Сварка нержавейки и чёрного металла — Ручная дуговая сварка — ММA
#1 moros
Отправлено 07 July 2009 17:43
здравствуйте! такая вот беда.работаю на вагоноремонтном заводе простым сварщиком.приходят в ремонт пассажирские вагоны,на 80% сделанные из нержавейки.пол вагона из нержавейки,а хребровая балка(к которой этот пол приваривается ) из чёрного металла…. дело всё в том,что завод изготовитель , недобросовестно их изготовил,вдоль всей хребтовой балки по длинне вагона пол приваривается длинными прихватками с шагом 200мм .а там, сварки (нормальной,качественной сварки вероятнее всего в среде аргона.) от силы швов 10 на 22 метра! остальное проваренно обычными МРовскими электродами или УОНИ.. нам даже бюро описи не предписывает производить ремонт пола вагона из нержавейки(ОН ВЕДЬ С НЕРЖАВЕЙКИ,ЧТО ЕМУ БУДЕТ?).
 хотелось бы получить от специалистов наставление о сварке нержавейки к чёрному металлу,чтобы я осмычленно и понятно мог сказать что либо в нашу защиту. а то, дадут самых задрипанных электродов,и вари!! чё вари, как вари…..им до фонаря,а развалится, нас же и накажут(нас ведь бригада цэлая) заранее благодарен.
хотелось бы получить от специалистов наставление о сварке нержавейки к чёрному металлу,чтобы я осмычленно и понятно мог сказать что либо в нашу защиту. а то, дадут самых задрипанных электродов,и вари!! чё вари, как вари…..им до фонаря,а развалится, нас же и накажут(нас ведь бригада цэлая) заранее благодарен. - Наверх
- Вставить ник
#2 pro100chaynick
Отправлено 07 July 2009 18:42
варит нада либо электродами по нержавейке либо электродами для разнородных сталей
по сути это проблема не сварщика а технологов ,которые длжны составить технологическую карту на данный вид работ где подробно указано какие материалы нужно использовать.
- Наверх
- Вставить ник
#3 moros
Отправлено 07 July 2009 20:24
 7.2009, 18:42″>
7.2009, 18:42″>варит нада либо электродами по нержавейке либо электродами для разнородных сталей
по сути это проблема не сварщика а технологов ,которые длжны составить технологическую карту на данный вид работ где подробно указано какие материалы нужно использовать.
 все прекрасно знают. что завари нержавейку мровским электродом а после просто стукни молотком посильнее, шов лопнет посредине. уони немного попрочнее,там сильнее молотком стукнуть надо.. но это не сварка а склейка получается…. ладно спасибо большое.завтра как нибудь попытаемся доказать что нибудь кому нибудь.. кому то покажется странным,,, завод большой,где технологи? а я за 10 лет привык… сначала мы кумекаем и изготавливаем, на глаз, а потом они приходят, срисовывают, дописывают умные слова, и получается та самая тех карта,чертёжь, да как угодно назовите.. спасибо, досвиданья!
все прекрасно знают. что завари нержавейку мровским электродом а после просто стукни молотком посильнее, шов лопнет посредине. уони немного попрочнее,там сильнее молотком стукнуть надо.. но это не сварка а склейка получается…. ладно спасибо большое.завтра как нибудь попытаемся доказать что нибудь кому нибудь.. кому то покажется странным,,, завод большой,где технологи? а я за 10 лет привык… сначала мы кумекаем и изготавливаем, на глаз, а потом они приходят, срисовывают, дописывают умные слова, и получается та самая тех карта,чертёжь, да как угодно назовите.. спасибо, досвиданья! - Наверх
- Вставить ник
#4 MegaVolt
Отправлено 07 July 2009 20:29
Если такая ответственность, то только электродами для разнородных сталей! Чтобы не подкопались потом.
- Наверх
- Вставить ник
#5 pro100chaynick
Отправлено 08 July 2009 00:00
всю ответственность за всё пытаются свалить с себя, на кого угодно, валят на рабочих,не предоставляя ничего. меня либо за брак накажут, либо за срыв плана премии лишат!
в таком случае нада просить у начальства письменное распоряжение
- Наверх
- Вставить ник
#6 митька51
Отправлено 08 July 2009 12:55
 7.2009, 0:00″>
7.2009, 0:00″>втаком случае нада просить у начальства письменное распоряжение
Может полуавтоматом7
- Наверх
- Вставить ник
#7 moros
Отправлено 08 July 2009 16:30
Может полуавтоматом7
мы и варили полуавтоматом,обычной проволокой,в частности ,крепежи для окон,это прочнее чем электродом,по скольку, температура сварки полуавтомата ниже,нагрев меньше, и структура полностью погибнуть не успевает, но тем не менее,по правилам нельзя?!.ведь так? и опять же ударом молотка это можно снести.раньше варили,да. но поскольку созданн прицэндент,и лопнули швы, и варить, и отвечать нам!значит, варить нужно так, как положенно по технологии.
- Наверх
- Вставить ник
#8 митька51
Отправлено 08 July 2009 16:43
мы и варили полуавтоматом,обычной проволокой,
Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях. Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
- Наверх
- Вставить ник
#9 moros
Отправлено 08 July 2009 16:49
Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях.Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
есть тчётко прописанные правила! шаг шва 200мм! по всей длинне хребтовой балки 22 метра и с обоих сторон..
- Наверх
- Вставить ник
#10 pro100chaynick
Отправлено 08 July 2009 19:46
 7.2009, 17:30″>
7.2009, 17:30″>мы и варили полуавтоматом,обычной проволокой,
еще раз повторяю это проблема не сварщика . в данном случае технолог должен подобрать тип(марку) электродов и заказать их в отделе снабжения предварительно согласовав с кем необходимо
в крайнем случае можно самому узнать марки сталей и купить нужные электроды (ессно при условии полного возмещения стоимости)
ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)
самый крайний случай писать служебную записку в вышестоящие инстанции(ген директору,директору по производству,главному технологу и тд и тп)
пс или если клеймо не ставится варить чем дают и если что слать всех в пешее эротическое путешествие со словами :»я ето не варил и не колбасит»
ппс что бы не было ежу — делай все по чертежу(С)-народная мудрость
- Наверх
- Вставить ник
#11 pro100chaynick
Отправлено 08 July 2009 23:50
 7.2009, 17:43″>
7.2009, 17:43″>Может сверлить отверстия в листах нержи и через них сваривать 2 металла?Ну наподобие точечной сварки как на автомобилях.Увеличится площадь контакта металлов прочность.Может я ошибаюсь?
это называется электрозаклепка
- Наверх
- Вставить ник
#12 OLEG
Отправлено 09 July 2009 09:11
прочитай про эти марки электродов: ОЗЛ-6 ОЗЛ-6С НИАТ-5 ЭА-395\9 НИИ-48Г!
- Наверх
- Вставить ник
#13 варяг
Отправлено 20 July 2009 21:33
Варить желательно нержавкой,будет качественней чем переходными(ЗИО 8,ОЗЛ 6). И я вообще в ужасе что это за фирма такая где начальники заставляют рабочих гнать брак
И я вообще в ужасе что это за фирма такая где начальники заставляют рабочих гнать брак
- Наверх
- Вставить ник
#14 enser
Отправлено 21 July 2009 20:17
Лучше переходными
- Наверх
- Вставить ник
#15 stanislav408
Отправлено 28 July 2009 20:44
еще раз повторяю это проблема не сварщика . в данном случае технолог должен подобрать тип(марку) электродов и заказать их в отделе снабжения предварительно согласовав с кем нелбходимо (впринципе технолог может тока написать какие электроды нужны а заяку писать будет мастер или тот кто должен этим заниматься в вашей организации)
в крайнем случае можно самому узнать марки сталей и купить нужные электороды(ессно при условии полного возмещения стоимости).ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)
самый крайний случай писать служебную записку в вышестоящие инстанции(ген директору,директору по производству,главному технологу и тд и тп)
пс или если клеймо не ставится варить чем дают и если что слать всех в пешее эротическое путешествие со словами :»я ето не варил и не колбасит»
ппс что бы не было пижо делай все по чертежу(С)-народная мудрость
 ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)
ну и как я писал выше выполнять работу тем что дали но с приказом в письменном виде(начальник огребет пару раз и будет сам решать эту проблему)Действительно, работать нужно только так. Нужна служебка технолога, технологическое указание или инструкция на эту работу, заверенная руководителями, начальником цеха обязательно.
Полуавтоматом: проволока №309 от ESAB для этой задачи отлично подходит. На авто цистернах — молоковозах бандажи из швеллера к емкости из нержавейки давно варят этой проволокой. Только сварку вести нужно в газовых смесях или аргоне (запастись контактными наконечниками).
- Наверх
- Вставить ник
#16 som
Отправлено 24 December 2011 06:08
да блин, дела.. раньше боялся на самолётах летать потому что на техника механника учился. Щас буду думаю у этой проблемы два решения: 1. На сайте завода изготовителя задать вопрос по технологии и материаллам 2. Более действенное — в прокуратуру. Они обязаны это дело через Технадзор разрулить (а то на Саяношушенской ГЭС доигрались)
- Наверх
- Вставить ник
#17 copich
Отправлено 27 December 2011 10:47
да блин, дела.
 . раньше боялся на самолётах летать потому что на техника механника учился. Щас буду думаю у этой проблемы два решения: 1. На сайте завода изготовителя задать вопрос по технологии и материаллам 2. Более действенное — в прокуратуру. Они обязаны это дело через Технадзор разрулить (а то на Саяношушенской ГЭС доигрались)
. раньше боялся на самолётах летать потому что на техника механника учился. Щас буду думаю у этой проблемы два решения: 1. На сайте завода изготовителя задать вопрос по технологии и материаллам 2. Более действенное — в прокуратуру. Они обязаны это дело через Технадзор разрулить (а то на Саяношушенской ГЭС доигрались)Верят не тому кто правду говорит: Нельзя т.к. не получится из опыта и документации. А вертя тому кто говорит: Легко. Ваше бабло и наша работа Бабло в карман. Работа — с горем пополам таджиками. Результат — мы кошки («иди на кошках тренируйся»).
- Наверх
- Вставить ник
#18 эпихлоргидрин
Отправлено 06 June 2012 09:37
в электродах с содержанием никеля более 20% подойдут любые. Главное — пластичный наплавленный металл. Присутствие азота и молибдена приветствуется. Пример ЭА-395/9, ЭА-981/15, ОЗЛ-6, НИАТ-5 и т.д. Если контора богатая, то и все высоколегированные пойдут АНЖР-2, ОЗЛ-25Б, вплоть до ЦТ-28 и ОЗЧ-3
Главное — пластичный наплавленный металл. Присутствие азота и молибдена приветствуется. Пример ЭА-395/9, ЭА-981/15, ОЗЛ-6, НИАТ-5 и т.д. Если контора богатая, то и все высоколегированные пойдут АНЖР-2, ОЗЛ-25Б, вплоть до ЦТ-28 и ОЗЧ-3
- Наверх
- Вставить ник
#19 Менгон
Отправлено 13 April 2014 17:05
Целый год «канифолил» экспериментальный образец. Куски пятёрки сварил ЦТ-15 и бросил на балконе. Сегодня достал, зажал в тиски, подолбал молотком на излом. Не со всей дури лупил, так-как у меня стол не очень массивный — запрыгало на нём всё, что лежало из инструментов. Образец погнулся не много но не лопнул, продолжать не стал — бог с ним.
фото до, большой размер фото
обратная сторона большой разм.
после «битья» фотать не стал — смысла нет.
- Наверх
- Вставить ник
#20 Димон59
Отправлено 13 April 2014 20:10
Приветствую уважаемыйМенгон,! Сотни раз такое делал и делаю.Не заморачивайся вари смело.Сколько раз на производстве ,дома всё стоит и держит.В процессе работы сделал вывод: чернягу варить нж можно спокойно, а вот нж чернягой 50\50 может лопнуть.
- Наверх
- Вставить ник
Можно ли использовать «нержавейку» и «обычную» сталь вместе?
Рекомендуется избегать прямого контакта метизов из разных металлов, особенно в узлах крепления.
Проблемы, возникающие при контакте крепёжного изделия из «обычных» углеродистых сталей с изделием из нержавеющих аустенитных сплавов,
изучены инженерами BEST-Крепёж по факту частых обращений в наш технический отдел.
Ниже рассмотрим основные причины, по которым нельзя допускать их контакта.
В нержавеющих сталях аустенитного класса по ГОСТ ISO 3506-2014 содержание легирующих элементов ≈30%.
Основные из них: хром (Cr≥15%) и никель (Ni≥8%).
Стали марки А4 дополнительно легируют молибденом в пределах 2-3%.
Такое содержание легирующих элементов обуславливает заметную разницу электродных потенциалов между «обычными» углеродистыми сталями и коррозионно-стойкими аустенитными сплавами.
В зависимости от активности электролита при контакте двух металлов с разными потенциалами растут риски возникновения контактной коррозии.
Согласно ГОСТ 5272-68:
«Контактная коррозия – это электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите».
При контакте двух электрохимически разнородных металлов анодом выступает тот, потенциал которого более отрицательный.
Катодом — металл с более положительным потенциалом.
При возникновении контактной коррозии коррозионному разрушению подвергается анод.
Скорость растворения анода зависит, в первую очередь, от разности потенциалов между сплавами.
Но особенную опасность при этом представляет близость морского побережья и промышленных предприятий.
С одной стороны может показаться, что разница потенциалов между разными сталями не такая значительная, как например, у той же стали с алюминием.
Однако, разница потенциалов между «обычной» углеродистой сталью и нержавеющими аустенитными сплавами имеет место быть:
* «Теория коррозии и коррозионностойкие конструкционные сплавы.» Томашов Н.Д., Чернова Г.П. М.: Металлургия, 1986
К сожалению, нам не известны какие-либо научные исследования коррозионной стойкости крепёжных узлов, состоящих из аустенитной «нержавейки» и «обычной» углеродистой стали.
Однако, возникновение контактной коррозии между ними подтверждается частыми обращениями в технический отдел BEST-Крепёж по этому вопросу:
Следы коррозии на тросе из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Имеют место образования ржавчины на поверхности троса из стали А2 вследствие коррозии микрочастиц углеродистой оцинкованной стали, попадающих на трос при перемещении по нему стальных карабинов.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности троса.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на головках болтов из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Следы коррозии находятся в верхнем левом углу каждой грани головки болта — это место контакта биты монтажного инструмента с головкой болта. Как известно, такие биты массово производят из обычной углеродистой стали.
В таком случае можно сделать вывод, что показанная на фото ржавчина на нержавеющем крепеже, не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности головки болта.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на гайках из стали А4.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Как и в предыдущем примере – не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности гаек.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Во всех перечисленных примерах микрочастицы углеродистой стали быстро корродируют из-за своего малого объема.
Как результат на поверхности нержавеющих метизов проявляются хорошо всем знакомые «рыжие пятна» ржавчины.
Стоит обратить внимание, что при кажущейся простоте решения проблемы – «обработал раствором и готово», остаются риски усугубления проблемы.
Если своевременно не удалить постороннюю ржавчину с поверхности коррозионно-стойкой стали, возникает риск возникновения точечной коррозии самого метиза.
Поэтому ГОСТ 9.005–72 исключает контакт между метизами из хромоникелевых аустенитных сплавов и углеродистыми сталями как в атмосферных условиях, так и в морской среде.
В этом вопросе инженеры технического отдела BEST-Крепёж присоединяются к требованиям ГОСТ-а, пусть даже от 1972 года, с учётом накопленного нами опыта.
Что означает Уони 13 55?
3. Распространенные марки
| Марка | Вид |
|---|---|
| 1-я группа: УОНИ 13/55, УОНИ 13/45 2-я группа: МР-3, МР-3С 3-я группа: LB-52U; ОЗС-4, ОЗС -6 ОЗС -12; АНО-21 | Углеродистая |
| АНО-4 АНО-6 | Легированная |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная |
| ОЗЧ-2 | Чугун |
а
Что означает Уони 13 55?
Аббревиатура УОНИ-13/55 расшифровывается как: универсальная обмазка научного института. Существует также название УОНИИ-13/55. В этом случае дополнительная буква «И» означает исследовательский институт. Характеристики и свойства электродов УОНИ и УОНИИ не отличаются.
Существует также название УОНИИ-13/55. В этом случае дополнительная буква «И» означает исследовательский институт. Характеристики и свойства электродов УОНИ и УОНИИ не отличаются.
Какие электроды для нержавейки?
Электроды для переменного тока для нержавейки
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности.
Что означает электроды РЦ?
Монолит РЦ — универсальный электрод, широко применяющийся как промышленности, так и в быту. Марка предназначена для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых сталей, а также для получения угловых, стыковых и нахлесточных соединений из металла толщиной 3-20 мм.
Каким электродом варить металл 6 мм?
При катете шва 3-5 мм сварку производить электродом диаметром 3-4 мм, при катете 6-8 мм применять электроды диаметром 4-5 мм. Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Сварку в вертикальном положении производят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром не более 4 мм.
Каким электродом варить металл 3 мм?
Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Как расшифровывается МР 3?
Условное обозначение электродов МР 3 — пример полной расшифровк ->(3) — ударная вязкость наплавленного металла αн45 (при температуре – 20°C), не менее 3,5 кгсм/см2; РЦ — рутилово-целлюлозное покрытие; 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Как расшифровать марки электродов?
Расшифровка сварочных электродов
- Расшифровка маркировки электродов производится следующим образом:
- Э46 – это тип электрода, где Э обозначает электрод, а 46 – допустимая нагрузка сварного шва
- ЛЭЗМР-3С – данное буквосочетание указывает марку электрода, здесь обычно зашифровано название завода производителя
Какие электроды с основным покрытием?
Электроды c основным покрытием
По механическим свойствам металла шва и сварных соединений с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60. Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов.
Что обеспечивает покрытие электрода?
Основное предназначение покрытия электродов — защита сварочной дуги и обеспечение нужных качеств шва. Покрытие не позволяет дуге контактировать с газами атмосферы (азот, водород и кислород). А также защищает сварочный шов от образования пор или трещин.
Для чего электроды МР 3с?
Сварочные электроды МР-3С разработаны специалистами СпецЭлектрод. Это рутил-целлюлозные электроды для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа.
Чем отличаются электроды с основным и рутиловым покрытием?
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла. Рутиловые электроды подойдут для работы на постоянном или переменном токе.
Чем можно приварить нержавейку?
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию.
Можно ли электродами Уони варить нержавейку?
При выполнении всех рекомендаций можно, при помощи сварочных электродов марки «УОНИ-13/55», получить сварочный шов деталей из нержавеющей стали приемлемого качества.
Можно ли варить нержавейку обычными электродами?
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна.
Для чего нужны синие электроды?
Синий цветовая гамма говорит о рутилово-основном составе электрода. Используются при проведении сварочных работ конструкций, состоящих из углеродистых и низколегированных сталей. Характеризуются временным сопротивлением разрыву до 450 МПа.
Характеризуются временным сопротивлением разрыву до 450 МПа.
Чем отличаются Электроды для сварки марки мр3 от МР 3с?
Электроды МР3, МР3-С
МР3-С визуально отличаются от МР-3 цветом обмазки, они синие, благодаря введению в обмазку ионизирующих добавок, позволяющих легко зажигать дугу на бытовых сварочных аппаратах с низким напряжением холостого хода.
