Можно ли варить алюминий постоянным током? — Аргонодуговая сварка — TIG
#1 energyos
Отправлено 15 June 2013 22:03
хочу варить алюминий инвертором постоянным током в среде аргон? реально ли? просто слышал что алюминий варать переменным током
- Наверх
- Вставить ник
#2 tig
Отправлено 15 June 2013 22:33
Можно варить. Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3 ЛехаКолыма
Отправлено 16 June 2013 18:18
все здравствуйте вот видео сварка алюминия в среде гелия
- Наверх
- Вставить ник
#4 АВН
Отправлено 16 June 2013 23:35
ЛехаКолыма, а теперь прокомментируйте всё то,что этот дяденька показывает. Подробно и с особым упором на рекламу Линкольна и weld.com.
Подробно и с особым упором на рекламу Линкольна и weld.com.
- Наверх
- Вставить ник
#5 ЛехаКолыма
Отправлено 17 June 2013 17:02
Всем здравствуйте, а что коменнтировать перевод есть человек показывает пример сварки,а насчет рекламы это к авторам ролика вопросы
- Наверх
- Вставить ник
#6 АВН
Отправлено 17 June 2013 18:32
что коменнтировать
Как Вы считаете для чего при сварке планок такой толщины без зазора он снизу ставит подкладку,если в аргоне на переменном токе можно варить всё тоже самое на весу с зазором безо всякой керамики? Для какой радости получать такой «чулок» над св. ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе «
ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе « Ученики ученик» «Показательные выступления».
- Наверх
- Вставить ник
#7 blazen79
Отправлено 17 June 2013 18:38
АВН,
Так же отводит присадку от изделия и обратный валик не показал(или я пропустил чего?)
- Наверх
- Вставить ник
#8 АВН
Отправлено 17 June 2013 18:51
Потому что там показывать нечего.
Ладно бы на миллиметровке он такой фокус показал,а то в конце ролика промямлено про множество применений подобного способа сварки.
- Наверх
- Вставить ник
#9 blazen79
Отправлено 17 June 2013 19:09
АВН,
К пенсии, тоже накатаю планок в «нижнем» и буду внукам заливать.
- Наверх
- Вставить ник
#10 АВН
Отправлено 17 June 2013 19:19
Э-э,нет,не так всё просто. Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
- Наверх
- Вставить ник
#11 marat
Отправлено 17 June 2013 21:28
то же самое , что в ролике, раньше проделывали с помощью обычной ацетиленовой горелки(может и до сих пор кто-то)
- Наверх
- Вставить ник
#12 ЛехаКолыма
Отправлено 17 June 2013 21:44
Да то что-то,выводят присадочную проволоку из под сопла это неправильно,а керамическую подкладку используют для формирования обратного валика
- Наверх
- Вставить ник
#13 АВН
Отправлено 17 June 2013 21:55
И где этот самый «обратный валик» показан? Как правило керамику применяют как раз для формирования по зазору.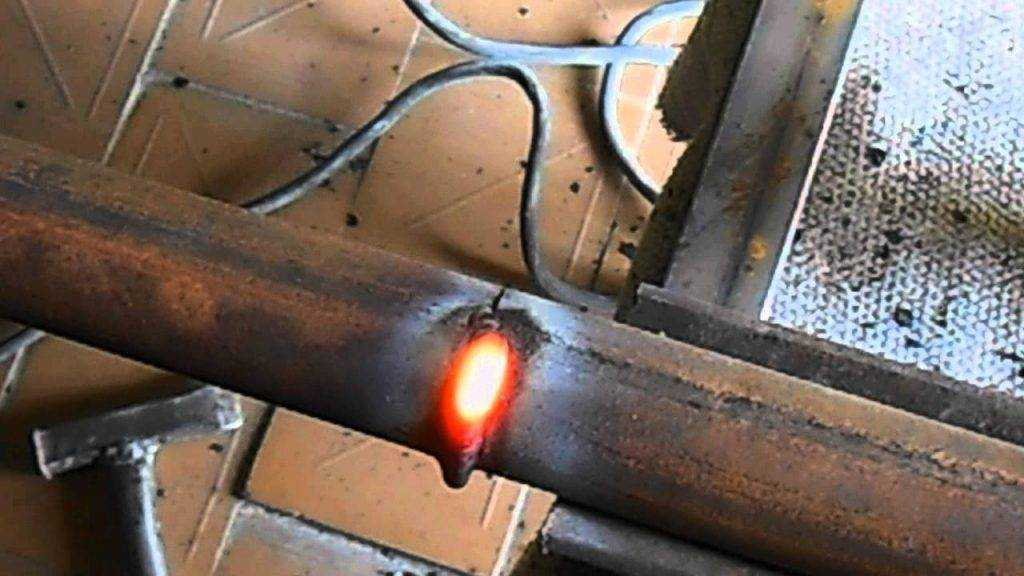
- Наверх
- Вставить ник
#14 ЛехаКолыма
Отправлено 17 June 2013 22:00
Ну так применяет автор гелий,а у гелия намного больше проплавления чем в аргоне,вот и зазор минимальный использует
Да но медная подкладка в этом случае будет интенсивно отводить тепло,придется больше его вкладывать в шов
- Наверх
- Вставить ник
#15 АВН
Отправлено 17 June 2013 22:07
А теперь внимательно читаем название темы и пост дяди tig,который располагается как раз над постом с видеороликом.
ЛехаКолыма,в следующий раз,размещая подобные изыски,сразу подготавливайте свои комментарии.
p.s. Если гелия и постоянного тока (180 А ,насколько я помню?) не хватит из-за теплоотвода через медь,то как же всё это применять на практике,где в принципе не возможно положить под низ плоское и толстое?
- Наверх
- Вставить ник
#16 kuznezs
Отправлено 22 August 2013 17:30
Думал поварить алюминий на обратной полярности.Только оказалось что у аппаратов постоянного тока на тиг сварке не предусмотренна обратная полярность.И ни где это не написано!!!
А на ас/дс аппаратах есть переменка,зачем на нём варить алюминий постоянкой?
Говорят бога нет.Надо просто научиться транслировать.
- Наверх
- Вставить ник
#17 Шурпет
Отправлено 22 August 2013 17:41
kuznezs,Насколько мне позволяют судить мои скудные познания в схемотехнике таких аппаратов (ac/dc), там изначально нельзя зажечь дугу в режиме ТИГ на обратной полярности, чтоб вольфрам не жечь зазря. Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же.
- Наверх
- Вставить ник
#18 kuznezs
Отправлено 22 August 2013 18:04
Шурпет, А что разъём ,если с минуса на плюс переставить?Как же тогда варят люди тигом на обратной полярности?
Говорят бога нет. Надо просто научиться транслировать.
Надо просто научиться транслировать.
- Наверх
- Вставить ник
#19 Шурпет
Отправлено 22 August 2013 18:09
kuznezs аппаратов (ac/dc)
На обычном ММА инверторе можно перекинуть (но зачем???), но там выше tig привел «за» и «против». А если защита есть — осциллятор бьет, а дуги — юк.
- Наверх
- Вставить ник
#20 мутный
Отправлено 22 August 2013 18:29
мой первый tiq аппарат был DC Puls, брал его для работы с нержавейкой,потом когда стали обращаться с заказами с аллюминькой и сплавами пробовал множество способов варить постоянкой люминь-в итоге купил AC/DC .
- Наверх
- Вставить ник
Можно ли варить алюминий инвертором
Содержание
- Особенности сварки алюминия инвертором в домашних условиях
- Особенности сварки алюминия с использованием инвертора
- Каким должен быть инвертор, используемый для сварки алюминия
- Правила подготовки к сварочным работам и их проведение
- Как сварить алюминий инвертором
- Можно ли варить алюминий инвертором
- Правила сварки алюминия
- Расходные материалы для сварки алюминия
- Пошаговая инструкция по сварке
- Сварка алюминия инвертором
- Важные нюансы
- Электроды для сварки алюминия
- Инвертор для сварки
- Как варить
- Техника сварки инвертором алюминия электродами в домашних условиях
- Особенности работы
- Что нужно знать, чтобы сделать качественный шов?
- Можно ли инвертором?
- Каким должен быть аппарат?
- Техника сварки покрытыми
- Правила подготовки и проведение
- Правила сварки алюминия в домашних условиях инвертором
- СЛОЖНОСТИ ПРИ СВАРКЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ
- ИНСТРУКЦИЯ ВЫПОЛНЕНИЯ РАБОТЫ
Особенности сварки алюминия инвертором в домашних условиях
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла.
 Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью. - Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
 Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.Самодельная печь для сушки и прогрева электродов
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.

В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.
Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
Подготовка свариваемых поверхностей механическим способом
Как сварить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом сложностей, вызванных его физико-химическими свойствами.
Изделия из алюминия и его сплавов имеют ряд существенных достоинств, что позволило найти им широкое применение как в различных отраслях промышленности, так и во всех сферах нашего быта. Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Но, к сожалению, этот металл не обладает высокой прочностью и нередко ломается, поэтому алюминиевые детали приходиться иногда ремонтировать. Если раньше такого рода ремонт был возможен только на производстве, то сегодня сварка алюминия инвертором стала вполне доступной даже для неспециалиста.
Можно ли варить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.

Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.

Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.

- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Сварка алюминия инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое.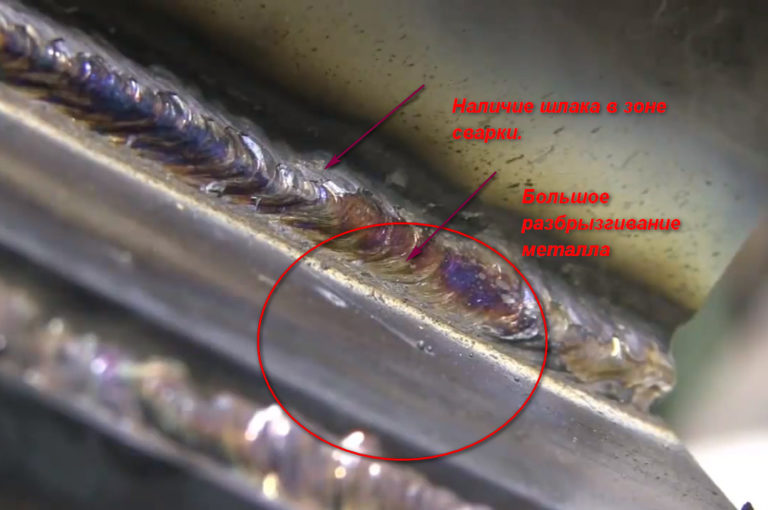 Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
Как варить
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей. Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
- Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию. Сохраняется короткая дуга для четкого воздействия на место соединения.
