Нарезка резьбы в алюминии метчиком
Нарезание резьбы в алюминиевом профиле
Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 14:50
Re: Нарезание резьбы в алюминиевом профиле
trafbite » 20 фев 2016, 14:55
Re: Нарезание резьбы в алюминиевом профиле
elephant007 » 20 фев 2016, 16:13
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:31
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 16:34
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:40
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 16:44
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 16:50
Re: Нарезание резьбы в алюминиевом профиле
Predator » 20 фев 2016, 16:51
Ну это не совсем саморезы, но резьба шурупная, болты такие есть.
Мажут салом свиным, а не маслом
Есть одна мыслишка, как нарезать, правда муторно это.
Re: Нарезание резьбы в алюминиевом профиле
shalek » 20 фев 2016, 17:00
Re: Нарезание резьбы в алюминиевом профиле
MX_Master » 20 фев 2016, 17:14
Думаю, смысл в том, чтобы восполнить отсутствующую часть диаметра, а уж потом нарезать без болтанки. Если по быстрому, можно брусок внутрь забить. Нарезать резьбу. Потом брус вытащить (вкрутив в него саморез и потянув). Ну или оставить брус внутри для жесткости.
Собственно в названии вопрос.
В стали нарезаю без проблем. А вот в дюрали хрень какая-то получается, мечик постоянно срывается и в итоге не резьба, а гуано.
смазочки надо бы добавить.
и отверстие нужного диаметра. фаску снять. и метчик надо ОСТРЫЙ, сиречь НОВЫЙ.
резать тремя метчиками . черновым, средним и чистовым.
quote: Originally posted by Serjant:
смазочки надо бы добавить.
если деталь не ответственная то можно отверстие на десятку больше сделать под нее (м2. 5-М8) или 2 десятки (М10..)
5-М8) или 2 десятки (М10..)
Плюсом к сказанному, если хотите резьбовое соединение без люфта – порой и достаточно метчика первого номера. ) Хотите обычное – пройдите вторым номером.
Работал по молодости на заводе в иструм.цехе резьбошлифовщиком сам метчики резал.Так вот для люминя у нас применяли метчики с закруглёнными гранями,то есть таким метчиком резьба не режется,а выдавливается.http://мотсинс.рф/nakatniki-raskatniki/
quote: Originally posted by Nikofar:
что для алюминиевых сплавов в качестве смазки при нарезании резьб используют керосин.
О, и по поводу диаметров под резьбу, не по-научному, а по-простому, учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
И второй вопрос: нужно резать резьбу 12″ на трубе обычной. Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by proba999:
учитывая, что в обычных магазинах свёрла 3, 3.5, 4, 4.5.
 5, 4, 4.5.
5, 4, 4.5. quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
quote: Originally posted by proba999:
небольшие недорогие трубные тисочки, со ссылкой
quote: небольшие недорогие трубные тисочки, со ссылкой
quote: Originally posted by HARON:
особенно если резьба под сгоны – вы дома умумукаетесь резьбу перепендикулярно трубе нарезать.
Это верно. Возможно если только в крепко закрепленных тисках.. с правильно (ровно) сделанным заходом под резьбу и желательно не более 11 ниток, что вполне достаточно для нормального соединения, а если под муфту и контргайку лучше сгоны резать токарным методом их потом проще приварить куда надо..))
quote: Originally posted by proba999:
Какой диаметр под резьбу М3, М4, М5, М6 в стали и дюрали?
А вообще, метчик в отверстии надо «чувствовать» рукой, тогда резьба будет качественной. Ну и двумя метчиками начинающему легче получить качественную резьбу нежели «машинным» метчиком. Не ленитесь через 1,5-2 оборота нарезания резьбы слегка провернуть метчик назад, для обламывания стружки. а то и вовсе выкрутить метчик и продуть отверстие от стружки. для резьбы в дюрале это весьма пользительно.
Ну и двумя метчиками начинающему легче получить качественную резьбу нежели «машинным» метчиком. Не ленитесь через 1,5-2 оборота нарезания резьбы слегка провернуть метчик назад, для обламывания стружки. а то и вовсе выкрутить метчик и продуть отверстие от стружки. для резьбы в дюрале это весьма пользительно.
Про смазку уже сказали.
quote: Originally posted by HARON:
зачем рядовому человеку таблицы?
Ещё раз спасибо, почерпнул много нового
А вот тисочки трубные недорогие так никто и не посоветовал со ссылкой
quote: Originally posted by proba999:
А вот тисочки трубные недорогие
quote: Originally posted by proba999:
Набор уже есть, посоветуйте небольшие недорогие трубные тисочки, со ссылкой Благодарю!
Резьбовое соединение является основным способом соединения деталей. При изготовлении своими руками любого приспособления из металла возникает необходимость самостоятельного нарезания резьбы. Нарезка позволяет своими руками сформировать резьбу в различных отверстиях.
Нарезка позволяет своими руками сформировать резьбу в различных отверстиях.
На практике приходится иметь дело с различными материалами, которые отличаются по своим свойствам. Нарезка должна учитывать особенности материала. Существуют определенные правила, выработанные годами, которые позволяют качественно выполнить нарезание резьбы разных размеров и видов.
Особенности строения метчиков
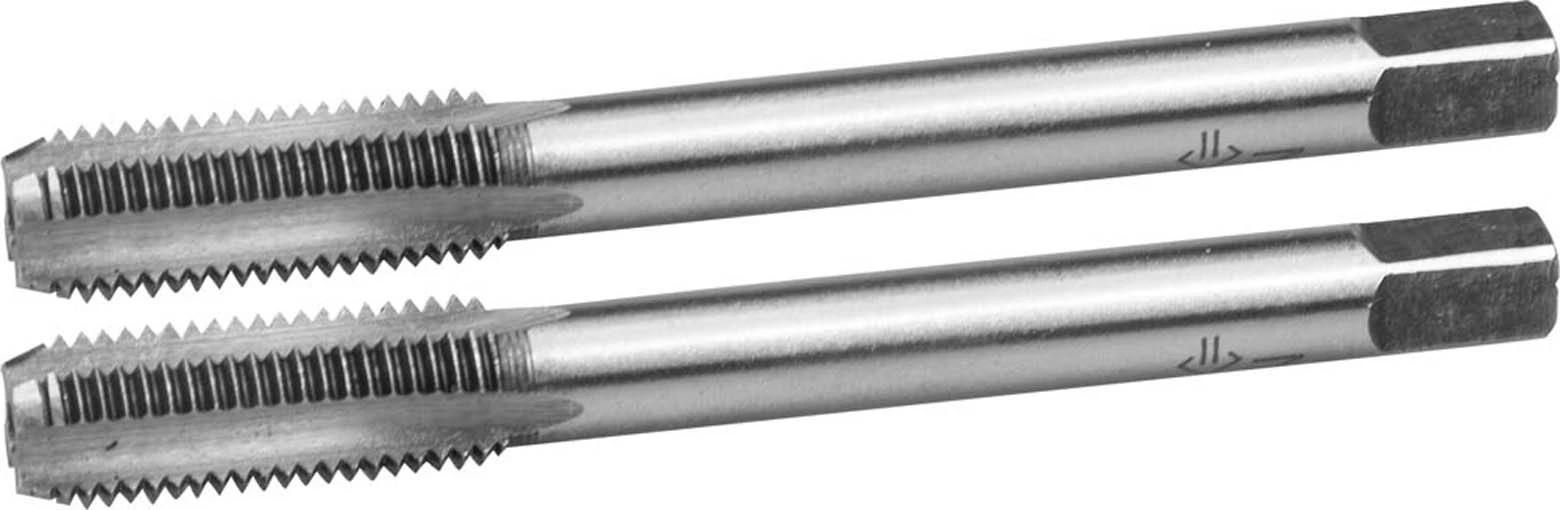
Метчик, относящийся к группе слесарно-токарных режущих инструментов, имеет форму стержня, на котором выполнен режущий элемент. Он предназначается для нарезания внутренней резьбы, то есть внутри отверстия в различных материалах, а также для восстановления поврежденной внутренней резьбы.
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Инструменты состоят из рабочей и хвостовой частей. В свою очередь, рабочая часть делится на заборный (режущий) и калибрующий участок. Режущий участок ответствен за основную функцию метчика — нарезание резьбы, и, чаще всего, имеет конусную форму. Он обладает зубьями в виде резцов, размещенных по окружности. Калибрующий участок выполняет задачу окончательного формирования. Он выполнен в виде цилиндра с зубьями, являющимися продолжением зубьев режущего участка. Этот участок значительно длиннее заборного. Рабочая часть в продольном направлении разрезана канавками, которые предназначены для формирования резцов и вывода стружки. В метчиках диаметром до 22 мм выполняется три канавки. Устройства специального назначения могут изготавливаться без канавок. Канавки могут быть прямыми или винтообразными.
Он обладает зубьями в виде резцов, размещенных по окружности. Калибрующий участок выполняет задачу окончательного формирования. Он выполнен в виде цилиндра с зубьями, являющимися продолжением зубьев режущего участка. Этот участок значительно длиннее заборного. Рабочая часть в продольном направлении разрезана канавками, которые предназначены для формирования резцов и вывода стружки. В метчиках диаметром до 22 мм выполняется три канавки. Устройства специального назначения могут изготавливаться без канавок. Канавки могут быть прямыми или винтообразными.
Хвостовая часть имеет форму цилиндра. На конце участка выполнен квадрат для установки в крепежный инструмент. В этой части выбивается маркировка по диаметру. С помощью хвостовика инструмент фиксируется в ручном держателе или патроне станка.
Основные виды метчиков
По способу использования метчики делятся на два типа — ручные и машинные. Первые устанавливаются в ручных держателях (воротках) и предназначены для нарезания внутренней резьбы вручную. Машинные крепятся в специальные держатели для патронов токарного станка.
Машинные крепятся в специальные держатели для патронов токарного станка.
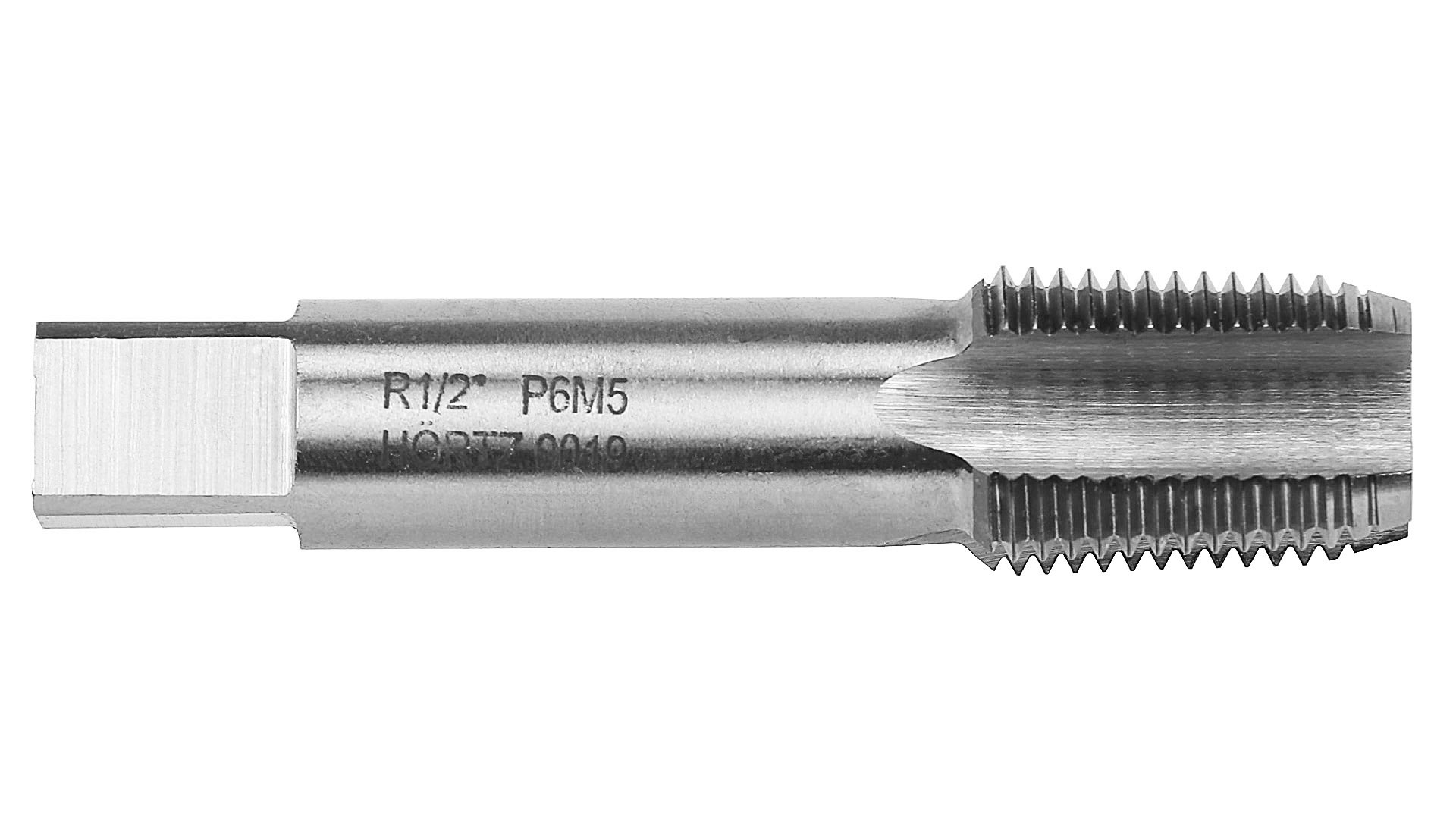
По виду резьбы, нарезаемой метчиком, они делятся на несколько видов. Метрический предназначен для нарезания наиболее распространенной метрической резьбы. Трубный формирует внутреннюю резьбу на трубах, а также усиленную в отверстиях металлических деталей. Дюймовый — это устройство для специальной дюймовой резьбы, а также конусообразной. Специализированные гаечные метчики изготавливаются из очень прочной стали (Р6М5) и имеют особую форму хвостовиков.
