Ошибки при сварке аргоном у начинающих и не только | Дуговая сварка в защитных газах
Здравствуйте дорогие читатели! Сегодня речь пойдёт о дефектах и ошибках при сварке аргоном. Начинающими сварщиками ошибок допускается немало, ведь TIG сварка аргоном, как не одна другая сварка любит стерильность.
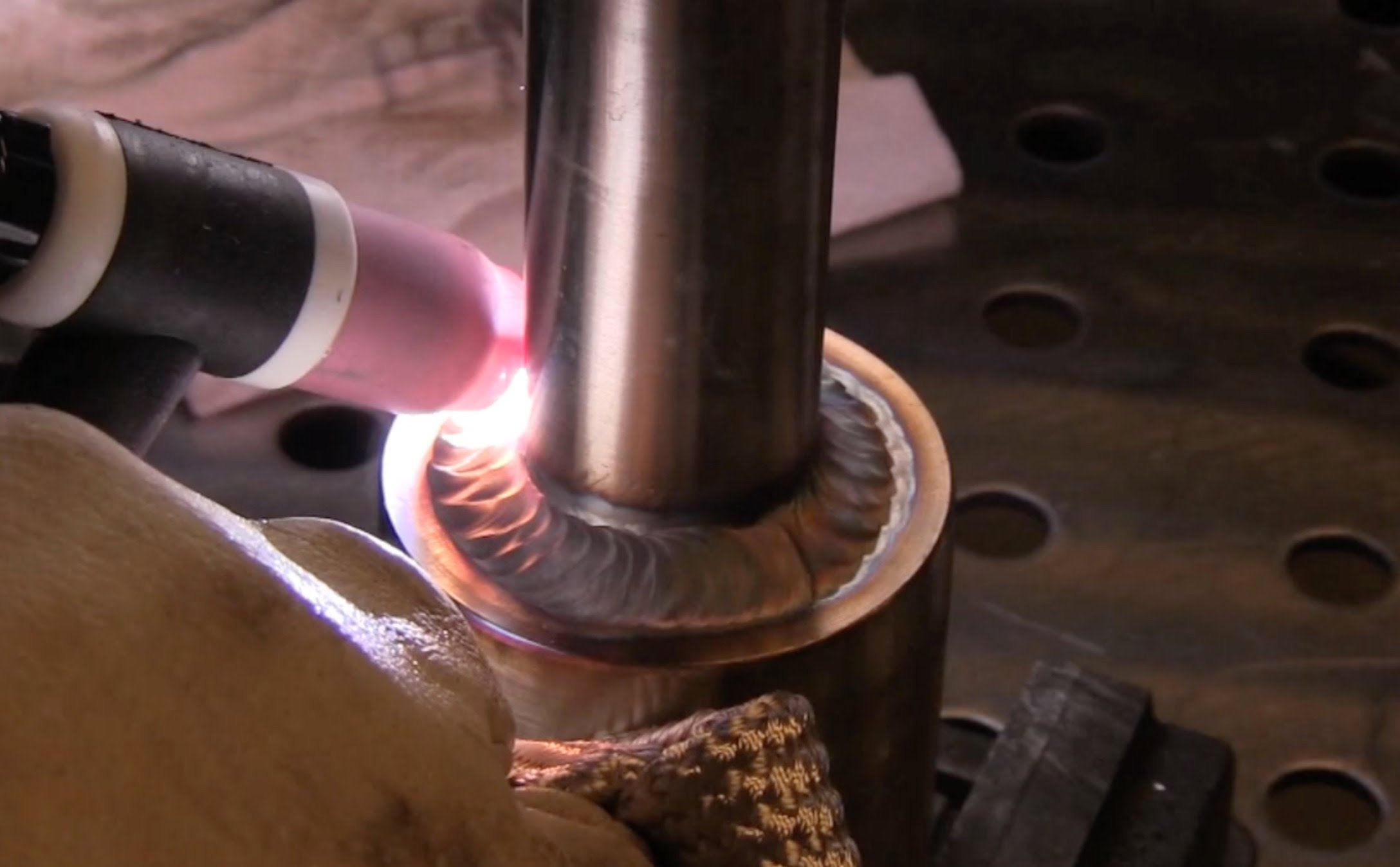
Самой распространённой ошибкой в аргонодуговой сварке считается непровар. Это такой дефект, при котором не видно с противоположной стороны заготовки сварочного шва.
