Устройство сварочною трансформатора — Энциклопедия по машиностроению XXL
Объясните устройство сварочного трансформатора, выпрямителя, генератора. [c.64]Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
По своему устройству сварочные трансформаторы бывают с отдельной катушкой, т. е. регулятором (дросселем), и транс- [c.318]
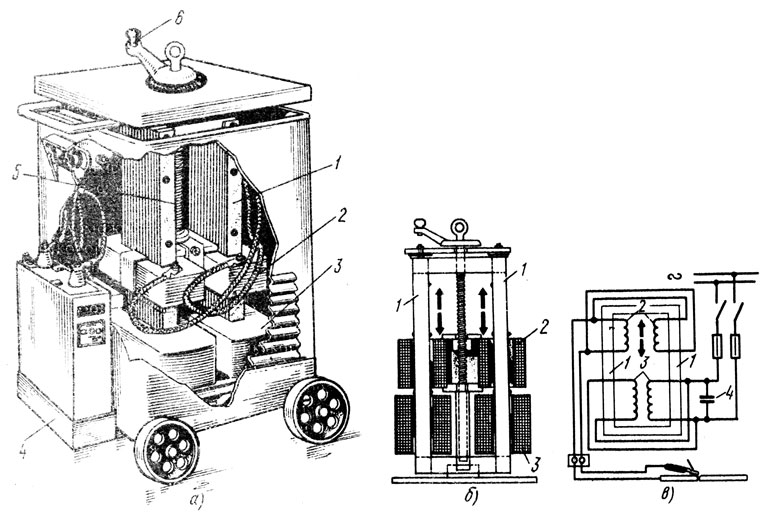
Рпс. 44. Устройство сварочного трансформатора СТЭ а — трансформатор, б — регулятор
[c.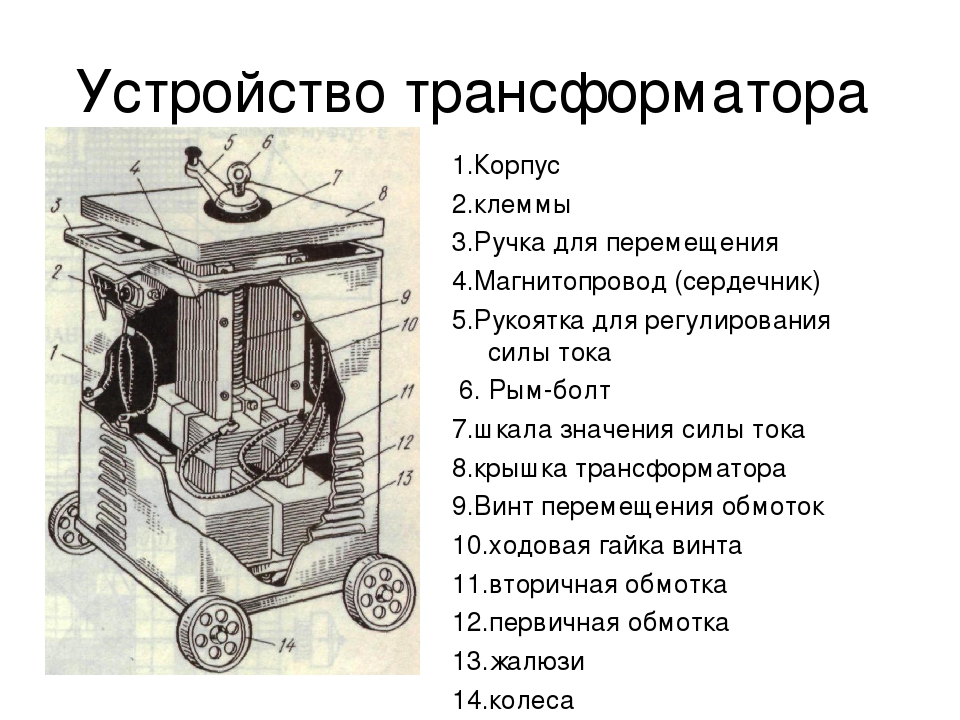
Конденсаторные машины, как правило, состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. [c.329]
В комплект автомата входят сварочный трактор, шкаф распределительного устройства, сварочный трансформатор ТСД-1000-4, набор запасных частей и специального инструмента. [c.155]
По своему устройству сварочные трансформаторы разделяются на следующие группы [c.75]
УСТРОЙСТВО СВАРОЧНОГО ТРАНСФОРМАТОРА [c.23]
Устройство сварочного трансформатора [c.10]
Понятие об устройстве сварочного трансформатора и регулятора (дросселя) [c.18]
Стыковая сварка — разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины (рис.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 31). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.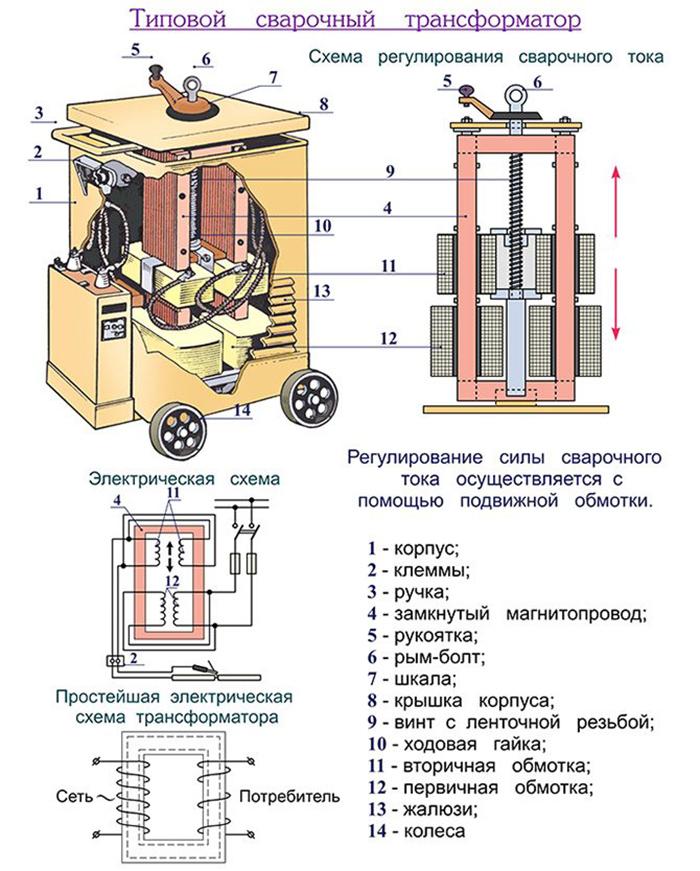
При стыковой сварке свариваемые заготовки 1 закрепляют в зажимах стыковой машины. Один из зажимов 2 — подвижный, другой — неподвижный. Питание электрическим током производят от сварочного трансформатора 3, вторичная обмотка которого соединена с плитами гибкими шинами, а первичная питается от сети переменного тока через включающее устройство. При помощи, механизма осадки подвижная плита перемещается, свариваемые детали сжимаются под усилием Р. [c.107]
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные. [c.
 112]
112]Вентильный эффект обычно ухудшает стабильность процесса, формирование шва, чистоту поверхности, прочностные свойства соединения. Кроме того, постоянная составляющая вредно сказывается на работе сварочных трансформаторов и уменьшает катодное распыление на алюминиевом изделии. Для уменьшения постоянной составляющей включают конденсаторы, аккумуляторы или другие устройства, компенсирующие вентильный эффект. [c.92]
Весь комплект оборудования состоит из простого игнитронного прерывателя, сварочного трансформатора и устройства для крепления и вращения свариваемых изделий. Практически может быть использован любой сварочный трансформатор с сечением сердечника не менее 100 см . Вторичная обмотка трансформатора состоит из шины сечением 6—10 см .
 Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]
Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]Стыковая сварка производится сопротивлением или оплавлением. В обоих случаях свариваемые детали / и 2 (фиг. 4, а) зажимаются в медных электродах (губках) 3 н 4 правого и левого зажимов. Правый зажим устанавливается на подвижной плите (суппорте) 5, перемещающейся силой Р в направляющих станины 6, а левый — на неподвижной плите 7. Сварочный трансформатор 8 соединяется с плитами при помощи гибких шин и питается от сети через включающее устройство 9. [c.189]
При применении сварочных автоматов, не имеющих устройств, предотвращающих вредное влияние колебаний напряжения в сети, не допускается выполнять автоматическую сварку, если колебание напряжения на зажимах первичной обмотки сварочного трансформатора или выпрямителя превышает 6 % номинального напряжения сети. При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
К монтажным и сварочным устройствам относятся передвижные электростанции, электросварочные агрегаты, сварочные трансформаторы, гидравлические прессы, машины для очистки труб от ржавчины. [c.138]
Установка для центробежной заливки втулок состоит из устройства для вращения втулки и небольшой электроплавильной печи. Основными узлами установки являются приводной механизм, желоб для подачи жидкого металла во втулку, винт для перемещения желоба, кожух со смотровым окном для защиты рабочих от попадания жидких брызг. На шпинделе приводного механизма смонтирован самоцентрирующийся патрон с кулачками для закрепления втулки. Питание в электродуговой печи подается от сварочного трансформатора с регулятором. При сливе металла печь поворачивается вокруг двух пустотелых цапф, сквозь которые проходят электроды, закрепленные в специальных держателях, охлаждаемых водой. Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
То же через присадочную проволоку, проходящую сквозь специальное скользящее устройство в трансформаторе 1 — магнитострикционный преобразователь 2 — обмотка возбуждения колебаний и подмагничивания 3 — трансформатор 4 — изделие 5 — присадочная проволока 6 — подающие ролики 7 — плавящаяся проволока 8, 11 — водоохлаждаемые направляющие 9 — сварной шов 10 — сварочная ванна [c.328]
Низкочастотные шовные машины отличаются наличием крупногабаритного сварочного трансформатора, который расположен внутри корпуса. Низкочастотная шовная машина типа МШН-8501 (рис. 1.16) предназначена для полуавтоматической поперечной сварки освинцованных топливных баков по отбортовкам из сталей обычных марок, баков из алюминиевых сплавов, низкоуглеродистых сталей без покрытия.
НИИ сварочных роликов. Машина комплектуется шкафом управления ШУ-342 и четырьмя ножными педальными кнопками. На корпусе машины установлен диафрагменный пневмопривод 5 усилия сжатия с верхним электродным устройством 4, нижний кронштейн 1 с нижним электродным устройством 2, выносной пульт 3 управления, элементы системы охлаждения пневмо-, электрооборудования. Внутри корпуса помещен сварочный трансформатор с блоком диодов, привод вращения сварочного ролика с электромагнитной муфтой и редуктором.
Все стыковые машины состоят из следующих основных узлов станины, подвижного И неподвижного зажимных устройств, механизмов подачи и осадки, сварочного трансформатора с вторичным контуром, устройств для коммутации сварочного тока и аппаратуры управления. В зависимости от назначения машин станины имеют горизонтальные, вертикальные или наклонные столы, на которых размещены неподвижные зажимы и плиты с подвижными зажимами, перемещающиеся по направляющим с трением скольжения или качения. В ряде случаев подвижный зажим устанавливается на рычаге, ось которого закреплена на станине. В данном случае подвижный зажим перемещается по дуге окружности. В оборудовании, предназначенном для сварки в полевых условиях, станина отсутствует, и оба зажима перемещаются друг относительно друга.
К оборудованию для конденсаторной сварки предъявляют требования стабильности электрических характеристик и точной дозировки тока, а также стабильности сил сжатия.![]() Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Проволоки для продольных стержней / поступают с катушек 7 с помоп ью правильцо-подающего устройства 6 в направляющие кронштейны 5, расположенные в пазах неподвижной плангиайбы 4. Кронштейны 5 могут перемещаться вдоль пазов в радиальном направлении с помощью ходовых винтов 10. Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
| Фиг. 3. Электрокинематическая схема стыковой машины с гидравлическим подающе-осадочным устройством Г—подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор 4 — выключатель 6 — включающий ток рычажок 6—вспомогательное реле 7—главный контактор 3—вспо.могательный трансформатор , Я — гидравлический цилиндр 40 — золотник Л — насос. |
| Фиг. 4. Электрокинематическая схема стыковой машины с пружинным подаюше-осалочным устройством I — подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор |
Фиг.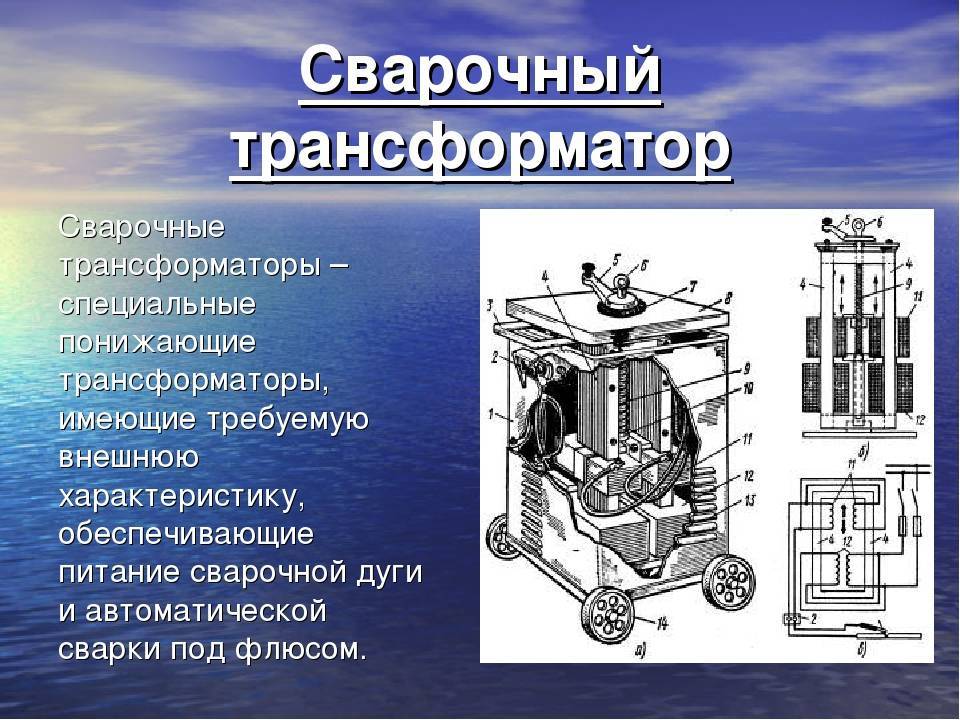 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты. 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты.
|
| Фиг. 6. Электрокинематическая схема стыковой машины с моторно-винтовым подающе-осадочным устройством 1 — подвижная колонка 2 — неподвижная колонка а — сварочный трансформатор 4 — реле для автоматического реверсирования мотора 5 —мотор б—переключатель моюра на большую скорость для осуществления осадки 7 — выключатель сварочного трансформатора 6 — осадочное устройство. |
 Этому способствует наличие сильного искрогасящего устройства.
[c.293]
Этому способствует наличие сильного искрогасящего устройства.
[c.293]Из немагнитного чугуна отливают крышки, кожухи и втулки масляных выключателей обоймы силовых трансформаторов, концевые коробки, колпачки и полу-фланцы трансформаторов тока фланцы, трубы и другие детали бронированных распределительных устройств торцовые шайбы роторов и статоров, внутренние маховики обмотки и шинодержатели электрических машин крышки, кожухи, салазки сварочных трансформаторов некоторые детали подъемных электромагнитов корпусы, крышки, подшипники и другие детали магнитных сепараторов различные детали электрических аппаратов, машин, приборов и др. [c.232]
На АТИ применяют универсальное оборудование, изготавливаемое машиностроением (металлорежущие и деревообрабатывающие станки, прессы, кран-балки, сварочные трансформаторы и др.), а также специализированное, выпускающееся предприятиями Минавтотранса РСФСР и других ведомств (моечные машины, подъемники, диагностические приборы, смазочно-заправочные устройства и др. ). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
Разделительные трансформаторы. Питание электродвигателей, установленных на конструкциях электролизера (механизмы подъема анодов, анодных рам и штор), осуществляется через разделительные трансформаторы, у которых вторичная обмотка не заземлена. Это позволяет исключить попадание постоянного тока в сеть переменного тока, что могло бы привести к тяжелым авариям в питающих трансформаторах. Поэтому такие разделительные трансформаторы устанавливаются в две ступени трансформаторы первой ступени — на электроподстанции, обеспечивающие потребителей в корпусе напряжением 380/220 В, а трансформаторы второй ступени — непосредственно в корпусе и к ним подключаются 4—8 электролизеров. При необходимости проведения ремонтных работ на электролизерах сварочные трансформаторы и другой электрифицированный инструмент подключается через эти же разделительные трансформаторы. В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
Согласно схеме контактной электрозакалки, предложенной Н. В. Геве-лингом, ток из сети идет через обычный сварочный трансформатор мощностью 25—200 кет и при напряжении 2—6 в подводится к двум медным роликам шириной 10 мм. Электрический ток от одного ролика к другому проходит по поверхности закаливаемой детали и нагревает ее. Вслед за роликами перемещается устройство для охлаждения нагретой поверхности струйками воды. Плотность тока 400—700 а на 1 мм ширины ролика давление нажатия 10 кГ на мм ширины скорость качения 5—8 Mj eK, глубина закалки 2—3 мм. [c.270]
Сварочные трансформаторы являются однофазными понижающими трансформаторами, преобразующими высокое напряжение электрической сети (220 или 380 В) в низкое напряжение сварочной цепи — напряжение холостого хода. Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Прослеживается расширение требований к источникам питания. Следует отметить перспективность инверторных источников питания (тиристорных и транзисторных на сверхзвуковых частотах) в установках и станках для дуговой, контактной, электроннолучевой и других видов сварки. Традиционные сварочные источники питания еще не исчерпали своих возможностей, особенно это касается сварочных трансформаторов с устройствами стабилизации горения дуги, источников с индуктивностью и емкостью в сварочной цепи, малогабаритных источников питания с yJ yчшeнными энергетическими показателями, а также многопостовых систем питания постоянного и переменного тока. [c.116]
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Сварочный трансформатор его виды, устройство и нюансы работы
Сварочный трансформатор представляет собой несложный, но весьма эффективный агрегат для выполнения сварки металлических конструкций. Чаще всего такая техника используется, если нет жестких требований к уровню качества соединительного шва. Долгое время сварочный трансформатор был популярен за неимением более совершенного по конструкции и производительного устройства. Однако даже с появлением таковых (сварочные аппараты инверторного типа) источники переменного тока применяются и сегодня.
Чаще всего такая техника используется, если нет жестких требований к уровню качества соединительного шва. Долгое время сварочный трансформатор был популярен за неимением более совершенного по конструкции и производительного устройства. Однако даже с появлением таковых (сварочные аппараты инверторного типа) источники переменного тока применяются и сегодня.
Подробнее о назначении
Размягчение металла происходит при высоких температурах, а каждый из видов материалов имеет собственный порог, при котором начинается процесс плавления. Чтобы соединить металлические детали, необходимо использовать источник переменного тока, продуцирующий довольно большие его значения. Как раз для этой цели используется сварочный трансформатор, который понижает сетевое напряжение и повышает ток.
Смотрим видео, устройство и принцип работы сварочного агрегата:
Именно эти свойства позволяют расплавлять металл до нужного состояния, чтобы в результате получилась надежная конструкция.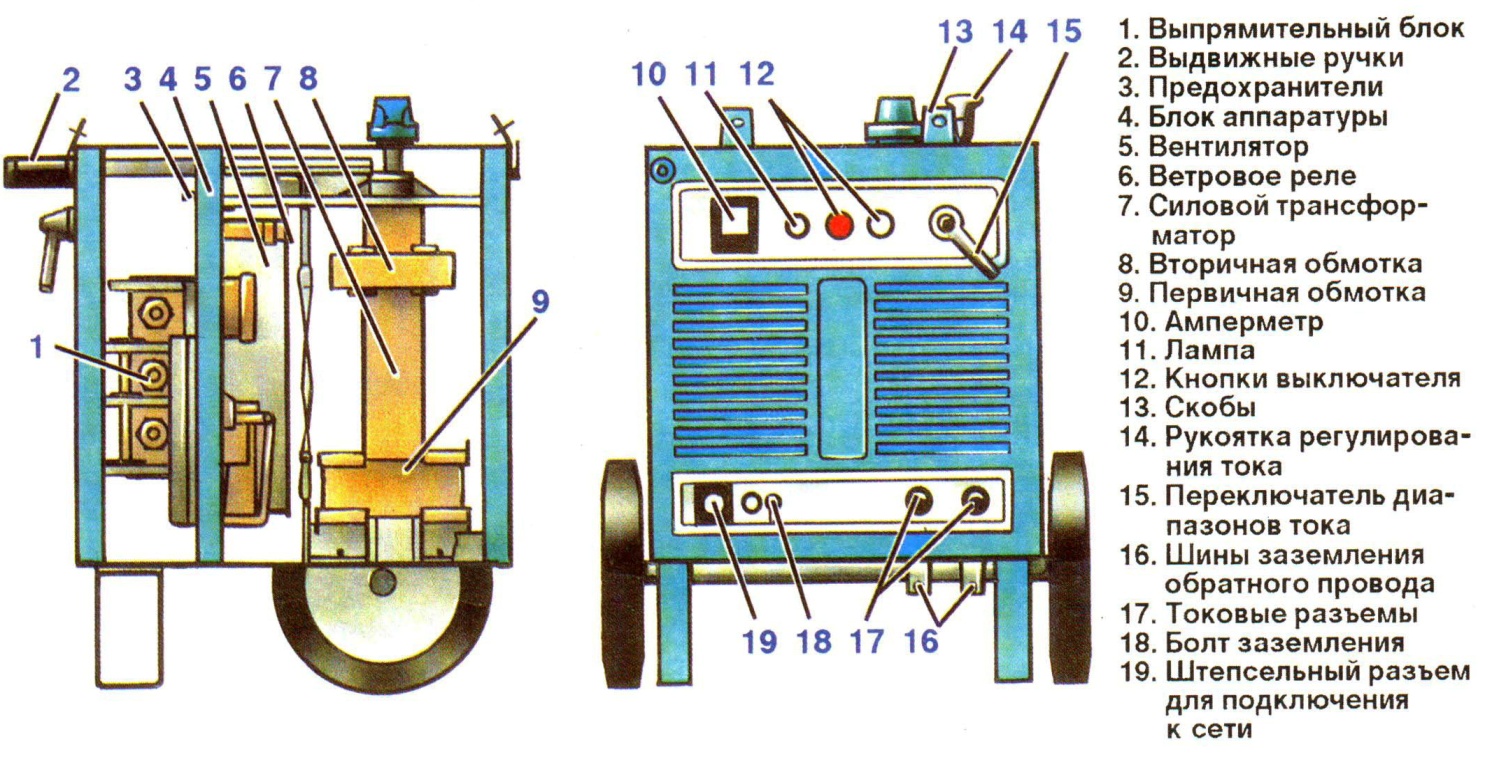 Сварочный трансформатор – всегда основной узел в такой технике, как источник переменного тока. Главные направления, в которых используются подобные агрегаты: аргонодуговая или ручная сварка и автоматизированный процесс с применением флюса.
Сварочный трансформатор – всегда основной узел в такой технике, как источник переменного тока. Главные направления, в которых используются подобные агрегаты: аргонодуговая или ручная сварка и автоматизированный процесс с применением флюса.
Статические характеристики устройства
В разных случаях, когда конструкция такого аппарата, как сварочный однофазный трансформатор, отличается, создаются требуемые статические характеристики для работы с материалом определенного рода и толщины.
Статические характеристики устройства
На форму кривой влияет непосредственно вид используемых во время работы электродов, особенности процесса (механизированный или ручной), а также среда (защитный газ, использование открытой электрической дуги или флюс).