Кроме того, метчики подразделяются на одиночные и комплектные. Комплектные применяются для того, чтобы резать в несколько заходов. Комплект может содержать два метчика — чистовой и черновой; или три метчика — черновой, средней обработки и чистовой. Комплектность указывается на хвостовой части инструмента. Метчики в комплекте отличаются по форме зуба: у чернового зуб имеет трапециевидную форму; у среднего — треугольник с закругленной вершиной; у чистового — треугольник с острой вершиной.
Основные параметры
Нарезание резьбы метчиком.
В общем случае нарезать резьбу — это значит изготовить выступ на внутренней поверхности отверстия так, чтобы он образовал винтовую линию. Такой выступ, как и вся резьба, характеризуется следующими основными параметрами: угол подъема винтообразной линии, шаг, вид профиля выступа и угол подъема профиля, наружный и внутренний диаметр. Кроме того, принято выделять еще глубину, определяемую по наружному и внутреннему диаметрам.
По направлению резьба может быть правой, когда винтообразный выступ поднимается против часовой стрелки, и левой, когда направление подъема выступа совпадает с движением часовой стрелки. По форме профиля выступа выделяются два основных типа: резьба с прямоугольным профилем и с треугольным профилем. Существуют еще специальные формы профиля, но они в бытовых условиях практически не применяются.
Основной является метрическая резьба. Такой профиль представляет собой треугольник с углом профиля 60º. По шагу метрическая делится на резьбу с крупным шагом и с мелким шагом. Пример полного обозначения метрической резьбы — М10х1-6Н. Обозначение нужно понимать следующим образом:
По шагу метрическая делится на резьбу с крупным шагом и с мелким шагом. Пример полного обозначения метрической резьбы — М10х1-6Н. Обозначение нужно понимать следующим образом:
Таблица выбора метчиков для нарезания резьбы.
- М — метрическая резьба;
- 10 — номинальный диаметр;
- 1 — шаг резьбы;
- 6Н — пределы допуска отклонений размеров.
При нормальном (крупном шаге) обозначение сокращается (например, М10). В случае левой резьбы, вводится обозначение LH.
Вторым по распространенности в быту является трубный цилиндрический тип. Профиль представляет собой треугольник с углом при вершине 55º. Такой тип используется при соединении труб и цилиндров, где нужна повышенная герметичность соединения. Трубная цилиндрическая резьба обозначается буквой G с указанием диаметра в дюймах.
Упорная резьба основана на трапециевидном профиле с углами наклона с одной стороны 3º, с другой — 30º. В обозначение входит буква S, диаметр и шаг.
Выбор подходящего метчика
Схема нарезания внешней и внутренней резьбы.
Вначале выбирается тип метчика по виду резьбы и ее назначению (форма профиля, шаг резьбы, допуски). По требованиям (классу) точности определяется, следует ли применить одинарный метчик или необходим комплект. Кроме того, метчики выпускаются с различной чистотой обработки их режущего элемента, что влияет на точность нарезания профиля резьбы.
Материал, в котором надо нарезать резьбу, влияет на выбор метчика. Так, следует учитывать передний угол заточки зубьев. Он составляет для стали — 5-10º, для медных сплавов — 0-5º, для алюминия и сплавов — 25-30º. Устройства могут изготавливаться из обычных сталей, высокопрочных сталей или высокопрочными напайками, что должно учитываться при рассмотрении того, материал какой прочности обрабатывается.
Основной выбор делается по диаметру отверстия, в котором производится нарезание внутренней резьбы. Диаметр метчика должен быть немного меньше диаметра отверстия. Так, для метрической резьбы М20 (диаметр метчика 20 мм) диаметр отверстия составляет 19 мм. При метрической резьбе, если нет особых требований, то выполняется стандартный шаг. Например, резьба М4 — шаг 0,7 мм; М5 — 0,8 мм; М10 — 1,5 мм; М12 — 1,75 мм и т.д.
Так, для метрической резьбы М20 (диаметр метчика 20 мм) диаметр отверстия составляет 19 мм. При метрической резьбе, если нет особых требований, то выполняется стандартный шаг. Например, резьба М4 — шаг 0,7 мм; М5 — 0,8 мм; М10 — 1,5 мм; М12 — 1,75 мм и т.д.
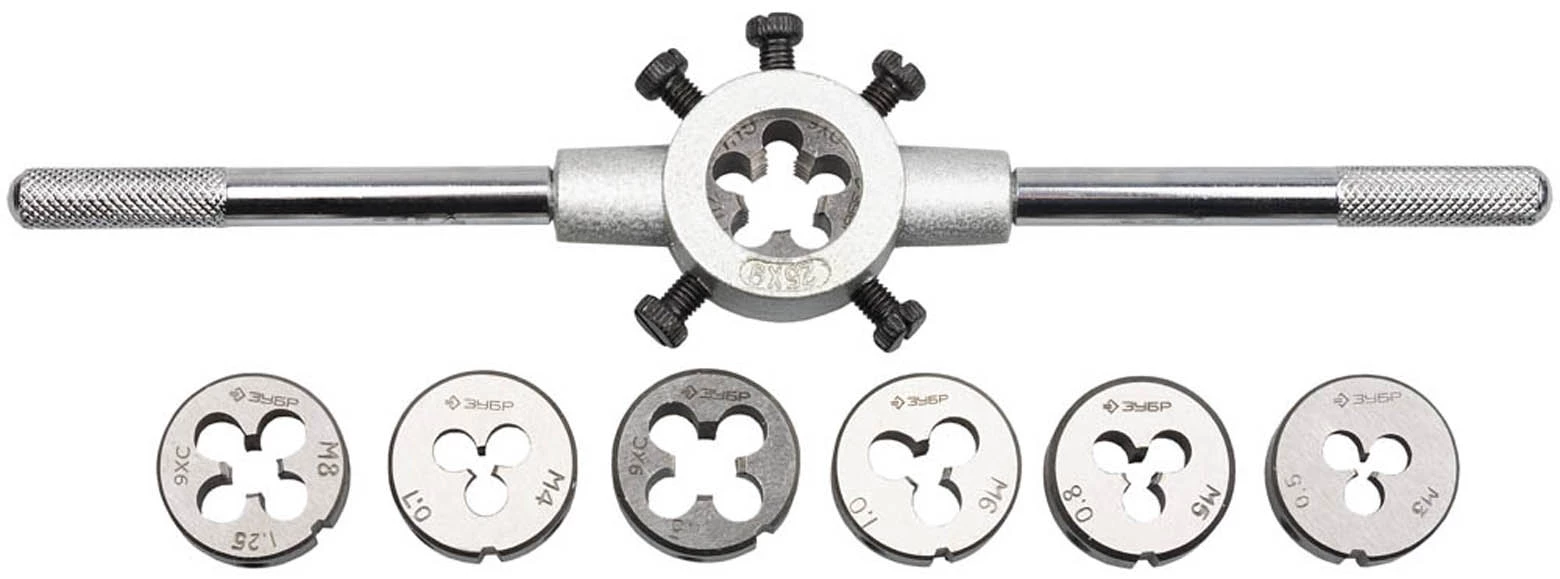
Инструмент для крепления
Схемы нарезания резьбы плашками.
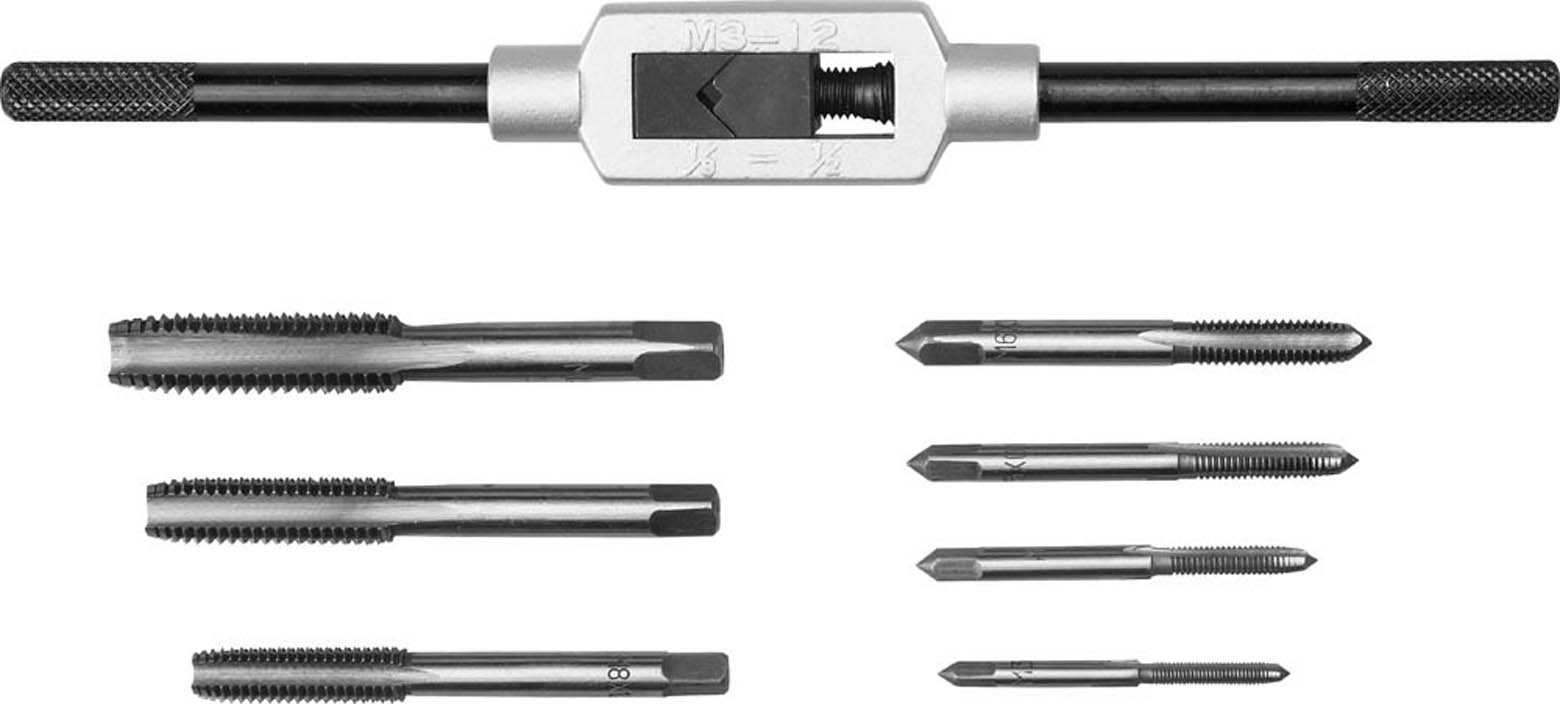
Для того чтобы обеспечить нарезание резьбы, метчику необходимо придать вращательное движение с приложением усилия. Эту функцию выполняет ручной держатель — вороток. Он обеспечивает вертикальное крепление инструмента и возможность приложения значительной нагрузки за счет рычагов. Стандартная конструкция воротка содержит узел крепления метчика и удлиненные ручки, при помощи которых можно вращать приспособление вручную с усилием.
