять данный вид отсева можно как в строительстве, так и дорожно-ремонтных работах. Популярна гранитная смесь и при проведении работ по обустройству ландшафта. Благодаря своей прочности, находит применение в изготовлении ЖБИ и конструкций, плитки и бордюров для дорог и тротуаров.
Гравийный состав
Сам по себе гравий является рыхлым материалом осадочного типа. В нем встречаются минеральные компоненты как результат процессов разрушения породы. Имеет прочность более низкого порядка по сравнению со щебнем. Сцепляемость внутри смеси у гравия также меньше.
Размер крошки 0,16- 2,5 мм. Относится к категории М800-М1000 по уровню прочности. Содержание пыли и органики не более 0,6%. Насыпная прочность 1,4 т/куб. м.
Мелкий отсев гравия применяется при гололеде для покрытия дорожек и тротуаров, а также во время ремонта дорог, в обустройстве покрытия спортивных площадок, при отделке садовых дорожек.
Известковый щебень
Зернистая смесь имеет размер частиц 2-5 мм, отличаются вязкостью и способностью к растворению в жидкости. По прочности она сравнима с категориями М400-800, обладает уровнем нагрузки 1,3 т/куб. м. Примесей здесь больше, чем в предыдущих составах – до 2%.
Из известкового щебня производят пористые блоки для сооружения стен, а также плитку для облицовки, штукатурные смеси с цементом. Возможно применение в сельском хозяйстве в качестве кормов и удобрений.
Щебень вторичного использования
Используется для изготовления разнообразных цементных растворов, обустройства подъездных путей временного действия. Размер гранул не более 10 мм. Является результатом переработки демонтированных бетонных конструкций.
Отсев щебеночного типа является часто используемым в строительстве материалом, благодаря которому появляется возможность снижения себестоимости работ без потерь в качестве. Он применяется при изготовлении растворов, в дорожном строительстве и ландшафтном дизайне, в ходе проведения ремонтных работ.
Фото отсева
Также рекомендуем посетить:
| 0/5.0 оценка (Голосов: 0) |
Вывески — изготовление рекламных вывесок и табличек, объемные световые и неоновые буквы, металлические буквы с внутренней подсветкой, изготовление букв по выгодной цене. Световые объемные буквы несут на себе информационную нагрузку. В темное время суток световые буквы благодаря своему виду привлекают внимание потенциальных клиентов. bigbukva.ru объемные буквы, вывесоки, светововые буквы, плоские буквы, световые короба Рейтинг Alexa: #22,384,683 Google PageRank: 2 из 10 |
Рейтинг: 14.2 |
0/5.0 оценка (Голосов: 0) |
Рекламное агентство «Р.А.дуга+» г.Белгород Разработка, производство и монтаж наружной и интерьерной рекламы. Буквы и фигуры из пенопласта. радуга31.рф наружная реклама, световые короба, объемные буквы, свадебный декор, буквы на свадьбу Google PageRank: 0 из 10 Яндекс ТИЦ: 0 |
Рейтинг: 13.3 |

Бетон из отсева и цемента
При возведении собственного дома, дачи или гаража одним из главных критериев для многих застройщиков является цена — вопрос, который решается чаще всего за счет поиска и применения дешевых материалов.
При постройке дома главное внимание уделяется цене.
Одним из вариантов является применение экономичного и обладающего достаточными механическими характеристиками бетона из отсева.
Количество отсева и качество бетона
В качестве отсева используют отходы, получаемые при производстве товарного гранитного щебня и продукты вторичного использования стройматериалов — бетонную и кирпичную крошку. Размер фракции отсева составляет от 1 до 10 мм, для использования в виде наполнителя для бетона желательно использовать отсев с размером частиц 1,5 — 4,0 мм.
Гранитный отсев по своим прочностным качествам является более предпочтительным и может применяться для заливки фундаментов и изготовления ответственных конструкций в промышленном и гражданском строительстве.
Отсев из строительных отходов менее прочен, поэтому его рекомендуется применять на объектах с менее жесткими требованиями к надежности и долговечности — при ремонте дорог, благоустройстве территорий, строительстве подсобных зданий и сооружений.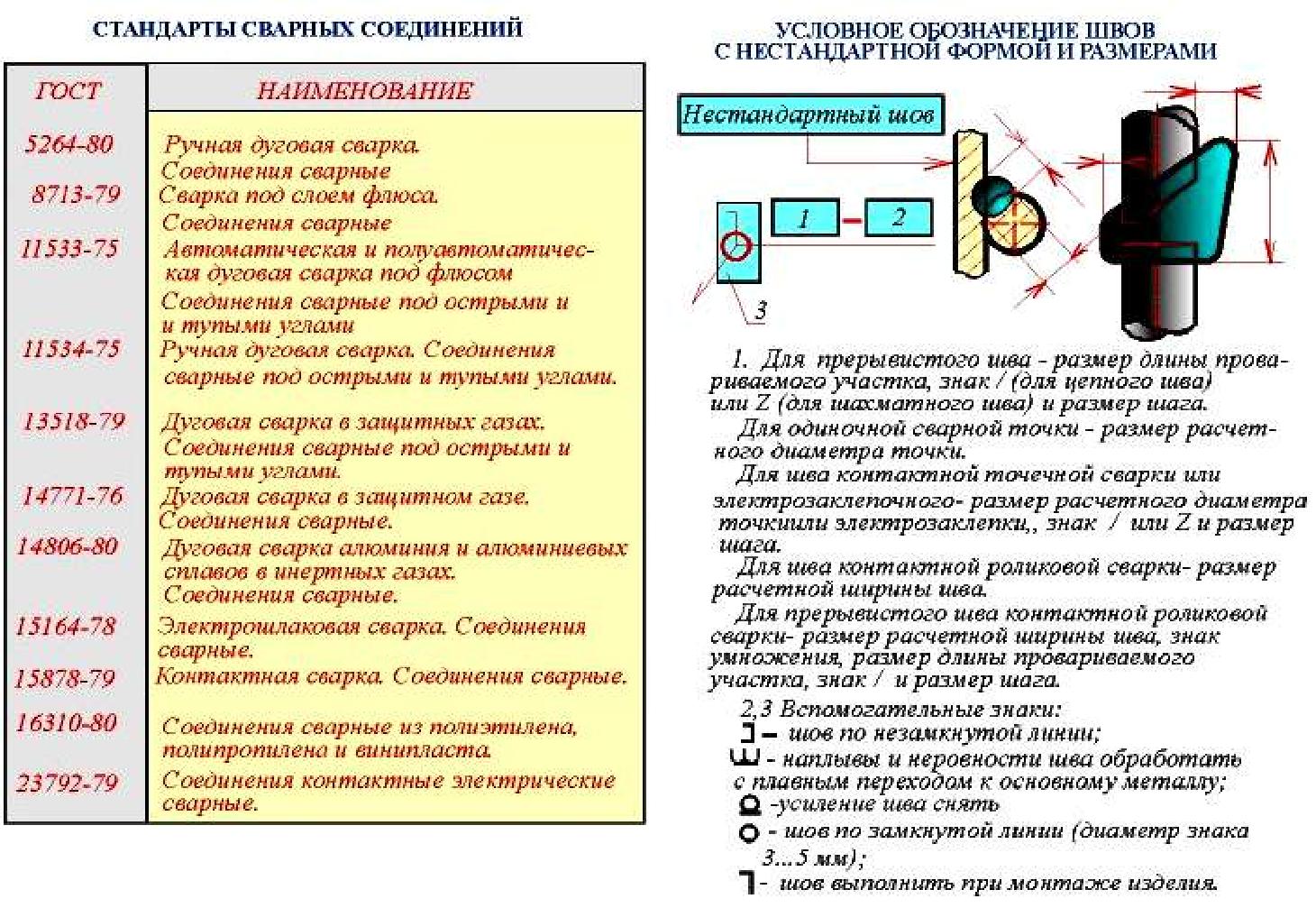
В качестве наполнителя отсев редко используется в чистом виде, чаще в целях экономии им замещают некоторую часть песка или фракционного щебня, желательно не более 1 части общей пропорции материалов в составе смеси. Например, пропорциональный массовый состав цемента, щебня и песка (Ц:Щ:П) для приготовления бетона М150 составляет 1:4,6:3,6 при использовании марки цемента М400 и 1:6,6:4,5 при использовании цемента М500.
Количество отсева и качество бетона.
При частичном замещении щебня и песка отсевом пропорция Ц:Щ:П:О будет составлять 1:3,6:2,6:2 и 1:5,6:3,5:2 соответственно. Приготовленный бетон по прочностным характеристикам будет соответствовать марке М150, его можно использовать для устройства стяжки, дорожек, площадок, фундаментов неответственных одноэтажных построек.
При заливке бетонной площадки отсевом можно полностью заменить другие виды крупного и мелкого наполнителя, в том числе для устройства песчаной подушки. Для бетона из отсева и цемента пропорции компонентов Ц:О составляют 1:8. Для обеспечения необходимой прочности и жесткости обязательна установка армокаркаса из металлической сетки.
Цемент как основной компонент
Как и в случае применения стандартных видов наполнителя, технические характеристики бетонной смеси с отсевом обеспечиваются главным образом вяжущим материалом. Для приготовления бетона с отсевом в качестве вяжущего применяется исключительно цемент высоких марок — М400 и М500, обеспечивающий высокую степень адгезии с поверхностью зерен наполнителя.
Распространенной среди непрофессионалов ошибкой является увеличение пропорции цемента в составе раствора для повышения прочностных качеств бетона, приводящее к обратному результату. Избыток цемента нарушает структуру материала и снижает механические связи между зернами наполнителя, повышает хрупкость готового изделия.
Вне зависимости от назначения и ответственности бетонной конструкции не следует применять цемент с истекшим сроком годности или смешивать его с новым. . По истечении гарантийного срока или при нарушении условий хранения цемент в результате своей гигроскопичности насыщается влагой, комкуется и теряет прочностные характеристики.
. По истечении гарантийного срока или при нарушении условий хранения цемент в результате своей гигроскопичности насыщается влагой, комкуется и теряет прочностные характеристики.
Вода, ее качество и количество
От качества применяемой для затворения строительных растворов и бетонов воды во многом зависят их конечные прочностные характеристики. Она не должна содержать посторонних механических примесей и органических включений, содержащихся в открытых водоемах, морской воде и трубопроводах технического водоснабжения, а также следов жира и нефтепродуктов.
Количество воды при замешивании.
Для изготовления должна применяться вода из системы питьевого водоснабжения. Особенно это касается бетона с использованием отсева, в котором возможно присутствие пыли и мелкодисперсных частиц породы, битого бетона и кирпичной крошки, глины и земли. Так же как и основные наполнители — щебень и песок — отсев должен быть тщательно промыт в емкости или из шланга.
При замесе должна соблюдаться установленная для требуемой марки бетона пропорция воды. Она характеризуется водоцементным отношением — количеством воды в литрах от массы цемента. Для рассмотренного выше примера бетона М150 это соотношение составляет 0,75 при использовании цемента М400 и 0,85 для М500. Первоначально в сухую смесь добавляется около 80% объема воды, после перемешивания постепенно вводят остаток до получения однородной вязкой массы.
В некоторых случаях, особенно при заливке сложной или объемной опалубки, добавлением избыточной воды пытаются повысить текучесть и укладываемость бетона, что при затвердевании может привести к сильной усадке, трещинообразованию и крошению состава.
Песок и щебень
Для изготовления монолитного бетона применяют песок различного типа — речной, морской, карьерный. В составе должны присутствовать зерна разного размера — крупные, средние и мелкие — для обеспечения пустотности не выше 38%. Крупность зерен не должна превышать 10 мм, при этом доля гранул с размером 5 — 10 мм не должна превышать 5%.
Содержание глины в песке не должно быть больше 3%, а пылевидных частиц — 10%. Для очистки от примесей на карьерах выполняют просев и промывку песка.
В качестве крупного заполнителя рекомендуется применять щебень, отличающийся от гравия развитой формой поверхности. Для ответственных конструкций лучшим вариантом служит прочный гранитный щебень, для бетонных работ неответственного назначения можно применять известняковый. Так же как и песок, щебень должен содержать крупную и мелкую фракцию для обеспечения показателя пустотности не менее 45%.
Для щебня допустимое содержание глины, пылевидных и илистых примесей составляет не более 1%.
Раствор своими руками
Замешивание раствора.
В индивидуальном строительстве раствор часто приготавливают своими силами. В зависимости от объема замес производят в имеющейся емкости или с помощью собственной или арендованной бетономешалки.
Все компоненты смеси — цемент, песок, щебень и отсев — с соблюдением необходимой пропорции сначала перемешиваются в сухом виде до получения однородной массы.
После этого в смесь при постоянном перемешивании добавляется вода — первоначально до 80% расчетного объема, затем небольшими порциями до достижения требуемой консистенции раствора.
Если для укладки приготовленного замеса требуется более 2-х часов, необходимо следить за его влажностью и периодически перемешивать. Добавлять воду следует только для компенсации ее испарения, не делая приготовленный состав излишне влажным.
Расчет и улучшение качеств
Прежде чем приступить к закупке материалов и выполнению работ, следует выполнить несложные расчеты, позволяющие запланировать необходимый объем материалов. Излишняя закупка или остаток приготовленного бетона могут нивелировать всю полученную от применения отсева экономию.
Расчет начинается с определения общего объема бетонирования или стяжки с учетом длины, ширины и высоты слоя. Полученный объем следует разделить пополам — объем воды и сухой смеси составляют по 50% от общего.
25% от кубатуры сухой смеси составляет цемент, объем которого нужно пересчитать в килограммы, пользуясь средней плотностью 1300 кг/м³. Если цемент планируется приобретать в мешках, то для определения их количества полученную массу следует разделить на 50.
