Настройка сварочного полуавтомата перед сваркой
Настройка сварочного полуавтомата перед сваркой – важный этап перед началом процесса. Идеально подобрать сам аппарат и расходники под конкретную задачу – только половина дела. Не выставив правильно параметров сварки, даже самому опытному исполнителю не получить качественного шва и не добиться оптимальной производительности процесса. Поэтому значения этого этапа нельзя преуменьшать. А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
Настройка сварочного аппарата: общие сведения
Прежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее.
При этом в распоряжении сварщика всего четыре возможные регулировки:
- Значение силы тока;
- Скорость подачи присадочной проволоки выбранной толщины;
- Величина напряжения дуги;
- Расход защитного газа.
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
Настройка сварочного полуавтомата: регулируем напряжение
Регулировка напряжения сварочной дуги является первым шагом при настройке сварочного полуавтомата. Рекомендуется установить для начала (тестового процесса варения) невысокие значения – 15-20 В и силу тока до 100 А.
Процесс варения требует наличия горелки в одной руке сварщика, в то время как вторая остается свободной. Вот ею и регулируются параметры в режиме реального времени. Для этого применяется цифровые или механические регуляторы на инверторе. Регулировка может выполняться плавно либо ступенчато. При этом отслеживаются несколько факторов – процесс формирования сварного валика, звук дуги и ее горение, степень разбрызгивания металла.
Таким образом, возможно прийти к оптимальному показателю рабочего напряжения. Это имеет важное значение, потому что:
- Слишком низкое в сравнении с оптимальным значение параметра дает слишком узкий шов с плохим проваром. Это негативно сказывается на прочности соединения;
- Слишком высокое напряжение (в сравнении с оптимальной величиной) дает очень широкий шов, приводит к риску прожига и привару проволоки к наконечнику горелки.
Для конкретных полуавтоматических аппаратов производители нередко вкладывают табличку с рекомендуемыми значениями напряжений. Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.
Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки. Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.


Подбор газа и настройка сварочного полуавтомата по его расходу
Выбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
- Углекислый газ как наиболее дешевый вариант защитного покрытия сварочной ванны предпочтителен. Но стоит помнить, что несмотря на глубокий проплав, его применение дает довольной грубый шов. Поэтому для изделий с высокими требованиями по эстетике или аэродинамике такой вариант не подходит;
- Сочетание аргона и углекислоты в пропорции 3:1 отлично подходит для сварки тонкостенных конструкций. Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
- Алюминий и алюминиевые сплавы требуют применения чистого аргона;
- Оптимальным вариантом защиты для соединения нержавейки является аргон (98%) с небольшой добавкой углекислого газа (2%).

Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата.
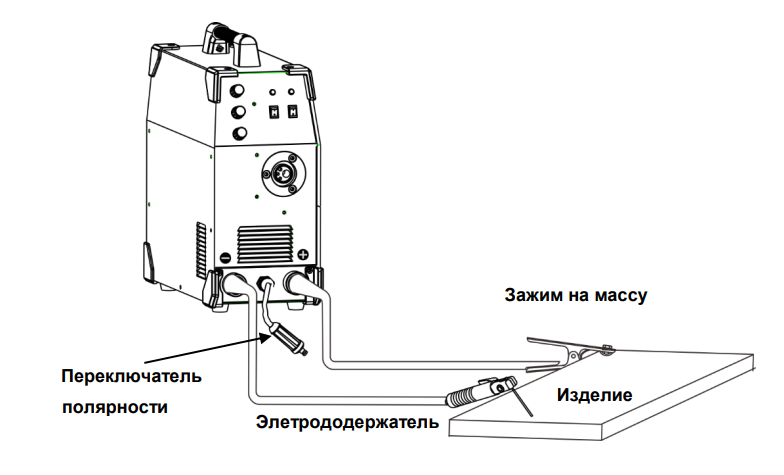
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Алюминиевые конструкции ввиду специфики материала являются наиболее сложными при сварке и требуют особого подхода. Но если следовать рекомендациям, то проблем с соединением таких элементов не возникнет. В числе таковых особенностей:
- Сварочные работы необходимо выполнять с обратной полярностью подключения. Такой вариант эффективнее разрушает оксидную пленку на поверхности конструкций;
- В подающем механизме должно быть четыре ролика для подачи расходника без ощутимого смятия мягкого металла;
- Диаметр используемой проволоки должен быть меньшим в сравнении с диаметров наконечника горелки. За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;
- Канал подачи расходника в горелке для снижения трения должен быть тефлоновым.

Выполняя перечисленные рекомендации, Вы получите оптимальный результат сварки, который потребует минимальной доработки.
Настройка полуавтомата для сварки профильной трубы!
содержание видео
Рейтинг: 4.0; Голоса: 1Настройка полуавтомата для сварки профильной трубы! Olegs: Добрый Вечер! Я думаю, что лучше людей учить сразу правильно, а не методом не научного втыка. На андройде есть куча приложений (например Fronius Weld Design) где можно рассчитать оптимальные параметры для сварки. Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине).
Дата: 2020-11-18
Похожие видео
Комментарии и отзывы: 9
Alexey
Сила тока, это на самом деле не сила тока, а скорость подачи проволоки. Настраивается по звуку. Выставляем предварительно напряжение и индуктивность, потом на куске металла прикладываем одной рукой горелку, поджигаем, второй рукой крутим силу тока (скорость подачи проволоки) и добиваемся по звуку мягкой равномерной дуги, минимального разбрызгивания.
Сергей
Много тока и малая скорость сварки. Недопустимо покраснение всей детали. Валик с обратной стороны это не провар а пережог и ценности в шве не имеет никакой. Для стопроцентного провара нужно варить детали в зазор и заполнением металлом обеих кромок. Учите людей правильно, многие могут составлять опасность себе и окружающим латанием авто в гараже и подальшей эксплуатацией его.
Richard
Взял Русэлком 160 MIG/MMA. Есть только сварочный ток и скорость подачи проволоки. Написано что в режиме MIG ручка форсажа дуги не используется. Подбираю методом практики: профильную трубу приварил отлично, все проварилось. А вот начал варить уголок на воротах (толщина тройка) стало не хватать провара. Добавил сварочный ток и все равно провар слабый.
Алексей
Существует стандартная формула расчета сварочного напряжения. Напряжение = 14 + 0. 05Сварочный ток. Так при токе 200 ампер, напряжение равно 24 вольтам. Все конечно зависит от того в каком положении варится деталь и от личных предпочтений сварщика. Но для начинающих сварщиков эта формула должна служить ориентиром
Все конечно зависит от того в каком положении варится деталь и от личных предпочтений сварщика. Но для начинающих сварщиков эта формула должна служить ориентиром
zmei
Друг, скажи такую вещь. Силу тока на минимуме ставлю, подачу проволоки по середине. Пробую варить металл 1 мм. Шов получается высокий, а у тебя широкий, если я добавляю тока, то метал горит. Подачу пробовал убовлять и прибовлять, качество еще хуже. В чем может проблема быть? В провалоке может?
Алексей
С расходом прокол. Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Vine
Здравствуйте Роман. Скажите почему при подботе оптимальных настроек вольтажа и подачи, когда звук сварки ровный, валик получается выпуклым? У меня получились настройки 19вольт и подача 6. 5 м/мин. Звук прям гул стоит. Но валики именно выпуклые. Варил П трубу стенка 1. 5
Но валики именно выпуклые. Варил П трубу стенка 1. 5
Андрей
Добрый день. мне предложили полуавтомат ресанта саипа 200, прежний хозяин измучился с настройками никак у него не получалось. Если было видео по настройке именно ресанты буду очень благодарен если нет то на нет и суда нет
Дмитрий
В меня эдон миг 315 нев. Как мен его настроить? У меня флюсовая проволка, нет пока балона. Мне надо жесть заварить, верней лопату для уборки снега. Там тонкий метал. Помоги друг
Видео настройка полуавтомата сварог
Статьи
Главная › Новости
Опубликовано: 30.11.-0001
Настройка сварочного полуавтомата.
Как ОТРЕГУЛИРОВАТЬ и настроить СВАРОЧНЫЙ полуавтомат
СВАРОГ TECH MIG 3500 5000
Сварог EASY MIG 160 обзор сварочного полуавтомата
Инверторный полуавтомат СВАРОГ EASY MIG 160 (N219)
Полуавтомат сварочный инверторный MIG 250T (C).
 Обзор, характеристики, тесты.
Обзор, характеристики, тесты.Презентация TECH MIG 350 P (N316)
Сварочный полуавтомат Jasic mig 350p для сварки алюминия (настройки)
Как заправить и отрегулировать сварочный полуавтомат. Испытания приза
Сварка полуавтоматом для чайников (Часть 1)
Сварка дюрали, алюминия, полуавтоматом, настройка аппарата
Сварочный аппарат (полуавтомат) Aurora PRO Overman 180 (Riland), визуальный осмотр спустя 2 года.
