Условные изображения и обозначения швов сварных соединений
Согласно Единой системе конструкторской документации (ЕСКД), изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2.312–72 «Условные изображения и обозначения швов сварных соединений». Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией (рис. 131), а невидимый – штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой.
Рис. 131. Изображение сварных швов на чертежах
Характеристика шва проставляется над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 132.
Рис. 132. Структура условных обозначений сварных швов
Следующими стандартами, в зависимости от толщины металла, устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения: ГОСТ 8713–79 «Сварка под флюсом. Соединения сварные»; ГОСТ 5264–80 «Ручная дуговая сварка. Соединения сварные»; ГОСТ 14771–76 «Дуговая сварка в защитном газе. Соединения сварные»; ГОСТ 15164–78 «Электрошлаковая сварка. Соединения сварные».
Для обозначения сварных швов используют также вспомогательные знаки (табл. I).
Таблица I
Вспомогательные знаки для условного обозначения сварных швов
Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П – механизированная дуговая сварка, А – автоматическая дуговая, У – дуговая в углекислом газе и др.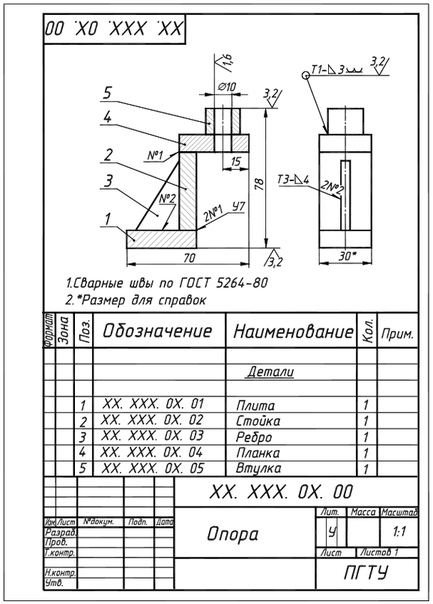
Рис. 133. Обозначение повторяющихся сварных швов на чертеже:
а – с выносом одного из них на чертеже; б – со сводом всех сварных швов в таблицу
Таблица II
Примеры условного обозначения сварных швов
06.04.20 943 ПСР Практическая работа «ИЗУЧЕНИЕ НОРМАТИВНОЙ ДОКУМЕНТАЦИИ, РЕГЛАМЕНТИРУЮЩЕЙ ОБОЗНАЧЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ»
Ознакомьтесь с теоретическими сведениями и правилами чтения сборочного чертежа. Заполните таблицу в п. 3. Оформить работу в тетради и прислать фотоотчет (Работу оформляем четким разборчивым подчерком).
В состав отчета входит:
Дата, Тема, Цели.
Ход работы:
Основные понятия. (Записываем только выделенное жирным. Все остальное у вас есть в лекциях.)
Заполним таблицу. Таблицу заполняем по вариантам. С 1 по 13 по списку – Вариант 1, с 14 по 25 – Вариант 2.
Вывод:
ЛПЗ № 24: ИЗУЧЕНИЕ НОРМАТИВНОЙ ДОКУМЕНТАЦИИ, РЕГЛАМЕНТИРУЮЩЕЙ ОБОЗНАЧЕНИЕ ШВОВ
СВАРНЫХ СОЕДИНЕНИЙ.
ЦЕЛИ:
Систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах. Научиться читать изображения сварных соединений и швов на чертежах.
ХОД РАБОТЫ:
Основные понятия.
Согласно Единой системе конструкторской документации, изображения и обозначения швов сварных соединений в конструкторских документах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Обозначение сварки выполняется наклонной линией с односторонней стрелкой, а характеристика шва, способ сварки и прочее указывается над или под горизонтальной полкой, которая смыкается с наклонной линией. Односторонняя стрелка указывает место шва.
Условное изображение видимого шва: независимо от способа сварки видимый шов сварного соединения условно изображают сплошной основной линией.
Невидимого шва: независимо от способа сварки невидимый шов сварного соединения условно изображают штриховой линией.
Одиночной сварной точки: видимую одиночную сварную точку условно изображают знаком «+», который выполняют сплошными линиями. Невидимые одиночные точки не изображают.
Сечения многопроходного шва: при изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их обозначают прописными буквами русского алфавита.
Нестандартного шва: для нестандартного шва указывают размеры конструктивных элементов, необходимых для его выполнения (рис. 5). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
Для обозначения сварных швов используют также вспомогательные знаки. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Примечание:
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения шва
ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений» устанавливает ряд требований и обозначений стандартных и нестандартных швов и одиночных сварных точек. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва.
Конструктивные элементы сварных соединений и размеры швов для различных видов сварки регламентированы соответствующими стандартами:
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»;
ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно-никелевого сплава»;
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»;
ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».
Соединения сварные по острыми и тупыми углами».
Этими стандартами в зависимости от толщины металла устанавливаются формы поперечного сечения сварного шва и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают буквенно-цифровые обозначения.
Буквенная часть указывает на вид сварного соединения:
Цифры отражают порядковый номер типа шва в конкретном стандарте.
Также используют условные обозначения основных способов сварки:
Р – ручная дуговая сварка;
ЭЛ – электронно-лучевая сварка;
Ф – дуговая сварка под слоем флюса;
ПЛ – плазменная и микроплазменная сварка;
УП – сварка в активном газе плавящимся электродом;
И – сварка в инертных газах;
ИП – сварка в инертном газе плавящимся электродом;
ИН – сварка в инертном газе неплавящимся электродом;
Г – газовая сварка;
Ш – электрошлаковая сварка.
Условное обозначение видимых и невидимых швов: над полкой — видимый; под покой — невидимый.
Рис. 1 Условное обозначение сварного шва
Согласно изображению:
№1 — Обозначение стандарта на типы и конструктивные элементы швов сварных
соединений.
№2 — Буквенно-цифровое обозначение сварного соединения по ГОСТ.
№3 — Способ сварки по ГОСТ.
№4 — Знак и размер катета.
№5 — Знак углового шва с указанием длины участка.
№6— Вспомогательный знак.
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования: основные и вспомогательные знаки указываются сплошными тонкими линиями; знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Таблица 1 — Вспомогательные знаки
Знак, проставляемый перед размером катета. | |
Одно сторонний прерывистый шов или двухсторонний с цепным расположением проваренных участков. Угол наклона 30о. | |
двухсторонний прерывистый шов с шахматным расположением проваренных участков. | |
Шов по незамкнутой линии. Знак применяют если расположение шва не ясно из чертежа | |
Шов по замкнутой линии. Диаметр знака 3…5 мм. | |
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения. | |
Усилия шва снять. | |
Наплывы и неровности обработать. | |
Шероховатость поверхности шва после механической обработки. |
Примеры условных обозначений сварных швов приведены на рис. 1 и 2.
Рис. 1 Шов выполнен при монтаже( ) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием ( ), шероховатость обработанной поверхности с лицевой стороны , с обратной стороны мкм.
Рис. 2 Шов выполнен по замкнутой кольцевой линии (О), сварка в защитном газе по ГОСТ 14771-76, соединение тавровое двустороннее без разделки кромок (ТЗ), в углекислом газе плавящимся электродом (УП), катет шва 6мм ( 6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
Расшифровать и заполнить таблицу. С 1-5 вариант 1, с 6-10 вариант 2.
№ п/п | Условное обозначение шва на чертеже | Характеристика шва |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 |
ВЫВОД:
4
Сварные соединения — презентация онлайн
1. Сварные соединения
Сварное соединение – совокупность деталей, соединенныхмежду собой с помощью сварки.
Сварной шов – затвердевший после расплавления металл,
соединяющий свариваемые детали.
Швы сварных соединений классифицируются:
а) по виду сварных соединений;
б) по форме поперечного сечения кромок свариваемых деталей;
в) по характеру выполнения шва.
Стыковое — С
Угловое — У
Тавровое — Т
Нахлесточное — Н
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С двумя несимметричными скосами кромки
С криволинейным скосом кромки
С двумя симметричными криволинейными
скосами кромки
• Характер выполнения швов:
• односторонний
двусторонний
• Различают швы:
непрерывные и прерывистые, при которых сварка
выполняется отдельными участками.
В двусторонних прерывистых швах провариваемые
участки могут быть расположены в цепном или
шахматном порядке.
