Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом, должно содержать в себе буквы или цифры, размерами около 6 мм. В случае выполнения особых работ, допускается использование знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика – при клеймении металлических конструкций не должен производиться наклёп, подкалка или уменьшение толщины металла. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Как получить клеймо сварщика?
Клеймо сварщика является обязательным элементом работника, аттестованного в Национальном Агентстве Контроля Сварки (НАКС). Структурное подразделение системы аттестации сварочного производства, после успешной сдачи всех испытаний, выдаёт шифр клейма вместе с аттестационным удостоверением. В соответствии с требованиями НАКС, сварщики допускаются к той работе, которая подтверждена документально.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП «Сварка на ОПО», все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентификационными номерами сварщиков, выполнявших работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом. Обычно клеймо сварщика проставляется на отвесных конструкциях, при соединении металлических балок, в случае скрепления потолочной основы – вариантов может быть огромное множество. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Обычно клеймо сварщика проставляется на отвесных конструкциях, при соединении металлических балок, в случае скрепления потолочной основы – вариантов может быть огромное множество. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварных соединений, — оформляется вся исполнительная документация, предусмотренная законом.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах необязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом, если над одним сварным швов высокой сложности трудились сразу несколько работников, необходимо чтобы каждый сварщик оставил свой шифр.
При этом, если над одним сварным швов высокой сложности трудились сразу несколько работников, необходимо чтобы каждый сварщик оставил свой шифр.
правила получения, содержание шифра и порядок использования
Берегите глаза | 14.02.2017
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах. При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса.
Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях:
- металлические швеллеры и балки;
- потолочные основы;
- можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Что нужно клеймить
Сварщики НАКС проставляют свое клеймо на ответственных конструкциях, к которым предъявляются особые требования насчет надежности и безопасности. Например, на газовом, котельном, подъемно-транспортном, нефтегазодобывающем оборудовании, строительных конструкциях, около сварных швов трубопроводов и т.д. Отпечаток должен быть нанесен на металлические поверхности, толщина которых превышает 6 мм. Если же толщина составляет менее 6 мм или сварные швы предстоит наложить на арматуру, клеймо можно не использовать. После нанесения отпечатка необходимо заполнить журнал сварочных работ и протокол испытаний сварных швов.
Например, на газовом, котельном, подъемно-транспортном, нефтегазодобывающем оборудовании, строительных конструкциях, около сварных швов трубопроводов и т.д. Отпечаток должен быть нанесен на металлические поверхности, толщина которых превышает 6 мм. Если же толщина составляет менее 6 мм или сварные швы предстоит наложить на арматуру, клеймо можно не использовать. После нанесения отпечатка необходимо заполнить журнал сварочных работ и протокол испытаний сварных швов.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Квадрат №4, способы сварки
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.


У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма.
Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Журнал сварочных работ Образец и бланк 2019 года
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
ФАЙЛЫ Скачать пустой бланк журнала сварочных работ .docСкачать образец журнала сварочных работ .doc
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.

Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ.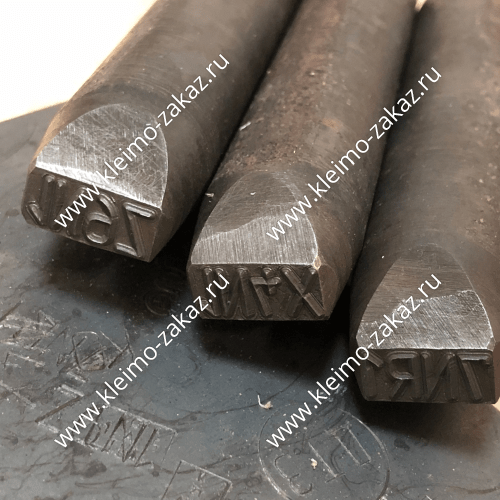 В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.

В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Назначение
Согласно действующего ФНП «Сварка на ОПО» от 8.10.2014 года, работы, проводимые на особо опасных объектах, должны сопровождаться определенными мерами предосторожности. В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил. Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил. Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.
Раз уж речь зашла о НАКС, то надо сказать пару слов о том, какая организация «прячется» за этой аббревиатурой. НАКС – национальное агентство контроля сварки. Его основные функции:
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.

Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
правила присвоения, требования и особенности
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер.
Где и когда ставят клеймо
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, — сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.
Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Что такое сварочное клеймо, кому присваивается, когда и зачем
Что такое сварочное клеймо, кому присваивается, когда и зачемСварщик — достаточно сложная и специализированная профессия, не зря же существуют аттестационные центры сварщиков и различные допуски.
