На сколько хватает 10 литрового баллона углекислоты
В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)
40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л.
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Вес баллона — 32,3 кг.
К этому весу надо прибавить ещё: Вес газа 20-литровый баллон — 6 куб. м / 12 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 50 кг
Исходя из вышеприведенных данных. лично я считаю что 20-ти литровик будет оптимальный вариант для наших маленьких гаражей.
Удобнее перемешать одному. Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Также помимо баллона понадобиться регулятор газа. Газовый редуктор.
Сей прибор нуден для понижения давления газа который выходит из баллона и для регулировки его подачи в ваш сварочный полуавтомат.
Для углекислоты — Редуктор УР 6-6
По поводу расхода газа и проволоки.
И так на сколько же хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 20 литров?
Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в 20-литровом баллоне 6 кубометров или 6000 литров. Если в среднем расход газа на продувку 10 литров в минуту, то 20-литрового баллона должно хватить 600 минут или на 2 бабины проволоки 0,8 весом 5 кг.
Так что думаю что с 20-литровиком можно переварить не одну тачку. :))
На момент написания данной статьи
Ну вот как-то так народ. Надеюсь данная информация кому то может быть полезна.
Нам часто задают вопросы:
«Какой расход сиропа и воды на стакан напитка?»
«На сколько стаканов хватает газового баллона?»
Постараюсь ответить, несмотря на то, что все довольно индивидуально и абсолютно точные цифры здесь назвать нельзя.
Сироп
Одинарная порция сиропа составляет примерно 15 мл. на стакан. Двойная порция – 25 мл. на стакан. Отсюда получим усредненное значение – 20 мл. на стакан газированного напитка. Значит одной 5-литровой канистры сиропа хватает приблизительно на 250 стаканов. Замечу, что это именно среднее приблизительное значение. На расход сиропа могут влиять: личные вкусовые предпочтения, температура и влажность воздуха, марка сиропа (разная плотность сиропа у разных производителей).
Вода
Расход воды обычно устанавливается в районе: 140-160 мл. на стаканчик с сиропом и 170-180 мл. – без сиропа. Возьмем для расчета среднее значение — 160 мл. Цифра, конечно, приблизительная, так как расход воды напрямую зависит от дозировки сиропа. Следовательно в одной 19-литровой бутыли ориентировочно – 118 стаканов газированного напитка.
Углекислота
Одного 10-литрового баллона углекислого газа хватает примерно на 3000-5000 стаканов газировки.
Итого:
- Одной 19-литровой бутыли воды хватит на 118 стаканов газированного напитка;
- 5-литровая канистра сиропа вмещает около 250 стаканчиков;
- Одного баллона CO2 хватит на 3000-5000 стаканов газводы.
Применения углекислоты за последнее время активно пополняется новыми сферами. Если изначально материал использовался исключительно на производстве и промышленных площадках за счет того, что сварочный шов максимально правильный и избавлен от лишней гари , то за последнее время баллоны нашли свое применение в медицине, в качестве замораживающего препарата в операционных блоках; на парфюмерных фабриках, чтобы получить чистый без химических оттенков, запаха и равномерную консистенцию; в пищевом сегменте, в кафе и ресторанах.
Каждый из потенциальных клиентов прежде чем купить углекислоту, выбирает свой объем, который его устраивает.
Типичные варианты объемов
- Для промышленных объектов используют баллоны от 40 до 50 литров за счет того, что их не надо часто заправлять; плюс имеется техническая база для их подвоза в труднодоступные места;
- Владельцы баров и ресторанов для налива напитков из кега используют в среднем баллоны с объемом 10–15 литров, которых хватает на месяц–полтора.

- Для операционных блоков и косметических салонов (удаление бородавок замороженной кислотой) используют малые формы от 5 литров, поскольку это не очень частая процедура.

| Объем баллона | Объем газа в баллоне | Вес газа в баллоне | |
| Углекислота | 40 л | 6,0 куб.м | 20-24 кг |
| 10 л | 1,6 куб.м | 6 кг | |
| 7 л | 1,1 куб.м | 4,2 кг |
Правила расчета веса для траспортировки
Покупая продукцию у компании «Криогенсервис», вы получите ценную информацию, что газ отпускается не на литры, а на килограммы и его соотношение в емкости находится в диапазоне 50–60% от всей емкости. То есть, если баллон с объемом 10 литров, то максимально с учетом допустимого рабочего давления в него можно закачать 5-6 кг.
То есть, если баллон с объемом 10 литров, то максимально с учетом допустимого рабочего давления в него можно закачать 5-6 кг.
В среднем, плотность материала приближается к 1, поэтому вес баллона увеличивается заметно. В процессе заправки и дальнейшей транспортировки необходимо приложить физическую силу, чтобы погрузить, а затем выгрузить емкость с газом.
Учитывая различные показатели высоты от 100 до 140 см., баллоны хранятся в специальных ящиках. Производитель делает ставку на увеличение объема в целом, а не показателя высоты.
Таблица сравнительных технических характеристик
| Рабочее давление | 14,7 МПа (150 кгс/см 2 ) | 19,6 МПа (200 кгс/см 2 ) |
| Емкость | 40 литров | 40 литров |
| Диаметр цилиндрической части | 219 мм | 219 мм |
| Длина корпуса баллона | 1400 мм | 1460 мм |
| Вес баллона | 65 кг | 90 кг |
В процессе транспортировки заправленного баллона необходимо проверить фиксацию защитного колпака, а только потом двигаться. Перевозят углекислоту в горизонтальном типе с дополнительными резиновыми прокладками, при этом новый заправленный баллон нельзя бросать, давить, оставлять под воздействием прямых солнечных лучей. Мобильные баллоны также необходимо перевозить и хранить вертикально, при этом рекомендуется, чтобы, например, под барной стойкой, не было подведено электрических коммуникаций или очагов огня. Даже не смотря на безопасность газа, необходимо соблюдать правила безопасности из-за сжатого давления.
Перевозят углекислоту в горизонтальном типе с дополнительными резиновыми прокладками, при этом новый заправленный баллон нельзя бросать, давить, оставлять под воздействием прямых солнечных лучей. Мобильные баллоны также необходимо перевозить и хранить вертикально, при этом рекомендуется, чтобы, например, под барной стойкой, не было подведено электрических коммуникаций или очагов огня. Даже не смотря на безопасность газа, необходимо соблюдать правила безопасности из-за сжатого давления.
Углекислота многим известна и в виде огнетушителей в автобусах, поездах и электротранспорте – баллоны с объемом не более 2-х литров, а оптовые партии перевозят по дорогам и ж/д путям в закрытом вагоне или не более 20 единиц в пассажирском. Компания также производит заправку огнетушителей для предприятий и частных лиц.
Углекислота хранится длительное время, а заправляя баллон в «Криогенсервис», можно не переживать за точность расчета и получить дополнительно скидку в размере 15%.
Быстро закончился 10л баллон смеси — Полуавтоматическая сварка — MIG/MAG
#1 Salavat1777
Отправлено 16 July 2018 03:11
Учусь варить а подсказать некому, купил аппарат аврора оверман, баллон со сварочной смесью 10л переаттестованный и регулятор универсальный У-30/АР-40П-36V с подогревателем (редуктор), выставил расход 10л/мин, давление в только купленном баллоне было 10, газ закончился быстро, израсходовал 1-1,5 кг проводки только наверно.
- Наверх
- Вставить ник
#2 saper24
Отправлено 16 July 2018 04:26
Причина в том что смеси в десятилитровом баллоне не шибко много в принципе. Ну и еще статичный( нерегулируемый) постгаз( продувка) кушает свою долю газа на остывание ванны.Учусь варить а подсказать некому, купил аппарат аврора оверман, баллон со сварочной смесью 10л переаттестованный и регулятор универсальный У-30/АР-40П-36V с подогревателем (редуктор), выставил расход 10л/мин, давление в только купленном баллоне было 10, газ закончился быстро, израсходовал 1-1,5 кг проводки только наверно. В чем может быть причины?
 Купите большой баллон, а лучше два, один под смесь коль нужда или хочется, а второй с углекислотой. Углекислоты большого баллона хватит надолго.
Купите большой баллон, а лучше два, один под смесь коль нужда или хочется, а второй с углекислотой. Углекислоты большого баллона хватит надолго. - Наверх
- Вставить ник
#3 Salavat1777
Отправлено 16 July 2018 08:15
А почему у остальных хватает на 5 кг проволки почти ? Некоторые пишут на полгода. Я варил два дня только, прополкой 0,8 и у меня 5 кг почти как новая, на вскидку 1кг или 1,5 максимум ушло на 10 л
Сообщение отредактировал Salavat1777: 16 July 2018 08:16
- Наверх
- Вставить ник
#4 ЛехаКолыма
Отправлено 16 July 2018 08:46
Salavat1777,давление в 10л баллоне со смесью аргон углекислота, должно быть при температуре 20 град 150 атм или 1,5 м. куб газа(10лх150атм=1500 дм.куб или 1,5 м.куб ).Похоже ,что вам на заправочной станции подсунули неполный баллон.Примерное время на которое рассчитан такой баллон 1500 дм.куб(литр) / 10л/мин(дм.куб/мин)=150 мин
куб газа(10лх150атм=1500 дм.куб или 1,5 м.куб ).Похоже ,что вам на заправочной станции подсунули неполный баллон.Примерное время на которое рассчитан такой баллон 1500 дм.куб(литр) / 10л/мин(дм.куб/мин)=150 мин
Сообщение отредактировал ЛехаКолыма: 16 July 2018 08:50
- Наверх
- Вставить ник
#5 G_Kar
Отправлено 16 July 2018 08:58
Смесь — это в основном аргон, поэтому надо считать как аргон. В 10 литрах баллона 1075 — теоретических литров газа, т.е. при расходе 10 литров в минуту — баллона хватит на 1,5 часа работы — максимум учитывая продувку и остаточное давление. При скорости подачи проволоки — 6 м в минуту — это примерно 25 грамм проволоки за минуту, а за 1,5 часа — это 2,2 кг.
Хотя нет, в теории в 10 литрах 1,5 куба, правильно ЛехаКолыма говорит, но это в теории, по факту могли заправить по давлению, а не по весу. Но все равно на 5 кг проволоки 0.8 даже теоретически не хватит.
Но все равно на 5 кг проволоки 0.8 даже теоретически не хватит.
Сообщение отредактировал G_Kar: 16 July 2018 10:02
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#6 Salavat1777
Отправлено 16 July 2018 09:54
показывало 10 когда купил(баллон переатестованный, до 23года, произвоства 1983г.), он был полностью заправленный? вес баллона не знаю, могу взвесить бобину с проволокой, сказать сколько точно ушло
Прикрепленные изображения
Сообщение отредактировал Salavat1777: 16 July 2018 09:58
- Наверх
- Вставить ник
#7 ЛехаКолыма
Отправлено 16 July 2018 10:07
Salavat1777,10 Мпа =100 атм. Все равно мало,баллоны в которых газы находятся в сжатом состоянии проверяются по давлению.
Все равно мало,баллоны в которых газы находятся в сжатом состоянии проверяются по давлению.
- Наверх
- Вставить ник
#8 Salavat1777
Отправлено 16 July 2018 10:11
заправлю по новой посмотрю как будет, значит 10 л баллон должен хватить на 150 мин, 2,2 кг проволоки правильно?
- Наверх
- Вставить ник
#9 АндрейСВ
Отправлено 16 July 2018 10:33
Не обязательно. Можно заварить метровый шов без остановки. Тогда на постгаз уйдёт, к примеру, 1 литр. А можно тот же метр варить по сантиметру, делая остановки. Тогда проволоки уйдёт примерно одинаково, а газа в сто раз больше.
Тогда проволоки уйдёт примерно одинаково, а газа в сто раз больше.
- Наверх
- Вставить ник
#10 Salavat1777
Отправлено 16 July 2018 10:39
хм, а на что мне примерно ориентироваться то? просто смутило что так быстро закончился газ, даже маленькую сварочную тележку не хватило доварить. когда закручивал редуктор боялся перетянуть гайку, а слабо закручиваю пропускает, как определить пропускает или нет? шланги все на хомутам, ротаметр показывал 10л/мин, внутри самого аппарата не может быть неисправности, пропускать например? дорого получается так обычной сваркой потратил бы 1 кг электродов, а тут целый баллон газа и проволоку еще
Сообщение отредактировал Salavat1777: 16 July 2018 10:44
- Наверх
- Вставить ник
#11 midtower
Отправлено 16 July 2018 11:42
когда закручивал редуктор боялся перетянуть гайку, а слабо закручиваю пропускает, как определить пропускает или нет?
Тянем от души, там же прокладка стоИт. Проверяем мыльным раствором.
Проверяем мыльным раствором.
- Наверх
- Вставить ник
#12 misha88
Отправлено 16 July 2018 11:56
Я не понимаю зачем вам 10 л ? Вы часто на выезды выезжаете? Вы он у вас хорошо отработал если 1,5 кг проволки ушло! У меня 40л смеси хватает на 1,5 катушки
- Наверх
- Вставить ник
#13 midtower
Отправлено 16 July 2018 12:04
Я не понимаю зачем вам 10 л ?
У меня, безлошадного, аргон 10л и СО2 5л, да и заправка не рядом.
- Наверх
- Вставить ник
#14 copich
Отправлено 16 July 2018 12:14
Пропуски газа элементарно проверяются в вашем случае: открываете баллон с редуктором и закрываете вначале регулятор расхода газа затем сам баллон. Снимаете шланг и через пару минут не открывая баллона открываете расходомер. Сдуло? Значит уплотнитель между баллоном и редуктором нормально держит.
Далее так же до аппарата проверяете, только на этот раз у вас аппарат является клапаном. Включили аппарат, нажали кнопку, пшикнуло, хорошо. Конечно не открывая баллона. Вот и вся проверка.
Если пшикать не будет, то разбираться где спускает газ.
Ну а так, действительно должно быть на вашем редукторе 130-150, обычно так заправляют.
Учтите, что в 10 л баллоне при 150 Атм это 1500 литров
А если у вас уже 100Атм, то это всего 1000 литров.
Маленький он. Только для поездок годится.
В отличии от 40л баллона где при 150, получается 6000 л при нормальном атмосферном давлении.
Вам, ЛехаКолыма, все верно расписал. Знаете время сварки и расход газа — получите продолжительность жизни баллона.
И еще маленький нюанс. В 0 вы все равно не спустите баллон, не рекомендуется. Поэтому еще меньше в вашем случае будет полезного газа в баллоне.
