что это такое, способы расчета и влияние размеров на прочность шва
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов.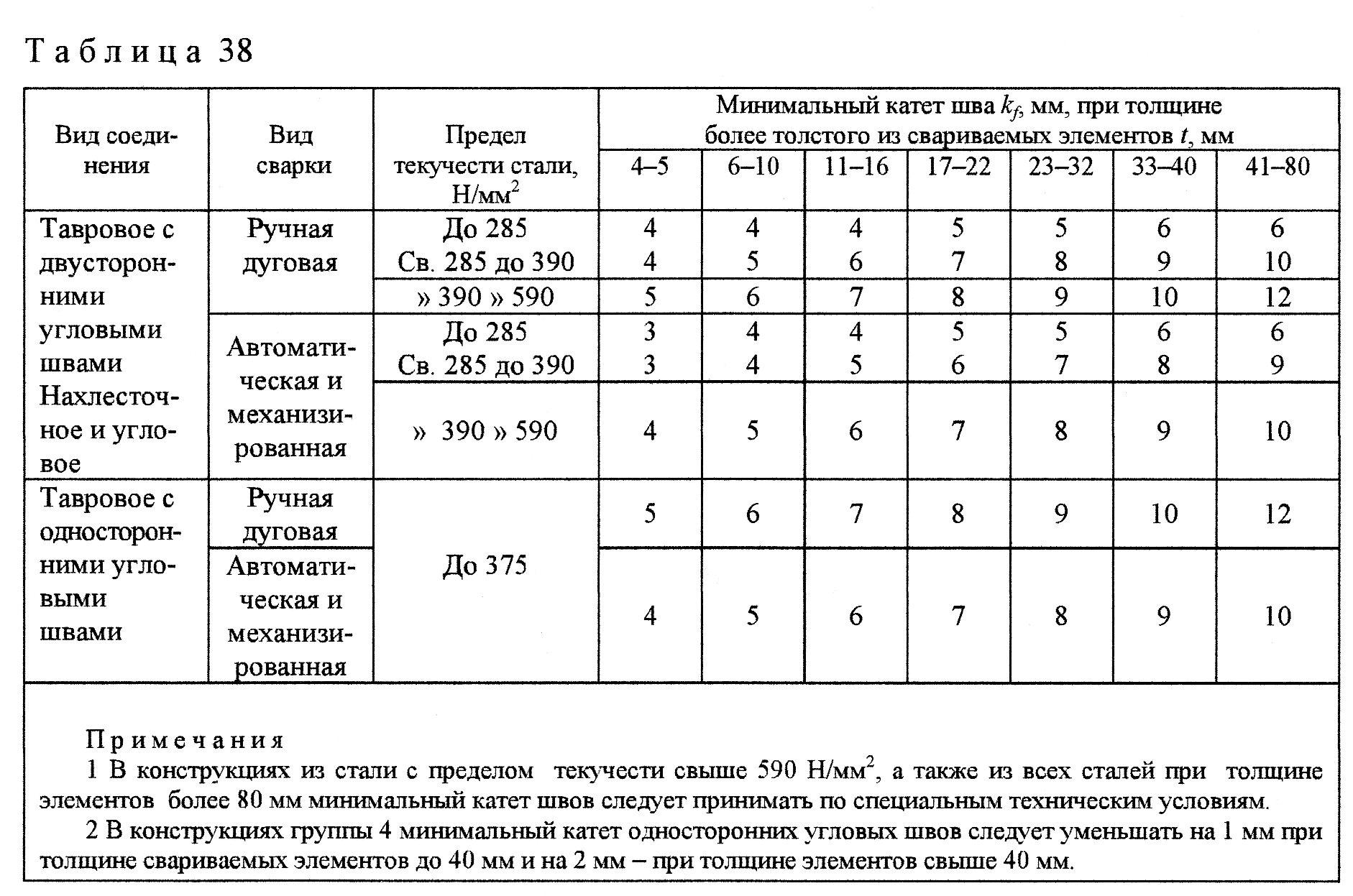 Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина — размер наваренной между двумя деталями линии в поперечном сечении;
- высота — расстояние между началом стыка и гипотенузой;
- выпуклость — длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень — максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара — определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке — расстояние между кромкой соединения и поверхностью второй заготовки.

Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Зависимость качества сварки от параметров настройки аппарата
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Расчет катета
Чтобы избежать ошибок и изготовить действительно качественную, способную выдерживать высокие нагрузки металлоконструкцию необходимо предварительно рассчитать какой должен быть катет сварного шва.
От этого показателя непосредственно зависят прочностные характеристики создаваемых изделий, в частности:
- нельзя увеличивать наплавление, поскольку от этого существенно изменяются в худшую сторону прочностные характеристики;
- если повысить ширину охвата, то сразу же расширяется площадь нагревания и соответственно расплавляется большее количество металла. В результате это становится причиной деформации всей конструкции;
- слишком большие ширина и высота сварных швов существенно повышают количество расходуемых материалов, а если речь идет о массовом производстве, то такие затраты попросту недопустимы;
- при сваривании заготовок разной толщины очень важно определить значение катета, и рассчитывать его нужно с учетом геометрических параметров детали, которая тоньше;
- слишком узкие шовные соединения не обладают должной прочностью и понижают качество всей конструкции. Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
 Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.
Особенно важно это в случаях, когда готовые изделия будут подвергаться постоянным нагрузкам.Расчет катета сварного шва позволяет еще до начала сварочных работ определить какими прочностными свойствами будет обладать металлоконструкция. Кроме этого и с финансовой точки зрения наличие таких показателей необходимо. Вплоть до копейки можно рассчитать себестоимость работ, обеспечивая экономию на расходе электроэнергии и комплектующих.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.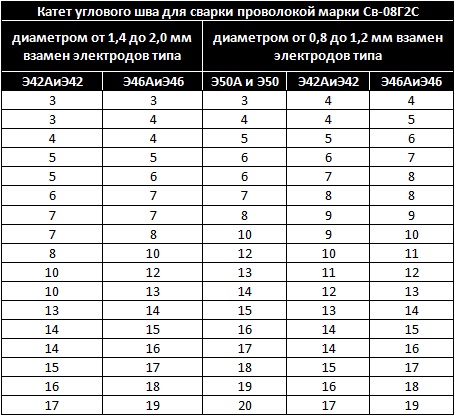
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Читать также: Основные элементы спирального сверла
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
 Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
В качестве подручного прибора для измерения катетов может служить готовый шаблон. Если быть точным, то практическое значение имеет не один шаблон, а целый набор.
В самой простой конструкции шаблон представляет собой набор пластин, скрепленных одним концом. На другом конце выполнены прорези, соответствующие форме поперечного среза шва. Мастер поочередно прикладывает шаблоны к заготовке и определяет максимально соответствующий из них. На каждом шаблоне нанесен размер соответствующего катета.
На каждом шаблоне нанесен размер соответствующего катета.
Существует еще несколько приборов, которые по своему принципу действия представляют шаблоны, только способ измерения катетов у них несколько отличается. Шаблон Красовского предназначен для определения зазоров между заготовками. Универсальный шаблон сварщика (УНС-2) – набор пластин с вырезами. По форме выпуклой гипотенузе можно определить длину катетов. Шаблон Маршака-Ушерова позволяет измерить не только катет, но и определить корень шва. Этот прибор считается самым универсальным из всех описанных выше.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.
Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Тавровое сварное соединение
Часто возникает необходимость соединить элементы, которые расположены в разных плоскостях. Наилучшее решение в этом случае — тавровое соединение, где торец одной заготовки примыкает под прямым или иным углом к другой. Типы подобных соединений различаются в пределах 9 видов, предусмотренных ГОСТом. Тавровое соединение требует глубокого проплавления в месте стыка, шов обычно делают автоматической сваркой или же заранее подготавливают кромки, например, угловым швом, который можно сделать вручную, или стыковым. Вид шва, которым было произведено соединение, влияет на его расчет. Здесь во внимание принимается тот факт, что место сварки, предварительно обработанное, будет намного прочнее основного металла.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
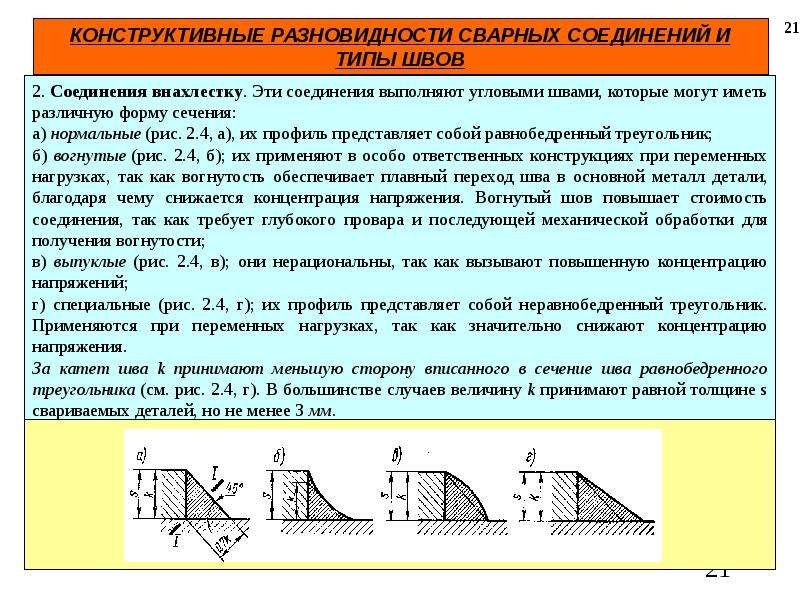
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.
Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
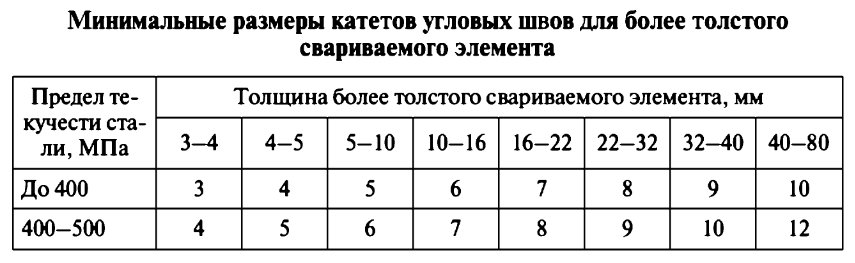
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.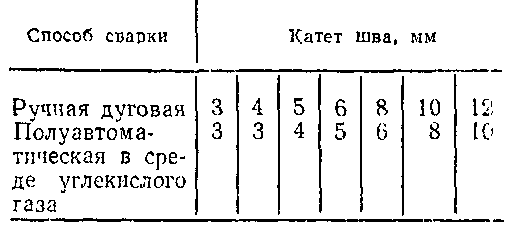
ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула: L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.

На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
Геометрия шва
Катет шва должен соответствовать геометрическим параметрам, указанным в нормативных документах. По ним же осуществляются математические расчеты основных геометрических характеристик по формулам и таблицам.