Разновидности и конструктивные особенности
Классифицируется сварочный разнотипный трансформатор по различным конструктивным особенностям.
Схема устройство трансформатора
В первую очередь следует сказать, что существуют отличия в конструкции таких агрегатов по роду процесса сварки:
- Агрегаты, используемые для ручной сварки;
- Исполнения техники, которые подразумевают использование флюса, при этом весь процесс полностью механизирован.

Но сварочный разнотипный трансформатор дополнительно подразделяется на группы еще и по фазовому регулированию:
- Аппараты с такими элементами конструкции, как дроссель насыщения или он же, но только с воздушным зазором, характеризуются нормальным уровнем магнитного рассеяния.
- Сварочный разнотипный трансформатор, конструкция которого предусматривает наличие разных по исполнению обмоток, а также импульсивный стабилизирующий элемент или конденсатор, характеризуется амплитудным регулированием с повышенным уровнем магнитного рассеяния.
- Сварочный тиристорный трансформатор также допускает вероятность использования импульсного стабилизирующего элемента.
Основной узел конструкции – сердечник с обмотками: первичной и вторичной. Сетевой переменный ток намагничивает сердечник, куда он переходит по первичной обмотке. В результате создается магнитный поток, который направлен в сторону вторичной обмотки, где индуцируется переменный ток.
Сварочный разнотипный трансформатор может иметь более сложную конструкцию, что напрямую повлияет на возможность регулирования значений электрических составляющих. От числа витков магнитопровода будет зависеть величина основных параметров.
Классификация трансформаторов
Например, чем меньше витков на вторичной обмотке сердечника, тем меньше будет значение напряжения. Сварочные трансформаторы ТДМ имеют по две первичные и вторичны обмотки. Процесс регулирования рабочего тока происходит посредством магнитного рассеяния.
Достоинства и недостатки
Каждый из видов подобной техники имеет свои плюсы и минусы, на что могут влиять конструктивные особенности устройства. Но все они имеют ряд общих достоинств, среди которых:
- Сравнительная простота механизма, а, соответственно, и эксплуатации;
- Высокое качество сварного соединения, вне зависимости от того, используются ли сварочные трансформаторы типа ТДМ или другое исполнение аппарата;
- Практически повсеместное использование;
- Отсутствие жестких требований к результату, так как чаще подобная техника применяется для соединения элементов неответственных конструкций;
- Нет необходимости использовать газовые баллоны.
Однако сварочные трансформаторы ТДМ и прочие исполнения подобной техники имеют несколько основных недостатков. Например, довольно крупные габариты, что порой затрудняет работу. И, опять же, вопрос качества сварного шва.
Смотрим видео, сравниваем трансформатор с инвертором:
Речь идет не о прочности, а о том, что для получения соединения, подпадающего под определенные требования, недостаточно использовать сварочные трансформаторы типа ТДМ или другой аналог. Но все же возможность такой техники работать с материалами разных видов (цветные металлы, разного рода сталь), а также довольно широкий выбор устройств с разным уровнем производительности в некоторых случаях перекрывает собой минусы.
Постоянная составляющая тока
В первую очередь стоит отметить, что данная величина негативно влияет на рабочий процесс, то есть на сварку. Объясняется это тем, что постоянная составляющая тока способствует формированию устойчивого постоянного магнитного поля, что в свою очередь влияет на рост намагничивающего поля.![]() В результате отмечается, что сварочный трансформатор типа ТДМ или другое исполнение отдает меньшую мощность, чем мог бы, а это напрямую влияет на рабочий процесс.
В результате отмечается, что сварочный трансформатор типа ТДМ или другое исполнение отдает меньшую мощность, чем мог бы, а это напрямую влияет на рабочий процесс.
Возникновение такого явления обусловлено сильным различием между физическими свойствами свариваемого металла и электрода, например, если это алюминиевый сплав в первом случае и вольфрам – во втором. Результатом может быть изменение напряжения дуги в разных полупериодах, что приводит к появлению постоянной составляющей тока. Во избежание негативных последствий, необходимо, чтобы в рабочую цепь была подключена конденсаторная батарея.
Коэффициент компенсации реактивной мощности
Обычно коэффициент мощности у таких агрегатов небольших значений. Для того чтобы трансформатор разнотипный для сварочного аппарата имел больший коэффициент мощности, необходимо подключить косинусный конденсатор в рабочую цепь. Это делается на участке с первичной обмоткой. Для определения числового значения коэффициента мощности используется формула:
определения числового значения коэффициента мощности
где Р1Н – величина, именуемая активной мощностью аппарата, под нагрузкой;
P0 – этот же параметр, но при включении режима холостого хода;
Q1X – величина, которая называется реактивной мощностью, под нагрузкой до подключения косинусного конденсатора;
Q1X0 – этот же параметр до подключения конденсатора, но при включении режима холостого хода;
QC – непосредственно мощность самого конденсатора.
Требования, предъявляемые к агрегатам
Сварочные разнотипные трансформаторы типа ТДМ и прочие исполнения должны соответствовать определенным требованиям.
Трансформаторы типа ТДМ
В числе основных из них:
- Статическая характеристика должна в обязательном порядке быть ниспадающей;
- Для обеспечения возможности вторичного и последующего образования дуги поддерживается напряжение холостого хода на вторичной обмотке определенных значений;
- Для работы необходимо обеспечить возможность регулировки рабочего тока.
Во время работы все основные режимы постоянно меняются: холостой ход, подача нагрузки, короткое замыкание. Эта особенность характеризует практически все источники питания.
Таким образом, для реализации поставленной задачи при определенных условиях необходимо использовать наиболее подходящий для этого сварочный разнотипный трансформатор, цена которого может варьироваться. Чтобы избежать негативных факторов, влияющих на эффективность работы и качество шва, следует подключать к действующей цепи дополнительные элементы, например, конденсаторную батарею для снижения риска образования постоянной составляющей тока. Важно также иметь возможность изменять значение рабочего тока, что позволит воздействовать на соединяемые элементы с определенной силой тока.
Важно также иметь возможность изменять значение рабочего тока, что позволит воздействовать на соединяемые элементы с определенной силой тока.
Устройство принцип работы сварочного трансформатора Билет 5 1
Устройство принцип работы сварочного трансформатора Билет 5(1)
Трансформатор для сварки нужен, чтобы насыщать дугу переменным током. Это достаточно простое и надежное в применении устройство, чаще всего используемое при дуговой сварке ручным способом. Помимо этого трансформаторам не будет альтернативы при автоматизированном и механизированном способе сварки. Очень мощный источник питания сварочной дуги будет менять напряжение сети,
Все сварочные трансформаторы имеют силовой трансформатор и устройство, регулирующее сварочный ток. Основной принцип действия сварочного трансформатора заключается в наивысшей отдаче мощности. Поэтому его конструкция обязательно должна выдерживать высокое напряжение, как при проведении промышленной сварки, так и в домашних условиях.![]() Но эти аппараты отличаются друг от друга, как по формированию внешних параметров, так и регулировками разных режимов сварки.
Но эти аппараты отличаются друг от друга, как по формированию внешних параметров, так и регулировками разных режимов сварки.
Трансформатор для дуговой сварки строят на вторичное напряжение 60 -70 В (напряжение зажигания дуги). Особенностью работы этих трансформаторов является прерывистый режим работы с резкими переходами от холостого хода к короткому замыканию, и обратно. Для устойчивого и непрерывного горения дуги необходимы незначительные изменения тока и значительная
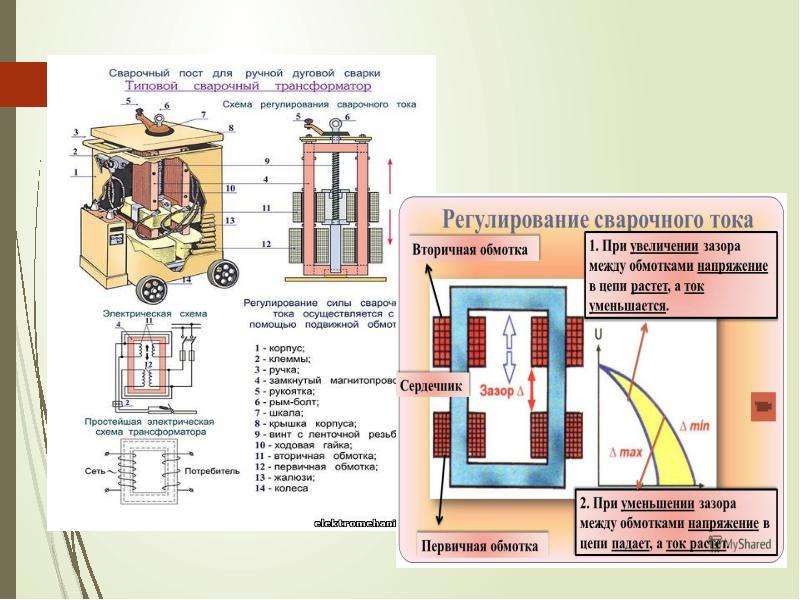
Сварочный трансформаторслужит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока. Трансформаторимеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 -65 В;
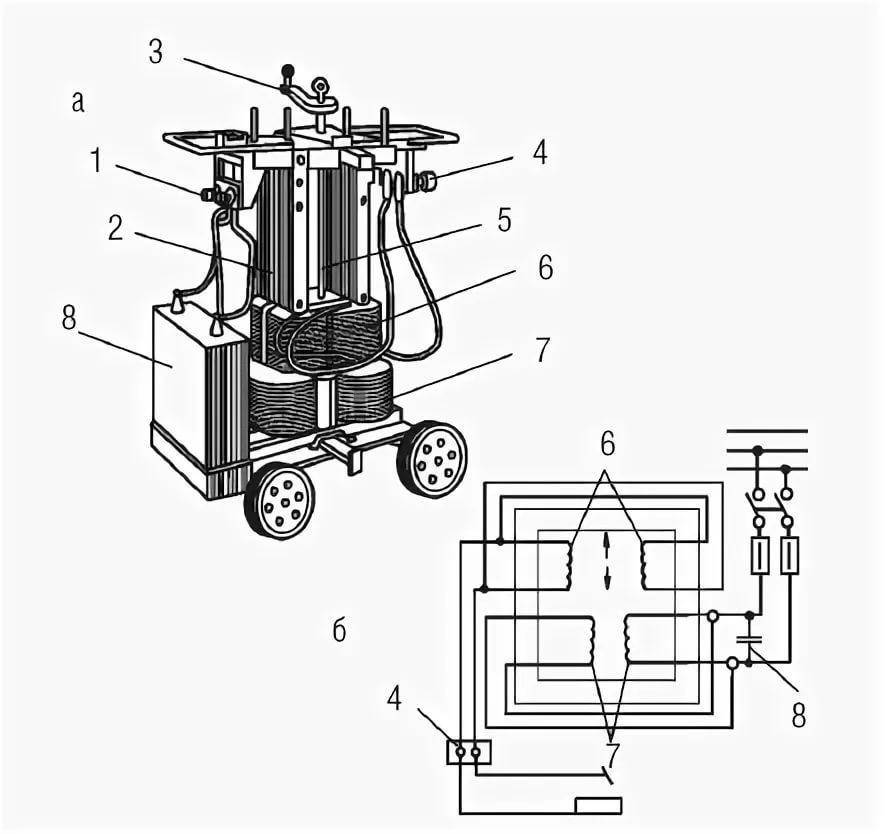
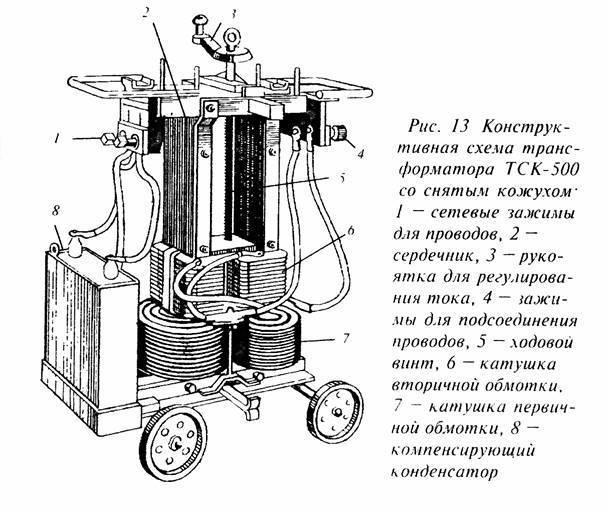
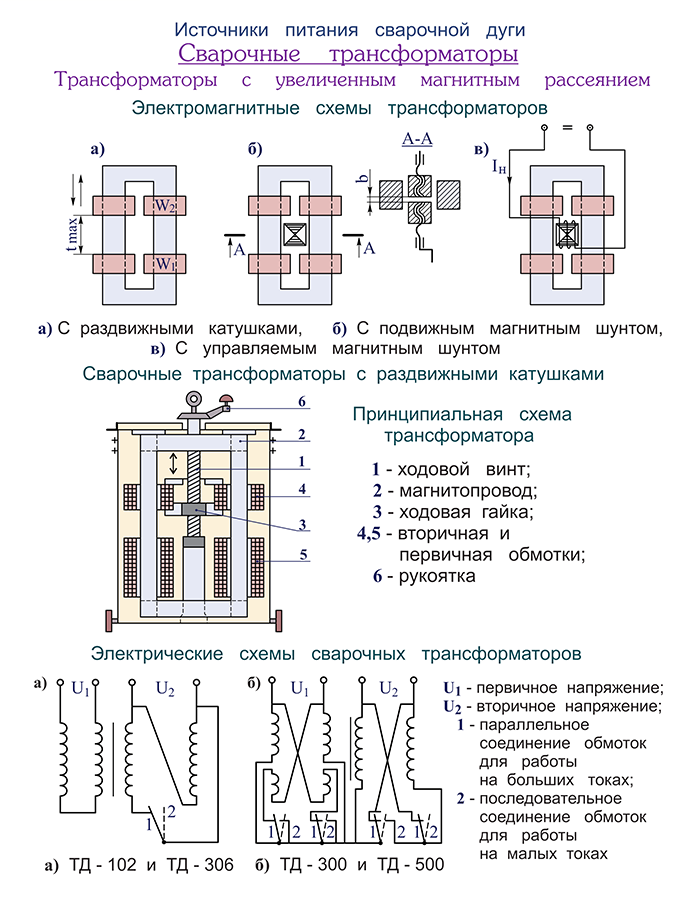
Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает.
При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 65 -460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 -180 А.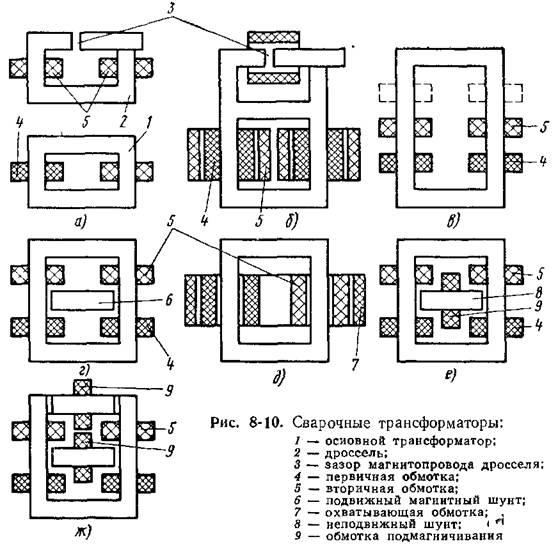
Металлургические процессы при электродуговой сварке Билет 5 (2)
В процессе электродуговой сварки плавлением металл сварного соединения плавится под воздействием мощной электрической дуги, горящей между электродом и свариваемым изделием. Температура дуги колеблется в пределах 5000— 15000 °С. Под действием мощного сосредоточенного источника тепла плавятся свариваемый (основной) и электродный (сварочный) металлы.
Металлургические процессы при дуговой сварке протекают совершенно в других условиях, чем при производстве стали. Это объясняется прежде всего небольшим объемом расплавленного металла, называемого сварочной ванной, и быстрым его затвердеванием. При ручной дуговой сварке объем расплавленного металла не превышает 8 см 3 (длина сварочной ванны 20— 30 мм, ширина 8— 12 мм, глубина 2— 3 мм), а время затвердевания — несколько секунд.
В результате быстрого затвердевания металла сварочной ванны химические реакции, протекающие в расплавленном металле, не успевают закончиться.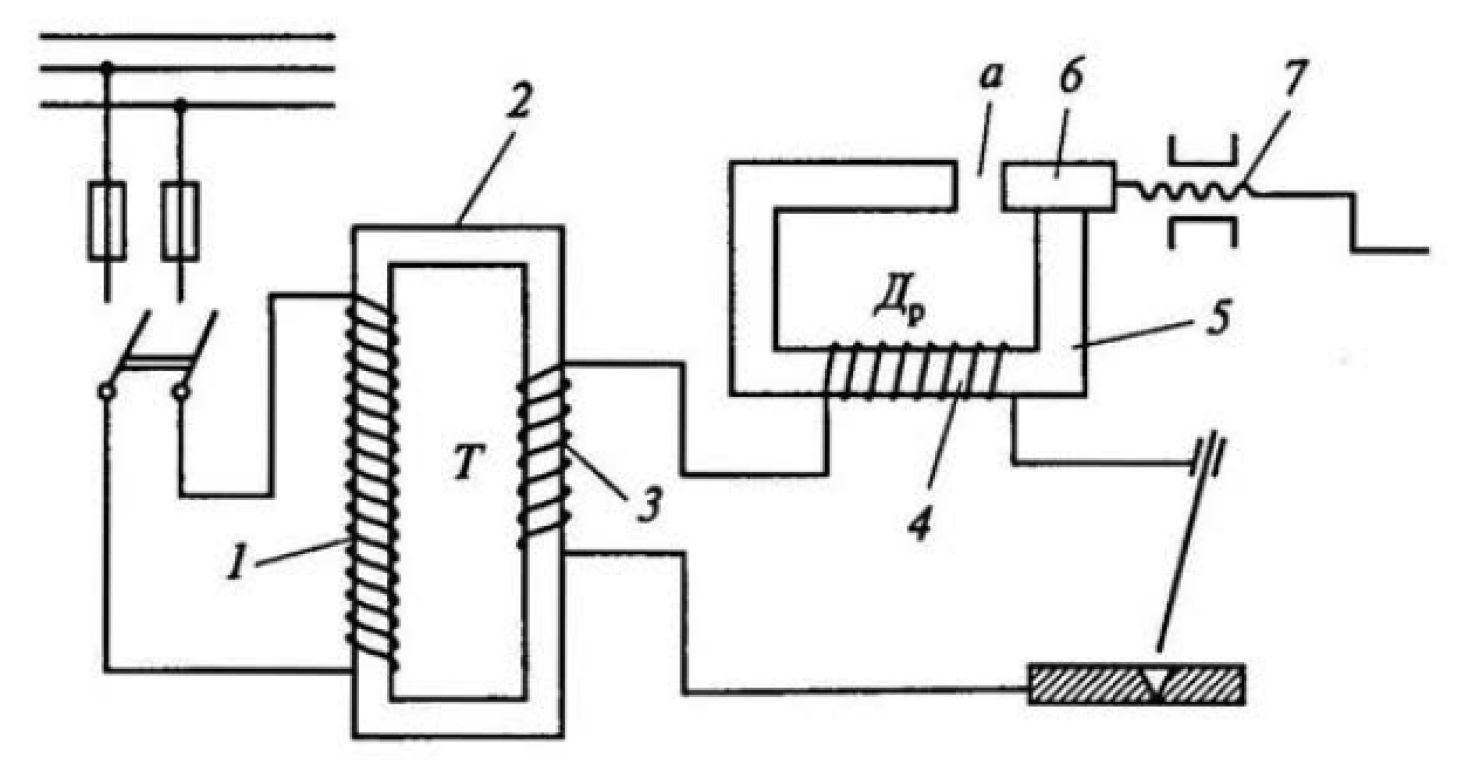 Поэтому при сварке незащищенной дугой содержание кислорода в металле сварного соединения примерно в 15 раз больше, чем у мартеновской стали. А чем больше кислорода, ’ тем ниже механические свойства металла шва.
Поэтому при сварке незащищенной дугой содержание кислорода в металле сварного соединения примерно в 15 раз больше, чем у мартеновской стали. А чем больше кислорода, ’ тем ниже механические свойства металла шва.
Расплавленный металл электрода переходит в сварочную ванну в виде небольших капель. Металл капель подвергается в дуговом промежутке воздействию шлака покрытия электрода и газов окружающей среды. При ручной сварке электродами, имеющими покрытие, одновременно с основным и электродным металлами плавится и покрытие, в результате чего образуется расплавленный неметаллический слой шлака. Назначение шлака — улучшать свойства расплавленного металла. Шлак защищает металл капли и сварочной ванны от воздействия окружающего воздуха, раскисляет и легирует металл сварочной ванны, в шлаке растворяются вредные примеси. В ряде случаев шлак способствует устойчивому горению дуги.
Меры, принимаемые для защиты металла сварочной ваны от воздействия окружающего воздуха, не всегда достигают цели. Поэтому содержание кислорода в наплавленном металле всегда бывает выше, чем в основном и электродном. Для снижения количества кислорода в наплавленном металле, а следовательно, для повышения механических свойств металла его раскисляют и удаляют образовавшиеся окислы из’ сварочной ванны. Раскисляют металл с помощью углерода, марганца, кремния, алюминия (раскислители), которые вводят в электродную проволоку или электродные покрытия.
Поэтому содержание кислорода в наплавленном металле всегда бывает выше, чем в основном и электродном. Для снижения количества кислорода в наплавленном металле, а следовательно, для повышения механических свойств металла его раскисляют и удаляют образовавшиеся окислы из’ сварочной ванны. Раскисляют металл с помощью углерода, марганца, кремния, алюминия (раскислители), которые вводят в электродную проволоку или электродные покрытия.
Для компенсирования выгорающих элементов, а также легирования основного металла с целью обеспечения равнопрочности и сближения химического состава наплавленного и основного металлов, легируют металл сварного шва. Легирование осуществляется хромом, молибденом, титаном, ванадием, вольфрамом и рядом других элементов, которые вводятся в состав электродного покрытия или основного металла.
Качество сварного соединения во многом зависит от технологических приемов сварки, в результате которых должно быть получено сплошное соединение. Сплошность сварного соединения является одним из основных признаков качества сварки. Нарушение сплошности проявляется обычно в виде трещин и пористости. Трещины условно делятся на горячие и холодные. Увеличению вероятности появления горячих трещин способствуют сера, углерод, кремний, водород.
Сплошность сварного соединения является одним из основных признаков качества сварки. Нарушение сплошности проявляется обычно в виде трещин и пористости. Трещины условно делятся на горячие и холодные. Увеличению вероятности появления горячих трещин способствуют сера, углерод, кремний, водород.
1. Для чего предназначены сварочные трансформы. 2. Из каких частей состоит сварочный трансформаор. 3. Плавная регулировка сварочного трансформатора. 4. Грубая регулировка сварочного трансформатора. 5. Чем заключается особенности металлургических особенностей при сварке. 6. Расскисление сварочной ванны. Назначение электродной обмазки. 7. Как влияет кислород на сварочную ванну. 8. Как влияет азот воздуха на расплавленный металл. 9. Как влияет водород на расплавленный метал сварочной ванны. 10. Что делают со сварочной ванной
(PDF) Проектирование и конструкция трансформатора аппарата для электродуговой сварки
Международный журнал тенденций научных исследований и разработок (IJTSRD) ISSN: 2456
@ IJTSRD | Доступно на сайте @
производителей этой продукции (прутки железные, металлические прутки
и трубы) их производителями достигается как
часть
технический прогресс. С
С
Строительство машин для электродуговой сварки сложность
использования железных стержней, стержней и труб в
строительных работах будет устранена.
