Обозначение сварки на чертежах \ Акты, образцы, формы, договоры \ Консультант Плюс
]]>Подборка наиболее важных документов по запросу Обозначение сварки на чертежах (нормативно–правовые акты, формы, статьи, консультации экспертов и многое другое).
Статьи, комментарии, ответы на вопросы: Обозначение сварки на чертежах Открыть документ в вашей системе КонсультантПлюс:Путеводитель по судебной практике. Купля-продажа. Общие положения»…Также судами установлено, что ООО «Березитовый Рудник» поставщику предъявлена претензия от 03.12.2018 N 533, согласно которой в процессе приемки товара были выявлены несоответствия условиям договора поставки и спецификации, а именно в чертеже — приложении N 1 к спецификации от 19.04.2018 прописаны: сварные швы по ГОСТ 14098 КЗ-Рр в продольном и поперечном направлении, сварочная проволока Св 08Г2С ГОСТ 2246-70. Однако переданный поставщиком товар не соответствует обозначенным требованиям, что делает невозможным его использование.
Постановление Госкомтруда СССР, Секретариата ВЦСПС от 06.12.1983 N 283/24-82
(ред. от 11.11.2008)
«Об утверждении раздела «Железнодорожный транспорт и метрополитен» Единого тарифно-квалификационного справочника работ и профессий рабочих, выпуск 56″Должен знать: устройство обслуживаемого оборудования с управлением с дистанционных пультов и станций; нормы износа узлов и деталей; схемы управления оборудованием в различных технологических режимах; гидравлическое испытание сосудов, работающих под давлением; принцип работы газоанализаторов; технологическую последовательность демонтажа и монтажа узлов и деталей оборудования; способы устранения и предупреждения деформации металлов и внутренних напряжений, возникающих при сварке узлов, деталей; допуски, посадки, обозначения на чертежах и схемах электрического оборудования; устройство и способы наладки ремонтируемых приборов, механизмов, аппаратов; правила расчета сопротивлений, схемы сложных соединений: основы электротехники, гидравлики, механики, электроники и технологии обработки металлов; принципиальные и монтажные схемы аппаратуры телеавтоматики, схемы электропитания.

Международные обозначения сварочных процедур и сварочная терминология
Электрическая сварка плавлением является самым распространенным видом сварки и применяется во всех отраслях промышленности и строительства. Поэтому основная тема этой статьи связана именно с этой группой сварочных методов.
До 1992 г. советская промышленность практически полностью обеспечивала собственные потребности в электросварочном оборудовании. Лишь в отдельных отраслях (в основном имеющих отношение к оборонному комплексу) или на отдельных предприятиях работало сварочное оборудование иностранного производства. Объем технической информации, получаемой советскими специалистами из зарубежных источников, был очень ограничен и применение даже той минимальной информации, которую удавалось получить, было весьма проблематичным. После исчезновения «железного занавеса» у российских предприятий появилась возможность воспользоваться всей массой технических и технологических знаний, накопленных за рубежом.
В первую очередь, это проявилось в возможности приобретать оборудование иностранного производства. За последнее десятилетие российские инженеры стали более информированы, во многих российских вузах подготовка ведется на уровне лучших зарубежных технических университетов (в том числе это касается и знания иностранных языков). Получение технической информации на английском или любом другом языке перестало быть трудноразрешимой проблемой, а количество такой информации на русском языке постоянно растет, чему во многом способствует издание многими зарубежными производителями оборудования справочной и технической литературы на русском языке, в первую очередь — каталогов на собственную продукцию. Необходимо, однако, отметить, что в такой специфической области техники, как сварка, неспециалисту порой бывает трудно разобраться. Кроме того, в сварке до сих пор нет жестко установленной системы классификации, в частности нет единой системы обозначений сварочных процедур (методов сварки).
В советской нормативно-технической документации (ГОСТах, ОСТах, РД и т.д.) вопрос сокращенных обозначений сварочных процедур был проработан весьма слабо. Нередки были случаи, когда один и тот же метод сварки в разных отраслях обозначался различными сокращениями. Основной стандарт, устанавливающий классификацию методов сварки (ГОСТ 19521-74 «Сварка металлов. Классификация»), не давал никаких аббревиатур обозначений сварочных процедур. Методы ручной сварки в советских ГОСТах никак не обозначались.
