Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
 Схема mma технологии
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG

Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Поделись с друзьями
0
0
1
0
Что такое сварка MMA, TIG, MIG, MAG и их технологии
 Что такое сварка MMA, TIG, MIG, MAG и их технологии
Что такое сварка MMA, TIG, MIG, MAG и их технологииМногих начинающих сварщиков интересуют вопросы о том, как расшифровываются аббревиатуры типов сварки — MMA, TIG, MIG, MAG. Конечно же, неспециалисту очень сложно разобраться со всеми этими понятиями. Также, сложность заключается и в том, что по сей день нет жёстко классифицированных и регламентированных способов и приёмов.
Однако многие производители сварочных аппаратов и оборудования, все же придерживаются определенных аббревиатур. В данной статье сайта про ММА сварку mmasvarka.ru мы расскажем о том, что такое сварка MMA, TIG, MAG и MIG.
Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
MMA — это ручная дуговая сварка, которая осуществляется исключительно одним электродом. Данный способ сварки наиболее популярен, особенно в быту. Процесс ММА сварки основан на расплавлении металла и электрода в виде стержня со специальной обмазкой.
Материалы изготовления электродов для ММА сварки, как и состав обмазки, могут различаться. Таким образом, ручной дуговой сваркой можно варить разные металлы, сталь, чугун и т. д. Ручная дуговая сварка — это наиболее простой процесс соединения металлов, для осуществления которого потребуется сварочный инвертор и электроды подходящего типа.

TIG — дуговая сварка, которая в отличие от предыдущей, осуществляется неплавящимся электродом в среде инертного газа. Для TIG сварки применяются специальные вольфрамовые электроды, с очень высокой температурой плавления, свыше 3000 С.
Технология TIG сварки
Технология TIG сварки осуществляется следующим образом:
- Между концом вольфрамового электрода и заготовкой, как и при ММА сварке создается дуга;
- Поскольку для сварки используется неплавящийся электрод, то заполнение сварочной ванны происходит не им, а специальным присадочным материалом, проволокой или прутком;
- Кроме того, в процессе TIG сварки, используется инертный газ для защиты сварочной ванны.
В качестве защитного газа чаще всего применяется именно аргон. Данный газ не взаимодействует с присадочными материалами для сварки, а служит лишь в качестве защиты от негативных внешних факторов.

MAG и MIG — дуговая сварка в среде активного и инертного газа, аббревиатуры MIG и MAG соответственно. Для сварки используется чаще всего плавящаяся проволока, а под данными названиями, как правило, подразумевается полуавтоматическая сварка. Основную цель, которую преследовали создатели полуавтоматической сварки, это получение «бесконечного электрода», который даёт возможность добиться существенных результатов в работе.
Поделиться в соцсетях
Сварочный аппарат mig, mag, tig, mma – универсальное оборудование для сварщика
На сегодняшний день разработаны десятки способов сварки. Наиболее распространенные виды – это mig, mag, tig, и mma сварка. Все они относятся к термическому классу по способу получения энергии для сварочного процесса.
Тепловая энергия, выделяемая при образовании электрической дуги, позволяет сваривать любые металлы. Основная теплота выделяется в самой дуге из-за того, что ее сопротивление больше, чем сопротивление электрода и свариваемой детали, поэтому оплавление происходит вблизи дуги. Это, в свою очередь, приводит к образованию сварочной ванны, которая при остывании обеспечивает неразъемное соединение.

Применение инертных газов
Сварка MIG (МИГ) – это международное обозначение сварочного процесса металлов в среде инертного газа. В качестве инертных газов используются аргон, гелий или их смеси.
Газ поддают из баллонов по шлангам высокого давления в горелку. Он вытесняет атмосферный воздух вокруг электрической дуги, благодаря чему исключается вредное воздействие кислорода на сварочное соединение.
Шов получается качественным и плотным, без пор. Недостатком МИГ сварки является высокая стоимость инертного газа. Аргон стоит в 45 раз, а гелий в 156 раз дороже углекислого газа.
 MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
Углекислота в области сварки разлагается на кислород и оксид углерода, что приводит к вредным последствиям, типа пористости сварного шва. Чтобы это избежать, необходимо использовать электроды или присадочную проволоку с примесью марганца и кремния.
Они связывают освобождающийся кислород и раскисляют сварочную среду. Газы хранятся в баллонах высокого давления, для использования применяются понижающие редукторы. При использовании углекислого газа рекомендуется переворачивать баллон и выпускать пары воды, только затем начинать МАГ сварку.
С вольфрамовым электродом
Сварка TIG – это международное обозначение сварочного процесса металлов в среде инертного газа с помощью вольфрамового неплавящегося электрода.
В России и СНГ ТИГ сварка получила название аргонодуговой из-за применяемого инертного газа. Благодаря постоянной длине электрода процесс сварки значительно упрощается, отсутствие других примесей позволяют получать швы высочайшего качества.
 Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Он полезен при работе с тонкими листами, не перегревает их, при сварке отсутствует коробление. Обычно устанавливается несколько режимов на частоте 1 Гц, 10 Гц, 500 Гц. В результате получается красивый чешуйчатый шов.
Сварка MMA – это международное обозначение ручной электродуговой сварки. Она производится электродами покрытыми специальной защитной обмазкой. Процесс ММА сварки происходит за счет образования дуги между электродом и свариваемой деталью.
Электрод, расплавляясь, поступает в сварочную ванну, которая образовалась вследствие расплавления кромок заготовок. Обмазка также расплавляется и образует защитный слой на поверхности ванны, после остывания превращается в шлак. Легко удаляется молотком.
Полуавтоматическая сварка
 Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
Универсальный полуавтомат
Яркий пример универсализации – сварочный аппарат полуавтоматического типа марки Triton MIG MT 250. Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
 Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
В пиковом режиме продолжительность включения составляет 60 %, при токах до 200 А – 100%. Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для подачи присадочной проволоки используется привод на 4 роликах, имеется возможность использования 300 мм катушки.
Специальный разъем позволяет работать аппарату с горелками типа Push-pull и spool gun. Это горелки, которые имеют собственное устройство подачи присадочной проволоки, на нем расположена катушка. Присадочная проволока используется любых марок, в том числе порошковая диаметром до 1,2 мм.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.

Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
TIG
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
В момент возникновения дуги высокочастотные помехи отсутствуют, что позволяет использовать его в радиопромышленности и других сферах производства (или любительской сварки), связанных с электроникой.
ММА
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Подача присадки
Устройство подачи присадки находится внутри корпуса инвертора. Привод подает проволоку равномерно без зажевывания, она не проскальзывает и не растягивается. В аппарат можно заправлять катушку весом 15 кг вместе с присадочной проволокой, диаметр которой варьируется от 0,8 до 1,2 мм.
В комплект поставки универсального сварочного аппарата входят:
- источник питания инверторного типа;
- MIG/MAG горелка с 3 м кабелем;
- TIG горелка с 4 м кабелем;
- сетевой кабель;
- шланг, чтобы подавать защитный газ;
- держак с кабелем для ручной работы MMA;
- кабель для подключения «массы» (на нем предусмотрен зажим).
Масса аппарата с функциями MIG, MAG, TIG и MMA составляет 32 кг, имеются колеса для транспортировки. На передней панели отражается вся информация о состоянии прибора в текущий момент.
Расположены разъемы для быстрого разъединения кабелей. Пин разъем обеспечивает подключение SPOOL GUN горелок, что дает возможность использования почти любых видов сварочной проволоки. Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Предусмотрена защита от перегрева и перегрузок.
Такой подбор функций аппарата позволяет ему быть универсальным устройством, что обеспечивает выполнение практически всех видов сварочных работ без приобретения дополнительного оборудования.
Сварка в режимах TIG и MIG
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание.
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
- Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
Выбор покупателей. Аппараты TIG для сварки алюминия (переменный ток AC).
 Производитель: Сварог
Производитель: СварогЭто профессиональный аппарат с большим диапазоном возможностей.
