Напряжение сварочного аппарата
Напряжение сварочного аппарата
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70. 75 В.
Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1.
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1хх до 0,9Uхх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата Uхх=60. 65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения Uхх может составлять 70..75 В..
Величина напряжения сварки Iсв должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки Uсв может составлять 18. 24 В.
Номинальный сварочный ток должен составлять:
Iсв =KK1*dэ , где
Iсв – величина сварочного тока, А,
K1=30. 40 – коэффициент, зависящий от типа и размера электрода dэ, мм.
40 – коэффициент, зависящий от типа и размера электрода dэ, мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30. 35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
1 – семейство характеристик для различных диапазонов сварки,
U∆uIсв2, U∆Iсв3, U∆Iсв4 – диапазоны токов сварки для электродов диаметров 2, 3 и 4 мм соответственно,
I uкз – ток короткого замыкания
∆uUсв – диапазон напряжений сварки (18. 24 В)
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15. 20 до 150. 180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2. 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
Питание от сети 220 В
Длительность работы должна составлять не менее 5. 7 электродов dэ=3. 4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
Выбор типа сердечника
Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35. 0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35. 0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
а) – пластины Г – образной формы,
б) – пластины П – образной формы,
в) – пластины из полос трансформаторной стали,
S=a*b – площади поперечного сечения сердечника (ярма), см
c, d – размеры окна, см
При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b, см2.
Как показывает практика, не следует выбирать минимальные значения S=25..35 см2, поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см2. Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4.
Рис. 4 Магнитопровод тороидального типа:
1 – сердечник автотрансформатора до перемотки,
2- сердечник после перемотки.
Для увеличения внутреннего диаметра тора (“окна”) с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см2.

Выбор провода обмоток.
Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P2=Iсв*Uсв. Если сварка ведется электродом dэ=4 мм, при токе 130. 160 А, то мощность вторичной обмотки составит: Р2=160*24=3,5. 4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5. 5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5..6 мм2.
4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5. 5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5..6 мм2.
На практике площадь сечения провода желательно взять несколько больше, 6. 7 мм2. Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6. 3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D2)/4 или S=3,14*R2, D – диаметр голого медного провода,измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
W1=(k2*S)/U1, где
k2 – постоянный коэффициент,
S- площадь сечения ярма в см2
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и Uхх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 65. 70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6. 1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8. 10 мм (Рис. 5).
При использовании алюминиевого провода его сечение необходимо увеличить в 1,6. 1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8. 10 мм (Рис. 5).
О собенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б)
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
а) – сетевая обмотка на двух сторонах сердечника,
б) – соответствующая ей вторичная (сварочная) обмотка, включенная встречно- параллельно,
в) – сетевая обмотка на одной стороне сердечника,
г) – соответствующая ей вторичная обмотка, включенная последовательно
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4. 6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2. 3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60. 65% от общего числа ее витков.
6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60. 65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80. 90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20. 25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7)
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25. 30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70. 80 В и амперметр переменного тока на 180. 200 А. Схема подключения измерительных приборов показана на (Рис. 8).
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30. 25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6. 7 мм через автомат на ток 25. 50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1. 1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5. 1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2. 3 мм, напряжение которой равно 18. 24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150. 160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Переносной сварочный аппарат на основе “Латра”.
Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9).
9).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание.Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10)
Рис. 10 Намотка обмоток сварочного аппарата:
1 – первичная обмотка, 2 – вторичная обмотка, 3 – бухта провода, 4 – ярмо
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов.
Намотав первичную обмотку, покрывают ее слоем изоляции, а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод располагается виток к витку, а снаружи – с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80. 185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Внутри сердечника провод располагается виток к витку, а снаружи – с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80. 185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий “Латр” на 9 А. Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте. Трансформатор в этом случае дает ток 70. 150 А. Изготовленный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции (рис. 12)
12)
Рис. 12 Варианты кожуха сварочного аппарата на основе “ЛАТРА”.
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный конец одного из этих проводов крепится к держателю электрода, а свободный конец другого – к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности сварщика. Регулировка тока сварочного аппарата производится включением последовательно в цепь провода держателя электрода кусков нихромовой или константановой проволоки d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится к листу асбеста. Все соединения проводов и балластника производятся болтами М10. Перемещая по “змейке” точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра. Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1 dd=1. 3 мм.
3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80. 185 А – 10 электродов, а с током 70. 150 А – 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии “ЛАТРА”, можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1. 20 мм.
20 мм.
Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10. 12 мм и длиной 30. 40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10. 11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.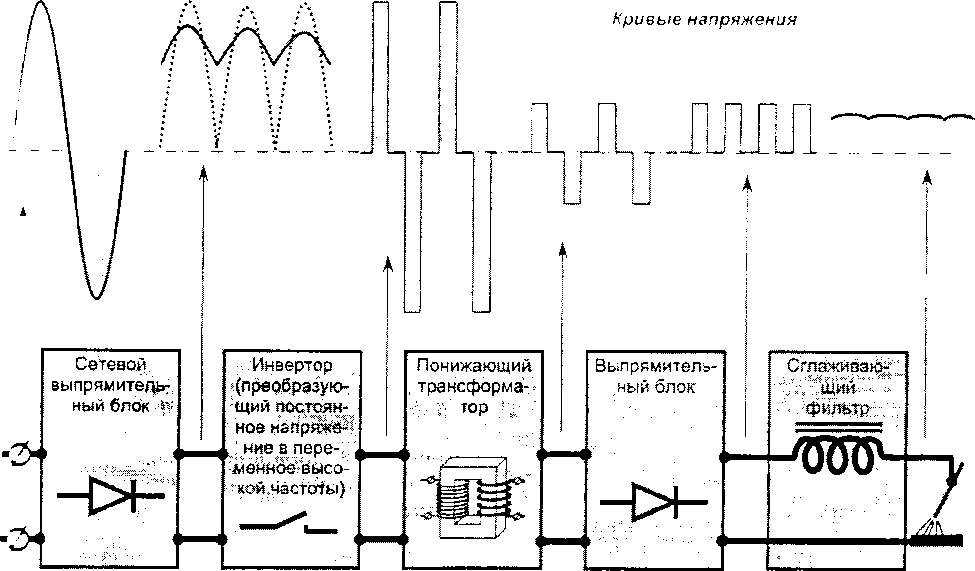
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В, б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16).
Держатель электродов из трубы d¾”
Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾” и длиной 250 мм (рис.17).
Рис. 17. Общий вид простого держателя электродов из трубы d¾”.
– электрод
– пружина,
– труба,
– резиновый шланг,
– винт и гайка М8,
– кабель
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18)
Рис. 18 Чертеж корпуса держателя электродов из трубыd¾”
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
Держатель электродов из стальных уголков.
Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19)
Рис. 19. Конструкция держателя электродов из уголков 25х25х4 мм:
– электрод,
– корпус (из уголков № 2,5),
– соединительные болты М4,
– изолятор ручки,
– электрический кабель,
– клемма (болт М4),
– соединительный уголок,
– клавиша фиксатора,
– контактный провод,
– рычаг фиксатора,
– пружина
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 20. Принципиальная схема регулятора тока сварочного трансформатора:
VT1, VT2 -П416
VS1, VS2 – Е122-25-3
С1, С2 – 0,1 мкФ 400 В
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1. 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Еслже вам не удалось найти подходящего магнитопровода в виде ЛАТРа или трехфазного трансформатора, то прочитайте статью о изготовлении сварочного аппарата из электродвигателя.
Как подобрать стабилизатор напряжения для сварочного аппарата
Выбор стабилизатора напряжения зависит от модели сварочного аппарата, которому может, вообще, не потребоваться дополнительный нормализатор, если напряжение сети будет соответствующим. Недорогому китайскому сварочнику по-любому не обойтись без стабильника, так как оборудование может не включиться при низком напряжении, или вовсе выдавать характеристики, далёкие от заявленных.
Недорогому китайскому сварочнику по-любому не обойтись без стабильника, так как оборудование может не включиться при низком напряжении, или вовсе выдавать характеристики, далёкие от заявленных.
О стабилизаторах напряжения для сварки
Сварочный стабилизатор представляет собой электрическое устройство, используемое для стабилизации подачи тока на сварочную технику. Защищает их от повреждений вследствие сетевых скачков.
Аппарат работает по принципу трансформатора, где входной ток подаётся на первичные обмотки и выводится со вторичных. Когда происходит падение входного напряжения, активируется реактивная катушка с регулируемым индуктивным сопротивлением, или добавляется большее количество витков во вторичной обмотке – это компенсирует потери и повышает выходное напряжение. Если входное – завышенное, происходит обратное действие, и поэтому напряжение на выходе остается практически неизменным.
Существуют следующие типы стабилизаторов напряжения 220 В для сварки:
А также выделяют:
- полуавтоматы,
- сварочные аппараты с бензиновым либо дизельным генератором.


Выбор стабилизатора напряжения для сварочника
Постараемся в этом разделе рассмотреть самые популярные вопросы:
- Помогите подобрать стабилизатор напряжения для инверторной сварки?
- Что лучше стабилизатор для сварочника или сварочный выпрямитель?
Выбор аппарата для сварки должен производиться согласно требованиям к приобретаемому устройству под определенные потребности:
- если имеете дело с толщиной металла тоньше 1,5 мм, предпочтение лучше отдать полуавтомату,
- если приходится работать с высоколегированной и нержавеющей сталью, то выбирайте либо сварочный выпрямитель, либо инвертор,
- если предстоит работать в непростых условиях производства работ (низкая температура, запылённость), то следует выбрать выпрямитель на диодах или полуавтомат,
- с большим объемом работ прекрасно справятся сварочные инверторы,
- стоимость.
Достижение максимально эффективного результата возможно лишь с использованием сварочного инвертора с его функциями и удобством в работе. В современных устройствах для коммутации применяют транзисторные модули IGBT, являющиеся самыми дорогими элементами аппарата и обеспечивающими компактность и небольшой вес.
В современных устройствах для коммутации применяют транзисторные модули IGBT, являющиеся самыми дорогими элементами аппарата и обеспечивающими компактность и небольшой вес.
Выбирая аппарат для сварки, стоит подумать и о покое соседей. Если работы по сварке много, а подача электроэнергии в основном нестабильная, то лучшим вариантом будет инвертор с его экономным энергопотреблением.
В зависимости от потребляемой мощности сварочника выбирается стабилизатор на 3, 5, 8 либо 10 кВА. Из изделий отечественного производства можно выделить инверторы марки Ресанта, Энергия, Форсаж, имеющие защиту от перегрева, нестабильности напряжения в сети, токовой перегрузки. Все они отличаются надёжностью, неприхотливостью в работе и долговечностью.
Стабилизатор напряжения для сварочного аппарата
В категории современного электрооборудования сварочные аппараты являются одними из наиболее дорогостоящих устройств. Поэтому иногда даже бывает целесообразнее арендовать такое оборудование, что позволит сэкономить немного денег и одновременно выполнить всю необходимую работу.
О типах сварочных аппаратов
При покупке или аренде сварочного оборудования внимание следует обращать на ряд важных критериев. Важнейший из них — это тип аппарата.
- Он может быть:
- сварочным инвертором,
- трансформаторным устройством переменного тока,
- трансформаторным аппаратом постоянного тока,
- полуавтоматическим сварочным устройством.
Сварочные аппараты, использующие для своей работы переменный ток, являются наиболее востребованными. Они используются для сварки с применением плавящихся электродов. Для таких устройств характерны долговечность, высокая надежность и простота конструкции.
Аппараты на постоянном токе также используется для сварки с применением плавящихся электродов. Единственное, в чем они отличаются от предыдущего типа сварочных устройств — это наличие выходного выпрямителя диодного типа, обеспечивающего образование постоянного тока из переменного. Но при этом аппарат теряет значительную часть мощности и усложняется в плане конструкции. Сварочное устройство постоянного тока значительно удобнее в использовании благодаря наличию неизменной дуги.
Сварочное устройство постоянного тока значительно удобнее в использовании благодаря наличию неизменной дуги.
Полуавтоматические сварочные аппараты характеризуются хорошей производительностью, удобством в использовании и сложностью конструкции. Подобного рода устройства применяются для сварки в среде газа. Если последний не используется, тогда применяется специальная флюсовая проволока.
Наиболее удобными и современными среди всех сварочных устройств являются инверторы, отличающиеся маленьким весом, компактностью и стойкостью к значительным скачкам напряжения. При помощи сварочных инверторов сварка выполняется максимально удобно, а качество получаемого результата не вызывает никаких сомнений. Все это возможно благодаря применению различных дополнительных функций, например, стабилизирующей системы, ускоренного поджига рабочей дуги и защиты от возможных перепадов напряжения.
О стабилизаторах напряжения для сварки
Применение стабилизаторов напряжения для оборудования различного типа позволяет обеспечить корректную работу в условиях перепадов сетевого напряжения и продлить срок его службы. Кстати, если Вы ищете стабилизатор напряжения для сварочного аппарата, то важно помнить, что его нельзя ставить после работающего трансформаторного сварочника, о чем многие указывают в инструкциях по работе приборов. Однако стабилизатор может защитить Ваши приборы при перепадах напряжения, возникших в результате работы сварочного аппарата у соседей. Также его можно ставить и после инверторного сварочного аппарата.
Кстати, если Вы ищете стабилизатор напряжения для сварочного аппарата, то важно помнить, что его нельзя ставить после работающего трансформаторного сварочника, о чем многие указывают в инструкциях по работе приборов. Однако стабилизатор может защитить Ваши приборы при перепадах напряжения, возникших в результате работы сварочного аппарата у соседей. Также его можно ставить и после инверторного сварочного аппарата.
Выбирать стабилизатор напряжения следует исходя из максимальной мощности всех приборов, которые будут одновременно работать на линии, а также произведенных замеров входного напряжения. Эти замеры лучше всего производить мультиметром в различное время суток. Таким образом можно узнать амплитуду колебания сетевого напряжения и исходя из нее правильно подобрать однофазный стабилизатор напряжения.
Также отметим, что у многих современных сварочников есть функция плавного пуска, при котором отсутствует повышенный пусковой ток. В данном случае не требуется делать 3-4-х кратный запас по мощности, как Вам могут рекомендовать некоторые продавцы стабилизаторов напряжения. Запас по мощности необходим, если на линии будут работать устройства с мощными электродвигателями, например насосы для перекачивания воды. Также принимайте во внимание, что у большинства производителей номинальная мощность указывается для входного напряжения от 190 вольт. При более существенном падении напряжения уже нельзя включать на линии бытовые приборы и оборудования с суммарной мощностью, равной номинальной мощности стабилизатора. При входном напряжении 140-150 вольт у большинства марок стабилизаторов мощность снижается примерно в 2 раза. В виде исключения приведем марки Стабвольт и Скат, у которых в конструкции используются качественные трансформаторы с достаточным количеством витков, обеспечивающие хорошую перегрузочную способность и соответствие заявленной мощности во всем диапазоне входных напряжений.
Запас по мощности необходим, если на линии будут работать устройства с мощными электродвигателями, например насосы для перекачивания воды. Также принимайте во внимание, что у большинства производителей номинальная мощность указывается для входного напряжения от 190 вольт. При более существенном падении напряжения уже нельзя включать на линии бытовые приборы и оборудования с суммарной мощностью, равной номинальной мощности стабилизатора. При входном напряжении 140-150 вольт у большинства марок стабилизаторов мощность снижается примерно в 2 раза. В виде исключения приведем марки Стабвольт и Скат, у которых в конструкции используются качественные трансформаторы с достаточным количеством витков, обеспечивающие хорошую перегрузочную способность и соответствие заявленной мощности во всем диапазоне входных напряжений.
Также для комплексной защиты от перепадов напряжения целесообразна установка стабилизатора не на отдельный сварочный аппарат, а полностью на линию дома. В этом случае большинство людей останавливает свой выбор на стабилизаторах мощностью 10 киловатт. В отдельных случаях, например, при наличии мощных обогревательных устройств, мощность уже может составить 20-30 кВт.
В отдельных случаях, например, при наличии мощных обогревательных устройств, мощность уже может составить 20-30 кВт.
И напоследок добавим, что если возникают какие-либо сомнения в выборе конкретной модели стабилизирующего устройства, не стесняйтесь обратиться к помощи специалиста, например сотрудника специализированного интернет-магазина или торговой точки. Это займет гораздо меньше времени, чем возможный обмен некорректно выбранного стабилизатора напряжения.
Удачи Вам и пусть скачки напряжения обходят Ваш дом стороной!
Power Electronics • Просмотр темы
Подключите сварочник через Латр. Подайте на вход напряжение от 210 до 240 и нагрузите его чуток, но так чтобы латр не сдох.(3 лампочки 12В 60 Вт последовательно) Если выходное напряжение будет изменяться и при 240 будет больше 32 вольт, значит ограничение не со стороны электроники, а чисто физически — трансом. Если будет явна стабилизхация напряжения при росте входного, тогда все проще. Надо в принципиальной схеме поменять резистор в цепи ОС по напряжению, если таковая есть.
По поводу транса, можно изготовить новый, а можно сделать вольт-добавочный к старому. То есть намотать второй транс, в котором будет нужное число витков первички при условии 1 витка во вторичке. Точнее сказать, будет просто первичка и 2 свободных окна для того чтобы через них просунуть провод идущий от вторички оригинального транса до выходного выпрямителя. При этом добавочный транс надо пересчитать так чтобы он на 1 виток выдал недостающие 8 вольт.
Если у вас там косой мост, то транс должен выдать 16 вольт амплитуды или чуть больше (допустим заполнение 0.5) Коэфф. трансформации 18. Значит в первичке 18 витков однослойной намотки проводом хотя-бы 2Х0.8 мм. Для таких витков брать сердечник Е65, не меньше.