Электросварочный аппарат может использоваться для неразъемного соединения металлических деталей
. При этом
наносят на металлические детали, расплавляя и сплавляя их с
, образуя прочную связь. Электросварка
из-за своей прочности применяется для соединения балок при строительстве
зданий, мостов и других сооружений,
и для соединения труб в трубопроводах, силовых п
строительных площадках. Кроме того, его можно использовать в домашних
сварочных работах и тысячах других
производственных операций.Кроме того, электрический сварочный аппарат
может использоваться в судостроении, автомобилестроении
и ремонтных работах.
Сварка, при которой электрическая дуга производится для получения тепла с целью соединения двух поверхностей
, называется электродуговой сваркой
. Станок
Станок
можно использовать для неразъемного соединения металлических деталей.
В этом процессе к металлическому пирогу
прикладывается тепло, расплавляя и сплавляя их, образуя прочную связь.
Электросварка в силу своей прочности применяется для соединения
балок при строительстве зданий, мостов и других сооружений
, а также для соединения труб трубопроводов, электростанций
на строительных площадках. Кроме того,
бытовая техника и тысячи других производственных
видов деятельности. Кроме того, электросварочный аппарат
может использоваться в судостроении, автомобилестроении
при производстве и ремонте
(1994 г.),
Основной принцип электросварочного аппарата
Электропитание подается на электрод и работу.Между заготовкой и электродом
сохраняется подходящий зазор
. По цепи пропускают большой ток.
Дуга возникает вокруг зоны сварки. Электрическая энергия
преобразуется в тепловую энергию,
pr
с получением температуры от 3000 до 4000 C.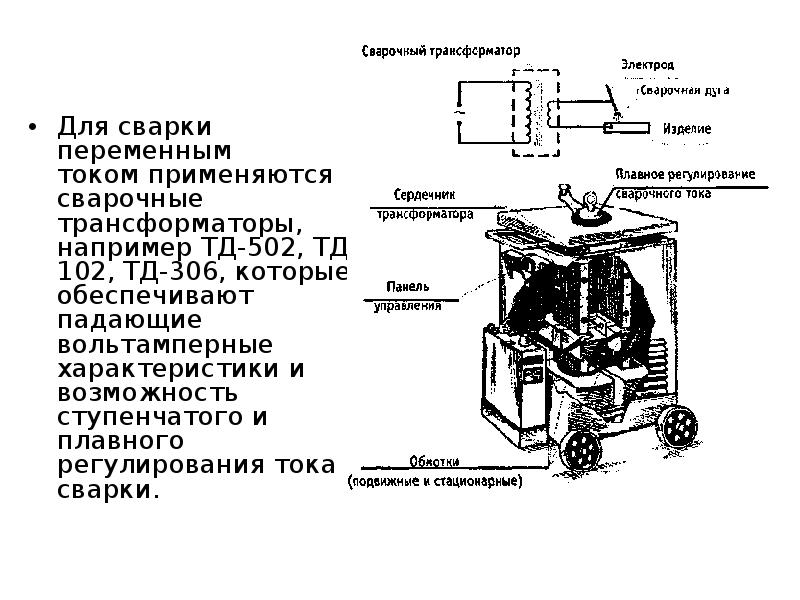 Это тепло
Это тепло
плавит свариваемые кромки и образуется
расплавленная ванна. После затвердевания сварной шов получается
(Евбогбай и Енох 2002).
Международный журнал тенденций научных исследований и разработок (IJTSRD) ISSN: 2456
| Объем – 2 | Выпуск – 6 | Sep-
производителей этих изделий (прутки железные, прутки металлические
и трубы) их производителями достигается как
технический прогресс. С
Конструкция машин для электродуговой сварки,
сложность использования железных стержней, стержней и труб в
Электросварочный аппарат можно использовать в
применительно к металлическим деталям, плавя и сплавляя их в
форму постоянная связь.Электросварка
из-за своей прочности применяется для соединения балок при строительстве зданий, мостов и других сооружений
,
и для соединения труб в трубопроводах, силовых п
лантов на
строительных площадках. Кроме того, его можно использовать в домашних
сварочных работах и тысячах других
производственных операций. Кроме того, электрический сварочный аппарат
Кроме того, электрический сварочный аппарат
может использоваться в судостроении, автомобилестроении
и ремонтных работах.
Сварка, при которой производится электрическая дуга
отдает тепло с целью соединения двух поверхностей
Машина может использоваться для неразъемного соединения металлических деталей.
В этом процессе к металлическому пирогу
ces,
прикладывается тепло, расплавляя и сплавляя их для образования прочной связи.
Из-за своей прочности электросварка используется для соединения
балок при строительстве зданий, мостов и других
сооружений, а также для соединения труб в трубопроводах, электростанциях
бытовой технике и тысячах других производственных
видов деятельности.Кроме того, электросварочный аппарат
может использоваться в судостроении, автомобилестроении
(Lincoln, E
Основной принцип электросварочного аппарата
Электропитание подается на электрод и на работу.
Между
Электрод
Через цепь проходит сильный ток
Дуга возникает вокруг зоны сварки
Электрическая энергия преобразуется в тепловую энергию,
создавая температуру от 3000 до 4000 C .Это тепло
расплавляет свариваемые кромки, и образуется
расплавленная ванна. При затвердевании получается сварное соединение
Рис. 1:
Комплект сварочного трансформатора:
Основным компонентом аппарата для электродуговой сварки
является трансформатор.
следующие основные компоненты однофазный трансформатор
(с переключением вторичных отводов). Трансформатор представляет собой ступенчатый
понижающий трансформатор
с различными ответвлениями на H, M
и L; сварочные вольфрамовые кабели.
Трансформатор обычный фазный
с кожухопластовым
сердечником и изолированными обмотками из медных цв. В
дополнительно обмотки имеют двойную изоляцию
с использованием лака, что
предотвращает короткое замыкание в обмотках.
и др., 2000).
С помощью углового железа и ламинированного сердечника потери в сердечнике
, потери в железе в машине снижены до минимума
.Они также помогают уменьшить гудение в машине
. Следовательно,
эффективность машины значительно
улучшена.
Используется для понижения напряжения питания. Состоит из
первичных и вторичных цепей. На вход подается
на первичные обмотки. За счет электромагнитной индукции
ток протекает через вторичную обмотку (
2003)
. Выход трансформатора можно контролировать как
по требованию.
Комбинация первичных и/или
вторичных отводов на
, обычно используемая для обеспечения макрорегулировки
сварочного тока
, а также регулировки
вторичного напряжения
возраста. Номинальные характеристики трансформатора для машин переменного тока
выражены в кВА (киловольт
для определенного рабочего цикла.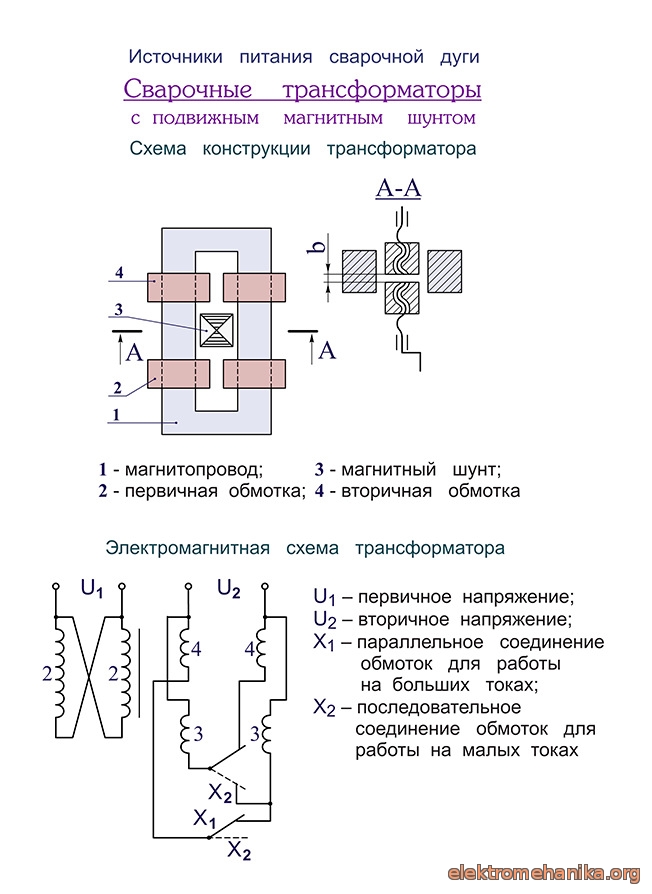 основной компонент электродуговой сварки
основной компонент электродуговой сварки
следующие основные компоненты однофазный трансформатор
(с переключением вторичных отводов).Трансформатор представляет собой понижающий трансформатор
с различными ответвлениями на H, M
Трансформатор представляет собой обычный
однофазный охлаждаемый трансформатор
с кожухопластовым сердечником
и изолированными обмотками из медных цв. В
дополнительно обмотки имеют двойную изоляцию
с использованием лака
, что помогает
замыкать обмотки.
(Charles et
С помощью углового железа и ламинированного сердечника потери в сердечнике
, потери в железе в машине снижены до минимума
.Они также помогают уменьшить гудение в
Эффективность машины значительно
Используется для понижения напряжения питания. Состоит из
первичных и вторичных цепей. На вход подается
на первичные обмотки. За счет электромагнитной индукции
ток протекает через вторичную катушку (
Бхарат,
. Выходом трансформатора можно управлять как
Выходом трансформатора можно управлять как
Комбинация первичной обмотки и/или
обычно используется для обеспечения макрокоррекции
сварочный ток, а также регулировка
возраста.Номинальные характеристики трансформатора для машин переменного тока
выражены в кВА (киловольт
-ампер)
сварочный трансформатор машина Поставщики | сварочный трансформаторный аппарат विक्रेता и आपूर्तिकर्ता
Чем мы вам можем помочь?
Connect2India — это глобальная торговая платформа, которая предоставляет вам ведущих индийских производителей и ведущих индийских поставщиков сварочного трансформаторного оборудования. Connect2india также предоставляет информацию о торговых данных и аналитику, например, страны, импортирующие сварочные трансформаторы, а также их общую стоимость в долларах США.Также производителей и поставщиков сварочных трансформаторов можно отфильтровать по году выпуска, стране и другим параметрам. Мы также предоставляем торговые услуги для сварочного трансформатора, такие как экспортно-импортная документация и другие формальности, необходимые для экспорта сварочного трансформатора из Индии и для импорта сварочного трансформатора в любую другую страну. Мы занимаемся сквозным выполнением торгового заказа на сварочный трансформаторный аппарат.
Мы занимаемся сквозным выполнением торгового заказа на сварочный трансформаторный аппарат.
Получите финансирование или оборотный капитал для торговли сварочным трансформатором из-за рубежа для вашего экспорта / импорта на лучших условиях с Connect2India.Вы также можете найти поставщиков по всей Индии для сварочных трансформаторных машин с профилем их компании, адресами офисов, контактными данными, номерами телефонов и адресами электронной почты. Вы также можете просмотреть подробный профиль поставщиков с историей торговли, если экспортер, финансовые и регистрационные данные, уголовные обвинения, если таковые имеются, сертификаты и награды. Connect2India поможет вам найти поставщиков, которые торгуют продуктами {0} и всеми их субпродуктами рядом с вами, в вашем городе и в вашем штате. Свяжитесь с Connect2India, чтобы получить дополнительную информацию, например, где купить {0}, {0} производителей, {0} поставщиков рядом с вами, {0} дистрибьюторов и т. д.
Сварочные трансформаторные машины можно найти под различными торговыми марками, такими как DIDAC, Otto ARC. Кроме того, существуют различные цвета, в которых доступен сварочный трансформаторный аппарат — красный, черный, желтый или синий. Кроме того, может быть много применений для сварочных трансформаторных машин, включая промышленные работы, ремонт штампов. Кроме того, сварочный трансформатор изготовлен из нержавеющей стали на основе катушки.
Кроме того, существуют различные цвета, в которых доступен сварочный трансформаторный аппарат — красный, черный, желтый или синий. Кроме того, может быть много применений для сварочных трансформаторных машин, включая промышленные работы, ремонт штампов. Кроме того, сварочный трансформатор изготовлен из нержавеющей стали на основе катушки.
Многие страны торгуют сварочными трансформаторами по всему миру.На странице есть подробный список поставщиков сварочных трансформаторов из Индии. Теперь мы выясним потенциал индийских поставщиков сварочного трансформатора на международном рынке.
В условиях современного рынка покупателям сварочных трансформаторов крайне важно найти надежного поставщика, отвечающего их требованиям.
Если какая-либо страна желает торговать сварочным трансформатором с Индией, она ищет рынок, чтобы найти надежного и конкурентоспособного поставщика сварочного трансформатора для эффективной торговли.Это включает в себя больше, чем просто взгляд на ряд прайс-листов.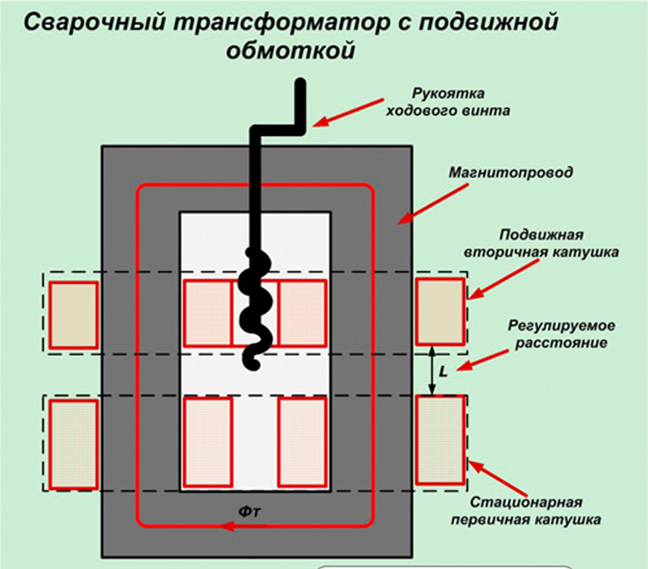 Выбор индийского поставщика сварочного трансформатора будет полностью зависеть от ряда факторов, таких как соотношение цены и качества, качество, надежность и история торговли. Connect2India предоставляет вам полную информацию о поставщиках сварочных трансформаторов в Индии, чтобы помочь вам безопасно и легко торговать.
Выбор индийского поставщика сварочного трансформатора будет полностью зависеть от ряда факторов, таких как соотношение цены и качества, качество, надежность и история торговли. Connect2India предоставляет вам полную информацию о поставщиках сварочных трансформаторов в Индии, чтобы помочь вам безопасно и легко торговать.
Connect2India имеет широкую сеть по всему миру для сварочных трансформаторов. Это позволяет другим странам торговать сварочным трансформатором с Индией.Дистрибьюторы сварочных трансформаторов, базирующиеся на сварочных трансформаторах, систематически классифицируются по штатам, городам и их соответствующим зонам обслуживания.
Заявка на патент США на СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИМЕНЕНИЯ ТРАНСФОРМАТОРА Заявка на патент (заявка № 20100039206 от 18 февраля 2010 г.)
Настоящее изобретение относится к способу и устройству для работы трансформатора, в частности (однофазного) среднечастотного сварочного трансформатора, который включает в себя сердечник трансформатора, имеющий первичную обмотку и вторичную обмотку. Настоящее изобретение также относится к соответствующей компьютерной программе и соответствующему компьютерному программному продукту.
Настоящее изобретение также относится к соответствующей компьютерной программе и соответствующему компьютерному программному продукту.
Хотя ссылка в основном делается на среднечастотные сварочные трансформаторы, настоящее изобретение ими не ограничивается.
Среднечастотные трансформаторы уже некоторое время используются в методах сварки. Обычно они питаются от инвертора с прямоугольным переменным напряжением в диапазоне от нескольких кГц до нескольких сотен вольт.Трансформатор выводит на свою вторичную катушку низкое напряжение с высоким током, который затем выпрямляется и используется для процесса сварки. Высокая частота, с которой работают среднечастотные трансформаторы, позволяет эффективно преобразовывать энергию и, следовательно, использовать относительно небольшой и легкий трансформатор. Однако во время работы возникают гистерезис, эффекты насыщения и пики тока, которые влияют на передачу энергии и могут повредить компоненты.
Известно, что пики тока частично уменьшаются за счет попарного соединения диодов.Для этой цели должны использоваться специально подобранные диоды, что приводит к более высоким затратам на изготовление и ремонт.
Также известно уменьшение эффектов насыщения за счет специального программирования контроллеров трансформатора или устройства для управления трансформатором. Недостатком этого решения является то, что программирование этого типа может быть использовано только для определенного типа трансформатора, что делает необходимым применение большего количества усилий по программированию, когда целью является улучшение различных типов трансформаторов.
Таким образом, целью является создание способа и устройства для работы трансформатора, которые не имеют указанных выше недостатков, т.е., в частности, они сокращают время нарастания входного тока и уменьшают магнитное насыщение в сердечник трансформатора и скачки выходного тока.
Эта цель достигается с помощью способа и устройства для работы трансформатора, имеющего признаки независимых пунктов формулы изобретения.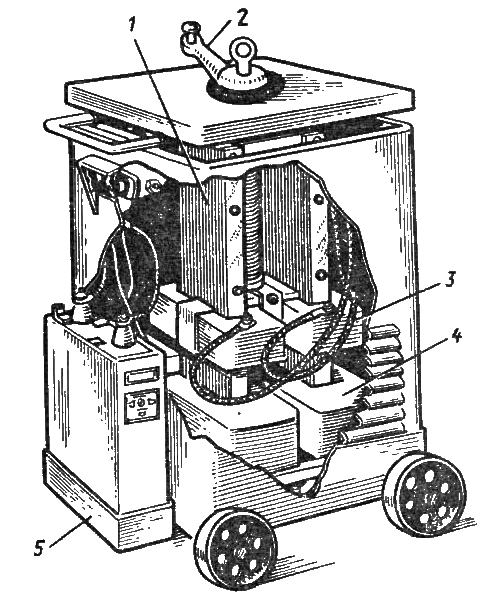 Преимущественные варианты осуществления являются предметом подпунктов и последующего описания.
Преимущественные варианты осуществления являются предметом подпунктов и последующего описания.
Признаки и преимущества, описанные ниже, относятся к способу согласно настоящему изобретению и к устройству согласно настоящему изобретению, если явно не указано иное.
Способ согласно настоящему изобретению для работы трансформатора, в частности (однофазного) среднечастотного сварочного трансформатора, который включает в себя сердечник трансформатора, имеющий первичную обмотку и вторичную обмотку, соединенную во вторичную цепь, включает регулирование плотности магнитного потока в сердечнике трансформатора между верхним пороговым значением плотности потока и нижним пороговым значением плотности потока и регулирование тока нагрузки во вторичной цепи между верхним пороговым значением тока нагрузки и нижним пороговым значением тока нагрузки.При регулировании фактическое значение плотности потока или фактическое значение тока нагрузки преимущественно определяется как регулируемая переменная и адаптируется к конкретному ожидаемому значению в качестве управляющей переменной. В частности, описанные процессы обычно повторяются до тех пор, пока работает трансформатор, т.е. во время сварочного процесса. Используя решение согласно настоящему изобретению, можно значительно улучшить характеристики трансформатора. В частности, предотвращаются эффекты насыщения и скачки тока, а также сокращается время нарастания тока нагрузки.Это решение может быть легко реализовано в существующих системах. Новые разрабатываемые трансформаторы могут быть уменьшены в размерах благодаря улучшенным характеристикам, что приведет к снижению веса и стоимости.
В частности, описанные процессы обычно повторяются до тех пор, пока работает трансформатор, т.е. во время сварочного процесса. Используя решение согласно настоящему изобретению, можно значительно улучшить характеристики трансформатора. В частности, предотвращаются эффекты насыщения и скачки тока, а также сокращается время нарастания тока нагрузки.Это решение может быть легко реализовано в существующих системах. Новые разрабатываемые трансформаторы могут быть уменьшены в размерах благодаря улучшенным характеристикам, что приведет к снижению веса и стоимости.
Предпочтительно регулирование плотности магнитного потока в сердечнике трансформатора между верхним пороговым значением магнитной индукции и нижним пороговым значением магнитной индукции осуществляется путем подачи попеременно первого напряжения и второго напряжения на первичную обмотку трансформатора. Трансформатор Особенно легко регулировать плотность магнитного потока в сердечнике трансформатора.В частности, в случае среднечастотных трансформаторов плотность магнитного потока в основном пропорциональна изменению приложенного напряжения прямоугольной формы во времени с соответствующей полярностью.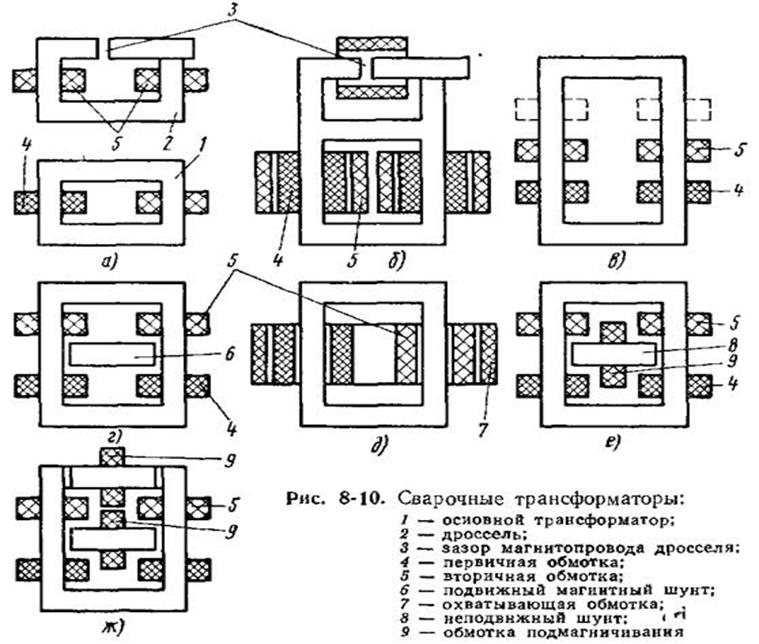 Например, плотность магнитного потока можно увеличить, приложив положительное постоянное напряжение, и уменьшить, приложив отрицательное постоянное напряжение.
Например, плотность магнитного потока можно увеличить, приложив положительное постоянное напряжение, и уменьшить, приложив отрицательное постоянное напряжение.
Также целесообразно, когда регулирование тока нагрузки во вторичной цепи между верхним пороговым значением тока нагрузки и нижним пороговым значением тока нагрузки осуществляется путем подачи попеременно третьего напряжения и четвертого напряжения на первичную обмотку трансформатора.В частности, в случае среднечастотных трансформаторов, которые включают в себя выпрямитель, выпрямленный ток нагрузки во вторичном токе ведет себя таким образом, что рост тока нагрузки происходит до тех пор, пока присутствует напряжение на выходе. трансформатора, а выпрямленный ток нагрузки падает при отсутствии напряжения на трансформаторе. Таким образом, можно легко регулировать ток нагрузки, просто переключая только два напряжения.
