Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
 youtube.com/embed/GtlDb9v7PLg»/>
youtube.com/embed/GtlDb9v7PLg»/>
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
 youtube.com/embed/EPLEgjiF8-I»/>
youtube.com/embed/EPLEgjiF8-I»/>
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Читайте также: 3 идеи, что можно сделать из пластиковых бутылокОбратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Читайте также: Как припаять медный кабель к алюминию, не используя специальный флюс или припойОсобенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Содержимое
- 1 Пайка алюминия газовой горелкой
- 1.1 Выбор горелки
- 1.2 Пайка китайским прутком
- 1.3 Способ с щеткой-насадкой по металлу
- 2 Доработка паяльника для пайки алюминия
- 3 Как припаять медный провод к алюминию обычным паяльником
- 3.1 Основные этапы работ
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
Читайте также: 3 полезных самоделки из пластиковой трубыА все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Читайте также: Как сделать печь-спиртовку для приготовления пищиЕще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским пруткомОдин из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.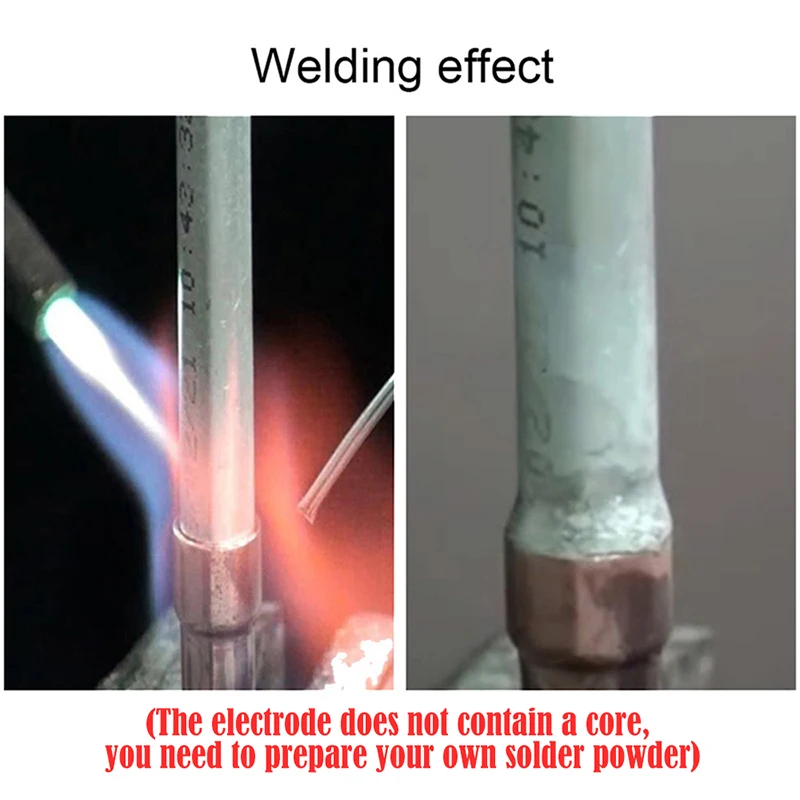
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
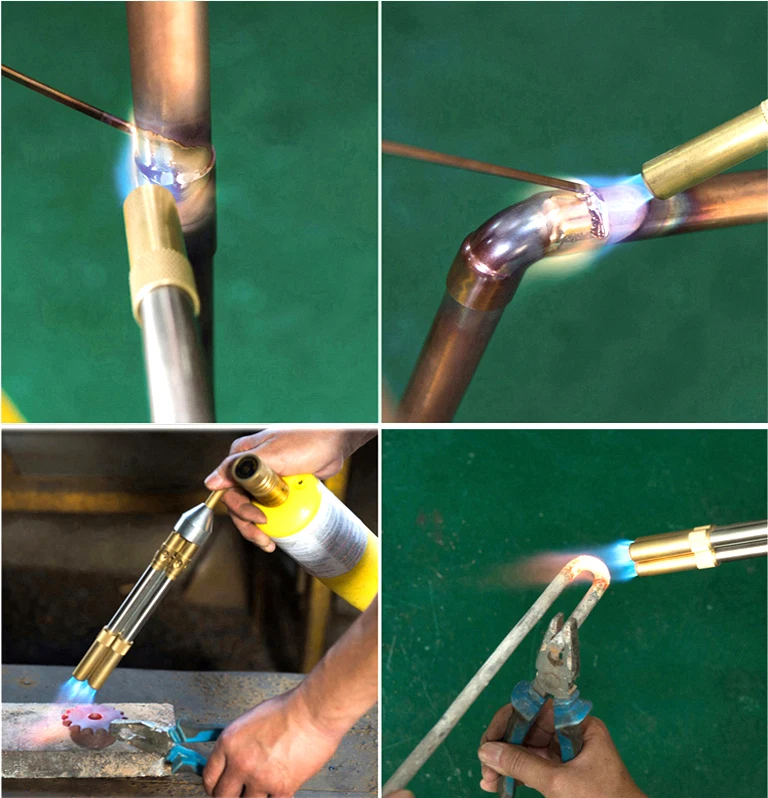
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!Способ с щеткой-насадкой по металлуЕсли нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.

Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
как запаять алюминий оловомДоработка паяльника для пайки алюминияМы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Как припаять медный провод к алюминию обычным паяльником
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
В этом обзоре вы найдете много полезной информации.
Основные этапы работ
Первым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).
Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.
Царапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!
Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
Свое мнение об этом способе пишите в комментариях.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Андрей Васильев
Задать вопрос
Пайка алюминия паяльником в домашних условиях своими руками
Процесс соединения алюминия и его сплавов при помощи пайки является сложным процессом, так как материал обладает не самыми лучшими свойствами для этого. Тем не менее, его активно используют в промышленной сфере и детали из него, которые нуждаются в ремонте, встречаются в различных областях. Пайка алюминия в домашних условиях осложняется тем, что невозможно обеспечить ту же техническую базу, что и при промышленной обработке. В то же время сам алюминий хорошо обрабатывается механическим способом, так что подготовить металл не составит большого труда.