Для чего нужен синий электрод?
Электроды МР-3С (синие) позволяют выполнять сварку на предельно низких токах. Электроды МР-3С (синие) имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов. Допускают сварку по окисленной поверхности.
В чем разница между электродами?
Сварочные электроды отличаются друг от друга своими характеристиками, например пространственное положение сварочного шва, род сварочного тока, производительность сваривания, склонность к образованию пор и разрушению и т. д. По типу покрытия сварочные электроды делятся на кислые, рутиловые, целлюлозные и основные.
Чем отличаются электроды ОК от МР?
Чем отличаются от МР
К электроду марки ОК 46 по механическим характеристикам (прочность на разрыв 46 кгс/кв. мм) и рутиловому покрытию стержня ближе всего подходят электроды марки МР. Сварочные характеристики настолько близкие, что замена одной марки на другую практически не повлияют на конечный результат.
Чем отличается Уони от Ано?
Основное отличие электродов АНО от УОНИ – это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
Электроды для сварки нержавейки и черного металла
Содержание
- Можно ли варить разнородные стали
- Способы сварки
- Выбор способа
- Какими электродами воспользоваться для сварки?
- Технология
- Правила безопасности
- Можно ли сварить чёрный металл с нержавейкой
- Трудности в сварке разнородных сталей
- Технологии сварки нержавейки и чёрного металла
- Применяемые электроды
- Как проконтролировать качество соединения
- Правила безопасности
- Трудности в сварке разнородных сталей
- Технологии сварки нержавейки и черного металла
- Применяемые электроды
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
 В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки
В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т. к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая
Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
Электродуговая сварка является, пожалуй, одним из самых распространённых методов соединения металлических деталей. Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.
Разные сплавы имеют разную температуру плавления и текучесть, поэтому иногда появляются сложности, когда требуется сварить два разных вида металла. Например, нержавейку и чёрный металл.
Можно ли сварить чёрный металл с нержавейкойЕщё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.
Схема сварки нержавейки с черным металлом
Трудности в сварке разнородных сталейКак говорилось выше, при варке сплавов разных сортов, а также во время сваривания сталей разных марок, могут возникнуть некоторые сложности. Основные трудности, которые могут возникнуть:
- Разная теплопроводность. Может служить причиной прожога деталей во время сварочного процесса. Чем хуже металл отводит тепло от сварочной ванны, тем выше её температура. Уменьшение сварочного тока снижает температуру, но может привести к непровару в соединении.
- Разное линейное расширение. При нагреве все тела увеличиваются в размерах, при остывании, соответственно принимают прежние размеры. Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
- Разница в электрическом сопротивлении. Влияет на перегрев электрода во время сварочного процесса. Это также сказывается на прочности шва.
 Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.Разнородные слои при сварке
Перегрев некоторых видов металлов ведёт к печальным последствиям. Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Технологии сварки нержавейки и чёрного металлаПеред тем как ответить на вопрос «как сварить нержавейку с обычным чёрным металлом», следует рассмотреть существующие способы получения сварного соединения. Наиболее распространены следующие способы:
Наиболее распространены следующие способы:
- MMA. Ручная электродуговая сварка при помощи электрода в специальной обмазке.
- MIG. Полуавтоматическая сварка в среде защитного газа с применением специальной проволоки.
- TIG. Сварка в среде инертного газа неплавящимся вольфрамовым электродом.
Практически все виды металлов, в том числе и нержавейку с чёрным можно сваривать электродом, однако, потребуется подобрать электрод, обладающий определёнными характеристиками. В принципе, при этом получается неплохое соединение, однако, в промышленных условиях сварка разнородных сталей нержавеющей обычной производится в среде защитного газа. Это обусловлено тем, что сварной шов, при контакте с воздухом, насыщается азотом и становится довольно хрупким. Что является недопустимым при создании ответственных или несущих конструкций, поэтому, например, способы сварки швеллеров между собой предусматривают исключение попадания воздуха к остывающему сварному шву. При сварке большинства изделий, изготовленных из нержавейки, в качестве защитного газа используется аргон. Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.
Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.
Технология сварки нержавейки с черным металлом
В процессе сваривания, плавится больше нержавеющая сталь, а чёрный только-только становится вязким. Для равномерного распределения расплавленного металла и получения прочного и красивого шва, свариваемые детали необходимо расположить строго горизонтально. В принципе, этого требуют все методы сварки нержавейки.
Дополнительно стоит упомянуть, что во время процесса сваривания, электрод должен находиться строго перпендикулярно свариваемой поверхности.
Сварку всегда ведут только при постоянном токе, переменка при варке нержавейки и чёрной стали – недопустима. Всё это позволит достичь высокого качества и прочности сварных швов. Помимо техники, немаловажным фактором, играющим большую роль в получении прочного шва, является правильный выбор присадочной проволоки или электрода.
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как проконтролировать качество соединенияПроверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.
Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.
Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Важно помнить, что если есть подозрение в заведомо слабом сварном шве, то применять этот способ категорически запрещено.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Правила безопасностиПри проведении любых сварочных работ всегда необходимо соблюдать правила техники безопасности. Особенно это касается процесса сваривания нержавейки и чёрной стали.
Особенно это касается процесса сваривания нержавейки и чёрной стали.
Нержавейка очень текуча в расплавленном состоянии и может сильно разбрызгиваться, поэтому всегда необходимо надевать защитный костюм сварщика и рукавицы.
Сварочную маску также желательно выбирать закрытого типа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка нержавеющих коррозионно-стойких сталей с низкоуглеродистыми является ярким примером соединения разнородных металлов. Техника выполнения сварочного шва в данном случае не будет отличаться от сварки металлов одного типа, здесь важно понимать изменение структуры сварочного шва чтобы добиться великолепного результата.
Трудности в сварке разнородных сталей
Стоит отметить следующие особенности сварки, связанные с разным химическим составом:
- Различные показатели теплопроводности материалов, и как следствие, недостаточное проплавление одного из них;
- Отличающиеся друг от друга коэффициенты линейного расширения. Напряжения в зоне сплавления могут оставаться даже после термообработки – это наиболее слабое место сварного соединения;
- “Миграция углерода” из Cr-Mo стали, имеющей его достаточное количество, в металл шва, при этом происходит уменьшение антикоррозионных свойств нержавеющей стали.
 Напряжения в зоне сплавления могут оставаться даже после термообработки – это наиболее слабое место сварного соединения;
Напряжения в зоне сплавления могут оставаться даже после термообработки – это наиболее слабое место сварного соединения;Важно! Великое многообразие сталей, имеющий разный состав, не позволяет сделать четких рекомендаций по сварке, которые давали бы хороший результат в 100% случаев.
Возникает вопрос, каким преодолеть эти нюансы и возможно ли сварить нержавеющую сталь с черным металлом.
Технологии сварки нержавейки и черного металла
Достаточно неплохих результатов в этом процессе можно добиться использованием сталей с хорошей свариваемостью и применением некоторых рекомендаций.
Практическое применение получили два принципа сварки коррозионно-стойких сталей с низколегированными и низкоуглеродистыми:
- Заполение шва электродами из высоколегированной стали( еще более легированный, чем нержавейка), либо электродами на Ni основе.
- Второй способ заключается в наплавке кромки из черной стали легированными электродами, далее плакированный слой и нержавеющая кромка свариваются электродами по нержавейке.

Если вы собираетесь приварить нержавейку к черному металлу в домашних условиях стоит обратить внимание на следующие рекомендации:
- сварка ведется постоянным током обратной полярности в любом пространственном положении. Исключением является потолочный шов движением снизу вверх;
- сварку производят на короткой и предельно короткой дуге;
- применяйте высоколегированные присадочные материалы и составы на никелевой основе;
- обязательно прокаливайте электроды перед сваркой минимум 1ч, t=190-210°С;
- тщательно зачистите свариваемые поверхности.
Применяемые электроды
Распространенными марками электродов в соединении нержавейки и черного металла являются:
АНЖР-1; АНЖР-2
А также электроды ЦТ-28 для соединений четвертой группы свариваемости.
В случаях, когда не требуется применение присадочных материалов на Ni-основе, наиболее часто применяются сварочные материалы на основе высоколегированных сталей типа (23…25)%Cr- (11…15)%Ni (с добавкой Mo или без). Наиболее распространенные из них OK 67.70, OK 67.75 или OK Autrod/Tigrod 309L.
Закалка нержавеющей стали в домашних условиях: видео, инструкция
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
- Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
- Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.

Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.
По отношению к нелегированным углеродистым нержавеющие стали требуют:
- из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
- более медленного охлаждения, для которого обычно используют масляные ванны.
Особенности обработки резанием нержавеющих и жаропрочных сталей и сплавов
Рабочие процессы в современных машинах характеризуются высокими значениями давлений, нагрузок, скоростей и температур. Обычные конструкционные стали в этих условиях недолговечны или вовсе непригодны, поэтому в машиностроении все большее распространение получают стали и сплавы с высокими показателями прочности, жаропрочности, жаростойкости, а также стойкости против коррозии. Жаропрочные и нержавеющие стали и сплавы относятся к категории труднообрабатываемых материалов. Они значительно хуже поддаются обработке резанием по сравнению с обычными конструкционными сталями. Низкая обрабатываемость этих материалов определяется их физико-механическими свойствами. В этих условиях весьма важно раскрыть причины, влияющие на их обрабатываемость, и найти способы и средства увеличения производительности их обработки на металлорежущих станках. Жаропрочным называется материал, способный работать в напряженном состоянии при высоких температурах в течение определенного времени и обладающий при этом достаточной жаростойкостью, т. е. стойкостью против химического разрушения поверхности в газовых средах при высоких температурах. Другим важным свойством жаропрочных сталей и сплавов является их высокая коррозионная стойкость в агрессивных средах. Нержавеющим называется материал, обладающий высоким сопротивлением коррозии в агрессивных средах, прежде всего в атмосфере воздуха, паров воды и кислот. Обычно к такого рода материалам предъявляют требования обеспечения коррозионной стойкости при рабочей температуре детали.
Они значительно хуже поддаются обработке резанием по сравнению с обычными конструкционными сталями. Низкая обрабатываемость этих материалов определяется их физико-механическими свойствами. В этих условиях весьма важно раскрыть причины, влияющие на их обрабатываемость, и найти способы и средства увеличения производительности их обработки на металлорежущих станках. Жаропрочным называется материал, способный работать в напряженном состоянии при высоких температурах в течение определенного времени и обладающий при этом достаточной жаростойкостью, т. е. стойкостью против химического разрушения поверхности в газовых средах при высоких температурах. Другим важным свойством жаропрочных сталей и сплавов является их высокая коррозионная стойкость в агрессивных средах. Нержавеющим называется материал, обладающий высоким сопротивлением коррозии в агрессивных средах, прежде всего в атмосфере воздуха, паров воды и кислот. Обычно к такого рода материалам предъявляют требования обеспечения коррозионной стойкости при рабочей температуре детали. Большинство жаропрочных сплавов, как правило обладает повышенной коррозионной стойкостью при высоких температурах в различных средах. Поэтому, несмотря на то, что понятия жаропрочного и нержавеющего
Большинство жаропрочных сплавов, как правило обладает повышенной коррозионной стойкостью при высоких температурах в различных средах. Поэтому, несмотря на то, что понятия жаропрочного и нержавеющего
проката по определению отличаются друг от друга, они обладают целым рядом общих физико-механических свойств, обуславливающих их общие технологические свойства по обрабатываемости резанием. Основная структура большинства жаропрочки и нержавейки представляет собой обычно твердый раствор аустенитного класса с гранецентрированной кубической решеткой. При этом большая часть деформируемых жаропрочных сплавов принадлежит к типу дисперсионно твердеющих, т. е. в этих сплавах происходит выделение из твердого раствора структурной составляющей – второй фазы, отличной от его основы и рассеянной по всему объему сплава в тонкодисперсной форме. Высокая дисперсность структуры препятствует возникновению и развитию процессов скольжения, при этом сопротивление ползучести сплава повышается.
Сравнение значений механических характеристик жаропрочных сталей и сплавов и стали 45 показывает, что значения истинного предела прочности при растяжении Sк, предела прочности в и твердости НВ при обычной температуре и отсутствии деформации (упрочнения), примерно равны. Поэтому худшая обрабатываемость жаропрочных и нержавеющих сталей и сплавов определяется другими физико-механическими и химическими свойствами и, прежде всего, структурой, механическими характеристиками, определяющими их свойства не только в исходном, но и в упрочненном состоянии и при нагреве, а также теплофизическими показателями (температура плавления, энергия активации, теплопроводность), определяющими свойства материала при повышенных температурах. Основные особенности резания жаропрочных и нержавеющих сталей и сплавов, затрудняющие их механическую обработку, следующие. 1. Высокое упрочнение материала в процессе деформации резанием. Повышенная упрочняемость жаропрочного и нержавеющего
Поэтому худшая обрабатываемость жаропрочных и нержавеющих сталей и сплавов определяется другими физико-механическими и химическими свойствами и, прежде всего, структурой, механическими характеристиками, определяющими их свойства не только в исходном, но и в упрочненном состоянии и при нагреве, а также теплофизическими показателями (температура плавления, энергия активации, теплопроводность), определяющими свойства материала при повышенных температурах. Основные особенности резания жаропрочных и нержавеющих сталей и сплавов, затрудняющие их механическую обработку, следующие. 1. Высокое упрочнение материала в процессе деформации резанием. Повышенная упрочняемость жаропрочного и нержавеющего
проката объясняется специфическими особенностями строения кристаллической решетки этих материалов. Характеристикой, определяющей пластичность или способность материала к упрочнению, является отношение условного предела текучести, соответствующего 0.2-процентной остаточной деформации, к пределу прочности 0. 2/в. Чем меньше это отношение, тем более пластичен материал и тем большей работы и сил резания требует он для снятия одного и того же объема металла. Величина этого отношения для жаропрочных сплавов составляет до 0.4…0.45, в то время как для обычных конструкционных сталей эта величина составляет 0.6…0.65 и более. Вследствие повышенной способности к упрочнению при пластической деформации жаропрочных сплавов значения в могут возрасти в 2 раза (с 60 до 120 кгс/мм), т – в 3…4 раза (с 25-30 до 100 кгс/мм), при этом относительное удлинение уменьшается с 40-65 до 5-10%. 2. Малая теплопроводность обрабатываемого материала, приводящая к повышенной температуре в зоне контакта, а следовательно, к активации явлений адгезии и диффузии, интенсивному схватыванию контактных поверхностей и разрушению режущей части инструмента. Эти явления не позволяют в ряде случаев использовать при обработке жаропрочных материалов недостаточно прочные инструментальные материалы, в первую очередь, твердые сплавы. Вместе с тем при использовании быстрорежущего инструмента по тем же причинам приходится принимать весьма малые скорости резания.
2/в. Чем меньше это отношение, тем более пластичен материал и тем большей работы и сил резания требует он для снятия одного и того же объема металла. Величина этого отношения для жаропрочных сплавов составляет до 0.4…0.45, в то время как для обычных конструкционных сталей эта величина составляет 0.6…0.65 и более. Вследствие повышенной способности к упрочнению при пластической деформации жаропрочных сплавов значения в могут возрасти в 2 раза (с 60 до 120 кгс/мм), т – в 3…4 раза (с 25-30 до 100 кгс/мм), при этом относительное удлинение уменьшается с 40-65 до 5-10%. 2. Малая теплопроводность обрабатываемого материала, приводящая к повышенной температуре в зоне контакта, а следовательно, к активации явлений адгезии и диффузии, интенсивному схватыванию контактных поверхностей и разрушению режущей части инструмента. Эти явления не позволяют в ряде случаев использовать при обработке жаропрочных материалов недостаточно прочные инструментальные материалы, в первую очередь, твердые сплавы. Вместе с тем при использовании быстрорежущего инструмента по тем же причинам приходится принимать весьма малые скорости резания. Учитывая плохой теплоотвод при обработке жаропрочных и нержавеющих сталей и сплавов, основное значение приобретают охлаждающие свойства СОЖ. 3. Способность сохранять исходную прочность и твердость при повышенных температурах, что приводит к высоким удельным нагрузкам на контактные поверхности инструмента в процессе резания. Усугубляет действие этого фактора низкая теплопроводность этих материалов, благодаря чему высокая температура на контактных поверхностях не позволяет заметно снизить механические свойства по всему сечению срезаемого слоя. 4. Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов, обусловленная наличием в них кроме фазы твердого раствора еще так называемой второй фазы, образующей интерметаллидные или карбидные включения. Эти частицы действуют на рабочие поверхности инструмента подобно абразиву, приводя к увеличенному износу. Большое значение имеют также структурные превращения, происходящие в этих материалах в процессе пластической деформации и сопровождающиеся выпадением карбидов.
Учитывая плохой теплоотвод при обработке жаропрочных и нержавеющих сталей и сплавов, основное значение приобретают охлаждающие свойства СОЖ. 3. Способность сохранять исходную прочность и твердость при повышенных температурах, что приводит к высоким удельным нагрузкам на контактные поверхности инструмента в процессе резания. Усугубляет действие этого фактора низкая теплопроводность этих материалов, благодаря чему высокая температура на контактных поверхностях не позволяет заметно снизить механические свойства по всему сечению срезаемого слоя. 4. Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов, обусловленная наличием в них кроме фазы твердого раствора еще так называемой второй фазы, образующей интерметаллидные или карбидные включения. Эти частицы действуют на рабочие поверхности инструмента подобно абразиву, приводя к увеличенному износу. Большое значение имеют также структурные превращения, происходящие в этих материалах в процессе пластической деформации и сопровождающиеся выпадением карбидов. Все описанные выше твердые включения совместно с высокими температурами на контактных поверхностях приводят к интенсивному абразивному и диффузионному износу режущей части инструмента, к явлениям адгезии (схватывания). Поэтому коэффициенты трения жаропрочных и нержавеющих сталей по твердым сплавам во много раз больше, чем при трении обычной стали 20. 5. Пониженная виброустойчивость движения резания, обусловленная высокой упрочняемостью жаропрочных и нержавеющих материалов при неравномерности протекания процесса их пластического деформирования. Возникновение вибраций приводит к переменным силовым и тепловым нагрузкам на рабочие поверхности инструмента, следовательно, к микро- и макровыкрашиваниям режущих кромок. При наличии вибраций особенно неблагоприятное влияние на износ инструмента оказывают явления схватывания стружки с передней поверхностью инструмента. Учитывая рассмотренные особенности, процесс резания жаропрочных и нержавеющих сталей и сплавов протекает таким образом: вначале рабочие поверхности инструмента соприкасаются с относительно мягким, неупрочненным металлом и под их воздействием происходит пластическая деформация срезаемого слоя, сопровождаемая значительным поглощением прикладываемой извне (инструментом) энергии.
