Идентификация швов — Verbotics Manual
В диалоговом окне идентификации сварных швов имеется ряд опций для управления автоматического обнаружения сварных швов в САПР-модели.
Идентификация швов
Расстояние обнаружения швов
Для каждой грани САПР-модели контролируется, как далеко следует проверять пересекающиеся плоскости, которые могут образовывать сварной шов. Значение “0” требует для идентификации сварных швов того, чтобы соответствующие грани пересекались. Если детали в модели расположены с зазорами между ними, а при этом между этими деталями должны быть идентифицированы сварные швы, то следует использовать значение, достаточно большое, чтобы охватить, по крайней мере, половину этого зазора. Например, если стыковой шов спроектирован с зазором 3 мм (например, для обеспечения полного проплавления шва), то для идентификации сварного шва в этом месте следует использовать значение, превышающее 1,5 мм.
Значение по умолчанию/Default Value: 1mm
Объединять соседние сварные швы при удалениях менее/Combine Welds Closer Than
Объединяет сварные швы, между началами и/или концами которых расстояние меньше, чем указанное значение.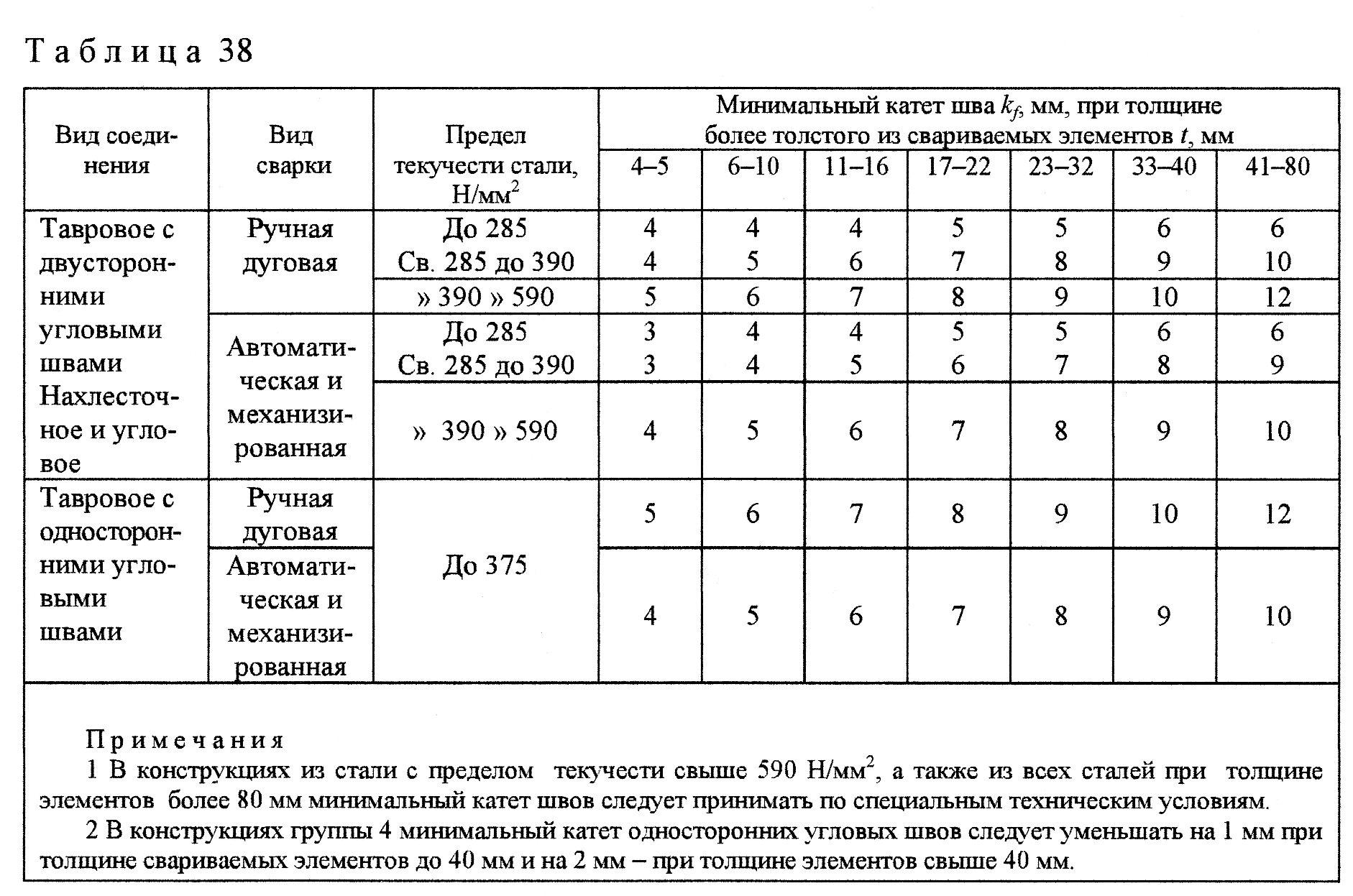
Значение по умолчанию/Default Value: 1mm
Минимальная длина шва/Minimum Weld Length
Минимальная длина сварного шва, которая должна рассматриваться как сварной шов. Предотвращает обнаружение очень коротких сварных швов там, где они не требуются.
