Непровар сварного шва — что это такое и как его избежать
Содержание статьи:
Непровар сварного шва — что это такое и как его избежать?Непровар сварного шва — это самый распространенный дефект, который появляется у начинающих сварщиков в начале своей карьеры. Непровар характеризуется частичным расплавлением кромок металла, что становится причиной разрушения сварного шва.
Как правило, данный дефект появляется из-за отсутствия опыта и необходимых знаний у сварщика. Малый ток при электросварке или слишком быстрое движение электродом по металлу, безусловно, станут причиной его непровара. Из-за чего ещё может появиться непровар при сварке, и как его избежать, читайте в этой статье про ручную дуговую сварку.
Виды дефектов сварных швов
Непровар металла при сварке, это наружный дефект, который можно разглядеть визуально. Чаще всего непроваром называют такой дефект при сварке, когда сварочный шов не проникает на всю толщину металла. Вследствие этого нарушаются прочностные характеристики сварного соединения.
Очень часто непровар сварного шва путают с наплывом металла, однако, разница между этими двумя дефектами сварки, более чем колоссальная. Как правило, что непровар, что наплыв металла, образуются вследствие неправильно подобранных значений тока на инверторе.
Тем не менее, в случае с непроваром сварного шва, дело может быть не только в настройках инвертора. Очень часто причиной этому, становится быстрое движение электродом или некачественно подготовленная поверхность металла перед сваркой.
Из-за чего образуется непровар сварного шва
Рассмотрим основные причины, из-за которых может появиться непровар металла при сварке, и как устранить этот дефект в дальнейшем.
Малые значения тока — прежде чем ругаться на электроды, убедитесь в том, что значения тока на сварочном аппарате подобраны верно. Ранее уже рассказывалось о том, как правильно подобрать значения тока для электросварки. Подробную информацию можно получить на сайте mmasvarka.ru.
Кроме того, настраивая сварочный инвертор нужно убедиться в том, что в вашей электросети нормальные показатели напряжения. Если напряжение будет слишком занижено, то сварочный аппарат не сможет выдать требуемое значение тока при регулировке, и ток придется завышать, чтобы получить достойный результат.
Отсыревшие или некачественные электроды — получить непровар металла можно и в том случае, если для сварки были подобраны некачественные расходные материалы. Также, электроды могут быть отсыревшими, если они долго лежали в открытой упаковке без надобности. В данном случае достаточно будет прокалить электроды в электрической духовке или в термопенале, при температуре свыше 100 градусов.
Неправильная подготовка металла к сварке
Ржавый и грязный металл — также нередко является причиной непровара сварного шва. Грязная и сильно ржавая поверхность металла мешает нормально гореть дуге, а металл начинает разбрызгиваться в стороны, что также является и небезопасно. Поэтому всегда начинать сварочные работы следует с должной подготовки поверхности металла, в особенности, если та, сильно ржавая или на ней имеются следы старой краски, битума, масла.
Поэтому всегда начинать сварочные работы следует с должной подготовки поверхности металла, в особенности, если та, сильно ржавая или на ней имеются следы старой краски, битума, масла.
Отсутствие опыта у сварщика — самая распространенная проблема, которая приводит к непроварам. Здесь и быстрое движение электрода, когда металл просто не успевает расплавляться, и неправильно подобранный режим электросварки. Очень часто неумение выгонять шлак из сварочной ванны, как раз и приводит к непровару шва, поскольку шлак, так и остается между двумя двумя заготовками.
Устранить данный дефект можно либо изменением угла электрода, либо путем повышения мощности сварочной дуги, для чего достаточно будет уменьшить её длину. В любом случае, с приходом опыта, непровар сварного шва, уйдёт, как и различные другие дефекты электросварки. Не бойтесь экспериментировать и больше тренироваться, тогда удача не заставит себя долго ждать.
Поделиться в соцсетях
Дефекты сварки: виды и причины
Дефекты сварных швов при соединении металлических деталей методом плавления возникают из-за нарушения норм сварки, правил использования аппарата, его неисправности или неверного подбора оснастки. В результате страдает либо внешний вид готового изделия, либо его эксплуатационные характеристики.
В результате страдает либо внешний вид готового изделия, либо его эксплуатационные характеристики.
Дефекты сварки классифицируются в соответствии с государственным стандартом ГОСТ 30242-97 и делятся на шесть групп:
- трещины на поверхности металла;
- полости, кратеры и поры;
- твёрдые посторонние включения внутри шва;
- непровары;
- изменения формы шва или самого изделия;
- прочие дефекты.