Преимущественно, первое и второе напряжения являются постоянными напряжениями, которые имеют по существу одинаковую величину и противоположную полярность, третье напряжение по существу равно нулю, а четвертое напряжение представляет собой первое или второе напряжение.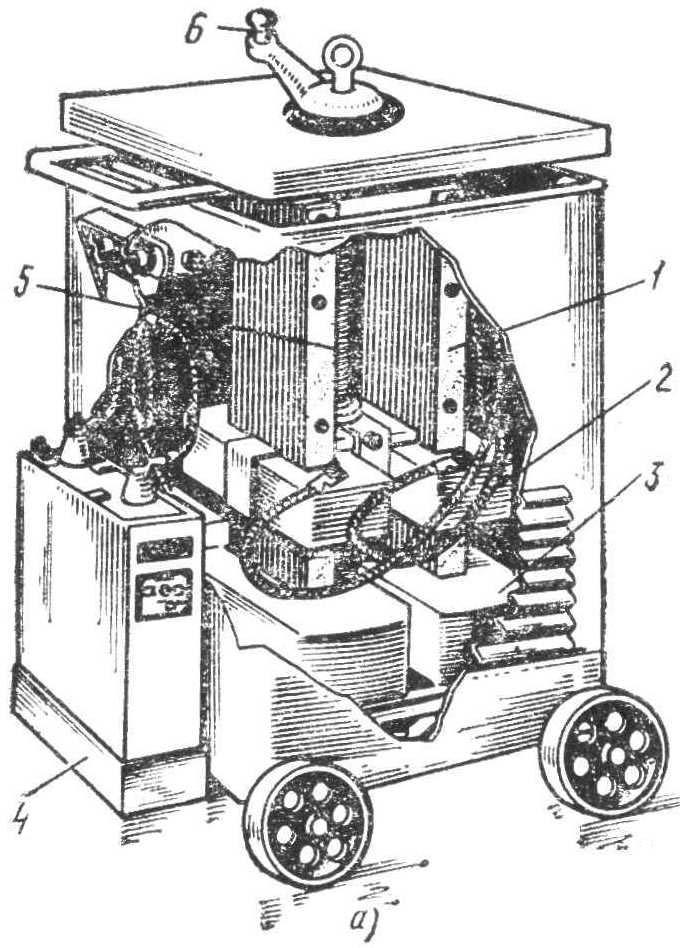 Таким образом, способ может быть особенно легко использован, в частности, для работы среднечастотных трансформаторов, так как по существу подаются только три напряжения или одно напряжение, имеющее положительную и отрицательную полярность, и никакое напряжение, что становится возможным за счет наличия коммутационных средств. наличие простой конструкции.
Таким образом, способ может быть особенно легко использован, в частности, для работы среднечастотных трансформаторов, так как по существу подаются только три напряжения или одно напряжение, имеющее положительную и отрицательную полярность, и никакое напряжение, что становится возможным за счет наличия коммутационных средств. наличие простой конструкции.
Устройство согласно настоящему изобретению включает, в частности, средства для осуществления способа согласно настоящему изобретению. Способ согласно настоящему изобретению для эксплуатации трансформатора, в частности (однофазного) среднечастотного сварочного трансформатора, который включает в себя сердечник трансформатора, имеющий первичную обмотку и вторичную обмотку, соединенную во вторичную цепь, включает первое устройство определения для плотности магнитного потока в сердечнике трансформатора, второе устройство для определения тока нагрузки во вторичной цепи, первый блок сравнения для сравнения плотности магнитного потока, определенной по меньшей мере с одним пороговым значением плотности потока, и второй блок сравнения для сравнения тока нагрузки, который определяется по меньшей мере с одним пороговым значением тока нагрузки.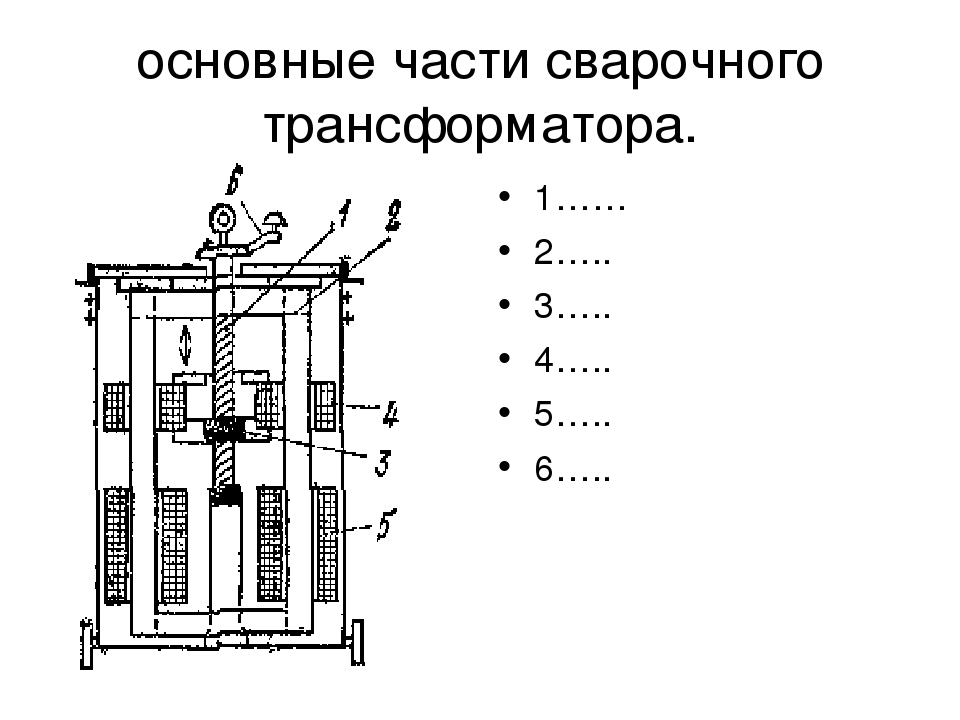 Кроме того, устройство согласно настоящему изобретению включает в себя устройство управления для управления коммутационными средствами на основе сравнений, при этом коммутационные средства включают в себя первые соединения для источника напряжения и вторые соединения для первичной обмотки трансформатора, и которое предназначено для подать первое, второе, третье или четвертое напряжение на первичную обмотку трансформатора. Под «устройством определения» понимают, в частности, измерительное устройство, т.е. датчик и измерительное устройство.Аналогично, в качестве устройства определения может быть предусмотрено арифметико-логическое устройство, которое вычисляет или оценивает, например, плотность магнитного потока и/или ток нагрузки в зависимости от изменения приложенного напряжения во времени и на основе других параметров. Устройство этого типа особенно просто в изготовлении и на практике оказывается особенно прочным и надежным из-за относительно небольшого количества задействованных компонентов.
Кроме того, устройство согласно настоящему изобретению включает в себя устройство управления для управления коммутационными средствами на основе сравнений, при этом коммутационные средства включают в себя первые соединения для источника напряжения и вторые соединения для первичной обмотки трансформатора, и которое предназначено для подать первое, второе, третье или четвертое напряжение на первичную обмотку трансформатора. Под «устройством определения» понимают, в частности, измерительное устройство, т.е. датчик и измерительное устройство.Аналогично, в качестве устройства определения может быть предусмотрено арифметико-логическое устройство, которое вычисляет или оценивает, например, плотность магнитного потока и/или ток нагрузки в зависимости от изменения приложенного напряжения во времени и на основе других параметров. Устройство этого типа особенно просто в изготовлении и на практике оказывается особенно прочным и надежным из-за относительно небольшого количества задействованных компонентов. В остальном в этом контексте делается ссылка на преимущества, описанные в связи со способом согласно настоящему изобретению.
В остальном в этом контексте делается ссылка на преимущества, описанные в связи со способом согласно настоящему изобретению.
Преимущественно устройство включает средства переключения и/или источник напряжения.
Предпочтительно, когда первое и второе напряжения представляют собой напряжения постоянного тока, имеющие по существу одинаковую величину и противоположную полярность, третье напряжение по существу равно нулю, а четвертое напряжение представляет собой первое или второе напряжение. Преимущества, описанные в связи со способом согласно настоящему изобретению, применимы и здесь. В частности, достаточно подключить источник постоянного напряжения к устройству или переключающему средству, чтобы привести в действие трансформатор, используя, по существу, три напряжения («плюс», «минус» и «ноль») в соответствии со способом согласно настоящему изобретению. изобретение.
Предпочтительно, когда устройство в соответствии с настоящим изобретением включает в себя источник постоянного напряжения для подачи первого постоянного напряжения, которое подключено к средству переключения. Устройство этого типа обычно может быть спроектировано как сварочное устройство, в котором источник постоянного напряжения выполнен, например, как управляемый выпрямитель с питанием от сети. В этом примере средство переключения по существу соответствует управляемому инвертору. Таким образом, может быть создано сварочное устройство, обладающее всеми преимуществами решения согласно настоящему изобретению.
Устройство этого типа обычно может быть спроектировано как сварочное устройство, в котором источник постоянного напряжения выполнен, например, как управляемый выпрямитель с питанием от сети. В этом примере средство переключения по существу соответствует управляемому инвертору. Таким образом, может быть создано сварочное устройство, обладающее всеми преимуществами решения согласно настоящему изобретению.
Компьютерная программа согласно настоящему изобретению включает средства программного кода для реализации всех этапов способа согласно настоящему изобретению, когда компьютерная программа выполняется на компьютере или соответствующем арифметико-логическом устройстве, в частности на арифметико-логическом устройстве согласно к настоящему изобретению.
Компьютерный программный продукт или микропроцессорный программный продукт в соответствии с настоящим изобретением включает средства программного кода, которые хранятся на машиночитаемом устройстве хранения данных для выполнения всех этапов способа в соответствии с настоящим изобретением при запуске программного продукта на компьютере, микропроцессоре или соответствующем арифметико-логическом устройстве. Подходящими устройствами для хранения данных являются, в частности, дискеты, жесткие диски, ПЗУ, флэш-накопители, EEPROM, CD-ROM и т. д. Программа также может быть загружена из компьютерных сетей (Интернет, интранет и т. д.), транспортных средств сети (кузовная шина, информационно-развлекательная шина и т. д.) или радиоинтерфейсы (система мобильной связи).
Подходящими устройствами для хранения данных являются, в частности, дискеты, жесткие диски, ПЗУ, флэш-накопители, EEPROM, CD-ROM и т. д. Программа также может быть загружена из компьютерных сетей (Интернет, интранет и т. д.), транспортных средств сети (кузовная шина, информационно-развлекательная шина и т. д.) или радиоинтерфейсы (система мобильной связи).
Дополнительные преимущества и варианты осуществления настоящего изобретения вытекают из описания и прилагаемого чертежа.
Понятно, что признаки, упомянутые выше и описанные ниже, могут использоваться не только в описанной комбинации, но также в других комбинациях или по отдельности, не выходя за рамки настоящего изобретения.
Настоящее изобретение схематически изображено со ссылкой на вариант осуществления на чертеже и подробно описано ниже со ссылкой на чертеж.
ОПИСАНИЕ РИСУНКОВРИС. 1 схематически изображено устройство для сварки среднечастотным сигналом;
РИС. 2 показывает схематический вид предпочтительного варианта устройства согласно настоящему изобретению; и
2 показывает схематический вид предпочтительного варианта устройства согласно настоящему изобретению; и
РИС. 3 схематично показана корреляция между напряжением, приложенным к первичной обмотке, плотностью магнитного потока в сердечнике трансформатора и током нагрузки во вторичной цепи.
Система среднечастотной сварки схематично показана в разрезах на РИС. 1, и в целом он обозначен ссылочным номером 100 . Система 100 может быть разделена на различные компоненты. Он включает в себя первичную цепь 110 и вторичную цепь 120 , которые подключены через трансформатор 130 . Основная катушка 132 трансформатора 130 Наличие N 1 Количество оборотов подключено к первичной цепи 110 , а вторичная катушка 133 трансформатора 130 , имеющих N 2 + N 3 число витков включено во вторичную цепь 120 . Трансформатор 130 также включает сердечник трансформатора 131 .
Трансформатор 130 также включает сердечник трансформатора 131 .
Во вторичной цепи 120 область вывода обозначена ссылочным номером 140 ; область вывода представляет собой сварочную нагрузку. Различные резисторы, обозначенные буквой R, индуктивности, обозначенные буквой L, диоды, обозначенные буквой D, и токи, обозначенные буквой i, все в том виде, в каком их понимает специалист в данной области техники, показаны на фиг. 1. Кроме того, в первичной цепи 110 предусмотрен источник напряжения u, который подает высокочастотное переменное напряжение в первичную цепь.
Вторичная цепь 120 частично выполнена в виде выпрямителя, в результате чего возникает выпрямленный ток нагрузки i br между средним отводом второй катушки 133 и точкой соединения 121 .
Прямоугольное напряжение на входе трансформатора вызывает треугольный ток намагничивания, который приблизительно не зависит от вторичного тока. Ток намагничивания приблизительно пропорционален магнитному потоку или плотности магнитного потока.Плотность магнитного потока в сердечнике трансформатора определяется входным напряжением.
Ток намагничивания приблизительно пропорционален магнитному потоку или плотности магнитного потока.Плотность магнитного потока в сердечнике трансформатора определяется входным напряжением.
Предпочтительный вариант устройства согласно настоящему изобретению обозначен ссылочной позицией 200 на фиг. 2. Устройство 200 включает в себя источник постоянного напряжения 201 , который выполнен в виде выпрямителя с питанием от сети и подает постоянное напряжение U DC . Кроме того, устройство 200 включает средства переключения, выполненные в виде транзисторов с S 1 по S 4 , которые при соответствующем подключении к первичной обмотке 132 трансформатора 130 могут обеспечивать напряжение u, имеющее значения +U D C, −U DC и 0 В.В показанном варианте осуществления транзисторы или переключатели S 1 и S 4 закрыты для подачи напряжения +U постоянного тока в соответствии с указанной полярностью u, а переключатели S 2 и S 3 замкнуты, чтобы подать напряжение −U DC ..jpg) Все четыре переключателя с S 1 по S 4 разомкнуты для подачи напряжения 0 В. Чтобы защитить переключатели от повреждения, следует соблюдать осторожность, чтобы не открывать переключатели S 1 и S 3 и переключатели S 2 и S 4 одновременно.Диоды с маркировкой от D 1 до D 4 образуют токопроводящий путь для предотвращения скачков напряжения, когда все переключатели с S 1 по S 4 разомкнуты. На этом пути энергия, присутствующая в трансформаторе, может перетекать в источник напряжения. Если, например. выключатели S 1 и S 4 разомкнуты, через первичную катушку 132 протекает ток. Если переключатели замкнуты, может возникнуть всплеск высокого напряжения, который может повредить транзисторы, если отсутствуют соответствующие диоды.При наличии диодов ток может протекать через диоды D 3 и D 2 .
Все четыре переключателя с S 1 по S 4 разомкнуты для подачи напряжения 0 В. Чтобы защитить переключатели от повреждения, следует соблюдать осторожность, чтобы не открывать переключатели S 1 и S 3 и переключатели S 2 и S 4 одновременно.Диоды с маркировкой от D 1 до D 4 образуют токопроводящий путь для предотвращения скачков напряжения, когда все переключатели с S 1 по S 4 разомкнуты. На этом пути энергия, присутствующая в трансформаторе, может перетекать в источник напряжения. Если, например. выключатели S 1 и S 4 разомкнуты, через первичную катушку 132 протекает ток. Если переключатели замкнуты, может возникнуть всплеск высокого напряжения, который может повредить транзисторы, если отсутствуют соответствующие диоды.При наличии диодов ток может протекать через диоды D 3 и D 2 .
Устройство 200 включает устройство управления, выполненное в виде микропроцессора 202 для управления переключателями с S 1 по S 4 .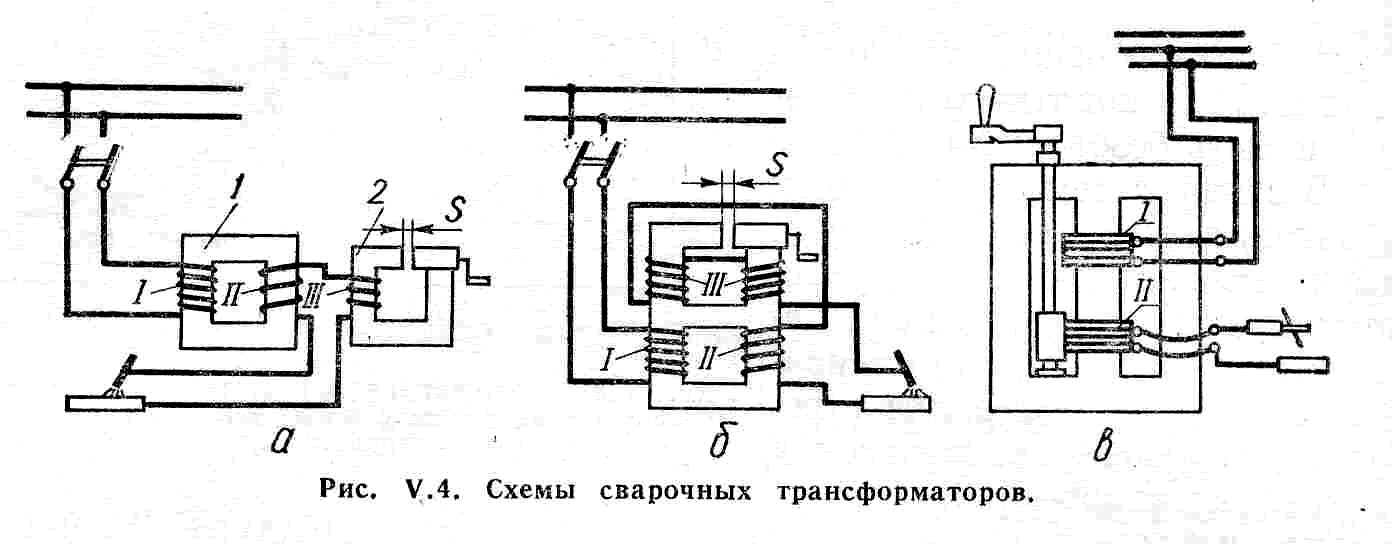 Для этой цели процессор 202 включает в себя выходы, которые подключены к переключателям с S 1 по S 4 через линии, которые не показаны. Устройство также включает в себя первое устройство определения (не показано) плотности магнитного потока B, значение которой также подается на микропроцессор 202 .Устройство также содержит второе устройство определения (не показано) тока нагрузки i br во вторичной цепи трансформатора, значение которого также подается на микропроцессор 202 . Как уже упоминалось, устройства определения могут быть разработаны, например, как измерительные устройства или как арифметико-логические устройства.
Для этой цели процессор 202 включает в себя выходы, которые подключены к переключателям с S 1 по S 4 через линии, которые не показаны. Устройство также включает в себя первое устройство определения (не показано) плотности магнитного потока B, значение которой также подается на микропроцессор 202 .Устройство также содержит второе устройство определения (не показано) тока нагрузки i br во вторичной цепи трансформатора, значение которого также подается на микропроцессор 202 . Как уже упоминалось, устройства определения могут быть разработаны, например, как измерительные устройства или как арифметико-логические устройства.
Микропроцессор 202 также включает первый блок сравнения для сравнения плотности магнитного потока B, которая была определена с двумя заданными пороговыми значениями плотности потока Bm и -Bm (см.3), и второй компаратор для сравнения тока нагрузки i br , который был определен с двумя заданными пороговыми значениями тока нагрузки i br-zg , i br-sp (см. фиг. 3).
фиг. 3).
Задаваемые пороговые значения плотности магнитного потока Bm и −Bm и тока нагрузки i br-zg и i br-sp могут быть введены в микропроцессор 202 с использованием обычных методов программирования, как известно специалист в данной области. В типичных устройствах для точечной сварки Bm перемещается примерно на 1.5 T, i br-zg примерно при 13 кА и i br-sp примерно при 12 кА. На поведение колебаний тока нагрузки можно повлиять посредством выбора двух пороговых значений тока.
Переключатели S 1 bis S 4 управляются для подачи напряжения U DC , −U DC и 0 В микропроцессора 202 на основе сравнений, которые будут объяснены на примере. изображен на фиг. 3.
РИС.3 показаны первая диаграмма 300 и вторая диаграмма 400 , на которых напряжение u на первичной обмотке отложено по оси y 301 , плотность магнитного потока B в сердечнике трансформатора отложена по оси y 302 , а ток нагрузки i br во вторичной цепи отложен по оси ординат 303 , в зависимости от времени t по оси абсцисс 304 .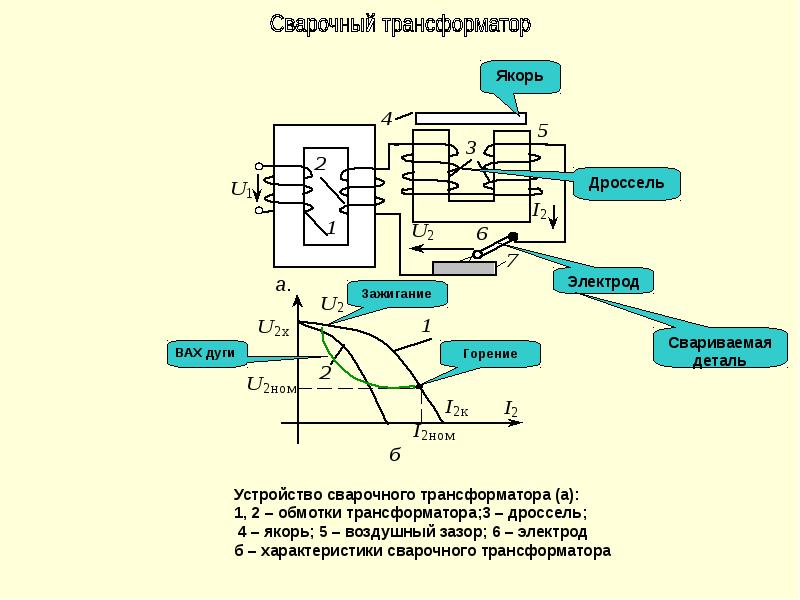
Работа трансформатора или сварочного аппарата начинается в момент времени t 0 . В это время напряжение U постоянного тока подается на первичную обмотку трансформатора.В результате плотность магнитного потока B в сердечнике трансформатора увеличивается по существу линейно, пока не достигнет верхнего порогового значения Bm плотности потока в момент времени t 1 . В соответствии с описанным здесь вариантом осуществления настоящего изобретения средства переключения управляются устройством управления таким образом, что напряжение -U DC теперь прикладывается к первичной обмотке трансформатора. Для простоты этот процесс управления описан ниже как «подача напряжения». Плотность магнитного потока в сердечнике трансформатора продолжает падать как функция времени, пока, наконец, не достигнет более низкого порогового значения плотности потока -Bm в момент времени t 2 .
Напряжение U Постоянное напряжение снова подается, что приводит к увеличению плотности магнитного потока.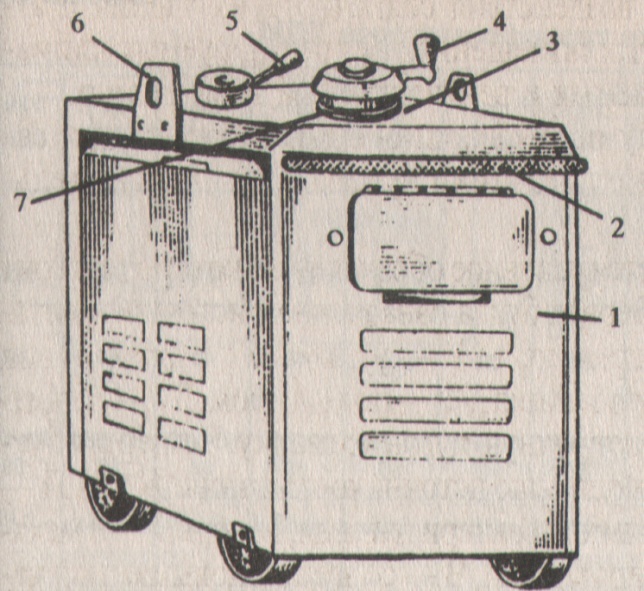 Этот процесс повторяется до момента времени t 4 .
Этот процесс повторяется до момента времени t 4 .
Диаграмма 400 показывает изменение тока нагрузки i br во времени. Показано, что ток нагрузки i br увеличивается до времени t 4 , описанного выше. В момент времени t 4 ток нагрузки i br достигает верхнего порогового значения тока нагрузки i br-zg . В результате напряжение больше не подается на первичную обмотку, что приводит к падению тока нагрузки i br , в то время как плотность магнитного потока B остается постоянной.