Здесь начинающие сварщики допускают одну из грубейших ошибок — они забывают, что помимо красивого и идеального шва, также нужен хороший провар металла. Рассмотрим помимо этой и другие ошибки при сварке аргоном, которые отрицательным образом влияют на сварочное соединение.
Ошибки при сварке аргоном
Непровары — что может быть хуже, чем не до конца проваренный металл? То есть, простыми словами, нет надежного соединения между основным металлом и наплавленным.
Данная ошибка при аргонодуговой сварке пагубно сказывается на прочности будущего соединения. Для устранения непроваров придётся разделывать кромки с противоположной стороны шва и осуществлять заново сварку.
Для устранения непроваров придётся разделывать кромки с противоположной стороны шва и осуществлять заново сварку.
Недостаточная подготовка поверхности перед свариванием, это вторая ошибка. Выше было сказано, что сварка аргоном любит чистоту, и это правда! Неочищенная поверхность алюминия, например, приводит к появлению различных дефектов, таких, как окислы на поверхности, трещины и т. д.
Трещины при аргонодуговой сварке также могут появиться по причинам завышенного ампеража или из-за неправильного расположения сварочных швов. Такая ошибка приводит к возникновению излишнего напряжения, которое и приводит к появлению трещин.
Чтобы устранить трещины в алюминии при сварке аргоном, придётся делать вырезание или засверливание трещин в конце.
Наплывы и подрезы в аргонодуговой сварке
Не менее частыми дефектами в аргонодуговой сварке являются наплывы и подрезы. Природа происхождения наплывов связана с подтеканием присадочного материала на основной, а также вследствие непровара с ним.
Данный дефект вызван такой ошибкой, из-за которой происходит маленький нагрев основного металла. Как правило, это слабый ток сварки или большое количество присадочного материала.
Подрезы образуются в том случае, когда наоборот, сварочный ток сильно завышен. Подрезы в аргонодуговой сварке характеризуются углублениями в околошовной зоне сварочного шва.
Не нужно, наверное, говорить, что любой из вышеперечисленных дефектов серьёзно влияет на качество и прочность аргонодугового соединения. Например, при подрезах существенно уменьшается сечение шва, а также создаётся излишнее напряжение на соединение.
Чтобы устранить подрезы достаточно наплавить тонкий слой металла вдоль линии дефекта, а затем зашлифовать полученное соединение.
Сварка аргоном: преимущества и особенности
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка.
 Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом. - Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
 Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
 youtube.com/embed/ipfDKGbK_bs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/ipfDKGbK_bs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
 В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью. Интересное: Сварные швы — дефекты и их устранение
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Интересное: Особенности измерительного контроля сварных соединений
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
 Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
Правила удержания электрода и присадочной проволоки
Преимущества и недостатки сварки алюминия аргоном
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.

Интересное: Описание прямой и обратной полярности при сварке
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.