- После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
 Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Техника сварки инвертором алюминия электродами в домашних условиях
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660 о С. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 о С. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400 о С.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Правила сварки алюминия в домашних условиях инвертором
Алюминиевые и изготовленные из сплавов этого металла изделия широко применяются как на производственных предприятиях, так и в быту. Их популярность обусловлена достоинствами металла, в том числе легкостью и пластичностью. При этом алюминий – материал не самый прочный, из-за чего изделия часто ломаются. И если ранее их починка осуществлялась только в производственных условиях, то сейчас возможна сварка алюминия в домашних условиях инвертором – для этого нужно изучить свойства материала, приобрести необходимый инвентарь и выполнить работу согласно инструкции.
СЛОЖНОСТИ ПРИ СВАРКЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
ТРЕБОВАНИЯ К СВАРКЕ
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.

ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться сварочный инвертор для алюминияаппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
ИНСТРУКЦИЯ ВЫПОЛНЕНИЯ РАБОТЫ
Сварка алюминия инвертором производится по строгому алгоритму. В первую очередь настраивается аппарат для инверторной сварки. Тумблер переводится в режим переменного тока, соответствующее значению АС. Следующим этапом производится установка баланса полярности на значение – при работе с изделиями из чистого алюминия его необходимо смещать из исходного положения (50/50) в отрицательную сторону, а при сварке сплавов – в положительную.
Значение величины сварочного тока устанавливается в зависимости от таких параметров, как толщина листа и диаметр электрода. Например, при толщине листа в 2 мм и диаметре присадочной проволоки в 3 мм она устанавливается на значение 60 Ампер.
От толщины изделия также зависит замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны. Так, при работе с 2-милиммитровым листом это значение устанавливается на 3 секунды.
Заканчиваются настройки сварочного инвертора для сварки алюминия установкой времени и интенсивности продувки шва инертным газом (без аргона работать нельзя), которое требуется для того, чтобы охлаждать сварочный шов.
После настроек оборудования необходимо подготовить саму заготовку – очистить ее от пленки, повышающей термостойкость материала. Применяется как механическая очистка (железной щеткой, наждачной бумагой), так и химический способ. В последнем случае используется водный раствор хлорида цинка или иной растворитель. Затем изделие необходимо предварительно прогреть до 400 градусов. Только после этого можно переходить к чистовым сварочным работам. Действовать следует неторопливо, чтобы свариваемые элементы прогревались с одинаковой интенсивностью.
Чтобы в результате сварочный шов был равномерным с характерной ребристостью, присадочная проволока либо электроды по алюминию для сварки должны подаваться легкими прикосновениями под определенным углом – 15 градусов, начиная с начала сварочной ванны. При этом по шву выполняется несколько проходов.
При этом по шву выполняется несколько проходов.
Таким образом, при наличии необходимого оборудования, в домашних условиях можно сварить изделия из алюминия на совесть, используя инвертор. При этом важно учитывать, что новичкам не следует сразу выполнять чистовые работы. Сначала лучше потренироваться под надзором специалиста, чтобы приобрести необходимые навыки и опыт выполнения подобных операций.
Как варить алюминий в домашних условиях. Инструкция, чем и как варить. Обзор лучших способов и технологий для начинающих
В чем трудность сварки алюминия
Поскольку алюминий не встречается в совершенно чистом виде и почти сразу вступает в реакцию с кислородом, к разряду особых трудностей относится разница в температуре, при которой начинает плавиться сам химический элемент и сопутствующий ему оксид.
Точнее сказать, температура перехода алюминия в жидкое состояние равна 660 С, когда у оксида – 2043 С. Точка кипения
- Образование окисной пленки, которую можно убрать механическим путем при помощи специальных шлифовальных приспособлений и наждачки;
- Неустойчивость алюминия под воздействием повышенных температур. То есть, избавиться от повышенной текучести может использование дополнительных средств. Например, используют специальные подложки, чтобы отвести тепло и направить его только в те участки, где требуется формирование дуги;
- Нарушения поверхности сплава. За счет наличия водорода в сплаве и его дальнейшего выделения в процессе нагрева, поверхность металла часто покрывают поры и трещины;
- Смена цвета как знак того, что металл перегрет. Как уже упоминалось раннее, температура плавления алюминия достаточно низкая. Следовательно, многие допускают ошибки, перегревая металл. Это происходит по причине того, что в процессе сварки на специалисте надета маска, которая не отображает в полной мере цветовые изменения в обстановке.
 То есть, избавиться от повышенной текучести может использование дополнительных средств. Например, используют специальные подложки, чтобы отвести тепло и направить его только в те участки, где требуется формирование дуги;
То есть, избавиться от повышенной текучести может использование дополнительных средств. Например, используют специальные подложки, чтобы отвести тепло и направить его только в те участки, где требуется формирование дуги;Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.
Преимущества и недостатки
Как уже говорилось раннее, варение алюминия – дело нелегкое и требует определенной сноровки и знаний. Тем не менее, такой тип работы все равно востребован. Единственное объяснение этому – качество изготавливаемых деталей и конструкций, несмотря на принадлежность к группе легких металлов.
Более того, алюминий настолько высоко ценится в промышленности, что почти в состав любого инструмента обязательно входит это вещество.
К преимуществам варки можно отнести следующее:
- Данный процесс не требует много времени, и продукт вашей деятельности можно будет увидеть через несколько минут после окончания сварки;
- Данный вид работы считается бюджетным, поскольку не требует от мастера наличия каких-то особых приспособлений;
- Отсутствие шкалы, оценивающей качество полученного шва;
- В результате получается прочный цельный шов.

К недостаткам можно отнести такие моменты:
- Несмотря на отсутствие критериев и требований, шов все же получается некачественный;
- Трудно следовать всем правилам ТБ;
- Время от времени специалист сталкивается с проблемой в выборе вспомогательных материалов.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Способы сварки алюминия
Рекомендуется использование нескольких способов варения алюминия, которые проверены временем и пользуются популярностью в определенных кругах.
К ним относится:
- Сварка под флюсом. Такой материал применяется, чтобы уберечь места соединения от окисления.
- Сварка под воздействием газов. Поскольку в данном случае увидеть, как алюминий меняет цвет практически невозможно, то для проведения качественной сварки требуются предварительные тренировки.
- Сварка при помощи лазера. Чтобы соединить два элемента используется лазерное излучение. Оно в свою очередь способствует плавлению и образовывает хорошую ровную линию соединения.
- Сварка с использованием контактов. В данном методе уместны два способа соединения – линейный и точечный. Хорош контактный способ только для крепления листов;
Сварка путем усиленного трения двух элементов: данный процесс нельзя назвать легким, подручных средств здесь окажется недостаточно в зависимости от уровня сложности работы.
- Необходимо особое оборудование с вращающейся насадкой.
- За счет вращения алюминий начинает нагреваться и впоследствии плавиться, после чего происходит его соединение к нужному элементу.
- В домашних условиях уместно использование болгарки.
Подготовка материала
Для выполнения правильной сварки, стоит заняться подготовкой краев той детали или конструкции, которую придется плавить. Сие мероприятие можно провести как в домашних условиях, так и на заводе.
Подготовка включает в себя:
- Качественное очищение рабочей поверхности металла от грязи, ее обезжиривание. Для проведения последнего потребуется небольшое количество ацетона или бензина;
- Во время сварки тонких листов алюминия, необходимо их как следует обработать;
- Занимаясь подготовкой, можно озаботиться разделыванием уже сваренных деталей;
- Перед началом работы, вся деталь должна быть очищена от оксидной пленки. Для этого потребуется жесткая щетка. Зачистить ее можно, прибегнув к специальным растворителям.
 Зачистить ее можно, прибегнув к специальным растворителям.
Зачистить ее можно, прибегнув к специальным растворителям.Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Необходимое оборудование
Логично, что для проведения работ подобного рода, обязательно использование оборудования. В первую очередь оно необходимо для обеспечения подходящих условий и предотвращения возникновения травма-опасных ситуаций.
Более того, необходимо, чтобы это оборудование помогало контролировать процесс трансформации энергии.
Для сварки с применением газа понадобится элемент с подачей газа, собственно баллон с необходимым газом, редуктор и шланги для газа.
Техника безопасности
Данный вид деятельности относится к группе травма-опасных процессов. Поэтому следует неукоснительно следовать предписанным правилам во избежание нанесения вреда окружающим.
Следует запомнить, что:
- На специалисте должны быть надеты: специальный костюм, маска, плотные рукавицы, обувь с резиновой подошвой;
- Электрическая цепь должна быть изолирована и недоступна;
- Сварка может быть проведена только в очищенных помещениях. При наличии легковоспламеняющихся предметов проводить работу запрещено;
- В рабочем помещении обязательно должна присутствовать хорошая вентиляция во избежание газового отравления.
 При наличии легковоспламеняющихся предметов проводить работу запрещено;
При наличии легковоспламеняющихся предметов проводить работу запрещено;Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Фото сварки алюминия
Можно ли использовать алюминиевые кастрюли на индукционных варочных панелях?
Индукционная варка — это самый энергоэффективный и быстрый способ приготовления пищи. Это позволяет мгновенно контролировать энергию пищи лучше, чем газовые горелки.
Индукционная плита использует для приготовления пищи индукционный нагрев.
Чтобы посуда могла работать с индукционной варочной панелью, она должна быть изготовлена из ферромагнитного материала, к которому мог бы прилипать магнит.
Это означает, что многие виды посуды не подходят для индукционной плиты.
И алюминиевая кастрюля или кастрюля — одна из них.
Алюминий сам по себе не подходит для индукционной плиты из-за магнитных и электрических свойств материала.
Алюминий должен содержать железную вставку в основании для работы с индукционным блоком.
Короче говоря, вы можете использовать алюминиевую посуду на индукционной плите, но она должна иметь покрытие, подходящее для индукционных плит.
Если вы хотите купить алюминиевую кастрюлю, которая подходит для индукционных плит, я рекомендую ознакомиться с Алюминиевая сковорода Cate Maker на Амазоне.
В этой статье я расскажу все, что вам следует знать об алюминиевой посуде и на что обратить внимание при ее покупке
Содержание
Является ли алюминий хорошим выбором для посуды?
Алюминий легкий, хорошо проводит тепло и сравнительно недорогой.
Это делает его популярным выбором для приготовления пищи (особенно для людей, использующих газовые плиты или электрические варочные панели).
Алюминий является отличным проводником тепла и прекрасно работает с газовыми и электрическими варочными панелями.