Значение по умолчанию/Default Value: 5mm
Пропустить сварные швы, уже присутствующие в проекте/Skip Welds Already Present in the Project?
Если эта опция включена, то это не добавит никаких обнаруженных сварных швов, которые уже присутствуют в проекте. Они будут представлены в виде тонких черных линий в диалоговом окне Идентификация швов/Weld Detection. Эта функция удобна при идентификации сварных швов с различными настройками, чтобы избежать добавления дубликатов.
Значение по умолчанию/Default Value: деактивировано/disabled
Разделение швов/Weld Splitting
Максимальное изменение полного угла/Maximum total angle change
Максимальное изменение угла по всей длине шва. Оно вычисляется с учетом как изменения номинального направления сварочной проволоки, так и изменения направления траектории шва. Обычно это означает, что при повороте шва на угол 90° на конце листа угол между соседними точками угла изменяется на 180°. Это функция удобна для ограничения размеров кольцевых сварных швов и разбивки их на более мелкие секторы, если возникнут сложности с планирование всей круговой траектории целиков.
Значение по умолчанию/Default Value: 360°
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
 ADD_COLLECTION_DESCRIPTION}} {{l10n_strings.COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}}/500
{{l10n_strings.TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
ADD_COLLECTION_DESCRIPTION}} {{l10n_strings.COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}}/500
{{l10n_strings.TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}} {{article.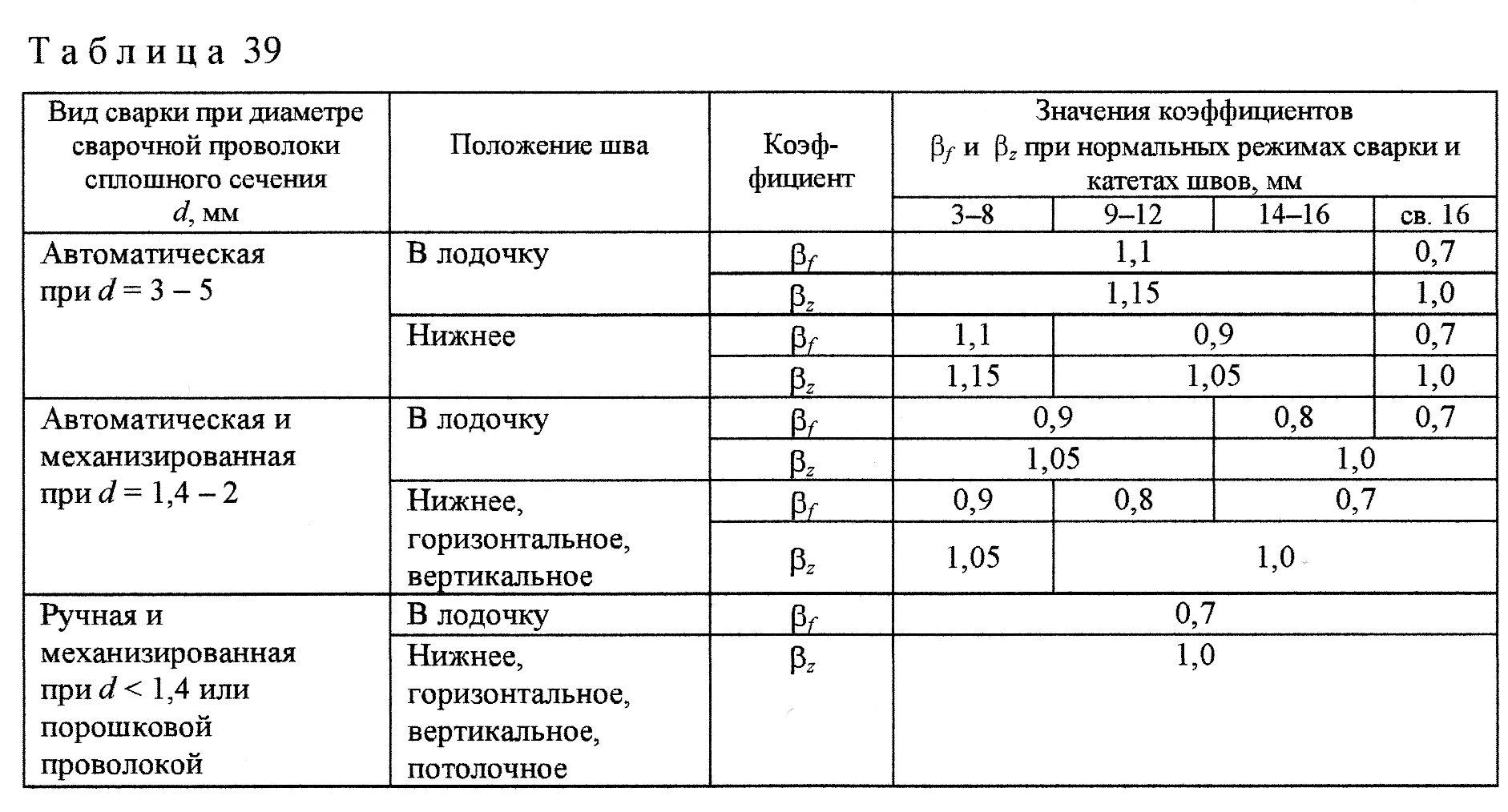 content_lang.display}} {{l10n_strings.AUTHOR}}