Наиболее употребительные сокращения:
РДС ручная дуговая сварка (имеется в виду сварка покрытым штучным электродом)
АДС или РАДС аргонодуговая сварка или ручная аргонодуговая сварка (сварка неплавящимся электродом в инертном газе, производимая вручную)
Наиболее полная и проработанная система сокращений приведена в двух стандартах на сварку в защитном газе: ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры» и ГОСТ 23518-79 «Дуговая сварка в защитном газе. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры». В этих стандартах дается следующая система аббревиатур:
Соединения сварные. Основные типы, конструктивные элементы и размеры» и ГОСТ 23518-79 «Дуговая сварка в защитном газе. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры». В этих стандартах дается следующая система аббревиатур:
ИН сварка в инертных газах неплавящимся электродом без присадочного металла
ИНп сварка в инертных газах неплавящимся электродом с присадочным металлом
ИП сварка в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом
УП сварка в углекислом газе и его смеси с кислородом плавящимся электродом
Также весьма проработана система обозначений в ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры». Метод сварки под флюсом обозначается буквой «Ф» с прибавлением степени автоматизации — автоматическая («А») или механизированная («М»).
АФ автоматическая на весу
АФф автоматическая на флюсовой подушке
АФм автоматическая на флюсомедной подкладке
АФо автоматическая на остающейся подкладке
АФп автоматическая на медном ползуне
АФш автоматическая с предварительным наложением подварочного шва
АФк автоматическая с предварительной подваркой корня шва
МФ механизированная на весу
МФо механизированная на остающейся подкладке
МФш механизированная с предварительным наложением подварочного шва
МФк механизированная с предварительной подваркой корня шва
Однако уже в других стандартах сокращения, указывающие на методы сварки, совершенно иные.
ЗП дуговая сварка в защитном газе плавящимся электродом
ЗН дуговая сварка в защитном газе неплавящимся электродом
При этом ручная дуговая сварка также обозначена буквой «Р», а автоматическая сварки под флюсом — буквой «Ф» Электрошлаковая сварка обозначалась просто «ЭШ» или «Ш»; иногда расшифровывался метод:
ШЭ проволочным электродом
ШМ плавящимся мундштуком
ШП электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства
Даже ГОСТ 29297-92 «Сварка, высокотемпературная и низкотемпературная пайка, пайко-сварка металлов. Перечень и условные обозначения процессов», принятый как международный стандарт ИСО 4063-90, устанавливая наименования и кодификацию методов сварки, не дает сокращенных названий. Между тем знание таких сокращений существенно облегчает понимание иностранной переводной литературы, в частности, каталогов сварочного оборудования.
Перечень и условные обозначения процессов», принятый как международный стандарт ИСО 4063-90, устанавливая наименования и кодификацию методов сварки, не дает сокращенных названий. Между тем знание таких сокращений существенно облегчает понимание иностранной переводной литературы, в частности, каталогов сварочного оборудования.
В настоящее время наиболее распространенными и общепризнанными являются следующие сокращения.
MMA Manual Metal Arc или MMAW Manual Metal Arc Welding ручная дуговая сварка штучными покрытыми электродами
Для того, что мы привыкли называть «аргонодуговой сваркой», существует несколько различных обозначений:
TIG Tungsten Inert Gas дуговая сварка неплавящимся электродом в среде инертного защитного газа; чаще всего используется для указания на ручную сварку
также:
GTA Gas Tungsten Arc указывает на образование дуги при помощи вольфрамового электрода
WIG Wolfram Inert Gas обозначение метода TIG, используемое в немецкоязычной литературе
GTAW Gas Tungsten Arc Welding обозначение, используемое для указания на применение метода TIG при автоматической (роботизированной) сварке
TIG-CW Cold Wire обозначение, используемое для указания на применение метода TIG с подачей нейтральной (холодной) присадочной проволоки
TIG-HW Hot Wire обозначение, используемое для указания на применение метода TIG с подачей электропроводящей (подогретой) присадочной проволоки
TIG-DC Direct Current обозначение, используемое для указания на применение метода TIG на постоянном токе
TIG-AC Alternating Current обозначение, используемое для указания на применение метода TIG на переменном токе
Для «полуавтоматической сварки» также есть несколько различных обозначений:
MIG Metal Inert Gas или MIGW Metal Inert Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки
MAG Metal Active Gas или MAGW Metal Active Gas Welding дуговая сварка плавящимся металлическим электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки
также:
GMA Gas Metal Arc указывает на образование дуги из ионов металла присадочной проволоки
GMAW Gas Metal Arc Welding обозначение, используемое для указания на применение метода MIG/MAG при автоматической (роботизированной) сварке
FCAW Flux Core Arc Welding дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки; проволока самозащитная или для сварки в среде защитного газа
Сварка под флюсом:
SAW Submerged Arc Welding или SMAW Submerged Metal Arc Welding буквально — сварка «погруженной дугой»; автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса
UP Under Pulver обозначение метода SAW, используемое в немецкоязычной литературе
Плазменная сварка:
PAW Plasma Arc Welding плазменная сварка (сварка сжатой дугой) или PTAW Plasma Transferred-Arc Welding плазменная сварка дугой прямого действия
Также аббревиатуры плазменной сварки могут быть дополнены обозначениями, идентичными для сварки TIG:
PAW-CW Cold Wire плазменная сварка с подачей нейтральной (холодной) присадочной проволоки
PAW-HW Hot Wire плазменная сварка с подачей электропроводящей (подогретой) присадочной проволоки
PAW-DC Direct Current плазменная сварка на постоянном токе
PAW-AC Alternating Current плазменная сварка на переменном токе
Выше приведены только обозначения наиболее распространённых методов электрической дуговой сварки плавления, встречающиеся в иностранной или переводной технической литературе.