Данный расчет можно рассмотреть для практического примера устройства бетонной площадки размером 2×5 м с толщиной слоя 10 см.
Общий объем монолита составляет 2×5×0,1=1 м³.
Объем сухой смеси составляет 50% — 0,5 м³.
Требуемое количество цемента 0,5×0,25=0,125м³ или 0,125×1,3=0,1625 тн, что составляет 3,25 мешка по 50 кг. С учетом рекомендуемого специалистами 10%-го запаса материала для рассматриваемого объекта правильным будет приобрести 4 мешка цемента требуемой марки.
» Пропорции для приготовления бетона из отсева и цемента
Бетон получил огромное применение при выполнении строительных работ. Его изготавливают из цемента с добавлением различных составляющих. Одним из видов состава, используемого при строительстве, является бетон из отсева с использованием цемента.
Описание и виды
Отсев представляет собой фракцию, которая получается при дроблении горных пород. В этом процессе используют специальное сито.
Гранитный отсев
Например, чтобы получить эту добавку из гранита, надо его добыть взрывным способом, раздробить на части и отсортировать по фракциям. Стоит отметить, что он активно используют как в жилищных, дорожных, так и в других сферах производства. Это связано с тем, что гранит обеспечивает необходимую долговечность и надежность. Также он используется в декоративных целях.
Как было сказано выше, отсев проходит обязательную сортировку. При помощи сита производится отделение частиц определенных размеров. Материал с разными фракциями используется для смесей, которые в дальнейшем найдут применение на различных строительных площадках.
Бетонный отсев
Помимо гранитного отсева существует еще бетонный. Надо сказать, что крошка гранотсева имеет размер от 0 до 10 мм. Он имеет серые или красноватые оттенки. Кстати, материал красноватого цвета используют при производстве тротуарной плитки. Что касательно бетонного отсева — это самый доступный материал, который получается после повторной переработки бетона. Размер частиц должен составлять от одного до десяти мм.
Материал получается в процессе механического дробления бетона. Такая смесь используется при прокладке дорог и благоустройстве территорий. В частности, ее применяют для изготовления асфальта и материала для стен. Надо заметить, что иногда примесь включает в себя дробленый кирпич. Обычно ее получают при переработке разрушенных строений из кирпича.
Следует отметить, что применение гранита намного удешевляет стоимость раствора по сравнению с тем, который изготовлен с применением щебня. При этом конструкция обретает необходимую плотность и прочность.
Основной характеристикой является то, что смесь с бетонным или гранитным отсевом не влияет на качественные характеристики сооружения. Именно поэтому эти виды являются просто незаменимыми в строительстве.
Объемы компонентов
Основное влияние на качество и прочность сооружения оказывают правильные пропорции всех составляющих смеси. Нелишним будет заметить, что гранитный отсев в чистом виде используется редко. Обычно им частично заменяют песок в составе или добавляют вместо части гравия.
Для правильного определения пропорции бетонного отсева нужно от стандартной пропорции отнять по 1 части щебня и песка, и вместо них добавить две его части. Например, если в составе использовалась 1 часть цемента, 4 части щебня и 3 части песка, то для приготовления замеса следует взять одну часть цемента, 3 части щебня и 2 части отсева или песка.
Количество отсева и качество бетона
Для того чтобы использовать тот или иной вид отсева, надо определить уровень нагрузки, которую будет претерпевать покрытие. Немаловажным будет являться температурный режим при эксплуатации покрытия. Как говорилось выше, раствор с использованием материала из гранита и цемента является более выгодным по сравнению с составом, в основе которого лежит песок и щебень.
Немаловажным будет являться температурный режим при эксплуатации покрытия. Как говорилось выше, раствор с использованием материала из гранита и цемента является более выгодным по сравнению с составом, в основе которого лежит песок и щебень.
Например, для заливки двора помимо раствора, используется армирующая сетка. При этом материал заливается слоем в 7 см. Обычно, если в основе смеси лежит гранитный материал, то для раствора берут следующие пропорции:
- 1 часть цемента М400;
- 8 частей отсева;
- не более 20% воды.
При этом получится масса прочностью М150. Гранит будет отличным решением смеси для заливки фундамента. Хотя при использовании для заливки двора необходимо сделать подушку из песка. Вместо песка можно использовать сам отсев, который следует утрамбовать и только после этого осуществить заливку. Толщина ее должна составлять не менее 5 см.
Стоит сказать в пользу материала из гранита, что его использование более выгодно. Чтобы применить гранит в составе растворов, надо часть песка и часть щебня заменить на две его части.
Цемент как основной компонент
И все-таки, какой бы отсев не применялся, главной составляющей раствора остается цемент, от качества которого зависит, какой будет строительная масса. Чем выше марка, тем крепче будет готовый материал, а именно — окажется высокой клеящая способность, что даст нужное сцепление с поверхностью.
Сколько времени можно хранить смесь? Долго — нельзя, так как материал через месяц потеряет до 10% своей прочности, а при хранении в течение 2 лет, станет менее прочным на 50%. Проверить качество и годность к применению можно на ощупь — взять в руку небольшое количество и слегка сжать его. При этом цемент должен быть рассыпчатым. Это говорит о том, что пропорции влаги и основы еще позволяют эффективно использовать этот материал.
Для улучшения качества цемента в него часто добавляют гидравлические добавки. Чем меньше измельчен клинкер, тем выше клеящие способности. Цемент бывает различных марок. Цифровые обозначения указывает на его прочность. Надо заметить, что выбор напрямую связан с нагрузкой, которую будет иметь будущий фундамент. Хотя чаще всего для этих целей берут цемент М400 или М500. По стоимости дороже будет вторая марка, но она же обладает лучшими качественными характеристиками. Пропорции таковы: в одном кубе бетона марки М-400 содержится цемент в количестве 417 кг, а в одном кубе бетона М-100 его всего 166 кг.
Цемент бывает различных марок. Цифровые обозначения указывает на его прочность. Надо заметить, что выбор напрямую связан с нагрузкой, которую будет иметь будущий фундамент. Хотя чаще всего для этих целей берут цемент М400 или М500. По стоимости дороже будет вторая марка, но она же обладает лучшими качественными характеристиками. Пропорции таковы: в одном кубе бетона марки М-400 содержится цемент в количестве 417 кг, а в одном кубе бетона М-100 его всего 166 кг.
Вода. Ее качество и количество
Надо обратить внимание, что для изготовления качественного раствора необходимо внимательно отнестись к пропорции воды. Определяя, сколько ее должно быть в составе, стоит опираться на тот критерий, что в процессе должна получиться масса средней консистенции.
Избыток воды приведет к нарушению структуры смеси, которая при использовании даст очень сильную усадку. В результате могут появиться трещины, и несущая способность будет снижена. При этом необходимо заботиться о качестве воды. Например, для изготовления высокопрочного бетона на предприятиях вместо технической воды используют только питьевую.
Песок и щебень
Следует заметить, что песок должен быть обязательно чистым и не содержать глинистые примеси, так как из-за них снижается качество бетона. При этом совершенно неважно речной будет песок или карьерный. По нормативам в песке примесей должно быть не более 3%. Чистоту песка легко проверить следующим образом:
- насыпать в прозрачную емкость небольшое его количество;
- залить водой;
- взболтать.
Если вода будет прозрачной и чуть мутной, то песок чистый. Кстати, гравий не должен содержать большое количество глины. Причем обычно используют гравий размером от 1 до 8 см. Щебень перед использованием в составе необходимо промыть и очистить от лишних включений. Это можно сделать, например, из шланга. В сам бетон ни в коем случае не должна попасть земля.
Раствор своими руками
Раствор можно легко приготовить своими руками.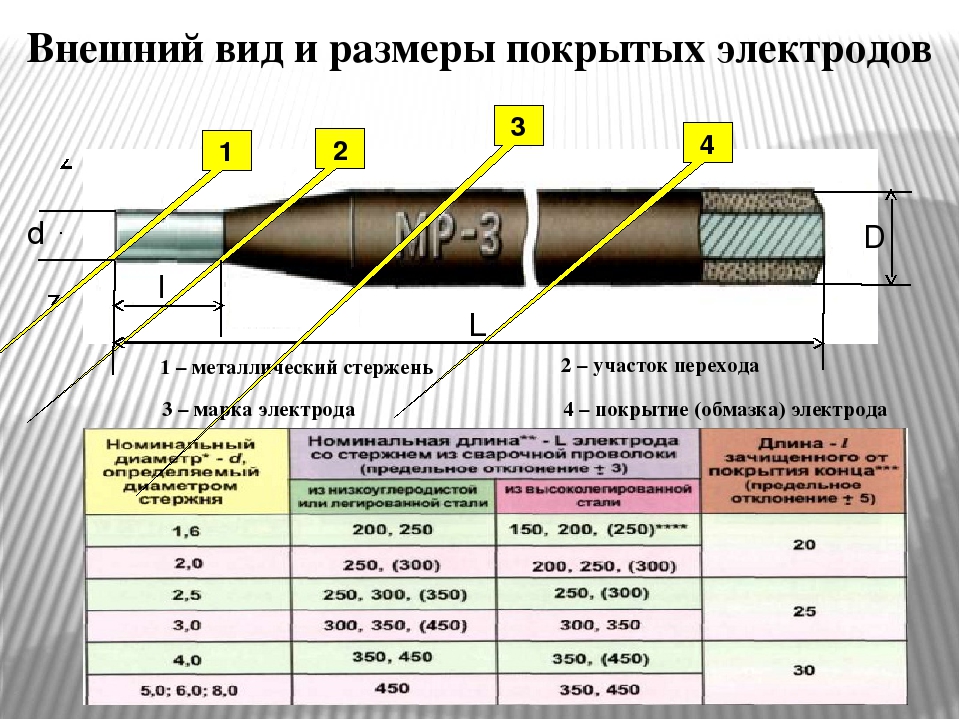 Для этого потребуется бетономешалка, а при ее отсутствии — любая строительная емкость, в которой будет производиться замес. В мешалку или емкость засыпаются необходимые пропорции сухих составляющих:
Для этого потребуется бетономешалка, а при ее отсутствии — любая строительная емкость, в которой будет производиться замес. В мешалку или емкость засыпаются необходимые пропорции сухих составляющих:
- песок;
- цемент;
- гравий;
- отсев.
Далее производится их перемешивание до получения однородной массы. В последнюю очередь вводится небольшими порциями вода. При этом смесь должна постоянно перемешиваться. Нужно сделать однородную массу и увлажненность – тогда раствор готов и его можно использовать для работы. Надо отметить, что массу необходимо использовать в течение двух часов после приготовления, иначе не избежать потери ее свойств.
Если в процессе работы происходит испарение влаги, необходимо в смесь добавлять столько воды, сколько необходимо для нужной консистенции. Надо заметить, что если какой-то из компонентов будет влажным, то при изготовлении строительного материала надо снизить количество воды.
Расчет и улучшение качеств
Для улучшения качества необходимо просеять песок. Стоит обратить внимание на то, что состав бетона различных марок очень сильно оказывает влияние на усадку его после заливки. Поэтому прежде чем определить, сколько надо будет состава и приступить к расчетам его количества, необходимо определиться с маркой материала. Чем выше у него будет коэффициент усадки, тем больше его понадобится для выполнения работы.
Сколько бетона нужно, например, для заливки фундамента? Для расчета необходимо длину умножить на ширину и полученный результат умножить на высоту будущего фундамента. Далее, полученный показатель умножается на коэффициент усадки. И после этого еще раз произвести умножение на 1,05. Это необходимо сделать для того, чтобы установить объем, который будет занят арматурой.
Выравнивание выпадения | Park Tool
В этой статье будет обсуждаться выравнивание выпадений задних колес и вилок.
Начало работы
Изогнутые дропауты нагружают ось через контргайки ступицы.Передние и задние колеса помещаются внутри осей рамы. Эти выпадения должны быть выровнены так, чтобы внутренние поверхности были параллельны друг другу и перпендикулярны оси оси втулки.Если дропаут сильно смещен, это может затруднить вход и выход колеса. Кроме того, при закрытом быстроразъемном устройстве ось будет нагружена. Поверхность контргайки ступицы будет пытаться совместиться с поверхностью дропаутов. Изогнутый дропаут приведет к изгибу оси, а в некоторых случаях изгибу и поломке. Как правило, смещенные дропауты не влияют на центрирование колеса в раме, если только дропаут не сильно смещен.
Важное примечание по выравниванию: Есть некоторые конструкции велосипедных дропаутов, которые не допускают исправления путем изгиба или холодного отверждения.Чрезвычайно толстые дропауты обычно невозможно согнуть. Другие примеры включают большинство вилок подвески, большинство титановых рам и большие дропауты для 14-миллиметровых осей «фристайл / BMX».
Когда дропаут изгибается для исправления, трубка рамы не изгибается. Кроме того, дропаут не сгибается. Изгибается узкий участок между рамкой и дропаутом. Если между рамой и дропаутом нет узкого участка, ремонт может быть невозможен.Без этой «шеи» вы пытаетесь согнуть трубку рамы.
Пример неремонтопригодных склеенных дропаутов в углеродной вилкеКроме того, дропаузы, прикрепленные к раме, например, к раме из углеродного волокна, могут не подлежать ремонту. В случае сомнений проконсультируйтесь с производителем. Однако, даже если конструкция велосипеда не допускает исправлений, полезно знать, как проверить выравнивание отсева.
Как только отсевы выровнены, они, как правило, не требуют постоянной перепроверки.Когда ступица зажата на месте, система становится довольно прочной. Даже экстремальная езда и поломка колеса вряд ли погнут дропауты.
Использование Dropout с Keras и ячейкой LSTM / GRU
Переполнение стека- Около
- Товары
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
- О компании
Загрузка…
.