У меня, безлошадного, аргон 10л и СО2 5л, да и заправка не рядом.
все равно не на себе же тащить это раз. И второе количество походов-поездок все равно больше в разы и дороже получается.
10л только для выездов нужно. В противном случае одни убытки.
Сейчас уже идут баллоны на 200Атм, не у всех и не везде. Но уже выгоднее получается! Это все те же 40л. Т.е. это уже не 6000л, а 8000л!!!!! Во как!
- Наверх
- Вставить ник
#15 АндрейСВ
Отправлено 16 July 2018 12:45
А вообще, для тренировки лучше СО2. Тем более, что его в 40 литровом баллоне, примерно 11 кубометров.
Тем более, что его в 40 литровом баллоне, примерно 11 кубометров.
- Наверх
- Вставить ник
#16 SUNBEAM
Отправлено 25 April 2019 06:57
Пропуски газа элементарно проверяются в вашем случае: открываете баллон с редуктором и закрываете вначале регулятор расхода газа затем сам баллон. Снимаете шланг и через пару минут не открывая баллона открываете расходомер. Сдуло? Значит уплотнитель между баллоном и редуктором нормально держит.
Далее так же до аппарата проверяете, только на этот раз у вас аппарат является клапаном. Включили аппарат, нажали кнопку, пшикнуло, хорошо. Конечно не открывая баллона. Вот и вся проверка.
Если пшикать не будет, то разбираться где спускает газ.Ну а так, действительно должно быть на вашем редукторе 130-150, обычно так заправляют.
Учтите, что в 10 л баллоне при 150 Атм это 1500 литров
А если у вас уже 100Атм, то это всего 1000 литров.
Маленький он. Только для поездок годится.В отличии от 40л баллона где при 150, получается 6000 л при нормальном атмосферном давлении.
Вам, ЛехаКолыма, все верно расписал. Знаете время сварки и расход газа — получите продолжительность жизни баллона.И еще маленький нюанс. В 0 вы все равно не спустите баллон, не рекомендуется. Поэтому еще меньше в вашем случае будет полезного газа в баллоне.
все равно не на себе же тащить это раз. И второе количество походов-поездок все равно больше в разы и дороже получается.
10л только для выездов нужно. В противном случае одни убытки.Сейчас уже идут баллоны на 200Атм, не у всех и не везде. Но уже выгоднее получается! Это все те же 40л. Т.е. это уже не 6000л, а 8000л!!!!! Во как!

. Да,кстати. Здравствуйте, коллеги. Пришлось немного поработать с этими ( 200Атм) баллонами на Кировском заводе. Просто красота! Хватает намного дольше, прямо на баллоне есть свой манометр остатка газа, и ручка , закрывать баллон, не барашек
Да,кстати. Здравствуйте, коллеги. Пришлось немного поработать с этими ( 200Атм) баллонами на Кировском заводе. Просто красота! Хватает намного дольше, прямо на баллоне есть свой манометр остатка газа, и ручка , закрывать баллон, не барашек
- Наверх
- Вставить ник
#17 Vlad12
Отправлено 25 April 2019 07:36
А нет фотки баллона? Очень интересно.
- Наверх
- Вставить ник
#18 SergDemin
Отправлено 25 April 2019 07:42
дорого получается так обычной сваркой потратил бы 1 кг электродов, а тут целый баллон газа и проволоку еще
А кто сказал, что дешевле электродов будет?
даже маленькую сварочную тележку не хватило доварить.

Пижонство это, в смеси такую фигню варить. Или есть смесь по цене углекислоты?
А вообще, для тренировки лучше СО2. Тем более, что его в 40 литровом баллоне, примерно 11 кубометров.
внутри самого аппарата не может быть неисправности, пропускать например?
Может, но маловероятно. Во всех новых аппаратах клапан на входе стоит. Можете снять горелку и мазнуть пеной отверстие на разъёме из которого газ в горелку идёт . Если клапан не держит, его разобрать и промыть надо.
Сообщение отредактировал SergDemin: 25 April 2019 07:45
- Наверх
- Вставить ник
#19 SUNBEAM
Отправлено 25 April 2019 08:37
А нет фотки баллона? Очень интересно.

. Не додумался , болван, сфотографировать! У него и «голова» другая — как арка такая сверху. Я думаю и стропом за неё брать можно. Сам , правда, не пробовал. Очень понравилась «открывашка» вверх — вниз и все дела
А сейчас ,я уже не на Кировском, разбежались из той конторы все сварные. Там на территории Кировского завода куча контор всяких, так вот из этой СпецТехнологии СПб — НЛТ все «сквозанули». Болото ещё то.
Ещё один «несгибаемый» там оставался, надо позвонить ему. Хотя терзают смутные сомнения, что он настолько « несгибаемый», что либо сфоткать-переслать не сможет, либо телефон из Детского мира, без камеры …
- Наверх
- Вставить ник
#20 Шурпет
Отправлено 25 April 2019 11:17
.
 Не додумался , болван, сфотографировать! У него и «голова» другая — как арка такая сверху. Я думаю и стропом за неё брать можно. Сам , правда, не пробовал. Очень понравилась «открывашка» вверх — вниз и все дела А сейчас ,я уже не на Кировском, разбежались из той конторы все сварные. Там на территории Кировского завода куча контор всяких, так вот из этой СпецТехнологии СПб
Не додумался , болван, сфотографировать! У него и «голова» другая — как арка такая сверху. Я думаю и стропом за неё брать можно. Сам , правда, не пробовал. Очень понравилась «открывашка» вверх — вниз и все дела А сейчас ,я уже не на Кировском, разбежались из той конторы все сварные. Там на территории Кировского завода куча контор всяких, так вот из этой СпецТехнологии СПб- Наверх
- Вставить ник
Расход углекислоты при сварке полуавтоматом: формула расчета, таблица
Содержание:
- Что влияет на показатели расхода
- Усредненные показатели
- Измерение расхода защитного газа
- Причины расхода защитного газа
- Влияние условий
- Формула расчета
- Советы по сокращению расхода
- Интересное видео
Использовать защитный газ входе проведения сварочных работ — значит обеспечивать улучшение качества сваренных соединений, ускорять рабочий процесс и давать кислороду возможность попадать внутрь сварочной зоны.
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.
Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым. Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом. В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход. В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л.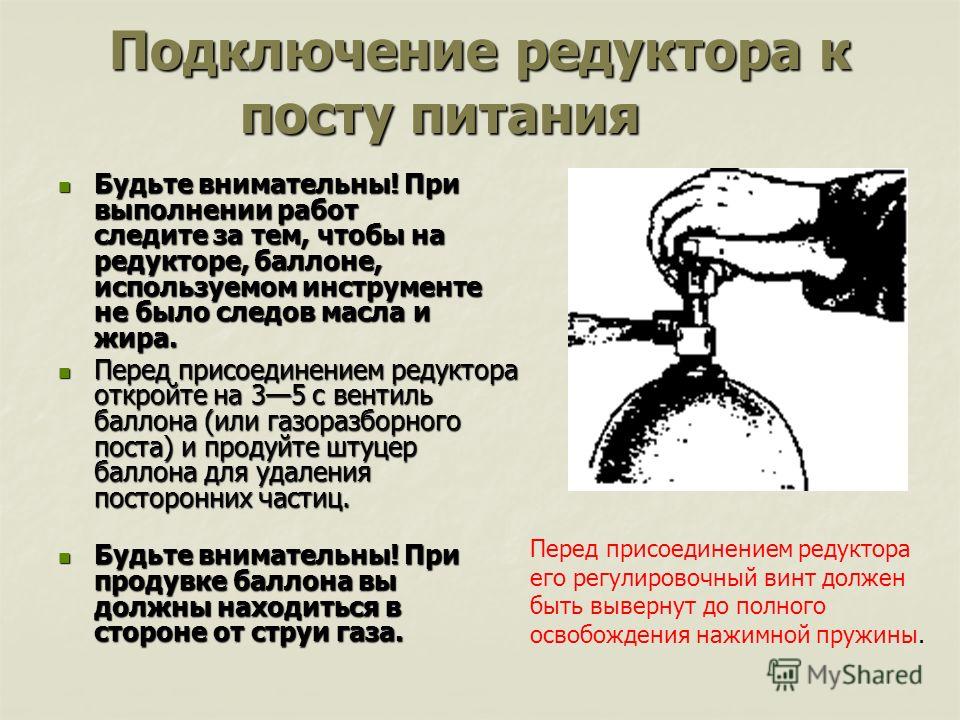 Такие баллоны используются на большинстве современных предприятий.
Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А.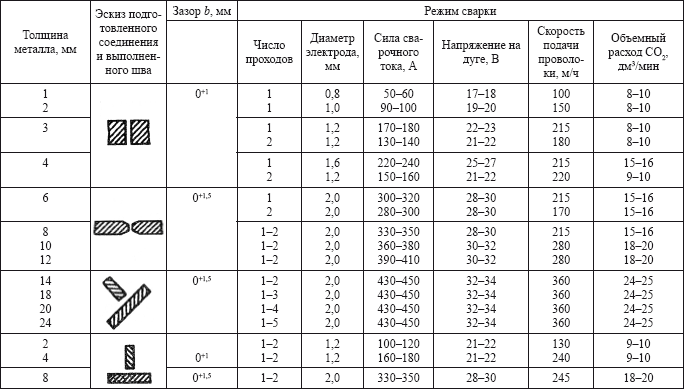 Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство. Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве. В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.

В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы.
В этом помогут следующие советы.
Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
На сколько кег хватает баллона углекислоты
Содержание
Отрасль розлива. Пивное оборудование и не только.
Пивное оборудование и не только.
Нормальное давление газа в системе розлива пива
Многие эксплуатируют оборудование для розлива, что называется «спустя рукава». Не проводят периодическую очистку и промывку. Забывают менять воду в проточном охладителе и пр. Следствием нарушения правил эксплуатации оборудования являются частые поломки и выход из строя линии.
Сегодня этой статьей начинается цикл статей: «Правильная эксплуатация оборудования — довольные клиенты и рост прибыли»
И так приступим.
Функции газа в системе розлива
Многие наверняка представляют, как работает система пивного оборудования. Все достаточно просто, чтобы пиво наливалось в бокал, или в бутылку необходимо давление в контуре с газом (углекислотой). Давление передается от газового баллона с редуктором, по газовой магистрали к заборной головке (или раздаточной) см. рис 1.
Рис 1. Газовый редуктор
Попадая внутрь кега, газ вытисняет пиво, и оно по трубкам от заборной головки идет уже к крану с пивом (либо к кобре или колонне, либо к пеногасителю).
Также, газовая магистраль может идти и к кранам для беспенного розлива (пеногаситель), в случае их использования в системе. В пеногасителе, углекислотный газ исполняет функцию заполнителя бутылки перед наполнением пива. Газ не дает образовываться пене в бутылке, поддерживая повышенное давление в ней. Подробнее вы можете прочесть в статье о пенагосителях: «Пеногаситель – король малого бизнеса».
Поиск максимально допустимого давления
Разобравшись, какие функции выполняет газовая магистраль, подходим к вопросу из заголовка статьи: «Какое давление нормально в газовой системе». Подсказки можно найти на самом оборудовании, которое составляет систему.
Обратимся к шлангу для подачи газа, в основном на всех высококачественных шлангах нанесена маркировка «max 3 bar», это означает, что максимальное давление, при котором может работать шланг, составляет: 3 бара, или
Перейдем к главному узлу газовой системы: Газовому редуктору.
Редуктор служит для того чтоб, высокое давление от баллона (50-100 bar), понизить до нормального (как мы пока узнали до 3-ёх бар).
Считывание показания манометров
Обратимся к шкале манометров на редукторе рис 2. Мы видим два манометра, один с большими показателями (А), другой с меньшими (Б).
Рис 2. Газовый редуктор. Маноматры А и Б.
Манометр «А», отвечает за давление в самом баллоне. Большие цифры обусловлены тем, что в баллоне газ находиться под большим давлением в жидком состоянии. На шкале видно, низкое давление (красная зона), составляет 30 бар и ниже. Это индикатор того, что запас углекислоты в баллоне подходит к концу. Если стрелка находиться в красной зоне, это сигнализирует о том, что газ заканчивается скоро баллон потребует замены.
Внимание! При нулевом показателе на заполненном баллоне убедитесь, что вентиль на самом баллоне открыт. При снятие редуктора с баллона убедитесь, что вентиль на болоне плотно закрыт!
Поиск нормального давления в системе
Разобравшись с максимальным давлением, напомню это 3 бара, пытаемся найти хоть какие-то данные о минимальном давлении, в инструкциях к оборудованию, перелистав несколько инструкций, находим косвенное подтверждение нужному давлению в инструкции к проточным охладителям Gamco.
В ней прямо написано: «Откройте подачу углекислоты вентилем на баллоне и установите рассчитанное рабочее давление. Необходимо иметь в виду, что величина давления зависит от сорта пива и длины трубопроводов от КЕГа до разливного крана, поэтому возможна незначительная корректировка полученного значения. Точное значение рабочего давления рассчитывается с помощью специальной линейки».
Из этого можно получить вывод: уровень давления в магистрали дело исключительно индивидуальное, по опыту, скажу, больше Вас не мучая: Нормальное давление обычно колеблиться от 2 до 2,5 бар!
Как настроить давление
Предлагаю сильно не заостряться на «линейке для давления», и пройти по инструкции дальше, цитирую таблицу поиска неисправности и регулировки охладителя:
Таблица регулировки подачи пива
Из таблицы можно почерпнуть, как настроить правильное давление в баллоне опытным путем. Обращаю Ваше внимание, система должна быть исправна и проверенна на герметичность и утечки. Остальное оборудование должно быть также исправно.
Остальное оборудование должно быть также исправно.
Подведем итоги:
Нормальное давление в газовой магистрали составляет: 2 – 2,5 бара .
Максимальное допустимое давление составляет 3 бара .
Точная величина подбирается индивидуально и зависит от конфигурации оборудования и условий эксплуатации.
В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)
40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л.
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Вес баллона — 32,3 кг.
К этому весу надо прибавить ещё: Вес газа 20-литровый баллон — 6 куб. м / 12 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 50 кг
Исходя из вышеприведенных данных. лично я считаю что 20-ти литровик будет оптимальный вариант для наших маленьких гаражей.
Удобнее перемешать одному. Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Также помимо баллона понадобиться регулятор газа. Газовый редуктор.
