Учимся варить электросваркой. Сварочный процесс инвертором тонких металлических листов
Самостоятельно научится владеть техникой получения сварочного шва достаточно несложно, а данный навык принесёт немало пользы. Хорошо изученный процесс позволит выполнять работы разного уровня сложности от сваривания двух материалов до изготовления мангала, скамеек, каркаса теплиц. Но перед реализацией задуманного необходимо изучить теорию, подобрать необходимое оборудование и материалы, просмотреть учебное видео и наконец-то приступать к практике.
Сварочный шов — самый простой, быстрый и надёжный способ соединения металлических деталей. Сварка используется не только в промышленности, но и доступна для начинающих мастеров. Начинать необходимо с простых приёмов и постепенно совершенствовать мастерство.
Подготовительный этап.
Прежде всего понадобится подобрать и приобрести необходимое для выполнения работ оборудование:
- сварочный аппарат
- электроды
- защитный щиток или так называемая маска сварщика
- рукавицы или защитные перчатки, костюм
Сварочные аппараты бывают нескольких типов: сварочный трансформатор, более сложный сварочный выпрямитель, наиболее подходящий сварочный инвертор. Сварочный инвертор — лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Сварочный инвертор — лучший вариант для начинающего. Легкий, что еще важно, компактный, имеет плавную, как говорят профессионалы, регулировку тока, лёгкое зажигание.
Электроды необходимы для подведения тока для сваривания ко шву и путём расплавления, благодаря высокой температуре, скрепляют детали. Профессионалы считают оптимальным для начинающих электроды- металлические стержни со специальной обмазкой диаметром 3 мм.
Защитный щиток бережет глаза сварщика от термальных ожогов, которые можно получить из-за воздействия яркого и опасного для зрения излучения, а лицо от раскаленных, разлетающихся в разные стороны брызг металла. Существует огромное количество технологий и разновидностей защитных щитков и масок, разобраться в них поможет профессиональный сайт http://svarochnyemaski.ru. Большой ассортимент данного ресурса поможет выбрать щитки любой сложности и ценовой категории.
Рукавицы выбирают из брезента, либо подойдут замшевые перчатки. ХБ и трикотажные не подойдут.
Как и во всём начинать необходимо с простого. Взять ненужный кусок металла, очистить его от ржавчины и загрязнений. Вставить электрод в держатель сварочного аппарата и выставить необходимый ток.
Зажечь дугу несильными постукиваниями по материалу и выдерживать расстояние до детали от 3 до 5 мм. Электрод вести плавно, без прерываний, при этом совершая колебания между свариваемыми деталями.
Отбить шлак от шва. Шов должен быть равномерным и без дефектов.
От постоянства зазора и его величины напрямую зависит качество шва. Получать первый опыт желательно под присмотром опытного сварщика, но и без него вполне можно получить положительный результат.
Как научиться сварочным работам самостоятельно. (10+)
Самоучитель начинающего сварщика
Давайте поговорим о такой теме, как сварка. Многих она пугает. Некоторые с благоговением относятся к человеку в черной маске. Кто-то считает, что ему этому научиться вообще не под силу.
Все отчасти правы.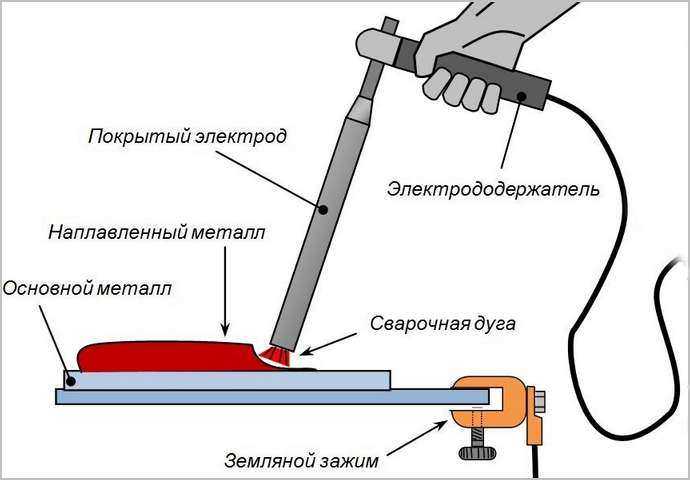 Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: «Учи!». Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт — «сын ошибок трудных», и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле.
Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: «Учи!». Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт — «сын ошибок трудных», и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле.
Что такое сварка?
Итак, что такое сварка, и какие ее виды существуют? Классическое определение сварки такое: «Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании». Звучит сложно. И, кстати, может относиться не только к металлам, но и к пластику, и к керамике. Но нас интересует сегодня, конечно же, металл, и что же с ним происходит? Тогда капните капельку йода или зеленки в стакан с водой. Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Так вот, процесс будет напоминать то, что вы увидели в стакане. Но еще быстрее и сложнее. Металл — плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно — под действием т. н. энергии активации — термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!).
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости , чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!
Задать вопрос. Обсуждение статьи. сообщений.
Сварил каркас для дверного полотна, размер 2,2х1,2 (м). Как правильно приварить лист (толщина 2мм), чтобы его не «потянуло».
Как залить бетоном дорожку, забетонировать площадку….
Как починить, отремонтировать автономную бензо-электростанцию?…
Обзор неисправностей автономной электростанции. Особенности ремонта своими рукам…
Капельная подача печного топлива, отработанного масла, отработки. ..
..
Капельная подача топлива в самодельную отопительную горелку на отработке….
Ребра жесткости. Заделка углов. Решетка под матрац в самодельной крова…
Устанавливаем ребра жесткости в самодельной кровати, заделываем углы, изготавлив…
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.


Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности;Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
 Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте — ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки , поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате . Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца — вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь — обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
В данный момент необходимость имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60 о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.

ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания , образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.

Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых…
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря…
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма…
Самоучитель по сварке инвертором. Советы начинающему сварщику
Сегодня наиболее дешевым и популярным типом сварки является электродуговая сварка, в отличие от газовой сварки она требует меньше мастерства, знаний и умений для выполнения необходимых работ.
При выборе сварочного аппарата, во-первых, следует учитывать, какую максимальную мощность он потребляет, и какое должно быть напряжение в сети. Если максимальная мощность больше, чем та, которую может выдержать проводка, то провода будут греться, и вследствие этого может произойти короткое замыкание и пожар.
Также, если напряжение в сети не постоянное и иногда скачет, придется покупать более дорогой сварочный аппарат инверторного типа, который может работать при пониженном напряжении. Сварочный аппарат трансформаторного типа самый дешевый и самый надежный, но его использование ограничено. Его нельзя использовать в электрических сетях с неустойчивым напряжением, и сила тока в нем регулируется не в таком большом диапазоне, как в сварочном инверторе. Поэтому трансформатором удобнее всего варить металл, когда он толще 2 мм.
С чего начинать учиться варить
Учиться варить электродами проще всего на практике, разумеется, после изучения теории и техники безопасности. Электроды необходимо подбирать, в зависимости от толщины металла и величины сварочного тока. Оптимальный сварочный ток производители обычно всегда наносят на упаковку от электродов.
Оптимальный сварочный ток производители обычно всегда наносят на упаковку от электродов.
Неопытному начинающему сварщику можно выставить сварочный ток немого ниже, чем рекомендует производитель электродов, в таком случае варить можно медленнее и шов будет получаться ровнее. Следует также учитывать, что производители электродов рекомендуют сварочный ток при условии, что сваривание деталей вместе происходит на горизонтальной поверхности.
Если сварной шов необходимо выполнить на вертикальной поверхности, то при выполнении сварки сверху вниз, сварочный ток необходимо ставить немного выше. Когда электрод по свариваемым деталям ведут снизу вверх, то сварочный ток можно уменьшить.
Прежде чем приступить к изготовлению готового изделия, желательно сначала потренироваться на обрезках металла той же марки и толщины. Чтобы получить ровный сварной шов необходимо сначала научиться равномерно вести электрод на расстоянии нескольких миллиметров от детали. Причем, по мере того, как электрод сгорает, необходимо поддерживать расстояние между ним и деталью.
После того как шов закончен, с него необходимо удалить окалину и зачистить поверхность щеткой по металлу. Если металл проварился не везде, то поверх первого шва можно наложить второй. Свариваемые детали желательно зажимать в тиски или струбцины, иначе полученное изделие не будет обладать правильной геометрической формой.
Чем правильно сваривать тонкий и толстый металл
Когда необходимо соединить тонкий листовой металл, обычный сварочный аппарат, который варит электродами, уже не подходит. При сварке тонкого металла используют сварочные полуавтоматы и аппараты точечной сварки. Сварка точечной сваркой происходит путем локального нагрева двух соединенных деталей.
Такой тип сварки не всегда удобен и может в основном применяться в автомобильном производстве. Сварочный полуавтомат же может варить и соединять металл не только точечно, но и швом. В сварочном полуавтомате через специальную горелку подается сварная проволока, что облегчает работу, потому как нет необходимости постоянно вставлять новый электрод взамен сгоревшего.
Большинство сварочных полуавтоматов могут варить флюсовой проволокой и обычной сварной проволокой, с который необходимо использовать газ. Флюсовая проволока более дорогая, поэтому, если необходимо постоянно выполнять большие объемы сварных работ, то имеет смысл перейти на сварку в среде защитного газа.
Техника безопасности при проведении сварочных работ
При выполнении сварочных работ необходимо неукоснительно соблюдать технику безопасности. Всегда необходимо пользоваться специальной сварочной маской для защиты глаз от яркого пламени сварки.
Нельзя допускать превышение непрерывной работы сварочного аппарата, иначе он может перегреться. Изоляция на проводах не должна быть нарушена. Одежда для выполнения сварочных работ должна быть изготовлена из толстого материала, для предотвращения ожогов от летящих искр.
Для защиты рук всегда необходимо надевать толстые перчатки, так как свариваемые детали и сам сварочный аппарат очень сильно нагреваются в процессе работы. Сварочный аппарат, как и любая техника, требует ухода — необходимо периодически прочищать корпус снаружи и внутри. Особенно восприимчивы к загрязнению сварочные инверторы. Нельзя допускать, чтобы внутрь их корпуса попадала влага и грязь.
Сварочный аппарат, как и любая техника, требует ухода — необходимо периодически прочищать корпус снаружи и внутри. Особенно восприимчивы к загрязнению сварочные инверторы. Нельзя допускать, чтобы внутрь их корпуса попадала влага и грязь.
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный аппарат» . Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры , которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры , которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм 2 . Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.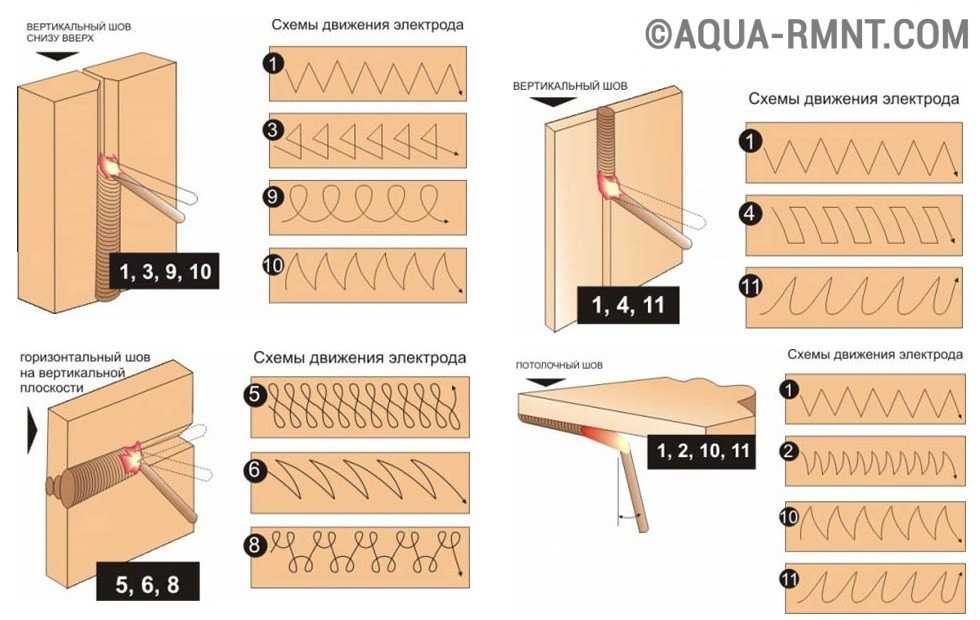
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ . И всё у вас получится.
Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ . И всё у вас получится.
Антон Турищев, рмнт.ру
Профессиональные знания по сварке обычно получают в учебных заведениях или на курсах подготовки. Но не станешь же записываться на многомесячные курсы, если необходимо время от времени сварить что-либо на даче или во дворе своего дома. Сварке можно научиться и самостоятельно, наблюдая за работой опытных сварщиков, прислушиваясь к советам и применяя их на практике. Вот некоторые из них.
Сварочное оборудование
Сварочные трансформаторы могут быть трех типов: обычный трансформатор, трансформатор с выпрямителем и инвертор. Первый тип предназначен для сварки переменным током, обычно громоздкие и тяжелые, но надежные. Второй – осуществляет сварку постоянным током, для чего в конструкции используются мощные полупроводниковые приборы (диоды или тиристоры), его габариты меньше, процесс сварки идет легче, но чувствительно «грузит» сеть. Третий — очень удобен, когда осуществляется высотная сварка в сложных условиях – инвертор имеет небольшие габариты и малый вес за счет использования преобразователя частоты и выпрямителя.
Третий — очень удобен, когда осуществляется высотная сварка в сложных условиях – инвертор имеет небольшие габариты и малый вес за счет использования преобразователя частоты и выпрямителя.
Некоторые приемы сварки
Осваивать приемы сварки желательно на сварочном с обычным трансформатором. После работы с ним легко освоить эффективную работу с инвертором и профессиональную – с трансформатором с выпрямителем.
Начинать следует со сварки «бросовых» железок. При этом следует помнить, что диаметр электродов выбирают исходя из вида свариваемых деталей (масса, толщина), а ток устанавливают по диаметру выбранного электрода. Например, для сварки электродом 3 мм величина постоянного тока устанавливается в пределах 70 – 80 ампер (для переменного – до 150 ), а для резки – 100 ампер. Для диаметра 4 мм ток сварки лежит в диапазоне 110 – 160 ампер.
Самое главное в сварке – это научиться зажигать и удерживать дугу. Для этого надо кратковременно коснуться свариваемой детали кончиком электрода, причем угол между электродом и деталью должен составлять 60 – 75° . Момент касания сопровождается появлением снопа искр – короткое замыкание. В этот момент надо, не меняя угла, медленно отвести кончик электрода на несколько миллиметров от детали. Возникает дуга, которую надо поддерживать, сохраняя постоянство зазора. Если дуга не «тянется» или короткая, надо увеличить ток.
Момент касания сопровождается появлением снопа искр – короткое замыкание. В этот момент надо, не меняя угла, медленно отвести кончик электрода на несколько миллиметров от детали. Возникает дуга, которую надо поддерживать, сохраняя постоянство зазора. Если дуга не «тянется» или короткая, надо увеличить ток.
Перемещая электрод по детали, добиваетесь стабильной дуги длинной 3 – 5 мм, опуская кончик электрода по мере его выгорания.
Если зажигание и удерживание дуги получаются, то можно начать освоение наплавления валика. Для этого надо медленно перемещать электрод по прямой и одновременно совершать поперечные колебания кончиком электрода. Амплитуда колебаний будет определять ширину валика.
Освоив эти операции можно приступать к конкретной работе. Учтите, что только читая советы, научиться сварке нельзя – нужна практика!
Чтение чертежей — правила чтения для начинающих
Карандаши и листы ватмана постепенно уходят в прошлое, уступая место цифровым технологиям и специализированным программам. Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Основные правила чтения чертежей
Любая стойка или крепёж сначала воплощаются на листе бумаги или экране компьютера и лишь потом передаются в производственный цех. Для правильного понимания задачи, чтобы ответственный работник мог понять, где именно должно проходить наложение сварочных швов или делать отверстие нужного диаметра, надо уметь читать технологические документы.
В машиностроении чертежи могут быть разными: существуют чертежи деталей, сборочные, схемы, спецификации и др. Технические рисунки должны изготавливаться согласно правилам государственных стандартов (ГОСТ) или Единой системы конструкторской документации (ЕСКД).