4.6. Dropout — погрузиться в глубокое обучение 0.14.3 документация
В разделе 4.5 мы представили классический подход к регуляризация статистических моделей путем штрафа \ (L_2 \) нормы веса. С вероятностной точки зрения мы могли бы оправдать этот метод следующим образом: утверждая, что мы изначально предполагали, что веса принимают значения из гауссова распределения со средним нулем. Более интуитивно мы могли бы утверждают, что мы поощряли модель распределять ее веса среди многих функции вместо того, чтобы слишком сильно зависеть от небольшого количества потенциально ложные ассоциации.
4.6.1. Переоснащение заново¶
Линейные модели, сталкиваясь с большим количеством функций, чем примеров, имеют тенденцию переоснащаться. Но учитывая больше примеров, чем функций, мы обычно можем рассчитывать на линейные модели не переоснащать. К сожалению, надежность, с которой линейный обобщение моделей имеет свою цену. Наивно применяемые линейные модели не учитывать взаимодействие между функциями. Для каждой функции линейная модель должна назначать либо положительный, либо отрицательный вес, игнорирование контекста.
В традиционных текстах это фундаментальное противоречие между обобщаемостью а гибкость описывается как компромисс смещения и дисперсии .Линейный модели имеют высокую предвзятость: они могут представлять только небольшой класс функции. Однако эти модели имеют низкую дисперсию: они дают схожие результаты по разным случайным выборкам данных.
Глубокие нейронные сети населяют противоположный конец дисперсии смещения спектр. В отличие от линейных моделей, нейронные сети не ограничиваются рассматривая каждую функцию индивидуально. Они могут научиться взаимодействию между группы функций. Например, они могут сделать вывод, что «Нигерия» и «Western Union», встречающиеся в сообщении электронной почты, указывает на спам, но это отдельно их нет.
Даже когда у нас гораздо больше примеров, чем функций, глубокие нейронные сети
способны переоснащаться. В 2017 году группа исследователей продемонстрировала
чрезвычайная гибкость нейронных сетей за счет обучения глубоких сетей на
случайно помеченные изображения. Несмотря на отсутствие какой-либо истинной связи паттернов
входы в выходы, они обнаружили, что нейронная сеть оптимизирована
с помощью стохастического градиентного спуска можно пометить каждое изображение в обучении
поставил идеально. Подумайте, что это значит. Если метки присвоены
равномерно случайным образом и есть 10 классов, тогда ни один классификатор не может
точность выше 10% по данным удержания.Пробел обобщения здесь
колоссальные 90%. Если наши модели настолько выразительны, что могут
это плохо, тогда когда же нам ожидать, что они не переоборудуются?
В 2017 году группа исследователей продемонстрировала
чрезвычайная гибкость нейронных сетей за счет обучения глубоких сетей на
случайно помеченные изображения. Несмотря на отсутствие какой-либо истинной связи паттернов
входы в выходы, они обнаружили, что нейронная сеть оптимизирована
с помощью стохастического градиентного спуска можно пометить каждое изображение в обучении
поставил идеально. Подумайте, что это значит. Если метки присвоены
равномерно случайным образом и есть 10 классов, тогда ни один классификатор не может
точность выше 10% по данным удержания.Пробел обобщения здесь
колоссальные 90%. Если наши модели настолько выразительны, что могут
это плохо, тогда когда же нам ожидать, что они не переоборудуются?
Математические основы загадочных свойств обобщения глубоких сетей остаются открытыми вопросами исследования, и мы поощряем Теоретически ориентированный читатель глубже вникает в тему. На данный момент мы обратимся к исследованию практических инструментов, которые имеют тенденцию эмпирически улучшить обобщение глубоких сетей.
4.6.2. Устойчивость к возмущениям¶
Давайте вкратце подумаем о том, чего мы ожидаем от хорошей прогнозной модели.
Мы хотим, чтобы он работал с невидимыми данными. Классическое обобщение
теория предполагает, что для сокращения разрыва между тренировкой и тестом
производительности, мы должны стремиться к простой модели. Простота может войти
форма небольшого количества габаритов. Мы исследовали это, когда
обсуждение мономиальных базисных функций линейных моделей в
Раздел 4.4. Кроме того, как мы видели при обсуждении
убывание веса (\ (L_2 \) регуляризация) в
Раздел 4.5, (обратная) норма параметров также
представляет собой полезную меру простоты. Еще одно полезное понятие
простота — это гладкость, т. е. функция не должна быть
чувствителен к небольшим изменениям входных данных. Например, когда мы классифицируем
изображения, мы ожидаем, что добавление некоторого случайного шума к пикселям
должен быть в основном безвредным.
В 1995 году Кристофер Бишоп формализовал эту идею, когда доказал, что обучение с входным шумом эквивалентно регуляризации Тихонова [Бишоп, 1995].В этой работе была проведена четкая математическая связь. между требованием, чтобы функция была гладкой (и, следовательно, простой), и требование, чтобы он был устойчив к возмущениям на входе.
Затем, в 2014 году, Шривастава и др. [Srivastava et al., 2014] разработали умную идею о том, как применить идею Бишопа к внутренним слоям сети. А именно, они предложили ввести шум в каждый слой сети. перед расчетом последующего слоя во время обучения. Они поняли что при обучении многослойной глубокой сети добавление шума обеспечивает гладкость только для отображения ввода-вывода.
Их идея, получившая название dropout , включает в себя введение шума во время вычислений. каждый внутренний слой во время прямого распространения, и он стал стандартная методика обучения нейронных сетей. Метод называется выпадает , потому что мы буквально выпадаем некоторых нейронов во время обучения. На протяжении всего обучения на каждой итерации стандартный отсев состоит из обнуление некоторой части узлов в каждом слое перед вычислением последующий слой.
Для ясности, мы навязываем собственное повествование со ссылкой на Бишопа.Оригинальная статья об отсеве из школы предлагает интуицию благодаря удивительному аналогия с половым размножением. Авторы утверждают, что нейронная сеть переоснащение характеризуется состоянием, в котором каждый слой опирается на конкретный образец активаций на предыдущем слое, называя это состояние , коадаптация . Они утверждают, что отказ от учебы прерывает совместную адаптацию так же, как утверждается, половое размножение разрушает коадаптированные гены.
Тогда ключевая проблема состоит в том, как создать этот шум. Одна идея —
вводить шум несмещенным образом так, чтобы ожидаемое значение
каждый слой — при фиксации других — равен значению, которое он имел бы
принято отсутствие шума. 2) \) на вход
\ (\ mathbf {x} \), что дает возмущенную точку
\ (\ mathbf {x} ‘= \ mathbf {x} + \ epsilon \). В ожидании,
\ (E [\ mathbf {x} ‘] = \ mathbf {x} \).
2) \) на вход
\ (\ mathbf {x} \), что дает возмущенную точку
\ (\ mathbf {x} ‘= \ mathbf {x} + \ epsilon \). В ожидании,
\ (E [\ mathbf {x} ‘] = \ mathbf {x} \).
При стандартной регуляризации выпадения каждый слой сглаживает нормализация по доле узлов, которые были сохранены (не отброшены вне). Другими словами, с вероятностью отсева \ (p \) каждый промежуточная активация \ (h \) заменяется случайной величиной \ (h ‘\) следующим образом:
(4.6.1) ¶ \ [\ begin {split} \ begin {align} h ‘= \ begin {case} 0 & \ text {с вероятностью} p \\ \ frac {h} {1-p} & \ text {иначе} \ end {case} \ конец {выровненный} \ конец {раскол} \]По дизайну ожидание остается неизменным, т.е.е., \ (Е [h ‘] = h \).
4.6.3. Практическое прекращение обучения¶
Вызов MLP со скрытым слоем и 5 скрытыми блоками в Рис. 4.1.1. Когда мы применяем dropout к скрытому слою, обнуление из каждой скрытой единицы с вероятностью \ (p \), результат может быть рассматривается как сеть, содержащая только подмножество исходных нейронов. В Рис. 4.6.1, \ (h_2 \) и \ (h_5 \) удалены. Следовательно, расчет выходов больше не зависит от \ (h_2 \) или \ (h_5 \) и их соответствующий градиент также исчезает при выполнении обратного распространения ошибки.Таким образом, расчет выходной слой не может чрезмерно зависеть от какого-либо одного элемента \ (h_1, \ ldots, h_5 \).
Рис. 4.6.1 MLP до и после выпадения.
Обычно мы отключаем отключение во время тестирования. Учитывая обученную модель и новый пример, мы не выпадаем никаких узлов и, следовательно, нам не нужно нормализовать. Однако есть и исключения: некоторые исследователи используют выпадение во время испытания как эвристика для оценки неопределенности прогнозы нейронной сети: если прогнозы совпадают во многих разные маски отсева, то можно сказать, что сеть больше уверенный.
4.6.4. Реализация с нуля¶
Чтобы реализовать функцию выпадения для одного слоя, мы должны рисовать как
много выборок из (бинарной) случайной величины Бернулли, поскольку наш слой имеет
размеры, где случайная величина принимает значение \ (1 \) (сохранить) с
вероятность \ (1-p \) и \ (0 \) (падение) с вероятностью \ (p \). Один из простых способов реализовать это — сначала взять образцы из униформы.
распределение \ (U [0, 1] \). Затем мы можем сохранить те узлы, для которых
соответствующий образец больше, чем \ (p \), остальные отбрасываются.
Один из простых способов реализовать это — сначала взять образцы из униформы.
распределение \ (U [0, 1] \). Затем мы можем сохранить те узлы, для которых
соответствующий образец больше, чем \ (p \), остальные отбрасываются.
В следующем коде мы реализуем функцию dropout_layer , которая
выпадает элементы во вводе тензора X с вероятностью выпадение , масштабирование остатка, как описано выше: разделение
выжившие к 1.0-выбывшие .
из d2l импортировать mxnet как d2l
из mxnet импорт автограда, глюона, init, np, npx
из mxnet.gluon import nn
npx.set_np ()
def dropout_layer (X, выпадение):
assert 0 выпадение
return mask.astype (np.float32) * X / (1.0 - выпадение)
от d2l импортная горелка как d2l
импортный фонарик
из факела импорт нн
def dropout_layer (X, выпадение):
assert 0 выпадение) .float ()
маска возврата * X / (1.0 - выпадение)
из d2l импортирует тензорный поток как d2l
импортировать тензорный поток как tf
def dropout_layer (X, выпадение):
assert 0
Мы можем протестировать функцию dropout_layer на нескольких примерах. в
следующие строки кода, мы передаем наш ввод X через выпадение
операции с вероятностями 0, 0,5 и 1 соответственно.
X = np.arange (16) .reshape (2, 8)
печать (dropout_layer (X, 0))
печать (dropout_layer (X, 0.5))
печать (dropout_layer (X, 1))
[[0. 1. 2. 3. 4. 5. 6. 7.]
[8. 9. 10. 11. 12. 13. 14. 15.]]
[[0. 2. 4. 6. 8. 10. 12. 14.]
[0. 18. 20. 0. 0. 0. 28. 0.]]
[[0. 0. 0. 0. 0. 0. 0. 0.]
[0. 0. 0. 0. 0. 0. 0. 0.]]
X = torch.arange (16, dtype = torch.float32) .reshape ((2, 8))
печать (X)
print (dropout_layer (X, 0.))
печать (dropout_layer (X, 0.5))
print (dropout_layer (X, 1.))
тензор ([[0., 1., 2., 3., 4., 5., 6., 7.],
[8., 9., 10., 11., 12., 13., 14., 15.]])
тензор ([[0., 1., 2., 3., 4., 5., 6., 7.],
[8., 9., 10., 11., 12., 13. , 14., 15.]])
тензор ([[0., 0., 4., 6., 8., 10., 0., 14.],
[16., 0., 20., 22., 0., 26., 28., 30.]])
тензор ([[0., 0., 0., 0., 0., 0., 0., 0.],
[0., 0., 0., 0., 0., 0., 0., 0.]])
. Показатели отсева из средней школы
Пропустить навигацию
IES NCES
Национальный центр статистики образования
 , 14., 15.]])
тензор ([[0., 0., 4., 6., 8., 10., 0., 14.],
[16., 0., 20., 22., 0., 26., 28., 30.]])
тензор ([[0., 0., 0., 0., 0., 0., 0., 0.],
[0., 0., 0., 0., 0., 0., 0., 0.]])
, 14., 15.]])
тензор ([[0., 0., 4., 6., 8., 10., 0., 14.],
[16., 0., 20., 22., 0., 26., 28., 30.]])
тензор ([[0., 0., 0., 0., 0., 0., 0., 0.],
[0., 0., 0., 0., 0., 0., 0., 0.]])
- Обзоры и программы
- Годовые отчеты
- Состояние образования Сборник статистики образования Статус и тенденции в образовании расовых и этнических групп Прогнозы статистики образования Показатели школьной преступности и безопасности Тенденции отсева из старших классов и показателей окончания школы в США
- Национальные оценки
- Национальная оценка образовательного прогресса (NAEP) Программа международной оценки компетенций взрослых (PIAAC)
- Международные оценки
- Программа международной деятельности (IAP)
- Раннее детство
- Лонгитюдное исследование в раннем детстве (ECLS) Национальное обследование домашнего образования (NHES)
- Начальное / Среднее
- Общее ядро данных (CCD) Программа вторичных лонгитюдных исследований Демографические и географические оценки образования (EDGE) Национальный опрос учителей и директоров школ (NTPS) Больше…
- Библиотека
- Программа библиотечной статистики
- Высшее
- Бакалавриат и не только (B&B) Статистика карьеры / технического образования (CTES) Интегрированная система данных о послесреднем образовании (IPEDS) Национальное исследование помощи студентам послешкольного образования (NPSAS) Больше…
- Системы данных, использование и конфиденциальность
- Общие стандарты данных об образовании (CEDS) Национальный форум по статистике образования Программа грантов на системы продольных данных в масштабе штата — (SLDS) Больше…
- ресурсов
- Дистанционное обучение по набору данных
Национальный кооператив послесреднего образования (NPEC)
Программа статистических стандартов
Больше. ..