Но когда дело доходит до использования алюминиевой кастрюли на индукционной варочной панели, это не сработает, если только у нее нет основания из нержавеющей стали, которое можно использовать на индукционной варочной панели.
Как можно использовать алюминий на индукционных варочных панелях?
Вот несколько способов использования алюминиевой сковороды на индукционной плите
Купить алюминиевую сковороду, уже готовую к индукционной плите
Самый простой способ — купить алюминиевую сковороду, которая уже подходит для индукционной плиты.
Алюминий желателен в кухонной посуде из-за его отличной теплопроводности и распределения.
Но поскольку полностью алюминиевая кастрюля не подойдет для индукционной плиты, вы можете купить кастрюлю, изготовленную из нержавеющей стали с алюминиевым покрытием (внутренний слой из алюминия, а внешний слой из нержавеющей стали).
Ее также называют трехслойной посудой.
Высокая теплопроводность алюминия делает температуру посуды более равномерной. Быстро и равномерно распределяет тепло.
Быстро и равномерно распределяет тепло.
Предпочтительным основанием для посуды обычно является стальная пластина, впрессованная в алюминий, или слой нержавеющей стали поверх алюминия.
Используйте индукционные диски
Если у вас уже есть алюминиевая посуда, которую вы хотите использовать, и эта посуда не подходит для индукции, вы можете попробовать использовать индукционную посуду.
Чтобы это работало, ваша алюминиевая сковорода должна иметь плоское и гладкое дно.
Хотя этот метод работает, он не очень энергоэффективен.
Кроме того, если у вашей алюминиевой сковороды не совсем плоское дно, между дисками преобразователя будет задерживаться воздух, что замедлит передачу тепла от диска к посуде.
Другой метод использования алюминия в индукционных плитах заключается в нанесении слоя компьютерной термопасты на дно посуды и последующем размещении посуды на диске.
Эффективно заполняет воздушные зазоры между диском и посудой.
Недостаток в том, что каждый раз его приходится соскребать и наносить снова для следующего цикла приготовления.
В настоящее время также существуют цельнометаллические модели.
Корпорация Panasonic разработала бытовую индукционную плиту, в которой используется высокочастотное магнитное поле и различные схемы генератора, позволяющие использовать ее с черными металлами.
Модель выпущена в 2017 году под названием «всесезонная» и предназначена для коммерческих кухонь.
Индукционный процессВнутри индукционной варочной панели находится медный змеевик.
Когда переменный ток проходит через медную катушку, это приводит к генерации колеблющегося магнитного поля.
Это магнитное поле проникает через дно посуды (поэтому материал дна должен быть ферромагнитным) и индуцирует сильные вихревые резистивные токи. Эти токи производят тепло и отвечают за приготовление пищи.
Наведенный ток может нагреть любой металл, но магнитные свойства стального сосуда концентрируют наведенный ток в тонком слое у поверхности, что усиливает эффект нагрева.
В таких материалах, как алюминий, магнитное поле проникает слишком далеко, и индуцированный ток встречает небольшое сопротивление в металле.
Горячей остается только та часть индукционной варочной панели, которая находится под посудой. Остальная часть варочной панели остается прохладной на ощупь.
Поверхность варочной панели изготовлена из стеклокерамического материала, плохо проводящего тепло.
Таким образом, от кастрюли к поверхности варочной панели передается минимальное количество тепла.
Как проверить, какой материал будет работать на индукции ?Тепло, которое может выделяться в посуде, зависит от поверхностного сопротивления.
Более высокое поверхностное сопротивление производит больше тепла для аналогичных токов.
Может использоваться для ранжирования пригодности материала для индукционного нагрева.
Поверхностное сопротивление в толстом металлическом проводнике пропорционально удельному сопротивлению, деленному на глубину скин-слоя.
Если толщина меньше толщины скин-слоя, фактическую толщину можно использовать для расчета поверхностного сопротивления.
Самый простой способ — найти знак волны или горизонтальный зигзаг, который обычно отображается на посуде, подходящей для индукционной плиты, у многих производителей.
На некоторых написано слово «inducktion».
Возьмите обычный магнит и приложите его к основанию посуды с внешней стороны. Если он цепляется, он подходит для индукции.
Если магнит мягко захватывает посуду, индукция может быть неэффективной.
Если магнит не притягивается, он не содержит нужных металлов и не будет выделять тепло.
Это простой способ проверить, какую посуду можно использовать на индукционной плите.
Побочные эффекты алюминиевой посуды
Хотя алюминий может оказаться отличным выбором для посуды благодаря своим свойствам, с ним связана огромная проблема, о которой вы должны знать
Алюминий долгое время был связан с болезнью Альцгеймера. Алюминий как металл легко растворяется в пище.
Алюминий как металл легко растворяется в пище.
Чем дольше пища готовится или хранится в алюминии, тем больше алюминия попадает в пищу.
Кислые продукты, такие как помидоры и цитрусовые, больше всего поглощают алюминий.
Чтобы этого избежать, некоторые производители используют метод анодирования.
Посуда из анодированного алюминия проводит тепло так же хорошо, как алюминиевая посуда, и снижает попадание алюминия из посуды в продукты, особенно кислые продукты, такие как помидоры.
Кроме того, если вы используете посуду из алюминия, но покрытую каким-либо другим металлом, ее можно использовать.
РезюмеЧерные металлы, такие как железо и нержавеющая сталь, имеют относительно высокое удельное электрическое сопротивление.
Благодаря высокому удельному сопротивлению они производят тепло быстрее и эффективнее, чем алюминий, когда индуцируются электрические токи.
Согласно закону Джоуля, выделяемое тепло прямо пропорционально удельному электрическому сопротивлению проводника.
Удельное электрическое сопротивление алюминия довольно низкое, а также то, что он не содержит железа, что делает его непригодным для индукционной плиты.
Однако посуду из нержавеющей стали или алюминия с железным покрытием можно весьма эффективно использовать на индукционной плите.
Вам также могут понравиться следующие статьи:
- Можно ли использовать индукционную посуду на газовых плитах?
- Как пользоваться неиндукционной посудой на индукционной варочной панели
- Лучшая индукционная посуда для вашей кухни
- Подходит ли чугун для индукционных варочных панелей?
- Подходит ли нержавеющая сталь для индукционных варочных панелей?
- Подойдет ли гранитная сковорода на индукционной плите?
- Будут ли сковороды на основе меди работать с индукционной плитой?
- Подойдет ли жесткая анодированная посуда для индукционной плиты?
Можно ли использовать алюминиевую фольгу в настольной конвекционной печи?
Вам будет сложно найти среди любителей выпечки более популярный прибор, чем аэрогриль. Благодаря быстрому предварительному нагреву и энергосберегающим функциям он позволяет приготовить все, что душе угодно, за относительно короткое время.
Благодаря быстрому предварительному нагреву и энергосберегающим функциям он позволяет приготовить все, что душе угодно, за относительно короткое время.
Хотя конвекционная печь обычно не славится своей универсальностью, на самом деле существует множество кастрюль и сковородок, которые вы можете использовать с ней. Это включает в себя кастрюли из алюминиевой фольги.
Противни из алюминиевой фольги для конвекции
Да, вы можете использовать алюминиевые противни в конвекционной печи. Они еще больше подходят для этих типов печей из-за их конструкции с низким бортиком, которая позволяет горячему воздуху циркулировать быстрее и равномернее.
Есть все виды продуктов, которые можно приготовить в одноразовой алюминиевой кастрюле в конвекционной печи. Среди них пицца, которая идеально подходит для большинства традиционных конвекционных печей, если ее поместить в формы из алюминиевой фольги, предназначенные для пиццы.
Размер торта не обязательно должен быть одинаковым, чтобы хорошо пропечься в форме из алюминиевой фольги. Кроме того, с помощью аэрогриля можно одновременно готовить коржи разного размера. Это связано с тем, что прибор равномерно распределяет тепло вокруг пищи, что делает почти невозможным недожаривание тортов.
Кроме того, с помощью аэрогриля можно одновременно готовить коржи разного размера. Это связано с тем, что прибор равномерно распределяет тепло вокруг пищи, что делает почти невозможным недожаривание тортов.
Тем не менее, вы должны быть особенно осторожны при использовании кастрюль из анодированного алюминия. Эти сковороды сделаны из темного металла, который может ускорить подрумянивание пищи в конвекционной печи. Внимательно следите за своей едой, если готовите ее на этой сковороде.
Алюминиевые сковороды, которые можно использовать с конвекцией
В духовке с конвекцией горячий воздух циркулирует вокруг продуктов, благодаря чему они готовятся быстрее и равномернее. Это все благодаря вентилятору, встроенному в заднюю часть устройства.
Конвекционные печи обычно не требуют специальных поддонов. По большей части для них также подойдут сковороды, используемые в обычной духовке.
Итак, давайте посмотрим на сковороды, которые можно использовать для приготовления пищи с конвекцией.
1. Противни для выпечки
Металлические противни светлого цвета или из алюминия хорошо подходят для конвекционных печей. Конечно, анодированные сковороды также полезны, но если вы не будете внимательно следить за своей едой, вы можете получить слишком подрумяненный готовый продукт. 9№ 0003
Плоские тонкие алюминиевые формы идеально подходят для выпечки пиццы и печенья в режиме конвекции. Вы даже можете выпекать несколько партий за один раз, поскольку в конвекционной печи решетки можно ставить близко друг к другу.
В принципе, если ваши кулинарные творения имеют одинаковые температурные характеристики, то вы можете приготовить их сразу несколько листов в аэрогриле. Просто убедитесь, что алюминиевые кастрюли размещены в центре каждой стойки.
Алюминиевая форма для хлеба идеальна, если вы хотите испечь буханку хлеба. Если вы любите кексы, вы можете испечь восхитительные партии, используя стандартные алюминиевые формочки для кексов.
Специальные формы для кексов также доступны для конвекционных печей. Они мельче, а контейнеры расположены дальше друг от друга для более равномерного приготовления пищи.
Они мельче, а контейнеры расположены дальше друг от друга для более равномерного приготовления пищи.
2. Противни для жарки
При жарении рыбы, мяса и овощей получаются вкусные соки, которые вы захотите сохранить с помощью V-образной алюминиевой решетки. Эта решетка должна располагаться поверх алюминиевой жаровни, чтобы сок не проливался.
Продукты также следует размещать в центре стойки, чтобы горячий воздух мог циркулировать со всех сторон. Это позволяет готовить быстрее и равномернее.
Кроме того, поскольку в режиме конвекции продукты подрумяниваются снаружи, нет необходимости обжаривать их перед приготовлением в духовке. В некоторых моделях для этого можно использовать настройку конвекции « true ».