Параметры сварного шва.
Геометрия сварочного стыка определяется типом соединения. От типа и размеров свариваемых деталей будет зависеть сечение стыка.
На производстве все параметры и прочность соединений рассчитывают с помощью формул. В домашних условиях можно ограничиться готовыми шаблонами.
Наиболее удобным и распространенным является универсальный шаблон, представляющий собой набор скрепленных между собой пластинок. Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
Поочередно прикладывая их к поверхности изделий, выбирают ту, которая наиболее плотно к ним прилегает.
При сварке металлических конструкций, не требующих высокой прочности и надежности, минимальный размер шва определяют исходя из толщины металла.
Оценить контакт на глаз очень просто. Обычно он соответствует толщине металла. Так, для сварки изделий толщиной 7 мм, катет также должен равняться 7 мм. Можно провести и более точные расчеты, воспользовавшись соответствующей формулой.
После выполнения расчетов выбирают необходимый ток и напряжение, после приступают к сварке.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной.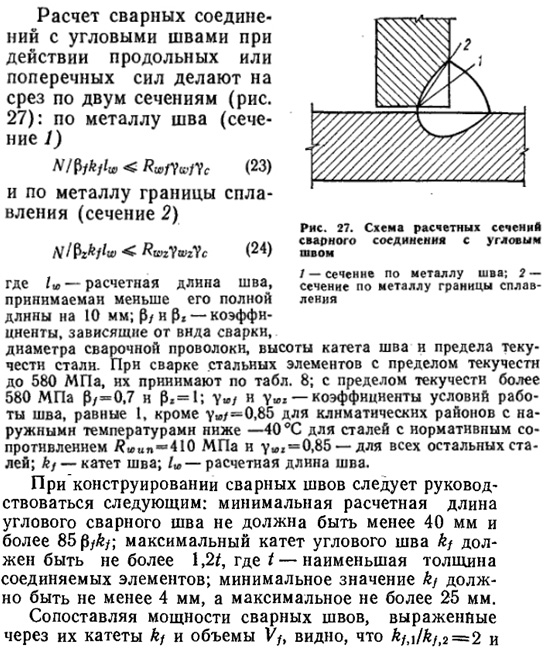 Только при этом разница между двумя показателями не должна превышать нормативных значений.
Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Как проверить качество шва и сварочных работ
Чтобы сварное соединение получилось надежным и прочным недостаточно только правильно рассчитать параметры катета. Важно также строго соблюдать технологию сваривания и следить, чтобы по всей протяжности швы были однородными и равномерными.
Существует несколько способов как проверить катет сварного шва на прочность и долговечность. Самыми популярными и часто применяемыми являются два метода:
- разрушающий. На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
- неразрушающий. Этот способ контроля включает визуальный осмотр соединения, исследования с использованием магнитных волн, ультразвука и другого специализированного оборудования.
 На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;
На специальных макетах проводятся разного рода испытания, по результатам которых определяется прочность стыков и конструкций в целом. Это могут быть повышенные механические нагрузки, химические, металлографические и другие исследования;Визуальный контроль не требует особых навыков и наличия дорогостоящих приборов. Но его недостаточно для того, чтобы обнаружить присутствующие дефекты и неточности. Избежать образования на сварочном шве изъянов можно, если соблюдать при его создании некоторые правила:
- в месте сваривания не должно быть сквозняка и сильного ветра, поскольку это первые причины возникновения пор в соединительном стыке;
- сварочный ток превышать нельзя — это нарушает структуру металла;
- в зависимости от толщины металла необходимо правильно выбирать зазор;
- дугу лучше всего использовать короткую;
- при работе с постоянным током нельзя допускать чтобы на металл или электроды попадала вода;
- следить за тем, чтобы на всей протяженности шва одинаковой была его ширина. Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
- контролировать глубину провара, она должна быть равномерной. В противном случае могут возникнуть внутренние трещины;
- правильно подбирать электроды для сварки. Касается это как диаметра, так и состава металлического стержня. Для выпуклых валиков подойдут электроды, которые при расплавлении образуют вязкую и густую консистенцию. Если расплав очень жидкий, то линия получится вогнутой.
 Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;
Даже при малейших отклонениях неравномерно будут распределяться нагрузки и возрастают риски появления трещин и полного разрушения сварочного стыка;От режима работы во многом зависит качество сварки и форма шовного соединения. Если нужно увеличить глубину и уменьшить ширину шва, то достичь этого можно при повышении скорости передвижения электрода. Когда наоборот глубину необходимо уменьшить и ширину сделать больше, то просто следует изменить напряжение.
Придерживаясь этих простых рекомендаций в сочетании с правильно выполненными расчетами можно не сомневаться в качестве и высоких прочностных показателях сварочного стыка.
Профессиональные сварщики на крупных производственных объектах до миллиметра определяют геометрические параметры и технические характеристики будущего шва. Но если нарушать сварочные технологии и игнорировать контрольные проверки, то даже самые точные расчеты шовных соединений не обеспечат гарантии качества сварных конструкций.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.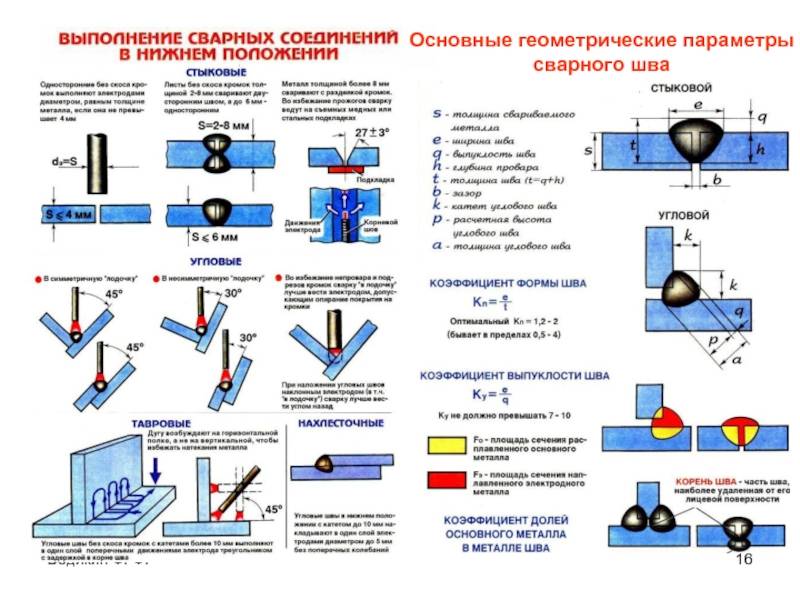
Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Сварной шов т7 гост 14771 76.
ГОСТ 14771-76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
Издание официальное
Стандартинформ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дуговая сварка в защитном газе
СОВДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Gas-shielded arc welding.
Main types, design elements and dimensions MKC 25.160.40
ГОСТ 14771-69
Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта от 18.06.92 № 553
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН — в инертных газах, неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Издание официальное Перепечатка воспрещена
Издание (декабрь 2006 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г.,
январе 1989 г. (ИУС 6-82, 3-87, 4-89).
© Издательство стандартов, 1976 © Стандартинформ, 2007
готовлен]
Характер
Форма поперечного сечения
Условное обозначение сварного соединения | ||||
С отбортовкой двух кромок
Односторонний
С отбортовкой одной кромки
Т///Ж\м //Х1$л\ч
Односторонний
Без скоса кро-
Односторонний
Односторонний
Двусторонний
ГОСТ 14771-Тб
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное
обозначение
сварного
соединения
Односторонний
Односторонний
Со скосом одной кромки
Односторонний
Односторонний
замковый
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
Двусторонний
метричными скосами одной кром-
ГОСТ 14771-Тб С.
4 ГОСТ 14771-Тб
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное
обозначение
сварного
соединения
С ломаным скосом двух кромок
С двумя симметричными скосами двух комок
С двумя симметричными кри-
Двусторонний
сами двух кромок
С двумя симметричными ло-
двух кромок
С отбортовкой одной кромки
Односторонний
Без скоса кромок
подготовленных | Характер выполненного шва | |
Без скоса кромок | Двусторонний | |
Со скосом одной кромки | Односторонний | |
Двусторонний | ||
С двумя симметричными скосами одной кромки | ||
Со скосом двух кромок | Односторонний | |
Двусторонний | ||
Без скоса кромок | Односторонний |
Форма поперечного сечения
Толщина свариваемых деталей, мм, да способов сварки
Условное
обозначение
0,8-12,0
ГОСТ 14771-Тб
Характер
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное
обозначение
Без скоса кро-
Двусторонний
Односторонний
1
Со скосом одной кромки
»
Двусторонний
1
метричными скосами одной кромки
Двусторонний
Односторонний
Без скоса кро-
Двусторонний
0,8-10,0
тз
ГОСТ 14771-Тб С. Размер для справок
Размер для справок
+ 1,0
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | е, не более | |||||||||||
подготовленных кромок свариваемых | шва сварного соединения | |||||||||||||
Таблица 6
-Ё о я я я »
Способ сварки | ||||||||||||||||
рр
Размеры, мм
С.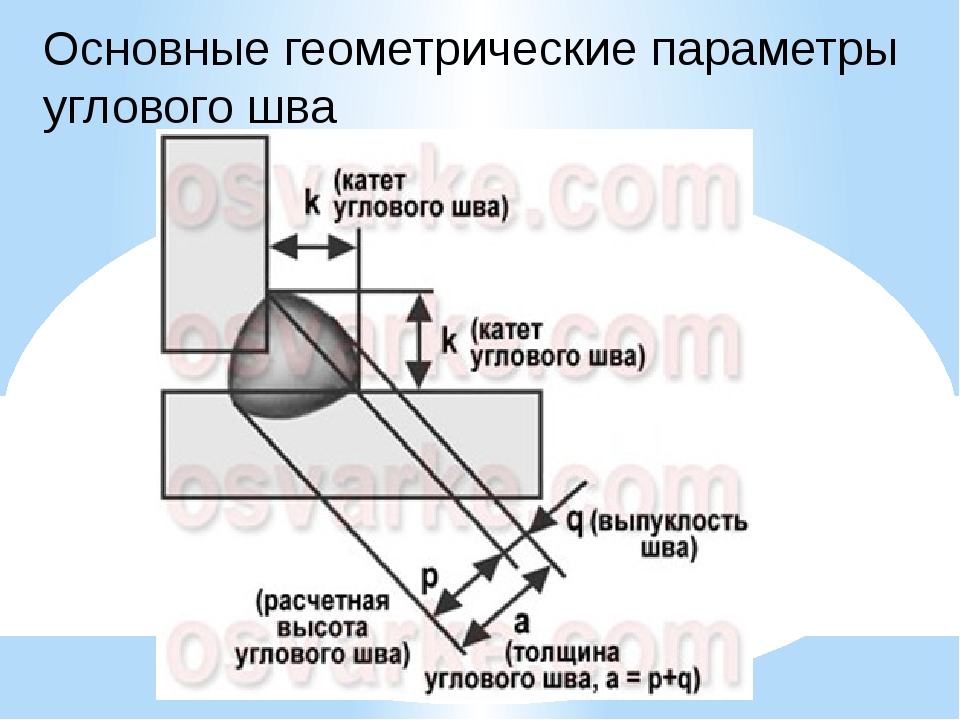 Размер для справок
Размер для справок
Размеры, мм
Таблица 31
Размеры, мм
Таблица 32
Таблица 33
Размеры, мм
Таблица 34
Размеры, мм
Таблица 35
ГОСТ 14771-Тб С. 27
Размеры, мм
28 ГОСТ 14771-76
Таблица 38
Размеры, мм
Таблица 39
Таблица 40
Размеры, мм
Таблица 41
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
Пред. откл.