При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью. Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Аргонная сварка для начинающих — Все о сварке
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Содержание статьи
- Полезные статьи
- Преимущества и особенности сварки аргоном
- Особенности сварки алюминия аргоном
- Как сварить черный металл аргоном
- Как своими руками сварить нержавейку аргоном
- Вместо заключения
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Watch this video on YouTube
Эта статья, по сути, краткий экскурс в тему аргонной сварки. Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Она обязательна к прочтению, если вы понятия не имеете, что это за технологии и каковы ее характерные особенности. Мы также рассказываем, какое оборудование можно использовать в связке с аргоном, чтобы добиться наилучшего результата.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Watch this video on YouTube
Что такое оксидная пленка, как от нее избавиться и какое оборудование использовать, чтобы получить качественный шов — обо всем мы рассказываем в отдельной статье. Вы также узнаете, как правильно поджигать дугу и как сформировать сварочную ванну. Словом, все, что вам необходимо знать, чтобы сварить алюминий аргоном даже в гаражных условиях.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Watch this video on YouTube
Тем не менее, сварка черного металла аргоном тоже имеет свои плюсы и минусы. И вам в любом случае нужно соблюдать технологию, чтобы сделать сварное соединение прочным. Обо всем этом мы рассказываем в нашей статье. Из статьи вы также узнаете, какой выбрать режим сварки для сварки чермета и какие правила пожарной безопасности нужно соблюдать, чтобы избежать несчастных случаев.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Watch this video on YouTube
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
Рекомендации по использованию защитного газа для сварки MIG и TIG — Sandvik Materials Technology
Защита защитным газом
Защитные газы для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако для стабилизации дуги, улучшения текучести и улучшения качества наплавленного металла обычно требуются небольшие добавки кислорода (O2) или углекислого газа (CO2).Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Duplex нержавеющая сталь сталь | Супер-дуплекс нержавеющая сталь | Ферритный нержавеющая сталь | Высоколегированная Аустенитная Нержавеющая сталь | Никель Сплавы | |
| Ар | – | – | ● a | – | ● a | ● a |
| Ar + He | – | – | ● a | – | ● a | ● a |
| Ar + (1-2)% O 2 | ● b | ● b | (●) | ● b | ● | – |
| Ar + (1-2)% CO 2 c | ● d | ● d | (●) | ● d | ● | – |
| Ar + 30% He + (1-2)% O 2 | ● e | ● e | ● e | ● | ● | – |
| Ar + 30% He + (1-2)% CO 2 c | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% N 2 | – | – | ● | – | ● f | – |
a) Предпочтительно при импульсной сварке MIG.
b) Более высокая текучесть ванны расплава по сравнению с добавкой CO 2 .
c) Не использовать при дуговой сварке с распылением, где требуется очень низкое содержание углерода.
d) Лучшие характеристики сварки короткой дугой и позиционной сварки, чем с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава по сравнению с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
е) Для марок, легированных азотом.
Защитный газ для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. В некоторых случаях для достижения особых свойств могут быть добавлены азот (N 2 ) и / или водород (H 2 ). Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок.В качестве альтернативы, если добавлен азот, свойства наплавленного металла сплавов, легированных азотом, могут быть улучшены.Окисляющие добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по использованию защитных газов при сварке TIG различных нержавеющих сталей приведены в таблице. Для плазменно-дуговой сварки типы газов с добавками водорода, указанные в таблице, в основном используются в качестве плазменного газа, а чистый аргон — в качестве защитного газа.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Duplex нержавеющая сталь сталь | Супер-дуплекс нержавеющая сталь | Ферритный нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He а | ● | ● | ● | ● | ● | ● a |
| Ar + (2-5)% H 2 а, б | ● b | – | – | – | ● b | ● b |
| Ar + (1-2)% N 2 | – | ● | ● | – | – | – |
| Ar + 30% He + (1-2)% N 2 | – | ● | ● | – | – | – |
а) Улучшает текучесть по сравнению с чистым аргоном.
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корня
Безупречный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов допускается максимальная концентрация O 2 на уровне корня в 20 ppm.
Это может быть достигнуто с помощью продувочной установки и может контролироваться с помощью современного измерителя кислорода.Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Формир-газ (N
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна быть не менее 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита достигается за счет сварочного флюса, полностью покрывающего расходные материалы, дугу и ванну расплава. Флюс также стабилизирует электрическую дугу. Флюс плавится за счет тепла процесса, создавая покрытие из расплавленного шлака, которое эффективно защищает сварочную ванну от окружающей атмосферы.
