Тепловой неразрушающий контроль: основные понятия и термины.
Общие термины:
Известно, что скорость химических реакций (реакции, изменяющие электрические и механические свойства изоляции, материалов несущих конструкций) зависит от температуры. С увеличением температуры скорость химических реакций возрастает. В материалах оборудования накапливаются структурные изменения, которые со временем могут привести к аварийной ситуации. Поэтому температура или пространственно-временное распределение температур является индикатором технического состояния оборудования. Контроль температурных полей получил название тепловой неразрушающий контроль (ТНК). В литературе даются различные определения теплового неразрушающего контроля.
1. Общие термины
Известно, что скорость химических реакций (реакции, изменяющие электрические и механические свойства изоляции, материалов несущих конструкций.) зависит от температуры. С увеличением температуры скорость химических реакций возрастает. В материалах оборудования накапливаются структурные изменения, которые со временем могут привести к аварийной ситуации. Поэтому температура или пространственно-временное распределение температур является индикатором технического состояния оборудования. Контроль температурных полей получил название тепловой неразрушающий контроль (ТНК).
В материалах оборудования накапливаются структурные изменения, которые со временем могут привести к аварийной ситуации. Поэтому температура или пространственно-временное распределение температур является индикатором технического состояния оборудования. Контроль температурных полей получил название тепловой неразрушающий контроль (ТНК).
В литературе даются различные определения теплового неразрушающего контроля. Так например, в работе [1] тепловой неразрушающий контроль (тепловой контроль) определяется следующим образом «Неразрушающий контроль, основанный на регистрации температурных полей объекта». В работе [2] приводится отличающее от первого определение неразрушающего теплового контроля:
«Испытание материалов исследованием тепловых потоков (температурных полей). В отличие от технической диагностики термин относится к случаям, когда температура объекта контроля перед испытанием равна температуре окружающей среды, поэтому необходима тепловая стимуляция объекта». В неразрушающем контроле (согласно работе [2]) различают два вида теплового контроля – активный и пассивный [2]. На рисунке 1 представлена функциональная схема теплового неразрушающего контроля. Активный и пассивный тепловой контроль широко применяются во многих отраслях промышленности. В энергетике активно применяется пассивный тепловой контроль.
На рисунке 1 представлена функциональная схема теплового неразрушающего контроля. Активный и пассивный тепловой контроль широко применяются во многих отраслях промышленности. В энергетике активно применяется пассивный тепловой контроль.
Рисунок 1. Функциональная схема теплового неразрушающего контроля [2].
Активный тепловой контроль в основном предназначен для оценки однородности материалов и поэтому он широко используется в аэрокосмической промышленности и строительстве. В таблице 1 приведены общие термины теплового контроля.
Таблица 1. Общие термины теплового контроля.
Таблица содержит два определения. Пустые клеточки в последнем столбце таблицы означают, что определение отсутствует в нормативном документе. Надо отметить, что определения в работе [2] более точно соответствует физической сущности. Разделение теплового контроля на активный и пассивный условно. Однако оно отражает принципиальную разницу в обработке результатов измерений, так и в задачах, которые решаются. Отличие между активным и пассивным тепловым контролем точно такое же, как и отличие между понятиями неразрушающий контроль и техническая диагностика.
Отличие между активным и пассивным тепловым контролем точно такое же, как и отличие между понятиями неразрушающий контроль и техническая диагностика.
В энергетике применяются как контактные методы измерения температуры, так и не контактным методы. При измерении температуры неконтактными методами измеряются, как правило, характеристики инфракрасного излучения. Метод анализа тепловых полей посредством получения тепловых изображений получил название термография (см. таблицу 1). Инфракрасная термография, согласно определению, исследует тепловое излучение объектов. В энергетике часто используется понятие «инфракрасная диагностика»,жаргон — «тепловизионная диагностика». Раскроем понятие «инфракрасная диагностика» с использованием таблицы 1 и работы [3]. Понятие «техническая диагностика» базируется на понятии техническое состояние. Эти понятия приведены в таблице 2. В описании параметров технического состояния в энергетике входит температура, вернее, максимально допустимый верхний предел температуры. Таким образом можно дать определение инфракрасной диагностики следующим образом. «Инфракрасная диагностика» оценка технического состояния посредством измерения характеристик инфракрасного (теплового ) излучения. » Тепловизионная диагностика» это тоже самое, что и инфракрасная диагностика, но для измерения поля температур используется тепловизор (прибор фиксирующий изображение объекта диагностирования в инфракрасном спектре). В таблице 2 приведены выше определенные понятия.
Таким образом можно дать определение инфракрасной диагностики следующим образом. «Инфракрасная диагностика» оценка технического состояния посредством измерения характеристик инфракрасного (теплового ) излучения. » Тепловизионная диагностика» это тоже самое, что и инфракрасная диагностика, но для измерения поля температур используется тепловизор (прибор фиксирующий изображение объекта диагностирования в инфракрасном спектре). В таблице 2 приведены выше определенные понятия.
Таблица 2.
2. Основные понятия теплофизики, используемые в тепловом неразрушающем контроле, описывающие на понятийном уровне распространения теплоты в пространстве
Для описания процессов распространения тепла используются следующие понятия: теплота, теплообмен, теплопроводность, конвективный теплообмен, лучистый теплообмен, теплоотдача, теплопередача, температура.
В основе построения основных понятий теплообмена лежит понятие теплоты. Понятие теплоты по-разному трактуется различными авторами. В книге [5] дается следующее определение теплоты: «Теплота, количество теплоты – энергетическая характеристика процесса теплообмена, измеряемая количеством энергии, которое получает (отдает) в процессе теплообмена рассматриваемое тело (или система)». В других литературных источниках не дается точного определения теплоты, а вводится единица теплоты [6], в работе [4] понятие теплоты конкретизируется, например, удельная теплота, теплота парообразования и.т.д.
В книге [5] дается следующее определение теплоты: «Теплота, количество теплоты – энергетическая характеристика процесса теплообмена, измеряемая количеством энергии, которое получает (отдает) в процессе теплообмена рассматриваемое тело (или система)». В других литературных источниках не дается точного определения теплоты, а вводится единица теплоты [6], в работе [4] понятие теплоты конкретизируется, например, удельная теплота, теплота парообразования и.т.д.
Выделяемая теплота распространяется в пространстве посредством теплообмена. Согласно [5] теплообмен — самопроизвольный необратимый процесс переноса энергии (в форме теплоты) в пространстве с неоднородным полем температур. В общем случае теплообмен может вызываться неоднородностью полей других физических величин. Различают конвективный теплообмен, лучистый теплообмен и теплопроводность. Теплообмен в неравномерно нагретой однородной среде получил название теплопроводность [5]. При этом среда, в которой происходит теплообмен, неподвижна.
Процесс переноса теплоты (точнее передачи энергии в форме теплоты) в неравномерно нагретой жидкой, газообразной или сыпучей среде, осуществляемый вследствие движения среды и ее теплопроводности получил название конвективный теплообмен [5].
Лучистый теплообмен- теплообмен между телами, осуществляемый ими вследствие испускания и поглощения электромагнитного излучения [5]. Теплообмен между твердыми и жидкими или газообразными средами называю теплоотдачей [6]. В работе [5] сужают понятие теплоотдача, предполагая одну из сред движущейся и поэтому приравнивая к ней понятие конвективная теплоотдача. Если два теплоносителя разделены между собой твердой перегородкой, то теплообмен между этими двумя теплоносителями получил название теплопередача [4]. Это определение по своему смыслу совпадает с определением работы [5].
Тепловое состояние системы характеризует температура. Температура является одним из параметров состояния. В условиях термодинамического равновесия температура характеризует интенсивность движения атомов, молекул и других частиц, образующих систему [5].
Рис 2 иллюстрируют взаимосвязь основных понятий в теплофизике. Каждое понятие, описывающий распространения тепла в пространстве, включает в себя параметры, характеризующие среду и скорость распространения тепла , содержит пласт знаний, используемый для построения физико-математических моделей процессов распространения теплоты (тепла) на основе уравнений математической физики.
Рис. 2. Понятийная структура, описывающая распространения тепловой энергии
Ниже приводится сводная таблица, содержащая основные понятия, необходимые для понимания процессов распространения теплоты.
Таблица 3.
3. Основные понятия, используемые в пассивном тепловом контроле.
При пассивном тепловом контроле температура (поле температур) контролируемого оборудования (объекта) измеряется контактным или бесконтактным методом . Неконтактные методы измерения температуры (поля температур) основаны на измерении излучения в инфракрасной области спектра. В основе этого метода контроля лежит тот факт, что спектральный состав и энергия инфракрасного излучения не зависит от свойств вещества, а зависит только от температуры. Таким образом понятийная структура пассивного теплового контроля должна включать в себя основные понятия о распространении и взаимодействии с веществом теплового излучения, основные понятия фотометрии., фотографии (нет принципиальной разницы в получении тепловизионных и фотографических изображений). Следует отметить, что основные понятия формируют смысловую структуру пассивного теплового контроля. Ниже приведена сводная таблица основных понятий фотометрии, используемых в пассивном тепловом контроле.
Таким образом понятийная структура пассивного теплового контроля должна включать в себя основные понятия о распространении и взаимодействии с веществом теплового излучения, основные понятия фотометрии., фотографии (нет принципиальной разницы в получении тепловизионных и фотографических изображений). Следует отметить, что основные понятия формируют смысловую структуру пассивного теплового контроля. Ниже приведена сводная таблица основных понятий фотометрии, используемых в пассивном тепловом контроле.
Таблица 4. Определения основных фотометрических величин.
В таблице 4 энергетическая светимость и плотность излучения (излучательность) эквивалентные понятия.
В таблице 5 приведены термины, характеризующая оптические свойства тел в инфракрасном спектре.
Таблица 5. Оптические свойства тел.
Литература
1.ГОСТ 25314-82 Межгосударственный стандарт, Контроль неразрушающий, Тепловой,
Термины и определения
2. Неразрушающий контроль. Справочник. т.5. Тепловой контроль. Книга 1. В.П. Вавилов., Москва, «Машиностроение»,2006 г.,687 с.
т.5. Тепловой контроль. Книга 1. В.П. Вавилов., Москва, «Машиностроение»,2006 г.,687 с.
3. ГОСТ 20911-89 Межгосударственный стандарт. Техническая диагностика. Термины и определения.
4. Ч. Кухлинг.» Справочник по Физике», М.,Мир, 1983 год,491 519 с,
5.Политехнический словарь, гл. ред. И.И. Арболевский, изд. «Советская энциклопедия», 1976 г.,608 стр.
6.Дж. Робертс «Теплота и термодинамика», Гос. изд. технико-теоретической литературы, М.-Л., 1950г.,592 стр.
7. М. А. Брамсон «Инфракрасное излучение нагретых тел»,Изд.»Наука»,М. 1955 г.
8. М.М. Гуревич Фотометрия. Теория, методы и приборы, Ленинград, Энергоатомиздат, Лен. отд., 1983 г.,267 стр.
9. ГОСТ 26148-84 Фотометрия. Термины. Определения.
10.ГОСТ 7601-78 Физическая оптика. Термины, буквенные обозначения и определения основных величин.
Неразрушающий контроль — описание, методы, применение
Неразрушающий контроль (НК) – обширная группа методов анализа, используемых в науке и промышленности для оценки свойств материалов, компонентов и систем без разрушения, демонтажа и причинения ущерба объектам испытания
Метод Неразрушающего контроля очень ценится по причине существенной экономии времени и денег на опытные образцы при проведении испытаний. Наиболее популярные методы неразрушающего контроля: Ультразвуковой, визуальный и измерительный, магнитный, радиационный и другие. Неразрушающий контроль обычно используется в судебной экспертизе инжиниринговых сооружений, машиностроении, электротехнике, строительстве, инженерных системах, авиационной технике, медицине.
Наиболее популярные методы неразрушающего контроля: Ультразвуковой, визуальный и измерительный, магнитный, радиационный и другие. Неразрушающий контроль обычно используется в судебной экспертизе инжиниринговых сооружений, машиностроении, электротехнике, строительстве, инженерных системах, авиационной технике, медицине.
Методы неразрушающего контроля базируются на электромагнитных и звуковых излучениях в различных диапазонах спектра. Свойства материалов, возбуждаемые при данных воздействиях считываются специальной аппаратурой и становятся индикатором пригодности или непригодности образца к эксплуатации. Методы включают в себя изучение внешних поверхностей с применением специального оборудования, оптических и электронных микроскопов. При рентгеновском методе используется проникающее излучение, подобно рентгену, используемому в медицине. Более явное обнаружение дефекта при проведении испытаний методами НК возможно при обработке испытуемой области проникающей жидкости. Её физические свойства под воздействием излучения сильно отличаются от свойств испытуемого образца и это сразу становится видно.
НК используется в областях, охватывающих широчайший спектр производственной деятельности и продолжает развиваться и захватывать все новые и новые отрасли. В основном это отрасли, в которых отказ испытываемого компонента/изделия может привести к серьезной аварии и большим экономическим потерям.
Наиболее популярные области использования НК – сварочное производство. Сварные швы используются как правило для соединения двух или более металлических деталей. Поскольку, при дальнейшей эксплуатации на шов могу приходиться значительные нагрузки, а также со временем снижается усталостная прочность металла, завариваемые образцы подвергаются испытаниям методами НК чаще всего. Это довольно оправданные меры, поскольку прорывы трубопроводов могут привести к значительным техногенным авариям, со значительными финансовыми и репутационными потерями.
Ниже представленны основные направления неразрушающего контроля. Методы и области НК. Объекты и отрасли, в которых используется это направление.
Объекты неразрушающего контроля, утвержденные ПБ 03-440-02, для работы на Опасных производственных объектах.
Методы неразрушающего контроля, утвержденные ПБ 03-440-02, для работы на Опасных производственных объектах.
Вопросы из билетов на экзамене по аттестации специалистов в области неразрушающего контроля на I, II и III уровни.
Преимущества и недостатки методов неразрушающего контроля.
Общие правила прохождения экзамена по неразрушающему контролю.
АКУСТИЧЕСКИЙ КОНТРОЛЬ • Большая российская энциклопедия
В книжной версии
Том 1. Москва, 2005, стр. 382
Скопировать библиографическую ссылку:
Авторы: А. Л. Ремизов
Л. Ремизов
АКУСТИ́ЧЕСКИЙ КОНТРО́ЛЬ (акустическая дефектоскопия), метод неразрушающего контроля, основанный на применении упругих колебаний (волн), возбуждаемых или возникающих в контролируемом объекте. Используются колебания в широком диапазоне частот, гл. обр. УЗ-волны, поэтому акустич. контроль часто называют ультразвуковым контролем. Для А. к. применяют пьезоэлектрич. (реже электромагнитоакустич.) преобразователи и лазеры, излучающие волны, распространяющиеся по поверхности или внутри контролируемого изделия. Параметры (или способы распространения) волн зависят от акустич. характеристик материала в месте дефекта, нарушения однородности или сплошности, наличия постороннего включения и т. п. В процессе контроля анализируется амплитуда волн, прошедших через изделие и отражённых от поверхностей изделия или дефекта, их фаза, частота, скорость распространения и др.
Различают активную и пассивную группы А. к. Активный А. к. представлен рядом методов, основанных на излучении (отражении) и приёме упругих волн. В эхоимпульсном методе проводится анализ параметров волн, отражённых от дефектов и поверхностей объекта при его сканировании, с последующей регистрацией времени и интенсивности эхо-сигнала. В теневом методе предусмотрен анализ распространения волны, прошедшей через изделие, амплитуда которой уменьшается при наличии дефекта. В зеркально-теневом методе анализируют изменение амплитуды сигнала, отражённого от донной поверхности, после двукратного или многократного прохождения волн через контролируемый объект.
Методы пассивного А. к. основаны на анализе процессов и (или) явлений, происходящих в контролируемом изделии, напр. вибраций или акустич. шумов, возникающих при работе объекта (вибрационно-диагностич. и шумодиагностич. методы), параметров испускаемых объектом акустич. волн (акустико-эмиссионный метод). Особенно большое распространение получил акустико-эмиссионный метод, позволяющий определять дефекты, вызванные динамич. перестройкой структуры материала, гидро- и аэродинамич. явлениями при протекании жидкости или газа в узлах трения, а также возникающие в результате зарождения и развития микро- и макродефектов в материале изделия под действием разл. нагрузок. Метод позволяет находить опасные зоны в объекте контроля, определять их координаты, а также вести постоянное наблюдение (мониторинг) за состоянием изделия (материала) при испытаниях машин, в науч. экспериментах и т. п.
Особенно большое распространение получил акустико-эмиссионный метод, позволяющий определять дефекты, вызванные динамич. перестройкой структуры материала, гидро- и аэродинамич. явлениями при протекании жидкости или газа в узлах трения, а также возникающие в результате зарождения и развития микро- и макродефектов в материале изделия под действием разл. нагрузок. Метод позволяет находить опасные зоны в объекте контроля, определять их координаты, а также вести постоянное наблюдение (мониторинг) за состоянием изделия (материала) при испытаниях машин, в науч. экспериментах и т. п.