6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
• Устанавливает условные изображения иобозначения швов сварных соединений в
конструкторских документах изделий всех
отраслей промышленности
7. 1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа сварки,условно изображают:
видимый – сплошной основной линией;
невидимый – штриховой линией.
Видимую одиночную сварную точку, независимо от способа
сварки, условно изображают знаком «+» (5 … 10 мм), который
выполняют сплошными линиями. Невидимые одиночные
точки не изображают.
От изображения шва или одиночной точки проводят линиювыноску, заканчивающуюся односторонней стрелкой. Линиювыноску предпочтительно проводить от изображения
видимого шва.
8. Нанести линию-выноску для сварного шва и одиночной сварной точки
9. 2. Условные обозначения швов сварных соединений
• 2.1. Вспомогательные знаки для обозначения сварных швов:• Усиление шва снять
• Наплывы и неровности шва обработать с плавным переходом к
основному металлу
• Шов выполняется при монтаже изделия
• Шов прерывистый или точечный с цепным расположением
• Шов прерывистый или точечный с шахматным расположением
• Шов по замкнутой линии
• Шов по незамкнутой линии
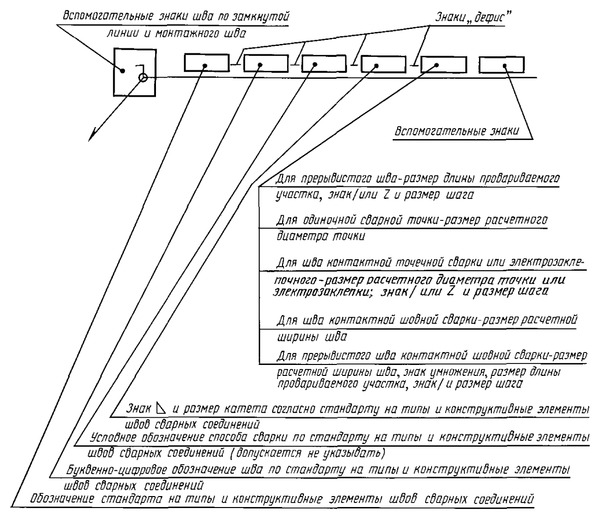
• 2.2. Структура условного обозначения стандартного шва
или одиночной сварной точки приведены на схеме:
• Поле 1 – вспомогательные знаки шва по замкнутой линии и
монтажного шва;
• Поле 2 – обозначение стандарта на типы и конструктивные
элементы швов сварных соединений;
• Поле 3 – буквенно-цифровое обозначение шва по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 4 – условное обозначение способа сварки по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 5 – знак и размер катета согласно стандарту на типы и
конструктивные элементы швов сварных соединений;
• Поле 6 – для прерывистого шва – размер длины провариваемого
участка, знак / или Z и размер шага;
• Поле 7 – вспомогательные знаки.
• Знак
выполняют сплошными тонкими линиями.
• Высота знака = высоте цифр обозначения.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва
с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения
шва с обратной стороны.
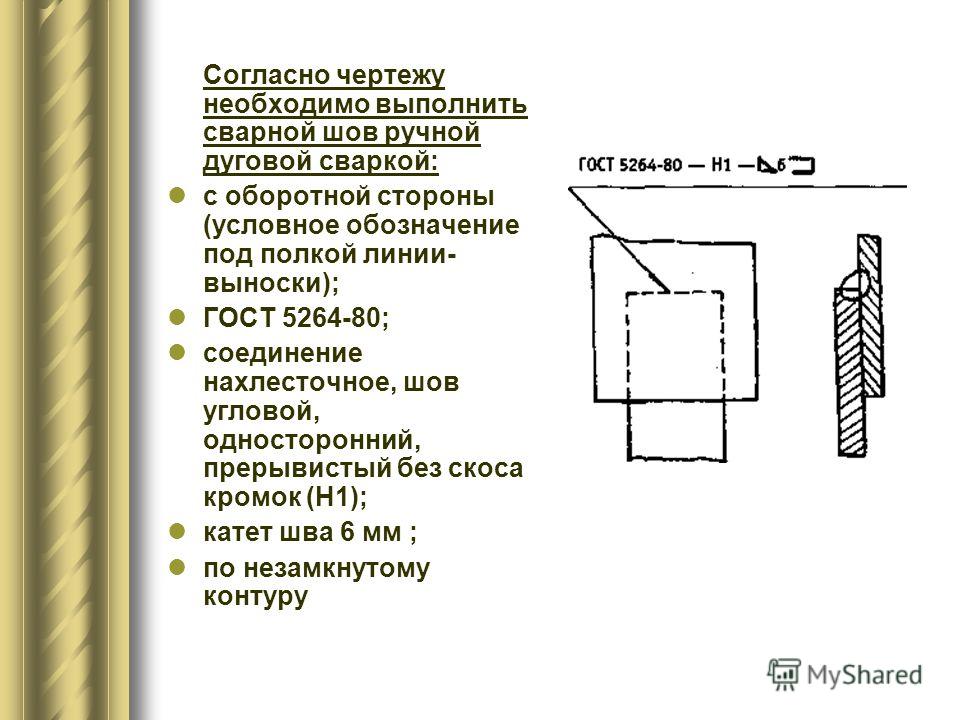
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1-
С лицевой стороны
5
С оборотной стороны
• 2.8. При наличии на чертеже одинаковых швов обозначение
наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии выноски с полками.
• Всем одинаковым швам присваивают один порядковый №,
который наносят:
• а) на линии-выноске, имеющей полку с нанесенным
обозначением шва;
• б) на полке линии-выноски, проведенной от изображения шва,
не имеющего обозначения, с лицевой стороны;
• в) под полкой линии-выноски, проведенной от изображения
шва, не имеющего обозначения, с оборотной стороны.
15. Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
16. 3. Упрощения обозначений швов сварных соединений
• 3.1. При наличии на чертеже швов, выполненных по одномуи тому же стандарту, обозначение стандарта указывают в
тех. требованиях чертежа или таблице.
• 3.2. Допускается не присваивать порядковый номер
одинаковым швам, если все швы на чертеже одинаковы и
изображены с одной стороны. При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок.
• 3.3. На чертеже симметричного изделия, при наличии на
изображении оси симметрии, допускается отмечать
линиями-выносками и обозначать швы только на одной из
симметричных частей изображения.
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой по ГОСТ 5264-80:
— шов таврового соединения, выполненный при монтаже
изделия;
— шов углового соединения, наплывы и неровности шва
обработать с плавным переходом к основному металлу.

Подготовку кромок и катеты швов подобрать по таблице
27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
28. 2. Соединения паяные и клееные
• 2.1. В соединениях, получаемых пайкой и склеиванием,место соединения элементов следует изображать
сплошной линией толщиной 2s.
• 2.2. Для обозначения паяного и клееного соединения
следует применять условный знак, который наносят на
линии-выноске сплошной основной линией:
• для пайки
• для склеивания
• 2.3. Швы, выполняемые по замкнутой линии, следует
обозначать окружностью диаметром 3 … 5 мм,
выполненной тонкой линией.
• 2.6. Обозначение припоя или клея по соответствующему
стандарту или техническим условиям следует проводить в
технических требованиях чертежа записью по типу:
«ПОС 40 ГОСТ ….» или «Клей БФ-2 ГОСТ ….».
• При необходимости в том же пункте технических
требований следует приводить требования к качеству шва.
Ссылку на номер пункта следует помещать на полке
линии-выноски, проведенной от изображения шва.
• 2.7. При выполнении швов припоями или клеями
различных марок всем швам, выполняемым одним и тем
же материалом, следует присваивать один порядковый
номер, который следует наносить на линии выноске.
• При этом в технических требованиях материал следует
указывать записью по типу: «ПОС 4 ГОСТ …. (№1), ПМЦ
36 ГОСТ …. (№2), клей БФ-2 ГОСТ …. (№3)».
Сварочные символы — Основы
Как и другие аспекты черчения, для сварки существует набор символов, упрощающих общение между проектировщиком и строителем (то есть сварщиком).
Этот язык может сначала показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
Эти рисунки представляют собой основную структуру каждого проекта спецификации для выполняемого сварного шва.
Стрела
Символ сварки имеет стрелку, которая указывает на место на чертеже, где требуется сварка.
Стрелка прикреплена к линии выноски, которая пересекается с горизонтальной справочной линией.