Крепление устройства осуществляется двумя способами. Одна из конструкций воротка состоит из двух частей. При сочленении этих частей внутри формируется отверстие для установки метчика. Обе части сближаются на регулируемое расстояние, которое устанавливается винтами. Второй вариант предусматривает единую конструкцию воротка с отверстием по центру. Метчик вставляется в это отверстие и зажимается 3-4 стопорными винтами. Ручки воротка выполнены с обеих сторон. Длины ручек могут составлять 15-25 см.
Второй вариант предусматривает единую конструкцию воротка с отверстием по центру. Метчик вставляется в это отверстие и зажимается 3-4 стопорными винтами. Ручки воротка выполнены с обеих сторон. Длины ручек могут составлять 15-25 см.
Подготовка к нарезанию
Нарезка внутренней резьбы начинается с просверливания нужного отверстия — сквозного или глухого. Главное условие: отверстие должно быть меньше диаметра резьбы. При сверлении отверстия рекомендуется выбирать сверло из следующего условия:
- при резьбе М3 — диаметр сверла 2,5 мм;
- при М4 — 3,4 мм;
- при М5 — 4,2 мм;
- при М6 — 5 мм;
- при М8 — 6,7 мм;
- при М10 — 8,4 мм.
Если необходимо нарезать большую резьбу, то диаметр отверстия определяется приблизительно умножением диаметра резьбы на 0,8.
Отверстие для нарезания внутренней резьбы делается на сверлильном станке или электродрелью. В последнем случае заготовка зажимается в тиски. Необходимо следить, чтобы сверло направлялось строго вертикально. На верхней кромке отверстия снимается фаска для облегчения входа метчика. Ее можно сделать сверлом большего диаметра или напильником. После сверления отверстие тщательно очищается от стружки, что особенно важно для глухих отверстий.
На верхней кромке отверстия снимается фаска для облегчения входа метчика. Ее можно сделать сверлом большего диаметра или напильником. После сверления отверстие тщательно очищается от стружки, что особенно важно для глухих отверстий.
Нарезка резьбы метчиком
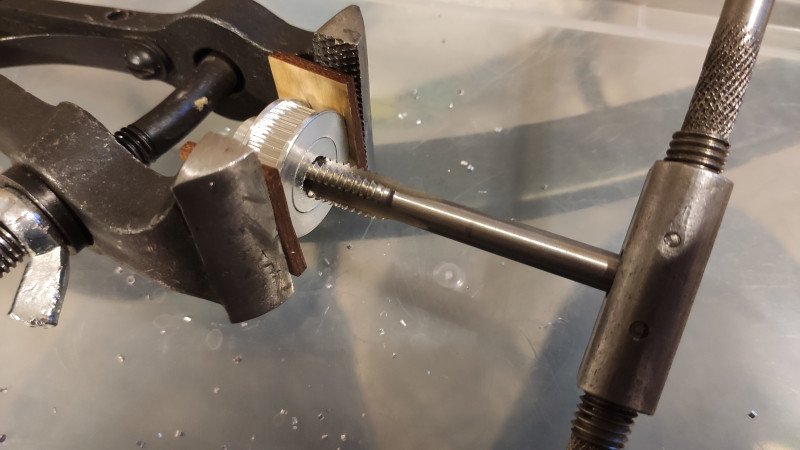
Деталь, в которой просверлено отверстие для внутренней резьбы, закрепляется в тиски так, чтобы фаска на отверстии находилась вверху. Ось отверстия должна расположиться строго перпендикулярно столу. Метчик надежно закрепляется в гнезде воротка и вертикально вводится в фаску отверстия заготовки. Держась обеими руками за ручки воротка, метчик прижимают к детали и вращают по часовой стрелке. Вращение производится плавно и равномерно с легким нажимом. Так делается два оборота вперед. Затем производится поворот на половину оборота назад (против часовой стрелки). В такой последовательности просверливается все отверстие.
При нарезании резьбы болт нужно закреплять.
При нарезке резьбы необходимо периодически охлаждать инструмент. Рекомендуется использовать следующие вещества: при работе с алюминием и его сплавами — керосин, с медью — скипидар, со стальными деталями — эмульсию. Для таких металлов, как бронза или чугун, охлаждающие смазки можно не применять.
Рекомендуется использовать следующие вещества: при работе с алюминием и его сплавами — керосин, с медью — скипидар, со стальными деталями — эмульсию. Для таких металлов, как бронза или чугун, охлаждающие смазки можно не применять.
Нарезку внутренней резьбы метчиком лучше всего производить комплектными метчиками. Вначале нарезается черновая резьба. Потом аналогично пропускают средний метчик, и только потом резьба окончательно формируется с помощью чистового. Исключение из процесса какого-либо метчика не приведет к заметному ускорению процесса, но значительно ухудшит качество работы.
Основные правила нарезки
Внутренняя резьба метчиком должна делаться с обязательным соблюдением определенных правил. В случае нарезания в длинных отверстиях, в глухих отверстиях, в алюминии или меди, метчик нужно временами извлекать наружу, а отверстие тщательно прочищать от частиц металла.
Нарезку рекомендуется производить полным комплектом устройства. Средний и чистовой вначале проворачиваются в отверстии вручную без закрепления в воротке и только после этого закрепляются в нем и прогоняются с легким усилием. Резьба внутри глухих отверстий нарезается длиной, большей расчетной длины резьбы на длину режущего участка метчика.
Средний и чистовой вначале проворачиваются в отверстии вручную без закрепления в воротке и только после этого закрепляются в нем и прогоняются с легким усилием. Резьба внутри глухих отверстий нарезается длиной, большей расчетной длины резьбы на длину режущего участка метчика.
Введение метчика в отверстие необходимо тщательно контролировать по вертикали.
Через каждые три оборота воротка следует проверять вертикальность угольником.
Обязательно используется охлаждающая жидкость.
При нарезке могут возникнуть характерные дефекты, за появлением которых необходимо пристально следить. Шероховатая или неравномерная резьба появляется при недостаточном охлаждении или перекосе метчика. Неполное формирование профиля может проявиться при неправильном просверливании отверстия. По той же причине могут происходить перекосы направления и поломки инструмента.
Необходимый инструмент
Для нарезания резьбы метчиком понадобится следующий инструмент:
- набор метчиков;
- вороток;
- тиски;
- электродрель;
- набор сверл;
- плоскогубцы;
- отвертка;
- напильник;
- наждачная бумага;
- штангенциркуль;
- угольник.

При изготовлении своими руками различных приспособлений не удастся обойтись без резьбовых соединений. Нарезка метчиками является важнейшим этапом таких работ. При выполнении определенных правил ее можно произвести самостоятельно.
как нарезать резьбу метчиком
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом. Держа инструмент перпендикулярно к поверхности, постепенно закручивают его внутрь. Закрутив на метчик на оборот, делают пол-оборота назад, это делают для того чтобы стружка от металла не забивала метчик.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1. 5 = 10 – 1.5 = 8.5
5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
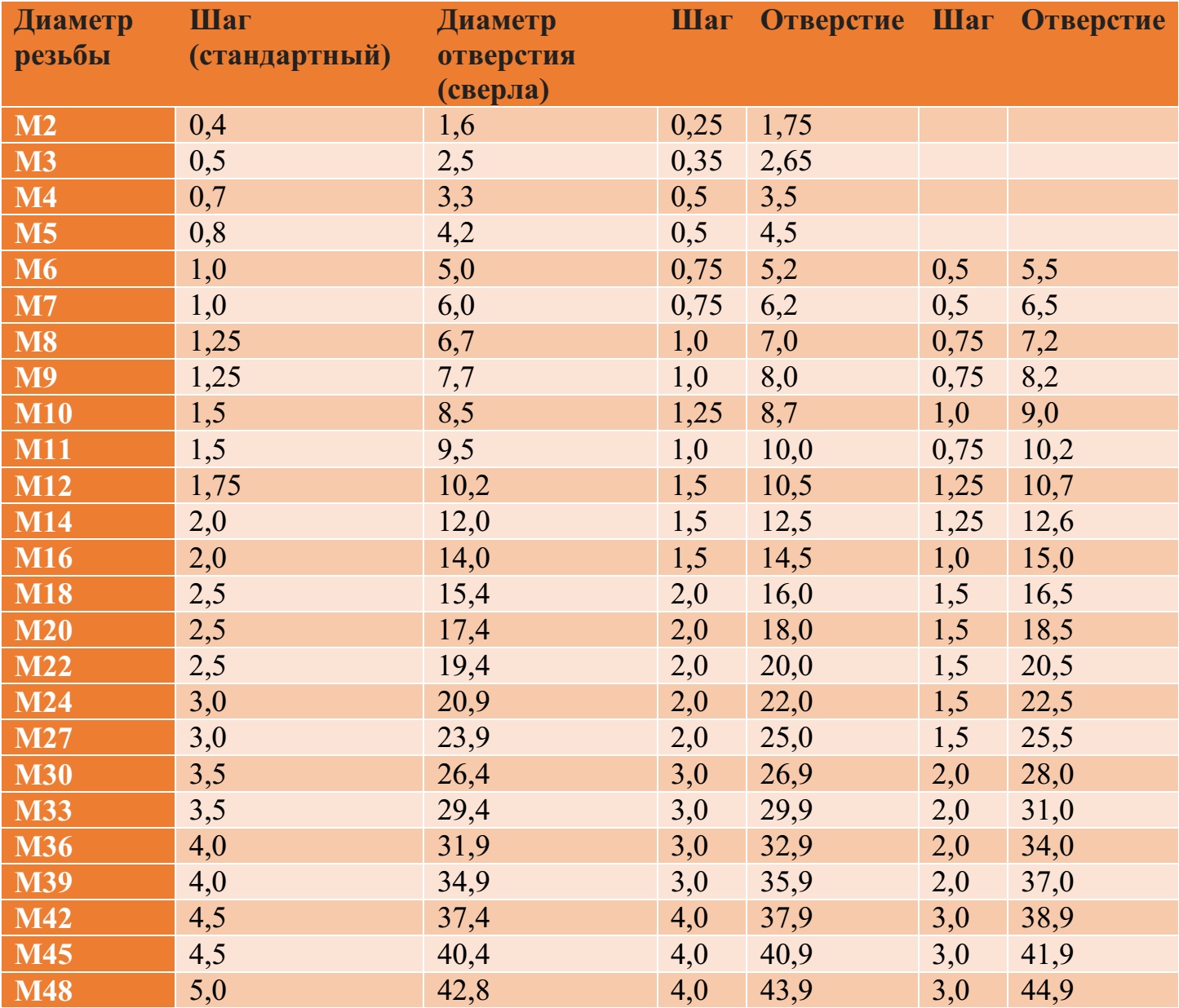
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Общие правила выбора сверла.

Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
 При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0. |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0.5 |
2.5 |
0. |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0. |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
1 |
5 |
0. |
5.2 |
0.5 |
5.5 |
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0. |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0. |
7.5 |
- |
- |
- |
- |
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
8.2 |
0.5 |
8. |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0. |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
- |
- |
- |
- |
|
12 |
1. |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1. |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14. |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1. |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18. |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0. |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23. |
- |
- |
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
- |
- |
|
30 |
3. |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29. |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32. |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1. |
37.5 |
1 |
38 |
- |
- |
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1. |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43. |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
 4
4
 35
35
 8
8
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 2
2
 5
5
 4
4
 9
9
 5
5
 5
5
 5
5
Microtech, восстановление резьбы в алюминии
ronin999
Фирма Микротек делает отличные ножи и при этом любит использовать алюминиевые рукояти и маленькие винтики. И резьба в алюминии срывается на раз!
Уверен, моя проблема не нова.
Как восстановить резьбу в алюминии?
Фиксатор резьбы не помогает.
Twisted Firestarter
эээ… нарезать резьбу большего диаметра?
ronin999
была такая мысль.
А дальше что? Где взять винтик такой же как остальные, но с большей резьбой?
СергейиЧ
могу предположить два варианта — поменять винт на больший, или запрессовать стальной стаканчик с резьбой. ну или на клей посадить.
Ординатор
Поискать составы для восстановления резьбы Локтайт или подобные. Такая двухкомпонентная хрень типа эпоксидки, в автомагазинах видел пару раз.
Fox667
ronin999в ноутбуке, компьютере или цифровой технике что нить близкое должно быть.
А дальше что? Где взять винтик такой же как остальные, но с большей резьбой?
А вообще если нож не полочник, то не все ли равно что винтик другой,
нож от этого резать хуже точно не станет 😛
GAU-8A
Сорванная резьба уже по определению покойник, единственное решение, это перерезать на большую. клей и прочее подобное -туфта и самоуспокоение, не более…а там что, во всех отверстиях что ли сорвана? если в одном, то и не парьтесь, а вообще, считаю моветоном разбирать собирать ножи…они по 100 лет работают ежли их не трогать…читаешь иной раз- тока купил ножик и тут же его разобал нах…для чего спрашивается? а маслица подлить или еще за чем…а потом сюда- ой ратуйтя люди добрыя, ну эт я так, ворчу 😛
Skywatcher
двухкомпонентная хрень типа эпоксидки, в автомагазинах видел пару раз.
называется «металлопластилин для металла» — см.
http://zadelov.ru/holodnaya_svarka_metalla
но вообще дюраль довольно пластична — если изнутри плашки аккуратно наклепать вокруг отверстия металл с небольшой деформацией округлым бойком то отверстие может уменьшить диаметр и в нем можно нарезать резьбу по-новой.
догони-ветер
читаешь иной раз- тока купил ножик и тут же его разобал нах…для чего спрашивается?
При всём уважении, но Вам, пресноводным не понять этого 😀
И резьба в алюминии срывается на раз!Просто Вы перебрали с усилием.
Решение такое же, как и при любом нормальном ремонте — нарезать новую резьбу и установить чуть бОльший винт. Это сопряжено с гемороем, т.к. винты у Микротеха мелкие. Нужно будет брать и метчик соответствующий. По цене, имхо, Вам проще нож к мастеру отвезти.
По цене, имхо, Вам проще нож к мастеру отвезти.
догони-ветер
читаешь иной раз- тока купил ножик и тут же его разобал нах…для чего спрашивается?
При всём уважении, но Вам, пресноводным не понять этого 😀
И резьба в алюминии срывается на раз!Просто Вы перебрали с усилием.
Решение такое же, как и при любом нормальном ремонте — нарезать новую резьбу и установить чуть бОльший винт. Это сопряжено с гемороем, т.к. винты у Микротеха мелкие. Нужно будет брать и метчик соответствующий. По цене, имхо, Вам проще нож к мастеру отвезти.
GAU-8A
догони-ветерДа куды уж нам сирым да из лесу, понять вас просветленных да продвинутых 😛
но Вам, пресноводным не понять этого
D@n[T]e
А ввёртыш выточить невариант?Рассверлить старое отверстие,нарезать большую резьбу и на фиксаторе посадить резьбовую втулку с внутренней резьбой как у родного винта. Но эт лучше не с кривыми руками и при наличии станка делать.
Но эт лучше не с кривыми руками и при наличии станка делать.
догони-ветер
GAU-8AДа я не со зла. Просто в нашем соленом приморском воздухе питингуют многие стали. Особенно летом. А на просветленного и продвинутого я не претендую 😛
GAU-8A
Да я тоже шутю 😛 кстати, если вытащить клин, то и разбирать ни чего не надо…многие вон жалились на пласт. винты у мильки, а мне все невдомек, а на кой их крутить? осевой крутнул и вася, и делов…
ronin999
Я не любитель постоянно потрошить ножи, а микротеки с их алюминевой резьбой и подавно, но этот мне достался уже поюзанным с сорванными резьбами.
Я его тоже использовал и в хвост и в гриву, будучи на фиксаторе резьбы, а сейчас фиксатор уже не держит.
Вот и хочу узнать, может есть какой-нибудь жидкий металл или что-то типа того, чтобы восстановить резьбу.
Сделать стаканчики или муфты мне приходила в голову мысль, но я не нашел метчиков под микротековские винты.
DerRock
многие вон жалились на пласт. винты у мильки, а мне все невдомек, а на кой их крутить? осевой крутнул и вася, и делов…А Вы пробовали так делать? Только честно 😊
GAU-8A
Я пишу только в том случае, если сам плавал 😊
DerRock
А я у полностью разобранной Мили обычно мучаюсь с правильной установкой осевой втулки. Её же надо в определенном положении установить, иначе плашки полностью не сойдутся.
D@n[T]e
ronin999Там случаем не дюймовая? 😊
Сделать стаканчики или муфты мне приходила в голову мысль, но я не нашел метчиков под микротековские винты.
ronin999
D@n[T]e
Там случаем не дюймовая?
ХЗ, там очень маленький диаметр. все что я встречал были крупней.
видимо есть какие-то специальные метчики для ювелиров, но я такого не нашел 😞
Zuzamod
все винты поменять на более крупные и сказать — «тюнинх». А вёртыш и футорка это конечно хорошо, но где ж их найти то такие мелкие, я только от 6 мм видел.
Katran73
ronin999С этого и начать. Сначала найти винт или саморез/шуруп с подходящей головкой. Далее видно будет.
… Где взять винтик такой же как остальные, но с большей резьбой?
Резьбовую втулку/ввёртыш на такие диаметры делать — гемор. Нужен мелкий токарный станок и токарь с прямыми руками.
Vityba7
Идем на строй рынок ищем магазинчик с крепежом или на радио рынок.Болтиков на М3-М4 завались.нарезаем резьбу и все.
D@n[T]e
ZuzamodДа не,сам делал такие из винтов под внутренний М 2,5.Мелкий сверлильный станок с нормальными тисками, сам винт+пару гаек на него,чтоб резьбу не замять тисками, керно, сверло, метчик и шлицовку.Ну и не похмельную голову и руки. 😛Винт «донор» можно взять латунный для облегчения усилий.
все винты поменять на более крупные и сказать — «тюнинх». А вёртыш и футорка это конечно хорошо, но где ж их найти то такие мелкие, я только от 6 мм видел.
pivo
Резьбы в микротеках дюймовые, в разных ножах разные.
Например: комбат-трудон 4-40, сокомы 1-72, скарабы 2-56…
ronin999
Здравствуйте, Ашот Юрьевич.
Речь идет об Амфибиане. Может в ваших закромах завалялось пара винтиков?
И еще конечно очень интересно ваше мнение, как лучше починить?
ronin999
Здравствуйте, Ашот Юрьевич.
Речь идет об Амфибиане. Может в ваших закромах завалялось пара винтиков?
И еще конечно очень интересно ваше мнение, как лучше починить?
freeman87
вы меня простите,но нож за такие бабки да с такой рукоятью как минимум УГ.
для чего он такой убогий нужен?Резьба в алюминии это сам по себе шедевр.Еще бы в олове нарезали.
Даже на берде под алюминием стальные лайнеры с нормальной резьбой.
По теме: варить,сверлить,нарезать заново.
Sidav
А Вы уверены, что у Вас точно резьба сорвана? Может просто подлиннее винты найти и проблема будет решена? Я экспериментировал на одном из Сокомов, короткий винт просто не достает как следует до другой плашки и соответственно ее не притягивает, винт при этом прокручивается, создавая ощущение сорванности резьбы.
pivo
Может в ваших закромах завалялось пара винтиков?Здравствуйте, Илья!
Некоторый запас у меня есть для таких случаев. Если наружный диаметр винта 1.8, то это 1-72. Наберите мне после 15го января.
Насчет длины, Александр прав — есть вероятность, что более длинный винт будет держать.
Резьба в алюминии это сам по себе шедевр.Еще бы в олове нарезали.Практически весь Микротек сделан с алюминиевыми рукоятями и дикой волны поломок не наблюдается (во всяком случае, по этой причине), а насчет ремонта и прочее Микротек, если не ошибаюсь, всегда заявлял «присылайте на завод, в случае самостоятельного вмешательства — гарантия снимается»
Sidav
Некоторый запас у меня есть для таких случаев.О, в таком случае я тоже наберу после 15-ого 😊.
pivo
О, в таком случае я тоже наберу после 15-огоВелкам)))
freeman87
Тогда чего париться?
Пусть чинят по гарантии.А то потом действительно скажут мол сам ремонтировал и гарантии нет.Кст,сколько она у микротыков?
ronin999
В моем случае длинные винты проблему решат.
Не знаю почему, но почему-то все они разной длинны. Около осевого винта стоят длинные винтики, а в конце рукояти короткие — вот с ними-то и беда. Я пробовал вкрутить в проблемное место длинный винт — все ОК, но тогда короткие вообще не достают до резьбы, если их на место длинных поставить.
ronin999
В моем случае длинные винты проблему решат.
Не знаю почему, но почему-то все они разной длинны. Около осевого винта стоят длинные винтики, а в конце рукояти короткие — вот с ними-то и беда. Я пробовал вкрутить в проблемное место длинный винт — все ОК, но тогда короткие вообще не достают до резьбы, если их на место длинных поставить.
Я пробовал вкрутить в проблемное место длинный винт — все ОК, но тогда короткие вообще не достают до резьбы, если их на место длинных поставить.
Fox667
Всем еще раз привет 😊
Сегодня тоже стал обладателем МТ с косячной резьбой в рукоятке,
присоединяюсь и тоже буду звонить после 15-ого маэстро Пиво.
К сожалению длину винтиков померить не могу, так как на них хитрые трех точечные головки 😞
pivo
Не знаю почему, но почему-то все они разной длинныНапример на сокомах, это очень часто встречается.
Сегодня тоже стал обладателем МТ с косячной резьбой в рукояткеА в чем «косячность резьбы» и как вы об этом узнали, если винты не откручивали? Замена винтов не на всех ножах возможна — на некоторых фронталках нет места для более длинных винтов.
К сожалению длину винтиков померить не могу, так как на них хитрые трех точечные головки
 К тому же «трехдырочных» винтов и прочей сугубо микротековской экзотики у меня в запасе нет. Такие вещи я, при большой необходимости, иногда делал.
К тому же «трехдырочных» винтов и прочей сугубо микротековской экзотики у меня в запасе нет. Такие вещи я, при большой необходимости, иногда делал.Fox667
pivo3 винта просто крутятся, а 2 из них вообще выпадают при 5-6 интенсивных щелчках.
А в чем «косячность резьбы» и как вы об этом узнали, если винты не откручивали?
По робовал подтянуть маникюрными ножницами, усилие ими фик создаш, а винтики просто прокуручиваются, то есть там в рукояти резьбы уже нет.
pivoНу если возьметесь заменить все 6 винтов на чуть более длинные или если это не поможет, то с увеличением диаметра,
К тому же «трехдырочных» винтов и прочей сугубо микротековской экзотики у меня в запасе нет.
то эти трехдырчатые Вам оставлю, как раз пригодятся мож кому потом.
И во сколько примерно обойдется сия процедура?
