Сварочные нормы и стандарты
К процессам сварки, а также к конструкции и характеристикам сварочных машин и источников питания применяются ГОСТы, международные стандарты и нормы. Они содержат определения, инструкции и ограничения, касающиеся методик и конструкции машин и направленные на повышение степени безопасности процессов, а также на обеспечение качества продукции.
|
ГОСТ 2.312-72 |
ЕСКД. Условные изображения и обозначения швов сварных соединений |
|
ГОСТ 3.1705-81 |
ЕСКД. Правила записи операций и переходов. Сварка |
|
ГОСТ 4.44-89 |
Система показателей качества продукции. Оборудование сварочное механическое. |
|
ГОСТ 4.140-85 |
Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей. |
|
ГОСТ 4.433-86 |
Система показателей качества продукции. Оснастка универсально-сборная. Номенклатура показателей. |
|
ГОСТ 5.917-71 |
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции. |
|
ГОСТ 5.1215-72 |
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции |
|
ГОСТ 12. |
ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений. |
|
ГОСТ 12.2.007.8-75 |
ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности. |
|
ГОСТ 12.2.008-75 |
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности. |
|
ГОСТ 12.4.035-78 |
ССБТ. Щитки защитные лицевые для электросварщиков. |
|
ГОСТ 31.211.41-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности |
|
ГОСТ 31.211.42-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение. |
|
ГОСТ 95-77 |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 297-80 |
Машины контактные. |
|
ГОСТ 304-82 |
Генераторы сварочные. Общие технические условия. |
|
ГОСТ 1077-79 |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования. |
|
ГОСТ 2402-82 |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия. |
|
ГОСТ 2601-84 |
Сварка металлов. Термины и определения основных понятий. |
|
ГОСТ 3242-79 |
Соединения сварные. |
|
ГОСТ 4416-94 |
Мрамор для сварочных материалов. Технические условия. |
|
ГОСТ 4417-75 |
Песок кварцевый для сварочных материалов. |
|
ГОСТ 4421-73 |
Концентрат плавиковошпатовый для сварочных материалов. Технические условия. |
|
ГОСТ 5191-79 |
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования. |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. |
|
ГОСТ 6996-66 |
Сварные соединения. Методы определения механических свойств. |
|
ГОСТ 7012-77 |
Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия. |
|
ГОСТ 7237-82 |
Преобразователи сварочные. Общие технические условия. |
|
ГОСТ 7871-75 |
Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия. |
|
ГОСТ 8213-75 |
Автоматы для дуговой сварки плавящимся электродом. |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 8856-72 |
Аппаратура для газопламенной обработки. Давление горючих газов. |
|
ГОСТ 9087-81 |
Флюсы сварочные плавленые. Технические условия. |
|
ГОСТ 9356-75 |
Рукава резиновые для газовой сварки и резки металлов. Технические условия. |
|
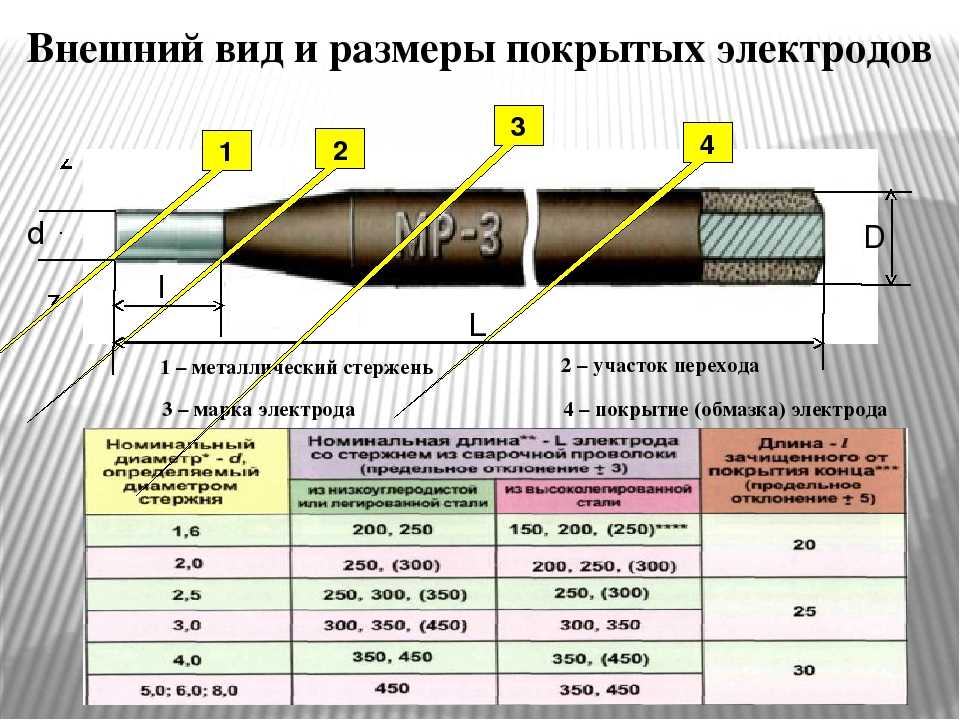
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
|
ГОСТ 9931-85 |
Корпусы цилиндрические стальных сварных сосудов и аппаратов. Типы, основные параметры и размеры. |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколеированных сталей с особыми свойствами. Типы. |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия. |
|
ГОСТ 10594-80 |
Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. |
|
ГОСТ 10922-90 |
Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия. |
|
ГОСТ 11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острым и тупым углом. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11969-79 |
Сварка плавлением. Основные положения и их обозначения. |
|
ГОСТ 13585-68 |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки. |
|
ГОСТ 13821-77 |
Выпрямители однопостовые с падающими внешними характеристиками для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 13861-89 |
Редукторы для газопламенной обработки. Общие технические условия. |
|
ГОСТ 14098-91 |
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры. |
|
ГОСТ 14111-90 |
Электроды прямые для контактной точечной сварки. |
|
ГОСТ 14113-78 |
Сплавы алюминиевые антифрикционные. Марки. |
|
ГОСТ 14327-82 |
Слюда мусковит молотая электродная. Технические условия. |
|
ГОСТ 14651-78 |
Электрододержатели для ручной дуговой сварки. Технические условия. |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14776-79 |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14782-86 |
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. |
|
ГОСТ 14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15164-78 |
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15878-79 |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры. |
|
ГОСТ 16037-80 |
Соединения сварные стальных трубопроводов. |
|
ГОСТ 16038-80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
|
ГОСТ 16971-71 |
Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования. |
|
ГОСТ 18130-79 |
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 18576-96 |
Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. |
|
ГОСТ 19140-94 |
Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры. |
|
ГОСТ 19141-94 |
Вращатели сварочные вертикальные. Типы, основные параметры и размеры. |
|
ГОСТ 19143-94 |
Вращатели сварочные универсальные. Типы, основные параметры и размеры. |
|
ГОСТ 19521-74 |
Сварка металлов. Классификация. |
|
ГОСТ 20549-75 |
Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. |
|
ГОСТ 21694-94 |
Оборудование сварочное механическое. Общие технические условия. |
|
ГОСТ 22366-93 |
Лента электродная наплавочная спеченная на основе железа. Технические условия. |
|
ГОСТ 22917-78 |
Соединители кабеля для дуговой сварки. Технические условия. |
|
ГОСТ 22938-78 |
Концентрат рутиловый. Технические условия. |
|
ГОСТ 22974.0-96 |
Флюсы сварочные плавленные. Общие требования к методам анализа. |
|
ГОСТ 22974.1-96 |
Флюсы сварочные плавленные. Методы разложения флюсов |
|
ГОСТ 22974.2-96 |
Флюсы сварочные плавленные. Методы определения оксида кремния. |
|
ГОСТ 22974.3-96 |
Флюсы сварочные плавленные. Методы определения оксида марганца (II). |
|
ГОСТ 22974.4-96 |
Флюсы сварочные плавленные. Методы определения оксида алюминия. |
|
ГОСТ 22974.5-96 |
Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния. |
|
ГОСТ 22974. |
Флюсы сварочные плавленные. Методы определения оксида железа (III). |
|
ГОСТ 22974.7-96 |
Флюсы сварочные плавленные. Методы определения фосфора. |
|
ГОСТ 22974.8-96 |
Флюсы сварочные плавленные. Методы определения оксида циркония. |
|
ГОСТ 22974.9-96 |
Флюсы сварочные плавленные. Методы определения оксида титана (IV). |
|
ГОСТ 22974.10-96 |
Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия. |
|
ГОСТ 22974. |
Флюсы сварочные плавленные. Методы определения фторида кальция. |
|
ГОСТ 22974.12-96 |
Флюсы сварочные плавленные. Метод определения серы. |
|
ГОСТ 22974.13-96 |
Флюсы сварочные плавленные. Метод определения углерода. |
|
ГОСТ 22974.14-90 |
Флюсы сварочные плавленные. Методы определения содержания влаги. |
|
ГОСТ 22990-78 |
Машины контактные. Термины и определения. |
|
ГОСТ 23055-78 |
Контроль неразрушающий. |
|
ГОСТ 23338-91 |
Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. |
|
ГОСТ 23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 23556-95 |
Колонны для сварных автоматов. Типы, основные параметры и размеры. |
|
ГОСТ 23870-79 |
Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл. |
|
ГОСТ 23949-80 |
Электроды вольфрамовые сварочные неплавящиеся. Технические условия. |
|
ГОСТ 25225-82 |
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод. |
|
ГОСТ 25444-90 |
Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры. |
|
ГОСТ 25616-83 |
Источники питания для дуговой сварки. Методы испытания сварочных свойств. |
|
ГОСТ 25997-83 |
Сварка металлов плавлением. |
|
ГОСТ 26054-85 |
Роботы промышленные для контактной сварки. Общие технические условия. |
|
ГОСТ 26056-84 |
Роботы промышленные для дуговой сварки. Общие технические условия. |
|
ГОСТ 26271-84 |
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 26331-94 |
Соединения первичных преобразователей температуры с технологическими трубопроводами и аппаратами. Типы и основные размеры. Технические требования. |
|
ГОСТ 26389-84 |
Соединения сварные. |
|
ГОСТ 26408-85 |
Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры. |
|
ГОСТ 26467-85 |
Лента порошковая наплавочная. Общие технические условия. |
|
ГОСТ 27265-87 |
Проволока сварочная из титана и титановых сплавов. Технические условия. |
|
ГОСТ 27387-87 |
Роботы промышленные для контактной точечной сварки. Основные параметры и размеры. |
|
ГОСТ 27580-88 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. |
|
ГОСТ 27776-88 |
Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры. |
|
ГОСТ 27955-88 |
Преобразователи ультразвуковые магнитострикционные. Методы измерения характеристик. |
|
ГОСТ 28277-89 |
Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования. |
|
ГОСТ 28332-89 |
Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля. |
|
ГОСТ 28555-90 |
Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. |
|
ГОСТ 28915-91 |
Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 28920-95 |
Вращатели сварочные роликовые. Типы, основные параметры и размеры. |
|
ГОСТ 28944-91 |
Оборудование сварочное механическое. Методы испытаний. |
|
ГОСТ 29090-91 |
Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования. |
|
ГОСТ 29091-91 |
Горелки ручные газовоздушные инжекторные. |
|
ГОСТ 29273-92 |
Свариваемость. Определение. |
|
ГОСТ 29297-92 |
Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. |
|
ГОСТ 30220-95 |
Манипуляторы для контактной точечной сварки. Типы, основные параметры иразмеры. |
|
ГОСТ 30261-96 |
Оборудование для контактной сварки кольцевых швов. Типы, основные параметры и размеры. |
|
ГОСТ 30275-96 |
Манипуляторы для контактной сварки. |
|
ГОСТ 30295-96 |
Кантователи сварочные. Типы, основные параметры и размеры. |
|
ГОСТ 30430-96 |
Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. |
|
ГОСТ 30482-97 |
Сварка сталей электрошлаковая. Требования к технологическому процессу. |
|
ГОСТ Р 50014.5-92 |
Безопасность электротермического оборудования. Часть 5. Частные требования к плазменным электротермическим установкам. |
|
ГОСТ Р 50379-92 |
Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. |
|
ГОСТ Р 50402-92 |
Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний |
|
ГОСТ 50599-93 |
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации. |
|
ГОСТ Р 51526-99 |
Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний. |
|
ГОСТ Р 52005-2003 |
Контроль неразрушающий. |
|
ГОСТ Р МЭК 60245-6-97 |
Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки. |
|
ГОСТ Р 53525-2009 (ИСО 14731:2006) |
Координация в сварке. Задачи и обязанности. |
|
ГОСТ Р 53526-2009 (ИСО 14732:1998) |
Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов. |
|
ГОСТ Р 53690-2009 (ИСО 9606-1:1994) |
Аттестационные испытания сваршиков. |
|
ГОСТ Р 53688-2009 (ИСО 9606 2:2004) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
|
ГОСТ Р 53687-2009 (ИСО 9606 3:1999) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы. |
|
ГОСТ Р ИСО 15607-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
|
ГОСТ Р ИСО 15609-1-2009 |
Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15609-2-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка. |
|
ГОСТ Р ИСО 15610-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
|
ГОСТ Р ИСО 15611-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки |
|
ГОСТ Р ИСО 15612-2009 |
Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15613-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на прелпроизводственном испытании сварки |
|
ГОСТ Р ИСО 15614-1-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов» |
|
ГОСТ Р ИСО 15614-2-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов» |
|
ГОСТ Р ИСО 15614-5-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. |
|
ГОСТ Р ИСО 15614 -12-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» |
|
ГОСТ Р ИСО 15614-13-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением» |
|
ГОСТ Р ИСО 14174-2010 |
Материалы сварочные. Флюсы для дуговой сварки. Классификация |
|
ГОСТ Р ИСО 14175-2010 |
Материалы сварочные. |
|
ГОСТ Р ЕН 13479-2010 |
Сварочные материалы. Основной стандарт на присадочные металлы и флюсы для сварки плавлением металлических материалов |
 1.035-81
1.035-81
 Технические условия.
Технические условия.
 Общие технические условия.
Общие технические условия.
 Методы контроля качества.
Методы контроля качества.

 Общие технические условия.
Общие технические условия.
 Классификация и общие технические условия.
Классификация и общие технические условия.
 Ряды параметров.
Ряды параметров.

 Типы и размеры.
Типы и размеры.

 Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.

 Типовой технологический процесс.
Типовой технологический процесс.
 6-96
6-96
 11-96
11-96
 Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля.
Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля.
 Статистическая оценка качества по результатам неразрушающего контроля.
Статистическая оценка качества по результатам неразрушающего контроля.
 Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением.
Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением.
 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
 Общие технические условия.
Общие технические условия.
 Технические требования и методы испытаний.
Технические требования и методы испытаний.
 Общие технические условия.
Общие технические условия.
 Допустимые скорости внешней утечки газа и метод их измерения.
Допустимые скорости внешней утечки газа и метод их измерения.
 Метод магнитной памяти металла. Общие требования.
Метод магнитной памяти металла. Общие требования.
 Сварка плавлением. Часть 1. Стали
Сварка плавлением. Часть 1. Стали
 Технические требования к процедуре сварки. Часть 1. Дуговая сварка.
Технические требования к процедуре сварки. Часть 1. Дуговая сварка.
 Аттестация путем принятия стандартной процедуры сварки
Аттестация путем принятия стандартной процедуры сварки
 Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов»
Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов»
 Газы и газовые смеси для сварки плавлением и других родственных процессов
Газы и газовые смеси для сварки плавлением и других родственных процессов
Нормативы техобслуживания и ремонта электросварочного оборудования
Страница 46 из 78
НОРМАТИВЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ
СОСТАВ ОБОРУДОВАНИЯ
В данной главе рассматриваются следующие виды электросварочного оборудования: источники питания для электродуговой сварки, сварочные генераторы постоянного тока, сварочные преобразователи и выпрямители, автоматы и полуавтоматы дуговой сварки под флюсом в защитной среде (газах), машины точечной, стыковой и шовной сварки, контакторы тиристорные, регуляторы цикла сварки, прерыватели точечной и шовной сварки, аппаратура для металлизации и нанесения покрытий.
Электросварочное оборудование должно обслуживаться квалифицированным эксплуатационным и ремонтным персоналом, знающим конструкцию и назначение, а также правила эксплуатации и техники безопасности при эксплуатации данного оборудования.
Квалификационная группа по ТБ электротехнического персонала, обслуживающего установки, должна быть не ниже IV.
Разделение обязанностей между эксплуатационным персоналом и операторами, обслуживающими электротермические установки, должно быть точно определено инструкцией или специальным положением, утвержденным руководством предприятия. Правилами эксплуатации электросварочного оборудования предусмотрены систематическое техническое обслуживание, осмотры, текущий и капитальный ремонты. При этом осмотры планируются лишь в составе работ по техническому обслуживанию, а не как самостоятельная операция.
Типовой объем работ и все ремонтные нормативы для сварочных преобразователей, сварочных генераторов постоянного тока, высокочастотных генераторов, токорегулирующих аппаратов, силовых трансформаторов и контрольно-измерительных приборов следует принимать по соответствующим главам книги.
Ремонтные нормы по электросварочному оборудованию приведены без учета ремонта механической части, работы по которой производятся персоналом отдела главного механика.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
При техническом обслуживании сварочных трансформаторов производится проверка отсутствия чрезмерного шума, нагрева обмоток, нагара на выводах, повреждений изоляции проводов, переключателя напряжений и другой пускорегулирующей аппаратуры, системы охлаждения и заземляющих струбцин, защитных кожухов, изоляционных прокладок, очистка от пыли и грязи, очистка контактов, изоляционных частей и переключателей напряжения от медной пыли и нагара, регулировка указателя, устранение мелких дефектов.
По машинам контактной сварки производится проверка нагара на электродах, вспучивания конденсаторов, чрезмерного нагрева промежуточных и токоподводящих катушек, электродов, шинопроводов и контактных соединений, утечка воздуха в системе воздухопровода и воды в системе водяного охлаждения, очистка оборудования от пыли и грязи и флюсов, осмотр целостности изоляции питающей и сварочной линии, проверка нагрева обмоток силового трансформатора, мелкий ремонт пускорегулирующей аппаратуры, проверка заземляющих устройств.