Что такое сварочное клеймо? Кому и когда оно выдаётся? Зачем нужно клеймо сварщика и куда оно наносится? В данной статье будут подробно рассмотрены данные вопросы.
Что такое сварочное клеймо
Клеймо сварщика — это своего рода знак, который сварщик наносит на свариваемую заготовку. Сварочное клеймо является своего рода подписью, которая содержит индивидуальный номер сварщика, который прошёл аттестацию НАКС.
Сварочное клеймо представляет собой металлический стержень, который изготавливается из прочной инструментальной стали в соответствии с ГОСТ 25726-83. С одной стороны сварочного клейма находится информация, которая идентифицирует личность сварщика.
Поэтому в случае брака или каких-то других проблем, определить, кто варил сварное соединение очень просто. Делается это по базе данных. С 2014 года введены достаточно жесткие требования касательно проведения сварочных работ на особо важных и ответственных объектах.
Именно с того времени и была создана одна большая база сведений о сварщиках, в которой содержится следующая информация:
- Должность сварщика;
- Время его аттестации;
- Шифр и номер клейма;
- Разряд сварщика;
- Род деятельности;
- Кем выдана аттестация.
Таким образом, найти полную информацию о сварщике, у которого есть клеймо, и не только, очень просто.
Как получить клеймо сварщика
Выше было сказано, что для того, чтобы получить сварочное клеймо необходимо пройти аттестацию НАКС. Национальное Агентство Контроля Сварки является важным шагом в карьере каждого сварщика. Аттестация дает возможность подтвердить квалификацию, повысить уровень, получать допуски к важным объектам. Соответственно вырастет и
Следует знать, что при успешной сдаче аттестации НАКС сварщику выдаётся клеймо. При этом шифры выпускаются полностью в автоматическом режиме, а специальный номер не меняется, даже если необходимо продлевать НАКС.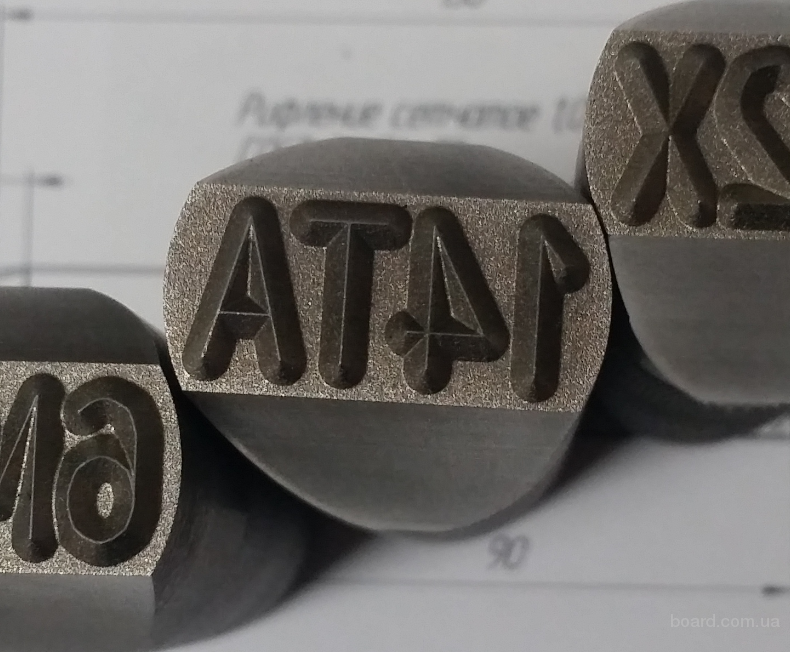 Однако, каждый раз при продлении аттестации, сварщику выдаётся новое клеймо.
Однако, каждый раз при продлении аттестации, сварщику выдаётся новое клеймо.
Где сварщики ставят свое клеймо
Когда сварочные работы завершены, сварщик обязан рядом со свариваемым участком поставить свой знак. Есть ряд обязательных правил, когда сварщик должен ставить собственную подпись клеймом. В первую очередь это сварные соединения толщиной больше чем 6 мм.
Также, это ответственные металлоконструкции, сваренные из швеллеров и металлических балок. В общем, это те конструкции, которые имеют требования к повышенной надежности и безопасности. В соответствии с ГОСТ, сварочное клеймо ставится на расстоянии в 4 см от границ сварного участка.
Поделиться в соцсетях
Образец приказа о присвоении клейма сварщику
Личное клеймо сварщика – как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
С 8 октября 2104 г. вступили в силу ФНП “Сварка на ОПО”, регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.

Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Рекомендуем! Принцип работы сварочного трансформатора
 youtube.com/embed/Uh6f8sVb-10?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Uh6f8sVb-10?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.