Количество изображений должно быть минимальным. В инженерной графике чертёж — это представление предмета с помощью проекций и точным соотношением его размеров.
Обозначения на чертежах в машиностроении
Допуски и посадки
Зачем это все нужно? Этот вопрос возникает не только у рабочего на производстве. Это задумано, чтобы на заводе не теряли время на постоянное измерение фактических размеров полученной детали, и без брака производили совместимые изделия.
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел. Допуск – это диапазон отклонения от номинального размера. Поле допуска обозначают либо одной, либо двумя буквами основного отклонения и номером квалитета.
Посадка состоит из допуска на наружной, охватываемой поверхности, допуска на внутреннюю поверхность, и определяется величиной зазора или натяга. Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Обозначения размеров
Величина детали обозначается соответствующими числами и линиями со стрелками на концах. Линии размеров непрерывны и располагаются параллельно за пределами контура детали.
Единицы измерения на чертежах не обозначаются, по умолчанию всё указывают в миллиметрах.
Выносные элементы
Бывают случаи, когда удобнее вынести и увеличить часть детали за пределы основного контура. По сути, это самые сложные участки рассматриваемого изделия. Обычно так поступают с деталями замысловатой формы для экономии места на чертеже.
Комплексную часть обводят либо кругом, либо овалом и подписывают римской цифрой. Выносному элементу этого фрагмента присваивают тот же римский номер в знаменателе, а в числителе указывают его масштаб.
Обозначение материалов в сечениях
Сечение – это изображение фигуры, получившееся после условного её рассечения. Оно показывает лишь формы детали, не раскрывая остальные сегменты, что располагаются за ним.
Сечения бывают вынесенными или наложенными. Первые отображаются за пределами формы предмета, вторые прямо на нём.
Контур сечения заполняют косыми сплошными линиями с углом наклона 45 градусов. Линии должны располагаться в одну и ту же сторону на всех сечениях для одной детали, учитывая и материал изделия.
Могут быть расположены в любом месте на чертеже, под произвольным углом, но в этом случае с добавлением в надписи слова «повёрнуто» над сечением.
Условные обозначения на чертежах технологической документации
На чертежах используют условные обозначения, установленные государственными стандартами. Это основы, в них описываются правила оформления знаков, букв, цифр, линий и так далее.
Обычно их на чертеже не разъясняют, за исключением обозначений, в которых необходимо указать номер стандарта. Всё-таки с ГОСТами необходимо ознакомиться для выполнения и распознавания чертежей или схем.
Это как раз тот случай, когда просто прочесть учебник по черчению недостаточно. Лучше всего пройти специализированные курсы или обучиться инженерным специальностям или другим профессиям, относящимся к производству или к строительству.
Умение читать технологическую документацию необходимо как инженеру, так и рядовому токарю.
В целом, машиностроение и другие отрасли используют ряд основных обозначений:
-
Буквенные, отражающие условные величины, например, радиус, шаг резьбы и многое другое.
-
Цифровые, выражающие значения размеров, величину угла и т. п.
-
Буквенно-цифровые, встречаются в основном в электрических схемах.
-
Графические – это базовые элементы технического рисунка. Ими отображают как структуру детали, материал изделия, так и её конструкцию (дверной или оконный проём и т. п.).
Все это необходимо для корректной подачи минимума информации на листе и последующего его верного прочтения.
Порядок чтения чертежей для начинающих
Помимо чертежей, также широко используется эскиз – это не технический чертёж. Это набросок предмета в произвольном масштабе, для изготовления которого не применяют чертёжные инструменты, и он не сопровождается надписями и размерами. Какие-либо знаки на нём и рядом с ним также не ставятся. Качество эскиза зависит от того, насколько он приближен к чертежу.
Чтение чертежа – это представление на двумерной плоской поверхности по изображениям объёмной формы предмета и его размеров и содержащее прочие сведения.
Но как научиться читать чертежи правильно? Существуют ли какие-нибудь простые, общие принципы для этого?
Чтение происходит в следующем порядке:
-
читается основная надпись чертежа;
-
определяется главный вид;
-
анализируются виды и мысленно объединяются в единое целое;
-
определяются размеры детали и её компонентов.
Пример чтения чертежа детали
Основная надпись говорит о том, что на данном техническом рисунке изображено резьбовое соединение, в частности, скрепление болтом. Также на ней указан код документа и индекс изделия. Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Главный вид представлен с наложенным сечением скрепляемых деталей. Соединение показано двумя проекциями. Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Заключение
Машиностроительные чертежи — это непростые документы и не всегда можно их с ходу прочесть, но зато они могут передавать большие объёмы информации об искомых изделиях. Порой даже опытные инженеры не стесняются заглянуть в учебники или в государственные стандарты, чтобы правильно передать или понять смысл технического рисунка и сделать нужное обозначение для данной детали.
Как научиться работать сваркой самостоятельно
Главная » Статьи » Как научиться работать сваркой самостоятельно
Электросварка для начинающих или как научиться сварке по металлу
Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении дефектов сварных соединений.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии “Электросварка самоучитель”. Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Электросварка своими руками
Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим “заземления” к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода. Пространственные положения сварного шва
После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода. Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы “подгребайте” к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы “подгребайте” к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный). Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 – 15 мм, глубина до 6 мм, длина 10 – 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
- Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
- Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 – 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
- Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению.
Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.

 Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.Сварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва. Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью – остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку. Схема движения электрода при выполнение вертикальных швов
Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории. Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.
К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими видами сварки;
- зависимость качества соединений от квалификации сварщика.

Видеоуроки по электросварке
В Интернете можно найти очень много инструкций, пособий, а также в сети доступны видео уроки электросварки, по основам выполнения данных работ. Ниже будет представлен отзыв на курс “5 уроков по электросварке”:
Посмотрев видео как варить металл электросваркой, вы сможете научиться сварке по металлу, и сделаете первый уверенный шаг в этом сложном и интересном ремесле.
elsvarkin.ru
Как научиться варить электросваркой: советы начинающим
Оглавление: Как научиться варить электросваркой: меры предосторожности Как варить металл электросваркой: учимся зажигать и держать дугу Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
Как самому научиться варить электросваркой фото
 Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
 Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.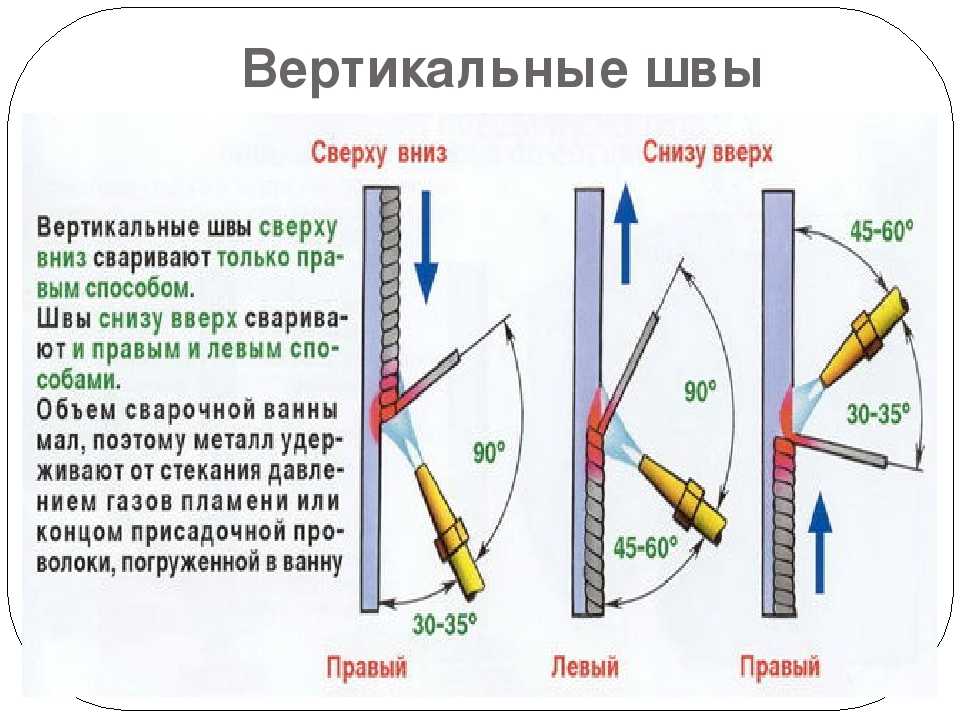
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
 Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
stroisovety.org
Электросварка — как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
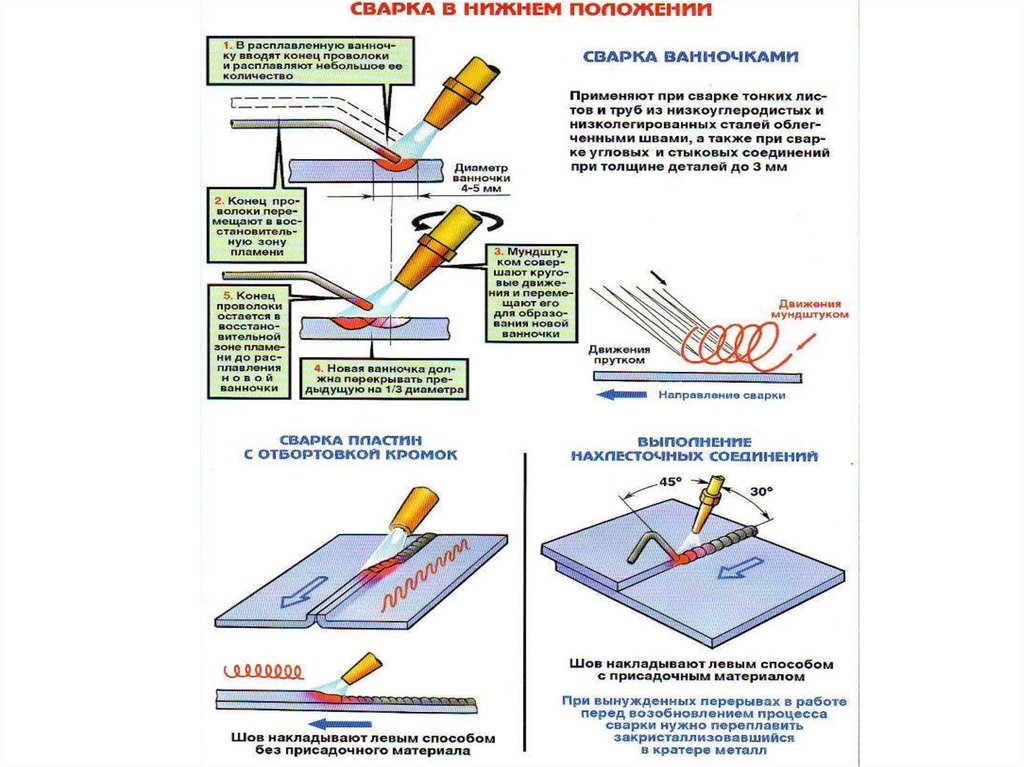
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.

К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.

Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.

Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.

Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).

На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
0,00, (оценок: 0) Загрузка. ..
..
househill.ru
Как прожечь дырку электродом в толстом металле
Содержание
- Как правильно резать металл электродом
- Как сделать отверстие
- Добавить комментарий Отменить ответ
- Для резки металла
- Сварочный ток. Положение электрода. Резка металла сваркой
- Сварочный ток
- Резка металла сваркой, сварочным аппаратом, прожиг
- Положение электрода при сварке. Электрододержатель, держак
- резать металл электросваркой
- Очередь просмотра
- Очередь
- YouTube Premium
- Хотите сохраните это видео?
- Пожаловаться на видео?
- Понравилось?
- Не понравилось?
- Текст видео
Основное назначение любого сварочного аппарата – это сварка металла. Но есть и второстепенные операции, которые можно выполнять с его помощью. В промышленных условиях мощные источники питания используются для строжки (для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь). В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Но есть и второстепенные операции, которые можно выполнять с его помощью. В промышленных условиях мощные источники питания используются для строжки (для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь). В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Как правильно резать металл электродом
Чтобы получить ровный чистый рез, нужно резать вертикально.
При резке в горизонте, т.е в нижнем положении образуется грат, свисающий вниз. Если хотите получить аккуратное отверстие, ток нужно ставить небольшой, если же правильная геометрия реза не важна – ток нужно ставить по более.
Как сделать отверстие
а) Сталь разогревается и сразу продавливается электродом;
б) Чтобы сделать ровное отверстие, металл нагревается и электрод движется по окружности. Через какое-то время образовавшаяся ванна либо сама упадет, либо ее нужно будет немного подтолкнуть.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
- Сварочный трансформатор PATRIOT 200AC 102,00 ₽
- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
Каждый начинающий, да и опытный сварщик во время сварки прожигал металл. Это происходит или из-за большого тока, или из-за очень тонкого листа, или из-за того и другого. Резка металла осуществляется с применением этого свойства. Удобнее всего разрезать лист или изделие, используя ручную дуговую сварку, то есть электрод.
Электросваркой, конечно же, так не разрежешь металл, как плазмой, лазером или болгаркой, но всё же такая резка существует и применяется достаточно широко.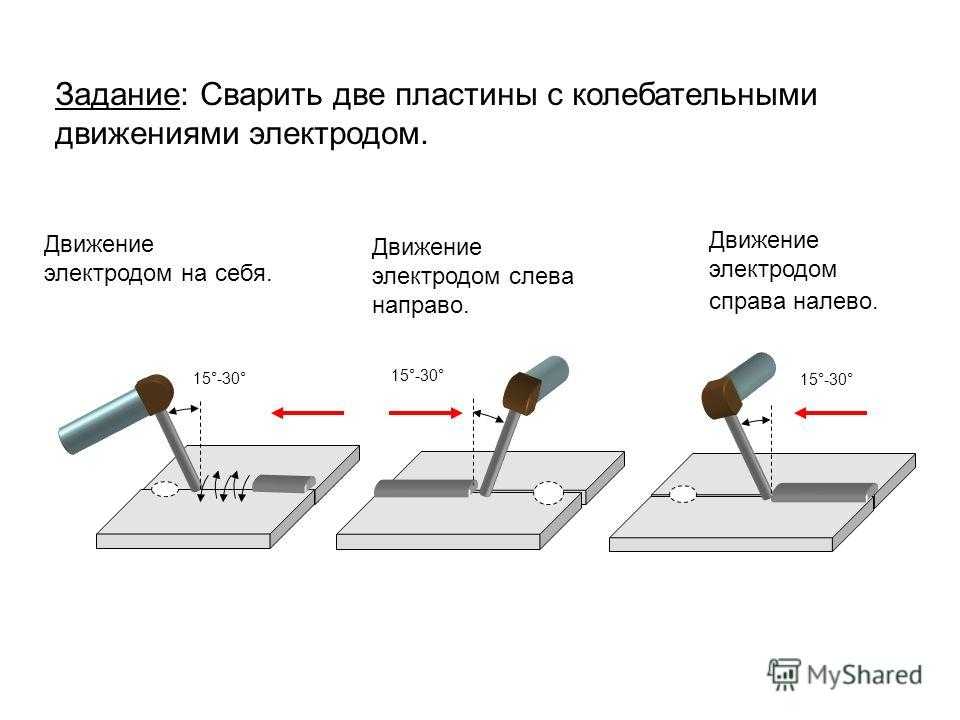 В основном она применяется там, где не требуется слишком точная резка металла. Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока. При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
В основном она применяется там, где не требуется слишком точная резка металла. Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока. При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
Резка тонкого и толстого листа происходит немного по-разному. При резке тонкого металла прибавляется ток, больше примерно в два раза обычного. Электрод должен быть поближе к заготовке и углубляться в разрез. Происходит как бы сдувка лишнего металла сваркой. Такое получится у каждого. Но для того, чтобы края реза были относительно ровными, необходима практика. Почти также режется толстый лист. Ток прибавляется в зависимости от толщины, которую вы хотите прорезать. При резке вам необходимо будет продувать большую толщину. Для этого вам будет необходимо углублять электрод в расплавленный металл, выталкивая его наружу до тех пор, пока не будет видно, что он разрезан насквозь.
При резке металла электросваркой обычно применяют старые, не нужные электроды необходимого диаметра. Если вы режете тонкий металл, то вам вполне подойдёт электрод диаметром 3 мм или тройка, а для более толстого листа требуется четвёрка или пятёрка.