По автоматам и полуавтоматам дуговой электросварки производится проверка цепей управления, флюсовой и газовой аппаратуры, контактных и заземляющих проводников, механизмов корректировки электродов, подачи правки проволоки в редукторах, подтяжка ослабленных болтовых креплений и в узлах сварочной головки, проверка наличия смазки в подшипниках и червячных передачах.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
В объем текущего ремонта входят все операции технического обслуживания, проверка и при необходимости восстановление паспортного или соответствующего требованиям ГОСТ сопротивления изоляции и, кроме того, следующие работы:
для сварочных трансформаторов — протирка и продувка; проверка изоляции мегаомметром, мелкий ремонт изоляции, ремонт переключателей напряжения, стопоров, винтового механизма и его проверка в работе; ремонт ограждений и кожуха; окраска кожуха; замена электрододержателей, осмотр всей пускорегулирующей аппаратуры и электропроводки от сварочного аппарата до силового щитка;
для сварочных выпрямителей — наружный осмотр и протирка аппарата, проверка работы вентилятора и воздушных реле, проверка схемы выпрямителя, выводных и соединительных контактов, мелкий ремонт всей аппаратуры;
для машин контактной электросварки — замер сопротивления изоляции, проверка чистоты контактных поверхностей, электродов, промежуточных и токоподводящих подушек, вылетов и шпинделей, контактных соединений и шинопроводов; удаление электроэрозии с контактных соединений вторичных контуров, замена изношенных деталей токопровода и шинопровода вторичных контуров; проверка исправности работы электропневматических и золотниковых клапанов, отсутствия утечки в системе воздухопровода и устранение неисправностей; замена изношенных деталей; проверка и регулировка пускорегулирующей аппаратуры; промывка раствором кислот и щелочей системы водяного охлаждения.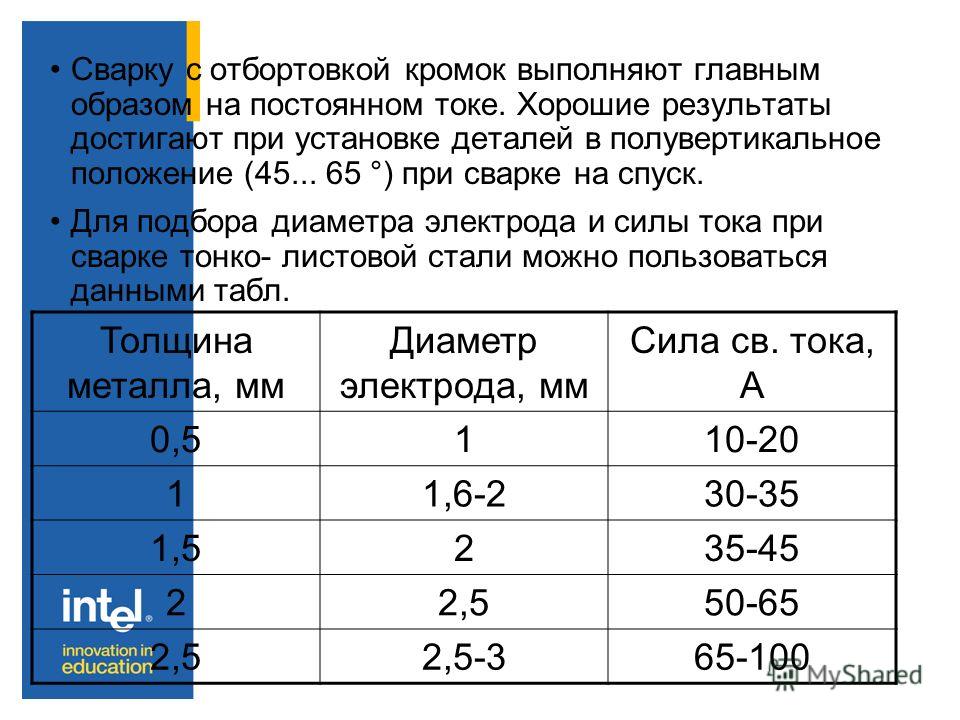
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
В объем капитального ремонта входят все операции текущего ремонта, полная разборка оборудования, замена изношенных деталей и узлов, проверка прочности изоляции, при необходимости замена пускорегулирующей аппаратуры, окраска, испытание оборудования и, кроме того: для сварочных трансформаторов — ремонт катушек высокого и низкого напряжения, изолирование поврежденных мест; в случае необходимости — перемотка обмоток или их замена новыми;
для сварочных выпрямителей — замена вышедших из строя выпрямительных элементов, сборка схемы выпрямителя, ремонт вентилятора; ремонт и наладка воздушных реле и пускорегулирующей аппаратуры;
для автоматов и полуавтоматов дуговой электросварки — замена изношенных узлов и деталей, отладка редукторов, червячных пар приводов и других механизмов; перемонтаж пульта управления с заменой неисправных электроаппаратов и электроизмерительных приборов; регулировка и согласование работы электрической и механической частей установки;
для машин контактной с в а р к и — замена при
необходимости токоведущих башмаков, стержней, роликов и других частей и деталей, промывка и очистка от накипи системы водяного охлаждения, ремонт или замена реле протока или реле давления, ремонт пускорегулирующей аппаратуры, трансформаторов и механической части машин.
СТРУКТУРА И ПРОДОЛЖИТЕЛЬНОСТЬ ЦИКЛОВ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
В табл. 13.1 приведена структура и продолжительность циклов технического обслуживания и ремонта по электросварочному оборудованию при работе в две смены.
Таблица 13.1. Структура и продолжительность циклов технического обслуживания и ремонта
При другой сменности работы оборудования вводятся поправочные коэффициенты 1,8 при одной рабочей смене, 0,67 при трехсменной работе.
Продолжительность ремонтного цикла и межремонтного периода для передвижных сварочных установок уменьшается введением коэффициента 0,6.
Сроки ремонта электросварочного оборудования должны быть согласованы с отделом главного механика, которому надлежит производить ремонт механической части оборудования.
Таблица 13.2. Нормы трудоемкости ремонта на электросварочное
оборудование
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капитального | текущего | |
Оборудование для электродуговой сварки | ||
Генераторы сварочные постоянного тока однопостовые для передвижных сварочных аппаратов на номинальный сварочный ток, А: |
|
|
120 | 70 | 21 |
315 | 80 | 24 |
500 | 120 | 36 |
1000 | 180 | 54 |
То же двухпостовые на номинальный сварочный | 180 | 54 |
ток 600 А |
|
|
105 | 60 | 18 |
125 | 70 | 21 |
200 | 80 | 24 |
315 | 100 | 30 |
500 | 180 | 54 |
630 | 220 | 66 |
1000 | 250 | 73 |
То же для питания четырех постов на номинальный сварочный ток одного поста 400 А | 190 | 57 |
То же для питания 30 сварочных постов на общий сварочный ток 5000 А | 420 | 126 |
Трансформаторы сварочные однопостовые для дуговой сварки и резки на номинальный сварочный ток, А: |
|
|
160 | 30 | 9 |
250 | 35 | 10 |
315 | 40 | 12 |
500 | 60 | 18 |
1000 | 90 | 27 |
2000 | 150 | 45 |
3000 | 200 | 60 |
Ограничитель холостого хода сварочного трансформатора на ток до 500 А | 20 | 6 |
Устройство снижения напряжения холостого хода сварочного трансформатора для ручной дуговой сварки на допустимый ток 300 А | 12 | 3 |
Реостат балластный для регулирования тока сварочного поста на номинальный ток 315 А | 6 | 2 |
Оборудование | Норма трудоемкости ремонта» чел-ч | |
капиталь | текущего | |
Машины контактной сварки |
| |
Машины точечной электросварки различного назначения мощностью, кВ-А: |
|
|
14,8 | 40 | 12 |
20 | 50 | 15 |
50 | 75 | 22 |
85 | 105 | 31 |
100 | 140 | 42 |
115 | 155 | 47 |
125 | 165 | 49 |
150 | 200 | 60 |
193 | 250 | 75 |
400 | 320 | 96 |
650 | 380 | 114 |
Машины точечные конденсаторные для сварки деталей из черных и цветных металлов и их сплавов с толщиной до 0,8 мм со сварочным током, А: |
|
|
10 000 | 75 | 22 |
16 000 | 120 | 36 |
32 000 50 000 | 160 | 48 |
Машины точечные подвесные для сварки листовых конструкций мощностью, кВ-А: |
|
|
30 | 75 | 22 • |
90 | 140 | 42 |
Машины рельефные для сварки деталей толщиной до 4+4 с тиристорным контактором и регулятором цикла сварки мощностью, кВ-А: |
|
|
160 | 240 | 72 |
400 | 400 | 120 |
Машины контактной шовной сварки для сварки поперечными и продольными швами толщиной до 3 + 3 мощностью, кВ-А: |
|
|
75 | 160 | 48 |
127 | 240 | 72 |
323 | 350 | 100 |
Машины контактной стыковой сварки для сварки сопротивлением и оплавлением материалов различной конфигурации номинальной мощностью, кВ-А: |
|
|
до 7,5 | 30 | 9 |
24,5 | 75 | 22 |
50 | 110 | 33 |
96,5 | 140 | 42 |
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капиталь | текущего | |
150 | 180 | 54 |
190 | 210 | 63 |
250 | 240 | 72 |
400 | 270 | 81 |
90 | 15 | 4 |
250 | 18 | 5 |
480 | 25 | 7 |
850 | 35 | 10 |
1600 | 45 | 13 |
0,1—1 | 15 | 4 |
0,06—1,4 | 18 | 5 |
0,02—1,4 | 25 | 7 |
250 | 30 | 9 |
75 0 | 40 | 12 |
1300 | 50 | 15 |
1300 | 60 | 19 |
3500 | 120 | 36 |
Регуляторы времени для управления циклом сварки и регулирования величины и продолжительности включения сварочного тока однофазных подвесных машин точечной сварки, выполненные на интегральных схемах с числом регулирующих позиций 7—8 | 20 | 6 |
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капитального | текущего | |
Аппаратура для металлизации и нанесения покрытий | ||
Комплект аппаратуры для электродуговой металлизации, состоящий из выпрямителя и электрометаллизатора ЭМ-14, для нанесения металлических покрытий по способу газотермического напыления на специально подготовленную поверхность в целях защиты от коррозии и восстановления изношенных поверхностей производительностью, кг/ч: цинка 25 |
|
|
алюминия 7,5 | — | — |
стали 9 | — | — |
молибдена 6 | 90 | 27 |
рабочий ток дуги 315 А | ||
Металлизатор электрический стационарный для нанесения металлических покрытий по способу газотермического напыления на специально подготовленному поверхность производительностью, кг/ч: |
|
|
алюминия 14 | — | — |
Стали 20 | — | — |
рабочий ток дуги 500 А | 20 | 6 |
Таблица 13. 3. Нормы продолжительности ремонта силовых конденсаторов
3. Нормы продолжительности ремонта силовых конденсаторов
Трудоемкость ремонта, чел-ч | Продолжительность капитального ремонта, сут | Продолжительность текущего ремонта, ч |
15 | 1 | 2,5 |
16—40 | 1,5 | 6 |
41—90 | 2,5 | 10 |
91—150 | 4 | 20 |
151—220 | 5,5 | 30 |
221—300 | 8 | 45 |
301—380 | 10 | 52 |
Свыше 380 | 12 | 65 |
Таблица 13.4. Нормы расхода основных материалов
НОРМЫ ТРУДОЕМКОСТИ РЕМОНТА
Нормы трудоемкости текущего и капитального ремонтов электросварочного оборудования приведены в табл. 13.2. В этих нормах учтен ремонт пускорегулирующей аппаратуры с электроприводом и ручным приводом.
13.2. В этих нормах учтен ремонт пускорегулирующей аппаратуры с электроприводом и ручным приводом.
Для машин контактной электросварки, оборудованных пневматическим или пневмогидравлическим приводом и игнитронными прерывателями, нормы трудоемкости текущего и капитального ремонтов принимаются с коэффициентом 1,5.
Нормы продолжительности ремонта в зависимости от суммарной трудоемкости приведены в табл. 13.3.
НОРМЫ РАСХОДА ОСНОВНЫХ МАТЕРИАЛОВ, СКЛАДСКОГО РЕЗЕРВА КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ И ЗАПАСНЫХ ЧАСТЕЙ
Нормы расхода основных материалов на ремонт представлены в табл. 13.4.
Расход материалов на техническое обслуживание принимается в размере 10 % расхода на текущий ремонт.
Технически необходимый резерв в виде неустановленного оборудования рекомендуется создавать только для трансформаторов электродуговой сварки. Для машин контактной электросварки складской резерв не создается, так как проектами предусматривается резервирование соответствующей мощности в установленных агрегатах.
В табл. 13.5 приведены нормы резерва трансформаторов электродуговой сварки в зависимости от наличия действующего парка.
Нормы расхода и складского резерва комплектующих изделий и запасных частей для электросварочного оборудования приведены в табл. 13.6.
Таблица 13.5. Нормы складского резерва сварочных трансформаторов
Количество эксплуатируемого оборудования | Норма резерва | |
эксплуатируемого оборудования, % | Минимальная независимо от количества эксплуатируемых единиц | |
До 10 | 10 | 1 |
11-50 | 5 | 1 |
51—100 | 3 | 3 |
Таблица 13.6. Нормы расхода и складского резерва комплектующих изделий и запасных частей
| Норма расхода на 10 единиц однотипного оборудования | Норма | резерва | ||
Комплектующие изделия и запасные части | для капитального ремонта | для текущего ремонта | для технического обслуживания (на 1 год) | на 10 однотипных эксплуатируемых единиц | максимальная независимо от количества эксплуатируемых единиц |
Сварочные трансформаторы | |||||
Катушки обмоточные первичные, шт. | 5 | — | — | 1 | 1 |
Катушки обмоточные вторичные, шт. | 6 |
|
| 1 | 1 |
Болты контактные с гайками, комплектов | 8 | 2 | 4 |
| 1 |
Электрододержатели, шт. | 6 | 1 | 1 | 1 | 1 |
Горелки для сварки в среде защитных газов, шт. | 4 | 2 |
|
| 1 |
Реостат балластный, щт. | 2 | — | — | 1 | 1 |
Осциллятор, шт. | 2 | — | — | 1 | i |
Конденсаторы, шт. | 2 | — | — |
| 1 |
Машины контактной сварки | |||||
Прерыватель игнитронный, шт. | 4 | — | — | 1 | 1 |
Контактор тиристорный, in т. | 1 | — | — |
|
|
Регулятор цикла сварки, комплектов | 5 | — | — | 1 | 1 |
Лубрикатор пневматический, комплектов | 5 | 1 | — | 2 | i |
Пневматический клапан, комплектов | 6 | 1 | — | 2 | 1 |
Гидравлический клапан, комплектов | 6 | 1 | — | 2 | 1 |
Воздушный редуктор, комплектов | 4 | 2 | — | 2 | 1 |
Переключатель штепсельный, комплектов | 10 | 4 | 1 | 4 | i |
Кнопка педальная, комплектов | 10 | 4 | 1 | 4 | 1 |
Комплект резиновых манжет, комплектов | 10 | 6 | 2 | 5 | 1 |
Электроды для машин точечной сварки, комплектов | 5 | 1 |
| 2 | 1 |


Комплектующие изделия и запасные части | Норма расхода на 10 единиц однотипного оборудования | Норма | резерва | ||
для капитальноного ремонта | для текущего ремонта | для технического обслуживания (на 1 год) | на 10 однотипных эксплуатируемых единиц | максимальная независимо от количества эксплуатируемых единиц, | |
Втулка контактная, шт. | 4 |
|
| 1 | 1 |
Зажим контактный, шт. | 4 | 4 | — | 1 | 1 |
Губки, комплектов | 2 | — | — | 1 | 1 |
Ролик сварочный, шт. | 6 | 1 | — | 2 | 1 |
Контакты, комплектов | 8 | 2 | — | 2 | 1 |
Конденсаторы, комплектов | 10 | 4 | 1 | 4 | 1 |
- Назад
- Вперёд
Практика для мастеров-любителей. Блог Михаила Щербакова.
09 Март
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,угловые швы
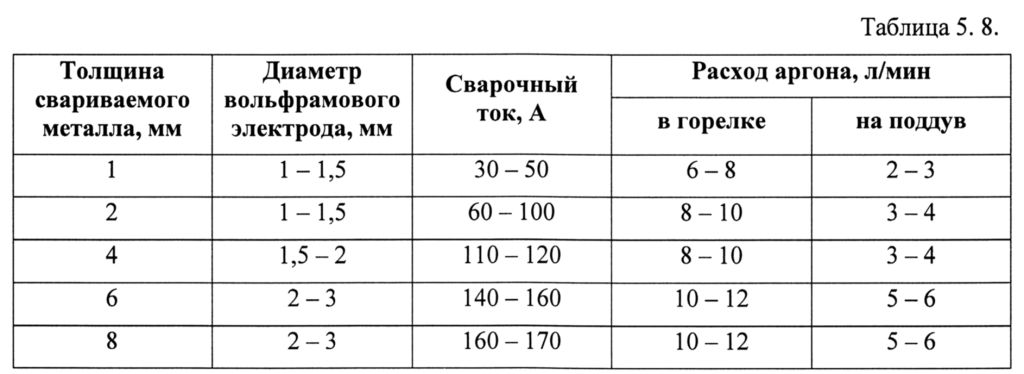
Сварка тонкого металла сама по себе часто вызывает затруднения у начинающих сварщиков. Но ещё сложнее варить 2 детали разной толщины, когда одна из деталей совсем тонкая (1-2 мм) и прожигается насквозь, а вторая значительно толще. В этой статье я дам рекомендацию, которая поможет сваривать под углом детали разной толщины. Читать полностью…
Но ещё сложнее варить 2 детали разной толщины, когда одна из деталей совсем тонкая (1-2 мм) и прожигается насквозь, а вторая значительно толще. В этой статье я дам рекомендацию, которая поможет сваривать под углом детали разной толщины. Читать полностью…
05 Декабрь
Автор: Михаил Щербаков. Рубрика: инвертор
Форсаж сварочной дуги — помощник новичкам
На некоторых сварочных аппаратах можно увидеть надпись на панели управления «Arcforce», что означает «форсаж сварочной дуги«, и находящийся рядом регулятор. На русском языке это означает форсирование. Эта функция в инверторах отвечает за предупреждение прилипания электрода к свариваемой поверхности. Для этого устройство, в нужные моменты, автоматически добавляет необходимую силу тока, которая компенсирует рабочее напряжение, независимо от установленного количества Ампер перед началом сварки. Где эта функция применима и насколько полезна? Читать полностью…
16 Ноябрь
Автор: Михаил Щербаков. Рубрика: инвертор
Характеристики сварочных инверторовПокупка инвертора связана с немалыми переживаниями. Хочется чтобы он полностью удовлетворял по качеству сварки, был надежным в работе и стоил не дорого. Современные сварочные аппараты инверторного типа снабжаются многими функциями, делающими наложение шва более удобным. Другие нововведения применимы лишь в определенных обстоятельствах и остаются невостребованными в домашних условиях. Какие существуют основные и дополнительные характеристики, на которые стоит обратить внимание начинающему сварщику? Читать полностью…
Хочется чтобы он полностью удовлетворял по качеству сварки, был надежным в работе и стоил не дорого. Современные сварочные аппараты инверторного типа снабжаются многими функциями, делающими наложение шва более удобным. Другие нововведения применимы лишь в определенных обстоятельствах и остаются невостребованными в домашних условиях. Какие существуют основные и дополнительные характеристики, на которые стоит обратить внимание начинающему сварщику? Читать полностью…
16 Июнь
Автор: Михаил Щербаков. Рубрика: электроды
Начинающему сварщику всегда волнительно приступать к практике. А когда электрод начинает прилипать к поверхности, это может и вовсе разочаровать и отбить охоту учиться. Почему такое бывает и что можно предпринять?
