Как запаять алюминий обычным оловом в домашних условиях? Самый эффективный и надежный способ | AVTO CLASS
Как запаять алюминий в домашних условиях, не имея никаких специальных электродов, аргоновой сварки? Мы не будем использовать химию и свойства алюминия. Я хочу показать вам, как можно запаять алюминий при помощи обычного куска олова.
AVTO CLASSВ качестве примера будем паять алюминиевый контейнер, в котором я специально сделал болгаркой прорезь.
AVTO CLASSЧтобы запаять прорезь нам нужно вокруг прорези облудить поверхность, что очень сложно из-за образования оксидной пленки.
AVTO CLASSНо если хорошо постараться все обязательно получится, а для этого нам понадобятся шуруповерт с щеткой по металлу, газовая горелка, сам газ и кусок обычного олова.
AVTO CLASSВот таким куском олова мы воспользуемся.
AVTO CLASSИзначально нужно нагреть поверхность, расплавить малую часть олова на поверхности, и грея поверхность турбогорелкой в этот же момент втирать щеткой олово для того, чтобы облудить поверхность вокруг прорези.
Действия нужно периодически повторять до нужного результата.
AVTO CLASSAVTO CLASSAVTO CLASSAVTO CLASSAVTO CLASSAVTO CLASSAVTO CLASSAVTO CLASSВсе отлично запаялось обычным куском олова.
AVTO CLASSКак поверхность застынет можно зашлифовать.
AVTO CLASSВ процессе шлифования обратите внимание, как все монолитно зашлифовалось.
AVTO CLASSШлифуем дальше.
AVTO CLASSИдеально получилось.
AVTO CLASSНальем воды для проверки.
AVTO CLASSКонечно же вода осталась в контейнере, так как все превосходно запаялось.
AVTO CLASSТаким нехитрым образом при помощи олова можно запаять любую алюминиевую деталь в домашних условиях, если нет под рукой специальных электродов и аргоновой сварки.
Подробнее смотрите в видео:
Желаю Всем приятного просмотра и добра!
Ставим лайки, комментируем публикацию, делимся публикацией в социальных сетях и конечно же незабываем подписываться на канал «AVTO CLASS» !
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.


В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкойАлюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Как она выглядит, можно посмотреть на фото ниже.
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Оцените запись
[Голосов: 1 Средняя оценка: 5]Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.

Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку.
 С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Пайка алюминиевых проводов с помощью флюса
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
 В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;Припои и флюсы для пайки паяльником медных проводов
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т. д.).
д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
 com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/RCXV8lrZf7A» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Блиц-советы
- Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
- Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия – 87%, кремния – 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
Статья была полезна?
0,00 (оценок: 0)
Алюминий, пайка припои — Справочник химика 21
Полное абразивно-кавитационное облуживание образца алюминия в припое 5п—50 % 2п при 300 °С происходит за 10 с при интенсивности колебаний / = 2 Вт/см и малой глубине эрозии (0,007 мм), т. е. значение глубины эрозии того же порядка, что и при абразивном лужении. Способ успешно использован, например, при пайке многожильных проводов с медными наконечниками. [c.270]Пайка алюминия. Алюминий паяют теми же способами, которые описаны в 3—6. Однако, безусловно, перед пайкой необходимо прежде всего удалить окислы (скобля ножом). При пайке следует пользоваться следующим припоем олово (30%) и цинк (70%), так как оловянно-свинцовый припой непригоден ( 2). При пайке электрических проводов в качестве флюса необходима канифоль (гл. 3, 2). [c.185]
Существует еще и другой метод пайки алюминия, заключающийся в соскабливании, удалении окисной иленки шабером или стальной щеткой непосредственно под споем расплавленного и растекающегося но поверхности припоя. При этом пленка удаляется лишь в отдельных местах поверхности, и поэтому пайка получается лишь частичной. Качество и эффективность такой пайки зависят от количества сделанных царапин. Недостатком этого метода является его большая трудоемкость, небольшая прочность ввиду наличия в шве пор в тех точках, где припой не пристал к металлу, а также невозможность его применения для пайки проволоки, фольги и мелких деталей.

В качестве припоев нри пайке алюминия и его сплавов чаще всего используются оловянно-цинковый (90% олова и 10% цинка), или оловянно-кадмиевый припой. Оловянно-цинковый припой вызывает наименьшую электролитическую коррозию основного металла [163]. [c.210]
При пайке тонких алюминиевых проводов, диаметром 2-f-8 мм последние лудят и затем паяют на нагретом до 200- 300° листе алюминия. На этот. лист предварительно наносится припой, который тут же плавится. Конец стержня паяльника погружают в припой вместе с проволокой и лудят ее. Затем производят спаивание проводов. [c.217]
Припой для пайки алюминия и его сплавов [c.234]
При пайке с механическим удалением окисной пленки деталь нагревают до температуры расплавления припоя, на зону шва наносят расплавленный припой и под ним инструментом (шабером, абразивом, стальной щеткой) соскабливают окислы. По мере удаления окисной пленки припой смачивает поверхность алюминия и после охлаждения образует прочный и плотный шов.
Часто бывает удобно при соединении алюминия с нержавеющей сталью использовать медный переход для того, чтобы избежать всегда возможного окисления нержавеющей стали, очень затрудняющего пайку. К наружной или внутренней поверхности нержавеющей трубки на серебряном припое присоединяется медный патрубок, другой конец которого лудится мягким припоем. Последующее соединение с алюминиевой трубкой производится одним из трех указанных способов. Произведенные [c.418]
Припаем для твердой пайки алюминия служит сплав алюминия с медью и кремнием, носящий название 34-Л. [c.124]
Припой 34-А имеет температуру плавления 525—530° С. Применяется для вакуумной пайки алюминия и алюминия с никелем или серебром.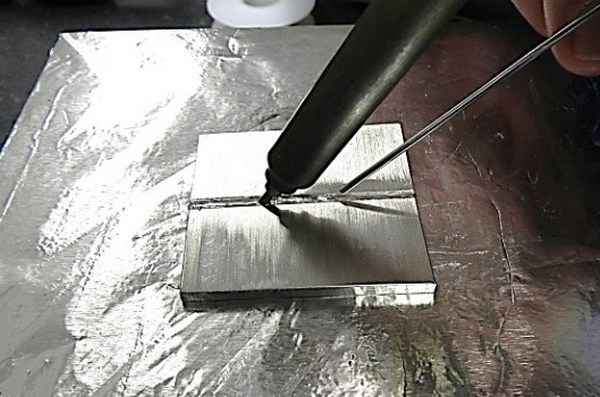
Одним из путей решения вопроса о низкотемпературной пайке алюминиевых сплавов является предварительное нанесение на детали никелевого слоя, электродный потенциал которого находится между потенциалами алюминия и основных компонентов легкоплавких припоев. Кроме того, по никелевому подслою хорошо растекается припой, [c.193]
Исключение представляет пайка алюминия, при которой расплавленный припой следует перемещать по нагретой поверхности деталей с помощью пламени горелки. [c.223]
В качестве припоя применяют алюминий с присадкой кремния (например, 7,5% Si) для снижения температуры плавления алюминия. Припой на основной металл наносят с двух сторон плакировкой. Обычная толщина плакированного слоя — 5—10% толщины основного листа. В последнее время для повышения качества пайки в ряде случаев применяется пайка алюминиевых конструкций в соляных ваннах под флюсом.