- Дистанционное обучение по набору данных
Национальный кооператив послесреднего образования (NPEC)
Программа статистических стандартов
Больше.
- Годовые отчеты
- Данные и инструменты
- Загрузки Microdata / Raw Data
- EDAT Проект Delta Cost Дата-центр IPEDS Как подать заявку на лицензию на ограниченное использование
- Онлайн-анализ
- Таблицы ASC-ED Лаборатория данных Элементарная вторичная информационная система Международный обозреватель данных Дата-центр IPEDS Проводник данных NAEP
- Поиск школ и колледжей
- Панель управления ACS Штурман колледжа Частные школы Районы государственных школ Общеобразовательные школы Искать школы и колледжи
- Инструменты сравнения
- Профили штатов NAEP (национальный отчет.правительство) Поиск коллег по финансам округа государственных школ Центр статистики финансирования образования Дата-центр IPEDS
- Инструменты анкеты
- Инструмент вопросов NAEP Инструмент вопросов NAAL
- Географические инструменты
- Панель управления ACS-ED Карты ACS-ED CollegeMap Поиск локали MapEd SAFEMap Школьный и районный навигатор
- Прочие инструменты
- Библиография Реестр данных ED
- Загрузки Microdata / Raw Data
- Быстрые факты
- Оценки Раннее детство Начальная и средняя школа Библиотека Высшее и не только Ресурсы
- Новости и события
- Блог NCES Что нового в NCES Конференции / Обучение NewsFlash Возможности финансирования Пресс-релизы StatChat
- Публикации и продукты
- Поиск публикаций и продуктов
Ежегодные отчеты
Лицензии на данные с ограниченным использованием
Последние публикации По предметному индексу от А до Я По опросам и программным областям Продукты для передачи данных за последние 6 месяцев
- Поиск публикаций и продуктов
Ежегодные отчеты
Лицензии на данные с ограниченным использованием
- О нас
- О NCES Комиссар Связаться с NCES Штат сотрудников Помогите
 ..
..Tools
ED.gov
Newsflash Блог NCES
.
Перестань грызть вафли
Старый изобретательский принцип гласит: «Лучшая машина — это машина, которой нет». С этой точки зрения лучшая космическая ракета — ракета, у которой нет двигателя, нет топлива, нет баков, а только полезная нагрузка, которая каким-то образом сама возносится на орбиту. Ракетостроители бьются за каждый грамм: потому что каждый грамм конструкции это дополнительное топливо, а дополнительное топливо — и в этом проклятие формулы Циолковского — требует еще топлива и дополнительной массы конструкции, и так далее, и так далее. В итоге, чтобы вывести на орбиту сто килограммов, вам нужна ракета массой в десятки тонн. И большая ее часть — это баки с топливом. Но тысячи людей тратили годы жизни на то, чтобы сделать эту цистерну чуть легче, стенки чуть тоньше, но при этом достаточно прочной.
С этой точки зрения лучшая космическая ракета — ракета, у которой нет двигателя, нет топлива, нет баков, а только полезная нагрузка, которая каким-то образом сама возносится на орбиту. Ракетостроители бьются за каждый грамм: потому что каждый грамм конструкции это дополнительное топливо, а дополнительное топливо — и в этом проклятие формулы Циолковского — требует еще топлива и дополнительной массы конструкции, и так далее, и так далее. В итоге, чтобы вывести на орбиту сто килограммов, вам нужна ракета массой в десятки тонн. И большая ее часть — это баки с топливом. Но тысячи людей тратили годы жизни на то, чтобы сделать эту цистерну чуть легче, стенки чуть тоньше, но при этом достаточно прочной.
Ракета «Союз-5» — носитель среднего класса, который должен прийти на смену «Зениту», единственной ракете, которую можно запускать с плавучего космодрома «Морской старт». Строить «Союз-5» начинают так: сначала плиту весом 650 килограммов размером 4,4 на 1,7 метра отливают на Каменск-Уральском металлургическом заводе в Свердловской области из типичного для России аэрокосмического сплава АМг6, который больше чем на 90 процентов состоит из алюминия, но содержит еще и магний, железо, титан, марганец и еще с полдесятка компонентов. Чтобы плита была ровной, ее несколько раз «прогоняют» на прокатном стане, под действием вальцов плита не только выравнивается, но еще и нагартовывается — то есть кристаллическая структура ее меняется, приобретая дополнительную прочность. Затем плиту везут примерно 900 километров на запад, в самарский «Прогресс».
Здесь ее фрезеруют с обеих сторон, удаляя все неровности и дефекты. На этом этапе в стружку превращается примерно 120 килограммов сплава АМг6. Похудевшую, но уже ровную плиту гнут — вальцуют, превращая ее в сектор цилиндра, а затем сваривают с двумя другими. Получившееся кольцо отправляется в другой цех, который почти целиком занимает фрезерный станок высотой в три человеческих роста.
На этом этапе в стружку превращается примерно 120 килограммов сплава АМг6. Похудевшую, но уже ровную плиту гнут — вальцуют, превращая ее в сектор цилиндра, а затем сваривают с двумя другими. Получившееся кольцо отправляется в другой цех, который почти целиком занимает фрезерный станок высотой в три человеческих роста.
Вертикальный фрезерный станок, который вырезает вафельный фон на уже сваренной обечайке бака.
РКЦ «Прогресс»
Фреза вырезает на внутренней поверхности кольца одинаковые квадратные впадины размером примерно 10 сантиметров и глубиной в два. Это продолжается примерно месяц, к концу которого кольцо изнутри превращается в «вафлю», а каждая плита худеет до 110 килограммов. 16 таких колец ставят друг на друга — так получаются баки топлива и окислителя, из которых состоит корпус первой ступени ракеты-носителя «Союз-5».Полубак для ракеты-носителя «Союз-5»
РКЦ «Прогресс»
«Грызут вафли» не только на «Прогрессе». Алюминиевые плиты в клеточку лежат в цехах омского «Полета», где делают «Ангару», и по другую сторону океана, в цехах United Launch Alliance и на заводе в NASA, где строят сверхтяжелые носители SLS для будущих полетов на Луну и окололунную станцию. Чтобы сделать корпус ракеты, по сути, большую алюминиевую трубу — требуются гигантские цеха, специализированные и очень дорогие станки, месяцы времени и десятки тонн стружки.Но можно делать иначе.
Под Москвой стоит неприметный бело-оранжевой ангар высотой в два этажа. Он совсем не похож на ракетный завод, к каким мы привыкли. Тем не менее, здесь, в «Центре разработок С7» собираются делать ракеты — пока не такие большие, как «Союзы», но вполне настоящие носители легкого класса, которые будут способны выводить на орбиту настоящие спутники. На следующей стадии их цель — создать ракету среднего класса, которая сможет заменить «Зенит» на плавучем космодроме «Морской старт», хозяином которого несколько лет назад стала S7. И кажется, им удалось найти способ не гонять поезда из Свердловской области, а потом еще и переводить тонны дорогого ракетного сплава в стружку.
Труба
Ракета — это металлическая труба с топливом. В нижнем конце этой трубы стоят ракетные двигатели, в верхнем — полезная нагрузка, скажем, ядерная боеголовка, спутник или космический корабль.
Конечно, если присмотреться, начинаются нюансы. Если свернуть лист бумаги в трубку и склеить шов липкой лентой, такая труба удержит на себе небольшую стопку книг, если правильно распределить их вес. Этот тип конструкции, где обшивка является несущим элементом, в авиации называют монокок. Но стоит этой конструкции чуть-чуть отклониться от идеальной цилиндрической формы, прогнуться, она моментально схлопывается.
Чтобы это предотвратить, нужно или увеличивать толщину листа, или добавить внутрь силовой набор — ребра жесткости, продольные (стрингеры) и поперечные (шпангоуты). Таким образом из монокока вы получите уже полумонокок, очень популярный среди авиаконструкторов. Если подойти близко к любому самолету, вы увидите на его фюзеляже сотни и тысячи заклепок — это они держат обшивку на тех самых стрингерах и шпангоутах.
Корпус «Фау-2» покрыт множеством мелких «ямочек», оставшихся после сварки.
The Smithsonian Institution
Так же была устроена и самая первая ракета, способная выйти за пределы земной атмосферы — «Фау-2» (с той разницей, что для закрепления стальной обшивки толщиной в 0,6 миллиметра использовались не заклепки, а точечная электродуговая сварка — именно из-за неравномерного остывания металла после сварки обшивка «Фау» покрыта множеством «ямочек»).
«Фау-2» была первой в истории боевой баллистической ракетой, способной нести боевой заряд в тонну взрывчатки (аматола) на расстояние в 300 километров и подниматься к границе космоса, Германия использовала ее во время войны, чтобы обстреливать Лондон. Как оружие она была не слишком эффективна — не очень точная (среднее отклонение от точки прицеливания несколько километров), дорогая, с частыми отказами), но она стала прообразом и советских, и американских боевых и космических ракет.
Обшивка «Фау-2» изнутри
Imperial War Museums
Баки «Фау-2» на складе, захваченном британскими войсками
Imperial War Museums
Монококовая «Фау-2» тоже смогла бы взлететь, но ее конечная скорость была бы в полтора раза ниже, а дальность была бы не более 300 километров, а примерно 190, то есть до Лондона из деревни Вассенар в южной Голландии, где стояли пусковые установки, она бы уже не долетела. Не удивительно, что фон Браун решил прибегнуть к испытанным авиационным стрингерам и шпангоутам.Ракета «Фау-2» в разрезе
Банка
После войны ракеты фон Брауна попали в руки к советским и американским инженерам. И они почти сразу задались вопросом: зачем в одну емкость (корпус ракеты) вставлять вторую (топливные баки)? Разве нельзя обойтись только одной?
Конечно, можно. Уже в 1949 году Сергей Королев читает в Бауманке курс лекций «Основы проектирования ракет дальнего действия», где описывает вариант ракеты с несущими баками, то есть баками, оболочка которых служит обшивкой корпуса ракеты и принимает на себя нагрузки.
Помимо очевидных преимуществ — снижение массы, упрощение конструкции — это инженерное решение давало возможность увеличить прочность баков за счет наддува. С этим эффектом сталкивается каждый из нас, когда пробовал смять банку газировки.
Смять пустую алюминиевую банку в плоский блин (например, наступив на нее ногой) намного проще, чем полную. Жидкость (и газ, если внутри газировка) давит на банку изнутри, что позволяет ей выдержать уже больше 200 килограммов.
Для того, чтобы такая ракета была прочной, с ней поступили точно так же, как с банкой выше: начали наддувать пустое пространство газом. Большая часть ракет, старт которых вы видели, представляют собой такие алюминиевые банки, только очень большие.
Несущие баки и наддув позволили ракетостроителям убрать из ракеты стрингеры и шпангоуты, избавиться от точечной сварки, а вместе с тем тысяч слабых место в обшивке, которая и так была тоньше бумаги.
Но совсем-совсем без силового набора обойтись не удалось. Прочность цилиндра — несущего бака — зависит от совершенства его формы, а сделать идеальный цилиндр высотой десятки метров очень трудно. Поэтому в ракетах оставили поперечный силовой набор — шпангоуты. Это позволило «разбить» один большой бак на множество виртуальных цилиндров поменьше, для каждого из которых масштаб допустимых отклонений был уже больше. Такая оболочка сопротивляется продольному сжатию в 1,6 раз лучше, чем гладкая. Несущие баки со шпангоутами стали основой конструкции главной советской ракеты, Р-7 — и всех ее наследниц, вплоть до современных «Союзов-2».
Бак центрального блока ракеты «Союз»: из силового набора присутствуют только шпангоуты. Шарообразные баки предназначены для газов системы наддува.
РКЦ «Прогресс»
Вафля
Никому не хотелось покрывать тонкие стенки баков отверстиями под заклепки или шрамами от точечной сварки, и инженеры нашли выход: нужно сделать так, чтобы силовой набор составлял одно целое с обшивкой. Иначе говоря, нужно взять лист металла потолще и выфрезеровать в нем стрингеры и шпангоуты. Так в начале 1960-х появилась «вафля».
Иначе говоря, нужно взять лист металла потолще и выфрезеровать в нем стрингеры и шпангоуты. Так в начале 1960-х появилась «вафля».
Типы вафельного подкрепления
Sator
Первой «вафельной» ракетой в СССР стала экспериментальная УР-200, где «вафлю» вытравливали химикатами (потом УР-200 стала основой второй ступени «Протона»). Ту же технологию использовал фон Браун для американских носителей серии «Сатурн», она же украшала изнутри подвесной бак шаттла, и современную SLS для полетов на Луну. Один из типов вафельного подкрепления — треугольный (isogrid) был запатентован в 1964 году и стал почти стандартом: его используют, например, для баков будущей ракеты «Вулкан».Бак горючего (несимметричный диметилгидразин — НДМГ) первой ступени ракеты УР-200.
