Вольфрамовые электроды для аргонодуговой сварки. Различаем по цветам
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение. Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам: 1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку. 2. Стержни должны иметь идеальную чистоту на конце. 3. Рекомендуется подобрать правильный режим сварки. 4. Надежно защищать и держать ванну под струей аргона. Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.


Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться
И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться
Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента
Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.

Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения
Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения
Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования: При ручной сварке, следует соблюдать следующие требования • движение ведется справа налево; • при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются. Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99. 5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
 5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Виды вольфрамовых электродов
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.
Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.
Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.
Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория.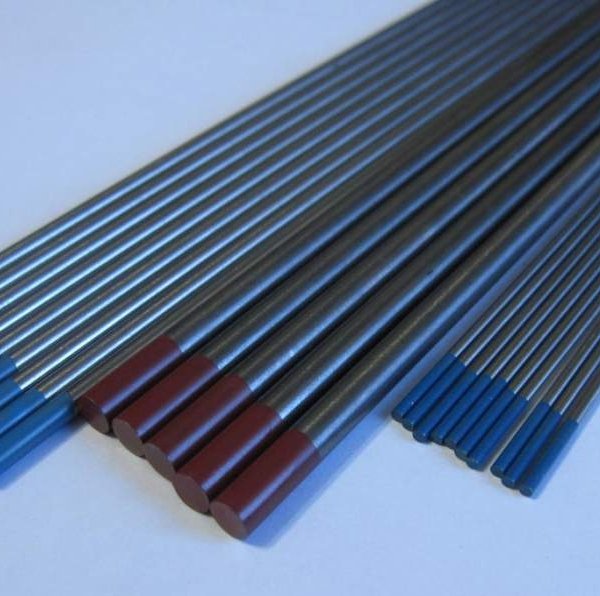 Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.
Вольфрамовые электроды WL-15
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Вольфрамовые электроды: основные характеристики
Подобные изделия представляют собой тугоплавкие стержни, которые предоставляют возможность создавать электрическую дугу, нужную для плавки кромок свариваемых изделий, присадочной проволоки в период выполнения сварочных работ. Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе. При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
Применяются подобной модели электродов часто при сваривании деталей, когда аргон выступает в качестве защитной среды. В данном случае сварка вольфрамовым электродом производится на любых конструкциях. Подобран для этой цели неслучайно вольфрам, так как именно данный компонент является наиболее тугоплавким металлом, которые встречаются в природе. При производстве вольфрамовых стержней обязательно учитываются требования, прописанные в международных стандартах. Это дает возможность причислить данные электроды к определенному классу, независимо от страны производителя. Маркировка электрода согласно данным требованиям обязана отражать не лишь тип изделия, но и какие химические элементы в него входят.
«W» — первая буква маркирования изделия обозначает, что это вольфрамовые электроды. Такие изделия содержат чаще всего небольшой процент легирующих элементов, которые существенно повышают технические свойства изделия, также увеличивают их эксплуатационный период. Следующая буква в маркировке изделия оповещает о типе легирующего компонента.
Чистый вольфрам – «Р»
Присутствующая в обозначениях буква «Р» говорит о том, что изделие состоит на 99,5 процента из вольфрама, не содержит легированных элементов. Это обеспечивает в процессе выполнения сварочных работ устойчивость дуги при переменном токе. Изделия данной группы применяются для сварки алюминиевых конструкций.
Оксид тория – «Т»
Обозначение «Т» указывает на наличие оксида тория, благодаря которому имеют множество преимуществ и являются достаточно востребованными. Инструменты данной категории чаще всего применяются при сваривании образцов из нержавеющей стали (использование постоянного тока). Но, как и другие изделия у них есть собственные недостатки:
- сварочные работы в закрытых помещениях при использовании электродов из вольфрама, содержащих торий, требуют обязательного обустройства рабочей зоны вентиляционной вытяжкой, так как данный химический элемент является радиоактивным. Выделяемые пары при нагревании тория достаточно опасны для человеческого здоровья;
- используя электроды данной марки, возможны скачки дуги (переменный ток). Это снижает существенно качество сварочного соединения.
 Это снижает существенно качество сварочного соединения.
Это снижает существенно качество сварочного соединения.Оксид лантана – «L»
Оксид лантана, входящий в состав инструмента, способствуют легкому розжигу дуги, повышают ее устойчивость в процессе работы, обеспечивает быстрое повторное зажигание. Применение подобных прутков снижает риски прожигания свариваемых образцов в среде аргона, существенно повышается ток. Эти модели инструмента отличаются продолжительным сроком эксплуатации. Если их сопоставить с аналогами из чистого вольфрама, то они менее способствуют загрязнению сварочной ванны.
Иттрий – «Y»
Из всех модификаций вольфрамовых электродов, изделия данной категории являются наиболее устойчивыми. Поэтому они применяются для соединения достаточно ответственных конструкций. При использовании их для сварки применяется постоянный ток.
Оксид циркония – «Z»
Инструменты, содержащие оксид циркония, применяются для соединения образцов, когда в работе используется переменный ток. Работая с такими электродами нужно четко контролировать и не допускать загрязнения сварочной ванны. Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Если сравнивать с аналогичными изделиями другой маркировки, они выдерживают наиболее максимальные нагрузки тока.
Оксид церия – «С»
Изделия, промаркированные буквой «С», которые содержат оксид церия, считаются универсальными. Их применяют при соединении конструкций сварочным оборудованием на любом токе. Они даже при минимальных показателях тока поддерживают устойчивое горение.
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.
В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.

Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
 Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон
Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки
Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Виды вольфрамовых электродов
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.
Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.
Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.
Вольфрамовые электроды WL-15
Вольфрамовый электрод для аргонной сварки
Вольфрам, как материал – самый прочный и тугоплавкий из известных металлов. Температура плавления чистого вольфрама 3422°С, а его прочность составляет около 500кг/м2. Эти качества затрудняют его обработку и усложняют процесс изготовления деталей из вольфрама, зато в твердых и тяжелых сплавах, он является основным компонентом.
Сварка твердосплавных материалов производится TIG (Tungsten Inert Gas) сваркой, то есть сваркой неплавящимся электродом, в качестве которого может использоваться вольфрамовый электрод, в среде защитных (инертных) газов. Иногда этот режим сварки в немецкоязычной литературе обозначается WIG (Wolfram Inert Gas).
Поскольку соединение твердосплавных материалов происходит при высоких температурах, то влияние воздушной среды на область сварки будет крайне нежелательным. Оксидирование шва делает его структуру пористой, могут возникать микротрещины. Использование инертного газ, это может быть аргон, гелий является обязательным условием и залогом получения добротного сварочного соединение.