В момент времени t 5 уменьшающийся ток нагрузки i br достигает нижнего порогового значения тока нагрузки i br-sp , в этот момент прикладывается то же напряжение, которое было приложено до отключения напряжения.
В результате ток нагрузки i br снова начинает возрастать, а плотность магнитного потока B начинает приближаться к нижнему пороговому значению плотности потока −Bm, которого она достигает в момент времени t 6 .
Как объяснялось, напряжение U постоянного тока затем прикладывается для того, чтобы вернуть плотность потока B обратно в направлении к верхнему пороговому значению плотности потока Bm.
В момент времени t 7 ток нагрузки i br снова достигает верхнего порогового значения тока нагрузки i br-zg , что вызывает отключение приложенного напряжения до тех пор, пока ток нагрузки i br не достигнет порогового значения i br-sp еще раз, в момент времени t 8 .
Наконец, напряжение U DC , которое было приложено до отключения напряжения в момент времени t 7 , снова подается, что, в свою очередь, вызывает увеличение тока нагрузки i br и плотности магнитного потока B.
Описанный выше метод теперь повторяется до тех пор, пока пользователь хочет работать с трансформатором или сварочным аппаратом.
Настоящее изобретение позволяет легко эксплуатировать трансформатор практически без эффектов насыщения или всплесков тока простым включением, выключением или переключением одного постоянного напряжения.
Понятно, что на фигурах изображен только один особенно предпочтительный вариант осуществления настоящего изобретения. Возможен также любой другой вариант осуществления, в частности такой, в котором предусмотрены другие пороговые значения, в котором схема была модифицирована или который включает в себя другую конфигурацию или количество компонентов, не выходя за рамки настоящего изобретения.
ссылочные номера100 Средняя частотная система сварки
110 первичная схема
120 вторичная схема
130 трансформатор
131 трансформаторный сердечник
132 первичная катушка
133 вторичная катушка
140 140 140 201 201 201
202 Микропроцессор
300 Диаграмма
301 Y-Axis
302 y-axis
303 303 303 y-axis
D Диод
i br Нагрузка cu RRENT
I BR-ZG Верхняя нагрузка Ток пороговое значение
I BR-SP Нижняя нагрузка Пороговое значение
L COIL
N Количество оборотов
R Устойчивость
S 1 -S 4 Транзисторы
u Напряжение на первичной обмотке
В настоящее время у вас недостаточно прав для чтения этого закона
В настоящее время у вас недостаточно прав для чтения этого закона Логотип паблика.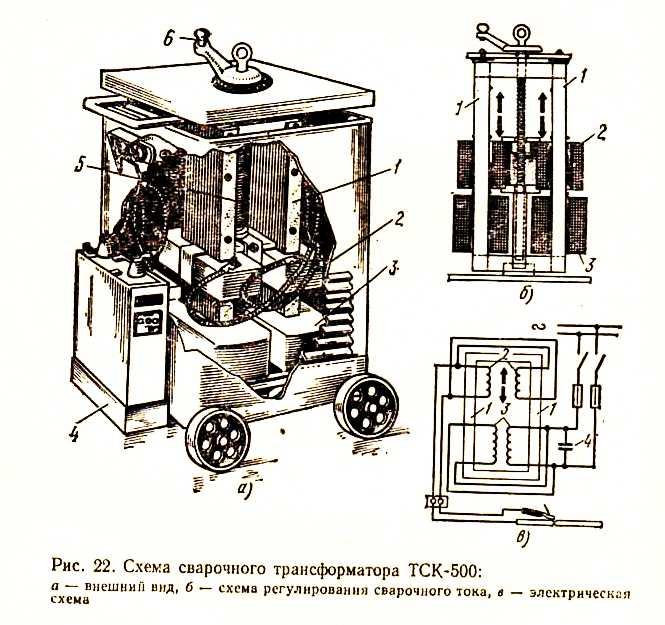 Логотип Resource.Org представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Логотип Resource.Org представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Дорогой земляк:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource судится за ваше право читать и высказываться в соответствии с законом. Для получения дополнительной информации см. досье этого незавершенного судебного дела:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.
 Resource.Org (Общественный ресурс),
DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Resource.Org (Общественный ресурс),
DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы хотим управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь со Сводом федеральных правил или применимыми законами и правилами штата. для имени и адреса поставщика. Для получения дополнительной информации о указах правительства и ваших правах гражданина в соответствии с законом , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource. в нашем реестре деятельности 2015 года. [2][3]
Благодарим вас за интерес к чтению закона.Информированные граждане являются фундаментальным требованием для того, чтобы наша демократия работала. Я ценю ваши усилия и приношу извинения за неудобства.
Я ценю ваши усилия и приношу извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
SMAW EQUIPMENT 120102A Flashcards by Heather Davison
Геном знаний Brainscape
TMПросмотрите более 1 миллиона курсов, созданных лучшими студентами, профессорами, издателями и экспертами.
Вступительные экзамены
Экзамены уровня А
Экзамены AP
Экзамены GCSE
Вступительные экзамены в аспирантуру
Экзамены IGCSE
Международный бакалавриат
Национальные 5 экзаменов
Вступительные экзамены в университет
Профессиональные сертификаты
экзамен на адвоката
Драйверы Эд
Финансовые экзамены
Сертификаты управления
Медицинские и сестринские сертификаты
Военные экзамены
MPRE
Другие сертификаты
Технологические сертификаты
TOEFL
Вино и спиртные напитки
Иностранные языки
арабский
китайский язык
Французский
Немецкий
иврит
итальянский
японский язык
корейский язык
Лингвистика
Другие иностранные языки
португальский
русский
испанский язык
TOEFL
Наука
Анатомия
астрономия
Биохимия
Биология
Клеточная биология
Химия
наука о планете Земля
Наука об окружающей среде
Генетика
Геология
Наука о жизни
Морская биология
метеорология
микробиология
Молекулярная биология
Естественные науки
Океанография
Органическая химия
Периодическая таблица
Физическая наука
Физика
физиология
Наука о растениях
Класс науки
Зоология
Английский
Американская литература
Британская литература
Классические романы
Писательское творчество
английский
Английская грамматика
Вымысел
Высший английский
Литература
Средневековая литература
Акустика
Поэзия
Пословицы и идиомы
Шекспир
Написание
Словарь Строитель
Гуманитарные и социальные науки
Антропология
Гражданство
гражданские права
Классика
Коммуникации
Консультирование
уголовное правосудие
География
История
Философия
Политическая наука
Психология
Религия и Библия
Социальные исследования
Социальная работа
Социология
Математика
Алгебра
Алгебра 2
Арифметика
Исчисление
Геометрия
Линейная алгебра
Математика
Таблицы умножения
Предварительный расчет
Вероятность
Статистические методы
Статистика
Тригонометрия
Медицина и уход
Анатомия
Системы тела
Стоматология
Медицинские курсы и предметные области
Медицинские осмотры
Медицинские специальности
Медицинская терминология
Разные темы по здравоохранению
Курсы медсестер и предметные области
Сестринские специальности
Другие области здравоохранения
Фармакология
физиология
Радиология и диагностическая визуализация
Ветеринарный
Профессии
АСВАБ
Автомобильный
Авиация
Парикмахерская
Катание на лодках
Косметология
Бриллианты
Электрический
Электрик
Пожаротушение
Садоводство
Домашняя экономика
Садоводство
ОВКВ
Дизайн интерьера
Ландшафтная архитектура
Массажная терапия
Металлургия
Военный
Борьба с вредителями
Сантехника
Полицейская
Сточные Воды
Сварка
Закон
Австралийский закон
Банкротство
экзамен на адвоката
Предпринимательское право
Калифорнийский экзамен на адвоката
Экзамен CIPP
Гражданский процесс
Конституционное право
Договорное право
Корпоративное право
Уголовное право
Свидетельство
Семейное право
Экзамен на адвоката во Флориде
Страховое право
Интеллектуальная собственность
Международный закон
Закон
Закон и этика
Правовые исследования
Судебные разбирательства
МБЭ
MPRE
Фармацевтическое право
Имущественное право
Закон о недвижимости
Техасский экзамен на адвоката
Правонарушения
Трасты и поместья
Здоровье и фитнес
Альтернативная медицина
Класс здоровья и фитнеса
Здоровье и развитие человека
Урок здоровья
Наука о здоровье
Развитие человека
Рост и развитие человека
Душевное здоровье
Здравоохранение
НАСМ СРТ
Спорт и кинезиология
Йога
Тренер по здоровью ACE
Бизнес и финансы
Бухгалтерский учет
Бизнес
экономика
Финансы
Управление
Маркетинг
Недвижимость
Технологии и инженерия
Архитектура
Биотехнология
Компьютерное программирование
Информатика
Инжиниринг
Графический дизайн
Информационной безопасности
Информационные технологии
Информационные системы управления
Еда и напитки
Бармен
Готовка
Кулинарное искусство
гостеприимство
Питание
Вино и спиртные напитки
Изобразительное искусство
Искусство
История искусства
танец
Музыка
Другое изобразительное искусство
Случайное знание
Астрология
Блэк Джек
Культурная грамотность
Реабилитация знаний
Мифология
Национальные столицы
Люди, которых вы должны знать
Покер
Чаша викторины
Спортивные мелочи
Карты Таро
Посмотреть полный индекс
Сварка домиков от подруги.
 Сварочный трансформатор своими руками. Схема, описание. Видео: Самодельный скребковый сварочный аппарат
Сварочный трансформатор своими руками. Схема, описание. Видео: Самодельный скребковый сварочный аппарат В настоящее время трудно представить любую работу с металлом без использования сварочного аппарата. С помощью этого приспособления Вы сможете легко соединять или резать железо различной толщины и размеров. Естественно для выполнения качественной работы Вам потребуются определенные навыки в этом деле, но в первую очередь нужен сам сварщик. В наше время его можно естественно купить, как в принципе и нанять сварщика, но в этой статье мы поговорим о том, как сделать сварочный аппарат своими руками.К тому же, при всем богатстве разных моделей, надежные стоят довольно дорого, а дешевые не блещут качеством и долговечностью. Но даже если вы решите купить сварочный аппарат в магазине — знакомство с этой статьей поможет выбрать необходимое устройство, так как вы будете знать основы их схемотехники. Веллеры бывают нескольких видов: постоянного тока, переменные, трехфазные и инверторные. Для того, чтобы определить, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно применить без особых навыков в домашних условиях.
Для того, чтобы определить, какой вариант вам нужен, рассмотрим конструкцию и устройство первых двух типов, которые можно применить без особых навыков в домашних условиях.
На переменном токе
Данный тип сварочного аппарата является одним из самых распространенных вариантов, как в промышленности, так и в личных подсобных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко сделать в домашних условиях, что подтверждает фото ниже. Для этого нужно иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочного аппарата. Простыми словами сварочный аппарат переменного тока – это нижний трансформатор большой мощности.
Оптимальное напряжение при работе со сварочным аппаратом, собранным в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно рассчитать, какого сечения должен быть провод, чтобы сделать первичную обмотку трансформатора (та, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальным считается 7 кв. мм, потому необходимо учитывать и возможную дополнительную нагрузку, а также необходимый запас прочности.Получаем, что оптимальный диаметр медных проводников первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевую проволоку, чтобы сделать сварочный аппарат своими руками, сечение для медной проволоки необходимо умножить на коэффициент 1,6.
Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальным считается 7 кв. мм, потому необходимо учитывать и возможную дополнительную нагрузку, а также необходимый запас прочности.Получаем, что оптимальный диаметр медных проводников первичной обмотки понижающего трансформатора должен быть 3 мм. Если вы решили взять алюминиевую проволоку, чтобы сделать сварочный аппарат своими руками, сечение для медной проволоки необходимо умножить на коэффициент 1,6.
Важно, что провода в тряпичной оплетке нельзя использовать с проводниками в поливинилхлоридной изоляции — она расплавляется при нагреве проводов и возникает. Если у вас нет проводов нужного диаметра, можно использовать более тонкие жилы, наматывая их параллельно.Но тогда следует учитывать, что толщина обмотки увеличится, да и габариты самого устройства увеличатся. При этом следует иметь в виду, что ограничивающим фактором может быть свободное окно в жиле и провод туда может просто не пройти. Для вторичной обмотки можно использовать толстый многожильный медный провод — такой же, как жил на держателе.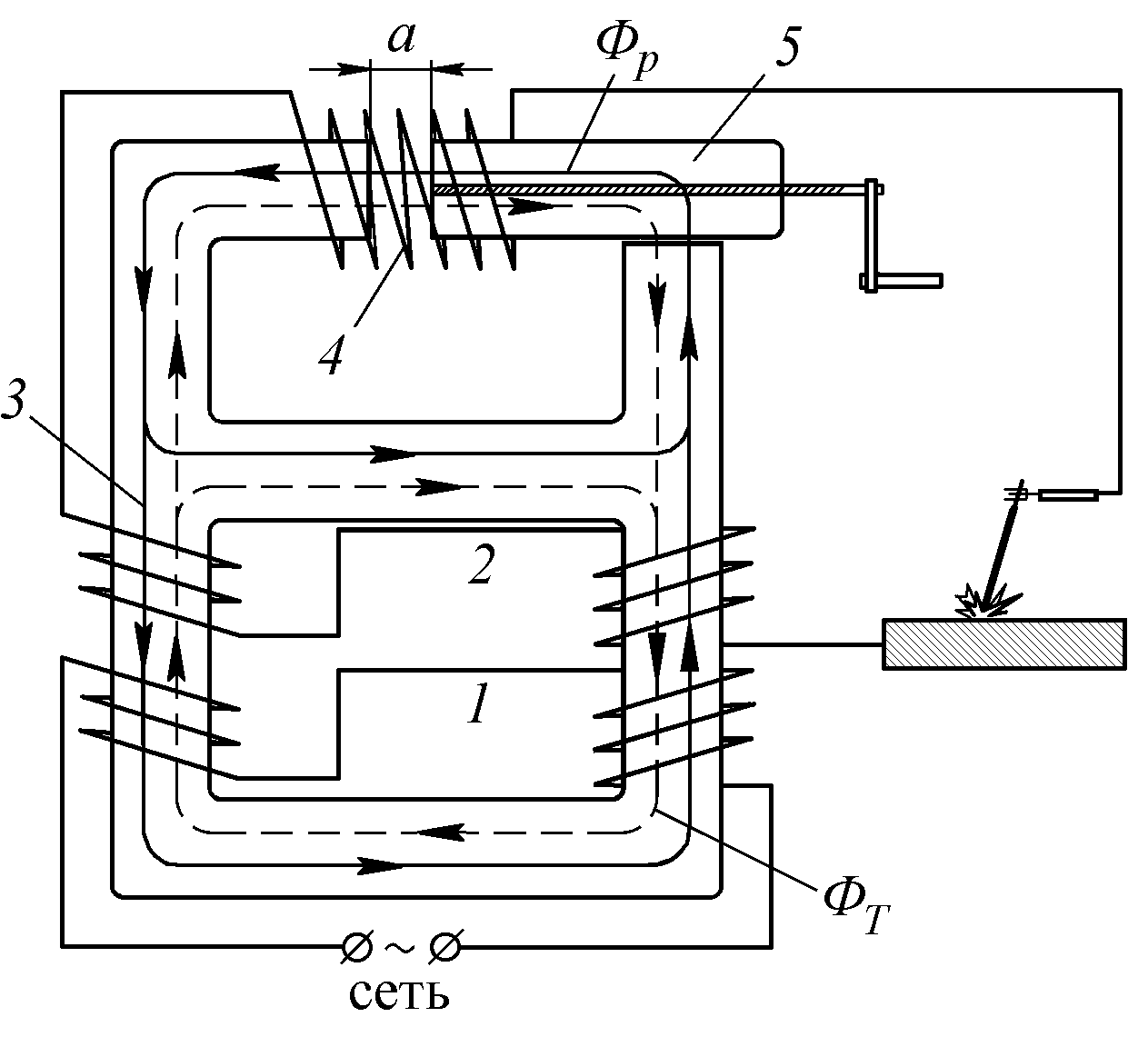 Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напоминаем, что мы ориентируемся на 120 — 160а) и длинны проводов.
Его сечение следует выбирать исходя из силы тока во вторичной обмотке (напоминаем, что мы ориентируемся на 120 — 160а) и длинны проводов.
В первую очередь необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник должен быть изготовлен из листов трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения. Перед тем, как собрать ядро, нужно рассчитать его размеры, делается это следующим образом:
- Сначала вычисляется величина окна.Те. Размеры C и D на рис. 1 Необходимо выбрать размещение всех обмоток трансформатора.
- Во-вторых, площадь рулона, которая рассчитывается по формуле: ЭКРАН = А*В, должна быть не менее 35 кв. Смотрите, если СКРЕН больше — тогда трансформатор будет меньше греться и соответственно дольше работать, и вам не нужно будет полностью прерываться, чтобы он остыл. Лучше, чтобы СКРЕНА была 50 квадратных метров. см.
 Лучше, чтобы СКРЕНА была 50 квадратных метров. см.
Лучше, чтобы СКРЕНА была 50 квадратных метров. см.Далее приступаем к сборке пластин самодельного сварочного аппарата.Необходимо взять М-образные пластины и сложить их, как показано на рисунке 2, пока не получится сделать сердцевину необходимой толщины. После этого крепим его болтами по углам. В конце необходимо обработать поверхность пластин до поверхности пластин и выставить их, обмотав тряпичной изоляцией для дополнительной защиты трансформатора от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата от понижающего трансформатора. В начале будим первичную обмотку, которая будет состоять из 215 витков, как показано на рисунке 3.
Ответвление желательно сделать от 165 и 190 витков. Сверху на трансформатор прикрепите толстую текстолитовую пластину. Концы обмоток закреплены на нем с помощью болтового соединения, что первый болт — это общий провод, второй — ответвление от 165 витка, 3-й — ответвление от 190 витка и 4-й — от 215-й. Это даст возможность впоследствии регулировать силу тока при сварке, переключая между собой разные выводы Вашего сварочного аппарата. Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее получится настройка.
Это очень важная функция, и чем больше ответвлений вы сделаете, тем точнее получится настройка.
После вставания обмотки 70 и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывается со стороны сердечника — там, где намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% на 40%. Это способствует тому, что после того, как вы поймаете дугу и начнете сварку, вихревые токи будут частично отключать работу обмотки с большим числом витков, что снизит сварочный ток, а соответственно улучшит качество шва.Таким образом, дугу будет легко вызывать, но слишком большая сила тока не помешает качественному приготовлению пищи. Концы обмотки также будем закреплять с помощью болта на текстолитовой пластине. Можно их не прикреплять, а провести провода прямо к держателю электродов и крокодилу по земле, это снимет соединения там, где напряжение и нагрев потенциально могут быть. Для лучшего охлаждения крайне желательно установить вентилятор на обдув, например, от холодильника или микроволновки.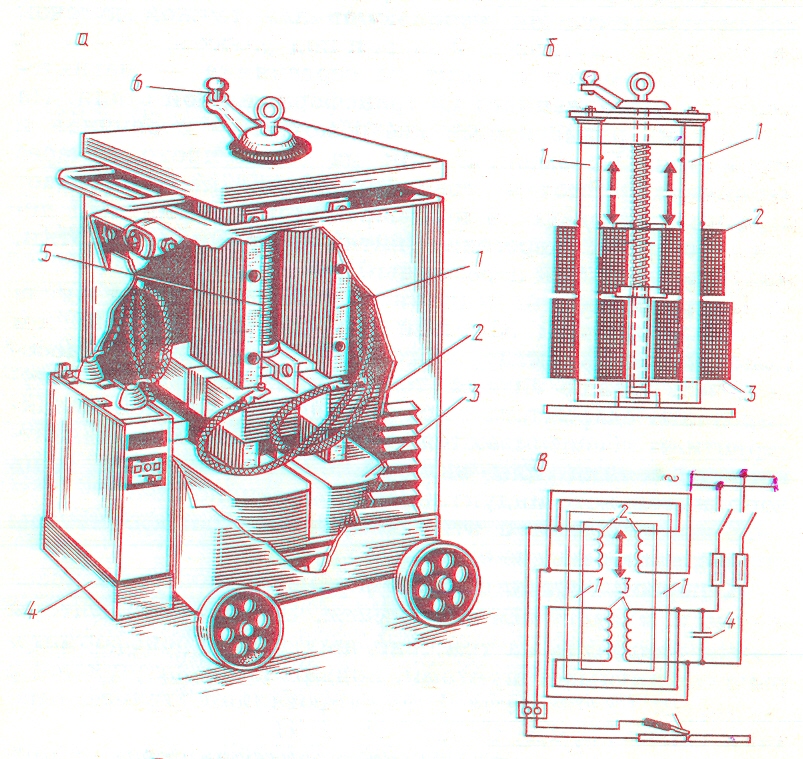
Теперь ваш самодельный сварочный аппарат готов.Подключив держатель и массу к вторичной обмотке, нужно подключить сеть к габаритному проводу и проводу, отходящему от 215-го витка первичной обмотки. Если нужно увеличить силу тока, то можно сделать меньшее количество витков первичной обмотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно с помощью сопротивления из рассола, состоящего из изогнутой пружины, соединенной с держателем. Всегда необходимо следить за тем, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток.Для этих целей можно даже установить электронный термометр.
Таким способом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как видите, инструкция не слишком сложная и собрать устройство самостоятельно сможет даже неопытный электрик.
На постоянном токе
Для некоторых видов сварки требуется сварочный аппарат постоянного тока. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не более чем за 15 минут, переделав самодельный на переменный ток.Для этого выпрямитель, собранный на диодах, необходимо подключить ко вторичной обмотке. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подходят диоды Д161.
Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не более чем за 15 минут, переделав самодельный на переменный ток.Для этого выпрямитель, собранный на диодах, необходимо подключить ко вторичной обмотке. Что касается диодов, то они должны выдерживать ток 200 А и иметь хорошее охлаждение. Для этого подходят диоды Д161.
Выровнять ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: Емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указана на рисунке ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для поступления тока на привариваемую часть детали.
Трехфазные сварочные аппараты применяются для сварки в производственных условиях, на них устанавливаются двухэлектродные держатели, поэтому в данной статье мы их рассматривать не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогих радиодеталей и сложный процесс настройки с использованием специального оборудования. Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Однако мы все же рекомендуем вам ознакомиться с конструкцией инвертора на видео ниже.
Визуальные мастер-классы
Итак, если вы решили сделать сварочный аппарат в домашних условиях, рекомендуем посмотреть приведенные ниже видео-уроки, которые наглядно покажут, как самому собрать простой сварочный аппарат из материалов бакалавриата, а также разъяснят вам некоторые тонкости и нюансы работы:
Теперь вы знаете основные принципы устройства сварочных аппаратов и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, воспользовавшись инструкцией из нашей статьи.
Читайте также:
В любой мастерской по металлообработке очень удобно работать, если есть сварочный аппарат. С его помощью можно надежно соединить металлические детали или конструкции, вырезать отверстия или даже просто вырезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное хорошо разобраться, а умение делать красивый и надежный шов приходит с опытом.
Переменный выходной ток
Дома, на даче чаще всего встречаются такие устройства.На многих фото сварочного оборудования видно, что оно делается своими руками.
Важнейшими составляющими для такого аппарата являются провод для двух обмоток и сердечник для них. По сути, это трансформатор для снижения напряжения.
Размеры провода
Прибор вполне нормально будет работать при напряжении на выходе 60 вольт и токе до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров.Для алюминиевого провода сечение должно быть в 1,6 раза больше.
Изоляция проводов Необходимо использовать тканевую, так как провода в процессе работы сильно нагреваются и пластик просто плавится.