NDT неразрушающий контроль — оборудование в СПб
Eddytron™ ERW/8
Для труб со сварным швом методом электро – контактной сварки
Данная надежная система разработана для работы в трубопрокатной промышленности. Система определяет и оценивает продольные, поперечные и сквозные дефекты в трубах со сварным швом методом контактной сварки до 8” (200 мм) в диаметре.
Определение дефектов выполняется посредством динамического вихретокового метода сканирования.
Размеры дефектов электронным путем сравниваются с искусственными дефектами, нанесенными на контрольные образцы (СОПы), в соответствии с утвержденными нормативами.
* Примечание: СОП – стандартный образец предприятия, утвержденный в установленном порядке.
Устройство управляет плавающей контрольной головкой. Данная головка может вращаться вдоль оси, а также как в вертикальном направлении для контроля размера трубы и оценки ее качества.
Трубы с лазерным сварным швом и со сварным швом контактной сваркой на производственной линии контролируются согласно стандартам API, ASME, DIN и другим международным стандартам.
Установка контроля в стандартном исполнении состоит из:
- Измерительного устройства вихревого тока
- Установки испытательной обмотки
- Устройства магнитного насыщения
- Линейный аналого-цифрового преобразователя
- Устройства маркировки дефектов
- Оптического и (или) Акустического устройства записи данных сигнала брака.


Eddytron ™ ERW/4
Для сварных труб из нержавеющей стали
Данная система разработана для контроля сварных труб из нержавеющей стали способом продольно- спирального перемещения одноканального датчика вдоль проверяемого изделия. Материала магнитного насыщения не требуется. Установка оснащена оптической сигнальной системой обнаружения дефекта с одновременной маркировкой места повреждения специальной краской.
Eddytron ™ 2.0
Eddytron™ 2.0 – это автоматизированное устройство вихревого тока для финишного контроля трубного материала. Устройство оснащено приводными подающими и выводящими роликами и разработано для определения поверхностных дефектов в трубах и (или) сплошных стержнях до 4” (100 мм) наружного диаметра. Контролируемые изделия магнитно насыщаются, проверяются на наличие поверхностных дефектов и размагничиваются перед выходом из контрольного устройства. Автоматизированное двухцветное маркирующее устройство классифицирует и определяет глубину дефекта в два этапа. Устройство может быть подсоединено к записывающему устройству или к компьютеру по сбору и обработке данных для обеспечения статистических отчетов.
Устройство может быть подсоединено к записывающему устройству или к компьютеру по сбору и обработке данных для обеспечения статистических отчетов.
Rototron ™
Ультразвуковая система контроля Rototron™ c вращающейся испытательная головкой. Изображенная система (справа) разработана для контроля труб или сплошных стержней до 50мм в диаметре. Эта гибкая и универсальная система может быть оборудована и устройством предварительного замера толщины. Устройство включает в себя от 4 до 16 контрольных датчиков. Ультразвуковая иммерсионная дефектоскопия основана на применении заменяемых направленных датчиков, которые настраиваются посредством микровинтов для создания необходимого угла звуковой волны в контролируемых изделиях. Данный метод позволяет включать широкий ряд настроек по желанию заказчика.
SonoTron™
Для круглых стержней
Данная система предназначена для ультразвукового контроля с высоким разрешением круглых стержней (в процессе обработки) на наличие внутренних и внешних дефектов.
Поперечное сечение материала (справа) указывает на типичную трещину, расположенную в центре.
Цветное изображение (слева) отображает результаты ультразвукового контроля на образце стержня длиной 24” (≈ 600 мм). Поврежденные участки помечены красным цветом. Отметка наносится автоматизированной системой контроля, которая объединена с компьютеризированным устройством обработки сигналов. Программное обеспечение дает возможность подсчета приемлемой длины с целью уменьшения затрат материала. Контроль может осуществляться на заранее выбранных участках любого стержня. Более того, определенные участки материала могут подвергаться более тщательному контролю.
Устройство контроля корпусов(Полых тел)
Мы разрабатываем оборудование для контроля стальных и алюминиевых обшивок для корпусов аппаратов высокого давления общего назначения, а также оборонной промышленности.
Наше оборудование обеспечивает высокоплотный объемный контроль изделия в восьми направлениях, что позволяет определять плоские дефекты и отслеживать толщину стенки.
Устройство контроля движущихся деталей
Мы предлагаем лабораторное оборудование для качественного контроля движущихся деталей во время процесса обработки. Набор высокочастотных ультразвуковых преобразователей определяет микротрещины в переходных областях дефицитного материала на длине 30мм движущихся (вращающихся) деталей.
Устройство контроля армированных труб
Контроль биметаллических армированных труб осуществляется посредством комбинации электромагнитного и ультразвукового метода.
Электромагнитный метод применяется при измерении толщины внутренней стенки. Ультразвуковой метод используется при контроле внутренней целостности соединения и определения дефектов в стальных трубах в нескольких направлениях.
Армированные трубы используются для транспортировки химически агрессивных жидкостей.
Устройство контроля проводов
Технология Eddytron™ применяется в проволочной индустрии. Наше устройство определения дефектов методом вихревого тока проверяет провода посредством бесконтактного метода.
Устройство контроля толстолистовой стали
Совмещая метод вихревого тока и ультразвуковой метод контроля, наша система разработана для контроля всей поверхности и объемного покрытия больших листов толстолистовой стали (более 4м в ширину, 50 м в длину) и более 100 мм толщиной. Система определяет и оценивает дефекты расслоения, а также продольные и поперечные дефекты.
Аттестация лабораторий неразрушающего контроля
Согласно определению, указанному в Правилах аттестации и основных требованиях к лабораториям неразрушающего контроля (далее ПБ 03-372-00), лабораторией неразрушающего контроля (НК) является организация, одним из видов деятельности которой является осуществление НК, или подразделение организации, осуществляющее НК технических устройств, зданий и сооружений для собственных нужд.
Неразрушающий контроль — это контроль, при котором не должна быть нарушена пригодность технических устройств, зданий и сооружений к применению и эксплуатации.
Методы неразрушающего контроля:
- акустический,
- магнитный,
- вихретоковый,
- проникающими веществами,
- радиоволновый,
- радиационный,
- оптический,
- тепловой,
- электрический.
Неразрушающий контроль проводится на следующих опасных производственных объектах:
- Объекты котлонадзора (паровые и водогрейные котлы, электрические котлы, сосуды, работающие под давлением свыше 0,07 МПа, трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой свыше 115 0 С, барокамеры).
- Системы газоснабжения (газораспределения) (наружные газопроводы, детали и узлы, газовое оборудование, внутренние газопроводы стальные).
- Подъемные сооружения (грузоподъемные краны, подъемники (вышки), канатные дороги, фуникулеры, эскалаторы, лифты, краны-трубоукладчики, краны-манипуляторы,
- платформы подъемные для инвалидов, крановые пути).
- Объекты горнорудной промышленности (здания и сооружения поверхностных комплексов рудников, обогатительных фабрик, фабрик окомкования и аглофабрик; шахтные подъемные машины; горно-транспортное и горно-обогатительное оборудование)
- Объекты угольной промышленности (шахтные подъемные машины, вентиляторы главного проветривания, горно-транспортное и горно-обогатительное оборудование)
- Оборудование нефтяной и газовой промышленности (оборудование для бурения скважин; оборудование для эксплуатации скважин, оборудование для освоения и ремонта скважин, оборудование газонефтеперекачивающих скважин, газонефтепродуктопроводы, резервуары для нефти и нефтепродуктов).
- Оборудование металлургической промышленности (металлоконструкции технических устройств, зданий, сооружений; газопроводы технологических газов; цапфы чугуновозов, стальковшей, металлоразливочных ковшей).

Все требования к лаборатории, ее персоналу, средствам неразрушающего контроля и документации, а также порядок проведения аттестации сформулированы в Правилах аттестации и основных требованиях к лабораториям неразрушающего контроля (ПБ 03-372-00).
Схема проведения аттестации:
- Подача заявления аккредитованной на аттестацию лабораторий организации, где указаны данные о лаборатории и ее руководителе, контролируемые виды объектов, методы контроля, число сотрудников лаборатории, и к которому прилагаются Положение о лаборатории, Паспорт лаборатории, Руководство по качеству.
- Регистрация заявки.
- Формирование организацией экспертной комиссии из числа штатных и внештатных сотрудников.
- Рассмотрение документов.
- Проведение проверки лаборатории.
- Составление отчета.
- Принятие решения об аттестации.
При положительном решении компания, проводившая аттестацию, в течение трех дней оформляет свидетельство об аттестации, регистрирует аттестованную лабораторию и передает информацию об этом в Ростехнадзор для включения в лаборатории в реестр.
Лаборатория может быть аттестована на срок не более трех лет.
ГОСТ Р 56542-2015 Контроль неразрушающий.
 Классификация видов и методов, ГОСТ Р от 07 августа 2015 года №56542-2015
Классификация видов и методов, ГОСТ Р от 07 августа 2015 года №56542-2015
ГОСТ Р 56542-2015
ОКС 19.100
Дата введения 2016-06-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт оптико-физических измерений» (ФГУП «ВНИИОФИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 «Неразрушающий контроль»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 августа 2015 г. N 1112-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает классификацию видов и методов неразрушающего контроля.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1 Виды неразрушающего контроля
3. 1.1 вид неразрушающего контроля: Группа методов неразрушающего контроля, объединенных общностью физических явлений, положенных в его основу.
1.1 вид неразрушающего контроля: Группа методов неразрушающего контроля, объединенных общностью физических явлений, положенных в его основу.
3.1.2 акустический неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте.
Примечание — При использовании возбуждаемых упругих волн ультразвукового диапазона частот (выше 20 кГц) допустимо применение термина «ультразвуковой» вместо термина «акустический».
3.1.3 виброакустический неразрушающий контроль: Вид неразрушающего контроля, основанный на регистрации параметров виброакустического сигнала, возникающего при работе контролируемого объекта.
3.1.4 вихретоковый неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте.
3.1.5 магнитный неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе взаимодействия магнитного поля с контролируемым объектом.
3.1.6 неразрушающий контроль проникающими веществами: Вид неразрушающего контроля, основанный на проникновении веществ в полости дефектов контролируемого объекта.
Примечание — При визуальном осмотре поверхностных дефектов термин «проникающими веществами» может быть изменен на «капиллярный», а при выявлении сквозных дефектов — на «течеискание».
3.1.7 оптический неразрушающий контроль: Вид неразрушающего контроля, основанный на регистрации параметров оптического излучения после взаимодействия с контролируемым объектом или собственного оптического излучения исследуемого объекта.
3.1.8 радиационный неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе параметров проникающего ионизирующего излучения после взаимодействия с контролируемым объектом.
Примечание — В наименовании видов контроля слово «радиационный» может быть заменено словом, обозначающим конкретный метод ионизирующего излучения (например, рентгеновский, нейтронный и т.д.).
3.1.9 радиоволновой неразрушающий контроль: Вид неразрушающего контроля, основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с контролируемым объектом.
3.1.10 тепловой неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе параметров тепловых полей контролируемых объектов, вызванных дефектами.
3.1.11 электрический неразрушающий контроль: Вид неразрушающего контроля, основанный на анализе параметров электрического поля или электрического тока, взаимодействующих с контролируемым объектом или возникающими в контролируемом объекте в результате внешнего воздействия.
3.2 Методы неразрушающего контроля
3. 2.1 По характеру взаимодействия физических полей или веществ с контролируемым объектом
2.1 По характеру взаимодействия физических полей или веществ с контролируемым объектом
3.2.1.1 метод контроля: Правила применения определенных принципов и средств контроля.
3.2.1.2 автоэмиссионный метод: Метод неразрушающего контроля, основанный на генерации ионизирующего излучения веществом контролируемого объекта без активации его в процессе контроля.
3.2.1.3 акустико-эмиссионный метод: Метод неразрушающего контроля, основанный на анализе параметров упругих волн акустической эмиссии.
3.2.1.4 виброакустический метод: Метод неразрушающего контроля, основанный на регистрации и анализе параметров виброакустических колебаний, возникающих при работе контролируемого объекта.
3.2.1.5 импедансный метод: Метод неразрушающего контроля, основанный на анализе изменения величины механического импеданса участка поверхности контролируемого объекта.
3.2.1.6 конвективный метод: Метод неразрушающего контроля, основанный на регистрации теплового потока, передаваемого контролируемому объекту в результате процесса конвекции.
3.2.1.7 магнитный метод: Метод неразрушающего контроля, основанный на измерении параметров магнитных полей, присутствующих или создаваемых в контролируемом объекте.
3.2.1.8 метод активационного анализа: Метод неразрушающего контроля, основанный на анализе ионизирующего излучения, источником которого является наведенная радиоактивность контролируемого объекта, возникшая в результате воздействия на него первичного ионизирующего излучения.
3.2.1.9 метод индуцированного излучения: Метод неразрушающего контроля, основанный на регистрации излучения, генерируемого контролируемым объектом при постороннем воздействии (например, люминесценция, фотолюминесценция).
3. 2.1.10 метод отраженного излучения (эхо-метод): Метод неразрушающего контроля, основанный на регистрации волн, полей или потока элементарных частиц, отраженных от дефекта или поверхности раздела двух сред.
2.1.10 метод отраженного излучения (эхо-метод): Метод неразрушающего контроля, основанный на регистрации волн, полей или потока элементарных частиц, отраженных от дефекта или поверхности раздела двух сред.
3.2.1.11 метод прошедшего излучения: Метод неразрушающего контроля, основанный на регистрации волн, полей или потока элементарных частиц, прошедших сквозь контролируемый объект.
3.2.1.12 метод рассеянного излучения: Метод неразрушающего контроля, основанный на регистрации характеристик волн, полей или потока частиц, рассеянных от дефекта или поверхности раздела двух сред.
3.2.1.13 метод свободных колебаний: Метод неразрушающего контроля, основанный на регистрации параметров свободных механических колебаний, возбужденных в контролируемом объекте.
3.2.1.14 метод собственного излучения: Метод неразрушающего контроля, основанный на регистрации параметров собственного излучения контролируемого объекта.
3.2.1.15 метод характеристического излучения: Метод неразрушающего контроля, основанный на регистрации параметров характеристического излучения, испускаемого электронными оболочками атомов облучаемого вещества контролируемого объекта под воздействием первичного излучения.
3.2.1.16 молекулярный метод: Метод неразрушающего контроля, основанный на регистрации вещества, проникающего в (через) дефекты контролируемого объекта в результате межмолекулярного взаимодействия.
3.2.1.17 резонансный метод: Метод неразрушающего контроля, основанный на регистрации параметров резонансных колебаний, возбужденных в контролируемом объекте.
3.2.1.18 тепловой контактный метод: Метод неразрушающего контроля, основанный на регистрации теплового потока, получаемого контролируемым объектом при непосредственном контакте с источником тепла.
3.2.1.19 термоэлектрический метод: Метод неразрушающего контроля, основанный на регистрации величины т. э.д.с., возникающей при прямом контакте нагретого образца известного материала с контролируемым объектом.
э.д.с., возникающей при прямом контакте нагретого образца известного материала с контролируемым объектом.
3.2.1.20 трибоэлектрический метод: Метод неразрушающего контроля, основанный на регистрации величины электрических зарядов, возникающих в контролируемом объекте при трении разнородных материалов.
3.2.1.21 электрический метод: Метод неразрушающего контроля, основанный на регистрации параметров электрического поля (тока), взаимодействующего с контролируемым объектом.
3.2.2 По первичному информативному параметру
3.2.2.1 амплитудный метод: Метод неразрушающего контроля, основанный на регистрации амплитуды волн (полей, потоков), взаимодействующих с контролируемым объектом.
3.2.2.2 временной метод: Метод неразрушающего контроля, основанный на регистрации времени прохождения волн (полей, потоков) через контролируемый объект.
3.2.2.3 виброакустический метод: Метод неразрушающего контроля, основанный на измерении и анализе параметров виброакустического сигнала, возникающего при работе контролируемого объекта.
3.2.2.4 газовый метод: Метод неразрушающего контроля, основанный на регистрации газов, проникающих через сквозные дефекты контролируемого объекта.
3.2.2.5 геометрический метод: Метод неразрушающего контроля, основанный на регистрации точки, соответствующей максимальному значению интенсивности волнового пучка после взаимодействия с контролируемым объектом.
3.2.2.6 жидкостный метод: Метод неразрушающего контроля, основанный на регистрации жидкости, проникающей через сквозные дефекты контролируемого объекта.
3.2.2.7 метод коэрцитивной силы: Метод неразрушающего контроля, основанный на регистрации коэрцитивной силы объекта.
3. 2.2.8 метод магнитной проницаемости: Метод неразрушающего контроля, основанный на регистрации магнитной проницаемости контролируемого объекта.