Большой практический интерес представляет использование определенных примесей в припоях для улучшения технологии пайки. Например, при ультразвуковом лужении алюминия легкоплавкими припоями полное смачивание достигается лишь при нагревании до достаточно высокой температуры. Введение в припой металлов, активно взаимодействующих с алюминием, позволяет значительно снизить температуру лужения [326]. [c.197]
Например, при ультразвуковом лужении алюминия легкоплавкими припоями полное смачивание достигается лишь при нагревании до достаточно высокой температуры. Введение в припой металлов, активно взаимодействующих с алюминием, позволяет значительно снизить температуру лужения [326]. [c.197]
Этот специальный припой служит для твердой пайки алюминия, которая производится с большим трудом. Трудность заключается в том, что температура плавления указанного припоя близка к температуре плавления самого алюминия и соединяемые детали легко размягчаются и деформируются. В графитовом тигле расплавить [c.108]
Во всех известных установках для пайки алюминия с помощью ультразвука кавитация в расплавленном припое возбуждается с помощью магнитострикционных излучателей, для питания которых применяются ламповые генераторы. Схема устройства для пайки с помощью ультразвука приведена на рис. 7-29. В некоторых конструкциях паяльников нагревательная обмотка отсутствует. Нагрев места пайки и расплавление припоя в этом случае осуществляются с помощью постороннего источника тепла (электроплитки, горелки и т. п.), и функция паяльника сводится к удалению оксидной пленки. Ниже приводятся описания некоторых промышленных образцов паяльников и установок для пайки и лужения. [c.148]
Нагрев места пайки и расплавление припоя в этом случае осуществляются с помощью постороннего источника тепла (электроплитки, горелки и т. п.), и функция паяльника сводится к удалению оксидной пленки. Ниже приводятся описания некоторых промышленных образцов паяльников и установок для пайки и лужения. [c.148]
Припой твердый для пайки алюминия и его сплавов [c.48]
При пайке соединений из алюминия, меди и стали, работающих при температуре 100—150 °С, Танака Уру и другие предложили припой, содержащий 2—7 % Ag, 1—2,5 % Си 1—7 % А1, 0,5— 1 % Сг, Zn — остальное. Температура плавления такого припоя 380—415°С. При низкотемпературной пайке тонкостенных изделий небольшого размера из алюминия, стали или меди может быть
По Дж. А. Тейлору, в цинковые припои, предназначенные для пайки оцинкованного железа и содержащие 2п—(10—50) % Сё, для упрочнения можно вводить 0,5—2 % Мп, 0,01—0,5 % Ы и 0,01 — 1 % Ыа. Эти элементы образуют с цинком тонкодисперсные интерметаллиды, входящие в эвтектику, и упрочняют припой. Припой Тп—5 % А1—4,9 % Си—0,1Ме с температурой плавления 370—454 °С может быть применен для бесфлюсовой пайки алюминия, например телескопических соединений трубчатых деталей после их предварительного лужения рекомендуемый зазор 25— 190 мкм. Есть сведения, что в припоях такого типа для дальнейшего повышения их коррозионной стойкости может быть введен хром (0,05 —0,5 %) и повышено содержание магния. Припой, содержащий 0,5—4,5 % А1, 0,4—4% Си и 0,1 % Ме, а также 0,05— [c.101]
Припой Тп—5 % А1—4,9 % Си—0,1Ме с температурой плавления 370—454 °С может быть применен для бесфлюсовой пайки алюминия, например телескопических соединений трубчатых деталей после их предварительного лужения рекомендуемый зазор 25— 190 мкм. Есть сведения, что в припоях такого типа для дальнейшего повышения их коррозионной стойкости может быть введен хром (0,05 —0,5 %) и повышено содержание магния. Припой, содержащий 0,5—4,5 % А1, 0,4—4% Си и 0,1 % Ме, а также 0,05— [c.101]
Силумин, содержащий магний, оказался вполне пригодным для пайки стеклянных отражателей с алюминиевой подложкой в дорожных знаках и сигналах. Для этой цели использован припой А1—(4—13 %)51— (4—6%)Mg в виде плакированного слоя (5—10 % его толщины) на алюминии (паяемом металле). Пайку выполняют после нагрева алюминиевого сплава в интервале температур 566—635 °С с укладкой на него при покачивании стеклянного отражателя (например, в виде шариков), подогретого до температуры 427—538 °С. [c. 103]
При содержании в серебрянных припоях более 0,01 % А1 (алюминий может попадать в жидкий припой, в частности, из алюминиевой бронзы или сплавов А1—N1—Со при пайке их со сталью) образуются малопрочные соединения из-за повышенной хрупкости, обусловленной образованием на границе шва со сталью хрупких интерметаллидных прослоек.
Припои № 4 и 5 предназначены для пайки изделий, работающих при повышенных температурах. Припои хорошо смачивают хромосодержащие теплостойкие сплавы на основе кобальта, обеспечивают хорошую пластичность паяных соединений и растекаются при температуре ниже 1036 °С. Примеси в таких припоях строго ограничены при содержании в припое более 0,5 % алюминия, титана или кремния резко ухудшается растекаемость припоев. Содержание в них Al + Ti + Si должно быть меньше 0,1 %, лучше 0,02 %. [c.132]
Большое разнообразие свойств палладиевых сплавов создается при сочетании его со следующими элементами серебром, медью, золотом, хромом, марганцем, никелем, бором, бериллием, кремнием (табл.
Для активирования заполнения зазора припоем при бесфлюсовой пайке иногда используют его подвод через металлическую губку. По данным Г. А. Яковлева, низкотемпературная пайка металлов меди, никеля, молибдена, алюминия и других, а также полупроводников (кремния,германия) припоями на основе свинца и олова в водороде возможна с применением никелевой ленты (губки) толщиной 140 мкм, катаной и спеченной из карбонильных порошков с пористостью 75 % и линейным размером капилляров 3 — 10 мкм.
С изложенной точки зрения, положительное влияние на коррозионную стойкость цинка в припоях с оловом и свинцом обусловлено повышением при этом растворимо,сти в припое алюминия и, как следствие, более активным развитием процесса диспергации оксидной пленки на поверхности алюминия при низкотемпературной пайке. Процессу диспергации способствуют также повышение температуры и длительности выдержки при пайке, а также введение в припои других элементов, обладающих достаточно высоким химическим сродством к алюминию, в том числе образующих с ним химические соединения, особенно выше температуры пайки. К таким элементам с высоким химическим сродством к алюминию относятся серебро, сурьма, никель, а также медь, титан, магний, литий и др. [c. 264]
264]
Для пайки алюминия и его сплавов используют припои системы РЬ—2п, 2п—Сё, 5п—РЬ—2п. Припои типа 63 % РЬ—34 % 5п —3 %2п обеспечивают лишь низкую коррозионную стойкость паяных соединений припои 60 % 2п—40 %Сс1 и 70 %2п—30 % 5п — среднюю их коррозионную стойкость, а припои 2п—5 %А1 и 100 % 2п — высокую коррозионную стойкость паяных соединений. Цинковый припой 1п—5 %А1 имеет соответственно температуру плавления 381 °С и температуру пайки 421—427 °С. [c.265]
Оловянноцинковые припои. Припой ОЦ-90 (90% олова и 10% цинка) применяется для пайки бронз, лужения меди, алюминия, чугуна. Припой ОЦ-70 (70% олова и 30% цинка) используется для спайки алюминия с гальванизированным железом, цинком, медью, латунью, бронзой или указанных металлов между собой. Припой ОЦ-60 (60% олова и 40% цинка) служит для пайки алюминия, алюминиевых сплавов и фольги. Предел прочности швов 7—8 кГ/ м . [c.89]
Среди проводников высокой проводимости практическое применение имеют чистые металлы Си, А1, Ре сплавы латунь, бронзы, алюминиевые сплавы. Сплавы меди, содержащие около 1% Сс1 (кадмиевая бронза), служат для изготовления телеграфных, телефонных, троллейбусных проводов, так как эти сплавы обладают большей прочностью и износостойкостью, чем медь. Для проводов линий электропередач используется сплав А1—Mg—31, который более прочен, чем чистый а.люминий. Алюминий покрыт оксидной пленкой, защищающей его от коррозии. Но в контакте с медью (что часто бывает при соединении проводников) во в.лажной атмосфере алюминий быстро электрохимически корродирует. Поэтому для защиты от коррозии места такого контакта покрывают лаком. Для пайки алюминиевых проводов используют специальный припой или ультразвуковые палльники. [c.637]