Большой популярностью пользуются услуги плазменной резки различных металлов, а также их сплавов. Плазменный раскрой предоставляет возможность легко справляться с нержавеющей, углеродистой и высоколегированной сталью. Также часто принимаются заказы на плазменную резку титана, алюминия, латуни, меди, бронзы, чугуна и изделий, которые сочетают несколько видов сплавов. Превосходное качество и быстрое выполнение заказа гарантируется многими компаниями, осуществляющие подобные услуги. Также оказываются услуги по металлообработке, и по чертежам заказчика производится широкий спектр металлических изделий при наличии необходимого оборудования и штата мастеров, квалификация которых в сжатые сроки позволяет выполнять заказы на самом высоком уровне качества.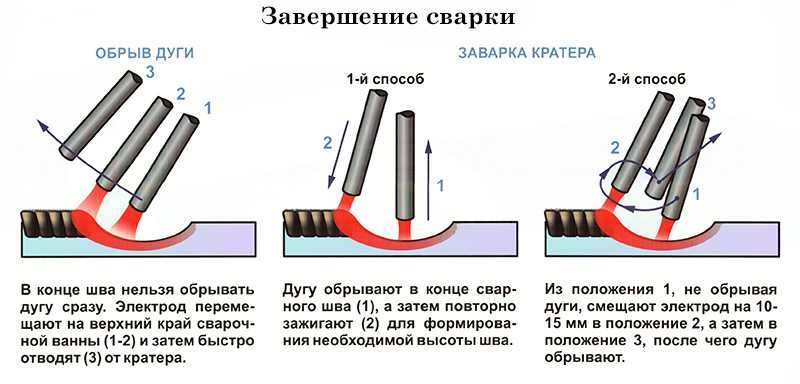
При изготовлении или ремонте металлических изделий часто необходимо резать металл. В зависимости от конструкции и толщины деталей можно применять разные способы, но одним из универсальных считается метод воздушно-дуговой резки, основанный на использовании обыкновенного сварочного оборудования.
Для этого требуется только превысить величину сварочного тока, а вместо образования сварочной ванны и шва прожечь отверстие за счет интенсивного расплавления металлов электрода с деталью.
Для резки металла
В дальнейшем, оперируя положением электрода, можно успешно резать сталь. Расплавленный металл с места реза удаляется давлением дуги и собственным весом. Иногда его дополнительно выдувают потоком воздуха.
Таким способом, превышая до 30% сварочный ток и используя обыкновенные электроды для сварки, можно разрезать металлические детали. Правда, качество полученных стенок будет низким, а кромки получатся оплавленными, покрытыми шлаком. Для дальнейшего использования их придется обрабатывать механическими инструментами.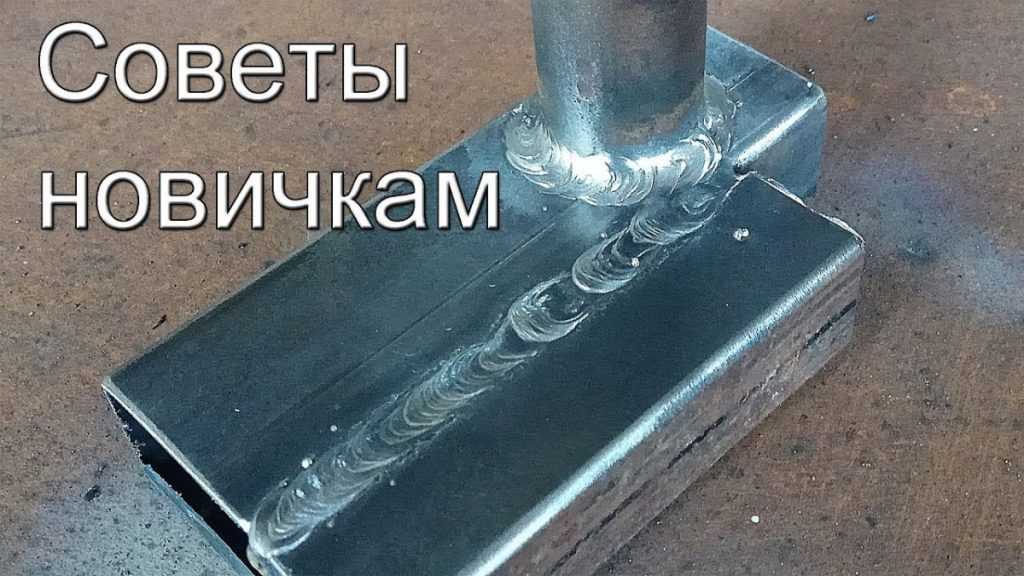 Но во многих случаях это просто не требуется.
Но во многих случаях это просто не требуется.
Методом дуговой резки можно пользоваться при размещении детали в разных плоскостях. Это удобно при выполнении монтажных и ремонтных работ.
Если требуется улучшить условия вытекания металла из места разреза, то после ориентации положения детали в пространстве используют второй сварочный кабель для создания магнитного поля, отклоняющего положение дуги. Дополнительный кабель крепят сверху около начала реза.
Разрезать таким способом детали удобно от кромки или прорезанного отверстия. Угол наклона электрода подбирается в зависимости от толщины подвергаемого резке металла. Тонкие листы удобно обрабатывать при прямом угле наклона, а для толстых деталей подходят острые углы.
Если расположить электрод под острым углом до 20 градусов, то можно выплавлять канавки в металле. Для этого перемещают погруженный в металл конец электрода и создают небольшие колебания в вертикальном направлении. Варьируя скоростью передвижения дуги с углом наклона, можно выбрать глубину канавки. Вполне допустимо для ее увеличения делать несколько проходов.
Вполне допустимо для ее увеличения делать несколько проходов.
При необходимости прожигания круглых отверстий электрод располагают под прямым углом к поверхности и создают дугу максимальной длины. Если требуется увеличить размеры отверстия, то отступают от его края и круговыми движениями расширяют прорезь.
Обычные электроды при подобной работе очень быстро сгорают. Поэтому для продолжительного использования выпускаются специальные электроды для резки металла, позволяющие более качественно прорезать чугуны, стали всех марок и цветные металлы. Универсальными качествами, популярностью обладают марки ОЗР-1 и ОЗР-2. Их эксплуатационные возможности оценены многими специалистами.
Разрезать металл дуговой сваркой можно различными электродами, каждый сварщик самостоятельно выбирает наиболее подходящие ему марки. Но специально изготовленные и проверенные электроды всегда есть в запасе у хорошего мастера для качественного выполнения ответственных работ.
Сварочный ток. Положение электрода.
 Резка металла сваркой
Резка металла сваркойОптимальные сварочный ток и положение электрода. Резка сваркой. (10+)
Самоучитель начинающего сварщика — Сварочный ток. Положение электрода. Резка металла сваркой
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем — что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что — и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.
резать металл электросваркой
Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
(читать дальше…) :: (в начало статьи)
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!
Задать вопрос. Обсуждение статьи. [4] сообщений.
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызывает …’ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ…
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ…
Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ…
Неточность в полярности: прямая полярность деталь ‘+’ электрод ‘-‘, обратная полярность соответственно деталь ‘-‘ электрод ‘+’ Читать ответ…
Сварил каркас для дверного полотна, размер 2,2х1,2 (м). Как правильно приварить лист (толщина 2мм), чтобы его не ‘потянуло’. Читать ответ…
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, …
Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда…
Садовая скамейка своими руками на дачном участке…
Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче…
Столбы забора, ограды своими руками. Поставить, установить, вкопать са…
Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж…
Как устранить течь в системе отопления, отопительном котле….
Что делать с небольшой протечкой в системе отопления?…
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, …
Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово…
Неисправности инфракрасных (ИК) пультов дистанционного управления (ДУ)…
Пульт дистанционного управления начал барахлить, перестал работать, сломался. Пе…
Самодельная термосумка с аккумулятором холода (охлаждающим элементом)…
Как изготовить сумку-холодильник и охлаждающие элементы к ней своими руками…
Заземление ноутбука или телевизора, чтобы не бил электричеством….
Как заземлить бытовой прибор в пластмассовом корпусе: ноутбук, телевизор и други…
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Выполните вход, чтобы сообщить о неприемлемом контенте.
Понравилось?
Не понравилось?
Текст видео
Моя страница VK: https://vk.com/svarkaptz
Моя сварочная маска из Китая: http://ali.pub/2i5npx
Сварочная маска с оптическим классом 1.1.1.1 из Китая: http://ali.pub/34qtij
Петличка (микрофон): http://ali.pub/2t9oty
Если вы хотите поддержать меня и мой канал, то:
— Подпишитесь на мой канал,
— Поставьте лайк,
— Напишите комментарий,
— Расскажите об этом видео своим друзьям!
И чтобы не пропустить новые видео, поставьте колокольчик для оповещения!
Всем привет! В этом видео я покажу вам как вырезать отвестие электродом так, чтобы внутрь трубы не попал ни металл, ни шлак! Думаете это невозможно, тогда смотрите внимательно)))
Рабочая программа «МДК.01.01 Технология сварочных работ»
Министерство образования и науки Челябинской области
государственное бюджетное профессиональное образовательное учреждение
«Каслинский промышленно – гуманитарный техникум»
Верхнеуфалейский филиал
РАБОЧАЯ ПРОГРАММА
ПМ. 01. Подготовка и осуществление технологических
01. Подготовка и осуществление технологических
процессов изготовления сварных конструкций
МДК.01.01. Технология сварочных работ
по специальности 22.02.06 Сварочное производство
г.В.Уфалей 2018 — 2019гг
СОГЛАСОВАНО на заседании предметно-цикловой комисии Протокол № ____ от «___» ___________ 2018 г. Председатель ПЦК: _________ З. А. Дмитриева | УТВЕРЖДАЮ: Зам.директора по учебной работе ГБПОУ «КПГТ» _____________ Н.Н. Ефанова
|

Программа СПО подготовки квалифицированных рабочих, служащих разработана на основе Федерального государственного образовательного стандарта (ФГОС) среднего профессионального образования (СПО), по специальности 22.02.06 Сварочное производство , утвержденного приказом Министерства образования и науки Российской Федерации № 701 от 2 августа 2013 года, зарегистрированного Министерством юстиции (№ 29498 от 20 августа 2013 года) – в редакции от 09.04.2015 г. № 389.
Организация — разработчик: Верхнеуфалейский филиал ГБПОУ «КПГТ»
Разработчик: |
|
|
Преподаватель 1 категории |
| С. |
 П. Хаев
П. Хаев
СОДЕРЖАНИЕ
стр.
4
| |
2. результаты освоения междисциплинарного курса
| 6 |
| 7 |
4 условия реализации программы междисциплинарного курса | 18 |
5.
| 21 |
 Контроль
и оценка результатов освоения междисциплинарного курса (вида профессиональной
деятельности)
Контроль
и оценка результатов освоения междисциплинарного курса (вида профессиональной
деятельности)
1. паспорт ПРОГРАММЫ междисциплинарного курса
Технология сварочных работ
1.1. Область применения программы
Рабочая программа МДК.01.01 Технология сварочных работ – является частью основной профессиональной образовательной программы в соответствии с ФГОС по специальности СПО 22.02.06 Сварочное производство в части освоения основного вида профессиональной деятельности (ВПД): подготовка и осуществление технологических процессов изготовления сварных конструкций и соответствующих профессиональных компетенций (ПК):
1. Применять различные методы, способы и
приемы сборки и сварки конструкций с эксплуатационными свойствами.
2. Выполнять техническую подготовку производства сварных конструкций.
3. Выбирать оборудование, приспособления и инструменты для обеспечения производства сварных соединений с заданными свойствами.
4. Хранить и использовать сварочную аппаратуру и инструменты в ходе производственного процесса.
Рабочая программа МДК.01.01 Технология сварочных работ может быть использована в дополнительном профессиональном образовании (в программах повышения квалификации и переподготовки), в профессиональной подготовке работников в области производства металлоконструкций при наличии среднего (полного) общего образования.
1.2. Цели и задачи модуля – требования к результатам освоения модуля
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся в ходе освоения МДК.01.01 Технология сварочных работ должен:
иметь практический опыт:
применения различных методов, способов и приёмов сборки и сварки конструкций с эксплуатационными свойствами;
технической подготовки производства сварных конструкций;
выбора оборудования, приспособлений и инструментов для обеспечения производства сварных соединений с заданными свойствами;
хранения и использования сварочной аппаратуры и инструментов в ходе производственного процесса;
уметь:
организовать рабочее место сварщика;
выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала;
использовать типовые методики выбора параметров сварочных технологических процессов;
применять методы, устанавливать режимы сварки;
рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции;
читать рабочие чертежи сварных конструкций;
знать:
виды сварочных участков;
виды сварочного оборудования, устройство и правила эксплуатации; источники питания;
оборудование сварочных постов;
технологический процесс подготовки деталей под сборку и сварку;
основы технологии сварки и производства сварных конструкций;
методику расчётов режимов ручных и механизированных способов сварки;
основные технологические приёмы сварки и наплавки сталей, чугунов и цветных металлов;
технологию изготовления сварных конструкций различного класса;
технику безопасности проведения сварочных работ и меры экологической защиты
окружающей среды.
1.3. Количество часов на освоение программы:
максимальной учебной нагрузки обучающегося- 576 в том числе:
самостоятельная работа – 192 часа,
всего – 384 часа,
лабораторные и практические занятия – 160 часов,
курсовая работа – 20 часов.
Результатом освоения программы МДК.01.01. Технология сварочных работ является овладение обучающимися видом профессиональной деятельности подготовка и осуществления технологических процессов изготовления сварных конструкций, в том числе профессиональными (ПК) и общими (ОК) компетенциями:
Код | Наименование результата обучения |
ПК 1.1 | Применять различные методы, способы и приемы сборки и сварки конструкций с эксплуатационными свойствами |
ПК 1. | Выполнять техническую подготовку производства сварных конструкций |
ПК 1.3 | Выбирать оборудование, приспособления и инструменты для обеспечения производства сварных соединений с заданными свойствами |
ПК 1.4 | Хранить и использовать сварочную аппаратуру и инструменты в ходе производственного процесса |
ОК 1 | Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
ОК 2 | Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество |
ОК 3 | Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность |
ОК 4 | Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития |
ОК 5 | Использовать информационно-коммуникационные технологии в профессиональной деятельности |
ОК 6 | Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями |
ОК 7 | Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий |
ОК 8 | Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации |
ОК 9 | Ориентироваться в условиях частой смены технологий в профессиональной деятельности |
ОК 10 | Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей) |
 2
2
3. СТРУКТУРА И СОДЕРЖАНИЕ МЕЖДИСЦИПЛИНАРНОГО КУРСА
СТРУКТУРА И СОДЕРЖАНИЕ МЕЖДИСЦИПЛИНАРНОГО КУРСА
3.1. Объем учебной дисциплины и виды учебной работы
Вид учебной работы | Объем часов |
Максимальная учебная нагрузка (всего) | 576 |
Обязательная аудиторная учебная нагрузка (всего) | 384 |
в том числе: |
|
Лабораторно-практические занятия | 160 |
Контрольные работы | — |
Курсовая работа | 20 |
Самостоятельная работа обучающегося (всего) | 192 |
в том числе: |
|
самостоятельная работа над курсовой работой (проектом) | — |
внеаудиторная самостоятельная работа
(реферат, расчетно-графическая работа, конспектирование и т. | 192 |
Итоговая аттестация — экзамен | |
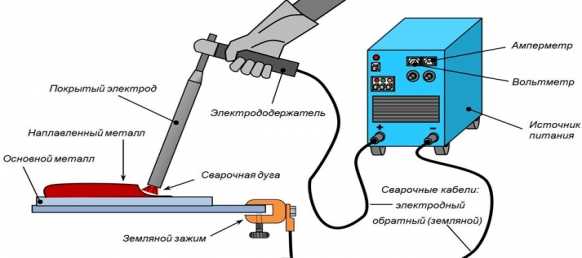 п.).
п.).