Вообще в сварке, как и в любой другой области техники, терминология имеет весьма существенное значение. Терминологическая путаница частенько приводит к непониманию и грубым ошибкам. Во избежание подобных ошибок приведены некоторые общепринятые термины, относящиеся к сварочному оборудованию:
Сварочные движения — 1) подача присадочного материала в зону сварочной дуги; 2) перемещение сварочной ванны по линии стыка.
Ручная сварка — вид сварки, при котором оба сварочных движения выполняются вручную.
Полуавтоматическая сварка — вид сварки, при котором одно из сварочных движений (чаще — подача присадочного материала в зону сварочной дуги) выполняется сварочной установкой.
Автоматическая сварка — вид сварки, при котором оба сварочных движения выполняются сварочной установкой.
Сварочная установка — сочетание сварочного источника питания и различных элементов для подвода тока, защитного газа, флюса и присадочного материала в зону дуги и перемещения сварочной ванны по линии стыка.
Сварочный источник питания — электрический или электромеханический прибор для создания сварочного тока.
Сварочный трансформатор — сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток той же частоты.
Сварочный выпрямитель — сварочный источник питания, преобразующий ток промышленной частоты в постоянный сварочный ток.
Сварочный генератор — сварочный источник питания, преобразующий энергию вращения от внешнего привода в постоянный сварочный ток.
Сварочный агрегат — сочетание сварочного генератора и привода вращения на базе двигателя внутреннего сгорания.
Сварочный инвертор — сварочный источник питания, преобразующий ток промышленной частоты в переменный сварочный ток высокой частоты.
Установка для сварки неплавящимся электродом — сварочный источник питания для сварки TIG; состоит из сварочного выпрямителя (трансформатора) или инвертора, блока формирования характеристики и осциллятора.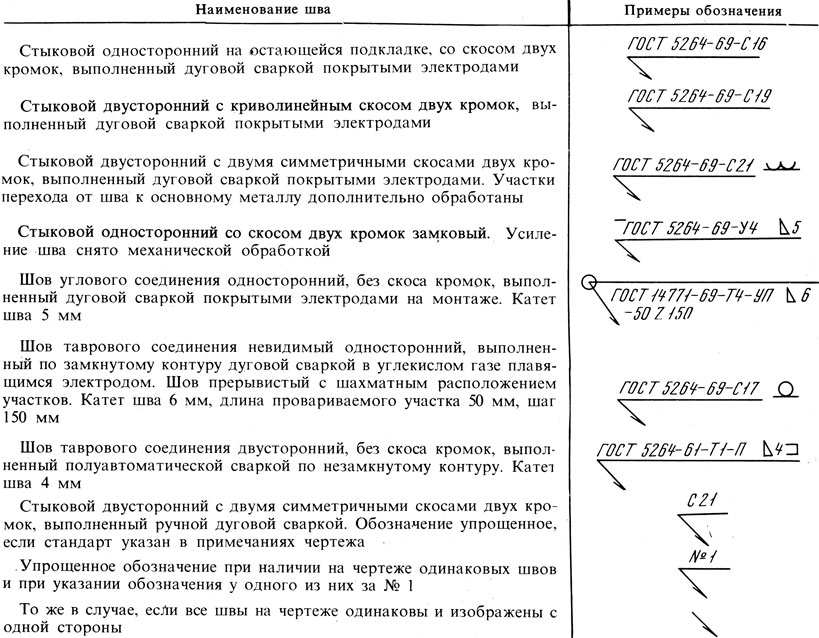
Осциллятор — высокочастотное устройство для возбуждения пилотной (дежурной) дуги при сварке TIG и плазменной сварке.
Сварочный полуавтомат — сварочная установка для сварки MIG/MAG (чаще всего) или TIG; состоит из источника питания (чаще — выпрямитель или инвертор), блока подачи электродной проволоки, сварочной горелки, кабелей и шлангов; при этом перемещение зоны сварки по стыку сварного соединения осуществляется вручную.
Сварочный автомат — сварочная установка для сварки MIG/MAG, TIG или SAW; состоит из источника питания, блока подачи электродной проволоки, сварочной головки, устройства перемещения сварочной головки, кабелей и шлангов; при этом перемещение зоны сварки по стыку сварного соединения осуществляется автоматически.