2.2.8 метод магнитной проницаемости: Метод неразрушающего контроля, основанный на регистрации магнитной проницаемости контролируемого объекта.
3.2.2.9 метод намагниченности: Метод неразрушающего контроля, основанный на регистрации намагниченности контролируемого объекта.
3.2.2.10 метод напряженности магнитного поля: Метод неразрушающего контроля, основанный на регистрации напряженности магнитного поля, взаимодействующего с контролируемым объектом.
3.2.2.11 метод остаточной индукции: Метод неразрушающего контроля, основанный на регистрации остаточной индукции материала контролируемого объекта после взаимодействия с магнитным полем.
3.2.2.12 метод плотности потока энергии: Метод неразрушающего контроля, основанный на регистрации плотности потока энергии ионизирующего излучения после взаимодействия с контролируемым объектом.
3. 2.2.13 метод эффекта Баркгаузена: Метод неразрушающего контроля, основанный на регистрации параметров магнитного шума, возникающего в результате эффекта Баркгаузена.
2.2.13 метод эффекта Баркгаузена: Метод неразрушающего контроля, основанный на регистрации параметров магнитного шума, возникающего в результате эффекта Баркгаузена.
3.2.2.14 многочастотный метод: Метод неразрушающего контроля, основанный на анализе и (или) синтезе сигналов преобразователя, обусловленных взаимодействием электромагнитного поля различных частот с объектом контроля.
3.2.2.15 поляризационный метод: Метод неразрушающего контроля, основанный на анализе поляризации волн, взаимодействующих с контролируемым объектом.
3.2.2.16 спектральный метод: Метод неразрушающего контроля, основанный на анализе спектра физического поля (излучения) после взаимодействия с контролируемым объектом.
3.2.2.17 теплометрический метод: Метод неразрушающего контроля, основанный на регистрации теплового потока либо величин, его определяющих.
3. 2.2.18 термометрический метод: Метод неразрушающего контроля, основанный на контактной или дистанционной регистрации температуры контролируемого объекта.
2.2.18 термометрический метод: Метод неразрушающего контроля, основанный на контактной или дистанционной регистрации температуры контролируемого объекта.
3.2.2.19 фазовый метод: Метод неразрушающего контроля, основанный на анализе фазы волн, взаимодействующих с контролируемым объектом.
3.2.2.20 частотный метод: Метод неразрушающего контроля, основанный на анализе частоты волн, взаимодействующих с контролируемым объектом.
3.2.2.21 электроемкостный метод: Метод неразрушающего контроля, основанный на измерении емкости участка контролируемого объекта, взаимодействующего с электрическим полем.
3.2.2.22 электропотенциальный метод: Метод неразрушающего контроля, основанный на анализе распределения потенциалов по поверхности контролируемого объекта.
3.2.3 По способу получения первичной информации
3. 2.3.1 акустический метод: Метод неразрушающего контроля, основанный на регистрации акустических волн, возбуждаемых при взаимодействии сред или структур материала контролируемого объекта.
2.3.1 акустический метод: Метод неразрушающего контроля, основанный на регистрации акустических волн, возбуждаемых при взаимодействии сред или структур материала контролируемого объекта.
3.2.3.2 болометрический метод: Метод неразрушающего контроля, основанный на регистрации мощности лучистой энергии электромагнитных волн, взаимодействующих с контролируемым объектом, с помощью болометров.
3.2.3.3 визуально-оптический метод: Метод неразрушающего контроля, основанный на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов.
3.2.3.4 галогенный метод: Метод неразрушающего контроля, основанный на регистрации пробного вещества, проникающего через сквозные дефекты контролируемого объекта, по изменению эмиссии ионов нагретой металлической поверхностью при попадании на нее пробного вещества, содержащего галогены.
3. 2.3.5 голографический метод: Метод неразрушающего контроля, основанный на регистрации интерференционной картины, получаемой при взаимодействии опорного и рассеянного контролируемым объектом полей когерентных волн с последующим восстановлением изображения объекта.
2.3.5 голографический метод: Метод неразрушающего контроля, основанный на регистрации интерференционной картины, получаемой при взаимодействии опорного и рассеянного контролируемым объектом полей когерентных волн с последующим восстановлением изображения объекта.
3.2.3.6 детекторный (диодный) метод: Метод неразрушающего контроля, основанный на регистрации энергии электромагнитного излучения, взаимодействующего с контролируемым объектом, с помощью диодов.
3.2.3.7 индукционный метод: Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния по величине или фазе индуцируемой э.д.с.
3.2.3.8 интерференционный метод: Метод неразрушающего контроля, основанный на получении первичной информации об объекте по образованию в плоскости изображения соответствующего распределения интенсивности и фазы волнового излучения, прошедшего через объект или отраженного контролируемым объектом.
3.2.3.9 ионизационный метод: Метод неразрушающего контроля, основанный на регистрации заряженных частиц, возникающих при ионизации атомов материала контролируемого объекта, ионизационной камерой, счетчиком Гейгера, пропорциональным детектором.
3.2.3.10 калориметрический метод: Метод неразрушающего контроля, основанный на измерении тепловых эффектов (количеств теплоты).
3.2.3.11 катарометрический метод: Метод неразрушающего контроля, основанный на регистрации разницы в теплопроводности воздуха и пробного газа, вытекающего через сквозные дефекты контролируемого объекта.
3.2.3.12 люминесцентный метод: Метод неразрушающего контроля, основанный на регистрации контраста люминесцирующего видимым излучением следа на фоне поверхности контролируемого объекта в длинноволновом ультрафиолетовом излучении.
3.2.3.13 люминесцентно-цветной метод: Метод неразрушающего контроля, основанный на регистрации контраста цветного или люминесцирующего индикаторного следа на фоне поверхности контролируемого объекта в видимом или длинноволновом ультрафиолетовом излучении.
3.2.3.14 магнитографический метод: Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния с использованием в качестве индикатора ферромагнитной пленки.
3.2.3.15 магнитопорошковый метод: Метод неразрушающего контроля, основанный на анализе магнитных полей рассеяния с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии.
3.2.3.16 магниторезисторный метод: Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния магниторезисторами.
3.2.3.17 манометрический метод: Метод неразрушающего контроля, основанный на регистрации изменения показаний вакуумметра, обусловленного проникновением воздуха или пробного вещества через сквозные дефекты контролируемого объекта.
3.2.3.18 масс-спектрометрический метод: Метод неразрушающего контроля, основанный на регистрации ионов пробного газа, проникающего через сквозные дефекты контролируемого объекта.
3.2.3.19 метод вторичных электронов: Метод неразрушающего контроля, основанный на регистрации потока высокоэнергетических вторичных электронов, образованного в результате взаимодействия проникающего излучения с контролируемым объектом.
3.2.3.20 метод высокочастотного разряда: Метод неразрушающего контроля, основанный на регистрации проникновения воздуха или пробного газа по возбуждению разряда в вакууме или на локализации искрового разряда в зоне сквозного дефекта контролируемого объекта.
3.2.3.21 метод жидких кристаллов: Метод неразрушающего контроля, основанный на регистрации распределения температуры по поверхности контролируемого изделия с помощью термоиндикаторов на основе жидких кристаллов.
3.2.3.22 метод контактной разности потенциалов: Метод неразрушающего контроля, основанный на регистрации контактной разности потенциалов.
3. 2.3.23 метод остаточных устойчивых деформаций: Метод неразрушающего контроля, основанный на регистрации остаточных деформаций эластичных покрытий в месте течи.
2.3.23 метод остаточных устойчивых деформаций: Метод неразрушающего контроля, основанный на регистрации остаточных деформаций эластичных покрытий в месте течи.
3.2.3.24 метод рекомбинационного излучения: Метод неразрушающего контроля, основанный на регистрации рекомбинационного излучения p-n переходов при прямом и обратном их смещении.
3.2.3.25 метод термобумаг: Метод неразрушающего контроля, основанный на регистрации температуры по поверхности контролируемого объекта с помощью необратимых термоиндикаторов, представляющих собой черную бумагу с термочувствительным слоем, плавящимся при определенной температуре, в результате чего обнажается черная контрастная основа.
3.2.3.26 метод термозависимых параметров: Метод неразрушающего контроля, основанный на изменении температуры контролируемого объекта с помощью его термозависимых параметров (сопротивления, емкости и т.п.).
3. 2.3.27 метод термокрасок: Метод неразрушающего контроля, основанный на регистрации распределения температуры по поверхности объекта с помощью химических красок, изменяющих цвет под действием тепловой энергии контролируемого объекта.
2.3.27 метод термокрасок: Метод неразрушающего контроля, основанный на регистрации распределения температуры по поверхности объекта с помощью химических красок, изменяющих цвет под действием тепловой энергии контролируемого объекта.
3.2.3.28 метод термолюминофоров: Метод неразрушающего контроля, основанный на регистрации распределения температуры по поверхности контролируемого объекта с помощью люминофоров, наносимых на контролируемую поверхность и изменяющих яркость свечения в зависимости от температуры.
3.2.3.29 метод фильтрующихся частиц: Метод неразрушающего контроля, основанный на регистрации контраста скопления отфильтрованных частиц (люминесцентных, цветных, люминесцентно-цветных) на фоне поверхности контролируемого объекта.
3.2.3.30 метод фотоуправляемых полупроводниковых частиц: Метод неразрушающего контроля, основанный на регистрации пространственной структуры СВЧ поля, взаимодействующего с контролируемым объектом в плоскости фотоуправляемой полупроводниковой пластины, и измерении коэффициента отражения (прохождения) электромагнитной волны от освещенного участка пластины.
3.2.3.31 метод экзоэлектронной эмиссии: Метод неразрушающего контроля, основанный на регистрации экзоэлектронов, эмитируемых поверхностью контролируемого объекта при приложении к нему внешнего стимулирующего воздействия.
3.2.3.32 метод эффекта Холла: Метод неразрушающего контроля, основанный на регистрации магнитных полей датчиками Холла.
3.2.3.33 микрофонный метод: Метод неразрушающего контроля, основанный на регистрации акустических волн с помощью микрофона.
3.2.3.34 нефелометрический метод: Метод неразрушающего контроля, основанный на получении информации о контролируемом объекте по изменению интенсивности и поляризации оптического излучения, проходящего через объект, в результате рассеяния на неоднородностях.
3.2.3.35 оптический интерференционный метод: Метод неразрушающего контроля теплового поля в приповерхностных слоях среды, окружающей нагретый объект, по интерференционной картине.
3.2.3.36 параметрический вихретоковый метод: Метод неразрушающего контроля, основанный на регистрации электромагнитного поля вихревых токов, наводимых в контролируемом объекте полем преобразователя, по изменению полного сопротивления катушки преобразователя.
3.2.3.37 пирометрический метод: Метод неразрушающего контроля температуры с помощью визуальных или фотоэлектрических пирометров.
3.2.3.38 пондеромоторный метод: Метод неразрушающего контроля, основанный на регистрации силы отрыва (притяжения) постоянного магнита или сердечника электромагнита от контролируемого объекта.
3.2.3.39 порошковый метод: Метод неразрушающего контроля, основанный на регистрации увеличения амплитуд акустических колебаний отделенных дефектами участков вследствие их резонансов на собственных частотах с помощью тонкодисперсного порошка.
3.2.3.40 пузырьковый метод: Метод неразрушающего контроля, основанный на регистрации пузырьков пробного газа, проникающего через сквозные дефекты контролируемого объекта.
3.2.3.41 пьезоэлектрический метод: Метод неразрушающего контроля, основанный на регистрации акустических волн пьезоэлектрическим детектором.
3.2.3.42 радиоактивный метод: Метод неразрушающего контроля, основанный на регистрации интенсивности излучения, обусловленного проникновением радиоактивного вещества через сквозные дефекты контролируемого объекта.
3.2.3.43 радиографический метод: Метод неразрушающего контроля, основанный на преобразовании радиационного изображения контролируемого объекта в радиографический снимок или записи этого изображения на запоминающем устройстве с последующим преобразованием в световое изображение.
3.2.3.44 радиоскопический метод: Метод неразрушающего контроля, основанный на регистрации ионизирующих излучений после взаимодействия с контролируемым объектом на флуоресцирующем экране или с помощью электронно-оптического преобразователя.
3.2.3.45 рефлектометрический метод: Метод неразрушающего контроля, основанный на регистрации интенсивности светового потока, отраженного от изделия.
3.2.3.46 рефрактометрический метод: Метод неразрушающего контроля, основанный на регистрации показателей преломления контролируемого объекта в различных участках спектра оптического излучения.
3.2.3.47 сцинтилляционный метод: Метод неразрушающего контроля, основанный на регистрации ионизирующего излучения, взаимодействующего с контролируемым объектом, сцинтилляционным детектором.
3.2.3.48 термисторный метод: Метод неразрушающего контроля, основанный на регистрации мощности лучистой энергии электромагнитных волн, взаимодействующих с контролируемым объектом, с помощью термисторов.
3.2.3.49 трансформаторный метод: Метод неразрушающего контроля, основанный на регистрации электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в токопроводящем объекте, по изменению э. д.с. на зажимах измерительной катушки.
д.с. на зажимах измерительной катушки.
3.2.3.50 феррозондовый метод: Метод неразрушающего контроля, основанный на измерении напряженности магнитного поля феррозондами.
3.2.3.51 химический метод: Метод неразрушающего контроля, основанный на регистрации проникновения пробных жидкостей или газов веществами, изменяющими свой цвет в результате химической реакции.
3.2.3.52 цветной (хроматический) метод: Метод неразрушающего контроля, основанный на регистрации контраста цветного индикаторного следа на фоне поверхности контролируемого объекта в видимом излучении.
3.2.3.53 шумовой метод: Метод неразрушающего контроля, основанный на регистрации шумовых параметров.
3.2.3.54 электроискровой метод: Метод неразрушающего контроля, основанный на регистрации возникновения электрического пробоя и изменений его параметров в окружающей среде или на участке контролируемого объекта.
3.2.3.55 электромагнитно-акустический метод: Метод неразрушающего контроля, основанный на регистрации акустических волн после взаимодействия с контролируемым объектом с помощью вихретокового преобразователя.
3.2.3.56 электропараметрический метод: Метод неразрушающего контроля, основанный на регистрации электрического поля по вольт-амперным, вольт-фарадным и т.д. характеристикам контролируемого объекта.
3.2.3.57 электростатический порошковый метод: Метод неразрушающего контроля, основанный на регистрации электростатических полей рассеяния с использованием в качестве индикатора наэлектризованного порошка.
3.2.3.58 яркостный (ахроматический) метод: Метод неразрушающего контроля, основанный на регистрации контраста ахроматического следа на фоне поверхности контролируемого объекта в видимом излучении.
4 Виды и методы неразрушающего контроля
4. 1 Неразрушающий контроль в зависимости от физических явлений, положенных в его основу, подразделяют на следующие виды:
1 Неразрушающий контроль в зависимости от физических явлений, положенных в его основу, подразделяют на следующие виды:
— акустический;
— виброакустический;
— вихретоковый;
— магнитный;
— оптический;
— проникающими веществами;
— радиационный;
— радиоволновой;
— тепловой;
— электрический.
4.2 Методы неразрушающего контроля каждого вида классифицируют по следующим признакам:
а) характеру взаимодействия физических полей или веществ с контролируемым объектом;
б) первичным информативным параметрам;
в) способам получения первичной информации.
В наименовании метода должны присутствовать классификационные признаки, изложенные выше, свойственные данному методу неразрушающего контроля.
Допускается применение комбинированных методов одного или нескольких видов неразрушающего контроля, классифицируемых по различным признакам, изложенным в 4. 2.
2.
Классификация методов неразрушающего контроля приведена в таблицах 1, 2.