Трещины образуются в результате нарушения межкристаллических связей в структуре металла, быстро распространяются по поверхности, приводя к её разрушению. Причинами появления трещин могут быть другие дефекты шва, из-за которых возникает повышенное напряжение поверхности, а также сварки при слишком низкой температуре, повышенное содержание в металле серы или фосфора, сосредоточение большого количества швов на малой площади.
Поры представляют собой пузырьки газа в толще металла и образуются в результате реакции углерода с закисью железа. Другой причиной появления пор может стать то, что газы, содержащиеся в металле, не успевают полностью выделиться в процессе сварки.
Другой причиной появления пор может стать то, что газы, содержащиеся в металле, не успевают полностью выделиться в процессе сварки.
К схожим дефектам относятся полости и кратеры. Они образуются в том случае, если варка производится отсыревшим электродом, либо если на поверхности самого металла или сварочной проволоки осталась ржавчина.
Твёрдые включения внутри шва — это шлак, который не успел всплыть на поверхность сварочной ванны. Такое случается, если варка выполняется слишком быстро или поверхности и кромки были плохо очищены. При многослойной сварке шлак образуется при некачественной зачистке швов между слоями.
Непроварами называют такие дефекты, в результате которых детали соединяются между собой не по всей длине шва. Непроваренные участки обладают высоким показателем напряжения, что ведёт к постепенному разрушению изделия. Такой дефект считается одним из самых опасных. Причинами непровара могут стать слишком малые показатели сварочного тока, большая скорость сварки, излишняя длина дуги, смещение кромок или неправильно выбранная полярность сварочного аппарата.
- подрезы — локальные уменьшения толщины свариваемого металла, вызванные чрезмерным напряжением сварочной дуги или неправильным ведением электрода;
- наплавы металла на поверхности шва, возникающие при неправильном положении детали и сварочного элемента.
Под исправлением дефектов обычно понимается подварка шва в нужном месте. Исправлять шов более двух раз не рекомендуется, поскольку это приводит к истончению поверхности металла и образованию прожогов.
Как заваривать большие зазоры
Weldmyworld
Независимо от того, работаете ли вы над небольшими проектами в своей домашней сварочной мастерской или работаете над капитальным ремонтом в полевых условиях, вы часто сталкиваетесь с ситуациями, требующими перекрытия больших зазоров с помощью сварки.
Следующий сценарий иллюстрирует отличный пример ситуации, требующей навыков сварки с большим зазором, в дополнение к демонстрации правильного выполнения этой техники: , мы предполагаем, что вы используете сварочный аппарат Mig), и у вас нет подходящего куска металла, чтобы залатать сломанный участок. Итак, какова ваша лучшая альтернатива? Вы догадались: заполните зазор сварным швом.
Вот концепция на работе:
Вы заполняете большой пробел сварной сварной средой, создавая серию мостов по всему разрыву, причем каждый последовательный мост заполняет пробел.
Наведение моста в зазоре
Для начала сделайте первоначальный мост с помощью сварочного аппарата Mig через самый узкий участок зазора, двигаясь вперед и назад с каждым проходом, медленно продвигая сварной шов вперед. Процесс начинается в самой узкой части зазора, чтобы с каждым последующим проходом наращивать больше металла.
Общий сварной шов должен создаваться последовательно, потому что тепло, выделяемое в процессе сварки, заставит металл пузыриться, трескаться и фактически отталкиваться от сварного шва, по существу разъедая сварной шов, который вы уже создали. Процесс медленный, так как вы должны часто останавливаться и давать металлу остыть после завершения каждого моста.
Углубляясь в зазор
По мере продвижения к большей части зазора начинайте формировать сварной шов в виде подковы, чтобы наращивать больше металла вдоль боковых стенок, эффективно закрывая зазор с каждым новым проходом шов «подкова». Чем глубже вы углубляетесь в зазор, тем больше перерывов вам нужно сделать, потому что боковые стенки, которые вы строите, состоят больше из присадочного шва, чем из основного металла, а присадочный материал нагревается быстрее, чем основной металл. Кроме того, вы должны делать более длительные перерывы, чтобы обеспечить достаточное время для охлаждения как основного металла, так и присадочного шва. По мере накопления тепла вам, возможно, придется изменить свою технику, выбрав что-то вроде быстрой прихватки или точечной сварки на каждой стороне вашего усадочного «подковообразного» зазора. В конце концов, проявив немного терпения и настойчивости, вы полностью заполните зазор, закончив сварку.