Рекомендуем! Выбор сварочной маски хамелеон — рейтинг бюджетных сварочных масок
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Согласно п. 8 ФНП “Сварка на ОПО, после присвоения шифров клейм на аттестации, они закрепляются за сварщиками приказом по организации, выполняющей сварочные работы.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
Образец приказа на присвоение личного клейма сварщику
Клеймо
Клейма располагают на средней линии листа вдоль прокатки.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сваренного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Клеймо наваривается на расстоянии 40 – 60 мм от сваренного стыка.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварнос о шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны чере. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика, выполнившего шов с наружной стороны, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клейма ставятся с наружной стороны.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
Клеймо ( диаметром 12 мм с изображением букв Пм), удостоверяющее проверку пористой массы.
| Разные требования. |
Клеймо должно быть завода-изготовителя или электротехнической лаборатории.
Полуавтомат модели МФ75. |
Клейма изготовляют слесари с помощью штихелей, пуансонов ( обратников), напильников и надфилей. Разница состоит лишь в том, что на пуансоне буквы и цифры имеют изображение не рельефное, а углубленное и зеркальное. На одном конце заготовки пуансона опиливают скосы под углом 30, оставляя припуск на обработку, а затем надфилями обрабатывают контур выступов внутри цифр и букв. Сырые заготовки пуансонов проверяют на алюминиевой пластинке.
Клеймо ставится на нерабочей части пластинки. Применение пластинок без клейма или самодельных, а также установка вместо одной двух и более пластинок запрещается.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо сварщика, полученное по итогам аттестации в Национальном агентстве контроля сварки
Любой аттестованный сварщик, выполняющий работу с различными металлическими изделиями, обязан идентифицировать все сварные швы, которые он выполняет. Данное действие предусмотрено для того, чтобы в полном объеме идентифицировать все произведенные конкретным сварщиком сварные швы и стыки. С 2014 года в качестве такого обязательного идентифицирующего элемента следует рассматривать специальный металлический инструмент, именуемый клеймом сварщика.
Понятие клейма сварщика и как его получить
Клеймо сварщика – идентификатор всех аттестованных в соответствии с требованиями Национального агентства контроля сварки сварщиков, который присваивается после прохождения таким сварщиком всего комплекса аттестационных мероприятий.
Само клеймо представляет собой металлический стержень, относимый к ручному инструменту, на котором в зеркальном порядке наносится буквенно-цифровое обозначение данных о сварщике на основании результатов его аттестации в Национальном агентстве контроля сварки.
Форма клейма сконструирована таким образом, что на одной стороне размещается сам буквенно-цифровой шифр, а с помощью другой стороны выполняется удар, что позволяет делать на свариваемых изделиях рельефное обозначение клейма для последующей идентификации стыка или шва.
Ставить данное клеймо должны все аттестованные сварщики, которые выполняют работы на опасных производственных объектах. Выдается данное клеймо вместе с удостоверением по итогам аттестации.
клейма
Клеймо присваивается сварщику, как уже говорилось выше, в случае успешного прохождения всего комплекса аттестационных мероприятий. Данные присвоенного клейму шифра вносятся в приказы о присвоении клейма в организации, где трудится сварщик, с целью исключения возможной путаницы при идентификации выполненных швов.
шифра клейма может быть сформирован двумя путями:
- на основании первых букв фамилии и имени с использованием дополнительного цифрового обозначения, сгенерированного в автоматическом режиме. В этом случае клеймо будет иметь буквенно-цифровое обозначение;
- цифровое сочетание, которое генерируется автоматически с помощью специальной программы. Такое клеймо будет являться полностью сгенерированным и уникальным, так как в программе данные о нем сохранятся, и повторение его будет невозможным.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).

Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Шифр клейма сварщика по НАКС
НАКС реестр сварщиков проверить удостоверение, а также найти себя по фамилии – отныне каждый работодатель может убедиться в квалификации своего работника.
Аттестация сварщиков в Национальном агентстве контроля сварки (расшифровка НАКС) – дело необходимое и крайне важное.
Дело в том, что устраиваются варить металлоконструкции, как профессионалы своего дела, так и полные профаны.