п.с. простите, эт я щас звонил, подумал раз на форуме пишите вдруг в МСК еще.
pivo
извинятся не за что)) После НГ созвонимся — ножик надо лично посмотреть, чтобы определится.
Fox667
pivoну мало ли, вдруг отвлек от чего.
извинятся не за что)) После НГ созвонимся — ножик надо лично посмотреть, чтобы определится.
Ок, договорились, тогда созвонимся, у меня даже 2 пациента Вам 😊
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
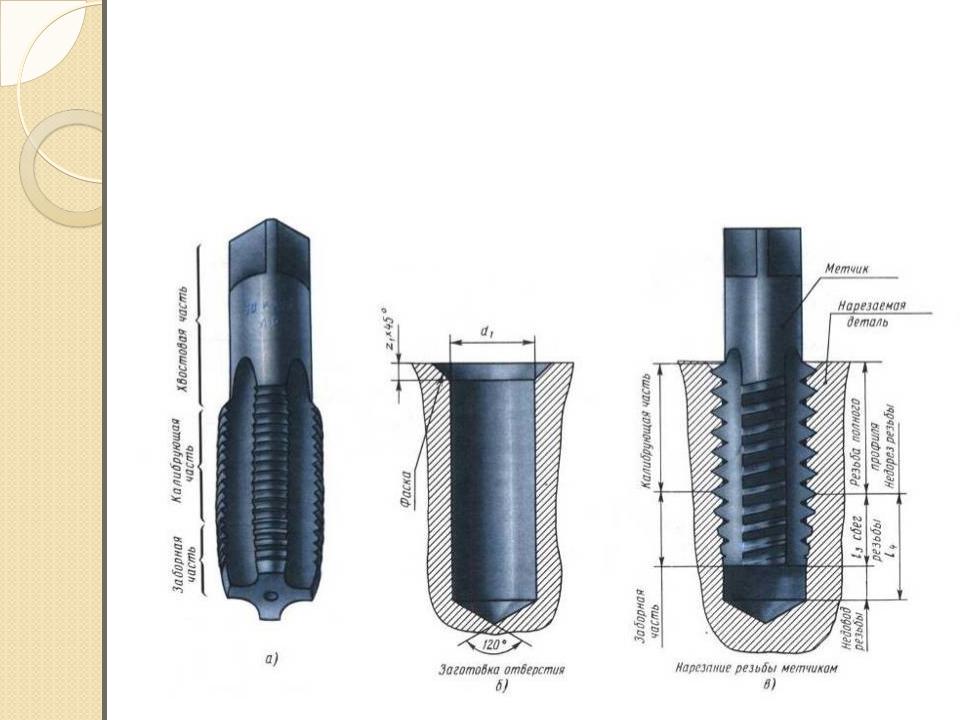
Рис. 1. Конструкция метчика:
1 – заборная часть; 2 – калибрующая часть; 3 – стружечная канавка;
4 – хвостовик; 5 – квадрат
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
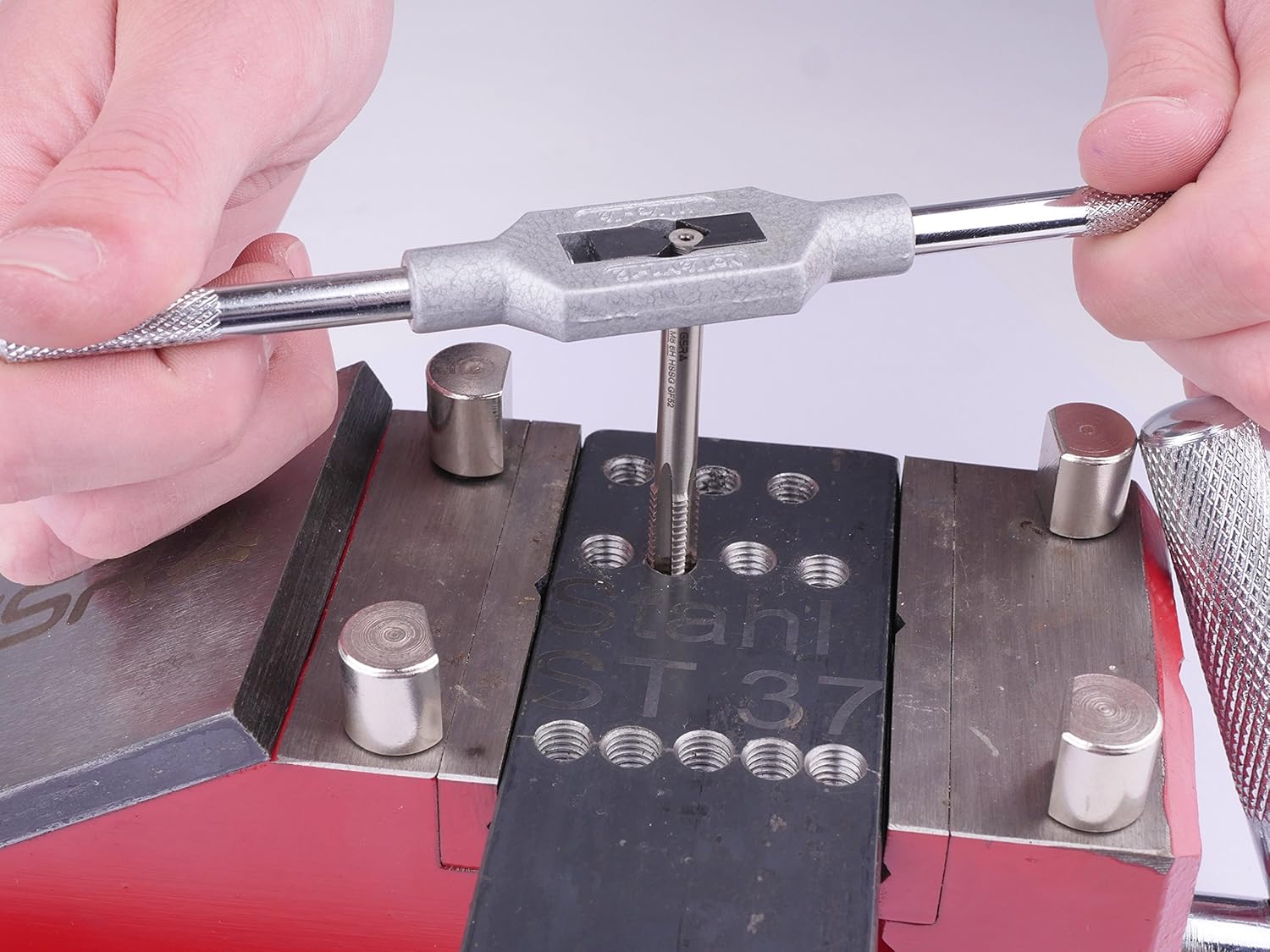
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
- нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
- на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
- в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
- в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
- нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
 Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
- если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
- нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
- метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
- чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
- скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
- охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
- бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
 Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость; Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;Как нарезать резьбу метчиком — Мекка инструмента
Метчик – это металлорежущий инструмент, предназначенный для ручной или машинной нарезки резьбы в заранее просверленном отверстии. Благодаря простоте конструкции выполнять эту операцию можно практически в любых условиях, при минимуме используемых приспособлений.
Выбор инструмента
Метчик подбирается в зависимости от материала, параметров отверстия и способа нарезки – ручного или машинного. По способу нарезки они подразделяются на универсальные и комплектные. Первые осуществляют черновую, промежуточную и чистовую нарезку за один проход, в комплектных вся операция разделена на 2-3 метчика. По способу применения метчики разделяются на ручные и машинные.
Первые осуществляют черновую, промежуточную и чистовую нарезку за один проход, в комплектных вся операция разделена на 2-3 метчика. По способу применения метчики разделяются на ручные и машинные.
При нарезке глухих отверстий применяются комплектные метчики. Обычно используется ручная обработка. Для сквозных отверстий используется универсальный инструмент. Выбирая метчик необходимо учесть и форму его канала для отвода стружки, которая может быть прямой, винтовой или укороченной. При невысокой твердости материала заготовки можно использовать инструмент с любой формой канала, для нержавеющих и жаропрочных сталей – с шахматным расположением режущих сегментов. Очень важно правильно подобрать диаметр отверстия, для чего используются готовые таблицы.
Этапы нарезки
При работе с метчиком необходимо придерживаться следующего порядка работ:
- Разметка и кернение под отверстие в соответствии с чертежом.
- Сверление отверстия или рассверливание имеющегося под требуемый диаметр. Операция проводится на невысоких оборотах со средним нажимом. Сверло желательно смазать густой смазкой до начала и в процессе работы. При подготовке глухого отверстия необходим запас длины.
- Обработка отверстия зенкером для повышения качества поверхности.
- Установка метчика в вороток и смазка режущей части.
- Расположение инструмента в отверстии строго под прямым углом к горизонтальной оси.
- Нарезка резьбы путем одного оборота по ходу нарезки и половины в обратную сторону для удаления стружки.
 Операция проводится на невысоких оборотах со средним нажимом. Сверло желательно смазать густой смазкой до начала и в процессе работы. При подготовке глухого отверстия необходим запас длины.
Операция проводится на невысоких оборотах со средним нажимом. Сверло желательно смазать густой смазкой до начала и в процессе работы. При подготовке глухого отверстия необходим запас длины.Полезные советы
При нарезки резьб в отверстиях алюминиевых и медных деталей, а также заготовок из других вязких материалов с низкими показателями твердости, необходимо периодически полностью извлекать метчик для очистки от стружки. Обязательно используйте все номера комплекта. Если исключить черновой метчик то ухудшается качество результата, замедляется процесс нарезки и возможен выход из строя инструмента.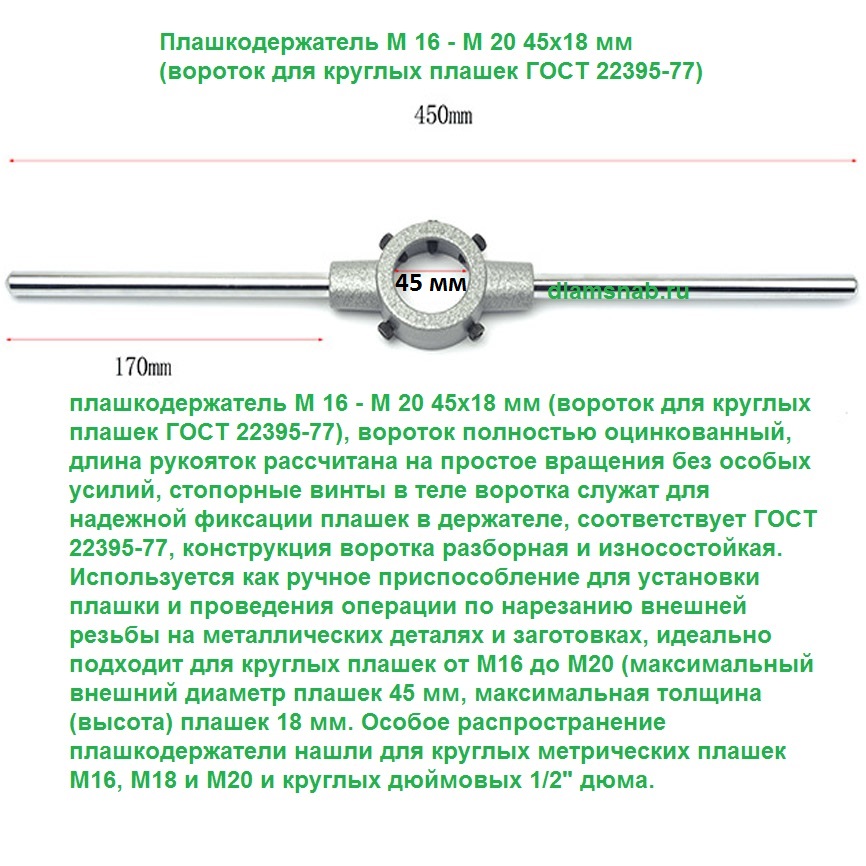
Очень важно обеспечить строго вертикальное расположение инструмента в процессе нарезки и исключить его перекос. Для этого проверяйте его положение угольников через каждые 2-3 полных оборота. Правильно подбирайте смазку в зависимости от материала детали. Для стали подойдут эмульсии или льняное масло, для алюминия и его сплавов – керосин, для меди — скипидар. При работе с чугуном и бронзой можно не использовать смазку.
