Какой сваркой варить кузов
Самый распространённый аппарат, который можно встретить в нашей стране, сваривает при помощи электродов. Работать с ним просто и достаточно быстро. Однако шов получается весьма грубым, поэтому корпус автомобиля им варить не стоит. А в остальные места легкового автомобиля с таким устройством пролезть достаточно сложно, не говоря уже о том, чтобы обеспечить требования техники безопасности работ. А вот сварить лопнувшую автомобильную раму или оторвавшийся крюк с его помощью можно.
Сварка кузова инвертором очень быстрая и удобная, а швы получаются незаметные и прочные. Сам аппарат весит немного, а параметры сварки легко регулируются для различных условий работы. Однако варить толстый металл подобным устройством не получится, поэтому инвертор применяют в основном для сваривания корпуса автомобиля.
Самым же универсальным сварочным аппаратом является так называемый углекислотный полуавтомат. Сварка кузова полуавтоматом берет и достаточно тонкий (от 0,8 мм), и толстый (до 6 мм) металл.
Сварка кузова полуавтоматом
Именно ему отдают предпочтение, решая, какой сваркой варить кузов. Таким способом можно восстановить любой элемент машины, приварить заплаты и новые детали.
При сварке таким аппаратом весь процесс протекает в углекислотной среде. За счёт этого в зону сварки не попадает кислород, то есть не происходит окисление металла, и он не сгорает (как это происходит при электродной сварке). Поэтому металла сохраняется больше, а вредных примесей в воздух выбрасывается меньше.
Недостатком полуавтомата можно назвать только его стационарность, так как баллон весит довольно много, и выполнять сварку придётся только в определённом месте. Хотя для ремонта автомобиля это не страшно – ведь, скорее всего, вы будете варить его в гараже.
Сварка кузова инвертором
Сварка инвертором производится при помощи токов высокой частоты (до 2000 Гц). Его преимущества по сравнению с другими типами аппаратов в компактности и высокой скорости работы. А ещё у него есть множество режимов работы, часть из которых может легко освоить даже начинающий сварщик. Из недостатков можно выделить немаленькую цену и сложность в сварке деталей толщиной более 3 мм. Кроме того, пыль на поверхности свариваемого металла может вызвать поломку аппарата.
Похожие записи:
Подготовка кузова авто к сварке
Кузов — это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы — нержавейку, алюминий или сплавы других металлов. При этом важно использовать такую же присадочную проволоку из того же металла — из алюминия или нержавейки.
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
2. «Зарядите» полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять — плюс на горелке, а минус — на зажиме.
После этого требуется вручную завести конец проволоки на 10 — 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно — место крепления передних «лап» к поперечной балке надо хорошо проварить. Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно.
каким инвертором варить кузов и холодная сварка для глушителя
Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте
Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG/MAG или TIG.
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.
Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.


Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.
Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка углекислотным полуавтоматом
Углекислотный полуавтомат считается одним из наиболее доступных и универсальных сварных инструментов для работы с металлом, толщиной 0,8-6 мм.
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.
Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Точечная контактная сварка — основные принципы и преимущества
Точечная сварка – это разновидность контактной сварки, при котором происходит локальный кратковременный нагрев и сжатие деталей в одной или нескольких точках.
Точечная сварка состоит из 3 основных этапов:
- Обжатие деталей электродами;
- Подача сварочного тока, интенсивный кратковременный нагрев и расплавление металла в месте контакта;
- Выключение тока и остывание металла в зоне сварки с сохранением усилия сжатия.
Преимущества точечной сварки:
- Благодаря нагреву и плавлению металла только в точке контакта – не происходит деформации металла из-за перегрева;
- Скорость сварки выше, по сравнению с дуговой сваркой, так как сварные точки ставятся на расстоянии друг от друга, а за счет высоких значений тока требуется меньше времени на разогрев и расплавление металла;
- Высокая степень автоматизации и роботизации процесса, что важно в условиях серийного производства;
- Стабильное качество и повторяемость результата сварки при соблюдении точности сборки;
- Меньшее потребление электроэнергии, по сравнению с полуавтоматической сваркой;
- Отсутствие необходимости применения газа или присадочных материалов.