Но с 18 витками в первичке такой транс будет жить только от 50 кГц и выше, при этом феррит будет греться и нуждаться в обдуве. Как и основной транс — однозначно обдувать т.к. сварочная нагрузка и постоянная нагрукза совсем разные вещи.
Чтобы феррит грелся меньше можно взять сдвоенный Е65 или Ш20Х28.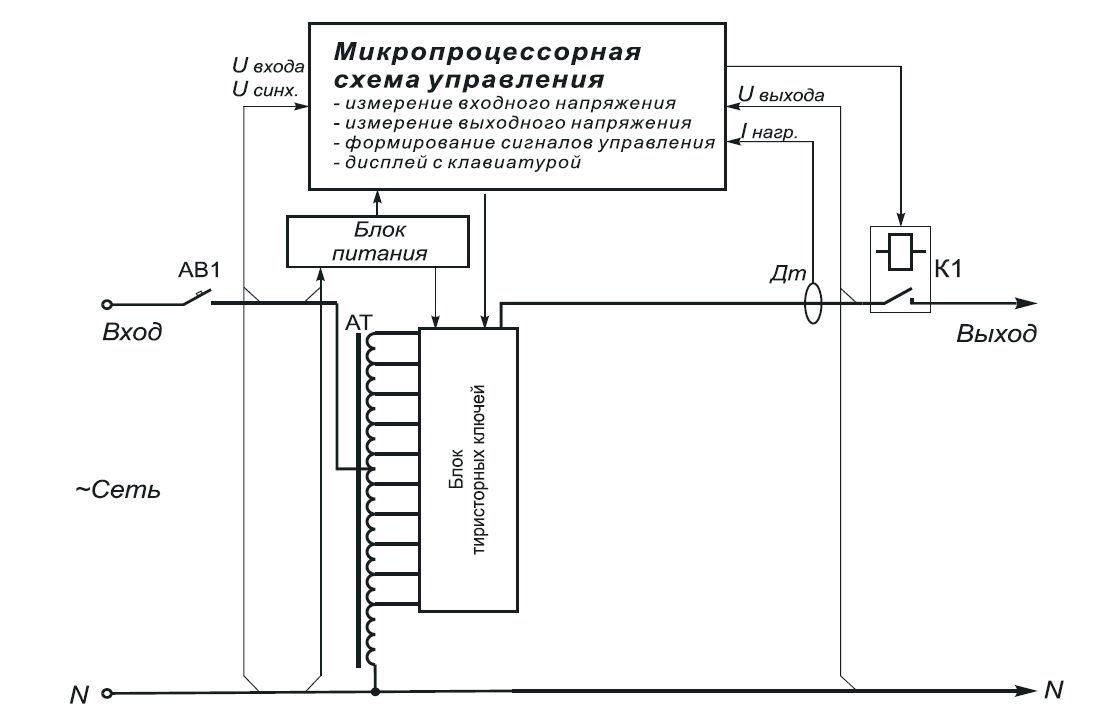 (4 половинки) или удвоить витки, 36 первички на 2 вторички. Это уже конечно многовато но что поделать, такое у нас число неудобное. Первичку надо включить параллельно первичке оригинального транса, после датчика тока, чтобы ток этого транса тоже измерялся.
(4 половинки) или удвоить витки, 36 первички на 2 вторички. Это уже конечно многовато но что поделать, такое у нас число неудобное. Первичку надо включить параллельно первичке оригинального транса, после датчика тока, чтобы ток этого транса тоже измерялся.
И самое главное, самый важный момент — полярность вторички. Включение должно быть согласным. Определить «попал или не попал» можно по росту напряжения ХХ на выходе, если полярность верная, оно должно вырасти. А вот если она неверная, оно упадет и цеплять нагрузку ни в коем случае нельзя — бахнет силовая часть. Если напряжение ХХ ограничивается электроникой, тогда придется смотреть осциллом амплитуду импульсов на входе выходного выпрямителя, перед дросселем. Или подать на вход 120-150 В от латра, чтобы работать ниже порога ограничения.
Сварочник включайте в сеть последовательно с 200-300 Вт лампочкой. До тех пр пока не убедитесь что все верно. Пусть он с двумя трансами и лампочкой на ХХ поработает. Если лампочка будет явно светиться, значит где-то ошибка. Ждите, что-то нагреется Вероятно транс, который вы добавили, в случае неверной полярности включения вторички (или первички, не важно. Первичку проще перепаивать, она тоньше).
Ждите, что-то нагреется Вероятно транс, который вы добавили, в случае неверной полярности включения вторички (или первички, не важно. Первичку проще перепаивать, она тоньше).
Нет напряжения на выходе сварочного инвертора
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность.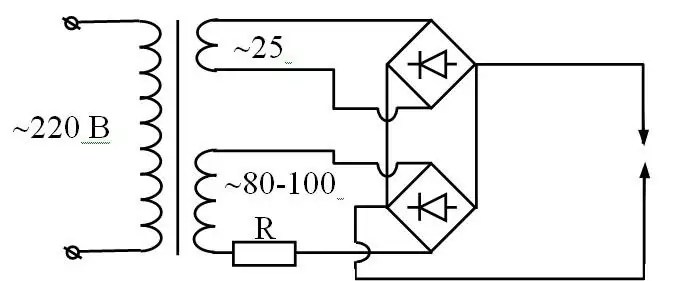 Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Чтобы убрать помехи, перед выпрямителем устанавливают фильтр. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется.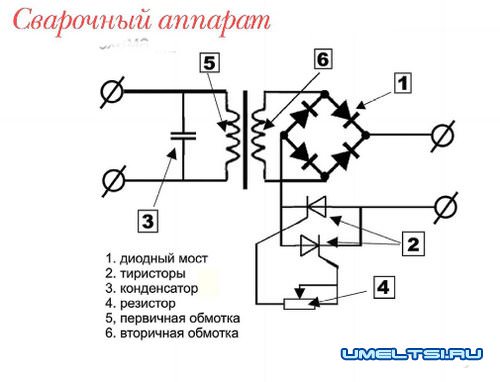 Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Читайте также: Выбор сварочного инвертора
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях.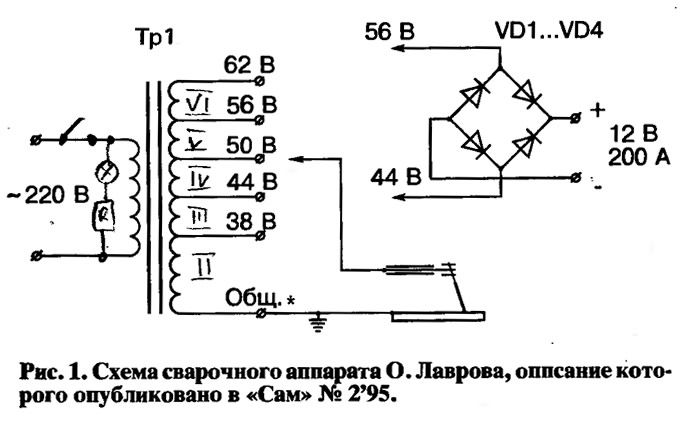 Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
Основные неисправности сварочных инверторов и методы их устранения
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
 youtube.com/embed/G0hLKjCZdZQ?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
youtube.com/embed/G0hLKjCZdZQ?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»/>
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
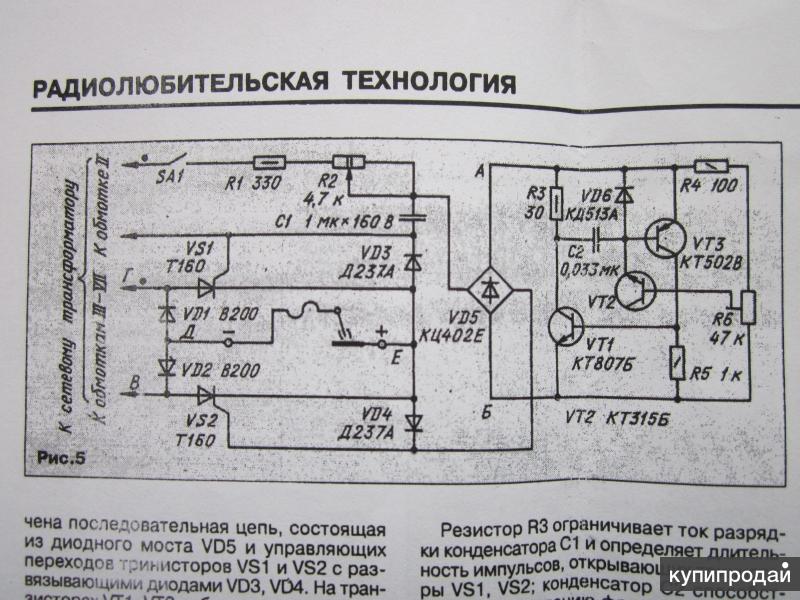
 Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
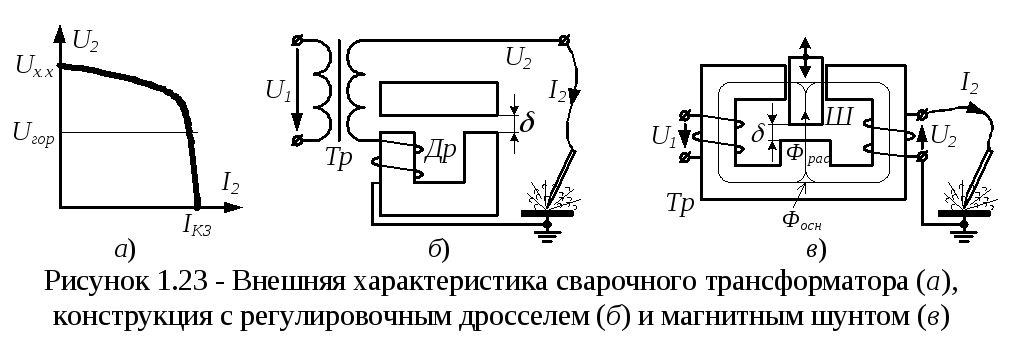
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.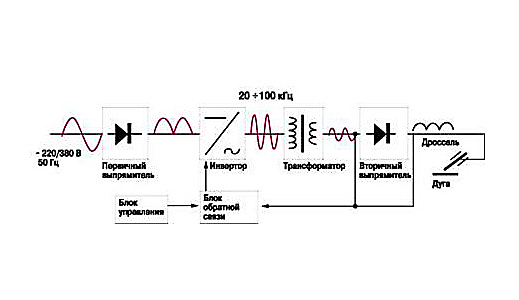
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.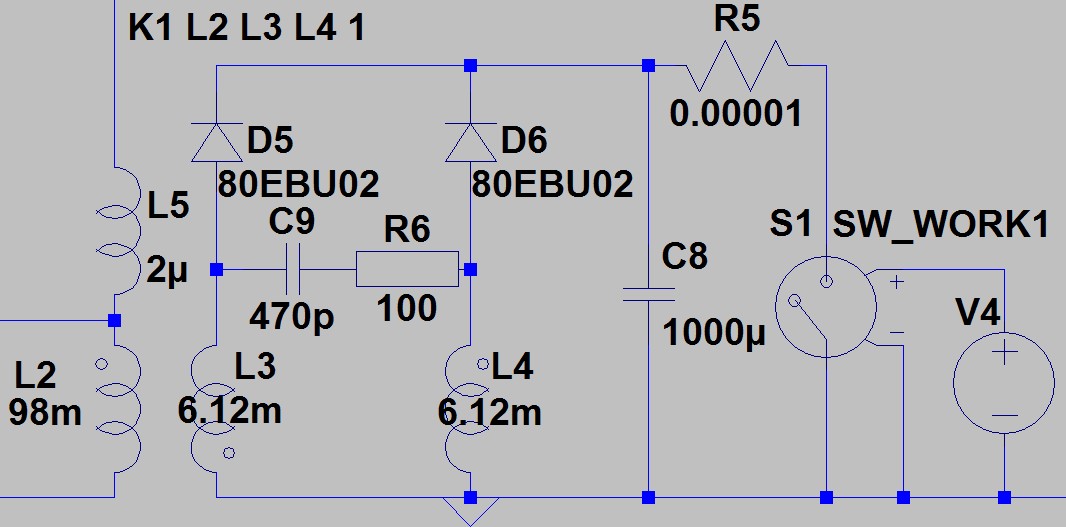
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Нет регулировки тока в сварочном аппарате.
Нет регулировки тока.
Наиболее часто встречающаяся проблема, с которой сталкиваются сварщики, работающие с аппаратами бытового типа.
Для этого есть ряд причин, которые мы рассмотрим ниже.
Давайте разберемся, о какой регулировке идет речь: аппарат искрит и не дает дугу или варит только на максимальном токе.
Существует ряд причины данной неисправности.
1. Первая из них, не самая распространенная, которую легко найти, не разбирая аппарата. Это механическое повреждение регулятора тока. Это будет сразу заметно при визуальном осмотре внешнего вида аппарата – отломана ручка, большой люфт между ручкой потенциометра и передней панелью аппарата, а также проскакивание, либо слишком легкое прокручивание ручки потенциометра, чего раньше не было.
2. При искрении аппарата, возможно, что причина неисправности — нарушение работы или повреждение функции AntiStick (залипание электрода).
Вероятно причина неисправности — нарушение работы обратной связи регулировки тока.
3. Самая распространенная причина – это нарушение схемы питания аппарата. Где система зарядки конденсаторов целая, а реле, замыкающее систему зарядки внутренней цепи, повреждено или по какой-то причине не сработало.
4. Если аппарат работает только на максимальном токе, то это, как правило, серьезная неисправность, которая может привести к более серьезной поломке аппарата.
Если причина отсутствия регулировки тока заключается не в механическом повреждении потенциометра, то советуем не эксплуатировать аппарат и обратиться в сервисный центр. Основная причина данной неисправности – потеря обратной связи по току. Это свидетельствует о нарушении внутренней схемы аппарата. Это может быть поврежденный операционный усилитель, вышедший из строя по причине пыли или конденсата; нарушение работы шим-контролера; в старых аппаратах – нарушение соединения проводов обратной связи к шумту; нарушение соединения проводов датчика тока в следствие плохой установки внутри аппарата.
Доступно о характеристиках сварочных аппаратов
Содержание:
- 1. Сила тока
- 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
Выбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.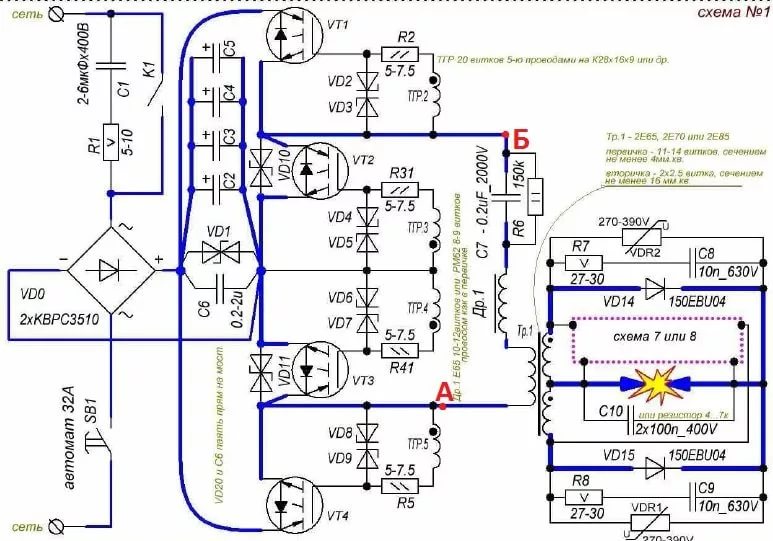
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.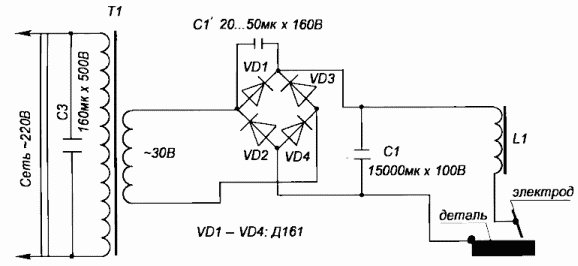
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Кроме того, сварка разного металла электродом одного диаметра требует различной силы тока. Например, использование электрода диаметром 4 мм для сварки малоуглеродистой стали требует силы тока в 150 Ампер, а для соединения деталей из «нержавейки» — 170 Ампер.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Дополнительные показатели
- Напряжение питания – некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В). Модели, работающие на 380 Вольтах, выдают сильный сварочный ток, но имеют более значительный вес. Возможность работать с бытовой и промышленной сетью делает такие сварочные аппараты универсальными.
- Напряжение холостого хода – это величина, характеризующая минимальную силу тока на зажимах сварки без присутствия дуги. Чем выше этот показатель, тем легче проводить инициацию электрической дуги. Нормативными документами установлен верхний безопасный для здоровья порог в 100В при постоянном и 80В при переменном токе.
- Номинальное рабочее напряжение – обычно в 2-2,5 раза меньше напряжения холостого хода. Это показатель минимального напряжения, присутствующего в дуге. Низкое его значение полезно при сварке тонких металлических деталей.
- Вес и габариты – крайне не маловажные характеристики, если для работы нужна легкость и мобильность. Лидерами в этих показателях являются сварочные инверторы. В них компактность достигается за счет применения в их конструкции не силового, а высокочастотного генератора тока, который имеет небольшие размеры и малый вес.
- Диаметр электрода – указывает диапазон диаметров поперечного сечения электродов, доступных к использованию с данной моделью. Возможный диаметр зависит от силы тока сварочного аппарата.
- Коэффициент полезного действия (КПД) – характеризуется отношением полезной мощности сварочного аппарата к общей, им потребленной. Общая потребленная мощность источника является мощностью тока при номинальном напряжении и полезной мощности с учетом потерь на преодоление внутреннего сопротивления и трения в самом аппарате. Умножение номинального напряжения и тока дает величину полезной мощности. Наименьшими потерями мощности отличаются модели инверторов, имеющие КПД до 90% и более, в отличие от трансформаторов, где КПД может составлять всего около 30% .