content_lang.display}} {{l10n_strings.AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Как правильно произвести расчет сварного соединения | PoweredHouse
Прочность сварных соединений зависит от прочности применяемых материалов, их свариваемости, правильного выбора сварочных материалов (электродов) в соответствии с физико-химическими свойствами основного металла, от способа сварки и режимов сварки, а также от типа сварного соединения и его размеров.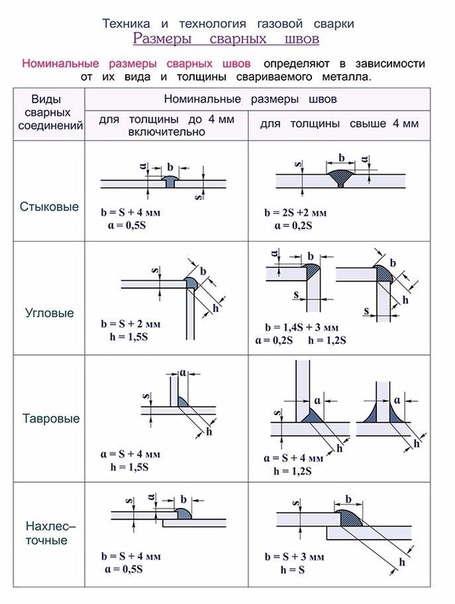
При расчете сварного соединения на прочность учитывают, что его надежность определяется прочностью наиболее слабого элемента. Таким элементом часто является не только металл шва, но и прилегающая к нему зона термического влияния. Ее прочность иногда ниже прочности основного метала. Поэтому при конструировании сварных изделий учитывают расположение сварного соединения относительно действующих сил, тип соединения, вид сварки и сварочные материалы. Правильное сочетание всех этих факторов дает возможность обеспечить равнопрочность всего сварного изделия.
Расчет сварных швов на прочность сводится к определению напряжений, возникающих в соединении от нагрузок. При проектировании сварных конструкций используют два основных метода расчета: по допустимым напряжениям и по предельным состояниям.
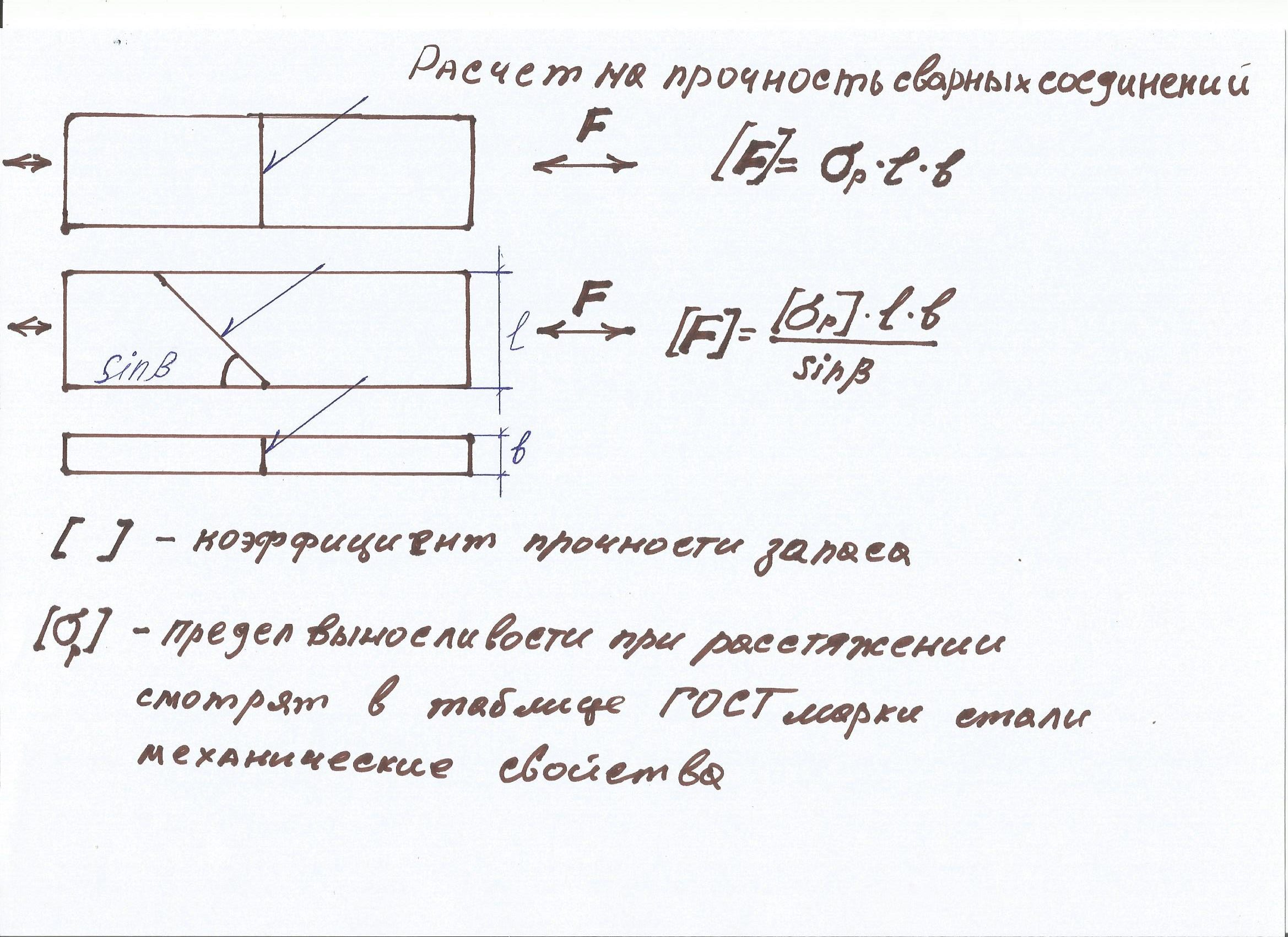
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:
При расчете потребуются следующие показатели:
- Yс — коэффициент преобладающих на рабочем месте условий.
 параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва; - Rу — сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru — сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N — максимально допустимая нагрузка, которую шов способен выдерживать;
- t — минимальная толщина материала свариваемых элементов;
- lw — наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу — определяемое в зависимости от предела прочности сопротивление.
 параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.
При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:
Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N — максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz — указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf — 0,7;
- Rwf — значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz — существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf — составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz — для всех марок стали составляет 0,85;
- с — коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf — указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw — исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.

Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G — вес наплавляемого металла, F — площадь поперечного сечения, Y — удельный вес присадки.
Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Читайте также:
Правильная заделка концов тросов U-образными зажимами
Правильный угол заточки сверла по металлу
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Маркировка болтов и гаек с расшифровкой
Слесарные тиски и их виды
Если нет шуруповерта. Как правильно монтировать гипсокартон электродрелью
Как отличить саморезы для дерева
Минимальный размер углового сварного шва в соответствии с таблицей AWS D1.1
Минимальный размер углового сварного шва в соответствии с таблицей AWS D1.1
Сварочное проектирование и проектирование
Минимальный размер углового сварного шва в соответствии с таблицей AWS D1. 1.
1.
Если размер галтели сварного шва не указан на техническом чертеже, применяются следующие общие рекомендации по п. АМС D1.1. Размеры сварных швов должны определяться исходя из конструктивных требований и уточняться.
Международные стандарты обычно не содержат требований или рекомендаций по минимальным размерам угловых швов.
Таблица. Минимальные размеры углового шва
| Толщина основного металла (T) a | Минимальный размер углового шва b | ||
в | мм | в | мм |
Т < 1/4 | Т < 6 | 1/8 дюйма | 3 с |
1/4 < T < 1/2 | 6 < Т < 12 | 3/16 | 5 |
1/2 < T < 3/4 | 12 < Т < 20 | 1/4 | 6 |
¾ < Т | 20 < Т | 5/16 | 8 |
Где:
T = Базовые материалы Толщина
Примечания
а. Для ненизководородных процессов без предварительного нагрева, рассчитанного в соответствии с 4.8.4, Т равна толщине соединяемой более толстой части; должны использоваться однопроходные сварные швы.
Для ненизководородных процессов без предварительного нагрева, рассчитанного в соответствии с 4.8.4, Т равна толщине соединяемой более толстой части; должны использоваться однопроходные сварные швы.
Для ненизководородных процессов, использующих процедуры, установленные для предотвращения растрескивания в соответствии с 4.8.4, и для низководородных процессов, T равна толщине более тонкой соединяемой части; однопроходное требование не применяется.
б. За исключением того, что размер сварного шва не должен превышать толщину более тонкой соединяемой части.
в.Минимальный размер циклически нагруженной конструкции должен составлять 3/16 дюйма [5 мм].
Какое минимальное расстояние между сварными швами? – Бездорожный магазин
Какое минимальное расстояние между сварными швами?
Требования к минимальному расстоянию между сварными швами отсутствуют. Цифра «снятая с воздуха», которая очень часто используется в сборочных цехах и на строительных площадках, заключается в том, что минимальное расстояние должно быть в три раза больше диаметра трубы.
Что такое кольцевой сварной шов?
Кольцевые сварные швы — это различные типы процессов дуговой сварки, применяемые при соединении двух труб по окружности во время поэтапного строительства трубопровода в зависимости от простоты реализации и фактора окружающей среды.Они используются для выполнения кольцевых сварных швов в трубопроводах и подземных системах.
Что такое щенок в трубопроводе?
Соединения Pup представляют собой трубы нестандартной длины, используемые для регулировки высоты полной длины насосно-компрессорных труб, бурильных труб, линейных труб или обсадных колонн. Их также отличает номинальный внешний диаметр самой трубы от ¾” до 20″ и более в зависимости от типа трубных изделий, с которыми они сопрягаются.
Что такое сварной шов?
Место соединения поверхности сварного шва и основного металла.
Какое минимальное расстояние между двумя сварными швами в трубе?
Минимальное расстояние между этими двумя стыками должно равняться единому диаметру трубы. Итак, если ваша труба 4″ NPS, расстояние должно быть 4″. Если это невозможно, оно должно быть не менее 1½”.
Итак, если ваша труба 4″ NPS, расстояние должно быть 4″. Если это невозможно, оно должно быть не менее 1½”.
Как рассчитать расстояние между трубами?