Электрододержатель — инструмент для фиксации штучного электрода и подвода к нему тока. Сварочная горелка — инструмент для подачи тока и защитного газа в зону сварки при сварке TIG и MIG/MAG, при сварке MIG/MAG также служит для подачи зону сварки сварочной проволоки.
Блок подачи проволоки — часть сварочного полуавтомата или автомата, служащая для размещения сварочной проволоки, ее размотки и подачи в сварочную горелку.
Механизм подачи проволоки — элемент блока подачи проволоки, непосредственно осуществляющий размотку, правку и подачу сварочной проволоки в сварочную горелку; состоит из электродвигателя подачи и комплекта роликов (подающие ролики, правящие ролики).
Сварочная головка — сочетание сварочной горелки для какого-либо метода сварки и устройств и приспособлений, служащих для крепления, позиционировании и перемещения сварочной горелки по линии стыка.
Автор статьи — Международный инженер по сварке (IWE) © Райский В.Г., 2017 г.
Обозначение сварных швов — Энциклопедия по машиностроению XXL
Если сварное соединение имеет одинаковые швы, то применяется упрощенное обозначение сварных швов. [c.212]
[c.212]
Примеры обозначений сварных швов по ГОСТ 2.312 — 72 (табл. 17) [c.304]
Подробнее об условных изображениях и обозначениях сварных швов и видов сварки см. в ГОСТ 5264 — 80, 8713 — 79, 11533-75, 11534-75, 14771-76, 14776-79, 14806-80, 15164-78, 16037-80, 16038-80, 16098-80. [c.305]
В табл. 7.2 даны вспомогательные знаки, проставляемые в условном обозначении сварных швов. Эти знаки выполняют сплошными тонкими линиями, причем высота знаков должна быть равна высоте цифр, входящих в обозначение шва. [c.215]
Пятая позиция предусматривает правила нанесения обозначений для прерывистых швов, для одиночных сварных точек, для швов контактной сварки точечных или роликовых. Например, для прерывистых швов записывают размер длины провариваемого участка /, знак 2 или / и размер шага шва для шва контактной роликовой электросварки — размер расчетной ширины шва для шва контактной точечной электросварки — диаметр точки d, знак / или знак 2 и размер шага и т. д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6).
[c.224]
д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6).
[c.224]На рис. 16.4 дано изображение сварной металлической балки двутаврового сечения, состоящей из верхнего и нижнего поясов, стенки и ребер жесткости — длинных и коротких. В обозначениях сварных швов указывается необходимая величина катета (первая цифра) и длина шва (вторая цифра), [c.415]
Значительным изменениям подверглись условные графические знаки для обозначения сварных швов и правила нанесения их на изобра- [c.96]
Условный знак для обозначения пайки (черт. 172, а) и склеивания (черт. 172, б) наносят не на полке линии-выноски, как это делается при обозначении сварных швов, а на самой линии-выноске. На полке линии-выноски указывают номер пункта технических требований, в котором говорится о требованиях к качеству шва. В остальных случаях полка к линии-выноске не проводится. Для обозначения швов, выполненных пайкой или склеиванием, по периметру на конце линии-выноски, как и при сварке, наносят окружность, диаметр которой равен 3.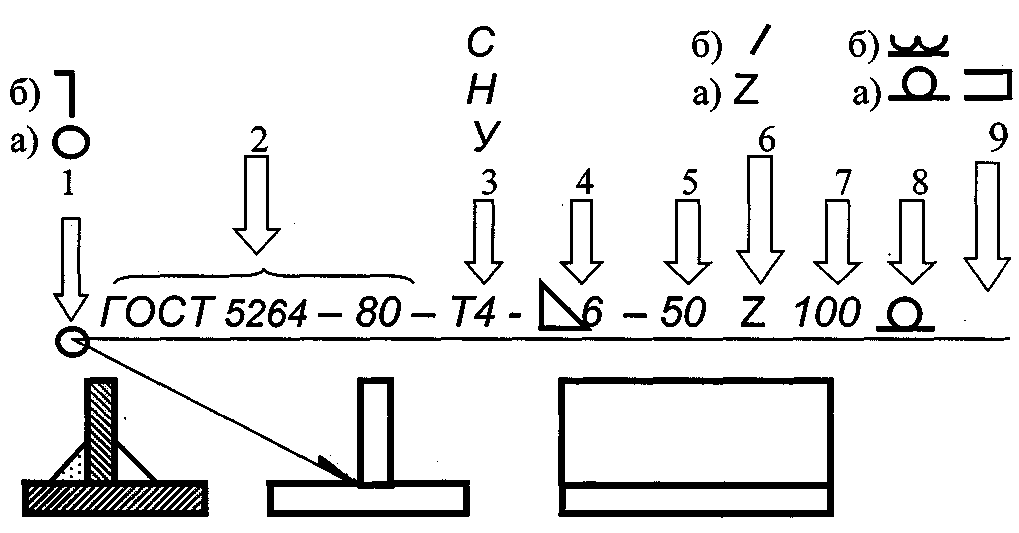 ..4 мм (черт, 173). Линия-выноска, в отличие от обозначения сварки, у шва заканчивается двусторонней стрелкой.