Наконец, на противоположном конце контрольной линии есть хвост, который разветвляется в двух направлениях. Хвост не обязателен и нужен только для особых инструкций.
Символ сварного шва
В середине контрольной линии вы увидите геометрическую фигуру или две параллельные линии, указывающие, какой тип сварного шва следует выполнять на металле.
Это называется символом сварки (не путать с общим символом сварки).
Три обозначения сварных швов, которые вы видите на рисунках выше, обозначают квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. Это размещение важно.
Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения.
Например, на следующем чертеже угловой сварной шов указан со стороны стрелки.На втором изображении вы можете увидеть фактический сварной шов.
Теперь, если символ сварного шва появляется поверх контрольной линии, то сварной шов следует выполнять на противоположной стороне стыка, на которую указывает стрелка. Вот как это будет выглядеть:
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.
Были разработаны многочисленные символы сварных швов, чтобы обозначить все различные типы сварных швов, используемых в данной отрасли, а также любые соединения, которые необходимо разрезать или скосить во время подгонки.Вот наиболее распространенные из них:
Размеры и углы
Само собой разумеется, что числа также являются важной частью спецификации сварки. Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.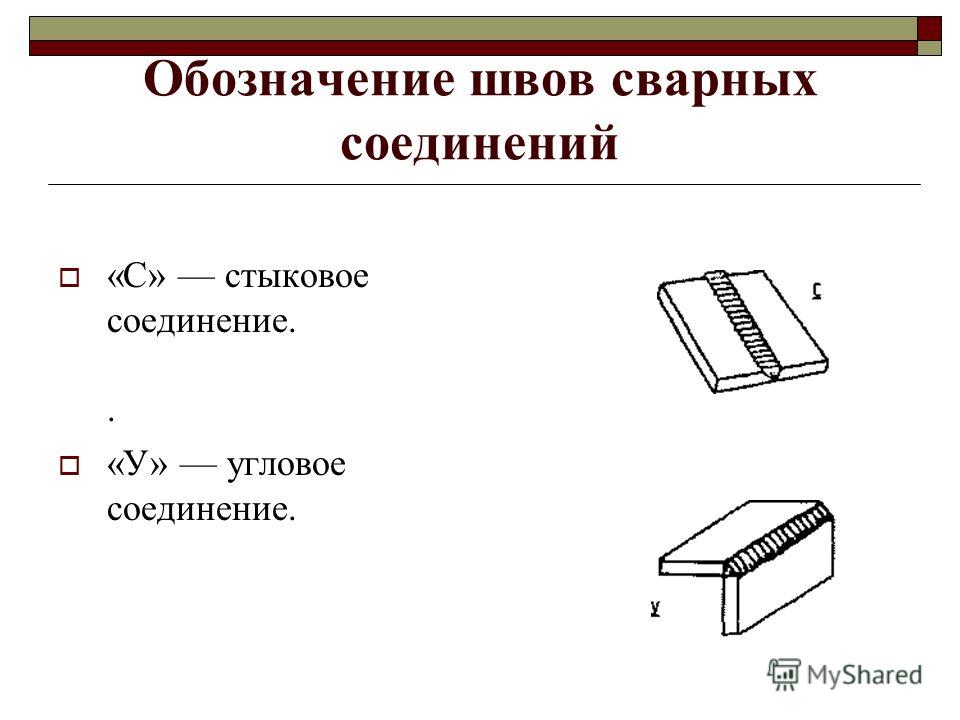
В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа.
(Как объясняется в Анатомия сварного шва , ширина сварного шва — это расстояние от одной ветви сварного шва до другой.)
Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения или там, где есть резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно же, относятся к стыку со стороны стрелки, тогда как размеры, указанные выше, относятся к стыку с другой стороны.На изображении выше сварные швы обозначены с обеих сторон стыка.
Иногда указывается серия отдельных сварных швов, а не один длинный шов. Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем условном обозначении и на чертеже указаны 3-дюймовые прерывистые угловые швы:
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга.Это означает, что сварные швы должны располагаться в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва может также указывать угол, отверстие в корне или размер поверхности основания. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
Здесь размер сварного шва с разделкой кромок указан внутри символа.
Первый — 1/8, что соответствует корневому отверстию 1/8 дюйма.
Большее число под ним означает 45 градусов, что представляет собой угол между пластинами.
«Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос на каждой пластине составляет 22 1/2, что составляет 45 градусов.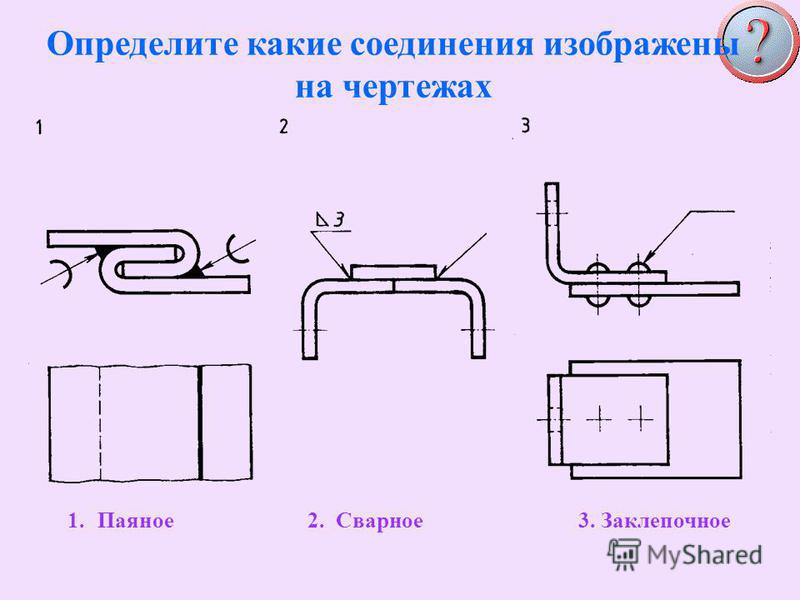
Другие символы и множественные справочные линии
Переходя к другой части общего символа сварки, на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
Флагшток указывает на сварку в полевых условиях, которая просто указывает сварщику выполнять работу на месте, а не в цехе.
Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и трубопроводах, некруглый структурный компонент (как показано справа вверху) может также нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым. (Если вы видите прямую линию, значит, это плоский сварной шов — т.е.е. заподлицо.)
Как показано в правом верхнем углу, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Ленту или стержень необходимо приварить к тыльной стороне стыка перед выполнением шва с разделкой кромок.
Поддерживающую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим сварным швом». Это не то же самое, что использовать подкладочную ленту.
Обратный сварной шов — это второй сварной шов, который создается на обратной стороне соединения после завершения первичного шва с разделкой кромок.
И наоборот, подкладочный шов — это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента).
Несущая полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва.
Каждый из этих трех вариантов проиллюстрирован ниже с использованием как хвоста, так и символа сварного шва, чтобы сообщить, что должно произойти.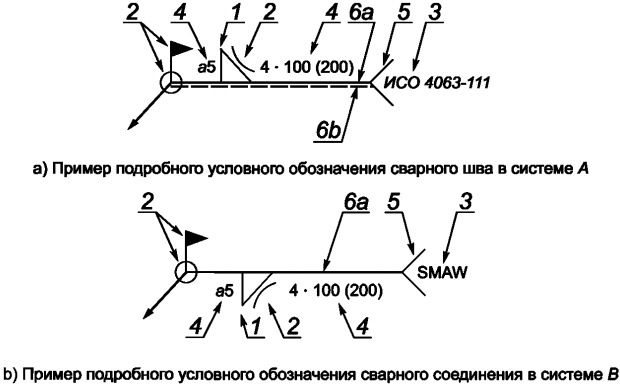
Как видите, разница между задним и задним швами заключается только в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем условном обозначении указаны размеры и тип стали (А-38) для подкладной ленты.
Если сварка состоит из множества этапов, вы иногда можете увидеть несколько контрольных линий на символе сварки, как показано ниже:
Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории. Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = Особые инструкции
Как вы только что видели в случае несущей полосы, раздвоенный конец символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, указанных на контрольной линии.