Таблица 1
Вид контроля | Классификация методов неразрушающего контроля | ||
По характеру взаимодействия физических полей с контролируемым объектом | По первичному информативному параметру | По способу получения первичной информации | |
Магнитный | Магнитный | Коэрцитивной силы. Намагниченности. Остаточной индукции. Магнитной проницаемости. Напряженности. Эффекта Баркгаузена | Магнитопорошковый. Феррозондовый. Эффекта Холла. Магнитографический. |
Электрический | Электрический. Трибоэлектрический. Термоэлектрический | Электропотенциальный. Электроемкостный | Электростатический порошковый. Электропараметрический. Электроискровой. Рекомбинационного излучения. Экзоэлектронной эмиссии. Шумовой. Контактной разности потенциалов |
Вихретоковый | Прошедшего излучения. Отраженного излучения | Амплитудный. Фазовый. Частотный. Спектральный. Многочастотный | Трансформаторный. Параметрический |
Радиоволновой | Прошедшего излучения. Отраженного излучения. Рассеянного излучения. Резонансный | Амплитудный. Фазовый. Частотный. Временной. Поляризационный. Геометрический | Детекторный (диодный). Болометрический. Термисторный. Интерференционный. Голографический. Жидких кристаллов. Термобумаг. Термолюминофоров. Фотоуправляемых полупроводниковых пластин. Калориметрический |
Тепловой | Тепловой контактный. Конвективный. Собственного излучения | Термометрический. Теплометрический | Пирометрический. Жидких кристаллов. Термокрасок. Термобумаг. Термолюминофоров. Термозависимых параметров. Оптический интерференционый. Калориметрический |
Оптический | Прошедшего излучения. Отраженного излучения. Рассеянного излучения. Индуцированного излучения | Амплитудный. Фазовый. Временной. Частотный. Поляризационный. Геометрический. Спектральный | Интерференционный. Нефелометрический. Голографический. Рефрактометрический. Рефлексометрический. Визуально-оптический |
Радиационный | Прошедшего излучения. Рассеянного излучения. Активационного анализа. Характеристического излучения. Автоэмиссионный | Плотности потока энергии. Спектральный | Сцинтилляционный. Ионизационный. Вторичных электронов. Радиографический. Радиоскопический |
Акустический | Прошедшего излучения. Отраженного излучения (эхо-метод). Резонансный. Импедансный. Свободных колебаний | Амплитудный. Фазовый. Временной. Частотный. Спектральный | Пьезоэлектрический. Электромагнитно-акустический. Микрофонный. Порошковый |
Акустико-эмиссионный | Амплитудный. Фазовый. Временной. Частотный. Спектральный | ||
Акустико-ультразвуковой | Амплитудный. Фазовый. Временной. Частотный. Спектральный | Пьезоэлектрический | |
Виброакустический | Механические колебания — движение точки или механической системы, при котором происходят колебания характеризующих его скалярных величин | Статистические параметры колебательного процесса (механических колебаний) | Пьезоэлектрический. Электромагнитно-акустический |





Таблица 2
Классификация методов контроля проникающими веществами (капиллярных и течеискания) | ||
По характеру взаимодействия веществ с контролируемым объектом | По первичному информативному параметру | По способу получения первичной информации |
Молекулярный | Жидкостный. Газовый | Яркостный (ахроматический). Цветной (хроматический). Люминесцентный. Люминесцентно-цветной. Фильтрующихся частиц. Масс-спектрометрический. Пузырьковый. Манометрический. Галогенный. Радиоактивный. Катарометрический. Высокочастотного разряда. Химический. Остаточных устойчивых деформаций. Акустический |

Приложение А (справочное). Пояснения к терминам и признакам классификации
Приложение А
(справочное)
К термину «контролируемый объект»
Под контролируемым объектом подразумеваются материалы, полуфабрикаты и готовые изделия.
К термину «детектор»
Под детектором подразумевается устройство, предназначенное для обнаружения и преобразования энергии физического поля (излучения) в другой вид энергии, удобной для индикации, последующей регистрации и измерения.
К термину «индикаторный след»
По ГОСТ 18442.
К термину «индикатор»
Под индикатором подразумевается прибор, устройство, элемент или вещество, предназначенные для регистрации первичных информативных параметров в форме, удобной для восприятия человеком.
К термину «виброакустический»
Виброакустическими колебаниями называют механические колебания (вибрационные, акустические, гидроакустические), сопровождающие функционирование объекта.
Виброакустическим сигналом называют физическую величину, характеризующую виброакустические колебания.
Механическими колебаниями называют движение точки или механической системы, при котором происходят колебания характеризующих его скалярных величин.
К признаку классификации «по характеру взаимодействия физических полей или веществ с контролируемым объектом»
Под характером взаимодействия физического поля или вещества с контролируемым объектом подразумевается непосредственное взаимодействие поля или вещества с контролируемым объектом, но не с проникающим веществом.
К признаку классификации «по первичному информативному параметру»
Под первичным информативным параметром подразумевается одна из основных характеристик физического поля или проникающего вещества, регистрируемая после взаимодействия этого поля или вещества с контролируемым объектом.
К признаку классификации «по способу получения первичной информации»
Под первичной информации подразумевается совокупность характеристик физического поля или проникающего вещества, регистрируемая после взаимодействия этого поля или вещества с контролируемым объектом.
УДК 620.179.16:006.354 | ОКС 19.100 | |
Ключевые слова: контроль неразрушающий, виды контроля, методы контроля, магнитный контроль, вихретоковый контроль, тепловой контроль, оптический контроль, акустический контроль | ||
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2019
Неразрушающий контроль и диагностика, лаборатория неразрушающего контроля
Крупные объекты или оборудование имеет ряд особенностей своей эксплуатации, поскольку все их части, в той или иной степени, подвергаются воздействию нагрузок. Неразрушающий контроль – это особый тип контроля, подразумевающий исследование внутренней структуры объекта без необходимости внесения в его конструкцию деформаций. Это весьма удобный и практичный способ своевременного оповещения о возникновении изменений в целостности конструкции, а также соединительных швов. Дополнительно, происходит экономия времени на демонтаж и временную остановку функционирования объекта.
Это весьма удобный и практичный способ своевременного оповещения о возникновении изменений в целостности конструкции, а также соединительных швов. Дополнительно, происходит экономия времени на демонтаж и временную остановку функционирования объекта.
Лаборатория неразрушающего контроля, диагностика с использованием профессионального оборудования
Наша компания готова предложить своим клиентам возможность проведения оценки надёжности конструкции без нарушения её целостности. Неразрушающий контроль и диагностика часто используются для промышленного оборудования, испытывающего значительные нагрузки. Лаборатория неразрушающего контроля способна обнаружить не только внутренние дефекты, но и значительный список других проблем. К их числу относится влажность материала ржавчина, разъедание структуры, а также растрескивание.
Наша лаборатория неразрушающего контроля применяет комплексные методы неразрушающего контроля, с использованием современных технологий и оборудования диагностики, которые позволяют сохранить у тестируемых зданий и сооружений эксплуатационные характеристики.
Применяются следующие методы неразрушающего контроля и диагностики:
- Визуально-измерительный контроль
- Ультразвуковая толщинометрия и дефектоскопия
- Сейсмоакустическое зондирование (определение длины свай)
- Вибродиагностический контроль (замер вибропеdivремещений конструкций сооружений)p
- Диpнамическое нагруpжение (определение плотности грунта)
- Тепловизионный контроль
- Проникающими веществами (капиллярный) контроль
Дефектоскопия, неразрушающий контроль и другие услуги от нашей компании
Существуют различные методы определения наличия проблем в конструкции оборудования или других объектов. Дефектоскопия – неразрушающий контроль, а если быть точным, целая система методов контроля качества материала. Она способна выявить не только нарушение механической целостности, но и обеспечить ряд других важных для анализа данных. Например, эффективно определяются нарушения однородности химического состава. В нашей компании присутствует современное оборудование, способное определить проблему даже на микроуровне. Данный тип работ может потребоваться объектам, представленным в списке:
В нашей компании присутствует современное оборудование, способное определить проблему даже на микроуровне. Данный тип работ может потребоваться объектам, представленным в списке:
- Стационарные и подвижные объекты, в задачу которых входит подъём грузов большой массы.
- Оборудование и объекты горнодобывающей промышленности. Они требуют регулярного контроля, поскольку условия эксплуатации достаточно жёсткие.
- Котельное оборудование, особенно, места стыков труб с высоким внутренним давлением.
- Оборудование, используемое в промышленных областях.
- Объекты нефтегазовой промышленности, а также оборудование для доставки, хранения, добычи и переработки.
- Объекты и оборудование, используемые в опасном производстве или находящиеся в тяжёлых эксплуатационных условиях.
Техническая диагностика и неразрушающий контроль
Проведение мероприятий данного рода может осуществляться различными методами. Каждый из них будет оптимален для конкретной ситуации. Если использовать неправильную методику, то качество и точность существенно снижаются.
Каждый из них будет оптимален для конкретной ситуации. Если использовать неправильную методику, то качество и точность существенно снижаются.
Наибольшую популярность в промышленности получила техническая диагностика и неразрушающий контроль следующих типов:
- Гидравлические испытания объёмов, находящихся под давлением. Это один из самых простых методов, который позволяет получить результат только в определённых условиях, когда поиск дефектов ограничен размером в 0,3-1 микрометр. Система неразрушающего контроля подразумевает, что в случае их наличия образуется течь. Процедуры существенно усложняются, если требуется выполнить подобные мероприятия для вакуумного или холодильного оборудования.
- Акустический контроль. Подобный вариант получил самое широкое распространение. Он основан на отражении акустических волн, распространяющихся в структуре объекта. Когда они наталкиваются на дефект, то возвращаются обратно и специальная программа обработки определяет точное местоположение проблемы. Преимущества заключаются в универсальности, поскольку данный метод прекрасно подходит для большого количества материалов.
- Магнитные методы. Неразрушающий контроль, исследования которого в данной сфере далеко продвинулись, работает только в подповерхностном слое и непосредственно на поверхности.
 Преимущества заключаются в универсальности, поскольку данный метод прекрасно подходит для большого количества материалов.
Преимущества заключаются в универсальности, поскольку данный метод прекрасно подходит для большого количества материалов.
Наша компания – профессионал в своей области
Мы предлагаем проведение неразрушающего контроля квалифицированными специалистами. Из 35 сотрудников компании, 12 имеют степень кандидата или доктора технических наук. Все люди в штате обладают значительным опытом работы. Чтобы обеспечить максимальное качество услуг, имеется современное оборудование.
Экспертиза промышленной безопасности
Введение в неразрушающий контроль
Ультразвуковой контроль использует тот же принцип, что и военно-морской сонар и эхолоты. Сверхвысокочастотный звук вводится в проверяемую деталь, и если звук попадает в материал с другим акустическим импедансом (плотностью и акустической скоростью), часть звука отразится обратно в передающее устройство и может быть отображена на визуальном дисплее. .Зная скорость звука через деталь (скорость звука) и время, необходимое для возврата звука к передающему устройству, можно определить расстояние до отражателя (индикация с различным акустическим импедансом). Наиболее распространенные звуковые частоты, используемые в UT, находятся в диапазоне от 1,0 до 10,0 МГц, которые слишком высоки, чтобы их можно было услышать, и не распространяются по воздуху. Более низкие частоты обладают большей проникающей способностью, но меньшей чувствительностью (способность «видеть» мелкие признаки), в то время как более высокие частоты не проникают так глубоко, но могут обнаруживать более мелкие признаки.
Сверхвысокочастотный звук вводится в проверяемую деталь, и если звук попадает в материал с другим акустическим импедансом (плотностью и акустической скоростью), часть звука отразится обратно в передающее устройство и может быть отображена на визуальном дисплее. .Зная скорость звука через деталь (скорость звука) и время, необходимое для возврата звука к передающему устройству, можно определить расстояние до отражателя (индикация с различным акустическим импедансом). Наиболее распространенные звуковые частоты, используемые в UT, находятся в диапазоне от 1,0 до 10,0 МГц, которые слишком высоки, чтобы их можно было услышать, и не распространяются по воздуху. Более низкие частоты обладают большей проникающей способностью, но меньшей чувствительностью (способность «видеть» мелкие признаки), в то время как более высокие частоты не проникают так глубоко, но могут обнаруживать более мелкие признаки.
Два наиболее часто используемых типа звуковых волн, используемых в промышленных инспекциях, — это волна сжатия (продольная) и волна сдвига (поперечная), как показано на Рисунке 10. Волны сжатия заставляют атомы в детали колебаться назад и вперед параллельно направление звука и поперечные волны заставляют атомы колебаться перпендикулярно (из стороны в сторону) направлению звука. Сдвиговые волны распространяются примерно с половиной скорости продольных волн.
Волны сжатия заставляют атомы в детали колебаться назад и вперед параллельно направление звука и поперечные волны заставляют атомы колебаться перпендикулярно (из стороны в сторону) направлению звука. Сдвиговые волны распространяются примерно с половиной скорости продольных волн.
Звук вводится в деталь с помощью ультразвукового преобразователя («зонда»), который преобразует электрические импульсы от аппарата UT в звуковые волны, а затем преобразует возвращаемый звук обратно в электрические импульсы, которые могут отображаться в виде визуального представления на цифровом или жидкокристаллическом экране. (на старых машинах экран ЭЛТ).Если машина правильно откалибрована, оператор может определить расстояние от преобразователя до отражателя, а во многих случаях опытный оператор может определить тип несплошности (например, шлак, пористость или трещины в сварном шве), вызвавший появление отражателя. Поскольку ультразвук не распространяется по воздуху (атомы в молекулах воздуха находятся слишком далеко друг от друга, чтобы передавать ультразвук), между лицевой стороной датчика и поверхностью детали используется жидкость или гель, называемый «связующим», чтобы звук мог распространяться. передается в деталь.
передается в деталь.
UT методы
Балка прямая
При осмотре прямым лучом для исследования образца используются продольные волны, как показано справа. Если звук попадает во внутренний отражатель, звук от этого отражателя будет отражаться на датчик быстрее, чем звук, возвращающийся от задней стенки детали, из-за более короткого расстояния от датчика.Это приводит к отображению экрана, подобному показанному справа на рисунке 11. Цифровые толщиномеры используют тот же процесс, но выходные данные отображаются в виде цифровых числовых значений, а не в виде представления на экране.Угловая балка
Для проверки углового луча используется датчик того же типа, но он установлен на наклонном клине (также называемом «зондом»), который предназначен для передачи звукового луча в деталь под известным углом. Наиболее часто используемые углы контроля составляют 45 o , 60 o и 70 o , причем угол рассчитывается по линии, проведенной через толщину детали (а не через поверхность детали). Датчик 60 o показан на рисунке 12. Если частота и угол клина не указаны в нормативных документах или технических требованиях, оператор должен выбрать комбинацию, которая будет адекватно проверять тестируемую деталь.
Наиболее часто используемые углы контроля составляют 45 o , 60 o и 70 o , причем угол рассчитывается по линии, проведенной через толщину детали (а не через поверхность детали). Датчик 60 o показан на рисунке 12. Если частота и угол клина не указаны в нормативных документах или технических требованиях, оператор должен выбрать комбинацию, которая будет адекватно проверять тестируемую деталь.
При проверке угловым лучом комбинация преобразователя и клина (также называемая «зондом») перемещается назад и вперед по направлению к сварному шву, так что звуковой луч проходит через весь объем сварного шва.Как и при проверке прямым лучом, отражатели, выровненные более или менее перпендикулярно звуковому лучу, будут отправлять звук обратно на датчик и отображаться на экране.
Испытания на погружение
Испытание на погружение — это метод, при котором деталь погружается в резервуар с водой, при этом вода используется в качестве связующей среды, позволяющей звуковому лучу проходить между датчиком и деталью. Машина UT установлена на подвижной платформе («мост») сбоку резервуара, поэтому она может перемещаться по длине резервуара. Датчик шарнирно закреплен на дне водонепроницаемой трубки, которую можно поднимать, опускать и перемещать по резервуару. Перемещение моста и трубки позволяет перемещать датчик по осям X, Y и Z. Все направления движения приводятся в движение зубчатой передачей, поэтому датчик можно перемещать с точными приращениями во всех направлениях, а поворотный механизм позволяет ориентировать датчик таким образом, чтобы звуковой луч входил в деталь под необходимым углом.Круглые испытательные детали часто устанавливаются на приводных роликах, чтобы деталь можно было вращать по мере того, как датчик перемещается вниз по своей длине, что позволяет испытывать всю окружность. Одновременно можно использовать несколько датчиков, что позволяет выполнять несколько сканирований.
Машина UT установлена на подвижной платформе («мост») сбоку резервуара, поэтому она может перемещаться по длине резервуара. Датчик шарнирно закреплен на дне водонепроницаемой трубки, которую можно поднимать, опускать и перемещать по резервуару. Перемещение моста и трубки позволяет перемещать датчик по осям X, Y и Z. Все направления движения приводятся в движение зубчатой передачей, поэтому датчик можно перемещать с точными приращениями во всех направлениях, а поворотный механизм позволяет ориентировать датчик таким образом, чтобы звуковой луч входил в деталь под необходимым углом.Круглые испытательные детали часто устанавливаются на приводных роликах, чтобы деталь можно было вращать по мере того, как датчик перемещается вниз по своей длине, что позволяет испытывать всю окружность. Одновременно можно использовать несколько датчиков, что позволяет выполнять несколько сканирований.Сквозная передача
Проверка сквозной передачи выполняется с использованием двух датчиков, по одному с каждой стороны детали, как показано на Рисунке 13. Передающий преобразователь передает звук через деталь, а принимающий преобразователь принимает звук. Отражатели в детали вызовут уменьшение количества звука, достигающего приемника, так что изображение на экране будет показывать сигнал с меньшей амплитудой (высотой экрана).