3. Противни для жарки
Двухъярусная сковорода идеально подходит для жарки в конвекционной печи. Эта сковорода направляет жир из самой верхней части сковороды вниз, чтобы исключить любую возможность воспламенения жира.
Если пища, которую вы жарите, содержит мало жира, используйте более тяжелые противни, так как тонкие склонны разрушаться при сильном нагревании. Они также могут привести к тому, что ваша пища подгорит, а это последнее, чего вы хотите.
Они также могут привести к тому, что ваша пища подгорит, а это последнее, чего вы хотите.
Теперь, когда установлено, что кастрюли из алюминиевой фольги можно использовать с конвекцией, давайте выясним, можно ли просто накрыть фольгой обычные кастрюли. InductionPros рекомендует использовать лучшие на рынке конвекционные тостеры и микроволновые печи, чтобы обеспечить наилучшие результаты в этой области.
Алюминиевая фольга для конвекции
Конвекционные печи выпускаются в различных версиях. На рынке доступны даже гибридные варианты конвекции и микроволн. В то время как вы должны хорошо использовать алюминиевую фольгу для приготовления пищи с конвекцией, вы не должны оборачивать фольгу вокруг пищи для разогрева в микроволновой печи. Это потому, что алюминий блокирует волны от достижения блюда, оставляя его недоваренным.
При использовании в микроволновой печи алюминиевая фольга также представляет опасность возгорания. Это может привести к перегреву микроволновой печи с конвекцией, что может привести к деформации электрических дуг в вашем приборе.
Конечно, если вы настаиваете на использовании алюминиевой фольги при приготовлении в режиме конвекции, помните о следующих рекомендациях:
- Алюминиевую фольгу следует использовать только для покрытия тех порций продуктов, которые вы не хотите переваривать.
- Помимо использования небольшого количества фольги, перед приготовлением убедитесь, что она плотно прижата к продукту.
- Никакая часть фольги не должна выступать за продукт, так как это может привести к тому, что фольга будет работать как антенна и вызвать искрение в вашем приборе.
- Никогда не используйте алюминиевую фольгу для покрытия посуды при приготовлении пищи в режиме конвекции. Это только отводит тепло от блюда, из-за чего оно готовится быстро и неравномерно.
Значение размера противня
Какую бы форму с конвекцией вы ни использовали, убедитесь, что она легко помещается в духовку. С каждой стороны должно быть не менее 2,5 см свободного пространства, чтобы обеспечить оптимальные результаты.
Приготовление с конвекцией с использованием алюминия
Алюминиевую фольгу можно безопасно использовать при приготовлении с конвекцией. Конечно, вы должны проявлять особую осторожность, чтобы правильно использовать их при использовании микроволновой печи с конвекцией. Алюминиевая фольга представляет собой большую проблему безопасности для этого типа печи, чем для других. На самом деле, чтобы быть полностью в безопасности, вы можете вообще не использовать алюминиевую фольгу для гибрида микроволновой печи и конвекции.
Тем не менее, ничто не сравнится с конвекцией в кастрюлях из алюминиевой фольги. Они бывают разных видов, подходящих для жарки, запекания и поджаривания пищи в конвекционной печи.
Индукционная варочная панель для Vanlife: плюсы и минусы, сравнение мощности, электричества и пропана
Индукционная плита становится довольно популярной среди сообщества Vanlife. Индукционная варочная панель более энергоэффективна, чем традиционная электрическая варочная панель, и она открывает двери для «полностью электрического» преобразования фургона, поскольку пропан является источником беспокойства для некоторых. При этом индукционное приготовление пищи по-прежнему требует много энергии и, следовательно, оказывает значительное влияние на стоимость электрической системы и автономность. После прочтения этой статьи вы должны понять плюсы и минусы индукционной плиты VS пропана, и вы сможете сделать правильный выбор в соответствии со своими потребностями. Продолжай читать!
При этом индукционное приготовление пищи по-прежнему требует много энергии и, следовательно, оказывает значительное влияние на стоимость электрической системы и автономность. После прочтения этой статьи вы должны понять плюсы и минусы индукционной плиты VS пропана, и вы сможете сделать правильный выбор в соответствии со своими потребностями. Продолжай читать!
Содержание
1- Кратко об индукционной варочной панели
1.1- Принцип работы индукционной плиты
1.2- Какую модель аккумулятора выбрать для Vanlife
2- Требования к мощности
20-0002 2.9-0 Инвертор Размер банка2.3- Схема подключения и список элементов
3- Индукция VS пропан
3.1- Сравнение стоимости
3.2- Сравнение автономности
3.3- Безопасность
9 4- Заключение0003
Раскрытие информации : Этот пост содержит партнерские ссылки, что означает, что если вы нажмете на ссылку продукта и купите что-либо у продавца (Amazon, eBay и т. д.), мы получим комиссию. Цена, которую вы платите, остается неизменной, независимо от того, партнерская ссылка или нет.
д.), мы получим комиссию. Цена, которую вы платите, остается неизменной, независимо от того, партнерская ссылка или нет.
1- Индукционная варочная панель в двух словах
1.1- Как работает индукционная плита
При индукционной плите тепло вырабатывается посудой ; поверхность самой индукционной варочной панели не нагревается. Это означает, что поверхность варочной панели холодная на ощупь, поэтому совершенно безопасно прикасаться к ней или класть на нее ткань (при этом поверхность будет нагреваться во время приготовления пищи из-за передачи тепла от посуды к варочной панели). поверхность индукционной варочной панели) .
Индукционная варка использует индукционный теплообмен для нагрева посуды, в то время как газ или «обычный» электрический элемент используют кондуктивный теплообмен . Индукционная плита создает магнитное поле, которое создает вихревые токи в железной посуде; посуда обеспечивает сопротивление этому вихревому току, и в результате выделяется тепло.
Очень важно отметить, что не вся посуда совместима с индукционной плитой : посуда должна быть изготовлена из черного металла. Не уверены, подходит ли ваша посуда? Просто попробуйте приклеить магнит ко дну: если там сильное притяжение , вы в деле! Мягкая тяга может работать, но не очень хорошо. No pull определенно не будет выделять тепло.
Совместимая посуда
- Чугун
- Эмалированный чугун
- Нержавеющая сталь (не все типы)
Посуда с неровной (не плоской) поверхностью дна может работать неправильно.
Несовместимая посуда
- Алюминий
- Вся медь
- Стакан
Но эти материалы будут работать, если на дне будет магнитный слой!
Одним из основных преимуществ vanlifers является то, что 9Индукционная плита 0017 более энергоэффективна, чем традиционная электрическая плита . Действительно, тепло передается непосредственно посуде, и в результате еда нагревается, а вода закипает примерно на 50% быстрее, чем электрическая или газовая. Это отличная новость, так как энергия в фургоне не безгранична! При этом индукционная плита по-прежнему требует много энергии … поэтому вам, скорее всего, придется модернизировать компоненты электрической системы и аккумулятор, чтобы заставить ее работать, а требует финансовых затрат и затрат на автономность . Требования к питанию и электричеству описаны в РАЗДЕЛЕ 2 ниже; продолжайте читать, чтобы узнать, что вам нужно!
Действительно, тепло передается непосредственно посуде, и в результате еда нагревается, а вода закипает примерно на 50% быстрее, чем электрическая или газовая. Это отличная новость, так как энергия в фургоне не безгранична! При этом индукционная плита по-прежнему требует много энергии … поэтому вам, скорее всего, придется модернизировать компоненты электрической системы и аккумулятор, чтобы заставить ее работать, а требует финансовых затрат и затрат на автономность . Требования к питанию и электричеству описаны в РАЗДЕЛЕ 2 ниже; продолжайте читать, чтобы узнать, что вам нужно!
1.2- Какую модель купить для Vanlife
Чтобы предотвратить перегрузку инвертора (и, возможно, чтобы предотвратить срабатывание предохранителя в некоторых ситуациях) , нам нужна индукционная варочная панель с регулируемой мощностью . Это означает, что если мы установим варочную панель на средний уровень (50 %), мы хотим, чтобы индукционная варочная панель непрерывно работала на 50 % своей мощности (т. е. 900 Вт для варочной панели мощностью 1800 Вт). Варочная панель, которая работает на полной мощности (1800 Вт) в течение 50% времени, на самом деле не то, что нам нужно.
е. 900 Вт для варочной панели мощностью 1800 Вт). Варочная панель, которая работает на полной мощности (1800 Вт) в течение 50% времени, на самом деле не то, что нам нужно.
Мы также хотим, чтобы его максимальная мощность была достаточно низкой, чтобы он работал с инвертором мощностью 2000 Вт (при этом мы рекомендуем инвертор мощностью 3000 Вт, но это тема РАЗДЕЛА 2 ниже!).
Индукционная варочная панель Duxtop 1800 Вт (одинарная)
| МОЩНОСТЬ | ВАТТ |
| 0.5 | 100 |
| 1 | 180 |
| 1.5 | 260 |
| 2 | 340 |
| 2.5 | 420 |
| 3 | 500 |
| 3.5 | 580 |
| 4 | 660 |
| 4.5 | 740 |
| 5 | 820 |
| POWER | WATTS |
5. 5 5 | 900 |
| 6 | 1000 |
| 6.5 | 1100 |
| 7 | 1200 |
| 7.5 | 1300 |
| 8 | 1400 |
| 8.5 | 1500 |
| 9 | 1600 |
| 9,5 | 1700 |
| 10 | 1800 |
- 1800 Вт (переменная)
- Размеры: 11,4 «х 14″ х 2,5 »
- Рейтинг 4,5 звезды (более 2000 отзывов на Amazon)
Купить на Амазоне
Руководство пользователя (pdf)
Индукционная варочная панель Duxtop 1800 Вт (двойная)
- ВСЕГО 1800 Вт (переменная) (распределяется между 2 горелками)
- Размеры: 23,9 «х 14,2″ х 2,5 »
- Рейтинг 4,5 звезды (более 2000 отзывов на Amazon)
Купить на Амазоне
Руководство пользователя (pdf)
Индукционная посуда Magma, предназначенная для лодок и домов на колесах
- Набор из 10 предметов, нержавеющая сталь, тройное покрытие
- Гнезда и склады менее чем на 1/2 фута³
- Можно использовать в духовке до 500F (кроме съемных ручек)
Купить на Амазоне
Технические характеристики и размеры
2- Требования к питанию
2.