Сей прибор нуден для понижения давления газа который выходит из баллона и для регулировки его подачи в ваш сварочный полуавтомат.
Для углекислоты — Редуктор УР 6-6
По поводу расхода газа и проволоки.
И так на сколько же хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 20 литров?
Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в 20-литровом баллоне 6 кубометров или 6000 литров. Если в среднем расход газа на продувку 10 литров в минуту, то 20-литрового баллона должно хватить 600 минут или на 2 бабины проволоки 0,8 весом 5 кг.
Так что думаю что с 20-литровиком можно переварить не одну тачку. :))
На момент написания данной статьи
Ну вот как-то так народ. Надеюсь данная информация кому то может быть полезна.
10.11.2016 — Оптимальное давление углекислого газа в системе розлива пива
Для начала разберемся, какие функции в системе розлива может выполнять СО₂. Во-первых, газ необходим для вытеснения пива из КЕГа и его продвижения под действием создавшегося давления по пивопроводам к кранам для розлива. Во-вторых, он используется при работе пеногасителя для заполнения бутылки перед наливанием в неё напитка. Именно благодаря этому внутри бутылки не образуется пена.
Какое же давление газа в системе можно считать нормальным?
Эти показатели индивидуальны и зависят от длины трубок, проложенных от КЕГа до разливочных кранов, а также от сорта пива. Обычно правильное давление находится в пределах от 2 бар до 2,5 бар. Максимально же возможное давление, которое можно подать по трубопроводам – 3 бара. Именно эта цифра указана в инструкции к большинству современных шлангов.
Именно эта цифра указана в инструкции к большинству современных шлангов.
Конечно, давление газа в баллоне, откуда осуществляется его подача, значительно выше оптимальных для системы показателей. Для того, чтобы снизить его до рабочих параметров используется пивной редуктор.
Газовый редуктор оснащен двумя манометрами. На одном из них цифры будут больше – это показатели давления внутри баллона. Если запас углекислоты в баллоне заканчивается то стрелка покажет 30 и менее бар.
Ниже представлена таблица, показывающая различные проблемы в работе пивной системы, а также пути их решения. С помощью этой таблицы можно отрегулировать давление до оптимального опытным путем.
Какое давление в баллончике co2 12 грамм?
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Какое давление в баллончике для пневматического пистолета
Пневматическое оружие с 12 граммовыми баллончиками CO2 имеет свои большие плюсы: оно доступно, мобильно, реалистично выглядит, но есть одно большое НО. Если вы много стреляете, оно вам не подходит
Если вы много стреляете, оно вам не подходит
Купить и отстрелять пару баллончиков по-карману любому студенту, но если счет баллончикам ведется десятками штук, то стрельба становится весьма накладной. Особенно сильно это ощутили на себе владельцы ИЖ МР-661 Дрозд и прочих пневматических пистолет-пулеметов. Самый очевидный выход из ситуации — использование больших баллонов для газа. На западе распространены 88 граммовые CO2 баллоны, у нас большую популярность приобрели переделки в PCP — переводы на воздух из пейнтбольных баллонов.
Сегодня увидел очередное достаточно интересное решение.
Адаптер представляет собой стандартный 12 граммовый CO2 баллончик с врезанным адаптером типа фостер. Дальше все просто. Берете свой любимы пистолет, аккуратно прорезаете отверстие под фостер в накладке рукоятки, подцепляете гибкий шланг «мамба» и другим концом цепляетесь к любой колбе, хоть к огнетушителю на колесиках
Вот в этой теме человек рассказывает, как он перевел свой револьвер Crosman 357-6 на воздух:
Поджали баллончик винтом накола, зафиксировали, примерились, вырезали в рукоятке отверстие.
Присоединили 88 граммовый CO2 баллон и начали стрелять. На мой взгляд, не сильно удобно, но весьма функционально.
Двигаемся дальше. Зачем покупать дорогущие и дефицитные 88 гр. баллоны, если можно перейти на бесплатный воздух?
Берем пейнтбольную колбу с редуктором. Редуктор настраиваем на 60 атмосфер — примерно такое давление в нашем баллончике при комнатной температуре. Берем ручной насос высокого давления, забиваем колбу до 200 атмосфер и стреляем, стреляем, стреляем. Очень много стреляем
Единственный минус во всем этом я вижу, что если ручным насосом часто забивать пейнтбольные колбы, то он очень быстро сломается. Автор сам однажды попробовал забить 800 кубовую колбу. Процесс занял несколько часов, около десяти заходов с перерывами на остывание насоса. Врагу такую физкультуру не пожелаешь.
В любом случае, в этой статье разговор не про насосы, адаптер действительно интересный, купить на ebay с доставкой можно здесь. Стоит такой адаптер около 1 т.р., если у вас уже есть какое-то PCP оборудование, можно неплохо сэкономить. Опять же, такой адаптер — самый простой способ перевода Дрозда в PCP.
Опять же, такой адаптер — самый простой способ перевода Дрозда в PCP.
Виды [ править | править код ]
Сифоны подразделяются на зарядные
и
автосифоны
.
Автосифон
представляет собой металлический или стеклянный (армированный металлической сеткой) баллон с навинчивающейся на него головкой со сливом и обоймой для баллончика с жидкой углекислотой; давление углекислоты в баллончике составляет 57,5⋅10 5 Па (57,5 атмосфер) [1] . При вращении обоймы пустотелая игла прокалывает пробку баллончика, и газ проникает в сифон. Ёмкость металлических автосифонов — 1—2 л, стеклянных — 1 л.
Зарядные
сифоны изготовляются из толстого стекла или металла ёмкостью 1—2 л. Их заполнение производится на специальных станциях под давлением 6-8⋅10 5 Па (6-8 атмосфер) [1] .
Пневматическое оружие с использованием стандартных баллончиков с газом СО2 появилось относительно не так давно – примерно 50 лет назад. Этот тип источника энергии для пневматики тут же стал популярным и актуален по сегодняшний день из-за относительно высокой мощности, надежности и простоты эксплуатации.
Правила хранения газовых баллончиков
Чтобы обеспечить высокую начальную скорость стрельбы и экономный расход углекислоты, лучше всего стрелять из оружия при температуре не меньше +6°С.
Основные правила хранения:
- нельзя нагревать баллончик до температуры выше +55°С;
- углекислота находится под давлением, во время нагревания есть опасность взрыва;
- место хранения должно проветриваться;
- место хранения должно быть недоступно для маленьких детей;
- применять исключительно по назначению;
- место должно быть защищено от прямых солнечных лучей.
Любая пневматика на углекислом газе потребует извлечения баллона после стрельбы. Какое количество времени пистолет может быть в заряженном состоянии, будет зависеть от модели и компании-изготовителя. По разной информации держать заряженным оружие можно 2-4 часа, но не больше суток. Многие держат баллон несколько месяцев, этого не стоит делать, так как портятся резиновые уплотнители в пистолете. Помимо того, перед тем как достать баллончик, нужно его полностью отстрелять вхолостую, иначе газ при выкрутке повредит прокладки.
Помимо того, перед тем как достать баллончик, нужно его полностью отстрелять вхолостую, иначе газ при выкрутке повредит прокладки.
На сколько хватает баллона углекислоты в аквариуме. Расход Со2 в аквариуме.
Нас очень часто спрашивают, на сколько мне хватит баллона с газом. Давайте попробуем разобраться с этим вопросом.
Приобретая баллонную систему подачи углекислого газа для аквариума, перед аквариумистом встает вопрос, а какой баллон лучше выбрать. Очевидно, чем больше объем баллона, тем реже придется его заправлять и соответственно его хватит на больший срок.
Эксплуатация Системы Со2 должна быть максимально комфортной и удобной, поэтому углекислотный баллон для нее должен быть выбран по возможности максимально большего объема. Лучше всего чтобы интервал между заправками баллона был не менее 6 месяцев, а лучше около года. К сожалению это не всегда получается сделать, это иногда связано с габаритами места установки системы и конечно же если аквариум в который будет подаваться углекислый газ слишком большого объема.
В случаях если планируется приобретение Системы Со2 для аквариума более 400 литров, мы рекомендуем приобрести к ней дополнительный резервный баллон. Когда газ будет заканчиваться, аквариумисту не надо бросать все дела и «лететь сломя голову» на заправочную станцию, он просто делает замену пустого баллона на полный и спокойно едет на свою заправочную станцию.
Расход газа в одинаковых по объему аквариумах может кардинально отличаться друг от друга, ведь это зависит от основных параметров:
- удельное количество растений, а также их потребность к углекислому газу
- температура аквариумной воды, чем выше температура, тем быстрее происходят биологические процессы
- уровень освещенности (при более сильной интенсивности света, фотосинтетические процессы протекают намного интенсивнее)
- продолжительность светового дня
- жесткость воды (для насыщения аквариумной воды до нужной концентрации в мягкую воду количество углекислого газа нужно подавать намного меньше)
- способ подачи Со2 — диффузор, проточный реактор-атомайзер, ветка рябины или другой метод (чем больше степень растворимости газа, тем меньше расход)
Определение расхода углекислого газа в аквариуме
Углекислый газ заправляется в баллоны не в литрах, а в килограммах. Мы рекомендуем заправлять баллоны с коэффициентом 0,6, максимальное значение для заправки не более 0,72.
Мы рекомендуем заправлять баллоны с коэффициентом 0,6, максимальное значение для заправки не более 0,72.
Рассмотрим пример, за основу взяв баллон 5 литров. 5 л*0,72=3,6 кг заправленного углекислого газа.
1 кг Со2 находящегося в баллоне под большим давлением в жидкой фазе при испарении образует около 570 литров (570 дм³) углекислого газа в газовой фазе .
3,6 кг * 570 = 2052 литра Со2 в чистом виде.
Первый способ. Взвешивание баллона
Это самый простой способ расчета потребления углекислого газа. Взвесьте баллон на точных весах, далее подключите свою систему к аквариуму и запустите ее в работу. Спустя месяц выполните контрольное взвешивание баллона. Узнав разницу в весе, можно легко определить расход углекислого газа в аквариуме. Зная среднее потребление Со2 вашим аквариумом, можно также определить в какой момент Вам потребуется перезаправка баллона. В дальнейшем, после перезаправки Вы сможете с легкостью определить время поездки на заправку и этот момент не окажется для Вас неожиданностью.
Второй способ. Сложный, непрактичный и не точный.
Подсчет количества пузырьков подаваемых в аквариум с дальнейшим расчетом расхода углекислого газа.
В счетчик пузырьков углекислого газа можно залить как воду, так и глицерин. Стоит отметить, что в глицерине объем газа в одном пузырьке меньше, чем в воде. Это связано коэффициентом поверхностного натяжения. Проще говоря пузырек в глицерине примерно на 27% меньше чем в воде. Второй момент, это вязкость глицерина. В связи с этими физическими свойствами глицерина, одинаковому объему газа для наполнения собой пузырька нужно больше времени примерно на 15%.
Измерив диаметр пузырька, можно определить какое количество газа помещается в пузырек. Но при таком расчете, конечные показатели будут крайне неточными.
Интересный факт. Счетчик пузырьков очень удобен для визуального контроля подачи и регулировки углекислого газа, но не для расчета его потребления.
Средняя норма расхода газа в аквариуме равна 1,5-2 гр.
 на 100 литров. Для разных аквариумов, зная только один его объем и среднюю норму, к сожалению нельзя точно рассчитать количество пузырьков углекислого газа.
на 100 литров. Для разных аквариумов, зная только один его объем и среднюю норму, к сожалению нельзя точно рассчитать количество пузырьков углекислого газа.Показатель подачи углекислого газа в виде «количества пузырьков в секунду» — это абстрактная единица измерения и зависит она от конкретного аквариума, а определиться с их количеством будет возможно только после запуска и установления биологического баланса. Конечно есть среднее значение количества пузырьков при подачи углекислого газа, но об этом мы расскажем в следующей статье. Мы рекомендуем начинать подачу углекислого газа со скоростью 1 пуз/сек, дальше действовать по обстоятельствам.
При недостаточной концентрации углекислого газа в аквариумной воде, скорость подачи нужно увеличить, а при избыточной концентрации соответственно уменьшить. Концентрацию растворенного углекислого газа можно легко определить с помощью длительного теста Со2 (дропчекер + индикаторная жидкость), что это такое и как он работает можно прочитать в статье «Дропчекер — информация, которую нужно знать каждому аквариумисту!».
Запускать систему лучше всего перед выходными, например в пятницу. Таким образом у Вас будет время и возможность свободного наблюдения и при необходимости выполнить необходимые настройки подачи, а также проведения необходимых тестов аквариумной воды.
Средний расход углекислого газа в аквариуме
| Объем баллона объем аквариума | 50 литров | 100 литров | 150 литров | 200 литров | 250 литров | 300 литров |
| Баллон 2 литра (1400 гр.) | 235 | 199 | 168 | 137 | 102 | 67 |
| Баллон 4 литра (2800 гр.) | 470 | 397 | 335 | 273 | 202 | 133 |
| Баллон 5 литров (3600 гр.  ) ) | 604 | 510 | 430 | 350 | 260 | 170 |
| Баллон 10 литров (7200 гр.) | 1208 | 1020 | 860 | 700 | 520 | 340 |
| Баллон 40 литров (14500 гр.) | 2416 | 2040 | 1720 | 1400 | 1040 | 680 |
Таблица расхода газа в зависимости от объема баллона и аквариума в сутках. В ней приведены средние расчетные данные, которые могут кардинально отличаться от вышеперечисленных факторов в этой статье, как в большую так и в меньшую сторону.
Можно ли уменьшить расход Со2?
Конечно да, придерживаясь нижеприведенным рекомендациям, Вы с легкостью сможете сократить количество подаваемого углекислого газа в своем аквариуме
- Используйте электромагнитный клапан в своей системе Со2 (наличие ЭМК сокращает расход газа примерно в два раза)
- Используйте мягкую воду в своем аквариуме
- При возможности, используйте для подачи Со2 проточный реактор. В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.
 В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.
В отличии от обычных диффузоров, проточный реактор обеспечивает практически полное растворение газа в аквариумной воде.Регулярно проверяйте свою систему на наличие утечки газа, особенно это касается в проверке герметизирующей прокладки между баллоном и редуктором, которая со временем изнашивается и может быть причиной разгерметизации (утечки газа) в Системе Со2 для аквариума.
Содержание Со2 в аквариумной воде в зависимости от карбонатной жесткости °dKH и значения pH
Значения CO2 (мг/л) на зелёном поле таблицы являются оптимальными для здорового и правильного развития растений.