Ремонт сварочного полуавтомата Brima MIG 500-1
Сварог PRO TIG 200 P DSP (W212) обзор сварочного инвертора
Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSE
Ремонт полуавтомата Сварог MIG 200Y
Полуавтомат сварочный инверторный MIG 500 (C). Обзор, характеристики, тесты.
Overman 160 и 200 — расширяем сварочные границы
Инверторный сварочный полуавтомат Aurora OVERMAN 200
Сварка полуавтоматом для чайников (Часть 2)
Территория сварки — заправка проволоки в полуавтомат, порошковая проволока
Сварочный полуавтомат ELAND MIG-130 — варим впервые в жизни
Сварка настройка полуавтомат
Сварочный полуавтомат инверторного типа Элсва ПДГ-220И.
 ОБЗОР.
ОБЗОР.Сварка алюминия для начинающего сварщика Настройка Aurora InterTIG 200 AC DC PULSE
Обзор нового сварочного полуавтомата Сварог NBM-350
Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180
Инверторный сварочный полуавтомат FUBAG INMIG 200 PLUS
Сварочный полуавтомат MIG 350 для сварки алюминия
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
Какой сварочный выбрать(транс или инвертор)
Регулятор У-30/А-40, настройка давления
Сварог REAL MIG 200 N24002 сварка на максимальном токе под керамику.
Сварог REAL MIG 200
Обзор Сварочный полуавтомат СВАРОГ EASY MIG 160
Полуавтомат Tesla MIG/MAG/TIG/MMA 303 отзыв Владимира Владимировича, г.Тячев
Импульсный полуавтомат kempact pulse 3000 Kemppi
сварка алюминия полуавтоматом MIG/MAG
Аппараты MIG MAG SOLARIS MIG 200 конструкция и подготовка
Сварочный аппарат Ресанта(1)
Сварочный полуавтомат СВАРОГ MIG 5000 и MIG 3500
Настройка оборудования ESAB Aristo 4004 u8
Тест REAL MIG 160 (N24001)
Полуавтомат сварочный инверторный MIG200 (M).
 Обзор, характеристики, тесты.
Обзор, характеристики, тесты.Сварочный полуавтомат: обзор Rilon 200.
TIG сварка нержавейки для чайников. Ч.1 (1/2)
Универсальный боец Aurora Speedway 175
Подключение горелки TIG к аппарату ММА с дополнительной функцией TIG.
ЭЛЛОЙ Инверторные Технологии — ОАО «Центросвармаш»
Настоящий акт составлен в том, что в период с 8 сентября 2009 года по 2 ноября 2009 года на ОАО «Центросвармаш», силами лаборатории сварки ОГТ проводились промышленные испытания отечественного сварочного оборудования производства ООО «Эллой».
8 сентября 2009 года в лабораторию сварки поступил сварочный полуавтомат МС-501М фирмы «Эллой». Полуавтомат МС-501М представляет собой модульную конструкцию.
Комплектность:
— инверторный источник питания МС-500ТР;
— подающий механизм МС-500М;
— сварочной горелки XP8-400;
— блока водяного охлаждения TCS -2008;
Источник питания инверторный компактный, имеет малый вес около 40 кг при максимальном сварочном токе в 500А, что дает возможность перемещать полуавтомат двум сварщикам при сварке длинномерных конструкций. Удобные быстросъемные соединительные разъемы. Панель управления расположена как на источнике питания, так и наподающем механизме, что повышает оперативность в управлении. Цифровые показания приборов (напряжения, силы сварочного тока, скорости подачи сварочной проволоки). Простота настройки и выборов режимов сварки. Легкий компактный подающий механизм (вес 11 кг), на котором может быть установлена стандартная катушка со сварочной проволокой массой до 18 кг. Легкость и простота заправки сварочной проволоки, удобный прижимной механизм подачи сварочной проволоки. Компактный блок водяного охлаждения горелок. Благодаря модульной конструкции сварочного полуавтомата в случае выхода из строя отдельного узла, обеспечивается быстрая замена неисправного узла, сокращается время простоя оборудования в цехе. Данный сварочный полуавтомат был передан на завод для опытной эксплуатации в течение одного месяца в производственных условиях. В период с 8 сентября по 16 сентября 2009 года данный сварочный полуавтомат находился в опытной эксплуатации в лаборатории сварки.
Удобные быстросъемные соединительные разъемы. Панель управления расположена как на источнике питания, так и наподающем механизме, что повышает оперативность в управлении. Цифровые показания приборов (напряжения, силы сварочного тока, скорости подачи сварочной проволоки). Простота настройки и выборов режимов сварки. Легкий компактный подающий механизм (вес 11 кг), на котором может быть установлена стандартная катушка со сварочной проволокой массой до 18 кг. Легкость и простота заправки сварочной проволоки, удобный прижимной механизм подачи сварочной проволоки. Компактный блок водяного охлаждения горелок. Благодаря модульной конструкции сварочного полуавтомата в случае выхода из строя отдельного узла, обеспечивается быстрая замена неисправного узла, сокращается время простоя оборудования в цехе. Данный сварочный полуавтомат был передан на завод для опытной эксплуатации в течение одного месяца в производственных условиях. В период с 8 сентября по 16 сентября 2009 года данный сварочный полуавтомат находился в опытной эксплуатации в лаборатории сварки. В процессе эксплуатации установлены следующие преимущества:
В процессе эксплуатации установлены следующие преимущества:
— простота в управлении и ввода параметров;
— возможность точной настройки на режимы сварки;
— плавность регулировок;
— наличие цифровых индикаторов тока и напряжения;
— реализована функция заварки кратера;
— швы, выполненные на данном полуавтомате, практически без брызг, чешуйчатость фактически отсутствует;
— производить сварку с зазорами до 4 мм;
— использование режимов сварки «синергетика», «форсирование дуги» позволяет улучшить качества сварных швов;
— простая переналадка полуавтомата при изменении диаметра сварочной проволоки 1,2 мм или 1,6 мм.
— наличие инверторного источника питания положительно сказывается наформирование и качестве сварного шва;
— максимальная потребляемая мощность инверторного источника питания полуавтомата 29Ква при максимальном сварочном токе 500 А; источник питания ВДУ- 506 при максимальном токе 500А потребляет 40 кВа; при использовании инверторных источников питания для сварочных полуавтоматов позволит снизить потребление электроэнергии на 30%.
С 14 сентября по 20 октября 2009 года полуавтомат эксплуатировался в цехе № 1, на участке сварки корпусов электродвигателей 5БС. Вентиляционная система участка – общецеховая приточно-вытяжная. Дополнительно полуавтомат был укомплектован водоохлаждаемой горелкой и блоком автономного водяного охлаждения TSC-2008. При сварке изделия 5БС нагрузка на любой полуавтомат фактически 100%. Толщина металла 50 мм, многопроходные, многослойные сварные швы. Сварка всех швов на изделии 5БС занимает практически полторы рабочихсмены. Перегреваются обычные сварочные горелки из-за 100%, приходится делать перерывы для остывания горелки. Сварочный полуавтомат МС-500М с водоохлаждаемой горелкой позволяет сократить время сварки изделия за счет сокращения простоя из-за перегрева обычных горелок, снизить расход наконечников до 10 раз. При использовании режимов сварки «синергетика», «форсирование дуги» позволяет улучшить качество сварных швов (формирование сварного шва,глубину проплавления). Повысить производительность труда, увеличить коэффициент наплавки металла. За период эксплуатации в цехе № 1 отказа полуавтомата не было. Случаев срабатывания индикаторов перегрузки не зафиксировано. Проблемы в работе полуавтомата вызывали качество сварочных материалов (сварочной проволоки).
За период эксплуатации в цехе № 1 отказа полуавтомата не было. Случаев срабатывания индикаторов перегрузки не зафиксировано. Проблемы в работе полуавтомата вызывали качество сварочных материалов (сварочной проволоки).
ЗАКЛЮЧЕНИЕ:
Испытанный источник питания соответствует заявленным характеристикам. Технологический уровень соответствует уровню аналогичного сварочного оборудования импортного производства. Использование сварочных полуавтоматов МС-501 М фирмы «Эллой» в производственных условиях ОАО «Центросвармаш» с применением хороших сварочных материалов (полированной сварочной проволоки) позволит повысить производительность труда, снизить энергопотребление, улучшить качество сварных швов.
Начальник цеха №1: В.А. Алексеев
Главный технолог: В.А. Цыгвинцев
Главный сварщик: В.П. Кузьмин
Начальник лаборатории сварки: С.А. Карунный
Полуавтомат БАРС MIG 507DT2 – 5 причин для выбора
БАРС Profi MIG 507 DT2 — сварочный полуавтомат с питанием 3х380В и номинальным током 500А, промышленного применения, с переносным механизмом подачи проволоки (МПП).
Новая модель серии БАРС MIG поставляется с 2018г и ее выбор для цеха металлоконструкций в машиностроении, энергетике, химической и строительной отраслях и технически и финансово абсолютно оправдан. Почему?