Причины прилипания электродаСреди факторов, влияющих на качество сварки, содержится множество причин, из-за которых покрытый электрод может прилипать к свариваемым деталям, не давая выполнять работу. Самыми распространенными являются: Читать полностью…
18 Март
Автор: Михаил Щербаков. Рубрика: электроды
Рубрика: электроды
Электроды для «обыкновенной» черной стали
Вопрос «Какими электродами варить обыкновенную сталь» не такой простой, как может показаться на первый взгляд. Ведь черный металл, на первый взгляд, везде одинаковый. Он недорогой, по сравнению с нержавейкой, медью и алюминием, и быстро покрывается коррозией, если его не покрасить. Но при более близком знакомстве с составом «обыкновенной» стали выясняется, что она имеет различия. Отличаются и электроды для каждого вида этого материала. Читать полностью…
11 Март
Автор: Михаил Щербаков. Рубрика: сварочный ток
Переменный и постоянный сварочный ток, их отличия и особенности применения вызывают много вопросов у сварщиков-любителей. Рассмотрим основные отличия и сферу их применения на практике.
Что такое переменный сварочный ток
Переменный ток синусоидально изменяется по направлению через одинаковые промежутки времени. В бытовой электросети он имеет частоту 50 Гц, и если для сварки использовать сварочный трансформатор, то частота его сварочного тока также будет 50 Гц.
Что такое постоянный сварочный ток
Постоянный ток получают из переменного при помощи выпрямителей и стабилизаторов, которыми оборудованы сварочные аппараты, рассчитанные на работу постоянным током. Он бывает прямой и обратной полярности — об этом вы можете подробнее прочитать тут: http://www.elektrosvarka-blog.ru/polyarnost-svarochnogo-toka/.
Отличие и преимущества постоянного сварочного тока на практике
Читать полностью…
19 Февраль
Автор: Михаил Щербаков. Рубрика: электроды
Впервые держа две разные пачки электродов в руках, кажется, что они отличаются только цветом. Но на самом деле у сварочных электродов отличий очень много, и узнать их позволяет маркировка сварочных электродов. Разработана целая группа стандартов, описывающая их состав, сферу применения и рекомендуемые настройки аппарата, и маркировка дает представление о свойствах и предназначении этих расходных материалов.
Понимая расшифровку цифр и букв на упаковке электродов можно знать какие виды металлов можно им сваривать, для каких пространственных положений он подходит и насколько прочным будет сварочный шов. Читать полностью…
08 Февраль
Автор: Михаил Щербаков. Рубрика: инвертор
Сварочный инвертор, правильно подобранный под условия эксплуатации, обеспечит быстрое и надежное сваривание заготовок. Кроме того важно, чтобы он соответствовал вашим потребностям, задачам и специфике использования. Чтобы приобрести подходящий сварочный аппарат инверторного типа имеет смысл узнать, чем отличаются сварочные инверторы и на какие характеристики следует обращать внимание. Читать полностью…
05 Октябрь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
Каждый год в Москве проходит выставка Weldex/Россварка, и каждый год я её посещаю, снимаю там видео и всячески рассказываю о том, что там было интересного.
В этом году я также собираюсь посетить эту выставку и заранее сообщаю вам об этом. Напишите в комментариях, что вас интересует? О чём для вас сняь видео?
Читать полностью…
21 Август
Автор: Михаил Щербаков. Рубрика: угловые швы
Выполнение угловых швов у мастеров-любителей вызывает определённые сложности, и в большинстве случаев все эти сложности приводят к тому, что вершина угла оказывается недостаточно проваренной или не проваренной вовсе, то есть, угловой шов получается дефектный. И в этой статье я раскрою одну из причин, почему так происходит.
Читать полностью…
27 Апрель
Автор: Михаил Щербаков. Рубрика: инвертор
В частном доме или на даче, время от времени, требуется что-то изготавливать по хозяйству и ремонтировать существующие металлические конструкции. Для этого приходится задействовать сварку. Если вы хотите выполнять подобные работы самостоятельно, то стоит задуматься о покупке собственного сварочного аппарата. Но что лучше приобрести: обычный трансформаторный сварочный аппарат или инверторного типа? Сварочный аппарат для дома и дачи должен отвечать определённым требованиями, и выбрать его может оказаться непростой задачей. Сейчас мы разберёмся в этом более подробно. Читать полностью…
28 Февраль
Автор: Михаил Щербаков. Рубрика: сварные швы
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах». Читать полностью…
14 Февраль
Автор: Михаил Щербаков. Рубрика: инвертор,сварочный ток
Сварочный ток — это один из самых важных параметров сварки. В предыдущей статье я рассказывал о том, что в большинстве случаев, реальный ток сварки не соответствует значениям указанным на сварочном аппарате. Если вы её не читали, то прочитайте — для этого перейдите по этой ссылке. А сейчас я расскажу, как быть в такой ситуации. Собственно, эту проблему можно решить с помощью «железа», а можно — за счёт собственной квалификации. Читать полностью…
07 Февраль
Автор: Михаил Щербаков. Рубрика: инвертор,сварочный ток,электричество
Производители сварочных инверторов обычно публикуют характеристики своих аппратов, и одна из главных характеристик — это сила сварочного тока. А у сварочного аппарата одна из самых главных регулировок — это регулировка сварочного тока в связке с индикацией установленного тока или без неё. На корпусе современного сварочного инвертора регулировка сварочного тока в сочетании с индикацией тока может быть в виде одного из этих вариантов:
- «крутилка» без указания сварочного тока,
- «крутилка» с написанными на корпусе аппарата значениями сварочного тока,
- «крутилка» с индикацией тока на цифровом дисплее,
- кнопки «+» и «-» для регулировки тока с индикацией на цифровом дисплее.
У этих способов установки и индикации сварочного тока точность различается. Первые 2 способа наименее точные, а 3-й и 4-й способы — точнее. Да, именно точнее, но они тоже не абсолютно точные!
Читать полностью…
02 Декабрь
Автор: Михаил Щербаков. Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: Читать полностью…
22 Сентябрь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
В Москве регулярно проходит сварочная выставка Weldex/Россварка, я также регулярно её посещаю и снимаю там для вас видео. Вы можете посмотреть примеры предыдущих видео с выставки по этой ссылке: http://www.elektrosvarka-blog.ru/category/weldexrossvarka/.
В этом году эта выставка пройдёт 6-9 октября, и я также собираюсь там быть и по традиции планирую снимать для вас видео. И чтобы мои труды были максимально для вас полезны, напишите в комментариях, что вас интересует на этой выставке? Читать полностью…
09 Сентябрь
Автор: Михаил Щербаков. Рубрика: без рубрики
Некоторое время назад я собирался провести живой интенсив по изготовлению сварных конструкций, но на него зарегистрировалось не очень много народу, и сейчас я пытаюсь разобраться, почему так получилось. Пожалуйста, напишите в комментариях, какие темы из этого списка вам интересны, а что можно убрать и что вы хотели бы, чтобы я добавил. Список такой:
Читать полностью…
04 Август
Автор: Михаил Щербаков. Рубрика: электроды
Электроды — одна из важнейших составляющих процесса сварки, но сварщики-любители зачастую недооценивают влияние электродов на качество выполняемого шва. Чтобы устранить этот пробел я создал специальный видеокурс «Сварочные электроды. Характеристики, выбор, использование и хранение». И чтобы вы могли оценить, насколько вы разбираетесь в электродах и нужен ли вам этот видеокурс, я подготовил специальный тест.
Читать полностью…
20 Июль
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварочный ток,электроды
Недавно мне поступило несколько вопросов от читателей, и все они были про сварочный ток и диаметр электрода. Я решил, что мои ответы будет полезно узнать многим сварщикам-любителям и пишу их для всех. Вопросы перескажу своими словами.
ПРОБЛЕМА. Мой читатель использует электрод 3 мм и ставит ток 50-60 ампер. При этом он экспериментирует с разными расстояниями от электрода до металла, но качественных швов у него никак не получается. Если электрод приблизить к металлу, то электрод прилипает, а если отодвинуть дальше — получаются отдельные капли металла и «сопли». А при попытке варить тонкий металл, да ещё и с большим током, металл прожигается насквозь.
РЕШЕНИЕ. Читать полностью…
18 Июль
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
Во время одного из моих посещений выставки Weldex/Россварка со мной произошёл такой случай. Я стал снимать на видео один из выставочных стендов, как тут же вышел их весьма объёмный представитель и специально загородил своим животом мне объект съёмки. Тогда я попросил его отойти, но он отказался. Далее я настаивал на том, чтобы он дал мне снять их агрегат, но он отказывался. Дальше — интересней.
Читать полностью…
17 Июнь
Автор: Михаил Щербаков. Рубрика: инвертор
Если вы задумались над тем, какой инвертор лучше купить для дома и дачи, то важно определить, какие будут условия его эксплуатации и какие к инвертору предъявляются требования.
Какой инвертор лучше купить именно вамЧитать полностью…
31 Май
Автор: Михаил Щербаков. Рубрика: электроды
Скоро выйдет мой новый видеокурс про сварочные электроды, и в нём будет всё, что вам нужно знать о выборе, использовании и хранении электродов. Тем не менее, курс ещё не совсем готов, и сейчас я хочу попросить написать вас в комментариях, какие темы вы хотели бы, чтобы я раскрыл в этом видеокурсе вдобавок к уже рассказанным. Вот примерный список тем, которые уже есть в видеокурсе:
Читать полностью…
11 Апрель
Автор: Михаил Щербаков. Рубрика: личное
Вот и ещё один год моей жизни завершён, и теперь в анкетах в графе «возраст» будет новое число: «34». Странное ощущение. С одной стороны, я набираюсь жизненного опыта, развиваюсь, становлюсь более зрелым. С другой стороны – появляется ещё больше вопросов и непоняток, по-прежнему «обжигаюсь» и с умным видом делаю всякие глупости. Интересно, когда-нибудь это изменится?
Читать полностью…
04 Апрель
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
Пару дней назад я выложил для вас видео по электросварке с рассказом о магнитных приспособлениях для закрепления заготовок перед сваркой. Это была первая часть. А сейчас я продолжаю рассказ с того же стенда, только на этот раз пойдёт о вредных явлениях, возникающих в процессе сварки и после неё. При сварке может возникать магнитное дутье, что затрудняет сварку и ухудшает качество шва. А после сварки в металле возникают внутренние напряжения, которые также вредны для конструкции.
Как и чем ликвидировать магнитное дутье и внутренние напряжения в металле,
смотрите в этом видео:
Читать полностью…
02 Апрель
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
При выполнении сварочных работ у любого сварщика, и любителя, и профессионала, рано или поздно случаются ситуации, что свариваемые заготовки не получается закрепить обычными струбцинами или аналогичными им зажимами. Например, как закрепить с помощью струбцин 2 трубы встык? А ещё интересней: как закрепить 2 трубы под углом? А если нужен не прямой угол, а какой-то другой?
Кроме того, обычными струбцинами и тисками закреплять просто долго. Их нужно установить, открутить, прикрутить… потом поправить и ещё прикрутить… О том, как закреплять заготовки перед сваркой быстро и надёжно, смотрите моё видео:
Читать полностью…
31 Март
Автор: Михаил Щербаков. Рубрика: без рубрики
До сих пор я делал видеокурсы и видеоуроки, а также писал статьи по электросварке. И я знаю, что многим это помогло. Но всё же такого рода материалы создаются в расчёте на некоего усреднённого человека, а у вас у каждого свои особенности, опыт, возможности и задачи. И я вижу, что многим из вас недостаёт моей индивидуальной помощи, подсказок, ответов на конкретные вопросы.
Поэтому, я подумал, что хорошо было бы провести живой тренинг через интернет, чтобы я мог поработать с каждым участником индивидуально — помочь, ответить на вопросы, разобрать непонятную тему более глубоко.
Читать полностью…
03 Март
Автор: Михаил Щербаков. Рубрика: личное
Летом 2014 я имел неосторожность рассказать одному знакомому, что я занимаюсь созданием обучающих материалов по электросварке и обучением электросварке через Интернет. И он так удивился и заинтересовался этой моей деятельностью, что даже записал видео, в котором я рассказал:
- Чем отличается профессиональный сварщик от сварщика-любителя (если вы думаете, что квалификацией, то вы глубоко заблуждаетесь!)
- Чем отличается просто сварщик от сварщика-преподавателя
- Как, почему и зачем я стал заниматься обучением электросварке
- Какой смысл для вас в том, что у меня есть бесплатные, дешёвые и дорогие обучающие материалы
- Другие темы.

Интервью
Видео получилось интересное, посмотрите его до конца:
Читать полностью…
23 Декабрь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка,спецодежда,техника безопасности
Спецодежда сварщика, как и сварочное оборудование, постоянно усовершенствуется. Например, если раньше костюм сварщика изготавливался просто из брезента, то некоторое время назад появились различные высокотехнологичные ткани для разных условий работы и различных сварочных работ. Так же появились различные варианты комбинированных костюмов, сочетающих различные материалы. Читать полностью…
21 Октябрь
Автор: Михаил Щербаков. Рубрика: книга по электросварке,личное
Я сообщил редакции, что никакая из предложенных обложек не подходит. Тогда мне прислали 4 новых варианта, но с ними другая проблема: они все подходят! Итак, пожалуйста, помогите выбрать окончательный вариант. По традиции прошу проголосовать и дать развёрнутый ответ в комментариях.
Читать полностью…
18 Октябрь
Автор: Михаил Щербаков. Рубрика: личное
Недавно я советовался с вами насчёт моей фотографии к книге, а теперь возник вопрос с обложкой. Точнее, с лицевой фотографией. Редакция мне прислала на выбор несколько вариантов, но у них у всех есть свои плюсы и минусы. Собственно, варианты такие:
Читать полностью…
03 Октябрь
Автор: Михаил Щербаков. Рубрика: личное
Я написал книгу по электросварке, и редактор издательства требует от меня фотографию автора на обложку. Естественно, для этого нужна хорошая фотография, не любительская. А у меня, в основном, фотки любительские. Я отыскал одну профессиональную, но с ней другая проблема. У меня есть подозрение, что белый пиджак не очень сочетается с темой электросварки. Ну то есть я не уверен, что сварщик в белом костюме не вызывает доверия.
Собственно, вот такая фотография:
Читать полностью…
02 Сентябрь
Автор: Михаил Щербаков. Рубрика: личное
Прошедшим летом я познакомился с очень интересным человеком и взял у него интервью. Он бывший инженер-связист, а чем он занимается в настоящее время, он в этом интервью расскажет сам. Кстати, наше общение проходило на вершине вулкана Везувий!
Из интервью Вы также узнаете:
- Какие сферы своей жизни развивает человек, который мастерит своими руками?
- Почему что-то может не получаться, даже если Вы в этом хорошо разбираетесь?
- Какая дополнительная польза от уменния мастерить своими руками?
- Как найти время на своё хобби?
- Как найти деньги на своё хобби?
- Почему нельзя откладывать занятие хобби, занятие тем, что нравится?
- Полезные советы по устройству семейного бюджета
Смотрите видео:
Читать полностью…
28 Апрель
Автор: Михаил Щербаков. Рубрика: электроды
Судя по вопросам, которые задают мне мои читатели, я понял, что нужно сделать видеокурс по электродам. Как их отличать и выбирать, где покупать, как определять бракованные электроды и всё остальное, что вам нужно знать, будет в этом видеокурсе.
Только вот я никак не соображу, как лучше этот видеокурс назвать. Рабочие варианты: Читать полностью…
24 Апрель
Автор: Михаил Щербаков. Рубрика: инвертор,личное,электричество
Загадка сварочного инвертора
Прошедшим летом со мной, точнее, с моим инвертором, произошла такая загадочная история.
Как обычно, приезжаю с инвертором на объект, провожу все подготовительные работы, переодеваюсь, подключаю аппарат и… первые секунд 5 он ведёт себя так, как будто выключен, а потом загораются 3 прочерка на дисплее. На воздействие на органы управления никак не реагирует, только при попытке дать рабочее напряжение издаёт аварийный сигнал. Стали всё проверять – электричество, подключение и т.д. – всё в норме. В общем, аппарат так и не заработал.
Читать полностью…
11 Апрель
Автор: Михаил Щербаков. Рубрика: личное
Вспоминая прожитый год, я понимаю, насколько сильно его события повлияли на мою жизнь. Удачи и провалы, яркие события и опостылевшая рутина — это всё не прошло бесследно, я сильно изменился.
Многое получилось, ещё больше предстоит… Планов огромное количество, цели высокие, жизнь продолжается, будем впахивать!
И в этот важный и символичный для меня день, хочу поблагодарить
моих близких людей, которые поддерживают меня в моих делах,
моих помощников, которые берут на себя часть дел по этому проекту и просто помогают мне по жизни
и, конечно, вас за внимание к моей деятельности. Мне действительно важно, что есть люди, которым нужно то, что я делаю.
СПАСИБО ВАМ!
04 Апрель
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
На качество выполняемого шва влияют не только параметры сварки и мастерство сварщика, но и правильное закрепление заготовок перед сваркой. Если заготовки закреплены плохо, это может привести к нежелательным последствиям.
Например, если детали болтаются, то может получиться так, что в момент сварки они окажутся не в том положении, в котором изначально закреплялись. Будет нарушена геометрия, а полученное соединение нужно будет разрезать и сваривать заново.
Если детали будут закреплены в положении, в котором сварщику будет неудобно их сваривать, то в результате может получиться менее качественный шов. Возможно, его так же нужно будет переделывать.
В некоторых случаях с помощью обычных струбцин закрепить заготовки вообще невозможно. Поэтому, я подготовил для вас видеоролик с выставки «Weldex/Россварка 2013» о специальных приспособлениях для закрепления заготовок перед сваркой.
Читать полностью…
06 Февраль
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
Для большинства людей сварка — это исключительно прикладное ремесло. Мы привыкли, что с помощью сварки создаются практически полезные вещи — от дачных заборов до космических кораблей. Но есть и другое применение сварки — это творчество и создание произведений искусства.
В результате этого вида художественной деятельности появляются объёмные конструкции, которые воплощают творческую мысль и/или эмоциональное настроение создателя и становятся объектом восхищения ценителей этого вида искусства. По размеру эти творения бывают совершенно разные — от маленькой фигурки до полноразмерного динозавра!
Смотрите видео в выставки Weldex/Россварка 2013 с экскурсией по достаточно большому стенду с такими произведения этого вида искусства и творчества.
Читать полностью…
29 Январь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка,спецодежда,техника безопасности
Как бы ни было важно выполнять качественные швы и создавать надёжные сварные соединения, также очень важно, чтоб ваш костюм сварщика был удобным и делал выполнение сварочных работ полностью безопасным для вас.
Но как правильно подобрать себе сварочную робу? Какие они бывают? Чем отличаются? Какая будет лучше персонально для вас, ваших условий работы, вашего климата?
На выставке Weldex/Россварка 2013 специально для вас я записал видеообзор сварочных роб, с подробным рассказом об особенностях различных вариантов костюмов сварщика.
Смотрите:
Читать полностью…
16 Декабрь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
В этом году я опять посетил выставку Weldex/Россварка и снял об этом видео. Только в этот раз я изменил формат: я сделал быстрый проход по всем рядам, а затем брал интервью у представителей участников выставки. Таким образом, получилась серия интервью, которые я постепенно буду выкладывать и показывать вам. Было интересно, и я думаю, что информация из получившихся роликов будет вам полезна.
И сейчас я открываю серию этих видеороликов обзорным проходом по рядам выставки. Полезная информация будет в последующих видео, а сейчас просто быстрый обзор.