 Производитель: Профи
Производитель: ПрофиАппараты для аргонодуговой сварки на постоянном/переменном токе TIG. Аппарат прошел аттестацию НАКС.
 Производитель: AuroraPRO
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 — 200 А.
Выбор покупателей. Аппараты TIG для сварки стали (постоянный ток DC).
 Производитель: Сварог
Производитель: СварогПодключение 220 В. Сварочный ток 10-200 А.
 Производитель: AuroraPRO
Производитель: AuroraPROПодключение 220 В. Сварка в режиме TIG + MMA. Сварочный ток 10 — 200 А.
 Производитель: Профи
Производитель: ПрофиПодключение 220 В. Сварочный ток 10 — 200 А.
Сварка MIG в полуавтоматическом режиме.
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу.
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Выбор покупателей. Полуавтоматы для сварки в режиме MIG.
 Производитель: Сварог
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 160 А.
 Производитель: Ergomax
Производитель: ErgomaxСварочный ток 140 Ампер.
 Производитель: AuroraPRO
Производитель: AuroraPROПодключение 220 В. Сварочный ток 175 А.
Кабельные и панельные розетки и вилки →← Подбор сварочных аппаратов для начинающихОписание методов сварки TIG, MIG, MAG и MMA
Сварка ММА ММА — ручная дуговая сварка штучными электродами с покрытием. Применяется для сварки углеродистых и нержавеющих сталей. Углеродистые стали могут свариваться на переменном (AC) и постоянном (DC) токе, нержавеющие стали — только на постоянном токе.
Плюсы и минусы метода MMA
+ Высокая экономичность
+ Сварка в любой плоскости
+ Отсутствие газовых баллонов
— Небольшая производительность
— Необходимости удаления шлака с деталей
Сварка TIG TIG — ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов.
Плюсы и минусы метода TIG
+ Аккуратный сварной шов
+ Отсутствие брызг
+ Сварка деталей небольшой толщины
+ Лучше управление параматрами дуги
— Большие требования к опыту оператора
— Низкая производительность
— Наличие газового баллона
Сварка MIG/MAG MIG/MAG — полуавтоматическая сварка электродной проволокой в среде защитного газа — инертного (аргона) или активного (углекислого газа). Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов.
Плюсы и минусы метода MIG/MAG
Сварка MIG-MAG (c газом)
+ Высокая производительность
+ Отсутствие шлака
+ Малое количество дыма
— Наличие газового баллона
— Ограниченное использование на открытом воздухе
Сварка порошковой проволокой
+ Всегда готово к использованию
+ Отсутствие газовых баллонов
+ Идеально для использования на открытом воздухе
— Необходимо удаление шлаков
— Высокая стоимость порошковой проволоки
Синергетические программы
Использование синергетических программ, занесенных в память аппарата, позволяет получить оптимальные значения всех характеристик сварки. Это особенно актуально при кузовном ремонте.
Пайка MIG
Пайка MIG позволяет работать при более низкой температуре, чем при сварке MIG (1000°C по сравнению с 1500°C), с меньшей деформацией соединенных частей. Материалы соединены только путем расплава материала припоя (CuSi3 или CuAl8). Пайка MIG находит обширное применение в кузовном ремонте, так как цинковое покрытие стальных листов при этом не повреждается.
Режимы сварки MIG-MAG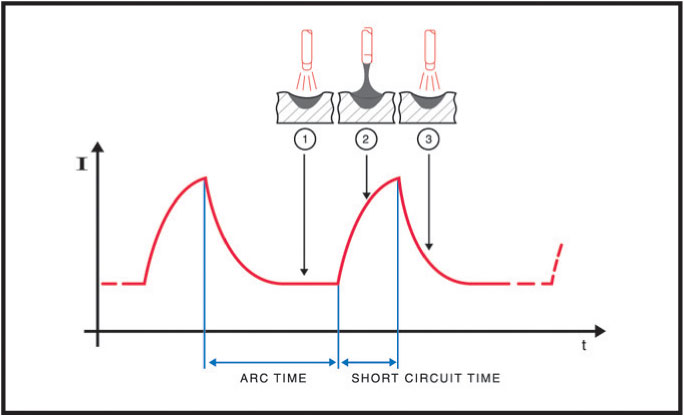 Short Arc
Short Arc Перенос капель происходит путем последовательных коротких замыканий при низком токе (
+ Низкая температура при сварке небольших толщин.