Для этого есть как минимум 5 причин, отличий, которые в совокупности и дают высокий балл этому оборудованию.
1. Источник:
Современный компактный инверторный источник в прочном корпусе. Два вида вольт-амперных характеристик, падающая и жесткая, позволяют выполнять сварку методом MIG и MMA. Микропроцессорное управление обеспечивает превосходные сварочные характеристики, стабильную дугу и качественный шов в широком диапазоне токов. Источник имеет многоуровневую систему защиты от неблагоприятных факторов: Защита от повышенного и пониженного напряжения, контроль наличия фаз, защита от короткого замыкания, от перегрева и т.д.
Тоннельная система вентиляции — Все силовые элементы, охлаждаемые вентиляторами находятся в изолированном отсеке. Электронные компоненты защищены сплошной перегородкой от попадания промышленной и металлической пыли и грязи, что существенно увеличивает срок эксплуатации оборудования.
Электронные компоненты защищены сплошной перегородкой от попадания промышленной и металлической пыли и грязи, что существенно увеличивает срок эксплуатации оборудования.
Компоновка: Аппарат состоит из четырех блоков: входной блок, плата управления, плата инвертора и выходной блок. Ремонт может производиться путем замены платы без необходимости их настройки. Для питания подогревателя газа есть розетка 36В на задней панели выпрямителя.
2. Панель управления:
Простая и понятная панель управления позволяет произвести настройку всех необходимых параметров сварки: выбор метода сварки, выбор режима коротких швов (2Т) или длинных швов (4Т). Регулировка индуктивности позволяет настроить жесткость дуги и глубину проплавления. Регулировка тока и напряжения заварки кратера в режиме 4Т, регулятор времени точки и времени паузы при сварке точками. Два цифровых дисплея обеспечивают контроль сварочного тока и напряжения. Система управления позволяет настроить время подачи газа до сварки, после сварки и время «растяжки дуги» (burn back). Сварка точками — функция, позволяющая выполнять очень аккуратные, одинаковые по размеру швы в виде точки (заклепки) или штриха.
Система управления позволяет настроить время подачи газа до сварки, после сварки и время «растяжки дуги» (burn back). Сварка точками — функция, позволяющая выполнять очень аккуратные, одинаковые по размеру швы в виде точки (заклепки) или штриха.
Соединительный кабель-пакет 5м (кабель управления, сварочный силовой кабель, газовый рукав) поставляется в базовом комплекте. По спецзаказу он может быть увеличен до 25-30 метров.
3. Механизм подачи — 4-х роликовый, с двумя прижимами и зубчатым зацеплением прижимного и подающего ролика позволяет производить сварку проволокой до 1,6мм на больших скоростях и использовать горелки длиной 5м. Ролики имеют размеры ф30мм х ф10 х 12мм. В комплекте горелка на 320А с воздушным охлаждением (типа MIG-36). Совместима по расходным частям с горелками TBi, Trafimet, Сварог.
4. Прочная тележка с площадкой для установки и крепления газового баллона 40л, с ящиком для принадлежностей.
5. Аппарат может поставляться с аттестацией НАКС для сварки конструкций, применяемых на опасных производственных объектах.
Образцы сварных швов, выполненных с помощью MIG 507DT2
Материал Ст3сп, толщина 10,0мм. Сварочная проволока БАРС Св-08Г2С-О д=1,6мм (СМС).
Защитный газ – Смесь ( 80%- аргон, 20% — углекислота). Сварочный ток – 310 А, Напряжение на дуге – 28,9 В.
Возможности и характеристики БАРС Profi MIG-507DT2 позволяют оценить его как надежное и недорогое оборудование, подходящее для решения сложных технологических задач, которые Вам необходимо решать.
Подробные характеристики и онлайн-заказ:
Сварочный полуавтомат Kemppi FastMig M Regular 520: MXF 67 Wire+FastMig MR 300+FastMig M 520 (400В,520А,36кг+13кг)) Компания «Качественная Сварка»
Сварочный полуавтомат Kemppi FastMig M Regular 520:
- Универсальный источник питания FastMig M 520 для широкого круга областей применения. Предназначен для надежной повседневной сварки
- Механизм подачи проволоки MXF 67 Wire — гибкость и высокая производительность для всех типов сварки на средних и крупных предприятиях
- Механизм FastMig MXF 67 оснащен сверхпрочным двойным пластиковым корпусом
Прочный и надежный механизм подачи проволоки DuraTorque™ 400 с приводом на 4 ролика
Панель управления FastMig MR 300 — используется для стандартной регулировки сварочных параметров и предназначена для выполнения базовых сварочных операций при профессиональной промышленной сварке
- Возможность подключения вспомогательного механизма подачи проволоки SuperSnake, для увеличения радиуса действия до 25м
- Возможность подключения сварочного трактора MagTrac F 61, для повышения производительности
- Сварочный аппарат Kemppi FastMig M Regular 520 спроектирован и производится в Финляндии
- Качество от финской компании Kemppi
- Гарантия 2 года и +1 год, если владелец аппарата зарегистрирует гарантию на сайте Kemppi в течение двух месяцев с даты покупки
 Предназначен для надежной повседневной сварки
Предназначен для надежной повседневной сваркиОбласти применения
Морская нефтедобыча и судостроительные верфи
Цеха металлоконструкций
Строительство
Технические характеристики FastMig M 520:
| Напряжение трехфазной сети, 50/60 Гц | 400 В -15. ..+20 % ..+20 % |
| Предохранитель (с задержкой срабатывания) | 35 A |
| Минимальная выходная мощность генератора | 27 кВА (60 %) 20 кВА (100 %) |
| Выходной ток, ПВ 60 % | 520 А (60 %) |
| Выходной ток, ПВ 100 % | 430 A (100 %) |
| Номинальная мощность при ПВ 100 % | 20 kVA |
| Макс. сварочное напряжение | 45 V |
| Напряжение холостого хода (сварка MMA) | U0 = 48–53 В Uср = 50 В |
| Напряжение холостого хода при сварке MIG/MAG | U0 = 80–98V |
| Диапазон сварочного тока и напряжения, сварка штучными электродами (MMA) | MMA — 15 А/20 В – 520 А/43 В MIG — 20 А/12 В – 520 А/43 В |
| Мощность холостого хода | 25 W |
| КПД при максимальном токе | 89% |
| Коэффициент мощности при макс. токе | 0.90 |
| Диапазон сварочного тока и напряжения, MIG | 20 A/12 V – 520 A/43 V |
| Диапазон рабочих температур | -20.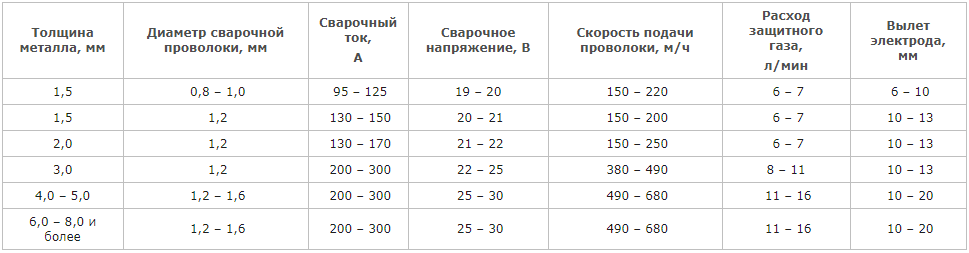 ..+40 °C ..+40 °C |
| Габаритные размеры, ДхШхВ | 590 × 230 × 430 мм |
| Масса (без дополнительного оборудования) | 36 кг |
| Класс защиты | IP23S |
| Стандарты | IEC 60974-1, IEC 60974-5, IEC 60974-10 |
Технические характеристики MXF 67 Wire:
| Выходные параметры | 440 А (100 %) |
| Выходные параметры | 520 А (60 %) |
| Проволокоподающий механизм | 4-роликовый |
| Регулировка скорости подачи сварочной проволоки | 0–25 м/мин |
| Разъем горелки | Euro |
| Диаметры присадочной проволоки (Fe, сплошная) | 0,6–1,6 мм |
| Диаметры присадочной проволоки (Fe, порошковая) | 0,8–2,0 мм |
| Диаметры присадочной проволоки (Ss) | 0,6–1,6 мм |
| Диаметры присадочной проволоки (Al) | 1,0–2,4 мм |
| Диапазон рабочих температур | -20. ..+40 °C ..+40 °C |
| Габаритные размеры, ДхШхВ | 625 × 243 × 476 мм |
| Класс защиты | IP23S |
| Стандарты | IEC 60974-5 |
| Масса катушки проволоки (макс.) | 20 кг |
| Масса (пустая) | 12,5 кг |
| Диаметр катушки проволоки (макс.) | 300 мм |
Функции панели управления FastMig MR 300
1. Кнопка включения/выключения
2. a) Отображение скорости подачи проволоки/сварочного тока
b) Отображение выбранного параметра настройки (SETUP)
3. Выбор динамики MIG / давления дуги MMA
4. Выбор горелки MIG с воздушным/жидкостным охлаждением
5. Сварочные параметры: Отображение последних использованных сварочных
параметров
6. a) Отображение сварочного напряжения
b) Отображение регулируемых параметров
7. Выбор процесса MIG/MMA
8. a) Выбор логики переключения: 2T/4T
b) Длительное нажатие: установка основных параметров (SETUP)
9. a) Регулировка скорости подачи проволоки
a) Регулировка скорости подачи проволоки
b) Регулировка тока MMA
c) Выбор параметра настройки (SETUP)
10. a) Регулировка сварочного напряжения
b) Регулировка динамики MIG
c) Регулировка параметров настройки (SETUP)
11. Выбор ручного управления/пульта дистанционного управления
Внимание! Сварочная горелка MIG/MAG, соединительный кабель, кабель заземления и комплект расходных материалов для проволокоподающего механизма (ролики, средняя направляющая трубка, выходная направляющая трубка, входная направляющая трубка) в состав сварочного полуавтомата Kemppi FastMig M Regular 520 не входят и приобретаются дополнительно.