Сплавы меди, содержащие около 1% Сс1 (кадмиевая бронза), служат для изготовления телеграфных, телефонных, троллейбусных проводов, так как эти сплавы обладают большей прочностью и износостойкостью, чем медь. Для проводов линий электропередач используется сплав А1—Mg—31, который более прочен, чем чистый а.люминий. Алюминий покрыт оксидной пленкой, защищающей его от коррозии. Но в контакте с медью (что часто бывает при соединении проводников) во в.лажной атмосфере алюминий быстро электрохимически корродирует. Поэтому для защиты от коррозии места такого контакта покрывают лаком. Для пайки алюминиевых проводов используют специальный припой или ультразвуковые палльники. [c.637]
Припоями называют сплавы, используемые при пайке металлов высокой проводимости. Для получения хорошего соединения припой должен иметь температуру плавления ниже, чем у металла, хорошо смачивать поверхность в расплавленном состоянии, иметь небольшое сопротивление контакта. Температурные коэффициенты линейного расширения металла и припоя должны быть близки друг к другу. Применяют припои оловянно-свинцовые (например ПОС-61, содержащий 61% олова, а остальное— свинец), оловяно-цинковые (ПОЦ-90 имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100 °С) и др. [c.637]
Применяют припои оловянно-свинцовые (например ПОС-61, содержащий 61% олова, а остальное— свинец), оловяно-цинковые (ПОЦ-90 имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100 °С) и др. [c.637]
Паять алюминий много труднее, чем медь, латунь и железо. Припой сцепляется плохо как при залуживании им паяльника, так и при самой пайке. Кроме того, припой не растекается, а скорее размазывается. Нагревать паяльник следует сильнее, чем при обычной пайке. [c.185]
Процесс пайки алюминия следующий. На разогретый вибрирующий конец стерлшя паяльника набирается припой и наносится на стык соединяемых деталей. Колебания стержня паяльника передаются расплавленному припою, вызывают в нем кавитацию и разрушают окпсную пленку, позволяя тем самым припою спаиваться с чистой новерхностью металла. Перемещая паяльник вдоль стыка, осуществляют пайку по всей его длине. [c.212]
[c.212]Несколько необычный, но удобный способ мягкой пайки алюминия, нержавеющей стали, а также стекла и керамики основан на нанесении припоя с помощью абразивного камня (бормащиной). Вначале пропитывают абразив, прижимая камень к палочке припоя. Теплота, выделяющаяся за счет трения, плавит металл, и последний ровным слоем растекается по абразиву. Луженый камень приводят в контакт с обрабатываемыми деталями. От трения припой вновь плавится и приходит в тесный контакт с поверхностью материала (там, где внешний слой удаляется за счет шлифовки). [c.184]
В вакууме при нагреве в интервале 500—600° С возможна пайка титана цинковыми припоями, но швы получаются весьма хрупкими. Оловяняосвинцовыми припоями можно паять титан только по покрытиям (медным, никелевым) по технологии, применяемой при пайке легкоплавкими припоями меди и Никеля. Медное покрытие может растворяться в припое и поэтому толщина его должна быть не менее 10 мк. При пайке алюминием или припоями для алюминия на титановые детали предварительно наносят покрытие путем быстрого погружения их в нагретый до 850—900° С алюминий. Покрытие и пайку титана алюминием производят с флюсами для пайки алюминия. [c.284]
Покрытие и пайку титана алюминием производят с флюсами для пайки алюминия. [c.284]
Для пайки алюминия с помощью ультразвука применяются чистое олово, оловянноцинковые и оловянно-кадмиевые припои и др. Одним из лучших припоев является припой, содержащий 80 весовых частей олова и 20 весовых частей цинка. [c.185]
Пайка алюминия. Обыкновенные припои, применяемые для тяжелых металлов и катодные по отношению к алюминию, не пристают к последнему вследствие наличия на алюминии оксидной пленки. Специальные припои применимы, но многие из них анодны по отношению к алюминию, и опыты, произведенные в 1927 г., показали, что они легко корродируют, если спай помещали в раствор соли или в кембриджскую воду . Никакого особого разрушения не наблюдается в случае обыкновенного свинцовооловянного припоя, однако количественное определение интенсивности коррозии показало, что коррозия алюминия до некоторой степени увеличивается и в этом случае, в особенности если поверхность спая велика. Во вся-КО.М случае, прихменение обыкновенного припоя для а-тюминия не практично. Небольшое количество свинца в цинковооловянном припое, повидимому, несколько увеличивает стойкость спая в атмосфере. Для спайки алюминия прн высокой температуре Силмэн рекомендует сплав — 50% цинка, 46,5% олова, 2,5% меди и 1,0% свинца. Имеется много различных припоев для алюминия, дающих удовлетворительные результаты, но плавящихся при сравнительно высоких те.ипературах (они большей частью содержат много алюминия). Широко приме- [c.656]
Во вся-КО.М случае, прихменение обыкновенного припоя для а-тюминия не практично. Небольшое количество свинца в цинковооловянном припое, повидимому, несколько увеличивает стойкость спая в атмосфере. Для спайки алюминия прн высокой температуре Силмэн рекомендует сплав — 50% цинка, 46,5% олова, 2,5% меди и 1,0% свинца. Имеется много различных припоев для алюминия, дающих удовлетворительные результаты, но плавящихся при сравнительно высоких те.ипературах (они большей частью содержат много алюминия). Широко приме- [c.656]
Пайка алюминия. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алю минии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут, мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом адюминий сравнительно легко поддается спаиванию к его луженой поверх- [c.217]
Залуженный таким образом адюминий сравнительно легко поддается спаиванию к его луженой поверх- [c.217]
Высакотемпературную пайку алюминия выполняют следующим образом. Вначале соединение в месте пайки очищают металлической щеткой и промывают бензином или 10%-ным раствором едкого натра и травят раствором азотной кислоты. Затем на место спая наносят кисточкой флюс и газовоздушным пламенем нагревают соединение до температуры плавления флюса. Подводят припой, который, расплавляясь, заполняет зазоры соединения и обеспечивает требуемые механические показатели паяного соединения. [c.93]
Несмотря на то, что поверхность паяного шва мала, его влияние на коррозию основного металла может быть в некоторых случаях существенным коррозия хромистой нержавеющей стали с 14 /о хрома может иногда увеличиваться при контакте с серебряным припоем. Когда паяное соединение не смачивается водой, полярность припоя не играет роли, однако сам припой должен быть устойчивым против атмосферной коррозии. Если необходимо производить пайку алюминия в электрических приборах, где коррозионноактивные жидкости отсутствуют, добавка цинка к оловянносвинцовому сплаву увеличивает коррозионную стойкость соединения в сухих условиях хорошие результаты дает сплав, состоящий в основном из олова и цинка [49]. [c.200]
Если необходимо производить пайку алюминия в электрических приборах, где коррозионноактивные жидкости отсутствуют, добавка цинка к оловянносвинцовому сплаву увеличивает коррозионную стойкость соединения в сухих условиях хорошие результаты дает сплав, состоящий в основном из олова и цинка [49]. [c.200]