 1- Размер инвертора
1- Размер инвертораЭлектрическая система фургона обычно рассчитана на 12 В постоянного тока, поэтому для преобразования питания в 120 В переменного тока требуется инвертор. Вы должны выбрать инвертор мощности, способный непрерывно выдавать 2000 Вт, , в крайнем случае . Тем не менее, инвертор мощностью 2000 Вт может иногда отключаться при использовании индукционной варочной панели на максимальной мощности, потому что:
- Инвертор, продаваемый как «2000 Вт», на самом деле может выдерживать скачки мощности до 2000 Вт в течение очень короткого промежутка времени, но не непрерывно. Поэтому обязательно прочитайте спецификацию инвертора!
- Одновременное использование других устройств на 120 В увеличивает потребляемую мощность! Например, для одновременного использования индукционной плиты (1800 Вт), блендера (350 Вт) и ноутбука (45 Вт) потребуется мощность более 2195 Вт. Не забудьте сохранить буфер, потому что постоянное отключение инвертора будет раздражать.
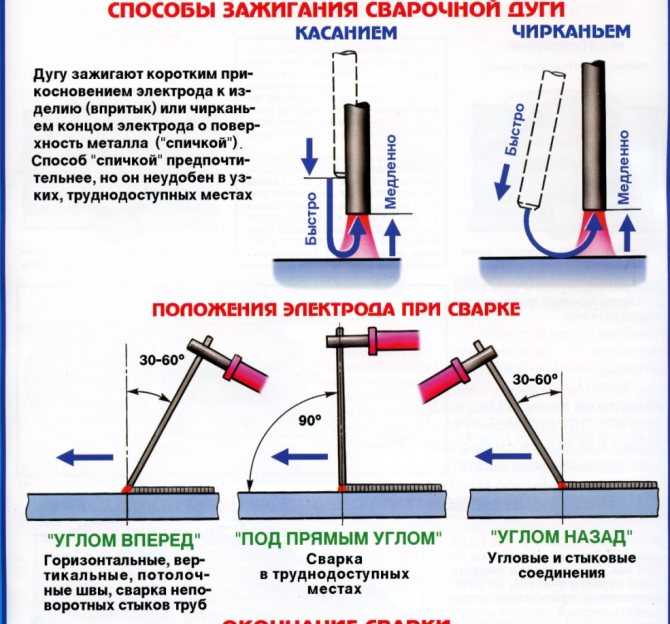
Таким образом, даже если инвертор мощностью 2000 Вт кажется более чем достаточным, на самом деле это не так, и мы рекомендуем использовать инвертор мощностью 3000 Вт.
Инвертор 2000 Вт
- нормально, но не идеально
- Иногда может срабатывать при самых высоких настройках (~ 1800 Вт)
- Он не оставляет буфера для одновременной работы других устройств на 120 В.
Инвертор 3000 Вт
- рекомендуемые
- Надежное решение, чтобы убедиться, что оно работает как надо!
2.2- Емкость аккумуляторного блока
Адекватный размер аккумуляторного блока напрямую влияет на автономность , это очевидно для большинства людей. Но знаете ли вы, что Максимальный ток , который может обеспечить блок батарей, зависит от его размера (и типа)?
Автономность
Мы встретили несколько Ванлиферов, работающих полный рабочий день, с профессиональными фургонами, которые отказались от использования своей индукционной плиты и вместо этого используют газовую кемпинговую плиту, потому что их аккумуляторная батарея не соответствует размеру.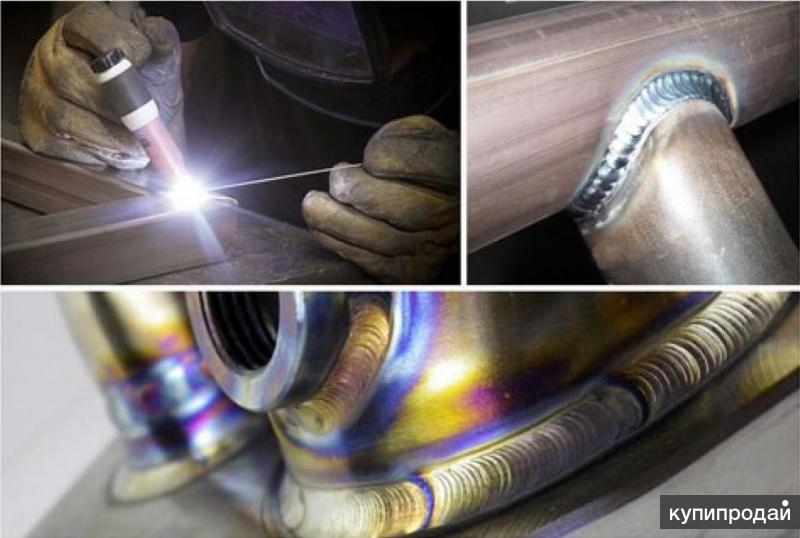 Индукционная кулинария — это модно, и профессиональные строители хотят соблазнить ею своих клиентов, но не совершайте ту же ошибку, занижая размер батареи в качестве меры экономии … особенно если вы планируете постоянно жить в фургоне.
Индукционная кулинария — это модно, и профессиональные строители хотят соблазнить ею своих клиентов, но не совершайте ту же ошибку, занижая размер батареи в качестве меры экономии … особенно если вы планируете постоянно жить в фургоне.
Максимальный ток
Инвертор мощности потребляет огромное количество тока, и блок батарей должен быть в состоянии обеспечить его . Например, одна литиевая батарея емкостью 100 Ач не может обеспечить более 100 А. Это означает, что аккумуляторная батарея емкостью 100 Ач (одна батарея) может поддерживать инвертор мощностью 1000 Вт и не более. Аккумуляторная батарея на 200 Ач (2 батареи) может поддерживать инвертор на 2000 Вт и не более, и так далее. Но для надежной системы инвертор на 2000 Вт должен быть соединен как минимум с 3 литиевыми батареями по 100 Ач, а инвертор на 3000 Вт должен быть соединен как минимум с 4 литиевыми батареями по 100 Ач. Это необходимо для того, чтобы инвертор И другие 12-вольтовые устройства могли питаться одновременно (что, скорее всего, так и есть).
2.3- Схема подключения и список элементов
На данный момент мы понимаем, что определение параметров силового инвертора И аккумуляторной батареи имеет решающее значение для обеспечения правильной работы электрической системы. Но на самом деле это еще не все: солнечная батарея, зарядное устройство для генератора переменного тока, береговое зарядное устройство, предохранители, выключатели и провода также должны иметь правильные размеры… И поскольку у всех разные потребности, ни у кого нет абсолютно одинаковой системы. Итак, как мы это делаем? Эту проблему мы решили с помощью наших уникальных инструментов: 9Электрический калькулятор фургона 0017 и настраиваемая электрическая схема . Это не становится легче, чем это!
1- Измерьте вашу электрическую систему
и создайте свой собственный список элементов
2- Возьмите схему подключения и руководство
3- Индукция VS Пропан
3.
1- Сравнение стоимостиВ наши дни мы видим, что многие люди пытаются избегать пропана и выбирают «полностью электрическую» сборку, поэтому было бы интересно сравнить стоимость каждого из них. Для этого упражнения мы предположим, что «Стандартная» электрическая система (согласно faroutride.com/wiring-diagram) достаточна при использовании пропана:
Электрическая/пропановая гибридная стоимость
Стандартная электрическая система
Инвертор 1000 Вт, 2 литиевые батареи
4 870 долл. США
Нажмите, чтобы увеличитьПропановая система
Всего: 5 270 долл. США
Полностью электрическая стоимость
Высокомощная электрическая система
Инвертор мощностью 3000 Вт, 4 литиевые батареи
8 575 $
Нажмите, чтобы увеличитьПропановая система
Здесь ничего не видно…Итого: 8 575 долл.
СШАУказанные цены не включают стоимость бытовой техники (плита и т.д.). Да, можно построить аналогичную систему дешевле. Но снижение стоимости обычно означает использование более дешевых и нефирменных компонентов, что означает ставку на качество и безопасность. Наша цель здесь — построить надежную, безопасную и производительную электрическую систему; поэтому мы инвестируем в качественные компоненты.
Сокращение затрат
Вскоре после публикации этой статьи мы получили несколько отзывов и вопросов о нашем сравнении затрат, которые кажутся завышенными: аккумулятор и использовать индукционную плиту только при более низких настройках?
Да, это может сработать. Но, по нашему мнению, любая конструкция, которая требует от пользователя «быть осторожным», чтобы предотвратить сбой, является плохой конструкцией . Вы строите фургон для себя прямо сейчас, но помните, что в конечном итоге все фургоны оказываются на рынке подержанных. .. Вы должны строить свой фургон также с учетом следующего владельца (для безопасности и стоимости при перепродаже)!
В качестве аналогии вы можете спроектировать и построить пол в своем фургоне, который не является водонепроницаемым (по краям или что-то еще), и «будьте осторожны», чтобы не пролить воду. Проверка реальностью: разливы воды в конце концов произойдут. Это не «ЕСЛИ», это «КОГДА». Так что лучше приложить дополнительные усилия, чтобы построить водонепроницаемый пол…
Это философия, которую мы применяли во всей нашей конструкции, и мы гордимся ею. Нам это нравится, и мы не можем рекомендовать это достаточно; это стоит дополнительного времени, денег и усилий! 🙂
3.2- Автономность
Как мы упоминали в предыдущем разделе, мы встретили несколько ванлиферов, которые были разочарованы автономностью своей индукционной варочной панели. Профессиональные строители (и любители) часто сокращают количество батарей, чтобы снизить стоимость, но позже обнаруживают, что их автономность не велика. Проверка на практике: солнце светит не всегда, поэтому выберите размер своей системы, чтобы получить достаточную автономию без солнечной энергии!
Мы лично использовали пропановую систему (faroutride.com/propane-system) в нашем фургоне. Это потому что мы живем полный рабочий день в нашем фургоне, а автономность для нас критична. Мы используем фургон для катания на лыжах зимой (faroutride.com/winter-vanlife), и в это время солнечная энергия незначительна. Пропан является чрезвычайно плотным источником энергии: нам нужно только заправлять наш 20-фунтовый баллон каждые два месяца при использовании нашей линейки Atwood Range (faroutride.com/wedgewood-vision-range-review) и нашего горячего душа (faroutride.com/exterior). -душ) регулярно. Одна заправка стоит от 12 до 20 долларов США.
Электрика
- Несколько дней в зависимости от солнечной энергии, манеры вождения, аккумулятора и техники.
Пропан
- Несколько недель/месяцев в зависимости от размера резервуара и оборудования.
Ни солнца, ни берегового электричества, ни поездки в ближайшее время, чтобы перезарядить батареи… мы остаемся здесь, пока есть хороший снег 🙂 Автономность — ключ к хорошему приключению!