Выключать первичную обмотку нужно очень аккуратно и аккуратно, так как она имеет много витков и находится в зоне высокого напряжения.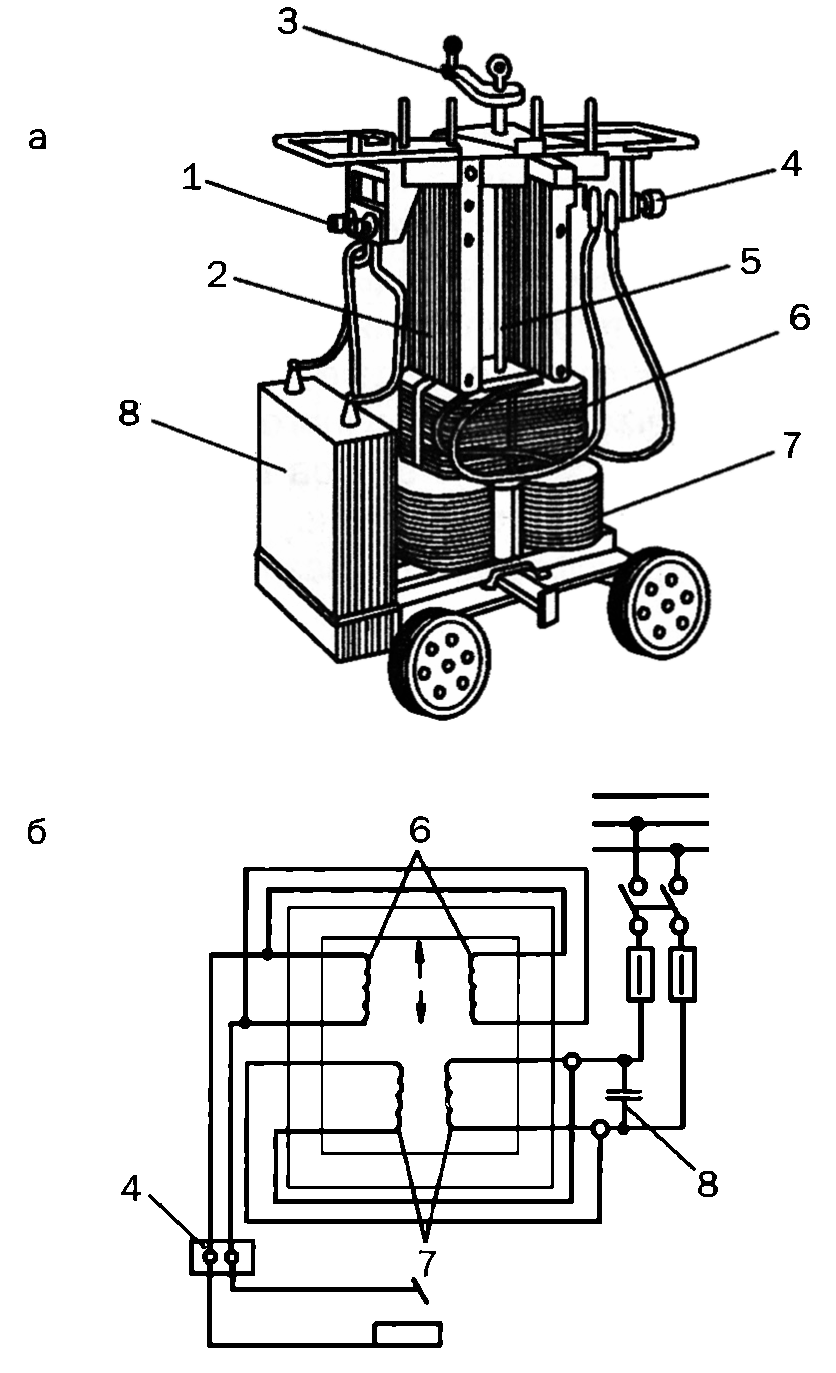 Желательно, чтобы провод был без разрывов, но если под рукой нет нужной длины, отрезки необходимо закрепить и спаять.
Желательно, чтобы провод был без разрывов, но если под рукой нет нужной длины, отрезки необходимо закрепить и спаять.
Вторичная обмотка
Для вторичной обмотки можно взять медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких жил. Сечение составляет от 10 до 24 квадратных миллиметров.
Катушку очень удобно наматывать отдельно от сердечника, например на деревянную заготовку, а затем набирать пластины из трансформаторной стали на готовую, надежно изолированную обмотку.
Прочная проволока
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ.На расстоянии 30 метров (более или менее, в зависимости от расчетов) надежно закреплены два крючка. Между ними натягивается нужное количество тонкой проволоки, из которой будет вытягиваться многожильный проводник. Затем один конец снимается с крючка и вставляется в электродрель.
На малых витках пучок проводов равномерно закручен, его общая длина немного уменьшится. Накройте провода (отдельно каждую жилу), чтобы наполнить и тщательно отсосать. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Накройте провода (отдельно каждую жилу), чтобы наполнить и тщательно отсосать. Затем изолируйте весь провод, желательно изоляционным материалом на текстильной основе.
Ядро
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Их набирают из плит толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились оба витка, а площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайки все туго затягиваются.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы из обмотки на 165 и 190 витков.
Все контакты закреплены на пластине из изоляционного материала и подписаны. Схема такая: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Вторичная обмотка состоит из 70 витков.
Инвертор
Можно собрать еще один сварочный аппарат — это инвертор.Он имеет ряд положительных отличий от трансформера. Самое первое, что бросается в глаза, это его небольшой вес. Всего несколько килограммов. Вы можете работать, не снимая устройство с плеча. Затем работает постоянный ток, он позволяет создать более аккуратный шов, а дуга не так прыгает. Легче работать начинающим сварщикам.
Детали для сборки такого устройства продаются в магазинах и на рынке. Нужно только знать маркировку.Особого внимания требует качество транзисторов, т.к. они находятся в наиболее нагруженной зоне конструктивной схемы инвертора. Для охлаждения прибора используется принудительная вентиляция в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список трансформаторов различных конструкций, инверторов, сварочных полуавтоматов и автоматов. Такие устройства позволяют работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовым железом.
Такие устройства позволяют работать с чугуном и сталью, алюминием и медью, нержавеющей сталью и тонколистовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил техники безопасности на всех этапах создания и эксплуатации таких устройств.
Фото Сварочный аппарат дома
2 Инверторная сварка – современный аппарат, пользующийся широкой популярностью благодаря небольшому весу аппарата и его габаритам.Инверторный механизм основан на использовании полевых транзисторов и силовых ключей. Чтобы стать обладателем сварочного аппарата, вы можете зайти в любой магазин инструментов и приобрести такую полезную вещь. Но есть способ гораздо более экономичный, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и предстоит обратить внимание на этот материал и рассмотреть, как сделать сварку в домашних условиях, что понадобится и как выглядят схемы.
Именно второму способу и предстоит обратить внимание на этот материал и рассмотреть, как сделать сварку в домашних условиях, что понадобится и как выглядят схемы.
Инверторный сварочный аппарат — это не что иное, как блок питания, тот самый, который сейчас используется в современных компьютерах.Что лежит в основе работы инвертора? Инвертор, наблюдается следующая схема преобразования электроэнергии:
2) Ток с постоянной синусоидой преобразуется в переменную с высокой частотой.
3) наблюдается снижение значения напряжения.
4) Ток выпрямляется с сохранением нужной частоты.
Перечень таких преобразований электрической цепи Нужны для того, чтобы иметь возможность уменьшить массу аппарата и его габаритные размеры.Ведь, как известно, старые сварочные аппараты, принцип работы которых основан на уменьшении значения напряжения и увеличении тока для вторичной обмотки трансформатора. В результате из-за большого значения силы тока происходит дуговая сварка металлов. Чтобы сила тока увеличилась, а напряжение уменьшилось, на вторичной обмотке уменьшается число витков, но увеличивается сечение проводника. В итоге можно отметить, что трансформаторный сварочный аппарат имеет не только значительные габариты, но и приличный вес.
Чтобы сила тока увеличилась, а напряжение уменьшилось, на вторичной обмотке уменьшается число витков, но увеличивается сечение проводника. В итоге можно отметить, что трансформаторный сварочный аппарат имеет не только значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант выполнения сварочного аппарата посредством инверторной схемы. Принцип инвертора основан на увеличении частоты тока до 60 и даже 80 кГц, за счет чего уменьшаются масса и габариты самого устройства. Все, что требовалось для реализации инверторного сварочного аппарата, это увеличить частоту в тысячи раз, что стало возможным благодаря использованию полевых транзисторов.
Транзисторыобеспечивают связь с частотой около 60-80 кГц.В схему питания транзистора поступает постоянная величина тока, что обеспечивается применением выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание величины напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор.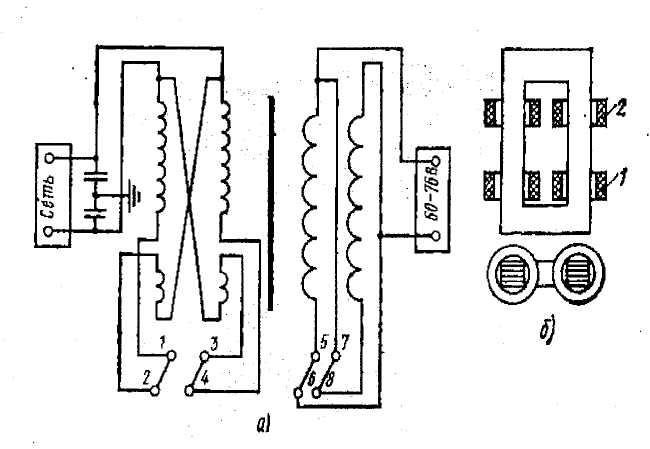 Но при этом в качестве трансформатора используется уменьшенная катушка. Почему используется катушка, ведь частота тока, который подается на трансформатор, уже равна 1000 раз за счет полевых транзисторов.В результате получаем аналогичные данные, как и при трансформаторной сварке, только с большой разницей веса и габаритов.
Но при этом в качестве трансформатора используется уменьшенная катушка. Почему используется катушка, ведь частота тока, который подается на трансформатор, уже равна 1000 раз за счет полевых транзисторов.В результате получаем аналогичные данные, как и при трансформаторной сварке, только с большой разницей веса и габаритов.
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитана, в первую очередь, на напряжение 220 вольт и силу тока 32 ампера. Уже после преобразования энергии на выходе ток увеличится почти в 8 раз и достигнет 250 ампер. Такого тока достаточно для создания прочного шовного электрода на расстоянии до 1 см.Для реализации инверторного блока питания необходимо будет использовать следующие комплектующие:
1) трансформатор, состоящий из ферритового сердечника.
2) Обмотка первичного трансформатора 100 проводами диаметром 0,3 мм.
3) Три вторичные обмотки:
— внутренний: 15 витков и диаметр проволоки 1 мм;
— средний: 15 витков и диаметром 0,2 мм;
— Наружный: 20 оборотов и диаметр 0. 35 мм.
35 мм.
Кроме того, для сборки трансформатора потребуются следующие элементы:
— провода медные;
— стекловолокно;
— Текстолит;
— сталь электротехническая;
— Материал хлопок.
Как выглядит схема инверторной сваркиДля того, чтобы понять, что же такое на самом деле сварочный инвертор, необходимо рассмотреть приведенную ниже схему.
Электрическая цепь инверторной сварки
Все эти составляющие необходимо соединить и тем самым получить сварочный аппарат, который станет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема инверторного блока питания
Плата, на которой расположено устройство, монтируется отдельно от блока питания. Разделителем между силовой частью и источником питания является металлический лист, соединенный с электрически подключенным блоком.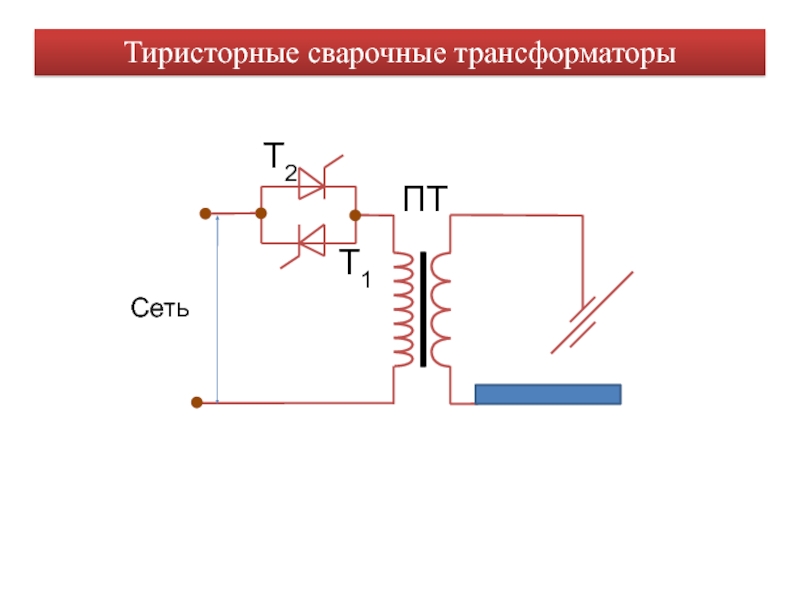
Проводники служат для управления переходами, крепления которых необходимо замыкать в транзисторах. Эти проводники соединены в пару друг с другом, и сечение этих проводников особой роли не играет. Единственное, что важно учитывать, это длина проводников, которая не должна превышать 15 см.
Для человека, не знакомого с основами электроники, прочитать такого рода схемы проблематично, не говоря уже о назначении каждого элемента.Поэтому, если у вас нет навыков работы с электроникой, лучше попросить знакомого мастера помочь разобраться. Вот, например, ниже показана схема питания инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание +(видео)Чтобы собрать инверторный сварочный аппарат, необходимо выполнить следующие действия:
1) Корпус .В качестве сварочного случая рекомендуется использовать старую системную систему от компьютера. Он подходит лучше всего, так как имеет необходимое количество вентиляционных отверстий. Можно использовать старую 10-литровую канистру, в которой можно прорезать отверстия и поставить кулер. Для повышения прочности конструкции из системы системы необходимо разместить металлические уголки, закрепленные с помощью болтовых соединений.
Можно использовать старую 10-литровую канистру, в которой можно прорезать отверстия и поставить кулер. Для повышения прочности конструкции из системы системы необходимо разместить металлические уголки, закрепленные с помощью болтовых соединений.
2) Блок питания сборки. Важным элементом блока питания является трансформатор. В качестве основы трансформатора рекомендуется использовать ферритовый 7х7 или 8х8.Для первичной обмотки трансформатора провод наматывают по всей ширине сердечника. Такая важная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве провода необходимо использовать медные провода марки Пав-2, а при отсутствии шины провода соединяют в один пучок. Для изоляции первичной обмотки используется стекловолокно. Сверху после слоя стеклоткани необходимо намотать шипы экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового агрегата выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора используются два типа сердечников: Х20Х208 2000 нм. Между обоими элементами важно обеспечить зазор, который решается расположением газетной бумаги. Для вторичной обмотки трансформатора характерна катушка охладителя в несколько слоев. На вторичной обмотке трансформатора необходимо уложить три слоя проводов, а между ними установить прокладки из фторопласта. Важно между обмотками расположить усиленный изолирующий слой, что позволит избежать обрыва напряжения на вторичную обмотку.Необходимо установить конденсатор напряжения не менее 1000 вольт.
В качестве силового агрегата выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора используются два типа сердечников: Х20Х208 2000 нм. Между обоими элементами важно обеспечить зазор, который решается расположением газетной бумаги. Для вторичной обмотки трансформатора характерна катушка охладителя в несколько слоев. На вторичной обмотке трансформатора необходимо уложить три слоя проводов, а между ними установить прокладки из фторопласта. Важно между обмотками расположить усиленный изолирующий слой, что позволит избежать обрыва напряжения на вторичную обмотку.Необходимо установить конденсатор напряжения не менее 1000 вольт.
Трансформаторы вторичной обмотки от старых телевизоров
Для обеспечения циркуляции воздуха между обмотками нужно оставить воздушный зазор. На ферритовом сердечнике собран трансформатор тока, который включен в цепь к плюсовой линии. Сердечник необходимо обернуть термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовый аппарат.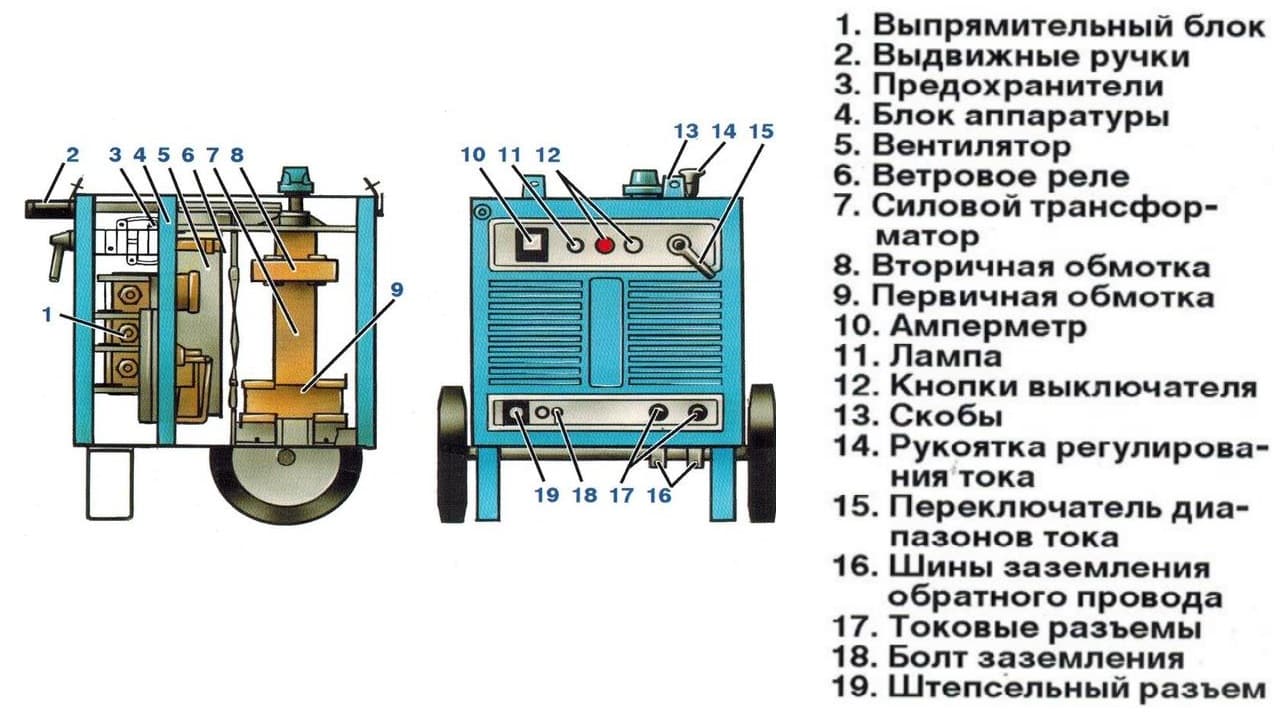 Выпрямительные диоды крепятся к алюминиевой пластине радиатора.Выходы этих диодов следует подключить к неизолированным проводам, сечение которых 4 мм.
Выпрямительные диоды крепятся к алюминиевой пластине радиатора.Выходы этих диодов следует подключить к неизолированным проводам, сечение которых 4 мм.
3) Блок инвертора . Основное назначение инверторной системы — преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты применяются и специальные полевые транзисторы. Ведь транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше реализовать схему на основе 2-х менее мощных.Это необходимо для того, чтобы иметь возможность стабилизировать текущую частоту. Схема не может обойтись без конденсаторов, которые подключаются последовательно и позволяют решать такие задачи:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенку корпуса установите вентиляторы охлаждения, для этого можно использовать компьютерные кулеры. Они нужны для того, чтобы обеспечить охлаждение рабочих элементов.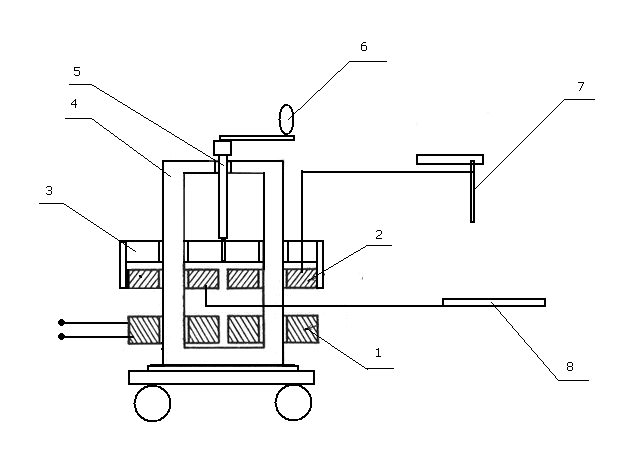 Чем больше вентиляторов будет использовано, тем лучше. В частности, необходимо установить два вентилятора для обдува вторичного трансформатора.Один ответвитель Пара для обдува радиатора, тем самым не допуская перегрева рабочих элементов — диодов выпрямителя. Диоды крепятся на радиатор следующим образом, как показано на фото ниже.
Чем больше вентиляторов будет использовано, тем лучше. В частности, необходимо установить два вентилятора для обдува вторичного трансформатора.Один ответвитель Пара для обдува радиатора, тем самым не допуская перегрева рабочих элементов — диодов выпрямителя. Диоды крепятся на радиатор следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото термостата
Рекомендуется устанавливать на самый нагреваемый элемент. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании питание инверторного устройства будет отключено.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому обязательным условием является наличие двух мощных охладителей. Эти кулеры или вентиляторы расположены на корпусе устройства так, что работают на вытяжку.
Поступать свежий воздух Система будет в отверстиях в корпусе устройства.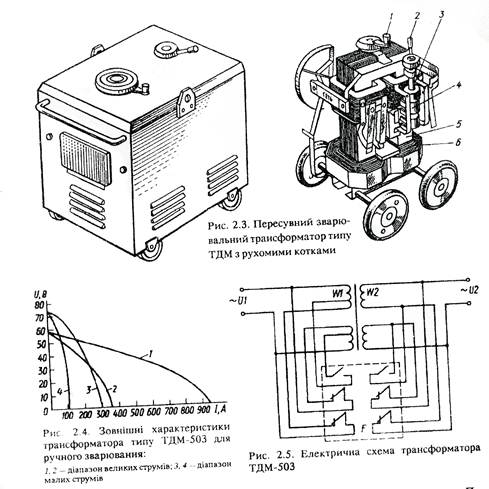 В системном блоке эти отверстия уже есть, и если вы используете какой-либо другой материал, не забудьте обеспечить приток свежего воздуха.
В системном блоке эти отверстия уже есть, и если вы используете какой-либо другой материал, не забудьте обеспечить приток свежего воздуха.
5) Плата для пайки Является ключевым фактором, так как вся схема основана на плате. На плате диоды и транзисторы важно устанавливать встречно друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с которыми связана вся цепочка электроприбора. Цепь питания рассчитана на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ позволяет сбросить избыточную мощность обратно в цепь.На выходе трансформатора расположены конденсаторы и заглушки, с помощью отклонений перенапряжения на выходе вторичной обмотки.
6) Настройка и отладка . После того, как инверторная сварка будет собрана, необходимо будет провести еще некоторые процедуры, в частности настроить работу агрегата. Для этого подключите к ШИМ (широтно-импульсному модулятору) напряжение 15 вольт и кулер. Дополнительно включается в цепь реле через резистор R11. Реле включено в цепь во избежание скачков напряжения в сети 220 В. Обязательно контроль включения реле, после чего на него подается питание ШИМ. В результате должна наблюдаться картина, при которой на ШИМ-диаграмме должны исчезнуть прямоугольные участки.