Пайка алюминия
Здесь применяются практически те же самые методы, а также подбирается соответствующий припой для пайки алюминия. Иногда в качестве флюса используются подручные средства, такие как металлическая стружка из алюминия, канифоль и прочее. Они не всегда помогают в той же степени, как и заводские варианты, но обеспечивают улучшение качества соединения. Дома чаще всего паяются провода, различные корпуса бытовой техники, алюминиевая посуда и прочие детали. Несмотря на то, что пайка алюминия паяльником в домашних условиях не требует полного соблюдения технологических требований, все они повышают качество соединения, так что требуется максимально им соответствовать.
Технология пайки алюминия
Преимущества
- Пайка алюминия в домашних условиях происходит более быстро и просто, так что соединение можно спаять всего за несколько минут, имея в наличие все необходимые вещи;
- Тут не нужно применять сильно мощные средства, так как температура плавления самого алюминия является более низкой, чем у других металлов, а соответственно, припои имеют еще более низкую температуру плавления;
- Даже при выполнении всех операций дома это оказывается очень безопасной процедурой;
- Можно без проблем работать с тонкими заготовками и проводами, причем не нужно выставлять высокую точность в параметрах работы оборудования;
- Соединения получаются крепкими даже при работе дома.

Недостатки
- Высокий риск образования брака, причем все это усложняется плохими свойствами свариваемости металла;
- Сложно бороться с оксидной пленкой, которая образуется на поверхности металла практически моментально, даже после механической очистки, так как ее температура плавления в три раза выше плавления алюминия;
- Во время нагрева металла трудно отследить его степень его прогревания, так как цвет металла в это время практически не меняется;
- Если перегреть металл, то его структура начнет меняться и он будет терять свою прочность, поэтому, не стоит приближаться к значению температуры плавления металла;
- В домашних условиях порой трудно подобрать подходящий припой и флюс.
Возможные способы пайки алюминия дома
- Пайка при помощи алюминиевых припоев является самым стандартным способом, который очень распространен в домашних условиях. Это случилось благодаря его просто те и доступности, что не исключает высокого качества итогового результата. Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
- Пайка карандашом в домашних условиях является одним из самых простых и доступных способов, так как для его осуществления требуется минимум инструментов. Сам карандаш является особым легкосплавным материалом, который может расплавиться при воздействии температуры на него и на место спайки, после чего застывает на поверхности. Несмотря на то, что качество соединения ниже, чем при предыдущем способе, он пользуется популярностью благодаря своей простоте.
- Пайка с помощью пасты, которую можно считать как припой своеобразной консистенции. Его предварительно следует распределить на месте соединения, а затем расплавить при помощи соответствующих инструментов. Пайка алюминия в домашних условиях газовой горелкой происходит намного проще, так как паста легко расплавляется от пламени и сразу растекается по всем необходимым местам.
 Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Тут пригодятся легкоплавкие присадочные материалы и флюсы для улучшения качества соединения. Здесь может использоваться как повольник, так и газовая горелка.
Материалы и инструмент
- Паяльник относится к основным инструментам, так как именно с его помощью расплавляется припой, флюс и прогревается деталь. Паяльники различаются по своей мощности, так как это основной параметр, на который стоит обращать внимание при выборе. Он определяет, в каком температурном диапазоне будет идти работа.
- Газовая горелка является альтернативным основным инструментом при пайке. Она обладает более высокой функциональностью, так как с ее помощью можно не просто разогревать металл припоя до расплавленного состояния, но и подогревать основную заготовку. Горелки также отличаются друг от друга по мощности, но она может регулироваться, в зависимости от расхода объема газа за единицу времени. Также в инструменте могут присутствовать другие дополнительные функции.
- Флюс является дополнительным расходным материалом, который применяется для улучшения качеств спаивания. Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
- Припой относится к основному расходному материалу, который заполняет область спаивания. Он должен отличаться высокой текучестью и хорошо смачивать поверхность. При выборе нужно ориентироваться, чтобы температура его плавления была ниже, чем у основного металла. Состав припоя выбирается в зависимости от способа сварки.
 Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.
Для самого алюминия и его сплавов могут быть различные разновидности флюса, что зависит от технологии процесса.Пошаговая инструкция
- Подготовка металла, куда входит механическая зачистка при помощи наждачной бумаги или мелкой металлической щетки, а также обработка поверхности растворителем, таким как ацетон, или любой другой.
Зачистка алюминия
- Далее следует залудить место спайки при помощи флюса, что может потребоваться и для жала паяльника, чтобы ускорить расплавление припоя.

Флюс для пайки алюминия
- После этого можно приступать к самому спаиванию. Для этого требуется разогреть паяльник до нужной температуры, или отрегулировать горелку, после чего начать расплавлять припой в месте соединения. Это нужно делать небольшими частями, чтобы металл равномерно растекался по поверхности.
Припой для пайки алюминия
- Дать остыть и проверить качество соединения.
«Важно!
Из-за высокой текучести припоя следует устанавливать заготовки на ровной поверхности, чтобы они не стекали под углом.»
Режимы пайки
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Пайка алюминия в домашних условиях паяльником, как и при использовании горелки, должна проводиться при условии соблюдения всех правил безопасности. В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
В первую очередь это касается использования основного инструмента, так как его не стоит бросать включенным, ведь от разогретого паяльника или горящей горелки может возникнуть пожар. Всегда должно быть место, куда можно безопасно положить горячий инструмент.
Некоторые виды флюса и припоя при расплавлении выделяют неприятный запах и могут быть токсичными, поэтому, при работе с ними следует обеспечить достаточно хорошие условия проветривания, чтобы не подвергать себя лишней опасности.
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Содержание
- Методы пайки
- Подготовка поверхности детали
- Инструменты для нагрева материала
- Технология пайки алюминия своими руками
- Альтернативный способ
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
 youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>алюминиевые припои и флюсы, паяльник или газовая горелка
Содержание
- 1 Металл алюминий
- 1.1 Трудности пайки
- 2 Удаление оксидной плёнки
- 2.1 Активные флюсы
- 2.2 Электрохимический метод (процесс электролиза)
- 2.3 Припои для пайки
- 3 Процесс пайки алюминия
- 3.1 Разогрев спаиваемых поверхностей
- 3.2 Использование канифоли
- 3.3 Минусы пайки алюминия
Сложность пайки алюминия не только в домашних условиях, но и в условиях промышленного производства, обусловлена в первую очередь особыми свойствами этого металла, что делает его принципиально отличным от других разновидностей цветных металлов, активно используемых как в промышленности, так и в быту.