- AC/DC – эта аббревиатура характеризует возможность аппарата работать на постоянном и переменном токе. Существуют сварочные трансформаторы, работающие только на переменном токе и аппараты, использующие только постоянный ток, но наиболее часто представлено сочетание возможности применения и того, и другого.
Так же возможна смена полярностей. При положительном заряде клеммы на свариваемом металле будет полярность прямая, а при положительном заряде на электроде – обратная. Прямая полярность увеличивает температуру детали, обратная — электрода. Изменение полярности необходимо для сварки постоянным током различных видов металла в зависимости от его свойств. - IP (Ingress Protection Rating) – аббревиатурное название квалификационной системы, характеризующей степень защиты электроаппаратов от проникновения твердых частиц (первая цифра от 0 до 6) и влаги (вторая цифра от 0 до 8). Чем выше данное значение, тем надежнее защита. Например, если у оборудования степень защиты IP 31, значит, исключается попадание внутрь корпуса твердых частиц диаметром до 2,5 мм и вертикально падающих капель воды.
 Модели, работающие на 380 Вольтах, выдают сильный сварочный ток, но имеют более значительный вес. Возможность работать с бытовой и промышленной сетью делает такие сварочные аппараты универсальными.
Модели, работающие на 380 Вольтах, выдают сильный сварочный ток, но имеют более значительный вес. Возможность работать с бытовой и промышленной сетью делает такие сварочные аппараты универсальными.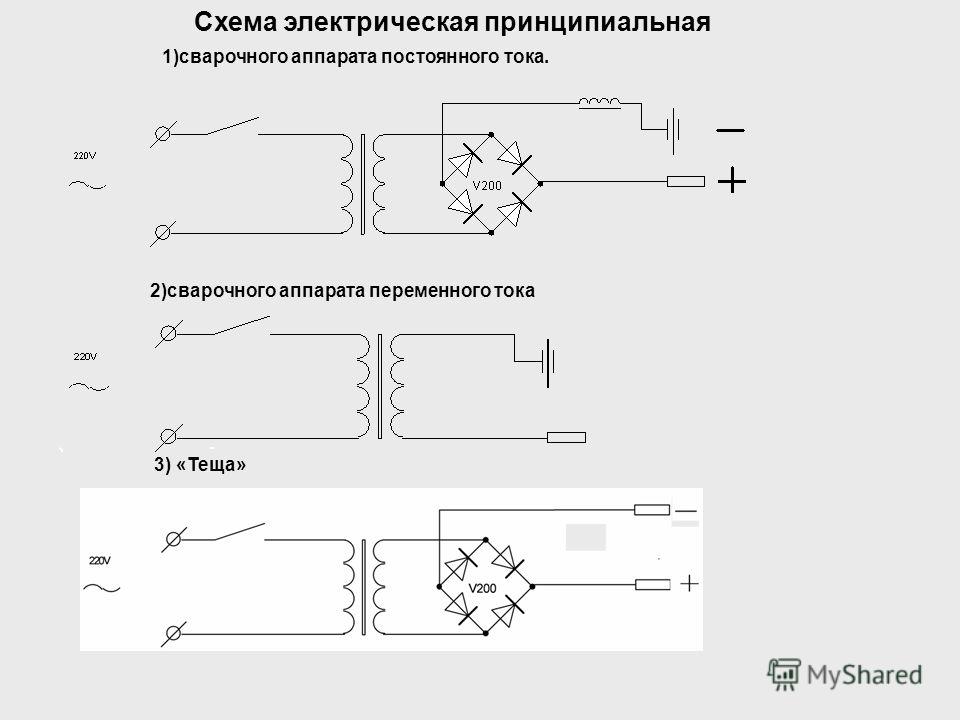 В них компактность достигается за счет применения в их конструкции не силового, а высокочастотного генератора тока, который имеет небольшие размеры и малый вес.
В них компактность достигается за счет применения в их конструкции не силового, а высокочастотного генератора тока, который имеет небольшие размеры и малый вес. Существуют сварочные трансформаторы, работающие только на переменном токе и аппараты, использующие только постоянный ток, но наиболее часто представлено сочетание возможности применения и того, и другого.
Существуют сварочные трансформаторы, работающие только на переменном токе и аппараты, использующие только постоянный ток, но наиболее часто представлено сочетание возможности применения и того, и другого. 
Напряжение на электродах сварочного аппарата —
Сварочный инвертор
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
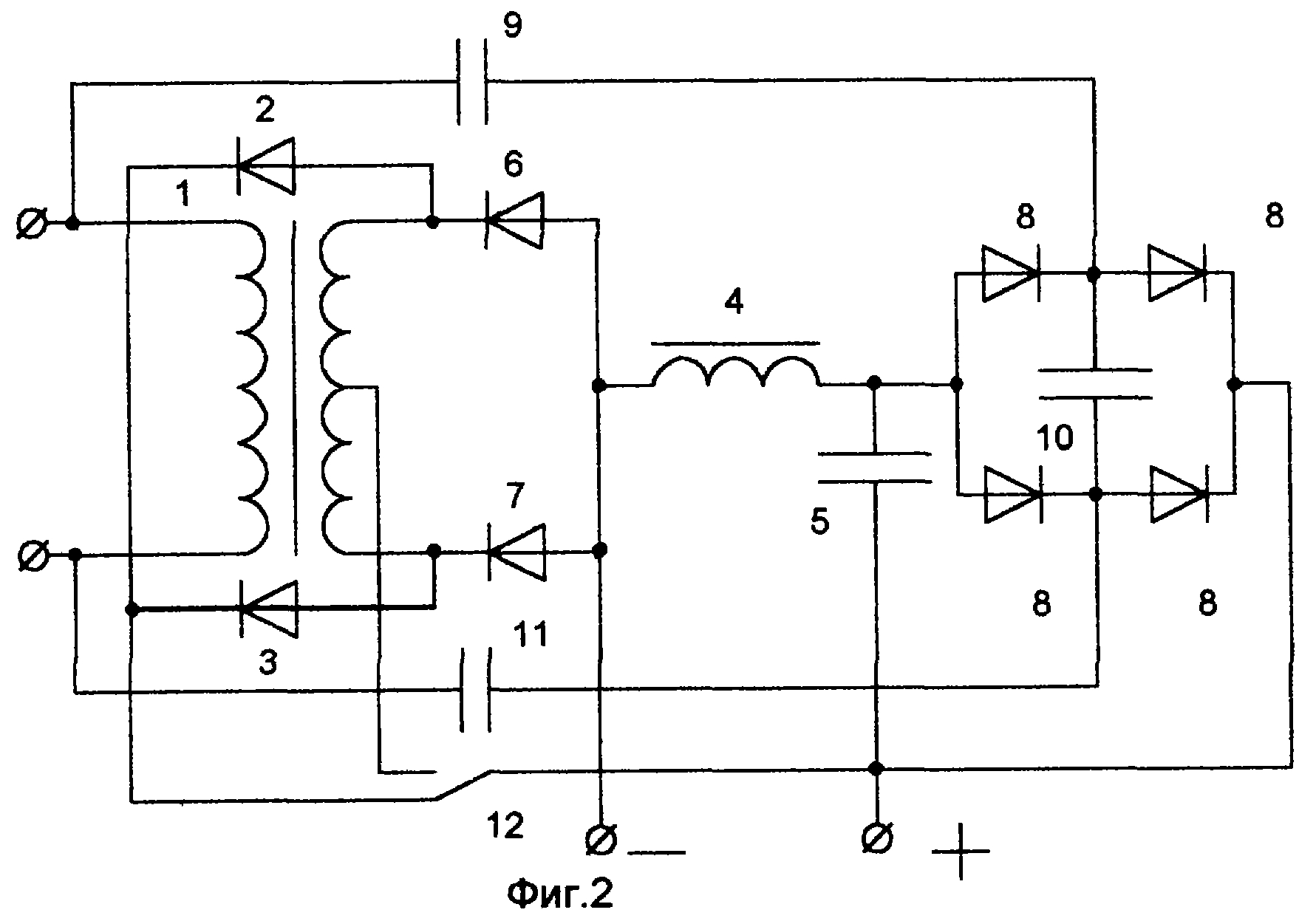 youtube.com/embed/JYrmpMqKKzA?feature=oembed»/>
youtube.com/embed/JYrmpMqKKzA?feature=oembed»/>
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
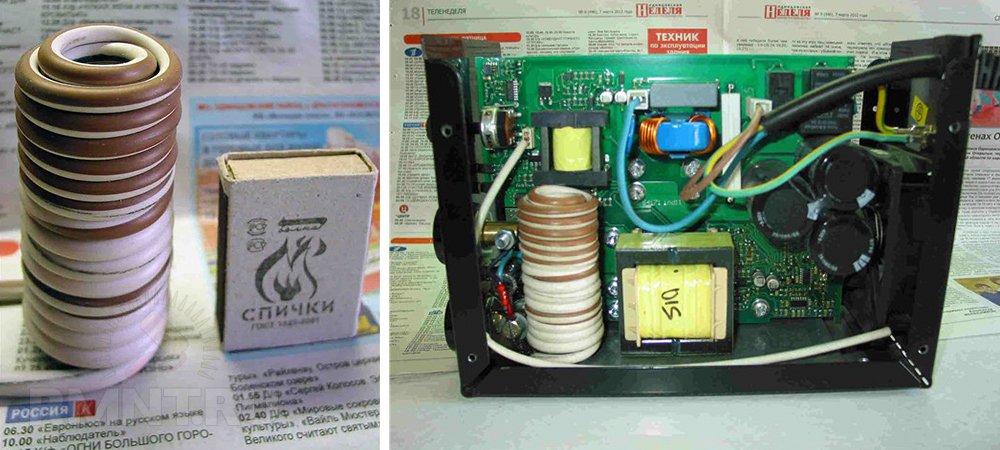 Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры.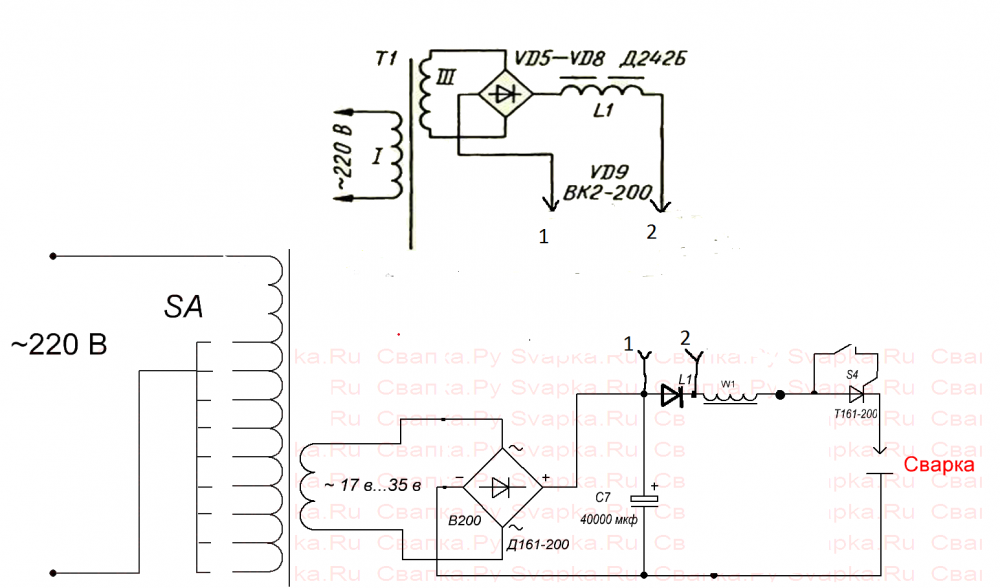 Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное.![]() И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
 Процесс изменения тока происходит полностью автоматически, без участия сварщика.
Процесс изменения тока происходит полностью автоматически, без участия сварщика.- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
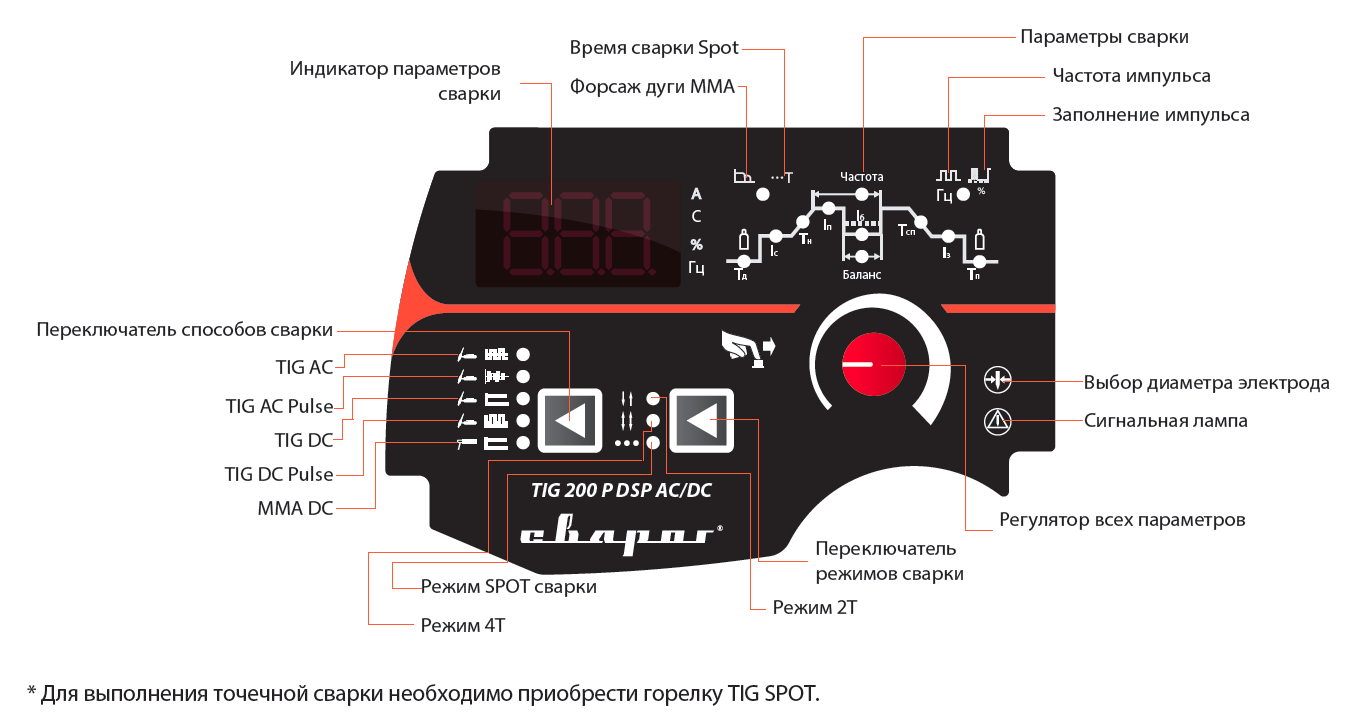
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.
Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Основные характеристики сварочного инвертора
На что следует обратить внимание при покупке сварочного аппарата ММА
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.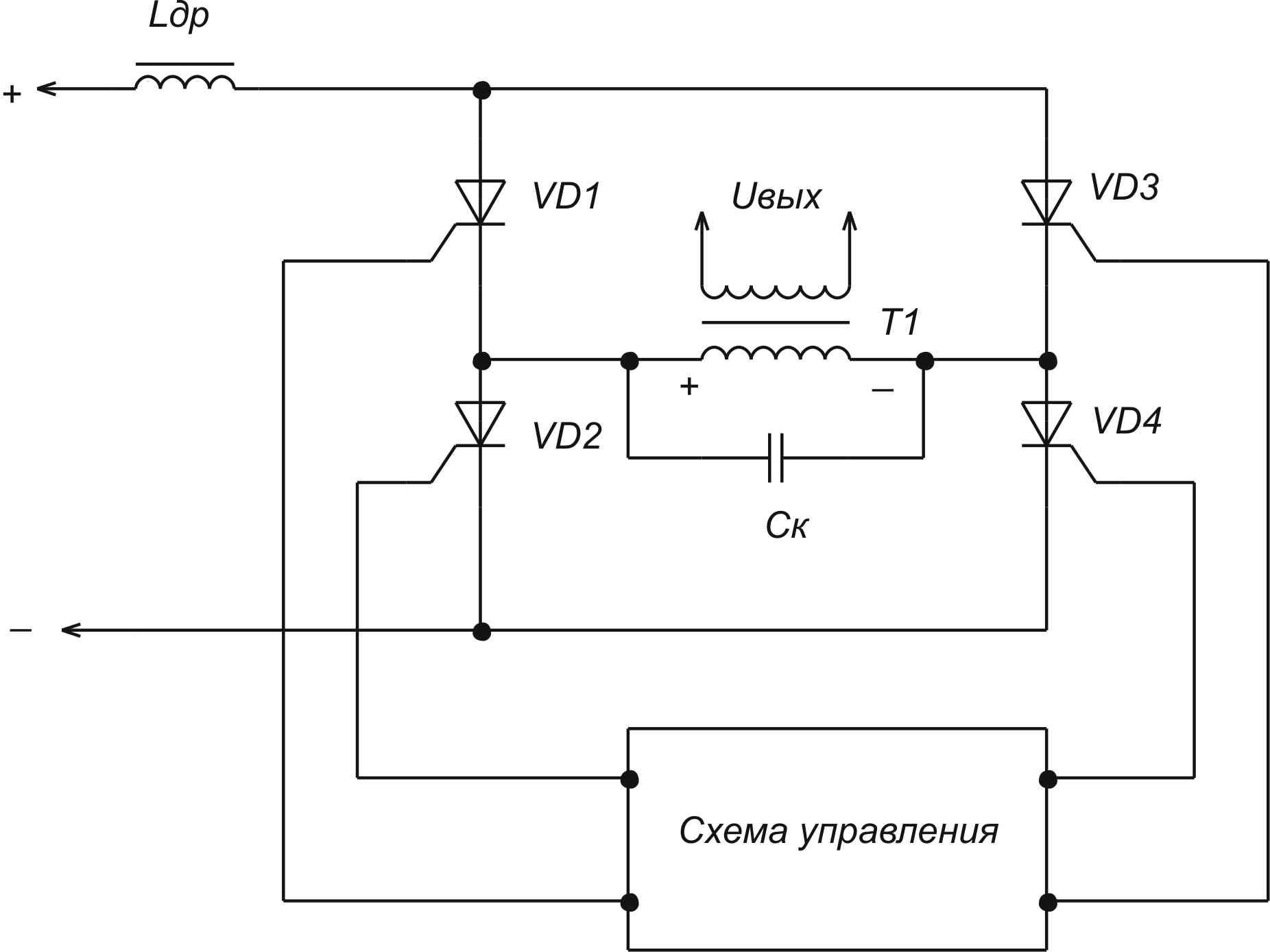
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.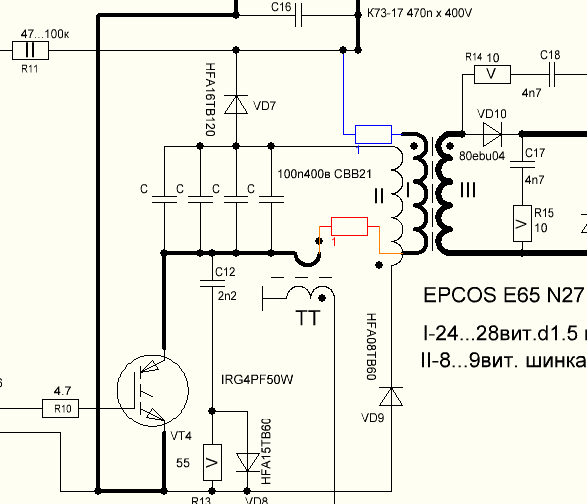
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Как новичку выбрать силу сварочного тока. Простая инструкция.