3.2. Тематический план МДК.01.01 Технология сварочных работ
Наименование разделов профессионального модуля (ПМ), междисциплинарных курсов (МДК) и тем | Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовая работ (проект) | Объем часов | Уровень освоения | ||
МДК 01. |
| 576 |
| ||
Тема 1.1 Сварочные материалы
| Содержание | 22 | |||
1 | Сварочная
проволока. Диаметры. Маркировка. Характеристика. Неплавящиеся электроды их характеристика и маркировка | 2 | |||
2 | Металлические плавящиеся электроды для ручной дуговой сварки и наплавки Электроды для сварки конструкционных сталей: характеристика и область применения. Электроды для сварки чугуна, их характеристика и область применения. Электроды для сварки высоколегированных сталей, их характеристика и область применения. Электроды для сварки сплавов меди, алюминия, их характеристика и область применении | 2 | |||
3 | Газы, применяемые при электродуговой и газовой сварке и резке металлов Свойства газов, способы получения газов, их
транспортировка и хранение. | 2 | |||
4 | Флюсы, применяемые при электродуговой и газовой сварки Классификация сварочных флюсов, характеристика и область применения | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Расшифровка паспортных данных на электроды | ||||
2 | Определение диаметров и марок сварочной проволоки | ||||
3 | Определение марки неплавящихся электродов | ||||
4 | Классификация газов (РДС и газовая сварка) | ||||
5 | Составить схему сварочного поста газовой сварки | ||||
6 | Выбор марок флюсов для разных режимов сварки | ||||
7 | Порядок заполнения наряда допуска для газовой сварки и РДС | ||||
Самостоятельная работа Ответы на
контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада. Составление технологических карт. Подготовка сообщения: «Выбор сварочных материалов для меди» | 15 |
| |||
Тема 1.2 Сварные швы | Содержание | 16 |
| ||
1 | Основные понятия и определения Стандарты на основные типы и конструктивные
элементы подготовок кромок под сварку. Типовой технологический процесс
получения и подготовки заготовок под сварку. | 2 | |||
2 | Расход сварочных материалов Определение площади поперечного сечения различных видов сварных соединений. Определение потребности сварочных материалов, для стыковых и угловых соединений. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Определение площади поперечного сечения шва | ||||
2 | Определение потребности сварочных материалов | ||||
3 | Выбор типа и марки электродов | ||||
4 | Составить типовой технологический процесс
получения заготовок для сварной конструкции типа рама. | ||||
5 | Составить типовой технологический процесс получения заготовок для сварной конструкции типа короб. | ||||
6 | Составить эскизы разделок кромок для заданных заготовок | ||||
7 | По выданным чертежам проставить условные обозначения швов. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Технологические особенности сварки двухслойных сталей». Составление технологических карт. Подготовка сообщения | 15 | ||||
Тема 1. | Содержание | 20 | |||
1 | Режимы ручной дуговой сварки Основные способы определения параметров режима сварки. Влияние параметров режима сварки на геометрические размеры сварного шва. Расчет режимов сварки при выполнении вертикальных, горизонтальных и потолочных швов. Особенности сварочной дуги на переменном токе. Особенности сварочной дуги на постоянном токе. Тепловые процессы при дуговой сварке. Формирование сварочной ванны. Основы металлургических процессов при дуговой сварке. Кристаллизация сварочной ванны, образование трещин и газовых пор в металле шва. Напряжения и деформация при сварке. | 2 | |||
2
| Способы выполнения сварных швов Техника выполнения сварных швов во всех пространственных
положениях Техника ведения многослойной сварки. | 2 | |||
Лабораторно-практические занятия | 14
|
| |||
1 | Определение параметров режима сварки и их влияние на геометрические размеры сварного шва | ||||
2 | Расчет режимов сварки при выполнении вертикальных, горизонтальных и потолочных швов. | ||||
3 | Определение режимов сварки практическим путем | ||||
4 | Проведение визуального контроля сварных
швов. | ||||
5 | Нарисовать схему (строение) сварочной дуги | ||||
6 | Описать причины отклонения сварочной дуги и методы иго предотвращения. | ||||
7 | Построить графики вольтамперной характеристики дуги. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада. Составление технологических карт. Подготовка сообщения: «Перспективные способы сварки титана». | 15 | ||||
Тема 1. | Содержание | 12 | |||
1 | Основные понятия и определения Понятие о свариваемости металлов. Оценка свариваемости металлов. Обозначение и маркировка марок сталей. Группы свариваемости. Эквивалент углерода. Технология сварки низкоуглеродистых сталей. Технология сварки среднеуглеродистых сталей. Технология сварки высокоуглеродистых | 2 | |||
2
| Способы сварки углеродистых сталей Особенности применения различных способов сварки, их достоинства и недостатки. | 2 | |||
Лабораторно-практические занятия | 10 |
| |||
1 | Выбор способа сварки углеродистых сталей РД | ||||
2 | Расшифровать марки сталей и распределить их по группам свариваемости | ||||
3 | Описать технология сварки углеродистой стали У10А | ||||
4 | Описать технологию сварки низкоуглеродистой легированной стали 08ХВГ | ||||
5 | Описать влияние углерода на качество шва. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Низкоуглеродистые стали: характеристика и область применения». Составление технологических карт. Подготовка сообщения. | 15 | ||||
Тема 1.5 Технология сварки легированных сталей | Содержание | 18 | |||
1 | Способы сварки легированных сталей Характеристика
легированных сталей по свариваемости. Технология сварки низколегированных
конструкционных сталей, теплоустойчивых и среднеуглеродистых легированных
сталей. | 2 | |||
2 | Способы сварки высоколегированных сталей Металлургические особенности сварки высоколегированных сталей. Горячие и холодные трещины при сварке. Технология сварки сталей аустенитного класса, ее основные этапы. Способы и техника сварки, выбор сварочных материалов. Особенности ручной дуговой и механизированной сварки высоколегированных сталей. Особенности расчета режима сварки высоколегированных сталей | 2 | |||
3
| Технология сварки разнородных и двухслойных сталей Диффузионные
процессы при сварке разнородных сталей и их последствия. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Выбор способа сварки разнородных и двухслойных сталей | ||||
2 | Выбор сварочных материалов для сварки разнородных и двухслойных сталей | ||||
3 | Стандарты на конструктивные элементы, размеры швов сварных соединений при сварке двухслойных сталей | ||||
4 | Распределить указанные марки сталей по
группам (низкоуглеродистые, углеродистые, легированные, высоколегированные) и
выбрать режимы сварки. | ||||
5 | Построить схему диаграммы железо- углерод с выделением области аустенитной стали. | ||||
6 | Определить способ сварки для разнородных сталей заготовок сталь 45 и ХВГ | ||||
7 | Выбор марки электрода для сварки двухслойной стали. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Легированные стали: характеристики и область применения» Составление технологических карт. Подготовка сообщения: «Высоколегированные стали: характеристика и область применния» | 15 | ||||
Тема 1. | Содержание | 14 | |||
1 | Классификация и характеристика способов наплавки Назначение наплавки. Сущность различных способов наплавки. Материалы для наплавки. Выбор материалов для наплавки в зависимости от эксплуатационных характеристик наплавляемого слоя. Особенности техники наплавки различных поверхностей. Режимы наплавки. Типовой технологический процесс наплавки вала. Контроль наплавленного слоя. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Определение техники и технологии наплавки
для восстановления размеров изношенных деталей и технологической наплавки. | ||||
2 | Выбор материалов для наплавки в зависимости от эксплуатационных характеристик наплавляемого слоя. | ||||
3 | Нарисовать схему наплавки вала с использованием оборудования (ток. Станка) | ||||
4 | Нарисовать схему наплавки вала в приспособлении (призма) | ||||
5 | Выбор электрода для наплавки. | ||||
6 | Составить типовой технологический процесс наплавки детали | ||||
7 | Выбор оборудования и установление режимов наплавки | ||||
Самостоятельная работа Ответы на
контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада. Составление технологических карт. Подготовка сообщения: «Особенности техники наплавки различных поверхностей». | 15 | ||||
Тема 1.7 Сварка чугуна | Содержание | 10 | |||
1 | Особенности дуговой сварки чугуна Структурные превращения чугуна в диаграмме
железо – углерод. Структурные превращения чугуна при сварке. Особенности
сварки серого чугуна. Особенности сварки белого и ковкого чугуна. Выбор способа
сварки чугуна. Выбор материалов для различных способов сварки. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Выбор способа и материалов для сварки чугуна. | ||||
2 | Заварка дефектных участков чугунных изделий различными способами. | ||||
3 | Составить технологический процесс сварки СЧ | ||||
4 | Расшифровать марки чугунов, выбрать режимы сварки и типы электродов | ||||
5 | Описать особенности сварки чугуна при низкой
температуре. | ||||
6 | Описать технологию наплавки раковин у чугунного литья | ||||
7 | Определить технологию и схему подготовки кромок под сварку трещин чугунного литья | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Особенности сварки чугуна». Составление технологических карт. Подготовка сообщения. | 14 | ||||
Тема 1.8 Сварка цветных металлов и сплавов | Содержание | 24 | |||
1 | Сварка алюминия и его сплавов Характеристика
алюминиевых сплавов с точки зрения их свариваемости. | 2 | |||
2 | Сварка титана и его сплавов Трудности при сварке титана. Характеристика основных способов сварки титана. Подготовка к сварке. Особенности сборки под сварку. Основные сварочные материалы, их характеристика и условные обозначения. Защитные камеры, применяемые при сварке титана. Перспективные способы сварки титана | 2 | |||
3 | Сварка меди, никеля и их сплавов Основные трудности при сварке. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Выбор способа сварки для цветных металлов и их сплавов | ||||
2 | Выбор сварочных материалов для сварки цветных металлов и их сплавов | ||||
3 | Определение параметров режима сварки при разных способах сварки цветных металлов и их сплавов | ||||
4 | Составить технологию сварки алюминиевых сплавов | ||||
5 | Составить технологию сварки титана | ||||
6 | Составить технологию сварки меди | ||||
7 | Составить технологию сварки никеля | ||||
Самостоятельная работа Ответы на
контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Подготовка алюминия к сварке»; «Импульсно-дуговая сварка алюминия, преимущества и недостатки». Составление технологических карт. Подготовка сообщения. | 15 | ||||
Тема 1.9 Электрическая резка металлов | Содержание | 28 | |||
1 | Дуговая и воздушно-дуговая резка металлов Особенности технологии резки и поверхностной строжки. Режимы резки и применяемые материалы. | 2 | |||
2 | Подводная резка металлов Особенности
горения дуги под водой. | 2 | |||
3 | Плазменная резка металлов Способы получения плазменной струи для резки. Сущность, назначение, область применения плазменной, микроплазменной резки. Основные параметры режимов. Режимы резки и их влияние на качество изделий | 2 | |||
4 | Электронно-лучевая и лазерная резка Сущность, назначение и область применения электронно-лучевой и лазерной резки. Основные направления развития электронно-лучевой и лазерной резки. Альтернативные способы резки материалов (гидроабразивная резка). | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Выбор режимов и материалов для выполнения воздушно-дуговой резки металлов | ||||
2 | Определение параметров режимов плазменной сварки и резки металлов | ||||
3 | Анализ особенностей установок для плазменной резки | ||||
4 | Выбор оборудования для воздушно дуговой резки металлов | ||||
5 | Нарисовать схему сварочного поста для воздушно-дуговой резки металлов | ||||
6 | Описать настройку оборудования для воздушно-дуговой резки металлов | ||||
7 | Предохранительные устройства при воздушно-дуговой резки металлов | ||||
Самостоятельная работа Ответы на
контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада. Составление технологических карт. Подготовка сообщения: «Область применения плазменной, микроплазменной сварки и плазменной резки». | 15 | ||||
Тема 1.10 Технология газовой сварки | Содержание | 22 | |||
1 | Основные сведения о технологии газовой сварки Виды сварочного пламени. Режимы газовой сварки. Левый, правый способы сварки. Способы сварки во всех пространственных положениях. Особенности технологии газовой сварки | 2 | |||
2 | Газопламенная сварка углеродистых сталей, легированных сталей Режимы
газопламенной сварки. | 2 | |||
3 | Газопламенная сварка цветных металлов и их сплавов Особенности сварки цветных металлов и их сплавов. Выбор инструментов и мощности пламени. Режимы и технология сварки цветных металлов и их сплавов. Техника выполнения газовой сварки цветных металлов (алюминия, меди и их сплавов) | 2 | |||
4 | Газопламенная сварка чугуна Виды сварочных работ по чугуну. Сварочные материалы. Режимы и технология сварки. Способы ведения сварки | 2 | |||
5 | Газопламенная сварка пластмасс Основные
определения пластмасс. | 2 | |||
Лабораторно-практические занятия | 14 |
| |||
1 | Выбор инструмента для газовой сварки и определение мощности пламени. Выбор способа сварки | ||||
2 | Выбор вспомогательных материалов при газовой сварке | ||||
3 | Выполнение газопламенной сварки пластмасс | ||||
4 | Описать свойства газов применяемых при
газовой сварке. | ||||
5 | Нарисовать схему ацетиленового генератора | ||||
6 | Нарисовать схему сварочного поста для газовой сварки | ||||
7 | Составить типовой технологический процесс газовой сварки нержавейки | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Способы газовой сварки легированных сталей с увеличенным содержанием никеля» Составление технологических карт курсового пректа Подготовка сообщения. | 15 | ||||
Тема 1. | Содержание | 20 | |||
1 | Технологии газокислородной резки Организация рабочего места газокислородной резки. Техника и технология ручной и машинной резки стали. Методы уменьшения деформаций при газокислородной резки | 2 | |||
2 | Специальные виды газокислородной резки Поверхностная
резка металла: назначение и область применения. Кислородно-флюсовая резка.
Сущность процессов и область применения. Особенности технологии резки.
Технико-экономические показатели. Копьевая резка металлов. Сущность процессов
и область применения. Техника копьевой резки. | 2 | |||
Лабораторно-практические занятия | 10 |
| |||
1 | Методы уменьшения деформаций при газокислородной резке | ||||
2 | Анализ особенностей кислородно-флюсовой резки | ||||
3 | Составить технологический процесс газокислородной резки стальных конструкций | ||||
4 | Выбор флюсов для резки чугуна, углеродистой и высоколегированной стали | ||||
5 | Техника безопасности при газокислородной
резке. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Термогазоструйная резка металлов» Составление технологических карт курсового проекта Подготовка сообщения. | 15 | ||||
Тема 1.12 Газопламенная пайка | Содержание | 10 | |||
1 | Пайка металлов и сплавов Виды пайки. Сущность процесса. Флюсы и припои. Технология пайки. Выбор режимов пайки. | 2 | |||
Лабораторно-практические занятия | 8 |
| |||
1 | Выполнение пайки черных металлов | ||||
2 | Выполнение пайки цветных металлов | ||||
3 | Составить технологический процесс пайки стальных пластин | ||||
4 | Составить технологический процесс пайки медных и латунных пластин | ||||
Самостоятельная работа Ответы на
контрольные вопросы. Ответить на вопросы теста. Заполнение таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада. Составление технологических карт. Подготовка сообщения: «Основные направления развития электронно-лучевой и лазерной сварки». | 14 | ||||
Тема 1.13 Газопламенная обработка поверхностей изделий | Содержание | 8 | |||
1 | Газопламенная закалка Закалка углеродистых и легированных деталей. Сущность и особенность процесса. Инструменты для закалки поверхности. Технология закалки | 2 | |||
2 | Металлизация и напыление металлов Сущность процессов, область применения. | 2 | |||
Лабораторно-практические занятия | 6 |
| |||
1 | Выбор инструментов и режимов закалки поверхностей. | ||||
2 | Описать назначение закалки, отпуска и старения стали | ||||
3 | Описать технологию газопламенного напыления стальных конструкций. | ||||
Самостоятельная работа Ответы на контрольные вопросы. Ответить на вопросы теста. Заполнение
таблиц, составление схем. Составление конспекта по теме (из учебника). Подготовка доклада: «Особенности сварки термопластов». Составление технологических карт. Подготовка сообщения. | 14 | ||||
Темы курсовых работ: 1. Технология газовой сварки 2. Технология электрической резки металлов 3. Технология полуавтоматической сварки под флюсом 4. Технология наплавки твердых сплавов 5. Технология сварки трением 6. Технология ручной электродуговой сварки 7. Технология сварки алюминия и его сплавов 8. Технология точечной сварки 9. Контроль качества сварных соединений 10. Сварка при низких температурах 11. Технология автоматической сварки под флюсом 12. Технология сварки в среде защитных газов 13. Технология сварки чугуна 14. 15. Технология контактной сварки 16. Технология газовой резки 17. Технология сварки сосудов — резервуаров 18. Деформация и напряжения при сварке, методы их устранения 19. Технология наплавочных работ 20. Технология сварки в среде углекислого газа 21. Организация сварочного поста 22. Технология сборки и сварки цистерн 23. Технологические особенности сварки металлов и сплавов 24. Технология алюминотермитной сварки 25. Источники питания сварочной дуги 26.Разработка технологического процесса изготовления балки 27.Разработка технологического процесса изготовления колонны 28.Разработка технологического процесса изготовления фермы 29.Разработка технологического процесса изготовления емкости 30.Разработка технологического процесса сборки и сварки трубопровода 31.Разработка технологического процесса сборки и сварки корпуса 32. |
|
| |||
Всего | 576 |
| |||
МЕЖДИСЦИПЛИНАРНОГО КУРСА
Реализация программы МДК.01.01 Технология сварочных работ проходит в учебном кабинете.