А это – безопасность, человеческие жизни, экономия и многое другое. Сегодня также реестр позволяет узнать клеймо НАКС, то есть, оттиск, который оставил работник, варивший конструкцию. Сразу становится ясно, кто допустил ошибку, с кого взыскивать — правила внесли несколько лет назад.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Полезные ссылки
Наверное большинству из нас нравиться, когда на упоминаемые в статьях нормативно-правовые акты приводятся рядом активные ссылки на эти документы? Это избавляет от необходимости их искать (иногда долго и муторно) по просторам рунета. Тут-же открыл, посмотрел и закрыл
Тут-же открыл, посмотрел и закрыл
Уважение к читателю превыше всего, поэтому вот напоследок несколько полезных ссылок по теме заметки:
- Постановление N 1479 Правительства РФ от 16.09.2020 (ред. от 31.12.2020) «Об утверждении Правил противопожарного режима в Российской Федерации»;
- Приказ Минтруда РФ № 884н (взамен № 1101н) от 27.11.2020г. «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ»;
- Приказ Минтруда России № 1101н (отменен) от 23.12.2014 «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ»;
- Приказ Ростехнадзора № 519 от 11.12.2020 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»;
- Приказ Ростехнадзора № 528 от 15.12.2020 «Об утверждении федеральных норм и правил в области промышленной безопасности «Правила безопасного ведения газоопасных, огневых и ремонтных работ»;
- ПБ 03-428-02 «Правил безопасности при строительстве подземных сооружений»;
- СП 70. 13330.2011 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»;
- РД 34 15.132—96 “Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов”;
- ГОСТ 23118-2019 “Конструкции стальные строительные. Общетехнические условия”;
- Хороший ресурс по охране труда: https://oxrana-truda.ru;
- Здесь может быть ссылка на ваш ресурс, если вы честный человек и надежный партнер.
 13330.2011 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»;
13330.2011 «СНиП 3.03.01-87 Несущие и ограждающие конструкции»;Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Что такое сварочное клеймо, как оно присваивается и куда наносится
Документально это оформляется , а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все толщиной стенки более 6 мм. Клеймо проставляют на ответственных конструкциях, таких как сварка , соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности. Стоит отметить, что при сварке металла толщиной менее 6 мм или выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Стоит отметить, что при сварке металла толщиной менее 6 мм или выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Ударные клейма
| +7 Андрей Менеджер цеха металлообработки. |
Выполняется в виде металлического стержня (бруска) из стали У8А ГОСТ 1435-99 с твердостью для рабочей части 55…60 HRC и 33…38 HRC для ударной (той, по которой бьют молотком).
Клейма могут быть изготовлены несколькими методами такими как лазерная гравировка, электроэрозия и промышленная (механическая) гравировка. Основным и оптимальным методом изготовления ударных клейм является механическая гравировка.
Применение ударных клейм
- для маркировки газовых баллонов
- для индивидуализации металлических деталей машин и механизмов
- при сварочных работах в качестве персонального клейма сварщика
- клеймение именниками и пробирными клеймами ювелирных изделий
- калибровочные и поверительные клейма используются метрологами при аттестации измерительных приборов
Примеры изделий:
Информация для заказа ударных клейм
При заказе необходимо учитывать, что для получения хорошего оттиска гребень клейма должен быть «острый», поэтому эскиз клейма рисуется тонкими линиями без заливки. Также, желательно делать размер рисунка по возможности меньше, поскольку, чем меньше площадь клейма, тем слабее требуется удар.
Также, желательно делать размер рисунка по возможности меньше, поскольку, чем меньше площадь клейма, тем слабее требуется удар.
Сложные мелкие рисунки изготавливаются посредством лазерной гравировки, высота рельефа при этом составляет обычно 0,2…0,5мм. Деталь при клеймении должна быть надёжно закреплена или же быть достаточно массивной. Место, где пробивается клеймо, должно быть ровным.
В противном случае, качественного оттиска получить не удастся.
Стоимость изготовления ударных клейм
| Диаметр до 10 мм | Промышленная гравировка | 0,9-1,3 | 2550р | 2200р | 2000р | Звоните |
| Диаметр 11 — 15 мм | Промышленная гравировка | 0,9-1,3 | 2750р | 2450р | 2250р | Звоните |
| Диаметр 16 мм | Промышленная гравировка | 0,9-1,3 | 2950р | 2500р | 2400р | Звоните |
| Диаметр 17 мм | Промышленная гравировка | 0,9-1,3 | 3250р | 2850р | 2690р | Звоните |
| Диаметр 18 мм | Промышленная гравировка | 0,9-1,3 | 3350р | 2900р | 2790р | Звоните |
| Диаметр 19 мм | Промышленная гравировка | 0,9-1,3 | 3515р | 3040р | 2945р | Звоните |
| Диаметр 20 мм | Промышленная гравировка | 0,9-1,3 | 3700р | 3200р | 3150р | Звоните |
| Диаметр от 21 до 30 мм | Промышленная гравировка | 0,9-1,3 | Звоните | Звоните | Звоните | Звоните |
- Доставляем по всей России «до двери» или до терминала транспортной компании
- Мы сами оплатим доставку по Санкт-Петербургу до терминала ТК «Деловые Линии» или АвтоТрейдинг
- Доставка от терминала в Санкт-Петербурге до вашего города оплачивается при получении по тарифам ТК.