Вольфрамовые электроды для аргонной и аргонодуговой сварки
Вольфрамовые электроды – это неплавящиеся электроды с большим сроком эксплуатации. Для них характерна хорошая сопротивляемость высоким температурам, хорошая электропроводимость. Последний показатель важен для поддержания стабильной дуги. Иногда, для улучшения этой характеристики вольфрамовые электроды изготовляют с примесями оксида циркония, либо оксида церия. Такие электроды не являются радиоактивными. Электроды с содержанием тория требуют осторожности в обращении, поскольку торий радиоактивный элемент. Работа с такими электродами выполняется в респираторе.
Особенность сварки неплавящимся электродом заключается в том, что состав электрода не участвует в образовании шва, как при прочих видах электродуговой сварки. Его основная задача транспортировать электрический ток к месту соединения деталей и сформировать там направленную дугу. Если не используется присадочная проволока, то формирование шва происходит за счет металла кромок изделий. Поэтому важно кромки предварительно зачистить и обезжирить.
При правильном подборе тока и режима сварки, оплавление вольфрамового электрода можно минимизировать. Его расход не должен превышать 2см за час горения дуги. Инертный газ защищает не только область сварочного шва, но и сам электрод, который при высоких температурах начинает окисляться в воздушной среде.
Маркировка вольфрамовых электродов
Общепринятый способ различия вольфрамовых электродов – есть окраска обратного конца электрода в определенный цвет. На фасовочной упаковке марка электродов обозначается двумя буквами, вторая из них определяет легирующий элемент в составе электрода. Цифра означает десятые доли процентов содержания этого элемента.
Цифра означает десятые доли процентов содержания этого элемента.
- WP – Wolfram Pure (green). Отличаются стабильной дугой. Предназначены для сварки алюминия магния. Работы выполняются на переменном токе.
- WL20 – Wolfram Lantan 2% (blue). Содержат оксид лантана, который уменьшает износ электрода. Обеспечивают хороший поджег дуги и поддерживают ее стабильность. Электроды предназначены как на переменном, так и на постоянном токе. Пригодны для сварки изделий из любого металла.
- WL15 – Wolfram Lantan 1.5% (gold). Содержит оксид лантана 1.5% и обладает аналогичными характеристиками.
- WT20 – Wolfram Thorium 2% (red). Содержание тория также увеличивает ресурс электрода, и повышает стабильность дуги. Содержание тория может варьировать от 1% до 4%. Окраска электродов соответственно другая. Этот компонент радиоактивен. Пыль и его испарения вредны для здоровья, необходимо работать в респираторе. Эти электроды зарекомендовали себя при работе на постоянном токе и сварке таких деталей, которые содержат молибден, ниобий, титан.
- WC20 – Wolfram Cerium 2% (grey). Содержат оксид церия. Отличаются хорошей электронной эмиссией. Обеспечивают хороший поджег дуги и поддерживают ее стабильность. Пригодны для сварки изделий из любого металла. Предназначены для работ на переменном и постоянном токе.
- WY20 – Wolfram Yttrium 2% (dark blue). Содержат оксид иттрия, как правило, не более 3%. Эти электроды используются при сварке особо ответственных конструкций, поэтому работы проводят на постоянном токе.
- WZ8 – Wolfram Zirconium 0,8% (white). Содержат оксид циркония. Предназначены электроды для сварки конструкций из алюминия, магния, никеля. Эти металлы предполагают работы на переменном токе, для возможности разрушения оксидной пленки в сварочной ванне. Электроды обеспечивают хорошую стабильность дуги.
 Эти электроды зарекомендовали себя при работе на постоянном токе и сварке таких деталей, которые содержат молибден, ниобий, титан.
Эти электроды зарекомендовали себя при работе на постоянном токе и сварке таких деталей, которые содержат молибден, ниобий, титан.Техника сварки вольфрамовыми электродами
Непосредственно перед началом сварки все поверхности свариваемых деталей должны быть очищены до стального блеска, иногда для надежности поверхности зачищают углошлифовальной машиной. Затем кромки деталей обрабатывают растворителем или ацетоном.
Затем кромки деталей обрабатывают растворителем или ацетоном.
Чтоб конструкция не изменила своей конфигурации ее предварительно скрепляют струбцинами и прихватывают через определенные промежутки. Сварка производится в среде защитных газов, рекомендуется дополнительный поддув газа под свариваемые изделия, чтоб защитить шов с обратной стороны от контакта с воздухом.
Оптимальный угол электрода, под которым производится сварка 90°, но поскольку это затрудняет визуальный контроль за формированием шва, электрод наклоняют на 20 – 30 градусов от вертикальной оси. Ось электрода образует тупой угол с направлением в котором будет производиться сварка.
Для ручной дуговой сварки плавящимися электродами этот угол острый. При сварке на токе прямой полярности, электроны движутся от электрода к детали, при этом деталь нагревается больше. При сварке на токе обратной полярности, электроды движутся от металла к электроду, электрод нагревается сильнее нежели металл.
При необходимости электрод затачивают. Конец электрода будет чистым и острым, а значит будет обеспечена стабильная и направленная дуга. Важно помнить, что при заточке электродов их нельзя перегревать.
Конец электрода будет чистым и острым, а значит будет обеспечена стабильная и направленная дуга. Важно помнить, что при заточке электродов их нельзя перегревать.
Электрод фиксируют в горелке, через которую будет подаваться защитный газ. Его конец должен выступать не более чем на 2см. Это необходимо для того, чтоб горелка была как можно ближе к области шва.
В многофункциональных аппаратах есть функция поджога дуги, когда на начальном этапе сила тока резко увеличивается, а затем падает до номинальной. Это очень удобно поскольку поджог дуги происходит до момента касания металла электродом, следовательно, к концу электрода не прилипают частички металла.
С практикой сварщик, что называется, набивает руку. Поступательные движения рукой должны быть легкими и плавными с одинаковой скоростью.
Прекращать процесс сварки необходимо не посредством отрыва электрода от детали, а плавным уменьшением силы тока до нулевого значения. Защитный газ при этом продолжает поступать в область шва до полного его остывания.
В случае если сварочный аппарат не оснащен функцией поджога дуги, ее поджигают на графитовом бруске, затем перемещают в зону шва. Для уменьшения нагрева деталей их кладут на медные пластины. Хранить вольфрамовые электроды необходимо в теплом, сухом месте, подальше от активных жидкостей.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91 zakaz@themechanic.  ru ru
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся Технические условия
Темы: Аргонодуговая сварка (TIG), Сварка в защитных газах, Электроды сварочные.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ СВАРОЧНЫЕ НЕПЛАВЯЩИЕСЯ Технические условия Welding nonconsumable tungsten electrodes. Specifications |
ГОСТ 23949-80 |
Постановлением Государственного комитета СССР по стандартам от 18 января 1980 г. № 217 срок введения установлен
с 01.01.81
Постановлением Госстандарта СССР от 22.07.86 № 2200 срок действия продлен
до 01.01.90
Настоящий стандарт распространяется на электроды из чистого вольфрама и вольфрама с активирующими присадками (двуокиси тория, окисей лантана и иттрия), предназначенные для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также для плазменных процессов резки, наплавкии напыления.