Технические средства обучения:
— мультимедийные средства: персональный компьютер с лицензионным программным обеспечением, сканер, мультимедиапроектор.
Оборудование учебного кабинета и рабочих мест кабинета:
— столы, стулья по количеству обучающихся;
— рабочее место преподавателя;
— комплект учебно-наглядных пособий;
— комплект деталей, инструментов, приспособлений;
— комплект учебно-методической
документации.
Основные источники:
1. Баннов, М.Д. Специальные способы сварки и резки / М.Д. Баннов, В.В. Масаков, Н.П. Плюснина. – М.: Академия, 2018.
2. Виноградов, В.С. Электрическая дуговая сварка / В.С. Виноградов. – М.: Академия, 2017.
3. Галушкина, В.Н. Технология производства сварных конструкций / В.Н. Галушкина. – М.: Academia, 2017.
4. Лупачев, В.Г. Ручная дуговая сварка / В.Г. Лупачев. – Минск: Вышэйшая школа, 2017.
5. Маслов, В.И. Сварочные работы / В.И. Маслов. – М.: Academia, 2018.
6. Милютин, В.С. Источники питания и оборудование для электрической сварки плавлением / В.С Милютин, Р.Ф. Катаев. – М.: Academia, 2017.
7. Овчинников, В.В. Оборудование, техника и технология сварки и резки металлов / В.В. Овчинников. – М.: КноРус, 2017.
8. Овчинников, В.В. Технология ручной дуговой и плазменной сварки и резки металлов / В.В.
Овчинников. – М.: Academia, 2017.9. Овчинников, В.В. Технология электросварочных и газосварочных работ / В.В. Овчинников. – М.: Academia, 2017.
Дополнительные источники:
1. Алешин, Н.П. Сварка. Резка. Контроль. Справочник в 2-х томах / Н.П. Алешин, Г.Г. Чернышов. – М.: Машиностроение, 2018.
2. Зусин, В.Я. Сварка и наплавка алюминия и его сплавов / В.Я. Зусин, В.А.Серенко. – Мариуполь: Издательство «Рената», 2018.
3. Кононенко, В.Я. Сварка в среде защитных газов плавящимся и неплавящимся электродом / В.Я. Кононенко. – Киев: ТОВ «Ника-Принт», 2017.
4. Корякин-Черняк, С.Л. Справочник сварщика для любителей и не только / С.Л. Корякин-Черняк. – СПб.: Наука и Техника, 2018.
5. Кошкарёв, Б.Т. Теория сварочных процессов: Учебное пособие / Б.Т. Кошкарёв. – Ростов н/Д: Издательский центр ДГТУ, 2017.
6. Левченко, О.Г. Современные средства защиты сварщиков / О.
Г. Левченко, В.А. Метлицкий. – Киев: Екотехнологiя, 2017.7. Полевой, Г.В. Газопламенная обработка металлов. Учебник для студентов учреждений среднего профессионального образования / Г.В. Полевой – М.: Академия, 2016.
8. Чернышов, Г.Г. Основы теории сварки и термической резки металлов / Г.Г. Чернышов. – М.: Academia, 2017.
9. Ручная дуговая сварка. Руководство для начинающих. Электронный учебник. Разработан АНО КЦПК «Персонал» ОАО «ММК». Магнитогорск, 2017.
Результаты (освоенные профессиональные компетенции) | Основные показатели оценки результата | Формы и методы контроля и оценки |
Применять различные методы, способы и приемы сборки и сварки конструкций с эксплуатационными свойствами | Правильное определение рациональных методов, способов и
приемов сборки и сварки конструкции с заданными эксплуатационными свойствами,
верное обоснование выбора технологии сборки и сварки конструкций с заданными
эксплуатационными свойствами в соответствии с ТУ, ГОСТами. | Экспертная оценка выполнения практического задания
|
Выполнять техническую подготовку производства сварных конструкций | Правильное определение методов обработки деталей сварных конструкций, подачи деталей к месту сборки установки детали в сборочном приспособлении, закреплении деталей сварных конструкций с помощью различных приспособлений в соответствии с ТУ. | Экспертная оценка выполнения практического задания
|
Выбирать оборудование, приспособления и инструменты для обеспечения производства сварных соединений с заданными свойствами | Верное обоснование выбора оборудования, приспособлений и инструментов для обеспечения производства сварных соединений с заданными свойствами в соответствии с ТУ | Экспертная оценка выполнения практического задания |
Хранить и использовать сварочную аппаратуру и инструменты в ходе производственного процесса | Правильное выполнение требований по хранению и использованию сварочной аппаратуры и инструментов в ходе производственного процесса в соответствии с ТУ, требованиями охраны труда | Наблюдение за деятельностью обучающихся на учебной и производственной практике |
Формы и методы контроля и оценки
результатов обучения должны позволять проверять у обучающихся не только
сформированность профессиональных компетенций, но и развитие общих компетенций
и обеспечивающих их умений.
Результаты (освоенные общие компетенции) | Основные показатели оценки результата | Формы и методы контроля и оценки |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес | Демонстрация интереса к будущей профессии в процессе освоения образовательной программы, участия в НОУ, олимпиадах профессионального мастерства, фестивалях, конференциях | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество | Обоснование выбора и применения методов и способов решения профессиональных задач в области разработки технологических процессов; Демонстрация эффективности и качества выполнения профессиональных задач | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность | Демонстрация способности принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития | Нахождение и использование информации для эффективного выполнения профессиональных задач, профессионального и личностного развития | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике, внеаудиторной самостоятельной работы |
Использовать информационно-коммуникационные технологии в профессиональной деятельности | Демонстрация умений находить и использовать информацию для решения профессиональных задач
| Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике, внеаудиторной самостоятельной работы |
Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями | Взаимодействие с обучающимися, преподавателями и мастерами в процессе обучения | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий | Проявление ответственности за работу подчиненных, результат выполнения заданий | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации | Планирование обучающимися повышения личностного и квалификационного уровня | Наблюдение и оценка достижений обучающихся на практических занятиях, учебной и производственной практике |
Ориентироваться в условиях частой смены технологий в профессиональной деятельности | Проявление интереса к инновациям в области профессиональной деятельности | Наблюдение и оценка достижений при выполнении работ на лабораторных и практических занятиях, учебной и производственной практик |
Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей) | Демонстрация готовности к исполнению воинской обязанности | Наблюдение на уроках теоретического и производственного обучения, на военных сборах |
10 лучших идей и вдохновения для новичков в области сварки
Сохранено с youtube. com
Сварка электродом: ошибка №1 новичка и как ее исправить
Часто бывает только одна вещь, которая идет не так, и это может быть она… Дуговая сварка в защитном металле (SMAW), также известная как ручная дуговая сварка металлом (MMA) или сварка электродами …
Наконечники для дуговой сварки
Сварка своими руками
Сварка металла
Художественные проекты по сварке
Проекты по металлообработке
Bow and Arrow Diy
Сварка для начинающих
Экранированная металлическая дуговая сварка
Обучение сварки
Дополнительная информация …
Russell Whiter
Рассел Уайт, сэкономивший для сварки
TO MIG WELD ДЛЯ НАЧИНАЮЩИХ
Urchfab Футболки и толстовки: http://urchfab.com/mechandise/Поддержите канал: https://www.patreon.com/urchfabInstagram: https://www.instagram.com /matt_urchf…
Экранированная металлическая дуговая сварка
металлическая сварка
Сварка Art
Сварные ремесла
Сварная сварка
СВОЙСТВЕННЫЙ СЕЗА
TIG WELDIN Сохранено в Garage
Сохранено с baileylineroad. com
СВАРКА МИГ ДЛЯ НАЧИНАЮЩИХ: освойте этот навык и добивайтесь хороших результатов
Посмотрите этот видеоурок и узнайте об основах сварки МИГ. Это одно из десятков видео курса MIG Welding for Beginners
Сварка для чайников
Советы по сварке MIG
Сварка для начинающих
Сварка
Сварные стержни
DIY Сварка
Металлическая сварка
Эд.
. FisherE
Eddie Fisher сохранено в Engineering
Сохранено с m.roadkillcustoms.com
Как сварить склеивание ~ Дуговая сварка в среде защитного металла (SMAW) Основы для начинающих
Вот все, что вам нужно знать, прежде чем приступить к дуговой сварке металлическим электродом в среде защитного газа (SMAW), более известной как дуговая сварка.
Советы по сварочной сварке
Smaw Welding
Сварные видео
Сварные ремесла
Сварка
Металлические рабочие проекты
Metal Working Tools
Сварка
Сварка для начинающих
Дополнительная информация . ..
Сварка для начинающих
. Армандо МальдонадоA
armando maldonado сохранено в Welding
сохранено с сайта millerwelds.com
Советы и методы сварки MIG для начинающих
Слесарь Рон Ковелл рассказывает об основах сварки MIG, в том числе о том, как настроить свой аппарат для начинающих, и передовых методах сварщики.
Париковая сварка
Газовая сварка Mig
Газовая дуговая сварка металлом
Сварочная проволока
Mig Welder
Сварка металлических изделий
Metal Work Projects
Metal Art Welded
Welding For Beginners
Подробнее…
Jesus De La Sierra сохранено в Welding
сохранено с makemoneywelding.com
How To Weld:
Если вы хотите научиться сварке, то вы попали по адресу! Я собираюсь показать вам все, что вам нужно знать, чтобы начать сварку с очень небольшим
Сварочная тележка
Сварные стержни
MIG SWIDVING
СВОЙКА ТАБЛИЦА
СВОЙСТВЕННЫЙ ФЛУК
СВЕТА СВОДА
Металлические рабочие проекты
Сварные проекты
Сварка для начинающих
Дополнительная информация . ..
Connie & Rickey L. Farr Saved to to to To to to to to to to to to сварка
Сохранено с youtube.com
Дуговая сварка для начинающих
Дуговая сварка для начинающих смотреть сейчас! Этот учебник предназначен для предоставления практических советов начинающим дуговым сварщикам. Он был создан с большой помощью и…
Сварные задания
DIY Сварка
Сварные подарки
Сварная конструкция
Сварка Таблица
Рабочая зона
Metal Working
Сварка для начинающих
Типы сварочной. to Welding
Сохранено с youtube.com
Изучите идеальные сварные швы за 10 минут | Безгазовая сварка под флюсом для начинающих. Советы и рекомендации |
Узнайте, как поднять свои базовые навыки сварки на новый уровень с помощью 5 простых способов, которые помогут вам получить более качественные сварные швы менее чем за 10 минут. Я перехожу через …
Советы по сварочной сварке MIG
Сварные работы
Сварная передача
Сварка
Сварное оборудование
DIY Сварка
Металлическая сварка
. …
Джон Мэнсфилд сэкономил на кузовных работах
Сохранено с instructables.com
Проекты по сварке для начинающих
Проекты по сварке для начинающих. Это отличный список проектов по сварке для начинающих, которые можно использовать в качестве справки и вдохновения для вашего следующего проекта по сварке.
Классы сварки
Сварочные работы
Сварка своими руками
Сварка металлов
Сварочные ремесла
Классные проекты сварки
90 Проекты 9002 EasyМеталлические проекты
0003
Welding Ideas
Дополнительная информация…
Мелани Такер сохранено в Welding
Сохранено с instructables.com базовые пошаговые инструкции по сварке малоуглеродистой стали толщиной до 3/8 дюйма. (ПРИМЕЧАНИЕ. Опытный сварщик может сварить более толстый материал с предварительным подогревом, но я бы не советовал этого делать.) Weldi…
Классные сварочные проекты
Сварные ремесла
DIY Сварка
Сварка Таблица
Металлическая сварка
Металлические проекты
DIY Projects
Сварные работы
Типы сварки
Дополнительная информация . ..
Блэкмен Блэкман Сэкономленные навыки сварки
0. Что такое кузнечная сварка? Подробное руководство для начинающих. Изготовление из металла
Кузнечная сварка — это самый старый способ соединения двух кусков металла. Некоторые говорят, что он существует уже почти 4000 лет, начиная с того времени, когда люди научились выплавлять железо из железной руды, что, вероятно, первоначально делали в Турции.
Что такое кузнечная сварка? Кузнечная сварка — это процесс, при котором два куска металла нагреваются и сжимаются вместе, как правило, с помощью молотка. В отличие от большинства современных методов сварки, металлы не сплавляются друг с другом. В наше время кузнечная сварка обычно представляет собой автоматизированный процесс.
Большинство статей о кузнечной сварке, как правило, используют некоторые довольно технические термины, а это означает, что вам нужно прочитать кучу дополнительных книг, чтобы понять, что происходит.
В этой статье я постараюсь сделать ее максимально удобной для неспециалистов. Кузнечная сварка — это очень весело и удивительно интересно.
Содержание
Чем кузнечная сварка отличается от сварки плавлением
Большинство современных видов сварки основаны на плавлении. Другими словами, металл сплавляется в жидкость, чтобы сплавиться по шву. Энергия сосредоточена в строго ограниченной области.
Кузнечная сварка производится, пока оба куска металла еще твердые. Ни в коем случае металл не становится жидкостью. Тепло обычно применяется к очень большой площади, часто ко всей заготовке.
Вместо плавления, когда материалы плавятся в жидкое состояние, твердофазная диффузионная сварка (что происходит при кузнечной сварке) происходит по-другому:
- Нагретый металл становится более пластичным, что в основном означает, что он более ковкий и формуемый. Что-то вроде Play-Doh.
- Приложенное давление (обычно от удара молотком) сжимает молекулы до тех пор, пока они не соединятся в один непрерывный кусок.
Таким образом, нагревая металл, мы позволяем двум частям идеально соединяться друг с другом до тех пор, пока сами атомы не смешаются и не соединятся вместе. Другими словами, диффузный.
Кузнечная сварка обычно выполняется, когда температура металла составляет 60-70% от температуры плавления металла (хотя технически вы можете сделать это при температуре от 50 до 90%). Для стали, как правило, это ярко-желтая температура. Это позволяет металлу пластически деформироваться (позволять формовать себя), чтобы получить контакт, необходимый для диффузии.
Помимо самого процесса, результаты кузнечной сварки также отличаются от того, что вы обычно видите при современной сварке плавлением:
Металл, сваренный кузнечным прессом (при правильном выполнении), непрерывен и однороден. Вы не увидите шва или другого вида соединения при шлифовке или полировке, в отличие от обычной сварки. Если он принимает правильно, он становится одним сплошным куском. Хотя добиться этого хорошего результата легче сказать, чем сделать.
При более традиционных типах сварки вы получаете плавление только в том случае, если сварка выполняется непосредственно, а присадочный материал не совсем совпадает с основным материалом. Он держится только на фактическом валике сварного шва. Сравните это с кузнечной сваркой, где все соединительные поверхности прочно соединены. В зависимости от типа соединения кузнечная сварка может быть значительно прочнее многих других методов.
Следует отметить, однако, что есть несколько других интересных типов сварки, результаты которых могут быть аналогичны кузнечной сварке. Например, 9Сварка трением 0333 — это распространенный способ соединения двух разных типов металла вместе, например, в случае больших спиральных сверл. Деталь с более высоким содержанием углерода и деталь с более низким содержанием углерода вращаются друг против друга на высоких оборотах и прикладывают давление, что приводит к очень быстрому нагреву металла.