Реле включено в цепь во избежание скачков напряжения в сети 220 В. Обязательно контроль включения реле, после чего на него подается питание ШИМ. В результате должна наблюдаться картина, при которой на ШИМ-диаграмме должны исчезнуть прямоугольные участки.
Устройство самодельного инвертора с описанием элементов
О правильности соединений цепей можно судить в том случае, если при настройке реле реле показывает 150 мА.В случае, когда наблюдается слабый сигнал, это говорит о неправильном подключении платы. Возможно, есть пробой одной из обмоток, поэтому для устранения помех потребуются все питающие электрические трубы.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства После всех сборочных и наладочных работ остается только проверить работоспособность полученного сварочного аппарата.Для этого устройство питается от электросети 220 В, после чего выводятся высокие показатели силы тока и показания осциллографа. В нижнем контуре напряжение должно быть в перераспределении 500 В, но не более 550 В. Если все выполнить правильно при строгом подборе электроники, то показатель напряжения не превысит 350 В.
В нижнем контуре напряжение должно быть в перераспределении 500 В, но не более 550 В. Если все выполнить правильно при строгом подборе электроники, то показатель напряжения не превысит 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и разделяем шов до полного выгорания электрода.После этого важно приступить к температуре трансформатора. Если трансформатор просто кипит, то схема имеет свои недостатки и рабочий процесс лучше не продолжать.
После вскрытия 2-3 швов радиаторы прогреваются до высокой температуры, после чего важно дать им остыть. Для этого достаточно 2-3-минутной паузы, в результате которой температура снижается до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратом После включения самодельного автомата в цепь контроллер в автоматическом режиме установит определенную силу тока.Когда напряжение на проводе менее 100 вольт, это свидетельствует о неисправности устройства.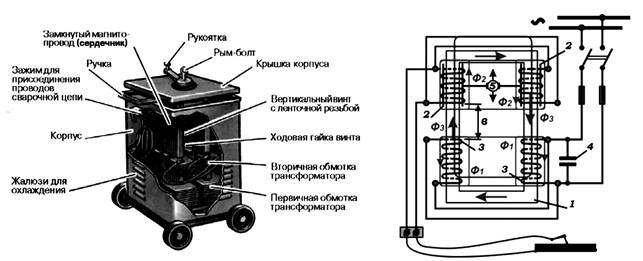 Придется разбирать устройство и заново проверять правильность сборки.
Придется разбирать устройство и заново проверять правильность сборки.
С помощью данного типа сварочного аппарата можно осуществлять шипование не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, нужно не только владение электротехникой, но и свободное время для воплощения идей.
Инверторная сварка незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не приобрели такой инструмент, то можете сделать его своими руками.
Оборудование для сварочных работ Не обязательно покупать в магазине. Это можно сделать в домашней мастерской. Ведь на самом деле конструкция простейшего устройства элементарна и затрудняет сборку. Для этого требуются лишь некоторые компоненты и некоторые знания в области электротехники.
Как сделать простой и в то же время функциональный аппарат для сварочных работ и что для этого потребуется – об этом далее в нашей статье.
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Все сварочные работы основаны на преобразовании электрического тока из сети. В бытовом использовании доступно электричество с напряжением 220 вольт и силой тока 16-32 ампер.
Как известно, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, и обеспечивается ее ток, измеряемый в амперах (простым языком, это количество электронов, подаваемых на электрод). Чем больше заряд, тем производительнее будет устройство.
Для увеличения мощности используются трансформаторы, которые снижают напряжение в несколько раз, но увеличивают поток потока электронов, что позволяет подавать такой ток для формирования сварочной дуги.
Трансформатор является основным элементом, позволяющим собрать простейший аппарат, работающий на переменном токе.
Основой трансформатора является размножитель магнитопровода (сердечник из трансформаторной стали), на который намотаны обмотки: первичная, из более тонкого провода и большого числа витков. и вторичный, состоящий из толстого кабеля с наименьшей намоткой.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старыми силовыми трансформаторами.
Питание осуществляется от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет обмотки одна к другой, между ними обязательно располагается изоляционный слой! Ток от одной обмотки к другой передается через магнитопровод.
Для полноценной работы желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и других элементов, а также прием перерывов в охлаждении.
Работа выполняется следующим образом. Ставим заготовку между электродами и включаем ток. Ставим точку, отключаем питание и перемещаем пункт.
Такая микроволновая сварка своими руками обеспечит сварку очень тонких конструкций. Увеличьте мощность, подключив два трансформатора. Но при этом важно правильно собрать такой узел, иначе неминуемо замыкание.

Сварка постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить разные марки стали.Но некоторые металлы при сварке электродуговым методом требуют наличия постоянного тока для получения качественного соединения.
Для сборки такого устройства к трансформатору потребуется добавить выпрямитель и дроссель для сглаживания тока.
Выпрямители собраны из диодов, способных выдерживать большую мощность (до 200 ампер). Они обычно габаритные и к тому же требуют сборки системы охлаждения. Диоды установлены параллельно для увеличения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить качественные швы при сварке нержавеющей стали или алюминия.
Все ли
Сегодня в интернете можно найти множество схем и конструкций различного сварочного оборудования. От простейших массивных трансформаторных аппаратов до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводились с помощью габаритных трансформаторов, чаще всего самодельных.Их функции позволяют готовить различные конструкции с использованием стальных деталей. И многие опытные сварщики варят такими аппаратами цветные металлы или чугун. Более того, сегодня улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе, что затрудняет работу с нержавеющей сталью или, например, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и скромную мобильность.И если для мастерской это не проблема, то высотные работы затруднены. Но главная проблема трансформаторной сварки самодельного изготовления – это точность установки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Но главная проблема трансформаторной сварки самодельного изготовления – это точность установки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных приемов также значительно упрощаются благодаря тонкостенным металлам и изделиям, которые можно быстро закрепить. Но для создания действительно мощного устройства потребуется больше компонентов, а они не всегда есть в наличии (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет уместна, если у вас есть почти все необходимое: трансформаторы, выпрямители, транзисторы и другие. Иначе зачем утомлять поиск и сборку аппарата с сомнительной мощностью и настройкой, если он сегодня стоит 50-100$? А для небольших объемов такого устройства будет более чем достаточно?
Что можно добавить к этому материалу? Поделитесь опытом сборки самодельного сварочного оборудования, особенно схемами сборки. Как вы считаете: насколько эффективно использование таких устройств в быту? Оставляйте свои комментарии в блоке обсуждения к этой статье.
Никакая работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любого размера и толщины. Хорошее решение — сделать сварку своими руками, т.к. хорошие модели стоят дорого, а дешевые — некачественно. Для реализации идеи самостоятельного изготовления сварщика необходимо приобрести специальное оборудование, позволяющее проверить качественные навыки специалиста в реальных условиях.
Типы и характеристики прибора
После того, как все необходимые условия подготовительного этапа соблюдены, появилась возможность сделать сварочный аппарат своими руками.Сегодня существует множество концептуальных схем, по которым можно сделать устройство. Действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на принадлежность аппаратов к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, что позволяет использовать его в бытовых условиях. Устройства переменного тока способны обеспечить номенклатурное качество сварных соединений. Агрегат этого типа легко найдет себе применение в быту. При обслуживании недвижимого имущества, находящегося в частном секторе.
Важной характеристикой этого устройства является работа от переменного тока, что позволяет использовать его в бытовых условиях. Устройства переменного тока способны обеспечить номенклатурное качество сварных соединений. Агрегат этого типа легко найдет себе применение в быту. При обслуживании недвижимого имущества, находящегося в частном секторе.
Для сборки такого устройства необходимо иметь:
- Около 20 метров кабеля или большого сечения.
- Металлическая основа с высокой магнитной проницаемостью, которая будет использоваться в качестве сердечника трансформатора.
Оптимальной конфигурацией сердечника является основание сердечника П-образной формы. Теоретически легко можно увидеть сердечник любой другой конфигурации, например, круглой формы, взятой у статора пришедшего в негодность электродвигателя.Но на практике победить обмотку по аналогичному поводу гораздо сложнее.
Площадь поперечного сечения для сердечника, относящегося к самодельному сварочному аппарату самодельного образца, составляет 50 см 2 .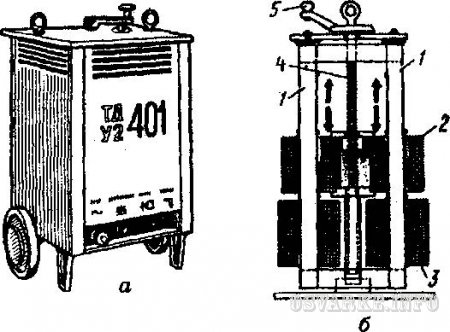 Этого будет достаточно, чтобы применить при монтаже стержень диаметром от 3 до 4 мм. Использование большего сечения приведет лишь к увеличению массы конструкции, а эффективности устройства выше не будет.
Этого будет достаточно, чтобы применить при монтаже стержень диаметром от 3 до 4 мм. Использование большего сечения приведет лишь к увеличению массы конструкции, а эффективности устройства выше не будет.
Производственные инструкции
Для первичной обмотки необходимо использовать медный провод с высокими показателями нагревостойкости, так как при выполнении сварочных работ он будет подвергаться воздействию высокой температуры. Используемый провод необходимо выбирать в стекловолоконной или хлопчатобумажной изоляции , предназначенный для стационарного использования в зоне высоких температур.
Для намотки трансформатора не допускается применение провода с поливинилхлоридной изоляцией, который при нагреве моментально приходит в негодность. В некоторых случаях изоляция обмотки трансформатора изготавливается самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или из стеклоткани, нарезав ее на полосу шириной около 2 см, обмотать подготовленную проволоку и пропитать повязку любым лаком с электротехническими свойствами.
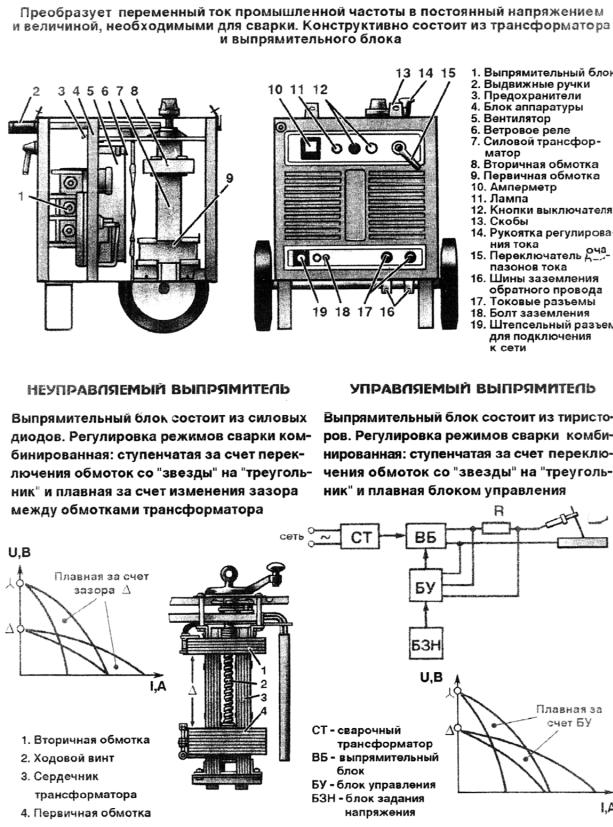 Такая изоляция на термокрекерах не уступит ни одному заводскому аналогу.
Такая изоляция на термокрекерах не уступит ни одному заводскому аналогу.Промыть катушки по определенному принципу. Изначально половина первичной обмотки является обмоткой, за которой следует половина вторичной. Затем приступайте ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмоток вставляют фрагменты картонных лент, стеклоткани или прессованной бумаги.
Установочное оборудование
Далее следует настроить.Делается путем включения оборудования в сеть и снятия проб напряжения со вторичной обмотки. Величина напряжения на нем должна быть от 60 до 65 вольт.
Точная подгонка параметров осуществляется за счет уменьшения или увеличения длины намотки. Для получения качественного результата значение напряжения на вторичной обмотке следует подогнать под заданные параметры.
Первичная обмотка готового сварочного трансформатора соединяется с кабелем стеклопластика или проводом СВРП, который будет использоваться для подключения к сети.
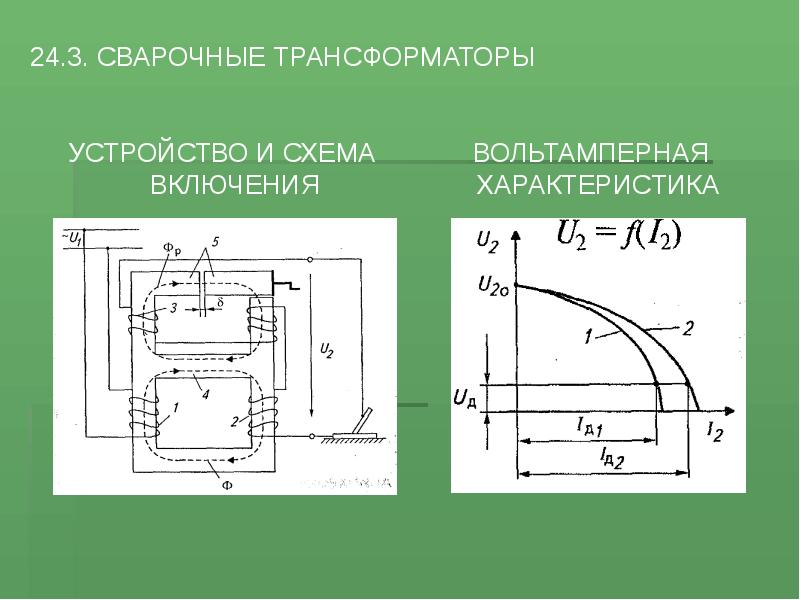 Один из выводов вторичной обмотки подается на клемму, к которой в дальнейшем будет подключена «масса», а второй подается на клемму, соединенную с кабелем. Последняя процедура завершена, и новый сварочный аппарат готов к работе.
Один из выводов вторичной обмотки подается на клемму, к которой в дальнейшем будет подключена «масса», а второй подается на клемму, соединенную с кабелем. Последняя процедура завершена, и новый сварочный аппарат готов к работе.Производство мелкого заполнителя
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора Советского ТВ. Его можно легко использовать для получения вольтовой дуги. Чтобы получилось правильно, между выводами автотрансформатора подключаются графитовые электроды. Эта простая конструкция позволяет выполнять несколько простых работ со сваркой, например:
- Изготовление или ремонт термопар.
- Прогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Наплавка из инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, имеет существенный недостаток. Использовать его необходимо с соблюдением дополнительных мер предосторожности. Не имея гальванической связи с электрической сетью, это довольно опасное устройство.
Не имея гальванической связи с электрической сетью, это довольно опасное устройство.
Оптимальными параметрами автотрансформатора, подходящего для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малой мощности от 200 до 300 Вт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, чего будет достаточно при сварке проводов, термопар и других элементов.
В качестве электрода для мини сварочного аппарата, созданного своими руками, можно использовать Грикель из простого карандаша. Держатели для самодельных электродов могут служить клеммами, которые есть на разных электроприборах.
Для производства сварочных работ держатель подключается к одному из выводов внешнего вида, а свариваемое изделие к другому. Ручку для держателя лучше всего сделать из стеклопластиковой шайбы или из другого термостойкого материала. Следует отметить, что дуга такого устройства действует достаточно кратковременно, не позволяя перегревать используемый автотрансформатор.
Схема, Расчет, Необходимое оборудование, Сборка Как сделать сварочный аппарат постоянного тока
Сейчас сложно представить проведение каких-либо работ с металлом без применения сварочного аппарата.Это приспособление свободно режет или соединяет железные детали вне зависимости от их толщины и размеров. Чтобы сделать сварку, нужно иметь некоторые навыки, ну и собственно само устройство. Его можно купить, можно нанять для необходимых работ сварщика, а можно сделать агрегат своими руками.
Типовая схема сварочного аппарата и его типы
Перед созданием сварочного аппарата в домашних условиях следует разобраться в его устройстве.
Основным элементом сварочного аппарата, из которого он состоит, является трансформатор, питающий дугу аппарата, контролирующий переменное напряжение и контролирующий качество и величину тока.
Конструкция стандартных сварочных аппаратов очень разнообразна, но можно выделить следующие основные типы:
- Аппарат переменного тока;
- Постоянный ток;
- Трехфазный;
- Инвертор.
Сварку постоянными токами обычно применяют для работы с тонкокорпусным материалом, автомобильной и кровельной сталью.
Аппараты для сварки на расстоянии и переменным током надежны, неприхотливы в эксплуатации, имеют большой вес и очень чувствительны к перепадам напряжения.Если оно упадет ниже 200 вольт, будет сложно работать, будут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас сварка на переменном токе, то немного видоизменив, мы получаем аппарат для работы на постоянном токе.
Что касается инверторов, то благодаря использованию электронных деталей их вес стал намного легче. Они не боятся перепадов напряжения, но при этом очень чувствительны к перегреву.Работать с такими устройствами нужно осторожно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный аппарат переменного тока – одна из самых распространенных моделей. Это самый простой в использовании и легко собираемый дом по сравнению с другими типами сварочных аппаратов.
Что для этого нужно:
- Провода вторичной и первичной обмотки;
- Свеча для обмотки;
- Понижающий трансформатор (можно взять Латру).
Какие провода нужны? Оптимальное напряжение при работе созданного им самим аппарата составляет 60В при оптимальном токе — 120-160А. Исходя из этого, мы понимаем, что минимальное сечение медных проводов для намотки первички должно быть 3-4 кв. мм. Оптимальный – 7 кв. мм, что учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, намотанные вместе. Правда, увеличится толщина намотки, что повлечет за собой увеличение габаритов самого устройства. Для изготовления вторичной обмотки можно взять толстый медный провод, состоящий из различных жил.
Самодельный сердечник изготавливается из листа трансформаторной стали, толщина которого должна быть от 0,35 мм до 0,55 мм. Их нужно сложить так, чтобы сердцевина была необходимой толщины, а затем зафиксировать устройство болтами по углам.По окончании работ поверхность плит следует обработать надфилем и сделать утепление.
Затем начинается намотка. Изначально первичка (можно сделать около 240 витков). Для того, чтобы иметь возможность регулировки текущего тока, нужно сделать несколько отводов с примерным шагом в 20-25 витков.
Сколько меди нужно для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода — 30 — 35 кв.мм. Как и с первичной обмоткой, нужно сделать отводы для контроля тока.Изоляция проводки должна быть надежной и проникать в тепло.
Обмотка выполнена в одном направлении и каждая изолирована. Концы обмотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока — в этом случае может помочь вольтодавод или можно сделать вручную, уменьшив количество витков первичной обмотки и переключив провод на контакт с меньшим числом витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, по технике безопасности.А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки вам понадобится постоянный аппарат. Создать его можно за 15 минут при наличии устройства на переменном токе. В этом случае существующее устройство будет обновлено.
Переделка смены будет подключена к вторичной обмотке выпрямителя, которая собрана на диодах.Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы на напряжение 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключив устройство к сети на постоянку:
- Обязательно используйте выключатель, который в любой момент может отключить устройство от сети;
- Сечение провода для подключения должно быть больше или равно 1.5 квадратных метров. мм, а ток потребления в первичной обмотке — не более 25 А.
Схема сварщика такова, что он время от времени расслабляется. И не важно полуавтомат стоит, или ручник. Однако если аппарат работает на электродах диаметром менее 3 мм, то прерываться нельзя.
Инвертор: как сделать сварочный аппарат своими руками
В одиночку инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Характеристики инвертора:
- Прибор работает на постоянном токе и его плавной регулировке от 40 до 130 А;
- Наибольший ток для первичной обмотки — 20А, используемые электроды должны быть не более 3 мм;
- Электрический держатель должен иметь кнопку подачи напряжения на устройство.
Все элементы инвертора расположены на специальной печатной плате, а для лучшего отвода тепла от диодов закреплены на специальном теплоотводе, который прикручивается к плате.Сама плата обычно изготавливается из стеклопластика, приблизительная толщина 1,5 мм.
Для дополнительного охлаждения контура можно использовать вентилятор, закрепленный непосредственно на корпусе, в котором находится инвертор.
С помощью такого аппарата можно смело варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в производственных условиях, поэтому их нет смысла делать дома.
Особой популярностью пользуютсяWellectrics Timvala, Budenoi и тиристоры.
Советы как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономичных мини-сковородок в последнее время стала точечная, происходящая контактным способом. В быту такую штуку используют для ремонта бытовой техники и сварочных аккумуляторов.
Нагрев происходит с помощью импульса, причем момент импульса не превышает одной десятой секунды, то есть все происходит очень быстро.
Создается такой миниман с использованием трансформатора от старой микроволновки, который будет дорабатываться в процессе создания машинки. Цель — возможность получить кратковременный импульс не ниже 1000а.
Уточнение происходит следующим образом:
- С трансформатора снято все, кроме сердечника и первичной обмотки;
- Провод сечением не менее 100 квадратных метров вклинивается на место вторичной обмотки.мм;
- Тут главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность маловата, можно взять другой трансформатор. После этого снова проверьте натяжение. Если он не более 2000 А — микроавтомат готов к работе.
Никакая работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любого размера и толщины. Хорошее решение — сделать сварку своими руками, т.к. хорошие модели стоят дорого, а дешевые — некачественно.Для реализации идеи самостоятельного изготовления сварщика необходимо приобрести специальное оборудование, позволяющее проверить качественные навыки специалиста в реальных условиях.
Типы и характеристики прибора
После того, как все необходимые условия подготовительного этапа благополучно соблюдены, появляется возможность изготовления сварочного аппарата своими руками. Сегодня существует множество концептуальных схем, по которым можно сделать устройство. Действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на принадлежность аппаратов к трансформаторному типу. Важной характеристикой этого устройства является работа от сети переменного тока, что позволяет использовать его в бытовых условиях. Устройства переменного тока способны обеспечить номенклатурное качество сварных соединений. Агрегат этого типа легко найдет себе применение в быту. При обслуживании недвижимого имущества, находящегося в частном секторе.
Для сборки такого устройства необходимо иметь:
- Около 20 метров кабеля или большого сечения.
- Металлическая основа с высокой магнитной проницаемостью, которая будет использоваться в качестве сердечника трансформатора.
Оптимальной конфигурацией сердечника является основание сердечника П-образной формы. Теоретически легко можно увидеть сердечник любой другой конфигурации, например, круглой формы, взятой у статора пришедшего в негодность электродвигателя.Но на практике победить обмотку по аналогичному поводу гораздо сложнее.
Площадь поперечного сечения для сердечника, относящегося к самодельному сварочному аппарату самодельного образца, составляет 50 см 2 . Этого будет достаточно, чтобы применить при монтаже стержень диаметром от 3 до 4 мм. Использование большего сечения приведет лишь к увеличению массы конструкции, а эффективности устройства выше не будет.
Производственные инструкции
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ он будет подвергаться действию высоких температур. Используемый провод необходимо выбирать в стекловолоконной или хлопчатобумажной изоляции , предназначенный для стационарного использования в зоне высоких температур.
Для намотки трансформатора не допускается применение провода с поливинилхлоридной изоляцией, который при нагреве моментально приходит в негодность. В некоторых случаях изоляция обмотки трансформатора изготавливается самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или из стеклоткани, нарезав ее на полосу шириной около 2 см, обмотать подготовленную проволоку и пропитать повязку любым лаком с электротехническими свойствами.Такая изоляция на термокрекерах не уступит ни одному заводскому аналогу.
Промыть катушки по определенному принципу. Изначально половина первичной обмотки является обмоткой, за которой следует половина вторичной. Затем приступайте ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмоток вставляют фрагменты картонных лент, стеклоткани или прессованной бумаги.
