Базовые настройки сварочника тиг 200р ас дс — Аргонодуговая сварка — TIG
ну вобще лучше бы разобраться в самих настройках и понимать их принцип ….краткое описание настроек:
1) AC/DC = включен режим DC
2) 2Т/4Т = 2Т нажал держиш — вариш — отпускаеш / 4Т нажал отпустил — вариш — нажал отпустил закончили
3) режим пульс и постоянный ——/_____ = ______
4) TIG/MMA = TIG (режим вида сварки)
5) Pre-Flow Time = 5 секунд (газ до запуски дуги)
6) Peak Current = 70 ампер (максимальный ток сварки)
7) Basic Current = 0 (фоновый ток работает при режиме АС всегда ниже чем максимальный)
8) Down Slope = 5 секунд (плавное выключение дуги)
9) Arc Force = 0 (режим форсаж используется для ММА)
10) Pulse Frequency = 0 (частота пульса в герцах работает в пульсовом режиме )
11) Pulse Duty = 0% (длинна пульса)
12) Clean Area Width = баланс 50% баланс нужен для установки чистоты шва чем больше баланс тем больше нагрузка на электрод но чише шов .

13) нагрузка на электрод но больше на рабочую деталь и меньшая частота … лично я выставляю на 50%
14) Gas After = 5 секунд ( газ посе выкл дуги)
15) электрод цериевый 1,6 мм (универсальный)
16) керамическое сопло на горелке под номером #5
17) Аргон поступает 5 л/мин (ставить по размеру сопла)
вылет электрода из сопла = 1,5-5 мм (чем меньше тем лучше)
Теперь сами настройки. Вообще желательно самому поэкспериментировать, набить руку под определенный темп и подобрать ток
#СТАЛЬ
1) DC
2) 2Т/4Т = 2Т
3) режим пульс и постоянный ——/_____ = постоянный
4) TIG/MMA = TIG
5) Pre-Flow Time = 5 секунд
6) Peak Current = 70-80 ампер
7) Basic Current = 0
8) Down Slope = 5 секунд
9) Arc Force = 0
10) Pulse Frequency = 0
11) Pulse Duty = 0%
12) Clean Area Width = баланс 50%
13) Gas After = 5 секунд ( газ посе выкл дуги)
14) электрод подбирать под вид метала..
 . универсальный (серый цериевый)
. универсальный (серый цериевый)15) керамическое сопло на горелке под номером #5 если вариш углы то сопло по больше нужно…
16) Аргон поступает 5 л/мин (ставить по размеру сопла)
вылет электрода из сопла = 1,5-5 мм (чем меньше тем лучше)
В основном меняется только сила тока и вольфрамовые электроды.
для НЕРЖАВЕЙКИ на 10% ампераж больше…для МЕДИ 130-150 ампер сопло #7
для алюминия все тоже самое только режим AC — постоянный 80-110 ампер … если нужен четче и тоньше шов, то тогда уже использовать АС пульсовый и плясать от 200 гц до 300 гц, но сначала пока потренироваться с постоянным током, а потом переходить на пульсовый.Это сугубо мои настройки, которые я лично проверял на таком же аппарате Jasic 200P AC/DC …..
Сварка аргоном — что нужно для TIG сварки, выбор и настройка сварочного аппарата
28.09.2021
Сварка в среде газа аргон является на сегодняшний день одним из самых точных и высококачественных видов соединения металлов.
Отличительной чертой аргонодуговой сварки является то, что в качестве защитного газа используется газ аргон или смесь аргона с гелием, которые вытесняют кислород с поверхности и позволяют создать оболочку, выступающую в данном процессе защитой от окисления детали или заготовки.
В среде аргона можно сваривать практически все металлы и их сплавы, при этом он не вступает с ними в реакцию, таким образом, не разрушает их структуру и препятствует образованию ржавчины на сварочном шве.
Преимущества TIG сварки
- высокое качества сварочных швов;
- комфортно работать в любом положении;
- нет вредных выбросов и шлаков;
- нет разбрызгивания металла;
- можно контролировать состояние электродуги и процесс сварки.

Сварочные аппараты для TIG сварки
1. Сварочные инверторы или полуавтоматы с возможностью подключения TIG горелки вентильного типа.
В теории можно подключить к любым сварочным инверторам, в которых полностью отсутствуют функции форсирования дуги (ARC FORCE), антизалипания электрода ANTI STICK и горячий старт (HOT START). Т.е. для аргонной сварки на постоянном токе необходим выходной ток, значения которого не меняются при зажигании или прилипании электрода.
В данном случае поджиг дуги производится касанием вольфрамового электрода к заготовке и газ в сварочную ванну подается через сопло вентильной горелки.
Подача и отключения газа происходит вручную с помощью вентиля, расположенного на рукоятке горелки.
Недостатки этого метода: большой расход газа, необходимость частого затачивания стержня и быстрый износ вольфрамового электрода, невысокое качество сварочного шва.
2. Аргонно-сварочный аппарат на постоянном токе.
В конструкции этих аппаратов присутствует бесконтактное возбуждение сварочной дуги с помощью осциллятора, они комплектуются горелкой с автоматическим управлением клапана подачи газа. Во многих моделях присутствуют режимы 2Т/4Т, настройки стартового тока, баланса полярности, частоты пульсаций и т.д.
Основной недостаток: нельзя проводить сварку алюминия и сплавов на его основе.
3. Аппараты для аргонной сварки на постоянном или переменном токе AC/DC.
Профессиональные устройства, которые способны выдавать постоянный или переменный ток. Подходят для работы с любыми типами и сплавами металла, имеют большое количество настроек (стабилизация дуги, модуляция тока, заварка кратера, настройка регулировки удаления оксида, и др.) для создания максимально качественного сварочного шва. Некоторые модели комплектуются аргонной горелкой с водяным охлаждением, которая позволяет осуществлять продолжительные сварочные работы на производстве или в ремонтных мастерских. Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
В нашем магазине вы можете выбрать оптимальный по цене и качеству аппарат для аргонодуговой сварки.
Что нужно для аргонной сварки
Перед тем как приступить к сварке нужно подготовить спецодежду и защитные аксессуары. Необходимо иметь:
- Обувь на кожаной или резиновой подошве.
- Защитные перчатки или краги.
- Защитную маску-хамелеон. Рекомендуем использовать светофильтр с технологией True-Color (более реалистичная и точная цветопередача при включенном и отключенном adf фильтре).
- Защитные прозрачные очки или маску, которые необходимо использовать при зачистке заготовки.
- Спецовку или робу, подходящую вам по размеру.
Оборудование и расходные материалы для аргонодуговой сварки
- Инструмент для подготовки/обработки деталей перед и после сварки. К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
- Вольфрамовые электроды. В зависимости от толщины и марки металла используются разные электроды. В последнее время большую популярность приобрели так называемые «универсальные» (маркировка WL, WC), которые подходят ко всем металлам и нет необходимости в постоянной их замене. Необходимый диаметр электрода выбирается в соответствии с шириной и глубиной сварочного шва. Производители выпускают вольфрамовые электроды толщиной от 0,8-6мм, по нашей практике, самыми популярными и часто покупаемыми являются диаметры:1,6; 2,0; 2,2; 2,4 миллиметра.
- Присадочный материал. В его качестве выступают сварочные прутки или сварочная лента. Они могут состоять из меди, латуни, стали, нержавейки, алюминия и используются соответственно к маркам свариваемых металлов. Многие наши клиенты подбирают толщину присадочного прутка под толщину используемого вольфрамового электрода (пример: диаметр электрода 2. 4 мм, пруток так же 2.4).
- Защитный газ. В основном используют чистый аргон, иногда добавляют гелий в процентном соотношении 25-30%. Такую пропорцию используют в случаях сварки цветных металлов, когда необходимо высокое качество внешнего вида сварочного шва.
 К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага. 4 мм, пруток так же 2.4).
4 мм, пруток так же 2.4).Подготовка к сварке аргоном
- По возможности закрепить детали или заготовку тисками, или магнитными держателями.
- Закрепить газовый редуктор на баллоне, проверить отсутствие утечки газа в местах соединения.
- Подключить шланг высокого давления к вентильной горелке или к соответствующему выходу в аппарате.
- Присоединить байонет горелки к минусовому разъему.
- Провод управления поджига дуги подключаем в двупиновый разъем на лицевой панели.
- Кабель массы соединяем с плюсовым гнездом аппарата.
- Обязательно заземляем устройство.
Настройка TIG сварки
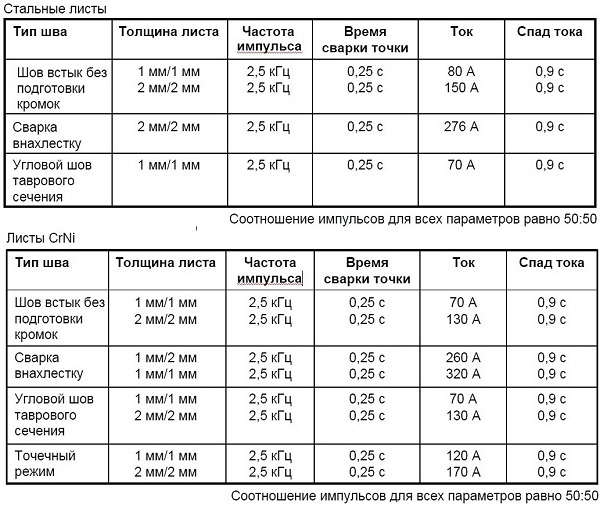
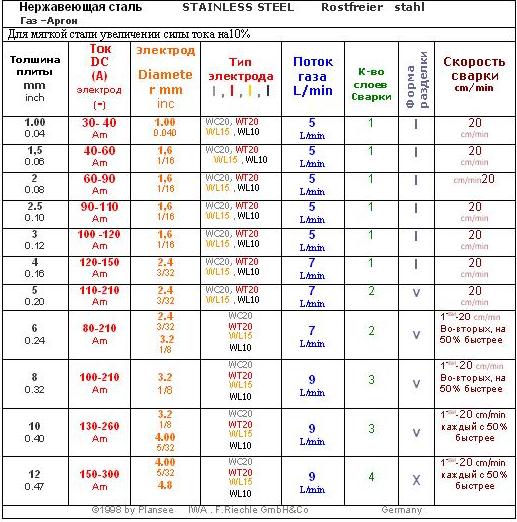
В комплектацию каждого аппарата входит инструкция по эксплуатации, в которой приводится таблица с настройками параметров в соответствии выбранной толщины и марки металла. Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
- Изначально выставляем расход газа, приблизительно 8-10л/мин.