— Наличие брызг расплавленного материала.
Spray Arc
При токе свыше >200 A капли падают в расплав, достигая значительного проникновения.
+ Высокая температура.
+ Проволока с диаметром >1 мм.
+ Отсутствие брызг вне расплава.
— Cварка только относительно толстых материалов.
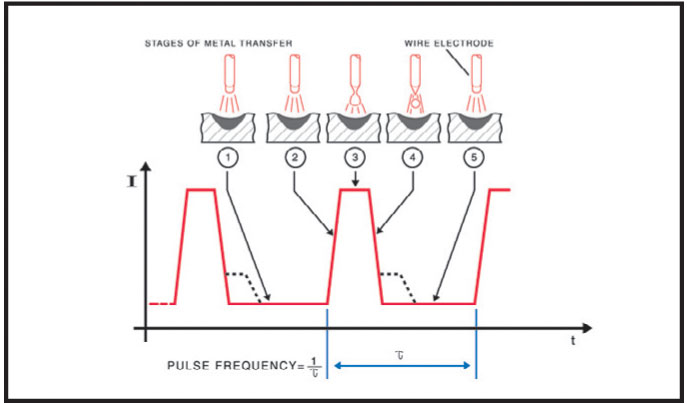 Pulse Arc
Pulse Arc Обладает преимуществами Spray Arc (скорость плавления и отсутствие брызг) при низком токе, типичном для Short Arc. Прекрасная сварка нержавеющей стали, алюминия и сплавов при небольшой толщине материала.
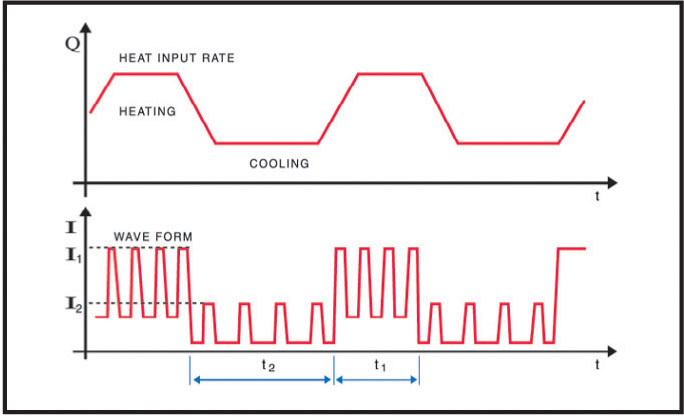 Pulse on Pulse Arc
Pulse on Pulse Arc Импульсы с двумя регулируемыми уровнями тока, прекрасное управление температурой и обеспечение хорошего внешнего вида сварного шва.
Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается?
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе. Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
TIG-сваркой является ручное сваривание с использованием не плавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов. Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа, низкая производительность и высокие требования по подбору оператора. Сваривание
MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе. Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах, чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте, потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
MAG, MIG, TIG, MMA — Основные виды сварочных устройств.
Какой сварочный аппарат стоит купить, а какой нет? Сегодня в продаже много разных аппаратов, что требует дополнительного знакомства с каждым видом сварок, предназначенных для разных типов сварочных работ.
К сожалению, нет универсального инструмента, подходящего для всех применений, поэтому начнем с обзора основных видов и выделим возможности и преимущества каждого из них. Это поможет сузить круг выбора аппарата для конкретных потребностей.
Основные виды сварочных устройств.
Сварка MIG / газовая дуговая сварка/ полуавтоматическая сварка / GMAW /
MIG также называется газовая дуговая сварка (GMAW) – дуга поддерживается между сплошным проволочным электродом (проволочный сварочный электрод на катушке ) и заготовкой. Проволока подается с помощью приводных роликов (механизм подачи проволоки) в сварочную ванну.