Методы изготовления ударных клейм
| Промышленная (Механическая) гравировка. Данный метод является основным для изготовления ударных клейм для металла. Позволяет делать клейма достаточно оперативно, от 3-х рабочих дней. После гравировки клеймо подвергается закалке и отпуску, в результате этого твёрдость рабочей части составляет 56-58 ед. по Роквеллу. Данный метод позволяет делать рельеф рисунка острым, как лезвие ножа. Благодаря этому необходимо меньше применять усилий для маркировки деталей,а так же позволяет увеличить ресурс ударного клейма | Изготовление ударных клейм методом лазерной гравировки.Калибровочные и поверительные клейма для метрологии, именники для ювелиров, клейма со сложным мелким рисунком обычно изготавливаются посредством лазерной гравировки. При этом удается получить размер буквы около 1мм, соответственно площадь оттиска может составлять всего несколько квадратных миллиметров. Разглядеть такой оттиск можно с помощью 4-8Х лупы при хорошем освещении. |
| Изготовление ударных клейм методом электроэрозии Этот метод применяется в тех случаях, когда острый гребень на клейме не обязателен. Это могут быть клейма для работы с цветным или горячим металлом, а также в случае, когда маркировка изделий производится посредством пресса. Электроэрозию выгодно использовать для клейм большого размера. | Клеймо по технологии»Low Stress»Изображение состоит из отдельных точек, что позволяет уменьшить повреждение поверхности в процессе маркировки |
| Клейма Заземление и CE-логотип Клейма изготавливаются из высококачественной инструментальной стали.Ручные клейма со специальными символами в соответствии с техническими и международными стандартами:
| Готовые наборы ударных клейм. Гарнитура шрифта на клеймах соответствует DIN 1451 (ГОСТ 26.020-80)Каждое клеймо имеет маркировку:1. Символ клейма2. Размер символа клейма3. «СДЕЛАНО В ГЕРМАНИИ»4. Международный символ «защита глаз»Твердость материала клейма: 58-60 HRC Наборы клейм всех размеров, включая 15 мм. |
 поставляются в небьющихся синих пластмассовых коробках
поставляются в небьющихся синих пластмассовых коробкахГде ставится клеймо сварщика при сварке металлоконструкций одним сварщиком
В связи с вступлением в силу Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (далее — ФНП «Сварка на ОПО») вводятся новые требования к клеймам сварщиков.
ФНП «Сварка на ОПО» утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от «14» марта 2014 г. № 102 и зарегистрированы Минюстом России 16 мая 2014 г. (регистрационный № 32308). Вступили в силу 08 октября 2014 года.
ФНП «Сварка на ОПО» устанавливают требования к организации и производству сварочных работ на поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору или иным уполномоченным органам по осуществлению контроля и надзора объектах, технических устройствах и сооружениях опасных производственных объектов (далее — ОПО) при осуществлении деятельности в области промышленной безопасности. Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Нормы предназначены для юридических лиц и индивидуальных предпринимателей, осуществляющих сварку, пайку, наплавку и прихватку элементов технических устройств и сооружений, применяемых и/или эксплуатируемых на ОПО, в том числе их конструкций, сборочных единиц, деталей, полуфабрикатов и заготовок.
Пункт 8 ФНП «Сварка на ОПО» гласит:
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.
Требования этого пункта к клеймам однозначны, и предусматривают обязательное закрепление шифров клейм за сварщиками, которые выполняют работы на объектах подконтрольных Ростехнадзору.
Шифр к лейма генерируется системой ЭДО автоматически исходя из данных ФИО и даты рождения. Этот шифр закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п.
По поводу специалистов, которые были аттестованы до вступления в действие ФНП «Сварка на ОПО», Ростехнадзор направил Президенту СРО НП «НАКС» Н.П. Алешину официальное письмо. В письме указано, что сварщики, прошедшие аттестацию до вступления ФНП, могут пользоваться ранее присвоенными клеймами, закрепленными приказом по организации.
Кроме того, ФНП «Сварка на ОПО» устанавливает требования к процедуре клеймения и идентификации сварщика, выполнявшего сварное соединение.