- Переменный или постоянный ток.
- Величину тока.
- Время продувки газом до и после окончания сварки.
- Силу начального тока для поджига дуги.
- Период нарастания и спада тока, его значения для заварки кратера в зависимости от толщины металла.
- Включаем или отключаем режим пульсации.
- Настраиваем частоту и продолжительность пульсаций.
- При необходимости устанавливаем регулировки удаления металлического оксида для алюминия или магния.
В отличие от дуговой и полуавтоматической сварки, TIG очень чувствителен к ржавчине и загрязнению. Желательно начинать сварку на аналогичной по составу заготовке, предварительно так же, как и основную деталь хорошо зачистить ее или обезжирить.
В начале процесса хорошо присмотритесь к сварочной дуге, если она гаснет или нестабильна, необходимо увеличить величину тока, если прожигает металл или образует наплывы, соответственно уменьшить. Если проблема не исчезла или получается кривой шов, попробуйте отрегулировать подачу газа.
После окончания сварки рекомендуется еще некоторое время обдувать сварочную ванну во избежание образования окисления шва и вольфрамового электрода.
Время сварки@3 — Сварка алюминия для начинающих
Видеоканал о сварке «Время сварки» Эпизод 3 «Сварка алюминия для начинающих»
В этом эпизоде Время сварки@3, Мистер TIG, продемонстрирует начальные основы сварки алюминия с использованием TIG процесса.
Настройка:
Перед началом сварки, Мистер TIG рассказывает о настройке сварочного аппарата для образования шарика на конце вольфрамового электрода.
Сварка:
После показа правильной техники подачи присадочного материала и угле наклона сварочной горелки для TIG сварки алюминия, Мистер TIG покажет некоторые наиболее распространенные ошибки и способы их исправления.
Сварка алюминия для начинающих
Добро пожаловать на время сварки. Я мистер ТИГ.
Нам пришло много писем с вопросами о сварке алюминия. Как вы знаете, алюминий не самый легкий металл для сварки, но работа с ним может стать простой, если вы будете варить его поэтапно. Это – именно то, чем мы и будем заниматься. Данный ролик – первый из серии видео, посвященных сварке алюминия.
Давайте приступим. Я расскажу вам, с чего начать и как настроить аппарат, затем мы немного поварим. Давайте начнем с горелки. Первый вопрос, который часто задают, касается вольфрамового электрода. Какой вольфрамовый электрод вы используете? У нас здесь 2 процентный торированный вольфрам. Этот вариант очень популярен для DC сварки. Но сегодня мы будем варить AC – сваркой на переменном токе.
Для того, чтобы варить алюминий AC сваркой, нам нужно поместить шарик на конец электрода. Мы настроим аппарат на ток DC+. Зажжем сварочную дугу. Появится шарик. И тогда-то и нужно приступать. Убедитесь, что вы перенастроили аппарат на AC. Перед началом работы я надеваю перчатки, так как будет довольно жарко. Еще одна очень важная деталь. Очки 1.75 диоптрий.
Мы настроим аппарат на ток DC+. Зажжем сварочную дугу. Появится шарик. И тогда-то и нужно приступать. Убедитесь, что вы перенастроили аппарат на AC. Перед началом работы я надеваю перчатки, так как будет довольно жарко. Еще одна очень важная деталь. Очки 1.75 диоптрий.
Электрод выступает на чуть больше, чем полсантиметра. Я зажигаю дугу не больше чем на две секунды. После чего на конце электрода у меня будет шарик. Итак, замечательно. На конце электрода у нас шарик. С этим шариком на конце электрода мы будем варить алюминий AC сваркой. Убедитесь в том, что вы настроили аппарат на AC.
Я обычно работаю при расходе 8-10 литров аргона в минуту почти со всеми материалами, включая и алюминий. Алюминий тяжело варить потому что на нем всегда есть слой оксидов. Как бы вы его не чистили, на нем всегда будет оставаться тонкая мембрана, которая плавится при 2000 градусов Цельсия. Сам же металл плавится при 650 градусов Цельсия. Это – физическая сторона дела.
Я работаю сварочным аппаратом, оснащенной технологией, которая позволяет очищать металл в процессе сварки. Дуга выполняет это за вас. И все же я рекомендую протирать металл ацетоном или любым растворителем, который вам нравится. Удалите все масла – сварочный аппарат вам в этом не помощник.
Дуга выполняет это за вас. И все же я рекомендую протирать металл ацетоном или любым растворителем, который вам нравится. Удалите все масла – сварочный аппарат вам в этом не помощник.
Сейчас мы начнем. Я покажу, как варить. И вот что у нас получится – надеюсь, вы тоже это увидите. Я зажгу дугу, и она очистит металл, удалит оксиды. Я дам вам на все это посмотреть. Потом у нас образуется сварочная ванна. Очень важно не начинать добавлять присадочный материал слишком быстро. Смотрите на ванну, думайте о ней. Добавляйте присадочный материал тогда, когда будет нужно. Если вы поторопитесь или же сварка будет загрязнять металл, и положение будет только ухудшаться. Я покажу вам два примера.
Первый – чистая сварка, без загрязнений и огрехов. Затем я загрязню вольфрам и вы увидите, к чему это приведет.
Зажигаю дугу. Очищаю поверхность, вы можете видеть, как удаляются оксиды. У меня образуется небольшая ванночка. Сварка идет чисто. Нужно добавить немного присадочного материала.
Теперь, когда мы закончили варить, я хочу, чтобы вы обратили внимания на угол наклона горелки. Она слегка наклонена. Мне хотелось бы, чтобы вы варили под самым лучшим углом из всех возможных. Самый лучший угол здесь – это прямой угол. Он позволяет получать симметричную ванну. И позволяет добавлять присадочный материал под практически любым углом. Проблема же состоит в том, что с таким углом вы не можете видеть процесс сварки. Поэтому, для того, чтобы вы видели ванну, нужно наклонить горелку примерно на 15 градусов. По мере того, как вы будете уставать, вы можете обнаружить, что горелка опускается до 30 градусов.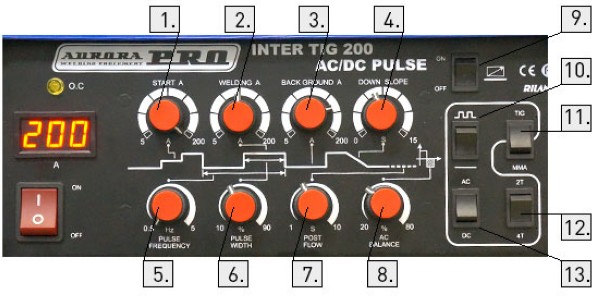
Я зажигаю дугу. Поначалу это будет отличной сваркой. Я очищу поверхность от оксидов, сделаю ванну. Слегка касаемся. Вот, у меня получилось. Вольфрам начинает загрязняться. Когда это происходит, сварка идет с помехами, вольфрам не работает, как следует. Словом, сварки просто не получается. Лучше всего будет просто закончить сварку. В случае подобных проблем вам следует очистить вольфрамовый электрод. Надеюсь, вы не окажетесь в подобной ситуации.
Вот и все на этот раз. Спасибо за внимание. Я мистер ТИГ.
Установка сварочная ПТК МАСТЕР TIG 200P AC/DC D92
Установка ПТК МАСТЕР TIG 200P AC/DC D92 предназначена для аргонодуговой сварки неплавящимся электродом при постоянном токе (DС) и переменном токе (AC). При использовании импульсного режима Pulse аппарат может производить сварку в инертных газах изделий с малыми толщинами. Необходимые настройки аппарата позволяют добиваться высокого качества сварки углеродистых и высоколегированных сталей, алюминия, меди, цинка и других цветных металлов и их сплавов.
При использовании импульсного режима Pulse аппарат может производить сварку в инертных газах изделий с малыми толщинами. Необходимые настройки аппарата позволяют добиваться высокого качества сварки углеродистых и высоколегированных сталей, алюминия, меди, цинка и других цветных металлов и их сплавов.
Управление аппаратом Мастер TIG 200 P AC/DC D92 ПТК упрощается за счёт использования циклограммы, расположенной на лицевой панели.
Особенности:
- Сварка алюминия и его сплавов на переменном токе AC
- Сварка нержавейки, меди, латуни, стали на постоянном токе DC
- Бескотактный поджиг дуги
- Регулировка времени подачи газа перед началом сварки и после неё. Функция призвана защищать свариваемый шов от окисления, что особенно важно для получения качественного шва.
- Настройка параметров стартового тока и времени его нарастания до пикового значения позволяют во время сварки аккуратно и плавно зажигать дугу. Это позволяет с большой точностью устанавливать горелку в начальное место формирования сварного шва, избегая ошибочных движений горелкой, которые приводят к дефектам на шве.
- Настройки времени снижения тока и тока заварки кратера позволяют успешно закончить сварку шва, заваривая кратер, появление которого является серьёзным дефектом, приводящим к разрушению шва.
- Дополнительная функция ручной дуговой сварки MMA, где применяются электроды диаметром от 1,5 до 5,0.
- В режиме MMA возможна настройка горячего старта и форсажа дуги. HOT START позволит с легкостью поджигать сварочный электрод за счёт кратковременного повышения сварочного тока в начале сварки. ARC FORCE улучшает стабильность горения электрода, существенно сокращает вероятность непреднамеренного обрыва дуги.
- Цифровая индикация отображения сварочных параметров.
- Автоматическая защита от перегрева.
- Гарантия на аппарат 2 года.