Качество изделий из труднопаяемых металлов, изготовленных способом ультразвуковой пайки с применением припоев системы 5п—РЬ, повышается при легировании их металлами группы лан-танидов, 5Ь, А1, 81, Т1, Ве. Такое легирование обеспечивает хорошую смачиваемость окисленной поверхности цинк улучшает прочность сцепления припоя с паяемым металлом сурьма повышает коррозионную стойкость паяных соединений в воде и атмосферных условиях алюминий предотвращает образование шлака на поверхности жидкого припоя в процессе пайки кремний, титан, бериллий предотвращают потускнение паяных швов. Легирующие элементы в припое должны иметь следующее содержание лантаниды 0,1 —15% цинк до 0,3% сурьма О—0,3% алюминий до 0,1 % кремний, титан или бериллий до 0,5 % медь ДО 3 %. [c.87]
[c.87]
Для пайки узлов электроприборов и аппаратуры средств связи Иванага Синьитиро предложил припой системы Ад —А1 —Ое с температурой плавления 500 °С. Припой малопластичен, трехслойная лента из этого припоя может быть получена путем прокатки наружные слои ленты состоят из серебра, а между ними находится лист из сплава алюминия с германием, в котором соотношение этих компонентов припоя составляют соответственно от 7 3 до 4 6. В зависимости от соотношения алюминия и германия во внутреннем листе и толшины наружных листов содержание серебра в припое может изменяться от 5 до 50 %. Такой припой хорошо растекается по паяемому металлу. Коррозионная стойкость паяных соединений высокая. [c.114]
Есть данные о применении для пайки алюминиевых сплавов легкоплавкого припоя 8п— (8—15)% 2п — (2—5)% РЬ с температурой плавления 190 °С с флюсом в виде раствора борнофтористого и фтористого аммония в моноэтаноламине. Во флюсах для низкотемпературной пайки алюминия и его сплавов вместо канифоли предложено использовать пентаэритрит бензоата, который более термостоек, чем канифоль, а остатки его некорро-зионно-активны и в виде эластичной пленки предохраняют паяные швы от окисления. В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (8п—РЬ—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3 % Mg и 3 % 81. [c.154]
В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (8п—РЬ—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3 % Mg и 3 % 81. [c.154]
Бораты имеют хорошие раскисляющее и защитные свойства и длительно защищают паяемый металл и припой от окисления. Большинство боратов плавятся и эффективны при температурах вблизи 760 °С. Для них характерна относительно высокая вязкость в расплавленном состоянии, и поэтому их обычно смешивают с другими солями. Бораты малорастворимы в В2О3 и при избытке образуют два жидких слоя, что снижает активность таких флюсов. Борный ангидрид В2О3 — компонент флюсов для пайки при температуре от 900 °С и выше. Однако в нем мало растворимы оксиды хрома, цинка, кремния и алюминия, и поэтому он не пригоден в качестве компонента флюсов для пайки сталей и сплавов, na гто ерхности которых образуются оксиды этих металлов. [c.155]
Абразивно-кавитационная пайка. С. В. Лашко, Е. Г. Вирозу-бом и п. И. Панченко показано, что наиболее качественное лужение алюминия оловом и оловянно-цинковыми припоями с минимальной глубиной эрозии возможно в присутствии в жидком припое твердых частиц, способствующих развитию пристеночной кавитации. В качестве абразивных частиц в олово может быть введен порошок ферротитана (1—4 %). В сплавах 5п—2п роль твердых частиц в интервале жидкотвердого состояния выполняют первичные кристаллы цинка. В припое П250А (20 % 2п, остальное олово) кавитационно-абразивное лужение происходит при интенсивности ультразвуковых колебаний 2 ВТ/см и амплитуде колебаний 2 мкм. При этом равномерность лужения в 3 раза выше, чем при абразивном лужении, а массовый коэффициент эрозии не превышает 0,03. В припое 5п—50 % 2п за 10 с при температуре 300 °С полное облуживание обеспечивается при интенсивности ультразвуковых колебании 2 Вт/см . Массовый коэффициент эрозии при этом не превышает 0,04, а глубина эрозии составляет 0,007 мм, т. е. имеет такой же порядок, что и при абразивной пайке. Рабочая частота колебаний в рассмотренных примерах 19,8 кГц. Используя энергию абразивных частиц в ультразвуковом поле, можно понизить интенсивность ультразвука и процесс лужения вести при допороговых его значениях. При этом эрозия паяемого металла снижается примерно на два порядка. [c.177]
Применение дуговой пайки алюминия и его сплавов с изменением полярности электрического тока и подачей в зону пайки инертного газа позволяет осуществить бесфлюсовую пайку преимущественно стыкового соединения. Припой применяют в виде проволоки. Дуговая пайка в вакууме была успешно использована для пайки рабочих лопаток газотурбинных двигателей из жаропрочных сплавов. При этом нагрев осуществляется разрядом с созданием в зоне пайки почти стационарного температурного поля (на режимах разряда с величиной анодного падения потенциала, близкого к нулю). При этом при пайке деталей из сплава ВЖЛ2 был увеличен их ресурс в 2—4 раза [30]. 236 [c.236]
236 [c.236]
ПРИПОЙ ДЛЯ ПАЙКИ [алюминия, меди, стали]
[Припой для проведения пайки алюминия] используется не только в промышленности, но и в домашних условиях. Можно провести пайку мягким, твердым припоем в зависимости от вида металла.
Считается, что алюминий сложно паять. Если для пайки применять обычные припои, флюсы, которые используют для соединения нержавейки, латуни, меди, стали, то могут возникнуть сложности.
Причиной является образование оксидной пленки, которая отличается высокой стойкостью, тугоплавкостью. Она не дает возможности смачивания поверхности припоем, основной металл не растворится в нем.
После того как поверхность алюминия будет зачищена изделием из нержавейки, на ней появится оксидная пленка.
Перед пайкой ее обязательно нужно удалять, так как затрудняется процесс.
Не все знают, как это сделать в домашних условиях. Есть специальные составы, которые изготавливают для соединения алюминия.
Применяя их, сложности в пайке алюминия не будет.
Чем паять алюминий и его сплавы?
Чтобы пайка алюминия осуществлялась на качественном уровне, следует применять припои, в состав которых входит кремний, алюминий, серебро, медь, цинк.
В продаже можно найти состав, в котором различное соотношение данных составляющих.
При выборе припоя следует учесть, что наибольшую стойкость к коррозии, прочность имеет то соединение, которое паяли с помощью припоя с высоким содержанием цинка.
Чем больше его в составе, тем выше показатели.
Припои на основе олова и свинца применять для пайки алюминия можно.
При этом стоит хорошо подготовить поверхность материала, качественно зачистить щеткой из нержавейки и приобрести высокоактивные флюсы.
Все же специалисты не рекомендуют применять такой припой — алюминий в нем плохо растворяется.
Видео:
Кроме этого, соединение будет подвержено коррозии, оно нуждается в покрытии лакокрасочными составами.
Припои, которые применяются для пайки алюминия, являются высокотемпературными. Подходящими для работы можно считать алюминиево-кремниевый, алюминиево-медно-кремниевый состав.
Припой из серебра
Для пайки чистое серебро не используют. Чаще всего для соединения латуни используют сплавы, в состав которых кроме серебра входит цинк, кадмий, никель, другие металлы.
Медь с серебром хорошо расплавляется, шов, который остается от плавки, отличается высокой прочностью.
Если в составе припоя серебра 10%, то его можно использовать для соединения деталей из стали.
Латунные и другие поверхности имеют после спаивания аккуратный, чистый шов.
Флюсы
Выбирая флюсы, стоит оценивать их характеристики. Не все из них проявляют активность по отношению к алюминию, особенно, если применяются припои, состав которых содержит олово и свинец, составы с серебром.
При покупке стоит приобрести флюсы, которые так и называются «Для пайки алюминия».
Видео:
Также можно купить флюс: виды 34А, Ф61А, Ф59А (высокотемпературный), а можно проконсультироваться с продавцом.
Канифоль
Что делать, если под рукой отсутствует припой, флюс, предназначенный для работы с алюминием. Можно воспользоваться припоями, куда в состав входят олово, свинец.