Часть 1.
Часть 2.
Читать полностью…
04 Октябрь
Автор: Михаил Щербаков. Рубрика: вертикальный шов,сварка тонкого металла,сварные швы,угловые швы
При выполнении сварных соединений из тонкого металла основная сложность для новичков заключается в подборе сварочного тока, особенно, когда требуется выполнить вертикальный шов. При некоторых значениях тока тонкая стенка детали расплавляется насквозь, и получаются дыры. Если ток уменьшить, то электрод прилипает к свариваемой детали и дуга не горит. И трудно найти такой ток, при котором не получались бы дыры, но при этом устойчиво горела дуга и не прилипал электрод.
(Для таких ситуаций в инверторах есть импульсный режим, но данная статья о том, что делать, когда такого режима нет.)
Читать полностью…
03 Октябрь
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
В октябре прошлого года я посетил выставку Weldex/Россварка 2012, снял там видео и выложил его — если не видели, посмотрите. Но, позже я понял, что, наверное, лучше было бы сначала спросить у вас, о чём бы вы хотели, чтобы я рассказал.
В этом году я также собираюсь посетить эту выставку и заранее сообщаю вам об этом. Напишите в комментариях, что вас интересует на этой выставке? Только не нужно спрашивать, как выполнять тот или иной шов — выставка не об этом. Это выставка про сварочное оборудование, расходные материалы и средства индивидуальной защиты.
Итак, напишите в комментариях, о чем записать видео на выставке? Что вам рассказать?
Читать полностью…
24 Сентябрь
Автор: Михаил Щербаков. Рубрика: сварные швы,угловые швы
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Читать полностью…
10 Сентябрь
Автор: Михаил Щербаков. Рубрика: инвертор,сварочный ток,электричество
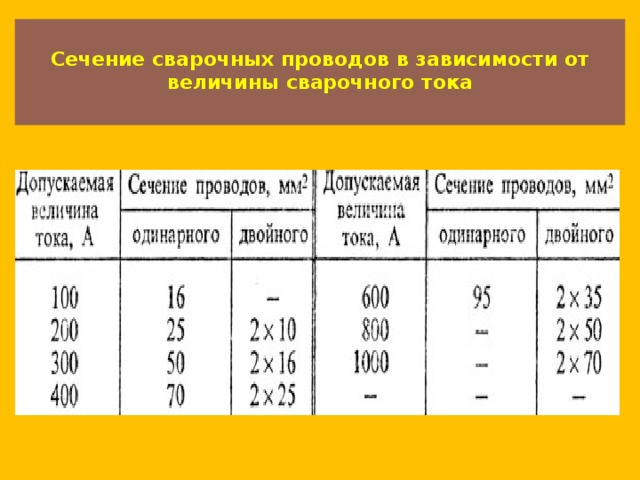
Сварочные провода, которыми комплектуются сварочные аппараты, иногда бывают недостаточно длинны. Поэтому, довольно часто пользователи бытовых сварочных аппаратов бывают не довольны длиной штатных сварочных проводов, идущих в комплекте с аппаратом. В этой ситуации логично ожидать, что многие захотят удлинить сварочные провода. И тут возникает проблема: нужно правильно подобрать сечение проводов, т.к. токи и мощности по ним идут большие.
Итак, как же правильно подобрать сечение сварочных проводов при необходимости их удлинения?
Читать полностью…
01 Июнь
Автор: Михаил Щербаков. Рубрика: инвертор,электроды
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Читать полностью…
23 Май
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварочный ток
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Итак, основная проблема при сварке тонкого металла — это очень тонкая грань между прожогом металла и прилипанием электрода. Иногда вместо прилипания электрода случается другая проблема — такой дефект, как непровар. Если сварочный ток чуть выше и/или сварщик задерживает электрод в одной точке, то наступает прожог металла насквозь, т.е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
Читать полностью…
14 Май
Автор: Михаил Щербаков. Рубрика: сварные швы
Какое-то время назад один из моих читателей попросил указать на его ошибки при выполнении сварочных швов, и прислал несколько их фотографий. Но я знаю, что сварочные швы у начинающих электросварщиков часто получаются с одинаковыми ошибками, поэтому, я решил написать об этом статью с подробным разбором этих сварочных швов.
Конечно, если бы я мог увидеть эти швы с разных сторон, я смог бы дать более точную оценку. А ещё было бы лучше увидеть сам процесс сварки — тогда бы я точно сказал, что не так. Тем не менее, я всё же побуду «следователем» и попробую определить, какие ошибки были допущены в процессе сварки. Читать полностью…
20 Апрель
Автор: Михаил Щербаков. Рубрика: без рубрики
Когда требуется приварить одну деталь к другой, то мы просто берём и варим — это нормально. Ну или несколько деталей, особенно на плоскости — без проблем.
Но бывают ситуации, когда предстоит создать некую объёмную сварную конструкцию (стол, лавку или что-то более сложное). В таком случае, перед началом работ лучше сделать эскиз будущей конструкции. Собственно, это нужно даже для того, чтобы понять, сколько какого металла нужно приготовить.
Читать полностью…
17 Март
Автор: Михаил Щербаков. Рубрика: Weldex/Россварка
В конце октября я посетил выставку сварочного оборудования, расходных материалов и средств индивидуальной защиты сварщиков. Короче, сварочную выставку Weldex 2012 в Москве. Я сделал проход с видеокамерой по рядам, что-то немного комментируя от себя.
Но перед тем, как вы начнёте смотреть видео с выставки, хочу обратить ваше внимание, что если вы хотите купить сварочный инвертор и/или сварочную маску «хамелеон», то вам полезно будет почитать о них отзывы реальных сварщиков. Ссылки на страницы с отзывами:
Сварочные инверторы. Отзывы
Сварочные маски. Отзывы
Тем не менее, выкладываю отснятое видео и надеюсь, что всё же чем-то оно будет вам полезно. Читать полностью…
15 Февраль
Автор: Михаил Щербаков. Рубрика: полярность сварочного тока,сварочный ток,электричество
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
Читать полностью…
02 Февраль
Автор: Михаил Щербаков. Рубрика: электроды
Выбор электродов начинающим сварщикам редко удаётся с первого раза без ошибок. И в этой статье я разберу наиболее распространённые ошибки, которые допускают новички. Читать полностью…
01 Январь
Автор: Михаил Щербаков. Рубрика: личное
Посмотрите моё короткое видеопоздравление:
P.S. А ещё я вам желаю, что бы всё, что вы делаете, доставляло вам огромное удовольствие! С новым годом!
18 Декабрь
Автор: Михаил Щербаков. Рубрика: сварочная маска,спецодежда,техника безопасности,хамелеон
Правильно выбрать сварочную маску «хамелеон» очень важно. Ведь от качества «хамелеона» зависит ваша безопасность и здоровье, а также долговечность самой маски и комфорт сварщика. И в этой статье я расскажу, как выбрать маску «хамелеон».
1. Количество и диапазон настраемых параметровЯ в своей практике встречал «хамелеоны» с количеством настроек от 2 до 4, а может где-то и 5 было… Настраиваются скорость и степень затемнения светофильтра, чувствительность срабатывания, время сохранения затемнёности после прекращения света сварочной дуги и, возможно, что-то ещё. Самые важные – это степень затемнения и скорости срабатывания. Хотя, неважных тут нет.
Читать полностью…
16 Декабрь
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Как обещал, продолжаю отвечать на вопросы подписчиков. Как и прошлом аналогичном посте, орфографию и пунктуацию сохраняю авторскую.
Вопрос:
Можно ли дефекты шва исправлять путём повторного провара?
Ответ:
Да, можно и нужно!
Читать полностью…
13 Декабрь
Автор: Михаил Щербаков. Рубрика: инвертор
Я довольно часто наблюдаю, что сварочный инвертор, как разновидность сварочного аппарата, окружён многими мифами и заблуждениями. Существует такое мнение, что вот трансформаторный сварочный аппарат – это обычный сварочник, а вот инвертор – это что-то волшебно-особенное.
Например, меня спрашивают, какие электроды лучше для инвертора? Какая техника сварки инвертором? Какой принцип регулирования сварочного тока у инвертора? И т. п. Вот, откуда взялось такое отношение?
Читать полностью…
10 Декабрь
Автор: Михаил Щербаков. Рубрика: спецодежда,техника безопасности
Краги сварщика – это специальные рукавицы для сварщика.
Сварочные краги бывают из разных материаловОни бывают брезентовые, спилковые (разновидность кожи), войлочные или смешанные. Про брезентовые краги сразу забываем – в них можно только смотреть на сварку, а варить не получается – сразу прогорают.
Спилковые вполне можно купить — они годятся для выполнения сварочных работ, но только надо обращать внимание, чтобы они были целиком из спилка, т.к. в некоторых моделях верх сделан просто из тряпки. Соответственно, в нижнем положении в них варить нормально, а вот при вертикальных и потолочных сварных швах раскалённые брызги легко прожигают верхнюю тряпочную часть и обжигают руки.
Читать полностью…
08 Декабрь
Автор: Михаил Щербаков. Рубрика: электроды
Иногда бывают ситуации, когда расход электродов очень критичен. Это может быть потому, что они дорогие, или просто заканчиваются, или по каким-то другим причинам. Как варить так, чтобы расход был минимальным?
Во-первых, подумайте, нужен ли в данном соединении сплошной шов? Если нет, то можно делать прерывистый или точечный. В данный момент я уже готовлю видеоуроки по данным швам, поэтому, скоро их можно будет увидеть.
Читать полностью…
07 Декабрь
Автор: Михаил Щербаков. Рубрика: техника безопасности,электричество
Важный момент по технике безопасности. Если сварочный аппарат питается через удлинитель, то этот удлинитель не должен быть смотан. Дело в том, что от большой потребляемой мощности сварочного инвертора провод питания в той или иной степени нагревается. Если он смотан, то тепло не рассеивается и это может привести к расплавлению изоляции, короткому замыканию и пожару!
Поэтому, ни в коем случае не варите со смотанным удлинителем! Всегда разматывайте и распутывайте его!
Кроме того, я считаю важным разбираться в теме использования проводов, поэтому прочитайте мою статью про сварочные провода: http://www. elektrosvarka-blog.ru/svarochnye-provoda-sechenie/. Сечение, длина, допустимые токи — всё это вы узнаете, пройдя по указанной ссылке.
Понравилась статья? Тогда нажмите кнопки социальных сетей и оставьте комментарий.
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
05 Декабрь
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварные швы,сварочный ток,электроды
Подписчики часто задают мне такие вопросы, ответы на которые будет полезно узнать многим. Поэтому, в этом посте я отвечу на такие вопросы, а также потом я периодически буду делать такие посты с ответами. Орфографию и пунктуацию авторов буду сохранять.
Итак, поехали.
Читать полностью…
02 Декабрь
Автор: Михаил Щербаков. Рубрика: сварочная маска,спецодежда,техника безопасности,хамелеон
Сварочная маска «хамелеон» вызывает интерес у многих сварщиков, и купить её рано или позно собираются многие, как начинающие, так и опытные специалисты. Или, по крайней мере, они выбирают между маской со светофильтром с постоянным затемнением и автоматически затемняющимся, т.е. «хамелеоном». И перед тем, как покупать такую маску, важно понимать, что экплуатация такой маски имеет свои особенности.
Плюс автоматики в удобстве работы: не надо постоянно поднимать и опускать маску. Это удобно, и в результате этого незначительно экономится время работы.
При этом есть особенности, и для кого-то они будут серьёзным минусом, для кого-то — незначительной осоенностью. Это: Читать полностью…
20 Ноябрь
Комментарии к записи Распространённые ошибки начинающего сварщика отключены
Автор: Михаил Щербаков. Рубрика: сварные швы,сварочный ток
Как следует из названия статьи, в ней я расскажу про некоторые грубые ошибки сварщика, которые особенно часто допускают начинающие сварщики. Мне часто приходят письма от читателей, которые недоумевают, почему у них не получается сваривать тонкий металл 1-2 мм электродом 3-4 мм. Ну, давайте вспомним физику. Точнее, даже не вспомним, просто представим сварочный процесс.
Сварщик подносит электрод к детали, зажигает дугу, она греет металл и … сразу же получается дыра. Почему?
Читать полностью…
Следующая страница →
Пожарная безопасность при сварочных работах: правила и нормы
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.
Сварочные работы и пожарная безопасность
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Фото: izostil.ru/photo/full/s43_2.jpg
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Фото: izostil.ru/photo/full/s43_3.jpg
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.
Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Единые нормы времени на электрогазосварочные, кузнечные, станочные и слесарные работы для электромеханических мастерских предприятий и организаций угольной промышленности.
Раздел I. Электросварочные работы и газовая резка металловСогласовано с ЦК профсоюза рабочих угольной промышленности (Постановление Президиума ЦК профсоюза от 25 октября 1973 г. Протокол Ni 22) | Утверждаю Заместитель министра угольной промышленности СССР Ф. КУЗЮКОВ 29 ноября 1973 г. |
ЕДИНЫЕ НОРМЫ ВРЕМЕНИ НА ЭЛЕКТРОГАЗОСВАРОЧНЫЕ, КУЗНЕЧНЫЕ, СТАНОЧНЫЕ И СЛЕСАРНЫЕ РАБОТЫ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКИХ МАСТЕРСКИХ ПРЕДПРИЯТИЙ И ОРГАНИЗАЦИЙ УГОЛЬНОЙ ПРОМЫШЛЕННОСТИ
Раздел I
Электросварочные работы и газовая резка металлов
Москва—1974
Единые нормы времени на электросварочные работы и газовую резку металлов для электромеханических мастерских предприятий и организаций угольной промышленности разработаны Центральной нормативно-исследовательской станцией по труду МУП СССР по Кузнецкому угольному бассейну ь соответствии с отраслевыми планами нормативно-исследовательских работ на 1971—1972 годы.
При разработке норм использованы:
фотохронометражные наблюдения, проведенные на предприятиях;
межотраслевые нормативы по сварке и газовой резке;
общемашиностроительные нормативы для мелкосерийного и единичного производства.
Нормы времени раздела прошли производственную проверку в электромеханических мастерских предприятий 27 комбинатов (трестов) МУП
При подготовке окончательной редакции норм настоящего раздела учтены замечания и предложения электромеханических мастерских, отделов труда и НИС комбинатов, ЦНИС МУП СССР, а также предложения экспертно-методического совета МУП СССР по рассмотрению и оценке нормативных материалов по труду.
Вспомогательное время Тви определяется из табл. 2 для изделия весом 1200 кг и длиной до 4 м: время на установку — 0,1 часа, время на один поворот — 0,1 часа.
Штучная норма времени на сварку бункера составит:
Тш=(Т null XZ,) + (T 11Ш 2XZ2) + (Т нш зХг
3) + (тнш
4XZ4)+TBHТш = (0,42X12)+ (0,294X1,6)+ (0,367X1,6)+ (0,273X0,24) + +0,2=6,36 часа.
Пример 3. Определить норму времени на ручную газовую резку одной заготовки для угольника (колена) из трубы
Исходные данные
1. Труба наружным диаметром 0Н=114 мм, толщиной стенки 10 мм, длиной 6 м (вес трубы — 154 кг).
2. Отрезать 6 заготовок для угольника (3 реза перпендикулярно длине трубы и 3 реза под углом 45° к длине трубы).
Размеры заготовки для угольника:
наружный диаметр угольника 0„=114 мм, наибольшая длина заготовки — 500 мм, один из торцов заготовки перпендикулярен длине, второй — под углом 45°.
3. Трубу (при резке) требуется один раз установить и шесть раз повернуть.
4. Чистота применяемого кислорода — 99,5%.
5. Применяемое горючее — ацетилен.
6. Положение линии реза в пространстве — вертикальное.
Расчет нормы времени
Неполное штучное время Тнш на 1 рез для трубы 0Н= = 114 мм с толщиной стенки 10 мм при поперечной резке, перпендикулярной длине трубы, определяется из § 12 — 0,037 часа.
С учетом поправочного коэффициента на вертикальное положение линии реза в пространстве — К=1,05 (табл. 10, строка 2) указанное время составит:
0,037X1,05=0,039 часа.
11
Неполное штучное время ТНШ2 на 1 рез для трубы 0„= ==114 мм с толщиной стенки 10 мм при поперечной резке, перпендикулярной длине трубы, определяется из § 12 — 0,037 часа.
С учетом поправочных коэффициентов на вертикальное положение линии реза в пространстве — К=1,05 и на резку под углом 45° к перпендикулярному сечению — К= 1,2 (§ 12, примечание 1) указанное время составит:
0,037X1,05X1,2 = 0,047 часа.
Вспомогательное время Тви для изделия весом 154 кг и длиной 6 м определяется из табл. 2 (стр. 11).
время на 1 установку — 0,05 часа,
время на 6 поворотов — 0,05X6=0,3 часа.
Штучная норма времени на выполненный объем составит:
Т
ш= (THmiXZ|) + (TmmXZj) +ТВИ.Тш= (0,039X3) + (0,047X3) +0,35 = 0,608 часа.
Штучная норма времени на резку 1 заготовки для угольника будет:
т _ 0,608 „ 1Л,
*ш= —z—=0,101 часа, о
12
ГЛАВА I
Профессия рабочего Электросварщик ручной сварки.
Разряды
работ
Разряды работ
Перечень работ по сложности
Сварка простых деталей, узлов и конструкций из углеродистой стали в нижнем и вертикальном положениях; сварка хомутов, кронштейнов и скоб для крепления трубопроводов, сеток и рамок из уголка, кожухов и ограждений, металлоконструкций конвейеров, лотков и желобов; приварка планок, косынок и подкладок к простым технологическим конструкциям; наплавка наружных плоскостей неответственных деталей: заварка раковин на необработанных листах мелкого стального и чугунного литья; наплавка простых неответственных деталей II
Сварка деталей, узлов и конструкций из углеродистой стали в нижнем, вертикальном и горизонтальном положениях: несложных каркасов, обшивок, котлов, станин станков малых размеров, кожухов в сборе, лестниц, трапов, настилов и перил ограждений, бункерных решеток, ферм и колонн; приварка башмаков к металлокрепи; сварка дымовых труб высотой до 30 м и вентиляционных из листовой стали, труб безнапорных для воды; наплавка цилиндрических наружных поверхностей (шейки валов, скатов) и простого инструмента; ручное электродуговое воздушное строгание деталей средней сложности из мелкоуглеродистой, легированной и специальной сталей III
13
Перечень работ по сложности
Разряды
работ
Сварка аппаратов, узлов, конструкций и трубопроводов из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях свариваемого шва; сварка резервуаров и емкостей, работающих без давления, емкостью до 1000 м3, гарнитур и каркасов горелок котлов; заварка дефектов машин и механизмов; сварка мачт, вышек буровых и опор для трубопроводов, рам, транспортеров, сети газоснабжения и низкого давления; сварка на монтаже трубопроводов наружных и внутренних сетей водоснабжения и теплофикации; сварка пылегазовоздуховодов; узлов топливоподачи и электрофильтров; наплавка наружных и внутренних поверхностей сложных деталей и инструментов; ручное электродуговое воздушное строгание ответственных деталей из высокоуглеродистых сталей, чугуна и цветных металлов в любом положении; сварка конструкций из чугуна IV
Сварка ответственных аппаратов, узлов технологических конструкций в блочном исполнении, работающих в тяжелых условиях, трубопроводов из различных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва; сварка резервуаров для нефтепродуктов емкостью 1000 м8 и более; сварка аппаратов из углеродистой стали, работающих под давлением, и из легированной стали, работающих без давления; сварка арматуры несущих железобетонных конструкций; сварка корпусов шахтных электровозов, погрузочных машин; сварка на монтаже мачт, вышек буровых; сварка плит фундаментных для агрегата шагающего экскаватора; сварка рам и узлов автомобилей и дизелей; сварка на монтаже труб наружных и внутренних сетей низкого давления и в цеховых условиях — высокого давления; сварка металлоконструкций копров, мостовых и козловых кранов, клетей; наплавка зубьев ковша экскаватора и рабочих поверхностей режущего инструмента специальными электродами, ручное электродуговое воздушное строгание особо ответственных деталей из высоколегированных и специальных сталей, чугуна и цветных металлов в любом положении V
Сварка особо ответственных аппаратов, узлов, технологических и строительных конструкций в блочном исполнении с особо сложной конфигурацией, работающих под динамическими нагрузками из различных сталей, цветных металлов, титановых и прочих сплавов, а также металлов и сплавов с ограниченной свариваемостью, во всех пространственных положениях сварочного шва, балок пролетных мостовых кранов грузоподъемностью 30 т и выше, и т. п., т. е. виды работ, не относящиеся по их сложности к предыдущим разрядам VI
Поправочные коэффициенты к неполному штучному времени на ручную электродуговую сварку
Единые нормы времени настоящей главы рассчитаны для ■сварочных работ, выполняемых в условиях единичного производства, которые характеризуются разнообразной и неповторяющейся номенклатурой свариваемых деталей, а также периодическим перемещением • в течение смены источников тока.