Технические характеристики:
Напряжение питающей сети, Вольт: 220±10%
Потребляемая мощность TIG, кВт: 4,5
Потребляемая мощность MMA, кВт: 5
Диапазон регулировки тока TIG, Aмпер: 10 — 200
Диапазон регулировки тока MMA, Aмпер: 10 — 170
Рабочее напряжение TIG, Вольт: 1 — 24
Частота импульсов, Гц: 0,5 — 200
Частота переменного сварочного тока, Гц: 20 — 250
Стартовый ток, Ампер: 10 — 200
Ток заварки кратера, Ампер: 10 — 200
Базовый ток импульса, Ампер: 5 — 200
Пиковый ток импульса, Ампер: 5 — 200
Время снижения тока, сек: 0 — 15
Время нарастания тока, сек: 0 — 15
Постпродувка газа, сек: 1 — 15
Баланс импульса, %: 10 — 90
Напряжение холостого хода TIG, Вольт: 56
Напряжение холостого хода MMA, Вольт: 60
Способ возбуждения дуги TIG: Бесконтактный
Коэффициент мощности: 0,7
Продолжительность включения ПВ, %: 60
КПД, %: 80
Диаметр электрода TIG, мм: 1 — 4
Диаметр электрода MMA, мм: 1,5 — 5,0
Класс изоляции:: F
Класс защиты: IP21
Габаритные размеры, мм: 470х270х470
Вес, кг: 14
Комплектация:
1) Инверторный аппарат аргонодуговой сварки
2) Аргонодуговая горелка TIG 26, длина 4 метра
3) ЗИП и комплектующие горелки TIG 26
4) Клемма заземления с кабелем на 300 Ампер, длина 3 метра
5) Электрододержатель с кабелем на 300 Ампер, длина 3 метра
6) Паспорт и руководство пользователя
7) Гарантийный талон (гарантия 2 года)
TIG сварка, 6 полезных советов
По своей природе, TIG сварка довольно медленный процесс, однако в то же время очень универсальный. Он может быть использован для сварки намного большего количества металлов, чем любой другой из существующих процессов сварки, этот тип сварки также идеально подходит для работы с материалами небольшой толщины. При правильном использовании и следовании правилам, TIG сварка позволяет добиваться высочайшего качества шва. Однако, для достижения впечатляющих результатов требуется много знаний, практики и терпения. К счастью, существуют несколько советов, способных значительно повысить качество и скорость, а значит и эффективность процесса.
Он может быть использован для сварки намного большего количества металлов, чем любой другой из существующих процессов сварки, этот тип сварки также идеально подходит для работы с материалами небольшой толщины. При правильном использовании и следовании правилам, TIG сварка позволяет добиваться высочайшего качества шва. Однако, для достижения впечатляющих результатов требуется много знаний, практики и терпения. К счастью, существуют несколько советов, способных значительно повысить качество и скорость, а значит и эффективность процесса.
1. Используйте инвертор в качестве источника тока
Это первый и самый важный шаг на пути к достижению высокой эффективности работы. Инвертор преобразует переменный ток из сети в постоянный со значительным повышением его частоты, что обеспечивает результат в виде мягкой и более устойчивой дуги, а также повышении стабильности сварки. Инверторы имеют возможность регулировки частоты тока, это позволяет точно фокусировать дугу, шов получается более тонким и аккуратным, зона температурного воздействия значительно уменьшается. Данная настройка позволяет расходовать меньше присадочного материала и достигать более высокой скорости работы. Уменьшение зоны термического воздействия снижает вероятность возникновения прожигов, а значит помогает избежать дополнительной работы по устранению дефектов. Еще одна полезная настройка инверторов — управление балансом, она особенно важна при работе с алюминием. Эта настройка позволяет усилить очистку алюминия от оксидной пленки либо обеспечить более глубокий провар и повышенную скорость сварки. Промежуточные положения регулятора управления балансом позволяют комбинировать указанные эффекты в определенной пропорции.
Данная настройка позволяет расходовать меньше присадочного материала и достигать более высокой скорости работы. Уменьшение зоны термического воздействия снижает вероятность возникновения прожигов, а значит помогает избежать дополнительной работы по устранению дефектов. Еще одна полезная настройка инверторов — управление балансом, она особенно важна при работе с алюминием. Эта настройка позволяет усилить очистку алюминия от оксидной пленки либо обеспечить более глубокий провар и повышенную скорость сварки. Промежуточные положения регулятора управления балансом позволяют комбинировать указанные эффекты в определенной пропорции.
2. Выберите правильную горелку
Важно запомнить: правильный выбор TIG горелки можно сделать только с учетом особенностей производимых работ. Еще один важнейший критерий выбора — хорошая изоляция, во-первых это гарантия защиты от поражения током, во-вторых увеличенный срок эксплуатации горелки. Для начала следует определиться с необходимым типом охлаждения. Модели с воздушным охлаждением предназначены для работы на небольших токах (до 200А) для сварки металла небольшой толщины. Горелки с водяным охлаждением рассчитаны для сварки на больших токах, данный тип охлаждения позволяет эффективно справляться с перегревом, не останавливать работу для остывания горелки, а значит и повысить скорость выполнения сварки.
Модели с воздушным охлаждением предназначены для работы на небольших токах (до 200А) для сварки металла небольшой толщины. Горелки с водяным охлаждением рассчитаны для сварки на больших токах, данный тип охлаждения позволяет эффективно справляться с перегревом, не останавливать работу для остывания горелки, а значит и повысить скорость выполнения сварки.
Следующий момент — углы и степень доступности области сварки. Часто свариваемые детали имеют сложную геометрическую форму, затрудняющую размещение горелки в необходимом месте, что приводит к большим потерям времени из-за необходимости проведения работ в неудобном положении. Для решения таких проблем существуют модели горелок с гибким гусаком, они позволяют облегчить проникновение в труднодоступные места или работу в самых неудобных позициях. Также существуют горелки с модульной конструкцией, которая позволяет устанавливать гибкие гусаки и головки с разными углами наклона. Такие горелки позволяют производить настройку под любые работы без необходимости отключения и смены самой горелки, а это экономия времени.
3. Попробуйте газовую линзу
Газовая линза обеспечивает отличную защиту сварочной ванны от проникновения кислорода, что позволяет избежать возникновения ряда дефектов сварочного шва. Причем степень защиты не меняется при изменении угла наклона горелки. Это свойство позволяет особенно повысить эффективность при сварке легко вступающих в реакцию с атмосферными газами сплавов.
Еще одна особенность работы с газовыми линзами — вольфрамовый электрод может выступать из сопла на большее расстояние, чем при использовании стандартного сопла. Это обеспечивает лучшую видимость сварочной ванны и дуги, лучший контроль над горелкой. Однако, многие сварщики отмечают сложность работы с газовой линзой в узких местах, так как ее размер больше размера обычного керамического сопла. Газовые линзы могут использоваться с любым типом горелок.
4. Меньше — лучше
Шов чрезмерного сечения — результат неэффективной работы. Излишнее сечение шва возникает при помещении в него большего, чем нужно количества металла. Это может стать результатом недостаточной подготовки к началу работ, неверного выставления параметров аппарата или простого заблуждения «больше металла — лучше шов».
Это может стать результатом недостаточной подготовки к началу работ, неверного выставления параметров аппарата или простого заблуждения «больше металла — лучше шов».
Почему следует избегать наложения швов излишнего сечения: это позволит сэкономить присадочный материал, подаваемый в область сварки; это уменьшит зону термического воздействия на металл детали; это уменьшит вероятность необходимости шлифования шва.
Используйте присадочные прутки правильного диаметра, пруток не должен превышать толщину наибольшей из свариваемых деталей. Например, при сварке металлических пластин с толщинами 1,6 и 2,0 мм максимальный диаметр присадочного прутка будет 2,0мм. Проведение хорошей подготовительной работы перед сваркой также может облегчить задачу: неплохой идеей по избеганию формирования швов с излишним сечением может стать работа в вертикальном положении сверху вниз при сварке тонких материалов.
5. Очистка свариваемого материала
Чистота поверхности свариваемого материала – залог красивых и ровных швов.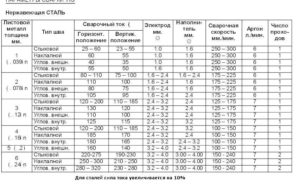 Ни один другой способ сварки не требует такого щепетильного отношения к очистке металла перед проведением сварочных работ. Для очистки нержавеющей стали и алюминия следует использовать щетки со щетиной из нержавеющей стали. Важно для каждого металла иметь отдельную щетку, например, ни в коем случае нельзя чистить алюминий и нержавейку щеткой, которой ранее счищалась ржавчина со стали. Важно запомнить: чем тщательнее зачищается металл перед сваркой, тем лучшим будет конечный результат.
Ни один другой способ сварки не требует такого щепетильного отношения к очистке металла перед проведением сварочных работ. Для очистки нержавеющей стали и алюминия следует использовать щетки со щетиной из нержавеющей стали. Важно для каждого металла иметь отдельную щетку, например, ни в коем случае нельзя чистить алюминий и нержавейку щеткой, которой ранее счищалась ржавчина со стали. Важно запомнить: чем тщательнее зачищается металл перед сваркой, тем лучшим будет конечный результат.
6. Вольфрамовый электрод
Тип вольфрамового электрода зависит от источника тока и свариваемого материала. Некоторые сварщики используют электроды для постоянного тока (например красные) при сварке алюминия, это неверно, для получения качественного шва следует использовать электрод соответствующий типу тока. Для облегчения розжига дуги и ее лучшей фокусировки рекомендуется затачивать вольфрамовые электроды, заточенный конус электрода не должен по длине превышать 2,5 диаметра самого электрода. Особенно важно сделать тонкую заточку электрода при сварке тонких материалов, это позволяет добиваться очень хорошей фокусировки сварочной дуги и избегать деформации металла из-за чрезмерного температурного воздействия.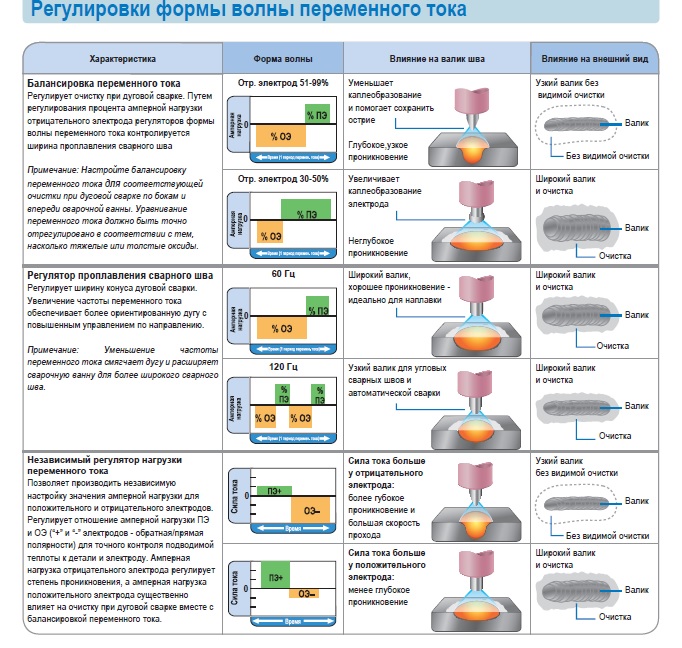 Для сварки тонких материалов не рекомендуется использовать электрод со скругленным концом. Важно: заточка содержащих торий (как правило красных) электродов может быть небезопасной, вдыхание пыли с содержанием тория может нанести вред здоровью людей, обязательно соблюдайте соответствующие инструкции по безопасности. Что касается цвета вольфрамового электрода — многие сварщики годами используют один и тот же электрод просто по привычке, хотя у каждого типа электрода есть альтернативы, попробуйте подходящие под ваш ток и материалы электрод другого цвета, есть вероятность, что при использовании другого электрода эффективность работы повысится.