И так, кто тут задался вопросом как выбрать сварочный ток? Это не важно, начинающий вы сварщик или уже бывалый. Мы готовы подсказать каждому. Для всех одна инструкция.
Показано как выбрать сварочный ток
Для начала нужно понять, что выбор силы сварочного тока — важный этап сварочных работ. И пренебрегать этим этапом нельзя ни новичку ни опытному. От данного выбора на пряму зависит качество будущих сварных соединений.
В нашем, теоретическом материале мы научимся самостоятельно определять необходимую величину сварочного тока. После прочтения даже новички с легкостью сделают правильный выбор.
После прочтения даже новички с легкостью сделают правильный выбор.
Обратите внимание! В статье рассматриваются сварочные инверторы. Так как данное оборудование самое распространенное. Новички и профессионалы постоянно используют их.
Как выбрать сварочный ток. Общая информация.
Возможно не все понимают, что до начала работы следует обратить внимание на несколько параметров.
Выбрать сварочный ток совершенно не сложно. Существуют основные факторы:
- Толщина свариваемых деталей
Да, этот пункт мы ставим на первое место, так как для новичков он должен быть основным. В соответствии с толщиной металла в первую очередь мы определяемся с диаметром электрода и только потом с силой тока.
Ну вот и самый ожидаемый пункт. Все верно! От диаметра электрода зависит наш выбор в плане силы тока.
Пространственное положение сварки
Все понимают, что выполнять сварочные работы невозможно только в нижнем положении. Существуют так же потолочные, вертикальные, горизонтальные. Если например, для нижнего положения все стандартно. То для потолочного и вертикального придется поработать с процентами. Вот например: если в нижнем положении, мы решили выставить 90 ампер, то для сварки того же металла, тем же электродом в вертикальном положении придется отнять около 15%, а для потолочного все 25%.
Существуют так же потолочные, вертикальные, горизонтальные. Если например, для нижнего положения все стандартно. То для потолочного и вертикального придется поработать с процентами. Вот например: если в нижнем положении, мы решили выставить 90 ампер, то для сварки того же металла, тем же электродом в вертикальном положении придется отнять около 15%, а для потолочного все 25%.
Необходимость многослойной сварки.
Новички, нет здесь не какой ошибки. Бывает такое, когда толстый металл необходимо проваривать в несколько проходов, это нормально. Вот именно по этому, к каждому слою могут предъявляться разные требования. Из этого следует различия в силе сварочного тока.
Этот пункт для более опытных сварщиков. Которые готовы работать с ответственными конструкциями. В этом случае могут использоваться разные электроды. А разные электроды, значит разный их состав и свойства, соответственно разная сила тока.
Какой род тока существует? Еще со школы известно — переменный и постоянный. Это две большие разницы, тем более в отношении сварочных работ. И этот пункт берется в учет при выборе режима.
Это две большие разницы, тем более в отношении сварочных работ. И этот пункт берется в учет при выборе режима.
Существует, ну на сколько мне известно=), два вида полярности — прямая и обратная. Дело в том, что электрическая дуга может возбуждаться от электрода к основному металлу или наоборот. Так что, седьмой пункт так же играет ключевую роль.
Вид сварочного соединения
Таких видов существует несколько. Вот основные из них: Тавровое, нахлесточное, стыковое. Даже это учитывается при выборе силы тока для сварки.
В двух словах о выборе тока для сварки
Ну что новички, по немногу вникаем в суть дела?*- ) Отлично! Но думаю стоит немного закрепить пройденное. Первым делом запомните, сила тока в сварке играет ключевую роль. А выбирается она в зависимости от некоторых условий. Основное условие — толщина металла, далее следует диаметр электрода, затем выбор сварочного тока(для новичков этого достаточно).
Как выбрать сварочный ток в зависимости от диаметра электрода
Как вы уже поняли, сварочный ток можно выбрать в зависимости от диаметра электрода. А в соответствии с чем мы выберем диаметр электрода? Правильно, в соответствии с толщиной свариваемых металлов. То есть, если толщина выбранного металла равна 1-2мм, то диаметр электрода 2 мм, а сила сварочного тока от 25- 60амп. Толщина металла 2-3.5мм, электрод 3мм, ток 45-120амп. Металл 4-15мм, электрод 4 мм, ток — 120 — 250 амп. Толщина металла 15-20 мм, электрод 5 мм, ток — 160-340.
Во внимание взяты самые распространенные диаметры используемых электродов. Существуют конечно и 8мм и тд, но это редкость.
Если не согласен, пиши в комментариях свою версию!
Сила сварочного тока на инверторах
В то время как профессиональные сварщики пользуются серьезным оборудованием, мы поговорим о сварочных бытовых инверторах. Многие видели, слышали, у кого то есть такой «малыш«. Бесспорно, инвертор отличный выбор для решения бытовых задач. Подварить крыльцо на даче, изготовить многие бытовые конструкции, возможно даже «калымить» в свободное время — отличное применение для этого «малыша«. Но не стоит забывать, что его мощностные способности серьезно ограничены. Даже если на его циферблате имеется значение в 160 ампер, это не говорит о том, что он столько готов выдать своему обладателю. Почему так? Все просто, удлинитель, сечение провода «держака» и прочее попросту своруют некоторую часть мощности. В связи с этим, просьба учитывать возможности вашего оборудования при выполнение сварочных работ, дабы не натворить «делов» =).
Бесспорно, инвертор отличный выбор для решения бытовых задач. Подварить крыльцо на даче, изготовить многие бытовые конструкции, возможно даже «калымить» в свободное время — отличное применение для этого «малыша«. Но не стоит забывать, что его мощностные способности серьезно ограничены. Даже если на его циферблате имеется значение в 160 ампер, это не говорит о том, что он столько готов выдать своему обладателю. Почему так? Все просто, удлинитель, сечение провода «держака» и прочее попросту своруют некоторую часть мощности. В связи с этим, просьба учитывать возможности вашего оборудования при выполнение сварочных работ, дабы не натворить «делов» =).
Ко всему прочему, очень прошу не слушайте всех подряд. Не обращайте существенного внимание советам диванных критиков. Опирайтесь только на проверенные источники. Определитесь, кому вы готовы доверять. И совершенно не важно, делаете для себя или на заказ. Качество всегда должно быть на высоте, а безопасность на шаг впереди!
Заключение
Наконец-то, все запомнили, что выбор силы сварочного тока является основным этапом перед началом сварочных работ.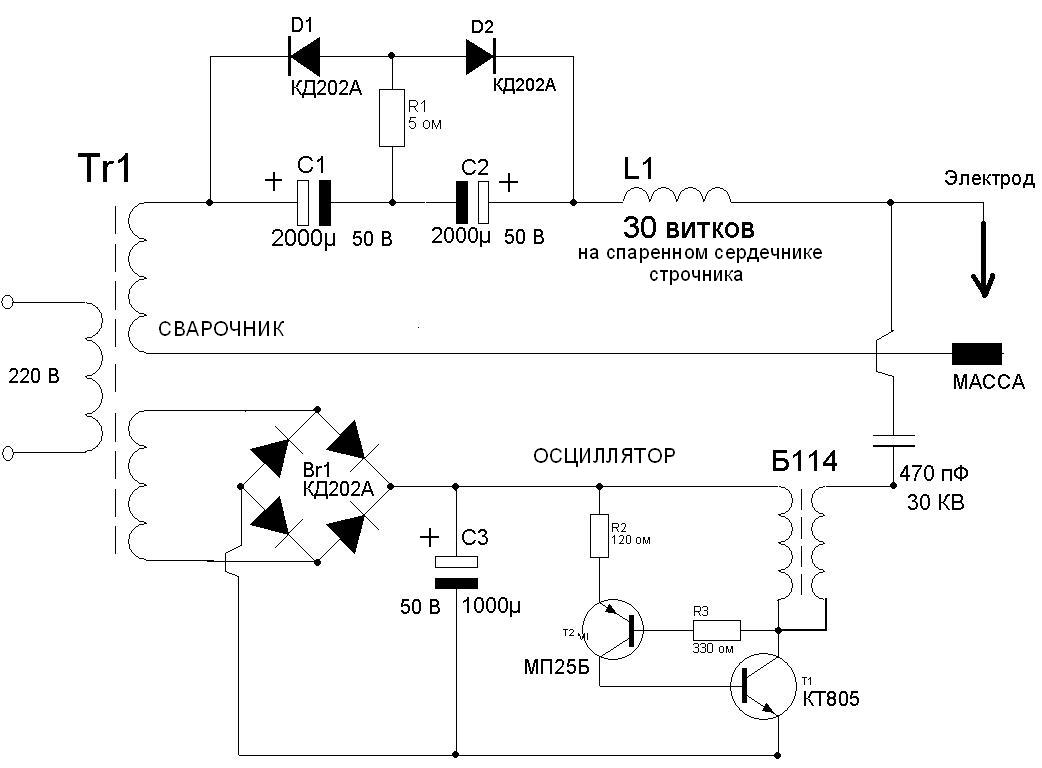 Более того, есть несколько зависимых фактора. Каждый из которых зависит друг от друга(как и все, во всем мире). Следуйте нашей простой инструкции и выбор сварочного тока окажется гораздо проще чем могло показаться. Сохраните наши таблички и иногда посматривайте в них. Самое главное, в любой работе, качество. Не забывайте об этом и мир станет лучше! Всего доброго уважаемые коллеги, пусть работы всегда будет хватать всем! Удачи!
Более того, есть несколько зависимых фактора. Каждый из которых зависит друг от друга(как и все, во всем мире). Следуйте нашей простой инструкции и выбор сварочного тока окажется гораздо проще чем могло показаться. Сохраните наши таблички и иногда посматривайте в них. Самое главное, в любой работе, качество. Не забывайте об этом и мир станет лучше! Всего доброго уважаемые коллеги, пусть работы всегда будет хватать всем! Удачи!
Не забывайте оставлять свое мнение в комментариях. Мы всегда рады вашим словам, мнениям и взглядам!
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, — будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров — просадок всё равно не избежать.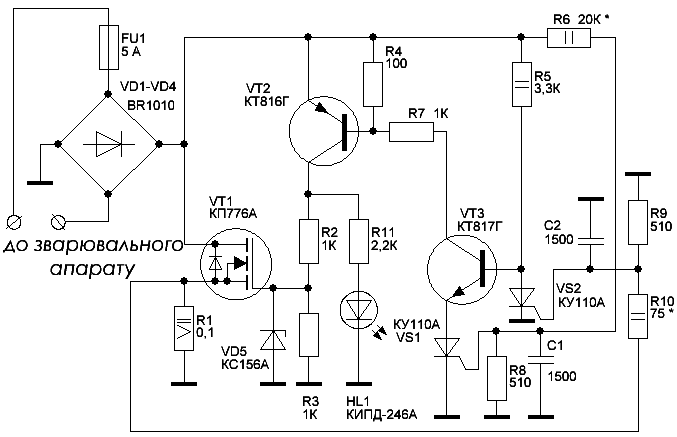
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении.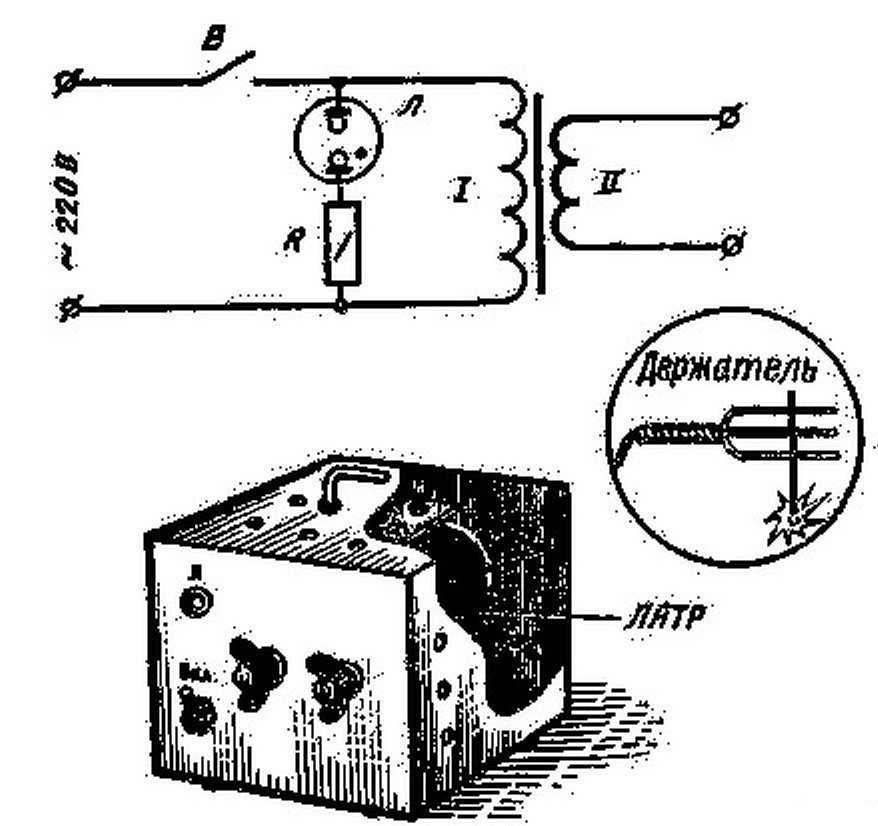 Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.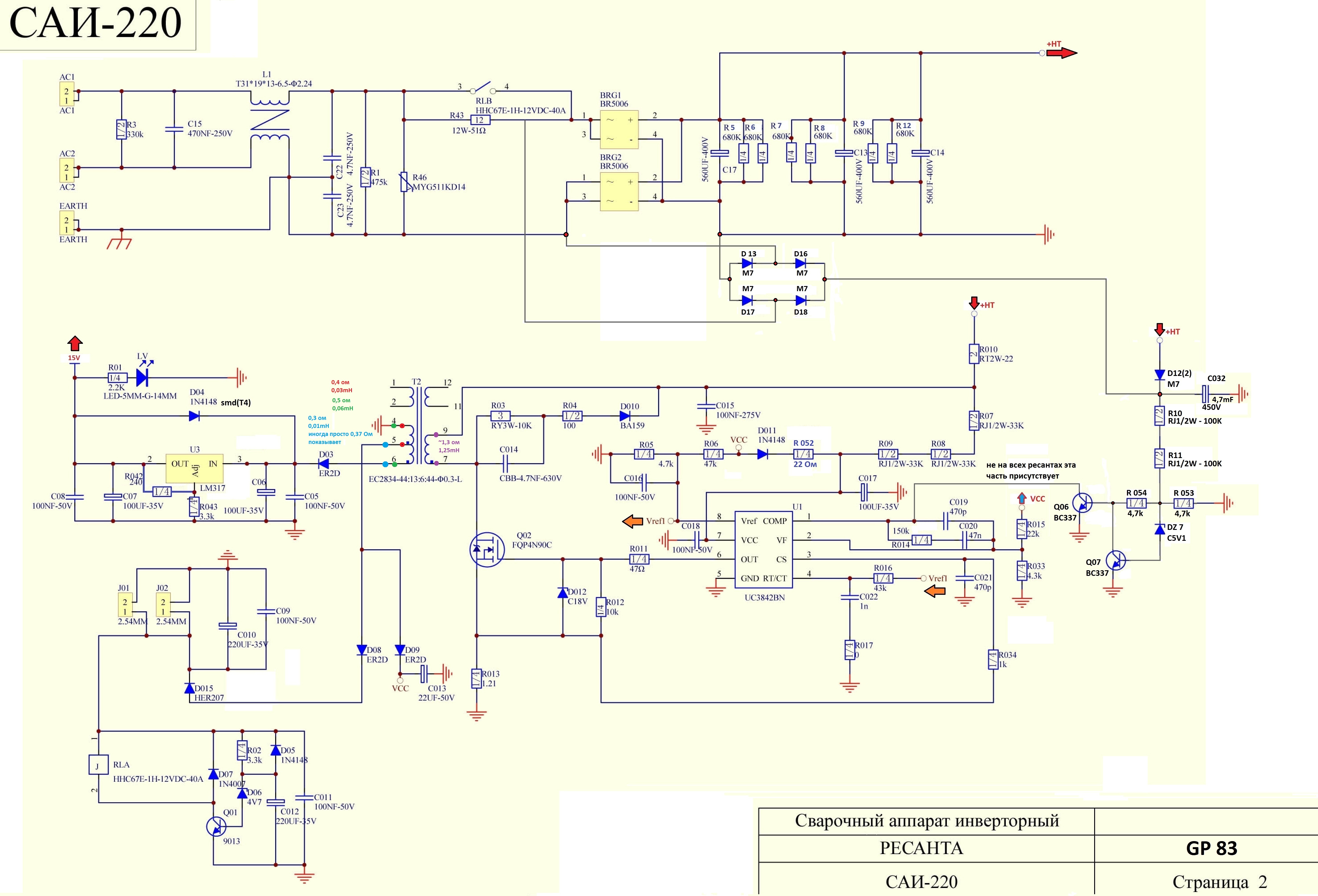
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, — 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования — от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника
I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).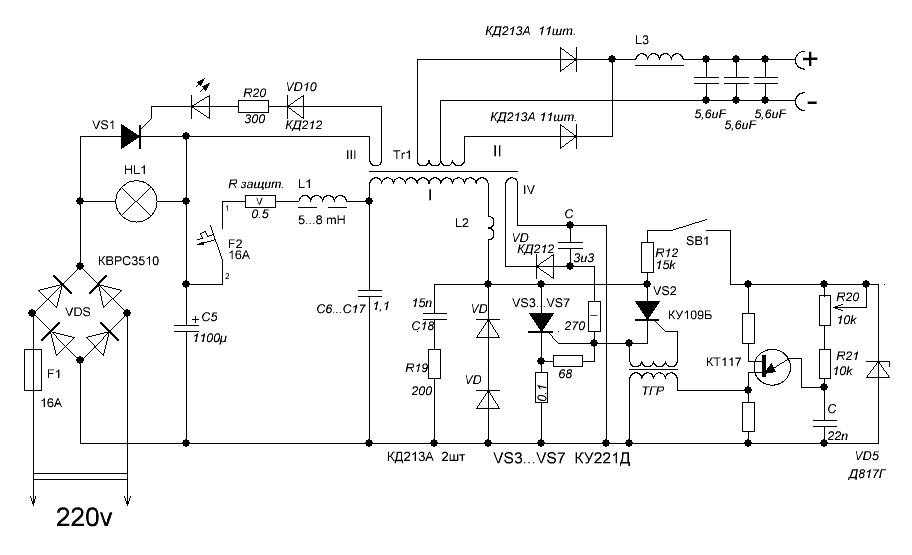
Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» — проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках.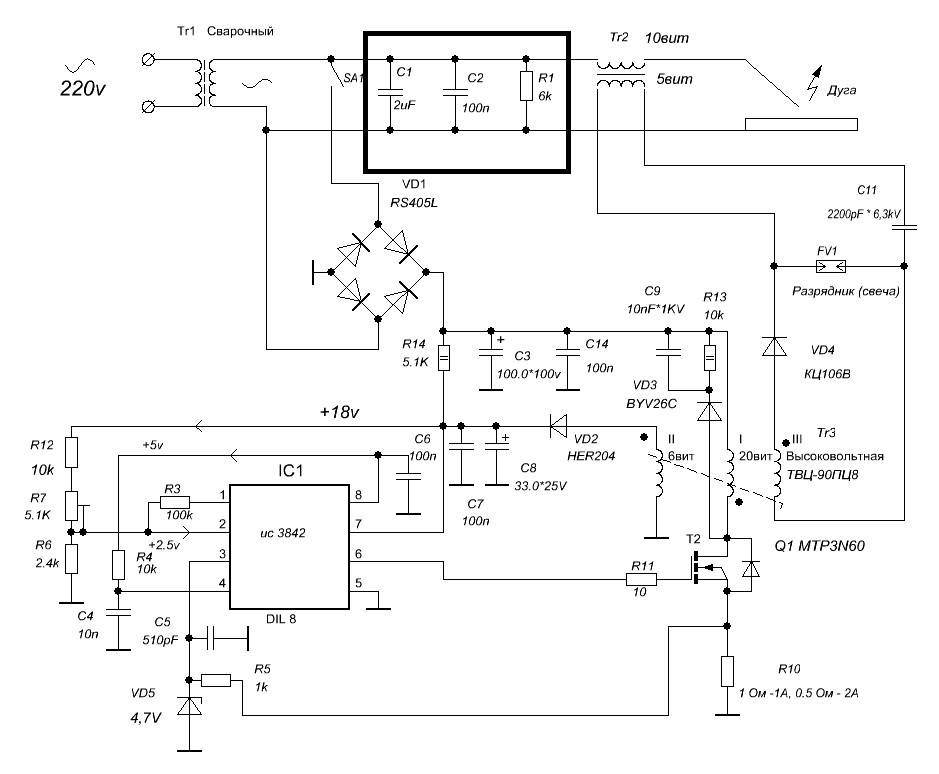 Для ММА сварки это падающий и жёсткий:
Для ММА сварки это падающий и жёсткий:
Положение СВАХ дуги зависит от длинны дуги
Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).
Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:
Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания — тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания — тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:
Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?
При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.
Добиться стабильного процесса сварки при таких условиях будет невозможно.
В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:
Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:
Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.
2 участок — пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0.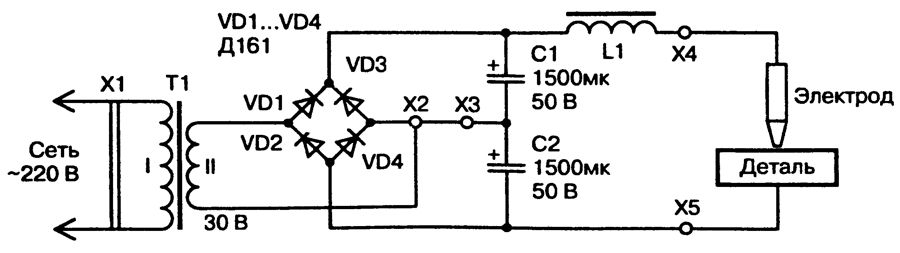 05 В/А.
05 В/А.
Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок — крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, — гарантирует постоянство глубины проплавления и эластичность дуги.
4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.
Вы можете посмотреть данную статью в видео-ролике:
Напряжение холостого хода сварочного инвертора что это
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента:
• Безопасность инструмента для владельца;
• Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристикЧасто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
Регулирование и стабилизация тока нагрузки сварочных инверторов
При разработке источника сварочного тока инверторного типа (ИИСТ) возникает естественный вопрос о выборе способа регулирования и стабилизации тока нагрузки — сварочной дуги. Оптимальный способ регулирования тока ИИСТ должен соответствовать ряду основных требований, отражающих специфику источников сварочного тока:
- формировать статическую вольт-амперную нагрузочную характеристику (ВАХ) нужного вида;
- учитывать динамические особенности поведения нагрузки при тех сварочных процессах, для которых предназначен данный ИИСТ;
- представлять собой надежное, технологичное и экономичное решение;