1. МАРКИ
1.1 . В зависимости от химического состава электроды должны изготовляться из вольфрама марок, указанных в табл. 1 .
Таблица 1
|
Марка |
Код ОКП |
Материал |
|
ЭВЧ |
1853741000 |
Вольфрам чистый |
|
ЭВЛ |
1853742000 |
Вольфрам с присадкой окиси лантана |
|
ЭВИ-1 |
1853743000 |
Вольфрам с присадкой окиси иттрия |
|
ЭВИ-2 |
1853744000 |
Вольфрам с присадкой окиси иттрия |
|
ЭВИ-3 |
1853745000 |
Вольфрам с присадкой окиси иттрия |
|
ЭВТ-15 |
1853746000 |
Вольфрам с присадкой двуокиси тория |
2.
 СОРТАМЕНТ
СОРТАМЕНТ2.1 . Размеры электродов и предельные отклонения должны соответствовать указанным в табл. 2 .
Таблица 2
мм
|
Марка |
Номинальный диаметр |
Предельное отклонение |
Длина |
|
ЭВЧ |
0,5 |
± 0,2 |
Не менее 3000 в мотках |
|
1,0; 1,6; 2,0; 2,5 |
± 0,1 |
75 ± 1; 150 ± 1; |
|
|
3,0; 4,0; 5,0; 6,0; 8,0; 10,0 |
± 0,2 |
200 ± 2; 300 ± 2 |
|
|
ЭВЛ |
1,0; 1,6; 2,0; 2,5; 3,0; 4,0; |
± 0,1 |
75 ± 1; 150 ± 1; |
|
5,0; 6,0; 8,0; 10,0 |
± 0,2 |
200 ± 2; 300 ± 2 |
|
|
ЭВИ-1 |
2,0; 3,0; 4,0; 5,0; 6,0 |
± 0,1 |
75 ± 1; 150 ± 1 |
|
8,0; 10,0 |
± 0,2 |
200 ± 2; 300 ± 2 |
|
|
ЭВИ-2 |
2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 |
± 0,15 |
75 ± 1; 150 ± 1; 200 ± 2; 300 ± 2 |
|
ЭВИ-3 |
|||
|
ЭВТ-15 |
2,0; 3,0; 4,0; 5,0 6,0; 8,0; 10,0 |
± 0,15 |
75 ± 1; 150 ± 1; 200 ± 2; 300 ± 2 |
Пример условного обозначения электрода марки ЭВЛ, диаметром 2,0 мм, длиной 150 мм:
Электрод вольфрамовый ЭВЛ- Æ 2-150 — ГОСТ 23949-80
3.
 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ3.1 . Вольфрамовые электроды должны изготовляться в соответствии с требованиями настоящего стандарта из марок чистого вольфрама и вольфрама с активирующими присадками, химический состав которых соответствует указанному в табл. 3 .
3.2 . На поверхности электродов не должно быть раковин, расслоений, трещин, окислов, остатков технологических смазок, посторонних включений и загрязнений.
На поверхности электродов, обработанных бесцентровым шлифованием до размеров, указанных в табл. 2, не допускаются поперечные риски от шлифования глубиной болееполовины предельного отклонения на диаметр.
Таблица 3
|
Марка электрода |
Массовая доля, % |
|||||
|
Вольфрам, не менее |
Присадки |
Примеси, не более |
||||
|
Окись лантана |
Окись иттрия |
Двуокись тория |
Тантал |
Алюминий, железо, никель, кремний, кальций, молибден (сумма) |
||
|
ЭВЧ |
99,92 |
— |
— |
— |
— |
0,08 |
|
ЭВЛ |
99,95 |
1,1 — 1,4 |
— |
— |
— |
0,05 |
|
ЭВИ-1 |
99,89 |
— |
1,5 — 2,3 |
— |
— |
0,11 |
|
ЭВИ-2 |
99,95 |
— |
2,0 — 3,0 |
— |
0,01 |
0,05 |
|
ЭВИ-3 |
99,95 |
— |
2,5 — 3,5 |
— |
0,01 |
0,05 |
|
ЭВТ-15 |
99,91 |
— |
— |
1,5 — 2,0 |
— |
0,09 |
Примечания :
1 . Указанные в таблице массовые доли окиси лантана, окиси иттрия, двуокиси тория и тантала входят в массовую долю вольфрама.
Указанные в таблице массовые доли окиси лантана, окиси иттрия, двуокиси тория и тантала входят в массовую долю вольфрама.
2 . Для марки ЭВЛ никель в сумму примесей не входит.
3.3 . Поверхность электродов, изготовленных волочением, должна быть очищена от окислов, технологических смазок и прочих загрязнений химической обработкой (травлением).
На поверхности электродов не допускаются следы волочения глубиной более половины допуска на диаметр.
3.4 . Неравномерность диаметра по длине электродов и овальность не должны быть более предельных отклонений на диаметр.
3.5 . Электроды должны быть прямыми. Непрямолинейность электродов не должна быть более 0,25 % длины.
3.6 . Торцы электродов должны иметь прямой срез. Не допускаются на торцевом срезе электродов сколы величиной более предельного отклонения на диаметр.
3.7 . Внутренние расслоения и трещины не допускаются.
4. ПРАВИЛА ПРИЕМКИ
4.1 . Электроды принимают партиями. Партия должна состоять из электродов, изготовленных из шихты одного приготовления, и оформлена одним документом о качестве.
Партия должна состоять из электродов, изготовленных из шихты одного приготовления, и оформлена одним документом о качестве.
Документ о качестве должен содержать:
наименование предприятия-изготовителя и товарный знак предприятия-изготовителя;
наименование и марку продукта;
номер партии;
результат химического анализа;
дату изготовления;
массу партии и количество мест в партии;
обозначение стандарта.
Документ о качестве вкладывают в ящик № 1.
Масса партии не должна быть более 1300 кг.
4.2 . Для определения активирующих присадок отбирают 3 — 5сваренных или спеченных штабиков от каждой партии.
Определение примесей проводит предприятие-изготовитель на каждой партии вольфрамового порошка на выборке по ГОСТ 20559-75.
4.3 . Проверку соответствия электродов пп. 2.1 , 3.2 — 3.7 проводят на каждом электроде.
4.4 . При получении неудовлетворительных результатов по химическому составу по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
Результаты повторных испытаний распространяются на всю партию.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1 . Отбор и подготовка проб
5.1.1 . Для определения активирующих присадок от выборки отбирают 3 — 5 штабиков, отбивают кусочки массой 30 — 50 г и истирают их в механической ступке.
Полученный порошок подвергают магнитной сепарации.