Мы поможем подобрать оптимальную конфигурацию.
Панель управления EVOMIG — evospark.ru
В левой части экрана отображен блок с данными, которые были выбраны ранее: вид сварки, номер загруженной ячейки памяти, режим сварки, диаметр и материал проволоки, защитный газ. Из экрана «Сварка» их редактирование недоступно, но они имеют принципиальное значение для процесса сварки – чтобы сварщик был уверен в правильности выбора параметров.
Вверху справа отображается блок тактов работы сварочной горелки.
В центральной части экрана расположены основные регуляторы параметров сварки, разделённые на два блока:
- слева: сварочный ток, скорость подачи проволоки, толщина свариваемого материала – регулируются левым энкодером;
- справа: напряжение на дуге, корректоры длины дуги и индуктивности (динамика) – регулируются правым энкодером.
Во время сварки на экране отображаются ток и напряжение непосредственно на дуге. После прекращения сварки остаются последние значения тока и напряжения, чтобы сварщик мог видеть, при каких значениях он работал (функция HOLD).
В перечень параметров сварки входят:
- ток – величина основного тока сварки, А;
- напряжение — значение напряжения при сварке, В;
- скорость подачи сварочной проволоки при сварке, м/мин.;
- толщина свариваемого металла, мм;
- длина дуги — корректор напряжения сварочной дуги. Позволяет отрегулировать напряжение в меньшую или большую сторону от установленного. Влияет на длину дуги. С повышением напряжения увеличивается ширина шва и улучшается формирование валика, однако одновременно возрастают излучение дуги и угар легирующих элементов, а также повышается чувствительность дуги к магнитному дутью. Для увеличения длины дуги увеличьте этот параметр, для уменьшения длины дуги уменьшите;
- динамика (индуктивность) — корректор быстродействия дуги. Данная настройка позволяет подобрать оптимальную скорость нарастания сварочного тока, обеспечивает необходимое сжимающее усилие на дуге для уменьшения разбрызгивания электродного металла, а также влияет на глубину проплавления, подвижность сварочной ванны и величину валика.
 Позволяет отрегулировать напряжение в меньшую или большую сторону от установленного. Влияет на длину дуги. С повышением напряжения увеличивается ширина шва и улучшается формирование валика, однако одновременно возрастают излучение дуги и угар легирующих элементов, а также повышается чувствительность дуги к магнитному дутью. Для увеличения длины дуги увеличьте этот параметр, для уменьшения длины дуги уменьшите;
Позволяет отрегулировать напряжение в меньшую или большую сторону от установленного. Влияет на длину дуги. С повышением напряжения увеличивается ширина шва и улучшается формирование валика, однако одновременно возрастают излучение дуги и угар легирующих элементов, а также повышается чувствительность дуги к магнитному дутью. Для увеличения длины дуги увеличьте этот параметр, для уменьшения длины дуги уменьшите;Для регулировки вышеуказанных параметров используются левый и правый энкодеры. Для перехода к регулировке нужного параметра нажмите на соответствующий энкодер до появления этого параметра в нижней части блока.
Как полуавтоматические упаковщики для стретч-пленки могут снизить затраты на рабочую силу
Производственные предприятия невероятно дороги в эксплуатации. Компании тратят сотни тысяч долларов на поддержание работы своих складов. Одна из причин, почему содержать завод-изготовитель так дорого, — это затраты на рабочую силу. Складам нужны рабочие на всем объекте, чтобы убедиться, что все работает без сбоев. Тем не менее, эти затраты на рабочую силу часто настолько велики, что компаниям трудно с ними справиться.В этой статье будет рассказано, как полуавтоматические упаковщики стретч-пленки могут снизить затраты на рабочую силу на промышленном предприятии. При правильном оборудовании склад компании может быть более продуктивным и сэкономить кучу денег.
Компании тратят сотни тысяч долларов на поддержание работы своих складов. Одна из причин, почему содержать завод-изготовитель так дорого, — это затраты на рабочую силу. Складам нужны рабочие на всем объекте, чтобы убедиться, что все работает без сбоев. Тем не менее, эти затраты на рабочую силу часто настолько велики, что компаниям трудно с ними справиться.В этой статье будет рассказано, как полуавтоматические упаковщики стретч-пленки могут снизить затраты на рабочую силу на промышленном предприятии. При правильном оборудовании склад компании может быть более продуктивным и сэкономить кучу денег.
Машины могут упаковать больше
Компаниям необходимо, чтобы их склады были максимально эффективными. К сожалению, упаковка пакета вручную — не самый эффективный метод. Полуавтоматические упаковщики в стретч-пленку позволяют увеличить производительность склада до 25%. Например, портативная упаковочная машина ROBOT S6 Portable Stretch Wrapper оснащена нашей эксклюзивной технологией Cube, что делает ее одной из самых передовых машин на рынке сегодня. Это устройство может собирать больше PPM, чем кто-либо, заворачивающий вручную пакеты. Дополнительным преимуществом использования полуавтоматической обмотки стрейч от ROBOPAC USA является то, что наша запатентованная технология Cube позволяет сократить использование пленки на 30–55%. Полуавтоматические упаковщики стретч-пленки знают, когда разрезать пленку, поэтому продукт не теряется. Если вы управляете крупным производственным предприятием, которое ежедневно обрабатывает тысячи упаковок, вам следует приобрести полуавтоматическую упаковочную машину в стретч-пленку. Через несколько недель вы не поверите, насколько продуктивнее ваш склад.
Это устройство может собирать больше PPM, чем кто-либо, заворачивающий вручную пакеты. Дополнительным преимуществом использования полуавтоматической обмотки стрейч от ROBOPAC USA является то, что наша запатентованная технология Cube позволяет сократить использование пленки на 30–55%. Полуавтоматические упаковщики стретч-пленки знают, когда разрезать пленку, поэтому продукт не теряется. Если вы управляете крупным производственным предприятием, которое ежедневно обрабатывает тысячи упаковок, вам следует приобрести полуавтоматическую упаковочную машину в стретч-пленку. Через несколько недель вы не поверите, насколько продуктивнее ваш склад.
Меньше шансов получить производственные травмы
Ручная упаковка пакетов — это очень физическая работа. Работники склада постоянно находятся на ногах, каждый день стараясь упаковать товары разной формы и размера. Поскольку они часто обращаются с тяжелыми пакетами и интересным образом искажают свое тело, складские рабочие более склонны к травмам, чем сотрудники в других областях. Если вы хотите свести к минимуму вероятность того, что один из ваших сотрудников получит травму на работе, вы должны приобрести полуавтоматическую упаковочную машину.Полуавтоматические обертки в стретч-пленку значительно облегчают жизнь складского рабочего. Вместо того, чтобы целый день собирать и обрабатывать тяжелые продукты, рабочие могут просто разместить материалы на машине и позволить ей делать всю работу.
Если вы хотите свести к минимуму вероятность того, что один из ваших сотрудников получит травму на работе, вы должны приобрести полуавтоматическую упаковочную машину.Полуавтоматические обертки в стретч-пленку значительно облегчают жизнь складского рабочего. Вместо того, чтобы целый день собирать и обрабатывать тяжелые продукты, рабочие могут просто разместить материалы на машине и позволить ей делать всю работу.
Одна из лучших причин купить машину для упаковки в стретч-пленку ROBOPAC USA заключается в том, что она настолько проста в использовании. ROBOT S6 Portable Stretch Wrapper оснащен цветным сенсорным экраном, поэтому сотрудники могут изменять настройки устройства в зависимости от нагрузки, которую они пытаются упаковать.Сотрудникам просто нужно положить пакет на устройство, и он сделает всю работу оттуда. Затем машина поднимет пакет и обернет его соответствующим количеством пленки, и процесс будет завершен. Эта процедура намного менее утомительна для рабочих, которые привыкли носить тяжелые упаковки изо дня в день. Эти машины — отличное вложение для компаний, которые беспокоятся о притоке требований компенсации от рабочих и которые хотят обеспечить безопасность своих сотрудников на работе.