Александр Ильин
И это дает существенный выигрыш. Если бы баки первой ступени ракеты-носителя «Зенит» делали из гладкого листа, то при той же прочности она была бы тяжелее на 3,2 тонны, то есть ступень весила бы не 27,6 тонны, а 30,8 тонны — более чем на 10 процентов больше. Причем, это оптимистическая оценка, сделанная в предположении, что конструкция идеальна — в ней нет дефектов, малейших отклонений от идеальной цилиндрической формы, которые, как мы помним, могут привести к потере устойчивости под нагрузкой и схлопыванию всей «банки». Поэтому более реалистичная весовая наценка — 4,4 тонны для первой ступени «Зенита», сделанной из гладкого листа.Семейство ракет-носителей среднего класса «Зенит». Баки горючего и окислителя этой ракет состоят из цилиндрической обечайки и двух полусферических днищ. Обечайка собрана из из листов, где методом механического фрезерования вырезана «вафля» с толщиной ребра 5 миллиметров, высотой 25, толщиной полотна — 5 миллиметров
Баки горючего и окислителя этой ракет состоят из цилиндрической обечайки и двух полусферических днищ. Обечайка собрана из из листов, где методом механического фрезерования вырезана «вафля» с толщиной ребра 5 миллиметров, высотой 25, толщиной полотна — 5 миллиметров
Norbert Brügge
Так инженеры нашли практически идеальное решение проблемы — как сделать баки с силовыми набором, но при этом не ослаблять обшивку ни сваркой, ни клепкой: нужно просто сделать силовой набор вместе с обшивкой. Этот метод стал стандартом для большинства тяжелых ракет по всему миру. Но платить за это решение пришлось временем, ресурсами и, разумеется, деньгами.«Новому космосу» вся эта технологическая красота была не под силу, и они искали другой способ оставить в целости и козла, и капусту — присоединить к обшивке силовой набор, но не потерять в прочности. И нашли.
Как это теперь собрать
Большинство методов сварки предполагает, что вы расплавляете электрической дугой или газовой горелкой края двух металлических деталей, соединяете их, а когда расплавленный металл застывает, две эти детали оказываются единым целым, увы, единство это мнимое, и такой способ соединения не намного лучше традиционной клепки. В толще сварного шва могут остаться микроскопические пузыри, трещины и другие дефекты. Кроме того, расплавленный и застывший металл может стать менее прочным.
Фрезерованный лист для ракетного бака на заводе ULA
Smarter Every Day / YouTube.com
Фрезерование листов алюминия на заводе ULA
Smarter Every Day / YouTube. com
com
Готовая обечайка бака на заводе ULA
Smarter Every Day / YouTube.com
В случае, если сварной шов не подвергается большим нагрузкам, этим можно пренебречь, но в ответственных случаях приходится заниматься тщательной проверкой швов: дефекты ищут при помощи рентгена, ультразвука, магнитного порошка и десятков других инструментов. Но даже хорошие швы все равно остаются слабым местом, и их приходится усиливать, увеличивая толщину деталей в месте соединения.Например, баки ракеты «Ангара» из «вафельных» листов сплава АМг6 сваривают в атмосфере инертного аргона — традиционная электродуговая сварка «на воздухе» не подходит для алюминия, поскольку он быстро окисляется (и может загореться), а оксид алюминия, попавший в шов сильно снижает его прочность. Перед сваркой края листов очищают от тугоплавкой пленки оксида алюминия на станках или металлическими щетками (если в шов попадет оксид алюминия, это сильно снизит его прочность), при этом в зоне шва листы имеют толщину не 5 миллиметров, как по всей площади, а 7,4 миллиметра — для надежности. То есть за прочность шва приходится расплачиваться снижением массы полезной нагрузки.
Срез листа, из которого сваривают баки “Союза-5” (сверху), слева видно утолщение для сварного шва. Внизу — срез листа для внешнего топливного бака для шаттлов
РКЦ «Прогресс»
NASA
Три главных буквы
Сварка трением с перемешиванием, запатентованная в 1991 году сотрудниками британского Института сварки, решает почти все эти проблемы. Суть технологии состоит в том, что края свариваемых деталей нагреваются от механического трения, но не детали о деталь, как в случае с «обычной» сваркой трением, а специального быстровращающегося тугоплавкого инструмента. Металл в зоне шва нагревается, но не до температуры плавления — в случае с алюминием этого около 550 градусов, то есть 70 процентов от температуры плавления. Материал становится пластичным и перемешивается, образуя практически монолитное соединение — прочность шва в итоге оказывается на уровне примерно 80 процентов от прочности самого листа.
Суть технологии состоит в том, что края свариваемых деталей нагреваются от механического трения, но не детали о деталь, как в случае с «обычной» сваркой трением, а специального быстровращающегося тугоплавкого инструмента. Металл в зоне шва нагревается, но не до температуры плавления — в случае с алюминием этого около 550 градусов, то есть 70 процентов от температуры плавления. Материал становится пластичным и перемешивается, образуя практически монолитное соединение — прочность шва в итоге оказывается на уровне примерно 80 процентов от прочности самого листа.
Это значительно лучше традиционной электросварки. Например, если аргоно-дуговая сварка обеспечивает прочность шва в 160-170 мегапаскалей, то шов от СТП на тех же листах дает 250 мегапаскалей (при исходной прочности листа 300 мегапаскалей).
Аэрокосмическая отрасль давно заметила эту технологию: уже в 1999 году стартовала ракета-носитель Delta II, где компания Boeing применила СТП для сварки межбакового переходника, а в 2001 году полетела такая же ракета со сваренными тем же методом баками.
Станок для сварки методом СТП бака ракеты Delta II. Внутри виден традиционный вафельный фон.
А. Я. Ищенко и др., Автоматическая сварка, 2007
Примерно тогда же СТП в 2001 году — начали использовать для сварки внешнего топливного бака шаттлов, восемь швов в баке для жидкого водорода и четыре — для жидкого кислорода, всего почти 800 метров.Однако станки для СТП были сложными и громоздкими, и сам этот метод использовали только для сварки самих обечаек. Ситуация начала меняться, когда новый метод сварки посягнул на вездесущую «вафлю», и первым это сделала компания SpaceX.
И снова труба
В ракете Falcon 9, вновь появляются, как во времена «Фау-2», стрингеры и шпангоуты (Falcon 1 вообще летала с гладкими баками). Разница в том, как именно они закреплены на обшивке. В 2009 году, еще до запуска первого Falcon 9 SpaceX рассказывали, что будут использовать СТП, чтобы приварить силовой набор к обшивке, и алюминий-литиевый сплав.
Сегодня уже не приходится сомневаться, что эти технологии работают: Falcon 9 успешно летают и по многу раз — недалек тот день, когда одна из первых ступеней ракеты совершит десятый в своей биографии полет. Много говорят о технологических хитростях Маска, которые позволили ему сделать такую ракету: о переохлажденном топливе, что позволяет увеличить объем горючего на борту, не увеличивая объем баков, говорят о решетчатых рулях, говорят о двигателях, способных к многоразовому включению и дросселированию, но почти никто не говорит о СТП и стрингерах. Хотя именно это небольшое новшество может изменить всю технологическую цепочку производства ракет.
Силовой набор в обечайках бака ракеты Falcon 9
SpaceX
Как именно — можно увидеть в цехе Центра разработок С7, который сейчас создает ракету легкого класса.Первоначально они решили избавиться от утомительного и сложного фрезерования «вафли» на обечайках баков с помощью аддитивных технологий — то есть не вырезать, а нарастить перегородки вафельного фона на гладком листе.
Выращенный с помощью 3D-печати вафельный силовой набор — до чистовой фрезерной обработки и после.
Сотрудники центра говорят, что это эксперимент был в целом успешным: после фрезерования они получили ровную «вафлю», которая по прочности соответствовала листам, полученным традиционным фрезерованием. «Но на тот момент мы уже начали параллельно заниматься СТП, и подумали, а почему бы не попытаться просто прикрепить силовой набор к обшивке с помощью этого метода», — говорит один из инженеров Центра Илья Якимов.Если приварить стрингеры и шпангоуты к обшивке с помощью метода сварки трением с перемешиванием — по своей прочности он будет сопоставим с монолитным «вафельным» набором. При этом вся технологическая цепочка умещается в одном маленьком цехе: не нужно заказывать дорогие толстые плиты, не нужно ждать пока они пройдут предварительную обработку на прокатном стане, не нужно фрезерование.
Робот-манипулятор сваривает бак
«Не нужен громоздкий и дорогой станок, нам не нужны заготовки, которые делали по очереди три предприятия, нам не нужно превращать в стружку тонны алюминиевого сплава«, — говорит директор Центра Сергей Снытин.Он и его коллеги смогли сильно упростить и саму технику СТП — они используют станки собственного производства и роботы-манипуляторы. Роботы дорогие, признает Снытин, но даже так, по его словам, получается дешевле традиционной технологии на порядок.
От легкой до средней
Центр разработок S7 планирует разработать собственную ракету, способную заменить штатный «Зенит-3SLB» для запусков с плавучей платформы «Морской старт», которой владеет «большая» S7.Разработчики решили оставить на потом решение самой сложной задачи — создание двигателей и купить серийные у одного из российских предприятий (контракт пока не подписан, и название контрагента пока не раскрывают). Композитный обтекатель будет делать одна из дочек S7 на базе технологий компании Epic Aircraft. Центру остается создать все то, что находится между двигателями и головной частью ракеты — баки и систему управления.
На первой стадии предполагается построить ракету легкого класса, способную выводить на низкую орбиту более тонны полезной нагрузки. Если все пойдет по плану, то полетит эта ракета уже в ближайшие несколько лет. Для будущей ракеты среднего класса, которая сможет выводить шесть тонн на геопереходную орбиту при старте с экватора, Центр планирует разработать собственный двигатель.
Прототип бака изнутри
Илья Якимов
Для баков ракеты планируется использовать новый сплав 1580 в отожженном состоянии — экспериментальный магнийсодержащий сплав, который отличается от традиционного АМг6 добавлением 0,1 процента скандия для повышения прочности. В отличие от нагартованного АМг6 его прочность не снижается при нагреве, а значит первую ступень можно потенциально сделать возвращаемой, она выдержит прохождение сквозь атмосферу, не потеряв качества.
Силовой набор, приваренный к обшивке с помощью СТП, будет в баке горючего, в нижней части ракеты, которая испытывает наиболее серьезные нагрузки. Примерная масса цилиндрической части бака — около тысячи килограммов. Если бы он был сделан по традиционной технологии — «вафельным», цилиндрическая часть обечайки весила бы на 150 килограммов больше, а если бы она была просто гладкой — то на 900.
«Плюс-минус несколько сотен килограммов — вроде бы не очень большая разница в массе полезной нагрузки для ракеты среднего класса, но „входной билет“, то есть вложения в производство таких баков ниже чуть ли не сотню раз, если использовать СТП. Нам не нужны огромные портальные фрезерные станки с высокой точностью и потребностью смывать чем-то в процессе работы сотни килограммов стружки, гигантские гибочные станки и кропотливый ручной процесс гибки эти панелей. Нам требуются только небольшие вальцы для тонколистового металла, готовые стрингеры и СТП-станок для их приварки, который мы разработали сами», — говорит Илья Якимов.
Почти готовое днище бака, напечатанное вместе с силовым торцевым шпангоутом
Илья Якимов
Для 3D-печати тоже нашлось дело: с ее помощью «выращивают» днища, которые служат и силовыми шпангоутами баков. Этот метод также позволяет обойтись без дорогих заготовок, долгого фрезерования силового торцевого шпангоута, и без сложной сборки из небольших сегментов торосферического днища.«Старые» космические корпорации следуют хорошему принципу «не трогай то, что работает», и строят современные ракеты и ракеты ближайшего будущего — SLS, «Вулкан» и «Ангару», пользуясь технологиями, которые доводили до совершенства десятилетиями, и опираясь на сеть из сотен поставщиков и подрядчиков. Новые игроки, космические стартапы, не могут позволить себе этой роскоши и вынужден искать сотни ухищрений. Ни одно из них по отдельности, ни избавление от «вафли», ни многие другие, не станут «серебряной пулей», волшебным средством, которое сделает космос таким же доступным, как межконтинентальные перелеты. Но они постепенно начинают всерьез соперничать с «динозаврами», и мы уже не можем быть уверены, какая ракета полетит к Луне первой — SLS или Falcon Heavy, и кто именно займет место «Зенита».
Сергей Кузнецов
Исследование численной модели идеальной точечной сварки при контактной сварке
Анализ применительно к различным формам сварного шва
На рисунке 10 представлены значения усилия сдвига, полученные в ходе статических испытаний на прочность на разрыв, включающих проанализированные 11 вариантов идеального сварного шва. Выбранный для справочных целей вариант был обозначен как M1 (таблица 2, строка 1), где диаметр сварного ядра составлял 6,0 мм, а его площадь составляла S = 28,26 мм 2 . Листы соединяли с помощью соединителя высотой 0.2 мм. Дополнительный элемент, то есть соединитель (область), представлял сварной шов. При анализе использовался сварной шов диаметром 6,0 мм, рассчитанный по (1) и основанный на зависимости, рекомендованной для сварки листов толщиной 1,5 мм (см. [2]):
Сила сдвига по отношению к приведенному выше Название сварного шва определено численными расчетами и составило F S = 6,0 кН (вариант М1). Вариант M1 использовался в качестве эталона при определении относительных процентных различий поперечной силы по сравнению с другими вариантами, подвергнутыми анализу и представленными на рис.11.
Наибольшая сила сдвига (7,24 кН) была получена в варианте M8 (таблица 2, строка 8). В указанном выше случае усилие сдвига было примерно на 21% выше, чем в контрольном варианте M1. В случае варианта M8 испытание включало определение прочности на сдвиг по отношению к половине площади одиночного сварного соединения. Однако испытание включало выполнение двух сварных швов, каждый из которых имел площадь S = 14,13 мм 2 . Общая площадь обоих сварных швов была такой же, как и номинальная площадь сварных швов в контрольном варианте (M1, S = 28.26 мм 2 ). Вышеназванные швы выполнялись параллельно. Оказалось, что прочность на сдвиг по отношению к двум сварным швам, имеющим меньшую площадь по отдельности, но общая площадь, равная площади контрольной площади сварного шва (вариант M1), была выше более чем на 20%.