При выполнении сварочных работ в условиях мелкосерийного производства к параграфам норм времени применять К=0,9.
Нормами времени предусмотрено выполнение сварочных работ простой сложности в удобном положении исполнителя, нижнем положении шва в пространстве и поперечных сечений швов по ГОСТу 5264—69 электродом ЦМ-7 со следующими техническими данными по паспорту:
коэффициент наплавки — 10—12 г/а-час;
сила сварочного тока при сварке в нижнем положении шва электродом 0 5 мм — 220—240 а;
средний вес наплавленного металла —
10±12- 220+240 , afc
2 2
При отклонении фактических условий (факторов) от принятых нормами к нормам времени соответствующих параграфов применять поправочные коэффициенты:
а) на марку электрода:
Таблица 3 | |||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||
15 |
При сварке электродами других марок, не указанных в табл. 3, величина поправочного коэффициента определяется по формуле:
2530
К_ Кн-1 ’
где К — поправочный коэффициент;
2530 — средний вес наплавленного металла, г/час;
Кн — средний коэффициент наплавки определяемого электрода, г/а-час;
I — средняя величина сварочного тока при сварке в. нижнем положении шва электродом 0 5 мм, а.
б) на пространственное расположение шва (за исключением § 7, 8 и 9):
Таблица 4 | |||||||||||||||
| |||||||||||||||
в) на условия выполнения работ: |
Таблица 5 | |||||||||
| |||||||||
16 |
ОБЩАЯ ЧАСТЬ
1. Единые нормы времени на электросварочные работы и газовую резку металлов обязательны для применения в электромеханических мастерских предприятий и организаций угольной промышленности.
2. В тех случаях, когда фактически применяемые нормы времени ниже норм настоящего сборника, сохраняются действующие нормы.
3. Нормы времени разработаны с учетом: типов и площадей поперечных сечений швов, предусмотренных ГОСТом 5264—69; толщины листового проката и поперечных сечений профиля; положения шва в пространстве; современного уровня техники, технологии, организации производства и труда передовых электромеханических мастерских, а также требований правил Госгортехнадзора, предъявляемых к сварке и резке металлоконструкций.
4. Нормами времени предусмотрена электродуговая сварка и газовая резка низкоуглеродистых, углеродистых и низколегированных сталей.
Нормы времени не распространяются на сварку и резку малоуглеродистых и низкоуглеродистых сталей с особыми свойствами, требующими подогрева при сварке.
5. Нормы времени представлены в двух главах:
Глава I. Ручная электродуговая сварка.
Глава II. Ручная газовая резка черных металлов.
6. К главам приведены поправочные коэффициенты, учитывающие возможные отклонения от условий, учтенных нормами времени.
7. В приложениях приведены иллюстрации типов и положения швов в пространстве или линий реза, а также данные о площадях поперечных сечений швов, предусмотренных ГОСТом, режимах ручной электродуговой сварки и рекомендуемых номерах мундштуков резаков в зависимости от толщины разрезаемого металла.
з
8. Нормами времени параграфов, выраженными в часах на приведенный измеритель неполным штучным временем, учтены:
подготовительно-заключительное время;
основное время;
вспомогательное время;
время обслуживания рабочего места;
время перерывов на отдых и личные надобности.
Подготовительно-заключительное время включает затраты времени на получение производственного задания и материала, инструктаж и ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку приспособлений и настройку на заданный режим и сдачу работы.
Подготовительно-заключительное время в размере 2% оперативного времени включено в неполное штучное время.
Основное время — время воздействия струи режущего кислорода на металл или время горения дуги и наплавления металла электрода.
Вспомогательное время включает затраты времени на зачистку шва или кромок реза от шлака, осмотр и проверку качества шва или обрезанных кромок, смену электрода или мундштука, переходы рабочего и подтягивание шлангов или проводов.
Время обслуживания рабочего места включает затраты времени на раскладку и уборку инструмента, установку и смену баллонов, включение или подключение, регулирование и выключение источника питания, получение инструктажа в процессе работы, устранение мелких неполадок и обеспечение исправного состояния оборудования, чистку и охлаждение резака или электрододержателя, уборку рабочего места.
Время обслуживания рабочего места и время на отдых и личные надобности в размере 9%. оперативного времени включено в неполное штучное время.
9. Нормами времени учтено и отдельно не оплачивается время, необходимое для отдыха рабочих и личные надобности в течение рабочей смены, на подготовку рабочего места и поддержание его в порядке, на получение заданий, материалов и инструмента, заточку инструмента и сдачу их по окончании работы, на содержание в порядке инструмента, приспособлений, оборудования и уход за ними.
10. Нормами также учтено и дополнительно не оплачивается время, необходимое для выполнения мелких вспомогательных, подготовительных и подъемно-транспортных опера-
ций, составляющих неотъемлемую часть технологического процесса нормируемой работы. К ним относятся: зачистка свариваемых кромок изделий, шва от шлака после выполнения каждого прохода и околошовной зоны от брызг металла, осмотр, промер шва и клеймение готового изделия.
И. Нормами времени предусмотрена сварка металлических конструкций, временно скрепленных (при сборке) болтами или электроприхваткой.
12. Разряды работ в сборнике норм указаны в соответствии со сборником извлечений из ЕТКС «Тарифно-квалификационные характеристики работ и профессий рабочих рудоремонтных заводов и электромеханических мастерских предприятий и организаций угольной промышленности», М. , 1973.
13. Если в дальнейшем будут вноситься поправки в тарифно-квалификационные характеристики работ, наименования профессий и разряды работ, указанные в данном сборнике норм, должны соответственно изменяться.
14. Выполнение работ рабочими не тех разрядов (квалификаций), которые указаны в тарифно-квалификационных характеристиках, не может служить основанием для изменения норм.
15. Приведенные в параграфах норм числовые значения факторов (длина, сечение, диаметр, вес и т. п.) при определении нормы времени не следует считать включительно.
Определение табличной нормы времени производится по одному из смежных значений факторов, которое ближе к фактическим параметрам (размерам).
Например, требуется определить норму времени на ручную ацетилено-кислородную резку круга диаметром 130 мм. Приведенный размер круга находится в интервале двух смежных значений факторов 120 и 150 (см. § 11). Искомая норма времени для заданного диаметра составит 0,025 часа, поскольку размер 130 ближе к 120, чем к 150.
В случаях, когда фактические параметры равны средним значениям смежных величин факторов, нормы времени определяются как средние между предусмотренными для этих величин факторов.
Например, норма времени на ручную ацетилено-кислородную резку круга диаметром 135 мм составит:
0,025+0,033 = 0029 часа
5
16. При внедрении в электромеханических мастерских предприятий и организаций угольной промышленности более совершенной, чем это предусмотрено в единых нормах, организации производства, труда, технологии ведения сварочных и газорезных работ, оборудования, оснастки и т. п., повышающих производительность труда рабочих, следует разрабатывать и вводить в установленном порядке более прогрессивные нормы, соответствующие уровню производства.
17. С введением единых норм времени на электросварочные работы и газовую резку металлов прекращают действие все ранее изданные сборники норм на эти виды работ за исключением случаев, предусмотренных пунктом 2 «Общей части»-.
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ УСЛОВИЯ ВЫПОЛНЕНИЯ РАБОТ
Едиными нормами времени предусмотрены следующие организационно-технические условия труда на рабочих местах при выполнении ручной электродуговой сварки и газовой резки металла:
При электросварочных работах
1. Выполнение сварочных работ на специально организованном рабочем месте (закрытые кабины), оборудованном в соответствии с правилами техники безопасности и промса-нитарии, предусматривающими нормальную температуру я Влажность воздуха, освещенность, средства индивидуальной защиты и т. п., с использованием соответствующего сварочного оборудования, средств организационно-технической оснастки и комплекта необходимого инструмента.
2. Обработка деталей и сборка узлов в полном соответствии с чертежами и техническими условиями на изготовление свариваемых изделий с соблюдением конструктивных элементов подготовки кромок изделия под сварку, установленных ГОСТом 5264—69.
3. Строгое соблюдение сварщиком заданных режимов, технологической последовательности сварки.
4. Изоляция света электрической дуги при электродуговой сварке путем перенесения электросварочных работ в закрытые кабины.
5. Наличие подъемно-поворотных приспособлений при сварке тяжелых изделий.
6. Получение технологической документации, установка
6
или раскладка на рабочем месте необходимой технологической оснастки, инструмента в начале работы и уборка в конце смены исполнителем работы.
7. Доставка деталей и узлов, подлежащих сварке, на рабочее место сварщика, а также подача, кантовка, перестановка и уборка крупногабаритных тяжеловесных изделий с применением механизированных подъемно-транспортных средств вспомогательными рабочими.
8. При сварке в монтажных условиях, т. е. вне кабины, рабочее место должно быть защищено от ветра, дождя или снега и иметь ограждения.
9. Наличие заранее подготовленных лесов, подмостей (если это необходимо при сварке в монтажных условиях).
При газовой резке
1. Выполнение газорезательных работ внутри цеха на специально отведенном и соответственно оборудованном комплексом исправной аппаратуры и принадлежностями рабочем месте. п) +ТВИ»
7
где Тишь ТНш2,… Тншп — неполное штучное время на измеритель (1 м шва или реза, 1 стык, 1 рез, 1 фланец и т. п.), час;
Zi, Z2…Zn — общая длина всех однотипных швов или ре-зов (м) или количество однотипных резов, стыков и т.п. (шт.) на изделии или выполненном объеме работы;
Тви — вспомогательное время на установку в приспособление или рабочее место изделий (узлов), поворот, снятие и их транспортировку при сварке или резке металлов, час (нормируется по табл. 1 или 2 в зависимости от способа выполнения этих операций — вручную или краном).
Таблица 1 | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
Примечание. | ||||||||||||||||||||||||
Таблица 2 Краном | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечание. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПРИМЕРЫ РАСЧЕТА НОРМ ВРЕМЕНИ
Пример 1. Определить норму времени на приварку фланцев к трубе
Исходные данные
1. Фланец внутренним диаметром 0вн =104 мм, катет шва — б мм.
2. Труба длиной — 2,5 м.
3. Вес узла в сборе — 28 кг.
4. Изделие требуется установить и повернуть.
5. Сварка производилась переменным током, сила тока — 250 а.
6. Марка электрода — ЦМ-7, диаметр — 5 мм.
7. Условия сварки — удобные.
Расчет нормы времени
Неполное штучное время (THmi) на приварку 1 фланца 0ВН=Ю4 мм и катетом шва 6 мм определяется из § 8— 0,125 часа.
Вспомогательное время (ТВи) для изделия весом 28 кг и длиной 2,5 м определяется из табл. 1:
время на 1 установку — 0,028 часа;
время на 1 поворот — 0,005 часа.
Штучная норма времени на приварку 1 фланца составит: Тш = (THnilXZl)“j-TBH Тш=(0,125Х1)+0,033=0,158 часа.
Пример 2. Определить норму времени на ручную
электросварку угольного бункера (емкостью 8,7 м3)
Исходные данные
1. Трапецеидальные стенки высотой 2920 мм с основаниями 2600X800 мм, толщиной 8 мм — 4 шт.
Шов тавровый без скоса кромок, двусторонний, положение — нижнее, индекс шва — Т3, длина Z\= 12 м.
2. Прямоугольные пластины 60X800 мм, толщиной 6 мм — 4 шт.
Шов стыковой без скоса кромок, двусторонний, положение — нижнее, индекс шва — Q, длина Z2= 1,6 м.
9
Шов стыковой без скоса кромок, двусторонний, положение— вертикальное, индекс шва — С4, длина Z3=l,6 м.
Шов тавровый без скоса кромок, двусторонний, положение — нижнее, индекс шва — Т3, длина Z4=0,24 м.
3. Вес изделия — 1200 кг.
4. Изделие требуется установить и один раз повернуть.
5. Сварка производилась переменным током, сила тока — 300 а.
6. Марка электрода — ОММ-5, диаметр — 6 мм.
7. Условия сварки — удобные.
Расчет нормы времени
Неполное штучное время Тщш на 1 м шва таврового соединения для листа толщиной 8 мм определяется из § 3 — 0,28 часа. С учетом поправочных коэффициентов на марку электрода — К=1,5 (табл. 3, строка 10) и на нижнее положение шва в пространстве — К=1,0 (табл. 4, строка 1) указанное время составит:
0,28X1,5X1.0=0,42 часа.
Неполное штучное время Тнш2 на 1 м шва стыкового соединения для листа толщиной 6 мм определяется из § 1—0,196 часа.
С учетом поправочных коэффициентов на марку электрода К= 1,5 и на нижнее положение шва в пространстве К=1,0 указанное время составит:
0,196X1,5X1,0=0,294 часа.
Неполное штучное время Тншз на 1 м шва стыкового соединения для листа толщиной 6 мм определяется из § 1 — 0,196 часа.
С учетом поправочных коэффициентов на марку электрода — К=1,5 и на вертикальное положение шва в пространстве — К= 1,25 (табл. 4, строка 2) указанное время составит:
0,196X1,5X1,25=0,367 часа.
Неполное штучное время ТНШ4 на 1 м шва таврового соединения для листа толщиной 6 мм определяется из § 3 — 0,182 часа.
С учетом поправочных коэффициентов на марку электрода — К=1,5 и на нижнее положение шва в пространстве — К= 1,0 указанное время составит:
0,182X1,5X1,0=0,273 часа.
Подводная электросварка — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
Перейти к содержимому
ЕНиР
§ Е39-28. Подводная электросварка
Указания по применению норм
Нормами предусмотрена подводная сварка металлических конструкций в неответственных соединениях, не требующих герметизации с применением высококачественных электродов, имеющих специальную обмазку.
Нормы установлены для нижнего, горизонтального или вертикального и потолочного положений шва.
Нормами учитывается постоянный контроль за режимом сварки, который подбирается в зависимости от вида работ по табл. 1.
Таблица 1
| Вид работ | Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила сварочного тока, А |
| Сварка встык | 3-5 | 4 | 160-180 |
| То же, внахлестку | 6-8 | 4 | 180-200 |
| Заварка трещин | 9-10 | 5 | 200-220 |
Состав работы
1. Подача водолазу элекрододержателя, электродов и инструмента для очистки стали.
2. Зачистка кромок свариваемой стали от краски, ржавчины и обрастания.
3. Установка режима сварки.
4. Сварка стали.
5. Очистка сварного шва от окалины.
6. Подъём наверх инструментов и приспособлений.
Состав звена
Водолазная станция — 1
Машинист электросварочного агрегата 4 разр. — 1
Нормы времени и расценки на 1 м сварного шва
| Сварка | Толщина | Положение реза | |||||||
| свариваемой стали, мм | нижнее | горизонтальное или вертикальное | потолочное | ||||||
| Нормы времени | |||||||||
| Расценки | |||||||||
| водолазной станции | машиниста | водолазной станции | машиниста | водолазной станции | машиниста | ||||
| Внахлестку | До 4 | 0,59 | 0,67 | 0,95 | 1,1 | 1,5 | 1,7 | 1 | |
| 2-23 | 0-52,9 | 3-59 | 0-86,9 | 5-67 | 1-34 | ||||
| Св. 4 до 6 | 0,81 | 0,92 | 1,3 | 1,5 | 2 | 2,3 | 2 | ||
| 3-06 | 0-72,7 | 4-91 | 1-19 | 7-56 | 1-82 | ||||
| “ 6 “ 8 | 1,2 | 1,4 | 1,9 | 2,2 | 2,7 | 3,1 | 3 | ||
| 4-54 | 1-11 | 7-18 | 1-74 | 10-21 | 2-45 | ||||
| “ 8 “ 10 | 1,6 | 1,8 | 2,4 | 2,7 | 3,3 | 3,8 | 4 | ||
| 6-05 | 1-42 | 9-07 | 2-13 | 12-47 | 3-00 | ||||
| Встык и | До 4 | 0,47 | 0,54 | 0,76 | 0,87 | 1,2 | 1,4 | 5 | |
| заварка | 1-78 | 0-42,7 | 2-87 | 0-68,7 | 4-54 | 1-11 | |||
| трещин | Св. 4 до 6 | 0,65 | 0,74 | 1 | 1,1 | 1,6 | 1,8 | 6 | |
| 2-46 | 0-58,5 | 3-78 | 0-86,9 | 6-05 | 1-42 | ||||
| “ 6 “ 8 | 0,95 | 1,1 | 1,6 | 1,8 | 2,1 | 2,4 | 7 | ||
| 3-59 | 0-86,9 | 6-05 | 1-42 | 7-94 | 1-90 | ||||
| “ 8 “ 10 | 1,3 | 1,5 | 1,9 | 2,2 | 2,7 | 3,1 | 8 | ||
| 4-91 | 1-19 | 7-18 | 1-74 | 10-21 | 2-45 | ||||
| а | б | в | г | д | е | № | |||
Национальный электротехнический кодекс (NEC)
Эволюция кодифицированных правил безопасности
В процессе разработки Национального электротехнического кодекса (NEC) 2014 года технические комитеты NEC рассмотрели 3 745 предложений по изменению кодекса и 1 625 комментариев общественности.
Процесс обеспечения безопасности
Ответный процесс для обеспечения максимальной безопасности
Многие люди не знают о мерах защиты, предусмотренных Национальным электротехническим кодексом (NEC), или о процессе, посредством которого этот кодекс становится законом. Хотя нет необходимости знать все тонкости, следует знать, что находится под угрозой, когда предлагается помешать своевременному принятию самой последней версии.