3.3- Безопасность
Для большинства людей пропан = опасность. По нашему мнению, существует (управляемый) риск как для пропана, так и для электричества. Действительно, имейте в виду, что инвертор мощностью 3000 Вт может потреблять огромное количество тока (около 350 ампер, это очень много), и это потенциальный риск возгорания , если соединение со временем ослабнет (из-за вибрации). Итак, работаете ли вы с пропаном или электричеством: будьте скромны, обучайтесь, используйте качественные компоненты, качественные инструменты, соответствующие методы и при необходимости обращайтесь за профессиональной помощью.
Электрика
- Используйте только качественные комплектующие (разъемы, провода, предохранители и т. д.).
- Работайте с правильными инструментами.
- Регулярно проверяйте наличие ослабленных соединений.
Пропан
- Проверьте вашу систему на наличие утечек после установки.
- Используйте электромагнитный клапан для дистанционного отключения резервуара, когда он не используется.
- Установите сигнализацию газа и угарного газа.
4- Заключение
Индукционная варочная панель может стать отличным дополнением к фургону, если электрическая часть спроектирована и имеет соответствующие размеры. Проектирование и создание электрической системы — непростая задача, поэтому мы очень надеемся, что инструменты, которые у нас есть, вам помогут!
— Вот и все, надеюсь поможет! —
РАСКРЫТИЕ :
Этот пост содержит партнерские ссылки, что означает, что если вы нажмете на ссылку продукта и купите что-нибудь у продавца, мы получим комиссию. Цена, которую вы платите, остается неизменной, независимо от того, партнерская ссылка или нет.
Покупка по ссылкам на наши продукты — лучший способ сказать спасибо, если мы чем-то помогли вам в преобразовании! Спасибо, что поддерживаете нас и поддерживаете этот сайт 🙂
Кроме того, вы можете посетить наш раздел «Скажи спасибо!» страница.
МЫ ТОЛЬКО НАЧАЛИ.
ПРИСОЕДИНЯЙТЕСЬ К 40 000+ ПОДПИСЧИКАМ ЧЕРЕЗ FACEBOOK, INSTAGRAM ИЛИ YOUTUBE:
Поддержите нас на Patreon | Присоединяйтесь к нашему списку рассылки
ПРИЯТНО ВСТРЕТИТЬСЯ С ВАМИ.
Здравствуйте! Нас зовут Изабель и Антуан 🙂 В 2017 году мы продали наш дом (и все, что в нем есть), бросили инженерную карьеру и переехали в самодельный дом на колесах. С тех пор мы в пути, и каждый день — это возможность для нового приключения; мы преследуем свои мечты, и, надеюсь, это вдохновляет других делать то же самое!
Преимущества и недостатки индукционной варочной панели – плюсы и минусы
С тех пор, как первые люди научились разводить огонь, люди с удовольствием готовили на нем. Со временем методы приготовления пищи стали еще более сложными и эффективными, более портативными и компактными. Сегодня один из ведущих и самых полезных способов приготовления пищи называется «индукцией».
Мы наблюдаем большой интерес к индукционным плитам и плитам. Индукция — самая быстрорастущая технология приготовления пищи в США. В масштабах отрасли индукционные кухонные приборы составляют около 10% ассортимента и продаж варочных панелей. Мы ожидаем, что это число будет увеличиваться в будущем, поскольку все больше потребителей узнают о преимуществах индукции.
В этой статье вы узнаете о преимуществах и недостатках использования индукционной варочной панели для приготовления пищи.
Индукционное приготовление пищи Объяснение
Индукция — это термин, обозначающий особый метод выработки тепла. Традиционная электрическая плита использует лучистое тепло для приготовления пищи. Микроволновая печь использует микроволны, или малые энергетические волны, чтобы сделать то же самое. В индукционной плите для приготовления пищи внутри кастрюли или сковороды используется электромагнетизм.
При индукции происходит электромагнитная реакция между горелкой и самой кастрюлей или сковородой. Если на конфорке нет кастрюли или сковороды, простое включение конфорки не приведет к выделению тепла. Ключом к тому, чтобы индукционная варочная панель или плита работали, является использование определенного типа кастрюли. Вам нужно использовать магнитную кастрюлю или сковороду, чтобы вызвать электромагнитную реакцию для приготовления пищи. Как правило, это будет означать использование чугуна или магнитной нержавеющей стали. Простой тест: возьмите магнит на холодильник и поднесите его к кастрюлям и сковородкам. Если он прилипает, ваша сковорода должна работать на индукционной варочной поверхности.
Какие приборы имеют индукцию?
AJ Madison предлагает самый широкий выбор бытовой техники. На нашем сайте вы можете купить более 200 индукционных плит и варочных панелей от более чем 30 различных брендов.
Наряду с профессиональными газовыми варочными панелями и плитами лучшим выбором является индукция. Потребители выбирают индукцию за ее легкость очистки, безопасность, скорость и эффективность. Самое замечательное, что существует широкий ассортимент индукционных плит и плит на выбор. Существует индукционный продукт для любого пространства и бюджета.
Для больших кухонь мы обычно указываем большую 36-дюймовую варочную панель в сочетании с духовкой с двойными стенками, паровой печью, выдвижным ящиком для микроволновой печи и, возможно, даже печью для пиццы! Таким образом, у домашних поваров будет больше места, чтобы рассредоточиться. №
Для кухни среднего или маленького размера лучше всего подходят плиты. В целом, большинство покупателей выбирают индукционные плиты, поскольку они экономичны и могут легко заменить старую электрическую плиту.
Сколько стоит индукция?
Индукция доступнее, чем когда-либо. Мы видим, что все больше брендов предлагают индукционные варочные панели и плиты, чтобы каждый мог воспользоваться преимуществами этой удивительной технологии. Чтобы проверить, подходит ли ваша посуда для индукции, просто поместите магнит холодильника на дно кастрюли. Если магнит прилипает ко дну, ваша посуда отлично работает на индукции.
Умные устройства с подключением к Wi-Fi популярны как никогда. Подключение вашего нового индукционного прибора к домашней сети Wi-Fi может предоставить ряд новых преимуществ, включая встроенные пошаговые рецепты, дистанционное управление с вашего интеллектуального динамика и удаленную диагностику для упрощения обслуживания. Нам нравятся интеллектуальные индукционные варочные панели и плиты со встроенными рецептами, чтобы вы могли расширить свои кулинарные навыки и приготовить вкусные блюда для всей семьи.
Мы обнаружили, что некоторые потребители заинтересованы в приготовлении пищи на индукционной плите, но не решаются покупать полностью индукционную поверхность. Некоторые профессиональные плиты сочетают в себе лучшее из обоих миров: профессиональные газовые плиты с индукционными элементами для приготовления пищи. Таким образом, вместо всех газовых горелок в верхней части некоторые профессиональные модели поставляются с несколькими индукционными горелками для дополнительной универсальности.
Fisher and Paykel недавно выпустили 48-дюймовую двухтопливную плиту с 4 мощными газовыми горелками и 4 индукционными горелками. Это первый в своем роде агрегат, предлагающий наполовину газ и наполовину индукцию.
5 плюсов использования индукционной варочной панелиЭти плюсы станут вашим преимуществом, когда вы перейдете на индукционное приготовление пищи.
1. Индукционная готовка — это быстро.
Благодаря быстрому отклику электромагнитного цикла вы можете сократить среднее время приготовления многих ваших любимых блюд до 50 процентов.
Индукционные варочные панели используют электромагнетизм для возбуждения молекул в кастрюлях и сковородках. Эта вибрация магнитного поля создает тепло, которое готовит вашу пищу. Индукция работает мгновенно, поэтому ваша сковорода нагреется за считанные секунды. Вы можете вскипятить небольшую кастрюлю с водой менее чем за две минуты, что намного быстрее, чем у большинства газовых, излучающих электрических варочных панелей и элементов для приготовления пищи с змеевиком.
Индукция также дает вам преимущество контроля. Индукционные горелки реагируют мгновенно, так что вы можете перейти от медленного кипения к медленному кипению за считанные секунды.
2. Индукционная плита безвредна для планеты.
Поскольку приготовление пищи на индукционной плите происходит быстрее, чем на традиционной плите, при этом также используется меньше энергии. Он производит почти меньше остаточного тепла (любое тепло будет в кастрюле или сковороде, а не от самой плиты). Это способствует меньшему потреблению энергии и меньшим счетам за электроэнергию.
Индукция — самая энергоэффективная технология приготовления пищи. Он сразу нагревает вашу сковороду; Говорят, что 90% тепла индукции достигает вашей пищи. Это количество тепла намного превышает традиционные газовые или электрические нагревательные элементы.
Индукция также требует меньшей вентиляции, поэтому это отличное решение для городских жителей или домов, где вентиляция снаружи невозможна. Когда дело доходит до энергоэффективности, индукция является явным победителем.
3. Приготовление на индукционной плите безопаснее, особенно если поблизости находятся дети и домашние животные.
Индукция использует электромагнитную реакцию для нагрева содержимого кастрюли или кастрюли. Горелка будет оставаться менее горячей, чем обычные электрические горелки на протяжении всего процесса. В течение нескольких минут после выключения конфорки и кастрюля, и конфорка становятся намного холоднее, что снижает вероятность ожогов.
Индукция — самый безопасный метод приготовления пищи. Это отличный вариант, если вы живете с маленькими детьми или пожилыми членами семьи. Вы не можете включить индукционную плиту случайно. Поскольку индукция заставляет сковороду нагреваться, она не включится, если вы не поместите кастрюлю или сковороду, готовую к индукции, на поверхность.
Индукционные варочные панели умны. Если прибор обнаружит перегрев, большинство из них автоматически отключится. Индукция нагревает посуду, а не стекло. Это означает, что стекло с гораздо меньшей вероятностью может вызвать ожоги при приготовлении пищи.
4. На индукционных варочных панелях практически никогда не бывает беспорядка.
Если не происходит прямого разлива, уборка после сеанса индукционного приготовления не составит труда. Стеклянную варочную панель нужно только протереть, а поскольку плита остается относительно прохладной, к ней редко прилипает пища.
Индукционные варочные панели отличаются от излучающих электрических варочных панелей. В обычных электрических варочных панелях нагревательный змеевик под варочной поверхностью нагревает стекло, которое нагревает сковороду. При приготовлении стеклянная поверхность сильно нагревается. Если вы прольете жидкость во время приготовления пищи на излучающей электрической плите, со временем вы заметите пригоревшие круги, которые будет трудно очистить.