[c.102]
..4 мм (черт, 173). Линия-выноска, в отличие от обозначения сварки, у шва заканчивается двусторонней стрелкой.
[c.102]
ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ [c.291]
Условное обозначение сварных швов в общем случае должно содержать в порядке, показанном прямоугольниками 1 ,5 на рис. 16.28, следующее [c.292]
Обозначение сварных швов. Чертежи сварных деталей оформляют как чертежи сборочных единиц. Элементы сварной детали в разрезах и сечениях штрихуют в разных направлениях (рис. 22.10,(1). Если же сварную деталь изображают в сборе с другими деталями, то все элементы ее штрихуют в одном направлении (рис. 22.10, б). [c.325]
Условное обозначение сварных швов [c.325]
Условные изображения и обозначения сварных швов представляют в соответствии с ГОСТ 2.312—72. [c.127]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИИ 2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.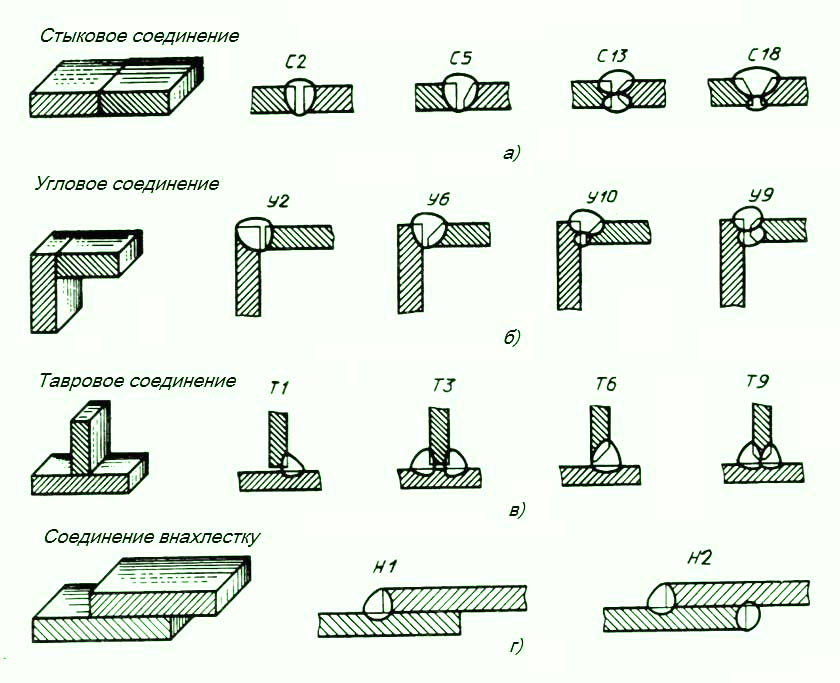 [c.113]
[c.113]
ГОСТ 2.312—72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений устанавливает графическое изображение и обозначение сварных швов. [c.8]