Например, инженер или проектировщик может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс. Или здесь может быть другая информация:
Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Спецификации более сложной сварки
Освоив основы, вы будете готовы усвоить множество других деталей, представленных на чертежах и чертежах. Среди самых распространенных:
- Инструкции по чистовой обработке и контурной обработке
- Характеристики зенковки и фаски
- Шлифовальная или другая механическая обработка
- Инструкции по точечной или электродуговой сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Возможно, вам придется обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.
Для дальнейшего изучения сварочных обозначений перейдите по ссылкам в блоке ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
Далее: Дефекты сварного шва
Ресурсы / документыУчебное пособие: символы сварки TheRangerStation.com
Сварочные символы Введение
WeldingTipsandTricks.com
(PDF) AWS
Сварочные символы: полезная система или неразборчивые иероглифы? Билл Грин
Joint Efficiency — Проектирование сосудов под давлением
Эффективность соединения — это фактор, необходимый во всех расчетах головки и оболочки, который учитывает, насколько близко готовое сварное соединение приближается к качеству бесшовного основного материала.Без дальнейшего осмотра предполагается, что сварное соединение слабее, чем материал вокруг него, из-за потенциальных дефектов, таких как пористость, шлаковые включения и другие. Толщина оболочки и, следовательно, количество сварных швов увеличиваются, чтобы учесть это снижение прочности. Сварщики, соблюдающие нормативные требования, после квалифицированной процедуры сварки проходят испытания для сварки готового соединения, которое сохраняет 100% прочности основного материала, но без дополнительных испытаний допустимая прочность производственного соединения снижается до 70%.
Для некоторых проектных условий, таких как летальная служба, Кодекс требует, чтобы проектировщик указывал полную рентгенографию.Однако, когда это не требуется, проектировщик может указать дополнительное рентгенографическое обследование, чтобы повысить эффективность соединения и уменьшить требуемую толщину кожухов и головок. Разработчик сопоставляет затраты на материалы и сварку с затратами на инспекцию, чтобы определить, какой вариант лучше всего подходит для данного приложения.
На рисунках ниже показаны значения эффективности соединений ASME VIII-1, основанные на соединениях типа 1 (стыковые соединения, полностью сваренные с обеих сторон или эквивалентные), и степени радиографического исследования.Информация генерируется с использованием логических схем и образцов радиографии из Части 7 PTB-4-2013 ASME Раздел VIII — Раздел 1 Пример руководства по проблеме — номера примеров PTB-4 от ‘E7.1’ до ‘E7.4’ указаны там, где применимый.
| Без рентгенографии | |
| ASME PTB-4 Арт. №: Нет | |
| E = 0,70 | |
| E = 0,85 | |
Рисунок 1 .Пробоотборник, иллюстрирующий расположение суставов и эффективность для без рентгенографии
Визуальный осмотр без рентгенографии — самый простой вариант осмотра. Все соединения оболочки (A и B) имеют КПД 0,70.
Эффективность бесшовной головки снижена с 1,00 до 0,85, поскольку кольцевой шов оболочки, который она пересекает, не проверяется в соответствии с правилом UW-12 (d). Это показано на рисунке как «воображаемый» шов H.
| РТ-4 Вариант 1 | |
| ASME PTB-4 Арт.№: Нет | |
| E = 0,85 | |
| E = 0,70 | |
| E = 0,85 | |
Рисунок 2 . Образец сосуда, иллюстрирующий места стыков для RT-4, который повысит эффективность соединения длинных швов оболочки.
Поскольку окружное напряжение определяет конструкцию цилиндрической оболочки, точечная рентгенография длинных швов — самый простой способ повысить эффективность соединения и, таким образом, уменьшить толщину оболочки.
Если указано, для точечной радиографии требуется одно обследование на каждые 50 футов сварного шва одного и того же типа при условии, что представлена работа каждого сварщика. Одно пятно может покрыть все соединения типа 1 в этом судне, если их общая длина составляет менее 50 футов. Это увеличивает эффективность длинного шва с 0,70 до 0,85 и уменьшает толщину цилиндрической оболочки с минимальными затратами.
Одно пятно может покрыть все соединения типа 1 в этом судне, если их общая длина составляет менее 50 футов. Это увеличивает эффективность длинного шва с 0,70 до 0,85 и уменьшает толщину цилиндрической оболочки с минимальными затратами.
Эффективность воображаемого сустава головки остается на уровне 0,85 из-за UW-12 (d).
| РТ-3 | |
| ASME PTB-4 Арт.№: E7.3 | |
| E = 0,85 | |
| E = 0,85 | |
Рисунок 3 . Пробоотборник с изображением мест стыков для RT-3, который даст те же результаты, что и вариант RT-4 1.
RT-3 увеличивает требования к инспекции для точечной радиографии как на длинных, так и на кольцевых швах сосуда. Точечная рентгенография окружных швов не представляет никакой дополнительной ценности, поскольку эффективность длинных швов определяет конструкцию, а RT-4 Вариант 1 уже повысил эффективность длинных швов до 0.85.
Эффективность воображаемого сустава головки остается на уровне 0,85 из-за UW-12 (d).
| РТ-2 | |
| ASME PTB-4 Арт. №: E7.2 | |
| E = 1,00 | |
| E = 0,70 | |
| E = 1,00 | |
Рисунок 4 . Пробоотборный сосуд, иллюстрирующий места стыков для RT-2, который повысит эффективность длинного шва корпуса и головного соединения по сравнению с RT-4 Вариант 1 и RT-3.
RT-2 часто используется для уменьшения толщины бесшовной головки без полусферы за счет повышения эффективности соединения головки — все длинные швы должны быть полностью исследованы, чтобы воспользоваться этой возможностью.
Впервые соблюдается правило UW-12 (d) и эффективность длинного шва оболочки и воображаемого головного шва составляет 1,00.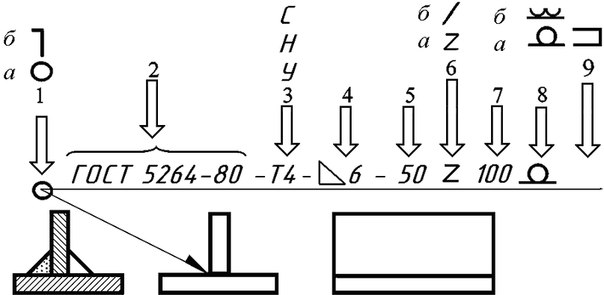
| РТ-4 Вариант 2 | |
| ASME PTB-4 Арт. №: E7.4 | |
| E = 1,00 | |
| E = 0.85 | |
| E = 1,00 | |
Рисунок 5 . Пробоотборник с изображением мест стыков для RT-4 Вариант 2, который повысит эффективность соединения кольцевого шва корпуса по сравнению с RT-2.
RT-4 Вариант 2 аналогичен RT-2, но использует дополнительную точечную рентгенографию для повышения эффективности соединения корпуса по окружности. Этот вариант стоит дороже, чем RT-2, и дает такую же толщину деталей — кольцевые швы не влияют на конструкцию цилиндрических оболочек.
Снова соблюдается правило UW-12 (d), и эффективность длинного шва оболочки и воображаемого головного шва составляет 1,00.
| РТ-1 | |
| ASME PTB-4 Арт. №: E7.1 | |
| E = 1,00 | |
| E = 1,00 | |
Рисунок 6 . Образец сосуда, иллюстрирующий полную рентгенографию всех швов.
Как показано, RT-1 требует, чтобы все швы были исследованы на полную длину, и дает E = 1.00 для всех стыков. Осмотр РТ-1 требуется для летальной службы.