Для сварки тонких материалов не рекомендуется использовать электрод со скругленным концом. Важно: заточка содержащих торий (как правило красных) электродов может быть небезопасной, вдыхание пыли с содержанием тория может нанести вред здоровью людей, обязательно соблюдайте соответствующие инструкции по безопасности. Что касается цвета вольфрамового электрода — многие сварщики годами используют один и тот же электрод просто по привычке, хотя у каждого типа электрода есть альтернативы, попробуйте подходящие под ваш ток и материалы электрод другого цвета, есть вероятность, что при использовании другого электрода эффективность работы повысится.
Если вам необходима консультация по выбору TIG аппарата, горелки, вольфрамовых электродов, расходников — просто свяжитесь с нами, команда консультантов магазина Земля Сварщиков ответит на все интересующие вопросы.
Установка для сварки TIG | МиллерВелдс
Как настроить сварочный аппарат TIG?
Полное описание процедур безопасности, настройки и установки см. в руководстве пользователя. На следующей схеме и в инструкциях показана типичная система сварки TIG и соединения.
в руководстве пользователя. На следующей схеме и в инструкциях показана типичная система сварки TIG и соединения.
[Видео YouTube]
1. Подключите горелку
.При использовании резака с воздушным охлаждением используйте адаптер из комплекта принадлежностей и подключите резак к передней панели аппарата.Также подключите газовый шланг и регулятор.
2. Подключите пульт дистанционного управления
.Подключите ножную педаль или сенсорное управление к машине.
3. Подсоедините рабочий зажим
.Подключите рабочий зажим (иногда называемый зажимом заземления) к станку. Прикрепите другой конец к заготовке или рабочему столу.
4. Выберите полярность
. Для сварки алюминия переключите настройку силы тока на передней панели на переменный ток.Для сварки стали и стальных сплавов переключите настройку силы тока на DCEN. (Для сварки стержнем переключите настройку силы тока на DCEP. )
)
5. Подготовьте вольфрам
.Измельчить вольфрам до точки. При сварке алюминия вольфрам начнет образовывать шарик. Если шарик вырастет до того же диаметра, что и ваш вольфрам, перенаправьте вольфрам. Заточите в длинном направлении и сделайте острие примерно в 2-1/2 раза длиннее диаметра.
Используйте шлифовальный круг с зернистостью 200 или мельче.Не используйте круг для других работ, иначе вольфрам может загрязниться, что приведет к ухудшению качества сварки.
6. Соберите горелку
.Ослабьте заднюю крышку и извлеките вольфрамовый электрод диаметром 3/32 дюйма из горелки. Снимите с горелки сопло и медные цанговые элементы. Вставьте цангу и корпус цангового патрона обратно в резак и затяните. Установите сопло обратно на резак.
7. Установите вольфрам
Поместите вольфрам в цангу.Оставьте примерно от 1/8 до 1/4 дюйма, выступающих из цанги (не более диаметра чашки).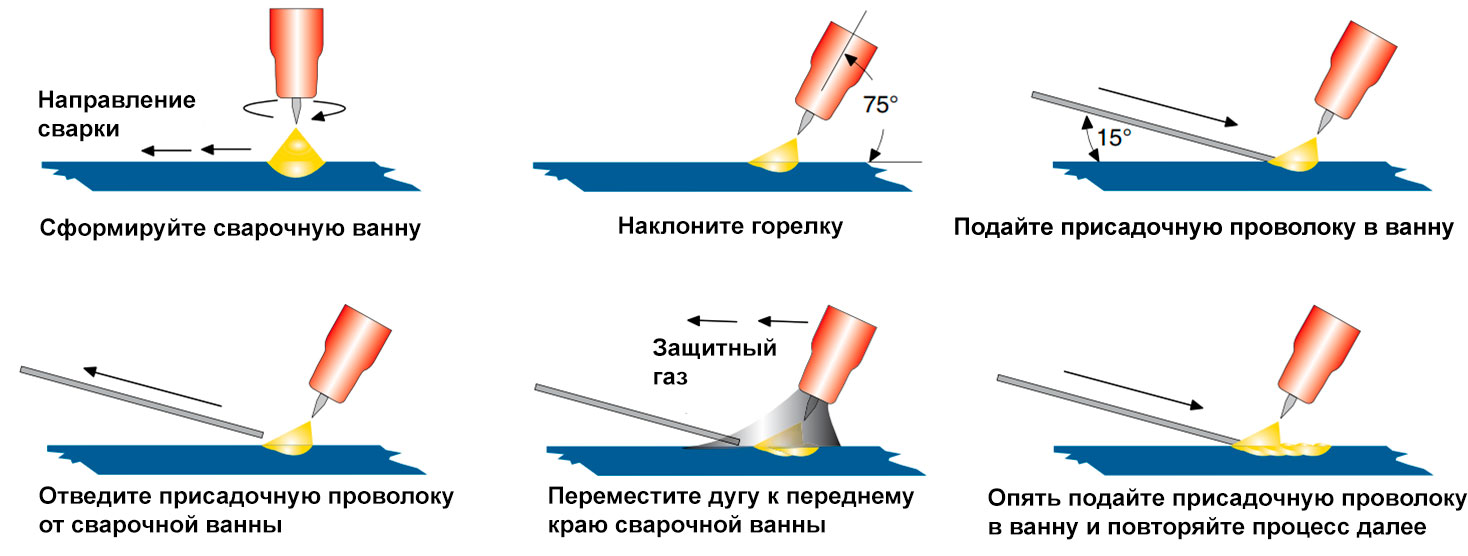 Затяните заднюю крышку.
Затяните заднюю крышку.
8. Проверьте и подключите питание
| Убедитесь, что источник питания, к которому вы подключаетесь, соответствует номинальным характеристикам вашего устройства (см. паспортную табличку на устройстве). Если ваш аппарат поставляется с вилкой, вставьте ее в соответствующую розетку, когда будете готовы начать сварку. Возможно, вам придется приобрести вилку, соответствующую вашей розетке. Если ваша машина не поставляется с вилкой, подключите ее в соответствии с процедурой, описанной в руководстве пользователя. |
Настройки частоты переменного тока: сварка алюминия TIG
Стенограмма видео:
Настройки частоты переменного тока: сварка алюминия TIG
Сегодня я сварил алюминий методом TIG и сравниваю частоту переменного тока. Я сравню 50 герц с 250 герц. У меня есть алюминиевая трубка, восьмидюймовая алюминиевая трубка, стенка O-70.Толщина чуть меньше, чуть меньше двух миллиметров. Я настрою его на позиционер и сравню проникновение, одинаковую силу тока, 50 Гц, 250 Гц. Давай сделаем это.
Я сравню 50 герц с 250 герц. У меня есть алюминиевая трубка, восьмидюймовая алюминиевая трубка, стенка O-70.Толщина чуть меньше, чуть меньше двух миллиметров. Я настрою его на позиционер и сравню проникновение, одинаковую силу тока, 50 Гц, 250 Гц. Давай сделаем это.
Я использую аэрозольный очиститель [dynaflux 00:00:38] для алюминия и немного Scotch Brite, чтобы очистить все это перед сваркой. Я нанесу на него несколько строк с помощью обтекателя и писца. Затем я установлю скорость позиционера, и то, как я это делаю, это просто грязный кусок ленты, как этот, и я добавляю туда шаг в одну восьмую дюйма, а затем я просто как бы считаю, «Тысяча один, тысяча два, тысяча три», одна восьмая дюйма в секунду каждый раз доставит меня на стадион.Иногда мне нужно двигаться немного быстрее, иногда немного медленнее. Но это выводит меня на поле.
Эта машина будет работать от 20 до 250 герц на частоте переменного тока. Я оставлю баланс переменного тока в покое и установим частоту на 50 герц для первого запуска. Там можно услышать низкий гул.
Там можно услышать низкий гул.
Это проникает насквозь. Вы можете как бы наблюдать, если вы действительно смотрите, вы можете видеть, как лужа сливается каждый раз, когда я вытираю граба. И тогда вы можете посмотреть обратную сторону этого здесь.У меня там камера направлена. И он установлен на 90 ампер. Опять же толщина материала около 70 тысячных, чуть меньше двух миллиметров. И этого достаточно, чтобы получить довольно стабильное проникновение. Итак, на частоте 50 герц он получает постоянное проникновение.
Хорошо, обратите внимание на вот эту маленькую царапину. Я собираюсь показать это снова через некоторое время, немного увеличенное. Я собираюсь снова показать сторону проникновения, когда я нагреваю металл здесь, когда впервые зажигаю его.Это занимает секунду, потому что все остыло, а в кратере есть массивный сварной шов. И вот оно теперь расплавлено, и вот я двигаюсь, и я собираюсь пройти через эту царапину, и мы видим, что она просто толкает ее вниз, как будто это была какая-то корка или что-то в этом роде.
Кроме того, вы заметили немного оранжевого оттенка прямо перед лужей. Алюминий не меняет цвет, когда нагревается, но это дуга, пытающаяся немного просвечивать лужу.
Хорошо, вы это видели? Ты это видел? Это было довольно безумно. Эта царапина, если бы это была сталь или нержавеющая сталь, когда расплавленная лужа прошла бы через нее, она бы полностью поглотила царапину и расплавила ее, а это не произошло. Он просто толкнул его вниз, как будто это был слой кожура или что-то в этом роде. Это интересно. Что мы можем извлечь из этого? Я еще не знаю. Давайте продолжим.
Давайте разгоним здесь до 250 герц, до максимальной частоты. Больше ничего менять не буду.И мы увидим, что произойдет.
Ну, шум изменился, это точно. Нам приходится мириться с гораздо более раздражающим звуком, но там бусинки сужаются, но не проникают. Он просто лежит на поверхности. Я покажу его обратную сторону через секунду. Но вы знаете, помимо разницы в звуке, если бы я увеличил силу тока здесь, я уверен, что я мог бы пробить еще добрых 10 или 15 ампер. Но совершенно не проникает. Вы заметите с левой стороны, вы заметите небольшую туманную область под проникновением, которое действительно произошло ранее.Эта маленькая туманная область просто даже не проглядывается.