Установочное оборудование
Далее следует настроить.Делается путем включения оборудования в сеть и снятия проб напряжения со вторичной обмотки. Величина напряжения на нем должна быть от 60 до 65 вольт.
Точная подгонка параметров осуществляется за счет уменьшения или увеличения длины намотки. Для получения качественного результата значение напряжения на вторичной обмотке следует подогнать под заданные параметры.
Первичная обмотка готового сварочного трансформатора соединяется с кабелем стеклопластика или проводом СВРП, который будет использоваться для подключения к сети.Один из выводов вторичной обмотки подается на клемму, к которой в дальнейшем будет подключена «масса», а второй подается на клемму, соединенную с кабелем. Последняя процедура завершена, и новый сварочный аппарат готов к работе.
Производство мелкого заполнителя
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора Советского ТВ. Его можно легко использовать для получения вольтовой дуги. Чтобы получилось правильно, между выводами автотрансформатора подключаются графитовые электроды. Эта простая конструкция позволяет выполнять несколько простых сварочных работ, например:
- Изготовление или ремонт термопар.
- Прогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Наплавка из инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, имеет существенный недостаток. Использовать его необходимо с соблюдением дополнительных мер предосторожности. Не имея гальванической связи с электрической сетью, он является довольно опасным устройством.
Оптимальными параметрами автотрансформатора, подходящего для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малой мощности от 200 до 300 Вт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, чего будет достаточно при сварке проводов, термопар и других элементов.
В качестве электрода для мини сварочного аппарата, созданного своими руками, можно использовать гриджели из простого карандаша. Держатели для самодельных электродов могут служить клеммами, которые есть на разных электроприборах.
Для производства сварочных работ держатель подключается к одному из выводов внешнего вида, а свариваемое изделие к другому. Ручку для держателя лучше всего сделать из стеклопластиковой шайбы или из другого термостойкого материала. Следует отметить, что дуга такого устройства действует достаточно кратковременно, не позволяя перегревать используемый автотрансформатор.
постоянного тока потребует наличия источника высокой мощности, преобразующего стандартное напряжение бытовой сети и обеспечивающего постоянство значения электротоковой величины для розжига и поддержания электрокарты.
Сварочный аппарат постоянного тока имеет ряд преимуществ: мягкое зажигание дуги и возможность соединения тонкостенных деталей.
Блок-схема сварки
Блок питания устанавливается в корпус из пластмассового массива или листового металла. Блок питания установки оснащен всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Блок агрегата для выполнения сварочных работ оснащен специальными держателями и колесами для транспортировки.
См. также:
Главным условием при проектировании агрегата, применяемого для сварки, является понимание принципа работы аппарата и сути самого процесса сварки. Чтобы описательно описать сварочный аппарат, необходимо понимать принципы зажигания и горения электродов и основы принципов плавления электрода для сварки.
Источник питания высокой мощности включает в себя такие компоненты, как:
- выпрямитель;
инверторы- ;
- трансформатор тока и напряжения;
регуляторы- , способствующие улучшению качественных характеристик получаемых электродов;
- продвижения.
Основным компонентом любого сварочного аппарата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться в категорию
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, снижающий нормальное напряжение сети с 220 В до 45-80 В.
Этот элемент конструкции работает в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать секвестрам, обеспечивающим режимы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты просты по своей конструкции. Они отсутствуют для настройки текущих параметров. Настройка технических параметров такого устройства осуществляется несколькими способами:
- с помощью узкоспециализированного регулятора;
- переключением числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод из пластин трансформаторной стали;
- две обмотки первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулирования параметров рабочего тока.
Трансформатор, применяемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и ограничение его на рабочей обмотке.Первичная обмотка сварочного трансформатора снабжена выводами для подключения цепей управления и устройств, позволяющих настраивать сварочный аппарат в зависимости от условий работы и параметров входящего тока.
Основной частью трансформатора является магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используют магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитного трубопровода имеет свои нюансы в конструкции.Основные параметры, характеризующие магнитопровод, следующие:
- магнитный размер трубопровода;
- число витков обмоток на магнитопроводах;
- уровень напряжения на входе и на выходе устройства;
- потребляемый ток;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего образованию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться в категорию
Возможные детали при создании сварочного аппарата
При создании аппарата для сварки своими руками стабильность электрического разряда достигается постоянным потенциалом. Стабильность дуги обеспечивает качество швов. Постоянство потенциала достигается применением мощных выпрямителей, исполнение которых осуществляется на диодах, выдерживающих токи до 200 А, типа В-200.
Данные диоды имеют большие размеры и требуют обязательного применения для организации качественной теплоотдачи массивных радиаторов.Это обстоятельство требуется учитывать при изготовлении конструкции конструкции. Лучшим вариантом при создании дизайна будет использование диодных спец. Диоды можно монтировать параллельно, что позволяет значительно увеличить выходной ток.
Собирая своими руками конструкцию требуется для подгонки всех ее составляющих. При неудачном подборе или неправильном расчете конструкция может сказаться на качестве сварки.
Иногда при соответствующем подборе деталей и узлов можно получить поистине уникальное устройство, обладающее мягким и легким розжигом электросварки, а сварку деталей можно осуществлять даже с очень тонкими стенками, практически с полным отсутствие разбрызгивания жидкого металла.
Вернуться в категорию
Принципиальная схема самодельного сварочного агрегата
Можно сделать самодельный сварочный аппарат на транзисторном или тиристорном управлении. Тиристоры надежнее. Эти элементы конструкции управления способны выдерживать замыкание на выходе и быстро способны выйти из этого состояния. Эти компоненты системы управления не требуют установки мощных радиаторов охлаждения. Это связано с тем, что элементы конструкции имеют низкую теплоотдачу.
Система управления, созданная на транзисторах, способна намного быстрее выйти из рабочей станции, так как транзисторы значительно быстрее при перегрузках и более капризны в работе. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления на основе этих элементов имеет следующие преимущества:
- плавная регулировка;
- наличие ДК.
При выполнении сварки стали толщиной 3 мм потребление около 10 А.Сварка тока гасится нажатием на специальный рычаг на вилке, удерживающей электрод.
Данная конструкция позволяет повысить безопасность в процессе работы при работе с высоким напряжением, что обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности есть возможность ведения сварки с очень тонким листовым металлом.
Сварочный аппарат – довольно популярное устройство как среди профессионалов, так и среди домашних мастеров.А вот для бытового использования Иногда нет смысла покупать дорогой агрегат, потому что он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно выучить из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат.Но в большинстве случаев трансформатор требует небольшой доработки. Существует несколько способов изготовления сварочного аппарата, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку легко найти друзьям, знакомым, соседям и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Seconder Имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, требуется его снять и заменить проводник большего сечения. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинальная, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно облегчится, если просверлить обмотку для снятия металлического напряжения.
Проделайте те же операции с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте убрать токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички необходимо будет приобрести 11-12 метров проволоки. Он должен быть скрученным и иметь сечений не менее 6 квадратов .
Для изготовления сварочного аппарата, на каждый трансформатор необходимо будет намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно сплести оба трансформатора одним проводом или по отдельности. Во втором случае катушку надо соединить последовательно.
Намотку делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому отрезку деревянной доски.
Если измерять напряжение на вторичке трансформатора, то в этом случае оно будет равно 31-32 В. диаметр 2.5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно греются. В среднем после каждого использованного электрода машина должна остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновки, не подойдет, так как порежет его. Для регулировки тока на сварку можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Переменный ток
Это наиболее распространенный тип сварочных аппаратов для металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но основным недостатком аппарата является большой вес понижающего трансформатора , который является основой агрегата.
Для домашнего применения достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока в 120-160 А. так для Разрешения К которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2 .Но идеальный вариант – проводник сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки устройству будут не страшны. Отсюда следует, что обновителю нужен провод диаметром 3 мм. Если взять алюминиевую жилу, расчетное сечение умножается на коэффициент 1,6. Для обновленного Потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная оболочка из ПВХ при нагревании плавится, что может вызвать закрытие между касаниями.
Если не нашли провод нужного сечения, то его можно сделать самому Из нескольких более тонких проводников. Но при этом значительно увеличится толщина проволоки и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, необходимо хорошо от них изолировать.Перед сборкой сердечника рассчитывают его размеры, то есть размер «окон» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади используется формула: S см 2 = a x B (см. рис. ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким устройством будет сложно получить качественный шов из-за отсутствия источника питания. Да и греться он будет очень быстро.Поэтому сечение сердечника должно быть не менее 50 см 2 . Несмотря на то, что масса заполнителя увеличится, он станет надежнее.
Для сборки сердечника лучше использовать М-образные пластины И размещать их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Плиты в конце сборки нужно омеднить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что на той стороне, где размещается первичка, должно быть меньшее количество повторений. В связи с этим при сварочной сварке обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. Эта электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам х5 и х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так вот, если делать инвертор своими руками, то его можно легко разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на собственные небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить при размещении устройства в корпусе БП.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварщик из электродвигателя
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо выбрать сам двигатель, отвечающий определенным требованиям, а именно чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, так как он будет иметь большое магнитное окно трубопровода.
Достать нужный статор можно в местах приема металлолома. Как правило, он зачищается от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Поставить статор отверстием вверх-вниз под деталь из кирпичей. Далее складываем внутрь дрова и сжигаем их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их также можно удалить из паза после термической обработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжки не произошло упаковки.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , наложенную на него.Если не снимать стяжки, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его с нагревом.
После очистки магнитопровода от лишних деталей необходимо будет изготовить двухторцевую накладку (см. рис. ниже).
Материалом для их изготовления может служить либо картон, либо прессованная плита. Из этих материалов также нужно сделать два рукава. Одна будет внутренней, а вторая наружной.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- вся эта конструкция обтянута проходной или стеклянной скамьей;
- Полученную деталь обмазать лаком и просушить.
Изготовление трансформатора
После описанных выше действий из магнитопровода можно изготовить сварочный трансформатор. Для этих целей необходим провод, покрытый тканевой или стеклоэмальовой изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2.5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерить ток, протекающий в этой обмотке . Значение должно быть около 2 А. Если получилось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо на 1 вольт.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо согнуть. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но прежде нужно рассчитать сечение проводников в скрутке. Сначала нужно намотать первичную обмотку (220 В), а потом — вторичную.Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на месте получения 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы проложили обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного корпуса Использование металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу должны быть проложены резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку».Работает он очень просто, и сделать его своими руками не составит особого труда.
Для самостоятельного изготовления аппарата точечной сварки потребуется один трансформатор СВЧ мощностью 700-800 Вт. С него необходимо снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от микроволновки.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделать 2-3 витка внутри манитопроводного кабеля с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с током около 800 А. этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Далее по делаем корпус для аппарата .Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания кузову более эстетичного вида острые углы можно удалить с помощью ручной фрезеровки с установленной на нем фрезой для обрезки кромок.
- На одной части приварных клещей нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте на задней стенке корпуса отверстие для выключателя и сетевого провода.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отключить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет лапки и медного стержня, а так же медных хомутов, то детали надо покупать.
- Медной проволокой отрежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первому выводу коммутатора. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот по этому проводу надо взять и установить в него СВЧ . Она будет выполнять роль кнопки сварки. Эти провода должны быть достаточной длины, чтобы хватило разместить прерыватель на конце клещей.
- Закрепите крышку устройства на стойках и задней стенке с помощью установленной ручки.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах по отверстию, в которое будут вкручиваться шурупы.
- Далее закрепите переключатель на конце.
- Вставьте пассатижи в корпус, предварительно положив между ними для совмещения квадратную планку. Просверлите клещи через боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить осями.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, вверните 2 винта и закрепите на них резинки, как показано на следующих фото.
- Включите установку, подключите электроды и нажмите кнопку «Старт». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки блока можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата для точечной сварки можно считать законченным.
Сегодня сложно представить строительство и создание различных металлоконструкций Без применения сварочных трансформаторов. Высокая надежность конструкций конструкций и простота исполнения позволили сварочному аппарату прочно занять свое место в арсенале любого строителя.Приобрести такой трансформер можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие пытаются сделать сварочный трансформатор. Изготовление самодельного сварочного трансформатора происходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Чтобы понять весь процесс изготовления трансформатора для сварки своими руками, необходимо понять принцип его работы, который заключается в преобразовании напряжения 220 вольт в более низкое напряжение до 80 вольт.При этом ток увеличивается с 1,5 ампер до 160 — 200 ампер, а в промышленных до 1000 ампер. Эта зависимость для сварочного трансформатора называется также вольтамперной характеристикой ниже по потоку и является одной из основных характеристик аппарата. Именно на основе этой зависимости строится вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также создаются различные модели сварочных аппаратов.
Типы самодельных трансформаторов для сварки
С момента открытия явления электрического Дуги.А с момента создания первого сварочного аппарата прошло более двухсот лет. На протяжении всего этого времени сварочный трансформатор и методы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них самыми популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и дуговой.
Наибольшее распространение среди народных умельцев получили трансформаторы дуговой сварки.Причин такой популярности несколько. Во-первых, простая и надежная конструкция устройства. Во-вторых, широкий спектр приложений. В-третьих, простота и мобильность. Но кроме описанных выше достоинств, ручная дуговая сварка имеет ряд недостатков, среди которых низкая производительность и зависимость качества сварочного шва от квалификации сварщика.
Ручная дуговая сварка чаще всего применяется при различных ремонтно-строительных работах, изготовлении металлоконструкций и деталей конструкций, сварке труб.С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
Конструкция таких трансформаторов достаточно проста. Устройство состоит из самого трансформатора, регулятора тока, держателя электродов и зажима массы. Отдельно выделяется центральный элемент — Трансформер. Его конструкция может быть нескольких видов, но наибольшей популярностью пользуются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода имеются две обмотки из медного или алюминиевого провода — первичная и вторичная.В зависимости от ТТХ меняется толщина провода на обмотках, а также количество витков.
Этот вид сварки еще называют контактной, а сварочные трансформаторы контактной сварки несколько отличаются от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит с помощью электрической дуги, возникающей между электродом и свариваемой поверхностью, то при контактной сварке точечный нагрев сварки электричеством производят с помощью двух заостренных медных электродов и воздействия высокого давления Для подключения.В результате металл заготовок в месте воздействия расплавляется и сливается.
Точечная сваркаполучила широкое применение в автомобилестроении, в строительстве при создании каркаса из арматуры МБ конструкций, сварке тонких листов из алюминия, нержавеющей стали, меди и других металлов, требующих особых условий для сварки.
Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия накладных электродов.Вместо них используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких устройствах менее мощные и выполнены с П-образным сердечником. В-третьих, аппараты для контактной сварки имеют в своей конструкции набор конденсаторов, что для дуговой сварки совершенно необязательно.
Но независимо от того, планируете ли вы делать трансформаторную дуговую сварку или контактную, необходимо знать их характеристики. И понять, что отвечает за каждый из них и как изменить ту или иную характеристику.
Работа сварочного трансформатора определяет его производительность. Зная и понимая, за что отвечает та или иная характеристика, вы легко сможете рассчитать сварочный трансформатор и собрать устройство своими руками.
Напряжение сети и номер фазы
В этой характеристике указывается напряжение сети, от которой будет питаться сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда оно может быть и 380 В.При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. Возможность сварки и резки металлической заготовки зависит от величины номинального сварочного тока. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более, что чем выше этот показатель, тем выше вес самого трансформатора.Например, в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес таких устройств будет более 300 кг.
Контрольные пределы сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из необходимости использования электродов определенного диаметра.Для самодельных сварочных аппаратов дуговой сварки пределы регулирования составляют от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются с 800 А и 1000 А и более.
Диаметр электрода
Для варки металла разной толщины одним и тем же аппаратом дуговой сварки необходимо регулировать номинальный сварочный ток, а также использовать электроды разного диаметра. Нужно четко понимать, что для сварки тонкими электродами требуется малый ток, а для более толстых – наоборот, большой.Наиболее применима толщина металла. В таблице ниже приведены сводные данные о диаметрах используемых электродов в зависимости от толщины металла и тока трансформатора.
Важно! Для контактных сварочных трансформаторов важен и диаметр электродов. Но используются два параметра — диаметр самого электрода и диаметр его конусообразной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор снижает входное напряжение до более низкого значения.Выходное напряжение называется номинальным и не превышает 80 вольт. Для сварочных трансформаторов дуговой сварки диапазон номинальных напряжений находится в пределах 30 — 70 вольт. Причем эта характеристика не регулируется и определяется изначально. Трансформаторы для точечной сварки, в отличие от дуговой, имеют еще более низкое номинальное напряжение порядка 1,5 — 2 вольта. Такие показатели вполне закономерны, учитывая соотношение напряжения и силы тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает, сколько времени вы можете работать непрерывно и сколько необходимо, чтобы он остыл. Самодельные сварочные трансформаторы имеют номинальный режим в 30%. То есть из 10 минут 3 можно непрерывно кипятить и оставить на 7 минут.
Потребляемая мощность и выходная мощность
На самом деле этих двух показателей мало для чего. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора.Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Следует отметить, что при проведении расчетов значение потребляемой мощности необходимо знать и учитывать.
Баттерфлоу, напряжение
Этот показатель важен для трансформаторов дуговой сварки. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. А вот напряжение холостого хода ограничено правилами техники безопасности и не должно превышать 80 вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его концепции. В сущности особых сложностей в этом нет, тем более что устройство самого трансформатора достаточно простое. На следующей схеме изображен простейший трансформатор для дуговой сварки.
Важно! Тем, кто не разбирается или не разбирается в электрических схемах, следует предварительно ознакомиться с ГОСТ 21.614 «Изображения условной графики электрооборудования и проводки в оригинале». И только потом переходить к созданию схемы сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы мощности сварочного тока. На приведенной ниже схеме трансформатора для дуговой сварки показано, как в него интегрирован диодный мост.
Важно! Наибольшую популярность среди самодельных трансформаторов для дуговой сварки имеет тороидальный. Такой аппарат имеет отличные характеристики, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинального тока, что благоприятно сказывается на общем весе устройства.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды.Такая начинка позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
Помимо приведенных схем сварочных аппаратов, есть и другие. Найти их не составит особого труда. Они размещены как в Интернете, так и в различных журналах и книгах по электротехнике. Приобретя наиболее понравившуюся схему, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было сказано, трансформатор состоит из сердечника и двух обмоток. Именно эти конструктивные элементы отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какой должна быть номинальная мощность тока, рассчитывают напряжение на первичной и вторичной обмотках, а также другие параметры для обмоток, сечения сердечника и провода.
При выполнении расчетов трансформаторов под сварку берутся следующие данные:
- напряжение первичной обмотки U1.По сути, это сетевое напряжение, от которого будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Для возбуждения дуги требуется напряжение электроэнергии, которое должно быть после понижения входящего и не превышающее 80 В.;
- номинальная прочность вторичной обмотки I. Этот параметр выбирается при расчете, какими электродами будет производиться сварка и какую максимальную толщину металла можно сваривать; Область основной последовательности
- sC.Надежность устройства зависит от площади ядра. Оптимальным сечением считается сечение от 45 до 55 см2; Площадь поверхности
- сО. Площадь окна сердечника выбирается из расчета на хорошее магнитное рассеяние, отвод лишнего тепла и удобство намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (А/мм2). Это довольно важный параметр, отвечающий за электропотоки в обмотках трансформатора.Для самодельных сварочных трансформаторов этот показатель составляет 2,5 — 3 А.
В качестве примера расчетов примем следующие параметры сварочного трансформатора: напряжение сети U1 = 220 В, напряжение вторичной обмотки U2 = 60 В, номинальная мощность тока 180 А, сечение жилы сердечника СК = 45 см2, площадь окна СО = 100 см2, плотность тока в обмотке 3 А.
Р = 1,5 * СК * СО = 1,5 * 45 * 100 = 6750 Вт или 6.75 кВт.
Важно! В этой формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа пл — 1,7.
Важно! Также как и в первой формуле коэффициент 50 применяют для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов оно будет равно 35, а для сердечников типа пл — 40.
Теперь вычисляем максимальную силу тока на первичной обмотке по формуле: IMAX = P/U = 6750/220 = 30.7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета оборотов воспользуемся формулой WX=Uh*k. Для вторичной обмотки это будет W2=U2*k=60*1,11=67 витков. Первичный расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, рассчитывают потоки тока. Это делается для вывода проводов на определенный виток. Расчет производится по следующей формуле: W1ст = (220*W2)/Uст.
Uст — выходное напряжение вторичной обмотки.
W2 — задние обмотки.
W1ст — витки первичной обмотки определенного каскада.
Но прежде необходимо рассчитать напряжение каждой ступени Усть. Для этого воспользуемся формулой U=P/i. Например, нам нужно сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1 = 75 В, U1ст2\ u003d 67.5 В, U1ст3 = 52 В, U1ст4 = 42,2 В.
Полученные значения подставляем в форму расчета оборотов по шагам регулировки и получаем W1ст1 = 197 витков, W1ст2 = 219 витков, W1ст3 = 284 витка, W1ст4 = 350 витков. Прибавив к максимальному значению полученных витков для 4-й ступени еще 5%, получим реальное количество витков — 385 витков.
Наконец, рассчитаем сечение провода на первичной и вторичной обмотках.Для этого разделите максимальный ток для каждой обмотки на плотность тока. В итоге получаем Сперв = 11 мм2 и СВТОР = 60 мм2.
Важно! Аналогично выполняется расчет контактного сварочного трансформатора. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки у таких трансформаторов составляет порядка 2000 — 5000 А у маломощных и до 150000 у мощных. Кроме того для таких трансформаторов производится регулировка до 8 ступеней с помощью конденсаторов и диодного моста.
Установка сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Вся работа будет не такой сложной, как покраска, так как придется считать количество витков и не сниматься с учета. Несмотря на то, что наибольшей популярностью среди самодельных устройств пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Трансформаторы этого типа несколько проще в сборке в отличие от тороидальных и вторых по популярности среди самоделок.
Начало работ по с. создание каркасов для обмоток . Для этого используют текстолитовые пластины. Этот материал используется для создания штампованных досок. Из пластин вырезаем деталь для двух ящиков. Каждая коробка будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади поперечного сечения сердечника с небольшим увеличением для стенок коробки. Пример того, как должна выглядеть часть коробки, можно увидеть на фото.
Сборочные каркасы для обмоток, изолированные термостойкой изоляцией . После этого начинаем наматывать обмотки.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже по сравнению с обычной разводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После наматывают один слой проводки, изолируя его и только после этого начинают мотать следующий.Не забудьте сделать отводы на определенное количество водозаборов. В конце создания обмоток наматываем верхний изоляционный слой. На концах отводов закалывают медные болты.
Важно! Перед установкой и фиксацией болтов на концах проводов последние протягиваем через дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.
Теперь приступаем к сборке и подъему магнитопровода сварочного трансформатора .Он использует железо, созданное специально для него. Металл имеет определенные показатели магнитной индукции, и не подходящей марки можно испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить отдельно. Сами пластины имеют толщину около 1 мм, и для сборки всего сердечника потребуется лишь терпеливое соединение всех пластин в единое целое. По завершению проверить все обмотки тестером на наличие ошибок.
По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор мощности тока.Для диодного моста используем диоды B200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 потребуется 4 таких диода. Все диоды закреплены на алюминиевом радиаторе и подключены параллельно с удалением дросселя от обмоток. Осталось только собрать корпус И поставить туда сварочный трансформатор.
Хороший сварочный трансформатор может не получиться с первого раза. Причин этому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования.Но все приходит с опытом, и один-два раза перемотав обмотку трансформатора, можно получить желаемый результат.
.