Таблица 1 . Резюме эффективности соединений для соединений типа 1 на оболочках и бесшовных головках.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.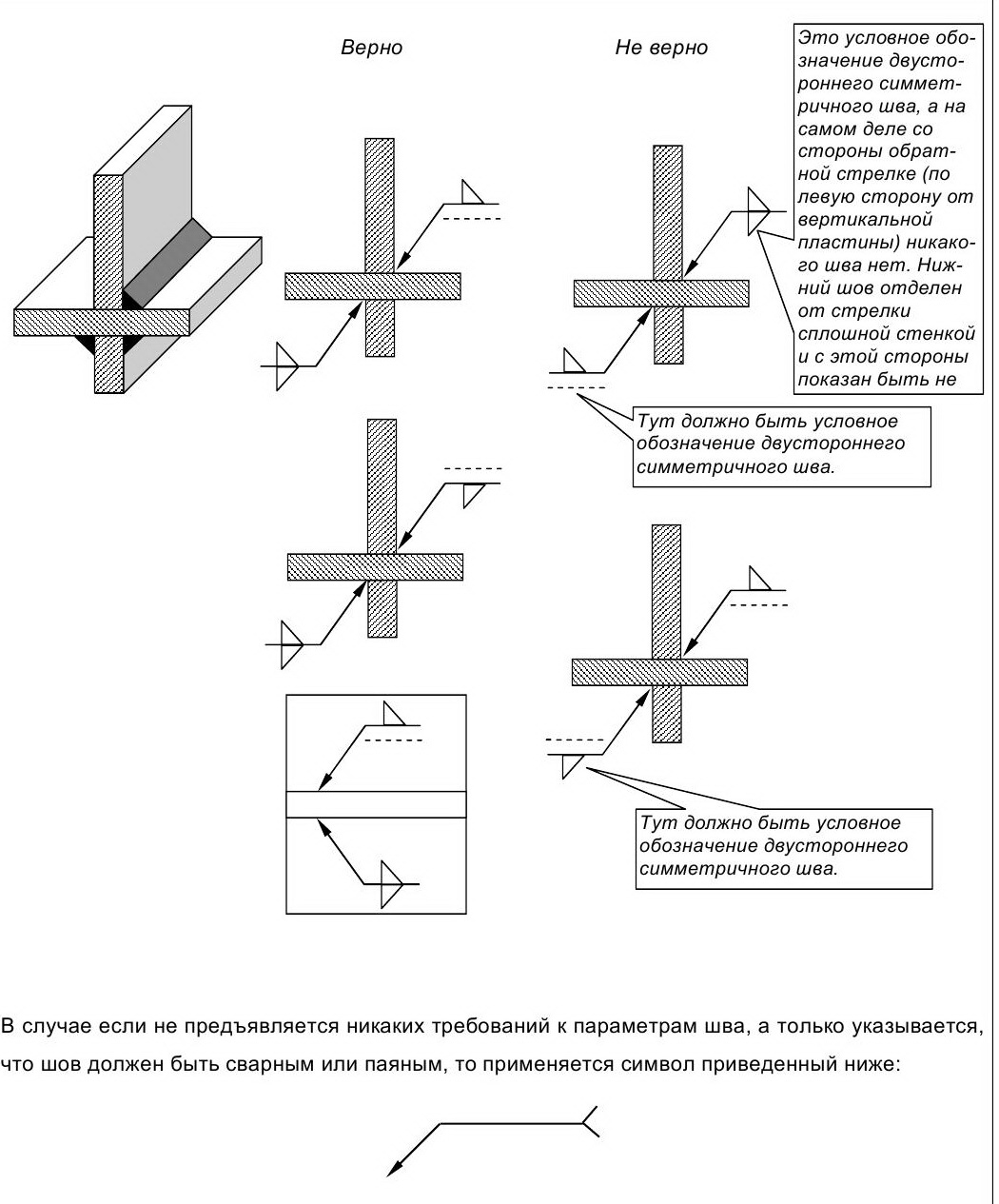 COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Символы сварных швов на чертеже — освежите свои знания
Восемь элементов , которые могут появиться в обозначении сварки: — контрольная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, отделка символы, хвост и спецификация и процесс или другая ссылка . Давайте обсудим по порядку.
Давайте обсудим по порядку.
Справочная строка: Это основа символа сварки. Все остальные элементы ориентированы относительно этой линии. Стрела прикрепляется к одному концу, а хвостик, если необходимо, прикрепляется к другому.
Стрелка: Это соединяет контрольную линию с одной стороной соединения в случае символов сварки с пазом, угловым соединением, фланцем, а также с оплавлением или осадкой. Эта сторона соединения известна как сторона соединения, указанная стрелкой. Противоположная сторона называется другой стороной соединения.В случае обозначений заглушки, паза, выступа и сварного шва стрелка соединяет контрольную линию с внешней поверхностью одного из элементов соединения на центральной линии сварного шва. В этом случае элемент, на который указывает стрелка, является лонжероном со стрелкой: другой элемент является другим лонжероном. В случае обозначений сварных швов со скосом и J-образной канавкой двунаправленная стрелка, указывающая на элемент, указывает, что элемент должен быть скошен.
Основные символы сварки: Обозначают тип выполняемой сварки.Основные символы, которые показаны в таблице Основные символы сварных швов, размещаются примерно в центре контрольной линии, либо над, либо под ней, либо с обеих сторон от нее, как показано на рисунке выше. Сварные швы со стороны соединения, указанной стрелкой, показаны путем размещения символов сварных швов сбоку от контрольной линии по направлению к считывающему устройству (нижняя сторона). Сварные швы на другой стороне соединения показаны путем размещения символов сварных швов на стороне контрольной линии, удаленной от считывающего устройства
(верхняя сторона).
Дополнительные символы: Они передают дополнительную информацию, касающуюся протяженности сварки, места проведения сварки и контура сварного шва.Символы «сварка по периметру» и «поле» помещаются в конце контрольной линии у основания стрелки, как показано на первом рисунке и в таблице «Дополнительные символы сварных швов».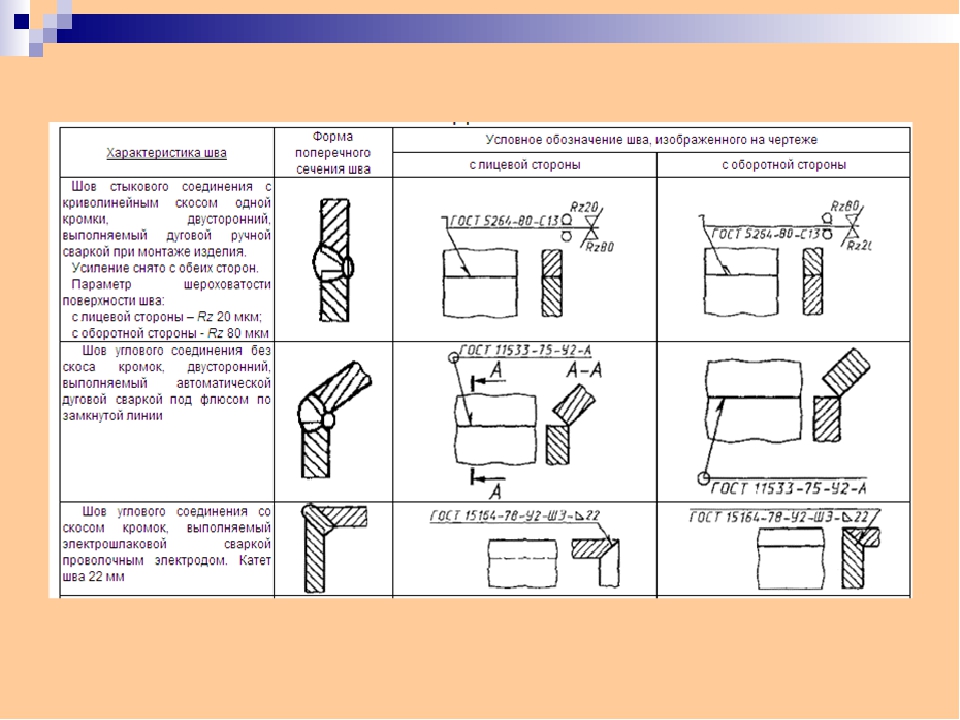
Размеры: Сюда входят размер, длина, расстояние и т. Д. Сварного шва или сварных швов. Размер сварного шва указывается слева от основного символа сварного шва, а длина — справа. Если после длины следует тире и другое число, это число указывает расстояние между центрами прерывистых сварных швов.Другая важная информация, такая как углы канавок, угол зенковки для электрозаклепки и обозначение количества точечных или выступающих сварных швов, также расположена выше или ниже символа сварного шва. Число, обозначающее количество точечных или выступающих сварных швов, всегда заключено в круглые скобки.
Обозначения контура и отделки: Обозначение контура помещается над или под обозначением сварного шва. Символ отделки всегда появляется над или под символом контура. Следующие символы отделки обозначают метод, а не степень отделки: C — выкрашивание; G — измельчение; М — механическая обработка; R — прокатка; и H — удары молотком.
Хвост: Хвост, который появляется на конце контрольной линии напротив конца стрелки, используется, когда в символе сварки делается ссылка на спецификацию, процесс или другую ссылку. Если с символом сварки не используются спецификации, процесс или другие ссылки, хвост может быть опущен.