Кроме того, вы должны делать более длительные перерывы, чтобы обеспечить достаточное время для охлаждения как основного металла, так и присадочного шва. По мере накопления тепла вам, возможно, придется изменить свою технику, выбрав что-то вроде быстрой прихватки или точечной сварки на каждой стороне вашего усадочного «подковообразного» зазора. В конце концов, проявив немного терпения и настойчивости, вы полностью заполните зазор, закончив сварку.
Чтобы сварной шов выглядел красиво
Конечный продукт самого сварного шва не очень эстетичен. Куски сварочных швов выглядят не очень привлекательно, а с таким объектом, как перила, хочется иметь презентабельный вид. К счастью, с помощью удобной ручной шлифовальной машины вы можете придать форму сварному шву и красиво зачистить металл, чтобы создать гладкий, бесшовный ремонт, создавая иллюзию того, что поручень всегда был из одного цельного куска металла.
Так:
Нравится Загрузка…
Категории: Общие советы по сварке, Ресурсы, Специальные сварочные процессы, Методы Теги: заполнение зазоров сварным швом, сварка в зазор, сварка с большим зазором, сварка мигом, накладная сварка, металлолом, зазор в сварке Учитесь сварке с последней информацией о сварке, новостями и советами.
Как сваривать MIG-сваркой большие зазоры — Руководство для начинающих — Welders Lab
Одна из самых сложных вещей, которым мне как сварщику пришлось научиться, — сварка MIG-сваркой больших зазоров. Мне приходилось делать это много раз на протяжении многих лет, и изучение точного процесса может быть сложным, особенно если вы не знаете точного процесса, которому вы должны следовать.
Как сварить MIG большие зазоры? Существует 2 основных метода сварки MIG с большими зазорами. Первый заключается в использовании присадочного металла для покрытия зазора, который обрезается по размеру, чтобы заполнить зазор и сделать процесс сварки более гладким. Во-вторых, сделать корневой проход, чтобы заполнить нижнюю часть зазора, и использовать стрингеры для заполнения зазора.
В целом я использовал оба этих метода в зависимости от ситуации и типа металла, с которым я работаю. В остальной части этого руководства я поделюсь этими процессами и всем, что вам нужно знать о сварке больших зазоров.
Почему у вас большие промежутки?
Возникает множество больших зазоров из-за того, что металл деформируется и растягивается отдельно, когда он подвергается тепловой обработке. Если вы не можете зажать его вместе должным образом или прикрепите его, вы можете обнаружить, что у вас есть большие пробелы, которые нужно заполнить, когда дело доходит до сварка.
Это также происходит, когда детали не совпадают. Если вы неправильно нарезали детали или неправильно измерили, то у вас может получиться большой зазор.
Эти пробелы могут быть чрезвычайно проблематичными. Пропуск процесса снятия фаски также может привести к большим зазорам, которые необходимо будет заполнить в процессе работы.
Почему возникают большие зазоры?
Есть несколько причин, по которым большие зазоры могут быть проблематичными.
#1 Сварной шов не такой прочный, как основной металл
Большие зазоры проблематичны, потому что они не такие прочные и сплошные. Присадочный металл никогда не бывает таким прочным, как основной металл. Он предназначен для сплавления двух кусков металла в один цельный кусок.
Он предназначен для сплавления двух кусков металла в один цельный кусок.
Когда нужно заполнить небольшой шов, требуется очень мало более слабого присадочного металла, поэтому, пока вы проникаете в него, работа может справиться с напряжением за счет прочности основного металла.
С большими зазорами вместо этого вы полагаетесь на прочность присадочного металла. Присадочный металл никогда не предназначался для того, чтобы выдерживать такой вес и напряжение в соединении.
Он далеко не так прочен и хорошо сконструирован, как основной металл, а наличие такой большой площади поверхности означает, что ему придется выдерживать больший вес. Это также снижает общую прочность и напряжение исходных основных металлов.
#2 Большой зазор очень восприимчив к загрязнению
Загрязнение довольно легко при выполнении сварочных работ, а в таком большом зазоре достаточно места для проникновения загрязняющих веществ и снижения прочности сварного шва.
Кроме того, потребуется несколько проходов, а проникновение не будет иметь большого значения при таком распространении, что вызовет проблемы с целостностью соединения.