тз
1
ИНп, ИП, УП
6,0-20,0
+ 1,0
+2,0
Размеры, мм
Таблица 43
ая
Способ сварки
Пред. откл.
Пред. откл.
Размеры, мм
С. 32 ГОСТ 14771-76
Таблица 46
Условное
обозначение
сварного
соединения
Конструктивные элементы
подготовленных кромок свариваемых деталей
шва сварного соединения
+ 1,0
+ 1,0
+2,0
Таблица 48
(Измененная редакция, Изм. № 1, 2, 3).
№ 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым проводится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует проводить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10,
Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = (5+2) мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна проводиться так же, как деталей
одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.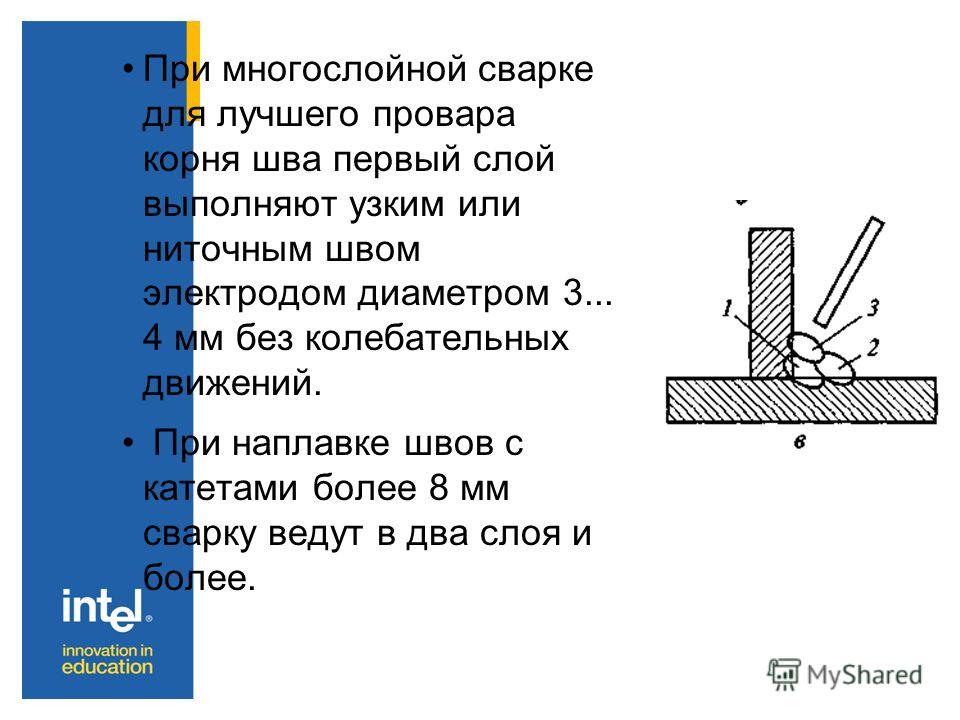
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину Sj должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и К\ должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. 4), установленного при проектировании.
При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. 4), установленного при проектировании.
Примечание. Катетом К п является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К п принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм — для деталей толщиной до 4 мм;
0,1 s + 0,5 мм — для деталей толщиной 5-25 мм;
3 мм — для деталей толщиной 25-50 мм;
0,04 s + 1,0 мм — для деталей толщиной 50-100 мм;
0,01 s + 4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8-1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.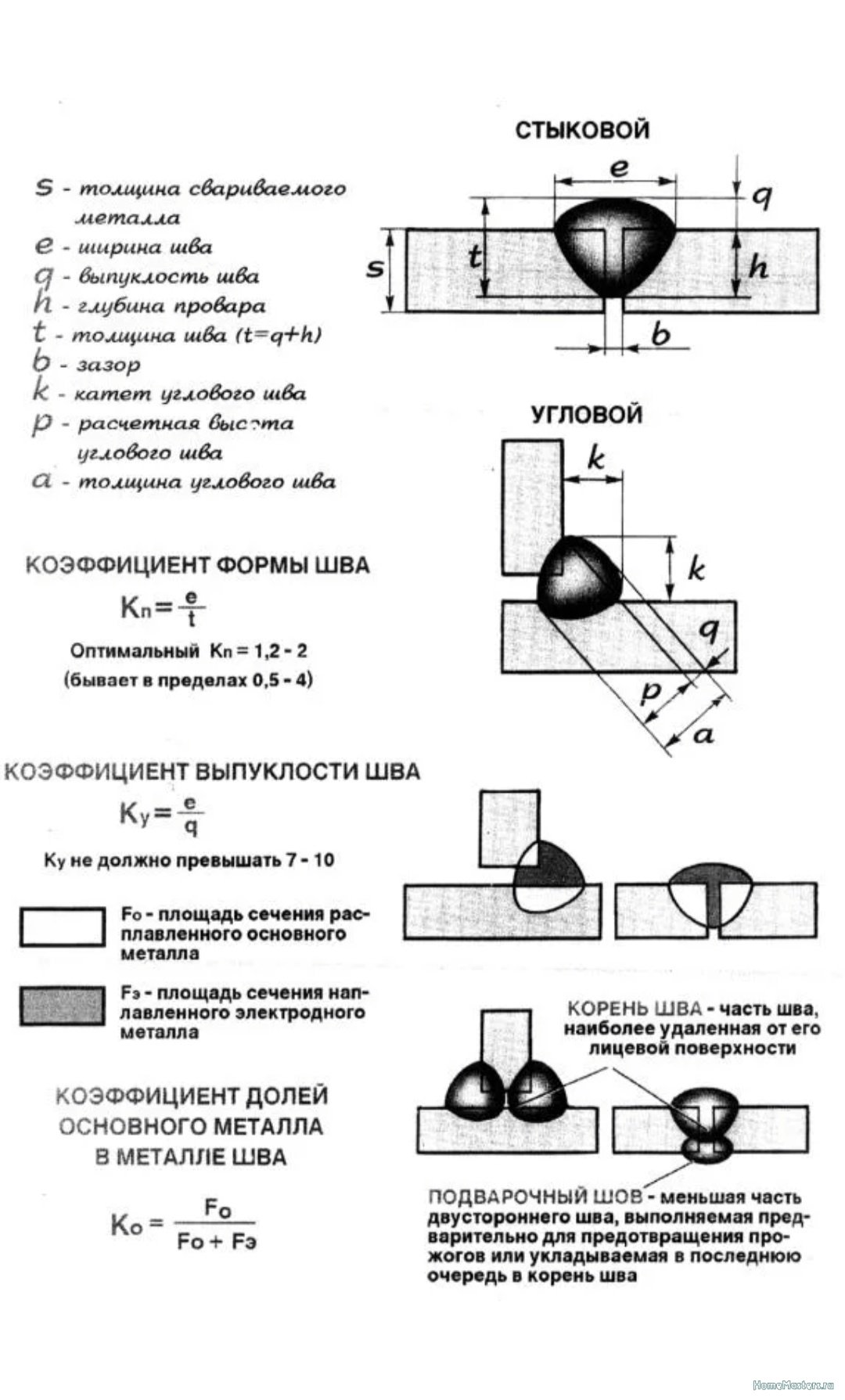
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 3.
14-16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е±.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°. При этом соответственно может быть изменена ширина шва е, в\.
При этом соответственно может быть изменена ширина шва е, в\.
17-19. (Введены дополнительно, Изм. № 3).
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
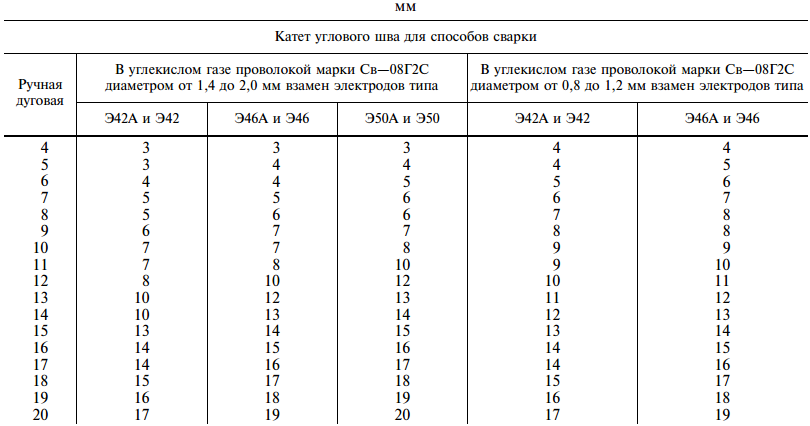
Катет углового шва для способов сварки
В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа | В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа | ||||
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению
разрыву основного металла
ПРИЛОЖЕНИЯ 1-3. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. № 3).
Редактор В.Н. Копысов Технический редактор Л.А. Гусева Корректор М.В. Бучная Компьютерная верстка Л.А. Круговой
Подписано в печать 15.01.2007. Формат 60 х 84 У 8 . Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 4,65. Уч.-изд. л. 4,20. Тираж 128 экз. Зак. 33. С 3576.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4. Набрано во ФГУП «Стандартинформ» на ПЭВМ.