Этикетки: ANSI, AWS, чертежи, технические стандарты и коды, особенности, проектирование машин
Основные символы сварки
Последнее обновление Январь 2021 г.
Введение
Хотите вывести свое сварочное мастерство на новый уровень? Если вы больше, чем просто любитель-сварщик, и хотите узнать больше о сварке и ее различных символах, тогда ура! Вы не могли найти лучшего места.Разбираться в чертежах сварных швов всегда непросто, даже самые опытные сварщики любят время от времени обновлять свои воспоминания, чтобы их не застали врасплох.
Если вы подумываете о карьере сварщика и готовитесь к проверке символов сварки, это руководство пользователя также идеально подойдет вам. Мы знаем, что 75% профессиональных сварщиков постоянно изучают сварочные символы — именно поэтому мы хотим снабдить вас дополнительной информацией, которая поможет вам получить желанные 25% высококвалифицированных сварщиков.
Основные символы сварки
Теперь, чтобы помочь вам в различных сварочных проектах, мы обсудим основные и наиболее распространенные символы сварки, с которыми вы, вероятно, столкнетесь в своих сварочных проектах.
Базовая платформа
Этот символ помогает отображать различные характеристики, а также окружающие детали сварного шва, над которым вы работаете. Он состоит из трех основных частей, обозначенных выше
.- Стрелка линия — этот раздел обозначает общее расположение сварного шва Справочная линия
- — это раздел, в котором дается более подробная информация о типе и местонахождении сварного шва
- Хвост — здесь обычно размещаются дополнительные детали.Здесь вы можете увидеть такие детали, как типы материалов, стандарты сварки и идеальный процесс сварки.
Система рисования
Базовая платформа состоит из двух основных систем, которые интерпретируются по-разному. У вас не будет обеих систем, расположенных на одном чертеже. Ниже представлена наглядная интерпретация двух систем.
Базовая система A
Базовая система A обычно имеет пунктирные линии, проходящие под контрольной линией.Как показано на изображении ниже, сварной шов всегда должен быть на стороне, противоположной стрелке, когда символ сварного шва расположен на стороне пунктирной линии. Если символ сварки расположен над контрольной линией, вам необходимо разместить сварной шов со стороны стрелок, как показано ниже.
Базовая система B
Базовая система B не имеет тире под номером. Таким образом, в Базе B сварной шов обычно располагается со стороны стрелки, когда символ сварки помещается под контрольной линией. Если символ находится над контрольной линией, вам следует разместить сварной шов на противоположной стороне стрелки, как показано на нашем изображении ниже.
Если символ находится над контрольной линией, вам следует разместить сварной шов на противоположной стороне стрелки, как показано на нашем изображении ниже.
Базовые обозначения стыков
Базовые торцы обычно отличаются тем, как они выступают вверх с двух концов. Давайте посмотрим на некоторые из основных символов
.Односторонние стыковые сварные швы
Эти стыки легко обнаружить, поскольку они имеют односторонние символы. Символы показывают идеальные детали подготовки к сварке. Другие символы говорят о требуемом типе сварки, как показано на рисунке ниже.
Давайте дальше побаловать себя этими символами
Квадратный стык: Оба его конца квадратные, что представлено двумя квадратными углами на символе. Этот стык не имеет подготовки под сварку.
Одинарный V-образный стык: это соединение имеет сварку под углом 45 градусов с каждой стороны пластины, а также на всю глубину. После соединения пластины образуют V-образную форму, как показано.
Одинарный V-образный стык с широким основанием: имеет угол 45 градусов, но достигает глубины только 75%, оставляя секцию ниже.Это соединение образует Y-образную форму.
Приклад с одинарным скосом: с одной стороны срезан под углом 45 градусов, который проходит на всю глубину, а другая сторона сохраняет квадратную форму, как показано на рисунке.
Стык с одинарным скосом и широким корнем: эта подготовка под сварку напоминает букву «r» в нижнем регистре, но без дуги. Он имеет скос под углом 45 градусов, который не касается пластины, и квадратный конец.
Одиночный стык J: одна из пластин имеет дугу, частично проходящую через пластину, в то время как первый конец имеет квадратную форму. Эти две формы образуют дугообразную букву «r» при соединении, как показано на символе.
Одинарный U-образный стык: У обеих пластин срезаны углы, и они проходят на три четверти вниз по пластине, образуя часть U-образной формы.
Соединения стыковые двусторонние
В отличие от односторонних соединений, эти стыковые соединения предварительно подготавливаются и свариваются с обеих сторон, как вы можете видеть на изображении ниже.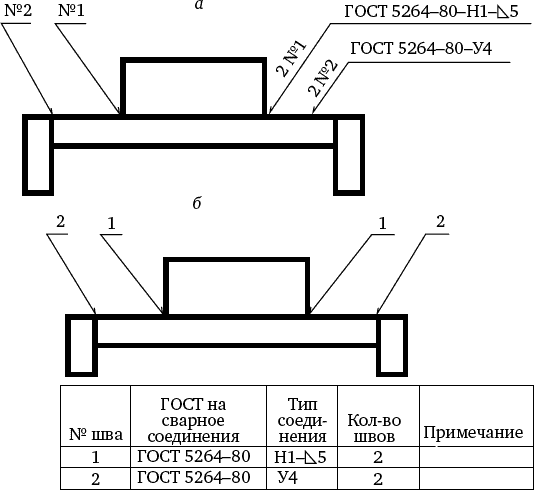
Двусторонний V-образный стык: все концы пластин имеют скос под углом 45 градусов и соединяются, образуя точку в средней точке пластины. Встреча различных суставов создает символ x, как это видно на рисунке выше.
Двусторонний U-образный стык: на обеих сторонах есть прорези в виде луны в четверть, что создает две буквы U, одну сверху, а другую перевернутую снизу.
Двухсторонний стык со скосом: пластины соединяются в форме буквы K, поскольку на одной стороне отсутствует подготовка под сварку, что позволяет получить квадратные углы. На другой стороне, однако, есть два скоса, врезанных под 45 градусов посередине.
Прочие символы
Существует несколько типов символов, которые профессиональные сварщики должны знать и понимать. Ниже приведен список других базовых обозначений, кроме стыковых швов, которые вам, вероятно, необходимо знать.
Сопряжение: символ сопряжения представлен прямоугольным треугольником. Это связано с тем, что большинство угловых соединений между двумя пластинами обычно расположены под прямым углом друг к другу. Закругление часто близко к стыку под углом 90 градусов.
Точечная сварка: указывает на соединение двух пластин в результате электрического нагрева с помощью точечной сварки. Символ пятна сопротивления — круглый, похожий на точечную сварку.
Заглушка: символ представляет ситуацию, когда пластина с отверстиями находится на простой пластине.Электрозаклепка соединит две пластины и обеспечит полное заполнение отверстия внутренним сварным швом. Символ представляет собой вид в разрезе верхней пластины.
Шов сопротивления: Шов сопротивления очень похож на символ пятна сопротивления только тем, что он имеет параллельные линии, проходящие через круг. Вместо того, чтобы создавать единственное пятно, контактный шов создает расширенный шовный сварной шов.
Дополнительные символы
Дополнительные символы, как следует из названия, представляют собой дополнительные базовые символы, которые имеют решающее значение для определения требуемого типа сварного шва.Они раскрывают такие свойства, как способ выполнения сварного шва, его характеристики и идеальное место сварки, а также необходимые функции отделки, как показано на изображении ниже.
Flush Finish: Указывает, что окончательный сварной шов требует заземления или соответствующей обработки, чтобы вернуть его на желаемый уровень пластины. Он представлен прямой линией, чтобы продемонстрировать, как должен выглядеть окончательный сварной шов.
Вогнутый: символ вогнутости указывает на то, что сварной шов должен иметь изгиб внутрь, подобный внутренней части чаши после завершения.Это распространенный тип отделки угловых швов.
Выпуклый: Выпуклая поверхность, изогнутая наружу, как у воздушных шаров.
Стеллажный сварной шов: общий символ, который используется для подготовки под сварку U- или V-образной сваркой, требующих начальной сварки у основания перед основной сваркой. Это подчеркивает, что вам может потребоваться предварительная сварка основания, чтобы не допустить воздействия на сварной шов слишком большого количества тепла, что приведет к разрушению всего компонента.