При этом оксидную пленку нужно будет разрушать канифолью. Таким образом, новая пленка не будет образовываться при нанесении на поверхности канифоли.
Если образуется немного пленки, то ее необходимо потереть специальным скребком из нержавейки. Можно добавить немного металлических опилок.
Производя трение по поверхности элементами из нержавейки, пленка будет разрушаться. Канифоль защитит от воздействия алюминия с воздухом.
Вместе с этим, происходит воздействие припоем. Такой метод специалисты рекомендуют применять в крайнем случае.
Если есть возможность, лучше приобрести флюс, припой, изготовленный для работы с поверхностями из алюминия, его сплава.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.
Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали.
Газовые составы смеси для горелки должны быть сбалансированными и не иметь недостатка/переизбытка кислорода.
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Технология работы припоем алюминия, его сплавов
Детали необходимо очистить от пыли, жира, грязи и установить в то положение, в котором они будут подвергаться пайке. В место, где будет осуществляться пайка, нужно нанести флюс.
Место с флюсом нагревается. Для этого стержнем нужно прикоснуться к поверхности. Важно не перегреть место соединения, так как металл будет плавиться.
При работе с припоем без флюса стоит знать особенность: оксидную пленку на поверхности нужно разрушить, так как припой не сможет проникнуть через нее.
Разрушать ее можно с помощью нержавейки или прутком из стали, для этого нужно произвести чиркающие действия по поверхности. В результате оксидная пленка теряет целостность.
Если поверхность большая, то разрушить пленку поможет щетка из стали. Ею нужно водить по поверхности, затем соединить детали между собой.
Проблема работы алюминия — оксидная пленка образовывается мгновенно после того, как ее счистят. Она является инертной и расплавленным металлом смачивается с трудом.
Что же делать, чтобы такую пленку снять и прочно запаять деталь? Можно очищать поверхность, налив на нее слой масла. Металл в этом случае не будет контактировать с воздухом, соответственно пленка не сможет образоваться.
Видео:
Вода не должна входить в состав масла. Для этого его хорошо прогревают до температуры 180-200 градусов. Специалисты рекомендуют применять вакуумные, минеральные масла.
Есть еще способ снять оксидную пленку. Покрыть поверхность канифолью. Она, как и масло, будет препятствовать попаданию воздуха на металл.
Опилками из стали или щеткой из нержавейки нужно проводить чиркающие движения по алюминию, пленка утратит свою прочность.
Лучший метод удалить оксидную пленку своими руками — применить механические действия элементами из стали плюс воздействие активным флюсом.
Применяя пайку, можно восстановить предметы из алюминия любой конструкции, величины, сложности. Такой метод ремонта используется не только для предметов, используемых в быту.
К автомобилям, мотоциклам, прочей технике предъявляются повышенные требования прочности. Их также ремонтируют путем пайки.
Иногда такой способ соединения деталей является предпочтительнее, чем сварочные работы. Ведь он не деформирует металл, не меняет его состав.
При помощи спаивания можно отремонтировать кондиционеры, насосы.
В домашних условиях можно отреставрировать алюминиевый желоб водостока, сайдинг, лестницу, посуду. После ремонта сплав окажется очень прочным.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно.
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Мелкие изделия можно нагреть в специальной печи, так будет удобнее контролировать температуру.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.
Их чаще всего применяют при работе с алюминиевыми сплавами. Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Важно знать, что флюс марки 34А может привести к сильной коррозии металла.
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Припои для других металлов
Если изделия, трубы состоят из меди, то специалисты не рекомендуют использовать сварочные работы.
В этом случае рекомендуется пайка медных труб твердым припоем, виды которых можно купить в любом специализированном магазине.
В отличие от алюминия, в припой для пайки медных труб может входить серебро, а также медно-фосфорный состав.
Спайка изделий из этого металла может осуществляться твердым, мягким припоем. Припой для пайки меди можете увидеть на видео ниже.
Припой для пайки меди можете увидеть на видео ниже.
Видео:
Пайка твердыми припоями с серебром требует наличия специального оборудования — газовой горелки.
Популярностью пользуются припои с содержанием серебра. В составе припоя может находиться до 55 процентов этого металла.
Среди особенностей такого припоя можно отметить низкую температуру, при которой плавится металл. Серебро в составе вещества хорошо смачивает поверхности металла.
Серебро способствует хорошему заполнению щелей, которые образовываются между соединяемыми поверхностями. При использовании такого припоя образуются плотно-вакуумные швы.
Пайка меди твердым припоем отличается от пайки мягким. Применяя твердый припой, необходимо создать условия, при которых пайка волной припоя происходит при температуре, которая выше 420-425 градусов.
Стоит помнить, что при этом температура не должна превышать температуру, при которой соединяемые металлы плавятся.

Пайка, где используется мягкий припой для медных труб, должна происходить при температуре, которая составляет менее 425 градусов.
Флюс с составом серебра, который при этом используется, не дает возможности оксидной пленки образовываться.
Сплав меди и цинка называется латунный сплав. При пайке латуни есть свои особенности. Когда происходит термическое воздействие на латунный элемент, сплав выделяет цинк.
Видео:
При этом образовывается пленка из оксида меди, цинка. Удалить ее довольно сложно. Флюсы и припой при этом выбираются в зависимости от того, какой состав имеет сплав.
Серебряный припой, флюсы применяются для латуни, в составе которых есть медь. Если латунь включает в себя больше цинка, то серебряный припой должен быть ПСр40 и выше.
Когда поверхность латуни соединяется с серебряными припоями, то латунный слой может сильно расплавиться, поэтому следует контролировать нагрев металла и время всего процесса.
|
Хочу поделиться опытом пайки алюминия и нихрома (точнее, сварки нихрома). Алюминий можно паять следующим образом: берЈтся небольшой кусочек цинка и жалом хорошо разогретого паяльника (механически сдирая оксидный слой с алюминия им, т.е. жалом) «облуживается» алюминий. Температура плавления цинка около 400о, поэтому паяльник нужен мощный. Затем, используя обычные припои (ПОС-40, ПОС-60 и т.д. с температурой плавления 220-260о), осуществляем обычную пайку с «облуженным» цинком алюминием. Секрет этот я прочитал в журнале «Приборы.Техника.Эксперимент». А с нихромом следующее: скручиваем оба конца провода и используя обычную угольную щЈтку от электродвигателя «свариваем» оба конца в шарик. В качестве «сварочного аппарата» можно использовать трансформатор на 3-12 Вольта и током не менее 3 Ампер. Если его нет под рукой, то можно использовать мощную нагрузку (не менее 1кВт) и сеть 220 вольт. Шамиль Гумеров Паяем алюминий В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90. Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы). Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития. Бастанов В.Г. |
 Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода «сварены «. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания.
Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода «сварены «. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания.

 рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
: основы — Weld Guru
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная пайка и реакционная пайка чаще используются с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем нагрева, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности металлической щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и течет в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
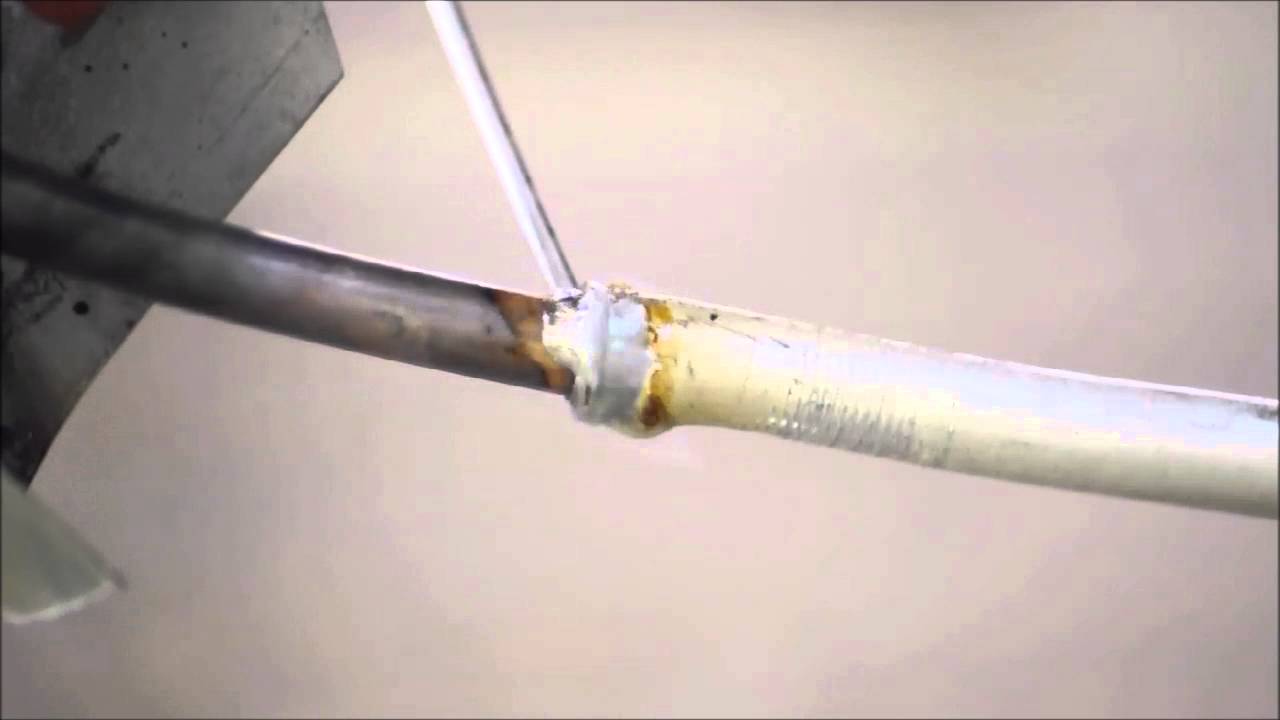
припаяны на трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Наиболее часто используемые конструкции — это формы простых соединений внахлестку и Т-образного соединения.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла.Паяльная лампа использовалась для сначала нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс превосходная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужицей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком.Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температур плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания.Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
 Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Посадка стыков должна быть плотной, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Просмотрите инструкции производителя, чтобы определить необходимое количество тепла.
- Используйте правильный флюс.

Справочные материалы по пайке алюминия
Процессы пайки
Как паять олово и жестяные банки
Образование, Алоха и самое интересное
можно в отделке металлом
Добро пожаловать на самый популярный и авторитетный в мире веб-сайт по отделке металлов
тема 236522003
В. Как спаять олово из жестяных банок? Могу ли я использовать паяльник или мне нужен мини-фонарик?
Какой припой и флюс мне следует использовать? Я хочу спаять швы маленькой лодки (длиной 6 дюймов), которую вырезал из старой жестяной банки.
Спасибо за внимание.
С уважением,
Уолт Лизак— Виннипег, Манитоба, Канада
Q. Hi: Хотелось бы узнать, как спаять жестяные банки вместе. Может кто-нибудь дайте мне знать! Спасибо! В. Я хотел бы узнать больше о пайке олова. Q. |
 Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом.
Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом. 2006 г.
А. Искал, какой припой можно использовать для олова, нашел вот это. Я просто хотел передать это всем присутствующим.
Возьмите 4 части олова, 1 часть олова и 1 часть висмута, расплавьте их и растопите тонкие пластинки. При использовании этого припоя также используется смола.
Надеюсь, это поможет.
Мэри Маккалоу, художник— Кутцтаун, Пенсильвания,
, 2006 г.
A. Хорошо, во-первых, в мире осталось не так много консервных банок. Большинство «жестяных» банок сегодня изготовлено из алюминия. Если вы выполните поиск в Интернете по запросу «Алюминиевый припой», то найдете множество сайтов. Алюминий довольно сложно паять, но есть новые продукты, которые делают это немного проще. Новые припои и флюсы, которые позволят новичку добиться хороших результатов.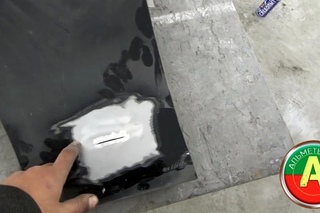
Удачи
Пол Каро— Гилберт, Аризона
2007
А.Оловянную пластину паять проще всего, потому что металл уже «лужен», просто используйте хлорид цинка или пасту из смолы для флюса и припой с припоем 50/50. Эти банки до сих пор широко используются для супов и овощей.
При пайке любого листового металла используйте паяльные котлы (утюг), а не горелку. Просто поищите в Интернете дополнительную информацию.
— Оттава, Онтарио, Канада
13 марта 2009 г.
А. Привет!
Я недавно прошел по этому поводу семинар и вот ответ: во-первых, как уже говорилось, настоящих консервных банок уже не так много.большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали —
использование: бессвинцовый припой
(можно найти в разделе сантехники в хозяйственном магазине)
паяльный пистолет (также можно найти в хозяйственном магазине)
флюс (используйте тот тип, который подходит для припоя, который вы покупаете; спросите, какой использовать)
эти принадлежности могут также можно найти в магазинах витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственного магазина.
для пайки:
очистите всю краску со швов, которые вы хотите соединить, напильником или наждачной бумагой [affil. ссылка на информацию / продукт в Rockler].
убедитесь, что соединяемые кромки хорошо прилегают друг к другу … этот тип припоя ЗАПОЛНЯЕТ небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо разглаживает суставы. попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
отрежьте припой и расположите по швам
используйте пистолет для горячей пайки, чтобы направить тепло на обе части металла, так как припой будет течь навстречу теплу.
* Поскольку многие паяльные пистолеты не имеют индикаторов «ВКЛ», подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. Используйте выключатель удлинителя только для подачи питания, чтобы вы и другие знали, что когда лампа горит, пистолет горячий.
Это основные инструкции … практика ведет к совершенству, и вот хорошая книга, к которой можно обратиться:
ИСКУССТВО консервной банки Бобби Ханссона =>
получайте удовольствие!
Мэри Слотер
— Нагс-Хед, Северная Каролина
6 февраля 2010 г.

А.Тщательно очистите оба края нагрева флюсом для паяльной лампы и добавьте припой и протрите тканью. Обе части теперь луженые; Теперь вы можете спаять две части вместе.
Mos Shaw— британец, Великобритания
15 февраля 2011 г.
A. В этой книге 1919 года, полностью представленной здесь, в Интернете, содержится много информации о пайке. Это делает современную пайку похожей на мечту: www.lostcrafts.com/Tin-Toys/Tin-Toys-Main.html
Кроме того, я считаю, что многие «жестяные» банки на самом деле являются лужеными легкими стальными банками.
Элейн ХардманКаменная цветочная керамика — Уэллсвилл, Нью-Йорк
24 апреля 2011 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующейся темы.
В. Недавно я купил несколько мощных паяльников. Они имеют мощность 175 Вт или больше и пару фунтов за штуку. Хочу попробовать свои силы в пайке неоцинкованного листового металла. Я не хочу, чтобы паяные соединения корродировали, поэтому какой флюс и припой мне следует использовать?
Том
Tom MetalHobbyist — Бостон, Массачусетс
создание этого сайта стало возможным благодаря.
.. этот текст заменяется на bannerText
Заявление об ограничении ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, относящуюся к отделке металла, пожалуйста, проверьте эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
6 способов пайки алюминиевых деталей с помощью электрического паяльника — Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо паять небольшие алюминиевые детали. деталей, потому что поверхность алюминиевого устройства легко окисляется, что новичкам сложно паять прочно. Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия.Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой утолщается, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы потереть переднюю и заднюю часть паяльной станции. Расстояние трения не должно быть слишком большим. Как правило, пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на наконечнике паяльника от 3 до 5 мм.Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяется от сферической формы до плоской, что указывает на то, что алюминиевый элемент прочно соединен с оловом.
Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия.Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой утолщается, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы потереть переднюю и заднюю часть паяльной станции. Расстояние трения не должно быть слишком большим. Как правило, пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на наконечнике паяльника от 3 до 5 мм.Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяется от сферической формы до плоской, что указывает на то, что алюминиевый элемент прочно соединен с оловом. В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно.Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Затем избыток раствора сульфата меди и раствора соляной кислоты можно сварить паяльником мощностью 45-75 Вт, который работает хорошо. В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова для плавления и затем используйте, и тогда удобно сваривать обычным методом.В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность.
В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно.Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Затем избыток раствора сульфата меди и раствора соляной кислоты можно сварить паяльником мощностью 45-75 Вт, который работает хорошо. В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова для плавления и затем используйте, и тогда удобно сваривать обычным методом.В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но учтите: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути. 5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником мощностью 75 Вт на поверхность сваривания до тех пор, пока на поверхность алюминия не будет прикреплен слой олова, а затем ткань используется.Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, многократно протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. . Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы поскрести вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно приклеится к алюминиевой детали, этот метод также прост и практичен.
Это можно надежно сварить. Но учтите: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути. 5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником мощностью 75 Вт на поверхность сваривания до тех пор, пока на поверхность алюминия не будет прикреплен слой олова, а затем ткань используется.Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а эффект сварки удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, многократно протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. . Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем используйте острый нож, чтобы поскрести вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно приклеится к алюминиевой детали, этот метод также прост и практичен.
Пайка алюминия мягким припоем электронных компонентов
Алюминий можно паять обычным оловянно-свинцовым припоем для электроники при условии, что алюминиевая поверхность отшлифована щеткой из стекловолокна, щеткой из нержавеющей стали или наждачной бумагой для удаления оксидного слоя.
Дело в том, что паять алюминий обычным припоем на основе олова и свинца практически невозможно, потому что очищенная щеткой поверхность окисляется, как только соприкасается с воздухом.Поэтому поверхность следует чистить термостойким моторным маслом. Масло защищает очищенную поверхность от кислорода воздуха.
В отличие от фильма, шлифование под маслом даже лучше, так что свежеочищенная поверхность не контактирует с кислородом. Перед пайкой не удаляйте масло полностью.
Можно любое жаростойкое масло. Подойдет любое моторное масло и даже масло для автоматических коробок передач.Лучше всего отшлифовать алюминиевую поверхность каплей масла и карандашом из стекловолокна. Не вытирайте появившуюся серую грязь. Важно, чтобы поверхность всегда была защищена от окисления маслом. Затем поцарапайте горячим паяльником и припаяйте поверхность. Это не работает, вероятно, температура слишком низкая.
Подойдет любое моторное масло и даже масло для автоматических коробок передач.Лучше всего отшлифовать алюминиевую поверхность каплей масла и карандашом из стекловолокна. Не вытирайте появившуюся серую грязь. Важно, чтобы поверхность всегда была защищена от окисления маслом. Затем поцарапайте горячим паяльником и припаяйте поверхность. Это не работает, вероятно, температура слишком низкая.
Крупный план пайки алюминия. Царапины от отвертки можно увидеть.
Мягкое паяное соединение на толстой алюминиевой фольге.
Уловка с моторным маслом была известна уже много десятилетий. В отличие от показанного в фильме, было бы еще лучше очистить поверхность в масле, так как алюминий быстро окисляется на воздухе. Но я не хотел загрязнять щетку из стекловолокна маслом. По другим данным, моторное масло можно заменить парафиновым маслом.
Этот метод открывает новые возможности. Экраны из толстой алюминиевой фольги и алюминиевой пластины радиатора можно припаять непосредственно к печатной плате.
8 наконечников для пайки, которые вы должны знать
Пайка для кровли — это процесс соединения двух металлических частей вместе с помощью припоя для создания герметичного шва.Когда вы начинаете пайку, может показаться трудным правильно заполнить стыки, сохраняя при этом определенный уровень профессионализма. Кусочки припоя везде не привлекательны. Научиться делать водонепроницаемые швы припоем — это хороший навык. Превосходные ресурсы можно найти на веб-сайте Ассоциации разработчиков меди и на сайте Revere’s Copper and Common Sense. Спасибо Тони Вицци из Specialty Copper Roofing из Поттстауна, штат Пенсильвания, за использование фотографий. Мы собрали советы, как дать вам преимущество перед конкурентами.
Жала паяльника
1. Очистка материала ЧРЕЗВЫЧАЙНО важна для хорошей пайки. Я не могу не подчеркнуть чистоту металла, который вы пытаетесь паять, и его влияние на достижение отличного функционирования и великолепно выглядящего шва. С помощью металлической щетки или другого абразива зачистите металл с обеих сторон шва. Не относитесь к этому шагу легкомысленно, потому что припой не прилипает к оксидам.
С помощью металлической щетки или другого абразива зачистите металл с обеих сторон шва. Не относитесь к этому шагу легкомысленно, потому что припой не прилипает к оксидам.
СОВЕТ: Припой сразу после флюсования.
2. Швы перед лужением могут быть ключом к долговечности вашей работы. Соединения, предварительно покрытые лужением, а затем спаянные, в среднем на 40% прочнее, чем соединения без предварительного лужения (медь и здравый смысл). Это связано с тем, что предварительное лужение ваших листов перед притиркой фактически позволит 4 слоям меди иметь поток припоя, в то время как, как правило, один только флюс будет притягивать флюс для прилипания к 2 слоям.
3. НЕ ПЫТАЙТЕСЬ ЗАПИРАТЬ ПОЛОМАННЫЙ ШВ! Если паяное соединение было нарушено, влага и грязь со временем попадут внутрь. Это вызывает окисление припоя, что делает пайку нового соединения плохой идеей.
4. Некоторые используемые материалы поддаются пайке так же легко, как медь:
- Медь. При работе с медью толщиной 20 унций или меньше зафиксированные и правильно спаянные швы будут такими же прочными, как сама медь. При работе с медью в 24 унции швы следует соединить внахлест и заклепать, а затем при необходимости припаять для гидроизоляции. На поверхности нержавеющей стали
- и алюминия образуются оксиды, которые очень трудно удалить, чтобы припой прилип. Каждый материал требует своего уникального флюса.
- Цинк имеет относительно низкую температуру плавления и поэтому не идеален, но его все же можно паять. Вот подробный PDF-файл по пайке VMZinc.
- Оцинкованная сталь имеет плохие термические характеристики, но ее все же можно паять с соблюдением соответствующих инструкций.
- Медь, покрытая свинцом, должна быть припаяна припоем из свинца 60/40.
 При работе с медью толщиной 20 унций или меньше зафиксированные и правильно спаянные швы будут такими же прочными, как сама медь. При работе с медью в 24 унции швы следует соединить внахлест и заклепать, а затем при необходимости припаять для гидроизоляции.
При работе с медью толщиной 20 унций или меньше зафиксированные и правильно спаянные швы будут такими же прочными, как сама медь. При работе с медью в 24 унции швы следует соединить внахлест и заклепать, а затем при необходимости припаять для гидроизоляции. 5. Правильный выбор флюса зависит от материала, который вы паяете. Паяльный флюс выполняет одну из основных функций при соединении кровельных материалов, он предназначен для предотвращения окисления металла, которое вызывает плохое прилипание припоя. Некоторым металлам потребуется более агрессивный или кислотный флюс для получения надлежащего соединения. Не забудьте промыть шов водой с мылом, чтобы счистить остатки флюса, которые могут разъедать металл.