Пункт 21 ФНП «Сварка на ОПО»
Сварные соединения элементов с толщиной стенки более 6 мм подлежат маркировке с указанием шифров клейм сварщиков, позволяющих идентифицировать сварщиков, выполнявших сварку. Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
Необходимость и способ маркировки сварных соединений с толщиной стенки менее 6 мм устанавливаются требованиями ПТД. Способ маркировки должен исключать наклёп, подкалку или недопустимое уменьшение толщины металла и обеспечить сохранность маркировки в течение всего периода эксплуатации технического устройства.
При выполнении сварного соединения несколькими сварщиками на нем должны быть поставлены клейма всех сварщиков, участвовавших в сварке.
При выполнении всех сварных соединений одним сварщиком, допускается указывать шифр клейма сварщика в доступном для осмотра месте, заключённом в рамку, наносимую несмываемой краской. Место маркировки в таком случае должно быть указано в паспорте технического устройства.
Пункт 23 ФНП «Сварка на ОПО»
При проведении сварочных работ оформляется исполнительная документация, включающая журналы сварочных работ, заключения по контролю, протоколы испытаний сварных соединений, обеспечивающие возможность идентификации записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.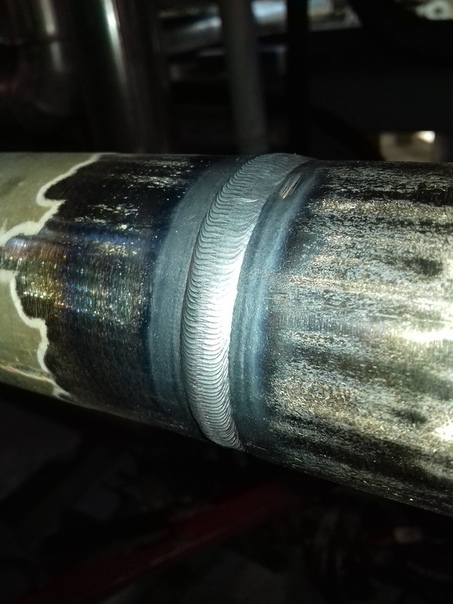
Учитывайте эти требования при организации сварочных работ на ОПО.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
источник
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
После документального утверждения шифра работнику, организация должна предоставить ударные клейма. В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них.
Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
КЛЕЙМО СВАРЩИКА
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC. На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара.
После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе. В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество.
Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество.
Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Что такое клеймо сварщика и как оно выглядит
Клеймо сварщика ― это личный идентификатор в виде кода из цифр и букв, который присваивают после успешной аттестации. Инструмент делают из стального стержня круглого или прямоугольного сечения. На одном торце выбито зеркальное изображение кода, второй конец ударный. Клеймо предназначено для получения отпечатка кода на поверхности свариваемых деталей после удара молотком. Глубина оттиска и другие характеристики нормируются ГОСТ 25726-83. Размер знаков по высоте обычно равен 6 мм, но допускается изменение в большую или меньшую сторону по решению руководства предприятия.
Глубина оттиска и другие характеристики нормируются ГОСТ 25726-83. Размер знаков по высоте обычно равен 6 мм, но допускается изменение в большую или меньшую сторону по решению руководства предприятия.
Клеймо сварщика присваивают после успешной аттестации
При оформлении клейма символы выбивают в виде:
- двух строк без рамки;
- двух строк в прямоугольной рамке;
- цифр одной строкой в ромбе;
- однострочного числа внутри круга;
- цифр одной строкой в квадрате;
- однострочного числа без рамки.
Страница не найдена — Abbott Aerospace Canada Ltd
Кто ты? Мы инженеры из Abbott Aerospace.
Почему Вы делаете это бесплатно? Многие библиотечные материалы не принадлежат нам, поэтому мы с чистой совестью не можем взимать плату за эту часть библиотеки. Есть проблемы с коммерциализацией материала, который мы создаем, защитой от копирования, поддержкой клиентов и ценообразованием на должном уровне.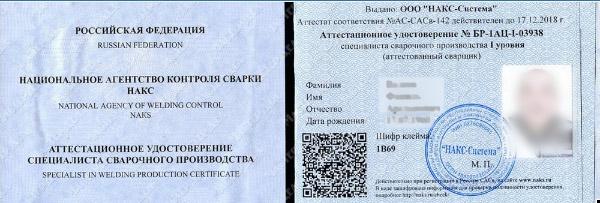 Делая все доступным бесплатно, мы можем сосредоточиться на содержании.
Делая все доступным бесплатно, мы можем сосредоточиться на содержании.
Как финансируется библиотека? Библиотека финансируется за счет доходов от инженерных услуг Abbott Aerospace и за счет пожертвований людей, которые считают библиотеку полезной.