Сварка полностью вокруг
Сварной шов, полностью окруженный символами, помогает уведомить вас о точных областях, требующих сварки, как вы можете видеть на изображении ниже.
Сварка между точками: на рисунке показаны две точки, такие как C и D, между которыми необходимо выполнить сварку. Стрелка между двумя буквами указывает на то, что сварной шов должен проходить по всей длине от начальной точки до назначенной точки.
Сварка на месте: это довольно простой символ, который говорит вам о сварке на месте, а не в мастерской или гараже.
Ступенчатый прерывистый сварной шов: этот символ уведомляет вас о том, что сварные швы следует периодически смещать с одной стороны на другую.Вам следует сварить каждую сторону по всей длине, прежде чем начинать с меньших участков.
Понимание основных символов сварки, как видите, — это не прогулка по парку. Хотя большинство экспертов, вероятно, сталкивались с большинством этих символов, не все понимают, что означают некоторые сложные символы.
Хотя вы все еще можете выполнять сварку, не зная, что означают или относятся к некоторым из этих символов, их понимание может помочь вам сэкономить время и улучшить результаты ваших сварочных проектов.Вам не нужно изучать каждый из этих сварочных символов сразу, мы уверены, что на практике все становится идеально.
Вместо этого вы можете попробовать постепенно работать с каждым из этих символов в мастерской. Тем не менее, не забывайте следить за предупреждающими символами, такими как флаг, который уведомляет вас, если проект должен продолжаться на месте или внутри вашего склада.
Большинство сварочных аппаратов обычно поставляются с таблицами использования на внутренней стороне рамы. Знание этих символов означает, что вы легко сможете понять, как пользоваться такими устройствами.Это также дает вам дополнительную мощность при выборе лучших сварочных аппаратов для вашего предполагаемого использования.
Обсудив основные символы, связанные с удовлетворительной задачей сварки, мы считаем, что вы должны быть хорошо подготовлены, чтобы с легкостью их изучить и понять. Не забывайте проявлять терпение, продолжая свои сварочные проекты, поскольку вы, вероятно, столкнетесь с этими символами в какой-то момент своего сварочного приключения.
Инженеры-испытатели — Примеры из практики
Равен ли никелевый электрод E70 NR-311 электроду E80?
У меня есть проект, в котором мы привариваем двутавровые профили ASTM A913-Grade 65 друг к другу.В нашей спецификации для этих сварных швов требуются электроды E80 в соответствии с AWS D1.1. Монтажник представил WPS для этих сварных швов с использованием никелевых электродов NR-311. В WPS эти электроды указаны как E80, поэтому мы одобрили WPS. Однако на этикетке на коробке для сварочной проволоки в поле этот электрод указан как E70, как и в литературе Lincoln Electric по электроду. Отвечая на вопрос специального инспектора, монтажник заявил, что никелевый электрод NR-311 равен E80, хотя технически он указан как E70.Они представили документацию на фирменном бланке Lincoln Electric, в которой говорится, что электрод E70, но соответствует требованиям E80.
Мы пытаемся определить, соответствует ли используемый электрод спецификациям, в которых конкретно указаны электроды E80. Мы пытаемся напрямую связаться с Lincoln Electric, чтобы узнать их мнение, но мы могли бы воспользоваться некоторыми советами извне, тем более что испытательное агентство для проекта, похоже, не хочет что-либо предлагать и ждет от нас направления.Вы когда-нибудь сталкивались с подобной ситуацией, и если да, то как она разрешалась? Пожалуйста, дайте мне знать, что вы предложите.
Строго говоря, «E80» явно не определен ни в одном из известных мне документов AWS, хотя он ясно предлагает минимальный UTS 80ksi электрод. Если в спецификации не указан расходный материал классификации, затем «соответствие» требованиям для ASTM A913, Grade 60 или 65 будут классификациями, перечисленными в AWS D1.1, Таблица 3.1, Группа III. Не все они начинаются с «E80», хотя они номинально 80кси минимум ЕТС. Если производитель расходных материалов письменно заявляет что конкретный электрод соответствует свойствам E8XTX-X классификации, то Инженер мог принять ее. Я бы не ожидал инспектор или испытательная лаборатория, чтобы принять классификацию, если она не указана как таковая на документацию производителя расходных материалов или утвержденную Инженером.
AWS A5.29-98 классифицирует никелевый электрод Lincoln NR-311 как E70T7-K2, что указывает на его минимальную прочность на разрыв 70 000 фунтов на квадратный дюйм. Чтобы повысить ценность своих услуг, специальный инспектор должен был выяснить, утверждают ли подрядчики, что этот электрод соответствует требованиям спецификаций. Специальному инспектору или его или ее вспомогательному персоналу в лаборатории инспекционного агентства следовало зайти на веб-сайт Lincoln Electric Company (www.lincolnelectric.com) и загрузить информацию об этом электроде из каталога производителя в виде а также Сертификат соответствия электрода.В обоих этих документах указано, что электрод соответствует требованиям спецификаций, минимальной прочности на разрыв 80 000 фунтов на квадратный дюйм, а также требованиям FEMA 353. Затем эти документы должны были быть отправлены в EOR для проверки и утверждения или отклонения.
неразрушающий контроль угловых швов?
Какие критерии контроля неразрушающего контроля требует кодекс для угловых швов?
Есть не являются общими требованиями к неразрушающему контролю угловых сварных швов в 2001 CBC, AWS D1.1, AWS D1.8 или спецификации AISC. Требования раздела 1703 CBC применяются только к отмеченным сварным швам и являются минимальными требованиями к неразрушающему контролю. В Инженер может запросить тестирование сверх минимальных требований, включая неразрушающий контроль угловых швов, как часть акта специальных проверок подготовлено ответственным профессионалом в области дизайна. Однако такого тестирования нет. специально требуется кодом.
Приложение Q 2005 AISC Сейсмические нормы для Здания из конструкционной стали (AISC 341) теперь перечисляют конкретные местоположения, где НК требуется для соединений, устойчивых к сейсмическим воздействиям.Единственные связи которые потенциально могут включать угловые сварные швы, — это сварные швы в пределах «k-площадь» сечения и ремонт в районе пластиковых петель моментных соединений рамы уменьшенного сечения балки (УБП). Эти положения имеют еще не принят в Строительный кодекс Калифорнии.
FEMA-353 рекомендует Инженеру разработать план обеспечения качества и указать соответствующая категория требований к сейсмическим сварным швам и категория последствий сейсмических сварных швов за каждый сварной шов по конструкторским чертежам.Магнитно-порошковые испытания указан для угловых швов и сварных швов PJP во всех категориях, кроме двух.
При желании следует провести испытания на магнитные частицы (MT). используется для проверки угловых швов. Ультразвуковой контроль (UT) не должен указываться для угловые швы.
Возможна ли сварка в ванне над головой?
Я указал сварной шов в верхней ванне на проект и подрядчик заявляют, что они не могут выполнить эту сварку.Я пытаясь определить, прав ли подрядчик. Есть ли у тебя какие-нибудь мысли на этом?
Сварные швы в ванне обычно используется для соединения листового металла с , лежащим в основе конструкционные стальные элементы. Эти сварные швы обычно завершаются с использованием высоких настроек нагрева, чтобы обеспечить горение сквозь листовой металл. С для этого метода сварки требуется больше тепла, образуется сварочная лужа большего размера чем обычно создается при использовании более низкого тепла (сила тока) параметр.Сила связи Металл лужи зависит от площади периметра сварного шва. С большей площадью лужи сварного шва по сравнению с линейным сварным швом или электрозаклепкой, и более высокая теплота расплава металл, сварка в ванне регулируется под действием силы тяжести. Силы тяжести не позволяют создание сварочной ванны большего размера, что характерно для сварной ванны в любом положении кроме плоского положения.
Завершение сварных швов на вертикальной поверхности и в положение над головой требует гораздо большей степени контроля тепла настройки так, чтобы было приложено достаточно тепла для обеспечения надлежащего проникновения во время избегать чрезмерного нагрева.Это не позволяют прожигать листовой металл для создания сварного шва. Избегая «перегрева» металлов расплавленные металлы замерзают намного быстрее, а влияние силы тяжести уменьшается. превосходить. Обозначив электрозаклепку в отличие от сварного шва в ванне в листовой металл перед началом сварки. Затем выполняется сварка по периметру отверстия с использованием меньшего нагрева. настройка, обеспечивающая правильное проникновение при контроле размера сварочная ванна, чтобы избежать потери металла из-за выпадения под действием силы тяжести.Если внутренняя часть отверстия должна быть полностью заполнена сварочным металлом a создается заглушка, которую можно шлифовать и обрабатывать для создания однородной поверхности с что из окружающего металла.