#3 Может повлиять на работу сустава
Большие зазоры также могут повлиять на работу сустава или его посадку. Например, если вы делаете столы, то наличие большого зазора может повлиять на стабильность стола.
Если вы заварите большие зазоры по-разному, то стол может качаться неустойчиво с разной длиной ножек и углами, или поверхность может быть не идеально ровной, и предметы могут медленно соскальзывать со стола.
#4 Может привести к деформации металла
Еще одна проблема с большими зазорами заключается в деформации металла. Когда у вас есть большие зазоры, которые плохо подходят друг к другу, металл, скорее всего, нагреется при воздействии тепла.
Когда металл нагревается, он имеет тенденцию растягиваться и деформироваться, и сварщики часто используют зажимы и прихватки, чтобы предотвратить это.
Большой зазор помешает эффективной прихватке и вызовет дальнейшее отклонение и разрушение металла, что делает маловероятным, что вы сможете сплавить зазор и сварить детали вместе.
При сварке конструкций зазоры представляют собой серьезную проблему. Любое тепло, попадающее при заполнении зазора, вызовет деформацию металла. Я структура, это может привести к тому, что ваша форма приобретет напряжение, с которым она не предназначена.
Когда вы просто заполняете зазор, балка скручивается, в результате чего вся конструкция постоянно находится под напряжением, что приводит к быстрой эрозии и неправильной подгонке каждого соединения.
Сварка больших зазоров: с какими зазорами вам придется иметь дело?
Когда вы имеете дело со сварочными зазорами, типичные зазоры, которые вы обнаружите, это…
- угловые зазоры
- зазоры листового металла
- и попытки заполнить отверстия, вызванные сверлами и прожигом
Все эти зазоры разные типы и требуют различных методов для правильного заполнения.
Опять же, сваривать таким способом не рекомендуется. Когда это возможно, вы должны шлифовать, резать и срезать фаску до сварного шва заподлицо, а не допускать зазоров любого рода.
Можно смазать большие зазоры перед окончательной сваркой, чтобы предотвратить дополнительное напряжение, которое может возникнуть при сварке больших зазоров. Просто убедитесь, что вы исправляете их в соответствии с их потребностями.
Примечание сбоку: Никогда не пытайтесь перекрыть большой зазор за один проход.
Для проемов больше, чем разрешено в коде, но не более чем в два раза больше толщины более тонкой детали, вы можете исправить зазор, сварив его до приемлемых размеров, прежде чем сваривать само соединение.
Угловой зазор
Угловые зазоры возникают, когда ваши угловые детали не подходят друг к другу заподлицо, и вам нужно добавить тонны присадочного металла, чтобы сплавить их вместе.
Я обнаружил, что это часто случается со мной, когда я делаю косые разрезы с трубами и трубами, и они просто не соединяются должным образом.
Может возникнуть соблазн заполнить угол сварными швами, но это не всегда лучший вариант.
В случае углов часто бывает проще снова разрезать детали так, чтобы они соединялись под углом 45 градусов, образуя 90-градусный угол вместо того, чтобы пытаться заполнить большой зазор.
Зазор листового металла
Многие начинающие сварщики слышали, что оставлять зазор между частями листового металла, равный толщине металла, идеально подходит для сварки. Это не так.
Сварка закроет зазоры по мере ее выполнения, что деформирует металл и вызовет волны при наличии такого большого зазора.
Когда вы кладете листы вровень друг с другом, вы можете плавно соединить их вместе.
Прожигание и заполнение отверстий
Этот последний зазор предназначен для заполнения места прожога или просверленного отверстия.