Что делать, если мне кажется, что я вижу нарушение авторских прав в каком-либо из материалов библиотеки? Пожалуйста, свяжитесь с нами немедленно и предоставьте нам конкретную информацию о вашей проблеме
Что делать, если мне кажется, что я нашел ошибку в каком-либо из материалов библиотеки? Пожалуйста, сообщите нам немедленно
Я хотел бы помочь библиотеке, пожертвовав своим временем.Как мне это сделать? В настоящее время мы не можем принимать какие-либо предложения о помощи. В будущем мы хотели бы работать с группой инженеров-добровольцев. В настоящее время мы не разработали цифровую инфраструктуру, чтобы сделать это возможным. Вы можете помочь, сделав пожертвование любого размера.
Вы можете помочь, сделав пожертвование любого размера.
Я хотел бы помочь, пожертвовав материалы, которые я собрал или создал. Как мне это сделать? Дайте нам знать, что у вас есть, и если это соответствует нашим критериям, мы с радостью примем это и дадим вам имя, если вы выберете.
Каковы критерии приемки библиотеки? Чтобы любой материал был добавлен в библиотеку, он должен соответствовать следующим критериям.
- Его еще не должно быть в библиотеке
- Если материал создан не автором, должно быть продемонстрировано, что он находится в общественном достоянии, или если материал создан автором, он должен ссылаться на доступный общедоступный источник.
- Это должен быть документ Adobe PDF, электронная таблица Microsoft Excel или файл надстройки Microsoft Excel.Другие типы файлов могут быть рассмотрены.
нержавеющая сталь цветная маркировка черно-белая цветовая маркировка
Цветовая маркировка нержавеющей стали: у нас есть много клиентов, которые хотят отметить цвет на нержавеющей стали. Как мы знаем, Mopa может маркировать многие цвета на нержавеющей стали. Но Mopa немного дороже. Как насчет Raycus и лазерной машины IPG?
Как мы знаем, Mopa может маркировать многие цвета на нержавеющей стали. Но Mopa немного дороже. Как насчет Raycus и лазерной машины IPG?
Для маркировки различных цветов на нержавеющей стали, обычный лазерный источник с модуляцией добротности также может маркировать цветом нержавеющую сталь
вот видео: https://youtu.быть/hSxRlBQVmh0
Цветовая маркировка нержавеющей стали, Как установить параметры?
1. Черная метка на нержавеющей стали
Например, мы используем машину мощностью 20 Вт с объективом 100 мм
Offset-фокус,мощность 80%,скорость 80-110,наполнение 0.02-0.03,концепция офсет-фокуса-подъем и опускание столба,пока не слышно звука лазерной маркировки и не видно искры лазерная маркировка, но все же горящий свет на нержавеющей стали, это наиболее подходящая позиция.
2. Маркировка белого цвета на нержавеющей стали
Маркировка по точке фокусировки, мощность 20-30%, скорость 1000-1200, заполнение 0,05-0,08, частота 30КГц.
нержавеющая сталь с цветовой маркировкой
3. Маркировка другим цветом на нержавеющей стали
Для Raycus черно-белый цвет легко маркируется на нержавеющей стали, мы только корректируем данные в программном обеспечении в соответствии с машиной и компьютером. Для другого цвета Raycus также может достичь, но параметр немного сложно установить.
Как насчет скорости маркировки?
По нашему опыту, как правило, скорость маркировки белым цветом выше, чем у черного.
Как насчет Мопы
Волоконный лазерный станокMOPA может наносить различные цвета на нержавеющую сталь легче, чем обычный лазерный источник с модуляцией добротности.
Вот видео для вашего сведения: https://youtu.be/0gTeryd4AHE
Дополнительные вопросы задавайте нам свободно.
WhatsApp: +86 130 4603 3839
Skype:lasermachine01
электронная почта: xintian101@xtlaser. com
com
Жизнь, которую они прожили 2019
Рене Торрес
Рене Торрес был подрядчиком по профессии, но в душе был гонщиком по мотокроссу и, по общему мнению, очень хорошим парнем.Его друг Стив Кэти описал Торреса как «честного, заслуживающего доверия, надежного, счастливого, дружелюбного, трудолюбивого и семьянина». Торрес и его жена Атлантида воспитывали двух мальчиков, Джанкарло и Джовани, в Южной Калифорнии. В июне Рене катался в парке Barona MX недалеко от Лейксайда, когда он неловко приземлился после финишного прыжка, потерял контроль над своим мотоциклом и вылетел за пределы трассы, задев зрителя. Зритель был серьезно ранен, но Торреса срочно доставили в Мемориал Шарпса в Сан-Диего, где ему срочно сделали операцию по поводу внутреннего кровотечения.К сожалению, врачи не смогли его спасти.