Принимая самое высокое значение прочности на сдвиг в статическом испытании на растяжение в качестве основного критерия, наиболее подходящими вариантами были M8 и M6. Вариант M8 показал увеличение прочности на сдвиг по сравнению с двумя сварными швами, имеющими меньшую площадь сварных швов, но общая площадь была равна контрольной площади сварного шва (вариант M1).Полученный результат означал, что принятый критерий (1) диаметра сварного шва по отношению к толщине листа был не самым благоприятным. Принимая во внимание наивысшую прочность на сдвиг, необходимо проверить критерий выбора диаметра сварного шва в зависимости от толщины листа, упомянутой в публикациях [2, 19]. С точки зрения вышеизложенного аспекта наиболее благоприятными являются рекомендации AWS (American Welding Society) [20], т.е. указанные в стандартах США (2), позволяющие получить более высокую прочность на сдвиг.
Рекомендации, которым следуют в Японии, Германии [21] или Польше [2] (1), характеризуются большим запасом прочности (с точки зрения номинального диаметра сварного шва), но за счет более низкой прочности на сдвиг.
Для варианта M9 прочность на сдвиг была испытана в отношении соединения без перекрытия. Площадь поперечного сечения варианта М9 составила 28,26 мм 2 и была равна площади сварного шва диаметром 6 мм (вариант М1, т.е. соединение внахлест). В названном случае прочность на сдвиг была на 16% выше, чем у варианта М1.
Немного более высокая (но заслуживающая упоминания) сила сдвига (примерно на 5%) была получена в системе двух сварных швов в последовательном расположении по отношению к направлению действия силы сдвига (вариант М6, таблица 2, строка 6). Сказанное является следствием большей прочности последовательного расположения сварных швов, подверженных растягивающему усилию.
Расчеты силы сдвига в вариантах M10 и M11 были выполнены в зависимости от процесса сварки (с использованием программы SORPAS®).После процесса сварки (численные) расчеты испытания на сдвиг выполнялись автоматически. Что касается вышеупомянутых вариантов, можно было наблюдать увеличение поперечной силы примерно на 41% и 35% по отношению к высоким и низким параметрам соответственно. Более высокое усилие сдвига является результатом того, что программа SORPAS® рассчитала диаметр сварного шва (площадь расплава), и вышеуказанный параметр сравнили с эталонным значением варианта M1. В свою очередь, более высокое значение силы сдвига, относящееся к ранее упомянутому соединению, можно отнести к большей площади соединения, чем площадь расплавленного материала листов, т.е.е. самородок сварного шва. Материал вне сварочного шва не расплавился, а был нагрет до высокой температуры и сильно пластифицирован. Зона за пределами сварного шва образовывала дополнительное твердотельное соединительное кольцо, которое после воздействия электродной силы могло привести к увеличению прочности всего сварного соединения (рис. 14).
Рис. 14Анализируемые сварные соединения: ( a ) идеальный сварной шов (1) сварной шов и (3) основной материал; ( b ) сварное соединение: (1) расплавленный материал (сварной шов), (2) зона термического влияния и (3) основной материал
Варианты M10 и M11 продемонстрировали разницу в величине усилия сдвига по отношению к высокой низкие параметры сварки, что было связано с различными значениями зоны термического влияния и вмятин, оставленных электродами.Высокие и низкие параметры технологии сварки, а также результаты измерений, связывающих характеристические параметры, представлены в таблице 3.
Таблица 3 Высокие / низкие параметры сварки, характеристические параметры и результаты расчетов МКЭПроанализированные варианты, в которых форма сварного шва не был круглым (т.е. квадратным и прямоугольным) не выявил какого-либо значительного увеличения максимальной силы сдвига (квадратный сварной шов — вариант M3; прямоугольный сварной шов — вариант M4). В свою очередь, вариант М5, т.е.е. шов продольного прямоугольного шва показал увеличение усилия сдвига более чем на 6% (по сравнению с вариантом М1). Увеличение силы сдвига, наблюдаемое в варианте M5, можно отнести к удлинению сварного шва, аналогичному тому, которое наблюдается в варианте M6. Дальнейшее удлинение сварного шва выше 10,0 мм, как в случае с вариантом M5, вызвало дальнейшее увеличение усилия сдвига. Однако технологические сварочные испытания выявили необходимость использования в несколько раз более высоких энергетических параметров (более высокий ток и большее время), что повлекло за собой прекращение дальнейшего численного анализа в сторону удлинения (прямоугольного) сварного шва.В технологическом процессе изготовление круглого шва было значительно проще, чем наличие прямоугольного сварного шва. Однако вышеизложенное не определяет более высокую прочность удлиненного сварного шва. Об экспериментально подтвержденном увеличении прочности на разрыв по сравнению с увеличением длины сварного шва сообщается в [22].
Анализ различных диаметров сварного стержня
Увеличение диаметра сварного стержня сопровождалось увеличением его площади и, как следствие, прочности.Значения поперечной силы по отношению к контрольному сварному шву (вариант M1, кривая 2) и значения поперечной силы по отношению к сварным швам, выполненным с использованием расчетов методом конечных элементов (вариант M10 и M11, кривые 3 и 4), представлены на рис.12. Максимальные значения силы сдвига по отношению к идеальному сварному шву и сварным швам, выполненным с использованием расчетов МКЭ, были аналогичными. Удалось наблюдать корреляцию между увеличением усилия сдвига и увеличением диаметра сварного шва. Однако значения поперечной силы были выше по отношению к расчетному сварному шву (вариант M10 и M11), чем к идеальному сварному шву (вариант M1) из-за большей площади соединения листов (сварной шов и дополнительное твердотельное соединение) ( Инжир.14).
Прочность на сдвиг относительно номинального диаметра сварного шва 6 мм составляла R t = 200 МПа (рис. 13, элемент B). В свою очередь, наибольшее сопротивление сдвигу ( R t = 270 МПа), указанное в расчетах методом конечных элементов, было связано с сварным стержнем диаметром 3,0 мм (рис. 13, пункт A). Значение прочности на сдвиг для сварочного стержня диаметром 6 мм было примерно на 35% выше, чем для сварного стержня диаметром 3 мм.0 мм. Полученные результаты подтвердили вывод о том, что наиболее благоприятная зависимость по прочности на сдвиг на единицу площади сварного шва была определена следующим образом (3):
В отношении уравнения. (3), площадь сварного шва составила примерно 7,35 мм 2 . Это было примерно в 4 раза меньше площади сварного шва диаметром 6,0 мм ( S = 28,26 мм 2 ). Следует отметить, что выполнение набора сварных швов, состоящих из эл.грамм. четыре сварных шва диаметром 3,0 мм дали такую же общую площадь, что и сварной шов диаметром 6,0 мм. Однако в вышеупомянутом случае общая сила сдвига такого набора была выше на 30% (для 4 × ϕ = 3,0 мм F = 1,95 × 4 = 7,80 кН; для 1 × ϕ = 6,0 мм F = 6,0 кН). Сдвиговое усилие F = 1,95 кН было получено по отношению к сварному шву диаметром 3,0 мм (рис. 13).
Прикладные науки | Бесплатный полнотекстовый | Мониторинг качества точечной сварки сопротивлением с использованием несбалансированных по классам данных на основе обнаружения аномалий
1.Введение
С бурным развитием миниатюризации и интеграции электронных устройств, микроэмалированные провода все чаще используются в производстве различных электронных продуктов, таких как электроакустические устройства, микрокатушки, микросхемы задержки, индукторы микросхем и др. [1,2]. Точечная сварка сопротивлением (MRSW) эмалированной проволоки к контактной площадке является обычным производственным процессом, поскольку удаление изоляционного покрытия и соединение проволоки с контактной площадкой может быть эффективно выполнено в процессе сварки.Благодаря таким преимуществам, как низкая стоимость, высокая эффективность и простота автоматизации, MRSW является важной технологией микросоединения для производства микроустройств, которую также называют мелкомасштабной контактной точечной сваркой [3,4].Принимая во внимание потребность в надежной передаче сигнала в электронных компонентах, особенно требование высокой точности электроакустических устройств в смартфонах и наушниках, важно обеспечить качество каждого сварного шва MRSW. Тем не менее, контроль качества по-прежнему в значительной степени зависит от ручного контроля, который требует от опытных людей делать это с большим вниманием и при этом не учитывать некоторые дефекты.Очень важно осуществлять мониторинг качества в режиме реального времени.
Несколько исследований недавно были сосредоточены на контроле качества MRSW [4,5,6,7,8]. Ван и др. В [4] разработана модель оценки качества сварки, основанная на распознавании электродного напряжения для MRSW листов титанового сплава толщиной 0,4 мм. Ван и др. [5] сравнили эффективность оценки качества между нейронной сетью обратного распространения (BPNN) и вероятностной нейронной сетью (PNN) в MRSW, и был сделан вывод, что BPNN более подходит для оценки нагрузки отказов, а PNN более эффективен при классификации качества.Юэ и др. [6] установили уравнения регрессии между параметрами сварки и качеством сварного шва с использованием методологии поверхности отклика для соединения металлической фольги. Chen et al. [7] разработали оптимизацию мультифункциональности для MRSW с гибридным подходом. Rikka et al. [8] оптимизировали параметры сварки с помощью конструкции Тагучи, чтобы получить низкое электрическое контактное сопротивление для соединения никелевого вкладыша с внутренним алюминиевым корпусом в цилиндрической ячейке. Однако, несмотря на большой спрос в промышленности, в MRSW недостаточно исследований по мониторингу качества соединения микроэмалированных проводов.Оценка качества контактной точечной сварки (RSW) широко изучалась [9,10]. Для выделения характеристик анализируются различные технологические сигналы, такие как динамическое сопротивление [11], мощность сварки [12], сила электрода [13], смещение электрода [14] и множественные сигналы [15]. Динамическое сопротивление имеет широкое применение из-за невысокой стоимости и удобной установки датчиков. В последние годы было обнаружено, что модели машинного обучения эффективны для прогнозирования качества сварных швов, включая искусственную сеть [16,17], дерево решений [18], случайный лес [19] и SVM [20].Быстрое развитие технологии машинного обучения обеспечивает эффективные инструменты поддержки принятия решений для оценки качества сварки. Несмотря на всесторонние исследования качества сварки MRSW и RSW, конкретные приложения требуют дальнейшего изучения. Во-первых, по сравнению с RSW или MRSW металлических листов, MRSW эмалированного провода до прокладки — это совершенно другой физический процесс, который раньше редко исследовался. Кроме того, существует проблема несбалансированности классов при классификации качества MRSW в производстве.Это относится к данным, в которых один или несколько классов (класс большинства) имеют гораздо большее количество выборок, чем другие (класс меньшинства) [21]. В результате контроля качества аномальных сварных швов обычно намного меньше, чем обычных сварных швов при производстве микрокомпонентов с помощью MRSW. Традиционные модели классификации не могут обеспечить хорошую производительность для данных с несбалансированным классом, что требует несбалансированных методов обработки данных, таких как алгоритмы обнаружения аномалий [21].Основываясь на несбалансированном промышленном наборе данных, эта работа фокусируется на мониторинге качества MRSW микроэмалированного провода для прокладки.Процесс сварки был проанализирован с точки зрения динамического сопротивления и погонной энергии, и они были приняты для выделения элементов. Для помощи в проверке качества предлагается классификационный подход, основанный на изолированном лесу (iForest).
3. Результаты и обсуждение
Особенности классификации качества в этом исследовании можно проиллюстрировать распределением характеристик нормальных и аномальных сварных швов, показанным на рисунке 8. Lim L и Lim U ΔQ 10 выбраны на –0.1 и 0,1 соответственно, поскольку 97,5% сварных швов находятся в этом интервале. Согласно статистическому анализу 52 291 сварной шов соответствует условиям ΔQ 10N ∈ [0,4, 0,6) и ΔS 10N ∈ [0,0, 0,2), а 79,6% (89, 094) сварных швов соответствуют условиям ΔQ 10N. ∈ [0,3, 0,7) и ΔS 10N ∈ [0,0, 0,5). Это отражает тот факт, что большинство сварных швов похожи на своих «ближайших соседей» с точки зрения профиля Q E и R t .Можно заметить, что в этом несбалансированном наборе данных аномальные сварные швы перекрываются с нормальными сварными швами в части двумерного характеристического пространства.Сочетание дисбаланса классов и перекрытия классов затрудняет построение границ каждого класса, что усложняет классификацию качества. Набор данных нормальных сварных швов может содержать некоторые аномальные сварные швы из-за неправильной оценки, из-за которых аномальные сварные швы могут перекрывать «нормальные» (неверно оцененные) сварные швы. Однако количество таких загрязненных данных было ограничено, поскольку в этом эксперименте качество сварного шва проверялось двумя инспекторами.
Методы обнаружения повреждений сварных швов, основанные на традиционных моделях классификации, кажутся непригодными для обнаружения аномальных сварных швов на основе несбалансированных данных.Во-первых, в таких моделях обычно используются глобальные показатели эффективности, такие как точность прогнозов в процессе обучения. Если все сварные швы спрогнозированы как обычные сварные швы, может быть получен высокий балл точности (> 99,75%) из-за низкого уровня дефектов (<0,25%), что приводит к плохому обнаружению разрушения сварного шва в этом приложении. Во-вторых, традиционные модели классификации основаны на контролируемом обучении для сбалансированных по классам данных в целом, в то время как реальных данных о разрушениях сварных швов, доступных для обучения и тестирования модели в этом исследовании, недостаточно, поскольку аномальные сварные швы в действительности возникают нечасто.В-третьих, проблема перекрытия классов также затрудняет различение нормальных сварных швов и аномальных сварных швов с помощью традиционных классификационных моделей.