Дуговые точечные (луженые) сварные швы и дуговые швы допускаются только сделано в плоском положении. См. AWS D1.3-98, Таблица 1.2 Практически невозможно делать их в любой другой позиции.
Простой ответ: если подрядчик не сделает это не будет сделано — независимо от теории.
Стандартные соединения см. В D1.3-98, Таблица 4.1. # 4.4, Арка лист точечной сварки к несущему конструктивному элементу показан только для F, т. е. плоский только сварка. # 4.5B отображается только для горизонтального положения.
Соответствующий сварной шов во всех положениях может быть № 4.5, электродуговая сварка.
Критерии приемки UT, FEME-353 VS AWS D1.1
Мне нужен совет по критериям приемки UT для CJP сварные швы.Инспектор по сварке проекта, над которым я работаю, претензии что критерии приемки, указанные в AWS D1.1, отличаются от указанных в FEMA-353, и он просит нас указать, какие критерии им следует использовать. Наш В проекте используются специальные рамы, устойчивые к моменту, поэтому сварные швы на соединениях а соединения колонн являются критическими элементами. В спецификации проекта указано следующее: «Ультразвуковой контроль (UT) должны проводиться испытательным агентством Владельца для определения процента стыков обозначены в таблице 2-1.UT должно выполняться в соответствии с AWS D1.1. » FEMA-353 цитируется в других местах спецификаций, но не в отношении UT. я посмотрел на AWS D1.1 и не может определить, отличается ли он от FEMA – 353 и чем это делает. я также проверил AWS D1.8 и, похоже, соответствует FEMA-353 и, таким образом, добавляет к моим путаница.
Что меня беспокоит в спецификации, так это то, что я уверен, что отличия между AWS D1.1 и FEMA-353 / D1.8 не учтены во внимание, когда было написано положение.Вот почему мне нужен разъяснение. Должны ли мы использовать D1.8 или D1.1 или оба?
AWS D1.1 имеет два ультразвуковых контроля процедуры и критерии приемки.
Первичный, используется в течение десятилетий и наиболее общепринято, содержится в Разделе 6, Часть F.
Приложение K, упоминается в FEMA 353, UT Исследование Сварные швы альтернативными методами относительно нова.
Поскольку FEMA-353 не был указан для Ультразвуковой контроль в проектной документации, AWS D1.1, Раздел 6, Часть F будет быть используемой процедурой. Немного Причины для этого следующие:
FEMA-353, Раздел 5.8.3 позволяет инженеру выбрать либо приложение K AWS D1.1, либо таблицу 6.2. (Раздел 6, Часть F).
Приложение К (перенесено в Приложение S в 2006 г.), гласит: «Это приложение не является обязательным, если не указано в договорные документы.”
AISC 341s1-05 и AWS D1.8-06 определяет AWS D1.1, раздел 6, часть F, если не используются альтернативные процедуры. утверждаются инженером.
Если есть выбор, я предпочитаю критериям D1.1, в первую очередь потому, что очень мало техников UT, которые может точно и надежно измерить дефекты в 3-х измерениях. Как сварка инспектор предполагает в своем первоначальном запросе, что критерии FEMA-353 не могут быть столь же консервативен, как D1.1, особенно учитывая более низкую вероятность обнаружение и точность размеров для техников, чей опыт преимущественно с D1.1 сек. 6, Части C и F. Критерии и методы.
Какие варианты могут быть разработаны с помощью WPS?
Есть PQR для стыкового соединения квалифицируют WPS для T-образного или углового соединения с тем же сварным швом размер?
Кроме того, соответствует ли PQR сварного шва с разделкой кромок WPS для углового шва одинакового размера?
Да, квалификация WPS сварной шов с полным проваром (CJP) с разделкой кромок (стыковое соединение) квалифицируется как тройник и угловые (CJP и PJP) соединения в рамках квалифицированных WPS, а также квалифицирует угловые швы в пределах AWS D1.1 Таблица 4.1 и 4.2 Примечание 4. Большинство угловых сварных швов имеют статус предварительной квалификации в соответствии с разделом 3.9 AWS D1.1.
При ответе на часто задаваемые вопросы вопросы, очевидный кодовый ответ не всегда такой, каким может быть спрашивающий Ищу. При рассмотрении и утверждении спецификации процедуры сварки, Инженер имеет право «расслабиться» кодовые требования или ввести более строгие требования. В этом случае не исключено, что проект команда искала более полный анализ из-за критического соединения требуется по их дизайну.Ниже приводится интерпретация кода с этой мыслью. в уме.
1. Для полного проплавления шва с разделкой кромок, на первый взгляд, да. AWS D1.1-06, Раздел 4.9.1.1 Угловые или Т-образные соединения гласит: «Испытательные образцы для сварных швов с разделкой кромок в угловых или Т-образных соединениях должны представлять собой стыковые соединения, имеющие такую же конфигурацию канавок, что и угловые или Т-образные соединения, используемые при строительстве . »
Однако в AWS D1.1-06, Таблица 4.3, примечание 2 говорится:« Если сварной шов PJP со скосом или J-образной канавкой должен использоваться для Т-образных соединений или двойных скосов или двойных J- Для угловых соединений следует использовать сварной шов с разделкой кромок, стыковое соединение должно иметь временную ограничительную пластину в плоскости квадратной поверхности для имитации конфигурации тройника.”
Спецификации процедуры сварки (WPS), требующие аттестации посредством испытаний, приводящие к протоколам аттестационных испытаний (PQR), обычно выполняются для аттестации неподтвержденной конфигурации соединения, основного металла и комбинации металла сварного шва. Способность любого сварщика выполнить качественную сварку во время строительства с использованием этого типа WPS очень важна.
Рекомендуется, чтобы WPS, которые не прошли предварительную аттестацию для Т-образных и / или угловых соединений с J-образными канавками, двойной скошенной канавкой или двойной J-образной канавкой, независимо от того, CJP или PJP, были аттестованы с использованием временного ограничительная пластина, до утверждения Инженером.
2. Да. AWS D1.1-06, таблица 4.2, примечание 4. утверждает «Аттестация сварного шва с разделкой кромок CJP на любой толщине или диаметре должна квалифицировать угловой шов любого размера или сварной шов PJP с разделкой кромок на любую толщину ».
Керамические резервные копии прошли предварительную квалификацию?
При частичном завершении проекта проект менеджер отклонил использование одного из WPS. Подрядчик использовал соединение TC-U4a-GF, прошедшее предварительную квалификацию AWS. конфигурация, которая по коду требует металлической подложки.Но подрядчик использовал керамическая основа. Он удалил керамику подкладка, задолбил и приварил корень. Есть ли способ, чтобы это можно было считать приемлемым?
Ответ: Возможно.
AWS D1.1 — 2.17 Запрещенные соединения и сварные швы
2.17.1 Односторонние швы с разделкой кромок. Паз сварные швы, выполненные только с одной стороны без подкладки или с подкладкой, кроме сталь, не прошедшая аттестацию в соответствии с Разделом 4, должна быть запрещено…
Мы не говорим об односторонних сварных швах с разделкой кромкой, поэтому ограничение не применяется.
В попытке смягчить эту ситуацию из административного точки зрения, мы обозначаем предварительно квалифицированную конфигурацию стыка TCU4b-GF, аналогичен конфигурации соединения TC-U4a-GF.
Далее мы рассмотрим «D1.1 — Изготовление». Мы не можем запретить подрядчику от использования его собственных «методов и средств» для выполнения сварных швов, пока они находятся в пределах ограничений кода.
Подрядчик использует совместную конфигурацию TC-U4b-GF, выбирает использовать максимально широкое корневое отверстие «As Fit-Up», использовать керамическую подкладку и цитирует следующее:
AWS D1.1 — 5.10 Опора
Корни канавки или угловые сварные швы могут быть подкреплены медью, флюсом, стеклянной лентой, керамикой, железом порошок или аналогичные материалы, чтобы предотвратить расплавление.