5.2 . Содержание примесей алюминия, железа, кремния, молибдена, кальция, никеля определяют по ГОСТ 14339.5 -82.
Содержание активирующих присадок (двуокиси тория, лантана, иттрия) определяют по методикам, изложенным в обязательном приложении.
Содержание вольфрама определяют по разности 100 % и суммы содержания примесей.
5.3 . Геометрические размеры, равномерность диаметра по длине и овальность электродов проверяют микрометром по ГОСТ 6507 -78, или штангенциркулем по ГОСТ 166 -80, а также линейкой по ГОСТ 427-75 .
5.4 . Качество поверхности электродов проверяют визуально. При разногласии в оценке качества применяют оптические средства и мерительный инструмент.
5.5 . Прямолинейность электродов проверяют с помощью щупа по ГОСТ 882-75 на ровной металлической плите по ГОСТ 10905-86 .
5.6 . Проверку отсутствия внутренних расслоений и трещин проводят с помощью токовихревого дефектоскопа.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1 . Каждый электрод должен быть маркирован в соответствии с табл. 4 .
Электроды диаметром 3,0 мм и более допускается маркировать снятием фасок 1 мм ´ 45° или рисок.
Маркировка должна быть нанесена на одном из концов электрода.
Маркировка может быть нанесена на торец в виде полосы или точки на поверхности у торца на длине 5 — 10 мм.
Таблица 4
|
Марка |
Цвет |
|
ЭВЧ |
Не маркируется |
|
ЭВЛ |
Черный |
|
ЭВИ-1 |
Синий |
|
ЭВИ-2 |
Фиолетовый |
|
ЭВИ-3 |
Зеленый |
|
ЭВТ-15 |
Красный |
Цветную маркировку рекомендуется выполнять нитролаком НЦ-62 по нормативно-технической документации.
6.2 . Электроды одной марки, одного диаметра должны укладываться в коробки из картона с ложементами из пенопласта, гофрированной или прессованной плотной бумаги.
6.3 . На каждую коробку с электродами наклеивают ярлык, содержащий:
наименование предприятия-изготовителя или его товарный знак;
наименование продукта;
условное обозначение продукта;
количество, шт.;
номер партии;
дату выпуска;
вид маркировки;
штамп технического контроля.
6.4 . Коробки с электродами упаковывают в дощатые ящики по ГОСТ 2991-85 тип 1 или 2, выложенные внутри упаковочной водонепроницаемой бумагой по ГОСТ 8828 -75. Оставшийся свободный объем ящика плотно заполняют упаковочной бумагой или ватой по ГОСТ 5679 -85.
Масса ящика брутто — не более 40 кг.
6.5 . Маркировку ящика проводят по ГОСТ 14192-77 с нанесением дополнительных данных:
наименования, марки, размеров электродов;
номера партии;
даты упаковки;
массы нетто.
6.6 . Упакованные электроды транспортируют всеми видами транспорта в крытых транспортных средствах.
При транспортировке укладка ящиков должна предупреждать их перемещения, механические повреждения упаковки и электродов, попадание влаги.
Условия транспортирования в части воздействия климатических факторов — по группе Ж ГОСТ 15150-69.
6.7 . Хранить электроды следует в упаковке, предусмотренной п. 6.4 , по группе условий хранения Л ГОСТ 15150-69 .
ПРИЛОЖЕНИЕОбязательное
1. МЕТОД ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ОКИСИ ЛАНТАНА
Метод устанавливает определение окиси лантана в лантанированных сварных вольфрамовых штабиках и электродах.
1.1 . Сущность метода
Метод основан на отделении лантана от вольфрама растворением предварительно окисленного и прокаленного испытуемого образца до вольфрамового ангидрида ( WO 3 ) в растворе углекислого натрия.
При этом лантан, находящийся в вольфраме в виде La 2 O 3 , выпадает в осадок, а растворимую форму лантана доосаждают аммиаком в виде La ( OH )3.
Осадок отфильтровывают, растворяют в соляной кислоте и вновь осаждают весь лантан аммиаком в виде La ( OH )3, который отфильтровывают, промывают и прокаливают до La 2 O 3 .
Погрешность метода при массовой доле окиси лантана от 1 % до 3 % составляет 0,1 %, при массовой доле окиси лантана менее 1 % — 0,05 %.
1.2 . Реактивы
Натрий углекислый кристаллический по ГОСТ 84-76, 30 %-ный раствор.
Аммиак водный по ГОСТ 3760-79, 25 %-ный раствор.
Кислота соляная по ГОСТ 3118-77, плотность 1,12 г/см3.
Вода дистиллированная по ГОСТ 6709-72.
1.3 . Подготовка проб
Вольфрамовый ангидрид предварительно прокаливают в муфельной печи при 700 — 750 °С в течение 1,5 — 2 ч.
Вольфрамовый порошок, пробу от штабика или электрода окисляют до ангидрида прокаливанием в муфельной печи при температуре 700 — 750 °С. При этом образец насыпают в фарфоровый тигель на 1/3 его высоты и ставят в муфель при 400 — 500 °С на 1,5 — 2 ч, а затем повышают температуру до 700 — 750 °С и выдерживают тигель до полного окисления порошка (~ 3 ч).
Для равномерного окисления вольфрама тигель 2 — 3 раза вынимают из печи и образец перемешивают.
1.4 . Проведение анализа
2 — 3 г вольфрамового ангидрида помещают в стакан на 150 — 200 мл, приливают 50 — 70 мл раствора углекислого натрия и растворяют при нагревании.
После растворения вольфрамового ангидрида раствор разбавляют дистиллированной водой до объема ~ 100 мл, прибавляют 20 — 30 мл раствора аммиака, стакан помещают на электрическую баню и дают осадку скоагулировать. Осадок фильтруют через фильтр — «белая лента» с адсорбентом, промывают теплым 5 %-ным раствором аммиака; фильтр с осадком помещают в стакан, в котором велось осаждение, добавляют 15 — 20 мл соляной кислоты и нагревают содержимое стакана до полного растворения осадка и моцерации фильтра.
Содержание стакана разбавляют дистиллированной водой до 80 — 100 мл, бумажную массу отфильтровывают, 2 — 3 раза промывают подкисленной горячей водой, соединяя промывные воды с основным фильтратом.
Фильтрат нейтрализуют раствором аммиака по лакмусу, после чего приливают еще 15 — 20 мл аммиака.
Осадок La ( OH )3 дают скоагулировать, затем его фильтруют через фильтр — «белая лента» с адсорбентом. Осадок промывают горячей водой, в которую добавлено несколько капель раствора аммиака до отрицательной реакции на Cl (проба с AgNO 3 и Н N О3).
Промытый осадок с фильтром помещают в предварительно прокаленный и взвешенный фарфоровый тигель, озоляют и прокаливают в муфельной печи при температуре 700 — 750 °С до постоянной массы.