- беспечивать дополнительные сервисные функции, повышающие качество сварного соединения.
В промышленных ИИСТ, как правило, используется двухпетлевая ООС по току и напряжению на нагрузке для формирования ВАХ нужного вида и реализации дополнительных «сварочных» функций инвертора. Так как основным выходным параметром ИИСТ является ток нагрузки, то далее мы обсудим способы регулирования именно этого параметра. Обычно применяется два способа регулирования: по среднему значению тока нагрузки или по мгновенному (импульсному) значению тока силового транзистора либо первичной обмотки силового трансформатора, то есть по мгновенному значению тока нагрузки, приведенному к первичной обмотке. В первом случае в качестве датчика тока естественно использовать резистивный шунт или датчик, ос нованный на эффекте Холла, — трансдьюсер (trans-ducer), включенный в цепь нагрузки. Во втором случае применяется простое, надежное и экономичное решение в виде трансформатора тока на кольцевом ферритовом магнитопроводе в цепи первичной обмотки силового трансформатора.
Упрощенная блок-схема типичного ИИСТ для случая регулирования по среднему току нагрузки показана на рис. 1. Датчики тока СS1 и CS2 служат для измерения мгновенного тока первичной обмотки силового трансформатора Т1 и среднего тока нагрузки соответственно, датчик VS1 измеряет напряжение на выходе ИИСТ. Датчик CS1 используют для организации защиты ключей VT1, VT2 от перегрузки. В ИИСТ с регулированием по мгновенному току первичной обмотки датчик CS2 не применяют, а в простейших ИИСТ не используется и VS1. О назначении конденсатора С0 будет рассказано дальше.
Рис. 1. Блок-схема типичного ИИСТ
Согласованный выбор способа регулирования, топологии силовой части и соответствующего датчика тока во многом зависит от ценовой группы, в которую должен попасть разрабатываемый ИИСТ, и его функциональной насыщенности. В «бюджетных» ИИСТ не применяются дорогостоящие трансдьюсеры и, как правило, используется регулирование по мгновенному току ключа. ИИСТ с такой структурой блока управления (БУ) выпускает большое количество производителей. Они представляют собой оборудование бытового или полупрофессионального назначения. Типичными представителями являются широко распространенные на российском рынке сварочные инверторы фирм Telwin, GYS, Cemont и ряда других. В ИИСТ профессионального уровня применяется регулирование по среднему значению тока нагрузки и используется обратная связь по напряжению на нагрузке, что позволяет сформировать статическую ВАХ практически любого вида и реализовать дополнительные сервисные функции. Датчик тока в виде резистивного шунта используют в своих изделиях фирмы ESAB, НПП «Технотрон», НПП «ФЕБ» и другие. Трансдьюсеры широко применяют такие мировые лидеры, как Miller Electric, Lincoln Electric и Thermadyne. В промышленных ИИСТ сегодня преимущественно используется силовая часть с топологией однотактного прямоходового мостового конвертера (ОПМК), который показан на рис. 1, либо полномостового конвертера [1]. Очевидно, что использование регулирования по мгновенному току первичной обмотки совместно с топологией силовой части ОПМК позволяет построить максимально простой и недорогой сварочный инвертор. Наличие трансформатора тока в цепи первичной обмотки дает возможность использовать его и для организации защиты силовых транзисторов от перегрузки без введения в схему ИИСТ дополнительных элементов. В связи с этим возникает практическая потребность проанализировать сравнительные достоинства и недостатки этих двух способов регулирования тока нагрузки ИИСТ.
Искажения статической ВАХ ИИСТ при регулировании по мгновенному току первичной обмотки (косвенный способ измерения тока нагрузки) исследовали авторы [2]. На рис. 2 показано семейство статических ВАХ сварочного инвертора мостового типа с регулированием по мгновенному току первичной обмотки (в зарубежной литературе — pick-current mode control), эти характеристики получены экспериментально для нескольких значений тока задания. Следует отметить, что данный метод регулирования в двухтактных преобразователях может приводить к несимметричному перемагничиванию и, как следствие, к динамическому насыщению магнитопрово-да силового трансформатора. Поэтому регулирование по мгновенному току первичной обмотки естественно использовать в ИИСТ с однотактной топологией силовой части. При анализе рис. 2 ясно, что нагрузочная характеристика исследованного ИИСТ существенно отличается от ВАХ «идеального» источника тока: все кривые смещены в область меньших, по отношению к заданию, токов; падающий участок ВАХ не вертикален, и ток короткого замыкания существенно больше тока задания.
Рис. 2. Экспериментальные статические ВАХ
мостового ИИСТ для нескольких значений
тока задания при регулировании по пиковому
току силового транзистора [2]
Авторы выделяют три причины возникновения сдвига ВАХ в область меньших токов:
- Сдвиг из-за наличия ненулевых пульсаций тока выходного дросселя:
где Iout_pick и Iout_avg — амплитудное и среднее значение тока выходного дросселя соответственно, n — коэффициент трансформации силового трансформатора. Из (1) видно, что с уменьшением сварочного тока погрешность формирования ВАХ увеличивается из-за роста пульсаций тока нагрузки.
- В ряде случаев к опорному сигналу Iref-контроллера добавляется компенсирующий сигнал «пилы» от задающего генератора для исключения неустойчивой работы преобразователя при D близких к Dmax = 0,5. Это тоже приводит к сдвигу ВАХ:
где Iref — ток задания, Ireframp — ток задания с учетом добавления «пилы», D — коэффициент заполнения управляющих импульсов на выходе ШИМ-контроллера. На практике компенсирующий сигнал обычно суммируется не с опорным сигналом, а с сигналом от датчика тока нагрузки. Кроме того, вместо тока задания и приведенного тока нагрузки на входы компаратора тока ШИМ- контроллера подаются соответствующие напряжения, в частности при использовании в качестве ШИМ-контроллера популярных микросхем серии UC384x.
- Сдвиг из-за ненулевого тока намагничивания силового трансформатора Iµ, вклад от которого присутствует в токе первичной обмотки:
где Vdc — напряжение питания конвертера, Lµ — индуктивность намагничивания силового трансформатора,
(Tsw — период преобразования конвертера). Из (2) и (3) видно, что влияние на ВАХ тока намагничивания и введения компенсационного сигнала качественно одинаково.
- Сдвиг тока короткого замыкания в сторону больших токов. При коротком замыкании нагрузки (КЗ) ток нагрузки определяется, в основном, минимальной длительностью проводящего состояния силовых транзисторов и суммарными активными потерями в схеме. Из-за конечного быстродействия ШИМ-контроллера, драйверов силовых транзисторов и наличия у последних задержки на выключение не удается сформировать импульсы управления ключами меньше некоторой определенной длительности. Минимальная длительность импульсов управления составляет величину порядка времени задержки между моментом, когда ШИМ-контроллер «определил», что ток первичной обмотки достиг величины тока задания, и моментом спада напряжения на вторичной обмотке силового трансформатора. Характерная величина этой задержки составляет сотни наносекунд. При КЗ ИИСТ переходит фактически в режим нерегулируемого импульсного преобразователя с нагрузочной характеристикой источника напряжения.
Авторами цитируемой работы был предложен и реализован на опытном ИИСТ способ коррекции статической ВАХ сварочного инвертора с управлением по мгновенному току первичной обмотки. Пульсации тока нагрузки равны:
где Varc— напряжение на дуге, Lout— индуктивность выходного дросселя, toff— длительность закрытого состояния силовых транзисторов преобразователя. Вольт-амперная характеристика дуги описывается известным эмпирическим соотношением:
Таким образом, для любой точки ВАХ сварочного инвертора можно рассчитать пульсации тока нагрузки и учесть их в виде поправки к току задания. Удобно использовать микроконтроллер для формирования задания для ШИМ-контроллера, в этом случае массив поправочных коэффициентов сохраняется в ПЗУ микроконтроллера. Компенсацию смещения ВАХ из-за существования сдвига Δ2 и Δ3 можно реализовать добавкой к току задания Iref величины (Δ Iref + Δ Imaxµ) В. Этот компенсирующий сигнал несложно получить из управляющих импульсов на выходе ШИМ-контроллера, пропустив их через фильтр НЧ с последующим масштабированием до нужного уровня.
В результате описанной коррекции ВАХ опытного ИИСТ существенно приблизилась к ВАХ источника тока, сдвиг в область меньших токов был практически скомпенсирован. Разумеется, «выбег» тока короткого замыкания при этом не уменьшился. Для снижения тока КЗ необходимо уменьшать суммарное время задержки или снижать частоту преобразования, либо использовать более сложные алгоритмы ЧИМ-ШИМ регулирования.
Анализ причин отклонения статической ВАХ ИИСТ с регулированием по мгновенному току первичной обмотки от «идеальной» показывает, что основной причиной является наличие пульсаций тока нагрузки и задержки по цепи ООС. Увеличение индуктивности выходного дросселя — очевидный и простой способ борьбы с искажением статической ВАХ при регулировании по мгновенному току ключа, но этот способ приводит к существенному ухудшению массо-габаритных параметров ИИСТ.
В целом, ключевой преобразователь, каковым и является ИИСТ, с обратной связью по среднему току нагрузки обеспечивает более высокие точностные характеристики и имеет отличную помехоустойчивость за счет меньшей полосы пропускания по цепи ООС по сравнению с преобразователем, в котором используется ООС по пиковому (мгновенному) значению тока ключевого транзистора.
На рис. 3 приведены статические ВАХ промышленного сварочного инвертора “Maxstar 150 STL» производства фирмы Miller Electric. Это полупрофессиональный ИИСТ с регулированием по среднему току нагрузки, ориентированный на ручную сварку штучным электродом (MMA-процесс) и сварку неплавящим-ся электродом в среде защитного газа (TIG-процесс) [3].
Рис. 3. Статические ВАХ сварочного инвертора “Maxstar 150 STL”
Нетрудно заметить отсутствие «выбега» тока КЗ и практически «штыковой» вид ВАХ в области стабилизации тока нагрузки. В области малых токов нагрузки сформирован подъем ВАХ для обеспечения напряжения холостого хода 70-90 В. Такое напряжение холостого хода гарантирует уверенный поджиг штучных электродов всех типов.
Для иллюстрации предъявляемых требований к блоку управления современного сварочного инвертора рассмотрим обобщенную «типовую» ВАХ, на примере которой можно увидеть, какими функциями производители оснащают современные ИИСТ. На рис. 4 показан пример такой «типовой» статической ВАХ ИИСТ, предназначенного для ММА/TIG процессов.