Все описанные выше твердые включения совместно с высокими температурами на контактных поверхностях приводят к интенсивному абразивному и диффузионному износу режущей части инструмента, к явлениям адгезии (схватывания). Поэтому коэффициенты трения жаропрочных и нержавеющих сталей по твердым сплавам во много раз больше, чем при трении обычной стали 20. 5. Пониженная виброустойчивость движения резания, обусловленная высокой упрочняемостью жаропрочных и нержавеющих материалов при неравномерности протекания процесса их пластического деформирования. Возникновение вибраций приводит к переменным силовым и тепловым нагрузкам на рабочие поверхности инструмента, следовательно, к микро- и макровыкрашиваниям режущих кромок. При наличии вибраций особенно неблагоприятное влияние на износ инструмента оказывают явления схватывания стружки с передней поверхностью инструмента. Учитывая рассмотренные особенности, процесс резания жаропрочных и нержавеющих сталей и сплавов протекает таким образом: вначале рабочие поверхности инструмента соприкасаются с относительно мягким, неупрочненным металлом и под их воздействием происходит пластическая деформация срезаемого слоя, сопровождаемая значительным поглощением прикладываемой извне (инструментом) энергии. При этом срезаемый слой получает большое упрочнение и приобретает свойства наклепанного металла, т. е. становится хрупким. Запас пластичности при этом в значительной мере исчерпывается и происходит сдвиг – разрушение, образование элемента стружки. Малая теплопроводность этих материалов приводит к резкому снижению отвода тепла в стружку и обрабатываемую заготовку, а следовательно, повышению температуры в зоне контакта режущей части инструмента и заготовки с активизацией процессов адгезии и диффузии. В результате этого значительно увеличиваются износ инструмента и явления налипания (схватывания), вызывающие разрушение режущих кромок. Интенсификации этих процессов способствуют повышенные механические характеристики обрабатываемого материала при высокой температуре, большая истирающая способность материалов, а также переменное воздействие этих факторов, обусловленное вибрациями. В настоящее время существует много способов облегчения обработки резанием труднообрабатываемых материалов, в том числе жаропрочных и нержавеющих сталей и сплавов.
При этом срезаемый слой получает большое упрочнение и приобретает свойства наклепанного металла, т. е. становится хрупким. Запас пластичности при этом в значительной мере исчерпывается и происходит сдвиг – разрушение, образование элемента стружки. Малая теплопроводность этих материалов приводит к резкому снижению отвода тепла в стружку и обрабатываемую заготовку, а следовательно, повышению температуры в зоне контакта режущей части инструмента и заготовки с активизацией процессов адгезии и диффузии. В результате этого значительно увеличиваются износ инструмента и явления налипания (схватывания), вызывающие разрушение режущих кромок. Интенсификации этих процессов способствуют повышенные механические характеристики обрабатываемого материала при высокой температуре, большая истирающая способность материалов, а также переменное воздействие этих факторов, обусловленное вибрациями. В настоящее время существует много способов облегчения обработки резанием труднообрабатываемых материалов, в том числе жаропрочных и нержавеющих сталей и сплавов. Самыми очевидными из них являются способы, направленные на повышение стойкости применяемых режущих инструментов. Это, прежде всего, правильный выбор марки инструментального материала и геометрии режущей части инструмента, а также обязательное применение охлаждения в зоне резания с использованием различных охлаждающих сред. При обработке жаропрочных и нержавеющих сталей и сплавов необходимо и целесообразно применение инструментов, изготовленных из инструментальных материалов, обладающих более высокими режущими свойствами: более высокой красностойкостью, хорошей сопротивляемостью абразивному износу и стабильностью режущих свойств. Согласно исследованиям, проведенным в этой области целесообразно предварительную обработку труднообрабатываемых материалов производить твердосплавными резцами, а чистовую – твердосплавными и быстрорежущими. Из быстрорежущих сталей при обработке жаропрочных сплавов наилучшие результаты дают применение кобальтовых и ванадиевых быстрорежущих сталей (Р14Ф4, Р10К5Ф5, Р9Ф5, Р9К9).
Самыми очевидными из них являются способы, направленные на повышение стойкости применяемых режущих инструментов. Это, прежде всего, правильный выбор марки инструментального материала и геометрии режущей части инструмента, а также обязательное применение охлаждения в зоне резания с использованием различных охлаждающих сред. При обработке жаропрочных и нержавеющих сталей и сплавов необходимо и целесообразно применение инструментов, изготовленных из инструментальных материалов, обладающих более высокими режущими свойствами: более высокой красностойкостью, хорошей сопротивляемостью абразивному износу и стабильностью режущих свойств. Согласно исследованиям, проведенным в этой области целесообразно предварительную обработку труднообрабатываемых материалов производить твердосплавными резцами, а чистовую – твердосплавными и быстрорежущими. Из быстрорежущих сталей при обработке жаропрочных сплавов наилучшие результаты дают применение кобальтовых и ванадиевых быстрорежущих сталей (Р14Ф4, Р10К5Ф5, Р9Ф5, Р9К9). Их применение приводит к значительному сокращению расхода режущего инструмента, снижению себестоимости выпускаемой продукции и повышению производительности. Из применяемых твердых сплавов выделяют 3 вида. Первый вид, называемый “износостойким” – Т30К4, Т15К6, ВК3 и др. – сравнительно твердый и обладает высокой сопротивляемостью износу. Второй вид сплавов – Т5К7, Т5К10 и др. – обладает большей вязкостью, но меньшей износостойкостью. Третий вид – ВК6А, ВК8 – имеет наименьшее сопротивление износу, но большую вязкость и нечувствительность к удару. Кроме того при чистовой и отделочной обработке жаропрочных и нержавеющих сталей и сплавов в качестве инструментальных материалов применяют минералокерамику, а также естественные и синтетические сверхтвердые материалы. Существенное влияние на повышение стойкости инструментов при резании труднообрабатываемых материалов оказывают специальные методы упрочнения их рабочих поверхностей: хромирование, цианирование, электроискровое упрочнение, радиоактивное облучение и др.
Их применение приводит к значительному сокращению расхода режущего инструмента, снижению себестоимости выпускаемой продукции и повышению производительности. Из применяемых твердых сплавов выделяют 3 вида. Первый вид, называемый “износостойким” – Т30К4, Т15К6, ВК3 и др. – сравнительно твердый и обладает высокой сопротивляемостью износу. Второй вид сплавов – Т5К7, Т5К10 и др. – обладает большей вязкостью, но меньшей износостойкостью. Третий вид – ВК6А, ВК8 – имеет наименьшее сопротивление износу, но большую вязкость и нечувствительность к удару. Кроме того при чистовой и отделочной обработке жаропрочных и нержавеющих сталей и сплавов в качестве инструментальных материалов применяют минералокерамику, а также естественные и синтетические сверхтвердые материалы. Существенное влияние на повышение стойкости инструментов при резании труднообрабатываемых материалов оказывают специальные методы упрочнения их рабочих поверхностей: хромирование, цианирование, электроискровое упрочнение, радиоактивное облучение и др. для быстрорежущих сталей. А на твердосплавные пластины из прочного (вязкого) твердого сплава наносят тонкий слой (~5мкм) другого твердого сплава (TiC), обладающего высокой износоустойчивостью. Для повышения износоустойчивости минералокерамики применяют плакирование – покрытие защитными пленками. Применение смазывающе-охлаждающих жидкостей при резании металлов увеличивает стойкость режущего инструмента, улучшает качество обработанной поверхности и снижает силу резания. В настоящее время применение технологических сред считают одним из основных способов улучшения процессов резания труднообрабатываемых материалов. Следует отметить, что эффективность применения технологических сред определяется их физико-химическим составом и способом подачи в зону резания. Эффективными являются такие методы охлаждения режущего инструмента, как высоконапорное охлаждение, подаваемое тонкой струей на заднюю поверхность инструмента, охлаждение распыленной жидкостью и охлаждение углекислотой. При высоконапорном охлаждении жидкость, вытекая под большим давлением, распыляется и, соприкасаясь с нагретым металлом, быстро испаряется, интенсивно отбирая тепло.
для быстрорежущих сталей. А на твердосплавные пластины из прочного (вязкого) твердого сплава наносят тонкий слой (~5мкм) другого твердого сплава (TiC), обладающего высокой износоустойчивостью. Для повышения износоустойчивости минералокерамики применяют плакирование – покрытие защитными пленками. Применение смазывающе-охлаждающих жидкостей при резании металлов увеличивает стойкость режущего инструмента, улучшает качество обработанной поверхности и снижает силу резания. В настоящее время применение технологических сред считают одним из основных способов улучшения процессов резания труднообрабатываемых материалов. Следует отметить, что эффективность применения технологических сред определяется их физико-химическим составом и способом подачи в зону резания. Эффективными являются такие методы охлаждения режущего инструмента, как высоконапорное охлаждение, подаваемое тонкой струей на заднюю поверхность инструмента, охлаждение распыленной жидкостью и охлаждение углекислотой. При высоконапорном охлаждении жидкость, вытекая под большим давлением, распыляется и, соприкасаясь с нагретым металлом, быстро испаряется, интенсивно отбирая тепло. Такое охлаждение дает увеличение стойкости инструмента в 3…6 раз по сравнению с сухим резанием. Еще лучших результатов можно достигнуть применением одновременно высоконапорного охлаждения со стороны задней грани резца и подачи жидкости под давлением сверху на стружку. Недостаток высоконапорного охлаждения – разбрызгивание жидкости и образование паров, затрудняющих наблюдение за работой инструмента. Эти недостатки устраняются при охлаждении зоны резания путем распыления СОЖ сжатым воздухом. При этом уменьшается расход эмульсии. Стойкость инструмента увеличивается в 2…3 раза по сравнению с работой всухую. Охлаждение углекислотой является наиболее эффективным, однако и более дорогим методом охлаждения. Жидкий углекислый газ, содержащий до 50% твердых частиц углекислоты снегообразной формы, под давлением подается в зону резания. В виде инея эти частицы с температурой -79 °С оседают на поверхность металла и вскипают, поглощая 158 ккал тепла на 1 кг углекислоты. Методика назначения режимов резания при обработке деталей из жаропрочных и нержавеющих сталей и сплавов в основном такая же, как и при резании обычных конструкционных материалов.
Такое охлаждение дает увеличение стойкости инструмента в 3…6 раз по сравнению с сухим резанием. Еще лучших результатов можно достигнуть применением одновременно высоконапорного охлаждения со стороны задней грани резца и подачи жидкости под давлением сверху на стружку. Недостаток высоконапорного охлаждения – разбрызгивание жидкости и образование паров, затрудняющих наблюдение за работой инструмента. Эти недостатки устраняются при охлаждении зоны резания путем распыления СОЖ сжатым воздухом. При этом уменьшается расход эмульсии. Стойкость инструмента увеличивается в 2…3 раза по сравнению с работой всухую. Охлаждение углекислотой является наиболее эффективным, однако и более дорогим методом охлаждения. Жидкий углекислый газ, содержащий до 50% твердых частиц углекислоты снегообразной формы, под давлением подается в зону резания. В виде инея эти частицы с температурой -79 °С оседают на поверхность металла и вскипают, поглощая 158 ккал тепла на 1 кг углекислоты. Методика назначения режимов резания при обработке деталей из жаропрочных и нержавеющих сталей и сплавов в основном такая же, как и при резании обычных конструкционных материалов. Необходимо только учитывать специфические особенности их резания. При конструировании станков, инструментов и приспособлений для обработки деталей из труднообрабатываемых материалов необходимо обеспечивать: 1) повышенную жесткость механизмов для восприятия больших сил резания с минимальными деформациями; 2) высокую виброустойчивость системы станок-приспособление-инструмент-деталь в условиях резания со значительными ударными нагрузками; 3) незначительные зазоры в механизме подачи станка для равномерного резания упрочняющегося обрабатываемого материала; 4) достаточный запас мощности электродвигателя станка, так как при резании жаропрочных сплавов силы резания больше, чем при обработке обычных конструкционных материалов; 5) приспособления для обработки деталей должны быть прочными и жесткими, в них необходимо предусмотреть каналы для отвода стружки; 6) инструменты должны быть короткими и жесткими. Кроме всего выше перечисленного добиться улучшения обрабатываемости жаропрочных и нержавеющих сталей и сплавов можно за счет: 1) воздействия на структуру и механические показатели материалов с помощью специальной термической обработки; 2) введения в зону резания ультразвуковых колебаний, облегчающих пластические деформации, снижающих коэффициент трения и повышающих температуру; 3) подогрева обрабатываемого материала в печах или с помощью газовых горелок на станках или путем электроиндуктивного или электроконтактного нагрева; 4) введения в зону резания слабых токов, что позволяет управлять механизмами электродиффузионного и окислительного износа режущего инструмента.
Необходимо только учитывать специфические особенности их резания. При конструировании станков, инструментов и приспособлений для обработки деталей из труднообрабатываемых материалов необходимо обеспечивать: 1) повышенную жесткость механизмов для восприятия больших сил резания с минимальными деформациями; 2) высокую виброустойчивость системы станок-приспособление-инструмент-деталь в условиях резания со значительными ударными нагрузками; 3) незначительные зазоры в механизме подачи станка для равномерного резания упрочняющегося обрабатываемого материала; 4) достаточный запас мощности электродвигателя станка, так как при резании жаропрочных сплавов силы резания больше, чем при обработке обычных конструкционных материалов; 5) приспособления для обработки деталей должны быть прочными и жесткими, в них необходимо предусмотреть каналы для отвода стружки; 6) инструменты должны быть короткими и жесткими. Кроме всего выше перечисленного добиться улучшения обрабатываемости жаропрочных и нержавеющих сталей и сплавов можно за счет: 1) воздействия на структуру и механические показатели материалов с помощью специальной термической обработки; 2) введения в зону резания ультразвуковых колебаний, облегчающих пластические деформации, снижающих коэффициент трения и повышающих температуру; 3) подогрева обрабатываемого материала в печах или с помощью газовых горелок на станках или путем электроиндуктивного или электроконтактного нагрева; 4) введения в зону резания слабых токов, что позволяет управлять механизмами электродиффузионного и окислительного износа режущего инструмента.
Литература:
1. Обработка резанием жаропрочных, высокопрочных и титановых сплавов. / Под ред. Н. И. Резникова. – М.: Машиностроение, 1972. – 200 с. 2. Подураев В. Н. Резание труднообрабатываемых материалов. – М.: Высшая школа, 1974. – 587 с. 3. Шифрин А. Ш., Резницкий Л. М. Обработка резанием коррозионностойких, жаропрочных и титановых сталей и сплавов. – М.- Л.: Машиностроение, 1964. – 448с.
Доклад Ткач М. А. Всеукраинская научно-техническая студенческая конференция. ДГМА. 19.04.05.
Это интересно: применение нержавейки
Как закалить низкоуглеродистую нержавейку с предварительной цементацией?
Марки нержавеющих сталей с низким содержанием углерода (0,1-0,3%) не пригодны для закалки. Для упрочнения проката и изделий из таких сплавов часто применяют насыщение поверхностного слоя углеродом (цементацию), после чего проводят закалку и низкий отпуск. Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Результаты, которых позволяет достичь цементация в сочетании с закалкой и отпуском:
- сердцевина изделия, не насыщенная углеродом, остается вязкой даже после закалки;
- повышается износостойкость;
- увеличивается предел выносливости.
Твердая цементация нержавеющих сталей осуществляется путем укладки изделия в ящики с карбюризатором, в качестве которого применяется измельченный графит или другой материал, далее следуют закалка и низкий отпуск. Твердый карбюризатор используют в домашних условиях или мелкосерийном производстве. Для массового изготовления металлопродукции востребована цементация в газовой среде. Варианты – жидкостная и вакуумная цементация.
Аустенитные нержавеющие стали
По сути вопроса — аустенит — фаза кристаллической решётки металла с крупными карбидами.
Железо не соединяется в кристаллическую решётку с лигирующими элементами напрямую, т.е. нельзя сварить железо-никелевый сплав взяв никель и железо, обязательно должен быть связующий элемент, чтобы образовалась кристаллическая решётка стали. В стали таким основным элементом служит углерод или азот, но тогда основой сплава будут не карбида, а нитриды металла. Т.о. — сталь представляет собой сплав с кристаллической решёткой вида — железо-углерод-хром, или железо-углерод-никель, или железо-углерод-никель-углерод-хром, и т.д. В аустенитном сплаве кристаллы стали (через углерод) очень большие, а в мартенситной (например) стали наоборот — маленькие. Находясь в разогретом состоянии кристаллическая решётка у сплава отсутствует, она появляется при резком охлаждении, но так как у аустенита изначально крупная внутренняя структура — то при резком охлаждении возможно внутреннее разрушение материала, потому закалка и не даёт прироста твёрдости. Аустенит проявляется как фаза и в других сплавах — с ним борются разными способами — например — ковкой/прокаткой, которая по сути разрушает аустенит и переводит сталь в разряд мартенситных. Или циклами закалка/отпуск сплава — т.е. термической обработкой, которая по своей сути является контролем/программированием роста кристаллической решётки в зависимости от находящихся в сплаве элементов.
В стали таким основным элементом служит углерод или азот, но тогда основой сплава будут не карбида, а нитриды металла. Т.о. — сталь представляет собой сплав с кристаллической решёткой вида — железо-углерод-хром, или железо-углерод-никель, или железо-углерод-никель-углерод-хром, и т.д. В аустенитном сплаве кристаллы стали (через углерод) очень большие, а в мартенситной (например) стали наоборот — маленькие. Находясь в разогретом состоянии кристаллическая решётка у сплава отсутствует, она появляется при резком охлаждении, но так как у аустенита изначально крупная внутренняя структура — то при резком охлаждении возможно внутреннее разрушение материала, потому закалка и не даёт прироста твёрдости. Аустенит проявляется как фаза и в других сплавах — с ним борются разными способами — например — ковкой/прокаткой, которая по сути разрушает аустенит и переводит сталь в разряд мартенситных. Или циклами закалка/отпуск сплава — т.е. термической обработкой, которая по своей сути является контролем/программированием роста кристаллической решётки в зависимости от находящихся в сплаве элементов.
Вот примерно как-то так, постарался коротко, по сути… Не знаю, может и не правильное у меня представление…
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Выбор температурного режима
Наиболее важная задача, которую следует решить, приступая к закалке изделия, изготовленного из нержавеющей стали, – это правильный выбор температурного режима. Если изделие из нержавеющей стали в процессе выполнения закалки перегреть, то можно столкнуться с тем, что оно утратит свою первоначальную прочность, что объясняется уменьшением количества углерода в его внутренней структуре.
Если изделие из нержавеющей стали в процессе выполнения закалки перегреть, то можно столкнуться с тем, что оно утратит свою первоначальную прочность, что объясняется уменьшением количества углерода в его внутренней структуре.
Режимы термообработки хромистых сталей и получаемые механические свойства
Очень часто при закалке нержавеющих сталей в них возникают остаточные напряжения, которые можно снять путем последующей механической обработки (прокат и др.). Избежать таких проблем еще на стадии выполнения термической обработки можно, если осуществлять охлаждение закаливаемых деталей в несколько этапов, с постепенным снижением температуры на каждом из них. Такую методику охлаждения часто используют в тех случаях, когда в результате закалки необходимо получить изделие, отличающееся особенно высокой прочностью.
Суть метода поэтапного охлаждения закаливаемого изделия, изготовленного из нержавеющей стали, заключается в том, что его после нагревания последовательно опускают в ванны, содержащие различные охлаждающие среды: растворы солей, щелочей, минеральные или синтетические масла. Наиболее значимое преимущество подобной методики заключается в том, что при ее использовании в структуре металла полностью устраняются все внутренние напряжения, оказывающие отрицательное влияние на его качество. Из недостатков данного метода следует отметить высокую стоимость его реализации, что ограничивает сферу его применения.