Выгорание может произойти по многим причинам. Это обычно происходит со мной, когда я свариваю горячий материал с тонким материалом. Недавно мне пришлось починить несколько кормушек для свиней из нержавеющей стали, и я довольно много занимался этой проблемой.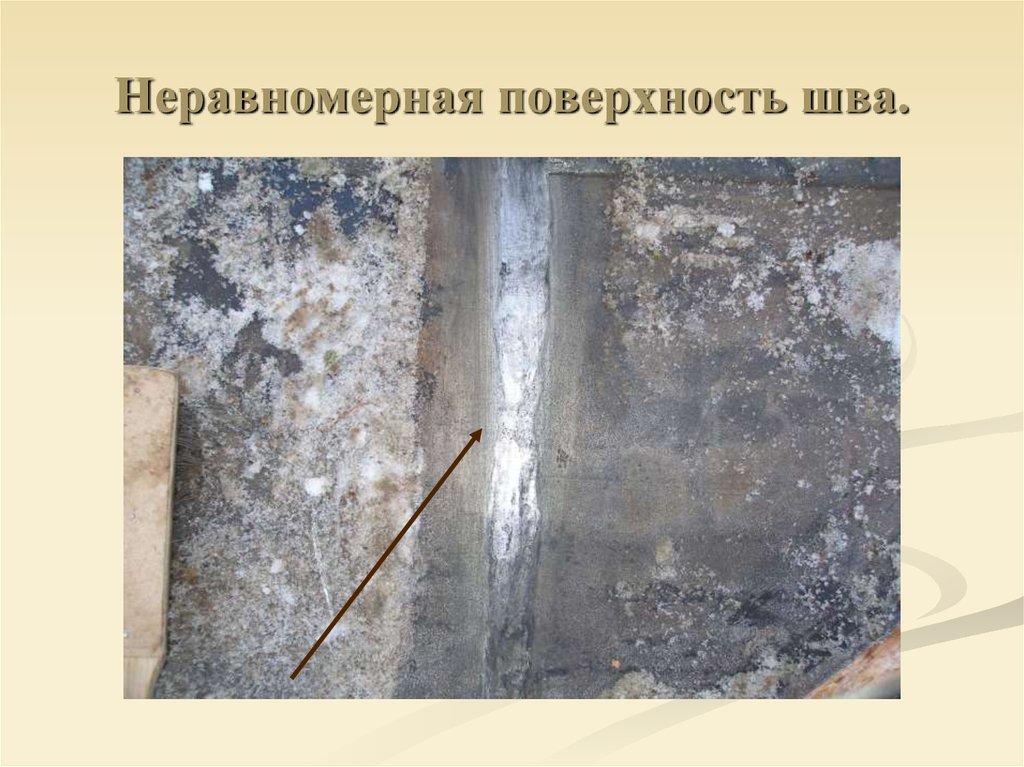
Так как материал был таким тонким, мне пришлось уменьшить силу тока и сделать небольшой шов, чтобы заполнить пятна.
Заполнение ненужных отверстий можно исправить таким же образом. Однако, если дыра слишком большая, вам, возможно, придется найти кусок металла, чтобы заполнить щель.
Как сваривать MIG большие зазоры: различные способы заполнения и сварки больших зазоров
Существует несколько различных способов заполнения больших зазоров.
Один из наиболее распространенных методов, которым обучают сварщиков, заключается в накладывании нескольких сварных швов друг на друга до тех пор, пока валики не образуют насыпь, которая доходит до другой детали.
Этот метод укладки обеспечивает разумное проникновение и часто кажется более прочным, чем альтернативы, и может быть измельчен после завершения проекта.
Другой метод учит людей тому, что вы можете закрепить изделие
одно и то же место несколько раз, пока прихватка не построит линию через промежуток. Этот
далеко не так безопасен и совсем не рекомендуется. Это быстрое решение, которое
не дает прочного сварного шва.
Этот
далеко не так безопасен и совсем не рекомендуется. Это быстрое решение, которое
не дает прочного сварного шва.
Некоторые сварщики пытаются исправить зазор, перегревая луч вверх в направлении, идущем от сварного шва. Это расширит луч, что, как мы надеемся, уменьшит зазор, с которым вы работаете, до приемлемого размера.
Если зазор все еще слишком велик, приварите к нему прихваточным швом подкладочную полосу и используйте валики в узоре переплетения, который выталкивает шлак в положение, служащее барьером между полосой. После того, как плетение закончено, вы можете избавиться от подложки, отшлифовать ее и закончить обратным сварным швом.
Прокладка
Прокладка — это форма укладки сварных швов, которые заполняются намеренно.
На самом деле, прокладочные подставки и охлаждающие прокладки для приклеивания горячих кастрюль к прилавкам — отличный способ, с помощью которого многие новички тренируются в прокладке, когда дело доходит до сварки бисером. Набивка не требует много металла и не требует много времени на подготовку.
Набивка не требует много металла и не требует много времени на подготовку.
Это форма сварки, которая позволяет вам научиться плести бусинки настолько хорошо, что вы можете делать это во сне, потому что она постоянно укладывает бусину за бусиной снова и снова, образуя замысловатые узоры.
Многие сварщики используют эту технику для шунтирования больших зазоров. Вместо того, чтобы просто положить несколько бусин в узкое пространство, они будут создавать ряды и ряды набитых бусин, пока промежуток не будет полностью заполнен.