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6
5. При выполнении корня
многослойного шва способом сварки, отличным от основного способа, которым
производится заполнение разделки кромок, значения конструктивных элементов
сварного соединения необходимо выбирать по основному способу сварки.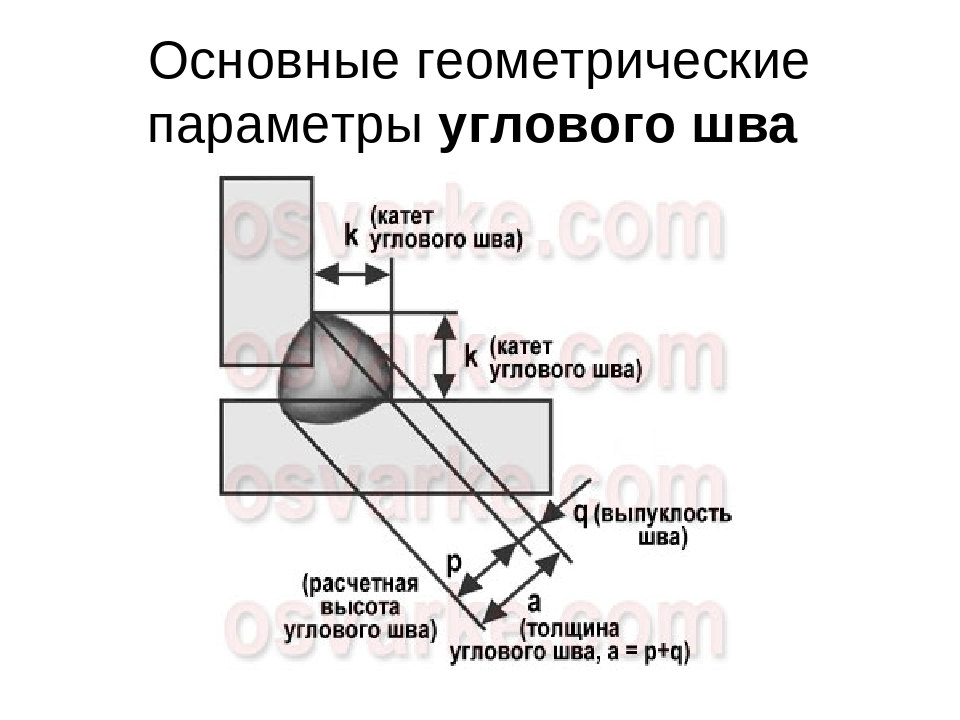 При этом
обозначение способа сварки следует производить дробью, в числителе которой
дается обозначение способа сварки корня шва, а в знаменателе — обозначение
основного способа сварки.
При этом
обозначение способа сварки следует производить дробью, в числителе которой
дается обозначение способа сварки корня шва, а в знаменателе — обозначение
основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Таблица 48
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине
свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s 1 должен быть
сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2 и 3.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва
следует выбирать по меньшей толщине.
48, на детали, имеющей большую толщину s 1 должен быть
сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2 и 3.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва
следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K 1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета К п (черт. 4), установленного при проектировании.
Примечание. Катетом К n является катет наибольшего
прямоугольного треугольника, вписанного во внешнюю часть углового шва. При
симметричном шве за катет К n принимается любой из равных
катетов, при несимметричном шве — меньший.
При
симметричном шве за катет К n принимается любой из равных
катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм — для деталей толщиной до 4 мм;
0,1s + 0,5 мм — для деталей толщиной 5 — 25 мм;
3 мм — для деталей толщиной 25 — 50 мм;
0,04s + 1,0 мм — для деталей толщиной 50 — 100 мм;
0,01s + 4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 — 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80 .
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в
углекислом газе взамен ручной дуговой сварки катет расчетного углового шва
может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 — 16.
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е , е 1 .
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е , e 1 .
17 — 19. (Введены дополнительно, Изм. № 3).
Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
св. | св. 16 до 22 | св. 22 до 32 | св. 32 до 40 | св. 40 до 80 | ||||
Св. 400 до 450 | ||||||||
 10 до 16
10 до 16Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
Катет углового шва для способов сварки | |||||
Ручная дуговая | В углекислом газе проволокой марки Св-08Г2С диаметром от 1,4 до 2,0 мм взамен электродов типа | В углекислом газе проволокой марки Св-08Г2С диаметром от 0,8 до 1,2 мм взамен электродов типа | |||
Примечание. Приведенные данные не распространяются на
соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой
полярности тока.
Приведенные данные не распространяются на
соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой
полярности тока.
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
ПРИЛОЖЕНИЯ 1-3. (Введены
дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 4. (Введено дополнительно, Изм. № 3).
Поделитесь с друзьями или сохраните для себя:
Загрузка…
Сварка и сварные соединения. Терминология описания размерных параметров шва |
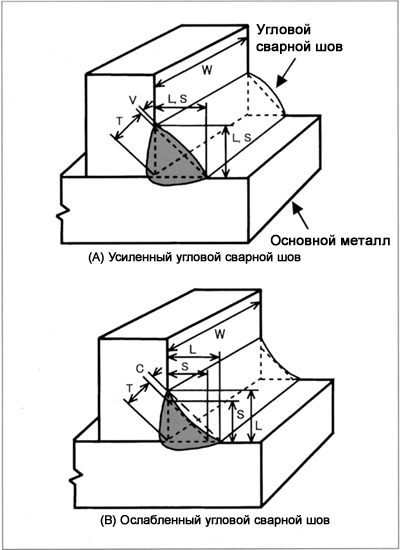
Ранее мы рассматривали глубину проплавления стыка и ее связь с калибром шва для V-образных швов (с разделкой кромок). В случае швов с двусторонней разделкой кромок, у которых глубина проплавления стыка меньше полной глубины проплавления, размер сварного шва равен сумме глубин проплавления стыка с обеих сторон (рис.1, А).
В швах с полным проплавлением размер шва принимают равным толщине более тонкого из двух соединяемых элементов, так как имеющаяся выпуклость сварного шва бесполезна (рис.1, В).
Когда требуется определить размер углового шва, необходимо прежде всего знать форму профиля законченного сваркой шва, которая может быть выпуклой или вогнутой. Выпуклая форма означает, что на лицевой стороне шва образуется утолщение, приводящее к тому, что поверхность выглядит слегка изогнутой наружу. Эта характеристика называется размером выпуклости. Выпуклость в случае угловых швов синонимична понятию усиления сварного шва, применяемому у швам с разделкой кромок. Если шов имеет вогнутый профиль, это означает, что его поверхность «вдавлена».
Выпуклая форма означает, что на лицевой стороне шва образуется утолщение, приводящее к тому, что поверхность выглядит слегка изогнутой наружу. Эта характеристика называется размером выпуклости. Выпуклость в случае угловых швов синонимична понятию усиления сварного шва, применяемому у швам с разделкой кромок. Если шов имеет вогнутый профиль, это означает, что его поверхность «вдавлена».
При любом профиле размер углового шва в случае угловых швов с равными катетами определяется как «длина катета наибольшего равнобедренного (имеющего два катета равной длины) прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва».
Такие вписанные равнобедренные прямоугольные треугольники показаны пунктирными линиями на рис.2.
Поэтому у выпуклых угловых швов катет и размер равны. Но для вогнутых угловых швов размер шва несколько меньше, чем его катет.
Для угловых швов с неравными катетами размер углового шва определяется как «длина катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва», рис. 3.
3.
Следует отметить, что на рис.3 приводятся дополнительные надписи, которые относятся к толщине угловых швов. В действительности, существуют три разновидности понятия толщины сварного шва. Первое понятие – это расчетная толщина, или «минимальный размер шва, на который рассчитывает конструктор, когда первоначально выбирает размер шва».
Расчетная толщина шва определяется как «расстояние от начала зазора между свариваемыми кромками в направлении, перпендикулярном гипотенузе (стороне треугольника, противолежащей по отношению к вершине прямого угла) наибольшего прямоугольного треугольника, который можно построить в пределах поперечного сечения углового шва. Этот размер определяют, исходя из допущения о нулевом зазоре между свариваемыми кромками».
В фактической толщине шва учитывается возможное дополнительное проплавление. Поэтому фактическая толщина шва может быть определена как «минимальное расстояние между корнем шва и лицевой стороной углового шва, за вычетом имеющейся выпуклости». В конечной толщине, или действительной толщине шва, учитываются как глубина проплавления стыка, так и дополнительная выпуклость лицевой стороны шва.
В конечной толщине, или действительной толщине шва, учитываются как глубина проплавления стыка, так и дополнительная выпуклость лицевой стороны шва.
Действительная толщина шва – это «кратчайшее расстояние между корнем шва и лицевой стороной углового шва». Для вогнутого углового шва фактическая толщина шва равна его действительной толщине, поскольку в этом случае у него нет выпуклой части.
Инспектору по сварке, выполняющему контроль качества сварных соединений, может также потребоваться определять размеры сварных швов других видов. Например, это может быть точечный или роликовый шов, размер которого равен диаметру валика наплавленного металла в плоскости прилегающих поверхностей, рис.4.
Второй пример связан с торцевым швом в соединении с отбортовкой, рис.5, где размер шва равен полной толщине сварного шва от корня до лицевой стороны шва.
Как определить минимальный размер углового шва?
Размер углового шва должен рассчитываться проектировщиком сварной конструкции на основе характера и величины приложенных нагрузок, материала и проектных основ. Здесь объясняются методы расчета размеров угловых швов.
Здесь объясняются методы расчета размеров угловых швов.
После расчета размера углового сварного шва его следует указать на техническом (-ых) чертеже (-ах) с использованием соответствующих символов сварки или в технических характеристиках.
К сожалению, во многих случаях размеры углового сварного шва неясны на имеющихся чертежах, не указаны или просто информация утеряна. В таких случаях следует вернуться к дизайнеру. В противном случае, по практическому опыту, следует выполнить как минимум два прохода с минимальной длиной ножки 6 мм (1/4 дюйма), учитывая, что первый проход, вероятно, будет неисправным.
Международные стандарты обычно не содержат требований или руководств по минимальным размерам угловых швов.Единственный пример такого руководства — AWS D1.1, который включает следующую таблицу (размер = длина ноги ):
Таблица. Минимальные размеры углового шва
Минимальные размеры углового шва
| Толщина основного металла (T) a | Минимальный размер углового шва | ||
из | мм | из | мм |
Т <1/4 | т <6 | 1 / 8c | 3c |
1/4 <Т <1/2 | 6 <Т <12 | 3/16 | 5 |
1/2 <Т <3/4 | 12 <Т <20 | 1/4 | 6 |
¾ <Т | 20 <Т | 5/16 | 8 |
Банкноты
- Для процессов, не связанных с низким содержанием водорода, без предварительного нагрева, рассчитанного в соответствии с 4. 8.4, T — толщина соединяемой более толстой части; должны использоваться однопроходные сварные швы.
 8.4, T — толщина соединяемой более толстой части; должны использоваться однопроходные сварные швы.
8.4, T — толщина соединяемой более толстой части; должны использоваться однопроходные сварные швы.Для процессов, не связанных с низким содержанием водорода, с использованием процедур, установленных для предотвращения растрескивания в соответствии с 4.8.4, и для процессов с низким содержанием водорода, T равняется толщине соединяемой более тонкой части; требование единого прохода не применяется.
- За исключением того, что размер сварного шва не должен превышать толщину более тонкой соединяемой части.
- Минимальный размер для циклически нагруженной конструкции должен составлять 3/16 дюйма [5 мм].
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: приведенный выше совет не может заменить надлежащий расчет сварной конструкции и консультации по применимым стандартам и спецификациям. Это всего лишь мнение, и его нельзя принимать как окончательный ответ. TWI не несет ответственности за любой ущерб, возникший в результате информации, представленной на этой веб-странице.
Какое соотношение между полкой и горловиной углового шва? — Firstlawcomic.com
Какое соотношение между полкой и горловиной углового шва?