Наиболее значимое преимущество подобной методики заключается в том, что при ее использовании в структуре металла полностью устраняются все внутренние напряжения, оказывающие отрицательное влияние на его качество. Из недостатков данного метода следует отметить высокую стоимость его реализации, что ограничивает сферу его применения.
Отжиг, закалка и термическая обработка нержавеющей стали
Вас интересует термическая обработка, отжиг, закалка нержавеющей стали. Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Актуальность
Нержавеющая сталь обычно подвергаются термической обработке для снятия напряжений, упрочнения или с целью повышения пластичности. Термическая обработка осуществляется в контролируемых условиях, чтобы избежать науглероживания и обезуглероживания.
Отжиг
Отжиг используют для перекристаллизации структуры аустенитных нержавеющих сталей и стимуляции образования карбидов хрома, Кроме того, эта обработка устраняет напряжения, возникающие во время предшествующей обработки, и гомогенизирует сварные швы. Температура кратковременного отжига нержавеющих сталей выше 1040 °C, чтобы исключить рост зерна в структуре. Контролируемая температура отжига некоторых сплавов может быть более низкая, учитывая размер зерна.
Температура кратковременного отжига нержавеющих сталей выше 1040 °C, чтобы исключить рост зерна в структуре. Контролируемая температура отжига некоторых сплавов может быть более низкая, учитывая размер зерна.
Стабилизирующий отжиг
Его обычно проводят после обычного отжига. Стабилизация заключается в осаждении углерода в форме карбидов (чаще — ниобия и титана) в температурном диапазоне от 870 до 900°C) в течение 2−4 часов с последующим быстрым охлаждением. Все ферритные и мартенситные нержавеющие стали могут быть отожжены в диапазоне температур образования феррита, или при нагревании выше критической температуры в диапазоне аустенита.
Субкритический отжиг
Температура субкритического отжига от 760 до 830 °C. Мягкую структуру сфероидизированных и ферритовых карбидов можно получить путем охлаждения материала (до t° 25°С) в течение часа, или выдержкой материала в течение часа при температуре докритического отжига. Отожжённые детали, прошедшие холодную обработку, можно отжигать на докритических температурах.
Рекристаллизационный отжиг
Сорта ферритной стали во всем диапазоне рабочих температур требуют короткого рекристаллизационного отжига (температура от 760 до 955°C). Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Термообработка в контролируемой атмосфере
Контролируемые условия отжига позволяют уменьшить искажение формы. Эту обработку можно проводить в соляной ванне, но в основном предпочтителен отжиг, выполняемый в восстановительной среде,
Закалка
Как и низколегированные стали, мартенситные нержавеющие марки закаляют с одновременной аустенизацией. Температура аустенизации составляет от 980 до 1010 ° C. При температуре аустенизации 980 ° С, твердость вначале увеличивается, а затем падает. Процесс производится также с целью устранения возможного коррозионного растрескивания стали.
Отпуск
Мартенситные нержавеющие стали имеют высокое содержание сплавов и, следовательно, высокую прокаливаемость. Полная твердость может быть достигнута за счет воздушного охлаждения при температуре аустенизации, но для упрочнения больших участков может потребоваться закалка в масло. Закаленные компоненты должны быть отпущены сразу же после охлаждения на воздухе. В некоторых случаях компоненты перед обработкой охлаждают при -75°C. Закалка мартенситных сталей проводится при температурах выше 510 °C, а затем выполняется быстрое охлаждение сталей при температурах ниже 400 °C, чтобы избежать охрупчивания.
Полная твердость может быть достигнута за счет воздушного охлаждения при температуре аустенизации, но для упрочнения больших участков может потребоваться закалка в масло. Закаленные компоненты должны быть отпущены сразу же после охлаждения на воздухе. В некоторых случаях компоненты перед обработкой охлаждают при -75°C. Закалка мартенситных сталей проводится при температурах выше 510 °C, а затем выполняется быстрое охлаждение сталей при температурах ниже 400 °C, чтобы избежать охрупчивания.
Купить. Поставщик, цена
Вас интересует термическая обработка, закалка нержавеющей стали. Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Существующие разновидности
1 род отжига стали
Отжиг, как следует из названия является процесс нагревания металла до определенного температурного режима, который должен поддерживаться вплоть до окончания проведения обработки. Затем, после проведения работ заготовка охлаждается. Процедура отжига позволяет:
Затем, после проведения работ заготовка охлаждается. Процедура отжига позволяет:
- придать эластичность материалу;
- получить полноценную равновесную структуру без ущерба прочности;
- исключить потерю качественных характеристик.
Одним из ключевых способов обработки стали первого рода является гомогенизация. Эта температурная обработка снижает уровень химической неоднородности свойств металла, причем востребована процедура только для определенных видов заготовок. Посредством гомогенизации ускоряется движения атомов кристаллической решетки, на что затрачивается 2-3 суток.
При рекристаллизации осуществляется нагрев металла с периодическим охлаждением. Процедура увеличит пластичность и прочность. Еще процедуру можно назвать снятием внутреннего напряжения материала.
2 род – структурное равновесие
Посредством процедур второго рода изменяются структурные свойства сплавов, причем специалисты могут использовать как частичный, так и полный отжиг. Например, в ходе закалки металлы наряду с прочными свойствами обеспечиваются неравномерной структурой.
Например, в ходе закалки металлы наряду с прочными свойствами обеспечиваются неравномерной структурой.
При отпуске металлических сплавов осуществляется полиморфное превращение. Процедура востребована в случаях, когда конечный продукт должен получить оптимальное сочетание таких свойств, как прочность и эластичность.
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом – Мои инструменты
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки
применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты
работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
 Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электродаРазобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Основы сварки
Чтобы понять, как правильно варить электросваркой, предварительно нужно ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит при помощи сварки является на сегодняшний день самым надежным и прочным методом. Это достигается благодаря получению высокой температуры. Подавляющая часть аппаратов для сварки применяет для расплавления металлов электрическую дугу: это так называемая электродуговая сварка металлов. В месте воздействия она нагревает металл до температуры его плавления и делает это на ограниченной территории.
Появление электрической дуги происходит благодаря току – постоянному или переменному. Первый характерен для инверторных сварочных агрегатов, второй – для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно затрудняет сварочный процесс. Из-за переменного тока сварная дуга постоянно скачет, процесс сварки довольно шумный. Еще один значительный минус подобных аппаратов заключается в сильном воздействии на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от 220В. Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
 Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.
Из-за постоянного тока электродуга легче контролируется и перемещается. Если есть необходимость научиться варить электросваркой, то урок № 1 лучше взять на инверторном аппарате.Образование электрической дуги становится возможным при наличии двух элементов, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с центральным элементом из металла.
Чтобы понять, как правильно варить металл, необходимо четко понимать происходящие процессы:
- Электрическая дуга появляется в момент соприкосновения металлической детали и электрода;
- В месте образования дуги свариваемый металл расплавляется;
- Вместе с металлом подвергается плавке сам электрод, его расплавленные частицы перемещаются в сварную ванну;
- Защитное покрытие, которым покрыт стержень электрода, также горит и образует газовое облако. Оно оберегает ванну от воздействия кислорода. Это обеспечивает поддержание в месте сварки температуры плавления металла;
- Поддержанию температуры способствует и образуемый при сварке шлак. Необходимо контролировать, что шлак ограждает сварную ванну;
- Шов при сварке образуется в момент движения электрода и перемещения ванны;
- Когда металла после сварки остывает, на нем остается шлаковая корка. Ее отбивают при помощи молотка.
 Это обеспечивает поддержание в месте сварки температуры плавления металла;
Это обеспечивает поддержание в месте сварки температуры плавления металла;Это теория сварочных работ. Понять, как правильно сваривать металл без опыта невозможно, поэтому обратимся к практике.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно!
Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабели
Смотрите также: Каталог проектов домов, для отделки которых использовался искусственный камень
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Стрелочками на схеме указано направление движения электронов
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Далее выясним, как правильно варить металл сварочным аппаратом.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде./5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg) Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Подбор петель и их количество
Если вы приняли решение применять для монтажа ворот петли приварного типа, то выбирать можно из определенных видов:
- Самый недорогостоящий и простой вариант представляет собой цилиндр разъемного типа с вращающейся осью в одном месте и колпачковой полостью в другой. Такие петли сильно нуждаются в периодическом смазывании, без которой они начинают быстро скрипеть.
- Самые популярные петли той же конструкции, но они усовершенствованы подшипником или шариком, на которые опирается ось. Они бывают и двухсекционные, и трехсекционные.
- Еще одним вариантом являются пели с приваренными к каждому элементу металлическими пластинками.

Обратите внимание, что приварные петли чаще всего обладают круглым сечением и в собранном виде будут напоминать цилиндр. Но их сечение бывает каплевидным, с заострением вдоль стенок. Конфигурация никак не будет воздействовать на эксплуатационные характеристики изделия, а еще она подбирается исключительно поз удобству установки – кому-то удобнее приделывать одни, а кому-то остальные. Но на самом деле мало знать, каким именно образом приваривать петли до ворот – для начала требуется произвести расчет нагрузки на них и определиться с числом. Сделать это не так уж сложно, если вы знаете о весе створок.
Петли, которые не имеют пластинок, могут выдерживать максимуму 4 центнера в зависимости от их длины и диаметра, а также толщины металла. А петельки с пластинками, которые принимают на себя все нагрузки, которые рассчитаны на более большой вес – они способны выдерживать до 6 центнеров. Зная расчетный тип нагрузки на петли, а еще конструкционный вес, можно определять их требуемое число. Естественно, меньше двух штук на створку не пойдет. А в том случае, если ворота тяжелые, то количество навесов должно быть 3-4. Дополнительную петлю требуется устанавливать чуть ниже, чем верхнюю, на которую будет приходиться основная нагрузка. Кстати, усиливать простые петли можно даже самостяоетльно, приваривая к ним вырезанные из металла с большой толщиной пластинки требуемого габарита. Сварочный шов должен получиться сплошным.
Естественно, меньше двух штук на створку не пойдет. А в том случае, если ворота тяжелые, то количество навесов должно быть 3-4. Дополнительную петлю требуется устанавливать чуть ниже, чем верхнюю, на которую будет приходиться основная нагрузка. Кстати, усиливать простые петли можно даже самостяоетльно, приваривая к ним вырезанные из металла с большой толщиной пластинки требуемого габарита. Сварочный шов должен получиться сплошным.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
 Варианты движения электродом представлены ниже
Варианты движения электродом представлены нижеНаучиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно!
Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
ВОЗМОЖНО ЛИ ВООБЩЕ ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ
Рассматривая возможность сварки нержавеющей стали и черного металла, основная сложность возникает в том, что несмотря на то, что данные материалы принадлежат к сталям, они являются совершенно разнородными, а следовательно, они различаются из-за определенных технических свойств и характеристик. Однако, приварить нержавейку к черному металлу все же возможно, но надо учитывать множество нюансов, к примеру, корректный выбор электродов, силу тока, различные физические коэффициенты и т.д…
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
 Это происходит по той причине, что во время протягивания шва происходит смешение детали
Это происходит по той причине, что во время протягивания шва происходит смешение деталиОсвоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Свариваемость нержавеющей стали | OnlineMetals.com®
Известная своей коррозионной стойкостью и широким спектром применения в пищевой промышленности, столовых приборах и многих других областях, нержавеющая сталь является одним из самых популярных металлов, используемых сегодня. Десятки вариантов сплава делают сварку нержавеющей стали более сложной, чем сварка традиционной углеродистой стали. Однако, хотя когда-то нержавеющие сплавы считались серьезной проблемой для сварки, сегодня они описываются большинством сварщиков как «другие», а не как «сложные».
Нержавеющие стали — это высоколегированные стали, содержащие не менее 10,5% хрома. Кроме того, их обычно сплавляют с другими элементами для улучшения термостойкости, механических свойств и характеристик изготовления. Эти легирующие элементы также модифицируют и влияют на свариваемость нержавеющей стали.
Для успешной сварки нержавеющей стали важно знать различные типы нержавеющей стали и их свойства. Они делятся на пять основных типов: ферритные, мартенситные, дисперсионно-твердеющие, дуплексные и аустенитные.
Они делятся на пять основных типов: ферритные, мартенситные, дисперсионно-твердеющие, дуплексные и аустенитные.
- Типы нержавеющих сталей
- Подготовка к сварке
- Сварочные процессы
- Распространенные дефекты сварки
Типы нержавеющей стали
Аустенитная
У нас есть: 301, 302, 303, 304, 316, 321, 347, N50 и N60
Этот класс нержавеющей стали отличается высокой коррозионной стойкостью, прочностью и высокой пластичностью. Но он также склонен к растрескиванию под напряжением. Они считаются наиболее легко свариваемыми нержавеющими сталями. Нет необходимости в предварительной или послесварочной термической обработке.
Аустенитные сплавы обычно сваривают с присадками, состав которых соответствует основному материалу. Однако есть несколько исключений; Наполнитель 308 используется для сплавов 302 и 304, а наполнитель типа 347 используется для сплава 321.
Ферритный
У нас есть: 430
Все ферритовые сплавы относятся к семейству 400, но не все сплавы 400 являются ферритными. Они имеют более низкую пластичность, более хрупкие, склонны к горячему растрескиванию и обладают меньшей коррозионной стойкостью, чем аустенитные марки. Но они обладают более высокой устойчивостью к коррозионному растрескиванию под напряжением. Обычно считается, что этот тип имеет плохую свариваемость, поскольку при высоких температурах в нем происходит быстрый рост зерна. Это приводит к хрупким зонам термического влияния.
Они имеют более низкую пластичность, более хрупкие, склонны к горячему растрескиванию и обладают меньшей коррозионной стойкостью, чем аустенитные марки. Но они обладают более высокой устойчивостью к коррозионному растрескиванию под напряжением. Обычно считается, что этот тип имеет плохую свариваемость, поскольку при высоких температурах в нем происходит быстрый рост зерна. Это приводит к хрупким зонам термического влияния.
Если свариваются ферритные сплавы, то это в секциях толщиной менее 6 мм. Любая потеря прочности для такой тонкой детали незначительна. При сварке ферритной нержавеющей стали следует использовать присадочные металлы, содержание хрома в которых соответствует или превышает уровень основного сплава. 409 и 430 обычно используются в качестве наполнителей, а аустенитные марки 309 и 312 — для разнородных соединений.
Мартенситный
У нас есть: 410, 420, 440
Серии 400 и 500 составляют мартенситные марки. Эти сплавы обладают более высокой прочностью, износостойкостью и сопротивлением усталости, чем аустенитные и ферритные марки. Но они менее устойчивы к коррозии. Этот сорт становится твердым и хрупким при охлаждении, что делает его отличным материалом с точки зрения износостойкости, но его труднее сваривать, так как он имеет тенденцию к образованию трещин при охлаждении.
Но они менее устойчивы к коррозии. Этот сорт становится твердым и хрупким при охлаждении, что делает его отличным материалом с точки зрения износостойкости, но его труднее сваривать, так как он имеет тенденцию к образованию трещин при охлаждении.
Однако мартенситную нержавеющую сталь можно сваривать, соблюдая меры предосторожности. Присадочные металлы обычно должны соответствовать содержанию хрома и углерода в основном мартенситном металле. Присадочный материал типа 410 используется для сварки сталей марок 402, 410, 414 и 420. Аустенитные марки 308, 309 и 310 применяют также для сварки мартенситных сталей между собой или с разнородными металлами.
Дисперсионное твердение
У нас есть: 455, 13-8, 15-5, 17-4
Дисперсионно-твердеющие нержавеющие стали содержат как хром, так и никель. Эти металлы обеспечивают сочетание свойств мартенситных и аустенитных марок. Они могут быть закалены путем термической обработки до уровней, сравнимых с мартенситными сталями, а также обладают коррозионной стойкостью, как аустенитные стали.
Стали P-H можно легко сваривать, используя процедуры, аналогичные процедурам для нержавеющих сталей серии 300. Марка 17-4 обычно сваривается с присадкой 17-7 и может быть сварена без предварительного подогрева. Как и для многих других сплавов, для сталей P-H трудно добиться таких же механических свойств в сварном шве, как и в основном материале. Даже при использовании подходящего наполнителя требуется тщательная подготовка. Термическая обработка после сварки может использоваться, чтобы сварной шов был близок к основному металлу.
Дуплекс
Дуплексные нержавеющие стали являются «дуплексными», поскольку они обладают двухфазной микроструктурой. Он содержит зерна как ферритной, так и аустенитной нержавеющей стали. Эти стали обладают значительно лучшей ударной вязкостью и пластичностью, чем ферритные марки. Однако они не достигают превосходных показателей аустенитных марок. Но они обладают сравнимой коррозионной стойкостью с аустенитными сталями.
Современные дуплексные стали легко свариваются. Но порядок поддержания диапазона подводимой теплоты должен строго соблюдаться. Из-за сложного химического состава материала слишком высокая температура также неблагоприятно влияет на дуплексные нержавеющие стали. Точно так же выбор присадочного металла является немного более сложным. Многие типы дуплексных нержавеющих основных металлов недоступны в качестве присадочных металлов из-за того, что присадочный металл остывает намного быстрее, чем основной металл.
Но порядок поддержания диапазона подводимой теплоты должен строго соблюдаться. Из-за сложного химического состава материала слишком высокая температура также неблагоприятно влияет на дуплексные нержавеющие стали. Точно так же выбор присадочного металла является немного более сложным. Многие типы дуплексных нержавеющих основных металлов недоступны в качестве присадочных металлов из-за того, что присадочный металл остывает намного быстрее, чем основной металл.
Купить нержавеющую сталь сегодня
Наверх
Подготовка к сварке
Как и при любом другом виде сварки, перед сваркой нержавеющую сталь необходимо очистить. Чего вы можете не осознавать, так это того, насколько чувствителен сварной шов из нержавеющей стали к присутствию любой углеродистой стали. Убедитесь, что любые инструменты, которые вы используете для очистки нержавеющей стали, используются только для очистки нержавеющей стали. Например, если вы используете щетку из нержавеющей стали для очистки углеродистой стали, не используйте ее снова для любой нержавеющей стали. То же самое относится к молоткам и зажимам из нержавеющей стали.
То же самое относится к молоткам и зажимам из нержавеющей стали.
Следовые количества углеродистой стали могут переходить на нержавеющую сталь, вызывая ее ржавчину. Точно так же шлифование углеродистой стали вблизи нержавеющей стали может привести к проблемам. Пыль из углеродистой стали, взвешенная в воздухе, может попасть на расположенную рядом нержавеющую сталь и привести к ржавчине. Вот почему рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали.
Вернуться к началу
Процессы
Процедура сварки нержавеющей стали не сильно отличается от сварки мягкой стали. Большинство нержавеющих сталей можно соединить с помощью нескольких видов сварки. Чтобы помочь вам найти лучший вариант для вашего материала, вот рейтинг свариваемости нержавеющей стали и другие производственные свойства для каждого типа нержавеющей стали.