Но совершенно не проникает. Вы заметите с левой стороны, вы заметите небольшую туманную область под проникновением, которое действительно произошло ранее.Эта маленькая туманная область просто даже не проглядывается.
Вот две бусины, 250 герц, 50 герц.
А вот и пробитие на 50 герцах. А на 250 герцах нет пробития.
Итак, мы увидели, что 50 герц имеют большее проникновение, чем 250 герц. Вроде 250 герц не получил. Поэтому мы чем-то пожертвовали. Где-то потерялась энергия, когда я увеличил частоту до 250 герц. Ну, как это поможет узнать это? Что ж, сварю сегодня 200-амперным аппаратом.У многих людей есть машины на 200 ампер, и иногда вы получаете работу с алюминием, и это самое лучшее, что может сделать эта машина. Если вы знаете, что вы получите больше тепла, понизив частоту, на этих конкретных работах, это все, на что способна ваша машина, вам будет лучше понизить эту частоту до 50, может быть, даже до 40. эту часть и сохраните эти высокочастотные приложения для тонких материалов или там, где вы действительно хотите точно определить тепло и получить действительно узкую алюминиевую бусину.
Во многих случаях, если честно, во многих случаях частота либо имеет незначительное значение, либо вообще не имеет значения. Вы можете компенсировать это другими способами. Так что я просто пытаюсь добавить к разговору здесь. Я учусь каждый день, и я надеюсь, что вы тоже. Увидимся в следующий раз.
Если вы подождете еще несколько секунд, у меня есть короткое видео о наборе укороченных газовых линз, которые я использовал в этом видео. Стандартные чашки, подобные этой, работают нормально, пока вам не придется выдвигать электрод примерно на три восьмых дюйма.Здесь я удлинил его на семь шестнадцатых дюйма на 20 кубических футов в час. Это немного дальше, чем он хочет. Вещи липкие, они окисляются, становятся серыми, и это действительно не то, что вы хотите видеть на нержавеющей стали. Это как бы лишает удовольствия сварку. Кроме того, это может быть проблема с коррозионной стойкостью.
Итак, сейчас я заменю стандартную чашу здесь на короткую газовую линзу, все еще номер шесть, и я выдвину электрод на добрых полдюйма, и мы посмотрим, что из этого получится. Намного лучше. Это больше похоже на то, что вы хотите видеть. Конечно, всегда полезно держать горячий конец этого наполнительного стержня защищенным аргоном. Но если у вас есть горелка 17, 18 или 26, и вам нравится идея уменьшить ее общий размер, получить хорошее покрытие газа и возможность удлинить электрод, вы можете узнать больше на WeldMonger.com. Спасибо за просмотр. Увидимся в следующий раз.
Намного лучше. Это больше похоже на то, что вы хотите видеть. Конечно, всегда полезно держать горячий конец этого наполнительного стержня защищенным аргоном. Но если у вас есть горелка 17, 18 или 26, и вам нравится идея уменьшить ее общий размер, получить хорошее покрытие газа и возможность удлинить электрод, вы можете узнать больше на WeldMonger.com. Спасибо за просмотр. Увидимся в следующий раз.
RAZOR™ 200 AC/DC: Руководство по настройке сварки TIG на переменном токе
Добрый день и добро пожаловать обратно в UNIMIG.Сегодня я собираюсь показать вам, как настроить RAZOR 200 AC/DC для сварки алюминия методом TIG на переменном токе.
Обратите внимание, что поначалу эта машина может показаться довольно сложной и требует времени, чтобы к ней привыкнуть. Тем не менее, это руководство даст вам более полное представление об особенностях этой машины и о том, как она работает.
Сегодня мы будем использовать наши предпочтительные настройки для переменного тока для алюминия толщиной 2 мм, а также дадим вам основное руководство по сварке алюминия другой толщины.
Во-первых, давайте подключим нашу машину к нашей вилке на 15 ампер в розетку и организуем подходящие средства индивидуальной защиты.
Шаг 1: Полярность
Мы собираемся начать с AC Tig, поэтому наш провод заземления подключается к положительному разъему для монтажа на панели, наша горелка подключается к отрицательному разъему для монтажа на панели, наша вилка амфенола подключается к нашему разъему амфенола, а наш газовый шланг подключается к разъему. подключение газа на передней панели нашей машины.
Шаг 2: подключение газа
Пришло время подсоединить наш газовый шланг к входному отверстию для газа на задней панели машины. Если вы используете обычный газовый шланг, убедитесь, что вы его плотно обжали.с помощью шлангового хомута. Далее вам нужно будет вставить хвост регулятора в другой конец газового шланга, снова обжав его с помощью хомута. Это регулятор расходомера, который мы используем, теперь мы подключаем регулятор расходомера к газовому баллону и затягиваем с помощью гаечного ключа.
Далее вам нужно будет вставить хвост регулятора в другой конец газового шланга, снова обжав его с помощью хомута. Это регулятор расходомера, который мы используем, теперь мы подключаем регулятор расходомера к газовому баллону и затягиваем с помощью гаечного ключа.
Это чистый аргон, идеально подходящий для сварки алюминия методом TIG. Следующим шагом является присоединение другого конца газового шланга к регулятору и еще раз затяните гаечным ключом.
Шаг 3: базовая настройка
Для начала убедитесь, что ваш селекторный переключатель повернут в положение AC.Затем вы можете выбрать между 2t, 4t или спот. 2T означает, что вам нужно удерживать кнопку нажатой во время сварки, 4t означает, что после нажатия на кнопку дуга будет продолжаться сама по себе до тех пор, пока кнопка не будет нажата снова. И, наконец, пятно, которое даст вам последовательные и равномерные галсы. Мы будем использовать 2t для этой демонстрации.
Шаг 4: Параметры цикла сварки
Теперь мы подробно рассмотрим каждую настройку для переменного тока, а также настройку в соответствии с нашими предпочтениями для сварки TIG алюминия толщиной 2 мм. Одна из причин, по которой вы должны использовать импульс переменного тока вместо импульса переменного тока, заключается в том, чтобы получить более глубокое проникновение в более толстые материалы, обычно увеличивая на 30 ампер на каждый миллиметр.
Одна из причин, по которой вы должны использовать импульс переменного тока вместо импульса переменного тока, заключается в том, чтобы получить более глубокое проникновение в более толстые материалы, обычно увеличивая на 30 ампер на каждый миллиметр.
Часть 1: предварительный газ
Предварительный газ — это газ, который защищает область и вольфрам перед сваркой, поэтому начало сварки не подвергается воздействию атмосферы. Если вы включаете его перед подачей газа, больше газа выходит в течение более длительного периода времени, а если вы уменьшаете его, он вытекает в течение меньшего периода времени.
Часть 2: Пусковая сила тока
Пусковые токи допускают запуск при более низкой или более высокой силе тока.Если вы увеличите его, дуга зажжется при более высокой силе тока, что лучше всего подходит для более толстых материалов, а если вы уменьшите ее, она запустится при более низкой температуре, что лучше всего подходит для более тонких материалов.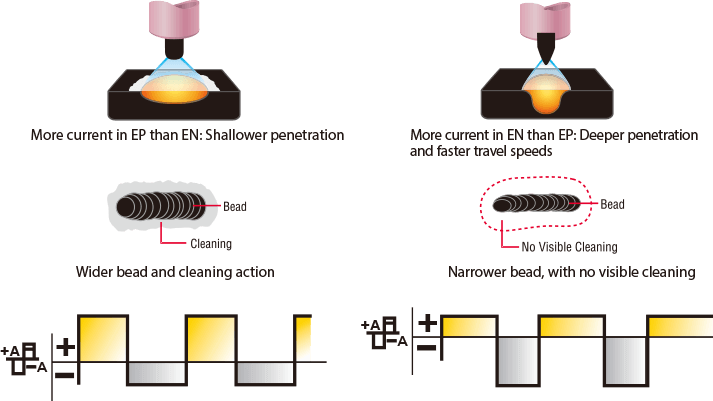
Часть 3: Подъем
Upslope определяет время между пусковым током и пиковым током. Если вы включите его, это увеличит время, необходимое усилителям для подъема к пиковым значениям, это подходит для более тонких материалов, чтобы свести к минимуму выгорание краев, и если вы уменьшите его, это уменьшит время для усилителей. чтобы подняться до пиковых усилителей, которые подходят для более толстых материалов.
Часть 4: Пиковая сила тока
Пиковый ток — это сила тока, при которой вы будете выполнять сварку сразу после того, как ток поднимется от начального тока. Если вы увеличите его, то усилители будут выше, а если вы уменьшите, ваши усилители будут ниже.
Часть 5: Гц переменного тока
герц переменного тока — это количество раз в секунду, когда ток совершает полный цикл. Если вы уменьшите его, скорость цикла увеличится, и сварной шов будет выглядеть тоньше, поскольку дуга будет более сфокусирована, а если вы уменьшите его, скорость цикла уменьшится, что сделает сварной шов более толстым, поскольку дуга более широкая. .
.
Часть 6: Баланс переменного тока
Баланс переменного тока настраивается автоматически после установки параметров, однако вы можете точно настроить его с помощью функции баланса переменного тока. Если вы установите его выше 0, вы увеличите очищающее действие, которое создаст более чистый сварной шов, но с немного меньшим проплавлением, если вы установите его ниже 0, это приведет к меньшему очищающему действию с немного большим проникновением.
Часть 7: Спуск
Downslope определяет время между пиковыми и финишными токами.Это сужает дугу, чтобы предотвратить образование кратеров и трещин в конце сварного шва.
Часть 8: Финишные усилители
Финишные токи — это конечные токи, до которых доходит дуга после того, как токи уменьшились до того, как дуга погаснет. Если вы увеличите его, это будет более горячая отделка, подходящая для более толстых материалов, а если вы уменьшите ее, будет более холодная отделка, подходящая для более тонких материалов.
Часть 9: Постгаз
Постгаз — это газ, который течет в течение заданного времени после выключения дуги для защиты и охлаждения вольфрама, а также сварного шва.Если вы увеличите его, он течет дольше, уменьшая поры и кратеры и охлаждая вольфрам, а если вы поворачиваете его вниз, он течет в течение более короткого периода времени, подходящего для более тонких сварных швов.