Даже если на трубе в трубной эстакаде нет фланца, расстояние должно основываться на учете фланца в трубе. Типичная формула для расстояния выглядит следующим образом: Расстояние = половина наружного диаметра фланца, который больше между двумя трубами + половина наружного диаметра другой трубы + толщина изоляции обеих труб + 25 мм (или 1 дюйм).
Что такое обхват?
(Запись 1 из 2) 1 : лента или ремень, опоясывающий тело животного для крепления чего-либо (например, седла) на его спине. 2а: мера вокруг тела человека, обхват которого больше среднего обхвата дерева. б : размер, габариты.Какой длины сустав для щенков?
OCTG – Муфта
| Спецификации муфты НКТ | |
|---|---|
| Внешний диаметр | номинальный диаметр от 0,75 до 4,5 дюймов, наружный диаметр |
| Вес | Стандартная или толстостенная |
| Длины | 2,3,4,6,8,10 12 футов (другие длины доступны по запросу) |
| Классы | J-55, N-80, N-80Q и T, L-80, P-110 |
Как называется короткий кусок трубы?
В сантехнике и трубопроводах ниппель представляет собой фитинг, состоящий из короткого отрезка трубы, обычно снабженного наружной трубной резьбой на каждом конце, для соединения двух других фитингов.
Что такое 4 позиции сварки?
Американское общество сварщиков выделяет четыре основных положения сварки: Плоское положение. Горизонтальная позиция. Вертикальное положение… Что такое положение сварки?
- Плоское положение.
- Горизонтальное положение.
- Вертикальное положение.
- Накладные расходы.
Какое минимальное расстояние между угловыми швами и основным металлом?
В состоянии после сварки расстояние между кромкой основного металла и носком сварного шва может быть менее 1/16 дюйма.(2 мм), при условии, что размер сварного шва можно четко проверить. 2.4.6 Прерывистые угловые сварные швы (минимальная длина). Минимальная длина прерывистого углового шва должна быть 1-1/2 дюйма.
Есть ли ограничение на размер сварного шва?
Спецификация AISC ограничивает размер сварного шва, а, равным tplif tpl< 1/4″ и tpl-1/16″, если tpl>1/4″, где tpl — минимальное расстояние, доступное для углового сварного шва. нога. SCM J2.2 имеет ряд других ограничений для угловых сварных швов, с которыми вам также необходимо ознакомиться.
нога. SCM J2.2 имеет ряд других ограничений для угловых сварных швов, с которыми вам также необходимо ознакомиться.
Каков минимальный размер сварного шва для AWS D1.1?
Минимальный размер углового сварного шва в соответствии с таблицей AWS D1.1. Если размер галтели сварного шва не указан на техническом чертеже, применяются следующие общие рекомендации. АМС D1.1. Размеры сварных швов должны определяться исходя из конструктивных требований и уточняться. Международные стандарты обычно не содержат требований или рекомендаций по минимальным размерам угловых швов. Таблица.
Какова минимальная длина прерывистого сварного шва?
2.4.6 Прерывистые угловые сварные швы (минимальная длина). Минимальная длина прерывистого углового шва должна составлять 1-1/2 дюйма (40 мм). 2.4.7 Завершения угловым сварным швом 2.4.7.1 Чертежи. Длина и расположение сварных швов, включая торцевые отводы или бокс, должны быть указаны на чертежах конструкции и рабочих чертежах.
 youtube.com/embed/BGwfuPk_QJg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/BGwfuPk_QJg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$элемент}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}} {{l10n_strings. DRAG_TEXT_HELP}}
DRAG_TEXT_HELP}}
{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$выбрать.выбранный.дисплей}} {{l10n_strings. CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}Развенчанные мифы о сварке — Максимальная толщина углового шва — Непрерывное образование, PDH для инженеров-строителей
Сколько угловых швов вы указываете для каждой конкретной работы? Уверены ли вы, что у вас есть полное и полное понимание целей положений кодекса, поскольку они применяются к максимально допустимому размеру углового сварного шва? Использование угловых сварных швов может стать настолько повторяющимся и инстинктивным, что мы часто указываем их, не задумываясь об определении того, соответствует ли их расчетная толщина намерениям положений кодекса.
На основной сессии SEU в феврале 2017 года Дуэйн Миллер, PE, из Lincoln Electric Company, представил миф о сварке, который необходимо знать инженерам-строителям . Дуэйн затронул множество тем, которые часто неправильно понимаются инженерами-строителями в отношении конструкции и деталей сварных соединений. Как он указал, многие из этих мифов имеют некоторые корни в истине, но некоторые из них верны лишь отчасти или могут быть полностью ложными.
Как он указал, многие из этих мифов имеют некоторые корни в истине, но некоторые из них верны лишь отчасти или могут быть полностью ложными.
Восьмой миф, который рассмотрел Дуэйн, гласит, что «Угловые сварные швы не могут быть больше, чем толщина стали, на которой они расположены», или «Угловые сварные швы не могут быть больше, чем на 1/16 дюйма меньше, чем толщина стали, на которой они расположены». расположены.Эти утверждения основаны на истине, но не могут применяться повсеместно.