Страница не найдена |
Политика в отношении файлов cookie
В этом заявлении объясняется, как мы используем файлы cookie на нашем веб-сайте.Для получения информации о том, какие типы личной информации будут собираться при посещении веб-сайта и как эта информация будет использоваться, см. Нашу политику конфиденциальности.
Как мы используем файлы cookie
Все наши веб-страницы используют файлы cookie. Файл cookie — это небольшой файл из букв и цифр, который мы размещаем на вашем компьютере или мобильном устройстве, если вы согласны. Эти файлы cookie позволяют нам отличать вас от других пользователей нашего веб-сайта, что помогает нам обеспечить вам удобство при просмотре нашего веб-сайта и позволяет нам улучшать наш веб-сайт.
Типы файлов cookie, которые мы используем
Мы используем следующие типы файлов cookie:
- Строго необходимые файлы cookie — они необходимы, чтобы вы могли перемещаться по веб-сайтам и использовать их функции. Без этих файлов cookie не могут быть предоставлены запрашиваемые вами услуги, такие как вход в свою учетную запись.
- Файлы cookie производительности — эти файлы cookie собирают информацию о том, как посетители используют веб-сайт, например, какие страницы посетители переходят чаще всего.Мы используем эту информацию для улучшения наших веб-сайтов и помощи в расследовании проблем, возникающих у посетителей. Эти файлы cookie не собирают информацию, идентифицирующую посетителя.
- Функциональные файлы cookie — эти файлы cookie позволяют веб-сайту запоминать сделанный вами выбор и предоставлять более личные функции. Например, функциональный файл cookie можно использовать для запоминания товаров, которые вы поместили в корзину. Информация, собираемая этими файлами cookie, может быть анонимной, и они не могут отслеживать вашу активность на других веб-сайтах.
Большинство веб-браузеров позволяют контролировать большинство файлов cookie через настройки браузера. Чтобы узнать больше о файлах cookie, в том числе о том, как узнать, какие файлы cookie были установлены, а также как управлять ими и удалять их, посетите http://www.allaboutcookies.org/.
Конкретные файлы cookie, которые мы используем
В приведенном ниже списке указаны файлы cookie, которые мы используем, и объясняются цели, для которых они используются. Мы можем время от времени обновлять информацию, содержащуюся в этом разделе.
- JSESSIONID: этот файл cookie используется сервером приложений для идентификации уникального сеанса пользователя.
- registrarToken: этот файл cookie используется для запоминания элементов, которые вы добавили в корзину. Локаль
- : этот файл cookie используется для запоминания ваших региональных и языковых настроек.
- cookieconsent_status: этот файл cookie используется для запоминания, если вы уже отклонили уведомление о согласии на использование файлов cookie.
- _ga_UA — ########: Эти файлы cookie используются для сбора информации о том, как посетители используют наш сайт. Мы используем эту информацию для составления отчетов и улучшения нашего веб-сайта.Файлы cookie собирают информацию в анонимной форме, включая количество посетителей веб-сайта, с которых посетители пришли на сайт, и страницы, которые они посетили. Эта анонимная информация о посетителях и просмотрах хранится в Google Analytics.
Изменения в нашем Заявлении о файлах cookie
Любые изменения, которые мы можем внести в нашу Политику использования файлов cookie в будущем, будут опубликованы на этой странице.
Выбор горелки для сварки TIG, настройка, уход и обслуживание расходных материалов.
В этом блоге мы сосредоточимся на трех основных темах, касающихся горелок и расходных материалов для сварки TIG, а именно:
- T orch выбор
- Настройка расходных материалов
- Уход и техническое обслуживание
Первое…
1. Выбор резака.
Как правило, существует 5 горелок TIG популярного типа — 3 с воздушным охлаждением и 2 с водяным охлаждением (или с жидкостным охлаждением, как их иногда называют).
- Горелки с воздушным охлаждением рассчитаны на ток до 180 ампер с рекомендуемым макс. размер вольфрама 3,2 мм.