Часть 10: Настройка горелки
Для настройки резака t2, который поставляется вместе со станком, вам потребуются эти расходные материалы. Прокладка головки, изолятор зоны нагрева, газовая линза и цанга, задняя крышка, кожух и вольфрам, о которых мы поговорим подробнее в следующем разделе. Чтобы установить их на горелку T2, вам нужно надеть прокладку головки, привинтить изолятор зоны нагрева, вставить газовую линзу и цангу, завинтить заднюю крышку, вставить вольфрам и надеть кожух
. Вы также можете настройте удаленный режим для использования с дополнительным ножным управлением или управлением горелкой. Для этого удерживайте кнопку в течение 5 секунд или до тех пор, пока машина не издаст звуковой сигнал и не загорится зеленый индикатор. Затем вы сможете изменить силу тока с помощью дополнительной ножной педали управления или регулятора силы тока горелки.
Для этого удерживайте кнопку в течение 5 секунд или до тех пор, пока машина не издаст звуковой сигнал и не загорится зеленый индикатор. Затем вы сможете изменить силу тока с помощью дополнительной ножной педали управления или регулятора силы тока горелки.
Часть 11: Вольфрамовый электрод
Во-первых, вам нужно будет выбрать толщину вольфрамового электрода, который вы используете. Мы поставляем 4 типа электродов для этой машины: цериевые электроды с серым наконечником, циркониевые с белым наконечником, E3 с пурпурным наконечником и лантановые электроды с золотым наконечником.Мы будем использовать лантанат с золотым наконечником, так как он более универсален и имеет лучшие характеристики дуги.
Шаг 5: сварка вольфрамовым электродом в среде защитного газа
Теперь, когда вы установили параметры, пришло время включить подачу газа примерно на 8–10 л в минуту и прикрепить зажим заземления к заготовке. Теперь вы готовы к сварке.
Как настроить сварочный аппарат TIG для алюминия и нержавеющей стали?
Если вы приобрели свой первый сварочный аппарат TIG и хотите узнать, как его установить или настроить, то вы обратились по адресу. Настройка сварочного аппарата TIG Welding — непростая задача, так как необходимо выполнить множество настроек. Но не волнуйтесь, это руководство очень поможет вам настроить сварочный аппарат TIG . Кроме того, эта статья также полезна для новичков или новичков, поскольку она проясняет различные концепции процесса TIG сварки . В этой статье мы обсудим, как установить или настроить сварочный аппарат TIG для алюминия и нержавеющей стали.
Настройка сварочного аппарата TIG Welding — непростая задача, так как необходимо выполнить множество настроек. Но не волнуйтесь, это руководство очень поможет вам настроить сварочный аппарат TIG . Кроме того, эта статья также полезна для новичков или новичков, поскольку она проясняет различные концепции процесса TIG сварки . В этой статье мы обсудим, как установить или настроить сварочный аппарат TIG для алюминия и нержавеющей стали.
Также читайте: Лучший сварочный аппарат до 300 долларов США в 2021 году
Как установить сварочный аппарат TIG для алюминия и нержавеющей стали?На рынке доступно множество сварочных аппаратов TIG .Если вы покупаете сварочный аппарат TIG , вам нужно будет собрать его части и настроить все оборудование. Полностью собранная машина может дать наилучшие результаты. Чтобы установить любой сварочный аппарат TIG , , выполните следующие действия: —
Подготовка рабочего места Самый важный шаг в любой процедуре сварки — выбрать область или область, которая идеально подходит для сварки. Использование стола для сварки — отличный выбор, если вы свариваете дома или в магазине.Но было бы лучше, если бы вы уделили особое внимание своим экологическим условиям. В вашем помещении не должно быть много пыли или влаги; если там есть влага или пыль, вам следует принять определенные меры, чтобы уменьшить или уменьшить эти опасные аспекты окружающей среды.
Использование стола для сварки — отличный выбор, если вы свариваете дома или в магазине.Но было бы лучше, если бы вы уделили особое внимание своим экологическим условиям. В вашем помещении не должно быть много пыли или влаги; если там есть влага или пыль, вам следует принять определенные меры, чтобы уменьшить или уменьшить эти опасные аспекты окружающей среды.
Сначала необходимо прикрепить или подсоединить газовый шланг и регулятор к горелке. Затем прикрепите горелку перед сварочным аппаратом.Перед установкой или подключением горелки к сварочному аппарату необходимо подключить адаптер из комплекта насадок.
Читайте также: 6 лучших сварочных аппаратов TIG стоимостью менее 500 долларов США
Подключение пультов дистанционного управления сварочного аппарата После подключения горелки к сварочному аппарату следующим шагом будет подключение параметров управления вашего устройства. Контроллеры, которые чаще всего используются со сварочными аппаратами TIG , представляют собой ножные педали. Ножные педали очень практичны и просты в использовании, а также повышают производительность труда. Хотя управление кончиками пальцев также используется в этих типах устройств, где требуется точность.
Контроллеры, которые чаще всего используются со сварочными аппаратами TIG , представляют собой ножные педали. Ножные педали очень практичны и просты в использовании, а также повышают производительность труда. Хотя управление кончиками пальцев также используется в этих типах устройств, где требуется точность.
Вам потребуется прикрепить зажим заземления или рабочий зажим к сварочному аппарату. Заземляющие зажимы используются в качестве меры безопасности. Он обеспечивает виртуальное заземление для блуждающих токов, защищая работника от поражения электрическим током.
Выберите полярность Теперь вам нужно выбрать полярность вашей работы.В основном существует два варианта полярности сварочного аппарата. Первый из них обычно называется Сварка TIG с положительной полярностью. Обычно используется для большинства сварочных процессов, выполняемых с помощью сварочного аппарата TIG . Напротив, отрицательная полярность является вторым типом полярности в сварочном аппарате TIG. Как правило, для этого типа работ используется источник питания переменного тока.
Напротив, отрицательная полярность является вторым типом полярности в сварочном аппарате TIG. Как правило, для этого типа работ используется источник питания переменного тока.
Следующим вашим шагом будет подготовка или заточка вольфрама.Заточка вольфрама более важна, если вы собираетесь сваривать алюминий или нержавеющую сталь, так как алюминиевые брызги образуют шарик на вольфраме, и вам нужно будет улучшить или заточить вольфрам для дальнейшей работы.
Сборка горелки на манипуляторе Чтобы правильно прикрепить горелку, отстегните или ослабьте заднюю крышку и снимите вольфрамовую вставку примерно на 3/32 дюйма в диаметре с горелки. Затем вам нужно будет отсоединить сопло и медную цангу или ленточный элемент горелки в сварочном аппарате.После размещения или установки вольфрама вам необходимо вставить и затянуть ленту. Затем, наконец, поместите сопло обратно на горелку.
Сначала следует убедиться, что номинальные входные параметры машины соответствуют напряжению питания розетки. Если розетки не соответствуют входному номиналу машины, вам нужно будет купить отдельные адаптеры для входного конца.
Вам также может понравиться-
Как настроить сварочный аппарат TIG для алюминия и нержавеющей стали
Если вы только что купили свой первый сварочный аппарат TIG и хотите узнать, как его настроить, то вы обратились по адресу.Настройка аппарата для сварки TIG — непростая задача, так как для этого необходимо выполнить несколько настроек. Но не волнуйтесь, мое пошаговое руководство поможет вам настроить сварочный аппарат. Эта статья может стать вашим полным руководством по размещению сварочного аппарата TIG в вашем магазине или гараже.
Кроме того, эта статья будет полезна и новичкам, поскольку она прояснит многие понятия, касающиеся процедуры сварки TIG, и очень поможет им в начале их карьеры.
TIG означает сварку вольфрамовым электродом в среде инертного газа.Этот метод сварки использует вольфрамовый электрод для сварки материалов. Преимущество вольфрамового электрода в том, что он нерасходуемый. Таким образом, сварочный аппарат TIG достаточно долго прослужит в вашем цеху и поможет вам в сварке.
Для правильной работы процесса сварки TIG требуется присадочный металл. Присадочный металл создает область заполнения между различными металлами, которую можно использовать для создания прочных соединений. Обычно присадочные металлы имеют форму проволоки, которая плавится во время процесса и создает сварные швы.
Как работает сварка TIG?
Процесс сварки TIG представляет собой комбинацию трех элементов: нагрева, защиты и присадочного металла. Процесс сварки TIG требует, чтобы рабочий работал обеими руками. Газ подается от компрессора и защищает сварной шов от агрессивного воздействия окружающей среды.
В первую очередь компрессор подает воздух к сварному шву. После того, как металлы полностью покроются воздухом, можно запускать наш сварочный аппарат. Горелка сварочного аппарата держится над заготовкой так, чтобы она находилась прямо над металлом и не касалась его.Металл постепенно начнет плавиться и образовывать лужу. Затем присадочный металл подается к металлу из второй руки. Присадочный металл создаст прочность и жесткость в соединении.
Сварные швы TIG — одни из самых прочных сварных швов, которые вы когда-либо получали в сварочных работах. Кроме того, выполнение сварки TIG на различных металлах требует большой практики. Так что новичкам следует уделить этому процессу должное внимание, и перед выходом на поле следует много тренироваться.
Как настроить сварочный аппарат TIG? На рынке представлено несколько сварочных аппаратов TIG.Вы можете ознакомиться с моей статьей «Лучшие сварочные аппараты TIG за деньги», чтобы узнать о лучших сварочных аппаратах TIG, доступных на рынке. Если вы покупаете любую машину, вам потребуется собрать ее части и настроить все устройство. Идеально собранная машина может дать наилучшие результаты. Чтобы настроить любой аппарат для сварки TIG, выполните следующие действия.
Если вы покупаете любую машину, вам потребуется собрать ее части и настроить все устройство. Идеально собранная машина может дать наилучшие результаты. Чтобы настроить любой аппарат для сварки TIG, выполните следующие действия.
Самый важный шаг в любом сварочном процессе – выбрать место, идеально подходящее для сварки.Использование сварочного стола — хороший вариант, если вы свариваете дома или в магазине. Вы можете прочитать мою статью «Лучшие сварочные столы», чтобы выбрать один для себя. Но было бы лучше, если бы вы обращали особое внимание на условия окружающей среды. В вашей среде не должно быть слишком много пыли или влаги; если они есть, то вам следует предпринять определенные шаги, чтобы уменьшить эти опасные аспекты окружающей среды.
2. Подключение горелки Сначала необходимо подключить газовый шланг и регулятор к горелке.Затем подключите горелку перед машиной. Перед подключением горелки к машине необходимо подключить адаптер из комплекта принадлежностей.