Грубая или тонкая резьба — какой тип резьбы мне нужен? — Ресурсный блог Tanner
Стили резьбы застежки
Вы когда-нибудь застревали, пытаясь понять, когда использовать крепежную деталь с крупной или мелкой резьбой? Не волнуйтесь, вы не одиноки. Большинство людей были бы удивлены, узнав о значительных характерных различиях между ними. У каждого типа резьбы есть свои преимущества, которых нет у другого стиля. Прочтите, чтобы узнать больше о крепежах с крупной и мелкой резьбой и никогда больше не выбирайте неправильный тип резьбы.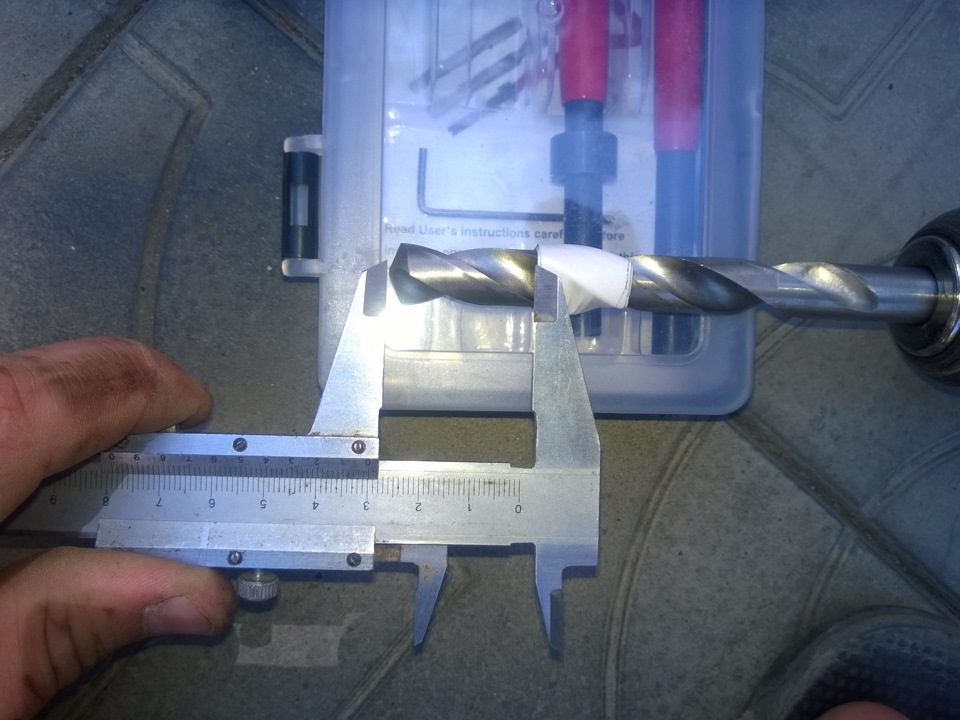
- Нарезание резьбы — это равномерный гребень, который наматывается на цилиндр (прямая резьба) или конус (коническая резьба) в виде спирали
- Резьба винта различается по высоте и ширине, от типа застежки к типу застежки
- Резьба с «широкими и глубокими выступами» считается крупной резьбой.
- Нитки с «более узкими и пологими выступами» считаются тонкой резьбой.
В чем разница между грубой и тонкой резьбой
Крепежные детали с крупной резьбой — отличный выбор для большинства строительных приложений.Одна из причин заключается в том, что крепежные детали с крупной резьбой могут быть «потрепаны» на стройплощадке, но при этом могут работать должным образом. «Зачистка» означает, что их резьба может быть слегка повреждена или в резьбе может быть грязь и другие препятствия, такая же «шероховатость» может сделать некоторые крепежные детали с мелкой резьбой бесполезными. Крепежные детали с крупной резьбой также труднее снимать или перекрещивать резьбу из-за более широкого стиля резьбы, что позволяет разместить больше материала между резьбами.
Крепежные детали с тонкой резьбой — лучший выбор, когда требуются особые размеры.Тонкие резьбы обладают более высокой прочностью на разрыв, что делает их идеальными для применения в прочности. Мелкий шаг (винтовой угол) тонкой резьбы делает их гораздо менее подверженными расшатыванию из-за вибрации. Благодаря меньшему количеству материала, необходимого для нарезания резьбы, процесс нарезания резьбовых отверстий для крепежных деталей с мелкой резьбой намного проще.
Прочтите, чтобы сравнить характеристики и преимущества крепежных деталей с крупной и мелкой резьбой.
Сравнение крупной и тонкой резьбы
Грубая резьба | Тонкая резьба |
|
|




Заедание алюминиевой резьбы Где | American Machinist
Хорошие навыки письма востребованы, и улучшение ваших навыков письма может повысить ваши шансы на трудоустройство и возможности для продвижения по службе.Согласно последнему опросу работодателей Национальной ассоциации колледжей и работодателей, Job Outlook 2019 , 82% работодателей, ответивших на их опрос, заявили, что умение писать — это самый важный навык кандидата на работу. 1 И EMSI, компания, предоставляющая данные о рынке труда, обнаружила, что хорошее общение было вторым по частоте упоминанием навыком при размещении вакансий среди всех работодателей США за последние пять лет. 2
Если ваши письменные навыки не так хороши, как вы хотели бы, вам следует подумать о работе, чтобы улучшить их.Эта статья поможет вам в этом, рассмотрев некоторые из наиболее распространенных ошибок, которые, как я вижу, допускают инженеры и другие технические специалисты. Я также даю простые советы, как избежать этих проблем и улучшить ваше письмо.
Начнем с омофонов. Это слова, которые звучат одинаково, но имеют разное написание и значение, поэтому они редко улавливаются средствами проверки орфографии и грамматики. Совсем недавно я нашел писателя, который использовал слово «кусок», хотя ему следовало использовать слово «мир».
Для технических писателей по бизнесу я обычно нахожу там вместо их , и это . Здесь используется для обозначения места или времени, а — их — притяжательная форма их. И , это , сокращение от , это .
Другие проблемные омофоны: ваш и вы , — и тоже , слышите и здесь , наши и , комплимент и дополнительный , капитал и капитолий , и принцип и основной .Но есть и другие, которыми можно злоупотреблять.
Affect и effect не являются омофонами, но часто используются неправильно. Воздействовать означает влиять на что-то. Эффект — результат влияния.
Все больше и больше мы слышим, как удар используется вместо эффекта . Удар определяется как столкновение одного тела с другим. Только в третьей части определения удар становится синонимом эффекта.Если есть выбор между использованием эффекта или воздействия, используйте эффект .
Грамматические правила создания притяжательного слова меняются местами: в случае это и равно . Его — притяжательная форма этого, а — это — его сокращение. Например, «Присоедините вал к его муфте». и: « Пора идти, ».
Вы когда-нибудь путали использование I или me , когда вы также говорите о ком-то другом? Самый простой способ определить, какое местоимение использовать, — это отбросить собеседника. Например: «Я пошел гулять». и: «Сандра и I пошли гулять». Также: «Дайте мне инструментов». и: «Дайте мне, и Дэйву инструменты».
Например: «Я пошел гулять». и: «Сандра и I пошли гулять». Также: «Дайте мне инструментов». и: «Дайте мне, и Дэйву инструменты».
Запятые и точка с запятой — два полезных средства пунктуации, которые часто используются неправильно. Запятые отделяют независимые предложения или список в предложении. Не используйте запятую для обозначения паузы. Но используйте запятую с координирующим союзом (и, или, ни, но, пока, но так) или точку с запятой, чтобы соединить два независимых предложения, чтобы сформировать законченное предложение.«Шпиндель заржавел, и даже инженер проигнорировал это». «Шпиндель заржавел; даже инженер проигнорировал это ».
Механику грамматики полезно запомнить, и в сочетании со следующими четырьмя шагами ваше письмо улучшится:
1. Создайте план, прежде чем начать писать.
2. Заполните свой план всем, что вы можете придумать по своему предмету. Не беспокойтесь о длине; вы отредактируете его позже. Это станет вашим первым черновиком.
3.Когда вы закончите свой первый черновик, сделайте перерыв. Сходите на прогулку или даже оставьте его на ночь.
4. Распечатайте свою работу, чтобы просмотреть ее. Печатную копию гораздо легче читать и делать пометки для редактирования, чем делать это на экране компьютера. Установите междустрочный интервал 1,5 или 2, чтобы у вас было место для редактирования и заметок. Для редактирования используйте маркер и красное перо, чтобы вы могли легко видеть свои изменения.
Вот на что обращать внимание при редактировании своей работы:
• Опечатки, омофоны, орфография и неудобные предложения.
• Определите отраслевой и технический жаргон при первом использовании. Например: Анализ эффектов режима функционального отказа (FFMEA).
• Имеет ли смысл каждое предложение и абзац?
• Стремитесь создать логическое развитие своих мыслей. Имеет ли конкретный абзац больше смысла в другом разделе вашего документа? Переместите это туда.
Вы должны внести как минимум две редакции в ваш документ. Если возможно, попросите кого-нибудь еще рассмотреть ваш окончательный вариант. Вы будете поражены, насколько полезным может быть то, что кто-то еще рассмотрит вашу работу.
Если возможно, попросите кого-нибудь еще рассмотреть ваш окончательный вариант. Вы будете поражены, насколько полезным может быть то, что кто-то еще рассмотрит вашу работу.
Если вы действительно серьезно относитесь к улучшению своего письма, у меня есть последний совет. Купите себе хороший научный словарь и тезаурус, а также руководство по написанию. Не полагайтесь на мусор, который вы часто находите в Интернете. Я использую словарь The American Heritage Dictionary и Thesaurus , которые продаются в виде двухтомника. Вы можете найти более старые копии на eBay или посетить местный книжный магазин.
В качестве руководства по написанию я предпочитаю Практическое руководство по английскому языку Уоткинса, Диллингема и Мартина.Это небольшая книга, в которой содержится много информации в удобном для поиска формате. Я использую его со времен учебы в колледже, и он мне очень пригодился.
Научиться хорошо писать — это не то, что вы делаете в одночасье. Это требует практики и пересмотра. Так что наберитесь терпения. И, как и в любой практике, чем больше вы будете заниматься, тем лучше станете.
Это требует практики и пересмотра. Так что наберитесь терпения. И, как и в любой практике, чем больше вы будете заниматься, тем лучше станете.