Эти машины — отличное вложение для компаний, которые беспокоятся о притоке требований компенсации от рабочих и которые хотят обеспечить безопасность своих сотрудников на работе.
Рабочие могут сосредоточиться на других задачах
Инвестирование в полуавтоматическую упаковочную машину в стретч-пленку означает, что вашим рабочим не придется тратить так много времени на выполнение утомительных задач, таких как подъем тяжелых коробок или нанесение необходимого количества пленки на упаковку. Вместо этого сотрудники могут позволить устройствам выполнять тяжелую работу, чтобы они могли сосредоточиться на других задачах. Сотрудники могут выполнять такие действия, как укладывать очередную загрузку, составлять коносаменты или распечатывать отгрузочные этикетки. Таким образом, ваша общая продуктивность резко возрастет.В ROBOPAC USA мы стремимся помочь нашим клиентам добиться максимального роста и развития. Этот процесс начинается с предоставления предприятиям подходящего упаковочного оборудования. Тем не менее, мы также хотим помочь сократить затраты на рабочую силу, чтобы работники могли сосредоточиться на других областях расширения бизнеса. Мы хотим, чтобы наше оборудование помогло вашей компании больше, чем просто упаковка.
Тем не менее, мы также хотим помочь сократить затраты на рабочую силу, чтобы работники могли сосредоточиться на других областях расширения бизнеса. Мы хотим, чтобы наше оборудование помогло вашей компании больше, чем просто упаковка.
Меньше повреждений продукта
Компании теряют клиентов, если товар упакован неправильно или если товар поврежден.Кроме того, компании могут потратить дополнительные средства на увеличение затрат на рабочую силу, если продукт необходимо снова упаковать. Если вы хотите сэкономить на трудозатратах, связанных с переупаковкой товара, вам необходимо приобрести полуавтоматическую упаковочную машину в стретч-пленку. Такие устройства, как ROBOT S6 Portable Stretch Wrapper, уменьшают повреждение продукта на 40%. Если вы купите одну из этих машин через ROBOPAC USA, вы минимизируете вероятность необходимости что-то переупаковывать. Кроме того, значительно улучшится удовлетворенность клиентов.Мы гарантируем, что покупатели останутся довольны упаковкой продукции вашей компании. Мы никогда не хотим, чтобы товар был поврежден или сломан. Таким образом, мы гарантируем, что наши машины будут бережно обращаться с вашими продуктами и использовать необходимое количество пленки, чтобы гарантировать, что продукт никогда не будет поврежден. Если вы недавно заметили чрезмерное повреждение продукции в предложениях вашей компании, подумайте о приобретении полуавтоматической машины для обертывания стретч-пленкой. Ваши сотрудники и клиенты будут счастливы, что вы это сделали.
Мы никогда не хотим, чтобы товар был поврежден или сломан. Таким образом, мы гарантируем, что наши машины будут бережно обращаться с вашими продуктами и использовать необходимое количество пленки, чтобы гарантировать, что продукт никогда не будет поврежден. Если вы недавно заметили чрезмерное повреждение продукции в предложениях вашей компании, подумайте о приобретении полуавтоматической машины для обертывания стретч-пленкой. Ваши сотрудники и клиенты будут счастливы, что вы это сделали.
Полуавтоматическая машина для обертывания стретч-пленкой полностью меняет правила игры для тех, кто работает в промышленности. Эти устройства не только повышают производительность складов, но и снижают вероятность получения травм на работе. Эти инструменты значительно облегчают жизнь рабочих. Сотрудники почувствуют себя лучше, потому что их работа не будет так утомительна. Вместо этого они могут откалибровать оборудование ROBOPAC USA по своему вкусу, чтобы им больше не приходилось выполнять тяжелую работу. Наши полуавтоматические обертки в стретч-пленку созданы по последнему слову техники.Кроме того, портативные обертки из стретч-пленки невероятно удобны. Время настройки минимальное, и есть четкие инструкции по его использованию. Рабочим не придется тратить полдня, пытаясь понять, как использовать это оборудование. Если вы инвестируете в одно из этих устройств, ваши складские работники могут сосредоточиться и на других задачах, таких как создание транспортных этикеток. Это не только повысит производительность помещения, но и повысит общий рост вашей компании.
Наши полуавтоматические обертки в стретч-пленку созданы по последнему слову техники.Кроме того, портативные обертки из стретч-пленки невероятно удобны. Время настройки минимальное, и есть четкие инструкции по его использованию. Рабочим не придется тратить полдня, пытаясь понять, как использовать это оборудование. Если вы инвестируете в одно из этих устройств, ваши складские работники могут сосредоточиться и на других задачах, таких как создание транспортных этикеток. Это не только повысит производительность помещения, но и повысит общий рост вашей компании.
: руководство по выбору того, какая из них лучше подходит для вашего бизнеса
3 февраля 2017 г. //
Обновление системы упаковки
Опубликовано 3 февраля 2017 автором Джон Джосси
В современном постоянно меняющемся мире обычно нет универсального решения. Это можно наблюдать снова и снова, когда люди выбирают тип термоусадочной пленки и упаковочного оборудования для покупки. У каждого производителя разные потребности, будь то упаковка, повышение скорости упаковочной линии, замена выходящих на пенсию сотрудников или перераспределение сотрудников для повышения эффективности упаковочной линии. И хотя рентабельность инвестиций, безусловно, является важным фактором, существует множество других факторов, которые необходимо учитывать при выборе правильного решения для вашей деятельности.
Это можно наблюдать снова и снова, когда люди выбирают тип термоусадочной пленки и упаковочного оборудования для покупки. У каждого производителя разные потребности, будь то упаковка, повышение скорости упаковочной линии, замена выходящих на пенсию сотрудников или перераспределение сотрудников для повышения эффективности упаковочной линии. И хотя рентабельность инвестиций, безусловно, является важным фактором, существует множество других факторов, которые необходимо учитывать при выборе правильного решения для вашей деятельности.
Чтобы помочь вам решить, что лучше всего подходит для вашего бизнеса: полуавтоматическая или полностью автоматическая упаковочная машина, мы определили ситуации, в которых один вариант может быть более подходящим, чем другой.
Полуавтоматическая машина для упаковки в термоусадочную пленкуВо многих случаях полуавтоматическая обертка может быть всем, что вам нужно для экономичного решения для вторичной или конечной упаковки. Полуавтоматическая обмотчик, обычно предназначенная для снижения производительности, требует, чтобы оператор загружал продукт и активировал каждую последовательность обертывания.
Обстоятельства, делающие приобретение полуавтоматической упаковочной машины отличным вариантом:
- Ваша компания упаковывает множество различных продуктов во многих различных конфигурациях. Эта ситуация приводит к большим дополнительным расходам на автомате, включая дорогостоящую замену деталей и время, необходимое для настройки и переналадки машины.
- Ваша продуктовая линейка меняется год за годом . Это может сделать автомат устаревшим за очень короткое время и / или привести к дорогостоящим модификациям и переналадке станка.
- Вы упаковываете небольшие тиражи . Это будет означать большее время простоя из-за переналадки и время настройки автоматической машины; полуавтоматический автомат может быть идеальным для этой ситуации.
- У вас есть несколько строк, которые вы хотите ввести в одну машину. Вместо того, чтобы транспортировать и обрабатывать продукты до их упаковки, иногда проще и экономичнее обрабатывать их после того, как они упакованы.
- У вас проблемы с бюджетом. Иногда вы получаете лучшую отдачу от полуавтоматического решения. В некоторых случаях вы можете купить несколько полуавтоматов по той же цене или меньше, чем стоимость одного автомата.
Автоматические системы для упаковки в термоусадочную пленку могут быть спроектированы и изготовлены для решения широкого круга задач по упаковке. И обычно устанавливаются в производственных условиях, требующих средней и высокой производительности.
Обстоятельства, которые могут побудить вас купить полностью автоматическую упаковочную машину:
- У вас ограниченное количество продуктов, и вы имеете их большие тиражи. .Обычно это лучше всего подходит для автоматической машины.
- Вы хотели бы исключить некоторые практические процессы, которые могут быть связаны с упаковкой ваших продуктов, чтобы повысить эффективность производственной линии.
- Вам нужна машина, чтобы представить вашу продукцию в очень специфической манере. В этом случае автоматическая машина будет иметь желаемую повторяемость.
- Вам нужна машина, которая будет выполнять несколько функций (например,, установите лоток, поместите в него товар, заверните лоток) . В этом случае автоматическое решение может оказаться более экономичным вариантом.
Обдумывая, какое оборудование приобрести, не спешите с выводами — в итоге вы можете получить универсальное решение, которое не подходит. Вместо этого рассмотрите все возможности, а затем взвесьте их независимо или вместе с вашими потребностями.