Благодаря своим преимуществам, контактная сварка активно применяется при производстве кузова автомобиля. В конструкциях современных автомобилей насчитывается — до 5000–7000 сварных точек.
Гарантирую, в будущем у нас будут тонны полезных материалов и инсайдов из мира промышленного оборудования — не забудь подписаться на рассылку, чтобы не пропустить!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.
MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (h3). Газ заправляется в баллоны и подключается к сварочному оборудованию.
При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (h3). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Сварка TIG
Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG, в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Можно ли сварить под машиной? — Ответы на все
Можно ли сваривать под машиной?
Какие меры предосторожности необходимо соблюдать при сварке под автомобилем? Это будут выхлопные работы конкретно и в районе бензобака. только бак не сварить.
Можно ли сваривать выхлопную трубу?
Сварка выхлопных труб с использованием сварки MIG По сравнению со сваркой стержнем и порошковой проволокой, сварка MIG больше подходит для сварки выхлопных труб. Вы можете отлично починить свой глушитель, и он будет выглядеть как новый.Мы рекомендуем использовать комбинацию углекислого газа и аргона для сварки выхлопной трубы методом MIG.
Что такое инверторный сварочный аппарат?
В инверторах используются трансформаторы гораздо меньшего размера, поэтому они изящнее, компактнее, легче и портативнее. Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздкий и не может вписаться в узкие места. Кроме того, они потребляют меньше электроэнергии и могут работать от обычного бытового тока.
Какой сварочный аппарат лучше для новичка?
Сварочные аппараты MIGявляются одними из лучших для начинающих, поскольку они разработаны с проволочным сварочным электродом на катушке, которая подается с предварительно выбранной скоростью через сварочный пистолет.Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Какая сварка самая прочная?
Сварка ВИГ
В чем разница между дуговой сваркой и инверторной сваркой?
Поскольку инверторы более эффективны, они могут создавать более стабильную дугу. По этой причине инверторные сварочные аппараты выигрывают как за эффективность, так и за стабильность. Трансформаторы по своей природе имеют более высокие рабочие циклы, поэтому теоретически они могут выполнять более тяжелую работу, чем инверторная машина.
Хороши ли инверторные сварочные аппараты MIG?
Inverter Mig Welders Современные инверторы намного надежнее, чем те, что были всего несколько лет назад.
В чем разница между сварочным аппаратом переменного тока и сварочным аппаратом постоянного тока?
Постоянный ток (DC) используется в большинстве случаев электродуговой сварки.Переменный ток (AC) обычно используется только в качестве второго варианта. Положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь. Отрицательная полярность постоянного тока приводит к меньшему проникновению, но более высокой скорости осаждения.
Можно ли преобразовать сварочный аппарат переменного тока в постоянный?
Сварку можно выполнять на переменном токе, но для более качественных сварных швов и для работы с более тонкими листами металла необходим постоянный ток. Lincoln продает недорогой аппарат для дуговой сварки на переменном токе, который может выдерживать ток до 225 ампер по цене около доллара за ампер.
Вы свариваете алюминий на переменном или постоянном токе?
1. Переменный ток используется для сварки алюминия, потому что его положительный полупериод обеспечивает «очистку», а отрицательный полупериод обеспечивает проплавление.
Какие сварочные электроды относятся к переменному току?
Сварочные электроды переменного тока включают 6011, 6013, 7018 и 7024.
- Модель 6011 имеет покрытие калиевого типа с высоким содержанием целлюлозы.
- Стержни 6013 используются для сварки чистого листового металла.
- Стержни 7018 обычно используются для сварки на постоянном токе, но их можно использовать и на переменном токе.
- Стержни 7024 могут использоваться при больших токах.
Можно ли сваривать ВИГ с помощью сварочного аппарата переменного тока?
Да, вы можете сделать стартовую установку с помощью сварочного аппарата для сварки TIG. Некоторые аппараты для ручной сварки имеют встроенную функцию подъема TIG. Да, вы *можете* выполнять TIG сварку алюминия с жужжащим ящиком. Тем не менее, я бы рекомендовал инвестировать в машину, предназначенную для TIG переменного тока.
Некоторые аппараты для ручной сварки имеют встроенную функцию подъема TIG. Да, вы *можете* выполнять TIG сварку алюминия с жужжащим ящиком. Тем не менее, я бы рекомендовал инвестировать в машину, предназначенную для TIG переменного тока.
Можете ли вы запустить сварочный аппарат на 220 вольт от генератора?
Правдивый ответ не всегда «да».Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать на каком-то уровне. Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
Можно ли переоборудовать сварочный аппарат MIG в аппарат для сварки электродом?
Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами.
Что нужно сделать в первую очередь перед настройкой сварки TIG*?
7 основных советов по сварке TIG для начинающих
- Используйте минимальную мощность.
- Угол факела.
- Держите материалы в чистоте.
- Не плавьте наполнительный стержень напрямую.
- Носите защитное снаряжение.
- Используйте правильный тип вольфрама.
- Работа с нержавеющей сталью.
Можно ли легально сварить раму автомобиля?
Каркас автомобиля подобен его скелету, скрытому от глаз и обеспечивающему прочность, необходимую транспортному средству для выполнения своей задачи — безопасной доставки из пункта А в пункт Б.Если возникает ситуация, когда вам необходимо сварить раму автомобиля, также известную как шасси, вы можете задаться вопросом о законности самостоятельной сварки.
Можно ли легально сварить раму автомобиля?
Федерального закона, запрещающего сварку рамы транспортного средства, не существует, но есть некоторые правила, которые необходимо соблюдать для пассажирских транспортных средств. Прочность и безопасность сварного шва шасси во многом зависят от навыков и опыта сварщика, а также от оборудования и материалов, которые он использует.
Прочность и безопасность сварного шва шасси во многом зависят от навыков и опыта сварщика, а также от оборудования и материалов, которые он использует.
Если вы собираетесь сваривать раму автомобиля самостоятельно, убедитесь, что у вас есть подходящие инструменты для выполнения этой работы, и сначала потренируйтесь на чем-нибудь другом.
Федеральные, государственные и местные законыВ то время как некоторые страны объявили сварку рамы автомобиля незаконной или широко регулируют ее, Соединенные Штаты остаются относительно либеральными в этом отношении. Основная задача законодательства США в отношении этой процедуры заключается в том, чтобы она выполнялась в соответствии с рекомендациями производителя.
В штатах и регионах могут быть свои инструкции и правила, касающиеся сварки каркаса. Важно связаться с транспортными властями в районе, где вы живете, чтобы определить конкретные законы, которыми вы связаны.
Сварка рамы, как правило, является проблемой только в том случае, если рассматриваемые автомобили указаны как уничтоженные, ржавые или угнанные, но некоторые другие ситуации также неприемлемы.
Автомобиль, состоящий из двух или более транспортных средств-доноров, сваренных вместе для получения одного работающего транспортного средства, называется «разрезанным и закрытым».Автомобили-доноры часто представляют собой те, у которых один конец был разрушен в результате какой-либо аварии.
Чтобы создать этого монстра транспортных средств Франкенштейна, сварщик отрезает поврежденную половину, чтобы спасти то, что осталось. Затем две неповрежденные половины затем соединяются вместе.
Даже с лучшим в мире сварщиком такая мешанина из автомобилей крайне опасна.
После вертикального разреза, необходимого для разделения автомобилей-доноров, рама недостаточно прочна, чтобы выдержать столкновение на высокой скорости.Разрезы и затворы имеют тенденцию разваливаться даже при самых незначительных авариях и часто становятся причиной травм пассажиров.
Разрез и замыкание можно определить, проверив точки с несколькими идентификационными номерами автомобиля (VIN) вокруг автомобиля. В дополнение к тому, что находится в левом нижнем углу приборной панели, есть еще несколько мест, которые нужно искать, в том числе:
В дополнение к тому, что находится в левом нижнем углу приборной панели, есть еще несколько мест, которые нужно искать, в том числе:
- Дверной косяк со стороны водителя: при открытой двери осмотрите область вокруг возврата ремня безопасности и места защелки двери.
- Передняя часть блока цилиндров: Откройте капот и посмотрите на переднюю часть двигателя.
- Ниша заднего колеса: На нижней стороне, непосредственно над шиной.
- Ниша для запасного колеса: возможно, вам придется вытащить запасное колесо, чтобы найти его.
- Передняя часть рамы: часто находится рядом с бачком для жидкости омывателя ветрового стекла.
- Дверной косяк со стороны водителя: Откройте дверь и осмотрите кузов под тем местом, где дверь должна быть закрыта, напротив того места, где дверные защелки.
Если какой-либо из VIN-кодов не совпадает, вполне вероятно, что вы имеете дело с вырезанным и закрытым.Будьте осторожны, если вы не можете найти более одного или двух тегов VIN на одной и той же половине автомобиля.
FMCSA расшифровывается как Федеральное управление безопасности автомобильных перевозчиков. Именно они отвечают на вопрос, можно ли легально сварить раму автомобиля?
FMCSA — федеральный орган правительства США, устанавливающий правила безопасности транспортных средств. В разделе 393.201 изложены правила сварки каркаса автомобиля. Он гласит, что:
- Все рамы транспортных средств должны быть в «хорошем состоянии», т.е.д., без трещин и провисаний
- Все необходимые скобы, крепящие автомобиль к раме, должны быть в наличии и должным образом затянуты.
- Фланцы лонжеронов рамы, если иное не указано производителем, не должны иметь трещин, изгибов, надрезов или просверленных отверстий.
- Сварка может выполняться только на раме транспортного средства. На раму автомобиля нельзя приваривать дополнительные детали или аксессуары.
Эти правила являются федеральными правилами сварки рам, и в случае их нарушения транспортное средство может быть конфисковано. Кроме того, могут быть оштрафованы предприятия, оказывающие услуги по перевозке пассажиров.
Кроме того, могут быть оштрафованы предприятия, оказывающие услуги по перевозке пассажиров.
Заварка треснувшей рамы — это гораздо больше, чем может показаться. Это кажется простым и понятным, но некоторые распространенные проблемы могут сделать сварку рамы небезопасной.
Недостаток навыков и контроля — одна из самых распространенных проблем. Требуется огромное количество навыков, чтобы правильно сварить шасси. Плохо выполненные сварные швы могут привести к выходу из строя рамы и возникновению опасной ситуации.
Отсутствие навыков также приводит к плохому проплавлению сварного шва. Многие новички — и даже некоторые более опытные — сварщики выполняют поверхностные швы, которые не могут соединить две детали на более глубоком уровне. Этот вид сварного шва практически не обеспечивает поддержки, если на раму оказывается какое-либо давление.
Оборудование, необходимое для сварки рамы Если вы читаете эту статью, скорее всего, вы рассматриваете возможность сварки шасси.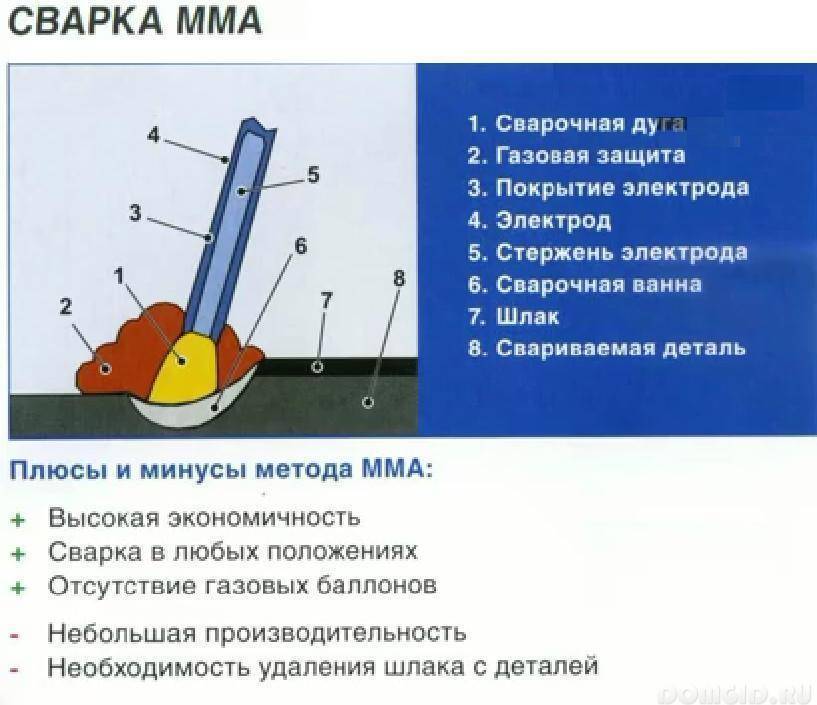 Если это ваш личный автомобиль, а не коммерческий грузовик, вам не нужно беспокоиться о том, чтобы ездить по дорогам общего пользования на законных основаниях, если вы это делаете.
Если это ваш личный автомобиль, а не коммерческий грузовик, вам не нужно беспокоиться о том, чтобы ездить по дорогам общего пользования на законных основаниях, если вы это делаете.
Если вы новичок в сварке, возможно, вы захотите еще раз подумать или получить немного больше опыта, прежде чем браться за сварку рамы. Однако, если вы настроены выполнять работу самостоятельно, вам понадобится некоторое оборудование, чтобы убедиться, что вы находитесь в хорошем месте, чтобы выполнить работу правильно. Для этого вам потребуется:
- Пневматическая пила — позволяет выполнять точные разрезы, чтобы лучше совмещать детали для получения более тонкого сварного шва.
- Сварочные зажимы — используются для удержания металлических деталей на месте во время сварки, зажимы с замком являются лучшим вариантом.
- Измеритель толщины листового металла – особенно полезен при сварке методом MIG, так как позволяет измерить толщину листового металла, что позволяет получить более точный сварной шов.
- Угловая шлифовальная машина. Важно поддерживать чистоту и ровность мест сварки, удаляя излишки наполнителя.
- Ножницы для авиации. Вырезать заплатки из листового металла с помощью этих ножниц совсем несложно. Хорошая пара может резать нержавеющую сталь до 23 калибра.
- Набор тележки и молотка — необходим для придания формы листовому металлу для кузовных работ.

Мир сварщиков не может прийти к единому мнению о том, какой тип сварки лучше всего подходит для автомобильных работ. Вместо этого сварочное сообщество разделено на сварку MIG (металл в инертном газе) и сварку TIG (вольфрам в инертном газе). Хотя оба являются формами дуговой сварки, между ними есть тонкие различия.
Сварка TIG использует стержни для соединения двух металлов. Он, как правило, лучше работает для более тонких кусков металла и, следовательно, не подходит для сварки шасси.
Обычно считается, что сварка MIG лучше подходит для больших сварных швов, проще в использовании и корректировке, а также позволяет сваривать более толстые куски металла. Он подает присадочную проволоку через сварочный аппарат, чтобы создать сварной шов, соединяющий два куска металла вместе.
Он подает присадочную проволоку через сварочный аппарат, чтобы создать сварной шов, соединяющий два куска металла вместе.
Возможность сваривать вместе более толстые металлы является веской причиной для выбора MIG, а не TIG для изготовления каркаса. Возможность исправлять мелкие ошибки также является огромным преимуществом сварщика MIG по сравнению с TIG.
Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Алюминий — сложный металл для сварки, особенно с помощью дуговой сварки.Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Можно ли сваривать алюминий дуговой сваркой? Да, перед сваркой дуговым сварочным аппаратом алюминий необходимо очистить и предварительно нагреть. Поскольку использование дуговой сварки с высокой силой тока может деформировать или прожечь алюминий, вы должны установить силу тока на более низкое значение.
Дуговая сварка более распространена, чем любой другой процесс сварки, используемый в мире, но сварку электродом трудно использовать на более мягких и тонких металлах. Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
В отличие от углеродистой стали, алюминий не меняет цвет до того, как достигнет точки плавления. Это уникальное свойство затрудняет отслеживание сварочной ванны. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Как сварить алюминий дуговой сваркой?
Сварка алюминия дуговым сварочным аппаратом – не простой процесс.Сварщики-любители могут разочароваться в алюминии, когда впервые попытаются сварить его.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные — как их избежать
Если вы новичок в сварке, вам, вероятно, придется попрактиковаться в сварке нескольких сварных швов, прежде чем вы научитесь использовать сварочный аппарат на алюминии. В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
| Шаг – №. | Требования |
| 1 | Подготовьте ваше рабочее место |
| 2 | Wear защитное снаряжение |
| 3 | Prep алюминий |
| 4 | Разогреть алюминий |
| 5 | Сварка алюминия |
| 6 | Очистка сварного шва |
1. Подготовка рабочего места
Идеальное место для сварки алюминия — на открытом воздухе.В отличие от аппаратов для сварки TIG или MIG, аппарат для дуговой сварки эффективен при скорости ветра до 35 миль в час. Поскольку сварщики электродом используют электрод с флюсовым покрытием, а не защитный газ, слабый ветер не влияет на сварочную ванну дуги.
Если сварка на открытом воздухе невозможна, попробуйте провести сварку в помещении с хорошей вентиляцией. Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Перед началом сварки убедитесь, что все легковоспламеняющиеся и горючие материалы удалены из зоны сварки.Поскольку сварочный аппарат работает при высоких температурах, соседняя промасленная тряпка или аэрозольный баллончик могут легко воспламениться.
2. Ношение защитного снаряжения
Дуговая сварка может быть опасной, если не принять меры предосторожности перед началом сварки. Температура дуги может варьироваться от 5000°F до более 20000°F.
Хотя сварщики-любители редко сталкиваются с высокотемпературными дугами, низкотемпературные дуги достаточно горячие, чтобы расколоть бетон и вызвать ожоги третьей степени на непокрытой коже.
Огнестойкие перчатки и фартуки необходимы, если вы хотите избежать опасности от брызг расплавленного металла и возможных воспламенений. Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Поскольку вам приходится держать электрод рукой, ваши перчатки изнашиваются быстрее при использовании дуговой сварки.
Маловероятно, что многие сварщики используют электродуговую сварку без шлема, но если они это сделают, то могут навсегда повредить глаза. Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Громоздкий респиратор может показаться громоздким под шлемом, но он обеспечивает еще один уровень защиты от ядовитых паров. Хотя это может показаться ненужным для каждого проекта, как только вы привыкнете носить его, ваши легкие скажут вам спасибо.
3. Алюминиевый препарат
В отличие от нержавеющей стали, алюминий сильно реагирует на кислород. Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Соскоблите оксидированную пленку металлической щеткой или мелкой наждачной бумагой, чтобы удалить покрытие. Эксперты рекомендуют избегать использования механизированных шлифовальных или шлифовальных машин для алюминия.
Если вы используете механические инструменты для удаления оксида алюминия, вы рискуете свернуть часть оксидов в металл . Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
4. Предварительный нагрев металла
Поскольку алюминий может рассеивать тепло в четыре раза быстрее, чем углеродистая сталь, перед зажиганием дуги необходимо предварительно нагреть металл до 400°F. Палочка термометра поможет вам поддерживать температуру ниже 400°F, но вы также можете использовать трюк, предложенный невероятным сварщиком в этом видео.
Хитрость заключается в затемнении алюминия кислородно-ацетиленовой горелкой. Чтобы затемнить алюминий углеродом, настройте горелку на науглероживающее пламя.
После того, как ваша заготовка покроется сажей, отрегулируйте пламя, уменьшив содержание кислорода. Установите горелку на средний уровень и перемещайте ее вокруг алюминия, чтобы нагреть его.
Когда сажа начинает исчезать, ваш алюминий имеет правильную температуру для сварки.
5. Сварка алюминия
Прежде чем зажечь первую дугу на алюминии, помните, что вы работаете не со сталью.По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
Флюс от алюминиевого электрода после остывания образует беспорядок. В отличие от шлака от других электродов, алюминиевый шлак представляет собой плотную темно-серую массу, требующую тщательной очистки после сварки.
Настройте машину на 85 ампер и используйте обратную полярность постоянного тока. Это означает, что ваш алюминиевый стержень использует положительный ток (положительный электрод постоянного тока).
Если вы свариваете две детали, образующие угол 90°, вам придется наклонить электрод под углом 45°. Угол стержня всегда будет соответствовать углу, образованному в центре сустава. В этом случае угол сустава составляет половину от 90°.
Поскольку алюминиевый флюс может мешать воспламенению дуги, попробуйте удалить небольшое количество флюса с кончика электрода. Флюс имеет консистенцию, аналогичную соли, и бурно реагирует во время начального зажигания дуги.
Выполните два прихваточных шва на каждом конце деталей. Это предотвращает деформацию концов основных металлов при расширении алюминия от тепла.
Зажгите дугу и используйте высокую скорость перемещения для завершения сварки. В отличие от стали, дугу трудно отследить после первого удара. Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
6. Очистка после сварки
Прежде чем приступить к откалыванию шлака, закалите металл, погрузив его в воду.Алюминиевый шлак почти невозможно отколоть, когда он теплый.
С помощью отбойного молотка удалите большую часть шлака и закончите с помощью проволочной щетки. В начале сварного шва может потребоваться большее количество сколов, чем в остальной части сварного шва. Первоначальная бурная реакция флюса с расплавленным алюминием иногда приводит к тому, что вначале сварной шов становится более широким.
Используйте сухую ткань для удаления оставшихся хлопьев шлака.
Сварка алюминиевых палочек >> Посмотрите видео ниже
Есть ли более простой способ сварки алюминия?
Если у вас есть сварочный аппарат MIG, вы можете добиться большего успеха и сократить время простоя при сварке алюминия. Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Отсутствие потока
Поскольку сварщики MIG используют защитный газ, а не электроды с покрытием, они производят более чистые сварные швы на алюминии. Идеальными защитными газами для MIG-сварки алюминия являются гелий (75%) и аргон (25%).
Без предварительного нагрева
В отличие от дуговой сварки алюминия, вам не нужно предварительно нагревать алюминий перед сваркой MIG.Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Связанное чтение: Как сварить алюминий в домашних условиях >> Руководство для начинающих
Меньше очистки
Раздражающий шлак, который необходимо удалить при сварке алюминия пайкой, не является проблемой при использовании сварочного аппарата MIG. Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет чище и менее трудоемким в очистке.
Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет чище и менее трудоемким в очистке.
Заключительные замечания
Большинство сварщиков согласятся, что сварка алюминия электродом – это скорее рутинная работа, чем удовольствие. С помощью дуговой сварки можно получить прочный и долговечный шов на алюминии, но для этого требуется изрядная практика. Если вы можете справиться со сложной сварочной ванной и обширным процессом очистки, дуговая сварка алюминия может быть для вас.
Рекомендуемое чтение
Нужен ли вам шпульный пистолет для сварки алюминия?
Можно ли сваривать алюминий без газа? Является ли это возможным?
Сварка трением для электромобилей
Задолго до того, как слово «Tesla» вызвало какие-либо мысли, кроме культового изобретателя 1800-х годов, компании по всему миру полагались на сварку трением для соединения своих деталей.Но точно так же, как автомобильные технологии менялись на протяжении десятилетий, фрикционная сварка последовала за ними, адаптировавшись к требованиям современного рынка потребительских и коммерческих автомобилей.
По мере того как доля электромобилей в ежегодных продажах автомобилей в Европе и США продолжает увеличиваться, перед компаниями, поддерживающими автомобильную промышленность, постоянно открываются новые возможности.
В частности, в Европе был еще больший толчок к переходу на электромобили со стороны автомобильных гигантов, таких как BMW, Daimler, Audi и Volkswagen.
MTI десятилетиями занимается сваркой трением традиционных автомобильных деталей — от поршней до клапанов двигателя. Наш проверенный процесс является лучшим выбором для ведущих компаний из-за, среди прочего, повышенной прочности соединения и продолжительности цикла, которые обеспечивает сварка трением.
И хотя мы продолжим соединять эти детали, мы также изучаем, как сварка трением может принести пользу электромобилям.
КАКИЕ ПРЕИМУЩЕСТВА ЭЛЕКТРОМОБИЛЕЙ
Одним из главных преимуществ электромобиля является его запас хода.Другими словами, количество миль, которое он может пройти, прежде чем потребуется перезарядка.
Более тяжелый автомобиль не может проехать так далеко, поэтому многие производители электромобилей уделяют такое большое внимание облегчению. Еще до появления электромобилей MTI помогала клиентам из разных отраслей получать более легкие детали.
ОБРЕЗКА ГРУЗА
Сварка трением дает нам возможность соединять разнородные металлы, что является существенным преимуществом для снижения веса.Вместо того, чтобы использовать один тип металла для детали, производители могут переключиться на более легкий материал для менее важной части детали и использовать более тяжелый материал только для тяжелой части.
Некоторые из самых популярных комбинаций включают медь и алюминий и сталь и алюминий.
В отличие от традиционных методов сварки, при сварке трением также не используются наполнитель или флюс, которые увеличивают вес детали.
ДРУГИЕ ПРЕИМУЩЕСТВА
Легкий вес — не единственное преимущество, которое сварка трением может предложить производителям электромобилей. Сварка трением с перемешиванием может создавать водонепроницаемые уплотнения на деталях, снижая риск контакта жидкостей с хрупкой электроникой.
Сварка трением с перемешиванием может создавать водонепроницаемые уплотнения на деталях, снижая риск контакта жидкостей с хрупкой электроникой.
Возможности, которые может предоставить сварка трением на рынке электромобилей, практически безграничны, но некоторые возможные области применения включают:
- Батарейные отсеки
- Теплообменники
- Топливные баки
- Корпус инвертора
- Монтажные скобы
- Электронные корпуса
Несмотря на то, что у производителей автомобилей, работающих на газе и электромобилях, безусловно, разные потребности и приоритеты, у обоих есть желание создавать свою продукцию как можно быстрее и эффективнее.
Вот почему сварка трением с малым усилием может быть привлекательной для автомобильной промышленности в целом. Среди многих преимуществ, сварка трением с малым усилием обещает сократить время цикла, что означает, что каждый день с производственной линии сходит все больше деталей.
Готовы узнать, как сварка трением может принести пользу вашему электромобилю? Нажмите здесь, чтобы начать разговор с одним из наших знающих инженеров по продажам!
Все еще хотите узнать больше о будущем сварки трением деталей электромобилей? Проверь это.
О МТИ
Компания MTI зарекомендовала себя как лидер в области сварки трением, включая технологии вращательного трения, линейного трения, низкосилового трения и сварки трением с перемешиванием. Помимо услуг контрактного производства, MTI поставила машины Daimler, DAF, Dana, BWI, GE, Rolls-Royce, Pratt and Whitney, Federal Mogul и многим их поставщикам первого уровня. Семейный бизнес, основанный в 1926 году, MTI насчитывает 185 сотрудников в Саут-Бенде, Великобритании и Словакии.
Для получения дополнительной информации о MTI и семействе передовых технологий сварки трением посетите веб-сайт www.mtiwelding.com .
Твиттер: @mtiwelding
LinkedIn: https://www.