Примеры обозначения сварных швов рисунок 13.41, а — шов углового соединения, без скоса кромки, односторонний, выполняемый электродуговой сваркой с катетом шва 5 мм рисунок 13.41, б — сварное соединение цилиндрической детали с пластиной. В этом соединении шов односторонний без скоса кромок выполнен по замкнутому контуру (знак О) газовой сваркой (буква Г ) с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, вьшолнен-ных ручной электродуговой сваркой. [c.228]
Обозначение сварных швов на чертежах. [c.95]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах.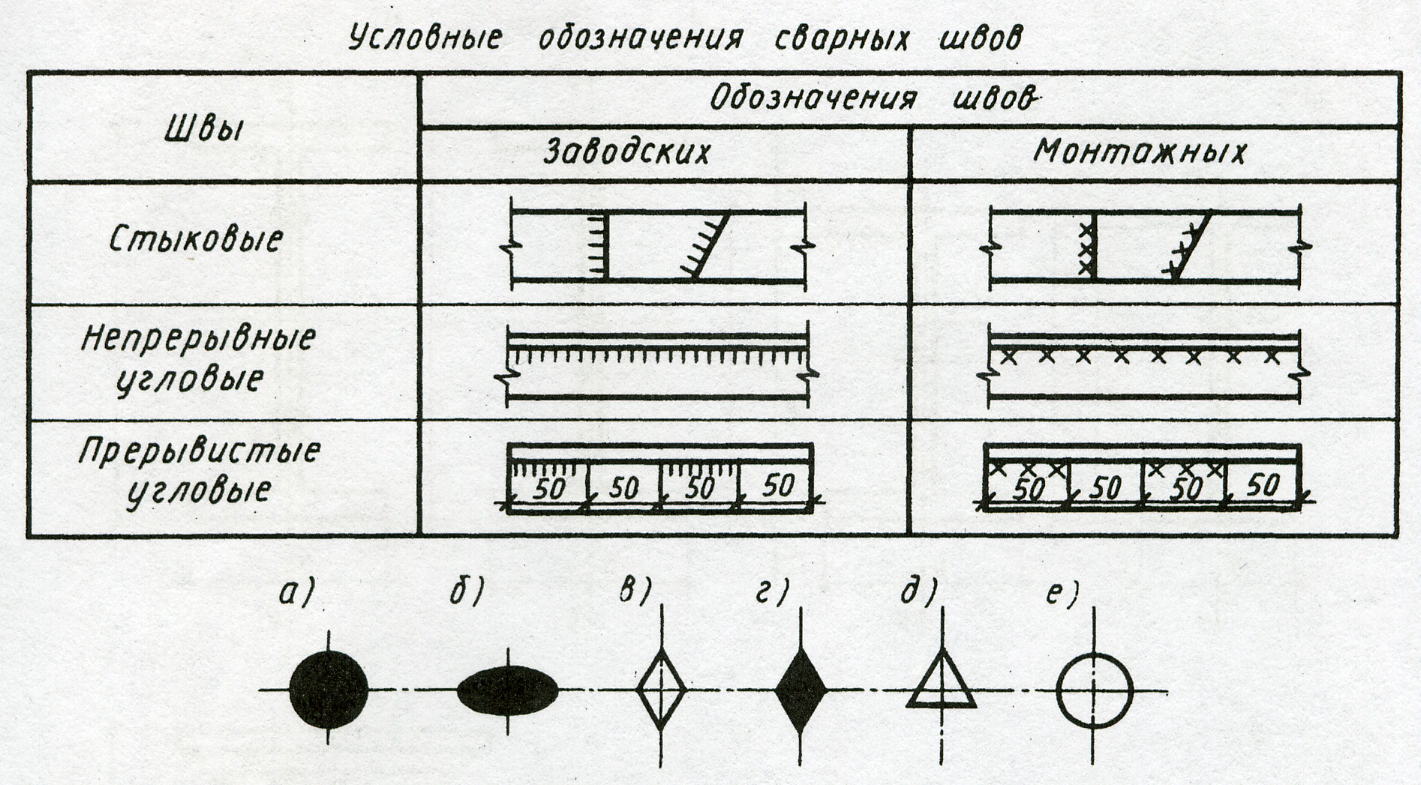 ………………………………………….. . .
[c.453]
………………………………………….. . .
[c.453]
Вспомогательные знаки для обозначения сварных швов устанавливает ГОСТ 2.312—72. Знаки на чертежах, входяш ие в обозначение швов, выполняют сплошными тонкими линиями. Их высота равна высоте цифр, входящих в обозначение шва. [c.210]
Какие упрощения допускаются в обозначении сварных швов [c.214]
Условные обозначения швов сварных соединений. 1. Вспомогательные знаки для обозначения сварных швов приведены в табл. 25. [c.142]