Рис. 4. «Типовая» статическая ВАХ современного сварочного инвертора
для MMA/TIG
Участок ABC соответствует минимальному току нагрузки, который может составлять 5-10 А для MMA/TIG инверторов. На примере участка ABDEF показано действие функции регулирования жесткости ВАХ на рабочем участке. Сварщик может изменять наклон рабочего участка ВАХ от положения EF до положения DF. Работа на более пологой ВАХ позволяет в небольших пределах регулировать величину сварочного тока за счет изменения сварщиком длины дуги. Наклон участка BDEG определяется внутренним сопротивлением силовой части ИИСТ, а его положение по оси V0 — коэффициентом трансформации силового трансформатора. От величины напряжения V0_max зависит максимальная длина дуги, ее «эластичность». Излишняя эластичность нежелательна, так как она приводит к повышенному разбрызгиванию и повышенной потребляемой от питающей сети мощности. Обычно длина дуги ограничивается на уровне 2-4 мм. Участок GIJ соответствует максимальному сварочному току ИИСТ, для случая, когда ток КЗ равен току задания (точка J). Часто устанавливают значение тока КЗ больше, чем средний ток нагрузки IO_avg ориентировочно до 1,5IO_avg Это позволяет избежать прилипания электрода к холодной детали, и данный метод получил название «форсирование дуги» (Arc-Force). Регулируемая величина ΔIO — глубина форсирования. В ИИСТ с регулированием по мгновенному току первичной обмотки из-за «выбега» тока КЗ форсирование дуги получается «естественным» образом, но его нельзя проконтролировать. Избежать прилипания и облегчить поджиг также помогает функция «горячий старт» (Hot-Start), которая является своего рода «динамическим» форсированием тока дуги: сразу после замыкания электрода на деталь БУ формирует импульс тока в нагрузке больше номинального на 20-200% с длительностью до нескольких десятых долей секунды, после чего ток нагрузки устанавливается соответствующим заданию. Этот алгоритм полезен на этапе пережигания перемычки между торцом электрода и деталью.
В ИИСТ фирмы Lincoln Electric форсированный участок JH на ВАХ делается регулируемым по «высоте» ΔV0. Это позволяет производить сварку короткой дугой на участке IH (Crisp Arc). В режиме TIG очень удобна функция поджига при отрыве электрода (Lift-Arc), наличие которой в сварочном инверторе позволяет, во-первых, реализовать уверенный поджиг касанием вольфрамового электрода о деталь, но без прилипания или обгорания электрода, и, во-вторых, при этом не требуется использование встроенного в ИИСТ (или внешнего) осциллятора — источника высоковольтных импульсов для бесконтактного под-жига дуги. Отсутствие встроенного осциллятора существенно упрощает и удешевляет ИИСТ для аргоно-дуговой сварки. Описанные дополнительные функции, характерные для современного ИИСТ, можно встретить под теми или иными фирменными названиями и по-разному реализованными в конкретных изделиях.
Читатель, вероятно, обратил внимание на то обстоятельство, что термин «источник сварочного тока» достаточно условен и носит скорее исторический характер, нежели отражает реальные характеристики источника питания сварочной дуги.
До сих пор рассматривались статические свойства ИИСТ для ММА/TIG процессов, которые характеризуются его статической ВАХ. Динамические свойства ИИСТ также важны, особенно для процесса полуавтоматической/автоматической сварки. Автору не известны работы, посвященные комплексному исследованию динамических свойств ИИСТ с учетом их специфики. Задача построения адекватной эквивалентной схемы и определения передаточных функций ИИСТ с замкнутой и разомкнутой цепью обратной связи, определения области устойчивой работы существенно усложняется из-за особенностей источников питания сварочной дуги. Во-первых, из-за наличия переходных режимов «холостой ход — короткое замыкание», «короткое замыкание — дуга», «дуга — холостой ход», «дуга — короткое замыкание» и их сочетания с установившимся квазистационарным режимом поддержания номинального тока дуги. Во-вторых, из-за необходимости учета набора начальных условий. И, в-третьих, из-за стохастического характера процессов, происходящих в реальной сварочной дуге. Некоторые авторы изучали нелинейную модель сварочного инвертора, в которой в квазистационарном состоянии используется малосигнальное (линейное) приближение, а переходные режимы рассматриваются как сильное возмущение [4]. Разработанная нелинейная модель ИИСТ исследовалась с помощью средств пакета MAT-LAB, результаты сравнивались с данными, полученными на лабораторном образце сварочного инвертора в режиме перехода от холостого хода в режим стабилизации заданного тока дуги. При этом было получено хорошее количественное соответствие расчетных и экспериментальных результатов, что подтверждает возможность успешного использования методов математического моделирования при изучении динамических свойств ИИСТ.
Очень распространенной и универсальной сварочной технологией сегодня является технология полуавтоматической/автоматической сварки в среде защитного/активного газа (MIG/MAG процесс). Однако принципы регулирования тока нагрузки ИИСТ, предназначенных для MMA/TIG и MIG/MAG процессов, существенно различаются. В простейшем случае источник сварочного тока для MMA/TIG должен обеспечивать падающую, «мягкую» ВАХ, имеющую область стабилизации тока нагрузки. ИИСТ для MIG/MAG фактически является источником напряжения с жесткой ВАХ и режимом ограничения максимального тока дуги на уровне, определяемом скоростью подачи сварочной проволоки. Силовая часть ИИСТ для обоих типов сварочных процессов выполняется практически одинаково, например, в соответствии со схемой (рис. 1) а необходимая статическая ВАХ формируется блоком управления. Следует отметить, что конденсатор C0 на выходе ИИСТ (рис. 1) не используется при MMA/TIG сварке и желателен при MIG/MAG процессах [10]. Динамическое поведение тока нагрузки ИИСТ с дросселем постоянного тока на выходе определяется индуктивностью этого дросселя, точнее, постоянной времени цепи нагрузки [5]:
Для ИИСТ характерная величина тоШсостав-ляет единицы миллисекунд. Вместе с этим электрические процессы, протекающие в дуге и сварочной ванне, имеют характерную длительность — от 0,1 мкc до 10 с (рис. 5). Таким образом, выходной дроссель, превращая ИИСТ в источник тока во временной области, не позволяет получить высокую динамику сварочного тока, необходимую при полуавтоматической сварке. Поэтому требования к способу регулирования тока дуги при MIG/MAG и MMA/TIG процессах различны. Применение сварочных инверторов для MIG/MAG сварки вместо традиционных низкочастотных выпрямителей позволяет улучшить качество сварного соединения, но для реализации управляемого переноса электродного металла в сварочную ванну, существенного снижения разбрызгивания металла и повышения энергетической эффективности сварочного процесса необходимо одновременно улучшать динамические свойства ИИСТ и использовать новые методы регулирования сварочного тока.
Рис. 5. Характерная длительность процессов, происходящих в сварочной ванне и электрической дуге [5]
Различают два режима переноса металла в сварочную ванну:
- Крупнокапельный перенос электродного металла при глубоком погружении электрода в ванну. Капли расплавленного металла, отделяясь от торца электрода и кратковременно замыкая сварочную цепь, переходят в ванну расплава. Желательно, чтобы ток короткого замыкания ИИСТ был существенно больше номинального для быстрого пережигания периодически возникающих перемычек, образующихся между торцом электрода и деталью. Этот режим переноса обычно реализуется при постоянной скорости подачи проволоки, относительно низком выходном напряжении ИИСТ и токе, меньшем критического.
- Мелкоструйный перенос (спрей-режим). Этот режим устанавливается при относительно большом напряжении на выходе ИИСТ и среднем токе дуги, большем некоторого минимального, критического значения. Перенос металла осуществляется без кратковременных периодических замыканий между торцом электрода и металлом в сварочной ванне, то есть без непосредственного контакта между ними. Электродный металл переносится в виде своеобразного «спрея» из мелких капель. Для снижения величины критического тока в сварочную проволоку вводят специальные легирующие добавки и подбирают состав смеси защитных газов.
В последнее время большое внимание уделяется разработке оптимальных методов управления сварочным током для MIG/MAG сварочных инверторов. Общий подход в решении этой задачи заключается в формировании такого профиля импульсов тока, который обеспечил бы необходимый характер переноса металла и минимальный эффект разбрызгивания.
Главной причиной возникновения разбрызгивания электродного металла является слишком большая плотность тока, текущего через перемычку между электродом и деталью, в момент отрыва капли расплава и перехода ее в сварочную ванну. Поэтому прежде всего необходимо обеспечить резкое снижение тока после отрыва капли. Для этого авторы цитируемой работы использовали сварочный инвертор с модифицированной силовой частью и соответствующим алгоритмом управления. Упрощенная часть ИИСТ, обеспечивающая повышенную динамику сварочного тока, показана на рис. 6.
Рис. 6. Фрагмент силовой части ИИСТ для MIG/MAG процессов, обеспечивающей высокую скорость изменения тока дуги [6]
Т1 — силовой трансформатор ИИСТ с топологией ОПМК. Специальный двухобмоточ-ный дроссель L0, ключ VT1 и блокирующий диод VD3 обеспечивают высокую скорость спада тока дуги. Часть запасенной дросселем энергии передается в конденсатор C0. Цепь VT2, R1 предохраняют C0 от перенапряжения. Конденсатор C0 или вспомогательный источник питания Vaux вместе с ключом VT3, возвратным диодом VD5 и индуктивностью сварочного кабеля представляют собой источник напряжения, обеспечивающий высокую скорость нарастания тока нагрузки (крутой фронт импульса тока дуги). Силовые элементы работают только в течение фронта и спада импульсов тока дуги, поэтому эффективность предложенного решения достаточно высока. Удалось получить скорость изменения тока дуги 4 кА/с. Схема использовалась в составе ИИСТ с рабочим током до 650 А при напряжении до 50 В. Получено время реакции тока дуги порядка 0,5 мс, хотя желательно снизить эту величину до 0,1 мс. Разумеется, известны и более простые способы повышения динамики тока ИИСТ: увеличение рабочей частоты преобразователя и снижение индуктивности выходного дросселя, но этим методам присущи свои недостатки. Аналогичный метод управления ИИСТ для полуавтоматической сварки предлагали и другие авторы [7].
Похожий на описанный алгоритм формирования специального профиля импульсов тока дуги был разработан фирмой Lincoln Electric и с успехом используется ею в своих сварочных инверторах для MIG/MAG сварки. Эта технология получила фирменное название “Surface Tension Transfer? (STT) — перенос электродного металла с использованием сил поверхностного натяжения [8]. На рис. 7 показан профиль импульсов тока и напряжения на выходе сварочного инвертора, использующего технологию STT.
Рис. 7. Импульсы тока и напряжения при использовании технологии STT [9]
В течение интервала времени Т0-Т1 происходит оплавление торца электрода за счет установившейся температуры дуги. Ток и напряжение на дуге поддерживаются неизменными: ИИСТ работает в режиме «источника мощности». Формируется капля расплава достаточного размера, которая создает перемычку межу торцом электрода и сварочной ванной. В момент Т1 блок управления ИИСТ быстро снижает ток в дуге для того, чтобы силы поверхностного натяжения жидкого металла перетянули каплю в сварочную ванну (интервал времени Т1-Т2). В момент времени Т2 ИИСТ формирует импульс тока, который «помогает» капле переместиться в ванну, при этом перемычка между ванной и торцом электрода становится все тоньше. Блок управления ИИСТ постоянно контролирует сопротивление сварочной цепи и перед разрывом перемычки резко снижает величину тока в момент Т3, в результате чего капля переходит полностью в ванну с минимальным разбрызгиванием. В момент Т4 восстанавливается дуга, а в момент Т5 формируется второй форсирующий импульс тока длительностью Т5-Т6 для увеличения дугового промежутка и разогрева увеличенной области металла детали для выхода на режим формирования следующей капли. На интервале Т6-Т7 поддерживается ток, необходимый для формирования капли расплава. Далее весь цикл повторяется, его период составляет порядка 10 мс [9].
Выпускаются сварочные инверторы различного назначения и функциональной насыщенности: от простейших ИИСТ, рассчитанных на какой-то один тип сварочного процесса, до многофункциональных профессиональных аппаратов, поддерживающих практически все типы сварочных процессов. Блок управления такого ИИСТ должен обеспечивать режим «источника тока» для сварочных процессов MMA/TIG и режим «источника напряжения» для процессов MIG/MAG. Кроме этого, многие ИИСТ профессионального уровня позволяют использовать режим импульсной полуавтоматической сварки в среде защитного газа. Этот режим сварки реализуется за счет амплитудной модуляции тока дуги прямоугольными импульсами, частота следования которых обычно выбирается в диапазоне 25-250 Гц. Применение подобного режима позволяет более точно дозировать количество теплоты, подводимой к сварочной ванне, что облегчает сварку тонкостенных деталей, выполнение потолочных швов и т. д.
На рис. 8 показана упрощенная схема блока управления, обеспечивающего работу ИИСТ в режимах MMA/TIG, MIG/MAG и Pulsed MIG/MAG [10].
Рис. 8. Упрощенная схема блока управления ИИСТ универсального назначения [10]
Режим работы ИИСТ определяется сигналом, поданным на вход Fpulse аналогового пе-ремножителя А2: при Fpulse=1 используются как внутренняя петля ООС по току, так и внешняя петля ООС по напряжению на нагрузке, таким образом, ИИСТ работает в режиме MIG/MAG; при Fpulse=0 используется только ООС по току и ИИСТ работает в режиме MMA/TIG, для реализации режима импульсной полуавтоматической сварки Pulsed MIG/MAG на вход Fpulse подаются прямоугольные модулирующие импульсы с частотой следования 25-250 Гц. Обозначения на рис. 8: V0— среднее значение напряжения нагрузки ИИСТ, I0 — мгновенный ток первичной обмотки силового трансформатора (используется регулирование по мгновенному току нагрузки, приведенному к первичной обмотке трансформатора). Параметры V0 ref и Iref — напряжение и ток задания. Собственно ШИ-модулятор состоит из элементов D2, D4, триггера Шмидта D1 и триггера D3, на счетный вход которого подается тактовый сигнал с коэффициентом заполнения 0,45 для обеспечения гарантированного размагничивания маг-нитопровода силового трансформатора в течение нерабочего полупериода.
Описанная структура блока управления многоцелевого ИИСТ с топологией силовой части, показанной на рис. 1, была проверена авторами на математической модели и на лабораторном прототипе. Экспериментальный сварочный инвертор с максимальным рабочим током до 200 А и частотой преобразования 50 кГц показал удовлетворительные результаты во всех режимах. Предложенный блок управления позволяет построить простой и многофункциональный сварочный инвертор.
Отдельную группу источников сварочного тока составляют сварочные выпрямители для многопостовой сварки, применяемые на предприятиях с большим количеством сварочных рабочих мест («постов»). Традиционно, до широкого распространения ИИСТ, система многопостовой сварки представляла собой общий мощный понижающий трансформатор и вторичный выпрямитель, к которому подключались через балластные реостаты (БР) индивидуальные рабочие места сварщиков. С помощью БР осуществлялась регулировка тока и обеспечивалась развязка индивидуальных рабочих мест.
В настоящее время вместо БР используются электронный регулятор сварочного тока (ЭР), выполненный, как правило, на основе однотактного понижающего конвертера. Применение ЭР позволяет существенно увеличить КПД системы многопостовой сварки, повысить качество сварочных работ и расширить функциональные возможности оборудования: источник сварочного тока на основе ЭР может обеспечить сварщику возможность использовать на рабочем месте сварочные процессы MMA, TIG, MIG, MAG.
Для стабилизации тока нагрузки подобного ЭР авторы работы [11] применили релейный способ регулирования, который редко используется в настоящее время, хотя и имеет известные положительные свойства [12]. Сейчас продолжаются исследования этого способа, в частности в отношении его динамических свойств [13].
Блок-схема лабораторного ЭР на ток до 200 А показана на рис. 9. В качестве источника входного напряжения ЭР авторы использовали промышленный сварочный выпрямитель традиционного типа с понижающим трансформатором промышленной частоты. Следует отметить, что подобное объединение промышленного сварочного выпрямителя с ЭР позволяет получить источник сварочного тока с новыми, более высокими характеристиками и функциональными возможностями по сравнению с традиционным выпрямителем. Причем, такого рода «апгрейд» старых сварочных выпрямителей может оказаться экономически более эффективным, чем их замена на новые современные ИИСТ профессионального уровня.
Рис. 9. Блок-схема электронного регулятора сварочного тока с релейным управлением [11]
Применение релейного регулирования сварочного тока было обусловлено такими преимуществами этого способа, как:
- регулирование среднего значения сварочного тока в нужном диапазоне при фиксированной величине амплитуды пульсаций;
- возможность изменения величины пульсаций сварочного тока при фиксированном его среднем значении.
Это позволяет исследовать влияние величины пульсаций тока дуги на качественные показатели сварного соединения.
В блоках управления современных ИИСТ постепенно находят применение передовые методы теории управления: управление с использованием алгоритмов нечеткой логики (fuzzy logic control — FL) и скользящих методов регулирования (sliding mode control — SM). Применение этих методов в ИИСТ стимулируется и тем, что они представляют собой мощные средства для управления нелинейными системами, каковыми являются ИИСТ и их нагрузка — сварочная дуга [14], [15].
Сравнительное исследование ИИСТ с FL-и SM-контроллерами показало, что оба метода управления позволяют построить сварочный инвертор с заданными характеристиками, причем FL-контроллер оказался менее чувствительным к разбросу входных и выходных параметров и в целом более надежным. Исследование проводилось на математической модели ИИСТ в среде MATLAB/Simulink, в качестве силовой части использовался однотактный прямоходовой мостовой конвертер, часто применяемый в сварочных инверторах [16].