1.5 . Обработка результатов
Массовую долю окиси лантана в процентах вычисляют по формуле
La2O3 = m / (m1 * 0,7931) *100
где т — масса осадка, г;
т1 — масса навески вольфрамового ангидрида ( WO 3 ), г;
0 ,7931 — коэффициент пересчета с вольфрамового ангидрида на вольфрам.
Примечание . Прокаленный осадок окиси лантана содержит окись железа, количество которой очень мало по сравнению с количеством окиси лантана, поэтому массой окиси железа можно пренебречь.
Если же требуется определение чистой окиси лантана, то прокаленный осадок растворяют в соляной кислоте, колориметрируют железо и по разности определяют массу окиси лантана.
2. МЕТОД ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ОКИСИ ИТТРИЯ
Метод устанавливает определение окиси иттрия в итерированных сварных вольфрамовых штабиках и электродах.
2.1 . Сущность метода
Метод основан на отделении иттрия от вольфрама растворением испытуемого образца во фтористоводородной кислоте с добавлением азотной кислоты.
При массовой доле окиси иттрия от 1 до 3 % погрешность метода составляет 4 — 5 %.
2.2 . Аппаратура, реактивы и растворы
Шкаф сушильный, обеспечивающий нагрев до температуры (150 ± 50) °С. Печь муфельная с термопарой, обеспечивающая нагрев до температуры (1100 ± 50) °С.
Чашки и тигли платиновые — ГОСТ 6563-75.
Посуда лабораторная фарфоровая — ГОСТ 9147-80.
Кислота фтористоводородная (плавиковая кислота) — по ГОСТ 10484-78.
Кислота азотная — ГОСТ 4461-77.
Аммиак водный — ГОСТ 3760-79, разбавленный 1 : 1.
Воронки полиэтиленовые.
Вода дистиллированная — ГОСТ 6709-72.
Спирт этиловый ректификованный — ГОСТ 5962-67.
Бумага фильтровальная лабораторная — ГОСТ 12026-76.
2.3 . Подготовка проб
Образцы иттрированного вольфрама очищают от возможного загрязнения промыванием их несколько раз спиртом и последующей сушкой в сушильном шкафу при температуре 50 — 70 ° C в течение 10 мин.
Подготовленные образцы хранят в стеклянных бюксах или пробирках с притертыми пробками.
2.4 . Проведение анализа
Навеску массой 1 г помещают в платиновую чашку вместимостью 100 мл, прибавляют 25 — 30 мл плавиковой кислоты и осторожно по каплям добавляют азотную кислоту до растворения металла.
После полного растворения вольфрама и прекращения выделения окислов азота в чашку добавляют 30 мл воды, нагретой до температуры 80 — 90 °С.
Раствору с осадком дают отстояться в течение 1 ч, после чего фильтруют через полиэтиленовую воронку.
Перед фильтрованием на фильтр помещают небольшое количество адсорбента.
После перенесения осадка на фильтр дно чашки обтирают кусочком мокрого фильтра и все содержимое на нем сливают на фильтр горячей водой. Затем осадок промывают 5 — 6 раз горячим раствором аммиака (60 — 70 °С) и еще 2 — 3 раза горячей водой.
Промытый осадок переносят в предварительно взвешенный фарфоровый тигель, высушивают в сушильном шкафу при температуре 100 — 150 °С, а затем прокаливают в муфельной печи при температуре 650 — 700 °С до постоянной массы и взвешивают в виде окиси иттрия.
2.5 . Обработка результатов
Массовую долю окиси иттрия в процентах вычисляют по формуле
Y2O3 = m / m1 *100
где m — масса прокаленного остатка, г;
m 1 — масса навески образца, г.
3. МЕТОД ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ДВУОКИСИ ТОРИЯ
Метод устанавливает определения двуокиси тория в торированных сварных вольфрамовых штабиках и электродах.
3.1 . Сущность метода
Метод основан на образовании осадка Т hF 4 × 4 H 2 О при растворении образца в смеси фтористоводородной и азотной кислот.
Погрешность метода при массовой доле двуокиси тория от 1,5 % до 2 % составляет 0,1 %.
3.2 . Реактивы
Кислота фтористоводородная (плавиковая) — ГОСТ 10484-78.
Кислота азотная по ГОСТ 4461-77.
Аммиак водный по ГОСТ 3760-79, разбавленный 1 : 1.
Вода дистиллированная по ГОСТ 6709-72.
3.3 . Подготовка проб
Образцы кипятят в течение нескольких минут в растворе щелочи, до полного снятия окислов с поверхности, промывают в дистиллированной воде и сушат в сушильном шкафу.
3.4 . Проведение анализа
Навеску массой 1 — 2 г помещают в платиновую чашку вместимостью 100 мл, прибавляют 25 — 30 мл плавиковой кислоты и осторожно по каплям прибавляют азотную кислоту.
После полного растворения вольфрама и прекращения выделения окислов азота в чашку добавляют 30 мл горячей воды. Раствору с осадком окиси тория дают отстояться в течение 1 ч, после чего фильтруют через каучуковую, винипластовую или платиновую воронку.
Раствору с осадком окиси тория дают отстояться в течение 1 ч, после чего фильтруют через каучуковую, винипластовую или платиновую воронку.
Перед фильтрованием на фильтр помещают небольшое количество адсорбента.
После перенесения осадка на фильтр дно чашки обтирают кусочком мокрого фильтра и обмывают чашку горячей водой. Когда осадок окиси тория полностью перенесен на фильтр, его несколько раз промывают горячей водой, а затем 5 — 6 раз горячим раствором аммиака и еще 2 — 3 раза горячей водой.
Влажный фильтр переносят в предварительно взвешенный до постоянной массы фарфоровый или платиновый тигель, озоляют, прокаливают при температуре 750 — 800 °С и взвешивают.
Одновременно проводят контрольный опыт со всеми реактивами.
3.5 . Обработка результатов
Массовую долю двуокиси тория в процентах вычисляют по формуле
ThO2 = (m — m1) / m2 * 100
где т — масса осадка Т hO 2 , г;
т1 — масса осадка в контрольном опыте, г;
т2 — масса навески образца, г.
СОДЕРЖАНИЕ
|
1. Марки . 1 2. Сортамент . 2 3. Технические требования . 2 4. Правила приемки . 3 5. Методы испытаний . 3 6. Маркировка, упаковка, транспортирование и хранение . 4 Приложение . 4 1. Метод определения содержания окиси лантана . 4 2. Метод определения содержания окиси иттрия . 6 3. Метод определения содержания двуокиси тория . 7 |
- < ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами Типы
В каком из следующих процессов сварки используется неплавящийся электрод? – KnowledgeBurrow.com
Джим Браун Полезные советы
Содержание
- 1 В каком из следующих процессов сварки используется неплавящийся электрод?