Сварка на прокладках в качестве упражнения часто включает в себя попытку сварить несколько кусков металла вместе, а затем сломать их. Когда набивка сделана неправильно, металл снова будет легко сломать. Вот почему, как было сказано ранее, вы можете использовать этот метод для заполнения зазоров при сварке, но он даже близко не соответствует прочности и целостности правильно подогнанного сварного шва.
Чтобы установить подушку, возьмите кусок материала и подготовьте его. Ваш процесс будет заключаться в том, чтобы положить несколько бусин очень близко друг к другу.
Ваш процесс будет заключаться в том, чтобы положить несколько бусин очень близко друг к другу.
Убедитесь, что вы создаете что-то похожее на переплетение металлической пряжи или веревки. Бусины должны быть очень тугими и уложены друг на друга, а ряды должны плотно переплетаться друг с другом.
Наполнительный стержень
Многие используют для этого наполнительный стержень. Идея в том, что вы можете прикрепить стержень, чтобы заполнить зазор в сварном шве. Принимая стальной стержень или соответствующий сорт используется некоторыми людьми для заполнения шва быстро.
К сожалению, это не очень хорошая практика. Почти невозможно сохранить консистенцию, когда вы проникаете в сустав.
Если вы все же используете этот метод, то при сварке необходимо оставить прокладку открытой. Скруглите пластину с прокладкой и прокладку с колонной вместо того, чтобы просто расплавить прокладку, чтобы сформировать мост. Если прокладку держат правильно, она сработает в крайнем случае, несмотря на то, что это плохая практика.
Если вы хотите использовать присадочную проволоку для сварки MIG, вам просто нужно правильно их подготовить. Вам нужно будет отбить любой флюс который задерживается на стержне перед работой с ним. Как только вы это сделаете, станет достойным наполнителем для вашего большого пробела.
К сожалению, если вы не будете осторожны с этой техникой, вы получите беспорядок. Втиснув присадочный стержень в ванну, сварной шов будет выглядеть ужасно.
Вдобавок ко всему, он затапливает все, одновременно делая все слишком холодным, чтобы с ним можно было работать и течь. Это не лучший способ делать что-то, и он также не предлагает большого проникновения.
Как правильно сваривать MIG большие зазоры
Для тех из вас, у кого нет возможности отказаться от деталей или сообщить человеку, который попросил вас выполнить работу, что зазор недопустим и сварка не будет выполнена должным образом , вам нужно будет найти способ, как часто говорят, «просто заставить это работать».
К сожалению, для многих людей, когда клиент говорит это, они все еще ожидают, что это сработает… идеально, независимо от того, сколько раз вы предупреждаете их о последствиях попытки заварить такой большой зазор. Вот некоторые вещи, которые вы можете сделать, чтобы уменьшить проблемы с гладкой и чистой сваркой.
Убедитесь, что соблюдены все обычные меры предосторожности. Вы должны использовать затемняющий капюшон или шлем, длинные перчатки, плотную и огнестойкую одежду, защитные очки и беруши. Важно защитить себя от любых летящих искр и не допустить, чтобы глаза сварщика получили ожоги сетчатки глаза.
Убедитесь, что вы правильно заземлены и что ваша машина совместима с вашей домашней сетью. Убедитесь, что ваш сварочный аппарат правильно настроен на толщину металла и что у вас установлены правильные приводные ролики для используемой проволоки. Проверьте скорость подачи и подготовьтесь.
Вы также хотите подготовить свой металл. Помните, любая грязь,
ржавчина, масло, краска или другие проблемы на поверхности вашего металла
загрязнить сварной шов. Когда у вас такой большой разрыв, он становится еще больше.
важно, чтобы ваши металлы были идеально подготовлены и не было загрязнений.
подарок.
Когда у вас такой большой разрыв, он становится еще больше.
важно, чтобы ваши металлы были идеально подготовлены и не было загрязнений.
подарок.
Одна вещь, которую вы можете сделать, чтобы помочь заполнить пробелы, — это позаботиться о том, как вы справляетесь с ними. Вы должны сконцентрироваться на том, чтобы хорошо контролировать свое тепло. Когда тепло будет на радиусной кромке, а не на режущей кромке, вы получите лучшие результаты.
Отрегулируйте свое положение так, чтобы радиус был сверху, а обрезанная кромка — снизу, чтобы сила тяжести была на вашей стороне при заполнении зазора.