Горловина — это кратчайшее расстояние от корня до поверхности сварного шва.Измерение этого размера для углового шва с угловым швом под прямым углом или с плоским торцом относительно просто. По форме — равнобедренный треугольник, горло составляет 0,7 длины ноги.
Что обозначает ветвь сварного шва?
Угловой шов состоит из ножек, пальцев, лицевой стороны, горловины и корня (рис. 2). Горловина углового сварного шва, которая используется при расчете его прочности, определяется как расстояние между корнем и лицевой стороной сварного шва. Участок углового сварного шва используется для указания его размера в обозначении сварного шва.
Как рассчитывается длина участка углового шва?
1. Отводы углового шва определяют размеры углового шва. Размеры углового шва измеряются длиной сторон наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Размеры углового шва определяют теоретическую толщину сварного шва.
Размеры углового шва определяют теоретическую толщину сварного шва.
Какой высоты или ширины должно быть плечо углового шва?
Для обеспечения полной прочности листа при использовании угловых швов необходимо, чтобы размер выступа углового шва составлял 3/4 толщины листа.
Какие три типа углового шва?
Ответ:
- Полный угловой шов.
- Прерывистый угловой сварной шов с шахматным уклоном.
- Цепной прерывистый угловой сварной шов.
Какие два типа углового шва бывают?
Существует два основных типа углового шва: поперечный угловой шов и параллельный угловой шов.
Какие пять основных сварных соединений?
Согласно AWS, в промышленности обычно используются пять основных типов сварных соединений:
- Соединение встык.
- Тройник.
- Угловой шарнир.
- Соединение внахлестку.
- Кромочный стык.
Какой вид сварки называется?
Если прерывистый угловой шов не является цепным сварным швом, он будет вызываться как прерывистый угловой шов в шахматном порядке. Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга.
Сварные швы будут размещены с обеих сторон стыка, но они будут смещены друг относительно друга.
Какая минимальная допустимая длина углового шва?
Пояснение: Минимальный размер углового шва должен быть не менее 3 мм и не более толщины более тонкой соединяемой детали.Пояснение: Максимальный размер углового сварного шва получается путем вычитания 1,5 мм из толщины более тонкого соединяемого элемента.
Как рассчитывается длина сварки?
Длина сварного шва La рассчитывается в соответствии с поз. [32] часть 4.5. 3.3 .. По умолчанию толщина шва a равна толщине листа / 2…. Расчет длины сварного шва.
| a | толщина горла |
|---|---|
| передний; задний | Расчетное сопротивление сварного шва на единицу длины |
| fvw.d | Расчетная прочность сварного шва на сдвиг |
| фу | предел прочности сварного шва на растяжение |
Какова минимальная длина сварного шва для углового шва?
«Минимальная длина углового шва должна быть как минимум в четыре раза больше номинального размера, или считается, что эффективный размер сварного шва не превышает 25% его эффективной длины». Если номинальный размер углового шва составляет 10 мм, минимальная длина углового шва составляет 40 мм.
Если номинальный размер углового шва составляет 10 мм, минимальная длина углового шва составляет 40 мм.
Из чего состоит угловой шов?
Каждый угловой сварной шов состоит из 5 частей, известных как корень, палец, лицевая сторона, ножка и горло. Основание сварного шва — это часть самого глубокого проплавления, которая представляет собой угол, противоположный гипотенузе. Концы сварного шва — это, по сути, кромки или точки гипотенузы.
Как измеряются участки углового сварного шва?
Размеры углового шва измеряются длиной сторон наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.Рис.1 - Размеры фасонного сварного шва L: длина плеча, S: размер углового шва, T: теоретическая ширина шва, V: выпуклость, C: вогнутость, W: эффективная длина сварного шва
Что такое горловина углового шва?
Какие бывают типы угловых швов?
Существует два основных типа углового шва: поперечный угловой шов и параллельный угловой шов. Каждый угловой шов состоит из 5 частей, известных как корень, палец, лицо, нога и горло.
Каждый угловой шов состоит из 5 частей, известных как корень, палец, лицо, нога и горло.
Как выполняется сварка соединений внахлест угловыми швами?
Соединения внахлестку, сваренные угловыми швами.Как обсуждалось ранее, сварные швы с увеличенным размером являются обычным явлением, и соединение внахлест не является исключением. Разработчик может указать длину опоры, равную толщине материала, как показано на рисунке 7. Рис. 7. Соединение внахлест — спецификация длины ноги
Почему так важны размеры опор углового шва?
Измерять ноги углового шва бессмысленно, ну… не особо. Размеры отрезка углового шва очень важны, но простое измерение отрезка углового шва не говорит нам, действительно ли мы достигли желаемого размера горловины.Прочность углового шва определяется его эффективным сечением.
Как определить размер горловины углового шва?
Чтобы получить размер горловины для углового сварного шва с равными участками, просто умножьте размер участка (w) на косинус 45˚, что составляет 0,707. Таким образом, ножка 0,330 даст горловину 0,330 x 0,707 = 0,233 дюйма. Поэтому для угловых швов называются размеры ног.
Таким образом, ножка 0,330 даст горловину 0,330 x 0,707 = 0,233 дюйма. Поэтому для угловых швов называются размеры ног.
Существует два основных типа углового шва: поперечный угловой шов и параллельный угловой шов. Каждый угловой шов состоит из 5 частей, известных как корень, палец, лицо, нога и горло.
Соединения внахлестку, сваренные угловыми швами. Как обсуждалось ранее, сварные швы с увеличенным размером являются обычным явлением, и соединение внахлест не является исключением. Разработчик может указать длину опоры, равную толщине материала, как показано на рисунке 7. Рис. 7. Соединение внахлест — спецификация длины ноги
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами.Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней части — «Public. Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
Вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за
ваше право читать и говорить о законах, по которым мы предпочитаем управлять собой как демократическим обществом.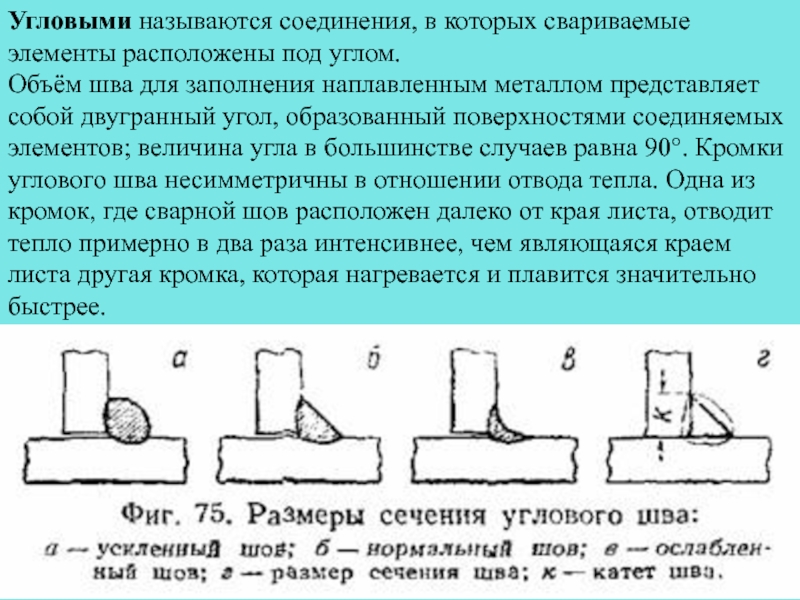
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах как гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public. resource.org/edicts/
resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Расчет элементов растяжения — Расчет соединений
- Рисунок 3.11: Изгибающий момент в штифте
4 Сварные соединения
4.1 Общие
(1) Положения этого раздела применяются к свариваемым конструкционным сталям, соответствующим EN 1993-1-1, и к материалам толщиной от 4 мм и более. Положения также применяются к соединениям, в которых механические свойства металла сварного шва совместимы с характеристиками основного металла, см. 4.2.
Для сварных швов из более тонких материалов следует обращаться к EN 1993, часть 1.3, а для сварных швов в полых конструктивных профилях из материала толщиной 2,5 мм и более — в разделе 7 настоящего стандарта.
Для приварки шпилек следует обращаться к EN 1994-1-1.
ПРИМЕЧАНИЕ: Дополнительные инструкции по приварке шпилек можно найти в EN ISO 14555 и EN ISO 13918.
(2) Сварные швы, подверженные усталостным нагрузкам, также должны соответствовать принципам, приведенным в EN 1993-1-9.
(3) Обычно требуется уровень качества C согласно EN ISO 25817, если не указано иное.Периодичность контроля сварных швов должна быть указана в соответствии с правилами в 2.8 Справочных стандартов: Группа 7. Уровень качества сварных швов следует выбирать в соответствии с EN ISO 25817. Уровень качества сварных швов, используемых в конструкциях, подверженных усталостным нагрузкам, см. В EN 1993-1-9.
(4) Следует избегать разрывов пластинок.
(5) Рекомендации по разрыву пластинок приведены в EN 1993-1-10.
4.2 Сварочные материалы
(1) Все сварочные материалы должны соответствовать соответствующим стандартам, указанным в 2.8 эталонов; Группа 5.
(2) Указанный предел текучести, предел прочности при растяжении, относительное удлинение при разрыве и минимальное значение энергии по Шарпи для V-образного надреза присадочного металла должны быть эквивалентны или лучше, чем указанные для основного материала.
ПРИМЕЧАНИЕ: Как правило, безопасно использовать электроды, которые не подходят для используемых марок стали.
4.3 Геометрия и размеры
4.3.1 Тип сварного шва
(1) Настоящий стандарт охватывает конструкцию угловых сварных швов, угловых сварных швов по всему периметру, стыковых швов, электрозаклепок и сварных швов с развальцовкой.Стыковые швы могут быть стыковыми швами с полным проплавлением или стыковыми швами с частичным проплавлением. Как угловые сварные швы по всему периметру, так и электрозаклепки могут выполняться как в круглых, так и в удлиненных отверстиях.
(2) Наиболее распространенные типы соединений и сварных швов описаны в EN 12345.
4.3.2 Угловые швы 4.3.2.1 Общие положения
(1) Угловые сварные швы могут использоваться для соединения деталей, у которых сплавленные поверхности образуют угол от 60 ° до 120 °.
(2) Допускаются также углы менее 60 °.Однако в таких случаях сварной шов следует рассматривать как стыковой шов с частичным проплавлением.
(3) Для углов более 120 ° сопротивление угловых швов следует определять путем испытаний в соответствии с приложением D стандарта EN 1990: Расчет путем испытаний.
(4) Отделочные угловые швы на концах или сторонах деталей следует возвращать непрерывно, в полном размере, вокруг угла на расстояние, по крайней мере, в два раза превышающее длину участка сварного шва, если доступ или конфигурация соединения не делают это невыполнимым .
ПРИМЕЧАНИЕ: В случае прерывистых сварных швов это правило применяется только к последнему прерывистому угловому шву на углах.
(5) Конечный возврат должен быть указан на чертежах.
(6) Относительно эксцентриситета односторонних угловых швов см. 4.12.