Оптимальная жесткость воды в аквариуме должна быть от 2 до 6°. При таком значении dKH кислотность устанавливается на уровне 6,8-7,2 ,что является оптимальным значением для аквариума.
Применение таблицы.
Вы измеряете карбонатную жёсткость, напр. 6 °dKH, и определяете желаемое содержание CO2 как 24 мг/л — этому в таблице будет соответствовать значение pH 6,9.
При dKH 14° и CO2 22 мг/л значение pH будет 7,3.
Для удобства аквариумистов, мы предлагаем скачать таблицу, распечатать ее на принтере и пользоваться ею при необходимости.
Нажмите, чтобы скачать таблицу
Заключение
Стоить всегда помнить! Углекислый газ в баллоне находится под высоким давлением. Транспортировку баллонов осуществляйте только с закрытым вентилем, при этом заправленный баллон можно перевозить лежа. Не заправляйте баллон выше установленной нормы (лучше чуть меньше, мы рекомендуем применять коэффициент 0,6 ), не нагревайте баллон. Не эксплуатируйте баллон с подключённым редуктором и открытым вентилем в лежачем положении: газ в жидкой фазе может попасть в редуктор, что в свою очередь может вызвать его поломку.
Отправляясь на заправочную станцию, не забудьте взвесить свой баллон до и после заправки. Очень надеемся, что после прочтения этой статьи Вы получили все нужные ответы на свои вопросы.
Если вам понравилась статья, поделитесь ею с вашими друзьями!
© Копирование представленных на данном сайте материалов разрешается только при наличии активной обратной ссылки.
Какой размер сварочного газового баллона для MIG или TIG? Аргон и CO2
Новые сварщики MIG и TIG должны угадать, сколько сварки они будут выполнять.
Значит, они тоже не понимают, сколько газа планируют использовать, что сильно усложняет новичку покупку газгольдера.
Никто не хочет, чтобы через день заканчивался бензин. Но эти огромные резервуары трудно перемещать и хранить. Таким образом, понимание того, как долго служат газовые баллоны определенного размера, помогает начинающим сварщикам выбрать правильный размер для своих конкретных нужд.
Вы можете использовать некоторые рекомендации и расчеты, чтобы определить ожидаемое время действия для резервуаров распространенных размеров. Итак, мы собрали данные в эту удобную справочную статью. Надеюсь, это поможет новичкам в сварке выбрать резервуар подходящего размера.
Размер и вес всегда имеют значение, и мы также включили размеры и вес различных резервуаров. Вам необходимо знать, может ли определенный газовый баллон поместиться в вашем грузовике, сварочной тележке, магазине и т. д.
д.
Популярные размеры баллонов со сварочным газом для MIG и TIG
Таблица размеров газовых баллонов — размеры могут незначительно отличатьсяНа рынке представлены газовые баллоны для сварки MIG/TIG разных размеров. Но три основных размера, которые, скорее всего, будут использовать домовладелец или сварщик-любитель, — это резервуары на 40, 80 или 125 кубических футов (cf) с аргоном или газовой смесью MIG (75% аргона, 25% CO2).
Самый большой из трех размеров обеспечивает достаточное время использования без особого ущерба для портативности. Так что, если у вас есть место и вы можете себе это позволить, выбирайте бак большего размера на 125 кубических футов. В противном случае выберите резервуар на 40 или 80 кубических футов в зависимости от доступного места и бюджета.
Не забывайте также о пополнениях. Большой бак дешевле заправлять. Получить «вдвое» больше бензина во время заправки — не так уж и много. Итак, опять же, всегда берите самый большой резервуар, для которого у вас есть место и который вы можете себе позволить.
И последнее: те действительно гигантские резервуары, которые вы, возможно, видели, обычно сдаются в аренду. Они предназначены для крупных потребителей и обычно должны поставляться поставщиком газа. Это не вариант, если вы не управляете крупной операцией, которая выполняет много работы.
Характеристики газового баллона для сварки MIG/TIG (смеси аргона/MIG)
| Размер | 40 см (#2/V) | 80 см (#3/Q) | 125 см (#4/D) |
|---|---|---|---|
| Высота | 22 дюйма | 35 дюймов | 45 дюймов |
| Диаметр | 6½ – 7¼ дюйма | 6½ – 7¼ дюйма | 6½ – 7¼ дюйма |
| Пустой вес | 24 фунта | 47 фунтов | 58 фунтов |
| Полный вес | 28 фунтов | 56 фунтов | 71 фунт |
| Полное давление | 2015 фунт/кв. дюйм | 2015 фунт/кв. дюйм | 2265 фунтов на квадратный дюйм |
Обратите внимание, что баки могут немного различаться в зависимости от производителя. Всегда дважды проверяйте размеры на самом резервуаре, который вы рассматриваете, если вы режете его близко к посадке.
Всегда дважды проверяйте размеры на самом резервуаре, который вы рассматриваете, если вы режете его близко к посадке.
Обратите внимание, что некоторые размеры резервуаров могут быть отмечены буквой, и мы включили эту информацию в заголовки таблиц на тот случай, если вы столкнетесь с этим.
Иногда производитель указывает другие размеры резервуаров по весу, который также указан в таблице.
Вы также можете зарегистрироваться у местного поставщика газа перед покупкой баллона, если он есть в вашем районе. Они могут помочь вам с тем, какие размеры популярны и почему.
Местный поставщик газа также может заранее подтвердить, какие баллоны они могут и не могут заправлять, чтобы предотвратить проблемы, когда вы пойдете на первую заправку. Кроме того, они могут дать представление об определенных деталях, таких как хранение и обращение в вашем климате.
Существует миф, что пустые баки можно купить только онлайн. Но это просто неправильно .
Полные баки доступны, доставка до вашей двери по разумной цене. Эти полные онлайн-баллоны прошли гидравлические испытания и подлежат повторному наполнению.
Рекомендуемые размеры резервуаров с аргоном/СО2 для сварки MIG
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| 40 у.е./фут 75% аргон 25% CO2 Сварочный газовый баллон CGA 580 — ПОЛНЫЙ | 239,99 $ | См. последнюю цену последнюю цену | |
| 80 cu/ft 75% аргон 25% CO2 Сварочный газовый баллон CGA 580 — ПОЛНЫЙ | $314,99 | См. последнюю цену | |
PrimeWeld 75% аргон 25% баллон CO2 125CF | ДОТ 3АА | США CGA 580 Клапан. .. .. | $389.00 | См. последнюю цену |
Рекомендуемые размеры резервуаров со 100 % аргоном для сварки TIG
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| 40 у.е./фут 100% газовый баллон для аргоновой сварки CGA 580 — ПОЛНЫЙ | 239,99 $ | См. последнюю цену последнюю цену | |
| 80 у.е./фут 100% аргоновый баллон сварочный газ CGA 580 — ПОЛНЫЙ | $314,99 | См. последнюю цену | |
PrimeWeld 100% аргонный газовый сварочный бак Full 125CF | ДОТ 3АА | США CGA. .. .. | $389.00 | См. последнюю цену |
Прочтите также : Сварка MIG с использованием 100% аргона в защитном газе
Как долго прослужит сварочный газ MIG/TIG?
Один вопрос, который должны задать новые сварщики: на сколько хватит моих газовых баллонов?
Ну, это будет зависеть от скорости вашего потока, которая обычно составляет 10–40 кубических футов в час («куб. футов в час»), в зависимости от выполняемой вами работы.
Более высокая скорость потока поддерживает защитный газ при сильном ветре. Многие сварщики считают, что требуется не менее 20 кубических футов в час даже при очень слабом ветре. Кроме того, в игру вступает геометрия, поскольку плоскость проще, чем вертикальная.
Но для расчета времени использования полного бака газа вы можете прилично оценить, используя уравнение:
Время газовой сварки (часы) = [объем баллона (куб. фут)] / [расход (куб. фут/ч)]
Например, если мы используем резервуар емкостью 80 куб. футов и работаем на скорости 20 куб. Настройки
Расчетное время сварки для размеров резервуаров при разных скоростях потока
| Скорость потока | Размер резервуара | ||
|---|---|---|---|
| 40 см | 80 см | 125 в сравнении с | |
| 10 кубических футов в час | 4,0 часа | 8,0 часов | 12,5 часов |
| 15 кубических футов в час | 2,7 часа | 5,3 часа | 8,3 часа |
| 20 кубических футов в час | 2,0 часа | 4,0 часа | 6,3 часа |
| 30 кубических футов в час | 1,3 часа | 2,7 часа | 4,2 часа |
| 40 кубических футов в час | 1,0 часа | 2,0 часа | 3,1 часа |
Имейте в виду, что расчеты будут немного отличаться от фактического использования из-за изменений температуры и количества пусков и остановок. Это особенно верно, если у вас есть настройки до/после потока.
Это особенно верно, если у вас есть настройки до/после потока.
Также следите за своим регулятором. По мере использования газа давление в баллоне падает. Это приводит к падению скорости потока, и вы должны отрегулировать ее.
Изменения температуры также могут изменить скорость потока. Вы должны быть готовы регулировать свой регулятор чаще, чем вы ожидаете.
Одна из привычек, которую вы, возможно, захотите перенять, — это установка газового регулятора обратно на «0», когда вы заканчиваете рабочий день. Производители рекомендуют снимать давление с пружины и диафрагмы клапана при хранении. Это также заставляет вас регулировать поток газа при следующей сварке.
Баллоны со 100% CO2 для сварки MIG
Хотя это подходит не всем, вы можете использовать чистый CO2 для защиты сварных швов MIG от загрязнения. CO2 — это старый добрый углекислый газ. Это то же самое, что используется для тушения пожаров и добавления газировки в пиво или газировку.
Самая распространенная причина, по которой люди сваривают MIG с использованием CO2, — снижение эксплуатационных расходов. Есть некоторые преимущества и несколько недостатков, но более подробное их обсуждение — в другой статье.
Что касается размера баллона, вам необходимо знать две вещи, если вы решите приобрести баллон с CO2.
- Баллоны не оцениваются по объему, как другие газовые баллоны для сварки TIG и MIG. Промышленность измеряет резервуары с CO2 по весу.
- Резьба другая, и при сварке MIG с CO2 необходимо использовать другой регулятор. Вы не можете просто использовать регулятор из баллона со смесью аргона или MIG.
Некоторые из наиболее распространенных размеров, которые вы, возможно, захотите рассмотреть, представлены в таблице ниже.
Читайте также : Какой газ лучше всего подходит для сварки MIG?
Характеристики резервуара для CO2 и время использования
| РАЗМЕР (фунты) | В x Ш (дюймы) | кубических футов | Время использования |
|---|---|---|---|
| 1 ¼ (фунтов) | 10,5 х 3 | 11 | ½ часа |
| 5 (фунт) | 18,25 х 5,5 | 44 | 2 ¼ часа |
| 10 (фунтов) | 20,5 х 7 | 87 | 4 ½ часа |
| 20 (фунтов) | 27,5 х 8 | 175 | 8 ¾ часов |
| 50 (фунтов) | 47 х 8 | 437 | 22 часа |
Знание того, сколько газа осталось в баллоне
Чтобы ваш магазин работал, вам нужно знать, когда у вас заканчивается бензин.
К счастью, с аргоном и смесями аргона/CO2 вы можете использовать манометр на регуляторе, чтобы оценить, сколько газа осталось в баллоне.
При 100% CO2 вы не можете так надежно использовать падение давления, так как ближе к концу падение давления более резкое. Чтобы получить точные показания в резервуаре с чистым CO2, вам необходимо использовать вес для контроля содержимого.
Но когда резервуар аргона или аргона/CO2 заполнен, его показания должны быть близки к максимальному давлению (которое в большинстве случаев составляет 2015 фунтов на кв. дюйм). При использовании газа давление соответственно падает.
Некоторые примеры, когда вы используете газ для сварки, у вас останется ¾ бака, когда давление будет около 1500 фунтов на квадратный дюйм. На ½ полного он будет показывать около 1000 фунтов на квадратный дюйм. И так далее.
Имейте в виду, что при изменении давления вам необходимо регулировать скорость потока, чтобы поддерживать постоянную CFH. Таким образом, вам нужно следить за датчиками по нескольким причинам во время сварки.
Также помните, что изменения температуры могут изменить давление в баке. Например, при резком падении температуры упадет и давление. Постарайтесь измерить свое «полное» показание при постоянной температуре, насколько это возможно.
Кроме того, качество регулятора бывает разным, и всегда кажется, что игла регулятора застряла. Не беспокойтесь об этом слишком сильно, так как индикатор снова начнет двигаться, если вы дадите ему немного времени.
Это означает, что время от времени вы можете наблюдать внезапные падения. Но это нормально и не о чем беспокоиться.
Родственный:
Какой газ используется для сварки? – Различные типы и применение
Цены на сварочный газ – сколько и где купить
Сколько стоит газовый баллон для сварки MIG?
За новый баллон R (20 кубических футов) вы можете заплатить примерно 112 долларов, а стоимость бензина составит 18 долларов . Замена этих цилиндров стоит 16 долларов. Новый цилиндр Q (90 кубических футов) будет стоить около 212 долларов, а стоимость газа — 33 доллара. Обмен обойдется вам в 30 долларов.
Посмотреть полный ответ на сайте weldguru.com
Можно ли сваривать MIG в 100% аргоне?
Можно ли сваривать сталь MIG, используя 100% аргон? Это вопрос, с которым рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон.
Посмотреть полный ответ на сайте weldguru.com
Каков срок действия сварочного газа MIG?
Как долго длится баллон с аргоном? Сварщики, использующие баллон с аргоном среднего размера с расходом около 20-25 швейцарских франков, должны ожидать, что время сварки составит около 10 часов.
Просмотр полный ответ на сайте waterwelders.com
Можно ли сваривать MIG без газа?
Хотя сварка MIG без газа технически невозможна, вполне возможно сваривать, не таская с собой газовый баллон и другое оборудование. Сварка самозащитной проволокой с флюсовой сердцевиной — отличный вариант для многих пользователей-любителей, а при наличии подходящих сварочных материалов вы сможете добиться отличных результатов!
Посмотреть полный ответ на сайте shopweldingsupplies.com
Какой газ лучше всего подходит для сварки MIG?
Основным газом для сварки MIG/MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали.
Посмотреть полный ответ on material.sandvik
Сварочные газовые баллоны: руководство для начинающих
Какой тип резервуара мне нужен для сварки MIG?
Но три основных размера, которые, скорее всего, будут использовать домовладелец или сварщик-любитель, — это резервуары на 40, 80 или 125 кубических футов (cf) с аргоном или газовой смесью MIG (75% аргона, 25% CO2). Самый большой из трех размеров обеспечивает достаточное время использования без особого ущерба для портативности.
Просмотр полный ответ на Weldguru.com
Как долго действует аргон?
Ваш расход обычно устанавливается в пределах 10-20 кубических футов в час, что в среднем, если у вас есть бутылка на 250 кубических футов, хватит на 10-20 часов непрерывной сварки. На это уйдет примерно 2-4 дня серьезной сварки.
Посмотреть полный ответ на everlastgenerators.com
Когда мне следует заправлять баллон аргоном?
Резервуара объемом 40 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Посмотреть полный ответ на sunstonewelders.com
Что дороже гелий или аргон?
Газы с содержанием гелия обычно дороже. Гелий имеет меньшую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока.
Посмотреть полный ответ на alcotec.com
Какой газ используется для сварки?
Газы, используемые в процессах сварки и резки, включают: защитные газы, такие как двуокись углерода, аргон, гелий и т. д. горючие газы, такие как ацетилен, пропан, бутан и т. д.
Посмотреть полный ответ на ccohs.ca
Можно ли сваривать алюминий сварочным аппаратом MIG?
Толщина материала: большинство известных аппаратов MIG могут использоваться для сварки алюминия толщиной до 3 мм. Для успешной сварки материалов толщиной менее 3 мм может потребоваться использование специализированных сварочных аппаратов MIG или TIG с импульсным режимом. (Примечание: для сварки алюминия методом TIG вам понадобится аппарат «AC/DC», такой как 202T).
Посмотреть полный ответ на Weldclass.com.au
Можно ли MIG с чистым аргоном?
Можно ли сваривать мягкую сталь MIG в прямом аргоне? Да, вы можете использовать 100% аргон для сварки стали MIG, но этот сварочный газ имеет много плюсов и минусов. Лучше всего использовать комбинацию сварочных газов MIG, чтобы получить наилучшие результаты для вашего конкретного проекта. Аргон — один из четырех газов, используемых при сварке MIG.
Просмотр полный ответ на Weldingtroop.com
Лучше ли сварка MIG с газом?
На сегодняшний день наиболее распространенный и лучший способ использования Mig Welder — это сплошная проволока и баллон с газом. В этой конфигурации сварочный аппарат Mig подает газ в сварочную ванну во время сварки, предотвращая загрязнение сварного шва воздухом/кислородом.
Посмотреть полный ответ на thewelderswarehouse.com
Что произойдет, если я использую проволоку MIG без газа?
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ. Могу ли я использовать сварочный аппарат MIG без защитного газа? Да, вы можете использовать сварочный аппарат MIG без газа, используя проволоку с флюсовым сердечником, которая будет образовывать шлак поверх сварного шва, как только он остынет. Этот шлак защитит сварочную ванну от загрязнения атмосферным газом.
Просмотр полный ответ на Weldgears.com
Надежна ли безгазовая сварка MIG?
Ответ? Без газа. Безгазовая (флюсовая) сварка создает намного больше дыма, чем при использовании защитного газа, благодаря всем компонентам флюса, которые защищают сварной шов. Вот почему безгазовая сварка намного лучше подходит для наружных работ.
Посмотреть полный ответ на unimig.com.au
Какой тип сварочного аппарата лучше всего подходит для начинающих?
Сварка МИГ (начинающий)
Сварочные аппараты МИГ являются одними из лучших для начинающих, так как они разработаны с проволочным сварочным электродом на катушке, которая подается с заранее выбранной скоростью через сварочный пистолет. Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Просмотр
полный ответ на tws. edu
Лучше ли сварка TIG, чем сварка MIG?
Точность: сварка TIG более точна и имеет более высокое общее качество, чем сварка MIG. Более чистый процесс: процесс TIG чище и лучше для окружающей среды. Нет необходимости в присадке: сварка TIG не требует присадочного материала. Больше контроля: используемая педаль позволяет ножному управлению регулировать подачу тепла.
Посмотреть полный ответ на сайте Fairlawntool.com
Как узнать, какой размер баллона с аргоном мне нужен?
Самый простой и безопасный способ определить содержимое газового баллона на вашем предприятии — проверить этикетку. Этикетки на баллоне сообщат вам все, что вам нужно знать о спецификациях газа внутри баллона, потенциальных опасностях и предупреждениях о безопасности.
Посмотреть полный ответ на air-source.com
Можно ли сваривать нержавеющую сталь MIG?
Можно ли сварить нержавейку? Да, конечно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Просмотр полный ответ на r-techwelding.co.uk
Можете ли вы сваривать MIG с прямым CO2?
Стандартные расходные детали MIG работают с чистым защитным газом CO2. Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6. Хотя это немного сложно найти, вы также можете найти провода с флюсовой сердцевиной и защитой от газа (например, этот).
Посмотреть полный ответ на Weldguru.com
← Предыдущий вопрос
Сиф девушка Локи?
Следующий вопрос →
С помощью какой карты American Express можно посещать залы ожидания в аэропортах?
Полное руководство по дуговой сварке порошковой проволокой (FCAW)
Вы думаете о карьере в области промышленной сварки или сварочных технологий? Если вы хотите войти в сварочную отрасль в качестве способного техника или просто хотите обновить свои навыки, программа технологии сварочного производства поможет вам достичь этих профессиональных целей.
Сварка требует определенного набора навыков, знаний, опыта и таланта. Хотя существует множество сварочных процессов, Дуговая сварка порошковой проволокой (FCAW) является особенно популярным методом, используемым в этой области. В приведенном ниже списке вы найдете все, что вам нужно знать о процессе дуговой сварки с флюсовой проволокой.
Содержание
Дуговая сварка с флюсовой проволокой или FCAW, как ее обычно называют, является одним из наиболее продуктивных процессов ручной или полуавтоматической сварки.
Дуговая сварка с флюсовой проволокой, впервые представленная в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом или электродуговой сварке, с тех пор стала предпочтительным сварочным механизмом для различных областей применения в различных отраслях промышленности.
Как работает дуговая сварка порошковой проволокой
- Подайте заявку на получение степени в области профессионального строительства в NEIT!
Загрузка…
включают использование электрода с непрерывной подачей проволоки, источника сварочного тока постоянного напряжения и того же оборудования, которое используется для сварки металлов в активном газе (сварка MAG). Дуговая сварка флюсовой проволокой выполняется с защитным газом или без него и является более производительной и экономичной, чем сварка MAG.
FCAW использует тепло, создаваемое электрической дугой, для сплавления основного металла в области сварного соединения. В нем используется полый или трубчатый электрод, заполненный флюсом (также называемым порошковой проволокой), который защищает сварочную ванну, образуя газ.
Благодаря проникающим свойствам порошковых проволок и высокой скорости наплавки процесс FCAW широко используется при сварке на открытом воздухе или при сварке загрязненных материалов. Дуговая сварка с флюсовой проволокой не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий.
Использование FCAW для толстых материалов приводит к образованию «шлака». Позже вы можете обточить его, чтобы придать ему чистый и отполированный вид.
Дуговая сварка порошковой проволокой (FCAW) Применение и методы
Процесс дуговой сварки порошковой проволокой происходит двумя способами. В основном он делится на два типа в зависимости от метода экранирования:
Метод 1: FCAW с использованием внешнего защитного газа
Метод «сварки с двойным экраном» включает использование двуокиси углерода с флюсом для обеспечения дополнительной защиты. Наиболее распространенные защитные газы включают двуокись углерода и смеси аргона (75%) и двуокиси углерода (25%).
Защитный углекислый газ, подаваемый извне с помощью газового баллона высокого давления, защищает сварочную ванну от окисления. Защищает металл и шлак, образовавшийся в результате плавки флюса.
Этот процесс обычно применяется, когда требуется сварка более толстых металлов или материалов. Цилиндрический электрод с непрерывной подачей обеспечивает высокую скорость наплавки и повышенную производительность (по сравнению со сплошной проволокой или стержневым электродом).
Возможно, единственным недостатком этого процесса является то, что сильный ветер может нарушить защиту от углекислого газа и повлиять на качество сварки в суровых условиях окружающей среды.
Метод 2: FCAW с использованием флюсовой сердцевины для защиты зоны сварки
Этот метод основан на газообразной защите и шлаке, образованном электродом с флюсовой сердцевиной, чтобы покрыть и защитить расплавленный материал или металл в сварном шве. Сердечник присадочной проволоки состоит из агентов, которые создают защитные газы, когда их сжигает тепло сварочной дуги.
Этот тип сварки широко используется в тяжелых наружных работах, независимо от погодных условий. Самым большим преимуществом здесь является то, что вам не нужен внешний защитный газ, так как ветреные условия не мешают процессу сварки, что делает его идеальным для внешних (наружных) применений.
Оборудование, необходимое для сварки FCA
Основное оборудование, необходимое для дуговой сварки порошковой проволокой, включает:
- Источник питания: Источник питания или сварочный аппарат обеспечивает подачу напряжения и силы тока, которые помогают поддерживать сварочную дугу.
- Сварочная горелка: Для этого типа сварки используются горелки как с воздушным, так и с водяным охлаждением. Пистолетами с воздушным охлаждением легче маневрировать, но пистолеты с водяным охлаждением обладают более высокой степенью эффективности.
- Сварочные кабели: Соединительные кабели (обычно из меди) помогают подключить сварочную горелку к источнику питания.
- Устройство подачи проволоки: Двигатель подачи проволоки приводит в движение электрод через кабель и сварочную горелку и имеет электрический ротор, соединенный с коробкой передач, содержащей приводные ролики.
- Оборудование для защитного газа: Хотя дуговая сварка порошковой проволокой может выполняться без защитного газа, в некоторых случаях вам может понадобиться шланг для подачи газа, регулятор, регулирующие клапаны и шланг для подачи газа.
Электроды для дуговой сварки с порошковой проволокой
Электроды — это то, что отличает дуговую сварку с флюсовой проволокой от сварки MIG. В то время как в последнем в качестве присадочного материала или присадочного металла используется сплошная проволока, в первом используется электродная проволока с полым центром, заполненным флюсом. Электродные проволоки заполняются флюсом, защищая сварной шов от коррозии или загрязнения природными элементами.
Какие металлы можно сваривать FCAW?
FCAW является одним из самых популярных процессов сварки из-за его гибкости и универсальности. Такие металлы, как чугун, нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали, можно легко сваривать с помощью гибкого процесса FCAW.
Каковы преимущества и недостатки FCAW?
Преимущества
Процесс дуговой сварки с флюсовой проволокой находит применение в таких отраслях, как строительство, ремонт тяжелого оборудования, монтаж металлоконструкций, судостроение и т. д. Основная причина этого заключается в том, что, в отличие от большинства других сварочных процессов, FCAW работает со всеми видами материалов, даже если они загрязнены (за исключением работы с загрязняющими веществами, такими как масла, вода и краска).
Может также растворять прокатную окалину и ржавчину.
Вот некоторые из наиболее значительных преимуществ дуговой сварки с флюсовой проволокой и факторы, которые делают ее незаменимой в современном мире:
- Этот метод сварки имеет более высокую скорость наплавки (в час) по сравнению с другими методами.
- Процесс сварки с флюсовым сердечником отлично подходит для сварки грязных, ржавых или загрязненных металлов.
- Этот процесс сварки идеально подходит для всех положений сварки и сварки на открытом воздухе благодаря защите от флюса.
- Процесс дуговой сварки с флюсовой проволокой довольно прост в освоении и освоении.
- Этот метод сварки не требует высокой ловкости рук (как при сварке ВИГ).
- FCAW требует очень небольшого (дополнительного) оборудования, что делает метод сварки удобным.
- FCAW обеспечивает лучшую механическую стабильность, прочные сварные соединения и меньшее количество дефектов сварки.
- Идеально подходит для таких металлов, как нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали.
Недостатки
Несмотря на то, что процесс FCAW обеспечивает высокое осаждение, защиту от ветра и других атмосферных явлений, а также множество других преимуществ, существует несколько ограничений, о которых вам следует знать.
- Поскольку процесс сварки FCAW [процесс не полностью автоматизирован, может отсутствовать точность из-за ручных или механических ошибок
- Работа рядом с токсичными парами или дымом может быть опасной, поэтому этот тип сварки должен выполняться в помещение, которое хорошо проветривается.
- Стоимость проволоки FCAW (электродной проволоки) больше, чем стоимость сплошной электродной проволоки.
- Удаление шлака необходимо для получения гладкой, законченной поверхности сварного шва.
- Метод сварки FCAW предполагает использование дорогостоящего оборудования (по сравнению с другими процессами сварки).
Распространенные проблемы и устранение неполадок
Такие факторы, как угол наклона электрода, скорость подачи проволоки, напряжение дуги, удлинение электрода и скорость перемещения, могут доказать разницу между идеальным качеством сварного шва и дефектным. Вот некоторые из наиболее распространенных проблем, с которыми вы, вероятно, столкнетесь при работе со сварным швом с флюсовой проволокой, и способы их решения или предотвращения:
- Обычные проблемы с подачей проволоки, такие как гнездование птиц или обратное возгорание, могут привести к запутыванию или гашению дуги в процессе сварки. Лучше всего обеспечить соответствующую скорость подачи проволоки и расстояние менее 1,25 дюйма между заготовкой и контактным наконечником.
- Неправильное натяжение приводного ролика также может привести к запутыванию или сплющиванию проволоки. Вы можете использовать U-образные или V-образные канавки в механизме подачи проволоки, а затем установить правильное натяжение.
- Шлаковые включения могут препятствовать полному проплавлению сварного шва из-за неправильной скорости перемещения, тепловложения или угла перемещения. Всегда очищайте сварочные работы между проходами и соблюдайте соответствующие методы тепловложения и перемещения.
- Когда газ от нагретого электрода из порошковой проволоки застревает в металле, это может привести к пористости. Убедитесь, что вы избегаете чрезмерного напряжения и удалите грязь, пыль, краску, масло, ржавчину или влагу, накопившиеся на основном металле.
Различия между FCAW, GMAW и SMAW
FCAW по сравнению с GMAW
Металлическая сварка в среде инертного газа (MIG), GMAW или газовая дуговая сварка металлическим электродом предполагает использование непрерывного сплошного проволочного электрода вместе с защитным газом.
Дуговая сварка металлическим газом — это распространенный сварочный процесс, используемый в автомобилестроении, промышленном производстве, строительстве и аэрокосмической отрасли. Поскольку при этом типе сварки используется внешний газ, ветер может помешать процессу. GMAW находит свое применение как полуавтоматическая или полностью автоматическая технология сварки.
Хотя FCAW очень похож на GMAW, самое большое отличие состоит в том, что он не требует наличия внешнего защитного газа. Он вращается вокруг непрерывного процесса подачи проволоки. Существует два отдельных процесса, связанных с дуговой сваркой с флюсовой проволокой, один из которых включает использование защитного газа.
Другой основан на самозащитных веществах (образующихся при разложении флюса в сварочной проволоке).
FCAW и SMAW
Дуговая сварка металлическим электродом в среде защитного газа SMAW, также называемая «стержневой сваркой», представляет собой метод сварки, используемый для всех черных металлов. Покрытие электрода способствует раскислению зоны сварки. При этом образуется защитный газ, который защищает зону сварки от атмосферных загрязнений.
SMAW находит свое применение как в помещении, так и на открытом воздухе для сварки низколегированных и высоколегированных сталей, никелевых сплавов, углеродистой стали и чугуна (например, FCAW). Как и дуговая сварка с флюсовой проволокой, SMAW также создает слой, который впоследствии можно отколоть.
Дуговая сварка порошковой проволокой — это полуавтоматическая или ручная сварка, которая редко используется внутри помещений. Обычно используется на открытом воздухе или на загрязненных материалах. В этом случае электрическая дуга сплавляет основной материал со сплошным присадочным металлическим электродом. Защитный газ, предлагаемый флюсом, помогает защитить сварочную ванну от атмосферных воздействий.
10 советов по улучшению качества FCAW
Несмотря на то, что технология дуговой сварки с флюсовой проволокой является жизнеспособной и удобной уже несколько лет, это не означает, что в этом процессе нет своих подводных камней. Как отмечалось выше, вы можете столкнуться с определенными проблемами, связанными с площадью сварочной дуги, электродной проволокой, сварочным оборудованием, стабильностью дуги, длиной дуги, защитой, напряжением и т. д.
Вот несколько советов от профессионалов, которые помогут сделать сварной шов максимально качественным и без осложнений —
- Нанесите спрей от брызг, чтобы расплавленный металл не испачкал поверхность.
- Избегайте обратного прожига, обеспечив соответствующую скорость подачи проволоки и расстояние между горелкой MIG и заготовкой.
- Всегда используйте в механизме подачи проволоки приводные ролики с V-образными или U-образными канавками, чтобы предотвратить запутывание проволоки.
- Убедитесь, что в сварном шве достаточно места для нескольких проходов.
- Поддерживайте постоянную скорость движения, чтобы избежать нежелательных включений шлака.
- Используйте отбойный молоток или проволочную щетку, чтобы избавиться от шлака, прежде чем переходить к следующему проходу сварки.
- Поддерживайте надлежащий подвод тепла, напряжения и скорость подачи присадочной проволоки, чтобы избежать чрезмерного или не идеального проплавления.
- Предотвратите пористость при сварке, удалив жир, ржавчину, покрытие, масло, грязь, краску или влагу с основного металла перед началом сварки.
- Лучше всего использовать присадочный металл с добавлением раскислителей для предотвращения загрязнения сварных швов.
- Следите за правильным вылетом или удлинением электрода после выполнения шага, упомянутого выше.
Изучение FCAW с помощью программы сварки NEIT
Технологический институт Новой Англии, одна из лучших школ сварки в Род-Айленде, предлагает научного сотрудника в области инженерных технологий сварки, который фокусируется на развитии практических навыков сварки. Обеспечивая идеальное сочетание теоретического и практического обучения, эта программа поможет вам понять концепции и передовой опыт, применяемые в сварочной отрасли.
Если вы заинтересованы в анализе, проектировании, изготовлении и испытании сварных металлических конструкций или изделий, эта программа для вас!
В дополнение к популярным сварочным процессам, таким как дуговая сварка с флюсовой проволокой (FCAW), GMAW, SMAW, GTAW, кислородно-ацетиленовая и воздушно-угольная дуговая резка, а также монтаж трубопроводов, вы также узнаете о применении важных периферийных предметов, таких как:
- Процедуры и политика промышленной безопасности OSHA
- Metallurgy
- Structural design
- CADD
- Destructive and non-destructive testing
- Engineering blueprint reading and interpretation
- Precision measurement
- Materials and manufacturing processes
- Robotic Control Systems
- Workplace Коммуникации
- Базовая математика в колледже с лабораторией
- Техническая математика
- Физика и лаборатория
По окончании учебы вы сможете начать свою карьеру в сварочной отрасли в качестве техника-сварщика начального уровня с солидной базой знаний в области проектирования, сварки и производства. Программа получения степени младшего специалиста NEIT помогает студентам после успешного окончания учебы сделать следующее:
- Примените свои знания для анализа, проектирования, изготовления и испытаний сварных металлических конструкций и изделий.
- Быстро адаптируйтесь к новым приложениям математики, науки, техники и технологий.
- Думайте нестандартно и применяйте творческий подход к проектированию сварных металлических конструкций и изделий.
- Выявление, анализ и устранение сложных технических проблем в любом сварочном процессе.
- Работайте с самоотверженностью и полной приверженностью качеству, своевременности и постоянному совершенствованию.
- Используйте компьютер как средство проектирования, решения проблем и профессионального общения.
Нет недостатка в возможностях для квалифицированных и высококвалифицированных выпускников сварочных технологий. По мере накопления опыта в отрасли и оттачивания навыков вы сможете занимать любую из следующих должностей в области сварочных технологий или смежных областях:
- Welding engineering technician
- Production welder
- Aluminum welder
- Fabrication welder
- Fitter
- Maintenance welder
- Sub arc operator
- Welding industry salesman
- Industrial engineering technician
- Техник по контролю качества
- Дизайнер/техник CADD
- Техник-испытатель материалов
- Судовой слесарь
- Слесарь-сборщик металлоконструкций
Эта комплексная программа является отличным выбором для взрослых учащихся, тех, кто хочет сменить профессию, или даже для профессионалов отрасли, желающих повысить квалификацию в области сварочных технологий.
Узнайте, как NEIT может помочь вам приобрести необходимые навыки и способности, чтобы добиться успеха в сварочной отрасли.
Запросите дополнительную информацию о нашей программе здесь. Вы также можете позвонить нам, чтобы поговорить с нашей командой сегодня!
Какие существуют 4 типа сварки?
Несмотря на то, что при сварке используются различные типы и методы (в широком смысле), вот четыре наиболее распространенных:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка в среде инертного газа (MIG)
- Дуговая сварка порошковой проволокой (самозащитная FCAW)
- Дуговая сварка в защитном металле (SMAW)
Прочтите эту статью, чтобы узнать больше о каждом из этих процессов и их применении.
Для чего используется сварка FCAW?
Дуговая сварка с флюсовой проволокой (FCAW) в основном используется для сварки толстых материалов и металлов. К ним относятся чугун, углеродистая сталь, нержавеющая сталь, сплавы с высоким содержанием никеля и низколегированные стали для таких видов деятельности, как судостроение, строительство мостов, монтаж металлоконструкций и ремонт тяжелого оборудования в широком спектре отраслей тяжелой промышленности, включая строительство.
Трубчатый электрод с непрерывной подачей помогает увеличить скорость наплавки и повысить производительность. Дуговая сварка флюсовой проволокой обычно используется для сварки загрязненных или грязных материалов благодаря ее самозащитным свойствам.
В чем разница между сварочным газом MIG и TIG
выбрать продуктАренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG нержавеющей сталиАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGАренда бесплатно, 12% CO2 в аргоновой смеси 50 л для сварки MIG. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг. Патио Газ легкий газовый refill14KG Газовый свет, Стекловолокно Вилочный погрузчик Газовые баллоны с газом Co2 для пушек и бластеров Confetti 15 кгПищевые газовые баллоны с CO2 для пушек и бластеров Confetti — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для выращивания аквариумных растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сценических и театральных спецэффектов 6,35 кг — с погружной трубкой Carbon Dio xide для сценических и театральных спецэффектов 34 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым углекислым газом для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack’s – 6,35 кгFood Газовые баллоны с углекислым газом Grade Co2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг. Пропиленовый топливный газ для сварки, пайки, нагрева и резкиColeman B/P C250170g Газовый баллончик с бутаном/пропаном — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллон2V71CAMPINGAZ0CAMPINGAZt CV300 Газовый картридж2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10 мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10 мм 8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ДЛЯ ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar Weld PRO1500-40ER Сварочная горелка Pro-Grip 150A, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Термальный захват Латексная перчаткаP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (пламенный дизайн)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНА РЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат 1GS1060 Par Диск шлифовальный сварной 100мм * 6,0мм (одиночный)XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 1.0) (BOLPKMM5 GOD LOD) (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — ЦАПФЫ 0,040 (5 УПК) (13N21)RWN13N21 ЗАМЕНА ЦАНГ ДЛЯ ГОРЕЛКИ TIG 0,040 (5 УПК) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ ФОРСУНКА (PK10) (13N716)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф СВАРКА — 1,0 ММ 2% ВОЛЬФРАМ CERIA .040 EAHP16216 БЕЛЫЙ НАКОНЕЧНИК TIG TUNGSTON — 1,6 ММ ЦИРКОН ВОЛЬФРАМ 1/16 ПРОДАНО КАЖДОЕ HP16110 — КРАСНЫЙ НАКОНЕЧНИК ТОРИРОВАННЫЙ ВОЛЬФРАМ — 1,0 ММ 2% ТОР ВОЛЬФРАМ .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1. 2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2″ ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA10 SIFMIG ZERO SG3 1.2MM 250KG COPPER FREEWA1
- SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA1 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.
- Цель
- Определения
- Ссылки
- Работы должны выполняться с использованием альтернативных методов, кроме огневых работ, когда это возможно.
- Горячие работы должны выполняться в специально отведенных помещениях для проведения огневых работ, когда это целесообразно.
- Участок должен быть проверен EHS или квалифицированным сотрудником KSC
- Вид огневых работ должен быть утвержден для выполняемого проекта
- Контейнеры и/или трубы должны быть надлежащим образом очищены, промыты и осмотрены
- Все горючие и легковоспламеняющиеся материалы должны быть защищены огнеупорным брезентом или перемещены на 35 футов от зоны проведения огневых работ
- Отверстия в полу и стенах (в пределах 35 футов) должны быть закрыты и герметизированы для предотвращения распространения огня
- Оборудование для обнаружения и тушения пожара должно оставаться в рабочем состоянии все время, если иное не защищено или не одобрено KSC Physical Plant .
- Огнетушители надлежащего размера и типа должны быть расположены в пределах 25 футов от зоны проведения огневых работ
- Оборудование для проведения огневых работ, такое как газовые баллоны, шланги, провода и горелки, должно надлежащим образом обслуживаться, закрепляться, храниться, транспортироваться и использоваться в любое время
- Необходимо носить надлежащие средства индивидуальной защиты (т. е. одежду, лицевые щитки, очки, перчатки, средства защиты головы и ног) в соответствии с требованиями
- Другие опасности для здоровья и безопасности, такие как асбест, хранение/использование химикатов, замкнутое пространство, электричество, огонь, тепло, вентиляция, должны быть учтены и оценены до начала огневых работ
- Должен быть разработан план эвакуации для работы
- Пожарное дежурство (не менее ½ часа) проводится при выполнении любых огневых работ.
- Сумки для детекторов дыма должны поставляться и устанавливаться подрядчиком при необходимости
- Постоянные или переносные шторы и экраны должны использоваться, если люди подвергаются или могут подвергаться прямому или отраженному излучению
- Должна быть обеспечена вытяжная вентиляция, если только вентиляция не признана достаточной
- Горючий материал находится менее чем в 35 футах от точки срабатывания
- Горючий материал находится на расстоянии более 35 футов, но легко воспламеняется от искры
- Отверстия в стене или полу в радиусе 35 футов открывают доступ к горючим материалам в прилегающих областях
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться от чрезмерного нагрева
- Наличие и готовность к использованию средств пожаротушения
- Обучиться использованию пожарного оборудования
- Знайте, куда идти, чтобы подать сигнал тревоги в случае чрезвычайной ситуации
- Следите за пожарами и тушите их только в том случае, если это в их силах.
- Когда пожар превышает их возможности, они должны подать сигнал тревоги
- Наблюдать за пожарами не менее получаса после завершения огневых работ
- При выполнении работ в замкнутом пространстве необходимо соблюдать процедуры работы в замкнутом пространстве.
- При работе в плохо проветриваемых помещениях воздействие загрязнителей воздуха, образующихся при сварке или резке, должно контролироваться вентиляцией, средствами защиты органов дыхания или их комбинацией.
- Газовые баллоны и сварочные аппараты должны быть оставлены за пределами помещения, когда работа выполняется в таких помещениях, как котлы, резервуары или сосуды под давлением. Тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано, чтобы предотвратить его перемещение.
- Все баллоны должны быть постоянно закреплены одобренной цепью или ремнем
- Все баллоны должны быть постоянно снабжены крышкой или регулятором**
- Все баллоны должны храниться, транспортироваться и использоваться в вертикальном положении.
- Все баллоны и навесное оборудование не должны иметь повреждений и утечек
- Все баллоны должны иметь соответствующую маркировку.
- За исключением случаев использования, баллоны с кислородом и топливным газом должны храниться отдельно, на расстоянии не менее 20 футов друг от друга или разделенные негорючей стеной высотой не менее 5 футов.
- http://www.millerwelds.com/resources/dictionary.
- http://en.wikipedia.org/wiki/Сварка
- За новый баллон R (20 кубических футов) вы можете заплатить примерно 112 долларов США, при этом стоимость газа составит до 18 долларов США. . Замена этих цилиндров стоит 16 долларов.
- Новый баллон Q (90 куб. футов) будет стоить около 212 долларов, а стоимость газа — 33 доллара. Обмен обойдется вам в 30 долларов.
- Новый баллон М (132 кубических фута) будет стоить около 232 долларов, а газ — 39 долларов. Обмен составит 36 долларов.
- За новый баллон MC с ацетиленом (10 кубических футов) вы должны заплатить около 112 долларов и 29 долларов за газ. Обмен стоит 26 долларов.
- A B Баллон с ацетиленом (40 кубических футов) стоит 133 доллара, а газ — 35 долларов. За обмен с вас возьмут около 32 долларов.
- Новый 10-фунтовый баллон с углекислым газом обойдется вам в 145 долларов, а стоимость газа — 28 долларов. Обмен будет стоить 26 долларов.
- Новый 20-фунтовый баллон с углекислым газом стоит около 231 доллара, а газ будет стоить 32 доллара. Обмен стоит 30 долларов.
- Расход сварочного газа: Сезонные сварщики, как правило, используют умеренный расход газа по сравнению со сварщиками-новичками, поэтому время подачи сварочного газа варьируется.
- Рабочая среда: Сварщикам, работающим в ветреных районах, требуется более высокая скорость потока для поддержания защитного газа вокруг сварного шва и предотвращения попадания пузырьков воздуха внутрь.
- Тип сварочного аппарата: Сварщики, использующие аппараты с подачей газа независимо от того, включен аппарат или нет, всегда испытывают более короткий промежуток времени с их газами.
2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64» 1. 2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты. Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах — Нет в наличии Калорийный газ Пропан 19 кг Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый баллонCamping Gaz 901 — только пополнение — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков9,4 л Многоразовый гелиевый баллонный газ , идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием , идеальные вечеринки и юбилеи20-литровый многоразовый гелиевый баллон, идеально подходит для флористов, открыток и магазинов для вечеринок — только торговля20-литровый многоразовый гелиевый баллон, идеальные вечеринки и юбилеи, включая аренду наполнения, без арендной платы, чистый аргоновый газ 2 л, 200 бар для сварки TIG, без арендной платы, кислородный газ Баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ CO2 1,5 кг для MIG Weldin Без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIGБесплатно, чистый аргон 20 л 200 бар для сварки TIGБесплатно, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайкиБез арендной платы, без кислорода (OFN) Азот 20 л 200 барБесплатно, 20 % CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Арендная плата 5% CO2 в аргоновой смеси 20 л для сварки MIG 20 л пропиленового горючего газа для сварки, пайки, нагрева и резкиБесплатно 34 кг газа CO2 для сварки MIGБесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIG Арендная плата за сварку, кислородный газ 50 л, 200 барБесплатная аренда, бескислородный газ (OFN) Азот 50 л, 200 барБесплатная рента, 20% CO2 в аргоновой смеси 50 л для MIG WeldingRent Free, 5% CO2 в аргоновой смеси 50 л, 200 бар для MIG WeldingRent Free Баллоны с кислородным газом 10 л, 200 барБесплатная аренда , Чистый аргон для сварки TIG 10 л, 200 бар, без арендной платы, без кислорода (OFN), азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователейГорячие работы · Политики и процедуры · Администрирование
Меню раздела
Цель
Эта процедура применима ко всем, кто выполняет шлифование, резку, пайку, сварку который производит искру. Целью этой программы является предотвращение травм и материального ущерба в результате пожара при использовании оборудования, производящего тепло, такого как тепловые пушки, инструменты для пайки, кислородно-топливный газ, оборудование для дуговой резки и сварки.
Горячие работы должны быть разрешены в утвержденных зонах, и разрешения будут выдаваться как персоналу Кинского государственного колледжа (KSC), так и внешним подрядчикам отделом охраны окружающей среды и безопасности (EHS) KSC или квалифицированным сотрудником KSC. В некоторых случаях общее разрешение может быть предоставлено для долгосрочного проекта и в утвержденных зонах проведения огневых работ, таких как гараж Whitcomb, магазин сантехники и скульптурная студия. Эти районы будут ежегодно проверяться EHS.
Разрешение на проведение огневых работ требуется для следующих видов деятельности: пайка, резка, нагрев, пайка*, сварка или аналогичные работы в соответствии с OSHA 20 CFR 1910.252. Низкотемпературная пайка (например, термофенами и паяльниками) освобождается от требований разрешения, если место или характер работы не представляют значительной пожароопасности. Тем не менее, по-прежнему важно обеспечить соблюдение общих процедур, изложенных в этом документе, при выполнении любого типа операции пайки.
Разрешения на огневые работы можно получить в офисе EHS (358-2879). Также необходимо получить разрешение от города Кин на любые операции по сварке или резке, выполняемые внешним подрядчиком (http://www.ci.keene.nh.us/departments/fire-department).
Общие указания
Разрешение
Для получения Разрешения на проведение огневых работ необходимо обеспечить следующее:
Пожарное дежурство
Пожарное дежурство должно осуществляться не менее одного часа после завершения огневых работ (1/2 часа, если это одобрено EH&S или квалифицированным сотрудником KSC). Пожарная вахта требуется при наличии любого из следующих условий.
Обязанности пожарного:
Общие средства контроля сварки и резки
Операции по сварке и резке должны выполняться только работниками, прошедшими надлежащую подготовку. По возможности, огневые работы должны выполняться в правильно спроектированном помещении цеха, оборудованном всеми необходимыми средствами управления и соответствующей вентиляцией.
Горючие материалы, такие как строительные материалы или другое строительное содержимое, должны быть расположены на расстоянии не менее 10 м от зоны проведения горячих работ или должным образом защищены, чтобы предотвратить контакт с ними горячих искр. Полы в этой зоне также должны быть очищены от всех горючих материалов.
Все отверстия в полах и стенах в пределах 35 футов от зоны огневых работ должны быть закрыты, чтобы предотвратить попадание горячих искр в стены или попадание под пол или на более низкий уровень.
Запрещается проводить огневые работы в присутствии взрывоопасных смесей горючих газов, паров, жидкостей или пыли или там, где взрывоопасные смеси могут образовываться внутри неправильно подготовленных резервуаров или оборудования. Атмосферные испытания и мониторинг горючих газов и паров следует проводить до начала работ и через определенные промежутки времени после этого. Следует использовать огнестойкие шторы и тонированные экраны для предотвращения возгорания, ожогов сотрудников и воздействия ультрафиолетового излучения.
Рабочие должны быть обеспечены средствами индивидуальной защиты, специально предназначенными для огневых работ. Следует учитывать возможность выделения токсичных паров обрабатываемым материалом или поверхностными покрытиями.
В цехах, где проводятся огневые работы, должен быть огнетушитель мощностью не менее 2-А:20-В:С. Ко всем портативным сварочным тележкам должен быть прикреплен огнетушитель, рассчитанный не менее чем на 2-A:10-B:C. Свяжитесь с EHS для получения дополнительных рекомендаций по выбору огнетушителя.
Спринклерная система здания, если таковая имеется, должна быть введена в действие до начала огневых работ.
Лицо, кроме оператора, должно выполнять обязанности пожарного дежурства и должно оставаться на рабочем месте не менее 30 минут после окончания огневых работ.
Сварка или резка в ограниченном пространстве
Хранение и транспортировка газа
Обучение
Рабочие должны пройти обучение по выбору и использованию средств индивидуальной защиты, правильной эксплуатации оборудования, обращению со сварочными материалами и их хранению, безопасности при работе со сжатым газом, химическим опасностям, замкнутым пространствам и процедурам проведения огневых работ, включая письменные огневые работы разрешать. Свяжитесь с EHS для обучения.
Определения
Воздушно-дуговая резка (CAC-A, ранее известная как Воздушно-дуговая резка ). Процесс резки, при котором металлы режут и плавят под действием тепла дуги с использованием угольного электрода. Расплавленный металл выталкивается из разреза потоком нагнетаемого воздуха. Это может быть опасно, так как расплавленный материал может быть разнесен на значительные расстояния. Этот процесс также очень шумный. Чаще всего он используется для резки и строжки алюминия, меди, железа, магния, углеродистой и нержавеющей стали. Этот процесс отличается от операций плазменной резки тем, что при воздушной углеродной резке используется открытая или неограниченная дуга, и дуга работает отдельно от воздушной струи.
Дуговая сварка использует сварочный источник питания для создания электрической дуги между электродом и основным материалом для расплавления металлов в точке сварки. При дуговой сварке используется постоянный (DC) или переменный (AC) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком. Электрический ток используется для зажигания дуги между основным материалом и плавящимся стержнем электрода, который изготовлен из стали и покрыт флюсом, который защищает зону сварки от окисления и загрязнения за счет выделения углекислого газа (CO2) в процессе сварки. Сердечник электрода сам по себе действует как наполнитель, что делает ненужным отдельный наполнитель.
Пайка представляет собой процесс соединения металлов, при котором присадочный металл нагревается сверху и распределяется между двумя или более плотно прилегающими частями за счет капиллярного действия. Присадочный металл доводят до температуры немного выше его температуры плавления, защищая подходящей атмосферой, обычно флюсом. Затем он течет по основному металлу (известное как смачивание), а затем охлаждается, чтобы соединить заготовки вместе. Это похоже на пайку, за исключением того, что температура, используемая для плавления присадочного металла, превышает 450 ° C (842 ° F).
Дуговая сварка с флюсовой проволокой (FCAW) является разновидностью метода GMAW . Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразными флюсовыми материалами. Иногда используется защитный газ, подаваемый извне, но часто для создания необходимой защиты от атмосферы используется сам поток. Этот процесс широко используется в строительстве из-за его высокой скорости сварки и портативности.
Дуговая сварка металлическим газом (GMAW) , обычно называемая MIG (металлический инертный газ) представляет собой полуавтоматический или автоматический процесс сварки с непрерывной подачей расходуемой проволоки, выступающей в качестве электрода и присадочного металла, вместе с инертным или полуинертным защитным газом, который обтекает проволоку для предотвращения место сварки от загрязнения. GMAW предлагает относительно высокие скорости сварки, но более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. GMAW широко используется в автомобильной промышленности из-за его качества, универсальности и скорости. Из-за необходимости поддерживать стабильную защитную газовую оболочку вокруг места сварки использование процесса GMAW в местах с интенсивным движением воздуха, например на открытом воздухе, может быть проблематичным.
Шлифование, сверление и шлифование и другие виды механических операций могут привести к образованию искр, которые могут воспламенить мусор и легковоспламеняющиеся пары. В некоторых случаях может потребоваться разрешение на проведение огневых работ.
Горячие работы – любой процесс, который может быть источником воспламенения при наличии легковоспламеняющихся материалов или может представлять опасность пожара независимо от наличия горючих материалов на рабочем месте. Обычными процессами огневых работ являются сварка, пайка, резка и пайка. При наличии легковоспламеняющихся материалов другие механические процессы, такие как шлифовка и сверление, становятся процессами горячей обработки.
Газ MAPP широко используется в качестве общего названия для стабилизированного метилацетилен-пропадиена под № ООН 1060 (нестабилизированный метилацетилен-пропадиен известен как MAPD). Газ MAPP считается более безопасным и простым в использовании заменителем ацетилена. Текущие продукты с маркировкой «MAPP» на самом деле являются заменителями MAPP. Эти версии работают на стабилизированном сжиженном нефтяном газе (СНГ) с высоким содержанием пропилена. Газ MAPP можно использовать в сочетании с кислородом для нагрева, пайки, пайки и даже сварки из-за его высокой температуры пламени 2927 °C (5300 °F) в кислороде. Хотя ацетилен имеет более высокую температуру пламени (3160 °C, 5720 °F), MAPP имеет то преимущество, что не требует ни разбавления, ни специальных наполнителей контейнеров во время транспортировки, что позволяет транспортировать больший объем топливного газа при том же заданном весе, и это намного безопаснее в использовании.
Сварка MIG (металл в среде инертного газа) (GMAW или дуговая сварка металлическим газом) — Также называется сваркой сплошной проволокой. Это процесс дуговой сварки, при котором металлы соединяются путем нагревания их дугой. Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой. Подаваемый извне газ или газовые смеси обеспечивают защиту. См. дуговую сварку металлическим газом.
Кислородно-топливный (кислородный ацетилен) Кислородный ацетилен является самым горячим топливным газом. Около 20% ацетилена расходуется на кислородно-ацетиленовую газовую сварку и резку из-за высокой температуры пламени; при сгорании ацетилена с кислородом образуется пламя с температурой более 3300 °C (6000 °F)***. Рабочее давление как для сварки, так и для резки должно контролироваться регулятором, потому что ацетилен разлагается со взрывом выше 15 фунтов на квадратный дюйм. Для кислородно-топливной сварки/резки обычно требуется два резервуара: топливный и кислородный. Горелки, которые не смешивают топливо с кислородом (сочетая вместо этого атмосферный воздух), не считаются кислородно-топливными горелками и обычно могут быть идентифицированы по одному баку. Большинство металлов нельзя плавить с помощью однобаковой горелки. Таким образом, однобаковые горелки обычно используются только для пайки и пайки, а не для сварки.
Газокислородная сварка (обычно называемая кислородно-ацетиленовой сваркой, газокислородной сваркой или газовой сваркой) и газокислородная резка — это процессы, в которых для сварки и резки металлов используются топливные газы и кислород соответственно. Чистый кислород вместо воздуха (20 % кислорода/80 % азота) используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в комнатных условиях. Два куска металла нагреваются до температуры, при которой образуется общая ванна расплавленного металла с помощью сварочной горелки. Ванна расплава обычно снабжается дополнительным металлическим наполнителем. Газокислородная сварка была очень популярным сварочным процессом в предыдущие десятилетия; но развитие и преимущества процессов дуговой сварки значительно снизили потребность в кислородно-топливной сварке. Тем не менее, универсальность кислородно-топливной сварки по-прежнему легко подходит для пайки твердым припоем, сварки твердым припоем, нагревания металла (для отжига или отпуска, гибки или формовки), ослабления корродированных гаек и болтов и других применений. Газокислородная сварка также может использоваться в местах, где электричество недоступно.
В газокислородной резке резак используется для нагрева металла до температуры воспламенения. Затем на металл направляется поток кислорода, и металл сгорает в этом кислороде, а затем вытекает из разреза (пропила) в виде оксидного шлака.
Плазменно-дуговая резка (PAC) — это процесс дуговой резки, который используется для резки стали и других металлов различной толщины (или иногда других материалов) с использованием плазменной горелки для расплавления небольшой площади заготовки. В этом процессе инертный газ (в некоторых установках сжатый воздух) с высокой скоростью выдувается из сопла; в то же время электрическая дуга образуется через этот газ от сопла к разрезаемой поверхности, превращая часть этого газа в плазму. Плазма достаточно горячая, чтобы расплавить разрезаемый металл, и движется достаточно быстро, чтобы сдуть расплавленный металл с места реза. Этот процесс может разрезать все металлы, проводящие электричество. PAC отличается от кислородно-топливной резки тем, что плазменный процесс работает с использованием дуги для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло экзотермической реакции плавит металл. В отличие от газокислородной резки, процесс PAC можно применять для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, чугун, алюминий и другие сплавы цветных металлов.