Если вам нужен дополнительный вклад, привлеките экспертов и используйте их знания и опыт, чтобы помочь вам найти решение, которое подойдет вам сейчас и в будущем.
Понимание различий между автоматическим и полуавтоматическим упаковочным оборудованием компанией Liquid Packaging Solutions
Понимание различий между автоматическим и полуавтоматическим упаковочным оборудованием с помощью решений для жидкой упаковки| Типы общих жидкостей | Низкая вязкость | Высокая вязкость |
|---|---|---|
| Вода при 70 ° F | 1 | 5 |
| Кровь или керосин | 10 | 10 |
| Антифриз или этиленгликоль | 15 | 15 |
| Моторное масло SAE 10 или кукурузный сироп | 50 | 100 |
| Моторное масло SAE 30 или кленовый сироп | 150 | 200 |
| Моторное масло SAE 40 или касторовое масло | 250 | 500 |
| Моторное масло SAE 60 или глицерин | 1000 | 2000 |
| Кукурузный сироп или мед Каро | 2000 | 3000 |
| Меласса Blackstrap | 5000 | 10 000 |
| Шоколадный сироп Hershey | 10 000 | 25 000 |
| Кетчуп Heinz или французская горчица * | 50 000 | 70 000 |
| Томатная паста или арахисовое масло | 150 000 | 200 000 |
| Crisco Shortening or Lard | 1 000 000 | 2 000 000 |
| Состав для уплотнения | 5 000 000 | 10 000 000 |
| Оконная замазка | 100 000 000 | 100000000+ |
Herzog Maschinenfabrik: Bead One HF: Полуавтоматическая сварочная машина
Технология высокочастотного индукционного нагрева
Bead One HF обеспечивает максимальную гибкость и точность при подготовке стеклянных шариков для XRF-анализа.Благодаря технологии высокочастотного индукционного нагрева, Bead One HF позволяет выполнять сложные многоступенчатые процессы сварки и сокращает время подготовки.
Специально разработан для сложных задач.
Bead One HF предлагает широкие функциональные возможности и гибкость для выполнения сложных аналитических задач. Методы индукционной плавки позволяют быстро и мгновенно нагреть расплав до заданной температуры. Система работает без инерции и позволяет выполнять сложные циклы подготовки, требующие чрезвычайно точного повышения температуры.Это полезно для процедур приготовления, например, ферросплавов в зависимости от нескольких различных стадий окисления и плавления при точно определенных температурах и длительностях.
Короткое время сварки и быстрое нарастание
Bead One HF достигает температуры минимум 1300 ° C за короткий период времени. Соответственно, Bead One HF сокращает время обработки и увеличивает пропускную способность. Высокая температура плавильной и литейной формы Bead One HF сокращает время подготовки и улучшает качество валика для материалов, требующих длительных процедур плавления.Кроме того, короткое время плавления приводит к очень низким потерям в элементах и, как следствие, повышает точность и надежность анализа. Тигель совершает круговые колебания для улучшения гомогенизации расплава. Дополнительно тигель можно наклонять на 45 °.
Одновременный нагрев тигля и литейной формы
Два отдельных высокочастотных генератора обеспечивают питание индукционной катушки тигля и литейной формы. Поскольку формовочная форма одновременно нагревается, расплав можно автоматически заливать в предварительно разогретую посуду.В качестве альтернативы форма остается в тигле до полного затвердевания. Температурная кривая блюда полностью настраиваема и позволяет полностью контролировать охлаждение в соответствии с аналитическими требованиями. Кроме того, это гарантирует, что стеклянные кнопки не содержат стопок и семян. Высокопроизводительные пирометры для тиглей и литейных форм обеспечивают абсолютное постоянство температуры. После застывания форму для литья дополнительно охлаждают продувкой воздухом.
Меры безопасности
Защитная дверца заблокирована в течение всего процесса сварки и охлаждения.Заливка происходит полностью автоматически, без вмешательства. Bead One HF был разработан для работы в холодном и холодном режимах, и пользователь никогда не контактирует с горячими сосудами.
Простота в эксплуатации
Благодаря компактной конструкции Bead One HF можно гибко установить в любом месте. Установка машины очень проста, сжатый воздух не требуется. Все параметры сварки и охлаждения можно легко настраивать, изменять, сохранять и контролировать с помощью панели HMI машины.
, полуавтоматическая маркировка и обеспечение качества
Прогнозы моделей, полуавтоматическая маркировка и обеспечение качества в производстве
Прогнозы моделей
В области машинного обучения прогноз — это результат обученной модели. Основная предпосылка контролируемого обучения заключается в том, что необработанные данные должны быть распределены по слоям в соответствии с решениями человека, чтобы научить модель принимать аналогичные решения на новых фрагментах данных. Чтобы модель могла учиться, человеческие решения должны приниматься в понятной для нее форме.Аннотации — это способ, которым люди могут переводить свои знания в форму, понятную модели, и способ, которым, в свою очередь, люди могут понять предсказания модели. Обучающие данные (входные) и прогнозы (выходные) модели имеют одинаковую форму: данные плюс аннотации.
Прогнозы модели играют две жизненно важные роли в конвейере машинного обучения. В одном случае прогнозы используются для полуавтоматизации процесса маркировки. Полуавтоматизация процесса маркировки снижает затраты на рабочую силу, а также сокращает время, необходимое для обучения модели и ее запуска в производство.
Другой вариант использования прогнозов моделей — мониторинг оценок моделей и повышение точности развернутых систем машинного обучения. Прогнозы модели сопровождаются оценкой достоверности, при этом низкие оценки достоверности проходят процесс проверки человеком. Решение человека переопределит прогноз модели, и полученные данные будут учтены при обучении той же самой модели в производственной среде. В этой статье мы рассмотрим эти два варианта использования прогнозов модели при построении конвейера машинного обучения.
Полуавтоматическая маркировка
Обработка обучающих данных обычно рассматривается как строго ручной процесс. Однако прогнозы опровергают это представление, добавляя машину в этот трудоемкий процесс разработки. Учитывая, что обучающие данные имеют ту же форму, что и прогнозы, выходные данные модели могут использоваться для первоначального аннотации необработанных данных в реальном времени. Затем эти данные могут быть переданы через конвейер обучающих данных, где они могут быть улучшены группой проверки маркировки. Затем улучшенные аннотации будут возвращены в модель для повышения точности прогноза.Эта жесткая петля обратной связи называется полуавтоматической маркировкой.
В случае полуавтоматической маркировки прогнозы используются для предварительной маркировки данных. В 2018 году Калифорнийский университет в Беркли, Технологический институт Джорджии, Пекинский университет и Uber AI Labs провели эксперимент для оценки эффективности полуавтоматических систем. В этом конкретном эксперименте модель была полностью точной в 40% случаев, а среднее время маркировки было сокращено на 60%. Это один из таких экспериментов, показывающий, что полуавтоматическая маркировка может превзойти ручную маркировку ограничивающих прямоугольников и многоугольников.
[График из разнообразной базы данных видео с масштабируемыми инструментами аннотации »Рис. 3: (a) Распределение времени в секундах, затраченного на рисование нового ограничивающего прямоугольника и настройку ограничивающего прямоугольника, предложенного моделью обнаружения объектов. Гистограмма показывает процент ограничивающих прямоугольников, нарисованных во времени, представленных на горизонтальной оси. (b) Распределение времени в секундах, затраченного на рисование многоугольника один за другим и с использованием копирования границ. При использовании этого метода время значительно сокращается.”Точный прогноз всегда будет быстрее, чем нанесение этикеток вручную. Однако, когда прогноз неверен, часто, но не всегда, быстрее исправить метку, чем пометить ее с нуля. Тип конфигурации маркировки является одним из таких факторов влияния. Например, хотя было бы быстрее настроить форму многоугольника по измененным ячейкам, если бы форма была ограничивающей рамкой, определяющей плохие точки на солнечной панели, было бы быстрее нарисовать ограничивающую рамку с нуля. Однако то, что метку не удается исправить быстрее, не обязательно означает, что в целом не будет быстрее использовать прогнозы для предварительной маркировки данных.Вопрос будет в том, как часто модель верна и рассчитывается выигрыш от сэкономленного времени.
Чтобы оценить эффективность использования прогнозов в вашем собственном проекте, вы сначала должны определить, как часто ваша модель верна. Следующая часть головоломки будет оценивать изменение скорости этикетирования для правильной этикетки и для неправильной этикетки. Представим, что у нас есть модель, которая верна в 80% случаев. Предполагая, что среднее время маркировки изображения составляет 6 секунд. Если модель верна, вы сэкономите около 5 секунд на каждой этикетке (при условии, что человеку потребуется 1 секунда, чтобы принять правильную предварительную этикетку).Когда модель неверна, вы часто набираете скорость, но медленнее, чем когда модель полностью точна. Однако для этого примера давайте представим, что на коррекцию метки приходится потеря 1 секунды. Итак, теперь вы получаете средний чистый положительный прирост в 3,8 секунды на этикетку, что приводит к снижению затрат примерно на 60%. Это становится убедительным, если учесть, что для достижения современной производительности моделей глубокого обучения часто требуются миллионы помеченных изображений.