Верно, что в разделе J2.2b AISC 360-10 указано, что «Максимальный размер угловых сварных швов соединяемых деталей должен быть: (a) вдоль краев материала толщиной менее ¼» (6 мм); не более толщины материала, (b) вдоль краев материала толщиной ¼ дюйма (6 мм) или более; не больше, чем толщина материала минус 1/16 дюйма (2 мм), если на чертежах специально не указано, что сварной шов должен выполняться для получения полной толщины.В состоянии после сварки расстояние между кромкой основного металла и кромкой сварного шва может быть менее 1/16 дюйма (2 мм) при условии, что размер сварного шва можно четко проверить». Однако Дуэйн объяснил цель положения кодекса и историю, стоящую за этим мандатом.
Однако Дуэйн объяснил цель положения кодекса и историю, стоящую за этим мандатом.
В прошлом стало очевидным, что некоторые сварщики создавали некачественные сварные швы, когда шов располагался на стыке внахлестку. Сварщик смог расплавить угловую часть стали и создать сварной шов, который визуально выглядел как правильный размер, но на самом деле не имел необходимой требуемой толщины шва.Чтобы решить эту проблему, Кодекс был изменен, чтобы требовать, чтобы максимальная толщина сварного шва была на 1/16 дюйма меньше толщины стали, чтобы предотвратить возникновение этих некачественных сварных швов. Это положение специально применяется только к тем обстоятельствам, когда сварка происходит на кромке.
Дуэйн привел пример, когда это положение НЕ применяется, например, в случае тройникового соединения, как показано на слайде ниже. В этом случае инженер может спроектировать угловой шов любого необходимого размера, поскольку сварка происходит не на краю стали, а на поверхности стали. Это прекрасное напоминание о том, что мы, как инженеры, должны всегда помнить о намерениях положений кода и избегать рефлексивных конструкций по привычке, а не по твердому пониманию.
Это прекрасное напоминание о том, что мы, как инженеры, должны всегда помнить о намерениях положений кода и избегать рефлексивных конструкций по привычке, а не по твердому пониманию.
Расчет размера сварного шва (американский стандарт) — 2016
Программное обеспечение рассчитывает размер сварного шва и размер шва для всех узлов сетки на пересекающейся кромке заделываемой детали на основе следующей процедуры.
- Установите локальную систему координат сварных соединений (WJC) в каждом узле.
- Определите толщину основного материала, t b , как толщину оболочки концевой детали.
- Определить площадь сварного шва A w на единицу длины:
- Односторонние сварные швы (SS): A w = t w , где t w — ширина сварного шва.
- Двусторонние сварные швы (DS): A w = 2 × t w
- Определить модуль сопротивления сечения сварного шва S w на единицу длины:
- Угловые швы DS: S w = t w x t b
- Сварные швы DS: S w = (4 / 3) × (t w 3 / t b ) – 2 × t w 2 + t 902 x 902 t w 90
- Угловой или разделочный шов из нержавеющей стали: S w = t w 2 / 6
- Рассчитайте составляющие силы и момент на основе локальной системы WJC для каждого узла на пересекающемся ребре оконечной детали. Для сварных швов DS разделите эти усилия на 2 (расчеты производятся на единицу длины сварного шва, а не на единицу длины сварного соединения).
- F s = поперечная сила вдоль местной оси U s .
- F w = поперечная сила вдоль местной оси U w .
F j = нормальная сила вдоль местной оси U j . Положительные значения F j указывают на то, что верхняя поверхность заделываемой оболочки сжимается.
M w = Узловой изгибающий момент относительно локальной оси сварного шва U w . Положительные значения M w указывают на то, что верхняя поверхность торцевой оболочки находится в растянутом состоянии.
- Рассчитайте узловую длину L n для каждого узла как сумму ½ расстояния до каждого соседнего узла.
- Рассчитайте компоненты напряжения на единицу длины на основе узловой длины для каждого узла:
- f s = (F s / L n ) / A w
- f w = (F w / L n ) / A w
- f j = (F j / L n ) / A w + ((M w / L n ) / S w )
- Рассчитайте результирующее напряжение на единицу длины сварного шва, f , сварной шов :
- f сварной шов = sqrt ( f s 2 + f w 2 + f j 2 )
- Решите для требуемого сечения сварного шва, t w , для каждого узла на пересекающейся кромке оконечной детали, задав f сварной шов = f допустимый , где f допустимый — допустимая прочность электрода на сдвиг.
Допустимая прочность на сдвиг для материала электрода рассчитывается как: Предельная прочность на сдвиг / коэффициент безопасности. Инженерные проекты, регулируемые конкретными нормами, должны соответствовать предусмотренным в них минимумам и стандартам.
- Рассчитайте размер сварного шва, s, в каждом узле на пересекающейся кромке оконечной детали:
- Сварные швы SS или DS с разделкой кромок: s = t w
- SS или DS 45 ° угловые сварные швы: s = sqrt(2) × t w
 Для сварных швов DS разделите эти усилия на 2 (расчеты производятся на единицу длины сварного шва, а не на единицу длины сварного соединения).
Для сварных швов DS разделите эти усилия на 2 (расчеты производятся на единицу длины сварного шва, а не на единицу длины сварного соединения).
Технические характеристики конструкции Вопросы и ответы
Этот набор вопросов и ответов с несколькими вариантами ответов (MCQ) по проектированию стальных конструкций посвящен «Техническим условиям проектирования».