Вращение быстро останавливается и сжимается, и два стальных куска сливаются воедино при охлаждении. Вот почему некоторые сверла имеют более углеродистую, более твердую сталь на режущей кромке и более прочный и менее хрупкий хвостовик.
В некотором смысле этот процесс может быть очень похож на кузнечную сварку.
Какие металлы можно сваривать?
Наиболее распространенные металлы, которые можно сваривать ковкой, включают сталь и железо. Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь или медь и ее сплавы (латунь, бронза) плохо поддаются сварке ковкой.
Но нельзя сказать, что это невозможно. Мокумэ гане (произносится как мох-ку-май гах-най) — это японский тип послойной обработки металла, в котором используются такие металлы, как золото, серебро и медь, для изготовления узорчатых ламинированных деталей, которые традиционно использовались для декоративных компонентов на мечах.
Результат имел внешний вид, напоминающий древесную текстуру, подобный дамасской стали. На самом деле слово «мокуме гане» переводится как «металл с текстурой дерева». Сегодня можно найти интересные современные украшения из этого материала, который в последние годы становится все более популярным.
Нержавеющая сталь обычно требует очень агрессивного флюса, что затрудняет/непрактично для большинства кузнецов-любителей ковать сварной шов.
Сильная ли кузнечная сварка?
Кузнечная сварка в некоторых случаях может быть даже прочнее, чем сварка плавлением. При идеально выполненном кузнечном сварном шве сам сварной шов такой же прочный, как и основной материал, потому что кузнечная сварка создает цельную однородную деталь. Современные цепи по-прежнему обычно свариваются ковкой.
Есть много вещей, которые могут пойти не так, чтобы ослабить сварной шов. Честно говоря, это верно для любого процесса сварки. Нет ничего по-настоящему пуленепробиваемого.
Например, если на свариваемых поверхностях есть какие-либо загрязнения (грязь, окалина и т.д.), то всегда будет иметь место ослабление шва.
Если детали неправильно сколочены, могут быть участки, которые расслаиваются и впоследствии могут развалиться.
Если наружная поверхность сварного шва не зачищена и не зачищена должным образом, могут быть концентраторы напряжения, которые склонны к растрескиванию.
Так крепка ли кузнечная сварка?
Может быть.
Различные виды соединений для кузнечной сварки
Соединения для кузнечной сварки, как правило, продуманы немного иначе, чем то, что вы делаете с помощью своего сварочного аппарата MIG. Просто он получает свою силу по-другому.
Вместо того, чтобы полагаться на глубокое проплавление и тяжелые валики для обеспечения прочности, кузнечная сварка опирается на максимальный поверхностный контакт. Это означает, что для каждого соединения вам нужно подумать о том, как вы можете максимизировать контакт между деталями, которые вы соединяете.
Вот несколько примеров:
В приведенном выше примере вы можете видеть, что, добавляя расщелину или делая косой стык, мы можем увеличить площадь поверхности стыка и дать нам что-то более легкое для удара молотком. закрыть соединение.
Почему кузнечная сварка не распространена?
Причина, по которой кузнечная сварка уже не так распространена, как раньше, заключается в том, что это сравнительно медленный процесс, применимый не во всех случаях, и для его освоения требуются значительные навыки.
Как правило, свариваемый предмет должен помещаться в горн для нагрева. Это может затруднить кузнечно-сварочную сварку больших деталей или предметов неправильной формы.
Кроме того, требуется некоторое время, чтобы заготовка нагрелась до температуры кузнечной сварки. Сравните это с дуговой сваркой в вашем гараже, для которой требуется немного больше, чем щелкнуть выключателем питания и установить заземляющий зажим.
Однако для некоторых применений кузнечная сварка является идеальным решением.
Например, в топорищах хорошего качества бита состоит из двух разных сортов стали. Большая часть лезвия (или головки топора, как его называют некоторые) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой стали.
Это дает вам прочный топор, который отлично сохраняет режущую кромку, а также не очень дорогой из-за стоимости высокоуглеродистой стали.
Кузнечная сварка обеспечит вам самое надежное соединение между этими двумя сталями, по сути, превратившись в единое целое.
Для чего используется флюс?
Флюс используется для защиты материала от контакта с кислородом при кузнечной сварке. Он также может разъедать некоторые примеси и помочь вам добиться более чистого сварного шва.
Одним из наиболее распространенных типов флюса является бура, также известная как борат натрия. Обычно он используется в качестве бытового чистящего средства или усилителя моющего средства для стирки, поэтому его довольно легко достать.
Тем не менее, флюсование не является обязательным, но это, безусловно, наиболее распространенный подход к кузнечной сварке.
Насколько сложно научиться кузнечной сварке?
Кузнечная сварка определенно не является чем-то, что стоит попробовать в первый раз, когда вы берете в руки молот, но обычно это то, что кузнец среднего уровня с практикой. Конечно, это зависит от того, что вы пытаетесь проковать, и какую кузницу вы используете.
Одна из наиболее распространенных рекомендаций — просто найти ближайший кузнечный класс и посетить его. Вы, вероятно, узнаете больше за один день, чем после нескольких недель 10-минутных руководств на YouTube и безделья.
SMAW: Руководство сварщика. Советы и советы по устранению неполадок для начинающих
Для того, чтобы стать специалистом в области SMAW, требуется практика и знание нескольких полезных советов и методов устранения неполадок.
Дуговая сварка защитным металлом (SMAW) является наиболее распространенным видом дуговой сварки. Однако создать хороший сварной шов не всегда просто, особенно новичку. В отличие от газовой дуговой сварки металлическим электродом (GMAW), при которой вы в основном наводите и стреляете, SMAW требует более высокого уровня навыков и владения определенными приемами.
Следуя нескольким простым советам, даже новички могут научиться обнаруживать распространенные дефекты сварки и устранять их, чтобы получить высококачественный сварной шов.
Советы по началу работы
№ 1: Выбирайте сталь, совместимую с SMAW.
Использование этих сталей облегчит процесс SMAW, поскольку их можно сваривать на высоких скоростях с минимальной тенденцией к растрескиванию.Если вы свариваете низколегированные стали и углеродистые стали с химическим составом выше этого нормального диапазона, они будут иметь большую склонность к растрескиванию, особенно при сварке толстых листов и жестких конструкций. Кроме того, стали с высоким содержанием серы и фосфора не рекомендуются для производственной сварки. Если их необходимо сваривать, используйте электроды малого диаметра с низким содержанием водорода. Низкая скорость перемещения еще больше удержит расплавленную ванну, позволяя пузырькам газа выкипеть, создавая более качественный сварной шов.
№ 2: Сопоставьте положение стыка и электрода с металлом
Положение стыка может сильно повлиять на качество готового сварного шва. При сварке листовой стали толщиной от 10 до 18 наибольшая скорость перемещения достигается при наклоне рабочей поверхности от 45 до 75 градусов вниз по склону. Кроме того, не переваривайте и не делайте сварной шов большего размера, чем это необходимо для прочности соединения — это может привести к прожогу.
При сварке листа из мягкой стали толщиной 3/16 дюйма и более лучше расположить рабочую поверхность горизонтально, так как вам будет легче манипулировать электродом. Наконец, лист из высокоуглеродистой и низколегированной стали лучше всего сваривать в горизонтальном положении.
№ 3: Следуйте принципам геометрии соединения и подгонки
Размеры соединения выбираются с учетом высокой скорости сварки и хорошего качества сварки. Правильная геометрия сустава основана на нескольких простых принципах. Во-первых, подгонка должна быть одинаковой для всего сустава. Поскольку листовой металл и большинство угловых и нахлесточных соединений плотно зажимаются по всей длине, необходимо точно контролировать зазоры или скосы по всему соединению. Любые изменения в соединении заставят вас снизить скорость сварки, чтобы избежать прожога, и манипулировать электродом, чтобы приспособиться к изменению подгонки.
Во-вторых, вам нужен скос, который поможет придать хорошую форму валику и проникнуть в него. Недостаточный скос препятствует попаданию электрода в соединение. Например, глубокий узкий валик с недостаточным скосом может не проникать, что делает его склонным к растрескиванию.
В-третьих, для полного проникновения необходимо корневое отверстие. Корневое отверстие должно соответствовать диаметру используемого электрода. Чрезмерное раскрытие корня приводит к потере металла шва и снижению скорости сварки.
И, наконец, для быстрой и качественной сварки требуется притупление или подкладочная полоса. Препарирование краев пера требует медленного и дорогостоящего уплотняющего валика. Тем не менее, стыковые соединения с двойным V-образным вырезом без фаски практичны, когда стоимость уплотнительного валика компенсируется более простой подготовкой кромок, а раскрытие корня может быть ограничено примерно 3/32 дюйма.
Как правило, приваривают уплотнительные валики к плоским изделиям с помощью 3/16-дюйм. E6010 при положительном электроде постоянного тока примерно 150 ампер (DCEP). Используйте 1/8 дюйма при DCEP приблизительно 90 ампер для вертикальных, потолочных и горизонтальных стыковых швов. Для сварки валиков с низким содержанием водорода и герметика используйте электрод EXX18 при токе приблизительно 170 ампер.
№ 4: избегайте налипания и переваривания
Скругления должны иметь равные стороны, а поверхность валика должна быть почти плоской. Нарост не должен превышать 1/16 дюйма. Дополнительный нарост требует значительных материальных и временных затрат, мало повышает прочность сварного шва и увеличивает деформацию. Например, для удвоения размера галтели требуется в четыре раза больше металла шва.
№ 5: Очистите соединение перед сваркой
Чтобы избежать пористости и достичь идеальной скорости перемещения сварного шва, важно удалить с поверхности соединений чрезмерную окалину, ржавчину, влагу, краску, масло и жир. Если такие элементы невозможно удалить, используйте электроды E6010 (5P+) или E6011 (35 или 180), чтобы проникнуть в загрязнения и глубоко в основной металл. Снизьте скорость перемещения, чтобы пузырьки газа успели выкипеть из расплавленного шва, прежде чем он замерзнет.
№ 6: выберите правильный размер электрода
Большие электроды предназначены для сварки на больших токах с высокой скоростью наплавки. Поэтому используйте самый большой электрод, подходящий для вашего применения и обеспечивающий хорошее качество сварки. Размер электрода иногда может быть ограничен, особенно при обработке листового металла и корневых проходов, где может произойти прожог. Как правило, 3/16 дюйма — это максимальный размер электрода, пригодный для вертикальной и потолочной сварки, а 5/32 дюйма — максимальный размер электрода для сварки с низким содержанием водорода. Кроме того, размеры стыка иногда ограничивают диаметр электрода, который подходит к стыку.
Устранение дефектов сварки
Вот некоторые из наиболее распространенных проблем при сварке электродами и способы их устранения.
Брызги. Хотя это не влияет на прочность сварного шва, брызги портят внешний вид и увеличивают затраты на очистку. Существует несколько способов борьбы с чрезмерным разбрызгиванием. Во-первых, попробуйте уменьшить ток. Убедитесь, что оно соответствует типу и размеру электрода, которым вы свариваете, и что полярность правильная. Другой способ борьбы с разбрызгиванием — попробовать уменьшить длину дуги. Если расплавленный металл движется перед дугой, измените угол наклона электрода. Наконец, обратите внимание на условия дуновения дуги (обычно называемые блуждающей дугой) и убедитесь, что электрод не мокрый.
Подрезка. Хотя часто это просто проблема внешнего вида, подрез может ухудшить прочность сварного шва, когда сварной шов нагружен растяжением или подвергается усталости. Чтобы исключить подрезку, уменьшите силу тока и скорость перемещения или просто уменьшите размер лужи до тех пор, пока не получите размер, с которым сможете справиться. Затем измените угол электрода, чтобы сила дуги удерживала металл в углах. Используйте постоянную скорость движения и избегайте чрезмерных колебаний.
Мокрые электроды. Если полярность и сила тока соответствуют рекомендациям производителя электродов, но дуга неровная и неравномерная, электроды могут содержать излишнюю влагу. Попробуйте сухие электроды из нового контейнера. Если проблема повторяется часто, храните открытые контейнеры с электродами в отапливаемом шкафу.
Блуждающая дуга. При сварке постоянным током блуждающие магнитные поля заставляют дугу отклоняться от курса. Это большая проблема при больших токах и сложных соединениях. Для управления блуждающей дугой лучше всего перейти на сварку переменным током. Если это не сработает, попробуйте использовать более низкие токи и электроды меньшего размера или уменьшите длину дуги. Кроме того, вы можете изменить электрический путь, переместив рабочее соединение на другой конец заготовки или выполнив соединения в нескольких местах. Вы также можете сделать это, приваривая к толстым прихваткам или готовым сварным швам, используя выступающие выступы, добавляя стальные блоки для изменения пути рабочего тока или прихватывая небольшие пластины поперек шва на концах сварки.
Пористость. Большая часть пористости невидима. Однако, поскольку сильная пористость может ослабить сварной шов, вы должны знать, когда это может произойти и как с этим бороться. Начните с удаления окалины, ржавчины, краски, влаги и грязи из соединения. Обязательно держите лужу расплавленной в течение более длительного времени, чтобы позволить газам выкипеть до того, как она замерзнет. Если сталь имеет низкое содержание углерода или марганца, или высокое содержание серы (легкообрабатываемая сталь) или фосфора, ее следует сваривать электродом с низким содержанием водорода. Иногда содержание серы в легкообрабатываемых сталях может быть достаточно высоким, чтобы предотвратить успешную сварку.
Сведение к минимуму примеси основного металла к металлу сварного шва за счет использования низкого тока и высокой скорости перемещения для меньшего проплавления. Или попробуйте использовать более короткую длину дуги. Метод легкого сопротивления рекомендуется для электродов с низким содержанием водорода. Для поверхностных отверстий используйте те же методы, что и для пористости. Если вы используете электроды AWS E6010 или E6011, убедитесь, что они не слишком сухие.
Плохой сплав. Правильное плавление означает, что сварной шов прочно физически сцепляется с обеими стенками соединения и образует сплошной валик поперек соединения. Непровар часто виден и должен быть устранен для качественного сварного шва. Чтобы исправить плохое плавление, попробуйте более высокий ток и метод стрингерного валика. Убедитесь, что края соединения чистые, или используйте электрод AWS E6010 или E6011, чтобы прокопать грязь. Если зазор чрезмерный, обеспечьте лучшую подгонку или используйте технику переплетения, чтобы заполнить зазор.
Неглубокое проникновение. Провар относится к глубине проникновения сварного шва в основной металл и обычно не виден. Для получения прочных сварных швов ключевым моментом является полное проваривание нижней части шва. Чтобы преодолеть неглубокое проникновение, попробуйте использовать более высокие токи или уменьшить скорость движения. Используйте маленькие электроды, чтобы добраться до глубоких узких канавок. Не забудьте оставить небольшой зазор в нижней части шва.
Растрескивание. Растрескивание является сложным вопросом, поскольку существует множество различных типов трещин, которые возникают в разных местах сварного шва. Все трещины потенциально серьезны, так как могут привести к полному выходу из строя сварного шва. В большинстве случаев растрескивание связано с высоким содержанием углерода, сплава или серы в основном металле. Для контроля растрескивания:
- Сварка электродами с низким содержанием водорода.
- Используйте высокую температуру предварительного нагрева для толстых листов и жестких соединений.
- Уменьшение проникновения за счет использования слабых токов и маленьких электродов. Это уменьшает количество сплава, добавляемого в сварной шов из расплавленного основного металла.
- Заполните каждый кратер перед разрывом дуги.
- При многопроходных или угловых сварных швах убедитесь, что первый валик имеет достаточный размер и достаточно плоский или выпуклый, чтобы предотвратить растрескивание, пока не появятся последующие валики для поддержки. Чтобы увеличить размер валика, используйте меньшую скорость перемещения и метод короткой дуги или сваривайте под углом 5 градусов вверх. Всегда продолжайте сварку, пока пластина горячая.
- Если возможно, сваривайте в направлении свободного конца, поскольку жесткие детали более склонны к растрескиванию. Оставьте 1/32 дюйма. зазор между пластинами для свободного движения усадки по мере остывания сварного шва. Проколите каждую бусину, пока она еще горячая, чтобы снять напряжение.