QA Production Models
Считается, что наиболее существенное приложение машинного обучения принимает решения независимо от участия человека.В этом идеалистическом случае задача была бы полностью автоматизирована. Все прогнозы будут решениями, и эта диаграмма рабочего процесса свернется в один шаг. Однако модели, работающие в реальном мире, не всегда точны на 100%. Хотя ИИ значительно снижает потребность во вмешательстве человека, он не устраняет его полностью.
Люди играют очень важную роль в машинном обучении даже после развертывания модели. Три основных столпа машинного обучения: сбор данных, обучение и развертывание — не изолированные этапы, которые происходят в хронологическом порядке.Они работают одновременно и в интерактивном режиме, образуя сложный и сложный рабочий процесс. Как и любая критически важная система, после развертывания модели ее необходимо поддерживать и обновлять. Это еще одно место, где прогнозы могут вписаться в общую картину создания моделей глубокого обучения.
Каждый прогноз, который модель делает в реальном приложении, сопровождается оценкой достоверности. И модели очень хорошо сообщают нам, насколько они уверены в своих прогнозах.Вы можете установить порог оценки достоверности, чтобы определить, как обрабатывать прогноз модели в производственной среде. Прогноз с показателем достоверности выше порога будет действовать как решение без вмешательства человека, в то время как прогноз ниже порога достоверности будет проходить через процесс обеспечения качества.
Predictions предлагает способ масштабного контроля качества. Данные обучения, прогнозы и данные обеспечения качества отображаются визуально. Поскольку результирующие данные обеспечения качества имеют ту же форму, что и обучающие данные, они могут быть возвращены в модель для повышения ее точности в пакетном режиме или в реальном времени.
Например, предположим, что есть страховая компания, у которой есть модель в производстве, которая автоматически оценивает ущерб. Представьте, что покупатель фотографирует свою машину после аварии. Когда изображение отправляется, оно немедленно передается модели, которая автоматически предсказывает место и степень повреждения. Прогноз всегда сопровождается оценкой достоверности. Если показатель достоверности низкий, прогноз модели не станет решающим заявлением. Вместо этого претензия будет направлена к человеку, который проведет фактическую оценку ущерба для производственных целей.Затем полученные данные будут возвращены в модель в виде обучающих данных в пакетном режиме или в режиме реального времени. Добавление новых обучающих данных продолжит повышать точность производственной модели и уверенность в ее прогнозах.
Заключение
В итоге мы обсудили, как можно использовать прогнозы для увеличения скорости этикетирования и обеспечения точности прогнозов в производстве. В отличие от традиционного процесса маркировки, который является чисто человеческим процессом, прогнозирование включает механическую автоматизацию в цикл обучающих данных.И, в отличие от моделей в производстве, которые являются чисто машинным процессом, обеспечение качественных прогнозов с низкими показателями достоверности — это способы улучшить и обновить все более эффективные модели.
Если у вас уже есть учетная запись Labelbox и вы хотите получить дополнительную информацию о том, как настроить прогнозы, ознакомьтесь с нашей документацией по поддержке прогнозов.
Полуавтоматическая машина для наполнения капсул SACF 25 от LFA
Капсулычасто являются предпочтительным выбором потребителя, но их точное наполнение может быть трудным, отнимающим много времени и дорого.SACF 25 решает все эти проблемы с помощью быстрого и высокоэффективного полуавтоматического механизма наполнения, который позволяет одному оператору заполнять до 25 000 капсул в час.
Основные преимущества автоматического наполнителя капсул SACF-25
- Быстро, точно и надежно
- Снижает стоимость упаковки капсул
- Заполняет от 10-25 000 капсул в час
- Может работать с капсулами размером 00-5
- Отвечает требованиям GMP
- Низкий уровень шума
- Механизм подачи со штопором для точного и равномерного наполнения
- Надежность и простота эксплуатации
- Практически не требуется обучение
- Конструкция из нержавеющей стали для прочности и гигиены
- Простая очистка
- Простота обслуживания
Характеристики
Полуавтоматический SACF 25, исключающий догадки и повторяющиеся действия при заполнении капсул, обеспечивает идеальный баланс между скоростью и эффективностью, с одной стороны, и стоимостью, с другой.
Вакуумный насос
Особенности машины включают встроенный вакуумный насос, который позволяет быстро и легко загружать незаполненные капсулы на металлическую наполняющую пластину.
Легко регулируется
Наполнительные пластины можно очень легко заменить, они бывают разных размеров, что означает, что вы можете использовать SACF 25 с любой капсулой размером 00-5. Другие полезные усовершенствования включают регулируемый механизм наполнения штопором, который устанавливает дозу и обеспечивает заполнение капсул постоянным объемом порошка, а также механизм герметизации сжатого воздуха, который сжимает две половины капсулы вместе, образуя идеальное, герметичное уплотнение.
Низкие эксплуатационные расходы и простота эксплуатации с
С практической точки зрения, это очень хорошо сконструированный механизм с прочными внутренними компонентами, который требует минимального обслуживания и работает стабильно и надежно. Этот наполнитель капсул требует минимального обучения оператора, так как все процессы логичны и просты в исполнении. После заполнения пары тарелок капсул, чтобы ознакомиться с машиной, даже начинающий пользователь может быстро достичь скорости заполнения 10 000 капсул в час.Немного потренировавшись, можно достичь скорости наполнения до 25000. Избегая необходимости в специализированном техническом персонале, SACF 25 еще больше снижает затраты на единицу продукции.
Простая очистка и обслуживание — две важные особенности, которые гарантируют, что этот наполнитель капсул будет иметь минимальное время простоя, что снизит его производительность. Он изготовлен из нержавеющей стали, что обеспечивает долгий срок службы и способствует соблюдению гигиены, необходимой при работе с пищевыми продуктами или фармацевтическими препаратами.
SACF 25 в использовании
Как будет очевидно из предыдущих разделов, SACF 25 — чрезвычайно простая и эффективная машина в использовании, не требующая формальных технических навыков и практически никакого обучения.Чтобы упростить задачу, он следует логической схеме с независимыми станциями для загрузки, наполнения и закрытия капсул. Оператор просто загружает пустые капсулы в металлический бункер, а машина вставляет их в пластину для наполнения. Затем вакуумный механизм машины разделяет верхнюю и нижнюю части каждой капсулы, готовой к заполнению сухим порошком или гранулированным материалом, который хранится в отдельном бункере.
Оператор помещает нижнюю половину наполняющей пластины вместе с пустыми половинками капсул в наполняющую секцию машины.Капсулы автоматически заполняются правильной дозой порошка, которая устанавливается с помощью бесступенчатого регулятора. Затем оператор помещает пластину с заполненными капсулами в секцию запечатывания машины, где сжатый воздух вставляет крышки капсул на место и заставляет их плотно закрыться. Весь процесс выполняется быстро и легко, требует очень небольшого количества суждений или технических навыков.
Подходит с высоким процентным содержанием рецептур
SACF 25 предлагает несколько преимуществ, которые делают его полезным в эксплуатации.Возможность принимать капсулы широкого диапазона размеров делает его подходящим для использования практически с любыми препаратами, от объемных травяных или минеральных добавок до небольших витаминных капсул. Эта сила подкрепляется легкостью, с которой можно изменять количество порошка, заполняющего каждую капсулу.
Безопасность оператора
Это не только простая машина, но и очень приятная в использовании. Его бесшумность в работе позволяет избежать стресса от работы в шумной обстановке, а безопасность пользователя обеспечивается простотой выполняемых операций и продуманной конструкцией, ориентированной на безопасность.
На этой машине для наполнения капсул нет сложных элементов управления, имеется всего несколько четко обозначенных кнопок, а ее конструкция из нержавеющей стали позволяет легко содержать ее в чистоте.