Близкий друг семьи по имени Дэн Эдвардс писал о Торресе: «Время, которое я проводил с Рене, обычно проводилось с мальчиками на той или иной трассе для мотокросса или за перекусом после него. В то время я узнал Рене как очень хороший человек, заботливый и преданный отец, а также любящий и преданный муж. Рене и я разделяли страсть к мотоциклам, которую мы смогли разделить с нашими сыновьями. К сожалению, трагедия причинила всем нам боль.»
В то время я узнал Рене как очень хороший человек, заботливый и преданный отец, а также любящий и преданный муж. Рене и я разделяли страсть к мотоциклам, которую мы смогли разделить с нашими сыновьями. К сожалению, трагедия причинила всем нам боль.»
Страница GoFundMe была создана Эдвардсом, чтобы помочь семье Рене Торреса после этой трагедии.
Карлин Бери
Карлин Бери была специалистом E4 в Национальной гвардии армии США, которая также любила мотокросс. Он жил рядом с гоночной трассой Pleasure Valley Raceway в Пенсильвании и регулярно посещал трассу, независимо от того, участвовал ли он в гонках или нет. баннеры, что угодно.Когда он не был на треке, он любил играть на гитаре и банджо.Он также очень гордился своими ирландскими корнями. Бери было всего 27 лет, когда он неожиданно и слишком рано умер в феврале. Военные обряды при его захоронении были проведены Военно-похоронной группой Пенсильвании, и его семья попросила, чтобы вместо цветов были сделаны пожертвования на проект «Раненый воин».
Джин Ромеро
Джин Ромеро был невероятно разносторонним и опытным мотогонщиком, который мог побеждать как на грунтовых дорогах, так и на асфальте. Выросший в центральной Калифорнии, Ромеро начинал как гонщик TT и карабкался, скользя на своем Triumph по высококонкурентным плоским трассам этого района.(Это было тогда, когда гонки по мотокроссу, как мы теперь знаем, находились в зачаточном состоянии, а суперкросс еще не был изобретен.) Ромеро также стал завсегдатаем знаменитого Аскот-парка, где, как говорят, в 1964 году он солгал о своем возрасте, чтобы получить Лицензия AMA Pro Racing. В то время Гранд-национальный чемпионат AMA состоял из флэт-трека, TT и шоссейных гонок, поэтому Ромеро вскоре добавил в свой арсенал спортивные мотоциклы. Он начал приобретать известность в стране как раз тогда, когда гонки на мотоциклах должны были получить огромный импульс в Америке, когда Брюс Браун снимал свой культовый фильм «, в любое воскресенье, », рассказывающий о подвигах кинозвезды Стива МакКуина, легенды пустыни Малкольма. Смит и участник Grand National Мерт Лоувилл.Одной из главных локаций фильма была Сакраменто-Майл, которую выиграл «Буррито», как его прозвали. В 1970 году, в возрасте 22 лет, он стал самым молодым чемпионом AMA Grand National. К этому моменту Ромеро покинул испытывающую трудности компанию Triumph и перешел в Yamaha. В то время у бренда было два крупнейших имени в мотоциклетном спорте: чемпион мира FIM Джакомо Агостини из Италии и «король» Кенни Робертс, калифорнийский сосед Ромеро.Оба участвовали в 200-й гонке, которая тогда считалась крупнейшей мотогонкой в Америке. Каким-то образом Ромеро перехитрил их обоих на протяжении 200 миль, обеспечив себе победу в Дейтоне.
Смит и участник Grand National Мерт Лоувилл.Одной из главных локаций фильма была Сакраменто-Майл, которую выиграл «Буррито», как его прозвали. В 1970 году, в возрасте 22 лет, он стал самым молодым чемпионом AMA Grand National. К этому моменту Ромеро покинул испытывающую трудности компанию Triumph и перешел в Yamaha. В то время у бренда было два крупнейших имени в мотоциклетном спорте: чемпион мира FIM Джакомо Агостини из Италии и «король» Кенни Робертс, калифорнийский сосед Ромеро.Оба участвовали в 200-й гонке, которая тогда считалась крупнейшей мотогонкой в Америке. Каким-то образом Ромеро перехитрил их обоих на протяжении 200 миль, обеспечив себе победу в Дейтоне.
Ромеро также был известен своим умением продавать и деловой смекалкой. В 1976 году он получил спонсорскую поддержку не кого иного, как Эвела Книвела. Он также был пионером в том, как рекламировать себя как гонщика, поскольку он был одним из первых спонсоров за пределами отрасли от таких компаний, как Busch Beer и Ocean Pacific.