- 2 В каком процессе используется нерасходуемый электрод?
- 3 Какой процесс сварки не требует подвода тепла извне?
- 4 Какой металл используется в сварочном присадочном материале?
- 5 Какой вид сварки самый старый?
- 6 Какие электроды используются при дуговой сварке?
В каком из следующих процессов сварки используется неплавящийся электрод?
Газовая вольфрамовая дуговая сварка (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смесь инертного или полуинертного газа и отдельный наполнитель материал.
В каком процессе используется нерасходуемый электрод?
Процессы дуговой сварки, в которых используется неплавящийся электрод: Дуговая сварка вольфрамовым электродом (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG).
В каком процессе сварки используется плавящийся электрод?
Сварка МИГ
Принципы работы «пистолета» для сварки МИГ В процессе металлического инертного газа (МИГ) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
В каком процессе газовой сварки используется неплавящийся электрод?
Вольфрамовая сварка в среде инертного газа
Сварка вольфрамовым электродом в среде инертного газа (TIG) Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), в ней используется неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Какой процесс сварки не требует подвода тепла извне?
Дуговая сварка флюсовой проволокой (FCAW) Здесь все начинает отличаться. Для FCAW проволока имеет ядро из флюса, которое создает газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении. FCAW лучше подходит для более толстых и тяжелых металлов, поскольку это метод высокотемпературной сварки.
Какой металл используется в сварочном присадочном материале?
Они также соответствуют спецификациям Американского общества сварщиков (AWS), Американского общества по испытанию материалов (ASTM) и почти во всех случаях стандартам ISO. Стандартные присадочные металлы включают олово, свинец, серебро, бессвинцовый, не содержащий кадмия, сероводород, медь, алюминий, никель и ювелирное золото.
Что вы подразумеваете под неплавящимся электродом?
Неплавящиеся электроды – это электроды, которые не расходуются в процессе сварки. Для некоторых сварочных процессов требуется электрод с флюсовым покрытием. Эти электроды при использовании создают дым вокруг сварного шва. Это поможет остановить воздух вокруг сварного шва.
Что такое процесс сварки неплавящимся электродом?
Методы неплавящегося электрода Дуговая сварка вольфрамовым электродом (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, инертного или полуинертного газа. смесь и отдельный наполнитель.
Какой вид сварки самый старый?
Самый древний вид сварки — кузнечная сварка, практикуемая кузнецами. При кузнечной сварке два куска низкоуглеродистой стали нагреваются до 1800 градусов по Фаренгейту и соединяются молотком.
Какие электроды используются при дуговой сварке?
В процессе дуговой сварки предпочтительны как плавящиеся, так и неплавящиеся электроды. Источником питания, который создает дугу между кончиком электрода и заготовкой, может быть источник переменного или постоянного тока. Температура, создаваемая дугой, составляет около 30000 градусов по Цельсию, что больше, чем при кислородно-газовой сварке.
Источником питания, который создает дугу между кончиком электрода и заготовкой, может быть источник переменного или постоянного тока. Температура, создаваемая дугой, составляет около 30000 градусов по Цельсию, что больше, чем при кислородно-газовой сварке.
В каком из следующих процессов сварки используется неплавящийся электрод?
В каком из следующих процессов сварки используется неплавящийся электрод? C. Не влияет на стойкость инструмента C. Правосторонняя развертка со спиральными канавками D. Любой из перечисленных
Откуда берется тепло для дуговой сварки?
Тепло, необходимое для дуговой сварки, получают из электрической энергии. В процессе дуговой сварки предпочтительными являются плавящиеся или неплавящиеся электроды. Источником питания, который создает дугу между кончиком электрода и заготовкой, может быть источник переменного или постоянного тока.
 » src=»https://www.youtube.com/embed/JfiYXCXKKyM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/JfiYXCXKKyM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сварка ВИГ или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) – сварка и неразрушающий контроль
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) также известна как Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) . Это процесс дуговой сварки, в котором используется неплавящийся электрод, изготовленный из вольфрама (или сплава вольфрама).
При сварке TIG дуга возникает между вольфрамовым электродом и заготовкой для получения тепла, необходимого для сварки. Защитный газ также требуется при сварке TIG для защиты расплавленной сварочной ванны от атмосферного загрязнения. Инертные газы, такие как аргон или гелий, могут использоваться в качестве защитного газа. В этом процессе может быть добавлен дополнительный присадочный металл.
В этом процессе может быть добавлен дополнительный присадочный металл.
Электрод из вольфрама (или сплава вольфрама) удерживается в горелке. Защитный газ подается через горелку для создания инертной атмосферы, защищающей электрод и расплавленную сварочную ванну. e электрический ток течет от кончика электрода к заготовке через проводящий ионизированный защитный газ, и возникает дуга. Дополнительный присадочный металл также может быть добавлен в расплавленную сварочную ванну для заполнения соединения. Процесс сварки ВИГ показан на следующем рисунке:
Сварочный ток:
Сварку ВИГ можно использовать как на постоянном (DC), так и на переменном токе (AC). во многом зависит от свариваемого металла . Постоянный ток с отрицательным электродом (DCEN), также известный как «прямая полярность», обычно используется в GTAW , поскольку он способствует более глубокому проплавлению и высокой скорости сварки. Постоянный ток с положительным электродом (DCEP), также известный как «обратная полярность», не используется в GTAW, поскольку он вызывает перегрев электродов.
Постоянный ток с положительным электродом (DCEP), также известный как «обратная полярность», не используется в GTAW, поскольку он вызывает перегрев электродов.
Компоненты GTAW:
Основные компоненты процесса сварки TIG:
1. Power source 2. Electrode 3. Welding Torch 4. Shielding Gas
1. Power Source: A источник питания постоянного тока является наиболее распространенным и подходящим источником питания для процесса сварки TIG. Для обеспечения необходимой мощности используется трансформаторно-выпрямительный источник питания.
2. Электрод: В качестве электродов GTAW используется либо чистый вольфрам, либо вольфрамовые сплавы. Причиной использования вольфрама в качестве электрода является его высокая температура плавления (3410 0 C или 6170 0 F). При сварке TIG электрод действует как электрическая клемма и выделяет тепло, необходимое для плавления основного металла, в отличие от других традиционных процессов сварки, таких как SMAW/GMAW, электрод не расходуется во время сварки. При необходимости подается дополнительный присадочный металл.
При сварке TIG электрод действует как электрическая клемма и выделяет тепло, необходимое для плавления основного металла, в отличие от других традиционных процессов сварки, таких как SMAW/GMAW, электрод не расходуется во время сварки. При необходимости подается дополнительный присадочный металл.