Выявление аномальных сварных швов при контроле качества MRSW является важной задачей. На рисунке 9 показана разница в производительности обнаружения аномалий для трех моделей и четырех типов дефектов. Параметр c или nu, предоставленный в пакетах, используется для настройки функции принятия решения модели.Для обнаружения неполных сварных швов и iForest, и OCSVM могут отличить все швы неполным плавлением от обычных сварных швов за счет снижения специфичности.Модель LOF кажется неподходящей для этого приложения, поскольку ее отзыв о швах неполноплавленным сварным швом не может достигать 100%, когда c находится около верхнего предела 0,5. Для обнаружения других типов дефектов ни одна из этих моделей не может эффективно идентифицировать аномальные сварные швы, поскольку до сих пор не были извлечены действительные признаки из u t , i t и переменных, рассчитанных на их основе.
Для дальнейшего анализа классификации швов неполным плавлением и нормальных сварных швов приняты AUC, специфичность и время обработки, как указано в таблице 6.Среднее время обучения и среднее время тестирования в диапазоне c или nu используются для сравнения эффективности модели. Модель LOF позволяет сэкономить время при построении модели в этом приложении, но она не может идентифицировать все незавершенные сварные швы. Следовательно, его AUC считается NA. Производительность OCSVM для обнаружения аномалий неплохая; однако обучение и тестирование модели занимает относительно много времени. Идентификация неполных сварных швов плавлением и нормальных сварных швов может быть эффективно выполнена с помощью модели iForest.У него высокий показатель AUC, равный 0,9525, и для обучения модели с более чем 60000 сварных швов в обучающем наборе требуется 1,79 с, а для тестирования более 47000 сварных швов — 1,11 с. Помимо выявления аномальных сварных швов также важна интерпретация аномалий. для контроля качества. Для швов неполным плавлением один из них и предыдущие 10 швов показаны в качестве примера на рис. 10a, c, d. Можно заметить, что этот аномальный сварной шов имеет другой профиль R t и меньший профиль Q E . Предыдущие сварные швы имеют профиль «Вверх-Вниз» в 1-м импульсе, в то время как аномальный сварной шов имеет профиль «Вверх-Вниз» в двойных импульсах.Это означает, что изоляционное покрытие не было удалено должным образом, как было задумано в 1-м импульсе для этого аномального сварного шва. Поскольку время сварки было фиксированным, этому сварному шву не хватало энергии для соединения проволоки с прокладкой после удаления изоляционного покрытия. Исходя из предположения, что нормальные сварные швы «много и похожи», а аномалии «мало и разные», модель iForest может обнаруживать неполные сварные швы плавлением с хорошими характеристиками в этом приложении. Для других типов дефектов один из аномальных сварных швов проволокой анализируется как пример (рисунок 10b).Это было вызвано отклонением положения провода. Как показано на рис. 10e, f, он перекрывает свои предыдущие 10 сварных швов с точки зрения профиля R t . Это связано с характеристиками процесса MRSW для соединения микроэмалированных проводов, подразумевая, что случай отклонения провода, который возникает на ранней и средней стадии срока службы электрода, очевидно, не влияет на повышение температуры наконечника электрода и луженой площадки. Следовательно, нет заметной разницы в ΔQ 10N или ΔS 10N между нормальными сварными швами и этими аномальными сварными швами, а это означает, что модели не могут их эффективно обнаружить.Хотя нынешняя модель iForest с хорошими характеристиками может обнаружить только неполное слияние, она благоприятна для исследований по мониторингу качества для MRSW. Его обнаружение требует, чтобы инспекторы были опытными и сосредоточенными, что делает относительно трудным выполнение визуального тестирования на производственной линии, в то время как отклонение положения провода может быть относительно легко идентифицировано системой машинного зрения как отклонение от нормы. Чтобы дополнительно отделить различные аномальные сварные швы от обычных сварных швов, требуется больше функций из других сигналов процесса, чтобы полностью представить процесс сварки.Подобно RSW, мониторинг качества, основанный на множестве сигналов, может быть лучше для MRSW, чем мониторинг, основанный только на электрических сигналах. Ожидается, что смещение электродов, динамическое усилие и изображения до и после сварки будут добавлены в будущую работу для улучшения контроля качества.
QSP-SL-300 Машина для точечной лазерной сварки букв, степень автоматизации: автоматическая, 399870 рупий / штука
О компании
Год основания 2008
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 26 до 50 человек
Годовой оборот2-5 крор
Участник IndiaMART с ноября 2012 г.
GST27AAKPO3743L1Z8
Основанная в 2008 , Quicksoftpro — это широко известная и известная организация, известная своими операциями: Производитель, Импортер и Экспортер непревзойденное качество продукции, в том числе фрезерный станок с ЧПУ 2D / 3D, волоконный лазер. Станок для резки металла, Станок для лазерной резки неметалла Co2, Станок для гибки букв для SS и алюминия, Станок для точечной лазерной сварки, Станок для маркировки металла с волоконным лазером, Ручной сварочный станок с волоконным лазером, 3D-принтер, Профили для гибочного станка, Запасные части к этим машинам и гораздо более. нашим престижным клиентам. В соответствии с отраслевыми нормами, рекомендациями и параметрами качества, мы проектируем и производим этот массив с высочайшей точностью и аккуратностью. С тех пор, как мы успешно работаем в этой отрасли, мы работаем с единственной целью — добиться максимального удовлетворения и удовлетворенности наших клиентов. До сегодняшнего дня нам в значительной степени удавалось реализовать наши амбиции. Не только превосходное качество наших продуктов, но и некоторые из их бесшумных характеристик, включая высокую производительность, плавность работы, бесперебойную работу, низкие эксплуатационные расходы и экономическую эффективность, делают их надежным и предпочтительным выбором для наших клиентов.Помимо этого, весь поставляемый нами ассортимент проходит серию проверок качества, что помогает нам доставить безупречный груз в пункт назначения наших клиентов.Видео компании
(PDF) Основанная на надежности методика профилактического обслуживания машины для точечной сварки проекции
506
параметров сварочного аппарата и определение политики обслуживания сварочных аппаратов с использованием представленного выше подхода
.
Благодарность
Эта работа была поддержана Программой поддержки науки и технологий провинции Хубэй, Китай (грант
No.2015BAA058) и фондами фундаментальных исследований для центральных университетов (WUT: 2017IVA019).
Ссылки
Адхикари Д., Бозе Д., Чаттопадхьяй С., Бозе Г. и Митра С. (2012). RAM-исследование угольных тепловых электростанций
: пример из практики. Международный журнал промышленных инженерных вычислений, 3 (3), 423-434.
Аггарвал, А., К., Кумар, С., и Синг, В. (2017). Математическое моделирование и анализ надежности серийных
процессов в системе питания сахарного завода. Международный журнал по проектированию и управлению системным обеспечением —
, 8 (1), 435-450.
Ахмад Р. (2018). Сравнение анализа надежности комплектов штамповочного инструмента в связи с различными решениями по техническому обслуживанию:
— пример из целлюлозной промышленности. Международный журнал перспективного производства
Technology, 94 (5-8), 1969-1979.
Amsc, N., & Sess, A. A. (2011). Справочник Министерства обороны Управление ростом надежности. Менахем.
Барринджер, Х. П. (1997). Доступность, надежность, ремонтопригодность и возможности. Триплекс Глава Вибрации
Институт. Хамбл, Техас: Barringer and Associated Inc.
Хошалан, Х.А., Тораби, С.Р., и Малеки, Д. (2015). РАМ анализ гидравлической системы уравновешивания грунта
тоннелепроходческий станок. Индийский журнал науки и технологий, 8 (28).
Коббэси, К. А. Х., Мурти, Д. П. (ред.). (2008). Справочник по обслуживанию сложных систем. Springer Science &
Business Media.
Кимчи, М., и Филлипс, Д. Х. (2017). Точечная сварка сопротивлением: основы и применение в автомобильной промышленности. Синтез лекций по машиностроению, 1 (2), и-115.
Ли, В., Ченг, С., Ху, С. Дж., И Шрайвер, Дж. (2001). Статистическое исследование качества контактной точечной сварки с использованием
в двухуровневом эксперименте со скользящим уровнем.Журнал производственной науки и техники, 123 (3), 513-520.
ГёльбАши, О., и Демирель, Н. (2017). Методология распределения надежности на основе рисков для установки приоритета обслуживания
среди компонентов системы: пример из горнодобывающей промышленности. Eksploatacja i niezawodnosc, 19 (2), 191.
Garg, H. (2014). Анализ надежности, доступности и ремонтопригодности промышленных систем с использованием методологии PSO и нечеткой
. Мапан, 29 (2), 115-129.
Хади Хосейни, С., Ataei, M., Khalokakaie, R., Ghodrati, B., & Kumar, U. (2012). Анализ надежности очистного комбайна барабанного
на механизированных выработках. Журнал качества в техническом обслуживании, 18 (1), 98-119.
Пуэртоллано, И. Д. Дж., Макапуно, М. Дж. В., и Чиен, Ю. К. (2015). Определение периода выработки на основе целевого показателя надежности
для времени выхода продукта из строя с помощью распределения Вейбулла. Материалы Международной конференции
2015 года по промышленной инженерии и операционному менеджменту Дубай, ОАЭ.
Рахимдел, М. Дж., Атаеи, М., Халокакаеи, Р., и Хосейни, С. Х. (2013). График техобслуживания
гидросистемы станков вращательного бурения на основе надежности. Международный журнал горной науки и технологий —
ogy, 23 (5), 771-775.
Сейед, Х. Х., Мохаммад, А., Реза, К., и Удай, К. (2011). Анализ надежности и ремонтопригодности электрической системы
очистных барабанов. Журнал угольной науки и инженерии (Китай), 17 (2), 192-197.
Смит Р. и Мобли Р. К. (2011). Эмпирические правила для инженеров по техническому обслуживанию и надежности. Баттерворт-Гейне —
манн.
Tomasevicz, C. L., & Asgarpoor, S. (2006, сентябрь). Профилактическое обслуживание с использованием непрерывных полуавтоматических процессов
ков. В Power Symposium, 2006. NAPS 2006. 38-я Североамериканская (стр. 3-8). IEEE.
Царухас П. Х. и Фурлас Г. (2015). Анализ надежности и ремонтопригодности роботизированной системы для промышленных приложений
: пример из практики.Международный журнал исполнительской инженерии, 11 (5), 453-462.
Вагмод, Л. Ю., и Патил, Р. Б. (2016). Анализ надежности и оптимизация затрат жизненного цикла: пример из
индийской промышленности. Международный журнал менеджмента качества и надежности, 33 (3), 414-429.
© 2018 авторы; лицензиат Growing Science, Канада. Это статья
открытого доступа, распространяемая в соответствии с условиями лицензии Creative Commons Attribution (CC-
BY) (http: // creativecommons.org / licenses / by / 4.0 /).