Передающий преобразователь передает звук через деталь, а принимающий преобразователь принимает звук. Отражатели в детали вызовут уменьшение количества звука, достигающего приемника, так что изображение на экране будет показывать сигнал с меньшей амплитудой (высотой экрана).Фазированная решетка
Проверки фазированных решеток выполняются с использованием датчика с несколькими элементами, которые можно активировать индивидуально.Изменяя время активации каждого элемента, можно «направлять» результирующий звуковой луч, а полученные данные можно комбинировать для формирования визуального изображения, представляющего срез проверяемой детали.Время дифракции пролета
Time of Flight Diffraction (TOFD) использует два датчика, расположенных на противоположных сторонах сварного шва, с датчиками, установленными на определенном расстоянии друг от друга. Один преобразователь передает звуковые волны, а другой преобразователь действует как приемник. В отличие от других проверок углового луча, преобразователи не перемещаются вперед и назад по направлению к сварному шву, а перемещаются по длине сварного шва, при этом преобразователи остаются на одинаковом расстоянии от сварного шва. Генерируются две звуковые волны: одна проходит по поверхности детали между преобразователями, а другая проходит вниз по сварному шву под углом, а затем возвращается к приемнику. Когда встречается трещина, часть звука дифрагирует от вершин трещины, создавая звуковую волну малой силы, которую может уловить принимающий блок.Усиливая и пропуская эти сигналы через компьютер, можно определить размер и местоположение дефекта с гораздо большей точностью, чем с помощью традиционных методов ультразвукового исследования.
Один преобразователь передает звуковые волны, а другой преобразователь действует как приемник. В отличие от других проверок углового луча, преобразователи не перемещаются вперед и назад по направлению к сварному шву, а перемещаются по длине сварного шва, при этом преобразователи остаются на одинаковом расстоянии от сварного шва. Генерируются две звуковые волны: одна проходит по поверхности детали между преобразователями, а другая проходит вниз по сварному шву под углом, а затем возвращается к приемнику. Когда встречается трещина, часть звука дифрагирует от вершин трещины, создавая звуковую волну малой силы, которую может уловить принимающий блок.Усиливая и пропуская эти сигналы через компьютер, можно определить размер и местоположение дефекта с гораздо большей точностью, чем с помощью традиционных методов ультразвукового исследования.Что такое неразрушающий контроль (неразрушающий контроль) для аэрокосмической промышленности?
Что такое неразрушающий контроль (неразрушающий контроль) для аэрокосмической промышленности?
Детали для аэрокосмической отрасли, изготовленные с дефектами и несоответствиями, могут привести к катастрофическим отказам. Это ставит под угрозу здоровье и жизнь операторов, а также значительные финансовые средства.Материалы, детали и компоненты должны быть проверены на безопасность и надежность с использованием разнообразного списка проверок на каждом этапе производства.
Это ставит под угрозу здоровье и жизнь операторов, а также значительные финансовые средства.Материалы, детали и компоненты должны быть проверены на безопасность и надежность с использованием разнообразного списка проверок на каждом этапе производства.
В аэрокосмической промышленности неразрушающий контроль (NDT) является важным компонентом усилий по снижению риска потенциально фатальных отказов.
Что такое неразрушающий контроль?
Неразрушающий контроль — это метод тестирования и анализа, используемый для проверки свойств материала, компонента или конструкции на наличие дефектов без изменения или повреждения детали.Недостатки и неровности можно легко выявить, не нарушая целостности объекта.
Методы неразрушающего контроля имеют решающее значение для аэрокосмической промышленности, поскольку они обеспечивают безопасность и надежность для производителей. Они служат гарантией качества во время испытаний и сертификации самолетов. Это предотвращает потенциальную потерю дохода, небезопасные условия и необходимость в дорогостоящем ремонте или замене деталей из-за неисправных продуктов или оборудования.
Marlin Steel производит изделия из нержавеющей стали для авиакосмической промышленности, от корзин для чистки до тележек.Большинство методов неразрушающего контроля, особенно те, которые требуют использования жидкостей, например, жидкого пенетранта, требуют использования погружных и сушильных корзин для аэрокосмического неразрушающего контроля, чтобы облегчить процесс.
Преимущества неразрушающего контроля
Есть несколько способов, которыми инспекции неразрушающего контроля приносят пользу аэрокосмическому производству.
Профилактика несчастных случаев
Безопасность — главный приоритет в авиации. Следовательно, производство и изготовление аэрокосмических материалов и компонентов требует тщательных анализов и проверок на протяжении всего жизненного цикла продукта.Любые дефекты на поверхности или под поверхностью продукта могут привести к катастрофическим сбоям.
Когда методы неразрушающего контроля практикуются на каждом этапе разработки, дефекты и неоднородности в материалах могут быть идентифицированы до , они становятся проблемами, вызывающими необходимость ремонта или замены. В результате детали самолета изготавливаются и собираются с сохранением целостности, что снижает риск и вероятность возникновения аварий.
В результате детали самолета изготавливаются и собираются с сохранением целостности, что снижает риск и вероятность возникновения аварий.
Повышение надежности продукции
Когда дефекты обнаруживаются на ранних стадиях разработки, это повышает надежность продукта.Неразрушающий контроль указывает на эти несоответствия без необходимости повреждать или разбирать продукт или материал, в отличие от разрушающего тестирования, которое требует разрушения продукта для получения результатов.
С помощью методов неразрушающего контроля производители и исследователи могут быть уверены в продуктах, которые они производят и отправляют в мир.
Улучшенное понимание ремонта
При выполнении неразрушающего контроля и инспекций потенциальные потребности в ремонте или замене могут быть выявлены по мере появления дефектов и несоответствий.Проблемы могут быть решены сразу же по мере их появления, хотя нет никаких гарантий, что они больше не появятся в будущем.
Исследователи могут отметить, какие недостатки могут снова появиться в будущем, и предвидеть необходимость ремонта. Долговечность компонента или материала также можно оценить по результатам неразрушающего контроля.
Долговечность компонента или материала также можно оценить по результатам неразрушающего контроля.
Снижение затрат
Недостатки или неисправности, которые не видны во время производства, могут привести к дорогостоящему ремонту и замене, что приведет к сокращению бюджета организации.Стоимость усугубляется еще больше, если продукт не подлежит ремонту и подлежит утилизации.
Процесс неразрушающего контроля предназначен для выявления проблем задолго до того, как они превратятся в гораздо более крупные финансовые вложения, чем необходимо.
Что такое методы неразрушающего контроля?
Существует несколько методов неразрушающего контроля, которые можно применять на каждом этапе создания продукта.
Испытания на проникновение жидкости
Технология жидкого пенетранта является наиболее рентабельной для регулярных «внутренних» проверок во время операций по техническому обслуживанию, ремонту и капитальному ремонту двигателя (MRO).Процесс высокопроизводительный и включает несколько этапов, гарантирующих надежность.
Продукт очищается и сушится перед нанесением жидкого пенетранта. Жидкость просочится в любые дефекты (например, трещины, отверстия и т. Д.) И высохнет внутри них. После того, как излишки пенетранта будут смыты и проявлены, появятся видимые признаки присутствующих дефектов.
Испытания на акустическую эмиссию
В этом методе неразрушающего контроля используются датчики для обнаружения коротких импульсов ультразвука, излучаемых трещинами или зазорами на поверхности.Утечки, активная коррозия и участки с высокой нагрузкой могут быть обнаружены с помощью акустико-эмиссионных испытаний, что делает их идеальной практикой во время контрольных испытаний сосудов под давлением.
Электромагнитные испытания
Существует три типа электромагнитных испытаний: вихретоковые испытания, измерения поля переменного тока (ACFM) и дистанционные полевые испытания (RFT). Во всех трех методах магнитное поле или электрический ток пропускают через проводящий компонент.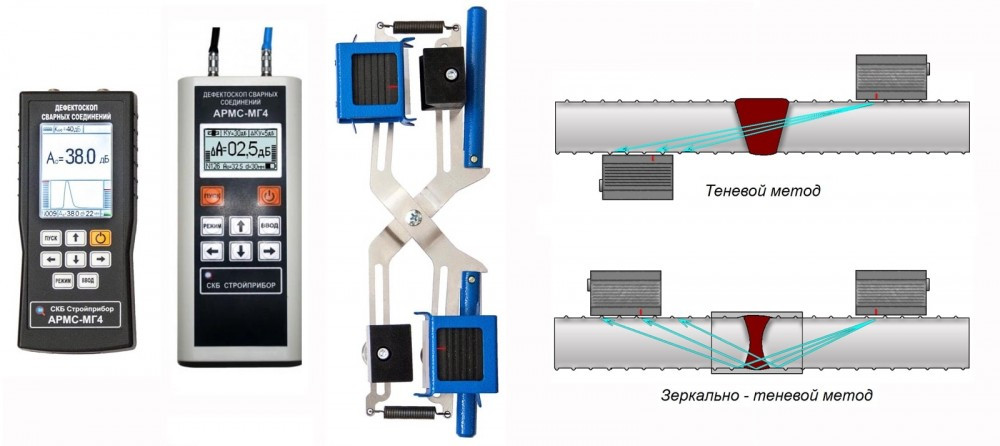
- Вихретоковый тест : Использует катушку переменного тока для создания электромагнитного поля в компоненте.
- ACFM : Использует зонд для создания магнитного поля.
- RFT : Использует метод, аналогичный ACFM, но традиционно используется при испытании труб.
Наземный радар
Импульсы радара отправляются через поверхность скалы, льда, воды или почвы, а волны отражаются назад или преломляются при попадании на другой материал или объект с другими свойствами.
Проверка на герметичность
Этот метод подразделяется на четыре различных процесса неразрушающего контроля: испытание пузырьков на герметичность, испытание изменением давления, испытание галогенных диодов и испытание масс-спектрометра.
- Тест на утечку пузырьков : Бак с жидким или мыльным раствором используется для обнаружения утечки газа из продукта через пузырьки.
- Тестирование изменения давления : Контролирует потерю давления или вакуума в продукте, чтобы указать на утечку.
- Тестирование галогенных диодов : Индикаторный газ на основе галогена смешивается с блоком обнаружения галогенных диодов для выявления любых изменений давления, выявления утечки и ее определения.
- Масс-спектрометрическое тестирование : Гелий используется с блоком обнаружения галогенных диодов для обнаружения изменений в пробе воздуха продукта, указывающих на утечку.

Методы лазерных испытаний
Лазерное тестирование делится на три различных процесса: голографическое тестирование, лазерная профилометрия и лазерная ширография.
- Голографическое тестирование : Лазер используется для обнаружения изменений на поверхности материала, подвергшегося воздействию тепла, давления или вибрации. Затем результаты сравниваются с ненапряженным эталонным образцом, чтобы выявить любые дефекты.
- Лазерная профилометрия : высокоскоростной вращающийся лазер используется с миниатюрной оптикой для выявления коррозии, эрозии, трещин и других дефектов путем обнаружения изменений на поверхности с помощью трехмерного изображения, созданного в процессе.
- Laser Shearography : лазерный луч создает изображение до и после воздействия на поверхность. Затем изображения сравниваются, чтобы выявить любые дефекты.
Утечка магнитного потока
Мощный магнит используется для создания магнитных полей для насыщения стальных конструкций. Затем датчики используются для обнаружения любых изменений плотности магнитного потока, которые указывают на эрозию, коррозию или точечную коррозию.
Тестирование магнитных частиц
Испытание на магнитные частицы требует использования магнитных полей для выявления дефектов на поверхности ферромагнитных материалов.Магнитное поле определяет различия с помощью магнитных частиц, которые втягиваются в место утечки.
Испытания в микроволновой печи
Используется только для диэлектрических материалов, микроволновые частоты передаются и принимаются испытательным датчиком, который обнаруживает любые изменения свойств, указывающие на дефекты.
Радиографические исследования
В этом методе неразрушающего контроля для обнаружения дефектов используется излучение, прошедшее через материал или деталь. Рентгеновские лучи или гамма-лучи используются для проведения рентгенографии, чтобы отличить любые дефекты в продукте.
Нейтронно-радиографический контроль
Пучок нейтронов низкой энергии используется для проникновения через органический материал или поверхность во время этого испытания. Органические материалы позволяют видеть луч, а внутренние компоненты могут быть исследованы и проверены на наличие дефектов.
Тепловое / инфракрасное тестирование
Длина волны инфракрасного света, излучаемого объектом, измеряется датчиками в двух типах процессов этого метода: пассивной термографии и активной термографии.
- Пассивная термография : Температуру перегрева двигателей и других электрических изделий можно оценить с помощью цифровых показаний испускаемого излучения.
- Активная термография : Температурный градиент индуцируется через продукт и позволяет анализировать любые структуры внутри, подверженные воздействию тепла, и идентифицировать любые дефекты.

Ультразвуковой контроль
Ультразвуковой контроль использует высокочастотный звук, передавая его в продукт и регистрируя любые материалы внутри продукта, которые отражают или ослабляют его. Затем можно идентифицировать и локализовать различия.
Анализ вибрации
Анализ вибрации использует датчики для измерения сигнатур вибрации от вращающегося оборудования.Затем оценивается состояние оборудования на предмет повреждений.
Визуальный осмотр
Материал, деталь или компонент осматривается оператором на предмет повреждений или дефектов с использованием оптических инструментов. Этот метод неразрушающего контроля часто используется и при выполнении других тестов.
Как продукция Marlin Steel поддерживает неразрушающий контроль
Marlin Steel производит изделия из нержавеющей стали для авиакосмической промышленности, от корзин для чистки до тележек. Большинство методов неразрушающего контроля, особенно те, которые требуют использования жидкостей, например, жидкого пенетранта, требуют использования погружных и сушильных корзин для аэрокосмического неразрушающего контроля, чтобы облегчить процесс.
Большинство методов неразрушающего контроля, особенно те, которые требуют использования жидкостей, например, жидкого пенетранта, требуют использования погружных и сушильных корзин для аэрокосмического неразрушающего контроля, чтобы облегчить процесс.
Благодаря неопреновым вкладышам, предотвращающим контакт металла с металлом, ваши испытательные образцы сохранят свою целостность без риска повреждения или возникновения недоработок.
Нужна нестандартная форма провода для контроля неразрушающим контролем? Свяжитесь со специалистами Marlin Steel, чтобы получить расценки или дополнительную информацию о процессе производства нестандартных форм проволоки Marlin.
Применение неразрушающего контроля при техническом обслуживании коммерческих самолетов
Применение неразрушающего контроля при техническом обслуживании коммерческих самолетов NDT.net — июнь 1999 г., Vol. 4 № 6| Содержание ECNDT ’98 Сессия: Аэрокосмическая промышленность | Применение неразрушающего контроля в коммерческой сфере Техническое обслуживание самолетов. Мкр.Алахи Уддин Хан — Biman Bangladesh Airlines, Бангладеш. Мкр.Алахи Уддин Хан — Biman Bangladesh Airlines, Бангладеш. |
ВВЕДЕНИЕ
- В программе технического обслуживания самолетов важно проверить механические повреждения и оценить объем ремонтных работ. Но при плановом техническом обслуживании трудно быстро обнаружить дефекты, поскольку техническое обслуживание самолета должно выполняться в запланированные сроки, а также должно быть выпущено вовремя для коммерческой эксплуатации.
Во время технического обслуживания воздушного судна «НЕИСПРАВНОСТЬ ИСПЫТАНИЯ» (NDT) — это наиболее экономичный способ проведения инспекции и единственный способ обнаружения дефектов.Проще говоря, NDT может обнаруживать трещины или любые другие неровности в конструкции планера и компонентах двигателя, которые явно не видны невооруженным глазом.
Конструкции и различные узлы самолетов изготавливаются из различных материалов, таких как алюминиевый сплав, сталь, титан и композитные материалы. Чтобы разобрать самолет на части и затем изучить каждый компонент, потребуется много времени, поэтому метод неразрушающего контроля и выбор оборудования должны быть быстрыми и эффективными.
В нынешней тенденции применения неразрушающего контроля на самолетах 70-80% неразрушающего контроля выполняется на корпусе, конструкции, шасси, а остальное — на двигателе и связанных с ним компонентах.
Чтобы поддерживать самолет без дефектов и гарантировать высокий уровень качества и надежности, как часть программы инспекции, обычно применяются следующие методы неразрушающего контроля;
1) Жидкий пенетрант 2) Магнитные частицы, 3) Вихревые токи 4) Ультразвук 5) Радиография (рентгеновские / гамма-лучи) 6) Визуальный / оптический 7) Звуковой / резонансный 8) Инфракрасная термография.
РАЗЛИЧНЫЕ МЕТОДЫ НК
1. Жидкий пенетрант:
- Жидкостный пенетрант — один из старейших современных методов неразрушающего контроля, широко используемый при обслуживании самолетов. Испытание на проникновение жидкости можно определить как физико-химическую неразрушающую процедуру, предназначенную для обнаружения и выявления поверхностных неоднородностей в «непористых» конструкционных материалах.