Это позволит вашей луже стечь вниз и попасть в кромку реза без необходимости концентрировать дугу над кромкой и рисковать прожечь металл.
Убедитесь, что вы начали наращивать расплавленную сварочную ванну.
на той стороне сварного шва, которая в конечном итоге будет подвергаться наибольшему нагреву
уровней, затем протягивая его через зазор и на другую сторону, используя быстрое взбивание
движения. Это поможет вам создать несколько проходов по краю
радиуса после того, как вы сделали быстрый проход вниз через обрезанную кромку, чтобы она не
слишком сильно выгорает.
Это поможет вам создать несколько проходов по краю
радиуса после того, как вы сделали быстрый проход вниз через обрезанную кромку, чтобы она не
слишком сильно выгорает.
С этого момента вы начнете работать с электродом. Вам нужно будет использовать электрод, чтобы протолкнуть сварочную ванну. Это требует, чтобы вы работали взбивающими движениями.
Совет: Если вы начинаете прожигать металл, остановитесь, дайте ему остыть и приступайте к работе. Вы можете вернуться позже, когда область немного остынет. Прыгать вперед, а затем возвращаться к месту короткими бусинами может сработать.
Если все-таки прогоришь, дыру можно починить самому времени. Просто убедитесь, что вы создаете расплавленную лужу с обеих сторон. бу через и втяните металл в отверстие из бассейна с вашим электрод.
Если этот процесс полностью провалится, то можно разбить шлак
из другого наполнителя в лужу свободной рукой, чтобы создать больше
заполнение. Если сваришь плохо, то шлифуй, сжигай и делай.
еще один проход для создания лучшего сварного шва с более глубоким проплавлением.
Если сваришь плохо, то шлифуй, сжигай и делай.
еще один проход для создания лучшего сварного шва с более глубоким проплавлением.
Если у вас по-прежнему возникают проблемы с этим методом, вернитесь назад и закрепите закрепку. Притворитесь, что вы делаете работу с телом, и убедитесь, что вы наложили сильные кнопки в некоторых замечательных местах.
Когда вы сложите прихватки, вы создадите достаточно прочную основу, чтобы начать сварку и закрыть этот зазор.
Углы
Используйте короткие импульсы при сварке. Работа короткими очередями сформирует мост между обоими кусками металла. Вы также должны убедиться, что вы оставляете достаточно времени между сварными швами, чтобы металл остыл.
Убедитесь, что вы попрактиковались в этой технике, прежде чем использовать ее на чем-то важном. Без практики вы не сможете контролировать тепло и в конечном итоге можете прожечь основной металл, что полностью разрушит сварной шов.
Как только вы закончите этот процесс по всему зазору, вы закончите сварку. Убедитесь, что вы получаете правильное проникновение, особенно с большими зазорами. Как только вы закончите, вам нужно будет очистить все остатки шлака и отшлифовать его до гладкого сварного шва.
Убедитесь, что вы получаете правильное проникновение, особенно с большими зазорами. Как только вы закончите, вам нужно будет очистить все остатки шлака и отшлифовать его до гладкого сварного шва.
Сварка углов на самом деле означает быстрое движение и обеспечение правильные настройки. Контролируйте температуру и скорость проволоки. Если вы хотите более плоские бусы это лучше покроет ваш разрыв, тогда вы захотите использовать толчок вместо того, чтобы тянуть (или перетаскивать) бассейн на себя.
Убедитесь, что через каждые несколько немного прикрепляйте, пока не создадите мост в промежутке, который вы затем сможете сформировать сварные швы и стеки вдоль и поперек. Держитесь впереди своей расплавленной лужи и убедитесь, что вы двигаетесь достаточно быстро, чтобы не прожечь металл.