Индукция отличается тем, что индукторы нагревают кастрюлю, а не стекло. Хотя стекло под вашей посудой будет довольно теплым, у вас меньше шансов столкнуться с трудными для очистки беспорядками. Это означает, что ваша индукционная плита или варочная панель долгие годы будут выглядеть как новые.
По окончании приготовления вы можете сразу же протереть индукционную поверхность влажной тканью или бумажным полотенцем, чтобы ее было легко чистить на ходу. Для еще более легкой уборки вы можете положить полотенце под посуду, чтобы собирать брызги, так здорово!
5. Простота установки
Индукционные варочные панели и плиты просты в установке и могут быть установлены в любом месте вашего дома. Если у вас есть старая электрическая плита, вы можете легко заменить ее индукционной моделью. Просто не забудьте проверить спецификации, чтобы убедиться, что у вашего электрического выключателя достаточно ампер. Индукционные варочные панели бывают всех форм и размеров и могут стать отличным дополнением к гостевой комнате, домику у бассейна, квартире свекрови или даже вашему домашнему офису.
Вот пять минусов, которые могут возникнуть при переходе на индукционную плиту. В целом, я большой поклонник индукции, но, как и со всем остальным, что вы покупаете, хорошо быть готовым!
1. Индукционные приборы дороже.
Поскольку индукция все еще является относительно новой технологией, индукционная варочная панель будет стоить дороже, чем газовая или традиционная электрическая варочная панель того же размера.
2. Требуется специальная посуда.
Вы должны использовать магнитную посуду, иначе процесс индукции не будет работать правильно, и ваша пища не приготовится. Для некоторых это может потребовать инвестиций в посуду, а также в индукционную варочную панель.
3. Индукционные варочные панели издают шум.
Звучит как тихое жужжание, гул или напольный вентилятор, в зависимости от того, кого вы спросите. Обычно это связано с типом посуды, которую вы используете, а не с самой варочной панелью. Более дешевые сковороды из нержавеющей стали могут производить больше шума, чем более тяжелые сковороды из чугуна.
4. Вы должны заранее подготовиться.
Это не обязательно недостаток, однако, если вы привыкли к традиционной электрической плите, индукция будет намного быстрее. Убедитесь, что вы нарезали овощи, прежде чем включать горелку, потому что они мгновенно нагреются до нужной температуры!
5. Вы не сможете готовить, если отключится электричество.
Если вы любитель газовых плит, возможно, вам приходилось ценить возможность есть горячую пищу даже во время отключения электроэнергии. Это не относится к индукционному приготовлению пищи, для работы которого требуется электроэнергия.
Для многих плюсы перевешивают минусы, поскольку индукционное приготовление пищи является самым быстрорастущим методом приготовления пищи. Понимая, что вы получаете и от чего отказываетесь при приготовлении пищи на индукционной плите, вы можете принять обоснованное решение о том, какой метод лучше всего подходит для вас.
Все индукционные варочные панели
Хотите узнать больше?
Ознакомьтесь с нашим Учебным центром
Кулинария / Тенденции
Лучшие энергосберегающие приборы в соответствии с Законом о снижении инфляции
Автор Jess P | 20 сентября 2022 г.
Кулинария / Руководство по покупке
На что обратить внимание перед покупкой микроволновой печи
Автор Jess P | 24 июля 2022 г.
Кулинария / Руководство по покупке
Руководство по покупке вытяжки 2022 года
Джесс П | 25 января 2022 г.
Кулинария / Идеи и вдохновение
Диапазоны, используемые профессиональными поварами
Автор Jess P | 25 января 2022 г.
Объяснение индукционного приготовления: плюсы и минусы этого типа приготовления
Это быстро и безопасно, так почему же мы все не готовим с помощью индукции?
Эми Шерман, внештатный писатель
Автор: Эми Шерман, 1 сентября 2020 г.
Каждый представляемый нами продукт был независимо отобран и проверен нашей редакционной командой. Если вы совершите покупку по включенным ссылкам, мы можем получить комиссию.
одинарная индукционная горелка, используемая для приготовления филе лосося
Фото: любезно предоставлено Williams-Sonoma Он давно популярен в Европе, особенно на профессиональных кухнях. Теперь, согласно USA Today , из-за опасений по поводу изменения климата города и округа в Калифорнии принимают новые строительные нормы и правила, запрещающие использование природного газа в новых домах и поддерживающие все электрические работы. Есть также стимулы и скидки для перехода на электричество. Несмотря на противодействие со стороны индустрии ископаемого топлива, вполне вероятно, что отказ от газа будет продолжаться и расширяться — наряду с этим мы, вероятно, увидим переход от газа к индукционному приготовлению пищи в домашних условиях. Итак, как работает индукционная плита и подходит ли она для вашей кухни?
Что такое индукционная кулинария?
Индукция электромагнитная. Магниты возбуждают металлические кастрюли, создавая тепло. Сковороды, по сути, превращаются в конфорки, устраняя передачу тепла через стеклянную поверхность варочной панели, в отличие от обычной электрической готовки, что делает ее более эффективной и безопасной. Индукционная готовка доступна в одной «горелке» или зоне нагрева, на варочной панели с несколькими зонами нагрева или в плите.
Совместимость с посудой
Поскольку для приготовления пищи используются электромагнитные волны, для приготовления пищи на индукционной плите требуется магнитная посуда. Если магнит прилипает к сковороде, его можно использовать с индукционной плитой. Кухонная посуда, которая является магнитной и, следовательно, совместимой, включает в себя чугун, эмалированный чугун и нержавеющую сталь — полностью облицованные кухонные бренды, такие как All Clad и Le Creuset, имеют предложения, которые будут работать.
Преимущества индукционного приготовления пищи
Рашель Буше, шеф-повар, эксперт по электрическим кухням и основатель Kitchens to Life, является активным сторонником индукционного приготовления пищи. Она указывает на несколько преимуществ по сравнению с приготовлением пищи на газу, и все начинается с качества воздуха. По словам Баучера, «природный газ создает неприемлемые количества загрязнения метаном и твердыми частицами в воздухе. Благодаря индукции меньше потребность в кондиционировании воздуха и вентиляции».
В дополнение к уменьшению загрязнения воздуха, Баучер говорит, что необходимо также учитывать безопасность. Без пламени нет огня, поэтому вы снижаете вероятность пожара на кухне и ожогов. Буше предпочитает готовить на индукции, потому что это быстрее и точнее. По словам Баучера, он не только нагревается в два-три раза быстрее, чем газ, но и «вы можете выбрать конкретную температуру, и она более постоянна». Очистка также намного быстрее и проще с индукцией, потому что нагревается только кастрюля. Гладкая стеклянная поверхность остается прохладной, поэтому капли и брызги не прилипают и не горят. Поскольку неиспользуемая поверхность остается гладкой и прохладной, варочная панель фактически становится дополнительным местом для кухонной утвари, поваренных книг и других предметов, которые вы, возможно, не сможете безопасно разместить на горячей поверхности.
Поскольку индукция более мощная, чем газовая или традиционная электрическая плита, она быстрее, удобнее и, в конечном счете, упрощает приготовление пищи. Это позволяет производителям внедрять инновации. Хорошим примером является датчик Sous Vide от Monogram (154 доллара США, homedepot.com) , который не требует циркуляционного насоса и «умного приготовления». Есть также интеллектуальная система приготовления пищи Hestan Cue (499 долларов США, williams-sonoma.com) , показанная выше, которая имеет встроенную варочную панель, сковороду и приложение для телефона.
Недостатки индукционной плиты
Цены на индукционную плиту снизились, но этот способ приготовления пищи все равно дороже бюджетных газовых приборов. Кроме того, могут возникнуть дополнительные расходы, если вам нужно инвестировать в новую посуду. Немагнитная посуда, такая как медная, стеклянная, алюминиевая и керамическая, несовместима с индукцией, если у нее нет слоя магнитного материала. Если у вашего любимого вока круглое дно, вы не можете просто добавить кольцо на варочную панель — вам понадобится либо вок с плоским дном, либо специальная индукционная варочная панель, а это дополнительные расходы.
По словам Баучера, «самая большая проблема — это необходимость попробовать». Ну, это и кривая обучения, которая приходит с адаптацией к любому новому способу приготовления пищи. Хотя скорость приготовления является преимуществом, ритм и темп приготовления не совпадают с индукцией. Домашний повар поначалу может быть озадачен исчезновением сенсорных экранов, приспосабливаясь к скорости и привыкая к тому, что при снятии кастрюль с плиты она выключается. Хотя изначально это недостаток, многие компании, производящие бытовую технику, предоставляют кредиты и возможность «попробовать, прежде чем купить» на кухне в демонстрационном зале.
И последнее, но не менее важное: хотя Буше и не сталкивалась с этим, она говорит, что из-за того, что варочные панели стеклянные, есть вероятность, что они могут поцарапаться или разбиться.
Портативные индукционные варочные панели для кемперов
Лучшие индукционные варочные панели для приготовления восхитительных блюд Van life!
Лучшие портативные индукционные варочные панели облегчают приготовление пищи в автофургоне и улучшают качество еды.
Я люблю готовить, и одна из вещей, по которым я скучаю больше всего, когда еду в своем фургоне, — это полноразмерная кухня.
Поэтому я всегда ищу кухонные принадлежности, которые помогут мне приготовить вкусную еду во время путешествий.
Конечно, портативность, удобство хранения и простота являются требованиями почти для каждого элемента снаряжения для кемпинга.
Поскольку индукционные плиты, как правило, компактны, это означает более ценное место на столе и более простое хранение, когда вам это нужно.
Несмотря на некоторые недостатки, у индукционных варочных панелей много плюсов, и мы уверены, что они станут отличным дополнением к вашему автофургону и оборудованию для приготовления пищи в кемпинге.
OurTop Picks for best portable induction cooktops | |
Single Burner Copper Chef Low Power 1300 Watt Induction Cooktops | Double Burner Duxtop Double Burner Induction cooktop |
|
|
Наш рейтинг | Наш рейтинг |
. нет в наличии.
Это связано с тем, что индукционные варочные панели требуют высокой мощности для эффективного и действенного функционирования.
Маломощная индукционная варочная панель просто невозможна без потери всех преимуществ индукционного приготовления пищи.
Из-за строгих требований к мощности индукционной плиты индукционная варочная панель на 12 В для приготовления пищи в фургоне невозможна.
Это одна из тех ситуаций, когда инвертор Campervan может существенно изменить вашу кухню Vanlife.
Поскольку портативные индукционные варочные панели, обычно используемые в автофургонах, имеют диапазон мощности от 1300 Вт до 2000 Вт, лучше всего использовать инвертор большего размера (более 2000 Вт).