Магнитный отклик 1
Обычно нет
Свариваемость
Очень высокая
Высокотемпературная.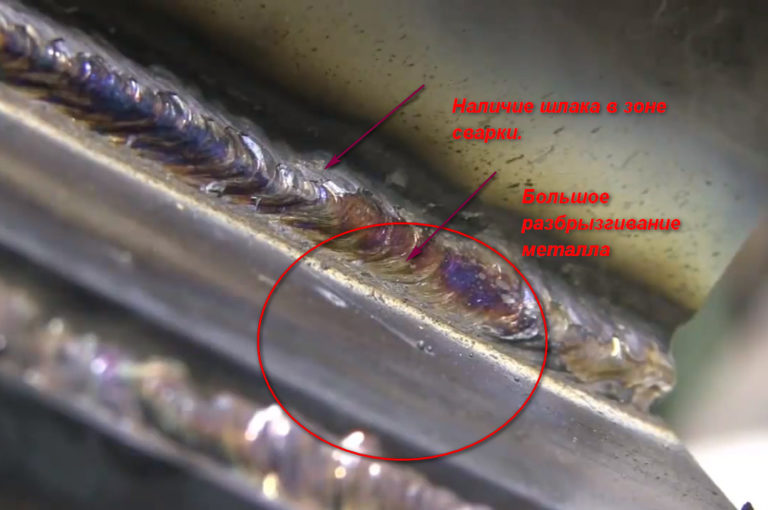 Сопротивление
Сопротивление
Обычно Нет
Низкотемпературный. Сопротивление 2
Очень высокий
Средний
ПЛОКЕ
Очень высокий
Среда
Средняя
Средняя
Скорость работы
очень высокий
Средний
Средний
Среда
Средний
Средний
Средний
Средний
Средний
Средний
Средний
Средний0003
Средний
Утвердимый
By Cold Work
CONTER & DEMPER
AGE HEARD
Устойчивость к коррозии 3
Средняя
Средняя
Среда
Очень высокий
- Измеряется по ударной вязкости или пластичности при отрицательных температурах. Аусенитовые сорта сохраняют пластичность к криогенным температурам.
- Значительно различается между классами внутри каждой группы, например. марки, не подвергающиеся механической обработке, имеют более низкую коррозионную стойкость, марки с более высоким содержанием молибдена имеют более высокую коррозионную стойкость.
Atture of Steel. Примечание. Некоторые сорта могут притягиваться к холодному магниту при работе.
 марки, не подвергающиеся механической обработке, имеют более низкую коррозионную стойкость, марки с более высоким содержанием молибдена имеют более высокую коррозионную стойкость.
марки, не подвергающиеся механической обработке, имеют более низкую коррозионную стойкость, марки с более высоким содержанием молибдена имеют более высокую коррозионную стойкость.Вернуться к началу
Распространенные дефекты сварных швов из нержавеющей стали
Понимание распространенных дефектов при сварке — первый шаг к их предотвращению. Сварка нержавеющей стали мало чем отличается от сварки стандартной углеродистой стали, за некоторыми исключениями. Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали. Во-вторых, важно правильно подобрать присадочные металлы к свариваемому материалу.
Растрескивание
Наиболее частым дефектом сварки нержавеющих сталей является растрескивание. Даже с аустенитными нержавеющими сталями, наиболее легко свариваемыми из всех нержавеющих сталей, существует риск растрескивания. Это связано с тем, что в аустенитных сталях отсутствует феррит, который растворяет вредные примеси, приводящие к образованию трещин. Для предотвращения растрескивания этих металлов, особенно для полностью аустенитных конструкций, настоятельно рекомендуется выбирать наполнитель, содержащий феррит.
Для предотвращения растрескивания этих металлов, особенно для полностью аустенитных конструкций, настоятельно рекомендуется выбирать наполнитель, содержащий феррит.
Ферритные нержавеющие стали, с другой стороны, могут растрескиваться в процессе сварки из-за чрезмерного укрупнения зерна, что приводит к плохой ударной вязкости в зоне термического влияния. При сварке тонких профилей никаких особых мер предосторожности не требуется. Однако в более толстых материалах или соединениях с высокой жесткостью использование низкого подвода тепла может свести к минимуму размер зоны укрупнения зерен и свести к минимуму чувствительность к растрескиванию. Точно так же использование аустенитного наполнителя может помочь получить более прочный металл сварного шва.
Мартенситные стали очень склонны к холодному растрескиванию в результате воздействия водорода, что также характерно для низколегирующих сталей. Риск растрескивания обычно увеличивается с содержанием углерода. С риском растрескивания мартенситных нержавеющих сталей можно бороться, используя процесс сварки с низким содержанием водорода, такой как TIG или MIG, или используя наполнители с регулируемым содержанием водорода. Кроме того, пред- и послесварочная обработка, особенно для более толстых профилей и материалов с более высоким содержанием углерода, поможет повысить прочность конструкции, позволит водороду диффундировать из металла сварного шва и снизит риск образования трещин.
Кроме того, пред- и послесварочная обработка, особенно для более толстых профилей и материалов с более высоким содержанием углерода, поможет повысить прочность конструкции, позволит водороду диффундировать из металла сварного шва и снизит риск образования трещин.
Наверх
Хотите узнать больше?
Сварка черных металлов 211
в возрасте
Металл, который был нагрет до определенной температуры, чтобы вызвать изменение его зернистой структуры. Металлы обычно состаривают, чтобы увеличить их твердость.
легированные стали
Сталь, содержащая преднамеренно добавленные материалы, изменяющие свойства металла. Легированные стали обычно содержат такие элементы, как хром, марганец, молибден и никель.
легирующие элементы
Химическое вещество или вещество, добавляемое к металлу для изменения его свойств. Общие легирующие элементы включают хром, кремний и никель.
сплавы
Металл, состоящий из смеси двух или более материалов. Нержавеющая сталь, например, представляет собой сплав железа, углерода и хрома.
отжиг
Процесс медленного нагревания и охлаждения материала для изменения его свойств. Отжиг часто используется для повышения пластичности металла.
дуговая сварка
Сварочный процесс, в котором используется электричество для выработки тепла, расплавляющего основной и присадочный металлы. Дуговая сварка является наиболее распространенным сварочным процессом.
аустенитный
Нержавеющая сталь с очень высокой прочностью, а также отличной пластичностью и ударной вязкостью. Аустенитная нержавеющая сталь является наиболее коррозионностойкой нержавеющей сталью.
основной металл
Один из двух или более металлов, которые необходимо сварить вместе для образования соединения. Тип соединяемых основных металлов определяет способ их сварки.
Тип соединяемых основных металлов определяет способ их сварки.
хрупкий
Сопротивление материала растяжению, формованию или вытягиванию. Хрупкие металлы легко разрушаются, и хрупкость часто увеличивается с повышением уровня твердости.
углерод
Обычный неметаллический элемент, встречающийся во всех типах стали. Углерод является основным упрочняющим элементом стали.
чугун
Сплав железа, углерода и кремния, содержащий не менее 2,0 % углерода. Чугуны обычно нуждаются в некоторой форме термической обработки для получения удовлетворительных результатов сварки.
литые стали
Сталь, которую переносят в форму и оставляют охлаждаться до окончательной формы сразу после выхода из сталеплавильной печи. Литые стали часто изготавливаются из низко- или среднеуглеродистой стали.
Кастинг
Металлическая деталь, которая формируется путем заливки расплавленного металла в форму. Металл охлаждается и затвердевает, принимая свою окончательную форму.
Металл охлаждается и затвердевает, принимая свою окончательную форму.
церий
Мягкий, пластичный, серебристый металл. В качестве легирующего элемента церий может помочь раскислить металл и сделать его более пластичным.
холодные бары
Кусок металла, обычно меди или алюминия, прикрепляемый к задней части сварного шва для отвода тепла из области сварного шва быстрее, чем при атмосферном охлаждении. Охлаждающие стержни помогают уменьшить деформацию сварных швов и ЗТВ.
хром
Блестящий, твердый металл серо-стального цвета, повышающий коррозионную стойкость металлов. Хром может образовывать опасные пары, а это означает, что экстракторы дыма необходимы при сварке любого металла, содержащего хром.
оксид хрома
Защитная пленка, образующаяся на поверхности нержавеющей стали. Оксид хрома помогает предотвратить коррозию.
плакированные стали
Стали, защищенные с одной или нескольких сторон слоем коррозионностойкого металла. Обычными материалами, используемыми для плакирования стали, являются никель, нержавеющая сталь и серебро.
Обычными материалами, используемыми для плакирования стали, являются никель, нержавеющая сталь и серебро.
холодный метод
Процедура сварки, которая ограничивает подвод тепла к сварному шву. Холодные методы часто минимизируют воздействие сварочной дуги на сварной шов.
холодная одышка
Характеристика, которая делает металлы хрупкими при комнатной температуре или ниже. Хладноломкость часто вызывается избытком фосфора в металле.
устойчивость к коррозии
Способность материала противостоять износу и химическому разрушению из-за воздействия на поверхность в определенной среде. Нержавеющая сталь обладает высокой коррозионной стойкостью.
Кристальная структура
Регулярный, повторяющийся стук атомов в металле. Кристаллические структуры развиваются по мере затвердевания металла.
деформирующий
Разделение между соседними кристаллами, ориентированными в разные стороны. Элементы, которые собираются на границах зерен, могут влиять на свойства металла.
Элементы, которые собираются на границах зерен, могут влиять на свойства металла.
скорость осаждения
Скорость, с которой расплавляется присадочный металл. Скорость наплавки — это количество присадочного металла, нанесенного на сварной шов, измеряемое в фунтах в час.
разрывы
Неравномерность заданного и ожидаемого состава сварного шва. Неоднородности включают трещины, пористость и чрезмерное количество шлака.
искажение
Коробление основного металла из-за напряжений, вызванных нагревом и охлаждением. Нержавеющие стали склонны к деформации, если сварка выполняется ненадлежащим образом.
ковкий чугун
Металл, полученный путем добавления магния или церия в серый чугун с образованием небольших сфер графита. Ковкий чугун, иногда называемый чугуном с шаровидным графитом, обладает хорошей прочностью на растяжение, ударопрочностью и пластичностью.
пластичность
Мера способности материала растягиваться, вытягиваться или формоваться без разрушения. Черные металлы с меньшим содержанием углерода имеют тенденцию быть более пластичными.
дуплекс
Нержавеющая сталь, которая обычно состоит из микроструктуры 50% феррит и 50% аустенит. Дуплексные нержавеющие стали обладают более высокой прочностью, чем аустенитные стали, и лучшей коррозионной стойкостью, чем ферритные стали.
долговечность
Способность материалов выдерживать длительное воздействие окружающей среды и механических воздействий. Черные металлы, как правило, обладают хорошей износостойкостью.
электрод
Устройство, проводящее электричество. Сварочные электроды также могут выступать в качестве присадочного металла.
усталость
Ослабление металла, вызванное многократно приложенной силой. Усталость может со временем ослабить даже очень прочные и твердые металлы.
Усталость может со временем ослабить даже очень прочные и твердые металлы.
ферритный
Нержавеющая сталь, которая содержит в основном хром и имеет низкое содержание углерода. Ферритные нержавеющие стали легко свариваются и не упрочняются термической обработкой.
черный металл
Металл, в котором железо является основным компонентом. Черные металлы являются наиболее часто используемыми коммерческими металлами.
присадочный металл
Тип металла, который иногда добавляют к сварному шву. Присадочный металл увеличивает прочность и массу сварного шва и может наноситься электродом или добавляться в соединение вручную или с помощью машины.
экстрактор дыма
Любое устройство, использующее всасывание для удаления из окружающей среды дыма и газов, образующихся при сварке. Вытяжка дыма особенно важна при сварке металлов, содержащих хром или марганец.
дым
Облако частиц, взвешенных в газе. Применения, которые выделяют пары, требуют надлежащей вентиляции.
зона сплавления
Область, где сварка соединяет основные металлы и любые присадочные металлы. Зоны сплавления подвергаются самым высоким температурам во время сварки.
дуговая сварка металлическим газом
GMAW. Процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный защитный газ подаются к сварному шву через сварочную горелку. GMAW также называют сваркой MIG.
газовая вольфрамовая дуговая сварка
GTAW. Очень точный процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод. GTAW также называют сваркой TIG.
GMAW
Дуговая сварка металлическим газом. Процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный защитный газ подаются к сварному шву через сварочную горелку. GMAW также называют сваркой MIG.
GMAW также называют сваркой MIG.
зернистая структура
Связь между маленькими отдельными кристаллами в металле или сплаве. Структура зерна влияет на механические и физические свойства металла.
гранулированный флюс
Неметаллический материал, состоящий из множества мелких частиц, используемый для защиты сварочной ванны и твердого металла от атмосферных загрязнений. В SAW этот слой гранулированного флюса покрывает сварной шов и предотвращает искрение и брызги.
графит
Форма углерода с металлическим блеском и жирной текстурой. Структура графита в чугуне влияет на его свойства.
серый чугун
Сплав железа с содержанием углерода не менее 2,0%, в котором чешуйки графита рассеяны по всему металлу. Серый чугун имеет плохую пластичность.
прокаливаемость
Способность металла упрочняться при обычных процессах термической обработки. Прокаливаемость может влиять на свариваемость металла.
Прокаливаемость может влиять на свариваемость металла.
твердость
Способность металла сопротивляться проникновению, вдавливанию и царапанью. Твердость, вызванную сваркой, можно контролировать с помощью термической обработки.
ЗТВ
Зона термического влияния. Часть основного металла, непосредственно окружающая сварной шов, которая не плавится, но механические и физические свойства которой изменились. Термическая обработка может ограничить образование ЗТВ.
термическая обработка
Контролируемые процессы нагрева и охлаждения, используемые для изменения структуры материала и изменения его физических и механических свойств. Термическая обработка включает процессы предварительного нагрева и последующего нагрева.
зона термического влияния
ХАЗ. Часть основного металла, непосредственно окружающая сварной шов, которая не плавится, но механические и физические свойства которой изменились. Термическая обработка может ограничить образование зон термического влияния.
Термическая обработка может ограничить образование зон термического влияния.
нагревательная горелка
Устройство для направления греющего пламени, получаемого за счет контролируемого сжигания топливных газов. Нагревательные горелки используются для предварительного нагрева основных металлов.
высокая углеродистая сталь
Обычная углеродистая сталь, содержащая более 0,45% углерода. Высокоуглеродистые стали чрезвычайно прочны, тверды и всегда требуют термической обработки для эффективной сварки.
горячая краткость
Характеристика, которая делает металлы хрупкими при повышенных температурах. Горячая нехватка часто вызывается избытком серы в металле.
водород
Самый легкий и самый распространенный элемент во Вселенной. Избыток водорода в металле шва может вызвать растрескивание.
инфракрасные термометры
Устройство, которое может измерять температуру объекта на расстоянии, воспринимая тепловое излучение. Инфракрасные термометры, также известные как температурные пистолеты, можно использовать для оценки температуры предварительного нагрева заготовки перед сваркой.
Инфракрасные термометры, также известные как температурные пистолеты, можно использовать для оценки температуры предварительного нагрева заготовки перед сваркой.
утюг
Ковкий металл серебристо-серого цвета с сильными магнитными свойствами. Железо сплавляется с углеродом для получения стали.
карбиды железа
Химическое соединение железа и углерода. Карбиды железа бывают разных структур, влияющих на свойства металла.
силикат железа
Неметаллический элемент, который может образовывать тонкие нити или волокна при диспергировании в металле. Силикат железа придает металлам волокнистые свойства.
совместное проникновение
Глубина, на которую сварной шов проникает в основные металлы. Проникновение в сустав может быть полным или частичным.
низкоуглеродистая сталь
Обычная углеродистая сталь, содержащая менее 0,30% углерода. Низкоуглеродистые стали обычно прочны, пластичны и легко свариваются.
Низкоуглеродистые стали обычно прочны, пластичны и легко свариваются.
магний
Легкий, хрупкий металл серо-белого цвета. Магний часто используется в качестве легирующего элемента для повышения коррозионной стойкости.
ковкий чугун
Металл, созданный путем отжига белого чугуна в течение нескольких дней. Ковкий чугун обладает превосходной пластичностью.
марганец
Твердый, хрупкий металл серо-белого цвета, повышающий прокаливаемость стали. Марганец может образовывать опасные пары, поэтому при сварке любых металлов, содержащих марганец, необходимы вытяжки дыма.
мартенситный
Нержавеющая сталь, которая прочнее ферритной нержавеющей стали, но менее устойчива к коррозии. Мартенситные нержавеющие стали упрочняются термической обработкой.
механические свойства
Характеристика, описывающая реакцию материала на воздействие силы, которая пытается его растянуть, сжать, согнуть, вдавить, поцарапать или сломать. К механическим свойствам относятся прочность, ударная вязкость, пластичность и твердость.
К механическим свойствам относятся прочность, ударная вязкость, пластичность и твердость.
среднеуглеродистая сталь
Обычная углеродистая сталь, содержащая от 0,30% до 0,45% углерода. Среднеуглеродистые стали прочны, тверды и не так легко свариваются, как низкоуглеродистые стали.
молибден
Твердый серебристо-белый металл. Молибден используется в сплавах для повышения ударной вязкости металла, сопротивления ползучести и износостойкости.
никель
Твердый, ковкий, серебристо-белый металл. Никель используется в различных сплавах для придания металлам прочности, ударной вязкости и ударопрочности.
чугун с шаровидным графитом
Металл, полученный путем добавления магния или церия в серый чугун с образованием небольших сфер графита. Чугун с шаровидным графитом, иногда называемый ковким чугуном, обладает хорошей прочностью на растяжение, ударопрочностью и пластичностью.
Цветные металлы
Металл, который не содержит значительного количества железа. К цветным металлам относятся алюминий, медь и золото.
кислород
Бесцветный газ без запаха и вкуса, который естественным образом присутствует в атмосфере. При сварке избыток кислорода вызывает растрескивание и ржавление металлов.
рихтовка
Процесс обработки поверхности металла для улучшения его свойств, обычно с использованием легких ударов. Проклевку часто производят молотком.
фосфор
Восковой неметаллический элемент, который может быть белого или красного цвета. Избыток фосфора может привести к хладноломкости металлов.
физические свойства
Характеристика материала, описывающая, как он реагирует на немеханические силы. Физические свойства включают магнитные, тепловые и электрические свойства металла.
Обычная углеродистая сталь
Самая основная форма стали, содержащая менее 3,0% легирующих элементов. Простые углеродистые стали делятся на низко-, средне- и высокоуглеродистые стали.
Простые углеродистые стали делятся на низко-, средне- и высокоуглеродистые стали.
пористость
Введение газа в сварной шов, который создает пузыри, которые могут привести к разрыву. Распространенными причинами пористости являются атмосферные загрязнения и чрезмерное окисление заготовки.
последующий нагрев
Применение тепла к сварному шву сразу после сварки. Последующий нагрев помогает снизить напряжение в металле сварного шва.
термообработка после сварки
Термообработка, применяемая после полного остывания свариваемой детали. Термическая обработка после сварки включает отжиг, снятие напряжения и отпуск.
осадок
Выделение элементов из раствора. Элементы, выпадающие в осадок из раствора, изменяют свойства металла.
дисперсионное твердение
Нержавеющая сталь с легирующими добавками, такими как алюминий или никель, что позволяет упрочнять ее путем термообработки на твердый раствор. Дисперсионно-твердеющие стали обладают коррозионной стойкостью аустенитных сталей и прокаливаемостью мартенситных.