Основная цель пенетрантного тестирования — увеличить видимый контраст между неоднородностью и ее фоном.Это достигается обработкой участка жидкостью соответствующего состава, обладающей высокой подвижностью и проникающей способностью (которая проникает в поверхностные полости), и затем стимулирование выхода жидкости из проявителя для выявления структуры дефектов в белом свете (когда используются видимые пенетранты красителя) или в ультрафиолетовом свете (когда используются флуоресцентные пенетранты). Оценку также проводят с помощью увеличения от 3X до 5X. Целью испытания проникающей жидкостью является быстрое и экономичное получение визуальных свидетельств трещин, пористости, нахлестов, швов и других неоднородностей поверхности с высокой степенью надежности.
Оборудование: При техническом обслуживании самолетов используются различные типы пенетрант-тестов.
- i) Портативное оборудование: Пенетранты доступны в «аэрозольных баллончиках» в небольших контейнерах для нанесения кистью или салфеткой.
 С помощью этих аэрозольных баллончиков проводятся испытания на пенетрант на установленных частях самолета, конструкции или силовых установок.
С помощью этих аэрозольных баллончиков проводятся испытания на пенетрант на установленных частях самолета, конструкции или силовых установок.ii) Стационарное испытательное оборудование: Этот тип оборудования наиболее часто используется в стационарных установках, состоит из серии модульных рабочих станций.Типичными станциями являются: a) глубокие резервуары для пенетранта b) эмульгатор и проявитель c) ряд сливных или жилых зон d) зона мойки с соответствующим освещением e) сушильная печь и f) смотровая камера.
iii) Испытательная установка мелких деталей: Эти контрольные установки предназначены для обработки мелких деталей самолетов. Установки меньше, чем у стационарной системы. Мелкие детали загружаются в проволочные корзины, а затем обрабатываются на каждой из станций.
iv) Автоматизированная испытательная система: В этом процессе пенетрантного испытания нанесение пенетранта, промывка и сушка выполняются автоматически, но нанесение проявителя, проверка и интерпретация ультрафиолетового света выполняются инспектором вручную. В этой автоматической системе проверяются крупногабаритные компоненты самолета.
В этой автоматической системе проверяются крупногабаритные компоненты самолета.
Применения: Обнаружение поверхностей обнаруживает или структурные повреждения во всех материалах самолета. Флуоресцентные пенетранты используются в критических областях для более точной оценки.
Ключевые моменты: Быстрый и простой в использовании, недорогой и легко транспортируемый. Может обнаруживать очень мелкие неоднородности поверхности. Может использоваться в самолете или в мастерской. Часто используется для подтверждения предполагаемых дефектов.Площадь, подлежащая уборке до и после проверки.
2. Магнитная частица:
- Магнитопорошковый контроль — это чувствительный метод неразрушающего контроля поверхностного разрушения и некоторых подповерхностных разрывов в «ферромагнитных» материалах.
Метод тестирования основан на том принципе, что магнитный поток в намагниченном объекте локально искажается из-за наличия неоднородности. Это искажение заставляет часть магнитного поля выходить и повторно входить в объект испытаний на неоднородности. Это явление называется утечкой магнитного потока. Утечка потока способна притягивать мелкодисперсные частицы магнитных материалов, которые, в свою очередь, формируют «индикатор» неоднородности. Таким образом, испытание в основном состоит из трех операций: а) Определение подходящего магнитного потока в испытуемом объекте путем кругового или продольного намагничивания. б) нанесите магнитные частицы в сухой порошок жидкой суспензии; и c) Осмотрите тестовый объект при подходящих условиях освещения для интерпретации и оценки показаний.
Это явление называется утечкой магнитного потока. Утечка потока способна притягивать мелкодисперсные частицы магнитных материалов, которые, в свою очередь, формируют «индикатор» неоднородности. Таким образом, испытание в основном состоит из трех операций: а) Определение подходящего магнитного потока в испытуемом объекте путем кругового или продольного намагничивания. б) нанесите магнитные частицы в сухой порошок жидкой суспензии; и c) Осмотрите тестовый объект при подходящих условиях освещения для интерпретации и оценки показаний.
Флуоресцентные частицы или частицы черного оксида в аэрозольных баллончиках используются во время проверки критических участков конструкции / компонентов самолета при использовании постоянных магнитов или электромагнитов. Метод проверки флуоресцентных частиц оценивается по черному свету (черный свет состоит из 100-ваттной проекционной лампы с парами ртути, оснащенной фильтром для передачи длины волны от 3200 до 3800 ангстрем и поглощения практически всего видимого белого света).
Оборудование: Для магнитопорошкового контроля используются следующие типы оборудования:
- i) Стационарные машины с магнитным потоком (с использованием FWDC, HWDC AC): Стационарный шкаф с
система циркуляции и подачи жидкой суспензии, регулируемое положение змеевиков, напор и
подвижное хвостовое оперение, используемое для проверки неподвижных частей, снятых с двигателя и самолета.
ii) Мобильная переносная магнитофлюксная машина: Ручная или тележка, перевозимая с ограниченным текущего объекта.
iii) Хомуты электромагнита (регулируемые): Подходит для проверки деталей неправильной формы на поверхностные дефекты.
iv) Постоянный магнит: Он используется в изолированной критической зоне малых и больших деталей в самолетах.
Приложения: Принципиально простой, легко переносимый.Быстро и эффективно для устранения поверхностных и подземных дефектов в ферромагнитных материалах любой формы, снятых с двигателей, насосов, шасси, коробок передач, валов, амортизаторов и т. Д. Широко используется для проверки болтов.
Д. Широко используется для проверки болтов.
Ключевые моменты: Подходит только для ферромагнитных материалов. Требуется процедура размагничивания. Позиционные ограничения — магнитное поле является направленным, и наилучшие результаты должны быть ориентированы перпендикулярно неоднородности.
3.Вихретоковый:
- Вихретоковые испытания являются важным методом испытаний и широко используемым методом в широкой области неразрушающих материалов и оценки. Этот метод особенно хорошо подходит для обнаружения трещин, вызванных эксплуатацией, обычно вызванных усталостью или коррозией под напряжением. Вихретоковый контроль может выполняться с минимальной подготовкой детали и высокой степенью чувствительности.
Вихревые токи — это электрические токи, индуцируемые в проводнике электричества реакцией с переменным магнитным полем.Вихревые токи имеют круговую форму и ориентированы перпендикулярно направлению приложенного магнитного поля. А) электрическая проводимость, б) магнитная проницаемость, в) геометрия и г) однородность испытуемого объекта, все влияет на индуцированные токи.
На электрическую проводимость и магнитную проницаемость материала влияют его химический состав и условия термообработки. Смешанные партии материалов или деталей, подвергшихся огню или чрезмерному тепловому повреждению, можно быстро и легко разделить (испытание на проводимость).Изменения геометрии и однородности объекта испытаний изменят величину и распределение вихревых токов. Наблюдая за этими изменениями, можно обнаружить трещины и другие дефекты.
Система вихретокового контроля в основном состоит из пяти функций: a) Генератор b) Абсолютная или дифференциальная испытательная катушка c) Мостовая схема d) Схемы обработки сигналов e) Считывание или отображение.
Оборудование: Обычно для вихретокового контроля самолетов используются следующие испытательные приборы.
- 1) Прибор для индикации счетчика — Он имеет градуированную шкалу в миллиамперах подвижного
метровая стрелка.Амплитуда движения стрелки пропорциональна импедансу тестовой цепи.

2) Прибор для отображения плоскости импеданса — Он имеет «летающую точку» на ЭЛТ, ЖК или видео дисплее. Положение летающей точки указывает полное сопротивление испытательной цепи, но также отображает влияние как сопротивления, так и реактивного сопротивления, представляя как фазу, так и амплитуду Информация.
3) Индикатор линейной временной развертки — Обычно используется с вращающимся открытым сканеры пробников отверстий.«Горизонтальное положение» сигнала на дисплее указывает pPosition часов датчика в отверстии, а «вертикальный пик» сигнала указывает амплитуду отклика.
4) Прибор для отображения гистограммы — На ЖК-дисплее отображается шкала шкалы, градуированная с шагом, чувствительным к напряжению. Положение индикации дисплея регулируется от одной шкалы до полной шкалы.
Совместимость с прибором и выбором материала. Используются различные типы датчиков, например: i) Высокочастотные поверхностные датчики и датчики с отверстиями под болты. Скользящий зонд (драйвер / приемник).
Скользящий зонд (драйвер / приемник).
Приложения: Вихретоковый тест используется для обнаружения поверхностных и подповерхностных дефектов, коррозии в конструкциях самолетов, отверстий для крепежа и болтов. Обнаружение поверхности и тестирование проводимости с помощью высокочастотных и подповерхностных методов обнаружения с помощью низкочастотных методов.
Регулярный вихретоковый контроль проводится на самолетах под ступицами колес тележки на предмет трещин, также используется для обнаружения трещин в различных трубах, трубчатых компонентах самолета и двигателя.
Ключевые моменты: Применимо только к проводящим материалам (черные, цветные и аустенитные компоненты). Требуются калибровочные стандарты и обученный оператор. Быстрый и портативный. Пространственные зонды, необходимые для выбора материалов и доступности.
4. Ультразвуковой:
- Звук с частотой выше предела слышимости называется «ультразвуковым». Диапазон частот от 0,2 до 800 МГц.

Ультразвуковой контроль обеспечивает чувствительный метод неразрушающего контроля большинства материалов, металлических, неметаллических, магнитных или немагнитных.Он позволяет обнаруживать небольшие дефекты с доступом только к одной поверхности и может определять местоположение и размер дефекта. При условии, что обе поверхности параллельны, ультразвуковое оборудование может использоваться для измерения толщины, когда доступна только одна поверхность. Эффективный результат ультразвукового испытания во многом зависит от состояния поверхности объекта, размера и направления зерна, а также акустического импеданса. Ультразвуковые методы очень широко используются для обнаружения внутренних дефектов в материалах.
Ультразвуковой контроль работает по принципу «прошедшей» и «отраженной» звуковой волны. Звук имеет постоянную скорость в данном веществе; следовательно, изменение акустического импеданса материала вызывает изменение скорости звука в этой точке, вызывая эхо. Расстояние до акустического импеданса (дефекта) можно определить, если известны скорость звука в исследуемом материале и время, необходимое звуку для достижения и возврата из дефекта.
Ультразвуковой контроль обычно выполняется двумя способами (i) методом отражения (импульсного эха) (ii) методом сквозной передачи. Метод «импульсного эха» наиболее широко используется при техническом обслуживании самолетов.
Оборудование: Ультразвуковое дефектоскопическое оборудование состоит из следующих основных элементов: (i) электронно-лучевого осциллографа (ii) схемы синхронизации (iii) генератора частоты (iv) ВЧ-генератора (v) усилителя и (vi) преобразователя (поисковое устройство)
Акустическая энергия (передаваемая или отраженная) представляется, отображается или записывается четырьмя способами.
- i) A-Scan: Основные компоненты системы «эхо-импульс». Использует подставку для видео, электронно-лучевую трубку или ЖК-дисплей. Отображение глубины несплошности и амплитуды сигнала. Чаще всего используется при осмотре самолетов
ii) B-Scan: Он отображает глубину несплошности и распределение в поперечном сечении.
Посмотреть’. Бумага для записи презентаций и компьютер
монитор.
Бумага для записи презентаций и компьютер
монитор.
iii) C-Scan: Отображает распределение неоднородностей в «виде в плане».Запись бумага и компьютерный монитор, необходимые для презентации.
iv) Цифровое считывание: Отображает ультразвуковую информацию о времени полета в цифровом формате. представляющие показания толщины скорости звука.
Применения: Используется для обнаружения поверхностных и подповерхностных детекторов в сварных швах, ковке, литье основных конструктивных элементов стоек шасси и креплений двигателя. Болты в критических областях, соединениях конструкции самолета и пилоне.Также проверяет качество адгезионного соединения внахлестку и композитную структуру. Используется для измерения толщины после удаления повреждений или коррозии.
Ключевые моменты: Быстрый, надежный и портативный. Результаты известны сразу. Требуются калибровочные стандарты и обученный оператор. Для выбора режима волны необходимо знать ориентацию неоднородности тестового объекта.
5. Рентгенография:
- Рентгенография — один из старейших и широко используемых методов неразрушающего контроля.Рентгенограмма — это фотографическая запись, полученная при прохождении электромагнитного излучения, такого как рентгеновские лучи или гамма-лучи, через объект на пленку. Когда пленка подвергается воздействию рентгеновских лучей, гамма-лучей или света, в эмульсии пленки происходит невидимое изменение, называемое «скрытым изображением». Открытые таким образом участки становятся темнее, когда пленка погружается в проявочный раствор. После проявления пленку ополаскивают, чтобы остановить проявление. Затем пленка помещается в фиксирующую ванночку, а затем промывается, чтобы удалить фиксатор. Наконец, высушен, чтобы его можно было использовать для интерпретации и записи.
- Рентген: Три вещи, необходимые для генерации рентгеновских лучей, источник электронов, средство перемещения электронов с высокой скоростью и материалы мишени. Когда высокоскоростные электроны взаимодействуют с веществом (ядром материала мишени), обеспечивается их энергия, достаточно высокая, преобразованная в энергию рентгеновского излучения.

Типичное рентгеновское оборудование состоит из следующих элементов: i) оболочка трубки ii) катод рентгеновской трубки iii) анод рентгеновской трубки iv) фокусное пятно (размер фокусного пятна излучения) v) рентгеновское излучение конфигурация пучка vi) Ускоряющий потенциал (рабочее напряжение — разность электрических потенциалов между катодом и анодом)
Гамма-излучение: Гамма-излучение — это излучение распадающихся ядер радиоактивных веществ.Два наиболее часто используемых «изотопа» для проведения промышленных инспекций — это иридий-192 и кобальт-60. Но в обслуживании самолетов при гамма-радиографии обычно используется Иридий-192. Изотопы радия-226 и цезия-13 7 доступны, но обычно не используются для радиографии самолетов. Гамма-рентгенография имеет преимущества простоты аппаратуры, компактности радиоактивных источников и независимости от внешнего источника электрического тока.
Приложения: Учитывая проницаемость и способность поглощения рентгеновского излучения, радиография используется для проверки различных неметаллических деталей; для пористости, захвата воды, раздробленного ядра, трещин и условий с высоким содержанием смолы / расслоения; и металлические изделия; таких как сварные швы, отливки и ковка, а также обнаружение разрывов в изготовленных конструктивных узлах, таких как трещины, коррозия, включения, мусор, незакрепленные детали, заклепки, отверстия вне круглой формы и изменения толщины. Гамма-радиография обычно используется для обнаружения внутренних дефектов конструкции самолета (сталь и титан) и компонентов двигателя, требующих более высоких уровней энергии, или других узлов, доступ к которым затруднен.
Гамма-радиография обычно используется для обнаружения внутренних дефектов конструкции самолета (сталь и титан) и компонентов двигателя, требующих более высоких уровней энергии, или других узлов, доступ к которым затруднен.
Ключевые моменты: Радиационная опасность, самолет должен быть чистым от всего персонала. Обученный оператор, требуется оборудование для обработки и просмотра фильмов. Точка трещины должна быть почти параллельна рентгеновскому лучу. Устраняет многие требования к разборке. Обеспечивает постоянные записи результатов.Доступность требуется с обеих сторон испытуемого образца.
6. Визуальный / оптический:
- Визуальный контроль, вероятно, является наиболее широко используемым из всех неразрушающих испытаний. Это просто, легко наносится, быстро выполняется и обычно не требует больших затрат. Основной принцип, используемый при визуальном осмотре, заключается в освещении испытуемого образца светом и осмотре образца глазами. Во многих случаях для облегчения обследования используются вспомогательные средства.

Этот метод в основном используется: i) для увеличения дефектов, которые не могут быть обнаружены невооруженным глазом, ii) для помощи в проверке дефектов и iii) для визуального контроля участков, недоступных невооруженному глазу.
Оборудование: Визуальные и оптические испытания проводятся при техническом обслуживании самолетов со следующим оборудованием:
- i) Увеличительное стекло — Обычно состоит из одинарной линзы для меньшего увеличения и двойной или нескольких линз для большего увеличения.
ii) Увеличительное зеркало — Это вогнутая отражающая поверхность, например стоматологическое зеркало, которое может использоваться для просмотра ограниченных участков самолета, недоступных с помощью увеличительного стекла.
iii) Микроскоп — Это многоэлементная лупа, обеспечивающая очень сильное увеличение, используется для проверки деталей, снятых с самолета. Некоторые портативные устройства также используются для оценки предполагаемых признаков, обнаруженных на самолете.
iv) Бороскоп — Бороскоп — это точный оптический прибор со встроенной подсветкой. Бороскопы, иногда называемые «эндоскопами» или «эндопробами», состоят из превосходных оптических систем и источников света высокой интенсивности, некоторые броскопы предоставляют возможность увеличения, элементы управления масштабированием или аксессуары.
v) Гибкий волоконно-оптический бороскоп — Позволяет манипулировать инструментом вокруг углов и проходов с несколькими изменениями направления. Плетеная оболочка из нержавеющей стали защищает жгут реле изображения во время многократных сгибаний и маневров. Рабочая длина обычно составляет от 60 до 365 см при диаметре от 3 до 12,5 мин.
vi) Видео-имиджоскоп — Видео-имиджоскоп похож на фиброскоп, за исключением того, что видеокамера и ее соединения заменили комплект изображений, а ТВ-монитор заменил окуляр.Это изображение может быть увеличено для точного просмотра. Поле зрения составляет до 90 градусов, а наконечник зонда имеет четырехстороннее шарнирное соединение. В настоящее время наименьший диаметр составляет 9,5 мм при рабочей длине до 100 футов.