Но если маломощная индукционная варочная панель с одной конфоркой, такая как Copper Chef 1300 Вт, подойдет для приготовления пищи, вы можете использовать инвертор средней мощности, такой как инвертор GoWise 1500 Вт Pure Sine Power.
Сколько энергии потребляет индукционная варочная панель?
Индукционные горелки меньшего размера обычно потребляют от 1200 до 1800 Вт. Те, у кого большие конфорки, могут использовать от 3200 до 3800 Вт.
1800 Вт — это обычный размер индукционной варочной панели.
Эти мощности обеспечивают широкий диапазон температур приготовления от очень низких до очень высоких, поэтому вы можете разогревать остатки на слабом огне, варить на среднем в течение длительного времени. задач вроде быстрого кипячения воды. или быстро обжарить стейк на сильном огне.
Доступны более мощные агрегаты, и вы можете рассмотреть их, если планируете много готовить при подключении к береговому источнику питания или у вас просто есть запасной аккумулятор высокого качества для кемпера.
Каковы преимущества портативных индукционных варочных панелей?
- Эффективность: как вы увидите ниже…
- Скорость: индукционные элементы нагреваются и обеспечивают почти мгновенную подачу
- Контроль температуры: лучшие портативные индукционные варочные панели обеспечивают неограниченный контроль температуры
- Размер и портативность: Блоки с одной и двумя горелками тонкие, компактные и удобные для хранения
- Стоимость: по сравнению со всей газовой системой выгоднее
- Варианты с одной, двумя или более горелками
- Простота: установите на прилавке или кухонном столе, включите его и начните готовить
- Варианты брендов и продуктов: множество стабильных брендов и моделей, доступных со многими высокими рейтингами
Изображение предоставлено Шэрон Чен.Энергоэффективны ли индукционные варочные панели?
Если коротко, то абсолютно!
Из-за принципиальной разницы в том, как портативные индукционные варочные панели вырабатывают тепло, они потребляют меньше энергии, чем варочные панели с электрическими элементами, такими как конфорки и традиционные плиты, и они более эффективны, чем газ пропан (LP в Великобритании) и другие природные газовые плиты.
Министерство энергетики США заявляет, что индукционный нагрев передает энергию с эффективностью почти 85%.
Кроме того, энергопотребление индукционных варочных панелей составляет более 89 %.
Сравните это с электрическими змеевиками, использующими почти 2,0 кВт для производства 1 кВт, или с газовыми, которым требуется более 3,4 кВт для создания всего 1,75 кВт тепла.
Почему индукционные варочные панели более эффективны, чем электрические плиты и газовые варочные панели?
Основная причина того, что индукционные варочные панели более эффективны, чем газовые или электрические калориферы (включая плиты со стеклянной поверхностью), заключается в том, что индукционная система нагревает только металлическую посуду, которая соприкасается с варочной панелью.
Более подробно в статье Википедии об индукционной кулинарии:
«Индукционная готовка осуществляется с использованием прямого индукционного нагрева посуды, а не косвенного излучения, конвекции или теплопроводности. Индукционная готовка позволяет достичь высокой мощности и очень быстрого повышения температуры, а изменение настроек нагрева происходит мгновенно».
Таким образом, энергия не рассеивается в воздухе вокруг варочной панели или в воздухе.
Еще одна, менее интуитивная причина, по которой эти блоки более эффективны: не нагревая воздух в вашем автофургоне, пока вы готовите, ваш кондиционер не должен компенсировать дополнительное тепло в воздухе.
Это также снижает потребность в использовании крышных вентиляторов и вентиляционных отверстий для охлаждения воздуха.
Нажмите, чтобы увидеть цены на великолепную индукционную варочную панель Duxtop с двумя конфорками.Могу ли я запустить индукционную варочную панель с инвертором?
Если вы полагаетесь на питание от батареи, любые электрические нагревательные приборы, будь то для комфорта или приготовления пищи, могут быть болезненными в автофургоне.
Кроме того, преобразование напряжения постоянного тока 12/24 В в напряжение переменного тока 110/240 В неэффективно и приводит к потере мощности.
Несмотря на то, что мы большие поклонники инверторов для кемперов, вам нужно серьезно подумать о том, подходит ли индукционная плита для вашей сборки.
Вот несколько соображений
- Достаточно ли у вас заряда аккумулятора для приготовления пищи на индукционной плите?
- Достаточно ли мощности солнечной панели для поддержания заряда аккумуляторов при использовании индукционной варочной панели?
- Индукционным плитам требуется электроэнергия качества сети, поэтому вам понадобится чисто синусоидальный инвертор. Модифицированный синусоидальный инвертор вызовет проблемы с вашей варочной панелью.
Многие люди оснащают свои автофургоны индукционной плитой И газовой переносной походной плитой, чтобы всегда иметь возможность приготовить еду.
Поскольку доступно множество небольших портативных газовых плит, а индукционные варочные панели также, как правило, компактны, наличие двух плит на борту не является обременительным.
Подкаст Campervan. Эпизод № 087: Портативные индукционные варочные панели
Какая посуда лучше всего подходит для индукционных плит?
Как подробно описано в этой статье в Википедии, любая сковорода, используемая на индукционной варочной панели, должна иметь высокое содержание железа или стали для передачи тепла от нагревательного элемента на дно кастрюли.
Некоторые очень тонкие металлические кастрюли не подходят, потому что они не позволяют варочной панели концентрировать достаточно тепла на поверхности для приготовления пищи.
Доступны некоторые кастрюли, специально предназначенные для индукционной плиты, но они не являются необходимыми, а некоторые даже являются уловкой с завышенной ценой.
Если ваши кастрюли имеют достаточно толстое дно и высокое содержание железа или нержавеющей стали, они будут прекрасно работать на вашей индукционной плите.
Мы предлагаем купить вашу варочную панель, а затем протестировать на ней ваши стальные кастрюли и сковороды, заменяя посуду только при необходимости.
Можно ли использовать алюминиевую и медную посуду на индукционных варочных панелях?
Кастрюли с полностью алюминиевым, полностью медным или стеклянным дном, которые соприкасаются с поверхностью варочной панели, нельзя использовать с индукционными варочными панелями.
Некоторые производители создали алюминиевую посуду с железным, стальным и магнитным покрытием специально для использования с индукционными варочными панелями.
Другим вариантом является плоская стальная пластина, которая устанавливается на индукционную варочную панель и действует как активатор, и на ней можно нагревать любую кухонную посуду. Хотя это несколько сводит на нет новизну индукционной кулинарии, это позволяет использовать медные или другие специальные кастрюли.
Индукционная посуда Рекомендуемые продукты | ||
| Duxtop Induction Cookware Set | Cuisinart Induction Cookware Set | Gourmia Induction Cooktop Plate |
| | ||
Our rating | Our rating | Наш рейтинг |
Плюсы и минусы индукционных варочных панелей
Конечно, у каждого предмета снаряжения кемпера есть свои плюсы и минусы.
Вот основные плюсы и минусы портативных индукционных варочных панелей, которые мы обнаружили.
Pros
- Быстрый и эффективный нагрев
- Удобство хранения
- Простота в использовании, простой дизайн
- Легко чистить, очень мало уголков и щелей, в которых застревает пища
15 Долговечность и долговечность
- 0 Безопасно: нет пламени, элемент нагревается только при контакте с металлической посудой
- Доступность: проверенные и испытанные устройства по разумной цене доступны от ряда производителей
Минусы
- Требуется стабильное электроснабжение с качеством сети, поэтому, если у вас нет большой аккумуляторной батареи и солнечной энергии, вам, возможно, придется чаще полагаться на береговое электроснабжение.
- Может потреблять много энергии, как и любое электрическое нагревательное устройство
- Приготовление пищи на индукционной варочной панели поначалу может показаться странным, так как метод нагрева отличается от элемента горелки или пламени, к которым привыкло большинство из нас
- Только утюг а стальную посуду можно использовать с индукционной плитой. Подробнее см. выше.
Лучшие портативные индукционные варочные панели с одной конфоркой
Если вы путешествуете в одиночку, вы можете обнаружить, что одной конфорки достаточно для всех ваших кулинарных потребностей. Особенно, если у вас на борту есть газовая плита, микроволновая печь, бойлер или другое вспомогательное кухонное оборудование.
Лично я люблю готовить, и независимо от того, готовлю ли я несколько простых рецептов для кемпинга или что-то более сложное, я использую индукционную варочную панель с двумя конфорками, которая также указана ниже в этом разделе.
SUNAVO Portable Induction Cooktop | iSiLER Portable Induction Cooktop |
Наш рейтинг |
Our rating |
Duxtop Portable Induction Cooktop | Copper Chef Low Power 1300 Watt Induction Cooktops |
Наш рейтинг | 9 Индукционные варочные панели малой мощности для кемперов мощностью 1300 Вт Наш рейтинг |
Лучшие портативные индукционные варочные панели с двумя конфорками
.
Как упоминалось выше, мне нравится иметь на борту двойную горелку. Таким образом, я могу кипятить воду для макарон, готовя соус, варить суп, поджаривая сэндвич с сыром…
Двухконфорочные устройства больше напоминают «обычный» кухонный опыт.
Конечно, вам понадобится источник питания, будь то береговой или большой аккумулятор, для питания двух горелок мощностью 1800 Вт, так что имейте это в виду.
Индукционная плита Sandoo с двумя конфорками | NutriChef Double Portable Induction cooktop |
Наш рейтинг |
Our rating |
Duxtop Portable Double Induction Cooktop
Inducto Portable Dual Induction Cooktop
- Professional digital индукционная варочная панель
- Две независимые зоны нагрева
- Настраивайте каждую отдельно с помощью ЖК-дисплея
- Замок для безопасности детей
- 20 предустановленных уровней
- Работает с чугуном, магнитной сталью, эмалированным железом, нержавеющей сталью с магнитным дном
- Легкая и компактная конструкция
- Предупреждения о низком и высоком напряжении
Наш рейтинг2
- Большая стеклянная поверхность
- 26″ x 15,25″ x 3,25″.
- Две 8-дюймовые конфорки на большом цельном плоском стекле
- Две независимые варочные поверхности
- 8 power settings from 140°F to 460°F
- Up to 90% less energy than traditional gas or electric stoves
- 1-year manufacturer warranty
Our rating
Заключение
- Быстрый нагрев, компактность и удобство хранения, простота очистки, доступная цена, долговечность, отличные функции безопасности…
- Если вы любите готовить, они станут отличным дополнением к кухне vanlife
- Мощность 1800 Вт является наиболее распространенным размером и достаточна для большинства пользователей.