Источники
1. http://www.naceweb.org/about-us/press/2018/what-do-employers-look-for-on-resumes/
2.https://www.economicmodeling.com/2018/08/21/top-10-skills-top-10-us-companies/
Пол Фут (Paul Foote) — внештатный коммерческий писатель, который создает коммерческий и технический контент промышленного уровня и копирует. Вы можете узнать больше на pfoote.com или связаться с ним по адресу [email protected]
| Блюм 20F2200.N5 Aventos HF Двухстворчатый подъемный механизм, коэффициент мощности 85-230 | |||||
Blum 20F2500. N5 Подъемный механизм двойного сложения Aventos HF, коэффициент мощности 471-880 N5 Подъемный механизм двойного сложения Aventos HF, коэффициент мощности 471-880 | |||||
| Blum 20K7A11 Aventos HKS ограничительный зажим, угол 75 градусов | |||||
| Блюм 20F2800.N5 Aventos HF Двухстворчатый подъемный механизм, коэффициент мощности 780 — 1440 | |||||
| Blum 20K2700.N5 Aventos HK Подъемный механизм, коэффициент мощности 175-349 | |||||
| Blum 20K7A41 Aventos HKS Ограничительный зажим, угол 100 градусов | |||||
| Blum 20F7011 Aventos HF Ограничительный зажим на угол 83 градуса | |||||
| Blum 20F7051 Aventos HF Ограничительный зажим на угол 104 градуса | |||||
Блюм 20К8000. NA Aventos HK Комплект кожухов для подъемного механизма, правый & amp; Левая крышка NA Aventos HK Комплект кожухов для подъемного механизма, правый & amp; Левая крышка | |||||
| Blum 20S2A00.N5 Aventos HS Подъемный механизм | |||||
| Blum 20F8000.NA Aventos HF Комплект заглушек для механизма записи, правая & amp; Левая крышка | |||||
| Блюм 20С2Б00.N5 Aventos HS Подъемный механизм | |||||
| Blum 20S4200 Набор фурнитуры для деревянных или широких алюминиевых дверей Aventos | |||||
Blum 21L8000.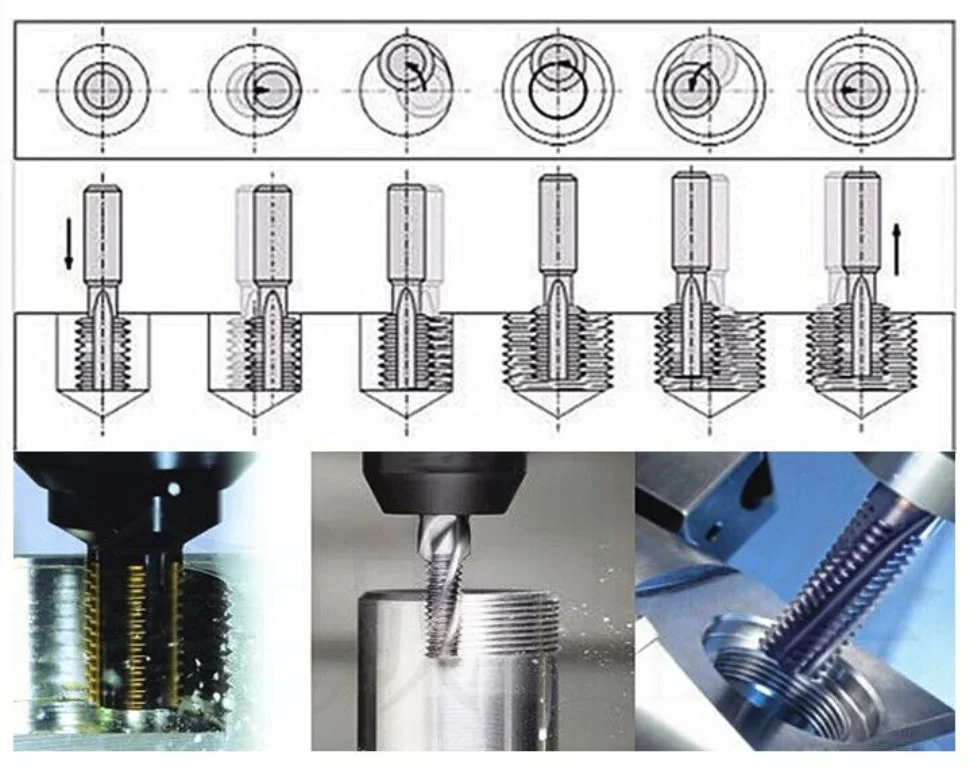 NA Комплект крышек сервопривода Aventos HL NA Комплект крышек сервопривода Aventos HL | |||||
| Блюм 20S2C00.N5 Aventos HS Подъемный механизм | |||||
| Blum 20S4F01 Монтажная пластина Aventos с комплектом кронштейнов для использования с большими накладными пятисекционными дверями | |||||
| Комплект сервопривода Blum 21FA000 для Aventos HF, HL & amp; HS | |||||
| Блюм 20С2Д00.N5 Aventos HS Подъемный механизм | |||||
| Blum 21K8000.NA Комплект крышки сервопривода Aventos HK | |||||
| Blum 21KA000 Сервопривод Aventos HK | |||||
| Blum 606N-100 # 6 x 5/8 Винт по дереву с глубокой резьбой, Phillips, Bulk-100 | |||||
| |||||
| Blum 7799390 Овальная штанга стабилизатора Aventos HL | |||||
| Blum 20L8000.N1 Aventos HL Комплект заглушек для подъемного механизма, правый & amp; Левая крышка | |||||
| Блюм 20С8000.Набор крышек NA Aventos HS для подъемного механизма, правый и усилитель; Левая крышка | |||||
| Blum 606N-1000 # 6 x 5/8 Винт по дереву с глубокой резьбой, Phillips, Bulk-1000 | |||||
| |||||
Блюм 20L2900. N5 Aventos HL Подъемный механизм для двери Вес 19 фунтов 4 унции. до 36 фунтов 5 унций N5 Aventos HL Подъемный механизм для двери Вес 19 фунтов 4 унции. до 36 фунтов 5 унций | |||||
| Blum 606P-1000 # 6 x 5/8 Винт по дереву с глубокой резьбой, Pozi | |||||
| |||||
| Блюм 20L2700.Подъемный механизм N5 Aventos HL для двери Вес 10 фунтов 7 унций. до 19 фунтов 3 унции | |||||
| Blum 20L2500.N5 Подъемный механизм Aventos HL для двери, вес 3 фунта 5 унций. до 10 фунтов 6 унций | |||||
| Blum 20S2I00.N5 Aventos HS Подъемный механизм | |||||
Шаблон для растачивания пластин Blum 65. 5030.01 5030.01 | |||||
| Blum 20L2300.N5 Подъемный механизм Aventos HL для двери Вес 2 фунта 3 унции. до 3 фунтов 4 унции | |||||
| Blum 20S2H00.N5 Aventos HS Подъемный механизм | |||||
| Блюм 20L2100.Подъемный механизм N5 Aventos HL для двери весом до 2 фунтов 2 унции | |||||
| Blum 20S2G00.N5 Aventos HS Подъемный механизм | |||||
| Blum 20S2F00.N5 Aventos HS Подъемный механизм | |||||
Блюм 20С2Е00. N5 Aventos HS Подъемный механизм N5 Aventos HS Подъемный механизм | |||||
 026 / каждый
026 / каждый Крепежные детали с резьбой для соединения литых деталей
Поделиться страницей +Стальные резьбовые болты и шпильки часто используются для соединения отливок из алюминия, магния и цинка. Алюминиевые болты иногда рекомендуются для литья под давлением из магния, когда есть вероятность гальванической коррозии. Если требуется крепление к тонким стенкам, болты проходят через отверстия в отливке и закрепляются гайками.Если позволяют условия, в отливку могут быть встроены выступы для установки шпилек или болтов в резьбовые отверстия. Нарезаются как грубая, так и мелкая резьба, и обычно более грубая резьба является предпочтительной.
Эти рекомендации должны быть полезны при разработке первого приближения проекта:
- Стальные болты и шпильки с покрытием имеют меньшую тенденцию к заклиниванию, чем стальные и алюминиевые крепежные детали без покрытия, что делает соотношение между крутящим моментом и усилием зажима более стабильным.
- Обеспечьте запас прочности для предотвращения чрезмерного затягивания крепежа, которое может быть вызвано изменениями крутящего момента, прикладываемого производственными инструментами.
- Спроектируйте соединение таким образом, чтобы выходил из строя болт, а не отливка. Резьба болтов обычно прочнее, чем резьба, литая под давлением, поэтому выход из строя болта будет вызван разрывом при растяжении, а не обрывом резьбы.
- Диаметр выступа должен быть как минимум в два раза больше диаметра болта. Прочность на сдвиг и модуль упругости сплавов для литья под давлением намного ниже, чем у чугуна и стали, поэтому соединение, полученное методом литья под давлением, более подвержено растяжению, чем отливка из черных металлов.(Расширение: расширение выступа, вызванное заклиниванием резьбы, ослабление соединения за счет уменьшения контакта между сопряженными резьбами.)
- Резьбовые отверстия следует заполнить сердцевиной, чтобы минимизировать пористость в области резьбы. Если требуется тяга керна, особенно в глубоких отверстиях, она увеличит меньший диаметр резьбы на большом конце отверстия и уменьшит высоту резьбы. Грубая резьба имеет большую высоту резьбы, чем мелкая, и подвержена меньшему воздействию. Когда требуется максимальная прочность резьбы, отверстия следует заполнить сердцевиной немного меньшего размера и довести до требуемого диаметра резьбового сверла.При нарезании керна глухих отверстий с резьбой необходимо обеспечить достаточную глубину отверстия, чтобы обеспечить зазор инструмента за пределами последней полной резьбы. Если зазора инструмента недостаточно и метчик остается внизу, он может сорвать резьбу или, что еще хуже, сильно ослабить резьбу, что может остаться незамеченным.
- Если рабочие условия создают возможность ослабления резьбы, проверьте, может ли соединение выдерживать требуемое усилие зажима путем испытания.
- Можно отливать внутреннюю резьбу в отливках под давлением, используя выкручивающиеся стержни или откручивая отливку от стержня. Но если учесть увеличение времени цикла и требуемой тяги, обычно более целесообразно использовать потоки в отдельной операции.

 Если требуется тяга керна, особенно в глубоких отверстиях, она увеличит меньший диаметр резьбы на большом конце отверстия и уменьшит высоту резьбы. Грубая резьба имеет большую высоту резьбы, чем мелкая, и подвержена меньшему воздействию. Когда требуется максимальная прочность резьбы, отверстия следует заполнить сердцевиной немного меньшего размера и довести до требуемого диаметра резьбового сверла.При нарезании керна глухих отверстий с резьбой необходимо обеспечить достаточную глубину отверстия, чтобы обеспечить зазор инструмента за пределами последней полной резьбы. Если зазора инструмента недостаточно и метчик остается внизу, он может сорвать резьбу или, что еще хуже, сильно ослабить резьбу, что может остаться незамеченным.
Если требуется тяга керна, особенно в глубоких отверстиях, она увеличит меньший диаметр резьбы на большом конце отверстия и уменьшит высоту резьбы. Грубая резьба имеет большую высоту резьбы, чем мелкая, и подвержена меньшему воздействию. Когда требуется максимальная прочность резьбы, отверстия следует заполнить сердцевиной немного меньшего размера и довести до требуемого диаметра резьбового сверла.При нарезании керна глухих отверстий с резьбой необходимо обеспечить достаточную глубину отверстия, чтобы обеспечить зазор инструмента за пределами последней полной резьбы. Если зазора инструмента недостаточно и метчик остается внизу, он может сорвать резьбу или, что еще хуже, сильно ослабить резьбу, что может остаться незамеченным. Но если учесть увеличение времени цикла и требуемой тяги, обычно более целесообразно использовать потоки в отдельной операции.
Но если учесть увеличение времени цикла и требуемой тяги, обычно более целесообразно использовать потоки в отдельной операции.Ремонт резьбы с использованием алюминиевых прутков HTS-2000
Пруток для припоя второго поколения HTS-2000 идеально подходит для ремонта резьбы. Ищете альтернативу для ремонта резьбы Helicoil? Не смотрите дальше. Все, что вам нужно сделать, это взять наш пруток промышленной прочности, заполнить отверстие припоем и вставить туда горячий стальной болт.Дайте стальному болту остыть, вытащите его и посмотрите, как появится новая резьба.
Мы знаем это чувство опускания, когда вы затягиваете болт до упора и чувствуете, как гаечный ключ вращается слабо. Да, вы удалили нити. А вот с прутком HTS-2000 ремонт резьбы занимает считанные минуты.
Этот высокопрочный пруток для пайки устойчив к эрозии, в три раза прочнее и гибче, чем другие прутки первого поколения. Неудивительно, что ремонт резьбы, выполненный с помощью нашего продукта, прочнее даже оригинального материала.
Более того, по сравнению с Helicoil наш HTS-2000 проще в использовании и находит широкое применение в автомобильной, военной, аэрокосмической и промышленной сферах. Кроме того, в отличие от Helicoil, здесь нет метчиков, вставок, калибров и инструментов для отламывания хвостовиков, о которых можно было бы вообще беспокоиться. Все, что вам понадобится, — это сверло увеличенного диаметра, чтобы просверлить отверстие.