Вспомогательные знаки для обозначения сварных швов [c.143]
Измельчение структуры шва 28 Изображение и обозначение сварных швов на чертежах 15, 18 Импульсная дуга 194, 197 Инверторный источник питания сварочной дуги 111 Индукционная сварка 264 Индукционный метод контроля 356 Инжекторные сварочные горелки 68 Интерметаллиды 255 [c.391]Обозначение сварных швов в пространстве 15 Обозначения источников питания дуги 95
[c.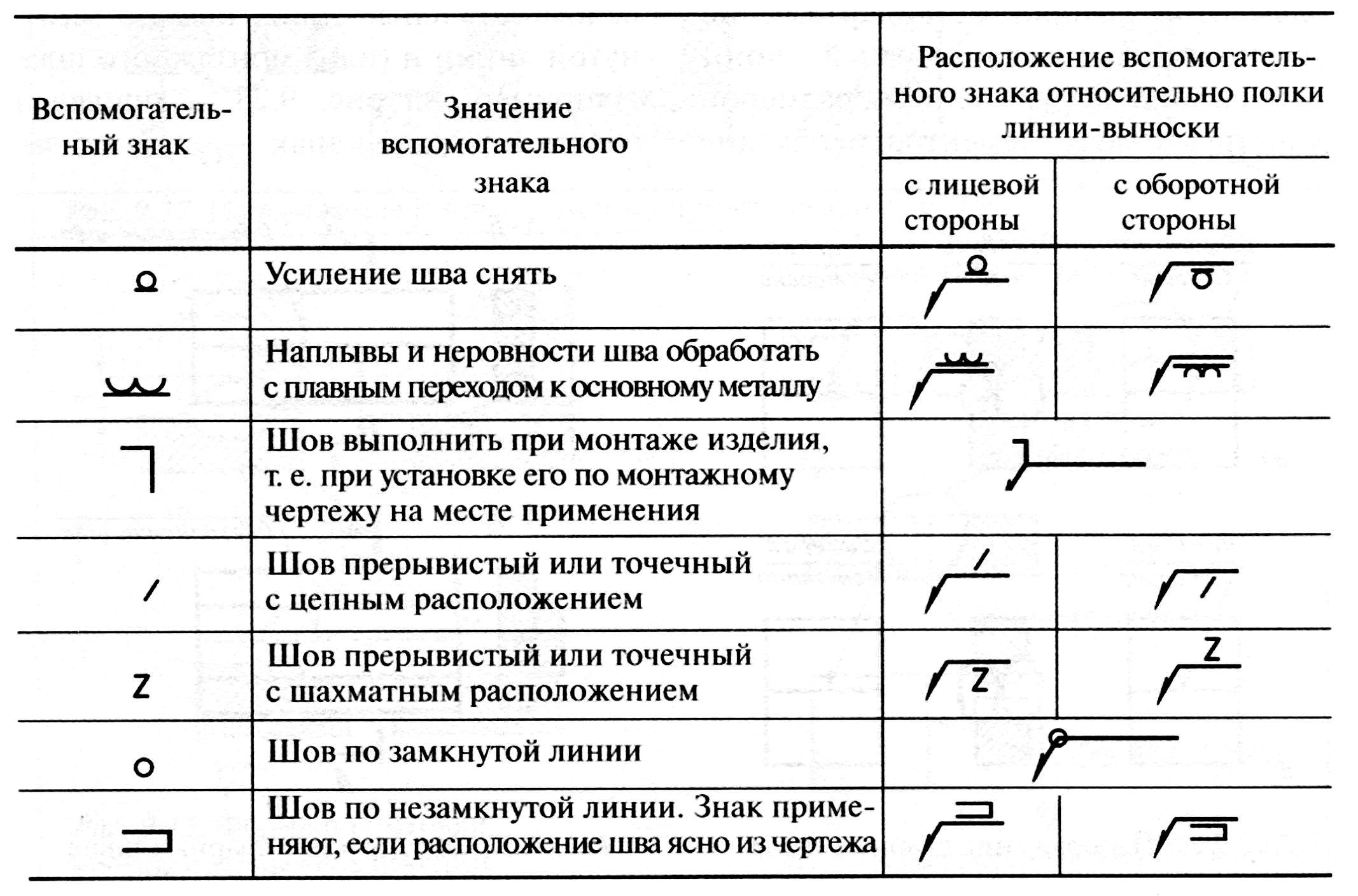 392]
392]
Обозначения сварных швов на чертежах 15, 18 [c.392]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9. [c.166]
Условные обозначения сварных швов на чертежах [c.167]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
На рис. 452 представлен пример сборочного чертежа изделия опоры, состояптей из сварного соединения деталей, изготовленных по их чертежам. На сборочном чергеже (рис. 452) нанесены обозначения сварных швов в соогветствии с правилами, изложенными в 5. г.и. 5. Для приварки ушка 3 к плите / применен шов TIO (по ГОСТ 5264-69). Для выполнения такого шва должны быть осуществлены два симметричных скоса одной кромки ушка. Раз-
[c.261]