После подключения резака к машине следующим шагом будет подключение опций управления вашего устройства. Наиболее часто используемыми органами управления на машинах TIG являются ножные педали. Ножные педали просты в использовании и обеспечивают большую производительность в работе. Однако сенсорные контроллеры также используются в устройствах, где требуется точность.
4. Подсоедините рабочий зажимВам потребуется подключить рабочий зажим (также называемый зажимом заземления) к устройству. Зажим заземления используется в целях безопасности. Он обеспечивает виртуальную основу для блуждающих токов, спасая рабочего от поражения электрическим током.
5. Выберите полярность Теперь вам нужно выбрать полярность вашего рабочего задания. Есть два типа вариантов полярности для машины.Сварка TIG на постоянном токе осуществляется с помощью отрицательного электрода горелки и положительного электрода заготовки. Обычно это называется сваркой TIG с положительной полярностью.
Обычно это называется сваркой TIG с положительной полярностью.
Обычно используется для большинства сварочных процессов, выполняемых с помощью сварки TIG. Вы можете использовать электроды E6010 и E6011 с этой полярностью. Полярность постоянного тока может дать вам высокую скорость расплавления электрода и более низкое проникновение. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
С другой стороны, отрицательная полярность противоположна полярности постоянного тока.Теперь вы можете использовать положительный электрод и отрицательную опорную пластину. Для такого рода работ обычно используется источник питания переменного тока.
Короче говоря, вам нужно будет выбрать полярность для работы, которую вы собираетесь выполнять.
6. Подготовить вольфрам к работе . Следующим вашим шагом будет подготовка (другими словами, заточка) вашего вольфрама. Заточка вольфрама более важна, если вы собираетесь сваривать алюминий, так как алюминиевые брызги образуют шарик на вольфраме, и вам нужно будет заточить вольфрам для дальнейшей работы.
Для заточки вам необходимо заточить вольфрам в длинном направлении так, чтобы острие стало размером не более ½ дюйма от полного диаметра. Вы должны использовать шлифовальный круг с зернистостью 200 или мельче. Важно не использовать шлифовальный круг по какой-либо другой причине, так как это загрязнит ваш вольфрам.
7. Сборка горелкиДля правильной сборки горелки ослабьте заднюю крышку и удалите из горелки примерно 3/32″ диаметра вольфрама.Затем вам нужно будет снять сопло и медную цангу вашего факела.
После установки вольфрамовой горелки вам необходимо вставить цангу и корпус цанги обратно в резак и затянуть. Затем, наконец, снова наденьте сопло на горелку.
8. Установка вольфрамаПоместите вольфрам в цангу горелки и оставьте примерно 1/8 на 1/4 дюйма. Он торчал из цанги. Затем затяните крышку.
9.Проверьте и подключите питание Входные параметры машин очень важны. Вы должны сначала проверить, чтобы входные параметры машины соответствовали источнику питания розетки. Если розетки не соответствуют входным характеристикам вашей машины, вам необходимо приобрести отдельные адаптеры для входного конца.
Вы должны сначала проверить, чтобы входные параметры машины соответствовали источнику питания розетки. Если розетки не соответствуют входным характеристикам вашей машины, вам необходимо приобрести отдельные адаптеры для входного конца.
После выполнения всех шагов, упомянутых выше, все готово для создания дуг над заготовками. Сварка TIG — очень сложный процесс, требующий много практики для правильного выполнения.
Однако есть некоторые специальные настройки, которые необходимо настроить для сварки стали и алюминия. Они указаны ниже.
Как выполнять сварку TIG алюминия?
Выполнение сварки TIG алюминия требует различных настроек и конфигураций для адаптации. Сварка алюминия методом TIG может выполняться с использованием двух типов электродов: вольфрамовых и торированных вольфрамовых электродов. Ниже приведены шаги, которые необходимо выполнить для сварки алюминия.
- Используйте кнопку на задней панели машины для включения машины.
- Затем нажмите все кнопки в нижнем ряду устройства, помеченные как AC Waveshape, Gas/Dig, Pulser, Output, Process и Polarity.
- Теперь измените полярность машины на переменный ток.
- Для обработки опция выбирает TIG HF Impulse.
- Выберите RMT STD на выходе, чтобы включить возможность использования ножной педали.
- Выберите PPS для генератора импульсов.
- Для номинальной силы тока выберите опцию номер 4.
- Используйте PRE-FLOW для газа/копания, а затем отрегулируйте ручку силы тока на 0,2 секунды.
- Перед POST-FLOW на газовой/копательной установке и установите ручку силы тока в положение Auto.
- В параметрах формы волны переменного тока выберите частоту переменного тока. Меток будет несколько; выберите A и установите максимальное значение силы тока.
- Теперь, рисуя дуги, вы можете нажать педаль, чтобы выбрать номинальные значения силы тока от 0 до максимального значения.

Для создания дуги на нержавеющей стали необходимо выполнить несколько определенных шагов. Ниже приведены все важные этапы выполнения сварных швов на нержавеющей стали.
Ниже приведены все важные этапы выполнения сварных швов на нержавеющей стали.
- Включите машину с помощью кнопки, указанной на машине.
- Нажмите все кнопки в нижнем ряду с названиями: полярность, обработка, выход и газ/тиг.
- Измените настройки полярности на постоянный ток.
- Измените процесс на TIG HF Impulse.
- Выберите RMT STD на выходе, чтобы включить ножную педаль.
- Опции PRE-FLOW и POST-FLOW такие же, как и для алюминия. т. е. установите значение силы тока на 0,02 для PRE-FLOW и Auto для POST-FLOW.
- Нажмите кнопку A и установите максимальную силу тока.
- Теперь вы можете использовать педали для регулировки силы тока от 0 до максимума.
Вольфрамовый газ обжигает руки, а также может повлиять на зрение наблюдателя.Таким образом, вам нужно будет принять меры безопасности в этом отношении. Чтобы защитить глаза, лицо и шею, вам понадобится хорошая сварочная маска. Вы можете прочитать мою статью «Лучшая сварочная маска за деньги», чтобы выбрать для себя идеальную сварочную маску.
Вы можете прочитать мою статью «Лучшая сварочная маска за деньги», чтобы выбрать для себя идеальную сварочную маску.
Вы можете купить сварочную куртку, чтобы защитить одежду и нижнюю часть тела от искр и брызг сварных швов. Я классифицировал некоторые из лучших сварочных курток, доступных на рынке, в своей статье «Лучшие сварочные куртки по доступной цене».”
Наконец, для защиты рук от жары вам потребуются хорошие сварочные перчатки. Может быть много вещей для защиты от искр и тепла от сварных швов.
Что такое импульсная сварка?
Импульсная сварка означает колебание между двумя предварительно выбранными уровнями силы тока. Импульсная сварка обеспечивает улучшенный контроль сварных швов без ущерба для проплавления и скорости. Высокая сила тока относится к фазе проплавления сварного шва, а область низкой силы тока называется фазой охлаждения.Частота большинства этих сварочных аппаратов регулируется.
Высокая сила тока относится к фазе проплавления сварного шва, а область низкой силы тока называется фазой охлаждения.Частота большинства этих сварочных аппаратов регулируется.
Как настроить сварочный аппарат Miller TIG?
Miller производит одни из лучших аппаратов для сварки TIG, доступных на рынке. Настройка большинства фрезерных станков аналогична стандартной настройке. Вам нужно будет включить машину и выбрать параметры полярности, обработки и управления. Для сварки алюминия выберите полярность переменного тока, а для сварки нержавеющей стали — постоянного тока. Вы можете контролировать свои сварные швы с помощью ножной педали.
ЗАКЛЮЧЕНИЕ В этой статье описаны все важные детали, которые потребуются для начала сварки с помощью аппарата для сварки TIG. Я также упомянул важные меры предосторожности и настройки, необходимые для определенных методов сварки. В этой статье вы найдете все, что вам потребуется для выполнения задач по сварке TIG.
РЕШЕНО: Не удается настроить syncrowave 351 для сварки TIG
ИСТОЧНИК: Miller syncrowave 200 издает жужжащий звук от искровых промежутков.
Странные шумы, отличные от нормального звука работы искрового разрядника, часто являются результатом попадания пыли и мусора внутрь корпуса вашего сварочного аппарата. То, что он также глохнет, когда нагревается (включается вентилятор), также указывает на необходимость проведения некоторого «ежегодного обслуживания».
Полностью изолируйте машину от источника питания здания, выньте вилку из розетки, разомкните автоматический выключатель, сделайте все, что лишает машину возможности подключения к источнику питания.
Снимите крышки с помощью головки на 10 мм или 3/8 дюйма (не помню какой)
Используйте пылесос, чтобы удалить всю пыль и мусор из машины. Воздух низкого давления (40 фунтов на квадратный дюйм) иногда может быть полезен для удаления запекшейся грязи. Избегайте металлических инструментов рядом с батареей конденсаторов внутри сварочного аппарата.
Воздух низкого давления (40 фунтов на квадратный дюйм) иногда может быть полезен для удаления запекшейся грязи. Избегайте металлических инструментов рядом с батареей конденсаторов внутри сварочного аппарата.
Протрите лопасти вентилятора.
Очистите электроды искрового промежутка, вставив и удалив крышку коробки спичек, визитную карточку или кусок белого картона несколько раз.Осмотрите электроды и отрегулируйте их в соответствии с инструкцией, прилагаемой к сварочному аппарату.
Проверьте герметичность всех соединений силовой проводки, осторожно потянув за них. Ищите признаки перегрева на силовых соединениях и внутренних соединениях со сварочными клеммами. Проверьте также переключатель диапазонов для нагрева.
Не закрывая крышку, снова подключите питание и включите сварочный аппарат. Ищите явно вибрирующие пластины на главном входном трансформаторе. Если вы видите, что один из них гудит взад и вперед, или если вы заметили сильный износ лакового покрытия пластин, выключите все и отремонтируйте ослабленные пластины с помощью противогрибкового высоковольтного лака.
Выключите сварочный аппарат, отключите питание и соберите все обратно. Затем снова включите питание и приварите что-нибудь, если жужжание все еще слышно, вам понадобится техника Миллера, чтобы решить проблему, возможно, у вас плохой входной преобразователь.
С уважением,
Карл
Опубликовано 26 января 2009 г.