% PDF-1.6 % 9646 0 объект> эндобдж xref 9646 495 0000000016 00000 н. 0000015793 00000 п. 0000015930 00000 н. 0000016089 00000 п. 0000016134 00000 п. 0000016234 00000 п. 0000016282 00000 п. 0000016332 00000 п. 0000016378 00000 п. 0000016425 00000 п. 0000016471 00000 п. 0000016523 00000 п. 0000016570 00000 п. 0000016617 00000 п. 0000016663 00000 п. 0000016700 00000 п. 0000017047 00000 п. 0000017131 00000 п. 0000017212 00000 п. 0000017781 00000 п. 0000017819 00000 п. 0000018059 00000 п. 0000018137 00000 п. 0000019080 00000 п. 0000019848 00000 п. 0000020629 00000 п. 0000021298 00000 п. 0000021965 00000 п. 0000022648 00000 п. 0000023130 00000 п. 0000023744 00000 п. 0000024578 00000 п. 0000027249 00000 н. 0000030465 00000 п. 0000030814 00000 п. 0000030896 00000 п. 0000030955 00000 п. 0000031039 00000 п. 0000031168 00000 п. 0000031258 00000 п. 0000031313 00000 п. 0000031436 00000 п. 0000031576 00000 п. 0000031664 00000 п. 0000031718 00000 п. 0000031872 00000 п. 0000031963 00000 п. 0000032017 00000 н. 0000032157 00000 п. 0000032279 00000 н. 0000032438 00000 п. 0000032546 00000 н. 0000032694 00000 п. 0000032856 00000 п. 0000032963 00000 п. 0000033109 00000 п. 0000033263 00000 п. 0000033372 00000 п. 0000033519 00000 п. 0000033677 00000 п. 0000033784 00000 п. 0000033930 00000 п. 0000034084 00000 п. 0000034210 00000 п. 0000034314 00000 п. 0000034468 00000 п. 0000034622 00000 п. 0000034765 00000 п. 0000034931 00000 п. 0000035091 00000 п. 0000035251 00000 п. 0000035409 00000 п. 0000035517 00000 п. 0000035632 00000 п. 0000035761 00000 п. 0000035925 00000 п. 0000036028 00000 п. 0000036147 00000 п. 0000036276 00000 п. 0000036406 00000 п. 0000036537 00000 п. 0000036654 00000 п. 0000036768 00000 п. 0000036884 00000 п. 0000037002 00000 п. 0000037138 00000 п. 0000037264 00000 п. 0000037416 00000 п. 0000037531 00000 п. 0000037656 00000 п. 0000037785 00000 п. 0000037943 00000 п. 0000038049 00000 п. 0000038188 00000 п. 0000038327 00000 п. 0000038485 00000 п. 0000038620 00000 п. 0000038756 00000 п. 0000038901 00000 п. 0000039031 00000 н. 0000039150 00000 п. 0000039266 00000 п. 0000039397 00000 п. 0000039514 00000 п. 0000039640 00000 п. 0000039776 00000 п. 0000039883 00000 п. 0000040012 00000 п. 0000040186 00000 п. 0000040317 00000 п. 0000040478 00000 п. 0000040645 00000 п. 0000040767 00000 п. 0000040921 00000 п. 0000041051 00000 п. 0000041176 00000 п. 0000041314 00000 п. 0000041417 00000 п. 0000041546 00000 п. 0000041667 00000 п. 0000041783 00000 п. 0000041950 00000 п. 0000042063 00000 п. 0000042218 00000 п. 0000042391 00000 п. 0000042536 00000 п. 0000042666 00000 п. 0000042778 00000 п. 0000042891 00000 п. 0000043017 00000 п. 0000043161 00000 п. 0000043304 00000 п. 0000043436 00000 п. 0000043580 00000 п. 0000043736 00000 п. 0000043891 00000 п. 0000044025 00000 п. 0000044145 00000 п. 0000044261 00000 п. 0000044428 00000 п. 0000044541 00000 п. 0000044696 00000 п. 0000044819 00000 п. 0000044942 00000 п. 0000045080 00000 п. 0000045187 00000 п. 0000045302 00000 п. 0000045468 00000 п. 0000045590 00000 п. 0000045747 00000 п. 0000045921 00000 п. 0000046060 00000 п. 0000046199 00000 п. 0000046329 00000 п. 0000046455 00000 п. 0000046507 00000 п. 0000046672 00000 п. 0000046782 00000 п. 0000046941 00000 п. 0000047058 00000 п. 0000047202 00000 п. 0000047374 00000 п. 0000047533 00000 п. 0000047702 00000 п. 0000047873 00000 п. 0000048028 00000 п. 0000048205 00000 п. 0000048323 00000 п. 0000048450 00000 п. 0000048606 00000 п. 0000048773 00000 п. 0000048941 00000 п. 0000049063 00000 н. 0000049207 00000 п. 0000049385 00000 п. 0000049524 00000 п. 0000049692 00000 п. 0000049850 00000 п. 0000050009 00000 п. 0000050163 00000 п. 0000050313 00000 п. 0000050469 00000 п. 0000050624 00000 п. 0000050783 00000 п. 0000050900 00000 п. 0000051054 00000 п. 0000051212 00000 п. 0000051372 00000 п. 0000051541 00000 п. 0000051701 00000 п. 0000051854 00000 п. 0000052022 00000 п. 0000052128 00000 п. 0000052285 00000 п. 0000052407 00000 п. 0000052532 00000 п. 0000052685 00000 п. 0000052797 00000 п. 0000052921 00000 п. 0000053088 00000 п. 0000053216 00000 п. 0000053367 00000 п. 0000053530 00000 п. 0000053652 00000 п. 0000053774 00000 п. 0000053904 00000 п. 0000054009 00000 п. 0000054113 00000 п. 0000054282 00000 п. 0000054384 00000 п. 0000054482 00000 п. 0000054659 00000 п. 0000054773 00000 п. 0000054893 00000 п. 0000055029 00000 п. 0000055194 00000 п. 0000055301 00000 п. 0000055420 00000 п. 0000055552 00000 п. 0000055669 00000 п. 0000055794 00000 п. 0000055912 00000 п. 0000056043 00000 п. 0000056179 00000 п. 0000056297 00000 п. 0000056416 00000 п. 0000056580 00000 п. 0000056695 00000 п. 0000056828 00000 п. 0000056992 00000 п. 0000057102 00000 п. 0000057226 00000 п. 0000057356 00000 п. 0000057489 00000 н. 0000057616 00000 п. 0000057783 00000 п. 0000057948 00000 н. 0000058099 00000 п. 0000058217 00000 п. 0000058391 00000 п. 0000058515 00000 п. 0000058632 00000 п. 0000058725 00000 п. 0000058877 00000 п. 0000058981 00000 п. 0000059090 00000 н. 0000059253 00000 п. 0000059436 00000 п. 0000059601 00000 п. 0000059763 00000 п. 0000059907 00000 п. 0000060063 00000 п. 0000060186 00000 п. 0000060322 00000 п. 0000060487 00000 п. 0000060608 00000 п. 0000060731 00000 п. 0000060908 00000 п. 0000061018 00000 п. 0000061128 00000 п. 0000061254 00000 п. 0000061378 00000 п. 0000061525 00000 п. 0000061661 00000 п. 0000061769 00000 п. 0000061900 00000 п. 0000062029 00000 н. 0000062149 00000 п. 0000062270 00000 п. 0000062459 00000 п. 0000062589 00000 п. 0000062720 00000 н. 0000062898 00000 п. 0000063015 00000 п. 0000063129 00000 п. 0000063269 00000 п. 0000063408 00000 п. 0000063523 00000 п. 0000063637 00000 п. 0000063766 00000 п. 0000063923 00000 п. 0000064055 00000 п. 0000064168 00000 п. 0000064302 00000 п. 0000064481 00000 п. 0000064648 00000 н. 0000064799 00000 н. 0000064969 00000 п. 0000065123 00000 п. 0000065288 00000 п. 0000065429 00000 п. 0000065572 00000 п. 0000065729 00000 п. 0000065887 00000 п. 0000066052 00000 п. 0000066164 00000 п. 0000066286 00000 п. 0000066446 00000 п. 0000066565 00000 п. 0000066684 00000 п. 0000066806 00000 п. 0000066927 00000 п. 0000067064 00000 п. 0000067186 00000 п. 0000067315 00000 п. 0000067447 00000 п. 0000067579 00000 н. 0000067702 00000 п. 0000067826 00000 п. 0000067959 00000 п. 0000068085 00000 п. 0000068226 00000 п. 0000068354 00000 п. 0000068471 00000 п. 0000068605 00000 п. 0000068721 00000 п. 0000068848 00000 п. 0000068985 00000 п. 0000069112 00000 п. 0000069234 00000 п. 0000069346 00000 п. 0000069526 00000 п. 0000069634 00000 п. 0000069752 00000 п. 0000069891 00000 п. 0000070038 00000 п. 0000070154 00000 п. 0000070285 00000 п. 0000070422 00000 п. 0000070567 00000 п. 0000070673 00000 п. 0000070788 00000 п. 0000070922 00000 п. 0000071038 00000 п. 0000071200 00000 п. 0000071359 00000 п. 0000071507 00000 п. 0000071676 00000 п. 0000071835 00000 п. 0000071986 00000 п. 0000072096 00000 п. 0000072205 00000 п. 0000072392 00000 п. 0000072518 00000 п. 0000072636 00000 п. 0000072769 00000 п. 0000072902 00000 п. 0000073017 00000 п. 0000073132 00000 п. 0000073246 00000 п. 0000073358 00000 п. 0000073474 00000 п. 0000073602 00000 п. 0000073731 00000 п. 0000073836 00000 п. 0000073941 00000 п. 0000074121 00000 п. 0000074239 00000 п. 0000074418 00000 п. 0000074583 00000 п. 0000074697 00000 п. 0000074836 00000 п. 0000074970 00000 п. 0000075123 00000 п. 0000075273 00000 п. 0000075431 00000 п. 0000075591 00000 п. 0000075728 00000 п. 0000075871 00000 п. 0000076008 00000 п. 0000076186 00000 п. 0000076315 00000 п. 0000076437 00000 п. 0000076557 00000 п. 0000076678 00000 п. 0000076809 00000 п. 0000076941 00000 п. 0000077106 00000 п. 0000077259 00000 п. 0000077367 00000 п. 0000077506 00000 п. 0000077658 00000 п. 0000077786 00000 п. 0000077916 00000 п. 0000078040 00000 п. 0000078154 00000 п. 0000078270 00000 п. 0000078397 00000 п. 0000078527 00000 п. 0000078658 00000 п. 0000078811 00000 п. 0000078968 00000 п. 0000079133 00000 п. 0000079288 00000 п. 0000079448 00000 п. 0000079642 00000 п. 0000079813 00000 п. 0000079972 00000 н. 0000080148 00000 п. 0000080274 00000 п. 0000080433 00000 п. 0000080576 00000 п. 0000080709 00000 п. 0000080870 00000 п. 0000081058 00000 п. 0000081171 00000 п. 0000081285 00000 п. 0000081465 00000 п. 0000081591 00000 п. 0000081710 00000 п. 0000081832 00000 п. 0000081960 00000 п. 0000082087 00000 п. 0000082203 00000 п. 0000082344 00000 п. 0000082451 00000 п. 0000082570 00000 п. 0000082678 00000 п. 0000082814 00000 п. 0000082927 00000 н. 0000083018 00000 п. 0000083124 00000 п. 0000083229 00000 п. 0000083357 00000 п. 0000083499 00000 н. 0000083611 00000 п. 0000083773 00000 п. 0000083899 00000 п. 0000084021 00000 п. 0000084179 00000 п. 0000084335 00000 п. 0000084485 00000 п. 0000084615 00000 п. 0000084744 00000 п. 0000084869 00000 н. 0000084994 00000 п. 0000085111 00000 п. 0000085229 00000 п. 0000085365 00000 п. 0000085499 00000 п. 0000085646 00000 п. 0000085765 00000 п. 0000085894 00000 п. 0000086054 00000 п. 0000086215 00000 п. 0000086327 00000 п. 0000086431 00000 н. 0000086606 00000 п. 0000086718 00000 п. 0000086822 00000 н. 0000086996 00000 п. 0000087109 00000 п. 0000087213 00000 п. 0000087333 00000 п. 0000087453 00000 п. 0000087573 00000 п. 0000087685 00000 п. 0000087789 00000 п. 0000087909 00000 н. 0000088023 00000 п. 0000088142 00000 п. 0000088273 00000 н. 0000088406 00000 п. 0000088536 00000 п. 0000088681 00000 п. 0000088780 00000 п. 0000088929 00000 п. 0000089065 00000 н. 0000089232 00000 п. 0000089431 00000 п. 0000089627 00000 н. 0000089812 00000 п. 0000089979 00000 п. 00000
00000 п. 00000
00000 п. 0000090542 00000 п. 0000090755 00000 п. 0000090937 00000 п. 0000091103 00000 п. 0000091316 00000 п. 0000091499 00000 н. 0000091667 00000 п. 0000091799 00000 п. 0000091991 00000 п. 0000092102 00000 п. 0000092207 00000 п. 0000092312 00000 п. 0000092438 00000 п. 0000092579 00000 п. 0000092757 00000 п. 0000092879 00000 п. 0000093002 00000 п. 0000093138 00000 п. 0000093192 00000 п. 0000010412 00000 п. трейлер ] >> startxref 0 %% EOF 10140 0 obj> поток ƊtR% PPu |, DW8Ra UO5E’Q9 ע fP% = D ܰ B />; u7s (dm \ & U, | m-% `
QWUXR3 = * Afix0YS, l% @ yy73g3٤a \ һ% o; 8 (Zd» Am7 [ұ \ o1 ‘[C 맋 } C (uA6V6.] sNQ DF / $ ‘j ՜ O «Ccv» r # i ۇ Im` &; oXdx3ɌB] oK & ZM # Q! K \ Ϭ} y͔] h2) T1͡`XBʽq) Z5P18MR͏PSv = yXR $ jt 7 Вт $
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Реконструкция распределения плотности тока в зоне сварного шва при контактной точечной сварке алюминиевого сплава на основе магнитного поля
Уильямс Н. Т., Паркер Дж. Д. Обзор контактной точечной сварки стальных листов. Часть 1. Моделирование и контроль образования сварных швов [J]. Международные обзоры материалов , 2004, 49 (2): 45–75.
Артикул Google Scholar
Нид Х. А. Моделирование методом конечных элементов процесса точечной контактной сварки [J]. Welding Journal , 1984, 63 (4): 123s – 132s.
Google Scholar
Хан Дж. А., Сюй Л., Чао Й. Прогнозирование развития самородков во время контактной точечной сварки с использованием комбинированной термо-электромеханической модели [J]. Наука и технология сварки и соединения , 1999, 4 (4): 201–207.
Артикул Google Scholar
Сюй Л., Хан Дж. А.Модель роста самородков для алюминиевых сплавов при контактной точечной сварке [J]. Welding Journal , 1999, 78 (11): 367s – 372s.
Google Scholar
Ли Баоцин. Исследования по численному моделированию процесса контактной точечной сварки алюминиевых сплавов и энергетическому анализу [D]. Школа материаловедения и инженерии, Тяньцзиньский университет, Тяньцзинь, Китай, 2002.
Google Scholar
Ян Лифенг.Численное моделирование процесса формирования самородков при контактной точечной сварке алюминиевых сплавов [D]. Школа материаловедения и инженерии, Университет Цзилинь, Чанчунь, Китай, 2003.
Google Scholar
Chang Baohua, Du Dong, Chen Qiang et al. Конечно-элементное моделирование процесса контактной точечной сварки алюминиевых сплавов [J]. Труды Китайского института сварки , 2004, 25 (2): 19–22.
Google Scholar
Ян Джинглей. Численное моделирование процесса контактной точечной сварки алюминиевых сплавов [D]. Школа материаловедения и инженерии, Технологический университет Хэбэй, Тяньцзинь, Китай, 2006 г.
Google Scholar
Гасанов К. Ф., Ма А. В., Нахман А. И. и др. Импедансная томография плотности тока [J]. Транзакции IEEE по медицинской визуализации , 2008, 27 (9): 1301–1309.
Артикул Google Scholar
О Ш Х, Ли Б. И., Ву Э. Дж. и др. Реконструкция изображения электропроводности и плотности тока с использованием алгоритма гармонического Bz в магнитно-резонансной томограмме электрического импеданса [J]. Физика в медицине и биологии , 2003, 48 (19): 3101–3116.
Артикул Google Scholar
Talbert T, Nativel L, Martiré T et al. Применение обратных задач к восстановлению плотности тока внутри компонентов [J]. Письма по прикладной физике , 2005, 86 (4): 44104-1–3.
Артикул Google Scholar
Сюань Вэньбо, Луо Чжэнь, Ли Ян и др. Анализ и имитационное исследование модели электромагнитного поля при контактной точечной сварке [C]. В: Четвертый международный семинар по современной технологии резки и измерений.Труды SPIE . Пекин, Китай, 2011. 7997.
Google Scholar
Кирш Андреас.