Электроды для сварки TIG бывают различных размеров и длин. Классификация вольфрамовых электродов осуществляется по химическому составу. Эти электроды имеют цветовую маркировку, чтобы отличить их от других. Цвет появляется на кончике электрода. Существуют следующие типы электродов для сварки TIG;
- Чистый вольфрам (цветовой код: зеленый)
- Торированный (цветовой код: красный)
- Сериат (цветовой код: оранжевый)
- Лантанат (цветовой код: золотой)
- Цирконированный (Цветовой код: коричневый)
- Редкоземельные элементы (цветовой код: серый)
Чтобы узнать больше о цветовом кодировании и использовании вольфрамовых электродов, пожалуйста, нажмите здесь.
3. Сварочная горелка: Сварочная горелка GTAW содержит вольфрамовый электрод и обеспечивает подачу защитного газа в расплавленную сварочную ванну через сопло. Зажимное устройство под названием Цанга входит в состав горелки для удерживания вольфрамового электрода. Цанги обычно изготавливаются из медных сплавов. На головке горелки предусмотрены сопла для направления потока защитного газа. Форсунки обычно изготавливаются из керамических материалов.
4. Защитный газ: Защитный газ подается через сопло горелки для предотвращения атмосферного загрязнения расплавленной сварочной ванны. Инертные газы, такие как аргон или гелий, или их комбинация могут использоваться в качестве защитного газа.
Аргон обеспечивает более плавную и тихую дугу с меньшим проплавлением, кроме того, стоимость аргона ниже по сравнению с гелием. Из-за низкой проникающей способности аргон используется для соединения тонких металлов. С другой стороны, гелий обеспечивает более высокое проникновение тепла, поэтому он полезен для более толстых материалов и материалов с высокой теплопроводностью, таких как алюминий и медь.
С другой стороны, гелий обеспечивает более высокое проникновение тепла, поэтому он полезен для более толстых материалов и материалов с высокой теплопроводностью, таких как алюминий и медь.
Преимущества сварки TIG:
1. Сварка ВИГ обеспечивает высококачественный сварной шов, наиболее подходящий для отраслей, требующих точной сварки, таких как аэрокосмическая промышленность и атомная промышленность.
2. Флюс не требуется из-за наличия защитного газа.
3. Обеспечивает соединение без брызг.
4. Сварку можно производить во всех положениях.
5. Данным процессом можно также сваривать разнородные металлы.
6. Процесс сварки TIG можно легко автоматизировать.
7. Превосходное проплавление корневого шва можно получить при сварке TIG.
Ограничения сварки TIG:
1. Более низкая скорость наплавки по сравнению с другими процессами дуговой сварки плавящимся электродом.
2. Требуются несколько более квалифицированные сварщики по сравнению с дуговой сваркой в среде защитного газа (SMAW) или дуговой сваркой в среде защитного газа (GMAW).
3. Очень низкая устойчивость к загрязнениям присадочного или основного металла.
4. Сварка ВИГ довольно дорогая по сравнению с другими традиционными способами сварки, такими как дуговая сварка металлическим электродом в среде защитного газа (SMAW) или дуговая сварка металлическим электродом в среде защитного газа (GMAW).
5. Защита расплавленной сварочной ванны довольно затруднительна при ветре и сквозняках.
Также читайте: MIG WELDING
Также Прочитайте: Типы сварки
также прочитайте: Плазма. Дуговая сварка (FCAW)
Читайте также: Дуговая сварка под флюсом (SAW)
Пожалуйста, посмотрите следующее видео для лучшего понимания сварки GTAW/TIG:
 youtube.com/embed/tWKQN_mmhiM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tWKQN_mmhiM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW / -TIG-)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) представляет собой очень универсальный процесс сварки во всех положениях, который широко используется для соединения сплавов на основе никеля и кобальта. В GTAW тепло для сварки генерируется электрической дугой, возникающей между неплавящимся вольфрамовым электродом и заготовкой. GTAW может выполняться вручную или на автоматическом оборудовании и может использоваться как в производственных, так и в ремонтных сварочных ситуациях. Это процесс, который обеспечивает точный контроль сварочного тепла, и поэтому обычно используется для сварки тонкого основного металла и наплавки корневых слоев сварных швов более толстого сечения. Основным недостатком процесса GTAW является производительность, так как скорость наплавки металла при ручной сварке низкая.
Вольфрамовые электроды с двухпроцентным торированием (AWS A5.12 EWTh-2) традиционно использовались для GTAW сплавов на основе Ni-/Co, но теперь другие составы становятся все более распространенными из-за возможных проблем со здоровьем, связанных с EWTh-2 и другие торированные вольфрамовые электроды. Оксид тория, содержащийся в электроде EWTh-2, представляет собой низкоактивный радиоактивный материал, представляющий небольшую опасность внешнего излучения и опасность внутреннего облучения при проглатывании или вдыхании. Наибольший риск для сварщика связан с вдыханием радиоактивной пыли при шлифовке наконечника вольфрамового электрода для сохранения желаемой конической формы. Следовательно, необходимо использовать местную вытяжную вентиляцию для борьбы с пылью у источника, дополняемую, при необходимости, средствами защиты органов дыхания, а также принимать меры предосторожности, чтобы контролировать любые риски облучения при удалении пыли от шлифовальных устройств. В результате этих проблем со здоровьем некоторые руководящие органы и организации постепенно отказываются от использования торированных вольфрамовых электродов. К счастью, существуют альтернативы, которые обеспечивают сравнимые характеристики с EWTh-2, в том числе электроды с двухпроцентным содержанием церия (AWS A5.12 EWCe-2) и лантана (AWS A5.12 EWLa-2). Для получения дополнительной информации о различных типах вольфрамовых электродов читатель может обратиться к: AWS A5.12/A5.12M, Спецификация вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки, Американское общество сварщиков .
К счастью, существуют альтернативы, которые обеспечивают сравнимые характеристики с EWTh-2, в том числе электроды с двухпроцентным содержанием церия (AWS A5.12 EWCe-2) и лантана (AWS A5.12 EWLa-2). Для получения дополнительной информации о различных типах вольфрамовых электродов читатель может обратиться к: AWS A5.12/A5.12M, Спецификация вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки, Американское общество сварщиков .
Диаметр вольфрамового электрода следует выбирать в зависимости от толщины сварного шва и диаметра присадочной проволоки. Рекомендуется, чтобы электрод был отшлифован до формы конуса (включая угол от 30 до 60 градусов) с небольшой лыской от 0,040 до 0,060 дюйма (от 1,0 до 1,5 мм) в конце. См. Рисунок 4 для предлагаемой геометрии вольфрамового электрода.