Дисперсионно-твердеющие стали обладают коррозионной стойкостью аустенитных сталей и прокаливаемостью мартенситных.
предварительный нагрев
Контролируемое приложение тепла к основному металлу до и во время сварки. Предварительный нагрев помогает снизить твердость металла.
угасший
Быстрое охлаждение металла с помощью масла, воды или воздуха. Закаленные металлы сохраняют зернистую структуру, возникшую до закалки.
дуговая сварка защитным металлом
СМАВ. Процесс дуговой сварки, в котором используется стержень с флюсовым покрытием. Дуговую сварку в защитном металле иногда называют дуговой сваркой.
кремний
Темный, сине-серый металл. Кремний улучшает прочность металла и стойкость к окислению при использовании в качестве легирующего элемента.
Серебряный
Мягкий, блестящий металл, обладающий наибольшей теплопроводностью, электропроводностью и отражательной способностью среди всех металлов. Серебро – это цветной металл.
Серебро – это цветной металл.
шлак
Другой термин для силиката железа. Шлак обычно используется для обозначения неметаллического слоя, который образуется поверх расплавленного металла.
SMAW
Дуговая сварка защищенным металлом. Процесс дуговой сварки, в котором используется стержень с флюсовым покрытием. SMAW иногда называют дуговой сваркой.
решение
Смесь, в которой второстепенный компонент, такой как легирующий элемент, равномерно распределен в основном компоненте, таком как основной металл сплава. Решения могут быть созданы в сплавах с помощью контролируемых процессов нагрева и охлаждения.
термообработка раствором
Первый этап дисперсионного твердения, при котором сплав нагревают до температуры, достаточно высокой, чтобы позволить легирующему элементу образовать раствор с основным металлом. Этап термообработки на раствор сам по себе не сильно затвердеет.
нержавеющая сталь
Тип стали, содержащий более 11% хрома и обладающий отличной коррозионной стойкостью. Нержавеющие стали обладают хорошей свариваемостью при соблюдении правильных процедур сварки.
штамповка
Собранное устройство с верхней и нижней пластинами, которые открываются и закрываются для резки или придания формы металлу. Штамповочные штампы часто изготавливают из среднеуглеродистой стали.
стали
Сплав железа и углерода, содержащий менее 2,0% углерода. Стали часто содержат другие элементы для улучшения различных аспектов металла.
прочность
Общая мера того, насколько хорошо металл выдерживает различные механические нагрузки. Типы прочности включают растяжение, текучесть и удар.
снятие стресса
Процесс повышения температуры изготовленной детали до заданного значения в течение длительного периода времени для снижения напряжений, возникающих во время сварки или других рабочих процессов. Снятие напряжения после сварки особенно важно при работе с черными металлами, содержащими большое количество углерода.
Снятие напряжения после сварки особенно важно при работе с черными металлами, содержащими большое количество углерода.
дуговая сварка под флюсом
ПИЛА. Тип процесса дуговой сварки, в котором в качестве защитного слоя используется гранулированный флюс, а в качестве присадочного металла непрерывно подается проволочный электрод. В SAW сварочная дуга существует внутри сварочной ванны.
сера
Бледно-желтый хрупкий неметаллический элемент. Избыток серы может вызвать горячую коррозию металлов.
прихватки
Сварка, выполненная для удержания частей сварного шва в надлежащем положении перед выполнением окончательных сварных швов. Прихваточные швы также используются для облегчения предварительного нагрева.
температурные пистолеты
Устройство, которое может измерять температуру объекта на расстоянии, воспринимая тепловое излучение. Температурные пистолеты, также известные как инфракрасные термометры, можно использовать для оценки температуры предварительного нагрева заготовки перед сваркой.
палочки для индикации температуры
Устройство, которое удерживает соединение, предназначенное для плавления при воздействии определенной температуры. Существует широкий спектр термоиндикаторов, которые плавятся при различных температурах.
предел прочности
Способность материала сопротивляться силам, пытающимся разорвать его на части. Прочность на растяжение тесно связана с пластичностью.
тепловое расширение
Увеличение размеров металла из-за повышения его температуры. Скорость теплового расширения металла влияет на его свариваемость.
прочность
Способность материала деформироваться и поглощать энергию без разрушения или разрушения. Прочность указывает на способность материала выдерживать внезапное напряжение или силу.
сварной шов
Слой расплавленного металла в соединении, созданном за один проход сварки. Для соединения может потребоваться более одного валика сварного шва.
Для соединения может потребоваться более одного валика сварного шва.
свариваемость
Способность материала быть сваренным в заданных условиях в определенную, подходящую структуру и удовлетворительно работать по назначению. Свариваемость зависит от типа свариваемого металла, его толщины и условий окружающей среды.
сварщики
Человек, который занимается сваркой. Источники могут называть сварщиков сварщиками.
сварка
Неразъемное соединение двух металлов с помощью нагревания или давления. Сварка может соединять большинство черных металлов.
белый чугун
Металл, образованный немедленным охлаждением серого чугуна до того, как углерод разделится на графит. Белый чугун твердый, хрупкий и не поддается сварке.
заготовка
Деталь, которая подвергается производственному процессу, такому как сварка или резка. Любой свариваемый металл или металлы называются заготовками.
Любой свариваемый металл или металлы называются заготовками.
кованое железо
Пластичный и волокнистый металл из железа и силиката железа. Кованое железо обладает хорошей устойчивостью к коррозии и усталости.
Широкий мир сварки нержавеющей стали
Люди часто удивляются, узнав, что существует более одного типа нержавеющей стали стали. Три самых распространенных типа можно найти в стандартных производственных магазинах. аустенитные, мартенситные и ферритные. технология, необходимая для сварки любого из этих стали не сильно отличаются от требуемых для сварки углеродистой стали, с несколькими исключения.
Разработка нержавеющих нержавеющих сталей с особыми характеристиками, включая различные степени коррозионной стойкости, прочности и обрабатываемости, принесла огромную пользу пользователям стали. Однако это усовершенствование сделало сварку нержавеющей стали более сложной, чем сварка традиционной углеродистой стали.
Люди часто удивляются, узнав, что существует более одного типа нержавеющей стали. Первоначальная нержавеющая сталь, представленная Гарри Брирли в 1913 году, была гораздо более устойчивой к коррозии, чем стандартная углеродистая сталь, но за счет более низкой пластичности. С тех пор металлурги, экспериментируя с различными количествами легирующих материалов, различными способами улучшили характеристики нержавеющей стали.
Техника, необходимая для сварки нержавеющей стали, мало чем отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями. Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали. Во-вторых, более важно правильно подобрать присадочные металлы к свариваемому материалу.
Типы нержавеющей стали
Пять типов стали, каждый с многочисленными вариациями, подпадают под категорию нержавеющей стали. Все они классифицируются на основе их микроструктуры, которая является результатом как химического состава, так и способа нагрева и обработки стали. Микроструктура оказывает большое влияние на прочность, пластичность и другие физические и химические свойства стали.
Микроструктура оказывает большое влияние на прочность, пластичность и другие физические и химические свойства стали.
В стандартных производственных цехах чаще всего встречаются три типа нержавеющей стали. Аустенитная нержавеющая сталь , вероятно, наиболее широко используется, особенно в типичных операциях по механической обработке и изготовлению. Твердая мартенситная нержавеющая сталь часто используется в приложениях с высоким износом, таких как наплавка. Ферритная нержавеющая сталь дешевле, чем другие формы нержавеющей стали, что делает ее фаворитом для таких потребительских товаров, как компоненты автомобильной выхлопной системы.
Четвертый тип, дуплексная нержавеющая сталь , представляет собой комбинацию микроструктур аустенита и феррита, что делает ее прочнее любого из ее компонентов, но с ней труднее работать. Наконец, дисперсионно-твердеющие нержавеющие стали содержат другие легирующие элементы, например ниобий, которые повышают как прочность, так и стоимость. Как дуплексная, так и дисперсионно-твердеющая нержавеющая сталь являются специальными типами, используемыми в основном в высокопроизводительных приложениях, таких как аэрокосмическая и обрабатывающая промышленность, и мы не будем вдаваться в подробности о них.
Как дуплексная, так и дисперсионно-твердеющая нержавеющая сталь являются специальными типами, используемыми в основном в высокопроизводительных приложениях, таких как аэрокосмическая и обрабатывающая промышленность, и мы не будем вдаваться в подробности о них.
Подготовка к сварке
Как и при любом виде сварки, перед сваркой нержавеющую сталь необходимо очистить. Однако вы можете не осознавать, насколько важно использовать такие инструменты, как молотки и щетки, только для обработки нержавеющей стали из-за того, насколько материал чувствителен к присутствию любой углеродистой стали. Например, если вы используете щетку из нержавеющей стали для очистки углеродистой стали, не используйте ее снова для любой нержавеющей стали. То же самое относится к молоткам и зажимам из нержавеющей стали. Почему? Поскольку следовые количества углеродистой стали могут внедряться в нержавеющие стали, вызывая их ржавчину.
Точно так же шлифовка углеродистой стали рядом с нержавеющей сталью может привести к проблемам. Пыль из углеродистой стали, взвешенная в воздухе, может попасть на расположенную рядом нержавеющую сталь и привести к ржавчине. Вот почему рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали.
Пыль из углеродистой стали, взвешенная в воздухе, может попасть на расположенную рядом нержавеющую сталь и привести к ржавчине. Вот почему рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке является наличие надлежащего присадочного материала, что означает знание типа основного материала, который вы свариваете. Во многих случаях это так же просто, как использовать присадочный металл с тем же номером, что и у основного металла. Например, если вы соединяете два куска основного металла 316L, вы должны использовать присадочный металл 316L.
Конечно, бывают ситуации, когда это не так просто, например, при соединении разнородных металлов или при наплавке.
Используйте ручной инструмент, предназначенный для очистки и подготовки нержавеющей стали. Этот материал
чрезвычайно чувствителен к присутствию углеродистой стали, и даже следовые количества могут
привести к ржавчине нержавейки.
Аустенитная нержавеющая сталь
Как наиболее распространенный тип нержавеющей стали, используемый в производственных цехах, аустенитная нержавеющая сталь относится к серии 300. Хотя эти базовые материалы не требуют предварительного нагрева, они имеют максимальную межпроходную температуру. Как только основной металл достигает температуры 350 градусов по Фаренгейту, например, когда вы делаете несколько проходов, вам нужно прекратить сварку и дать материалу остыть.
Некоторые из нержавеющих сталей серии 300 относятся к полностью аустенитным – стали 310, 320 и 330. Вы должны тщательно управлять ими, чтобы предотвратить растрескивание, используя процесс с низким тепловложением и делая сварные швы выпуклыми. Если вы сделаете плоский или вогнутый шов на этих материалах, он будет подвержен растрескиванию.
Другим параметром, который необходимо учитывать, является состав основного материала и присадочного металла. Рассмотрим нержавеющую сталь 316L. Марка с буквой «L» в названии обычно ограничивается температурой 800 градусов по Фаренгейту или ниже в большинстве применений, но L не означает низкую температуру. Он обозначает низкое содержание углерода, обычно 0,03 процента углерода.
Он обозначает низкое содержание углерода, обычно 0,03 процента углерода.
Как упоминалось ранее, правильный присадочный металл для этого основного металла имеет то же обозначение, 316L. Однако не думайте, что совпадения номера основного металла достаточно. У вас может быть немного присадочного металла 316L, но это не значит, что вы можете использовать его для сварки основного металла 316H. Буква «H» означает высокое содержание углерода, и, несмотря на то, что он отлично сваривается с основным металлом 316L, он не выдержит, когда сварная деталь будет введена в эксплуатацию.
Самая популярная марка аустенитной нержавеющей стали — 304, но выбор присадочного металла для использования с этим основным металлом немного сложнее, поскольку присадочного металла 304 не существует. Вместо этого в данном случае используется присадочный металл марки 308L. Он имеет несколько иной химический состав, который позволяет присадочному металлу быстро затвердевать и охлаждаться, как при сварке, без образования трещин.
Другим примером является основной металл 321, который включает небольшое количество титана. Однако любой титан в присадочном металле выгорит в процессе сварки. В этом случае подходящим наполнителем является 347, химический состав которого подобен 321, но вместо титана используется ниобий.
К счастью, чаще всего марки присадочного и основного металла совпадают. Если у вас есть вопросы о том, что использовать, компании-поставщики сварочных материалов всегда готовы помочь вам подтвердить ваш выбор или определить более незнакомые комбинации.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали используются не столько для соединения, сколько в качестве наплавки и для создания износостойкого материала. Как правило, они имеют минимальную межпроходную температуру.
Одним из распространенных применений этого типа материала является восстановление стальных валков, используемых в станах непрерывного литья заготовок. Как только валки изнашиваются сверх определенного предела, их наплавляют мартенситной проволокой. Перед началом сварки валка используется горелка или резистивный нагреватель для нагрева валка до 400–600 градусов по Фаренгейту. После начала сварки нельзя допускать, чтобы температура падала ниже температуры предварительного нагрева. Мартенситная нержавеющая сталь становится очень твердой и хрупкой при охлаждении, что отлично подходит для износостойкости, но плохо влияет на сварные швы в процессе их изготовления. Превышение минимальной межпроходной температуры предотвращает слишком быстрое охлаждение области вокруг сварного шва.
Перед началом сварки валка используется горелка или резистивный нагреватель для нагрева валка до 400–600 градусов по Фаренгейту. После начала сварки нельзя допускать, чтобы температура падала ниже температуры предварительного нагрева. Мартенситная нержавеющая сталь становится очень твердой и хрупкой при охлаждении, что отлично подходит для износостойкости, но плохо влияет на сварные швы в процессе их изготовления. Превышение минимальной межпроходной температуры предотвращает слишком быстрое охлаждение области вокруг сварного шва.
При сварке мартенситной нержавеющей стали крайне важно установить точную температуру предварительного нагрева и поддерживать минимальную межпроходную температуру в течение всего времени сварки. В противном случае вы, скорее всего, получите трещины.
Как и в случае со многими другими сортами нержавеющей стали, если вы соединяете мартенситные основные металлы, вы, вероятно, будете использовать присадочный металл с таким же номером. В некоторых случаях для соединения можно использовать присадочный металл из аустенитной нержавеющей стали. Для накладок, которые часто наносятся на углеродистую сталь, 410 является стандартным выбором присадочного металла. Но независимо от типа работы ключом к успеху сварки с мартенситным присадочным металлом является правильный предварительный подогрев и медленное последующее охлаждение.
Для накладок, которые часто наносятся на углеродистую сталь, 410 является стандартным выбором присадочного металла. Но независимо от типа работы ключом к успеху сварки с мартенситным присадочным металлом является правильный предварительный подогрев и медленное последующее охлаждение.
Ферритная нержавеющая сталь
В автомобильной промышленности используется наиболее ферритная нержавеющая сталь. Двумя наиболее распространенными марками, используемыми в этом приложении, являются 409 и 439. Ферритная нержавеющая сталь обычно имеет толщину ¼ дюйма или меньше, поэтому большая часть сварки с этим материалом выполняется за один проход. Это хорошо, потому что сварка ферритной нержавеющей стали наиболее успешна при низком подводе тепла, а максимальная температура между проходами составляет 300 градусов по Фаренгейту. При больших тепловложениях в материале начинается рост зерен и он может быстро терять прочность. В менее распространенных случаях сварки более толстой ферритной нержавеющей стали будьте особенно осторожны, чтобы ограничить подвод тепла. Кроме того, подберите марку присадочного материала к марке основного металла, и ваши сварные швы должны получиться хорошими.
Кроме того, подберите марку присадочного материала к марке основного металла, и ваши сварные швы должны получиться хорошими.
Дуплексная нержавеющая сталь
Слишком высокая температура также отрицательно влияет на дуплексные нержавеющие стали из-за большей сложности химического состава материала. Помните, что этот тип нержавеющей стали содержит части как аустенитной, так и ферритной нержавеющей стали, что также немного усложняет выбор присадочного металла. Многие типы основных металлов из дуплексной нержавеющей стали недоступны в качестве присадочных металлов, в основном из-за того, что присадочный металл остывает намного быстрее, чем основной металл. Небольшая корректировка химического состава позволяет сварному шву иметь такую же прочность и свойства материала, что и основной металл.
Одним из примеров является недрагоценный металл 2205, дуплексная нержавеющая сталь, содержащая некоторое количество никеля. Присадочный металл, который вы должны использовать с этим, — 2209, потому что он дает сварной шов с таким же количеством феррита и аустенита, что и основной металл, предотвращая проблемы со сваркой. Другим примером является основной металл 2507, который можно сваривать с присадочным металлом 2594.
Другим примером является основной металл 2507, который можно сваривать с присадочным металлом 2594.
Сварные производственные детали, как правило, требуют определенной процедуры сварки, в том числе контрольных сварных швов и разрешений, в которых подробно описывается, как выполнять сварку. В процедуре подробно описывается не только используемый присадочный металл, но и любые требования к температуре предварительного нагрева и межпроходной температуре. Однако, когда вы сталкиваетесь со сваркой с использованием дуплексной нержавеющей стали, вам может понадобиться руководство по выбору присадочного металла.
Сварка смешанного или неизвестного основного металла
Иногда может потребоваться сварка разнородных металлов или неизвестных основных металлов, например, при ремонте на месте. К счастью, были разработаны присадочные металлы с химическим составом, специально предназначенным для таких ситуаций. Например, нередко требуется соединить нержавеющую сталь 304L и углеродистую сталь. В этом случае рассмотрите присадочный материал 309L, который, вероятно, будет хорошим выбором для разнородных металлов при температуре примерно до 750 градусов по Фаренгейту.
Если вы не уверены в составе основного металла, рассмотрите возможность использования одного из электродов, разработанных специально для ремонта, например электрода из нержавеющей стали 312. Эти сварочные электроды, представленные на рынке под различными торговыми названиями, рекламирующими их универсальную совместимость, отличаются химическим составом, обеспечивающим высокую прочность, коррозионную стойкость и хорошую пластичность. Они также совместимы с большинством типов основных металлов. И дело в том, что электроды 312 и им подобные делают свое дело. Недостатком является то, что они могут стоить в три-четыре раза дороже, чем стандартная проволока для дуговой сварки металлическим электродом (GMAW). Однако, когда важна производительность и вы хотите рассчитывать на успех, это того стоит.
При сварке нержавеющей стали не забудьте сначала найти присадочный металл, такой же, как основной металл. Если вы столкнулись с трудностями при поиске точного соответствия, проконсультируйтесь с поставщиком сварочных материалов, чтобы найти подходящий материал. И когда есть вопросы о составе основного металла, но вам все еще необходимо обеспечить возможность получения хороших сварных швов, знайте, что доступны специальные электроды для ремонта, которые помогут вам выполнить работу и сделать ее хорошо.
Проверка температуры материала сварного шва
При сварке нержавеющей стали важно контролировать температуру как металла шва, так и основного металла. Если вам не удастся оставаться в пределах указанного диапазона температур, у вас, вероятно, возникнут проблемы с производительностью. Есть три способа проверить температуру стали во время сварки:
- Палочки для индикации температуры имеют большой опыт точного подтверждения температуры. Однако они имеют ограниченный диапазон, и для каждой заданной температуры требуются разные палочки.