Некоторым металлам потребуется более агрессивный или кислотный флюс для получения надлежащего соединения. Не забудьте промыть шов водой с мылом, чтобы счистить остатки флюса, которые могут разъедать металл.
6. Держитесь подальше от кровельных горелок для пайки! Открытое пламя может оставить ожоги на материале и является неудобным способом пайки. Не рекомендуется. Кровельные паяльники имеют закрытое пламя, и медный наконечник нагревается постоянно. Это предпочтительнее утюга, который будет терять тепло.
7. Полезный наконечник при использовании пропанового паяльника — уменьшить нагрев паяльника, когда наконечник достигнет температуры плавления припоя.Это продлит срок службы медного наконечника. Это особенно важно при работе с насадками для длительного срока службы, которые не требуют регистрации.
8. Погружение нагретого медного паяльного жала во время использования в смесь 1/2 воды и 1/2 рубиновой жидкости — хороший способ удалить с жала любой мусор, вызывающий загрязнение стыков.
Рисунок, сделанный Преподобным Медь и здравый смысл. Это один из наиболее полных ресурсов по металлической кровле .
Это видео о пайке с плоским замком, созданное Ларри Петерсом и Ассоциацией разработчиков меди.
Как паять алюминий паяльником
Как припаять алюминий паяльником
Вы предпочитаете паять алюминий паяльником и, следовательно, ищете подходящие рекомендации, которые позволят вам достичь отличных результатов? Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд.Пайка — это популярный метод соединения металлов, применяемый во всем мире. Хотя алюминий как металл можно паять, этот процесс может быть беспокойным и длительным или не дать желаемых результатов, если вы не будете придерживаться всех необходимых этапов.
Перед тем, как приступить к процессу, жизненно важно, чтобы у вас был соответствующий комплект для пайки алюминия, а также другое оборудование, необходимое для получения отличных результатов.
Факты, которые необходимо знать перед запуском процесса
Во-первых, важно отметить, что оксид алюминия нельзя паять, и поэтому он должен быть утилизирован.Как правило, процедура пайки должна выполняться очень быстро, прежде чем образуется больше оксида алюминия.
Алюминий — это продукт, имеющий относительно низкую точку плавления, то есть приблизительно 660 градусов. Это означает, что вам потребуется уникальный продукт для пайки, в частности, с более низкой температурой плавления.
Советы по подготовке и безопасности перед тем, как приступить к пайке алюминия паяльником
* Определение сплава, если необходимо
Хотя чистый алюминий обычно можно паять, он считается твердым металлом, и поэтому с ним нелегко работать.Большинство изделий из алюминия, которые вы можете найти, представляют собой алюминиевые сплавы. Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
Многие из них можно припаять одним и тем же методом, но есть несколько, с которыми очень сложно работать, поэтому требуется участие профессионального сварщика.
В случае, если используемый вами алюминиевый продукт отмечен цифрой или буквой, вам следует убедиться, что вы видите, есть ли какие-то особые требования, которых вы должны придерживаться.
* Выбор низкотемпературного припоя
Как мы уже говорили ранее в этой статье, алюминий обычно плавится при температуре 600 градусов, что относительно ниже.Поэтому, поскольку он имеет более высокую теплоемкость, будет сложно паять, если вы будете использовать припои общего назначения. Хотя можно использовать сплав, изготовленный из комбинации алюминия, цинка или кремния, в этом обзоре основное внимание будет уделено использованию паяльника, поскольку он также имеет значительно более низкую температуру плавления.
Тем не менее, убедитесь, что вы подтверждаете, что приобретаемый вами паяльник специально предназначен для вашего типа соединения, то есть алюминий-алюминий.
* Выбор флюса для алюминиевого припоя
Очень важно, чтобы флюс, который вы используете, специально предназначен для алюминия.Поэтому целесообразно купить припой для железа и флюс в одном магазине и подтвердить, что они должны использоваться вместе. Требуемая температура для вашего флюса должна иметь такую же температуру плавления, как и у паяльника.
* Установка более безопасной рабочей станции
Во время работы вы должны носить респираторную маску, чтобы защитить себя от контакта с образующимися токсичными парами. Вам также следует убедиться, что вы работаете в хорошо вентилируемом месте.Некоторые из других предметов первой необходимости включают несинтетическую одежду и толстые кожаные перчатки.
Пошаговое руководство по пайке алюминия с помощью паяльника в соответствии с
Шаг 1: Очистка алюминия
Тщательно очистите алюминий щеткой, желательно из нержавеющей стали. Это важно, поскольку алюминий может легко образовывать оксид алюминия при контакте с воздухом. Это может привести к образованию слоя оксида, который невозможно соединить.
Это может привести к образованию слоя оксида, который невозможно соединить.
Тщательно очистите алюминий стальной щеткой.Вам также следует очистить железный припой и флюс, чтобы исключить все возможности образования оксида.
Если вы используете старый алюминий, который сильно окисляется, рекомендуется отшлифовать, отшлифовать или протереть ацетоном и изопропиловым спиртом.
Шаг № 2: соединение основных металлов
Этот шаг необходим только в том случае, если вы соединяете две алюминиевые детали. Если вы соединяете две алюминиевые детали, зажмите их в том положении, в котором вы хотите их соединить.Вы должны убедиться, что между двумя алюминиевыми деталями есть небольшой зазор для стекания металлического припоя.
Если вы понимаете, что алюминиевые детали не стыкуются между собой гладко, попробуйте сделать стыки гладкими с помощью гибки или шлифования.
Шаг № 3: Нанесение алюминиевого припоя
После того, как вы очистите алюминиевый металл, вам следует осторожно нанести флюс на места, которые вы хотите соединить, с помощью крошечного металлического инструмента или стержня припоя. Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
Это не только устранит вероятность дальнейшего образования оксида, но также позволит протянуть железный припой по самой длинной стороне соединения.
В случае пайки проводов, лучше окуните их в жидкий флюс. Однако, если ваш флюс находится в порошковой форме, ознакомьтесь с инструкциями по смешиванию на его этикетке.
Шаг 4 Нагрев металла
При нагревании алюминиевого металлического предмета следует использовать паяльник. Нагрейте металл, прилегающий к стыку, начиная с самого нижнего положения заготовки. Как правило, прямое воздействие пламени на проблемную зону может привести к перегреву флюса и припоя. Поэтому убедитесь, что вы постоянно перемещаете источник тепла маленькими и медленными движениями, чтобы можно было равномерно нагреть зону.
Перед применением паяльника вы должны знать, что может пройти более десяти минут, прежде чем он нагреется до необходимого уровня.
Шаг 5: Нанесение припоя
Перетащите проволоку или пруток железного припоя по стыку, продолжая косвенно нагревать область, т. е. нагрев с другой стороны металлического алюминия. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
е. нагрев с другой стороны металлического алюминия. Используйте постоянные медленные движения при нанесении припоя для железа, чтобы результаты были одинаковыми.
Подтверждение результатов
Если железный припой, который вы используете, не сцепляется с металлом, это может указывать на образование оксида алюминия на поверхности металла.Это потребует от вас немедленно очистить поверхность и снова припаять ее, пока вы не добьетесь желаемого результата.
Итог
Эти советы о том, как паять алюминий паяльником, пригодятся, если их протестировать. Убедитесь, что вы применяете их соответствующим образом, когда возникнет необходимость, чтобы вы могли ощутить их достоинства.
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист — отличный навык, который можно добавить в свой набор инструментов DIY.Пайка — это процесс, при котором два или более металлических предмета сплавлены вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника. Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Хотя пайка, как правило, проста, при работе с определенными материалами становится труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника. Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, его очень сложно припаять должным образом, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 — Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 — Нанесите флюс на область, подлежащую пайке.
Следующим шагом является нанесение флюса на участки, которые необходимо припаять.Флюс — это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 — Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что припой или наполнитель мгновенно плавятся.