Отверстия
Если у вас образовался зазор из-за того, что вы неправильно просверлили деталь,
и нужно заполнить одно из отверстий, вы тоже можете это сделать. Получить часть на
его край, чтобы вы могли использовать гравитацию в своих интересах.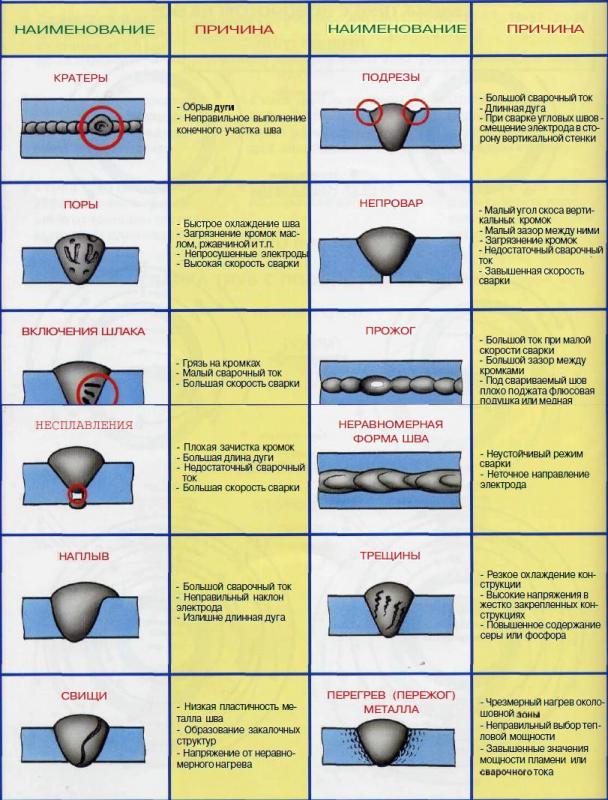 Во время сварки
сила тяжести будет тянуть металл вдоль сварного шва, когда он наклонен к краю.
Во время сварки
сила тяжести будет тянуть металл вдоль сварного шва, когда он наклонен к краю.
Убедитесь, что вы постоянно перемещаетесь из стороны в сторону. Вы должны поддерживать строгий контроль над своим теплом, чтобы избежать прогорания ваш металл и вызывает еще больше проблем с целостностью сварного шва.
Листовой металл
Для зазоров в листовом металле, а не в трубах, вы будете следовать аналогичному процессу. Этот тип исправления потребует гораздо больше времени и терпения, а также лучшую технику.
Гораздо легче деформировать основной металл при нагревании, поэтому вам понадобятся очень короткие очереди, и вы должны позволить им сталкиваться между ними.
Продолжайте двигаться по кругу, пока они не сольются вместе должным образом и полностью. Всегда сохраняйте контроль над своей течкой и постоянно двигайтесь короткими рывками и круговыми движениями.
В завершение очистите его и отшлифуйте до гладкого моста.
Что делать, если вы прожигаете брешь?
Если у вас начал прогорать основной металл, то вам необходимо исправить свою технику.
Это означает, что вы двигаетесь слишком медленно и не оставляете достаточно времени для остывания металла между очередями. Возможно, вы установили сварочный аппарат слишком высоко для используемого материала.
Чтобы устранить эту проблему, увеличьте скорость горелки или попробуйте уменьшить мощность сварочного аппарата и скорость подачи проволоки на сварочном аппарате. Вы также можете попробовать использовать более тонкую проволоку.
Вы можете заделать дыру, заварив ее вместе. Просто начните с края вашего отверстия и двигайтесь по кругу, пока не закроете отверстие, а затем протрите его, чтобы он снова стал заподлицо.
Еще один вариант устранения прожога – взять стержень для сварки TIG и вставить его в отверстие. Оттуда вы можете выполнить точечную сварку с помощью сварочного пистолета MIG.
Это поможет очень быстро заполнить отверстие, а стержень TIG также может охладить сварной шов, чтобы он не прожигался снова так легко.
Заключительные мысли…
Вам когда-нибудь приходилось сваривать MIG большие зазоры? Мы хотим, чтобы мы могли убедить всех прекратить заниматься этим типом сварочных проектов. Мы не можем переоценить тот факт, что это не прочный или сплошной сварной шов.
Мы не можем переоценить тот факт, что это не прочный или сплошной сварной шов.
Независимо от того, насколько хороша ваша техника, эти сварные швы опасны и редко выдерживают стресс-тестирование. Это нехорошо.
При этом, если вы собираетесь сваривать MIG большие зазоры, то вы должны сделать это правильно. Использовали ли вы какой-либо из методов, которые мы упомянули? Если да, то как вел себя сустав с течением времени?
Существует несколько различных ситуаций, в которых может потребоваться любое количество различных типов исправлений, чтобы убедиться, что сварной шов с зазором будет прочным и не нарушит целостность вашего проекта в целом.
Убедитесь, что вы используете правильную технику. Независимо от того, выбираете ли вы набивку, опорный стержень, наполнительные стержни или даже флюсовые стержни, с которых был соскоблен флюс, вам необходимо правильно соблюдать методы и не торопиться, чтобы убедиться, что вы не сжигаете или не деформируете свой металл, вызывая дальнейшие зазоры.