1. Какие из следующих предположений не являются допущениями, сделанными при анализе сварных соединений?
а) сварные швы, соединяющие различные соединения, однородны, изотропны
б) детали, соединенные сваркой, являются жесткими
в) учитываются только напряжения от внутренних сил
г) влиянием остаточных напряжений пренебрегают : Следующие допущения сделаны при анализе сварных соединений: (i) сварные швы, соединяющие различные соединения, являются однородными, изотропными и упругими элементами, (ii) детали, соединенные сварным швом, являются жесткими, и их деформациями пренебрегают, (iii) только напряжения от учитываются внешние силы. Влиянием остаточных напряжений, концентрации напряжений и формы сварных швов пренебрегают.
Влиянием остаточных напряжений, концентрации напряжений и формы сварных швов пренебрегают.
2. Минимальный размер углового шва должен _______
a) быть не менее 3 мм
b) быть менее 3 мм
c) быть менее 2 мм
d) превышать толщину более тонкой соединяемой части
Посмотреть ответ
Ответ: a
Пояснение: Минимальный размер углового шва должен быть не менее 3 мм и не более толщины соединяемой более тонкой части.
3. Максимальный размер углового шва получается _______
а) добавлением 1.5 мм к толщине более тонкого соединяемого элемента
b) прибавить 3 мм к толщине более тонкого соединяемого элемента
c) вычесть 3 мм из толщины более тонкого соединяемого элемента
d) вычесть 1,5 мм из толщины более тонкого соединяемого элемента
Просмотр Ответ
Ответ: d
Объяснение: Максимальный размер углового сварного шва получается путем вычитания 1,5 мм из толщины более тонкого соединяемого элемента. Максимальный размер сварного шва не должен превышать 3/4 толщины сечения в носке, когда сварные швы применяются к круглому носку стальных профилей.
4. Какова минимальная указанная длина углового шва?
a) в два раза больше размера сварного шва
b) в четыре раза больше размера сварного шва
c) в шесть раз больше размера сварного шва
d) в два раза меньше размера сварного шва
Просмотр Ответ
Ответ: b
Объяснение: Согласно коду IS , фактическая длина углового шва не должна быть менее чем в четыре раза больше размера шва. Если это требование не выполняется, размер сварного шва должен составлять одну четвертую эффективной длины.
5.Расчетная длина углового шва _______
а) равна общей длине плюс удвоенный размер сварного шва
б) удвоенная общая длина плюс удвоенный размер сварного шва
в) равна общей длине минус удвоенный размер сварного шва
d) удвоенная общая длина минус удвоенный размер сварного шва
View Answer
Ответ: c
Пояснение: Эффективная длина углового шва принимается равной общей длине минус удвоенный размер сварного шва. Вычет сделан для того, чтобы учесть образование кратеров на концах свариваемой длины.
Вычет сделан для того, чтобы учесть образование кратеров на концах свариваемой длины.
6. Торцевые возвраты выполнены ________
а) равным удвоенному размеру сварного шва
б) равным половине размера сварного шва
в) равным размеру сварного шва
г) равным тройному размеру сварного шва
Посмотреть ответ
Ответ: a
Объяснение: Концевые возвраты делаются равными удвоенному размеру сварного шва, чтобы уменьшить длину сварных швов от высоких концентраций напряжений на концах.
7. Что из нижеперечисленного неверно в отношении фактической толщины шва сварного шва?
а) Эффективная толщина шва не должна быть менее 3 мм
б) Она не должна превышать 0.7t или 1t, где t — толщина более тонкой пластины свариваемых элементов
c) Эффективная толщина шва = K x размер сварного шва, где K — постоянная
d) Эффективная толщина шва = K x (размер сварного шва) 2 , где K — константа
Посмотреть ответ
Ответ: d
Пояснение: Эффективная толщина шва — это кратчайшее расстояние от корня углового шва до лицевой стороны схематического шва (линия, соединяющая носки). Эффективная толщина шва не должна быть менее 3 мм и не должна превышать 0.7т или 1т, где t — толщина более тонкой пластины свариваемых элементов. Эффективная толщина шва = K x размер сварного шва, где K — константа, зависящая от угла между поверхностями сплавления.
Эффективная толщина шва не должна быть менее 3 мм и не должна превышать 0.7т или 1т, где t — толщина более тонкой пластины свариваемых элементов. Эффективная толщина шва = K x размер сварного шва, где K — константа, зависящая от угла между поверхностями сплавления.
8. Эффективная толщина шва в K раз больше размера сварного шва. Чему равно значение К, если угол между гранями сплавления равен 80°?
а) 0,5
б) 0,65
в) 0,7
г) 1
Посмотреть ответ
Объяснение: Значение K меняется в зависимости от угла между поверхностями сплавления. Значения K для разных углов между поверхностями сплавления:
| Угол между поверхностями сплавления | 60°-90° | 91°-100° | 101˚-106˚ | 107˚-113˚ | 114˚-120˚ |
| К | 0.7 | 0,65 | 0,6 | 0,55 | 0,5 |
9. Длина нахлеста пластин, подлежащих угловому сварному шву внахлестку ____
а) должна быть не менее 4-кратной толщины более тонкой части
б) должна быть менее 4-кратной толщины более тонкой части
в) должна быть быть менее 2-кратной толщины более тонкой части
d) не должна быть менее 2-кратной толщины более тонкой части
View Answer
Ответ: a
Пояснение: быть не менее чем в 4 раза толще более тонкой части.