4.3.2.2 Прерывистые угловые швы
(1) Прерывистые угловые швы нельзя использовать в коррозионных условиях.
(2) В прерывистом угловом сварном шве зазоры (Gi или G2) между концами каждой длины сварного шва Gw должны соответствовать требованиям, приведенным на рисунке 4.1.
(3) В прерывистом угловом сварном шве зазор (G1 или G2) следует принимать как меньшее из расстояний между концами сварных швов на противоположных сторонах и расстояния между концами сварных швов на той же стороне.
(4) В любом цикле прерывистого углового шва всегда должен быть сварной шов на каждом конце соединяемой детали.
(5) В сборном элементе, в котором пластины соединены посредством прерывистых угловых сварных швов, непрерывный угловой сварной шов должен быть обеспечен с каждой стороны пластины на длину на каждом конце, равную не менее трех четвертей длины. ширина рассматриваемой более узкой пластины (см. рисунок 4.1).
4.3.3 Угловые швы по всему периметру
(1) Угловые сварные швы по всему периметру, включая угловые сварные швы в круглых или продолговатых отверстиях, могут использоваться только для передачи сдвига или предотвращения коробления или разъединения притертых частей.
(2) Диаметр круглого отверстия или ширина удлиненного отверстия для углового сварного шва по всему периметру не должен быть менее четырехкратной толщины детали, содержащей его.
(3) Концы удлиненных отверстий должны быть полукруглыми, за исключением тех концов, которые доходят до края соответствующей части.
(4) Расстояние между центрами угловых сварных швов по всему периметру не должно превышать значения, необходимого для предотвращения местного коробления, см. Таблицу 3.3.
4.3.4 Стыковые швы
(1) Стыковой шов с полным проплавлением определяется как сварной шов, который имеет полное проплавление и сплавление сварного шва и основного металла по всей толщине соединения.
(2) Стыковой шов с частичным проплавлением определяется как сварной шов, у которого проплавление меньше полной толщины основного материала.
(3) Прерывистые стыковые швы использовать нельзя.
(4) В отношении эксцентриситета односторонних стыковых швов с частичным проплавлением см. 4.12.
- ■ we
Большее из Lwe> 0,75 b и 0,75 b1 Для растягиваемых элементов:
Наименьший из L1 <16 t и 16 t1 и 200 мм Для элементов, подвергаемых сжатию или сдвигу:
Наименьший из L2 <12 т и 12 т1 и 0,25 б и 200 мм
Рисунок 4.1: Прерывистые угловые швы
4. 3.5 Электрозаклепка
3.5 Электрозаклепка
(1) Допускается использование электрозаклепки:
— для передачи сдвига,
— для предотвращения коробления или расслоения притертых частей, а
— для соединения компонентов сборных элементов, но не должен использоваться для сопротивления приложенному извне натяжению.
(2) Диаметр круглого отверстия или ширина удлиненного отверстия для электрозаклепки должен быть как минимум на 8 мм больше, чем толщина части, содержащей его.
(3) Концы удлиненных отверстий должны быть либо полукруглыми, либо иметь углы, закругленные до радиуса не менее толщины части, содержащей прорезь, за исключением тех концов, которые доходят до края паза. заинтересованная часть.
(4) Толщина сварного шва основного материала толщиной до 16 мм должна быть равна толщине основного материала. Толщина сварного шва основного материала толщиной более 16 мм должна составлять не менее половины толщины основного материала и не менее 16 мм.
(5) Расстояние между центрами сварных швов не должно превышать значения, необходимого для предотвращения местного коробления, см. Таблицу 3.3.
Таблицу 3.3.
4.3.6 Сварные швы с развальцовкой
(1) Для сплошных стержней расчетная толщина сварных швов с развальцовкой и канавкой при установке заподлицо с поверхностью сплошной секции стержней определена на рисунке 4.2. Определение расчетной толщины сварных швов с развальцовкой в полых прямоугольных сечениях приведено в 7.3.1 (7).
Рисунок 4.2: Эффективная толщина сварных швов с развальцовкой и канавкой на сплошных участках
4.4 Сварные швы с набивкой
(1) В случае сварных швов с набивкой набивка должна быть обрезана заподлицо с краем свариваемой детали.
(2) Если две части, соединенные сваркой, разделены набивкой, имеющей толщину меньше длины ветви сварного шва, необходимой для передачи усилия, требуемая длина ветви должна быть увеличена на толщину набивки.
(3) Если две части, соединенные сваркой, разделены набивкой, имеющей толщину, равную или превышающую длину ветви сварного шва, необходимую для передачи усилия, каждая из частей должна быть соединена с набивкой сварным швом, способным выдерживать передача расчетной силы.
4.5 Расчетное сопротивление углового шва
4.5.1 Длина сварных швов
(1) Эффективная длина углового сварного шва I должна приниматься как длина, на которой угловой шов является полноразмерным. Это может быть принято как общая длина сварного шва, уменьшенная вдвое большей эффективной толщины шва a.При условии, что сварной шов является полноразмерным по всей его длине, включая начало и окончание, не требуется уменьшения эффективной длины ни для начала, ни для завершения сварного шва.
(2) Угловой шов с эффективной длиной менее 30 мм или менее чем в 6 раз превышающей толщину сварного шва, в зависимости от того, что больше, не должен выдерживать нагрузку.
4.5.2 Эффективная толщина горловины
(1) Эффективная толщина горловины a углового сварного шва должна быть принята как высота наибольшего треугольника (с равными или неодинаковыми сторонами), который может быть вписан в поверхности сплавления и поверхность сварного шва, измеренную перпендикулярно внешней стороне.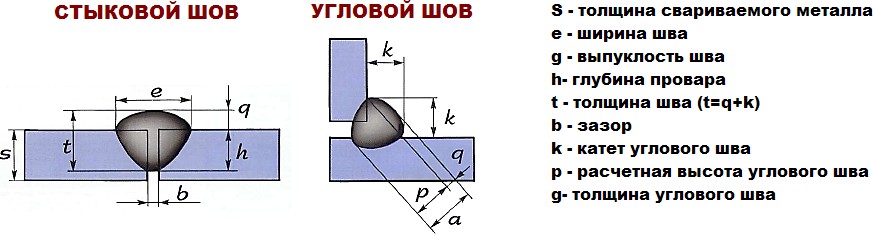 сторону этого треугольника, см. рисунок 4.3.
сторону этого треугольника, см. рисунок 4.3.
(2) Эффективная толщина сварного шва углового шва должна быть не менее 3 мм.
(3) При определении расчетного сопротивления углового сварного шва с глубоким проплавлением можно учитывать его дополнительную толщину в горловине, см. Рисунок 4.4, при условии, что предварительные испытания показывают, что требуемое проплавление может быть стабильно достигнуто.
- Рисунок 4.3: Толщина горловины углового шва
Рисунок 4.4: Толщина горловины углового шва с глубоким проплавлением
4.5.3 Расчетное сопротивление угловых швов
4.5.3.1 Общие
(1) Расчетное сопротивление углового сварного шва следует определять с использованием либо метода направленности, приведенного в 4.5.3.2, либо упрощенного метода, приведенного в 4.5.3.3.
4.5.3.2 Направленный метод
(1) В этом методе силы, передаваемые на единицу длины сварного шва, разделяются на составляющие, параллельные и поперечные продольной оси сварного шва, а также нормальные и поперечные к плоскости его горловины.
(2) Расчетную площадь горловины Aw следует принимать как Aw = Yja £ eff •
.(3) Предполагается, что расчетная площадь горловины сосредоточена в корне.
(4) Предполагается, что равномерное распределение напряжения на горловине сварного шва приводит к нормальным напряжениям и напряжениям сдвига, показанным на рисунке 4.5, следующим образом:
нормальное напряжение, перпендикулярное горловине; нормальное напряжение, параллельное оси сварного шва; напряжение сдвига (в плоскости горловины), перпендикулярное оси напряжения сдвига сварного шва (в плоскости горловины), параллельное оси сварного шва .
Читать здесь: Информация
Была ли эта статья полезной?
Вопрос с ответом и пояснением — Часть 20 — Общие технические знания
1) Твердое включение в сварочном аппарате может быть:
- Уловленный шлак. (ответ)
- Уловленный газ.
- Отсутствие межпотоковой сварки.
- Ничего из вышеперечисленного.

Это «твердый», а не газовый!
2) Что из перечисленного ниже является плоским дефектом?
- Отсутствие проплавления боковин.(ответ)
- Шлаковые включения.
- Линейная пористость.
- Корневая вогнутость.
3) Для угловых швов в Великобритании и США обычной практикой является измерение:
- Толщина горловины.
- Длина штанин. (ответ)
- Глубина проникновения.
- И 1, и 3.
Мера «Длина ноги» легко проверить на месте.
4) Сильная пористость на поверхности некоторых сварных швов MMA, выполненных на строительной площадке, скорее всего, будет вызвана:
- Использование электродов неправильного класса.
- Использование чрезмерного тока.
- Попадание влаги в покрытие электрода. (ответ)
- Неисправная партия электродов.
5) Возможны включения шлака:
- Ручная дуговая сварка металлом. (ответ)
- Металлические сварные швы в среде защитного газа.
- Металлические сварочные швы в активном газе.
- Все сварные швы.
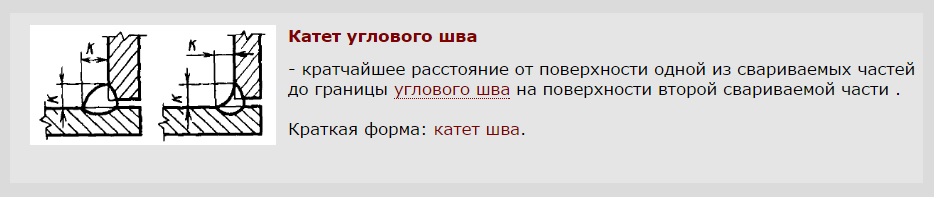 (ответ)
(ответ)6) Основная причина поднутрения:
- Чрезмерный ток.(ответ)
- Чрезмерное OCV.
- Чрезмерная скорость движения.
- Слишком низкий ток.
7) Какая группа сварщиков, скорее всего, потребует постоянного наблюдения со стороны инспектора по сварке?
- Сварщики бетонных опалубок.
- Сварщики наземных трубопроводов. (ответ)
- Прихваточные сварщики.
- Ремонтные сварщики.
8) Какой из следующих угловых швов является самым прочным, если все они выполнены из одного материала и свариваются с использованием одного и того же сварного шва?
- Горловина филе митры 8 мм.(ответ)
- Нога 7 мм + 2 мм лишнего металла сварного шва. (Толщина горловины: 7 * 0,7 = 4,9 мм, избыток металла шва не влияет на прочность шва)
- Филе митры с ножкой 10 мм. (толщина горла: 10 * 0,7 = 7 мм)
- Вогнутая кромка с ножкой 11 мм. (толщина горла: минимум)
 (Толщина горловины: 7 * 0,7 = 4,9 мм, избыток металла шва не влияет на прочность шва)
(Толщина горловины: 7 * 0,7 = 4,9 мм, избыток металла шва не влияет на прочность шва)Толщина выступа напрямую влияет на прочность сварного шва.