- Электронные инфракрасные термометры быстро и на расстоянии измеряют температуру поверхности стали. Им требуется прямая видимость, что обычно не является проблемой. Блестящие поверхности и другие условия, связанные с освещением, могут привести к ложным показаниям, как и изменение расстояния от поверхности. Но большинство людей, использующих этот тип устройств, научились приспосабливаться к таким причудам.
- Электронные датчики температуры поверхности предлагают третье средство контроля температуры. Они доступны с ручками разной длины, что позволяет прикасаться к металлу для чтения. Некоторые также могут быть установлены на заготовке. Это идеальная установка для выполнения тестового сварного шва, поскольку она позволяет непрерывно контролировать температуру и даже распечатывать график температуры металла на протяжении всего процесса сварки.
Является ли нержавеющая сталь черным металлом? – AMARINE
Этот вопрос задавался каждый год, когда инженеры интересовались черными или цветными металлами во время выполнения процедуры сварки, оценки неразъемных соединений или расчетов коррозии.
В этой статье дается обзор черных металлов , что они собой представляют и как они производятся . Существует несколько распространенных типов черных металлов, таких как низкоуглеродистая сталь , нержавеющая сталь и чугун 9.0186 . Черные металлы очень универсальны. Прочтите эту статью, чтобы узнать об их применении, преимуществах и недостатках черных металлов
Знаете ли вы? Железо — самый распространенный элемент на Земле. Земное ядро состоит из сплава железа и никеля, составляющего около 35% массы Земли.
Чистое железо очень мягкое, имеет серовато-белый цвет и имеет ограниченное применение. Железо редко встречается в чистом виде (за исключением метеоритов). Он существует в природе вместе с другими элементами, в виде полезных ископаемых. Наиболее распространенным минералом является оксид железа. Минералы со значительным содержанием железа называются железными рудами – обычно встречаются железные руды – гематит и магнетит.
Как производят железо и другие черные металлы?
Железо получают из железной руды путем плавки в доменной печи. Полученное таким образом железо называется чушковым, который состоит из 92-94% железа и 3-5% углерода , наряду с небольшими количествами других элементов. Чугун является хрупким и имеет ограниченное применение. Поэтому он используется для производства различных видов черных металлов.
Доменная печь, в которой железо получают из железной руды путем плавки Расплавленный чугун обычно заливают в печи (электродуговые, индукционные, мартеновские или доменные) и соединяют с другими элементами для получения различных черных металлов. Расплавленному материалу либо непосредственно отливается необходимая форма, либо прокатывается ( в горячем, теплом или холодном состоянии, в зависимости от применения ). Затем он подвергается термической обработке (отжиг , отпуск, закалка и т. д. ) для улучшения механических свойств и предотвращения коррозии.
Черные металлы обладают улучшенными физическими свойствами, такими как высокая прочность, пластичность и высокая прочность на растяжение, и находят широкое применение в коммерческих и промышленных целях. Наиболее распространенными черными металлами являются мягкая сталь, углеродистая сталь, легированная сталь, нержавеющая сталь, кованое железо и чугун.
Типы черных металлов
Мягкая сталь и углеродистая сталь: Железо соединяется с углеродом для получения мягкой и углеродистой стали. Мягкая сталь имеет меньшее количество углерода (от 0,16% до 0,3% по весу), тогда как углеродистая сталь имеет относительно большее количество углерода (до 2%). Как правило, чем больше углерода, тем тверже металл.
Мягкая сталь, будучи относительно более мягкой, используется для изготовления стальных листов, а углеродистая сталь, будучи более твердой, используется для изготовления валов и шкивов. Кроме того, углеродистая сталь используется для резки других металлов и используется в станках, лезвиях и сверлах.
Легированная сталь: Легированная сталь получается путем добавления в чугун таких элементов, как никель, титан, хром, вольфрам и ванадий. В основном это делается для повышения прочности, долговечности, пластичности, коррозионной стойкости и т. д. Легированная сталь используется в электрических компонентах и в строительстве. Применение легированной высокопрочной стали
Нержавеющая сталь: Это разновидность легированной стали с высоким содержанием хрома (от 10,5% до 27% ). Количество c присутствие хрома влияет на его ударную вязкость и устойчивость к коррозии . В зависимости от количества присутствующего хрома нержавеющая сталь подразделяется на различные категории ( аустенитная, ферритная, мартенситная и дисперсионно-твердеющая мартенситная ) и имеет различные применения, включая насосы, трубы, выхлопные системы, подшипники, столовые приборы, медицинские инструменты, турбины. и компонентов самолетов.
Чугун: Чугун получают путем добавления кремния в расплавленный чугун и его охлаждения. Он твердый и хрупкий, обладает высокой износостойкостью. Чаще всего используются в двигателях, поршнях, станках, печах и трубах.
Литье и кованая стальКованое железо: Кованое железо представляет собой почти чистое железо, так как в нем очень мало углерода (менее 0,08%). Чугун смешивают со шлаком в печи для получения кованого железа. Шлак, добавленный во время производства, помогает сделать металл более устойчивым к окислению (ржавчине) и коррозии. Он легко сваривается и легко гнется в горячем или холодном состоянии. Типичные области применения включают перила, гвозди, цепи, мебель, украшения и сельскохозяйственное оборудование.
Преимущества
В дополнение к разнообразным применениям, перечисленным выше, черные металлы имеют ряд преимуществ перед цветными металлами.
- Обладают магнитными свойствами и поэтому используются в электроприборах и больших двигателях. Это особенно важно, так как магнитные свойства статора притягивают ротор, облегчая правильную работу двигателя.
- Обладают термостойкостью, т. е. способны выдерживать большее количество тепла по сравнению с цветными металлами. Это особенно полезно в станках, чтобы помочь увеличить срок службы инструмента и предотвратить повреждение.
- Черные металлы можно легко сделать менее коррозионно-активными путем добавления других элементов или катодной защиты.
Недостатки
По сравнению с цветными металлами (например, алюминием ), которые не содержат железа , черные металлы подвержены ржавчине при воздействии даже небольшого количества влаги. Однако некоторые марки нержавеющей стали являются исключением из-за присутствия хрома.
Резюме
Черные металлы легко сочетаются с другими элементами до улучшают их коррозионную стойкость . Это свойство в сочетании с большой долговечностью, высокой прочностью и пластичностью делает черные металлы очень универсальными и подходящими для широкого спектра применений в различных отраслях промышленности.
Нравится:
Нравится Загрузка…
Что такое нержавеющая сталь – сварка и неразрушающий контроль
В этой статье рассматриваются следующие темы/вопросы;
- Что такое нержавеющая сталь?
- Типы нержавеющей стали.
- Магнитна ли нержавеющая сталь?
- Сварка и свариваемость нержавеющей стали.
- Как выбрать сварочную проволоку или присадочную проволоку?
мы начнем эту статью с первой темы/вопроса, т.е. что такое нержавеющая сталь?
ЧТО ТАКОЕ НЕРЖАВЕЮЩАЯ СТАЛЬ? Нержавеющие стали (SS) в основном легированные стали на основе железа, содержащие не менее 10,5 % хрома . Другими важными легирующими элементами, которые могут присутствовать в нержавеющей стали, являются углерод, никель, марганец и т. д.
«SS» — это аббревиатура, используемая для обозначения нержавеющей стали в промышленности.
Из-за присутствия хрома очень тонкий слой оксида с высоким содержанием хрома формируется на внешней поверхности нержавеющей стали. Этот богатый хромом оксидный слой имеет две уникальные особенности;
1. Пассивный слой: Благодаря пассивному (неактивному) характеру этот слой не вступает в реакцию с окружающей средой (особенно с кислородом – основной причиной ржавчины), а предотвращает окисление , поэтому нержавеющая сталь остается безопасно и без ржавчины.
2. Самовосстанавливающийся: При повреждении слоя оксида с высоким содержанием хрома быстро формируется новый слой. Следовательно, нержавеющая сталь останется без ржавчины. Однако скорость проявления пассивной пленки оксида хрома зависит от содержания в ней хрома.
Полированная нержавеющая сталь остается блестящей в большинстве условий окружающей среды.
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ
Существует пять основных типов (или марок) нержавеющей стали, а именно:
- Аустенитная нержавеющая сталь – кристаллическая структура FCC (гранецентрированная кубическая)
- Ферритная нержавеющая сталь – ОЦК (объемноцентрированная кубическая) кристаллическая структура
- Мартенситная нержавеющая сталь – кристаллическая структура BCT (телоцентрированная тетрагональная)
- Дуплексная нержавеющая сталь – FCC + BCC, т. е. смесь аустенита и феррита
- Дисперсионно-твердеющая (PH) нержавеющая сталь
Из этих пяти типов первые четыре, т.е. аустенитные, ферритные, мартенситные и дуплексные, классифицируются в соответствии с их кристаллической структурой, и если они дополнительно упрочняются в процессе дисперсионного твердения, то полученный продукт известен как дисперсионно-твердеющий (PH ) нержавеющая сталь.
В дополнение к вышеупомянутым типам, в промышленности также используются некоторые усовершенствованные типы (или специальные сорта) нержавеющих сталей, а именно;
- Супераустенитная нержавеющая сталь
- Суперферритная нержавеющая сталь
- Супермартенситная нержавеющая сталь
- Супердуплексная нержавеющая сталь
Аустенитную нержавеющую сталь можно разделить на два типа;
- Аустенитная нержавеющая сталь, содержащая Хром и никель в качестве основных легирующих элементов (в дополнение к железу) – они обозначаются как Типы серии AISI 300 .
- Аустенитная нержавеющая сталь, содержащая хром, никель и марганец в качестве основных легирующих элементов (в дополнение к железу).
Ферритные нержавеющие стали содержат хром в качестве основного легирующего элемента и обозначаются как Серия AISI 400 типов .
Мартенситные нержавеющие стали также содержат хром в качестве основного легирующего элемента (в дополнение к железу и углероду) и относятся к серии AISI 400 типов .
*************************
Очень важный вопрос, который приходит нам на ум:
Магнитна ли нержавеющая сталь?Как правило, аустенитные нержавеющие стали являются немагнитными термин парамагнитный также используется для обозначения немагнитных элементов. Следовательно, мы можем сказать, что аустенитные нержавеющие стали являются парамагнитными. Эта концепция будет обсуждаться далее в этой статье.
************************* В Таблице 1 приведены общие сведения о типах нержавеющей стали и соответствующих обозначениях. , (согласно системе классификации AISI), вредные легирующие элементы, основные типы/марки и номера P (согласно ASME Sec IX).
Стол – 1
Тип нержавеющей стали | Система классификации AISI | Основные легирующие элементы | Основные типы/марки (AISI) | Номер детали (ASME, раздел IX) |
Аустенитная нержавеющая сталь | 2ХХ | Хром + никель + марганец | 201 202 | |
| 3ХХ | Хром + никель | 301 302, 302 Б 303. 303Se 304, 304Х, 304Л, 304ЛН, 304Н 305 308 309, 309С 310, 310С 316, 316Х, 316Л 317, 317л 321 330 334 347 348 384
| 8 | |
Ферритная нержавеющая сталь | 4ХХ | Хром | 405 409 – 20. 429 430, 430Ти 434 436 439 442 444 446
| 7 |
| Мартенситная нержавеющая сталь | 403 410 414 416 420 422 431 440А, 440Б, 440С | 6 |
Теперь мы обсудим три важных типа нержавеющей стали, т. е. аустенитную, ферритную и мартенситную нержавеющую сталь, свойства и марки, свариваемость и подходящий присадочный металл/электроды.
1. АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ: Аустенитные нержавеющие стали являются наиболее широко используемыми нержавеющими сталями в мире. Они имеют гранецентрированную кубическую (ГЦК) кристаллическую структуру и являются немагнитными (также известными как парамагнитные) в отожженном состоянии. Однако магнитные свойства аустенитной нержавеющей стали можно улучшить путем холодной обработки.
Содержание хрома обычно превышает 16% в аустенитных нержавеющих сталях, а общее содержание хрома, никеля, марганца и кремния превышает 25% по весу. Они популярны в промышленности для;
- Хорошая пластичность
- Превосходная прочность
- Хорошая коррозионная стойкость
- Высокая прочность
- Отличные криогенные свойства
- Отличная прочность и стойкость к окислению при высоких температурах.
Аустенитная нержавеющая сталь на основе железа, хрома, марганца и азота определяется трехзначной системой счисления, начинающейся с 2, например, 201 и 202. Принимая во внимание, что сплавы на основе железа, хрома, никеля и углерода также обозначаются трехзначной системой счисления, но начинаются с 3, например, 304 и 309.
Благодаря гранецентрированной кубической (ГЦК) кристаллической структуре аустенитные нержавеющие стали имеют лучшую ударную вязкость и пластичность, чем углеродистые стали и легированные стали. Прочность на надрез при криогенных температурах также превосходна.
Нержавеющие стали типа 316H обладают лучшим сопротивлением разрыву по сравнению с аустенитной нержавеющей сталью серии 300.
Свариваемость аустенитной нержавеющей стали:Аустенитная нержавеющая сталь обладает более высоким тепловым расширением, чем ферритная или мартенситная нержавеющая сталь.
При сварке аустенитной нержавеющей стали возникает деформация или коробление из-за ее высокого коэффициента теплового расширения и низкой теплопроводности.
Аустенитная нержавеющая сталь подвержена затвердеванию и ликвационному растрескиванию. Следовательно, при выборе присадочного материала и процесса сварки необходимо уделить должное внимание.
Дуговая сварка под флюсом (SAW) не предпочтительна, когда требуется наплавка из полностью аустенитной нержавеющей стали или с низким содержанием феррита.
В таблице 3 приведены рекомендации по выбору подходящей присадочной проволоки или сварочных прутков в зависимости от основного материала (для аустенитной нержавеющей стали).
Стол – 3
Тип аустенитной нержавеющей стали | Присадочный металл/Сварочные прутки | ||
| СТРО (электроды с покрытием) | GMAW, GTAW, PAW, SAW (Голые сварочные стержни) | FCAW (Трубчатые порошковые сварочные стержни) | |
201, 202 | Э308, ЭР209, Э219 | ER308, ER209, ER219 | E308TX-X |
301, 302, 304, 305 | Э308 | ER308 | Э308ТХ-С |
304л | Э308Л, Э347 | ER308L, ER347 | Э308ЛТХ-С, Э347ТХ-С |
309 | Э309 | ER309 | Э309ТС-С |
| 309С | Э309Л, Э309КБ | ER309L | E309LTX-X, E309CbLTX-X |
310, 314 | Э310 | ER310 | Э310ТХ-С |
310С | Э310, Э310КБ | ER310 | Э310ТХ-С |
316 | Э316 | ER316 | Э316ТС-С |
316л | Э316Л | ER316L | Э316ЛТХ-С |
316Н | Э16-8-2, Э316Х | ЭР16-8-2, ЭР316Х | Э316ТС-С |
317 | Э317 | ER317 | Э317ЛТКС-С |
317л | Э317Л | ER317L | Э317ЛТКС-С |
321 | Э308Л, Э347 | ER321 | Э308ЛТХ-С, Э347ТХ-С |
330 | Э330 | ER330 | – |
347, 348 | Э308Л, Э347 | ER347 | Э308ЛТХ-С, Э347ТХ-С |
Где,
- N – добавление азота
- H – Высокое содержание углерода
- L – Низкое содержание углерода
2.
ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ: Ферритные нержавеющие стали в основном представляют собой сплавы железо-хром-углерод с номиналом от 11% до 30% хрома вместе с другими стабилизаторами феррита, такими как молибден, алюминий, ниобий или титан.
Они обладают объемно-центрированной кубической (ОЦК) кристаллической структурой. Эти стали обладают хорошей пластичностью и хорошей стойкостью к коррозионному растрескиванию под напряжением, точечной и щелевой коррозии.
Ферритные нержавеющие стали с низким содержанием хрома (около 11%), такие как тип 409, обычно используются в автомобильных выхлопных системах. Ферритные сплавы нержавеющей стали с промежуточным уровнем содержания хрома (от 16% до 18%) часто используются в пищевой промышленности и отделке автомобилей. Ферритная нержавеющая сталь с высоким содержанием хрома с добавками молибдена (часто называемая суперферритной нержавеющей сталью) обычно используется в приложениях, требующих высокого уровня стойкости к окислению и коррозии, таких как теплообменники и системы трубопроводов для морской воды.
Типы 430, 442 и 446 относятся к ферритным нержавеющим сталям первого поколения . Они содержат в основном хром в качестве стабилизатора феррита наряду с относительно высоким содержанием углерода.
Часто требуется PWHT, иначе может возникнуть межкристаллитная коррозия. Они также обладают низкой прочностью.
Принимая во внимание, что типы 405 и 409 относятся к ферритным нержавеющим сталям второго поколения. Они имеют более низкое содержание хрома и углерода, но содержат ферритообразователи.
Эти стали также называют псевдоферритными, поскольку они требуют других ферритообразователей в дополнение к хрому.
Они сравнительно менее дороги, обладают хорошими технологическими характеристиками и хорошей коррозионной стойкостью, чем ферритные нержавеющие стали первого поколения, но часто обладают низкой ударной вязкостью.
Свариваемость ферритной нержавеющей стали: Как правило, во время сварки требуется меньше мер предосторожности, поскольку они не могут быть упрочнены закалкой. Следовательно, вероятность образования мартенсита при охлаждении металла шва меньше. Однако типы 430, 434, 442 и 446 являются исключительными случаями из-за наличия как высокого содержания хрома, так и высокого содержания углерода. Риск водородного растрескивания во время охлаждения выше для этих сплавов, особенно когда сварка выполняется в условиях высоких ограничений, таких как тяжелые сварные швы или наплавочные швы на углеродистой стали. Чтобы свести к минимуму остаточные напряжения, влияющие на сварку, можно использовать предварительный нагрев до 150°C (300°F) или выше.
Вероятность водородного охрупчивания ферритов из нержавеющей стали увеличивается, если вдоль границ ферритных зерен в металле сварного шва или ЗТВ присутствует мартенсит. Однако ферритные нержавеющие стали менее подвержены водородному охрупчиванию по сравнению с мартенситными нержавеющими сталями.
Риск растрескивания при затвердевании ферритных нержавеющих сталей сравнительно очень мал, поскольку основной фазой затвердевания является феррит. Однако сплавы с дополнительными легирующими элементами, такими как титан и ниобий, или с высоким содержанием примесей более подвержены растрескиванию при затвердевании
Для сварки ферритных нержавеющих сталей с ферритными нержавеющими сталями или с любой разнородной сталью можно выбрать присадочный металл/сварочный электрод следующих типов;
- Присадочные металлы с составом, приблизительно соответствующим составу основных металлов
- Аустенитные нержавеющие присадочные металлы (типы 309 и 312)
- Присадочные металлы из никелевых сплавов (ERNiCr-3, ENiCrFe-2 или ENiCrFe-3)
Присадочные металлы/сварочные прутки, подходящие Нержавеющие стали типов 409 и 430 (основной металл) широко доступны. Однако всякий раз, когда в качестве присадочного металла используются ферритные нержавеющие стали, полученные сварные швы не обладают ударной вязкостью как в металле сварного шва, так и в зоне
такие как ERNiCr-3, ENiCrFe-2 или ENiCrFe-3, часто выбирают для соединения ферритных нержавеющих сталей с ферритными нержавеющими сталями или любыми разнородными металлами.