Нет необходимости вставлять вставки в отверстие. Просто воспользуйтесь горелкой и опустите в отверстие наш продвинутый пруток для пайки. Поднимите температуру стального болта до 750 градусов или выше и опустите болт в отверстие.Дайте металлу примерно 15-30 минут остыть. Чтобы закончить, просто используйте гаечный ключ и вытащите стальной болт из отверстия. Таким образом вы ремонтируете резьбу быстрее и прочнее, чем ремонт резьбы Helicoil.
Высокотехнологичный пруток для пайки HTS-2000 не требует флюса, в конечном итоге он прочнее основного металла и плавится на 500 градусов ниже алюминия. Вам не понадобится сварочный аппарат. Достаточно будет бутановой, пропановой, мапповой или ацетиленовой горелки. В общем, вам не нужно быть профессионалом, чтобы использовать этот пруток для пайки второго поколения.
Вам не понадобится сварочный аппарат. Достаточно будет бутановой, пропановой, мапповой или ацетиленовой горелки. В общем, вам не нужно быть профессионалом, чтобы использовать этот пруток для пайки второго поколения.
Контроль резьбы и шейки алюминиевых цилиндров | Алюминиевые газовые баллоны высокого давления
Все алюминиевые цилиндры DOT / TC должны быть подвергнуты визуальному осмотру во время повторных 5-летних испытаний. Проверка резьбы и шейки может выполняться только после снятия клапана с цилиндра и удаления всех посторонних материалов (например, грязи, коррозии и т. Д.) С сальника и резьбы уплотнительного кольца. Осмотр резьбы и шейки выполняется визуально с помощью источника света и 2-кратного стоматологического зеркала и может поддерживаться с помощью устройства для вихретокового контроля резьбы.
Вихретоковая проверка 6061 баллонов из алюминиевого сплава не требуется Министерством транспорта (DOT). Catalina Cylinders производит свои цилиндры только из алюминиевого сплава 6061. Только 6351 баллон из алюминиевого сплава требуется проверять во время переаттестации каждые 5 лет со стороны DOT.
Catalina Cylinders рекомендует включать пункты, указанные ниже, в проверку резьбы и шейки цилиндров Catalina Cylinders, подлежащих ежегодной визуальной проверке.Критерии отклонения для каждого элемента перечислены под этим элементом.
Минимальное количество потоков
Минимальное количество полных резьб, необходимых для цилиндров Catalina Cylinders:
| Рабочее давление | Минимальное количество потоков |
| 1800 — 2216 фунтов на кв. Дюйм | 6,0 |
| 3000 фунтов на кв. Дюйм | 8,0 |
| 3300 фунтов на кв. Дюйм | 9,0 |
Минимальное количество полных нитей считается от верхней нити вниз.Минимальное количество полных резьб не может быть прервано какими-либо неоднородностями (например, впадинами, складками, коррозией, трещинами или повреждениями).
Критерии отказа:
Цилиндры с числом полных витков меньше минимального, необходимого для указанных выше рабочих давлений, неприемлемы.
Политика замены:
Политика разрешения на возврат цилиндровCatalina распространяется на цилиндры, изготовленные с меньшим, чем требуется, минимальным количеством полных резьб.
Долина
Впадина — это отсутствие металла в нижней части резьбы. В процессе формирования коронки создается впадина. Внизу резьбы есть выемка в виде перевернутой буквы «U». Контур долины щедро закруглен.
Критерии отклонения:
Долина недопустима, если:
- он прерывает необходимое минимальное количество полных потоков и
- создает дисбаланс резьбы 6 или более потоков
Впадина может быть обнаружена с помощью вихретокового устройства контроля резьбы, но не исключена отдельно.Долина не будет отображаться в виде шипа на модуле Visual Plus.
Политика замены:
Неприемлемая впадина — это производственный дефект, на который распространяется Политика разрешения на возврат цилиндров Catalina.
Дисбаланс резьбы
Дисбаланс резьбы — это количество частичных витков резьбы в цилиндре. Дисбаланс резьбы — это разница между количеством полных нитей и количеством полных нитей (полных и частичных) в цилиндре.
Критерии отклонения:
Дисбаланс резьбы недопустим, если:
- Обрывает необходимое минимальное количество витков в цилиндре, или
- Он измеряет 6 потоков и более
Дисбаланс резьбы может быть обнаружен с помощью вихретокового устройства контроля резьбы, но не может быть исключен отдельно.
Политика замены:
Недопустимый дисбаланс резьбы — это производственный дефект, на который распространяется Политика разрешения на возврат цилиндров Catalina.
Складки
Складка — это отсутствие металла в нижней части резьбы или в плече цилиндра. Складка образуется во время операции формования коронки и фактически представляет собой загибание металла на себя во время операции формования. Складка — это статическое состояние, которое не распространяется и не увеличивается по величине.Сгиб имеет вид перевернутой буквы «V» внизу ниток. Обычно складка будет иметь линейный указатель, спускающийся по самой глубокой части складки. Контур складки четкий в самой глубокой точке. Складка похожа по внешнему виду и часто ошибочно принимается за трещину, динамическое состояние, которое может возникать в цилиндрах из сплава 6351.
Критерии отклонения:
Фолд недопустим, если:
- он прерывает необходимое минимальное количество полных потоков, или
- прерывает два полных потока, или
- вызывает потерю содержимого баллона
Устройство для вихретокового контроля резьбы может обнаруживать складки на резьбе цилиндра.
Политика замены:
Неприемлемая складка — это производственный дефект, на который распространяется Политика разрешения на возврат цилиндров Catalina.
Коррозия
Коррозия может возникнуть на резьбе цилиндра, если в цилиндр попадет влага, возможно, из-за наполнения цилиндра влажным воздухом. Коррозия обычно начинается с 9-й или 10-й резьбы, в том месте, где нижняя часть резьбовой части клапана заканчивается резьбой цилиндра. Клапан акваланга, который не полностью хромирован, может ускорить процесс коррозии в резьбовой части цилиндра.Коррозия может возникнуть на верхней поверхности цилиндра и в уплотнительном кольце сальника цилиндра.
Критерии отклонения:
Коррозия недопустима, если:
- он прерывает необходимое минимальное количество полных потоков, или
- прерывает два полных потока, или
- вызывает потерю содержимого баллона
Устройство для вихретокового контроля резьбы может обнаруживать коррозию резьбы цилиндра.
Политика замены:
Коррозия не является условием, связанным с производством, и на нее не распространяется Политика разрешения на возврат цилиндров Catalina.
Трещины на резьбе
Трещина — это линейная неоднородность, которая обычно проходит линейно сверху вниз в резьбе. Трещина обычно начинается в нижней части резьбы и распространяется вверх. Трещина может, но редко, начинаться в верхней части резьбы. Трещина — это динамическое состояние, которое со временем распространяется или увеличивается по величине, как правило, когда цилиндр находится под давлением. Трещина в цилиндре из сплава 6351 по внешнему виду похожа на складку, статическое состояние.
Критерии отклонения:
Трещина недопустима.
Трещины можно идентифицировать и отбраковывать с помощью вихретокового контроля резьбы. Рекомендуется, чтобы цилиндры, в которых трещина была идентифицирована с помощью устройства для вихретоковой проверки резьбы и не может быть идентифицирована визуально, были возвращены в Catalina Cylinders против разрешения на возврат (RA) для оценки до отказа.
Политика замены:
На трещину, которая определена как производственный дефект, распространяется Политика разрешения на возврат цилиндров Catalina.
Показания вихретокового прибора «Спайк»
Вихретоковая проверка 6061 баллонов из алюминиевого сплава не требуется Министерством транспорта (DOT). Catalina Cylinders производит свои цилиндры только из алюминиевого сплава 6061. Только 6351 баллон из алюминиевого сплава требуется проверять во время переаттестации каждые 5 лет DOT.
Вихретоковый прибор «Шип» индикации длиной в две нити. Эти показания измеряются после того, как прибор был откалиброван, работал в режиме 1X, а линия кривой была сброшена и центрирована ниже пороговой линии.
Критерии отклонения:
Любая линейная индикация, которая прерывает два полных потока и идентифицируется вихретоковым устройством как индикация всплеска, является причиной отклонения (не отклоняется). Цилиндр с вихретоковым устройством отбраковывает условия брака должны быть визуально проверены, прежде чем забраковать цилиндр.
Политика замены:
Коррозионные ямы, допустимая впадина и 1 складка резьбы не подпадают под действие Политики разрешения на возврат цилиндров Catalina.
Цилиндр, который демонстрирует неприемлемые производственные условия (например, складки, трещины или отсутствие полной резьбы), которые расширяют две резьбы, как это определено вихретоковым устройством, подпадают под действие Политики разрешения на возврат цилиндров Catalina.
Метки остановки инструмента
Метки остановки инструмента появляются в виде линейных указателей на нижней 1–3 витках резьбы цилиндра. Обычно, когда резьба завершена, на дне резьбы цилиндра видны шесть равноотстоящих отметок упора инструмента.Инструмент, который нарезает резьбу на цилиндр, оставляет следы остановки инструмента. Метка остановки инструмента — это небольшое скопление металла в месте остановки резьбонарезного инструмента, отсюда и название метки остановки инструмента. Следы остановки инструмента не являются отклоняемым условием.
Устройства для вихретокового контроля резьбы обычно не обнаруживают следов остановки инструмента.
Критерии отклонения:
Нет.
Политика замены:
Следы остановок инструмента не являются неприемлемым условием производства, подпадающим под действие Политики разрешения на возврат цилиндров Catalina.
Урон
Повреждение верхней поверхности, сальника уплотнительного кольца или резьбы цилиндра может быть получено во время изготовления цилиндра и после того, как цилиндр находится в эксплуатации.
Критерии отклонения:
Повреждение верхней поверхности, сальника уплотнительного кольца или резьбы цилиндра недопустимо, если:
- вызывает потерю содержимого баллона, или
- прерывает необходимое минимальное количество полных ниток в цилиндре
Вихретоковый контроль резьбы может обнаруживать или не обнаруживать повреждение резьбы цилиндра.
Политика замены:
Политика разрешения на возврат цилиндровCatalina распространяется на недопустимые повреждения, возникшие во время производства цилиндров.
Если в любое время целостность баллона с штампом «CATALINA» и / или «M4002» на заводной головке подвергается сомнению, мы просим вас немедленно связаться с Catalina Cylinders и попросить поговорить с представителем Catalina Cylinders Return Authorization (RA). Наш офис в РА работает с понедельника по пятницу с 8:00 до 17:00. Перед тем, как позвонить, подготовьте маркировку (штамп) на головке цилиндра и объясните, что вас беспокоит.Доступность этой информации во время звонка поможет ускорить решение ваших проблем. Информация, которую вы предоставите представителю RA, определит, следует ли создавать отчет RA и возвращать цилиндр в Catalina Cylinders.
Опубликовано в: Все рынки
Болты с шестигранной головкой 1/2 «-13 X 5-1 / 2», полная резьба, алюминиевый сплав 6061-T6
- Купить оптом и сэкономить
- Купили 3-9 пакеты того же товара и получите скидку 10%
- Купите 10 или больше пакеты того же товара и получите скидку 20%
- через квартиры (базовый):
- 3/4 «
- Длина резьбы:
- 5-1 / 2 «
- Длина (номинальная):
- 5-1 / 2 «
- Длина резьбы:
- Полная резьба
- Класс материала:
- Алюминиевый сплав 6061-T6
- Класс продукта:
- Крепежные детали с внешней резьбой
- Алюминий:
- Алюминий
- Заказ:
- Крепежные детали с машинной резьбой
- Бренд:
- Крепеж из осины (r)
- Покрытие:
- без покрытия
- Диаметр (размер):
- 0.5 «
- Диаметр (номинальный):
- 1/2 «
- Направление резьбы:
- Правая резьба
- Материал:
- Алюминий
- Шаг резьбы:
- 13
- Система измерения:
- дюймов
- Категория:
- Болты с резьбой
- Высота головы, общая:
- 0.344 «
- Стиль головы:
- Шестигранная головка
- Стиль привода:
- Внешний шестигранный привод
Тебе нечего делать! Эти скидки будут автоматически применяться при выезде!