Приложения: Обнаружение дефектов поверхности или структурных повреждений всех материалов. Оптические инструменты используются для визуального контроля внутренних поверхностей, а также глубоких отверстий и отверстий в конструкции самолета, шасси и т. Д. Широко используются для контроля компонентов двигателя, таких как колеса и сопла турбины, лопатки компрессора и камеры сгорания лопастей без открытия двигателя.Бороскопы, фиброскопы и видеоизображения являются наиболее важными оптическими приборами при дистанционном визуальном осмотре, которые обычно недоступны.
Ключевые моменты: Простой в использовании в областях, где другие методы нецелесообразны. Требуется доступность. Надежность зависит от опыта оператора.
7. Звуковой / резонансный:
- Методы звукового и резонансного тестирования используются в первую очередь для обнаружения зазоров между слоями ламинированных конструкций.
Звуковые и резонансные испытания эффективны для обнаружения раздробленной сердцевины или отслоений в адгезивных сотах, ударных повреждений и дефектов в композитных структурах и отслаивающей коррозии.
Метод испытания методом постукивания продемонстрировал способность обнаруживать трещины, коррозию, ударные повреждения и расслоение. Инструмент для звукового тестирования работает в звуковом или близком к звуковом диапазоне частот.
Приборы для тестирования резонанса могут работать как в звуковом, так и в ультразвуковом диапазоне частот.Были разработаны различные методы передачи и приема энергии. По сути, каждый метод вводит волну давления в образец, а затем обнаруживает резонансную, прошедшую или отраженную волну.
Обычно для оценки демпфирующих характеристик образца используются следующие принципы акустической механики.
- a. Метод теста на резонанс: Этот тест хорошо работает для многих несвязанных и разобщенных.
b.Метод теста «шаг / захват»: Этот тест лучше всего позволяет обнаруживать отслоения сцепления и более глубокие дефекты.
c. Метод испытания импульсом шага / захвата: В этом методе соединения не тестируются методом развертки. метод, можно удовлетворительно протестировать в этом режиме.
Метод испытания d.MIA (анализ механического импеданса): Этот метод хорошо работает на отсоединяет раздробленную сердцевину и дефекты внутри композитной конструкции.
e.Метод акустической гармоники Эдди: Он способен обнаруживать как ближнюю, так и дальнюю сторону отсутствия связи.
ф.Тест тапом: Тест тапом — это ручной метод. Тестирование отводом — распространенный и недорогой вид осмотра. В этой процедуре инспектор постукивает по поверхности тестовой структуры и оценить производимый звук. Инспектор либо непосредственно слушает звук, либо использует специально разработанный приемник для анализа звука и сравнения реакции с дефектом. бесплатная часть.
№ Заявка: Чтобы проверить связь между сотами, выявить отслоения в многослойных композитных материалах.Крупные конструкции, такие как обтекатели, обтекатель и задняя кромка крыла, руль направления, закрылки, элероны, рули высоты и т. Д., Изготавливаются из композитных материалов и сотовых материалов.
Тестирование методом постукивания ограничивается обнаружением отслоений или пустот между облицовочным листом и клеем. Он не обнаруживает отслоения или пустоты на линиях соединения слоев 2 nd или 3 rd , таких как области удвоения. Он ограничивается обнаружением отслоений диаметром примерно 25 мм (1 дюйм) или больше, расположенных менее 1 дюйма.На 3 мм (0,05 дюйма) ниже исследуемой поверхности.
Ключевые моменты: Теряет чувствительность с увеличением толщины материала. Требуются электрические источники и эталоны.
Инфракрасная термография:
- Инфракрасные и тепловые методы неразрушающего контроля основаны на том принципе, что тепловой поток в материале изменяется из-за наличия некоторых типов аномалий. Эти изменения теплового потока вызывают локальные разницы температур в материале.Получение изображений или изучение таких тепловых структур известно как «термография». Термины «инфракрасный» и «тепловой» в некоторых контекстах используются как синонимы. Термический относится к физическому явлению тепла, включающему движение молекул. Инфракрасный (под красным цветом) обозначает излучение между видимой и микроволновой областями электромагнитного спектра.
Интенсивность и частота / длина волны излучения могут быть тесно связаны с теплотой излучателя. Отсюда следует, что радиационные датчики могут быть использованы для определения физического состояния тестового объекта.Это основа технологии «термографии».
Оборудование: Тепловизор в основном состоит из детектора, системы сканирования, оптической системы и блока видеодисплея. Большинство камер работают как телевизионные камеры, и их выход представляет собой видеосигнал, который пропорционален выходному сигналу детектора. Впоследствии это переходит в систему обработки и визуализации сигнала, которая присваивает каждому уровню серый оттенок шкалы или ложный цвет.Таким образом можно получить изображение на Телевизионный монитор, отображающий распределение температур по всему полю изображения или распечатаны в виде цветной графики.
Приложения: Используется для обнаружения определенных пустот, включений, отслоений, попадания жидкости или загрязнения, посторонних предметов и поврежденных или сломанных структурных узлов. Инфракрасная термография также была выбрана для быстрого использования и надежности дефектного «жидкого загрязнения» в композитном сэндвиче по сравнению с рентгеновским методом.Обнаружение теплового перегрева в электрической и гидравлической системе. Специально термографическое обследование на конструкции самолетов выполняются для обнаружения следующих дефектов: (i) композитный ламинат. детали — для расслоения, отслоения или посторонних предметов (ii) Композитные многослойные детали — для отслоения и жидкого загрязнения. (iii) Металлические склеенные детали — для устранения коррозии. iv) Металлические многослойные детали — для жидких загрязнений, устранения коррозии.
Ключевые моменты: Этот метод показывает изменения температуры, которые могут указывать на дефекты.Требуется обученный оператор. Могут потребоваться переносные и справочные стандарты.
ЗАКЛЮЧЕНИЕ
- Вероятно, аэрокосмическая промышленность является ведущей в мире по инновациям в области новых материалов и технологий производства, которые регулярно повышают безопасность, эффективность и снижают затраты. В то же время разрабатываются методы проверки для контроля их целостности. Например, все более широкое использование композитов в новейшем коммерческом авиастроении стимулировало быстрое развитие ультразвуковой техники C-сканирования.Он может обнаруживать дефекты глубоко внутри
композиты, создающие трехмерные изображения структур и любых неровностей в тестовом элементе.
Только при соответствующем применении методов неразрушающего контроля можно в полной мере использовать преимущества передового материаловедения.
ССЫЛКИ
- ASNT-Справочник по неразрушающему контролю -Vol-Ten — 1996
- ASNT-Справочник по неразрушающему контролю — Том — Девять — 1996.
- Б. Халл и В. Джон — Неразрушающий контроль (1998), Макмиллан, Великобритания
- Крис Хоббс и Рон Смит — Под поверхностью, Технический журнал British Airways.
- П. Г. Лоренц — Наука дистанционного визуального осмотра, 1990.
- Стандартное руководство по неразрушающему контролю — McDonnel Douglas Corporation (Редакция -3), 1996.
| Вверх |
Авторские права © NDT.net , [email protected] / DB: Article / SO: ECNDT / AU: Khan_M / CN: IN / CT: NDT / CT: aerospace / ED: 1999-06
5 Общие методы неразрушающего контроля
Неразрушающий контроль (NDT) широко используется для контроля качества при изготовлении технологических установок и оборудования.Это набор методов, используемых для оценки структурной целостности материалов и обнаружения любых недостатков, которые могут поставить под угрозу их безопасность или функциональность.
Вот пять наиболее распространенных методов неразрушающего контроля, используемых сегодня.
Испытание на проникновение жидкости — Испытание на проникновение жидкости — один из более простых методов, используемых для обнаружения дефектов в материалах. Когда жидкий пенетрант красителя наносится на поверхность, он втягивается в любые поверхностные трещины или пустоты, тем самым выделяя видимые разрывы в структуре.
Электромагнитные испытания — Электромагнитные испытания — это категория, которая включает в себя вихретоковые испытания, полевые измерения переменного тока и дистанционные полевые испытания. Эти методы позволяют обнаруживать как поверхностные, так и подповерхностные дефекты. Испытания вызывают электрический ток или магнитное поле в материале, и любой дефект вызывает измеримый отклик.
Тестирование магнитными частицами — Тестирование магнитными частицами широко используется для обнаружения поверхностных и приповерхностных дефектов в ферромагнитных материалах.Испытываемый материал намагничен. Воздушные зазоры из-за каких-либо дефектов на поверхности или вблизи нее вызывают утечки магнитного потока. Распространенные по поверхности частицы железа будут притягиваться, очерчивая каждую трещину и облегчая ее обнаружение.
Ультразвуковой контроль — Ультразвуковой контроль позволяет обнаруживать глубокие и очень мелкие дефекты в материале. С помощью этого метода преобразователь генерирует звуковые волны сверхвысокой частоты через материал. При обнаружении неоднородности, например трещины или любого другого дефекта, часть звуковой энергии отражается.Затем он измеряется и отображается на экране.
Тепловое инфракрасное тестирование — Тепловое инфракрасное испытание, или инфракрасная термография, измеряет и отображает разницу температур на поверхности материала с помощью тепловизионных устройств. Можно измерить незначительные изменения температуры, чтобы обнаружить трещины, включения или пустоты.
Honiron — ведущий разработчик и производитель технологического оборудования, включая теплообменники, конденсаторы, отпарные аппараты, испарители и экстракторы.Чтобы получить дополнительную информацию или поговорить с одним из наших квалифицированных специалистов, свяжитесь с нами сегодня.
Неразрушающий контроль
«Неразрушающий контроль (NDT)… это контроль, который не разрушает
тестовый объект. [NDT] жизненно важен для создания и обслуживания всех
типы элементов и конструкций. Для обнаружения различных дефектов, таких как
существуют различные методы испытаний на растрескивание и коррозию,
такие как рентген (когда на пленке появляются трещины) и ультразвук (где трещины
отображаются на экране в виде эхо-сигнала)…
«В то время как разрушающие испытания обычно обеспечивают более надежную оценку состояния тестового объекта, разрушение тестового объекта обычно составляет этот вид испытаний более дорогостоящий для владельца объекта контроля, чем неразрушающий тестирование.Разрушительный Тестирование также неуместно во многих случаях, например, в судебно-медицинской экспертизе. Который существует компромисс между стоимостью теста и его надежностью. стратегия, при которой большинство объектов контроля проверяется неразрушающим образом… 1 ”
Программа неразрушающего контроля Коули предоставляет огромные возможности
в проверке безопасности и качества. Программа неразрушающего контроля предлагает сотруднику
степени востребованных в настоящее время прикладных наук.Неразрушающий контроль
студенты развивают знания и навыки, необходимые для выполнения сложных
методы тестирования, такие как вихретоковый, рентгеновский, жидкий пенетрант,
магнитные частицы и ультразвуковые испытания, которые необходимы в настоящее время
во многих отраслях промышленности.
Специалисты по неразрушающему контролю пользуются большим спросом. Основа инспекционной техники
зависит от способности техника понимать принципы
физики и использовать фундаментальные математические вычисления для поиска недостатков
в материалах.Жизнь иногда зависит от способностей техника.
понимать и иметь соответствующую подготовку в этой области.
Вы научитесь читать чертежи, базовый уровень металлургия, измерения и правильное использование оборудования, используемого в различных Процессы неразрушающего контроля. Средний уровень математика, коммуникативные навыки, письмо и понимание кодов и процедур, материальное самообладание, и основные теории экономики также интегрированы в программу.
По завершении этой программы студенты будут готовы к развитию и поддерживать программы контроля качества. Студенты пройдут обучение для настройки и калибровки оборудования, а также для интерпретации и оценки результаты, основанные на методах неразрушающего контроля в отношении применимых коды, стандарты и спецификации. Студенты будут подготовлены для сертификации Американского общества неразрушающего контроля (ASNT) экспертиза.
Занятия по неразрушающему контролю начались в колледже Коули в 1991 году. Аэрокосмическая промышленность в Канзасе и нефтепереработка / добыча нефти на юге в Оклахоме, созданы промышленная потребность в программе контроля неразрушающего контроля. Наше место нахождения обеспечивает разнообразную отраслевую поддержку в виде оборудования, инспекции материалы и программно-техническое направление.
Cowley College — идеальное место для учебы. Арканзас Город расположен в месте слияния рек Арканзас и Уолнат. предоставляет студентам опыт работы в маленьком городке.Размеры классов имеют максимальное соотношение учеников и учителей 18: 1, что позволяет проводить индивидуальное обучение и возможность построить отношения.
С недавним добавлением рентгеновской системы в реальном времени, цифровая обработка пленки
система и несколько ультразвуковых инструментов с трехмерной фазированной решеткой Cowley в настоящее время
имеет одни из новейших технологий, доступных в бизнесе и промышленности
сегодня. Это оборудование позволит студенту познакомиться с
самая современная технология, используемая в области неразрушающего контроля.
Специалисты по неразрушающему контролю должны обладать чтением чертежей, математическими навыками,
отличные коммуникативные навыки, способность интерпретировать коды и отличные
внимание к деталям.
Большинство технических специалистов по неразрушающему контролю проверяют и обеспечивают качество в различных
настроек, которые включают, но не ограничиваются:
Авиация
Строительство
Производство
Промышленные предприятия (атомная, нефтехимическая, энергетическая, нефтеперерабатывающая, производство
Магазины и др.)
Трубопроводы
Железные дороги1
Студенты, окончившие программу неразрушающего контроля за последние пять лет (2002-2007 гг.)
имеют среднюю почасовую заработную плату от 15 до 24 долларов в час в зависимости от
отрасль, в которой работает студент. Как и в любой отрасли,
чем больше навыков и знаний у студента, тем он ценнее
относятся к своей компании, создавая для них более высокую оплату.
Учебная программа по неразрушающему контролю предлагается на двухгодичный курс младшего специалиста.
степени прикладных наук с 66 кредитными часами — 48 обязательных
технических часов и 18 общеобразовательных часов.Учебная программа по неразрушающему контролю
предназначен для обеспечения навыков и знаний начального уровня при трудоустройстве
требуется бизнесом и промышленностью. Классы превышают требования
рекомендованный Обществом неразрушающего контроля документ TC 1-A для
аудиторная подготовка.
Наша миссия — развивать необходимые знания, навыки и отношения.
для студентов, чтобы преуспеть в карьере по неразрушающему контролю.
Наше видение — дать студентам больше, чем просто технические навыки.Скорее,
мы дадим им понимание необходимости обучения на протяжении всей жизни.
1. Неразрушающий контроль. (29 мая 2008 г.). В Википедии, Свободной энциклопедии. Получено в 15:54, 10 июня 2008 г., с http://en.wikipedia.org/w/index.php?title=Nondestructive_testing&oldid=215667426
Неразрушающий контроль промышленных конструкций
Industrial Access выполняет ряд неразрушающих испытаний, чтобы помочь определить структурную целостность промышленных дымоходов, дымовых труб или зданий.
Промышленные конструкции, такие как дымоходы и дымовые трубы, подвержены постоянному износу. Стрессовые факторы, такие как скачки температуры, химическая атака, ветровая нагрузка, и даже такие природные явления, как суровые погодные условия или сейсмические явления, могут привести к повреждению важных компонентов вашей дымоходной и вентиляционной систем. Существует ряд неразрушающих тестов, которые можно выполнить, чтобы быстро и легко выявить проблемы с структурной целостностью.
Методынеразрушающего контроля предназначены для проверки состояния и прочности конструкции таким образом, чтобы это не влияло на ее полезность или производительность.Другими словами, никакие физические образцы не удаляются, и конструкции не наносится никакого ущерба.
Методы неразрушающего контроляиспользуются для определения исходных параметров и последующих периодических измерений структурных характеристик, таких как твердость поверхности, плотность, толщина и температура материала. Эти сведения могут помочь в выборе правильного выбора в отношении будущих расходов на ремонт или замену.
Industrial Access выполняет следующие методы неразрушающего контроля:
- Ультразвуковой контроль толщины (UT) — Этот тест определяет относительную толщину материала в различных координатах, чтобы помочь идентифицировать и обнаружить любые области, которые могут ухудшаться или истончаться.
- Испытание молотком Шмидта (Швейцария) — Этот метод неразрушающего контроля, также известный как испытание отбойным молотком, оценивает прочность бетона на основе твердости поверхности и сопротивления проникновению. Это наиболее часто используемый во всем мире метод неразрушающего контроля бетона и конструктивных элементов промышленных дымоходов, дымовых труб и других бетонных конструкций.