Национальный электротехнический кодекс (NEC) кодифицирует минимальные требования к безопасным электрическим установкам в едином стандартизированном источнике. Хотя NEC сама по себе не является законом США, NEC обычно регулируется законодательством штата или местным законодательством. Там, где принят NEC, все, что меньше, является незаконным. NEC пересматривается Комитетом Национальной ассоциации противопожарной защиты по Национальному электротехническому кодексу, который состоит из 19 комиссий по разработке норм и технического корреляционного комитета. Пересматривается каждые три года, чтобы гарантировать, что код учитывает последние достижения в области технологий и безопасности.
После выпуска новой редакции процесс разработки продолжается; сбор предложений по изменению. Любой, включая общественность, может подавать предложения, но они должны демонстрировать основанные на данных доказательства, которые ясно указывают на необходимость пересмотра. Затем комиссии рассматривают все предложенные изменения и комментарии и на основе консенсуса устанавливают правила, которые составляют следующую версию NEC.
Вместо того, чтобы совпадать с выпуском каждого выпуска NEC, некоторые организации и юрисдикции выступают за продление цикла внедрения более чем на три года. Однако, поскольку технологии постоянно развиваются, любая задержка с принятием не позволит кодексам включить новые технологии и методы, которые не были доступны для рассмотрения в предыдущем издании. Продление цикла задушит непрерывный диалог и прозрачность, установленные процессом, и оставит жителей на годы позади установленных минимальных требований к безопасным электроустановкам. Это не только отвлекает от практической защиты людей и имущества от опасностей, связанных с использованием электричества, но также препятствует или резко замедляет темпы исследований и разработок будущих технологий, связанных с электробезопасностью.
Являясь беспристрастным авторитетом в области электробезопасности, ESFI является стойким сторонником Национального электротехнического кодекса и его текущего трехлетнего цикла пересмотра. Процесс подотчетен общественности, как в привлечении общественности к участию в процессе разработки, так и в связанных с этим мерах защиты, предусмотренных Кодексом. ESFI настоятельно рекомендует штатам и юрисдикциям принять самое последнее издание NEC, чтобы защитить своих жителей с помощью последних достижений в области электробезопасности. NEC спасает жизни, и его важность не следует преуменьшать ради корыстных целей или препятствовать запутанному процессу; это согласованный минимальный стандарт безопасности, установленный экспертами, и его следует незамедлительно принять в полном объеме.
Для получения дополнительной информации о Национальном электротехническом кодексе посетите веб-сайт: http://www.nfpa.org
Спасает жизни и деньги
Каждый день почти 7 детей лечатся от травм, вызванных вставлением в электрические розетки таких предметов, как шпильки для волос. .
Автоматическая защита
Вехи защиты, кодифицированные Национальным электротехническим кодексом
Американская жизнь резко изменилась с тех пор, как в 1897 г. был впервые принят Национальный электротехнический кодекс (NEC). спонсор NEC в 1911 только около 25% американских домов были электрифицированы. Напротив, сегодня в среднем американском доме телевизоров больше, чем людей. Электрические потребности зданий сегодня выше, чем когда-либо прежде, и, несомненно, будут расти. С большой властью, каламбур, приходит большая ответственность, и NEC обеспечивает такой надзор.
Тонкости NEC сложны, но несколько простых примеров могут помочь вам понять потенциал спасения жизней, лежащий в основе постоянного пересмотра и принятия Национального электротехнического кодекса.
Сосуды с защитой от небрежного обращения (TRR):
Каждый год более 2400 детей — семь детей в день — проходят лечение в отделениях неотложной помощи больниц с травмами, вызванными вставлением таких предметов, как ключи или шпильки, в электрические розетки. Статистические данные подтверждают, что такие устройства, как пластиковые заглушки для выпускных отверстий, являются неэффективными средствами отпугивания маленьких детей и даже могут представлять опасность удушья. Одно исследование, проведенное Лабораторией биокинетики Университета Темпл, показало, что 100% детей в возрасте от 2 до 4 лет смогли снять пластиковые крышки с розеток менее чем за десять секунд.
К счастью, эти травмы можно легко предотвратить с помощью емкостей с защитой от несанкционированного доступа (TRR). Эти устройства выглядят как традиционные электрические розетки, но оснащены внутренними накладками для розеток, которые предназначены для предотвращения попадания посторонних предметов в гнезда розеток детьми, при этом вилки можно вставлять и вынимать как обычно. Эти усовершенствованные устройства электробезопасности оснащены внутренним механизмом затвора, который открывается только при одновременном и одинаковом давлении на обе стороны затвора, например, при вставке вилки. В противном случае затвор остается закрытым, и в него нельзя проникнуть такими предметами, как ключи, скрепки или шпильки. Они оказались настолько эффективными, что с момента издания NEC 2008 года они требуются во всех электрических розетках и розетках, установленных в недавно построенных домах. Удивительно, но официальные оценки показывают, что связанное с этим увеличение стоимости среднего нового дома составляет менее 50 долларов.
Хотя TRR обеспечивают постоянную, надежную и автоматическую защиту детей, многие потребители до сих пор не знают об их существовании. Принятие текущей редакции NEC гарантирует, что спасательные технологии, такие как TRR, будут включены в новые дома, а потребители будут защищены независимо от их знакомства с устройством.
Прерыватели цепи дугового замыкания (AFCI):
По оценкам Комиссии по безопасности потребительских товаров США, AFCI могут предотвратить примерно 50% электрических пожаров, которые происходят каждый год. Дуговое замыкание — это опасная электрическая проблема, вызванная повреждением, перегревом или нагрузкой на электропроводку или устройства. AFCI предлагают расширенные возможности противопожарной защиты, распознавая возникновение опасной дуговой ситуации в проводке дома и немедленно отключая питание в цепи до того, как может начаться пожар. AFCI спасают жизни и имущество, предотвращая пожары, а не просто уменьшая их ущерб.
Впервые представленные NEC в 1999 году, AFCI вряд ли можно считать новой технологией. Тем не менее, NEC постоянно стремилась к дальнейшему расширению использования AFCI, поощряя их защиту в каждой комнате дома. NEC 2014 даже предоставит множество вариантов, с помощью которых потребители смогут обеспечить защиту AFCI в соответствии с требованиями.
Прекращение пожара еще до того, как он начнется, — лучший способ спасти жизни и имущество, и AFCI предлагает такую превентивную защиту. Благодаря NEC новые дома будут защищены лучше, чем когда-либо прежде.
Прерыватели цепи замыкания на землю (GFCI):
Замыкание на землю — это непреднамеренный электрический путь между источником питания и заземленной поверхностью. Эта утечка тока обычно происходит, когда электрический прибор поврежден или намок, в результате чего электрический ток выходит за пределы проводников цепи.
Прерыватели цепи замыкания на землю (GFCI) — это устройства электрической безопасности, предназначенные для защиты людей от поражения электрическим током и поражения электрическим током, вызванных замыканием на землю. GFCI предотвращают этот потенциально смертельный удар, быстро отключая питание цепи, если электричество, втекающее в цепь, хоть немного отличается от возвращающегося, что указывает на потерю тока.
Национальный электротехнический кодекс (NEC), впервые введенный в действие в редакции 1971 года, постоянно расширяет свои требования к GFCI для всех кухонь, ванных комнат, гаражей, подвалов, подвальных помещений и наружных пространств. С момента включения в NEC прерыватели цепи замыкания на землю (GFCI) спасли тысячи жизней и помогли вдвое сократить количество случаев поражения электрическим током в домашних условиях.
Опять же, это, вероятно, технология, с которой общественность не знакома. Национальный электротехнический кодекс позволяет отраслевым экспертам предоставлять такие средства защиты потребителям еще до того, как осведомленность о них станет доступной.
Доверьтесь Кодексу
Вышеприведенное является лишь несколькими примерами технологий, которые Национальный электротехнический кодекс помог широко использовать, часто до того, как усилия по просвещению общественности успешно донесли их ценность.
Как и ремни безопасности, электротехнические коды защищают вас от сценариев, которые вы предпочли бы не рассматривать. В то время как поясных ремней уже недостаточно, коды также развиваются, чтобы предписывать новейшие технологии и безопасность. Как сказал Томас Эдисон: «Ценность идеи заключается в ее использовании», поэтому кодексы включают в себя новые практики и технологии. Но коды не могут никого защитить, если их не применять. Доверьтесь кодовому процессу и защищайте себя.
Электрические нормы и стандарты | Министерство труда и промышленности Миннесоты
Перейти к основному содержаниюВнести платеж Продлить лицензию Получить разрешение Проверить лицензию Связаться с нами Указания
Поиск:
Веб-сайт Frontline Worker Pay | Ресурсы
- Ученичество и дуальное обучение
- Кодексы и законы
- Регистрация строительного подрядчика
- Подрядчики по электротехнике
- Электрические нормы и стандарты
- Электрические жалобы
- Электрические принудительные действия
- Справочники электроинспектора
- Электротехнические разрешения — подрядчики
- Лицензирование — электрические подрядчики
- Переносной и временный источник питания
- Подписать облигации подрядчика
- Солнечные фотоэлектрические (PV) ресурсы
- Лифтовые подрядчики
- Практика трудоустройства
- Подрядчики по трубопроводам высокого давления
- Бланки лицензий, разрешений, пересмотр плана и органы местного самоуправления
- Изготовленные конструкции
- Сантехнические и механические подрядчики
- Жилищные подрядчики, ремонтники, кровельщики
- Безопасность и здоровье на работе
- Компенсация работникам — предприятия
Национальный электротехнический кодекс 2020 г.
Совет по электроэнергетике принял Национальный электротехнический кодекс 2020 г. (NEC) с датой вступления в силу 17 ноября 2020 г.
Глава 1315 Строительного кодекса штата Миннесота принимает национальный стандарт для установки электропроводки, аппаратов и оборудования электрических, тепловых, силовых, технологических цепей и систем, систем сигнализации и связи. Электротехнический кодекс Миннесоты состоит из Национального электротехнического кодекса (NEC), опубликованного Национальной ассоциацией противопожарной защиты (NFPA). Посмотреть электрические законы и правила.
2020 НЭК
Часто задаваемые вопросы NEC 2020
Таблица опечаток NEC 2020 г. и предварительные временные поправки
Контрольный список жилой инспекции 2020
Бесплатный доступ к Национальному электротехническому кодексу 2020 г. (для доступа необходимо создать бесплатную учетную запись NFPA)
2017 НЭК
Часто задаваемые вопросы NEC 2017 г.
Таблица опечаток NEC 2017 года и предварительная временная поправка
Бюллетени и кодовые ресурсы
Сельскохозяйственные постройки
Статья 547: сельскохозяйственные постройки
Эквипотенциальная плоскость для содержания скота
Поилки для скота и эквипотенциальные плоскости
Миннесотское руководство по паразитному напряжению
Строительные нормы и правила
Информационные бюллетени строительных норм и правил
Строительные нормы и правила штата Миннесота
Общая безопасность
Утопление от поражения электрическим током Миннесота
Ассоциация по предотвращению утопления при поражении электрическим током
Советы NFPA: Безопасность на маринах и лодках
Общая проводка
Требования к креплению кабеля
Автоматические выключатели для низких температур окружающей среды
Согласование устройств максимальной токовой защиты
Определение отметки электрической опорной плоскости
Требования к электрическим нормам для дополнительных жилых единиц (ADU)
Расширение схем в промышленных домах
Гибкие шнуры для подключения светильников
Заземление и соединение для отдельно стоящих зданий или сооружений
История практики электропроводки в жилых помещениях
Катодная защита от импульсного тока
Перемещенные здания или сооружения
Количество коммуникаций к зданию
Испытание первичного впрыска
Контрольный список проверки электроснабжения жилых помещений
Кабель типа SE и USE
Кабель типа TC для соединения сплит-систем мини-кондиционеров
Использование кабеля типа NM в гаражах и подсобных помещениях многоквартирных жилых домов
Предупреждающие ленты для служебных проводников
Способы подключения драйверов светодиодов класса 2
Опасные (классифицированные) места
Классификация диспенсеров для хранения сыпучих материалов
Раздача топлива: установка, модернизация и замена
Классификация деревообрабатывающих цехов
Лицензирование и проверки
Электромонтажные работы – Мелкий ремонт
Электромонтажные работы – Работы по техническому обслуживанию электрооборудования
Расчет платы за проверку светодиодов
Промышленные домашние парки
Директор школы Миннесоты
Вентиляторная установка Радон
Лицензионные требования по замене сайдинга
Технологические системы – Общие сведения о лицензировании и проверках
Технологические системы.
Схема лицензирования и проверки электрооборудованияТехнологические системы – Важная информация для технических специалистов с ограниченной мощностью
Технологические системы – Важная информация для подрядчиков по технологическим системам
Вопросы?
Свяжитесь с нами по адресу [email protected] или по телефону 651-284-5026.
Что такое стандарты электробезопасности и кто их обеспечивает?
Электробезопасность
Существует множество различных стандартов электробезопасности, которые необходимо соблюдать на рабочем месте для защиты целостности здания, а также для обеспечения безопасности сотрудников во время работы. Это включает в себя предотвращение поражения электрическим током, возгораний и других проблем, связанных с опасностью поражения электрическим током. Согласованные стандарты, такие как стандарты электробезопасности, часто разрабатываются компаниями по обеспечению безопасности, государственными учреждениями или другими аккредитованными ANSI предприятиями, которые работают над поиском лучших практических методов в конкретных ситуациях.
Что касается нормативов по электротехнике, OSHA часто считает необходимым включить в качестве ссылки согласованные стандарты, созданные такими организациями, как NFPA, которые были надлежащим образом аккредитованы ANSI. Эти объединенные стандарты затем становятся правилами, соблюдение которых обеспечивается государственными учреждениями, такими как OSHA. Все это может привести к серьезным штрафам, если их не соблюдать.
Учитывая вышесказанное, стандарты — это просто рекомендации по передовой практике, и меры по их обеспечению невозможны. Однако соблюдение стандартов электробезопасности по-прежнему отвечает интересам всех компаний. На самом деле, это все еще может спасти бизнес от цитирования OSHA в соответствии с пунктом об общих обязанностях за то, что он не обеспечивает сотрудникам максимально безопасную среду.
Правила электробезопасности OSHA Самое известное имя в области безопасности на рабочем месте — Управление по безопасности и гигиене труда, или OSHA. OSHA регулирует множество различных аспектов безопасности на рабочем месте, включая базовую электробезопасность. Некоторые из их наиболее важных электрических стандартов включают следующее в раздел «Общая промышленность»:
- 29 CFR 1910.137 Электрозащитное оборудование — OSHA требует, чтобы при работе с опасными электрическими системами надевалось или использовалось подходящее электрозащитное оборудование. Этот конкретный стандарт касается требований к конструкции, маркировке и испытаниям электрооборудования для обеспечения безопасности.
- 29 CFR 1910.269 Производство, передача и распределение электроэнергии . Те, кто работает в области производства, передачи и распределения электроэнергии, должны следовать специальным инструкциям для этой отрасли. Он охватывает особенности эксплуатации и регулярного технического обслуживания этих электрических систем.
OSHA также имеет специальные инструкции по работе с электрическими системами в море. Электрические стандарты, относящиеся к морской отрасли, включают:
- 29 CFR 1915.181 Электрические схемы и распределительные щиты . Применимый только к судоремонту, этот стандарт определяет критерии, необходимые для работы с электрическими печатными платами.
- 29 CFR 1917.157 Зарядка и замена аккумуляторов . Этот стандарт в первую очередь касается того, кто может заменять аккумуляторы, где их можно менять и на что следует обращать внимание с точки зрения опасностей.
OSHA также утвердило 28 государственных планов по электробезопасности. Условие здесь заключается в том, что в планах штата должны быть как стандарты, так и планы обеспечения соблюдения, которые так же эффективны, как и уже существующие правила OSHA. При этом государственные планы могут быть более строгими в отношении электробезопасности, но они не могут быть более мягкими, чем OSHA.
Стандарты электробезопасности NFPA Национальная ассоциация противопожарной защиты, или NFPA, — еще одна группа, разрабатывающая стандарты безопасности, ориентированные на электричество. Самым известным набором стандартов NFPA является NFPA 70, также известный как «Национальный электротехнический кодекс» или NEC. NEC состоит из девяти глав, которые охватывают следующие темы:
- 1. Глава General содержит определения и правила электромонтажа.
- 2. В главе «Электропроводка и защита » описаны необходимые действия и материалы для защиты проводов от повреждений, вызванных пылью, влагой и теплом.
- 3. В главе под названием «Методы и материалы для электромонтажа» указаны необходимые материалы, такие как различные кабели, электромонтажные устройства и т. д. выключатели и другое оборудование.
- 5. В главе под названием Особые занятия рассматриваются уникальные условия, которые представляют повышенный риск для электриков и других пассажиров.
- 6. Глава под названием Специальное оборудование относится к визуальным инструментам, таким как вывески, механизмы, автоматические выключатели и многие другие элементы.
- 7. Глава под названием Особые условия напрямую относится к использованию систем сигнализации и экстренного вызова, а также ряда других систем безопасности, необходимых для защиты сотрудников и здания.
- 8. Глава под названием Системы связи охватывает любые дополнительные требования к системам, описанным в главе 7. ссылка.
Однако во многих штатах еще не принята самая последняя версия, выпущенная в 2020 году, поскольку NEC обновляется примерно каждые три года. Есть даже штаты, которые до сих пор застряли в использовании издания 2008 года.
Другим широко известным стандартом этой организации является NFPA 70E. В качестве гораздо более узкого подхода с точки зрения стандартов NFPA 70E устанавливает требования безопасности, которые обеспечивают отличный баланс между безопасностью на рабочем месте и производительностью. Сам стандарт охватывает границы защиты от прикосновения, электрооборудование, безопасность дугового разряда, опасности возникновения дугового разряда, общие опасности поражения электрическим током, системы блокировки и маркировки и другие опасности поражения электрическим током. Теперь ANSI/NFPA 70E не является федеральным законом, а служит основой для местных законов в каждом штате.
Тем не менее, несмотря на то, что NFPA не имеет правоприменительных полномочий, оно является одним из самых уважаемых агентств в стране, и за ним добровольно следуют миллионы компаний. Если компания не следует стандартам, она не может претендовать на соответствие требованиям NFPA.
Идти в ногу с меняющимися стандартамиOSHA, NFPA и другие группы постоянно работают над поиском новых и лучших способов работы с электрическими системами, которые обеспечат безопасность каждого. По мере разработки новых и улучшенных передовых практик стандарты, выпущенные этими группами, обновляются. Все компании обязаны следить за последними изменениями и безопасными методами работы, чтобы обеспечить безопасность каждого.
Аналогичные вопросы
- Что значит соответствовать требованиям электробезопасности?
- Кто регулирует маркировку электрических панелей?
- Кто регулирует стандарты маркировки для фотоэлектрических систем?
- Что означает МЭК?
- Каковы основы электробезопасности?
- Каковы требования к маркировке электрических панелей?
- Что такое советы по электробезопасности?
- Что такое европейские электрические стандарты?
- Что такое проверки электробезопасности?