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, аналогичный дуговой сварке вольфрамовым электродом (GTAW). Электрическая дуга образуется между электродом (который обычно, но не всегда изготавливается из спеченного вольфрама) и заготовкой. Основное отличие от GTAW заключается в том, что плазменную дугу можно отделить от оболочки защитного газа, поместив электрод в корпус горелки. Затем плазма пропускается через мелкое медное сопло, которое сужает дугу, и плазма выходит из отверстия с высокими скоростями (приближающимися к скорости звука) и при температуре, приближающейся к 20 000 °C. В этом процессе используется нерасходуемый вольфрамовый электрод и дуга, суженная через медное сопло с мелким отверстием. PAW можно использовать для соединения всех металлов, которые можно сваривать с помощью GTAW (т. е. большинства коммерческих металлов и сплавов).
Дуговая сварка металлическим электродом с защитой (SMAW, ручная дуговая сварка металлическим электродом (MMA) или сварка электродом) . Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Электродный стержень изготовлен из материала, совместимого со свариваемым основным материалом, и покрыт флюсом, который выделяет пары, служащие защитным газом и образующие слой шлака, оба из которых защищают зону сварки от атмосферного загрязнения. . Сердечник электрода сам по себе действует как наполнитель, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшой подготовки оператора и недорогого оборудования. Однако время сварки довольно медленное, так как расходуемые электроды необходимо часто заменять, а шлак, оставшийся от флюса, необходимо удалять после сварки. Универсальность метода делает его популярным в ряде приложений, включая ремонтные работы и строительство.
Защитные газы — это инертные или полуинертные газы, которые обычно используются в нескольких сварочных процессах, в первую очередь в газовой дуговой сварке металлическим электродом и вольфрамовой дуговой сварке (GMAW и GTAW, более известные как MIG и TIG соответственно). Их целью является защита зоны сварки от атмосферных газов, таких как кислород, азот, углекислый газ и водяной пар. В зависимости от свариваемых материалов эти атмосферные газы могут снизить качество сварного шва или затруднить процесс сварки. Защитные газы делятся на две категории: инертные (гелий и аргон) и полуинертные (углекислый газ, кислород, азот и водород). Большинство этих газов в больших количествах могут повредить сварной шов, но при использовании в небольших контролируемых количествах могут улучшить характеристики сварного шва. В других процессах дуговой сварки также используются другие методы защиты сварного шва от атмосферы – дуговая сварка в защитном металле, используется электрод, покрытый флюсом, который при потреблении выделяет углекислый газ, полуинертный газ, который является приемлемым защитным газом для сварки стали. .
Пайка — это процесс, при котором два или более металлических изделия соединяются вместе путем плавления и заливки присадочного металла (припоя) в соединение — присадочный металл, имеющий более низкую температуру плавления, чем заготовка. Пайка отличается от сварки тем, что при пайке не происходит расплавления заготовок. Существует три формы пайки, каждая из которых требует более высоких температур и обеспечивает все более высокую прочность соединения: мягкая пайка, при которой первоначально в качестве присадочного металла использовался оловянно-свинцовый сплав; серебряная пайка, в которой используется сплав, содержащий серебро; и пайка, при которой в качестве наполнителя используется латунный сплав. Сплав присадочного металла для каждого типа пайки можно регулировать для изменения температуры плавления припоя. Пайка представляет собой процесс горячего клея, но он существенно отличается от склеивания тем, что присадочные металлы сплавляются с заготовкой в месте соединения, образуя непроницаемое для газа и жидкости соединение. Мягкая пайка характеризуется температурой плавления присадочного металла ниже приблизительно 400 °C (752 °F), тогда как при пайке и пайке серебром используются более высокие температуры, обычно для плавления припоя требуется пламенная или угольная дуговая горелка.
Инструменты для ручного пайки включают электрический паяльник с различными наконечниками, от тупых до очень тонких и долотообразных для горячей резки пластика, и паяльник, который обычно обеспечивает большую мощность и более быстрый нагрев. вверх и позволяет припаивать более крупные детали. Термофены и карандаши позволяют дорабатывать пакеты компонентов, которые нелегко выполнить с помощью электрических утюгов и пистолетов.
Паяльники подают тепло для плавления припоя, чтобы он мог попасть в соединение между двумя заготовками. Паяльник состоит из нагреваемого металлического наконечника и изолированной ручки. Нагрев часто достигается электрическим путем, пропуская электрический ток (подаваемый через электрический шнур или аккумуляторные кабели) через резистивный материал нагревательного элемента 9. 0005
Термофены являются альтернативой паяльнику, который нагревает соединение потоком горячего воздуха. Они часто используются для электронных компонентов, таких как печатные платы
В паяльниках используется припой на основе олова для достижения высокопроводящего контакта. Инструмент имеет форму пистолета и имеет триггерный переключатель, поэтому им можно легко управлять одной рукой. Паяльники используются там, где требуется больше тепла, чем от паяльников карандашного типа. Их можно использовать для тяжелых электрических соединений, сборки витражей и легких работ с листовым металлом. Типичные паяльные пистолеты рассчитаны на мощность от 100 до 240 Вт. Пистолет может иметь двухступенчатый спусковой крючок для двух режимов нагрева.
Паяльные горелки — это тип паяльного устройства, в котором для нагрева припоя используется пламя, а не жало паяльника. Паяльные горелки часто работают на бутане] и доступны в размерах от очень маленьких бутаново-кислородных установок, подходящих для очень тонких, но высокотемпературных ювелирных работ, до полноразмерных кислородно-топливных горелок, подходящих для гораздо более крупных работ, таких как медные трубы. Обычные многоцелевые пропановые горелки, такие же, как и для удаления краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно применяя открытое пламя.
Сварка сплошной проволокой См. Дуговая сварка металлическим электродом в среде защитного газа (GMAW).
Дуговая сварка под флюсом (SAW) — это высокопроизводительный процесс сварки, при котором дуга зажигается под покрывающим слоем гранулированного флюса. Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно отделяется сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Условия работы намного лучше по сравнению с другими процессами дуговой сварки, потому что флюс скрывает дугу и не образуется дым. Этот процесс широко используется в промышленности, особенно для крупногабаритных изделий.
TIG (вольфрамовый инертный газ или газовая вольфрамовая дуга, GTAW) — Этот процесс сварки соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Это часто делается путем расплавления заготовок и добавления наполнителя для формирования ванны расплавленного материала (сварочная ванна), которая охлаждается и становится прочным соединением, при этом давление иногда используется в сочетании с теплом или само по себе для получения сварного шва. сварка. Это отличается от пайки и пайки, которые включают плавление материала с более низкой температурой плавления между заготовками для образования связи между ними без плавления заготовок.
Ссылки
* Свяжитесь с электриками, чтобы договориться о упаковке дымовых извещателей, когда требуется пайка. Пожарное дежурство должно вестись не менее ½ часа после завершения пайки.
** Многие регуляторы схожи по конструкции и конструкции. Убедитесь, что регуляторы предназначены для используемого баллона, проверив номер модели производителя и сравнив его с требованиями поставщика газа.
*** Обычное пламя пропана/воздуха горит при температуре около 3630 °F (2000 °C), пламя пропана/кислорода горит примерно при 4 530 °F (2500 °C), а пламя ацетилена/кислорода горит при около 6330 ° F (3500 ° C).
Об этой политике
Hot Work
Организация: Охрана окружающей среды и безопасность
Последнее изменение: 30 октября 2017 г. — [email protected] , пожалуйста, свяжитесь с владельцем политики.
Скачать в формате PDF
Где взять сварочный газ и сколько стоит?
Последнее обновление
В прошлые десятилетия у сварщиков электродов не было достаточно информации о газах в отношении сварки. Вся эта концепция изменилась с изобретением сварочных аппаратов TIG и MIG и их постоянным ростом использования. В настоящее время газ считается обычным товаром в большинстве сварочных мастерских. Но сколько стоит сварочный газ? Если вы только открываете магазин, вы пришли в нужное место. Мы разберем, где взять сварочный газ и связанные с этим расходы.
Где взять сварочные газы
Сварочные газы можно приобрести у различных поставщиков в зависимости от вашего местоположения и типа требуемого газа. Большинство поставщиков предоставляют возможность бесплатной доставки для местных заказов и взимают несколько долларов за доставку в регионы.
Использование сварочного газа
Сварщики используют сварочные газы по нескольким причинам, основной из которых является защита дуги от примесей, таких как пыль. Газы также используются для нагрева металлов во время сварки и поддержания чистоты сварных швов.
Авторы и права: SARIN KUNTHONG, Shutterstock
Сварочные газы делятся на два типа — реактивные и инертные. Известно, что инертные газы не вызывают никаких изменений в материалах. Они также остаются в том же состоянии во время сварки. Эта способность делает сварку более комфортной, не ослабляя и не деформируя сварные швы.
Активные газы противоположны инертным газам. Они реагируют, изменяя свое состояние и вызывая изменения в материалах. Это свойство делает эти газы идеальными для улучшения плавления металлов.
Стоимость сварочного баллона и газа
Стоимость сварочного баллона обычно зависит от его размера и типа газа.
Ниже приведен обзор стоимости покупки и замены различных типов сварочных баллонов
Баллоны с аргоном считаются самыми дорогими, цена за новый баллон достигает 350 долларов. Это связано с затратами на добычу и сбор газа. Покупка одного большого баллона выгоднее, чем обмен нескольких маленьких.
Газы, используемые при сварке
Вот обзор основных газов, используемых при сварке:
1. Кислород Кислород является одним из наиболее реактивных газов, несмотря на то, что считается дружественным и пассивным. Этот газ обычно смешивают в небольших количествах с другими защитными газами при сварке, такими как аргон. Смесь ускоряет процесс сварки и придает расплаву текучесть.
Кислород также используется для усиления тепла во время газовой сварки и для резки металлов в процессе, называемом кислородной резкой. Сварщики предпочитают смешивать кислород с ацетиленом, чтобы создать самую высокую температуру, идеальную для сварки толстых металлов, таких как сталь.
2. Двуокись углеродаСварщики используют двуокись углерода в смесях в качестве защитного газа. Газ создается из органических веществ, что делает его довольно экономичным в использовании. Однако качество их сварных швов не может сравниться с сваркой аргоном. Углекислый газ также используется при сварке MIG, сварке под флюсом и плазменной защите.
3. Азот Азот – широко распространенный газ, используемый в качестве защитного газа при сварке. Он необходим при газовой сварке, так как повышает механические свойства сплава и углубляет проплавление. Газ также используется для стабилизации дуги.
4. АргонАргон — это инертный газ, используемый в качестве защитного газа для предотвращения попадания воздуха в сварочную дугу. Газ также используется на первичных стадиях сварки, а также для продувки. Сварщики предпочитают использовать аргон в больших количествах в качестве защитного газа при сварке MIG.
5. ВодородВодород используется в качестве защитного газа в смеси с другими защитными газами, такими как аргон. Газ обычно используется в небольших количествах, чтобы предотвратить возможность опасности из-за его реакционной способности. Газ полезен, так как он увеличивает проникновение и обеспечивает чистые сварные швы.
Размеры баллонов со сварочным газом
Большинство домовладельцев и мелких сварщиков предпочитают покупать сварочные баллоны объемом 40, 80 или 125 кубических футов (CF). С другой стороны, крупные сварщики предпочитают цилиндры большего размера, поскольку они обеспечивают большее время сварки из-за количества содержащегося в них газа. Приобретение большого нового цилиндра может быть весьма дорогостоящим. По этой причине большинство сварщиков предпочитают сдавать их в аренду за оговоренную плату на срок от 6 месяцев до 5 лет.
Авторы и права: Дизфото, Shutterstock
Как узнать, сколько газа осталось
Знание того, сколько газа осталось, необходимо для поддержания работы сварочного цеха. Сварщики, использующие баллоны с чистым аргоном или смесью аргона и углекислого газа, могут использовать манометр на регуляторе баллона для оценки количества газа, оставшегося в баллоне.
Однако измерение количества углекислого газа в баллоне по перепаду давления на манометре регулятора не является надежным. Когда газ приближается к своей конечной точке, показания резко падают, что делает их неточными. Вы можете получить точные показания резервуара с чистым углекислым газом, используя весы для отслеживания изменений веса.
Предоставлено: momente, Shutterstock
При использовании полного баллона, содержащего чистый аргон или смесь аргона и двуокиси углерода, показания давления должны составлять примерно 2015 фунтов на квадратный дюйм (PSI), максимальное давление. В зависимости от объема сварки показания давления будут постепенно снижаться. Например, когда бак заполнен на 75 %, показания давления будут составлять 1500 фунтов на квадратный дюйм, а при заполнении на 50 % показания будут составлять около 1000 фунтов на квадратный дюйм.
Во время сварки следите за изменениями давления, регулируя скорость потока, чтобы поддерживать постоянный объемный расход в час (CFH). Изменения температуры также могут изменить давление в резервуаре. Резкое падение температуры приведет к падению давления в баке в равной мере. По этой причине всегда старайтесь измерять показания давления в баке при постоянной температуре.
Качество регулятора также определяет показания давления. Часто стрелка регулятора может застрять на определенном показателе из-за медленного выпуска газа. Это может привести к частым падениям давления в цилиндре, что приведет к неточным показаниям.
Как долго прослужит сварочный газ?
Продолжительность подачи сварочного газа зависит от следующих факторов:
Сварщики могут точно рассчитать время подачи сварочного газа, разделив объем баллона на расход. Это поможет вам определить количество часов, выделяемых на сварку.
Часто задаваемые вопросы
1. Сколько газа использует сварочный аппарат MIG?
Для сварки MIG среднего размера требуется от 25 до 30 CFH сварочного газа для завершения сварки. Однако более толстые металлы, такие как сталь, требуют больше газа, около 60 CFH, для сварки и придания изделию эстетичного вида.
2. Каков срок службы баллона с аргоном?
Сварщики, использующие баллон с аргоном среднего размера с расходом около 20-25 швейцарских франков, должны ожидать, что время сварки составит около 10 часов.
3. Сколько сварочного газа вам нужно?
Количество сварочного газа, используемого для сварки различных металлов, определяется несколькими факторами. Эти факторы включают тип сварочного аппарата, рабочую среду, качество манометра и скорость потока сварщика.
Заключение
На рынке есть несколько поставщиков сварочного газа, поэтому сварщикам следует проявлять осторожность и обращаться только к лицензированным поставщикам.