- Инфракрасная термография — Эта технология позволяет сканировать стопки, каналы, сосуды, трубы или другое оборудование для выявления разницы в температуре поверхности, которая может указывать на проблему.Области с аномально высокими показаниями часто указывают на проблемы, такие как отсутствие или повреждение отверстий в огнеупоре или трещины, которые позволяют горячим дымовым газам вступать в прямой контакт со сталью или просачиваться в атмосферу. Другими проблемами могут быть неисправные компенсаторы, прокладки или клапаны. Этот инструмент дает нашим техническим специалистам возможность лучше находить и диагностировать проблемы с оборудованием в режиме онлайн.
- Laser Surveys — Laser Surveys позволяет нам точно измерить расстояние, угол и другие физические характеристики конструкций, чтобы определить, появились ли какие-либо отклонения в течение их срока службы.Затем все измерения, сделанные во время обследования, сравниваются с данными первоначальных строительных измерений.
- Осмотр горячей камеры — Во время этого неразрушающего контроля изолированная видеокамера опускается в рабочий дымоход или дымовую трубу, пока она еще находится в рабочем состоянии. Это обследование может выявить и обнаружить серьезные дефекты, такие как поврежденная или отсутствующая кирпичная кладка и износ футеровки.
- Контроль магнитных частиц (MPI) — Этот метод неразрушающего контроля обнаруживает поверхностные и слегка приповерхностные неоднородности ферромагнитных материалов и их сплавов путем намагничивания компонента и последующего поиска поля утечки для выявления трещин и уязвимых мест.
Поскольку методы неразрушающего контроля сравнительно недороги и практически не требуют отключений оборудования, они стали популярным выбором для проверки структурной целостности во время инспекций дымоходов и дымовых труб.
Петрографические испытания
Петрографические испытания исследуют многочисленные характеристики бетона, чтобы определить, есть ли проблема в состоянии конструкции. Он также может определить основную причину или причину отказа бетонной конструкции.
Свяжитесь с Industrial Access сегодня, чтобы обсудить промышленные проверки дымоходов, которые будут соответствовать потребностям вашей компании и предприятия. 877-697-9337 | 770-255-1313 — [email protected]
Что такое неразрушающий контроль (NDT)?
Методы и определение
Неразрушающий контроль (NDT) также известен как неразрушающий контроль (NDE), неразрушающий контроль (NDE) и неразрушающий (NDI). Этот процесс включает в себя широкий спектр методов, используемых в различных отраслях промышленности для оценки свойств детали, материала, продукта, системы или сварного шва без воздействия на исходную деталь.
Методы неразрушающего контроля
Ниже приведены методы неразрушающего контроля:
Испытание на акустическую эмиссию (AE)
AE — это метод неразрушающего контроля, который обнаруживает и контролирует высвобождение ультразвуковых волн, которые излучаются при разрушении материала под большой нагрузкой. Этот тест позволяет контролировать повреждения во время механических испытаний. Когда материал вот-вот расколется, выбросы, как правило, слишком малы по амплитуде или слишком высоки по частоте, чтобы их можно было уловить ухом человека.AE позволяет человеку обнаруживать более высокие частоты и более низкие интенсивности в сильно нагруженных областях, чтобы обнаруживать трещины еще до их образования. Это часто используется во время контрольных испытаний сосуда под давлением, утечек и активной коррозии.
Электромагнитные испытания (ET)
ET — это метод тестирования, который использует электрический ток и / или магнитное поле внутри объекта, который человек желает проверить, чтобы наблюдать электромагнитный отклик. Этот тест используется для обнаружения трещин, измерения толщины материала, измерения толщины покрытия и измерения проводимости.Он часто используется авиационной отраслью для проверки внешнего вида самолета.
Существует 3 вида электромагнитных испытаний:
- Вихретоковый контроль. В этом тесте используется катушка для создания электромагнитного поля в проводящем материале.
- Измерение поля переменного тока. В этом тесте используется переменный ток на поверхности объекта для обнаружения разрушения поверхности.
- Дистанционные полевые испытания (RFT). Это исследование группы катушек передатчика для обнаружения внутренних и внешних дефектов. Это используется для поиска дефектов в стальных трубах и трубах.
Наземный радар (GPR)
GPR — это геофизический метод определения местоположения, который работает путем посылки радиолокационных импульсов через поверхность объекта для просмотра изображений под поверхностью объекта. Когда электромагнитный импульс попадает в объект, плотность объекта отправляет сигнал, предупреждающий пользователя о том, что что-то есть под землей или в материале.Типичный пример георадара — это металлоискатель, который люди используют для развлечения, чтобы найти клад в земле.
Методы лазерных испытаний (LM)
Существует 3 типа лазерных методов тестирования:
- Голографическое тестирование. В нем используется лазер для обнаружения колебаний поверхности материала, который подвергался нагрузке в виде вибрации, тепла или давления. Затем результаты сравниваются с неповрежденным материалом того же типа, чтобы выявить дефекты.
- Лазерная профилометрия. Это процедура, в которой используется быстро вращающийся лазерный источник света для обнаружения точечной коррозии, коррозии, трещин и других форм деградации материала. Он работает, обнаруживая колебания на поверхности объекта.
- Лазерная стереография. Использует свет лазера для создания изображения до поверхностного напряжения. Напряженное изображение и исходное изображение сравниваются, чтобы определить, есть ли какие-либо дефекты.
Проверка герметичности (LT)
Существует 4 типа проверки на герметичность:
- Испытание на герметичность пузыря. Используется резервуар с жидким раствором для обнаружения газа, выходящего из испытательного образца. Если тестовый образец протекает, появляются пузырьки. Для более крупных деталей используется мыльный раствор для проверки на пузырьки.
- Испытание изменением давления. Используется только в закрытых системах, поскольку для обнаружения дефектов используется давление или вакуум. Падение давления в течение определенного периода времени указывает на наличие утечки.
- Тестирование галогенных диодов. Используется давление для обнаружения утечек путем смешивания воздуха и индикаторного газа на основе галогена.Затем для поиска утечек используется блок обнаружения галогенных диодов.
- Масс-спектрометрическое тестирование. Это включает гелий или гелий, смешанный с воздухом внутри испытательной камеры с блоком обнаружения галогенных диодов, чтобы определить, есть ли какие-либо изменения в пробе воздуха. Если да, то есть утечка. Иногда для обнаружения утечек используется вакуум. Вакуум работает за счет использования масс-спектрометра для отбора проб из вакуумной камеры для проверки ионизированного гелия. Если обнаружен ионизированный гелий, есть утечка.
Утечка магнитного потока (MFL)
MFL работает за счет использования магнита для создания магнитных полей для намагничивания стальных конструкций, таких как резервуары для хранения и трубопроводы.Если есть коррозия, точечная коррозия или потеря стенок в стальных конструкциях, магнитное поле будет протекать, указывая на уменьшение количества материала, и этот датчик определит местоположение и серьезность дефекта.
Испытания в микроволновой печи
Этот метод передает микроволновые частоты, которые принимает тестовый зонд. Испытательный зонд определяет, есть ли какие-либо изменения диэлектрических свойств, таких как поры, усадка, полости, посторонние материалы или какие-либо трещины. Затем эта информация отображается в виде сканированных изображений B или C.Микроволновое тестирование можно использовать только с диэлектрическими материалами, которые являются материалами, плохо проводящими электричество.
Испытания на проникновение жидкости (PT)
Этот метод экономичен, универсален и требует небольшого обучения по сравнению с другими неразрушающими методами. PT проверяет дефекты материала, такие как трещины или пористость, которые открываются на поверхности, вливая жидкость в дефект. Этот метод создает видимый признак того, что в материале есть дефект, потому что жидкость будет вытекать, если есть трещина или дефект.Сварные швы являются наиболее распространенным объектом контроля, но трубы, отливки, стержни и пластины также можно проверять с помощью PT.
Тестирование магнитных частиц (MT)
MT также называется инспекцией магнитных частиц. MT использует магнитные поля для поиска трещин или утечек вблизи поверхности ферромагнитных материалов. Ферромагнитные материалы — это материалы, которые можно намагничивать, такие как никель, железо, сталь, кобальт и некоторые из их сплавов. При наличии трещины или утечки магнитный поток (магнитное поле) выходит из металла.Этот магнитный поток собирает ферромагнитные частицы, такие как железный порошок, и позволяет легко увидеть размер и форму трещины.
Нейтронный радиографический контроль (NR)
NR — это метод визуализации, похожий на рентгеновские лучи. В отличие от рентгеновского излучения, этот метод использует нейтронное излучение (нейтронные пучки), чтобы заглянуть внутрь материала. Этот метод работает только для обнаружения дефектов в органических материалах, таких как углерод и водород, что позволяет увидеть структурные и внутренние компоненты для поиска дефектов.Например, свинец и сталь слабо взаимодействуют с нейронами, что позволяет NR видеть органический материал, который сохраняется внутри металлического объекта.
Радиографические исследования (RT)
RT работает, позволяя рентгеновскому или гамма-излучению проходить через объект, чтобы найти любые имеющиеся дефекты. Этот метод позволяет пользователю видеть внутреннюю часть своей заготовки, чтобы обнаружить внутренние дефекты, такие как коррозия или эрозия, и проверить литье на дефекты или посторонние предметы. В зависимости от плотности материала используются рентгеновские лучи (используются для тонких материалов) или гамма-лучи (используются для толстых материалов).
Тепловое / инфракрасное тестирование (IRT)
IRT также называется инфракрасной термографией, в которой используется термографическая камера для обнаружения излучения (тепла), исходящего от детали. Тепловизор преобразует ее в температуру и отображает ее в виде изображения, показывающего распределение температуры. Затем он создает термограммы, которые представляют собой изображения излучения. Эта информация позволяет человеку видеть выделяющие тепло объекты, которые в противном случае были бы невидимы. IRT используется для профилактического обслуживания и определения состояния детали.
Существует два типа IRT, которые используются при проверках:
- Пассивная термография. Этот метод позволяет непосредственно измерять температуру поверхности для оценки. Он использует датчики для измерения длины волны испускаемого излучения. Если коэффициент излучения можно измерить, температура рассчитывается и отображается в виде цифрового значения или цветного изображения. Пассивная термография полезна для обнаружения перегрева подшипников, двигателей или электрических компонентов, а также для отслеживания потерь тепла в зданиях.
- Активная термография. Метод измеряет температуру поверхности для оценки после приложения внешнего источника энергии для создания теплового контраста между объектом и фоном. В областях, затронутых тепловым потоком, будут отображаться колебания температуры поверхности, указывающие на дефект, и можно будет проанализировать состояние объекта. Это используется для определения дефектов соединения в объектах или приповерхностного отслоения (трещин).
Ультразвуковой контроль (UT)
Этот метод позволяет передавать высокочастотные звуковые волны для исследования и измерения толщины или внутренней структуры объекта.Этот метод работает, потому что высокочастотные звуковые волны обычно проходят через среду, пока не достигают границы с другой средой, такой как воздух. В этот момент они возвращаются к своему источнику. Это можно использовать, чтобы определить, есть ли в материале какие-либо трещины или дефекты.
2 метода приема ультразвуковых волн:
- Импульсно-эхо-контроль. Этот метод проталкивает звуковой луч (импульсные волны) через исследуемый материал.Звуковые волны будут проходить через деталь, а волны, которые отражаются назад, указывают на то, что они достигли конца детали или достигли дефекта. Устройство отобразит результаты, представляющие время прибытия отражения (интенсивность отражения и расстояние).
- Сквозное тестирование передачи. Этот метод проталкивает ультразвук через одну поверхность и использует отдельный приемник на другой поверхности для определения величины, достигшей его после прохождения через объект.Если есть какие-либо недостатки, количество передаваемого звука будет уменьшено, что указывает на недостаток. Этот метод не измеряет толщину.
Различные формы неразрушающего ультразвукового контроля:
- Время пролета дифракции (ToFD). В этом методе используется пара ультразвуковых датчиков, размещаемых на противоположных сторонах сварного шва или предмета. Один зонд работает как передатчик, выдавая ультразвуковые импульсы, а другой принимает эти импульсы. При наличии дефектов будет дифракция ультразвуковых импульсов от вершин трещины.Этот метод позволяет определить глубину трещины и используется, когда невозможно получить истинное отражение. ToFD также используется для осмотра задней стенки объекта на предмет коррозии.
- Иммерсионный ультразвуковой контроль. Это усовершенствованная форма ультразвукового контроля, поскольку можно использовать все частоты, поскольку нет физического контакта между датчиком и испытываемым материалом. Этот метод идеально подходит для небольших объектов и определяет, насколько хорошо объект выдержит погружение в погружной ультразвуковой резервуар в различные жидкости, например, воду.Это позволяет человеку находить мельчайшие дефекты, точно сообщая размер и расположение подповерхностных дефектов.
- Испытания с воздушной связью. Этот метод ультразвукового контроля представляет собой тип техники бесконтактного контроля, который используется, когда материалы не выдерживают погружения в воду. Это проверка с более низкой частотой, при которой используется воздух с ультразвуковым контролем. Это безводный, чувствительный контроль, который проверяет наличие пустот и трещин в водосовместимых материалах.
- Испытание электромагнитного акустического преобразователя (ЭМАП). Этот ультразвуковой тест представляет собой еще один тип бесконтактного контроля, при котором ультразвуковые волны проникают в объект с двумя взаимодействующими магнитными полями. Этот метод можно использовать при очень высоких или низких температурах. Он обычно используется для проверки трубопроводов, сосудов, труб и определения толщины стенок.
- Guild Wave Testing (GW). Этот метод иногда называют ультразвуковым контролем на большом расстоянии (LRUT). GW размещает кольцо преобразователей вокруг трубы и использует ультразвуковые звуковые волны для распространения в обоих направлениях трубы.Если они вступят в контакт с коррозией или другими дефектами в стенке трубы, звуковые волны будут отражаться обратно к датчикам. Результаты этого метода отправляются на компьютер для анализа. Этот тест обычно используется для испытания труб на больших расстояниях.
Расширенные ультразвуковые методы:
- Автоматизированная проверка. Это полностью автоматизированный метод, использующий систему ультразвуковой визуализации и кодированные роботизированные сканеры для исследования объекта.
- Ультразвуковой контроль фазированных решеток (PAUT). В этом методе используются усовершенствованные датчики, состоящие из множества мелких элементов, на которые можно подавать импульс индивидуально. Компьютер используется для расчета последовательности фазирования (синхронизации), чтобы контролировать, когда срабатывает каждый элемент. Последовательности фазирования обеспечивают фокусировку, сканирование и управление волнами. Этот метод используется для проверки сложных геометрических объектов на наличие дефектов.
- Полный матричный захват (FMC). FMC является усовершенствованием метода PAUT для обработки данных.Эта стратегия сбора данных позволяет получать все возможные ультразвуковые данные от зонда с фазированной решеткой. Нет необходимости фокусировать или направлять луч, потому что вся исследуемая область находится в фокусе. Это делает FMC очень выгодным. Кроме того, он прост в установке и использовании, а также устойчив к перекосам и структурному шуму. Самый большой недостаток в том, что он медленнее, чем PAUT, и размеры файлов большие.
- Виртуальная апертура источника (VSA). Это тип FMC с лучшим качеством изображения.Он также имеет меньшие размеры файлов и скорость получения, что делает его лучше, чем PAUT.
- Анализ вибрации (VA). Этот метод картирования поверхности использует датчики для определения количества вибрации от вращающегося оборудования, чтобы определить, есть ли в объекте дефекты. Некоторые используемые датчики — это датчики скорости, акселерометры и датчики перемещения.
- Визуальное тестирование (VT). Этот метод также известен как визуальный тестовый осмотр или визуальный осмотр. ВТ включает просмотр детали, чтобы определить, есть ли какие-либо проблемы с поверхностью объекта.VT часто используется с увеличительными стеклами и зеркалами для улучшения зрения человека. Этот метод обычно используется в неразрушающем контроле, поскольку он прост, дешев и практически не требует оборудования. Он часто используется для обнаружения коррозии, повреждений, перекоса и трещин в сварных швах, резервуарах для хранения, котлах, сосудах высокого давления и трубопроводах.
В чем разница между разрушающим и неразрушающим контролем?
Самая большая разница между разрушающим и неразрушающим контролем заключается в том, что при разрушающем контроле объект разрушается или изменяется, что делает его непригодным для использования и выводит его из эксплуатации.Разрушающие испытания более дороги и расточительны. Принимая во внимание, что неразрушающий контроль не повреждает и не изменяет объект, позволяя ему пройти тест и использовать его. Кроме того, нет никаких перерывов, кроме обычного обслуживания, что делает неразрушающий контроль более рентабельным.
Каковы преимущества использования неразрушающего контроля?
- Проверяемые детали не повреждены. Это позволяет ремонтировать детали вместо замены, если есть какие-либо недостатки.