9) Типичный угол наклона для ручной дуговой сварки стыка трубы с полным проплавлением составляет:
- 35 0 .
- 70 0 . (ответ)
- 90 0 .
- Зависит от диаметра трубы.
10) Фактическая толщина сварного шва составляет 8 мм, а длина плеча — 7 мм. Каков излишек металла сварного шва?
- 2,1 мм
- 1,8 мм
- 3,1 мм (ответ)
- 11,4 мм
От длины ножки 7 мм -> расчетная толщина горловины 7 * 0,7 = 4,9 мм
Итак, избыток металла шва составляет 8 — 4.9 = 3,1 мм
11) Граница плавления углового шва:
- Граница между металлом шва и ЗТВ. (ответ)
- Граница между отдельными сварочными швами.
- Глубина проникновения корней.
- Граница между ЗТВ и основным материалом.
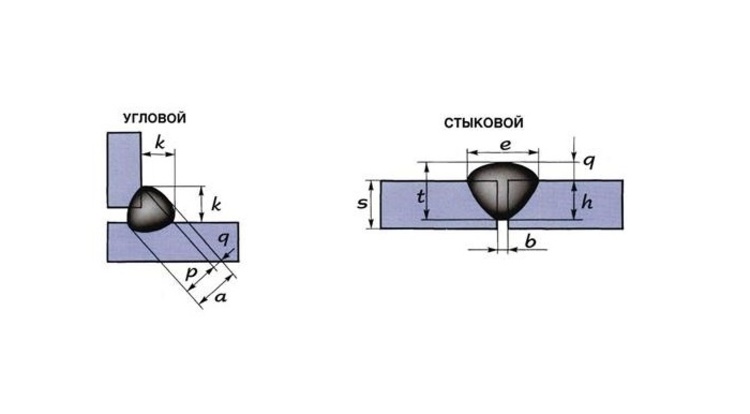 (ответ)
(ответ)То же с стыковой сваркой:
12) Если инспектор по визуальной сварке обнаруживает тип дефекта, не допускаемый Стандартом приложения, он должен:
- Запросить дополнительный NDE.
- Отклонить сварной шов. (ответ)
- Подготовьте запрос на концессию.
- Отклонить сварной шов только в том случае, если он считает это вредным.
13) BS EN 970 позволяет использовать увеличительное стекло для визуального осмотра, но рекомендует, чтобы увеличение было:
- Х2
- X2 до X5. (ответ)
- от X5 до X10.
- Не более X20.
14) Большинство квалификационных испытаний сварщиков проводится с использованием соединений без подкладки, так как:
- Это быстрее и дешевле, если не требуется задняя строжка.
- Если процесс сварки не является TIG, обратная продувка не требуется.
- Все квалификационные испытания сварщиков проводятся на трубах малого диаметра.
- Это требует большего мастерства и повышения квалификации сварщиков (ответ)

15) Если для выполнения стыковых швов будет использоваться сварка под флюсом, к чему бы вы были наиболее критично?
- Допуск корневого зазора (ответ)
- Угол препарирования
- Ширина поверхности корня
- Отделка газовой резкой
Корневой зазор очень важен для доступности сустава.
Pls see next part:
Thanks!!!
Like this:
Like Loading…
Related主頁 — 屋宇署
跳至內容的開始- 聯絡我們
- 文字大小
- 简体
- ENG
流動版目錄
主頁
- 最新消息
- 新聞公報
- 資料月報
- 活動及宣傳
- 招標公告
- 命令的狀況
- 建築工程
- 新建樓宇
- 改動及加建
- 小型工程
- 招牌
- 地盤監察
- 樓宇安全及檢驗
- 強制驗樓計劃
- 強制驗窗計劃
- 僭建物
- 樓宇安全
- 斜坡安全
- 消防安全
- 財政資助
- 支援服務
- 資源
- 表格
- 網上服務
- 百樓圖網 — 網上樓宇記錄
- 搜尋註冊名單
- 搜尋驗樓/驗窗通知及消防安全指示
- 流動應用程式
- 屋宇署聊天機械人「阿標」
- 註冊需知
- 渠管健康
- 守則及參考資料
- 守則,設計手冊及指引
- 作業備考及通告函件
- 中央資料庫 (只提供英文版本)
- 「組裝合成」建築法
- 小冊子
- 索取公開資料
- 法律事項
- 常見問題
- 關於我們
- 歡迎辭
- 我們的服務
- 環保措施
- 組織結構
- 專業/技術人才
- 樓宇資訊中心
- 聯絡我們
目錄
關上目錄 流動版網站搜尋搜尋- 简体
- ENG
- 聯絡我們
對不起,我們找不到你要的網頁。
請嘗試以下連結或
返回主頁 返回頁首快速連結
建築工程
- 新建樓宇
- 小型工程
- 招牌
樓宇安全及檢驗
- 強制驗樓計劃
- 強制驗窗計劃
- 僭建物
- 樓宇安全
- 財政資助
資源
- 在私人發展項目內的總樓面面積寬免摘要
- 《建築物條例》- 附表五 : 附表所列地區
- 公眾空間
- 就過渡性房屋措施批予的變通或豁免
- 常見條件及規定
- 渠管健康
- 常見問題
更新
- 命令的最新狀況
- 處理未獲遵從命令的最新目標
- 招標公告
- 資料月報
- 新聞公報
- 2018 © 屋宇署
- 重要告示
- 私隱政策
- 網頁指南
%PDF-1. 4
%
312 0 объект
>
эндобдж
xref
312 227
0000000016 00000 н.
0000004910 00000 н.
0000005069 00000 н.
0000005224 00000 н.
0000005288 00000 п.
0000008334 00000 н.
0000008509 00000 н.
0000008593 00000 н.
0000008689 00000 н.
0000008776 00000 п.
0000008895 00000 н.
0000008966 00000 н.
0000009069 00000 н.
0000009140 00000 н.
0000009284 00000 п.
0000009356 00000 п.
0000009556 00000 п.
0000009627 00000 н.
0000009717 00000 н.
0000009807 00000 н.
0000009879 00000 п.
0000009983 00000 н.
0000010055 00000 п.
0000010159 00000 п.
0000010230 00000 п.
0000010334 00000 п.
0000010406 00000 п.
0000010478 00000 п.
0000010655 00000 п.
0000010726 00000 п.
0000010817 00000 п.
0000010906 00000 п.
0000010977 00000 п.
0000011081 00000 п.
0000011152 00000 п.
0000011256 00000 п.
0000011328 00000 п.
0000011442 00000 п.
0000011514 00000 п.
0000011618 00000 п.
0000011690 00000 п.
0000011794 00000 п.
0000011866 00000 п.
0000011980 00000 п.
4
%
312 0 объект
>
эндобдж
xref
312 227
0000000016 00000 н.
0000004910 00000 н.
0000005069 00000 н.
0000005224 00000 н.
0000005288 00000 п.
0000008334 00000 н.
0000008509 00000 н.
0000008593 00000 н.
0000008689 00000 н.
0000008776 00000 п.
0000008895 00000 н.
0000008966 00000 н.
0000009069 00000 н.
0000009140 00000 н.
0000009284 00000 п.
0000009356 00000 п.
0000009556 00000 п.
0000009627 00000 н.
0000009717 00000 н.
0000009807 00000 н.
0000009879 00000 п.
0000009983 00000 н.
0000010055 00000 п.
0000010159 00000 п.
0000010230 00000 п.
0000010334 00000 п.
0000010406 00000 п.
0000010478 00000 п.
0000010655 00000 п.
0000010726 00000 п.
0000010817 00000 п.
0000010906 00000 п.
0000010977 00000 п.
0000011081 00000 п.
0000011152 00000 п.
0000011256 00000 п.
0000011328 00000 п.
0000011442 00000 п.
0000011514 00000 п.
0000011618 00000 п.
0000011690 00000 п.
0000011794 00000 п.
0000011866 00000 п.
0000011980 00000 п.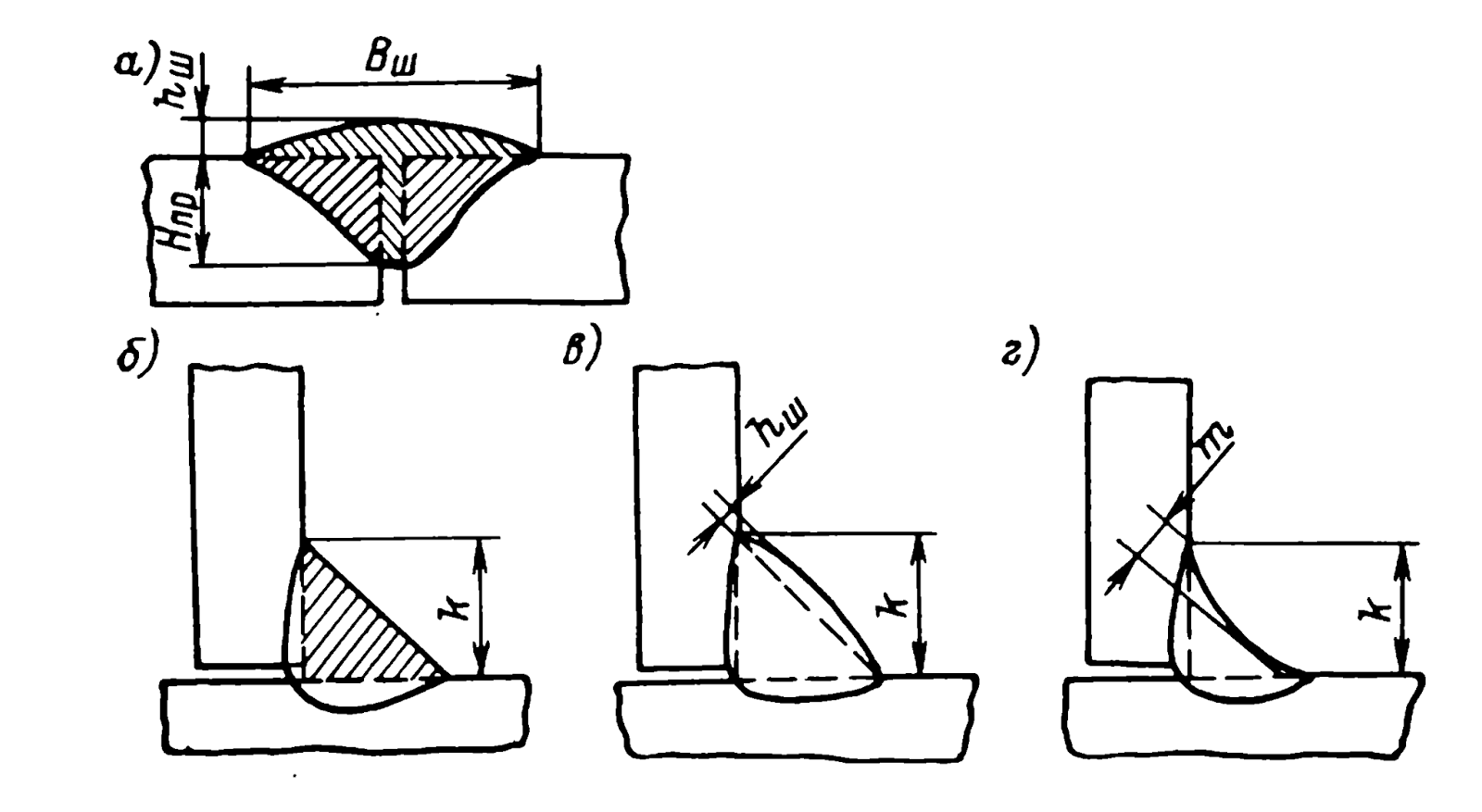 0000012052 00000 п.