Дополнительные ресурсы
Электрические стандарты
| Страна/штат/территория | Тип штекера | Стандартный Используется | Язык | Стандарт страны происхождения | Однофазное напряжение (вольт) | Частота (Гц) | Трехфазное напряжение (вольт) | Частота (Гц) | СЕЙЧАС-NITGW |
|---|---|---|---|---|---|---|---|---|---|
| Абу-Даби | Г | Арабский / английский | 230 В | 50 Гц | 400 В, 50 Гц | 50 Гц | 3, 4 | ||
| Афганистан (220 В | 50 Гц) | К/Ф | пушту / дари | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Албания (230 В | 50 Гц) | К/Ф | CLC/TC 23H Код: 4 (активный) | Албанский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | |
| Алжир (220 В | 50 Гц) | К/Ф | НФК 15-100 (2002) | французский / английский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Американский Сомоа | А/Б/Ж/И | Самоанский / английский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Андорра (230 В | 50 Гц) | К/Ф | РЭБТ 2002 г. (редакция 2004 г.) | каталонский/французский/испанский | Испания | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Ангола (220 В | 50 Гц) | С | Португальский, Умбунду, Киконго | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Ангилья | А | Английский | 110 В | 60 Гц | 120/208 В / 127/220 В / 240/415 В | 60 Гц | 3, 4 | ||
| Антигуа и Барбуда | А/Б | Английский | 230 В | 60 Гц | 400 В | 60 Гц | 3, 4 | ||
| Аргентина (220 В | 50 Гц) | С/Я | МЭК 60364 (2009) | Испанский | Негосударственный | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Армения (220 В | 50 Гц) | К/Ф | Армянский / русский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Аруба | А/Б/Ф | английский/испанский/папиоменто/голландский | 120 В | 60 Гц | 220 В | 60 Гц | 3, 4 | ||
| Австралия (230 В | 50 Гц) | я | КАК/НЗС 3008: 2009(редакция 2011 г. ) | Английский | Австралия / Новая Зеландия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Австрия (230 В | 50 Гц) | К/Ф | ОНОРМ (1998) | немецкий | Австрия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Азербайджан (220 В | 50 Гц) | К/Ф | Азербайджанский / Турецкий | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Азорские острова | Б/К/Ф | португальский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Багамские острова (120/240 В, 120/208 В | 60 Гц) | А/Б | Английский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Бахрейн (240 В | 50 Гц) | Г | Арабский/английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Балеарские острова | К/Ф | каталонский / испанский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Бангладеш (230 В | 50 Гц) | А/К/Д/Г/К | Бенгальский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Барбадос | А/Б | Английский | 115 В | 50 Гц | 200 В | 50 Гц | 3, 4 | ||
| Беларусь (220 В, 220/127 В, 127 В | 50 Гц) | К/Ф | белорусский / русский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Бельгия (230 В | 50 Гц) | С/Е | РГИЭ-АРЭИ (2008 г. )/ РГИЭ-АРЭИ ДЦ (2001 г.) | французский / фламандский | Бельгия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Белиз (110 В | 60 Гц) | А/Б/Г | английский/криол/испанский | 110 В / 220 В | 60 Гц | 190 В / 380 В | 60 Гц | 3, 4 | ||
| Бенин (220 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Бермуды | А/Б | Английский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Бутан (230 В | 50 Гц) | К/Д/Г | Дзонг-кэ / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Боливия (230 В | 50 Гц) | А / С | МЭК 60364 (2009) | Испанский | Негосударственный | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Бонайре | А / С | Голландский/папиаменту/английский/испанский | 127 В | 50 Гц | 220 В | 50 Гц | 3, 4 | ||
| Босния и Герцеговина (220 В | 50 Гц) | К/Ф | боснийский/сербский/хорватский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Ботсвана (220 В | 50 Гц) | Д/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Бразилия (220–127 В | 60 Гц) | С/Н | NBR 5410: 2004 (редакция 2008 г. ) | португальский | Бразилия | 127 В / 220 В | 60 Гц | 220 В / 380 В | 60 Гц | 3, 4 |
| Британские Виргинские острова | А/Б | Английский | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Бруней-Даруссалам (240 В | 50 Гц) | Г | малайский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Болгария (220/230 В | 50 Гц) | К/Ф | Болгарский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Буркина-Фасо (230 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Бирма (официально Мьянма) | А/К/Г/Г/И | Бирманский/английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Бурунди (220 В | 50 Гц) | С/Е | Кирунди, французский, английский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Камбоджа (220 В | 50 Гц) | А/Ц/Г | Кхмерский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Камерун (220 В | 50 Гц) | С/Е | BS 7671 и NFC 15-100 | Английский | Великобритания | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Канада (240/120 В, 240 В | 60 Гц) | А/Б | Канадский электротехнический код | английский / французский | Канада | 120 В | 60 Гц | 120/208 В / 240 В / 480 В / 347/600 В | 60 Гц | 3, 4 |
| Канарские острова | К/Э/Ф | кастильский/английский/немецкий | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Кабо-Верде | К/Ф | НП (2002) | португальский | Португалия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Каймановы острова | А/Б | Английский | 120 В | 60 Гц | 240 В | 60 Гц | 3 | ||
| Центральноафриканская Республика (220 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Чад (220 В | 50 Гц) | К/Д/Э/Ф | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Нормандские острова (Гернси и Джерси) | С/Г | французский/английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Чили (220 В | 50 Гц) | С/Л | МЭК 60364 (2009) | Испанский | Негосударственный | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Китай (220 В | 50 Гц) | А/С/Я | IEC 60364 в целом, на основе российского IEC | Мандарин | Китай | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Острова Рождества | я | Английский | 230 В | 50 Гц | |||||
| Кокосовые острова (острова Килинг) | я | малайский, английский | 230 В | 50 Гц | |||||
| Колумбия (240/120 В, 208/120 В | 60 Гц) | А/Б | NFPA 780: NEC | Испанский | США | 110 В | 60 Гц | 220 В / 440 В | 60 Гц | 3, 4 |
| Коморские острова | С/Е | Коморский / французский / арабский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Конго (Демократическая Республика) (220–240 В | 50 Гц) | К/Д/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Народная Республика Конго | С/Е | Французский / Киконго | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Острова Кука | я | Раротонганский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 3, 4 | ||
| Коста-Рика (240/120 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 240 В | 60 Гц | 3, 4 | ||
| Кот-д’Ивуар (Берег Слоновой Кости) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Хорватия (230 В | 50 Гц) | К/Ф | хорватский / боснийский / сербский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Куба (115/230 В | 60 Гц) | А/Б/С/Л | Испанский | 110 В / 220 В | 60 Гц | 190 В | 60 Гц | 3 | ||
| Кюрасао | А/Б | голландский, папиаменто, английский | 127 В | 50 Гц | 220 В / 380 В | 50 Гц | 3, 4 | ||
| Кипр (230 В | 50 Гц) | Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Северный Кипр | Г | Турецкий | 230 В | 50 Гц | |||||
| Чехия (230 В | 50 Гц) | С/Е | ДНС (2000) | Английский | Чехия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Демократическая Республика Конго | НФК 15-100 (2002) | французский | Франция | ||||||
| Дания (230 В | 50 Гц) | К/Э/Ф/К | Датский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Джибути (220 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Доминика | Д/Г | английский / французский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Доминиканская Республика (240 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 120/208 В / 277/480 В | 60 Гц | 3, 4 | ||
| Дубай | Г | Арабский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Восточный Тимор (Тимор-Лешти) | К/Э/Ж/И | Португальский / Тетурн | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Эквадор (110 В | 60 Гц) | А/Б | МЭК 60364 (2009) | Испанский | Негосударственный | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 |
| Египет (220 В | 50 Гц) | К/Ф | СК 23B МЭК 60364 (2009) | Литературный арабский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | |
| Сальвадор (240/120 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 200 В | 60 Гц | 3 | ||
| Англия | Г | Английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Экваториальная Гвинея | С/Е | Испанский/Португальский/Французский | 220 В | 50 Гц | |||||
| Эритрея (220 В | 50 Гц) | С/Л | Тигринья / Тигре / Кунама | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Эстония (220 В | 50 Гц) | К/Ф | ЭВС/ТК 17 (2007) | Эстонский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | |
| Эфиопия (220 В | 50 Гц) | К/Ф | Амхарский / оромо / английский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Фарерские острова | К/Э/Ф/К | Фарерский / датский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Фолклендские острова | Г | Английский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Фиджи (240 В | 50 Гц) | я | фиджийский / английский / фиджийский хинди | 240 В | 50 Гц | 415 В | 50 Гц | 3, 4 | ||
| Финляндия (230 В | 50 Гц) | К/Ф | Финский/Шведский/Английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Франция (230 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Французская Гвиана | К/Д/Е | французский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Французская Гайана | НФК 15-100 (2002) | французский | Франция | ||||||
| Заморские территории Франции (220 В | 50 Гц) | французский | ||||||||
| Французская Полинезия | НФК 15-100 (2002) | французский | Франция | ||||||
| Габон (Габонская Республика) (220 В | 50 Гц) | С | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Гамбия (220 В | 50 Гц) | Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Сектор Газа (Газа) | С / Н | арабский / иврит / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Грузия (220 В | 50 Гц) | К/Ф | Грузинский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Германия (230 В | 50 Гц) | К/Ф | VDE (2010) | немецкий | Германия | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Гана (240–220 В | 50 Гц) | Д/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Гибралтар | Г | БС 7671 (2008) | английский / испанский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Великобритания (Великобритания) | Г | Английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Греция (230 В | 50 Гц) | К/Ф | (бывший 73/23/ECC)/95/EC (2006) | Греческий / славяно-македонский / албанский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | |
| Гренландия | К/Э/Ф/К | Гренландский / датский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Гренада (230 В | 50 Гц) | Г | английский / французский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Гваделупа | С/Е | французский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Гуам | А/Б | Английский / Чаморро | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Гватемала (220/110 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Гвинея | К/Ф/К | французский / креольский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Гвинея-Бисау | С | креольский/французский португальский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Гайана (120/240 В | 50 Гц, 60 Гц) | А/Б/Д/Г | БС 7671 (2008) | Английский | Великобритания | 120 В / 240 В | 60 Гц | 190 В | 60 Гц | 3, 4 |
| Гаити (220 В, 110 В | 60 Гц) | А/Б | французский / креольский | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Нидерланды | К/Ф | голландский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Гондурас (220/110 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 208 В / 230 В / 240 В / 460 В / 480 В | 60 Гц | 3, 4 | ||
| Гонконг | Г | Свод правил электроэнергетики (Правила 2009 г. ) | Английский | Гонконг | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Венгрия (230 В | 50 Гц) | К/Ф | Венгерский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Исландия (230 В | 50 Гц) | К/Ф | исландский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Индия (230 В | 50 Гц) | К/Д/М | СП 30:2011 | английский / хинди | Индия | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Индонезия (220 В | 50 Гц) | К/Ф | Индонезийский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Иран (220 В | 50 Гц) | К/Ф | Персидский / английский / французский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Ирак (220 В | 50 Гц) | К/Д/Г | Арабский / Курдский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Ирландия (Ирландия) | Г | английский / гэльский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Ирландия, Северная (230 В | 50 Гц) | Г | Английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Остров Мэн | С/Г | английский / мэнский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Израиль (230 В | 50 Гц) | С / Н | Иврит / арабский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Кот-д’Ивуар (230 В | 50 Гц) | Х/Ф/Л | французский | 230 В | 50 Гц | |||||
| Италия (230 В | 50 Гц) | СЕИ 64-8 (1998) | итальянский | Италия | 400 В | 50 Гц | 4 | |||
| Ямайка (220/110 В | 50 Гц) | А/Б | Английский | 110 В | 50 Гц | 190 В | 50 Гц | 3, 4 | ||
| Япония (110 В | 60 Гц) | А/Б | Японская версия NEC | японский | 100 В | 50 Гц / 60 Гц | 200 В | 50 Гц / 60 Гц | 3 | |
| Иордания (230 В | 50 Гц) | К/Д/Ж/Г/Дж | Арабский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Казахстан (220-230 В | 50 Гц) | К/Ф | Казахский / русский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Кения (240 В | 50 Гц) | Г | БС 7671 (2008) | английский / суахили | Великобритания | 240 В | 50 Гц | 415 В | 50 Гц | 4 |
| Кирибати | я | английский / гильбертский | 240 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Северная Корея (220 В | 60 Гц) | С | корейский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Южная Корея (110 В | 60 Гц) | К/Ф | Корейская версия NEC | Корейский | 220 В | 60 Гц | 380 В | 60 Гц | 4 | |
| Косово | К/Ф | Албанский / Сербский | 230 В | 50 Гц | 230 В / 400 В | 50 Гц | 3 | ||
| Кувейт (230 В | 50 Гц) | Г | Арабский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Кыргызстан (220 В | 50 Гц) | К/Ф | кыргызский / русский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Лаос (220 В | 50 Гц) | А / Б / С / Д / Ф | Лаосский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Латвия (220 В | 50 Гц) | К/Ф | Латышский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Ливан (220 В | 50 Гц) | К/Д/Г | Арабский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Лесото (220 В | 50 Гц) | М | БС 7671 (2008) | Английский | Великобритания | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Либерия (230 В, 220 В | 50 Гц) | А/Б | Английский / Kpelle | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Ливия | С/Л | НФК 15-100 (2002) | французский / английский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Лихтенштейн (230 В | 50 Гц) | С/Дж | немецкий | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Литва (230 В | 50 Гц) | К/Ф | Литовский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Люксембург (230 В | 50 Гц) | К/Ф | NFC 15-100 (2002 г. ) / VDE (2010 г.) | французский / немецкий | Франция / Германия | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Макао | Г | Китайский / Португальский | 220 В | 50 Гц | 380 В | 50 Гц | 3 | ||
| Македония (220 В | 50 Гц) | К/Ф | македонский / албанский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Мадагаскар (220/110 В | 50 Гц) | С/Е | НФК 15-100 (2002) | малагасийский / французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Мадейра | К/Ф | Португальский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Малави (230 В | 50 Гц) | Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Малайзия (240 В | 50 Гц) | Г | малайский / английский / китайский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Мальдивы (220 В | 50 Гц) | К/Д/Г/Дж/К/Л | Дивехи / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Мали (220 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 |
| Мальта (230 В | 50 Гц) | Г | английский / мальтийский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Маршалловы Острова | А/Б | английский / черное дерево | 120 В | 60 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Мартиника | К/Д/Е | французский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Мавритания (220 В | 50 Гц) | С | NFC 15-100 | французский / английский | Франция | 220 В | 50 Гц | 220 В | 50 Гц | 3, 4 |
| Маврикий (220 В | 50 Гц) | С/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Майотта | С/Е | французский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Мексика (220/127 В, 220 В, 120 В | 50 Гц) | А/Б | NFPA 780: NEC | Испанский | США | 127 В | 60 Гц | 220 В / 480 В | 60 Гц | 3, 4 |
| Федеративные Штаты Микронезии | А/Б | Английский | 120 В | 60 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Молдова (220 В, 220/127 В, 127 В | 50 Гц) | К/Ф | Румынский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Монако (220 В | 50 Гц) | К/Э/Ф | НФК 15-100 (2002) | французский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Монголия (220 В | 50 Гц) | С/Е | Монгольский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Черногория | К/Ф | Черногорский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Монтсеррат | А/Б | Английский | 230 В | 60 Гц | 400 В | 60 Гц | 4 | ||
| Марокко (220 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский / английский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Мозамбик (220 В | 50 Гц) | Х/Ж/М | БС 7671 (2008) | португальский | Великобритания | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Мьянма (230 В | 50 Гц) | А/К/Г/Г/И | Бирманский/английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Намибия (220 В | 50 Гц) | Д/М | БС 7671 (2008) | Английский | Великобритания | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Науру | я | Науруанский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Непал (220 В | 50 Гц) | К/Д/М | Непальский / Майтхили | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Нидерланды (230 В | 50 Гц) | К/Ф | НЕН 1010 (1996) | Голландский | Нидерланды | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Новая Каледония | К/Ф | французский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Новая Зеландия (230 В | 50 Гц) | я | AS/NZS 3008:2009 (редакция 2011 г. ) | Английский | Австралия / Новая Зеландия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Никарагуа (240/120 В | 60 Гц) | А | Испанский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Нигер (220 В | 50 Гц) | К/Д/Э/Ф | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Нигерия (230 В, 220 В | 50 Гц) | Д/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Северная Ирландия | Г | Ирландский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Северная Корея | С | Корейский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Норвегия (230 В | 50 Гц) | К/Ф | Норвежский | 230 В | 50 Гц | 230 В / 400 В | 50 Гц | 3, 4 | ||
| Оман (240 В | 50 Гц) | Г | Арабский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Пакистан (230 В | 50 Гц) | К/Д | Урду / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3 | ||
| Палау | А/Б | Палау / Английский | 120 В | 60 Гц | 208 В | 60 Гц | 3 | ||
| Палестина | С / Н | арабский / иврит / армянский | 230 В | 50 Гц | |||||
| Панама (240/120 В | 60 Гц) | А/Б | Испанский | 120 В | 60 Гц | 240 В | 60 Гц | 3 | ||
| Папуа-Новая Гвинея (240 В | 50 Гц) | я | Ток Писин / Английский / Хири Моту | 240 В | 50 Гц | 415 В | 50 Гц | 4 | ||