Нержавеющая сталь типа 444 может быть сварена с соответствующей сталью с наплавленным металлом типа 316L, а сталь типа 430 может быть сварена с E308 и E308L.
при сварке ферритных нержавеющих сталей с ферритными нержавеющими сталями или мягкими или низколегированными сталями, никелевыми сплавами и медно-никелевыми сплавами присадочный металл из никелевого сплава, такой как ERNiCr-3, ENiCrFe-2 или ENiCrFe-3, может используются для получения прочных сварных соединений.
Однако аустенитные нержавеющие стали обычно менее устойчивы к коррозионному растрескиванию под напряжением (SCC), чем сплавы ферритных нержавеющих сталей. Следовательно, перед выбором присадочных металлов необходимо уделить должное внимание.
Для сварки ферритных нержавеющих сталей с низким содержанием хрома, таких как 405 и 409, с низкоуглеродистой сталью можно использовать присадочные металлы из углеродистой стали с надлежащей осторожностью, чтобы избежать чрезмерного разбавления.
Требования к предварительному нагреву в значительной степени определяются толщиной заготовки, химическим составом, требуемыми механическими свойствами и условиями удержания.
Ферритные нержавеющие стали с низким содержанием хрома или высоким содержанием углерода можно предварительно нагревать в диапазоне от 150°C до 230°C (от 300°F до 450°F).
PWHT для ферритных нержавеющих сталей первого поколения (типы 430, 442 и 446) можно проводить при температуре от 700°C до 840°C (от 1300°F до 1550°F). Эти диапазоны температур помогают предотвратить дальнейшее укрупнение зерна.
Принимая во внимание, что PWHT для ферритных нержавеющих сталей второго поколения (типы 405 и 409) можно проводить при более высоких температурах, по крайней мере, до 1040°C (1900°F)
Мартенситные нержавеющие стали были первой нержавеющей сталью, произведенной в мире. Как упоминалось выше, они в основном представляют собой сплавы железа, хрома и углерода с номинальным содержанием хрома от 11,5% до 18%.
Они упрочняются соответствующей термической обработкой, а также могут упрочняться холодной обработкой.
Мартенситная нержавеющая сталь может превращаться в аустенит при нагревании выше 1010°C (1850°F). Однако быстрое охлаждение от этой температуры снова приведет к мартенситной микроструктуре.
Эти стали популярны из-за
- Относительно низкой стоимости.
- Умеренная коррозионная стойкость,
- Стойкость к окислению,
- Недостаточная ударная вязкость, требуется отпуск для получения достаточной ударной вязкости
- Способность приобретать широкий диапазон механических свойств
Мартенситные нержавеющие стали используются для изготовления различных изделий, например, мартенситные нержавеющие стали с низким и средним содержанием углерода обычно используются в реактивных двигателях, паровых турбинах и газовых турбинах. Высокоуглеродистые мартенситные нержавеющие стали используются для шестерен, валов, кулачков, шарикоподшипников, клапанов и т. д.
Мартенситные нержавеющие стали часто образуют закаленные ЗТВ, и по мере увеличения твердости ЗТВ ее ударная вязкость снижается, а подверженность водородному растрескиванию увеличивается.
Как правило, термическая обработка после сварки (PWHT) применяется к сварным соединениям мартенситной нержавеющей стали для улучшения свойств сварного шва.
Свариваемость в целом повышается при использовании аустенитного присадочного металла или сварочной проволоки.
Поскольку мартенситные нержавеющие стали подвержены водородному растрескиванию, необходимо соблюдать надлежащие меры предосторожности при выборе процесса сварки, обращении с присадочным металлом и его хранении, а также соблюдать чистоту, чтобы избежать попадания водорода в металл сварного шва.
Следующие процессы сварки могут использоваться для сварки мартенситной нержавеющей стали
1. Дуговая сварка- Дуговая сварка в защитном металле (SMAW) или сварка электродом
- Дуговая сварка металлическим газом (GMAW) или сварка MIG
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка TIG
- Дуговая сварка порошковой проволокой (FCAW)
- Плазменно-дуговая сварка (PAW)
- Дуговая сварка под флюсом (SAW)
- Точечная сварка сопротивлением
- Сварка оплавлением сопротивлением
Три наиболее часто используемых сорта присадочного металла для мартенситной нержавеющей стали:
- E410/ER410
- E410 NiMo/ER410 NiMo
- Э420/ЭР420
Присадочный металл типа 410 (E410/ER410) можно использовать для сварки следующих типов мартенситной нержавеющей стали;
- 403
- 410
- 414
- 420
Присадочный металл NiMo типа 410 используется для сварки отливок типа CA-6NM (литая мартенситная нержавеющая сталь)
Присадочный металл ER420 используется для сварки нержавеющей стали типа 420, когда основной целью присадочный металл. Этот присадочный металл также можно использовать для наплавки углеродистых сталей, чтобы обеспечить хорошую коррозионную стойкость и износостойкость.
Однако при сварке мартенситной нержавеющей стали не хватает хорошей ударной вязкости (за исключением ER410NiMo), поэтому для достижения хорошей ударной вязкости (при необходимости) выполняется PWHT.
Для достижения хорошей ударной вязкости металла сварного шва присадочный металл из аустенитной нержавеющей стали типа 308 (E308/ER308) и 309 (E309/ER309) также можно использовать для сварки мартенситных нержавеющих сталей с мартенситными нержавеющими сталями или любыми другими типами нержавеющих сталей. стали.
Для сталей типов 416 и 416Se, легко поддающихся механической обработке, для сварки можно использовать присадочный металл из аустенитной нержавеющей стали E312-15.
Требования к предварительному подогреву и PWHT: Требования к предварительному подогреву и термообработке после сварки (PWHT) для мартенситной нержавеющей стали приведены в таблице 2.
Таблица 2
Содержание углерода (%) | Температура предварительного нагрева (минимальная) | Требования к PWHT | |
°С | °F | ||
<0,05 | 121 | 250 | Дополнительно |
0,05–0,15 | 204 | 400 | Рекомендуется |
| >0,15 | 316 | 600 | Обязательно |
Сварка нержавеющей стали может быть сложной… но почему?
Сварка нержавеющей стали поначалу может быть сложной задачей, так как это немного более сложный материал, чем его близкий родственник, углеродистая сталь. Изучение совершенно нового процесса сварки металла может показаться зловещим, но это навык, который стоит освоить. Поскольку популярность металла продолжает расти благодаря его прочности и коррозионной стойкости, знание того, как сваривать нержавеющую сталь, быстро становится краеугольным камнем в производственной отрасли.
В категории нержавеющей стали есть разные семейства, каждое из которых обладает уникальными свойствами. Материалы из каждого семейства должны обрабатываться по-разному в зависимости от химического состава, поэтому важно хорошо понимать, с чем вы работаете, чтобы обеспечить эффективный сварной шов. Нержавеющая сталь также обладает изоляционными свойствами, которые затрудняют рассеивание тепла во время сварки. Это неравномерное распределение вызывает очаги концентрированного тепла, что может привести к деформации и прогоранию. Водородное растрескивание также является серьезной проблемой при сварке нержавеющей стали.
Нержавеющая сталь не такой экономичный материал, как углеродистая сталь. То, что может быть простой ошибкой при работе с углеродистой сталью, может стать дорогостоящим уроком при работе с нержавеющей сталью, поэтому важно знать, что вы делаете, прежде чем начать.
Преимущества нержавеющей стали по сравнению с углеродистой/мягкой сталью
Основное различие между этими двумя металлами заключается в коррозионной стойкости. Под воздействием воздуха и влаги углеродистая сталь вступает в реакцию с образованием оксида железа. Образование этого активного химического слоя служит катализатором дальнейшей коррозии. Нержавеющая сталь, с другой стороны, не представляет такой опасности. Высокий уровень хрома (+11,5%) в нержавеющей стали делает ее гораздо более устойчивой к коррозии и ржавчине, чем углеродистая сталь. Хром также реагирует на воздействие воздуха и влаги; однако полученный слой оксида хрома не активен, как оксид железа. Этот пассивный химический слой защищает нержавеющую сталь от дальнейшего разрушения.
Как следует из названия, углеродистая сталь содержит значительно больше углерода, чем нержавеющая сталь. Полученный материал обладает множеством различных качеств, одним из которых является пластичность материала. Углеродистая сталь гораздо более податлива, чем нержавеющая сталь, что делает ее лучшим выбором для проектов, требующих гибки или деформации. С другой стороны, нержавеющая сталь обладает более высокими свойствами электрического сопротивления, чем углеродистая сталь. Эта более низкая теплопроводность делает нержавеющую сталь гораздо лучшим изолятором.
Хотя между двумя материалами есть сходство, каждый металл обладает уникальными преимуществами, хорошо подходящими для различных производственных применений. Выбор материала для работы будет в значительной степени зависеть от свойств, которые вы хотите привнести в конкретный проект.
Когда выбирать углеродистую сталь или нержавеющую сталь
Выбирайте углеродистую/мягкую сталь вместо нержавеющей стали, если:
- Объем материала, необходимого для проекта, велик (углеродистая сталь намного более рентабельна, чем нержавеющая)
- Вы планируете покрыть поверхность материала краской, порошковым покрытием, герметиком и т. д.
- Проект требует, чтобы материал был согнут
Выберите нержавеющую сталь вместо углеродистой/мягкой стали, если:
- Необходима защита от коррозии
- Готовое изделие будет подвергаться воздействию экстремальных температур
- Фактор устойчивости к росту бактерий или загрязнению (например, материалы для общественного питания)
Типы нержавеющей стали
Существует пять уникальных семейств сплавов нержавеющей стали, каждое из которых имеет свой индивидуальный набор свойств.
- Аустенитный
- Мартенситный
- Ферритный
- Дуплексный
- Дисперсионно-твердеющий
Наиболее часто используемые сплавы — аустенитный, мартенситный и ферритный. Дуплексное твердение и дисперсионное твердение чаще используются в аэрокосмической, технологической и других высокопроизводительных отраслях промышленности.
Аустенитный:
Это семейство сплавов серий 200 и 300 содержит большое количество хрома и никеля и является наиболее популярным выбором для сварки нержавеющей стали. В частности, 304 является наиболее часто используемым сплавом в современном производстве. Хотя для 304 нет подходящего присадочного металла, большинство производителей выбирают 308L, потому что он хорошо сочетается с основой.
Хотя нет необходимости предварительно нагревать основной материал перед сваркой, аустенитная нержавеющая сталь имеет строгую максимальную межпроходную температуру 300 градусов F (150 C). Пребывание ниже этой температуры сводит к минимуму риск ослабления и растрескивания металла.
Мартенситный:
Это семейство сплавов серии 400 является самой сложной из категорий нержавеющей стали для сварки, так как высокое содержание углерода повышает риск образования трещин. Надлежащий предварительный нагрев, а также поддержание температуры металла выше минимальной межпроходной температуры минимизируют риск растрескивания. Термическая обработка упрочняет мартенситную нержавеющую сталь, поэтому необходимо использовать надлежащие методы нагрева, чтобы сталь не охлаждалась слишком быстро и не становилась хрупкой.
Эти свойства делают мартенситную нержавеющую сталь идеальным металлом для наплавки и восстановления поверхности. Однако из-за тех же характеристик редко можно увидеть материал, используемый для соединений. 401 является стандартным присадочным металлом для мартенситной нержавеющей стали.
Феррит:
Ферритные сплавы серии 400 широко используются в автомобильной промышленности из-за низкого содержания углерода и неупрочняемости. Это самый дешевый из всех вариантов из нержавеющей стали, и обычно он поставляется в виде тонких листов (¼ дюйма или меньше). Из-за типичной тонкости материала однопроходная сварка является обычным явлением, чтобы обеспечить низкое тепловыделение. Поддержание максимальной межпроходной температуры ниже 300 градусов по Фаренгейту предотвратит зернистость и хрупкость стали. Ферритная нержавеющая сталь также является единственным из семейств сплавов, обладающим естественными магнитными свойствами.
Дуплекс:
Дуплексная нержавеющая сталь получила свое название благодаря тому, что обладает как аустенитными, так и ферритными качествами. Хотя дуплексная нержавеющая сталь содержит как хром, так и никель, как и аустенитная, пропорции сильно различаются. Дуплексная нержавеющая сталь является гораздо более прочным материалом и гораздо более устойчива к коррозии при воздействии хлоридов, чем аустенитная и ферритная нержавеющая сталь. Этот сложный состав может вызвать проблемы во время сварки, так как материал легко разрушается при слишком высокой температуре. Как и в случае с ферритной нержавеющей сталью, наилучший результат дает низкотемпературное применение. Слишком большой нагрев слишком быстро может нарушить структуру и прочность металла.
Дисперсионно-твердеющая:
Последним из семейств сплавов нержавеющей стали является дисперсионно-твердеющая нержавеющая сталь серии 600. Как и в случае с дуплексной нержавеющей сталью, дисперсионно-твердеющая нержавеющая сталь обычно не используется. Дисперсионно-твердеющая нержавеющая сталь становится прочнее при термической обработке, как и мартенситная, и обладает коррозионной стойкостью аустенитной нержавеющей стали. Такое сочетание свойств делает металл легко обрабатываемым и хорошо подходящим для высокопроизводительных применений.
На что следует обратить внимание при сварке нержавеющей стали
Водородное охрупчивание
«Фото: CEphoto, Uwe Aranas» Водородное охрупчивание нержавеющей стали — поглощение и связывание водорода с углеродом, содержащимся в нержавеющей стали, — может происходить двумя способами. Первый – это поглощение водорода при комнатной температуре, что приводит к образованию транскристаллитных трещин в нержавеющей стали. Абсорбция также может происходить в высокотемпературной среде, создавая межкристаллитные трещины. Чем выше содержание хрома в нержавеющей стали, тем лучше будет содержаться водород. Это предотвращение поглощения защищает металл от растрескивания. Правильная термообработка нержавеющей стали также поможет предотвратить водородное растрескивание при сварке.
Температурная чувствительность
Два основных различия между сваркой нержавеющей стали и углеродистой/мягкой стали заключаются в методе нагрева и присадочных металлов.
Как упоминалось выше, физические и механические свойства нержавеющей стали делают ее очень чувствительной к температуре. Следовательно, если вы не останетесь выше минимальной температуры между проходами, материал не будет должным образом плавиться. С другой стороны, если вы превысите максимальную межпроходную температуру, вы рискуете растрескиванием, деформацией и прожогом.
Поскольку нержавеющая сталь является лучшим изолятором, чем углеродистая сталь, правильное применение тепла немного сложнее. Вместо равномерного распределения тепло может задерживаться в сварочной ванне. Этот риск усугубляется более тонкими листами нержавеющей стали. Неравномерное распределение тепла увеличивает риск окисления, деформации или возгорания материала.
Уделение пристального внимания минимальной и максимальной межпроходной температуре, а также запуск с низкой температуры могут помочь предотвратить эти дефекты. Медленно повышайте температуру по мере необходимости, чтобы обеспечить надлежащее плавление. Прыжок в сварной шов с высокой температурой может разрушить материал.
Два простых способа предотвращения коробления при сварке нержавеющей стали:
- Прихватка: Начало
с прихваточными швами, чтобы очертить проход перед его заполнением. Это низкое приложение
тепла гарантирует, что материал остается ниже максимального межпроходного интервала
температура. Кроме того, прихваточная сварка поможет вам лучше выровнять материал.
именно для дальнейшей борьбы с риском деформации.
- Прерывистая сварка: Поддержание прямого нагрева увеличивает риск перегрева материала и в итоге с дефектами. Отработка прерывистой сварки с последующим интервалы охлаждения помогут поддерживать температуру металла ниже максимальной межпроходной температуры.
При работе с нержавеющей сталью настоятельно рекомендуется использовать термометры, которые могут иметь огромное значение для конечного результата сварки. Датчик температуры поверхности — лучший инструмент для работы, поскольку он позволяет непрерывно оценивать температуру материала во время сварки. Некоторые электронные датчики также предлагают считывание данных, которые могут помочь вам визуализировать процесс и лучше научиться работать с материалом. Палочки с индикацией температуры и инфракрасные термометры — еще один отличный вариант, который стоит рассмотреть, хотя у обоих есть свои ограничения и кривые обучения.
Методы сварки
Использование специальных машин и методов может помочь свести к минимуму риск дефектов, связанных со сваркой нержавеющей стали. 304 — наиболее часто используемая нержавеющая сталь, поэтому большинство процессов сварки нержавеющей стали основаны на этом сплаве. Для разных семейств сплавов могут потребоваться разные машины или процессы для достижения максимально качественного сварного шва.
Дуговая сварка с защитным металлом (SMAW):
SMAW или электродуговая сварка, вероятно, является лучшим началом для сварщиков, впервые работающих с нержавеющей сталью. Портативность машины делает ее популярным инструментом для нержавеющей стали из-за характера проектов, для которых она обычно выбирается. SMAW также обеспечивает хорошую прочность сварного шва и высокую стойкость к растрескиванию. Этот метод — самый простой способ справиться с ремонтными работами и техническим обслуживанием, в значительной степени связанными с проектами из нержавеющей стали.
Газометаллическая сварка переменным током (GMAW):
GMAW, или сварка MIG, обеспечивает уровень универсальности, который может сделать работу с проектами из нержавеющей стали намного более доступной. Кроме того, использование защитного газа стабилизирует дугу, позволяя более равномерно распределять тепло. В результате сварка получается прочнее и эстетичнее. Для нержавеющей стали требуются другие защитные газы, чем для углеродистой стали, наиболее распространенным из которых является трехкомпонентная смесь гелия, аргона и CO 2 . Двойная газовая смесь аргона и либо кислорода, либо CO 2 также работает хорошо. Обязательно выберите смесь, которая подходит для материала и проекта, над которым вы работаете.
Дуговая сварка под флюсом (SAW):
SAW наиболее эффективен при сварке толстых материалов, что делает его хорошим выбором для крупногабаритных проектов из нержавеющей стали. Однако ограничения, которые представляет этот метод, делают его скорее альтернативным методом, чем эффективным эмпирическим правилом.
Газовая вольфрамовая дуговая сварка (GTAW):
Низкое тепловое воздействие, характерное для GTAW (также известной как сварка TIG), делает ее подходящей для работы с тонкими листами нержавеющей стали. GTAW обычно производит самые чистые и точные сварные швы из всех перечисленных процессов. В то время как SMAW может быть отличным местом для начала обучения сварке нержавеющей стали, GTAW — лучший вариант для создания прочных, аккуратных сварных швов в проекте из нержавеющей стали. При сварке GTAW вам нужно будет использовать 100% аргон — трехкомпонентные газы, которые отлично подходят для GMAW, не будут работать с GTAW.
Прочие инструменты
Крайне важно, чтобы инструменты, используемые для обработки нержавеющей стали, не использовались для обработки углеродистой стали. Даже незначительные примеси из углеродистой стали загрязняют нержавеющую сталь, вызывая ее ржавчину. Совместное использование инструментов двумя металлами разрушит, пожалуй, самую важную причину выбора нержавеющей стали в первую очередь. Это относится ко всем инструментам: молоткам, щеткам, шлифовальным кругам и т. д. Нержавеющая сталь настолько чувствительна к такого рода загрязнениям, что рекомендуется даже не шлифовать углеродистую сталь в присутствии нержавейки.