0000012157 00000 п.
0000012229 00000 п.
0000012333 00000 п.
0000012405 00000 п.
0000012510 00000 п.
0000012582 00000 п.
0000012696 00000 п.
0000012767 00000 п.
0000012838 00000 п.
0000013025 00000 п.
0000013096 00000 п.
0000013186 00000 п.
0000013276 00000 п.
0000013346 00000 п.
0000013416 00000 п.
0000013605 00000 п.
0000013675 00000 п.
0000013765 00000 п.
0000013854 00000 п.
0000013924 00000 п.
0000013995 00000 п.
0000014087 00000 п.
0000014177 00000 п.
0000014348 00000 п.
0000014418 00000 п.
0000014584 00000 п.
0000014654 00000 п.
0000014731 00000 п.
0000014802 00000 п.
0000014981 00000 п.
0000015052 00000 п.
0000015142 00000 п.
0000015233 00000 п.
0000015303 00000 п.
0000015374 00000 п.
0000015562 00000 п.
0000015633 00000 п.
0000015722 00000 п.
0000015812 00000 п.
0000015882 00000 п.
0000015996 00000 н.
0000016067 00000 п.
0000016172 00000 п.
0000016243 00000 п.
0000016348 00000 п.
0000016418 00000 п.
0000016489 00000 н.
0000012052 00000 п.
0000012157 00000 п.
0000012229 00000 п.
0000012333 00000 п.
0000012405 00000 п.
0000012510 00000 п.
0000012582 00000 п.
0000012696 00000 п.
0000012767 00000 п.
0000012838 00000 п.
0000013025 00000 п.
0000013096 00000 п.
0000013186 00000 п.
0000013276 00000 п.
0000013346 00000 п.
0000013416 00000 п.
0000013605 00000 п.
0000013675 00000 п.
0000013765 00000 п.
0000013854 00000 п.
0000013924 00000 п.
0000013995 00000 п.
0000014087 00000 п.
0000014177 00000 п.
0000014348 00000 п.
0000014418 00000 п.
0000014584 00000 п.
0000014654 00000 п.
0000014731 00000 п.
0000014802 00000 п.
0000014981 00000 п.
0000015052 00000 п.
0000015142 00000 п.
0000015233 00000 п.
0000015303 00000 п.
0000015374 00000 п.
0000015562 00000 п.
0000015633 00000 п.
0000015722 00000 п.
0000015812 00000 п.
0000015882 00000 п.
0000015996 00000 н.
0000016067 00000 п.
0000016172 00000 п.
0000016243 00000 п.
0000016348 00000 п.
0000016418 00000 п.
0000016489 00000 н.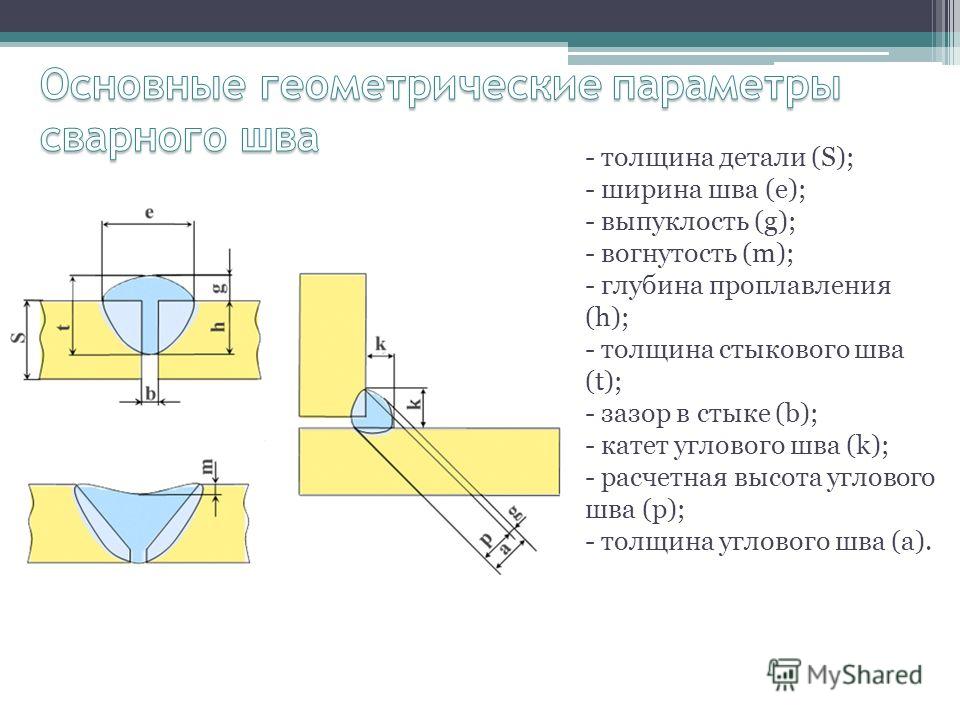 0000016678 00000 п.
0000016748 00000 п.
0000016821 00000 п.
0000016892 00000 п.
0000016991 00000 п.
0000017080 00000 п.
0000017278 00000 п.
0000017349 00000 п.
0000017438 00000 п.
0000017529 00000 п.
0000017661 00000 п.
0000017731 00000 п.
0000017901 00000 п.
0000017971 00000 п.
0000018047 00000 п.
0000018208 00000 п.
0000018279 00000 н.
0000018431 00000 п.
0000018502 00000 п.
0000018578 00000 п.
0000018648 00000 п.
0000018757 00000 п.
0000018827 00000 п.
0000018916 00000 п.
0000019005 00000 п.
0000019076 00000 п.
0000019146 00000 п.
0000019310 00000 п.
0000019380 00000 п.
0000019454 00000 п.
0000019567 00000 п.
0000019638 00000 п.
0000019798 00000 п.
0000019867 00000 п.
0000019978 00000 п.
0000020047 00000 н.
0000020121 00000 п.
0000020189 00000 п.
0000020304 00000 п.
0000020374 00000 п.
0000020489 00000 н.
0000020559 00000 п.
0000020677 00000 п.
0000020746 00000 п.
0000020916 00000 п.
0000020984 00000 п.
0000021054 00000 п.
0000021125 00000 п.
0000016678 00000 п.
0000016748 00000 п.
0000016821 00000 п.
0000016892 00000 п.
0000016991 00000 п.
0000017080 00000 п.
0000017278 00000 п.
0000017349 00000 п.
0000017438 00000 п.
0000017529 00000 п.
0000017661 00000 п.
0000017731 00000 п.
0000017901 00000 п.
0000017971 00000 п.
0000018047 00000 п.
0000018208 00000 п.
0000018279 00000 н.
0000018431 00000 п.
0000018502 00000 п.
0000018578 00000 п.
0000018648 00000 п.
0000018757 00000 п.
0000018827 00000 п.
0000018916 00000 п.
0000019005 00000 п.
0000019076 00000 п.
0000019146 00000 п.
0000019310 00000 п.
0000019380 00000 п.
0000019454 00000 п.
0000019567 00000 п.
0000019638 00000 п.
0000019798 00000 п.
0000019867 00000 п.
0000019978 00000 п.
0000020047 00000 н.
0000020121 00000 п.
0000020189 00000 п.
0000020304 00000 п.
0000020374 00000 п.
0000020489 00000 н.
0000020559 00000 п.
0000020677 00000 п.
0000020746 00000 п.
0000020916 00000 п.
0000020984 00000 п.
0000021054 00000 п.
0000021125 00000 п. 0000021196 00000 п.
0000021267 00000 п.
0000021338 00000 п.
0000021409 00000 п.
0000021480 00000 п.
0000021550 00000 п.
0000021654 00000 п.
0000021724 00000 п.
0000021829 00000 п.
0000021900 00000 п.
0000022014 00000 н.
0000022084 00000 п.
0000022188 00000 п.
0000022257 00000 п.
0000022327 00000 п.
0000022398 00000 п.
0000022445 00000 п.
0000022667 00000 п.
0000022978 00000 п.
0000023339 00000 п.
0000023889 00000 п.
0000024111 00000 п.
0000024152 00000 п.
0000024204 00000 п.
0000024256 00000 п.
0000024781 00000 п.
0000027460 00000 н.
0000028057 00000 п.
0000028136 00000 п.
0000029969 00000 н.
0000032219 00000 п.
0000032329 00000 п.
0000032547 00000 п.
0000032858 00000 п.
0000033219 00000 п.
0000033769 00000 п.
0000033991 00000 п.
0000034032 00000 п.
0000034084 00000 п.
0000034136 00000 п.
0000034661 00000 п.
0000037340 00000 п.
0000037937 00000 п.
0000038016 00000 п.
0000039849 00000 п.
0000042099 00000 н.
0000042209 00000 п.
0000042429 00000 п.
0000021196 00000 п.
0000021267 00000 п.
0000021338 00000 п.
0000021409 00000 п.
0000021480 00000 п.
0000021550 00000 п.
0000021654 00000 п.
0000021724 00000 п.
0000021829 00000 п.
0000021900 00000 п.
0000022014 00000 н.
0000022084 00000 п.
0000022188 00000 п.
0000022257 00000 п.
0000022327 00000 п.
0000022398 00000 п.
0000022445 00000 п.
0000022667 00000 п.
0000022978 00000 п.
0000023339 00000 п.
0000023889 00000 п.
0000024111 00000 п.
0000024152 00000 п.
0000024204 00000 п.
0000024256 00000 п.
0000024781 00000 п.
0000027460 00000 н.
0000028057 00000 п.
0000028136 00000 п.
0000029969 00000 н.
0000032219 00000 п.
0000032329 00000 п.
0000032547 00000 п.
0000032858 00000 п.
0000033219 00000 п.
0000033769 00000 п.
0000033991 00000 п.
0000034032 00000 п.
0000034084 00000 п.
0000034136 00000 п.
0000034661 00000 п.
0000037340 00000 п.
0000037937 00000 п.
0000038016 00000 п.
0000039849 00000 п.
0000042099 00000 н.
0000042209 00000 п.
0000042429 00000 п.