Металл алюминий обладает целым набором парадоксальных свойств, то есть свойств, которые взаимно исключают друг друга, но тем не менее легко уживаются в одном металле.
С одной стороны, это очень легкоплавкий металл, температура плавления чистого алюминия составляет 660 градусов. Это химически очень активный металл. Алюминий способен мгновенно вступать в химические реакции практически со всеми активными веществами. Это очень мягкий и не очень прочный металл.
С другой стороны, крайне высокая химическая активность алюминия приводит к тому, что он мгновенно вступает в химическую реакцию с кислородом, содержащимся в окружающем воздухе, с образованием на своей поверхности плёнки оксида алюминия: Al2O3. Оксид алюминия имеет второе название — корунд. Это очень прочное, абсолютно химически инертное вещество. Температура плавления: 2400 градусов. Используется в промышленности как огнеупорный материал.
Металл алюминий
Таким образом, можно сказать, что в повседневной жизни, несмотря на окружающие нас со всех сторон предметы, сделанные из алюминия, мы не знаем его настоящего характера, так как настоящий алюминий всегда скрывается от нас под непроницаемым занавесом своего оксида. Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
Именно оксид алюминия обуславливает такие свойства этого металла, как его крайне высокую стойкость к неорганическим кислотам и щелочам, неподверженность коррозии в морской воде и атмосферном воздухе, высокая отражательная способность и высокая экологичность.
И этот же оксид алюминия превращает обычную пайку в достаточно сложный технологический процесс, требующий для своего успешного осуществления применения специальных флюсов, особых припоев и некоторых специфических методов.
Суть процесса пайки любого металла, в том числе и алюминия, состоит во введении в пространство между спаиваемыми деталями специального связывающего вещества в расплавленном состоянии. Это вещество называется припой. Застывая, оно надёжно соединяется с двумя поверхностями металла и образует единое соединение.
Трудности пайки
С алюминием всё несколько сложнее. Поверхностная оксидная плёнка не позволяет обычному припою вступить в химическую реакцию с металлом. В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
В результате между поверхностью металла и припоем не возникает адгезия. Говоря простыми словами, припой не прилипает к поверхности алюминия и пайка делается невозможной.
Поэтому основная трудность заключается в проблеме удаления практически неудалимой оксидной плёнки с поверхности металла.
Вторая трудность состоит в низкой температуре плавления алюминия. Дело в том, что наиболее прочное соединение получается при применении так называемых тугоплавких припоев. Температура плавления которых составляет 550−650 градусов. Учитывая тот факт, что алюминий плавится при температуре 660 градусов, крайне сложно при пайке небольших алюминиевых изделий не разрушить саму алюминиевую конструкцию путём её расплавления вместе с припоем.
Удаление оксидной плёнки
Проблему удаления поверхностной плёнки решают двумя принципиально разными способами:
- Путем применения специальных активных флюсов с предварительной механической очисткой поверхности металла.
- С помощью процесса электролиза.

Активные флюсы
Если очень сильно хочется, то можно изготовить флюс для пайки своими руками, у себя на кухне или в мастерской. Но для этого необходимо иметь дело с очень опасными химически активными веществами типа кислот или щелочей. Кроме того, в специализированных магазинах существует огромный выбор различных марок флюсов, как обычных, так и узкоспециализированных, и цены на них невысокие. Поэтому изготовление кислоты для пайки своими руками мы оставим особым паяльным фанатам, а сами попытаемся разобраться в том ассортименте, что нам предлагает промышленность.
- Ф-34А. Специальный флюс. Плавится при температуре 420−620 градусов. Применяется с тугоплавкими припоями. Состав: Хлорид калия 50% Хлорид лития 32% Фторид натрия 10% Хлорид цинка 8%
- Ф-61А. Флюс для алюминия. Плавление происходит при температуре 150−320 градусов. Применяется с обычными олово — свинцовыми припоями. Состав: Фторборат цинка 10% Фторборат аммония 8% Триэтаноламин 82%
- Ф-64. Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
- НИТИ-18 (Ф-380). Специальный флюс для алюминиевых сплавов. Температура пайки 390−620 градусов.
- А-214. Универсальный безотмывочный флюс средней активности.
 Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.
Высокоактивный флюс для алюминиевых сплавов. Расплавляется при температуре 180−350 градусов. Состав: поверхностно активные вещества.Перед нанесением флюса поверхность металла необходимо предварительно очистить от загрязнений и обезжирить. Делается это с помощью бензина или ацетона. После этого производят механическую обработку с помощью различных абразивных приспособлений: наждачная шкурка, металлическая щётка, шлифовальные круги и прочие подобные устройства. Цель этих действий — ослабить оксидную плёнку, потому что удалить её в принципе невозможно, так как мгновенно взамен старой образуется новая. Но новая плёнка намного тоньше и слабее старой, поэтому этот приём способствует более лёгкому проникновению флюса сквозь поверхностный оксидный барьер.
Электрохимический метод (процесс электролиза)
Суть этого способа заключается в том, что поверхность алюминия вместе с его непобедимым оксидом просто-напросто заменяется медной поверхностью. А пайка меди происходит намного проще, быстрее и надёжнее. Осуществляют это с помощью простейшей гальванической установки.
- Используют любой источник постоянного тока. Это может быть: бытовой выпрямитель, автомобильный аккумулятор или обычная батарейка от фонарика. Отрицательный полюс подключается к алюминиевой поверхности. Положительный полюс подключается к медному проводу сечением 1−1.3 миллиметра.
- Медный провод, лишённый изоляции, закрепляется внутри железной щетины абразивной щётки таким образом, чтобы в процессе трения щётки о поверхность алюминия провод её не касался.
- На место пайки, предварительно обработанное шкуркой или иным абразивным инструментом, капают несколько капель медного купороса.
- В процессе трения на поверхности алюминия будет постепенно образовываться слой красной меди, как следствие процесса электролиза.
- Медная поверхность намного проще подвергается процессу лужения и последующей пайки, чем поверхность алюминиевая.

Припои для пайки
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец в качестве основных компонентов, а также кадмий, висмут и цинк в качестве компонентов добавочных. Для алюминия такой состав крайне нежелателен, по причине того, что в этих металлах (за исключением цинка) он практически не растворяется, поэтому работа с помощью припоя подобного состава будет крайне слабой и ненадёжной. Кроме того, все припои на базе свинец-олово обладают очень низкой коррозионной устойчивостью. Поэтому пайка алюминия оловом нежелательна.
Для алюминия применяют специальные припои, в состав которых входят сам алюминий, а также кремний, медь, серебро и цинк.
- 34 А. Состав: Алюминий 66% Медь 28% Кремний 6%. Температура плавления 530−550 градусов.
- ЦОП 40. Состав: Цинк 60% Олово 40%. Плавится при температуре 300−320 градусов.
- HTS 2000. Основа состава цинк, алюминий и медь, а также некоторые незначительные добавки. Всего в припое девять компонентов, которые в совокупности обеспечивают его очень хорошие качества. Плавится при температуре 300 градусов. Производство США.
 Температура плавления 530−550 градусов.
Температура плавления 530−550 градусов.Чем больше в припое для алюминия содержится цинка, тем более он высокопрочен и коррозионноустойчив. Содержание меди, кремния и алюминия повышает температуру плавления припоя, делая его тугоплавким. Какой выбрать припой — зависит от тех задач, которые стоят перед спаиваемыми деталями.
Как правило, тугоплавкие припои имеют температуру плавления, сопоставимую с температурой плавления самого алюминия, поэтому их применяют в основном для паяния крупногабаритных, массивных алюминиевых деталей. В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
В этом случае возможно обеспечить хороший теплоотвод за счёт большой массы спаиваемых поверхностей и тем самым предотвратить разрушение конструкции в результате её расплавления вместе с припоем.
Латунный припой для алюминия не применяется.
Процесс пайки алюминия
Технология процесса пайки алюминия ничем не отличается от пайки любого другого металла и состоит из ряда последовательных действий:
- Обезжиривание места пайки.
- Механическая очистка с помощью абразивных средств.
- Нанесение флюса. Необходимо практически сразу после механической обработки нанести на обработанную поверхность флюс. Так как чем больше проходит времени после абразивного воздействия на оксидную плёнку, тем прочнее она становится.
- Лужение разогретых поверхностей. Расплавление припоя и распределение его по поверхности металла.
- Соприкосновение залуженных поверхностей и фиксирование. Фиксация производится до того момента, пока припой не застынет. Как правило, это происходит в течение одной-двух минут.
- Промывка под проточной водой места пайки с целью вымывания остатков флюса. Если этого не сделать, металл в месте спайки может начать корродировать, так как флюс содержит в своём составе сильные кислоты.

Разогрев спаиваемых поверхностей
Для пайки небольших алюминиевых деталей, например, проводов, как правило, используют электрический паяльник мощностью от 50 до 100Вт, в зависимости от сечения провода. Для более массивных деталей, например, кастрюли, автомобильные радиаторы — целесообразно применять более мощные источники тепла. Как правило — это паяльная лампа или газовая горелка, купленная или изготовленная самостоятельно. При пайке алюминия газовой горелкой и разогревании спаиваемых поверхностей необходимо придерживаться следующих правил:
- Чтобы запаять деталь, нельзя допускать перегрева основного металла, так как это может привести к его расплавлению и, как следствие, к разрушению всей металлической конструкции в целом. Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
- Нельзя использовать кислород в целях дополнительного обогащения газовой смеси. Так как это будет усиливать окислительные процессы в месте пайки и, как следствие, ускорять образование оксидной плёнки на поверхности металла.
 Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.
Чтобы этого не произошло, необходимо в процессе разогрева постоянно контролировать температуру. Делают это с помощью припоя. Кусочком припоя периодически касаются разогреваемой поверхности, как только припой начинает плавиться, это является сигналом, что разогрев можно прекращать.Использование канифоли
Чтобы спаять и припаять алюминиевые провода небольшого сечения, можно успешно применять свинцово-оловянные припои, используя в качестве флюса канифоль. В этом случае абразивную обработку поверхности провода производят под слоем расплавленной канифоли, а в качестве абразивного инструмента используют раскалённое жало паяльника, а также небольшое количество металлических опилок.
- Кусочек канифоли и металлические опилки помещают на место будущей пайки.
- Разогретым луженым жалом паяльника расплавляют канифоль.
- После того как канифоль полностью расплавится и равномерно распределится по поверхности, начинают тереть жалом паяльника по поверхности алюминия сквозь слой расплавленной канифоли.
- В результате раскалённое жало паяльника вместе с металлическими опилками начинает достаточно легко разрушать поверхностную оксидную плёнку, а слой канифоли не даёт возможности воздуху проникнуть в место пайки, в результате новая оксидная плёнка не образуется.
- После того как лужение завершается, спаиваемые поверхности соединяют друг с другом и снова прогревают до тех пор, пока припой не расплавится вновь и не заполнит всё пространство между спаиваемыми поверхностями.
Необходимо отметить, что данный способ подходит лишь для малогабаритных тонкостенных деталей или для проводов небольшого сечения. Во всех остальных случаях необходимо использовать специальные алюминиевые флюсы и тугоплавкие припои, предназначенные для пайки алюминия.
Минусы пайки алюминия
Необходимо всегда помнить, что пайка — это не сварка. Она никак не затрагивает внутреннюю структуру металла, и поэтому место пайки по прочностным характеристикам всегда на несколько порядков слабее, чем сам спаиваемый металл. Место пайки нельзя подвергать большим механическим и температурным нагрузкам. В противном случае спаиваемые детали очень быстро разрушаться. Единственный вариант, когда пайка более уместна, чем сварка — это паяние алюминиевых проводов в электрических приборах или пайка прохудившегося автомобильного радиатора, когда отсутствует возможность заменить его новым.
Желательно исключить из домашней практики паяние и лужение прохудившихся алюминиевых кастрюль, кружек и прочих сковородок. В состав алюминиевых припоев и флюсов входят сильно ядовитые вещества. В этом случае тщательная промывка места пайки в проточной воде будет выглядеть, как игра в русскую рулетку.
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Новости
Публикации
Как я уже не раз писал, скидки на оплату проезда в общественном транспорте картами «Мир» не могли не появиться – и не могут не быть регулярными. Причина – простая: по большому счету это…
Компания KbEar взялась, на мой взгляд, за совершенно невероятный проект: реализовать в 2022 году наушники с прямой посадкой. Сложно сказать, сколько раз у меня спрашивали что-нибудь актуальное с…
Компания Hotwav недавно анонсировала свои первые смарт часы. Они получили простое обозначение, но привлекательный дизайн и вполне вменяемое железо. Для просмотра полученной информации и…
Они получили простое обозначение, но привлекательный дизайн и вполне вменяемое железо. Для просмотра полученной информации и…
Умные розетки — устройства простые и полезные, которым можно найти применение в куче областей и сценариев. Благодаря таким устройствам можно наделить неким умом простые устройства, вроде насосов,…
Atvel выпускает полную линейку помощников для дома. Недавно я делал обзоры на робота Atvel R80, мойщика окон Zorro Z5, моющий пылесос Atvel F16, а сегодня расскажу о фирменной вертикалке Atvel G9….
Хотите оживить свой старый винчестер и использовать его, как портативный жесткий диск для быстрого извлечения информации в любом месте и на любом устройстве? Тогда достаточно приодеть его в…
Методы пайки алюминия — Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в выпуске Welding Journal за май 2018 г. под названием «Методы пайки алюминия». Благодарим Уильяма «Билла» Эйвери, эксперта по соединению металлов в Superior Flux, и доктора Иегуду Баскина, президента Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы умеете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочитайте статью «Методы пайки алюминия». Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
И самое время научиться паять алюминий. Все больше и больше компаний изучают возможности пайки алюминия в таких областях, как автомобилестроение, электроника, радиаторы, системы отопления, вентиляции и кондиционирования и многое другое. Алюминий легче и дешевле меди, и во многих случаях он обладает достаточной теплопроводностью, как термической, так и электрической, чтобы медь могла конкурировать за свои деньги. А пайка алюминия с его высокими температурами не так щадящая, как пайка алюминия.
Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что изложено в статье «Методы пайки алюминия» в качестве некоторых ключей к пайке алюминия.
Подходящий флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без «зубцов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области. Это эффективная алюминиевая порошковая проволока, которая изготавливается из сплавов различных типов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области. Это эффективная алюминиевая порошковая проволока, которая изготавливается из сплавов различных типов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Тип или «серия» алюминия : Алюминиевые сплавы классифицируются по сериям в зависимости от состава сплава и добавок. Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Думай ТЕПЛО! Алюминию требуется нагрев для принятия припоя, обычно до температуры 300°C и более. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не сможете добиться пайки, если алюминий недостаточно горячий, чтобы принять припой. В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе флюс будет израсходован, так и не выполнив свою работу. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
Пусть вас не пугает ваш проект по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими флюсами для алюминия или свяжитесь с нами, если у вас есть проблемы с пайкой алюминия.
Наше исследование практической пайки алюминия, возможно, является самым передовым на рынке сегодня, и мы только начинаем. С нетерпением ждем новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Пайка алюминия: основы — Weld Guru
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Канифольные флюсы неудовлетворительны.
Не используйте припой, если припой подвергается воздействию температур, превышающих температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Участок очищается проволочной щеткой из нержавеющей стали. Далее вставил 1/8″ алюминий. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал достаточно нагреется, паяльник плавится и затекает в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра модели Rocket, припаянные к трубе
Конструкция соединения
Конструкция соединений, используемых для пайки алюминиевых узлов, аналогична конструкциям, используемым для пайки других металлов. Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Зазор в соединении зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции соединения и состава используемого флюса. Однако ориентировочно при использовании химических флюсов требуется зазор в стыке от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не попал в зазор.
Подготовка
Перед пайкой с поверхности алюминия необходимо удалить жир, грязь и другие посторонние вещества.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не должны использоваться для очистки алюминия или алюминиевых сплавов, так как они могут вступить в химическую реакцию.
Участок, подготовленный проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbour Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, а также отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности, чтобы довести зону соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Лужение алюминиевой поверхности лучше всего выполнять, покрывая материал расплавленной лужицей припоя, а затем очищая поверхность непоглощающим тепло предметом, таким как щетка из стекловолокна, зубчатая деревянная палочка или брусок из волокна. Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температуры плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371 ºC). Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
 Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.Правила пайки алюминия
- Перед началом любого проекта по пайке алюминия очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для пайки
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Ознакомьтесь с инструкциями производителя по правильному количеству тепла
- Используйте правильный флюс.

Справочные материалы по пайке алюминия
Процессы пайки
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Как паять алюминий. Полное руководство
Пайка — распространенный способ соединения металлов. Алюминий можно паять, но это может быть намного сложнее, чем с другими металлами. Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Сварка алюминия без специального сварочного оборудования представляет собой сложную задачу. Вам нужно будет найти специальный припой или припой, предназначенный для использования на алюминии или для соединения алюминия с другим металлом в зависимости от вашего проекта.
После того, как вы приобрели припой в Интернете или в хозяйственном магазине с необычайно богатым ассортиментом, основная проблема заключается в том, чтобы работать достаточно быстро, чтобы соединить алюминий сразу после того, как слой оксида алюминия будет соскоблен с поверхности.
Что такое пайка?
Пайка — это метод соединения двух кусков металла вместе. Любой более мягкий металл, как правило, припаивается, чтобы скрепить его. Более твердые металлы, такие как сталь и железо, необходимо скреплять сваркой. Паяльник плавит металл, называемый припоем, до 200 градусов.
Когда металл становится жидким, его можно использовать в качестве клея для удержания других металлов на месте. После удаления источника тепла припой очень быстро остывает, образуя твердое тело и удерживая металлы на месте.
ДОПОЛНИТЕЛЬНО: Что такое пайка?
Какой металл используется для пайки?
Металл, используемый для пайки, в просторечии называется припоем, но он состоит из смеси различных металлов. В прошлом это обычно было олово и свинец, но сегодня гораздо чаще используются бессвинцовые варианты. Они сделаны из смеси металлов, обычно содержащей комбинацию олова, меди, серебра, висмута, цинка и кремния.
Припой должен иметь низкую температуру плавления и быстро затвердевать. Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
1. Если возможно, определите сплав.
Чистый алюминий можно паять, хотя с ним нелегко работать. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Если алюминиевый сплав помечен буквой или цифрой, посмотрите, есть ли особые требования. К сожалению, немаркированные алюминиевые сплавы трудно отличить друг от друга, и профессиональные руководства по идентификации, вероятно, будут полезны только в том случае, если вы занимаетесь бизнесом. Возможно, вам придется просто погрузиться и проверить свою удачу.
Если вы соединяете алюминий с другим металлом, свойства алюминия обычно являются ограничивающим фактором, поэтому точная идентификация состава другого сплава может не потребоваться.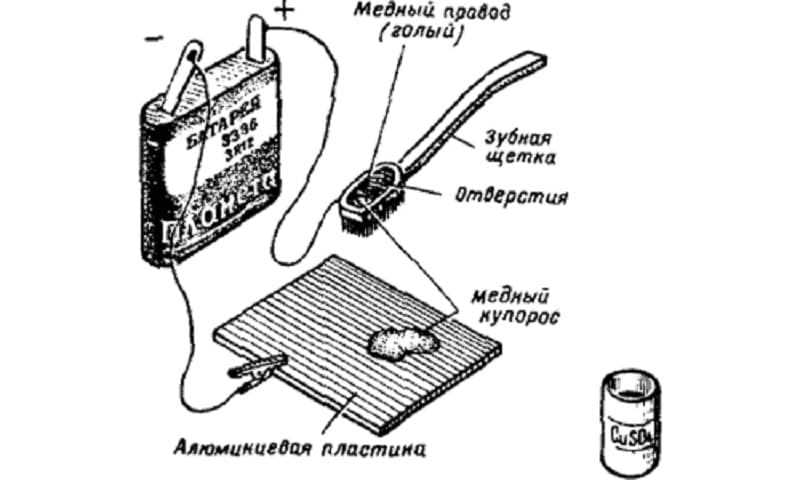 Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
2. Выберите низкотемпературный припой.
Алюминий плавится при относительно низкой температуре 1220ºF (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможной пайку с использованием припоев общего назначения. Вам понадобится специальный припой со значительно более низкой температурой плавления, который вам, возможно, придется заказать через Интернет.
Обычно для этой цели используется сплав, изготовленный из некоторого сочетания алюминия, кремния и/или цинка, но проверьте этикетку, чтобы убедиться, что он предназначен для вашего типа соединения, например, алюминий-алюминий или алюминий-медь .
Технически присадочные металлы, плавящиеся при температуре выше 840ºF (450ºC), соединяются не пайкой, а пайкой. На практике они часто продаются как припои, и процесс аналогичен. Пайка создает более прочное соединение, но пайка предпочтительнее для деталей с электрическими цепями или других хрупких материалов.
По возможности избегайте припоев, содержащих свинец.
3. Выберите флюс.
Подобно припою, флюс должен быть специально предназначен для алюминия или комбинации металлов, которые вы планируете соединять. Самый простой вариант — купить флюс у того же производителя, что и ваш припой, так как они, скорее всего, предназначены для совместной работы.
Рекомендуемая температура выбранного флюса должна быть аналогична температуре плавления вашего припоя. Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Некоторые флюсы для пайки не предназначены для использования на тонких алюминиевых листах или проволоке. Вместо этого ищите флюс для пайки погружением.
4. Выберите источник тепла.
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC).
Если на вашем рабочем месте невозможно использовать фонарик, попробуйте паяльник мощностью 150 Вт.
5. Соберите дополнительные материалы.
Струбцина понадобится, если вы соединяете более одного куска металла, а не выполняете мелкий ремонт одного предмета. Также рекомендуется травильный раствор или специальное вещество для очистки от оксидов после пайки. Некоторые флюсы на основе смол необходимо очищать ацетоном.
6. Обеспечьте безопасную рабочую зону.
Защитите себя от ядовитых паров, надев респиратор и работая в хорошо проветриваемом помещении. Маска для лица или очки настоятельно рекомендуются, а также плотные кожаные перчатки и несинтетическая одежда. Держите поблизости огнетушитель и работайте только над негорючими поверхностями.
Как соединить алюминий
1. Предварительно припаяйте каждую часть сложных соединений (необязательно).
Большие соединения или сложные комбинации, такие как алюминий-сталь, могут значительно выиграть от «лужения» или нанесения небольшого слоя припоя на каждую деталь компонента. Следуйте приведенным ниже инструкциям для каждой детали, которую вы планируете соединить, затем повторите то же самое, скрепив детали вместе.
Пропустите этот шаг, если вы используете припой для ремонта трещины или отверстия в одном объекте.
2. Очистите алюминий щеткой из нержавеющей стали.
Алюминий быстро образует оксид алюминия при контакте с воздухом, и этот тонкий слой оксида не может быть соединен. Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Старый алюминий с сильным окислением или другим поверхностным мусором может потребовать шлифовки или шлифовки или протирания изопропиловым спиртом и ацетоном.
3. Сожмите вместе основные металлы.
Если вы соединяете две детали, а не ремонтируете один объект, зажмите две детали вместе в том положении, в котором вы хотите их соединить. Между ними должен быть небольшой зазор для протекания припоя, но не более 1/25″ (1 мм) или меньше.
Если детали не подходят друг к другу плавно, вам необходимо сделать стыки гладкими путем шлифовки или сгибания.
Поскольку алюминий должен иметь как можно меньше шансов на окисление, вы можете неплотно зажать детали, очистить их, пока они зажаты, а затем затянуть зажим.
4. Нанесите флюс.
Сразу после очистки металла нанесите флюс на место соединения с помощью стержня припоя или небольшого металлического инструмента. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
При пайке проводов окуните их в жидкий флюс.
Если ваш флюс поставляется в виде порошка, см. инструкции по смешиванию на этикетке.
5. Нагрейте металл.
С помощью горелки или паяльника нагрейте металлический предмет рядом с соединением, начиная с нижнего конца заготовки. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса. При использовании горелки держите наконечник горелки на расстоянии не менее 4–6 дюймов (10,2–15,2 см) от основного металла. Постоянно перемещайте источник тепла небольшими медленными кругами, чтобы равномерно нагреть помещение.
Паяльники нагреваются до десяти минут, прежде чем их можно будет использовать.
Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
6. Нанесите припой
Большинство флюсов будут пузыриться и приобретать светло-коричневый цвет при достижении нужной температуры. Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Он должен быть проведен уже вдоль зазора, но необходимы постоянные, медленные движения с вашей стороны, чтобы создать ровный валик. Для создания привлекательного и прочного ровного соединения может потребоваться практика, если вы раньше не занимались пайкой.
Если припой не соединяется с алюминием, возможно, на поверхности образовалось больше оксида алюминия, и в этом случае ее необходимо очистить и немедленно припаять снова. Также может быть, что у вас неправильный тип припоя, или ваш алюминий на самом деле является трудносвариваемым сплавом.
7. Удалите излишки флюса и оксида.
Если вы используете флюс на водной основе, флюс можно смыть водой после того, как готовая деталь остынет. Если вы используете флюс на основе смолы, используйте вместо него ацетон. После того, как флюс будет удален, вы можете поместить готовую деталь в «раствор для травления», чтобы удалить любые оксиды, которые могли образоваться под воздействием высокой температуры.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Именно поэтому я решил поделиться несколькими советами и рекомендациями по пайке алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминия .
Пайка алюминиевая применяется при необходимости ремонта некоторых деталей, изготовленных из этой шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионностойкие припои производятся на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех перечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк;
- медь;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод необходимо правильно подготовить к очистке соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится практически сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Чтобы упростить процесс соединения 2-х алюминиевых деталей, можно использовать паяльную горелку, нагревая ею детали. Припой после такого нагрева быстрее покроет детали. Главное, не допускать перегрева металлов. При нагреве любых алюминиевых деталей лучше держать плоскогубцами, а не голыми руками;
- Важно работать в хорошо проветриваемом помещении, так как пары флюса и припоя токсичны и вредны для организма человека. Также важно именно в этом случае использовать находящийся поблизости огнетушитель;
Заключительные мысли
Для пайки этого металла необходимо купить специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки. Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Техника пайки алюминия Применение флюса для пайки алюминия Алюминий широко используется в качестве материала для самых разных конструкций. По прочности он лишь немного уступает стали. Алюминий гораздо легче поддается обработке, у него очень высокая электро- и теплопроводность. Однако при решении вопроса, как паять алюминий паяльником, возникает серьезная проблема, так как есть свои особенности и сложности. Дело в том, что для алюминия обычные способы не подходят. Техника пайки алюминияСложности пайки алюминия связаны с его способностью образовывать оксидную пленку всего за долю секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе. В то время как алюминиевые провода относительно легко паять, возникает много проблем с неудобными плоскими поверхностями. Для их решения необходимо провести тщательную подготовку к работе. Процедуру пайки можно выполнять обычным паяльником с обычным припоем и канифолью. Перед пайкой стык тщательно зачищают напильником, крошащимся кирпичом или наждачной бумагой. После удаления с поверхности толстой оксидной пленки проводят обезжиривание бензином или любым органическим растворителем. После этого место пайки смазывается флюсом. При этом паяльник погружается в канифоль. Появление легкой дымки свидетельствует о готовности к работе. Вместо канифоли можно использовать нашатырный спирт. Таким образом, жало паяльника очищается от оксидов посторонних металлов. Дальнейшая процедура практически ничем не отличается от работы с обычными металлами. Очищенное жало паяльника опускают в припой и держат в нем до полного покрытия пленкой. После этого небольшое количество припоя захватывают жалом, переносят на место пайки и разравнивают по всей поверхности, предварительно залужив ее. Флюс для пайки алюминияФлюс играет особую роль в процессе пайки алюминиевых деталей. Он позволяет эффективно удалять оксидные пленки, образующиеся в воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхности от окисления при пайке. Флюс для пайки алюминия продается в готовом виде, но его вполне можно приготовить самостоятельно. Для приготовления флюса: взять 30 г хлористого цинка, 10 г хлористого аммония и растворить в 60 миллилитрах воды. Часто вместо флюса используют так называемую паяльную жидкость или паяльную кислоту. Его получают взаимодействием концентрированной соляной кислоты с металлическим цинком. Для этого кислоту наливают в стеклянную или фарфоровую посуду. Это действие не следует выполнять вблизи открытого пламени из-за взрывоопасного характера выделяющегося водорода. При нормальном соблюдении технологии прочность соединения выше, чем у многих металлов. |
выбрать припой, флюс, канифоль, паяльник или горелку
Пайка алюминия — сложный процесс в домашних условиях. Сложность связана со свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими веществами. Пайка алюминия должна производиться в соответствии со специально разработанными технологиями, обеспечивающими качество пайки. Важен опыт мастера, который паяет алюминиевые детали.
Contents
- 1 Why aluminum is not soldering well
- 2 How to remove the oxide film
- 3 Fluxes for aluminum brazing
- 3. 1 rosin
- 3.2 Powder flux
- 3.3 Liquid flux
- 3.
- 4 Solder for пайка алюминия
- 5 Порошковая проволока
- 6 Какой паяльник вам подойдет
- 7 Горелки для пайки алюминия
- 8 Что лучше — сварка или пайка
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле устойчивой оксидной пленки, имеющей низкую адгезию к припою. Способы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Окраска корунда меняется в зависимости от примесей: хром красноватый, а сапфир голубоватый. Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности и тогда детали можно спаивать.
Как снять оксидную пленку
Пленка удаляется с поверхности металла несколькими способами, наиболее эффективными являются химический и механический. Оба метода требуют безвоздушной среды, где нет кислорода.
Химический метод основан на осаждении цинка или меди на поверхность заготовки путем электролиза. Медный купорос в виде концентрированного раствора наносят на подготовленный к пайке участок. На чистый участок металла крепится минусовая клемма аккумулятора или другого источника питания. Один конец медного провода подключается к плюсовой клемме, а другой конец погружается в раствор на алюминиевой поверхности. Электролиз заставляет медь или цинк осаждать тонкий слой алюминия и прочно прилипать к нему. Теперь алюминий можно спаять с оловом.
Масляная пленка используется для удаления оксида. Для этого метода лучше взять синтетическое или трансформаторное масло с небольшим содержанием воды. Другие сорта масла следует хранить при температуре +150…+200°С, вода испарится. При более высоких температурах содержимое начнет брызгать. Обезвоженное масло следует нанести на поверхность алюминиевой детали. Используйте наждачную бумагу, чтобы потереть алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка может быть заменена скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из гвоздя, обточенного напильником. Стружка насыпается на масло и растирается жалом паяльника по поверхности, сдирая оксидный слой. Массивную часть желательно прогреть струей горячего воздуха. Припой окунается паяльником в каплю масла и растирается по месту пайки. Для лучшего процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяют редко, в случае с алюминием она малоэффективна. Флюсы используются при пайке проводов, кастрюль и прочего.
Флюсы для пайки алюминия
Флюсы обладают высокой активностью, поэтому после пайки их необходимо смывать раствором воды со щелочью. Роль щелочи хорошо выполняет пищевая сода. После каустической соды промойте соединение чистой водой. Органы дыхания должны быть защищены от попадания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них нужно рассматривать каждый в отдельности.
Канифоль
Канифоль — самый популярный из всех флюсов. Используется для соединения различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. При работе с канифолью требуется больше времени, эффективность меньше. Этот флюс не для профессионалов, паять можно, но качество соединения не сильное.
Порошковый флюс
Алюминий паяют газовой горелкой с использованием порошковых флюсов. Не рекомендуется добавлять кислород в пламя, это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- Ф-34А;
- бура;
- Кислота ацетилсалициловая;
- смазка для припоя.
F-34A — активный флюс, содержащий 50 % хлорида калия, 32 % хлорида лития, 10 % фторида натрия и 8 % хлорида цинка. Состав используется с припоями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Бура — порошок, плавящийся при 700 °С, водорастворимый, запивается водным раствором лимонной кислоты. Его отличает невысокая стоимость.
Ацетилсалициловая кислота выпускается в виде таблеток аспирина. При нагревании паяльником выделяются вредные пары, обжигающие нос, глаза и органы дыхания.
Паяльное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорош для пайки предварительно нагретых деталей, которые подверглись лужению. После пайки алюминиевых деталей рекомендуется смыть флюс, иначе он вызовет коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе с паяльником он быстро испаряется, выделяя пары горения. Flux F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять крупногабаритные алюминиевые заготовки. Используется при пайке меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке алюминиевых сплавов при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160°C.
Любой из вышеперечисленных флюсов позволяет производить пайку алюминиевой ванны, алюминиевых заготовок разных размеров, соединять пайкой дюралюминий, дюралюминиевые (дюралюминиевые) заготовки.
Припой для пайки алюминия
Припой для алюминия на основе цинка или алюминия. Прослеживаемые добавки добавляются для достижения различных характеристик: для снижения температуры плавления, для повышения прочности. Их производят в Америке, Германии, Франции и России. Давайте посмотрим на некоторые из них.
Распространенным и широко разрекламированным припоем для алюминия является HTS 2000. Его производит компания из США. Практика показывает его недолговечность: припаянные детали пропускают воздух и влагу. Без флюса его использовать нельзя.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190 для пайки меди и алюминия при температуре 280°C.
Castolin 192FBK представляет собой трубчатый припой с флюсом в сердцевине. Выпускается в стержнях, 100 г которых стоит 100-150 рублей. Хорошо подходит для пайки небольших отверстий и трещин.
Chemet Aluminium 13 — припой, используемый для сварки деталей при температуре 640°С и выше. В его основе алюминий (87%) и кремний (13%). Температура плавления припоя составляет около 600°С. Он выпускается в виде стержней, которых на 100 г приходится 25 штук. Стоимость 100 г 500 руб. Разновидность под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине. Его цена за 12 удилищ весом 100 г составляет 700 рублей.
Припой алюминиевый выпускается также отечественными предприятиями. Марка 34А используется для пайки газовой горелкой. Плавится при 525°С и хорошо паяет сплавы АМз, АМ3М, АМг2. 100 г стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Плавится при 425°С. Выпускается в стержнях массой 145 г. Цена за одно удилище 400 руб.
SUPER A+ производится в Новосибирске. Является аналогом HTS-2000. Используется вместе с флюсом SUPER FA. Стоит 800 рублей за 100 гр. В расплавленном состоянии он становится вязким, и для его расплющивания необходимо использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется для сварки алюминиевых деталей, для пайки не пригодна. Сварка алюминия газовой горелкой порошковой проволокой не проводится. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от области пайки. Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. Для детали площадью 1000 см² потребуется мощность паяльника 50-60 Вт. Часто спаивают две и более детали, в этом случае мощность увеличивают до 100Вт. При нагреве соединения подойдет паяльник меньшего размера. Наконечник выбирают широкий, на нем можно сделать зазубрины для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо нагретым инструментом после удаления оксидной пленки и лужения, чтобы залудился (лужить можно специальными припоями) участок хорошо прилипает к припою и хорош любой паяльник
Горелка для пайки алюминия
Нужно уметь паять газовой горелкой. Если площадь деталей большая и мощности паяльника не хватает, используйте горелку. Лучше использовать газовую горелку, т.к. Пайка алюминия газовой горелкой имеет большие возможности. Горелка быстро нагревает соединение почти до точки плавления алюминия. Флюс и припой наносятся на стык, сглаживаются жалом паяльника и закаляются. Обязательно смойте паяльную кислоту или другие остатки флюса с соединения.
При работе с горелками необходимо соблюдать правила пожарной безопасности. Рядом не должно быть легковоспламеняющихся жидкостей и материалов.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Автомобильный радиатор лучше запаять. Этот метод дешев и надежен. Молочные фляги и другие емкости для хранения продуктов лучше сваривать. Сварное соединение более прочное, особенно для больших размеров. Часто возникает необходимость сварки деталей из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
При желании можно неплохо заработать на сварке и пайке. Часто возникают вопросы о том, как спаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда. В мастерских работа дорогая: пайка трубок — 1000 рублей и выше. При соединении электрических проводов методом пайки взимается плата по 15 рублей за каждый. Ремонт рамы велосипеда из алюминиевых сплавов с помощью припоя стоит 500 руб. Ремонт горшка будет стоить 100 руб. Добавьте к этим суммам затраты времени и денег на доставку изделий в мастерскую и обратно.