Лучшие книги по сварке Подходит для начинающих 2022
Люди постоянно занимаются сваркой, но некоторые из них оказываются кошмаром в их жизни. Эти книги по сварке могут изменить вашу сварочную жизнь, и каждый сварщик должен прочитать их хотя бы раз в жизни. Эти книги и пошаговые руководства также очень удобны для начинающих сварщиков или тех, кто даже не очень хорошо знаком со сваркой, но хочет попробовать. Это лучшие книги по сварке, которые может найти любой сварщик. Начнем со списка:
Ремонт часов для начинающих: новое иллюстрированное руководство по часовому делу для изучения основ ремонта часов:
Вот лишь немногое из того, что вы найдете внутри:- Простое введение О часах и Думал о
- Полный Пошаговый план План проведения ремонта часов
- Подробные иллюстрации В дополнение к обучению и во избежание путаницы
- Дополнительные советы по ремонту часов4
- 2 903 Ремонт часов для начинающих
Ссылка для покупки книги: https://amzn.
to/3QihRPTРуководство для начинающих по деревообработке: введение в основные ручные инструменты, оборудование и приемы начала вашего пути в деревообработке:
Эта книга предназначена для начинающих столяров и предназначена для развития основных навыков работы с деревом с применением соответствующих методов. Эта книга охватывает следующее:
- Разработка техники.
- Ресурсы для развития ваших навыков.
- Проекты для начинающих.
- Советы и рекомендации.
- Основы безопасности в магазине.
- Консультации специалистов по использованию ручных инструментов, столярным работам, отделке и многому другому.
Ссылка на продукт: https://amzn.to/3Rf5yoI
Сварка на ферме и в мастерской, третье исправленное издание:
В то время на Amazon была опубликована одна из лучших книг по сварке. Независимо от того, являетесь ли вы новичком или опытным сварщиком, который хочет узнать больше, Сварка на ферме и в мастерской предоставляет множество полезных советов, проверенных на практике.
Узнайте все, что вам нужно знать, чтобы научиться сварке на практике, и начните ремонтировать и создавать металлическое оборудование и конструкции, с практическими инструкциями для:- Cast Iron Welding
- Pipe Welding
- Hardfacing
- Soldering
- Welding Plastics
- Metal Identification
- Welding Safety
- Workshop Techniques
- Drill Sharpening
- Taps and Dies
- Basic Blacksmithing
Ссылка для покупки книги: https://amzn.to/3eqb3SQ
Сварка для чайников:
Вы найдете практические советы по каждому популярному виду сварки, включая дуговую сварку, тиг, миг, флюскор и даже газокислородную сварку. резка. Вы также получите советы по идеальным методам сварки для конкретных проектов. В книге показано, как:
- Найдите необходимое обучение для получения сертификата сварщика
- Используйте совершенно новые технологии сварки, в том числе лазерные методы : https://amzn. to/3Rg5MvV
СВАРКА ДЛЯ НАЧИНАЮЩИХ: Книга по сварке для начинающих с хорошо иллюстрированными практическими навыками:
Эта книга познакомит вас со следующими областями:
- Основы сварки
- Термины, которые необходимо знать при сварке
- Меры безопасности, которые необходимо принять перед сваркой
- Устранение неисправностей при сварке их области применения
- Общие сведения о сварочных аппаратах и настройке
- Дуговая сварка
- Сварка металлов в среде инертного газа (MIG) и пошаговое руководство по овладению навыками
- Сварка вольфрамовым электродом в среде инертного газа (TIG) и руководство по обучению
- Дуговая сварка с флюсовой проволокой и практика
- Новые методы сварки и способы их применения
- Процесс переноса поверхностного натяжения (STT) и практика
- Сварка трением с перемешиванием (FS)
- Лазерная сварка
- Очистка и осмотр сварных швов, и многое другое
Ссылка для покупки книги: https://amzn.
to/3AMNA6aУчитесь сваривать: Основы сварки MIG и металлообработки:
Учитесь сваривать начинается с основ: настройка вашей студии, правильное защитное снаряжение и процедуры безопасности, а также оборудование и материалы, которые вам потребуются для начала сварки. С помощью пошаговых фотографий и учебных пособий по металлообработке вы подробно изучите приемы резки и шлифовки, а также столярных работ с использованием сварочного аппарата MIG. Книга также содержит полный указатель для легкого устранения неполадок и быстрой справки.
Обучение сваркеСсылка для покупки товара: https://amzn.to/3Rf5ZiQ
Вы знали, сколько зарабатывают сварщики в год? Эта статья взорвет ваш мозг!
Заработная плата подводного сварщикаКнига лучших советов для сварщиков: Пошаговое руководство о том, как начать сварку для начинающих
- Основы сварки, в том числе, что это такое, различные виды сварки и их применение
- Разное типы сварочных аппаратов и их использование
- Основные сварочные инструменты, которые необходимы перед началом сварки
- Как выбрать идеальное место для сварки и требования, которым должно соответствовать ваше сварочное помещение
- Как правильно выбрать сварочный стол и сварочный аппарат, которые подходят вам и вашим проектам
- Правила техники безопасности при сварке, которые вы должны придерживаться
- Важные советы для начинающих сварщиков, которые помогут вам начать работу
- Как убедиться, что ваша сварка на высоте
- Удивительные проекты для начинающих, которые помогут вам применить свои навыки на практике
- И многое другое!
Даже если вы никогда раньше не занимались сваркой и понятия не имеете, что такое аппарат MIG, эта книга научит вас всему, что вам нужно знать о сварке, с нуля до тех пор, пока вы не сможете создавать свои собственные полезные сварочные проекты.
!Ссылка на другое руководство по сварке для начинающих с известным авторитетом: https://amzn.to/3RAUC4F
Пошаговое руководство по сварке для начинающихСсылка для покупки книги: https://amzn.to/3CWMqYd
Руководство TAB по сварке своими руками: практические проекты для любителей, разнорабочих и художников:
Все, что вам нужно знать о сварке MIG, собрано в одном удобном ресурсе.
Это одна из лучших когда-либо написанных книг по сварке. Вы узнаете, из чего сделана сталь и принципы электросварки. Затем вы узнаете, как приобретать новую сталь, как взаимодействовать с поставщиками стали и как найти свою собственную утилизированную сталь. Это одна из многочисленных книг по сварке, которую должен прочитать каждый сварщик, чтобы получить лучший практический опыт сварки. После изучения основных принципов металлообработки ручные и электроинструменты используются в практических проектах, которые позволяют развивать новые навыки сварки и создавать строительные блоки для будущих задач.
К концу книги вы сможете создавать успешные металлические проекты самостоятельно, как профессионал!- Иллюстрированные инструкции с фотографиями и рисунками содержат пошаговые инструкции и четкие объяснения
- Проекты включают в себя полезные предметы для вашего дома и сада, в том числе держатель для бревен, подставки для растений и столы, садовую тележку на колесах и гриль для барбекю
- Понятные примеры и пояснения для начинающих мастеров, мастеров-любителей и любителей
- Экспертный совет от опытного преподавателя курсов сварки MIG
- Дополнение к курсу для занятий в классе и в цеху
- Список сетевых и местных ресурсов, которые помогут начинающим слесарям получить доступ к сообществу металлообработчиков
Ссылка для покупки книги на Amazon: https://amzn.to/3TJFgMS Сварка, резка и придание формы металлу с 10 проектами по сварке, а также советы, приемы и инструменты для начала работы:
Из этой книги вы узнаете;
– Концепция сварки, что она собой представляет и ее история
– Как заработать на сварке
– Терминология, используемая в сварке
– Советы и приемы, которые сварщики часто используют для бесшовной сварки
– Инструменты и материалы, используемые при сварке
– Как обустроить свое сварочное рабочее место на вашем заднем дворе
– Возможные опасности сварки и меры предосторожности, которые необходимо соблюдать, чтобы оставаться в безопасности во время сварки на рабочем месте
– Общие методы сварки и принципы их работы
– Обучение сборке и сварке 11 различных металлических конструкций, новичок
– Распространенные ошибки сварщиков и как их избежать.
Сварка для начинающихСсылка для покупки книги на Amazon: https://amzn.to/3AUu3Ro
Полное руководство по подводной сварке:
Руководство по подводной сваркеЛучшая книга по сварке для начинающих: узнайте все Что нужно знать, чтобы сваривать, резать и придавать форму металлу в домашней мастерской:
Эта простая в использовании книга включает:
- Методы сварки для простого практического ремонта и небольших домашних работ
- Защитное и защитное снаряжение
- Планы подготовки мастерской
- Основное оборудование и техническое обслуживание
- Основные типы сварки, включая дуговую и MIG
- Распространенные ошибки и их устранение
- Множество быстрых советов и советов по сварке, чтобы дать новичкам прочную основу для совершенствования
Ссылка для покупки книги на amazon: https://amzn.to/3RAUC4F
Необходимые инструменты для сварщиков:
Гаджеты премиум-класса для сварщиковСоветы начинающему сварщику
Время чтения: 4 минуты
Новичок сварщику предстоит многому научиться, но ни в коем случае не позволяйте ему запугать вас.
Сварка — это полезный навык, который может сэкономить вам много денег и даже открыть возможности трудоустройства, которых у вас раньше не было. Я занимаюсь сваркой на ферме уже почти 20 лет и за это время кое-чему научился. Позвольте мне поделиться несколькими ключевыми советами, которые помогут вам начать.Безопасность превыше всего
Точно так же, как носить защитное снаряжение бензопилой для рубки деревьев, вам нужно соответствующее защитное снаряжение для выполнения сварочных работ. Каждый начинающий сварщик должен купить себе базовое защитное снаряжение, прежде чем включать сварочный аппарат.
Средства защиты глаз
Прежде чем приступить к очевидным вещам, приобретите пригоршню недорогих защитных очков. Я покупаю дешевые защитные очки и регулярно меняю их, обычно на каждой второй работе, только потому, что они царапаются. Хороший обзор имеет решающее значение для подготовки поверхности, а поскольку сварка — это 90 процентов подготовки и 10 процентов времени дуги, вам лучше иметь очки, которые вы не ненавидите.
Сварочные маски не все созданы одинаковыми. Какой бы сварочный щиток вы ни решили купить, убедитесь, что он закрывает все ваше лицо и автоматически затемняется. Экран с автоматическим затемнением позволяет вам держать лицо закрытым во время работы, а когда вы зажигаете дугу, он автоматически затемняет ваше смотровое окно. Я не могу не подчеркнуть, насколько безопаснее и удобнее эта конструкция щита по сравнению с другими. Вы можете найти эти экраны с автоматическим затемнением примерно за 40 долларов или меньше в местном магазине инструментов со скидкой или в Интернете.
Есть более дешевые альтернативы, но лучше всего использовать хороший сварочный шлем с автоматическим затемнением. Вы можете настроить его сейчас, но вы заплатите за это позже. Я предлагаю использовать одноразовые беруши, так как беруши, как правило, слишком громоздки при использовании защитной маски для сварки.Средства защиты кожи
У меня красивый шрам на запястье. Урок хоть и потускнел, но до сих пор стоит у меня в голове.
Обычные кожаные перчатки не обеспечивают той защиты, о которой вы думаете, поэтому купите качественные сварочные перчатки с длинными манжетами. Дешевые жесткие перчатки в лучшем случае неудобны, поэтому потратьте немного больше на качественные перчатки, чтобы не повредить кожу.Сварочная дуга невероятно яркая и может поджарить вашу кожу быстрее, чем когда вы заснули на пляже. Ожог дугой очень болезненный, поэтому сварщики носят одежду с длинными рукавами и длинные брюки независимо от погоды. Следуйте их примеру и прикройте кожу негорючей одеждой.
Пальто сварщика можно купить примерно за 15 долларов или меньше, и это дешевая страховка. Я забыл надеть свой, когда в прошлом году приваривал навесное оборудование ковшей трактора, и две недели страдал от ужасного ожога дугой. Учитесь на моих ошибках.
Рабочий цикл
Рабочий цикл выражается в процентах (например, 20, 40 или 100) и относится к тому, сколько десятиминутного периода он может сваривать, прежде чем потребуется перерыв.
Например, сварщик с 20-процентным рабочим циклом может сваривать в течение двух минут, а затем должен отдыхать в течение восьми минут. Если вы попытаетесь сварить за пределами рабочего цикла, пострадают ваш сварочный аппарат и сварные швы. Ваш рабочий цикл будет во многом зависеть от ваших типов сварки и качества вашего аппарата.Подготовительные работы
Самая распространенная ошибка начинающего сварщика — недооценка важности подготовительных работ. Прежде чем что-либо сваривать, необходимо подготовить рабочие поверхности. Ржавчина, краска, жир, масло и любые другие загрязняющие вещества будут саботировать все ваши усилия, если их не удалить полностью.
Болгарка — лучший друг сварщика. Если вам нужно придать форму или очистить ржавую сталь, шлифовальный круг быстро снимет металл и скосит края. Если на поверхности есть краска или легкая ржавчина, установите проволочное колесо. Нужно сократить вещи? Возьмите режущий круг. Шлифовальный станок действительно является невоспетым героем в мире сварки.
Когда поверхность отшлифована до блестящей стали, ее нужно очистить. Используйте ацетон, чтобы очистить поверхность от масел и жира, так как загрязненная поверхность делает сварные швы ужасными. Не используйте очиститель тормозов, так как горящий очиститель тормозов выделяет опасный газ.
Настройка
Убедитесь, что ваша работа готова к сварке и полностью поддерживается. Вы не хотите держаться за изделие во время сварки, поэтому используйте магниты, сварочные столы и прихваточные швы, чтобы удерживать изделие на месте. Прихваточные швы представляют собой небольшие участки сварки, предназначенные для временного удержания деталей на месте, и их следует легко сломать или сошлифовать. При использовании сварочных аппаратов MIG или Flux Core быстрая сварка в течение одной секунды должна обеспечить хорошую прихватку.
Электросварщики, хотя и труднее в освоении, являются лучшим способом начать сварку. Подобно тому, как вы начинаете движение, используя стандартное переключение передач, когда вы можете «приклеить» сварку, другие типы сварки намного легче победить.Новичок-сварщик
По возможности ставьте себе опору, чтобы держать руку во время сварки. Без какой-либо поддержки ваша дуга будет трястись или блуждать, когда вы устанете.
Избегайте коробления при прихватке и зажатии. Если вы прокладываете много сварных швов (например, длина ковша вашего трактора), сваривайте короткими очередями, а затем переходите к другому участку или стороне работы. Это предотвращает выделение слишком большого количества тепла в одном месте.
Для листового металла используйте короткие прихваточные швы. Если вы попытаетесь наплавить валик на листовой металл, он деформируется или прогорит насквозь. Это утомительно, но вы должны прикреплять листовую сталь шаг за шагом.
Практика ведет к совершенству
Сварка — это двигательный навык и умственная способность. Ваше тело должно развивать мышечную память и научиться зрительно-моторной координации, чтобы делать правильные сварные швы, что не происходит в одночасье. Узнайте о том, что вы делаете.
Прочтите книгу, полистайте в Интернете или найдите отличный блог о сварке. Есть много талантливых сварщиков, готовых поделиться своим опытом, и вы должны их выслушать. Будьте открытыми, будьте мудрыми и, прежде всего, будьте в безопасности!Есть ли у вас любимый источник информации, подходящий для начинающего сварщика? Если это так, дайте нам знать в комментариях ниже!
Руководство для начинающих по использованию сварочного аппарата MIG
Если вы хотите заняться сваркой, вам необходимо определиться с видом деятельности и целью, которую вы хотите попробовать. Большинство сварочных аппаратов могут выполнять большинство соединений в металле, но некоторые машины выполняют работу более эффективно.
Сварочный аппарат MIG — самый универсальный из всех, и вы можете использовать его для нескольких целей. Вы можете использовать сварочный аппарат MIG для сварки толстых стальных труб или тонколистового металла. Опытный человек может легко добиться ровных и красивых сварных швов с помощью этого аппарата, а любитель также может получить приличный шов.
Как это работает?
Сварочные аппараты MIG достаточно просты в использовании. Все, что вам нужно сделать, это подключить шнур, включить газовый щит и приступить к работе. Сварщики MIG используют аппарат для подачи проволоки через контактный наконечник в горелку.