Известны примеры практической реализации блока управления ИИСТ с FL-контрол-лером. Авторы работы [17] использовали алгоритмы нечеткой логики при разработке блока адаптивного управления установкой автоматической сварки вольфрамовым электродом в среде защитного газа (TIG-процесс). Экспериментальная сварочная установка предназначена для автоматической сварки листовых деталей с переменным (ступенчатым) профилем. Сварочная дуга питается от источника стабильного тока, а обеспечение оптимальной геометрии сварочной ванны достигается с помощью автоматического регулирования напряжения на дуге за счет изменения ее длины перемещением неплавяще-гося электрода относительно свариваемых поверхностей. При традиционном способе регулирования возникали две проблемы: во-первых, блок управления сварочной установкой не позволял корректно организовать процесс поджига дуги в начале сварочного цикла и завершение сварочного шва без образования дефектов; во-вторых, в процессе сварки в некоторых режимах возникали незатухающие паразитные колебания в контуре регулирования, приводящие к периодическому изменению длины дуги. Применение адаптивного FL-контроллера позволило преодолеть указанные проблемы и повысить качество сварного соединения.
Заключение
Выбор метода управления сварочным инвертором и структуры блока управления часто производится на основе компромисса между техническими параметрами будущего ИИСТ и маркетинговыми задачами. К такому заключению можно прийти, изучив схемотехнику промышленных ИИСТ разного ценового диапазона. В то же время ведутся активные работы по адаптации и применению передовых методов управления в современном сварочном оборудовании. Эта последнюю тенденцию стимулирует развитие элементной базы, удобной для реализации новых алгоритмов в устройствах силовой электроники. Сейчас в блоках управления сварочных инверторов все более широко применяются микроконтроллеры, цифровые сигнальные процессоры и программируемые логические матрицы, что позволяет разрабатывать системы управления ИИСТ с топологией, конфигурируемой как на программном, так и на аппаратном уровнях [18].
Литература- Dudrik J., Bauer P. DC source for arc welding with soft-switching current-mode con- trolled DC-DC converter // International Review of Electrical Engineering (IREE). ISSN: 1827-6600, April 2006, pp. 162–169.
- Martinez A, Blasco N., Perez F.J., Vicuna J.E., Lacamara J., Oliva J.A. Static output characteristic of a pick current controlled arc welding machine / IEEE 49th International Midwest symposium on circuits and systems, vol. 1, 2006, pp. 636–639.
- Maxstar 150 STL Owner`s manual. Miller Electric Mfg. Co, 2003. www.millerwelds.com
- Jinhong Z, Wenlin L., Yaowu S. Study on the dynamic process of arc welding inverter // IEEE Proceed. IPEMC, vol. 1, 2000, pp.308–311.
- Schupp J., Fischer W., Mecke H. Welding arc control with power electronic / IEE “Power electronics and variable speed drives” conference, Conference publication № 475, 18–19 September, 2000.
- Merfert I. W. Improving on the dynamic on inverter power sources for pulsed arc welding applications / Ph.D. thesis, University of Magdeburg, 1998.
- Chae Y. M., Jang Y., Jovanovic M. M., Gho J. S., Choe G. H. A novel mixed current and voltage control scheme for inverter arc welding machine / IEEE Proc. APEC, vol. 1, 2001, pp. 308–311.
- Stava E. K. Technology gets to the root of pipe welding. Online: http://www.lincolnelectric.com/ knowledge/articles/content/pipewelding.asp
- Vincent T. L. Waveform control in welding power supplies / IEEE control system magazine, August, 2006, pp. 17–18.
- Verdelho P., Pio Silva M., Margato E., Esteves J. An electronic welder control circuit / IEEE Proceed. of the 24th Int. conf. IECON`98, vol. 2, 1998, pp. 612–617.
- Marques S., Cruz C., Farias J. Step down converter with hysteretic current control for welding applications / IEEE 23rd Intern. conf. on industr. electronics, control and instrum. IECON`97, vol. 2, 1997, pp. 676–681.
- Levin G., O`Malley K. Designing with hys-teretic current-mode control / EDN Access, April, 1994. Online: www.edn.com/archives/ 1994/042894/09df3.htm
- Park J. H., Cho B. H. Small signal modeling of hysteretic current mode control using the PWM switch model // IEEE COMPEL Workshop, Rensselaer Polytechnic Institute, Troy, NY, USA, July, 2006, pp. 225–230.
- Drakunov S., Barbieri E., Silver D. Sliding mode control of a heat equation with application to arc welding / IEEE Proceedings of the International conference on control applications. 15–18 Sept. 1996, pp. 668–672.
- Junhong Z., Hongfang W. A novel welding inverter power source system with constant current output characteristic based on fuzzy logic control / IEEE Proceed. Electrical machines and systems conference. ICEMS 2001, v. 1, 2001, pp. 567–570.
- Iskender I., Karaarslan A. On the comparison of fuzzy logic and state space averaging based sliding control methods applied on an arc welding machine // Trans. on engineering, computing and technology, v. 8, ISSN 1305-5313, 2005, pp. 100–105.
- Koseeyaporn P., Cook G. E., Strauss A. M. Adaptive voltage control in fusion arc welding / IEEE Trans. on industry applications, vol. 36, No 5, 2000, pp. 1300–1307.
- Rauma K., Laakkonen O., Luukko J., Pajari I., Pyrhonen O. Digital control of switch-mode welding machine using FPGA / IEEE Proceed. PESC, vol. 1, 2006, pp. 1–5.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ ИНК. I, ЧАСТЬ B 1.8.5.7 Поскольку 80 вольт необходимо для зажигания дуги слишком высок для практического сварка, некоторые средства должны быть используется для понижения этого напряжения до подходящий уровень. Теоретически переменный резистор надлежащей стоимости может использоваться как выход контроль, поскольку напряжение обратно пропорционально пропорционально сопротивлению как мы видели при изучении закона Ома.Закон Ома также гласил, что сила тока прямо пропорциональна напряжение. При этом вы можете видеть, что регулировка регулятор вывода также отрегулирует сила тока или сварочный ток. 1.8.5.8 После возникновения дуги и тока начинает течь через вторичный или сварочный цепи, напряжение в этой цепи будет 32 В, потому что тогда она контролируется выходной контроль. 1.8.6 Мощность Требования — мы можем произвести еще один расчет оглядываясь на рисунок 15, и это потребление энергии.Ранее мы объясняли, что ватт был блок электрического мощность и может быть рассчитана по формуле: Ватт = Вольт × Ампер 1.8.6.1 Из рисунка 15 видно, что мгновенная мощность во вторичной цепи составляет: Вт = 32 × 300 Вт = 9600 Вт 1.8.6.2 Первичная сторона нашего трансформатора также должен быть способен обеспечить 9600 Вт (без учета потерь на нагрев, коэффициента мощности и т. д.), поэтому путем перестановки формула, мы можем Рассчитайте требуемый ток или силу тока в линии питания: Сила тока = Ватты ÷ Вольт A = 9600 ÷ 230 = 41.74 А 1.8.6.3 Эта информация устанавливает приблизительную требования к мощности для сварщика и помогает определить необходимый входной кабель и размер предохранителя. РИСУНОК 15 9600 ВАТТ 9600 ВАТТ 230 ОБОРОТОВ 80 ОБОРОТОВ 80 ВЫХОД OCV КОНТРОЛЬ 230 ПЕРВИЧНОЕ НАПРЯЖЕНИЕ ВТОРИЧНЫЙ 41,74 УПРОЩЕННЫЕ УСИЛИТЕЛИ СВАРОЧНЫЙ ТРАНСФОРМАТОР 32 ВОЛЬТ 300 АМПЕРЭлектроснабжение сварочных процессов
Промышленные сварщики используют обычный стержневой электрод, также называемый «аппаратом постоянного тока» и «капельницей».Это происходит из-за того, что напряжение, используемое в этом сварном шве, падает по мере увеличения сварочного тока, что приводит к падению его выходной кривой вольт-ампер.
Когда используемое сварочное оборудование включено без дуги и отсутствия тока, аппарат имеет высокий разрыв цепи до 80 вольт. Сварка выполняется по более крутой кривой, и это положение идеально подходит для ручной сварки стержневым электродом. Напряжение дуги здесь зависит от физической длины дуги, которая устанавливается между сварным швом и электродом.
Сварщики, работающие с несколькими процессами, знают, что это нельзя поддерживать постоянным при ручной сварке. Скорость выгорания присадочной проволоки определяется током, и это выгорание остается постоянным, если ток не меняется.
Этот тип сварочного оборудования и сварочного аппарата имеет множество вариаций, основанных на одно- или трехфазной входной мощности и на выходной мощности переменного, постоянного или переменного / постоянного тока, а также на механическом или электрическом типе управления выходом.
В аппаратах для дуговой сварки также используется другой тип источника питания для дуговой сварки, обеспечивающий постоянное напряжение.Напряжение здесь может варьироваться от нуля до очень высокого тока короткого замыкания. Это сварочное оборудование и аппараты предназначены для дуговой сварки металлическим электродом в среде защитного газа и фактически не подходят для сварки стержневым электродом. Как известно каждому хорошему сварщику, не существует сварочных аппаратов, которые могли бы обеспечивать постоянное напряжение.
Дело в том, что напряжение падает минимум на один вольт на каждые 100 ампер на выходе. Однако токи короткого замыкания могут достигать нескольких тысяч ампер.
Как правило, машины постоянного напряжения работают с более низким напряжением холостого хода по сравнению с машинами постоянного тока.В таких случаях, чтобы получить желаемое напряжение дуги, сварщик может установить напряжение холостого хода на сварочном аппарате.
Как известно многопроцессорным сварочным аппаратам , сварочный ток может достигать нескольких тысяч ампер при коротком замыкании. Сила тока регулируется для сжигания металла присадочного стержня с достаточной скоростью, чтобы поддерживать длину дуги, которая требуется для текущего напряжения и скорости подачи электрода.
Дуговая сварка с постоянным напряжением: Maine Welding Company
Второй тип источника питания — это машина постоянного напряжения (CV) или машина постоянного напряжения (CP).Он имеет относительно пологую вольт-амперную характеристику.
а. Кривая статической выходной характеристики, создаваемая агрегатом CV и CC, показана на рисунке 10-1 выше. Характеристическая кривая сварочного аппарата получается путем измерения и построения графика выходного напряжения и выходного тока при статической загрузке аппарата. Кривая постоянного напряжения (CV) по существу плоская, но с небольшим спадом. Кривая может быть скорректирована вверх и вниз для изменения напряжения; однако он никогда не поднимется до такого высокого напряжения холостого хода, как машина постоянного тока (CC).Это одна из причин того, что аппарат постоянного напряжения (CV) не используется для ручной дуговой сварки защищенным металлом покрытыми электродами. Он используется только для непрерывной сварки электродной проволокой. Схема состоит из чисто резистивной нагрузки, которая изменяется от минимальной или нулевой нагрузки до максимальной или короткого замыкания. Кривая постоянного тока (CC) показывает, что машина выдает максимальное выходное напряжение без нагрузки, а по мере увеличения нагрузки выходное напряжение уменьшается. Напряжение холостого хода или холостого хода обычно составляет около 80 вольт.
г. Электрическая система CV является основой работы всей коммерческой электроэнергетической системы. Электроэнергия, подаваемая в дома и доступная в каждой розетке, имеет постоянное напряжение. Одно и то же напряжение постоянно поддерживается в каждой розетке, независимо от того, подключена ли небольшая лампочка с очень низкой мощностью или мощный электрический обогреватель с высокой мощностью. Ток, протекающий по каждой из этих цепей, будет отличаться в зависимости от сопротивления конкретного предмета или прибора в соответствии с законом Ома.Например, маленькая лампочка потребляет ток менее 0,01 ампера, тогда как электрический нагреватель может потреблять более 10 ампер. Напряжение во всей системе остается постоянным, но ток, протекающий через каждое устройство, зависит от его сопротивления или электрической нагрузки. Тот же принцип используется в сварочной системе CV.
г. Когда при сварке используется более высокий ток, электрод плавится быстрее. При малом токе электрод плавится медленнее. Эта взаимосвязь между скоростью плавления и сварочным током применима ко всем процессам дуговой сварки, в которых используется электрод с непрерывной подачей.Это физическое соотношение, которое зависит от размера электрода, состава металла, атмосферы, окружающей дугу, и сварочного тока. На рис. 10-7 показаны кривые скорости плавления для различных размеров стальных электродных проволок в атмосфере C0 2 . Обратите внимание, что эти кривые почти линейны, по крайней мере, в верхней части кривой. Подобные кривые доступны для всех размеров электродных проволок разного состава и в разной защитной атмосфере. Это соотношение определено и фиксировано, но могут иметь место некоторые вариации.Это соотношение является основой упрощенного управления подачей проволоки с использованием постоянного напряжения. Вместо регулирования скорости подачи электродной проволоки для поддержания постоянной длины дуги, как это делается при использовании источника постоянного тока, электродная проволока подается в дугу с фиксированной скоростью. Источник питания предназначен для подачи необходимого тока для плавления электродной проволоки с такой же скоростью. Эта концепция подтолкнула к разработке источника сварочного тока с постоянным напряжением.
d.Вольт-амперные характеристики источника питания постоянного напряжения, показанные на рисунке 10-8, были разработаны для получения практически одинакового напряжения без нагрузки и при номинальной или полной нагрузке. Он имеет характеристики, аналогичные стандартному промышленному генератору электроэнергии. Если нагрузка в цепи изменяется, источник питания автоматически регулирует свой выходной ток в соответствии с этим требованием и поддерживает практически такое же напряжение на выходных клеммах. Это обеспечивает источник питания саморегулирующимся напряжением.
е. Сопротивления или падения напряжения возникают в сварочной дуге, в сварочных кабелях и соединителях, в сварочном пистолете и на длине электрода за наконечником датчика тока. Эти падения напряжения в сумме составляют выходное напряжение сварочного аппарата и представляют электрическую резистивную нагрузку на источник сварочного тока. Когда сопротивление какого-либо компонента во внешней цепи изменяется, баланс напряжений будет достигнут путем изменения сварочного тока в системе. Наибольшее падение напряжения происходит на сварочной дуге.Остальные падения напряжения в сварочных кабелях и соединениях относительно небольшие и постоянные. Падение напряжения на сварочной дуге напрямую зависит от длины дуги. Небольшое изменение напряжения дуги приводит к относительно большому изменению сварочного тока. На рис. 10-9 показано, что при небольшом сокращении длины дуги сварочный ток увеличивается примерно на 100 ампер. Это изменение длины дуги значительно увеличивает скорость плавления и быстро возвращает длину дуги к норме.
f.Источник питания с постоянным напряжением постоянно меняет свой выходной ток, чтобы поддерживать падение напряжения во внешней части сварочной цепи. Изменения скорости подачи проволоки, которые могут произойти, когда сварщик перемещает горелку в сторону или от работы, компенсируются путем кратковременного изменения тока и скорости плавления, пока не будет восстановлено равновесие. Такое же корректирующее действие происходит, если скорость механизма подачи проволоки временно снижается. Источник питания CV и система фиксированной скорости подачи проволоки являются саморегулирующимися.Перемещение кабельной сборки часто изменяет сопротивление или скорость подачи электродной проволоки. Источник сварочного тока CV обеспечивает соответствующий ток, так что отрыв солода равен скорости подачи проволоки. Длина дуги регулируется установкой напряжения на источнике питания. Сварочный ток регулируется скоростью подачи проволоки.
г. Характеристики источника сварочного тока должны быть рассчитаны на обеспечение стабильной дуги при дуговой сварке металлическим электродом в газовой среде с разными размерами электродов и металлами в различных атмосферах.Большинство источников питания постоянного напряжения имеют ответвители или средства регулировки наклона вольт-амперной кривой. Кривая, имеющая наклон от 1-1 / 2 до 2 вольт на сто ампер, лучше всего подходит для дуговой сварки металлического металла цветными электродами в инертном газе, для дуговой сварки под флюсом и для дуговой сварки порошковой проволокой с электродными проволоками большего диаметра. Кривая, имеющая средний наклон от 2 до 3 вольт на сто ампер, является предпочтительной для дуговой сварки металлическим электродом в среде защитного газа CO 2 и для небольших порошковых электродных проволок.Для передачи дуги с коротким замыканием рекомендуется более крутой наклон от 3 до 4 вольт на сто ампер. Эти три наклона показаны на рисунке 10-10. Чем пологее кривая, тем сильнее изменяется ток при одинаковом изменении напряжения дуги.
час Необходимо тщательно спроектировать динамические характеристики источника питания. Снова обратитесь к рисунку 10-9. Если напряжение резко изменится при коротком замыкании, ток будет быстро увеличиваться до очень высокого значения. Это преимущество при зажигании дуги, но при отсутствии контроля это приведет к образованию нежелательных брызг.Он контролируется добавлением реактивного сопротивления или индуктивности в цепь. Это изменяет коэффициент времени или время отклика и обеспечивает стабильную дугу. В большинстве машин в цепь включена разная величина индуктивности для разных углов наклона.
и. Сварочная система постоянного напряжения имеет наибольшее преимущество, когда плотность тока электродной проволоки высока. Зависимость плотности тока (ампер / кв.дюйм) для электродов разного диаметра и разных токов показана на рисунке 10-11.Существует огромная разница между плотностью тока, используемой для газовой дуговой сварки металлической проволокой тонкой электродной проволокой, по сравнению с обычной дуговой сваркой металлическим электродом в защитных оболочках с использованием покрытого электрода.
j. Положительный электрод постоянного тока (DCEP) используется для дуговой сварки металла в газовой среде. Когда используется отрицательный электрод постоянного тока (DCEN), дуга является неустойчивой и дает плохой сварной шов. Отрицательный электрод постоянного тока (DCEN) может использоваться для дуговой сварки под флюсом и дуговой сварки порошковой проволокой.