Дуга и сварочная ванна защищены от воздуха потоком инертного газа. Дуга, создаваемая электрическим током между основным металлом и проволокой, плавит проволоку и соединяет ее с металлом, создавая высокопрочный сварной шов, с великолепным внешним видом и незначительной потребностью в очистке.
Сварка МИГ чистая, простая и может использоваться на тонких или толстых листовых металлах, подходит для большинства металлов.
Сварка MAG / газовая дуговая сварка / полуавтоматическая сварка / GMAW /
MAG – это еще один вид газовой дуговой сварки (GMAW). Принцип работы такой, как и в сварке MIG – присадочная проволока с катушки автоматически подается непосредственно к месту сварки через контактную гильзу. Главное отличие сварки MAG – используются активные газы (смесь аргона, углекислого газа и кислорода). Пропорции отдельных газов могут быть скорректированы в соответствии с требованиями к материалу, подлежащему свариванию.
MAG-сварка в основном используется для нелегированных сталей, алюминия и алюминиевых сплавов, а также низколегированной и высоколегированной нержавеющей стали.
Применяется только в закрытых помещениях, так как ветер может сдуть защитный экран ( газ ) и процесс сваривания будет проходить без защиты от окисления, как результат – сварочный шов низкого качества, более чувствителен к коррозии, с низкими несущими показателями.
Дуговая сварка порошковой проволокой / FCAW /
Дуговую сварку порошковой проволокой используют в полуавтоматах MIG/MAG — сварок, с предварительной заменой приводных роликов подачи проволоки и катушки. Сама проволока имеет трубчатую форму и заполнена флюсом и металлическим порошком и нет необходимости во внешнем защитном газе.
Из-за высокого качества сварки и возможности работы на открытом воздухе, даже в ветреную погоду, часто используется в строительной промышленности.
FCAW отлично подойдет для сваривания углеродистой стали, нержавеющей сталь и низколегированной стали. Большинство цветных металлов, включая алюминий, сваривать нельзя.
Сварка TIG / газовая вольфрамовая дуговая сварка / GTAW /
Это процесс дуговой сварки, в котором для получения сварного шва используется практически не расходуемый вольфрамовый электрод и присадочная поволока. В процессе сварки сварочным аппаратом TIG дуга прыгает между вольфрамовым электродом и заготовкой, создавая высокую температуру. Экран инертного газа, обычно включающий аргон или другой благородный газ, предотвращает окисление сварного шва. В процессе сварки нет брызг и образования шлака.
Универсальный тип сварки, отлично подходит для тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Сварка вольфрамовым инертным газом (TIG) требует большего мастерства сварщика. Для производства качественных сварных швов, требует чистой подготовленной поверхности заготовок.
Сварка TIG немного медленнее, чем другие виды дуговой сварки, поэтому время, затрачиваемое на сварку относительно велико.
MMA / ручная электродуговая сварка / SMAW /
Ручная электродуговая сварка – это процесс сварки, при котором электрическая дуга горит между покрытым электродом и заготовкой. Электрод фиксируется в держателе электрода и при касании предполагаемого шва, возникает короткое замыкание, и при отрыве ( электрода ) образуется дуга. От дуги выделяется большая температура, что вызывает быстрое плавление кромок заготовки и электрода. В процессе сварки электрод и его покрытие расплавляются, а шлак растекается над сварочным швом.
Самый эффективный и экономичный вид сварки и может использоваться внутри и вне помещений. Не требует особой подготовки соединений перед свариванием, обеспечивая эффективное сцепление с ржавыми или грязными металлами.
Особенности выбора.
Уделить время и определить основные задачи, с которыми Вы будете сталкиваться наиболее часто, металл с которым будете чаще всего работать – это поможет выбрать наиболее подходящий сварочный аппарат.
Важно понимать, что помимо стоимости аппарата, не забудьте просчитать расходы на защиту глаз и рук при проведении сварочных работ (шлем, перчатки, куртка и т. Д.), и расходные материалы (газ, электроды, электродная проволока).
Please follow and like us: