Сварка вольфрамовым электродом — особенности, технология, оборудование
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
1 / 1
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.ru. Здесь представлены лучшие образцы от производителя.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.


Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
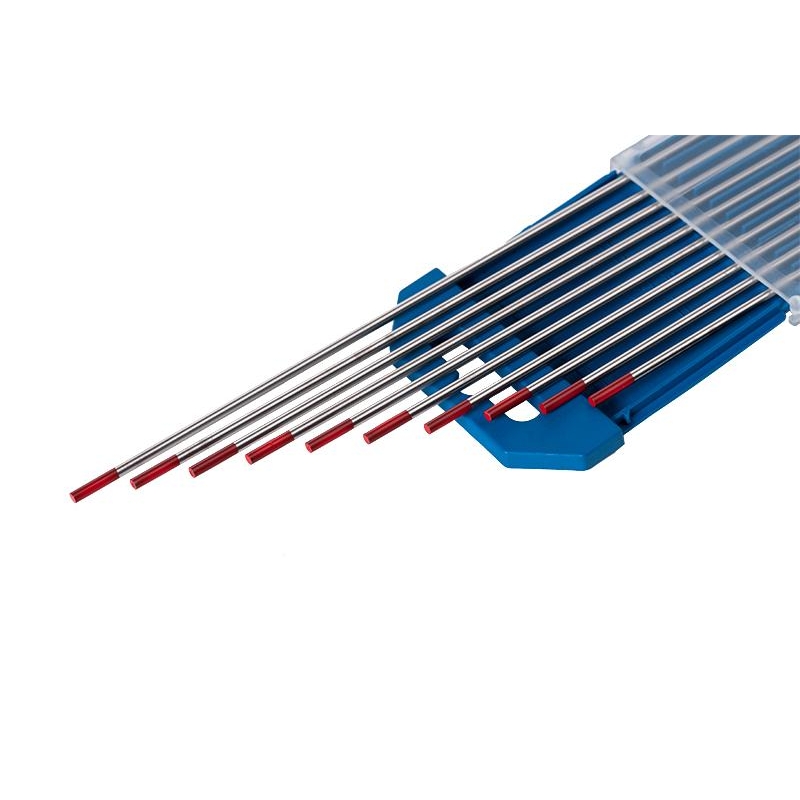
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
 Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).

Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ — аргон;
- присадочная проволока — пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
| Инструмент ручной электрический: машины для заточки вольфрамовых электродов, | 8467295900 |
| Станки металлообрабатывающие: машинки для заточки вольфрамовых электродов, | 8467295900 |
| Станки металлообрабатывающие для заточки вольфрамовых электродов, | 8460909008 |
| Инструмент абразивный: диски алмазные для заточки вольфрамовых электродов, | 6804210000 |
| Инструмент ручной электрифицированный: машинки для заточки вольфрамовых электродов, торговой марки «WAG» | 8467295900 |
| Инструменты ручные электрические: машинки для заточки вольфрамовых электродов, | 8467295900 |
| Инструмент электрофицированный ручной для заточки вольфрамовых электродов на напряжение 230 вольт, | 8467295900 |
| Инструмент ручной электрифицированный, торговая марка «INTEGRAL»: Инструмент для заточки вольфрамовых электродов | 8467298000 |
| Оборудование для сварки промышленное: горелки для сварки вольфрамовым электродом | 8515900000 |
| Оборудование сварочное: пятикоординатная автоматизированная система сварки вольфрамовым электродом в газовой среде (GTAW) | 8515801000 |
| Станки металлообрабатывающие: аппараты для заточки вольфрамовых электродов | 8460909008 |
| Оборудование металлообрабатывающее: машинка для обточки вольфрамовых электродов | 8459409000 |
| Станки металлобрабатывающие для заточки вольфрамовых электродов G-Tech, | 8460909008 |
| Инструмент из природных и синтетических алмазов: Круги (диски) алмазные шлифовальные для заточки вольфрамовых электродов | 6804210000 |
| Машины переносные электрические: устройство для заточки вольфрамовых электродов торговой марки «ESAB» | 8467295900 |
| Машина переносная электрическая: устройство для заточки вольфрамовых электродов торговой марки «ESAB» | 8467295900 |
| Держатель вольфрамового электрода устанавливается в нижней головке крепления проволоки для проволочно-вырезного электроэрозионного станка agiecharmilles cut 20 p, размером: длина 30 мм, ширина 20,3 мм, номинальное напряжен | 8515900000 |
| Инструмент абразивный: Алмазный шлифовальный диск к машинкам для заточки вольфрамовых электродов, | 6804210000 |
| A200 ГОРЕЛКА ДЛЯ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ 8 МЕТРОВ, | 8515900000 |
| Станки металлообрабатывающие для заточки вольфрамовых электродов с комплектующими, | 8460909008 |
| Горелка для сварки вольфрамовым электродом с водяным охлаждением | 8515900000 |
Вольфрамовые электроды: виды, маркировки, сфера применения.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа: 1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи. 2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.
Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом. 1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла.
Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Иногда для одного изделия нужны разные марки.
Читать также: Как спаять без паяльника и олова
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования: При ручной сварке, следует соблюдать следующие требования • движение ведется справа налево; • при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются. Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение. Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам: 1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку. 2. Стержни должны иметь идеальную чистоту на конце. 3. Рекомендуется подобрать правильный режим сварки. 4. Надежно защищать и держать ванну под струей аргона. Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.
Особенности сварки
Особенности процесса обусловливаются повышенными температурами плавления вольфрама. Специалисты напоминают, что качество сварки вольфрама во многом зависит от чистоты самого металла. Она должна быть максимально высокой. Для самой процедуры необходимо подготовить источники, дающие достаточную концентрацию при нагреве. Ещё один важный нюанс состоит в том, что при обычном температурном режиме соединения с вольфрамом, полученные путём сварки, проявляют склонность к растрескиванию, выраженную хрупкость. Поэтому до начала сварочных работ с участием этого металла нужно заблаговременно подогревать основное сырье. Требуется температура от +500 градусов и выше.
Если сваривать отдельные элементы, не допуская их жёсткого скрепления между собой, можно не допустить последующего формирования на поверхности металла трещин. Изредка специалисты делают упреждающий ход, повышая пластичность сварной области. Для этого уже по окончании термообработки деталь сначала нагревается до 1800 градусов, а по прошествии часа подвергается охлаждению с применением специализированных печей.
Изредка специалисты делают упреждающий ход, повышая пластичность сварной области. Для этого уже по окончании термообработки деталь сначала нагревается до 1800 градусов, а по прошествии часа подвергается охлаждению с применением специализированных печей.
Чтобы гарантировать чистоту рабочих элементов, их обрабатывают с применением электрополировки либо травят горячей массой, состоящей из четырёх кислот – хромовой, серной, плавиковой и азотной.
Оборудование
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Читать также: Ограждение лестницы из металла фото
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.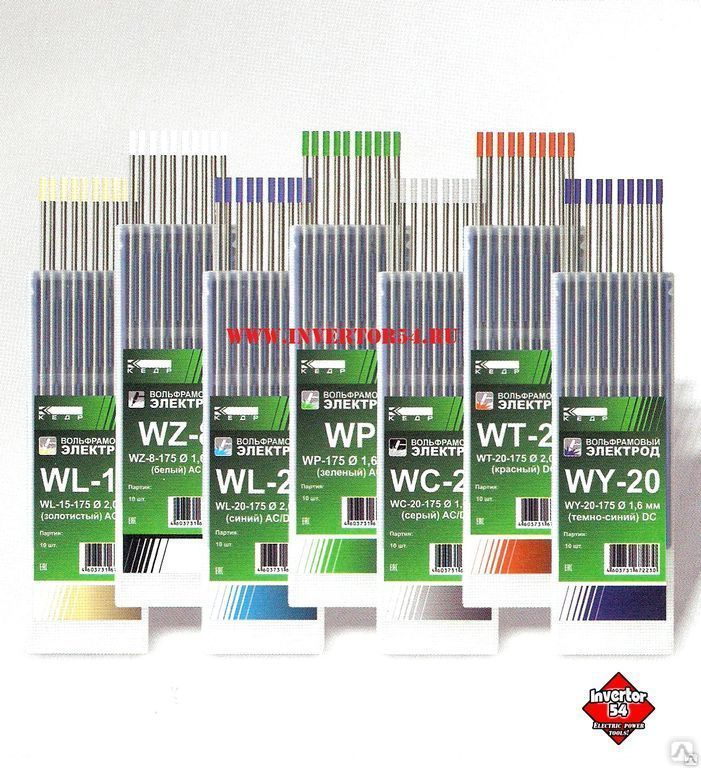
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться – точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Рекомендуем к прочтению Особенности и главные преимущества использования электродов типа Э46
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
В результате операции шов будет ровным, без трещин.
При изготовлении более сложных металлоконструкций применяют электрод из низкоуглеродистой стали.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Вольфрамовые электроды
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» — обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0. 8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм. Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др. «WP» – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом. «C» – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током. «Т» — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой.
8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм. Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др. «WP» – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом. «C» – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током. «Т» — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла. «Y» — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями. «Z» — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла. «Y» — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями. «Z» — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости. «L» — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
«L» — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Вольфрамовые электроды Binzel — куплю в Украине от «ООО «СМГ»». +380 (95) 332-65-19 МНОГОКАНАЛ
Куплю вольфрамовые электроды abicor binzel
сварщик делает самый практичный выбор, так как именно электроды из вольфрама, содержащие оксид редкоземельного металла, в частности лантана, являются лучшим расходным материалом для аргонодуговых сварочных работ. Сварщик всегда уверен в высоком качестве дуги: она стабильна на протяжении всего рабочего процесса. Эти электроды подходят для работ с жаропрочными сплавами, легированными сталями и цветными металлами.
Куплю вольфрамовые электроды, обратите внимание на расходные материалы компании ABICOR BINZEL с оксидом лантана, так как они имеют лучшие сварочно-технологические свойства. С такими вольфрамовыми электродами можно работать при очень большой силе тока, гораздо более высокой, чем выдерживают электроды с содержанием других редкоземельных металлов. Даже после длительного периода эксплуатации заточка под конус сохраняется очень хорошо.
Для удобства работы с высоколегированными сталями необходимо, чтобы вольфрамовый электрод имел конусообразный рабочий конец, размер которого равняется 2 или 3 диаметрам электрода. При сварке электродами с затупленным концом происходит некоторое блуждающее движение катодного пятна, а при конусообразной заточке это исключено. Заточка рабочего конца производится на индивидуальном мелкозернистом абразивном круге. Размеры притупления и угол, под которым производится заточка, выбираются в зависимости от того, какие нужны свойства сварочной дуги.
Вольфрамовые электроды с добавлением в химсостав оксида лантана — это лучший выбор для аргонодуговой TIG сварки постоянным либо переменными током. Этот тугоплавкий расходный материал поддерживает стабильную дугу даже при малом значении сварочного тока, а вероятность прожечь тонкий лист металла минимальна.
Этот тугоплавкий расходный материал поддерживает стабильную дугу даже при малом значении сварочного тока, а вероятность прожечь тонкий лист металла минимальна.
Преимущества выбора лантановых электродов:
Остатки электродов, отходы и пыль от шлифовки безопасны для окружающей среды.
Быстрый поджиг дуги и лёгкий повторный поджиг.
Дуга обладает повышенной стабильностью относительно других вольфрамовых электродов.
Потери вольфрама при выгорании сведены к минимуму.
Деформация заточенного вольфрамового электрода после сварки практически равна нулю.
Транспортировка и хранение электродов не требуют никаких дополнительных мер защиты.
Очень много различного ручного и электроинструмента, расходных материалов и оборудования в нашем инструментальном интернет — магазине e-1.com.ua.
Заходите на главную страницу, чтобы увидеть все разделы. Будет интересно.
Выбор вольфрамовых электродов — Страница 14 — Расходные материалы
Несколько раз судьба сводила меня с лантановыми — WL-20 и разок прикупил иттриевые -WY-20.
 Разочаровали меня они.При заточке кончик выкрашивается,иной раз и до кончика дело не доходит-отлетают солидные чешуйки,попадалось что по центру вольфрама что то типа полости,во время сварки иной раз видно,как набухает кончик и начинает расслаиваться.Разные закупки,разные организации(места работы),и даже в частном порядке покупал.Допускаю,что может и брак,но не в таких же масштабах.Что самое удивительное,с одной стороны заточка идёт более-менее нормально,помучавшись можно сделать требуемое,то с другой-ну никак.Варить,правда,ими хорошо,дуга стабильная.С цериевыми WC-20 таких косяков небыло ни разу-и алюминий,и сталь,и нержавейка — никаких расслоений и заточка не вызывает плясок с бубном.Ториевые нареканий не вызывали ,но из-за их коварности пришлось отказаться от них-как нос не затыкай,а пыль она и есть пыль,и если помещение ограничено,то через некоторое время будешь Сталкером. Касаемо обширного ассортимента вольфрама мне понравилось мнение Sakhalin_Cat ,что разнятся электроды поначалу,покуда хвостик выдаёт их принадлежность к тому или иному классу,а затем они все на одно лицо.
Разочаровали меня они.При заточке кончик выкрашивается,иной раз и до кончика дело не доходит-отлетают солидные чешуйки,попадалось что по центру вольфрама что то типа полости,во время сварки иной раз видно,как набухает кончик и начинает расслаиваться.Разные закупки,разные организации(места работы),и даже в частном порядке покупал.Допускаю,что может и брак,но не в таких же масштабах.Что самое удивительное,с одной стороны заточка идёт более-менее нормально,помучавшись можно сделать требуемое,то с другой-ну никак.Варить,правда,ими хорошо,дуга стабильная.С цериевыми WC-20 таких косяков небыло ни разу-и алюминий,и сталь,и нержавейка — никаких расслоений и заточка не вызывает плясок с бубном.Ториевые нареканий не вызывали ,но из-за их коварности пришлось отказаться от них-как нос не затыкай,а пыль она и есть пыль,и если помещение ограничено,то через некоторое время будешь Сталкером. Касаемо обширного ассортимента вольфрама мне понравилось мнение Sakhalin_Cat ,что разнятся электроды поначалу,покуда хвостик выдаёт их принадлежность к тому или иному классу,а затем они все на одно лицо. Лежат в одной ёмкости и равноправно варят всё и вся,не особо отличаясь по свойствам — начинающий различие не заметит,а профессионалу мелкие нюансы по барабану.
Лежат в одной ёмкости и равноправно варят всё и вся,не особо отличаясь по свойствам — начинающий различие не заметит,а профессионалу мелкие нюансы по барабану.Да было такое, отлетали и чешуйки, и кончики. Правда я б сказал, смотря на чем точить. Если на круге точильном в грит 40-90, то да, проблема есть. Я лично отказался от этих кругов и купил себе простой электронапильник makita. Ленточный. Ленты ставлю грит в диапазоне от 100 до 400. Сначала грубая обработка, потом более тонкая. Полируется хорошо. Кончики и чешуйки не отлетают. Да и этот аппарат стоит в два раза дешевле, чем спец.аппараты для заточки. Всем успехов.
Для чего нужны вольфрам электроды?
Основной способ соединения нескольких металлических элементов – сварка. И качество формируемого шва зависит от того, насколько правильно подобраны электроды. Чаще всего для этих целей используются вольфрам электроды, которые изготавливают из чистого вольфрама либо из сырья с определенными присадками. На продажу поступает несколько видов вольфрам электродов, которые отличаются не только составом, но и предназначением.
На продажу поступает несколько видов вольфрам электродов, которые отличаются не только составом, но и предназначением.Марка WP В состав таких электродов, которые можно приобрести на https://pz.ua/, не входят присадки. Именно поэтому их чаще всего применяют для проведения сварочных работ на переменном токе. Поскольку сварочная дуга остается стабильной, с ее помощью можно осуществлять соединение алюминиевых элементов. Отличить электроды WP несложно, поскольку они окрашены в зеленый цвет.
Марка WL При изготовлении электродов этой марки используется сочетание вольфрама, а также лантана. Пользоваться ими можно для проведения сварочных работ, как на переменном, так и на постоянном токе. В состав электродов обязательно входит легирующий элемент – оксид лантана. Поэтому ими можно пользоваться в случае, если нужно соединять изделия из таких материалов, как:
- Титан.
- Высоколегированная сталь.
- Нелегированная сталь.
- Алюминий.
- Медь.
- Определенные магниевые сплавы.
Кстати, пользоваться электродами марки WL можно и во время микроплазменной сварки. Обусловлено это тем, что входящий в состав оксид лантана способствует улучшению воспламеняемости сварочной дуги. Данные сварочные электроды представлены в нескольких моделях. Они могут быть задействованы при использовании автоматической сварки.
Марка WС-20 Данные электроды универсальные, их можно использовать для сварки на постоянном, а также на переменном токе. Электроды не разрушаются даже в случае, если сварка происходит при небольшом токе. Обусловлено это тем, что уровень износостойкости довольно высокий.
Марка WY-20 Основное предназначение электродов марки WY-20 – это соединение элементов и листов из углеродистой стали либо же из легированной стали. Их отличительная черта – повышенный уровень износостойкости, прочности. Такие электроды окрашены в темно-синий цвет. Чтобы получить максимум пользы от сварочных электродов из вольфрама, следует ответственно подходить к выбору марки.

WP-291 Разъяснение относительно вольфрамовых электродов для сварки TIG/GTAW
Концепция дуговой сварки вольфрамовым электродом, первоначально представленная в качестве практического инструмента в 1950 году, в настоящее время зарекомендовала себя как наиболее универсальная технология сварки плавлением в соответствии с высочайшими стандартами качества.
В дуге во время сварки создается температура около 4000ºC, поэтому роль электрода имеет решающее значение. Он должен иметь высокую температуру плавления и быть неплавящимся: вольфрам быстро зарекомендовал себя как наиболее подходящий материал.
По мере расширения знаний о характеристиках дуги стало ясно, что использование чистого вольфрама накладывает некоторые ограничения на развитие процесса, в частности, на зажигание дуги, стабильность и износ электрода.
Ранние исследования показали, что добавление тория привело к общему улучшению производительности, и благодаря этой работе постепенно был введен ряд вольфрамовых электродов, содержащих добавки оксида или «примеси».
Дефектный фон
Несмотря на очевидную значимость состава электродов, за последние 60 лет было опубликовано мало научных работ, имеющих практическое значение.Некоторые из них выступают за широкое использование присадок на основе улучшения характеристик сварки, некоторые подчеркивают связанные с ними опасности.
Доказательства, подтверждающие результаты этих испытаний, однако, ошибочны и не могут использоваться в качестве основы для обобщенных выводов. Здесь мы представляем объективный обзор того, что стало эмоциональным вопросом – использование легирующих примесей в вольфрамовых электродах.
Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностью для здоровья.
Основные легирующие примеси
Основным преимуществом вольфрама как материала для сварочных электродов является его низкая работа выхода – энергия, необходимая для отрыва электрона. Это важное требование для эффективной генерации дуги. Легирующие примеси снижают работу выхода и, таким образом, усиливают эмиссию электронов. Как следствие, это увеличивает срок службы электрода, а также может способствовать зажиганию и стабильности дуги.
Это важное требование для эффективной генерации дуги. Легирующие примеси снижают работу выхода и, таким образом, усиливают эмиссию электронов. Как следствие, это увеличивает срок службы электрода, а также может способствовать зажиганию и стабильности дуги.
Наиболее часто используемыми добавками являются оксиды тория (ThO2), диоксида циркония (ZrO2), лантана (LaO2), иттрия (Y2 O3) и церия (CeO2), и некоторые из них классифицированы в таблице 1 вместе с их соответствующей работой. функции.Некоторые электроды (1) содержат сложные смеси оксидов редкоземельных элементов, называемые многовариантными электродами, и известно, что они еще больше снижают работу выхода.
| Тип электрода (эВ) | Классификация | Код цвета | Типовая рабочая функция |
| Чистый вольфрам | ЭРП | Зеленый | 4. 5 5 |
| Торированный | EWTh-2 | Красный | 3,4 |
| Цирконированный | ЭВЗр-1 | Коричневый | 4,2 |
| Лантанат | ЭВЛа-1 | Черный | 3,3 |
| Сериатед | EWCe-2 | Оранжевый | 2,6 |
| Мультиактивный | EW-G | серый | 2.4 |
| Таблица 1 Классификация электродов AWS по цвету и работе выхода (эВ) | |||
Запуск дуги
Хотя материал электрода оказывает значительное влияние на легкость зажигания дуги, существует несколько других управляющих факторов. Среди них дуговой промежуток, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
С таким количеством взаимодействующих переменных экспериментирование отнимает много времени. Относительная характеристика зажигания дуги любого электрода зависит от других параметров; наиболее сложные условия запуска преобладают при низком напряжении холостого хода, т.е. < 35 В, низком токе, т. е. < 20 А, и большом дуговом промежутке.
Относительная характеристика зажигания дуги любого электрода зависит от других параметров; наиболее сложные условия запуска преобладают при низком напряжении холостого хода, т.е. < 35 В, низком токе, т. е. < 20 А, и большом дуговом промежутке.
Castner (2) сообщил, что электрод с 2% оксидом церия обеспечивает наилучшие характеристики, но Мацуда (3) обнаружил, что при низких напряжениях холостого хода оксид церия уступает электроду из лантана, иттрия и тория.
Специальная работа по электродам с несколькими легирующими добавками пришла к выводу, что некоторые из них обеспечивают заметное улучшение общих характеристик (4 и 5), при этом электроды MultiStrike® имеют в 10 раз более длительный срок службы, чем торированный вольфрам при тех же условиях.
Резюме обзора. Выбор между влиянием различных легированных электродов на зажигание дуги невелик, но в целом ни один из них не хуже, чем чистый вольфрам. При определенных определенных условиях лантана и церий дают значительные преимущества, в то время как многомерные дуги дают значительные преимущества.
Стабильность дуги
Стабильная дуга является необходимым условием для получения сварных швов неизменно высокого качества. Стабильность обратно пропорциональна работе выхода материала электрода, так что, хотя вольфрам хорош, добавки легирующих примесей с их более низкой работой выхода повышают стабильность дуги.
Имеются данные (2) о том, что некоторые легирующие материалы теряются с поверхности электрода и могут или не могут быть адекватно восполнены за счет диффузии из тела электрода.В результате это приведет к постепенному снижению стабильности дуги во время использования.
Некоторые многовариантные электроды содержат более высокий процент легирующей примеси, чтобы противодействовать этому эффекту.
Эрозия электрода
Как и в случае зажигания дуги, на эрозию влияет множество взаимосвязанных переменных; Поэтому даже сложные исследования должны приводить к выводам, основанным на ограниченном сочетании обстоятельств.
Основным способствующим фактором является загрязнение в результате касания и контакта со сварочной ванной.Другими факторами являются геометрия наконечника электрода, сварочный ток, напряжение холостого хода, защитный газ, основной материал и источник сварочного тока.
Winson & Turk (6) сообщили, что электроды, легированные торием, в большинстве случаев демонстрируют более длительный срок службы, чем чистый вольфрам. Мацуда (3) обнаружил, что добавки легирующей примеси обеспечивают значительные преимущества при более высоких сварочных токах.
Вопросы качества сварки
Сварочный электрод играет важную роль в обеспечении стабильной работы, так как он влияет на стабильность дуги.Несмотря на то, что недорогие вольфрамовые электроды и вольфрамовые электроды, легированные оксидами, доступны на рынке, они обычно имеют низкое качество: в частности, плохая стабильность работы. Отслеживаемый вольфрамовый электрод в некоторой степени обеспечит критичному пользователю постоянство и надежность (1).
Опасности для здоровья
Предупреждения о вреде для здоровья выдаются (с 7 по 9) многими законодательными и консультативными органами в связи с использованием сварочных электродов, содержащих тугоплавкие оксиды и, в частности, торий (рис. 1).
Предупреждения относятся к потенциальной токсичности и, в частности, к риску вдыхания частиц пыли от электродов, содержащих торий, образующихся при шлифовке. Хотя использование электродов, легированных торием, еще не запрещено, поставщики и пользователи этих продуктов обязаны соблюдать меры предосторожности при хранении и использовании.
| Рис. 1. Сравнение выхода излучения ториевого (слева) и многовариантного (справа) электродов.Пока выход тория ниже рекомендуемого порога (ссылка 10), любое излучение следует считать вредным, и лучшим решением является его предотвращение. Это подтверждает общепринятое мнение о том, что торированные электроды должны быть запрещены . |

Хранение
Во всех случаях рекомендуется специальное хранилище. Для небольших пользователей это может быть простой металлический шкаф, но для крупных пользователей больше подойдет отдельная комната.В любом случае стены кабинета/комнаты, вероятно, будут достаточными для обеспечения эффективной защиты от вредных воздействий (7).
| Рис. 2 Износ электродов. Торированный электрод (слева) после 20 сварок. Многовариантный электрод (справа) после 200 сварок. |
Подготовка/шлифовка
Заточка электродов создает серьезную опасность для здоровья из-за образующейся пыли.В случае торированных продуктов любая выделяющаяся пыль может попасть внутрь и вызвать токсическое отравление.
Существует ряд причин, по которым использование специального шлифовального станка для подготовки вольфрамовых электродов дает привлекательные преимущества. Это может быть из-за контроля, который можно осуществлять над геометрией точки и согласованностью. Это может быть связано с тем, что он устраняет перекрестное загрязнение от шлифовального круга, который использовался для других целей. Или это может быть связано с тем, что радиотоксические опасности, связанные с канцерогенной пылью, могут быть устранены.
Это может быть из-за контроля, который можно осуществлять над геометрией точки и согласованностью. Это может быть связано с тем, что он устраняет перекрестное загрязнение от шлифовального круга, который использовался для других целей. Или это может быть связано с тем, что радиотоксические опасности, связанные с канцерогенной пылью, могут быть устранены.
Точильные камни с местным пылеудалением в сочетании с простой фильтрующей маской следует использовать, за исключением случаев, когда количество задействованных электродов очень мало (менее 20 в год). Если шлифовальный круг не оснащен защитным смотровым экраном, необходимо надеть защитные очки. Вытяжка воздуха из точильного камня должна быть организована таким образом, чтобы частицы осаждались в объемный одноразовый мешок.
В дополнение к этим мерам предосторожности предпочтительным является безопасный метод сбора и обращения с пылью из устройства сбора, чтобы свести к минимуму попадание в атмосферу (достаточно простого запечатывания в бумажном/пластиковом мешке). )
)
Пространство вокруг шлифовальных кругов необходимо ежедневно чистить пылесосом для удаления частиц пыли. Если высокоэффективный пылесос недоступен, материал следует увлажнить, чтобы свести к минимуму количество пыли.
Имеющееся в продаже шлифовальное оборудование, разработанное специально для подготовки сварочных электродов, такое как показано на рис. 2
| Рис. 3 Специализированный электродный шлифовальный станок HFT TEG-1000 представляет собой сложное оборудование, доступное в настоящее время.Предлагая широкий спектр вариантов геометрии наконечника, машина способна производить неизменно высокую степень отделки с минимальными навыками оператора и в полной безопасности. Стандартная шлифовальная машина HFT подходит для электродов диаметром до 4 мм, но доступны аксессуары для увеличения этого размера до 6,4 мм. |
Заключение
В отношении зажигания дуги все электроды, легированные оксидами, работают лучше, чем электроды из чистого вольфрама. При определенных определенных условиях лантана и церий дают значительные преимущества.
При определенных определенных условиях лантана и церий дают значительные преимущества.
Добавление любой тугоплавкой оксидной легирующей примеси к вольфрамовым электродам улучшает стабильность дуги, но наиболее эффективен вольфрам, содержащий церий или мультилегированный оксид церия.
Легирующие добавки всех типов уменьшают эрозию электрода при некоторых обстоятельствах, но ни одна из легирующих присадок не превосходит другие во всех условиях сварки.
Качество электродов и прослеживаемость могут быть важным фактором.
Отслеживаемый вольфрам должен использоваться компаниями с ответственными сварными швами и работающими в соответствии со стандартами ISO или аналогичными.
Использование электродов, легированных торием, представляет опасность для здоровья, поэтому следует использовать альтернативные электроды, легированные оксидом. Неопровержимые данные о радиоактивности и вытекающей из нее радиотоксичности убедительно свидетельствуют о том, что электроды, содержащие торий, должны быть запрещены
.
Каталожные номера
- Вольфрам MultiStrike® — это специальный электрод, разработанный компанией Huntingdon Fusion Techniques Limited.www.huntingdonfusion.com
- Castner HR
Новые разработки в области электродов для дуговой сварки вольфрамовым электродом, Edison Welding Institute - Мацуда и др.
Исследование газового вольфрамового дугового электрода
Trans Japan WRI V15 No 1 1986
V15 No 2 1986 - П. Ли и др., «Сварочные характеристики нескольких новых редкоземельных вольфрамовых электродов», Форум по материаловедению, Vol. 898, стр. 1117-1122, 2017
- Huntingdon Fusion Techniques Ltd
Испытания ручной сварки вольфрамовыми электродами MultiStrike® на алюминии. Испытания на месте Май 1999 г. - Winson & Turk
Сравнительное исследование торированных, цирконированных и чистых вольфрамовых электродов Welding Journal Res Supp March 1957 - The Health and Safety Executive HSE 564/6 (Rev) Хранение и использование торированных вольфрамовых электродов
- Руководство по охране труда и технике безопасности: Руководство EH53 Средства защиты органов дыхания для защиты от переносимой по воздуху радиоактивности
- Директива Европейского Совета 90/394/EE
- Положение об ионизирующих излучениях 2017 г.

Дополнительная литература
- Британский стандарт 6678:1986
- Вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки
- ISO 6848-1984
Вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки - Британский стандарт BS EN 26848-1991
Технические условия на вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки - Институт сварки.«Электроды GTAW — «знание работы».
- Использование торированных вольфрамовых электродов
Спецификация вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки
AWS A5.12M/A5.12:2009 - IIS/IIW VIII 1702-93 Аспекты здоровья при использовании торированных вольфрамовых электродов.
- Электроды для газовой вольфрамовой дуговой сварки
Indian Welding Journal, июль 2005 г. - IS/IIW-VIII 1582-91 Расчетные дозы облучения от тория и дочерних элементов, содержащихся в торированных сварочных электродах
- IS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированных вольфрамовых электродов.
2017 № 1075 ПРИЛОЖЕНИЕ 3 - Радиоактивность : Внутреннее облучение
- Проявления токсических эффектов — PMEP — Корнельский университет
Информационные бюллетени по токсикологии - IIS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированного вольфрамового электрода

Компания Huntingdon Fusion Techniques Ltd выпустила широкий спектр вспомогательной документации по вольфрамовым электродам и шлифованию, большая часть которой была опубликована независимыми журналами на международном уровне.Они доступны по запросу от компании. (www.huntingdonfusioncom).
Доктор Майкл Дж. Флетчер M.Sc. Металлургия
Университет Лафборо
Delta Consultants
Загрузить информационный документ № 291 — Разъяснения по поводу вольфрамовых электродов для сварки TIG/GTAW
Этот Технический документ является Успешно опубликованным в журналах по всему миру , нажав на логотип, вы можете прочитать статью:
Huntingdon Fusion Techniques HFT® являются гордыми членами из:
Вам не разрешается использовать или копировать любой из этих материалов или контента без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами.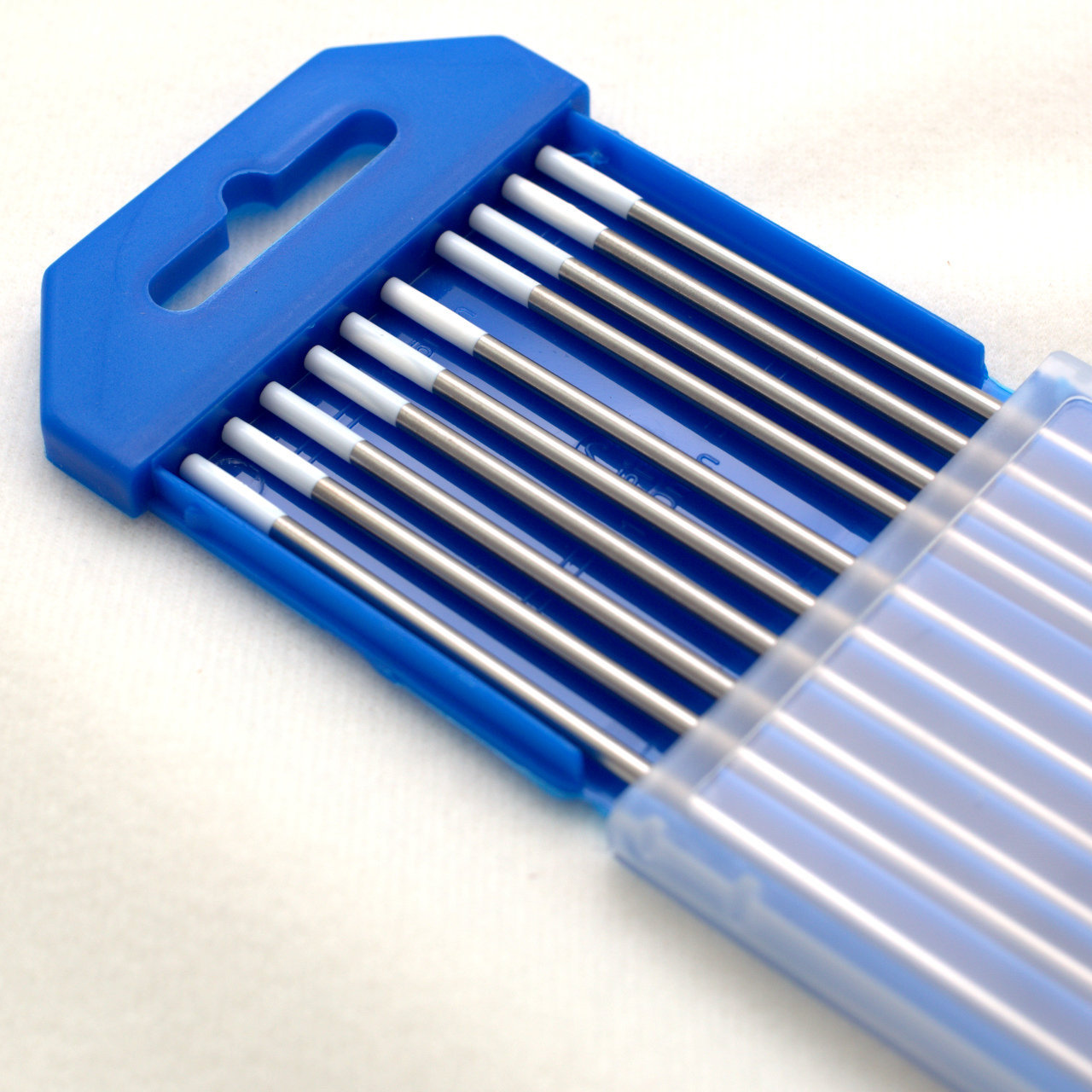 Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
Советы и рекомендации по заточке вольфрамовых электродов для сварки TIG
Вольфрамовый электрод— это расходный материал для сварки TIG, который работает в качестве клеммы для электрической дуги, вырабатывающей необходимое количество тепла для соединения двух металлических деталей. Заточка вольфрамового электрода — критически важный процесс для получения электрода требуемой формы, который влияет на зажигание дуги, проплавление сварного шва, форму дуги и срок службы электрода.
Хороший вольфрамовый электрод необходим для хорошего сварного шва TIG с точки зрения формы и провара. Выбор правильного типа и хорошего качества вольфрамового электрода — не единственные факторы, влияющие на внешний вид сварки. Шлифовка и заточка вольфрамового электрода играет важную роль в получении превосходного сварного шва при сварке TIG.
Если вольфрамовый электрод неправильно заточен, вы можете столкнуться со многими проблемами во время сварки, что приведет к нечистому и слабому сварному шву.Поэтому для достижения наилучших результатов сварки TIG вольфрамовый электрод обычно затачивают перед началом сварки.
Вам, как сварщику TIG, важно знать, как правильно заточить вольфрамовые электроды, чтобы получить наилучший результат сварки. Вы можете вооружиться соответствующими шлифовальными и точильными инструментами, чтобы облегчить себе жизнь.
Итак, давайте посмотрим, как правильно заточить вольфрамовые электроды, чтобы вы могли раскрыть весь эффект вольфрамовых электродов.
Форма наконечника вольфрамового электрода
Форма и геометрия вольфрамового электрода являются важным параметром сварки TIG, который влияет на зажигание и форму дуги. Следовательно, это влияет на форму валика сварного шва и его проникновение. Таким образом, геометрия электрода является параметром сварки, который учитывается при разработке спецификаций процедуры сварки (WPS).
Таким образом, геометрия электрода является параметром сварки, который учитывается при разработке спецификаций процедуры сварки (WPS).
При сварке DCEN (отрицательный электрод) вам необходимо заточить вольфрамовые электроды под определенным углом.Как правило, длина угла кончика электрода примерно в 2-2,5 раза больше диаметра электрода.
При сварке переменным током вам необходимо создать шаровидную форму наконечника вольфрамового электрода. Чтобы получить «закругленный» конец, дуга инициируется электродом, подключенным к положительной стороне сварочного аппарата, ток увеличивается до тех пор, пока он не расплавит кончик электрода.
3 насадки для правильной заточки вольфрамовых электродов
Шаг 1: Резка вольфрама по длине
Вольфрамовые сплавы, используемые в вольфрамовых электродах, очень хрупкие из-за их высокой твердости. Поэтому они могут легко расколоться или расколоться, что приведет к разрушению вольфрамового электрода.
Поэтому они могут легко расколоться или расколоться, что приведет к разрушению вольфрамового электрода.
Сломанные вольфрамовые электроды могут вызвать нестабильность сварочной дуги и обрыв во время сварки, что приводит ко многим проблемам безопасности и качества сварки.
Обрезка вольфрамового электрода всегда игнорируется при обсуждении этапов подготовки электрода. Тем не менее, это важно, и его отсутствие может вызвать различные проблемы.
Обрезка обычно выполняется для подгонки электрода под определенную длину или для удаления загрязненного наконечника.В любом случае, всякий раз, когда вы разрезаете электрод, вы должны убедиться, что разрезали его правильно.
Неправильная обрезка вольфрамовых электродов может повредить целостность вольфрамовых сплавов и увеличить вероятность отрыва вольфрама во время сварки, что приведет к загрязнению сварного соединения вольфрамом.
Подготовку электрода можно выполнить путем его повторной заточки для удаления дефектной части всякий раз, когда электрод слегка загрязнен. Однако если электрод полностью загрязнен, то нужно отрезать загрязненную часть.
Однако если электрод полностью загрязнен, то нужно отрезать загрязненную часть.
Основные моменты, которые необходимо учитывать при резке электродом:
- Используйте чистый алмазный круг для получения чистого и гладкого среза.
- Всегда закрепляйте электрод с обеих сторон разреза, чтобы не погнуть его.
- Никогда не сгибайте электроды до тех пор, пока они не сломаются.
- Нельзя надрезать электрод болгаркой и отломать его.
- Старайтесь не использовать кусачки или плоскогубцы для обрезки электродов и воспользуйтесь следующей рекомендацией.
Надлежащий способ уменьшить длину вольфрамового электрода или удалить загрязненную часть — жестко установить электрод на режущие приспособления, поддерживаемые с обеих сторон от линии реза, как показано на следующем рисунке.
Для резки вольфрамовых электродов следует использовать алмазный отрезной круг, чтобы обеспечить чистые и гладкие срезы и предотвратить поломку или расщепление электрода.
Алмазный отрезной круг всегда должен быть чистым и свободным от грязи или загрязнений, чтобы обеспечить ровный и чистый срез и избежать загрязнения вольфрама.
Этап 2: Заточка вольфрамового электрода (снятие фаски и шлифовка)
Форма и геометрия вольфрамового электрода являются важными параметрами сварки TIG, которые учитываются при разработке технических условий сварки (WPS).
Геометрия вольфрама влияет на зажигание и форму дуги и, следовательно, влияет на форму наплавленного валика и его проплавление.
При сварке переменным током обычно используются вольфрамовые электроды из чистого или цирконированного вольфрама.Вам нужно создать шарообразную форму наконечника вольфрамового электрода.
Для получения «закругленного» конца дуга инициируется электродом, подключенным к положительной стороне сварочного аппарата, ток увеличивается до тех пор, пока не расплавится кончик электрода.
Для сварки постоянным током обычно используются вольфрамовые электроды с церием, лантана или тория. Вам нужно заточить вольфрамовые электроды под определенным углом.
Как правило, длина угла кончика электрода примерно равна 2 к 2.в 5 раз больше диаметра электрода.
При скашивании кончика электрода нужная форма торца получается путем шлифовки или использования химических составов.
Градус угла имеет важное значение, и всегда рекомендуется следовать предложенному изготовителем сварочного аппарата углу для оптимального использования сварочного аппарата. Если угол не указан, вам следует оптимизировать угол наклона наконечника в соответствии с вашими конкретными сварочными операциями.
Самый важный момент, о котором следует помнить во время шлифования для обеспечения оптимальной стабильности дуги, это шлифование вольфрама вдоль (ось электрода перпендикулярна оси шлифовального круга).
Продольное шлифование снижает загрязнение сварного шва вольфрамом и создает рисунок на стержне, не ограничивающий ток и сохраняющий стабильность дуги.
Крестообразная заточка ограничивает сварочный ток; ограничение тока может привести к блужданию дуги и, как следствие, к множеству дефектов сварки.
Шлифовальный круг рекомендуется изготавливать из алмаза и использовать для шлифовки вольфрамовых электродов во избежание загрязнения кончика электрода посторонним металлом или грязью.
Загрязненные вольфрамовые электроды вызывают много проблем при сварке TIG. Эти электроды создают неравномерную дугу, что приводит к загрязнению сварных швов.
Хотя вольфрам является прочным металлом, алмазный круг тверже вольфрама, что обеспечивает гладкую шлифовку электрода. Использование других типов кругов может привести к зазубринам краев и плохому качеству поверхности, что способствует дефектам сварки.
Острые электроды (малый угол прилегания) обеспечивают более широкий сварочный валик, более легкое зажигание дуги, равномерную дугу, меньшее проплавление сварного шва и использование меньшего сварочного тока.
Тупые электроды (большой угол прилегания) обеспечивают более узкий сварочный шов, более жесткое зажигание дуги, могут вызвать затухание дуги, лучшее проплавление сварного шва, могут выдерживать больший ток без эрозии и служат дольше.
Правильная подготовка вольфрамового электрода в зависимости от типа и силы тока имеет жизненно важное значение для стабильной сварки с оптимальными характеристиками. После того, как геометрия наконечника электрода выбрана, вы должны поддерживать ее в соответствии с обрабатываемым материалом и диапазоном толщины.
Этап 3: Заземление наконечника вольфрамового электрода
Во время сварки TIG температура вольфрамового электрода может подняться до 5500 °F (3000 °C) или даже выше. Некоторые сварщики предпочитают плоско заземлять наконечник электрода, чтобы свести к минимуму риск обрыва наконечника при поджигании дуги или во время сварки.
Разрыв наконечника электрода во время сварки приведет к попаданию капель вольфрама в сварочную ванну, что приведет к дефекту сварного шва. Кроме того, это создает нестабильность дуги, что влияет на целостность сварного шва и может привести к различным дефектам.
Кроме того, это создает нестабильность дуги, что влияет на целостность сварного шва и может привести к различным дефектам.
Для заземления кончика вольфрамового электрода после шлифовки конической части сбейте кончик электрода, направив его на поверхность алмазного круга, чтобы удалить острие.
Инструменты для заточки вольфрамовых электродов
На рынке доступно несколько инструментов для заточки и шлифовки, которые выполняют заточку вольфрамовых электродов. Каждый инструмент имеет свои преимущества и недостатки, которые необходимо учитывать, прежде чем сделать свой выбор.
Инструменты для заточки можно разделить на следующие категории:
- Специализированные точилки для вольфрамовых электродов.
- Инструменты для точилки/шлифовальной головки.
- Настольные / угловые шлифовальные машины.
- Химические точилки для вольфрамовых электродов.

Читайте также: Лучшие точилки для вольфрамовых электродов в 2022 году
1. Специализированная заточка вольфрамовых электродов
На рынке представлено множество специализированных марок точилок для вольфрамовых электродов.Либо они поставляются в виде недорогого ручного инструмента, но с ограниченными возможностями регулировки, либо в качестве промышленного инструмента. Промышленные вольфрамовые точилки предлагают множество опций и возможностей регулировки; однако они дороже и обычно недоступны для обычных пользователей.
Точилки поставляются с прорезями или отверстиями, обычно размером от 040″ до 5/32″. Прорези должным образом совмещают вольфрамовый электрод со шлифовальным диском для получения требуемой отделки.Пользоваться этими точилками довольно просто. Вам нужно вставить стержень, нажать кнопку пуска и размолоть до необходимого уровня.
2.
 Инструменты для заточки/шлифовальной головки
Инструменты для заточки/шлифовальной головки
Инструменты для заточки/шлифовки головок представляют собой приспособления для вращающихся инструментов, предназначенных для заточки электродов. Эти насадки дешевле, чем специальные точилки; однако для их использования требуются вращающиеся инструменты.
Перед покупкой необходимо убедиться, что головку можно прикрепить к вращающемуся инструменту.Если у вас нет вращающегося инструмента или подходящего вращающегося инструмента в вашей мастерской, вам, возможно, придется рассмотреть цены на головку и вращающийся инструмент вместе и сравнить их с другими специализированными точилками для вольфрамовых электродов, прежде чем сделать свой выбор.
3. Заточка вольфрамовых электродов с использованием Настольные/углошлифовальные станки
Настольная или угловая шлифовальная машина является наиболее распространенным инструментом, используемым для заточки вольфрамовых электродов. Точилка, используемая для заточки вольфрама, должна быть чистой, иметь тонкий твердый камень и использоваться только для шлифовки вольфрама.
Точилка, используемая для заточки вольфрама, должна быть чистой, иметь тонкий твердый камень и использоваться только для шлифовки вольфрама.
Крупнозернистый шлифовальный камень может привести к поломке вольфрама и ухудшению качества отделки, что повлияет на стабильность сварочной дуги. Если шлифовальный станок используется с другими металлами, кроме вольфрама, частицы этих металлов захватываются вольфрамом и отрываются при зажигании дуги, что приводит к загрязнению.
Во время заточки к шлифовальному кругу следует прикладывать легкое давление, чтобы снизить риск случайного разрушения вольфрама.
Другой способ шлифовки вольфрама — использование угловой шлифовальной машины; однако угловые шлифовальные машины не являются идеальным способом сделать это. Риск загрязнения вольфрамового стержня возникает при использовании угловой шлифовальной машины из-за разнообразия задач, для которых мы обычно используем шлифовальную машину.
Помимо загрязнения, трудно получить постоянный угол заточки и финишную обработку с помощью угловой шлифовальной машины. Следовательно, угловая шлифовальная машина должна быть вашим последним вариантом, когда у вас нет альтернатив.
Следовательно, угловая шлифовальная машина должна быть вашим последним вариантом, когда у вас нет альтернатив.
4. Химическая Заточка вольфрамовых электродов
Химический метод заточки вольфрамовых электродов с использованием химических соединений. Вольфрам нагревается путем замыкания его на металлические детали любым источником нагрева перед погружением в компаунд.
Химическое вещество представляет собой сильную щелочь, которая растворяет горячий вольфрам. Химическая реакция между вольфрамом и соединением создает дополнительное тепло, чтобы вольфрам оставался горячим.Затем вольфрамовый стержень охлаждают и очищают перед использованием.
Вы должны быть осторожны при использовании этого метода измельчения, так как пары, выделяющиеся в процессе, могут повлиять на ваше здоровье.
Наш окончательный вердикт
В этой статье мы попытались дать полное представление о заточке вольфрамовых электродов и о том, как она существенно влияет на результат сварки TIG.
Заточка вольфрамовых электродов — несложная задача, и с помощью одного из вышеперечисленных инструментов вы сможете выполнить эту работу эффективно и сверхбыстро.
Вам нужно только запомнить советы и рекомендации, которые мы обсуждали, особенно чистую шлифовальную машину, поперечное шлифование и правильный угол скоса, и вы готовы к следующему удивительному сварному шву.
Каталожные номера:
Вольфрамовые электроды | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Наименование продукта: Вольфрамовые электроды
Номер продукта: Все применимые коды продуктов American Elements, напримерг. W-M-02-ELEC , W-M-03-ELEC , W-M-04-ELEC , WM-05-ELEC
Номер CAS: 7440-33-7
Соответствующие установленные области применения вещества: Научные исследования и разработки
Сведения о поставщике:
American Elements
1 Анхелес, Калифорния
Тел. : +1 310-208-0551
: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2.ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламентом CLP.
Классификация в соответствии с Директивой 67/548/ЕЕС или Директивой 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008. 4. :
Н/Д
vPvB:
Н/Д
РАЗДЕЛ 3.СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
Вещества
Номер CAS / Название вещества:
7440-33-7 Вольфрам
Идентификационный номер(а):
Номер ЕС:
231-143-9
SIRECTION AIR4 FRESECTION 904.
 38
38 Описание мер первой помощи
Общая информация
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и последствия, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Специальный порошок для сжигания металлов.Не используйте воду.
Неподходящие средства пожаротушения по соображениям безопасности
Вода
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, могут выделяться следующие вещества:
Дым оксида металла
Рекомендации для пожарных
Защитное снаряжение:
Никаких специальных мер обязательный.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры
Не требуется.
Меры предосторожности для окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Конкретное конечное использование
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующими контроля на рабочем месте:
7440-33-7 Вольфрам (100.0%)
PEL (США) и нерастворимые соединения, как We
REL (США) Кратковременное значение: 10 мг/м 3
Долгосрочное значение: 5 мг/м 3
как W
TLV ( США) Краткосрочное значение: 10 мг/м 3
Долгосрочное значение: 5 мг/м 3
as W
EL (Канада) Краткосрочное значение: 10 мг/м 3
Долговременное значение срочное значение: 5 мг/м 3
как W
EV (Канада) краткосрочное значение: 10* 3** мг/м 3
долгосрочное значение: 5* 1** мг/м 3
(в виде вольфрама; компл. :*водораствор.;**водораствор.
:*водораствор.;**водораствор.
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование:
Не требуется.
Защита рук:
Не требуется.
Время проникновения через материал перчаток (в минутах)
Данные отсутствуют
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9.ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физических и химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Серебристо-серый
Запах: Нет данных
Порог восприятия запаха: Нет данных.
pH: неприменимо
Точка плавления/диапазон плавления: 3410 °C (6170 °F)
Точка/диапазон кипения: 5900 °C (10652 °F) газ)
Нет данных.
Температура воспламенения: Данные отсутствуют
Температура разложения: Данные отсутствуют
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление пара: неприменимо
Плотность при 20 °C (68 °F): 19,3 г/см 3 (161,059 фунта/гал)
Объем плотность при 20 °C (68 °F): 4000 кг/м 3
Относительная плотность
Данные отсутствуют.
Плотность паров
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): Нерастворим
Коэффициент распределения (н-октанол/вода): Данные отсутствуют.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций.ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии
Острая токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит данные об острой токсичности для компонентов этого продукта.
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или коррозия кожи:
Нет раздражающего действия.
Раздражение или коррозия глаз:
Нет раздражающего действия.
Повышение чувствительности:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевой клетки:
Эффекты неизвестны.
Канцерогенность:
Данные классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность для системы органов-мишеней — многократное воздействие:
Неизвестно никаких эффектов.
Специфическая токсичность для системы органов-мишеней — однократное воздействие:
Воздействие не известно.
Опасность при вдыхании:
Воздействие неизвестно.
От подострой до хронической токсичности:
Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
Раздел 12. Экологическая информация
Токсичность
Токсичность
Водная токсичность:
Нет данных:
Нет данных
Настойчивость и деградальность
Нет данных Данные
Биоаккумулятивный потенциал
Нет данных Доступны
Мобильность в почве
Нет данных Доступны
Дополнительная экологическая информация:
Не допускать выброс материала в окружающую среду без официального разрешения.
Не допускайте попадания неразбавленного продукта или больших количеств в грунтовые воды, водотоки или канализационные системы.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
Н/Д
vPvB:
Н/Д
Другие неблагоприятные воздействия
Данные отсутствуют правильная утилизация.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Надлежащее отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Транспортный класс(ы) опасности11 90 DOT, ADR, ADN, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Опасности для окружающей среды:
N/A
Особые меры предосторожности для пользователя
N/A
к Приложению II к MARPOL73/78 и IBC Code
N/A
Транспорт/Дополнительная информация:
DOT
Морской загрязнитель (DOT):
№
РАЗДЕЛ 15.НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
Раздел 313 SARA (списки конкретных токсичных химических веществ)
Вещество не указано.
Предложение 65 штата Калифорния
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 — Токсичность для развития
Вещество не указано.
Prop 65 — Токсичность для развития у женщин
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
Другие правила, ограничения и запретительные положения
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16.ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
 0 мм шт. 10 зеленый
0 мм шт. 10 зеленый 10 Красный
10 Красный