Как сварить алюминий с TIG
При сварке TIG уменьшите сварочный ток или добавьте больше стержня присадочного материала (путем увеличения диаметра стержня или увеличения его длины при каждом добавлении). Как сварить алюминий 1.
Как сварить алюминий 1.
Steel Weld Amps Сварка TIG, сварочный стол, сварка металлов
Требует техники и правильного исполнения.
Как сварить алюминий с помощью TIG . Как профессионально выполнять сварку алюминия TIG? Сварка алюминия не так сложна, как вы думаете. Даже с упрощенным сварочным аппаратом TIG, таким как eastwood tig 200 ac/dc.
4043 подходит и обычно является хорошим выбором для отливок, потому что содержание кремния делает его близким к большинству алюминиевых отливок.Вы можете купить сварочный аппарат TIG в местном магазине сварочных материалов в вашем районе или в ближайшем доме. Независимо от того, хотите ли вы выполнять сварку MIG или сварку электродом, прежде чем научиться сваривать алюминий с помощью аппарата для сварки электродом, вы должны подготовить основные шестерни следующим образом:
В первую очередь вам нужен топовый сварочный аппарат, в котором есть возможность регулировки настроек для работы с алюминием. Как уже упоминалось ранее, сварочный аппарат TIG — идеальный выбор, если вы хотите добиться точности при сварке алюминия.Сварка алюминия TIG сопряжена с некоторыми уникальными проблемами.
Как уже упоминалось ранее, сварочный аппарат TIG — идеальный выбор, если вы хотите добиться точности при сварке алюминия.Сварка алюминия TIG сопряжена с некоторыми уникальными проблемами.
обычно ассоциируется со сваркой алюминия. Мы составили самый обширный список советов для сварщиков, которые хотят сваривать алюминий, от лучшего сварочного аппарата и электродов для алюминиевой сварки до правильных настроек для работы. [1] x источник исследований точность, достигаемая с помощью этого типа сварочного аппарата, имеет решающее значение при работе с алюминием, особенно с тонкими деталями.
Не надо, так как это пустая трата хорошего алюминия.Методы сварки балкой обычно используются для алюминия. Чтобы сварить его, вам нужен либо чистый вольфрам, либо циркониевый вольфрам.
Другие способы сварки алюминия. Дуговая сварка вольфрамовым электродом в среде защитного газа (gtaw) считается ведущим методом сварки алюминия. Оказывается можно сварить алюминий без сварщика!
TIG-сварка алюминиевых труб типична для целого ряда отраслей, в которых наблюдается значительный рост рабочих мест. Алюминий, как правило, менее щадящий, и есть несколько простых шагов, которые вы можете предпринять до, во время и после сварки, которые помогут вам успешно сварить алюминий.Ct520d объединил три функции в одну, например, сварочный аппарат на 200 А, сварочный аппарат на постоянный ток на 200 А и воздушно-плазменный резак на 50 А с возможностью легкого переключения одним щелчком.
Алюминий, как правило, менее щадящий, и есть несколько простых шагов, которые вы можете предпринять до, во время и после сварки, которые помогут вам успешно сварить алюминий.Ct520d объединил три функции в одну, например, сварочный аппарат на 200 А, сварочный аппарат на постоянный ток на 200 А и воздушно-плазменный резак на 50 А с возможностью легкого переключения одним щелчком.
Иногда для сварки алюминия вольфрамовым электродом лучше использовать постоянный ток. Некоторые комментарии пришли на мой канал на YouTube, спрашивая, почему мы просто не сварили все это, используя сварочный пистолет. Переменный ток очищает поверхность, разрушая оксиды, которые ограничивают качество сварки.
5 советов по аргонодуговой сварке алюминия 1. Давайте узнаем об особенностях этого материала, чтобы правильно с ним обращаться.Лазерная и электронно-лучевая сварка:
Это обеспечивает очень прочную связь, и при небольшой практике его можно сделать быстро и с отличными результатами. Тем не менее, алюминий можно сваривать постоянным током (также называемым «постоянным током»). Первый шаг к работе с алюминием — правильное расположение горелки и руки.
Тем не менее, алюминий можно сваривать постоянным током (также называемым «постоянным током»). Первый шаг к работе с алюминием — правильное расположение горелки и руки.
Barbiethewelder создает металлические скульптуры с помощью сварочных аппаратов Miller®. Самое главное при TIG-сварке алюминия — это вольфрамовый электрод.Поскольку при сварке алюминия очень важно четко видеть дугу, рассмотрите возможность использования новой технологии шлема, которая улучшает видимость и четкость сварочной ванны.
Сварка TIGочень удобна для обработки алюминиевых материалов. Вот малоизвестный ресурс по выбору стержней для сварки TIG для литого алюминия. 5356 прочнее, чем 4043, но имеет тенденцию к пористости при сварке алюминиевых отливок. При TIG-сварке алюминия почти всегда используется переменный ток (или «ac»).
Например, вы можете почувствовать потребность зажечь дугу на куске алюминия еще до того, как попрактикуетесь в базовом размещении рук и управлении ими.Если вы ищете подходящий газ для сварки алюминия TIG или лучший способ сварки алюминия, наша статья может вам помочь. Хотя MIG и TIG обычно используются для сварки алюминия, существует несколько других типов сварки, которые можно использовать:
Хотя MIG и TIG обычно используются для сварки алюминия, существует несколько других типов сварки, которые можно использовать:
Однако сварка алюминия сопряжена с другими проблемами, от моделирования нагрева до работы с оксидным слоем. Это тип сварочного аппарата, который использует вольфрамовый электрод и инертный газ для защиты зоны сварки. Вот советы о том, как tig сварить алюминиевую трубу.
Поскольку вы собираетесь сваривать алюминий с помощью сварки TIG, вам необходимо выбрать положительную или отрицательную мощность постоянного тока. Но, тем не менее, не каждый сварщик TIG может правильно сварить алюминий. Вот совет, как избежать растрескивания, которое часто возникает в начале сварного шва при сварке алюминия TIG:
Я решил собрать воедино несколько распространенных ошибок и. Особенно когда речь идет о тонком алюминии. Теперь мы собираемся рассказать вам пошаговое руководство по сварке алюминия с использованием TIG.
Сварщик держит электрод над заготовкой и расплавляет его, зажигая дугу, непрерывно подавая присадочный стержень или расходуемый материал в сварочную ванну. Когда вы привариваете алюминиевую трубу для корневого прохода, могут быть случаи, когда она может выйти за чашку. Начинающие аргонодуговые сварщики непреднамеренно производят много брака.
Когда вы привариваете алюминиевую трубу для корневого прохода, могут быть случаи, когда она может выйти за чашку. Начинающие аргонодуговые сварщики непреднамеренно производят много брака.
Посмотрите другие видеоролики о сварке алюминия tig или перейдите на главную страницу сварки tig. Вы можете сделать алюминий, используя как переменный, так и постоянный ток.Алюминий может удерживать тепло довольно долго, как и машины TIG.
Сварочный аппарат TIG в основном поставляется с вариантами питания переменного и постоянного тока. Электронно-лучевая сварка имеет очень точную зону термического влияния, которую легко контролировать. Для тех, кто хочет сварить алюминий, есть три лучших варианта на выбор:
Как правило, для алюминия требуется более высокая скорость перемещения, чем для стали, чтобы избежать накопления тепла. Алюминиевый материал довольно легкий и мягкий, что позволяет легко лить, формовать и сваривать.Как сварить алюминий TIG и MIG с помощью одного многофункционального сварочного аппарата.
Поэтому я подумал, что было бы интересно сравнить сварку алюминия с помощью шпульного пистолета и TIG. Сварщик TIG (вольфрамовый инертный газ). К материалам для сварки алюминия относятся:
Предыдущее видео о сварке шпульным пистолетом После того, как вы изучите основы, алюминий можно сваривать без особых проблем. Получите сварочный аппарат TIG (вольфрамовый инертный газ) с возможностью работы на переменном токе, а не только на постоянном.
Сварка алюминия TIG может быть сложнее, чем стали; Как и в большинстве случаев, небольшой опыт имеет большое значение; Некоторые эксперты рекомендуют отступить на первый дюйм или около того каждого алюминиевого шва, прежде чем заканчивать в нормальном направлении.
Многопроцессорный сварочный аппарат dynasty® 280 dx обеспечивает портативность и максимальную универсальность для сварки различных материалов. Поскольку алюминий — это материал, для сварки которого требуется много тепла, для него требуется машина с таким контролем. Общие проблемы при сварке алюминия.
Общие проблемы при сварке алюминия.
Добавьте дополнительный присадочный стержень, когда вы начинаете сварку, а затем остановитесь всего через ¼ дюйма или около того и дайте всему остыть в течение нескольких секунд. Сварка TIG требует, чтобы все было безупречно чистым, и это особенно важно при сварке.Сварка TIG является наиболее популярным методом сварки алюминия.
С алюминием работа становится сложнее из-за определенных свойств металла на более высоких/низких уровнях, чем у стали. Теплопроводность (в шесть раз быстрее) Эта инструкция научит вас, как использовать пропановую горелку и несколько алюминиевых прутков для пайки для быстрого соединения алюминия без использования сварочного аппарата.
Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги gtaw может вызвать солнечные ожоги на открытых участках кожи.
Как превратить аппарат для ручной сварки в аппарат для сварки TIG Сварочный аппарат для сварки TIG
разница между TIG-сваркой и плохой сваркой, сварка металлов
Сварка TIG Сварка Pinterest Сварка
Детерминантная сварка 101 нажмите сейчас (с изображениями) Tig
Часто задаваемые вопросы по сварке алюминияСварка алюминия
Сварка TIG в потолке Как выполнять сварку TIG в потолке soldadura
Они темперируют цвета на этой сварке Stack Tig
Сварочные работы рядом со мной 2020 MIG, нержавеющая сталь, алюминий
Аккуратная работа Сварка и изготовление, сварка TIG
Делаем алюминиевые столбы? Сварка алюминия, сварка TIG
Пин от пользователя John на доске Сварка алюминия Сварка алюминия, Tig
Нержавеющая радуга TIG сварка 10×10 Сварка арт, Tig
Красиво аккуратные сварные швы на алюминии
Аккуратная работа Японии… Сварка металлов, Сварка и
Пин от пользователя Maulik Prajapati на доске As Weld Beauty Сварка металлов
Изучите отличные методы сварки TIG в части 1 этого 2
Как сварить алюминий TIG, серия видеороликов
Сварка алюминия Как сварить алюминий Сварка
Сварка алюминия TIG Сварка металлов, сварка, металл
Родственные .