к.Сварка постоянным напряжением переменным током обычно не используется. Его можно использовать для дуговой сварки под флюсом и для электрошлаковой сварки.
л. Систему питания с постоянным напряжением нельзя использовать для дуговой сварки в среде защитного металла. Это может привести к перегрузке и повреждению источника питания из-за слишком длительного потребления слишком большого тока. Его можно использовать для резки и строжки угольными электродами небольшими электродами, а также для дуговой сварки.
Выбор сварочного аппарата постоянного тока (куб.см) для обучения
Сварочный источник питания, как следует из названия, представляет собой устройство, которое подает электроэнергию для сварочных целей.Сварка, как известно, требует высокого тока более 80 ампер и более 12000 ампер для точечной сварки . Низкий ток также используется, например, при сварке двух бритвенных лезвий при 5 А дуговой сваркой вольфрамовым газом. Источник питания для сварки может варьироваться от автомобильного аккумулятора до усовершенствованного аппарата, основанного на кремниевой выпрямительной технологии.
Сварочные аппараты бывают двух типов — постоянного тока (CC) и постоянного напряжения (CV) . Разница в том, что машина постоянного тока изменяет свое выходное напряжение для поддержания постоянного тока, тогда как машина постоянного напряжения будет колебать свой выходной ток, чтобы поддерживать заданное напряжение.
Можно отметить, что сварочные аппараты с постоянным током (CC) имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и напряжение будет изменяться при разной длине дуги, при этом лишь слегка изменяя силу тока, отсюда и название постоянного тока или переменного напряжения.
Обычно говорят, что правильное понимание сварочного аппарата постоянного тока с постоянным током (CC) отличает успех от неудачи между студентами, которые делают карьеру в области сварки.Чтобы интерпретировать кривую напряжение / ампер, вы должны понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что с увеличением длины дуги напряжение повышается; по мере уменьшения длины дуги напряжение падает.
Тестирование кандидатов на выполнение работ по сварке труб с использованием незнакомого оборудования не удастся, несмотря на искреннюю попытку. Дело в том, что, несмотря на все навыки, ученик выбрал не ту машину. Инструктор увидел затруднительное положение студента, посадил его на другой сварочный аппарат, и сварка стала безупречной.
Характер машины CV важен для газовой дуговой сварки металлическим электродом и дуговой сварки порошковой проволокой, поскольку сварщик не в состоянии контролировать длину дуги вручную. Если сварщик попытался использовать аппарат CV для дуговой сварки в защитном металлическом корпусе, небольшие колебания длины дуги могут также вызвать большие колебания мощности аппарата. С аппаратом CC сварщик может рассчитывать на то, что фиксированное количество ампер достигает свариваемого материала независимо от расстояния дуги.Но, опять же, слишком большое расстояние приведет к плохой сварке.
Инвертор постоянного / переменного тока CC / CV с выходной мощностью 350 А при рабочем цикле 60% удовлетворяет большинство сварочных потребностей. Этот тип устройства позволяет обучать студентов методам сварки палкой и сварки TIG постоянным током в широком спектре применений, а также обучать студентов процессам MIG и порошковой порошковой сварке.
Учебные центры, в которых обучают сварке Stick, TIG и MIG. Выбор подходящего аппарата имеет первостепенное значение, поскольку он может сделать или испортить учебную карьеру студента.Возможно, вы знаете, что промышленное развитие постоянно создает огромный спрос на квалифицированных сварщиков. Учебный центр несет ответственность за предоставление слушателям инструментов, которые помогут им добиться успеха. Инверторы обычно рекомендуются для школ подготовки сварщиков , потому что:
- Принимая во внимание тип сварочной технологии, применяемой в большинстве отраслей, обучать студентов только тому оборудованию, которое они будут использовать профессионально. Инверторы
- относительно небольшие и компактные и поэтому занимают очень мало места. Инверторы
- намного более энергоэффективны и, таким образом, могут окупить себя только за счет экономии энергии.
- Некоторые инверторы предлагают возможность подключения к одно- или трехфазному источнику питания в широком диапазоне первичных напряжений. Кроме того, инверторы потребляют гораздо меньшую силу тока, уменьшая размер выключателя или позволяя подключать больше сварщиков к выключателю.
- И последнее, но не менее важное: инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее учиться.Инвертор может стать хорошим сварщиком из среднего студента, позволяя отличникам полностью раскрыть свой потенциал.
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I.И.Ибрагим и 2Б. I. Adamu
1 и 2 Кафедра физики, Федеральный университет, Дутсе, штат Джигава
Электронная почта для корреспондента автора: [email protected],
+2348036826053
Реферат
Был разработан двухполюсный сварочный аппарат переменного тока и построен. Первый полюс
является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с тремя петлями
A, B, C для переменного выбора токовой нагрузки.Первичные цепи представляли собой
, намотанные медным проводом калибра 13, и им были даны витки на 80, 20, 20 и 20 витков для
ступеней SA, AB, BC и CD соответственно. Второй полюс — это сторона вторичной цепи, конструкция которой была выполнена по схеме
, чтобы первичная цепь и вторичная цепь перекрывали друг друга. Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и составляла
при одном витке ступенчатой обмотки из 114 витков, в то время как вторичная цепь внахлестку имела один ступень
витков на 40 витков с клещевым медным проводом. калибра 8.Стиль соединения «начало-начало» был
,использовался для первичных цепей, тогда как пусковые и конечные стрелки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка — это производственный процесс, в ходе которого соединяются материалы, обычно металлы или термопласты,
вызывая слияние. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
методом сварки.[1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, которые включают (i) SMAW — сварку штучной сваркой или дуговую сварку в среде защитного металла
(ii) GMAM — сварку вольфрамовым электродом в газовой среде (iii) ) GTAM — TIG
сварка или газовая дуговая сварка вольфрамом [2]. Другие — пайка, пайка и сварка ацетиленом
. В автомобильной промышленности точечная контактная сварка (RSM) является одним из
наиболее эффективных процессов соединения материалов, в нем используются токи в диапазоне 1 — 200 кА с длительностью
в диапазоне от нескольких циклов до одной секунды для генерирования джоулева нагрева. .Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает при частоте электросети 50 или 60 Гц с переключателями переменного тока до
, чтобы избежать проблем с качеством электроэнергии. Проблема качества электроэнергии связана с отклонением тока напряжения и
частоты от номинального значения в системе распределения и использования электроэнергии.
Решения для проблем сварочного аппарата
Сварочные аппараты, как и другие электроприборы, также решают неизбежные проблемы и неисправности. Если это простые неисправности, вы можете исправить их немедленно, не отправляясь в магазин для ремонта или гарантии, которые могут прервать вашу работу. Ниже приведены некоторые популярные проблемы, причины и решения, касающиеся процесса сварки:
1. Слабый сварочный аппарат:— Неправильная регулировка сварочного тока.»» »» Поверните рулевое колесо, чтобы увеличить мощность сварки по часовой стрелке.
— Входной провод слишком мал. »» »Замените другой провод на провод большего диаметра в соответствии с инструкциями (на 1 мм² медного провода при нагрузке 5 А).
— Плохое электрическое соединение. »Затягивайте лампы от источника к машине, чтобы обеспечить герметичность.
— Электропитание до 220В »» »» Максимальное вращение колеса для увеличения тока для компенсации потерь. Если вам недостаточно того, что вам часто приходится работать в условиях низкого напряжения, вам следует выбрать тип аппарата для сварки вторичных свай, который будет использоваться при низком напряжении.
— Отвод сварочного аппарата слишком далеко от выключателя для снижения напряжения. »» »Если необходимо отвести машину от источника питания на расстояние более 15 м, используйте провод большего диаметра, чем обычно, чтобы избежать падения напряжения.
— Напряжение тока в норме, но еще не сварено. — Мощности генератора не хватает для сварки. »» »» Изменение мощности сварки.
2. Слишком сильная электросварка:— Неправильная регулировка выходной линии »» »» Поверните рулевое колесо против часовой стрелки, чтобы уменьшить сварочный ток.
— Входное напряжение больше установленного »» »» Отрегулируйте напряжение источника (если возможно) или замените другим подходящим источником
— Сварочный аппарат имеет слишком большую мощность, настроен на самый низкий уровень, но все еще не сваривается (особенно с тонким чугуном) »» »Сменный сварочный аппарат меньшей мощности.
3. Сварочный аппарат издает громкое кваканье:— Не открывайте корпус.»Проверьте затяжку корпуса.
— Машина пролилась при транспортировке. »» »» Доберитесь до СТО, потому что вы не можете точно проверить повреждения внутри машины.
4. Коснитесь крышки (сила утечки):— Машина влажная, металлическая пыль налипает на машину »» »» Выдувание металлической пыли воздушным компрессором, сушильная машина, затем доставка машины на гарантийную станцию для повторного измерения изоляции и лучшего способа устранения.
— Соединение провода не касается должным образом »» »» Проверить соединения, если они ослаблены, затянуть болты, но не касаться корпуса.
— Аппарат для ударной сварки внутри кишечника. »» »Необходимо доставить на станцию ремонта
5. Выгорать черным на электрических соединениях:— Точки контакта болтов не затянуты. »» »» Очистите черные точки наждачной бумагой, затем затяните их.В случае, если черные точки сильно повреждены, машину следует доставить на СТО для замены контактов.
6. Машины рабочие дымящие:— Горелка »» »» Отвезти машину в СТО для осмотра и ремонта.
Глава 18: Источники питания и электробезопасность
Глава 18
Беда только в спецодежде.
— Генри Кайзер
Введение
Для всех процессов сварки на основе электричества требуется источник питания, и электрические характеристики этих источников питания должны соответствовать требованиям каждого процесса.Чтобы помочь с этим выбором, в этой главе рассматриваются функции источника питания, выходные характеристики, источники питания, конструкции и электрическая безопасность.
Раздел I — Функции источника питания
Сварочные источники питания выполняют пять функций:
- Для преобразования входной мощности из высокого напряжения при низком токе в низкое напряжение при высоком токе. Напряжение, подаваемое коммунальными предприятиями, обычно 120–575 вольт, слишком велико для сварочных процессов, требующих напряжения в диапазоне 20–80 вольт.Источники питания для сварки снижают напряжение в сети до этого требуемого диапазона и позволяют регулировать мощность источника питания в соответствии с процессом сварки. Попытка сваривать непосредственно от линии электропередачи может вызвать чрезмерный ток, перегорание предохранителей и оплавление сварочных кабелей.
- Для стабилизации и регулирования дуги с помощью статических выходных характеристик напряжения и тока источника питания, чтобы они соответствовали соответствующему процессу сварки. Это означает, что дуга сохраняется даже при изменении длины дуги, когда расстояние между электродом и заготовкой или длина электродной проволоки колеблются во время сварки.При использовании неправильных выходных характеристик небольшие изменения расстояния между электродом и изделием могут погасить или замкнуть дугу.
- Для корректировки динамических или переходных характеристик источника питания к быстро меняющимся условиям дуги, поскольку большие изменения в ионизации столба дуги происходят всего за миллисекунду.
- Для преобразования переменного тока частотой 60 Гц в постоянный ток, прямоугольные волны или в высокочастотные импульсы , чтобы сделать возможным конкретный процесс или улучшить его сварочные свойства.В некоторых случаях эти формы сигналов необходимы для выполнения сварки. Старые конструкции блоков питания просто преобразуют переменный ток в постоянный, но под управлением микропроцессора многие современные блоки питания могут изменять свой выходной сигнал почти мгновенно.
- Для управления потоком защитного газа на станках GMAW, GTAW и плазменной резки, а также для управления двигателем подачи проволоки на станках GMAW и FCAW . Источники питания не только управляют электромагнитным газовым клапаном, но и более сложные машины обеспечивают управление защитным газом как до, так и после подачи, как установлено на машине.Многие источники питания также включают воду для охлаждения резака, запуская электрический клапан.
Чтобы упростить сложный предмет, в этой главе рассматриваются источники питания для сварки, разделенные на три различных аспекта:
- Источники входной энергии — Двигатели внутреннего сгорания или электроэнергетика.
- Выходные электрические характеристики — Статические и динамические характеристики.
- Проекты источников питания для сварки — Генераторы и генераторы с приводом от двигателя, трансформаторы, тиристоры и транзисторы.
Раздел II — Источники питания на входе
Двигатели внутреннего сгорания
Бензиновые или дизельные двигатели приводят в действие генераторы постоянного тока или генераторы переменного тока. Самый простой вариант — использовать генератор постоянного тока с приводом от двигателя для SMAW, традиционно самого популярного полевого процесса. См. Œ в Таблице 18-1 на странице 492.
С ростом популярности GMAW и FCAW стали доступны сварочные источники постоянного напряжения с приводом от двигателя для поддержки обоих этих процессов. См. Таблицу 18-1.
Старые конструкции для сварочных источников питания с приводом от двигателя не содержали полупроводников, но современные они содержат. Добавление полупроводниковых диодов к генератору переменного тока обеспечивает выходы переменного и постоянного тока. Эти генераторы с приводом от двигателя являются единственным выбором для использования в полевых условиях и широко используются в строительстве, прокладке трубопроводов по пересеченной местности и на нефтеперерабатывающих заводах.
Переходя от легких к тяжелым условиям эксплуатации, используются следующие двигатели: бензиновые двигатели с воздушным охлаждением, бензиновые двигатели с водяным охлаждением и дизельные двигатели.
Генераторы
Генераторы переменного токаили генераторы переменного тока, аналогичные тем, что используются в автомобилях, содержат набор катушек, называемых обмотками . Когда магнитное поле, прорезающее обмотки, колеблется при вращении вала генератора, оно индуцирует напряжение в обмотках.
Поскольку поле проходит через максимальную напряженность в одном направлении, через нулевую, а затем через максимальную напряженность в обратном направлении, генерируется переменный ток. Независимо от того, зафиксирована ли катушка и вращается магнитное поле, или магнитное поле фиксировано и катушка вращается между полюсами магнита, результат один и тот же: на выходе генератора появляется переменное напряжение.См. Упрощенный генератор переменного тока на рис. 18-1. Практические генераторы переменного тока имеют больше обмоток и витков провода в каждой обмотке, чем показано на этом рисунке.
Рисунок 18-1. Упрощенный генератор с формой выходного сигнала.
Генераторы постоянного тока
Чтобы генератор вырабатывал постоянный ток, который часто более желателен для сварки, чем переменный ток, необходим вращающийся механический переключатель, называемый коммутатором , чтобы напряжение и ток текли в том же направлении , даже если магнитное поле через катушки генератора меняются местами, когда ротор вращается на . Ряд медных стержней, подключенных к каждой катушке ротора генератора, контактирует с набором углеродных или графитовых проводящих щеток. Коммутатор подключает катушку к щеткам только тогда, когда катушка находится в нужном месте, чтобы ток протекал в том же направлении. Идея состоит в том, что добавление коммутатора к базовому генератору переменного тока делает его генератором постоянного тока.
На рис. 18-2 показан генератор постоянного тока и его упрощенный коммутатор. Практические генераторы постоянного тока имеют 20–50 катушек с множеством витков провода на каждой катушке.Для каждой катушки есть пара переключающих стержней , но принцип остается прежним. Кроме того, обычно существуют дополнительные средства регулирования генератора для стабилизации его выходной мощности при изменении нагрузки.
Рисунок 18-2. Упрощенный генератор постоянного тока и форма его выходного сигнала. Направление вращения катушки генератора меняет полярность на выходе генератора.
Электросеть
Коммунальное предприятие поставляет электроэнергию с двумя видами услуг:
- Трехпроводная однофазная сеть является наиболее распространенным средством электроснабжения домов, офисов и предприятий легкой промышленности.Это соединение обеспечивает как 110, так и 220 вольт. См. Рисунок 18-3.
- Трехфазное питание используется в промышленности, особенно в промышленных сварочных операциях, обычно между фазами 240 или 480 В. См. Рисунок 18-4.
И электроэнергетическая компания, и пользователь получают выгоду от этого трехфазного подключения. Фактически, генераторы, используемые в электростанции и в системе распределения электроэнергии, сами трехфазные.
Потери при передаче трехфазной энергии ниже, чем при однофазной передаче, как в распределительной системе, так и в помещении пользователя.
Вот два дополнительных преимущества трехфазного питания:
- Двигатели, работающие от трехфазного питания, более эффективны, чем однофазные двигатели того же размера, работающие от однофазного питания. Большие нагрузки в однофазной системе имеют тенденцию к разбалансировке системы распределения электроэнергии, а тяжелые нагрузки в трехфазных системах — нет.
- Что наиболее важно для сварщиков, трехфазная мощность, преобразованная в постоянный ток, дает гораздо более плавный, более равномерный выход с меньшей пульсацией , лучше подходит для сварки. Это будет рассмотрено позже в разделе «Преимущества трехфазной сварочной машины », , начиная со страницы 495.
Рисунок 18-4. Трехфазное питание используется промышленными потребителями.
Коэффициент мощности
Коэффициент мощности определяет, какая часть нагрузки составляет резистивная , а какая — индуктивная .Коэффициент мощности , равный ровно одному , означает, что нагрузка является чисто резистивной и не имеет зарядных токов для индукторов и их индуктивных потерь. Коэффициент мощности меньше единицы указывает на то, что нагрузка имеет индуктивные токи. Коэффициент мощности можно увеличить или скорректировать, добавив конденсаторы внутри сварочного аппарата.
Поскольку энергетические компании наказывают промышленных потребителей низкими коэффициентами мощности, коэффициент мощности источника питания для сварки важен с экономической точки зрения.Для энергокомпании нагрузка сварочного трансформатора «выглядит» как резистивная, так и индуктивная нагрузка. Хотя индукторы сами не потребляют электроэнергию, энергетическая компания должна обеспечивать ток, который они используют, и возвращать его в каждом цикле.