- Горелки с водяным охлаждением рассчитаны на ток до 320 ампер с рекомендуемым макс. размер вольфрама 4,0 мм.
Приведенная ниже таблица была разработана, чтобы упростить процесс выбора резака за счет визуального выделения возможностей каждого резака…
2. Настройка расходных материалов
После того, как вы выбрали сварочную горелку TIG, вам нужно подумать о настройке расходных материалов.
Необходимо рассмотреть 2 варианта настройки расходных материалов:
- Корпус цанги Настройка
- Газовая линза Настройка
Обе настройки для резаков типа 9 и 20 показаны ниже …
Также для горелок типа 17, 18 и 26 …
ПРИМЕЧАНИЕ Резаки типа 9 и 20 требуют тех же расходных материалов, что и резаки TIG 17, 18 и 26.
Итак, почему выбирают установку с газовой линзой вместо установки с цанговым корпусом?
Независимо от того, новичок вы или опытный сварщик, вам понравится установка газовой линзы.
- A газ линза требуется для использования в высококачественных сварочных операциях, где требуется более высокое / точное покрытие газом.Это также позволяет увеличить вылет вольфрама, что обеспечивает лучшую видимость сварочной ванны, особенно в сварных швах с ограниченным доступом.
- Корпус цанги Установка будет иметь большую турбулентность газа, и охват газа будет не таким хорошим.
Полезный совет !! Всегда выбирайте резак и расходные детали передней части правильного размера для выполняемой работы. Перегрев цанги и корпуса цанги чрезмерным током приведет к их деформации и изменению формы.Это приведет к плохой передаче тока.
Проблемы с доступом?
Для горелок 9 и 20 TIG можно использовать более короткие расходные детали и более длинный корпус горелки, чтобы сделать более плотные сварные швы более доступными. Эти детали можно найти в нашем каталоге BINZEL BASICS , нажав на ссылку ниже …
Итак, какой вольфрам лучше всего использовать?
Когда дело доходит до выбора правильного вольфрама, это может быть немного сложнее, так как есть много разных марок материалов на выбор: i.е. 2% торированный, 1,5% лантантированный, 2% церированный и т. Д.
Для простоты мы рекомендуем два вольфрама:
- Сварка постоянным током = E3® ( Purple ) Нерадиоактивная альтернатива торированному
- Сварка на переменном токе = 0,8% циркония (белый) Лучшее для сварки алюминия
Полезный совет !! Всегда используйте вольфрам правильного размера для конкретного применения. Это обеспечит хорошую стабильную дугу с правильной шириной сварного шва, а также обеспечит максимальный срок службы вольфрама.
3. Уход и техническое обслуживание
Чтобы обеспечить наилучшее качество сварных швов, всегда учитывайте все полезные советы, приведенные выше и следующие …
Будьте осторожны при шлифовании вольфрама, чтобы получить хорошую точность.
- Циркониевый вольфрам, используемый для переменного тока, не нужно заземлять до определенной точки, так как конец вольфрама будет формировать форму шара при первом зажигании дуги.
Не выполняйте сварку вольфрамовыми электродами за пределами их максимального или минимального рабочего диапазона.
Всегда проверяйте, что задняя крышка находится в хорошем состоянии, а уплотнительное кольцо газового уплотнения не повреждено.
Убедитесь, что изолятор головки резака обеспечивает хорошее уплотнение.
- Ослабленный или поврежденный изолятор приведет к образованию пористости в сварном шве.
Не сгибайте горелки Flexi Head в холодном состоянии.
- Эта работа приводит к упрочнению меди в головке, что приводит к ее перелому.
- Лучше провести короткую сварку, чтобы нагреть голову, прежде чем сгибать ее в нужное положение.
Убедитесь, что при использовании тигровых горелок с водяным охлаждением охладитель заполнен до нужного уровня и регулярно проверяйте его.
- Это должно быть с непроводящей охлаждающей жидкостью, такой как BTC 50.