Наконечник электрически заряжен и эффективно передает сварочный ток на проволоку, создавая дугу между основным металлом и проволокой. Часто используется инертный газ, который выходит из сопла, чтобы защитить процесс сварки от окружающей среды. Существует множество режимов переноса металла, в том числе:
- Перенос распылением
- Короткое замыкание
- Шаровидный перенос
Как пользоваться сварочным аппаратом MIG
Использование аппарата для сварки MIG не так сложно, как думают многие. Вот как можно правильно использовать аппарат:
Шаг 1: Подготовка зоны сварки
Прежде всего, вам нужно для подготовки места для сварки. Очистите поверхность и удалите все легковоспламеняющиеся материалы.
Вы можете подключить заземление к детали, над которой вы работаете в это время.В некоторых магазинах есть большой металлический верстак, к которому можно подключить заземление. Если вы работаете в своем гараже или где-то рядом с людьми, установите сварочные шторы, чтобы защитить других от ультрафиолетового излучения.
Если есть другие люди, установите сварочные шторы вокруг рабочей зоны, которые защитят их от ультрафиолетового излучения.
Шаг 2. Установите проволоку
Убедитесь, что вы используете тот же тип проволоки, что и свариваемый материал. Если вы свариваете нержавеющую сталь, используйте тот же кабель. Существует два основных типа проволоки для сварки стали: это AWS ER70S-3 и AWS ER70S-6. В то время как AWS ER70S-3 является универсальной проволокой, AWS ER70S-6 подходит для сварки грязной и ржавой стали.
Последний более экономичен по сравнению с двумя, и его можно использовать для всех видов сварки стали. Кроме того, варьируйте диаметр проволоки в зависимости от толщины свариваемого металла.
Используйте более толстую проволоку для толстых металлов и тонкую проволоку для более легких металлов.Шаг 3: Подготовка катушки
Следующий шаг включает подготовку катушки. Чтобы предотвратить распутывание проволоки из-за ее натяжения, затяните натяжение на катушке.
Убедитесь, что первые 3 дюйма провода максимально прямые, чтобы избежать повреждений и запутывания в фидере линии.
Обрежьте провод соответствующим образом с помощью кусачек. Теперь вставьте проволоку и подайте ее на ролик. Если вам нужно прибегнуть к силе, провод, вероятно, неправильно выровнен.
Убедитесь, что на проволоке нет смазки и ржавчины, иначе это приведет к плохому сварному шву.
Используйте чистую ткань, чтобы избавиться от грязи и мусора на проводе. Если вы оставите проволоку в сварочном аппарате на длительное время, когда она не используется, она может заржаветь.
После того, как вы вставите кабель в направляющую, включите сварочный аппарат и используйте механизм подачи проволоки, чтобы протолкнуть проволоку через аппарат.
Шаг 4: Отрегулируйте натяжение
Следующий шаг включает регулировку натяжения. Слишком большое давление может привести к изгибу крепления и повреждению сварочного аппарата. Не забудьте также проверить натяжение катушки. Напряжение должно быть минимальным для обоих.
Шаг 5: Изготовление сварки
Наконец-то пришло время заняться сваркой. Убедитесь, что полярность сварочного аппарата соответствует DCEP. Приступая к сварке, убедитесь, что длина электрода одинакова. Выдвиньте электрод на расстояние от 1/4″ до 3/8″ от контактной трубки, что приведет к нормальному чистому сварному шву.
Также убедитесь, что вы используете правильный защитный газ. Хотя углекислый газ является экономичным выбором и обеспечивает более глубокое проникновение, он может не подходить для тонких металлов. Выберите защитный газ в соответствии с металлом. Вы можете начать сварку соединения, используя технику проталкивания или протяжки. Убедитесь, что угол не превышает 10 градусов для обоих методов.
Также убедитесь, что проволока находится у переднего края сварочной ванны, что обеспечит вам больший контроль. Держите сопло в чистоте, чтобы предотвратить накопление брызг. После того, как вы закончите процесс сварки, сошлифуйте излишки наполнителя.
В чем разница между сваркой MIG и TIG?
Хотите знать, в чем разница между сваркой MIG и TIG? Основное отличие заключается в том, что в одном из процессов вы используете длинные сварочные стержни и вставляете их в сварочную ванну (TIG), в то время как в другом процессе проволока подается в машину с помощью двигателя.
Оба типа сварщиков используют для сварки электрическую дугу. Сварщики MIG работают, непрерывно подтягивая катушку. Это заставляет оба основных металла сплавляться вместе. Вы можете использовать его для сварки различных материалов, включая мягкую сталь, алюминий и нержавеющую сталь.
Сварка ВИГ лучше всего подходит для более тонких материалов, когда вы изготавливаете такие вещи, как ящики для инструментов и кухонные раковины.
Вы также можете использовать TIG для сварки труб и других тяжелых работ, убедитесь, что используемое вами устройство способно обеспечить именно то количество энергии, которое вам нужно. В то время как TIG является более универсальным аппаратом, и вы можете использовать его для сварки различных типов металлов. Единственный недостаток в том, что он медленный.
Однако, если вы планируете заниматься сваркой дома, лучшим выбором будет сварочный аппарат MIG.
Почему сварка MIG?
Причина, по которой большинство опытных сварщиков предпочитают сварку MIG вместо TIG или дуговой сварки, заключается в том, что их можно использовать практически со всеми типами материалов. Будь то толстая углеродистая сталь, алюминий – что угодно. Еще одним преимуществом является то, что для этого метода самозащитный провод стоит не слишком дорого.
Простота процесса обеспечивает точный контроль. Кроме того, автоматическая подача проволоки облегчает пользователям очистку сварных швов.
Вам также не нужно беспокоиться о замене щетки или стержня для удаления грязи, что экономит много времени и усилий, повышая производительностьРазличные типы газов, используемых для сварки MIG
Газ делает возможной сварку MIG; Вот почему она известна как сварка металлов в среде инертного газа.
Основной целью газа является защита сварного шва от воздуха. Однако, когда вы добавляете в смесь углекислый газ и кислород, это больше не называется сваркой MIG, потому что эти газы не являются инертными по своей природе. Затем процесс становится дуговой сваркой металлическим газом.
Наиболее распространенными газами и смесями, которые можно использовать для этой цели, являются:
- 98 % аргона и 2 % углекислого газа
- 95 % аргона и 25 % углекислого газа
- 100% аргон
- 100% двуокись углерода
Вот несколько основных рекомендаций по выбору подходящего газа:
Для сварки углеродистой стали
Для сварки углеродистой стали мы рекомендуем использовать только углекислый газ.
Газ обладает способностью производить самую глубокую дегенерацию, что приводит к лучшим результатам. Чаще всего используется смесь C25: она состоит из 75% аргона и 25% углекислого газа.Вы также можете выбрать другие смеси, которые хорошо работают. Вы можете легко найти эти газовые смеси в магазинах сварочного газа в вашем районе.
Для сварки нержавеющей стали
При сварке нержавеющей стали мы рекомендуем использовать смесь 98 % аргона и 2 % углекислого газа. Некоторым людям нравится использовать три смеси, которые состоят из 2,5% углекислого газа, 7,5% аргона и 90% гелия. Вы можете легко найти смесь в большинстве сварочных магазинов.
Для сварки алюминия
Для сварки алюминия мы рекомендуем использовать только аргон. Однако, если алюминий, который вы используете, имеет диаметр более ½ дюйма, рассмотрите возможность добавления гелия в смесь для достижения наилучших результатов. Аргон хорошо работает сам по себе, как и большинство экзотических металлов, включая:
- Магний
- Никель
- Медные сплавы
- Титан
- Никелевые сплавы
Методы и технологии сварки
В зависимости от работы, вы можете использовать различные методы сварки MIG.
Вот ваше основное руководство по некоторым из самых популярных методов сварки:Сварка в горизонтальном положении
Сварка в горизонтальном положении является одним из самых простых методов. Это требует, чтобы вы толкнули горелку MIG прямо вниз, чтобы она была наклонена под углом 35 градусов.
Рассмотрите возможность использования настройки высокого напряжения, которая ускорит работу машины.
Вам нужно будет двигаться плавно.
Тем не менее, любой шаблон будет работать нормально, если сварной шов проникает внутрь. Если вы новичок, рассмотрите возможность запуска машины как можно выше, что обеспечит проплавление сварного шва.
Вертикальная сварка вниз
Вертикальная сварка вниз — еще один простой метод, который можно быстро опробовать. Начните работать сверху и продвигайтесь вниз, наклоняя горелку MIG под углом от 35 до 45 градусов. Используйте этот прием: продолжайте перемещать электрод из стороны в сторону, иначе сварной шов может вообще не проникнуть.
Убедитесь, что вы остаетесь впереди лужи, независимо от того, какой шаблон вы используете.Сварка в вертикальном направлении вверх
Сварка в вертикальном направлении вверх, вероятно, является наиболее сложной из всех технологий сварки MIG. Для вертикальной сварки вверх направьте пистолет под углом от 35 до 45 градусов. Чтобы использовать этот метод, вам нужно будет построить полку сварного шва, а затем двигаться вверх. Этот тип сварного шва обычно выпуклый.
Подсказка: если вы хотите стать профессионалом в этой технике, рассмотрите возможность шлифовки небольшой канавки в том месте, где вы будете сваривать. Эксперты утверждают, что это положение является одним из худших и приведет к тому, что сварной шов будет выглядеть неправильно, независимо от угла обзора.
Сварка в горизонтальном положении
Горизонтальная сварка — еще один сложный метод, которым может быть трудно овладеть. Для этого метода вам нужно будет направить горелку MIG вверх под углом 35–45 градусов, одновременно наклоняя горелку на 15–35 градусов в том же направлении сварки.
Будьте осторожны с перекрытием, когда сварной шов перекатывается. Круги и взбивания лучше всего подходят для этой техники. Так как горизонтальное положение требует большого мастерства, вы не можете провернуть машину, чтобы компенсировать отсутствие способностей.
Потолочная сварка
Этот тип сварки требует наклона горелки MIG на угол от 5 до 35 градусов в направлении сварки. При потолочной сварке обязательно будут падать брызги, поэтому вам нужно держать искры под контролем, чтобы они никоим образом не навредили вам.
Надежно заправьте рукава, используя все эти методы, иначе вы можете получить на рукавах расплавленный металл, который потенциально может обжечь локоть.
Советы по использованию аппарата для сварки MIG
Вот несколько важных советов, которые следует учитывать при использовании аппарата для сварки MIG: проведите надлежащее исследование перед использованием или настройкой сварочного аппарата MIG. Убедитесь, что вы связались с авторитетным производителем присадочного металла и убедитесь, что вы используете правильные методы в соответствии с конкретной проволокой, которая у вас есть.
Обращение к специалисту гарантирует, что вы знаете рекомендуемые параметры. Производитель также предоставит вам соответствующую информацию о наилучшем использовании конкретной проволоки и о том, какое удлинение электрода лучше всего подходит для работы.
Убедитесь, что вы используете правильную выемку контактного наконечника для процесса сварки
Использование правильного контактного наконечника имеет важное значение, если вы хотите достичь наилучших результатов сварки MIG. Сварка — сложная задача, и ситуация может ухудшиться, если вы не используете правильный контактный наконечник. Вам нужны контактные наконечники для передачи сварочного тока в проволоку. Ток проходит через отверстие и создает дугу.
Углубление контактного наконечника относится к направлению контактного наконечника внутри сопла. Углубление контактного наконечника не менее важно и может снизить риск чрезмерного разбрызгивания и несчастных случаев при работе с более тонкими материалами.
Лучшие производители сварочных аппаратов MIG
Когда дело доходит до покупки подходящего сварочного аппарата MIG, мы предлагаем вам выбрать одного из лучших производителей, чтобы вы получили наилучшее соотношение цены и качества. Некоторые из ведущих брендов в сварочной отрасли включают в себя:
Hobart
Hobart Welders существует уже много лет и известна тем, что производит лучшую линейку сварочных аппаратов промышленного качества, включая сварочные аппараты MIG, сварочные аппараты с приводом от двигателя, аппараты для точечной сварки, аппараты для сварки TIG и многое другое. Являетесь ли вы фермером, любителем делать что-то своими руками или работаете в сфере авторемонта, вас не разочарует классический сварочный аппарат Hobart MIG Welder.
Lincoln Electric
Компания Lincoln Electrics была основана в 1895 году и с тех пор сумела трансформироваться, чтобы стать мировым лидером в области проектирования и разработки. Они также известны производством одних из лучших сварочных аппаратов.
Компания со штаб-квартирой в Кливленде производит лучшие сварочные аппараты MIG, оборудование для кислородной резки, роботизированные сварочные системы и многое другое. Профессионалы признают сварщиков MIG во всем мире. С самого начала Lincoln Electrics преуспела в мире сварочных материалов и качественного оборудования.
Miller Electric
Компания Miller Electrics, основанная в 1929 году, превратилась в одного из крупнейших в мире производителей режущего и сварочного оборудования. Компания выросла из одного человека в глобальный бренд.
Miller поддерживает традиции, производя самые качественные и надежные продукты в городе. Сварочные аппараты MIG компании Miller Electric считаются одними из лучших в отрасли. Если вы ищете оригинальную продукцию, сварочные аппараты MIG вас не разочаруют.
Forney
Forney’s Industries — одна из лучших американских компаний по производству металлообрабатывающей и сварочной продукции. Если вы не уверены в покупке правильных инструментов для работы, вы можете обратиться за советом к бизнесу, и они помогут вам в рамках своей инициативы «Спросите Forney».
Бренд был основан еще в 1932 и с тех пор чувствует себя хорошо.Советы по безопасности при использовании сварочных аппаратов MIG
Когда дело доходит до сварки, вы должны соблюдать надлежащие меры предосторожности, иначе это может привести к опасным несчастным случаям, таким как серьезные ожоги, взрывы или слепота. Безопасность сварки универсальна, и вы должны придавать ей первостепенное значение. Однако для некоторых работ может потребоваться дополнительное снаряжение.
Первый шаг к самозащите — внимательно прочитать руководство по эксплуатации и следовать инструкциям по технике безопасности, опубликованным производителем. Ниже приведены некоторые важные советы по безопасности, которые следует учитывать при сварке:
Одежда
Правильная одежда для сварщиков важна, если вы хотите защитить себя. Носите свободную одежду, которая не зацепится за оборудование и не подвергнет кожу воздействию опасных искр. Неплотно закатанные рукава могут воспламениться, если вы не будете слишком осторожны.
Всегда надевайте защитные перчатки, одежду и сварочные маски из огнестойких материалов.Сварочные фартуки и куртки являются дополнительной одеждой, обеспечивающей защиту от случайных ожогов. Также не забывайте уделять внимание правильной защите ног. Выбирайте специальные ботинки, устойчивые к искрам. Использование берушей является хорошей идеей для особо шумных работ.
Вентиляция
Сварка — это процесс, при котором выделяются токсичные пары, которые могут быть опасны для здоровья. Сварка в замкнутом пространстве может вызвать затруднение дыхания и привести к неблагоприятным последствиям, поэтому вам следует подумать об инвестировании в хорошую систему вентиляции. Инвестируйте в вытяжной шкаф, чтобы вы могли свободно дышать при работе в закрытых помещениях.
Также имейте в виду, что некоторые металлические материалы выделяют токсичные пары при воздействии тепла, образующегося в процессе сварки.
Место сварки
Из соображений безопасности убедитесь, что на рабочем месте нет беспорядка или легковоспламеняющихся материалов.
Также убедитесь, что пол не влажный, чтобы не споткнуться. Не используйте сварочный аппарат в местах, которые вы используете для деревообработки, так как опилки могут попасть в неожиданные места и вызвать воспламенение или искрообразование.То же самое касается ковров, ковриков и старых тряпок, так что будьте осторожны. Держите под рукой огнетушители, чтобы убедиться, что вы готовы справиться с ситуацией в случае возникновения чрезвычайной ситуации. Кроме того, убедитесь, что у вас есть необходимые инструменты для выполнения поставленной задачи.
Рассмотрите возможность приобретения специализированного сварочного стола для работы. Некоторым людям нравится работать посреди своих магазинов, вдали от грязных предметов и инструментов. Чтобы исключить риск споткнуться, рассмотрите возможность использования навесных механизмов подачи проволоки. Оставайтесь в безопасности!
Шлемы
Старомодный шлем — это необходимая защитная экипировка, которая пригодится в самых разных ситуациях.
- 2 903 Ремонт часов для начинающих