10. Какой из следующих вариантов неверный?
а) Эффективная длина разделочного шва должна быть не менее чем в 4 раза больше размера сварного шва
б) Эффективная длина разделочного шва должна быть менее чем в 4 раза больше размера сварного шва
в) Эффективная длина прерывистого сварного шва должна быть не менее чем в 4 раза размер сварного шва
d) Эффективная длина прерывистого сварного шва должна быть не менее 80 мм.Эффективная длина прерывистого сварного шва должна быть не менее чем в 4 раза больше размера сварного шва, но не менее 40 мм.
Sanfoundry Global Education & Learning Series – Проектирование стальных конструкций.
Для практики во всех областях проектирования стальных конструкций, здесь представлен полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Минимальная длина и интервал для приварных патрубков
Минимальная длина и интервал для приварных патрубков
Минимальная длина и расстояние без усиления
| NPS из Форсунка | Центр сопла – Конец хода A | О. D. пробега D. пробега – Конец сопла B | Н.Д. к О.Д. Сопло C |
| 2,1/2 | 114 | 76 | 76 |
| 3 | 127 | 89 | 89 |
| 4 | 152 | 102 | 102 |
| 5 | 178 | 114 | 114 |
| 6 | 203 | 127 | 127 |
| 8 | 254 | 152 | 152 |
| 10 | 305 | 178 | 178 |
| 12 | 356 | 203 | 203 |
| 14 | 381 | 216 | 216 |
| 16 | 432 | 229 | 229 |
| 18 | 483 | 254 | 254 |
| 20 | 533 | 279 | 279 |
| 24 | 610 | 305 | 305 |
| Таблица 1–3 | |||
Минимальная длина и шаг с усилением
| NPS из Форсунка | Центр сопла – Конец хода A | О. D. пробега D. пробега – Конец сопла B | Н.Д. к О.Д. Сопло C |
| 2,1/2 | 152 | 114 | 152 |
| 3 | 178 | 127 | 178 |
| 4 | 203 | 140 | 203 |
| 5 | 241 | 152 | 241 |
| 6 | 279 | 165 | 279 |
| 8 | 356 | 203 | 356 |
| 10 | 432 | 241 | 432 |
| 12 | 508 | 279 | 508 |
| 14 | 559 | 305 | 559 |
| 16 | 635 | 330 | 635 |
| 18 | 711 | 356 | 711 |
| 20 | 787 | 381 | 787 |
| 24 | 914 | 406 | 914 |
| Таблица 2–3 | |||
Минимальная длина и расстояние Внутренне усиленный
| NPS из Форсунка | Центр сопла – Конец хода A | О. D. пробега D. пробега – Конец сопла B | Н.Д. к О.Д. Сопло C |
| 2,1/2 | 140 | ПТР Стандарт | 76 |
| 3 | 152 | 76 | |
| 4 | 178 | 89 | |
| 5 | 203 | 102 | |
| 6 | 254 | 127 | |
| 8 | 305 | 152 | |
| 10 | 356 | 178 | |
| 12 | 406 | 216 | |
| 14 | 432 | 229 | |
| 16 | 483 | 254 | |
| 18 | 533 | 279 | |
| 20 | 584 | 305 | |
| 24 | 660 | 356 | |
| Таблица 3–3 | |||
Примечания. .
.
- MFR = Производитель
- Все сварные швы патрубков должны быть проверены на соответствие требованиям применимых норм.
- Предпочтительно, чтобы несколько отводных отверстий рядных сопел располагались на расстоянии друг от друга, чтобы их зоны усиления не перекрывались. Если необходимы более точные спецификации, должны быть соблюдены требования к армированию применимых строительных норм и правил.
- Некоторые конфигурации насадок с цельным усилением в сочетании с определенными размерами коллектора могут представлять проблему при радиографическом исследовании сварного шва из-за невозможности выполнения требований строительных норм и правил в отношении геометрической нерезкости.
- Если задействованы такие приспособления, как фланцы, фитинги, клапаны и изоляция труб, минимальные размеры, указанные в таблице, возможно, придется увеличить, чтобы обеспечить требуемые зазоры.
- В особых случаях можно уменьшить размеры, указанные в таблицах. Затем такой проект должен быть представлен изготовителю для индивидуального рассмотрения, поскольку близкое расстояние может потребовать дополнительных операций в цеху для предотвращения или исправления деформации.
- Форсунки с цельным усилением считаются коммерчески доступными типами.
- В случае различных диаметров патрубков размер С следует определять на основе большего из двух соседних патрубков.
 Затем такой проект должен быть представлен изготовителю для индивидуального рассмотрения, поскольку близкое расстояние может потребовать дополнительных операций в цеху для предотвращения или исправления деформации.
Затем такой проект должен быть представлен изготовителю для индивидуального рассмотрения, поскольку близкое расстояние может потребовать дополнительных операций в цеху для предотвращения или исправления деформации.Определенные материалы и сочетания размеров сопла и коллекторной трубы и толщины стенок, а также несколько отводных отверстий, приваренных к коллектору, могут привести к деформации коллекторной трубы.
.