Наш взгляд
SACF 25 — это недорогой наполнитель для капсул без излишеств. Это идеальный выбор для производителей, которым необходимо заполнить значительный объем капсул, но которые не хотят вкладывать большие средства, необходимые для покупки полностью автоматизированной машины. Простота работы и высокая максимальная скорость заполнения капсул способствуют снижению удельных затрат, что делает капсулы гораздо более жизнеспособной альтернативой таблеткам.
| Имя | Значение |
|---|---|
| Максимальная производительность / час * | 25 000 |
| Совместимые размеры капсул | 000 / 00L / 00/0/1/2/3/4/5 |
| Точность наполнения | ± 3% |
| Децибелы (дБ) | ≤60 |
| Масса | 760 кг / 1675,5 фунтов |
| Power USA | 240 В, 3 фазы, 2.2кВт, 60 Гц |
| Power UK | 440 В, 3 фазы, 2,2 кВт 50 Гц |
| Герц (Гц) | 50 |
| 3 фазы | Есть |
| Вакуумный насос | 40 м3 / ч |
| Производительность воздушного компрессора | 0,1 м3 / мин |
| Длина | 1200 мм / 47,2 дюйма |
| Ширина | 700 мм / 27,5 дюйма |
| Высота | 1600 мм / 63 дюйма |
| Нагрузка на пол | 3.62 кН / м² |
Отверстий на пластину
| Размер пластины | Количество отверстий на пластине | Максимальная производительность / час * |
|---|---|---|
| № 000 | 188 | 11 100 |
| # 00 | 300 | 17,850 |
| # 0 | 360 | 21 400 |
| # 1 | 360 | 21 400 |
| № 2 | 420 | 25 000 |
| № 3 | 420 | 25 000 |
| # 4 | 420 | 25 000 |
| # 5 | 420 | 25 000 |
* Теоретическая производительность при оптимальных производственных условиях
Какую прибыль будет приносить эта машина?
Можете ли вы подсчитать сумму прибыли, которую приносит ваш бизнес с каждой капсулы? Если да, то этот калькулятор сможет сказать вам, сколько часов вам понадобится на запуск этого устройства для наполнения капсул, чтобы окупить его вложения.
Он также сможет сказать вам, какую прибыль он будет приносить каждый час использования этого устройства для наполнения капсул, что делает этот калькулятор мощным инструментом при принятии решения о том, какой наполнитель для капсул подходит вам или вашему бизнесу.
Прибыль за час
Эта машина окупает вложенные в нее часы
Какой размер инструмента может быть укомплектован этой машиной?
Мне не удалось успешно нажать на таблетку на своем настольном / ротационном прессе, это мой следующий вариант?
Да, это был бы отличный следующий шаг.Из-за того, как работает наполнитель капсул, он сможет решить некоторые проблемы, с которыми могут столкнуться таблеточные прессы, в частности: проблемы с хрупкостью, укупоркой, несвязыванием, ламинированием и проблемами текучести.
В случае сомнений свяжитесь с нами, и мы сможем протестировать ваш продукт на одной из наших машин: https://www.lfacapsulefillers.com/contact/
Какие функции безопасности предусмотрены в FACF? Можно ли добавить дополнительные функции безопасности?
FACF — чрезвычайно безопасная машина. Он имеет дверцы из плексигласа, которые не позволяют оператору контактировать с движущимися частями во время работы машины.
Все двери имеют датчики, поэтому при открытии машина автоматически останавливается. Вдобавок ко всему, машина оснащена кнопкой аварийной остановки, которую можно использовать, когда оператор работает внутри машины.
Можем ли мы пройти обучение на месте после покупки этой машины?
Как пользоваться стиральной машиной
Есть два основных типа стиральных машин: полностью автоматические и полуавтоматические. Полностью автоматическая стиральная машина имеет один барабан. Стирка и сушка белья происходит в этом же барабане.Полуавтоматическая стиральная машина нуждается в том, чтобы вы физически выньте белье из стирального барабана и положите его в отжимной барабан. Вы должны сливать воду из машины после каждого использования. Полуавтоматические стиральные машины дешевле полностью автоматических стиральных машин по понятным причинам.
Почему важно знать, как пользоваться стиральной машиной?У каждого типа стиральной машины свои настройки. Знание того, как правильно управлять стиральной машиной, помогает улучшить ваши стирки.В этой статье мы рассмотрим 3 основных типа стирки. машины — полуавтоматические, с фронтальной загрузкой и с фронтальной загрузкой. Мы также объяснили, как выбрать лучшее моющее средство для вашей стиральной машины, а также кое-что, что нужно и что нельзя помнить при использовании любой стиральной машины.
Использование полуавтоматической стиральной машины
Правильное использование полуавтоматической стиральной машины поможет вам добиться оптимальной производительности вашей машины.
Ингредиенты, которые нужно держать под рукой:
a) Моющее средство для стирки
b) Кондиционер для белья
Шаг 1. Установка полуавтоматической стиральной машины
Поместите полуавтоматическую стиральную машину возле раковины. с электрической розеткой.При отсутствии отдельной зоны для стирки машинку можно разместить на кухне или в ванной.
Полуавтоматическая стиральная машина идет со шлангом. Вы можете использовать эту трубу для соединения барабана машины с источником воды. Убедитесь, что труба плотно прилегает к крану.
Убедитесь, что сливная труба надежно закреплена над раковиной или ведром. Никто не хочет иметь дело с грязной дренажной водой.
Шаг 2. Откройте кран
Прочтите руководство производителя машины, чтобы узнать, сколько воды и моющего средства вам нужно использовать.Как правило, заполнение барабана машины на 2/3 емкости является хорошим идея.
Шаг 3. Добавление моющего средства
Вы должны добавить эффективное моющее средство в барабан перед тем, как бросить одежду. Мы рекомендуем Surf Excel Matic Liquid, так как он специально разработан для стиральных машин. Находясь в жидком виде, легко растворяется в воде, не оставляя следов. (как это делают порошки). Это также помогает продлить срок службы стиральной машины. Прочтите инструкции на этикетке продукта, чтобы узнать, сколько вам нужно использовать.
Дайте машине поработать от 5 до 10 секунд, чтобы встряхнуть стиральный барабан и полностью перемешать моющее средство с водой. Вы найдете панель настроек на крышке стиральной машины. Они есть не требует пояснений. Однако в случае сомнений обратитесь к руководству.
Бросьте белье в барабан. Следите за тем, чтобы в нем не было тесно. Никогда не запускайте машину на полную мощность. Для достижения наилучших результатов используйте 2/3 мощности вашей машины. Если у вас большая нагрузка, пролила белье и дважды запустите машину.
Шаг 4. Запуск цикла стирки
Вы можете установить таймер на своей полуавтоматической стиральной машине с помощью панели настроек вверху во время стирки одежды. Продолжительность цикла стирки будет зависеть от типа ваш груз. Для слабозагрязненной одежды мы рекомендуем от 6 до 9 минут. Если в вашем белье есть спортивная одежда со следами пота и грязью, вы должны установить цикл стирки на 15–20 минут.
Также необходимо выбрать тип цикла стирки. Выделяют 3 основных типа: нормальный, тяжелый и нежный.Для стирки обычной одежды используйте обычные настройки. Тяжелая стирка полезна для стирки простыни и шторы. Для интимной одежды рекомендуется деликатная стирка. и более тонкие ткани, такие как кружево и шерсть.
Шаг 5. Переместите белье в отжимную ванну
После завершения цикла стирки перенесите каждую часть вашего белья в отжимную ванну. Убедитесь, что вы правильно закрыли крышку отжимной ванны. У некоторых моделей есть съемная крышка.
Шаг 6. Запуск цикла отжима
Измените настройки от стирки к отжиму.Установите время в соответствии с типом ткани в вашей загрузке. Если вы хотите прополоскать белье, установите цикл отжима на 2 минуты. Возможно, вам придется подключить водяной шланг к отжимному баку, в зависимости от модели вашей машины. Установите цикл на 5 минут, если вы хотите сушить белье отжимом. Включите воду в течение первых 2 минут, чтобы ополосните белье чистой водой.
Шаг 7. Повесьте одежду для сушки
Достаньте белье из отжимной ванны и повесьте одежду на бельевую веревку.Дайте им высохнуть в хорошо проветриваемом помещении.
Шаг 8. Слейте воду из ванны для стирки
Измените настройки машины, чтобы слить и слить грязную воду из ванны.
Шаг 9. Вытрите барабан
Сотрите излишки влаги с внутренней стороны стирального и вращательного барабана чистым полотенцем.
Цикл стирки означает скорость стирки и отжима.Некоторым тканям требуется более интенсивное перемешивание для удаления пятен, но более медленная скорость отжима. Следовательно, вы должны выбрать цикл стирки в соответствии с типом белья в вашей загрузке.
Не менее важен выбор температуры воды во время цикла стирки. Вы можете подумать, что горячая вода хороша для дезинфекции и стирки одежды. Однако использование горячей воды для деликатных тканей может привести к потере формы, а в некоторых случаях; горячая вода может даже навсегда оставить пятно на вашей одежде.
Некоторые машины позволяют выбирать уровень воды. Однако не используйте слишком много воды. Это разрушит цель экономии воды. Стиральные машины с верхней загрузкой энергоэффективны и используют низкий уровень воды для достижения наилучших результатов.
Что можно и чего нельзя делать при использовании стиральной машиныЕсли вы хотите поддерживать свою стиральную машину в первоклассном рабочем состоянии, вам нужно соблюдать некоторые правила, которые можно и нельзя.
Освободите карманы своей одежды.Вы же не хотите, чтобы мелкие монеты разрушили мотор вашей машины. Закройте крючки на внутренней одежде. Они могут зацепиться за другие предметы белья. Во время стирки кладите деликатные ткани в сетчатый мешок.