| Парагвай (220 В | 50 Гц) | С | МЭК 60364 (2009) | Испанский | Негосударственный | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Перу (220 В | 60 Гц) | А / С | МЭК 60364 (2009) | Испанский | Негосударственный | 220 В | 60 Гц | 220 В | 60 Гц | 3 |
| Филиппины (250 В | 60 Гц) | А/Б/С | Электрический код Филиппин | Таголог | Филиппины | 220 В | 60 Гц | 380 В | 60 Гц | 3 |
| Острова Питкэрн | я | Английский / Питкерн | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Польша (230 В | 50 Гц) | С/Е | польский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Португалия (230 В | 50 Гц) | К/Ф | НП (2002) | португальский | Португалия | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Пуэрто-Рико | А/Б | Испанский / английский | 120 В | 60 Гц | 208 В | 60 Гц | 3, 4 | ||
| Катар (240 В | 50 Гц) | Г | Арабский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 3, 4 | ||
| Реюньон | С/Е | французский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Румыния (230 В | 50 Гц) | К/Ф | Румынский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Россия (официально Российская Федерация (220 В | 50 Гц) | К/Ф | МЭК 60364 | Русский | Негосударственный | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Руанда (220 В | 50 Гц) | С/Дж | БС 7671 (2008) | французский / английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Саба | А/Б | английский / голландский | 110 В | 60 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Сен-Бартельми (Сен-Бартс) | С/Е | французский | 230 В | 60 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Сент-Китс и Невис | Д/Г | английский / невисийский | 230 В | 60 Гц | 400 В | 60 Гц | 4 | ||
| Сент-Люсия (240 В | 50 Гц) | Г | БС 7671 | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Сен-Мартен | С/Е | голландский / английский | 220 В | 60 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Остров Святой Елены | Г | Английский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Синт-Эстатиус | Голландский | 220 В | 60 Гц | 3, 4 | |||||
| Синт-Мартен | А/Б/С/Ф | голландский / английский | 110 В / 220 В | 60 Гц | 220 В | 60 Гц | 3, 4 | ||
| Остров Святой Елены | Г | Английский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Синт-Эстатиус | Голландский | 220 В | 60 Гц | 3, 4 | |||||
| Синт-Мартен | А/Б/К/Ф | голландский / английский | 110 В / 220 В | 60 Гц | 220 В | 60 Гц | 3, 4 | ||
| Сент-Винсент и Гренадины (230 В | 50 Гц) | А/Б | БС 7671 | Английский | Великобритания | 110 В | 60 Гц | 400 В | 50 Гц | 4 |
| Самоа | А/Б/Г | Самоанский / английский | 110 В / 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Сан-Марино | я | итальянский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Сан-Томе и Принсипи | Х/Ф/Л | португальский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Саудовская Аравия (220/127 В | 60 Гц) | К/Ф | Арабский / английский | 230 В | 50 Гц | 220 В / 380 В | 60 Гц | 4 | ||
| Шотландия | А/Б/К/Г | шотландский / английский | 127 В / 220 В | 60 Гц | 400 В | 50 Гц | 4 | ||
| Сенегал (220 В | 50 Гц) | Г | НФК 15-100 (2002) | французский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Сербия | К/Д/Э/К | Сербский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Сейшельские острова (230 В | 50 Гц) | К/Ф | БС 7671 (2008) | французский / английский | Великобритания | 230 В | 50 Гц | 240 В | 50 Гц | 3 |
| Сьерра-Леоне (230 В | 50 Гц) | Г | БС 7671 (2008) | Английский | Великобритания | 240 В | 50 Гц | 400 В | 50 Гц | 4 |
| Сингапур (230 В | 50 Гц) | Д/Г | малайский \ тамильский \ английский \ китайский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Словакия (230 В | 50 Гц) | Г | Словацкий | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Словения (230 В | 50 Гц) | С/Е | Словенский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Соломоновы острова | К/Ф | Английский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Сомали (230 В, 220 В, 110 В | 50 Гц) | Г/Я | Сомалийский | 230 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Сомалиленд | С | Сомалийский / арабский / английский | 220 В | 50 Гц | 380 В | 50 Гц | 3, 4 | ||
| Южная Африка (250 В, 230 В, 220 В | 50 Гц) | С | БС 7671 (2008) | Английский | Великобритания | 220 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Южная Корея | К/Д/М/Н | Корейский | 230 В | 50 Гц | 380 В | 60 Гц | 4 | ||
| Южный Судан | К/Ф | английский / суахили | 220 В | 60 Гц | 400 В | 50 Гц | 4 | ||
| Испания (220 В, 220/127 В | 50 Гц) | К/Д | РЭБТ 2002 г. (редакция 2004 г.) | Испанский | Испания | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Шри-Ланка (230 В | 50 Гц) | К/Ф | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Судан (240 В | 50 Гц) | Д/Г | Арабский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Суринам (220/127 В | 60 Гц) | К/Д | НЕН 1010 (1996) | Голландский | Нидерланды | 230 В | 50 Гц | 220 В / 400 В | 60 Гц | 3, 4 |
| Свазиленд (230 В | 50 Гц) | А/Б/К/Ф | БС 7671 (2008) | Английский | Великобритания | 127 В / 230 В | 60 Гц | 400 В | 50 Гц | 4 |
| Швеция (230 В | 50 Гц) | М | Шведский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Швейцария (230 В | 50 Гц) | К/Ф | НИБТ-НИН (2010) | французский / немецкий / итальянский | Швейцария | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Сирия | С/Дж | Арабский | 230 В | 50 Гц | 380 В | 50 Гц | 3 | ||
| Сирийская Арабская Республика (220 В | 50 Гц) | К/Э/Л | Арабский | 220 В | 50 Гц | |||||
| Таити | С/Е | французский / английский | 220 В | 50 Гц / 60 Гц | 380 В | 50 Гц / 60 Гц | 3, 4 | ||
| Тайвань (220 В | 60 Гц) | А/Б | Мандарин | 110 В | 60 Гц | 220 В | 60 Гц | 4 | ||
| Таджикистан (220 В, 220/127 В, 127 В | 50 Гц) | К/Ф | Таджики | 220 В | 50 Гц | 380 В | 50 Гц | 3 | ||
| Танзания (Соединенная Республика) (230 В | 50 Гц) | Д/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Таиланд (220 В | 50 Гц) | А/Б/С/О | NFPA 780: NEC | Английский | США | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 |
| Того (230 В | 50 Гц) | С | НФК 15-100 (2002) | французский | Франция | 220 В | 50 Гц | 380 В | 50 Гц | 4 |
| Токелау | я | Токелау / английский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Тонга (240 В | 50 Гц) | я | Тонганский / английский | 240 В | 50 Гц | 415 В | 50 Гц | 3, 4 | ||
| Тринидад и Тобаго (230/115 В | 60 Гц) | А/Б | БС 7671 (2008) | Английский | Великобритания | 115 В | 60 Гц | 200 В | 60 Гц | 3, 4 |
| Тунис (230 В | 50 Гц) | С/Е | НФК 15-100 (2002) | французский / английский | Франция | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Турция (220 В | 50 Гц) | К/Ф | Турецкий / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Туркменистан (220 В, 220/127 В, 127 В | 50 Гц) | К/Ф | Туркменский | 220 В | 50 Гц | 380 В | 50 Гц | 3 | ||
| Острова Теркс и Кайкос | А/Б | Английский | 120 В | 60 Гц | 240 В | 60 Гц | 4 | ||
| Тувалу | я | тувалуец / английский | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] | ||
| Уганда (240 В | 50 Гц) | Г | БС 7671 (2008) | Английский | Великобритания | 240 В | 50 Гц | 415 В | 50 Гц | 4 |
| Украина (220 В | 50 Гц) | К/Ф | Украинский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Объединенные Арабские Эмираты (240 В | 50 Гц) | Г | арабский/английский/французский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Соединенное Королевство и Северная Ирландия | Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Соединенные Штаты Америки (120/240 В, 208/120 В | 60 Гц) | А/Б | NFPA 780: NEC | Английский | США | 120 В | 60 Гц | 120/208 В / 277/480 В / 120/240 В / 240 В / 480 В | 60 Гц | 3, 4 |
| Виргинские острова США | А/Б | Английский | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Уругвай (220 В | 50 Гц) | Х/Ф/Л | NFPA 780: NEC | Испанский | США | 220 В | 50 Гц | 380 В | 50 Гц | 3 |
| Узбекистан (220 В | 50 Гц) | К/Ф | узбекский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Вануату (220 В | 50 Гц) | я | Бислама / французский / английский | 230 В | 50 Гц | 400 В | 50 Гц | 3, 4 | ||
| Ватикан | Х/Ф/Л | СЕИ 64-8 (1998) | итальянский | Италия | 230 В | 50 Гц | [недоступно] | [недоступно] | [недоступно] |
| Венесуэла (120 В | 60 Гц) | А/Б | Испанский / кастильский | 120 В | 60 Гц | 120 В | 60 Гц | 3, 4 | ||
| Вьетнам (220 В | 50 Гц) | А/К/Д | вьетнамский | 220 В | 50 Гц | 380 В | 50 Гц | 4 | ||
| Виргинские острова (Британские) | А/Б | Английский | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Виргинские острова (США) | А/Б | Английский | 110 В | 60 Гц | 190 В | 60 Гц | 3, 4 | ||
| Уэльс | Г | Английский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Йемен (250 В | 50 Гц) | А/Д/Г | Арабский | 230 В | 50 Гц | 400 В | 50 Гц | 4 | ||
| Замбия (230 В | 50 Гц) | К/Д/Г | БС 7671 (2008) | Английский | Великобритания | 230 В | 50 Гц | 400 В | 50 Гц | 4 |
| Зимбабве (225 В | 50 Гц) | Д/Г | БС 7671 (2008) | Английский | Великобритания | 240 В | 50 Гц | 415 В | 50 Гц | 3, 4 |
Электроснабжение | Офис общественного адвоката штата Мэн
Текущие тарифы CEP — Что следует учитывать при выборе поставщика — Защита прав потребителей
Ищете информацию о продуктах из возобновляемых источников, таких как Community Solar или Maine Green Power ? Кликните сюда.
До 2000 года ваша электроэнергетическая компания не только производила электроэнергию, но и поставляла ее вам по своим столбам и проводам. В том же году изменение закона сохранило за регулируемой коммунальной компанией ответственность за поставку электроэнергии (передачу и распределение), но создало нерегулируемый конкурентный рынок генерации. В результате, бытовые и коммерческие потребители теперь могут покупать электроэнергию у лицензированных конкурентоспособных поставщиков электроэнергии (CEP). Те клиенты, которые решили не покупать электроэнергию, получают стандартное предложение услуг, ежегодно приобретаемое от их имени Комиссией по коммунальным предприятиям штата Мэн. Стандартная цена предложения меняется ежегодно 1 января.
Для получения дополнительной информации загрузите «Руководство по электроснабжению», издание «Конкурентное электроснабжение» — PDF
За последние несколько лет частные и мелкие коммерческие клиенты стали свидетелями увеличения конкурентоспособных розничных предложений от различных компаний. Мы предлагаем следующую информацию, чтобы помочь клиентам понять этот рынок и решить, как действовать дальше. На приведенной ниже диаграмме представлена репрезентативная выборка поставщиков медицинских услуг, работающих в штате Мэн. Полный список конкурентоспособных поставщиков можно найти на сайте Комиссии по коммунальным предприятиям штата Мэн.
Помните, что клиенты, не сделавшие выбора, продолжат получать услугу стандартного предложения .
В этой таблице перечислены конкурентные предложения для частных и малых коммерческих клиентов по состоянию на 1 сентября, 2022 , если не указано иное . Цены могут быть изменены без предварительного уведомления, поэтому мы настоятельно рекомендуем вам зайти на веб-сайт или позвонить в компанию для подтверждения перед регистрацией.
Продукты с более высоким процентом электроэнергии, вырабатываемой из возобновляемых источников, отмечены (xx%) после цены, показывающей процент возобновляемой энергии, включенной в продукт.
| Конкурентный поставщик электроэнергии | Тариф для клиентов CMP (¢/кВтч) | Ставка для клиентов Versant (Bangor Hydro) (¢/кВтч) | Срок с фиксированной ставкой | Плата за досрочное расторжение | Телефон |
|---|---|---|---|---|---|
| Стандартное предложение для жилых и малых коммерческих помещений (PUC) | 11.816 | 11.684 | 01.01.22 — 31.12.22 | н/д | н/д |
Амбит Энерджи | 26,25 | 26,25 | Зимние каникулы 12 | $0 | 877-282-6248 |
| 26,5 | 26,5 | Зимние каникулы 24 | |||
К.Н. Браун Электричество | 18,99 | 18,99 | 15 месяцев | 100 долларов | 207-739-6444 |
| 19,99 (100%) | 19,99 (100%) | 15 месяцев GreenChoice | |||
| 18,61 | 18,61 | 24 месяца | |||
| 19,61 (100%) | 19,61 (100%) | 24 месяца GreenChoice | |||
Major Energy | 17,79 | 17,49 | 12 месяцев | 100 долларов | 888-625-6760 |
Мега Энергия | 19,9 | 19,9 | 12 месяцев | 50 долларов | 855-810-6342 |
SmartEnergy | 24,90 | 24,90 | 6 месяцев | $0 | 800-443-4440 |
Думай об энергии Обновлено 01.12.21 | 16,1 | 16,2 | 12 месяцев | 45 долларов | 888-923-3633 |
| 15,7 | 15,7 | 18 месяцев | |||
| 15,5 | 15,5 | 24 месяца | |||
Энергия XOOM | 110 долларов на 12 мес. | 888-997-8979 | |||
| 16,99 | 15,99 | 24 месяца | |||
| 16,59 (50% зеленый) | 14,59 (50% зеленый) | Переменная |
Все эти организации подали заявку и получили лицензию MPUC на продажу электроэнергии. PUC следит за соблюдением CEP условий лицензии и других применимых законов штата, но CEP не регулируется так, как CMP, Versant и другие коммунальные предприятия.
Эта таблица содержит сводку условий, и предложения могут измениться в любое время; мы настоятельно рекомендуем вам проверить текущую цену и прочитать все условия, прежде чем подписываться на какую-либо услугу.
Вернуться к началу
На что следует обратить внимание при выборе поставщика
Если вы думаете о выборе конкурентоспособного поставщика электроэнергии (CEP) для удовлетворения ваших потребностей в электроэнергии, вот шесть вещей, которые вам необходимо знать, прежде чем принимать решение.
- Стандартная цена предложения. Получение электроэнергии от CEP сэкономит вам деньги только в том случае, если ее цена ниже стандартной цены предложения. Комиссия по коммунальным предприятиям штата Мэн выбирает лучшее предложение, представленное на конкурентном аукционе для компаний Central Maine Power и Emera Maine. Стандартная цена предложения меняется 1 января каждого года, при этом изменение обычно объявляется за шесть недель. В стандартном предложении нет контракта или платы за расторжение, и вы можете переключиться в любое время. Вы можете найти текущую цену стандартного предложения в таблице выше или на веб-сайте PUC.
- Цена, предлагаемая CEP. Это цена, которую вы сравните со стандартным предложением.
- Является ли цена фиксированной или переменной. Контракт с фиксированной ценой будет иметь одинаковую стоимость за кВтч на протяжении всего контракта. Если цена переменная, она может меняться каждый месяц. Хотя переменная ставка может обеспечить экономию сейчас, она может измениться на более высокую цену в последующие месяцы.
- Срок действия договора. Если цена фиксированная, узнайте, на какой срок, чтобы знать, продлится ли срок после следующего изменения цены стандартного предложения. Кроме того, спросите, когда закончится срок действия контракта, чтобы вы могли сделать пометку, чтобы просмотреть свои варианты до этой даты.
- Плата за расторжение. Некоторые CEP взимают плату, если вы переходите на стандартное предложение или другое CEP до истечения срока действия контракта. Перед переключением убедитесь, что вы знаете, есть ли у CEP одна из этих «плат за расторжение» и сколько они будут взимать.
- Ваши права. CEP находятся под надзором Комиссии по коммунальным предприятиям, и существуют правила для защиты потребителей. CEP должны предоставить вам свои «Условия обслуживания», прежде чем вы сможете стать их клиентом, и вы можете передумать в течение 5 дней после регистрации. CEP также должны уведомить вас об автоматическом продлении или о переводе вас на переменную цену в конце фиксированного срока. Всегда просите CEP подтвердить, будут ли они связываться с вами по почте или электронной почте. Вы несете ответственность за то, чтобы CEP располагал вашей текущей и актуальной контактной информацией.
Вернуться к началу
Защита прав потребителей
Как указано, в законодательстве штата (раздел 35-A MRSA § 3203) и в правилах Комиссии (гл. 305) предусмотрены положения о защите прав потребителей. К ним относятся следующие:
- CEP не может прекратить предоставление услуг без уведомления минимум за 30 дней.
- CEP должен предоставлять услуги не менее 30 дней.
- CEP должен иметь подтверждение положительного выбора клиента для получения обслуживания в компании (никаких «захлопываний»).
- У клиента есть пять дней, чтобы отменить свой первоначальный выбор услуги CEP.
- CEP не может использовать недобросовестную или вводящую в заблуждение деловую практику.
- CEP не может раскрывать личную информацию о клиенте кому бы то ни было, за исключением случаев, когда это разрешено законом или с согласия клиента.
- Клиент может подать жалобу в Комиссию, если CEP использовал методы «захлопывания» для привлечения клиентов.
- Если CEP отказывается от клиента или если клиент хочет отказаться от него и не делает другого выбора, клиент автоматически возвращается к стандартной службе предложения.
- CEP должен уведомить клиента два раза за 30–60 дней до продления контракта.
Правоприменительный орган Комиссии
Хотя PUC штата Мэн не может регулировать цены на электроэнергию, предлагаемую конкурентными поставщиками, он имеет право расследовать вопросы, связанные с услугами, предлагаемыми CEP. В зависимости от оскорбительных действий CEP Комиссия может отозвать лицензию CEP, издать приказы о прекращении и воздержании, распорядиться о реституции и наложить административные штрафы.
Звоните на горячую линию помощи потребителям MPUC по телефону 1-800-452-4699 с понедельника по пятницу с 9:00 до 16:00. если у вас есть проблемы с CEP.
Комиссия по коммунальным предприятиям штата Мэн
Отдел помощи потребителям
18 Странство State House Station
Augusta, ME 04333-0018
Электрические коды, Стандарты, рекомендуемые практики и правила
SciedRectErectРегистрация
4
.
Книга • 2010Авторы:
Роберт Дж. Алонзо
Экспертиза соответствующих соображений безопасности
Книга • 2010
Стрелки.
Авторы:
Роберт Дж. Алонзо
Просмотрите эту книгу
Arrow DownПо содержаниюОписание книги
Электротехнические нормы, стандарты, рекомендуемые практики и правила могут быть сложными предметами, но они необходимы как для проектирования электроустановок, так и для обеспечения безопасности жизнедеятельности. вопросы.Эта книга демистифицирует … прочитать полное описание
Поиск в этой книге
Просмотр контента
Содержание
Действия для выбранных глав
Выберите All / Deselect All
Select Front Matter
Полный текстовый доступ
Copyright
4444444444444444444444444444444444444444444444448. БлагодарностиВыберите ГЛАВА 1 — Кто, что, где, когда, почему и как?
Глава книгиТолько реферат
ГЛАВА 1 — Кто, что, где, когда, почему и как?
Страницы 1-54
Отбор Глава 2 — Американский против глобального
Глава. )
Глава книгиТолько реферат
Глава 3 — Орган, имеющий юрисдикцию (AHJ)
Страницы 79-99
Выберите ГЛАВА 4 — Национально признанные испытательные лаборатории (NRTL)
Книга Глава Abstract только
Глава 4 — Национально признанные лаборатории тестирования (NRTLS)
Страницы 101-107
ГЛАВА 5 — Общие нити
Глава книги. 141
Выберите ГЛАВУ 6 — CFR 1910 в сравнении с CFR 1926
Глава книгиТолько реферат
ГЛАВА 6 — CFR 1910 в сравнении с CFR 1926
Страницы 143-181
40076
Выбор Глава 7 — Разработка Electrical Safe Work Practices
Книга Глава.
ГЛАВА 8 — Двигатели, генераторы и средства управления
Страницы 213-255
Выберите ГЛАВА 9 — Проектирование опасных зон (классифицированных) и безопасные методы работы
Глава книгиТолько реферат
ГЛАВА 9 — Проектирование электроопасных (классифицированных) зон и методы безопасной работы
Страницы 257-303
Выберите ГЛАВА 10 — Провода, кабели и кабельные каналы
105 — Wire, Cable, and RacewayСтраницы 305-374
Выберите ГЛАВА 11 — Трансформаторы, конденсаторы и дроссели
Глава книгиТолько реферат
ГЛАВА 11 — Трансформаторы, конденсаторы и реакторы
Страницы 375-403
Выбор Глава 12 — Системы электропередачи и распределения электрических передач
Глава книги. Продукты, требующие одобрения NRTL
Глава книги Нет доступа
ПРИЛОЖЕНИЕ A. Типы продуктов, требующих одобрения NRTL
Страницы 469-470
Выберите ПРИЛОЖЕНИЕ B.