Защитный газ аргон для сварки с минимальной чистотой 99,996 % рекомендуется для большинства сварочных ситуаций. Гелий или смеси аргона/гелия или аргона/водорода могут быть предпочтительными в определенных ситуациях, таких как высокая скорость перемещения, высокомеханизированные сварочные операции, для увеличения проплавления сварного шва. Скорость потока защитного газа имеет решающее значение; слишком низкая скорость не обеспечит адекватной защиты сварочной ванны, а слишком высокая скорость может увеличить турбулентность и аспирацию воздуха. Как правило, расход защитного газа из 100 % аргона составляет от 20 до 30 кубических футов в час (CFH) (9).до 14 л/мин). Как правило, чаша с защитным газом должна быть как можно большего размера, чтобы защитный газ мог подаваться с более низкой скоростью. Также рекомендуется оснастить сварочную горелку газовой линзой, чтобы стабилизировать поток газа и обеспечить оптимальное покрытие защитным газом. В то время как защитные газы для сварки имеют очень высокую чистоту, даже небольшое количество воздуха может нарушить защитную защиту и вызвать окисление/обесцвечивание металла сварного шва и пористость. Это может быть вызвано движением воздуха от вентиляторов, систем охлаждения, сквозняков и т. д. или утечкой воздуха в экран из-за незакрепленного газового колпака или других компонентов сварочной горелки.
Скорость потока защитного газа имеет решающее значение; слишком низкая скорость не обеспечит адекватной защиты сварочной ванны, а слишком высокая скорость может увеличить турбулентность и аспирацию воздуха. Как правило, расход защитного газа из 100 % аргона составляет от 20 до 30 кубических футов в час (CFH) (9).до 14 л/мин). Как правило, чаша с защитным газом должна быть как можно большего размера, чтобы защитный газ мог подаваться с более низкой скоростью. Также рекомендуется оснастить сварочную горелку газовой линзой, чтобы стабилизировать поток газа и обеспечить оптимальное покрытие защитным газом. В то время как защитные газы для сварки имеют очень высокую чистоту, даже небольшое количество воздуха может нарушить защитную защиту и вызвать окисление/обесцвечивание металла сварного шва и пористость. Это может быть вызвано движением воздуха от вентиляторов, систем охлаждения, сквозняков и т. д. или утечкой воздуха в экран из-за незакрепленного газового колпака или других компонентов сварочной горелки. Когда надлежащее экранирование достигнуто, наплавленный металл обычно должен иметь ярко-блестящий вид и требует лишь незначительной чистки проволочной щеткой между проходами.
Когда надлежащее экранирование достигнуто, наплавленный металл обычно должен иметь ярко-блестящий вид и требует лишь незначительной чистки проволочной щеткой между проходами.
В дополнение к защитному газу сварочной горелки предлагается обратная продувка корня сварного шва аргоном, пригодным для сварки. Скорость потока обычно находится в диапазоне от 5 до 10 CFH (от 2 до 5 л/мин). Медные опорные стержни часто используются для придания формы сварному шву на корневой стороне сварного шва. Резервный газ часто подается через небольшие отверстия по длине опорного стержня. Бывают ситуации, когда нельзя использовать опорные стержни. В этих условиях часто выполняется открытая стыковая сварка. Такие условия сварки часто встречаются при кольцевой стыковой сварке труб или труб. В этих условиях, когда доступ к корневой части шва невозможен, были установлены особые условия газового потока. В этих условиях сварки открытым стыком скорость потока горелки снижается примерно до 10 кубических футов в час (5 л/мин), а скорость потока обратной продувки увеличивается примерно до 40 кубических футов в час (19л/мин).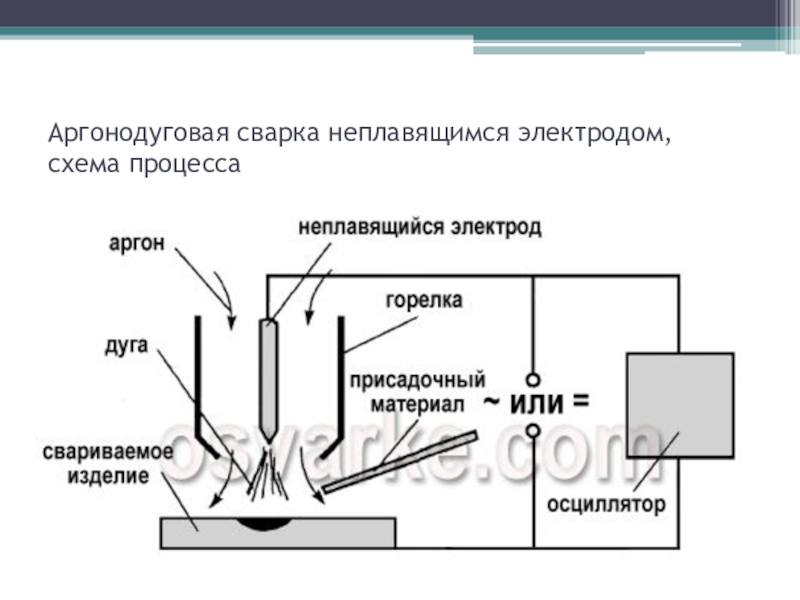 Подробную информацию о обратной продувке при сварке труб можно получить в компании Haynes International по запросу.
Подробную информацию о обратной продувке при сварке труб можно получить в компании Haynes International по запросу.
Рекомендуется держать сварочную горелку практически перпендикулярно к заготовке, с рабочим углом 90° от горизонтали и небольшим углом перемещения от 0° до 5°. Если используется большой угол сопротивления, воздух может попасть в защитный газ и загрязнить сварной шов. Длина дуги должна быть максимально короткой, особенно при автогенной сварке. Рекомендуются методы наматывания или узкого плетения, использующие ток, достаточный только для расплавления основного материала и обеспечения надлежащего плавления наполнителя. Присадочный металл следует добавлять осторожно на передней кромке сварочной ванны, чтобы избежать контакта с вольфрамовым электродом. Во время сварки кончик сварочного присадочного металла всегда следует держать под защитным газом, чтобы предотвратить окисление. Приостановка или «сгущение» сварочной ванны увеличивает погонную энергию сварки и не рекомендуется.
Электрическая полярность для процесса GTAW должна быть отрицательной электродом постоянного тока (DCEN / «прямая полярность»). Типичные параметры ручной GTAW для сварки сплавов HASTELLOY® и HAYNES® представлены в таблице 1. Параметры следует рассматривать как приблизительные значения, которые в конечном итоге зависят от многих других факторов, включая конкретный источник сварочной мощности, геометрию сварного соединения и уровень квалификации сварщика. . Таким образом, предлагается использовать параметры в качестве ориентира для разработки конкретной процедуры сварки. Для наплавки корневых каналов рекомендуется использовать присадочную проволоку меньшего диаметра. Настоятельно рекомендуется использовать источник питания, оснащенный высокочастотным управлением пуском, предварительной/постпродувкой и управлением нарастанием/спуском (или ножной педалью). Скорость перемещения шва оказывает значительное влияние на качество сварных швов на основе никеля и кобальта и обычно ниже, чем для углеродистой и нержавеющей стали.