На сборочном чергеже (рис. 452) нанесены обозначения сварных швов в соогветствии с правилами, изложенными в 5. г.и. 5. Для приварки ушка 3 к плите / применен шов TIO (по ГОСТ 5264-69). Для выполнения такого шва должны быть осуществлены два симметричных скоса одной кромки ушка. Раз-
[c.261]
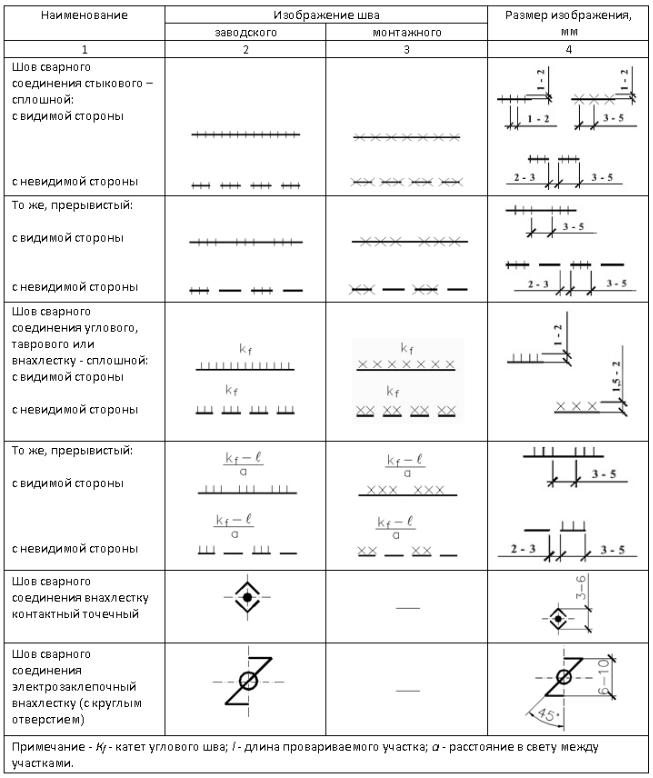
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.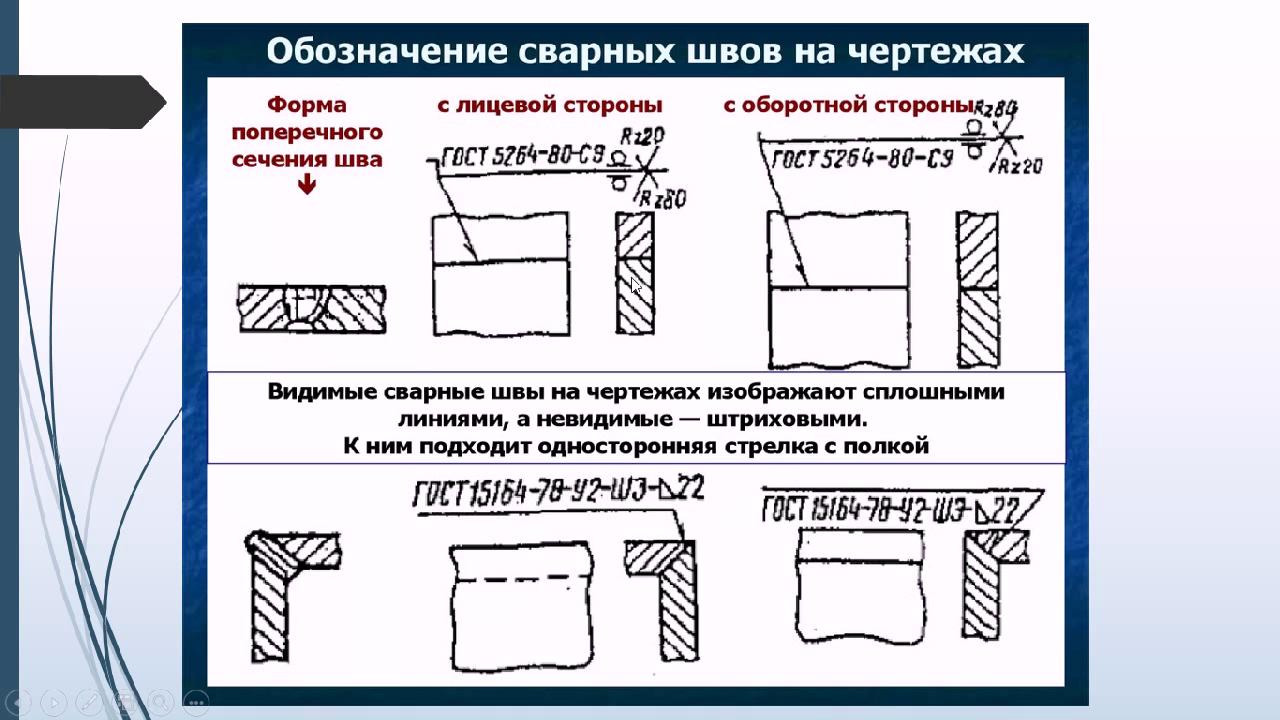 313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
[c.414]
313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25).
[c.414]
Условн>.1е обозначения паяных швов аналогичны усфвным обозначениям сварных швов, но с добавлением литеры П . Например, на-хлесточно соединение обозначается ПН (ПН-1, ПН-2 и др.), тавровое — ПТ (ПТ-1, ПТ-2 и т. д.), угловое —ПУ (ПУ-1, ПУ-2, ПУ-3). Однако стыковое паяное соединение в отличие от сварного обозначается ПВ (паяние встык — ПВ-1, ПВ-2 и т. д.), а литерами ПС (ПС-1, ПС-2 и т. д.) обозначается соприкасающийся тип паяного соединения (подробнее см. ГОСТ 19249—73 Соединения паяные. Основные тчпы и параметры ). [c.64]
Обозначение сварных швов по ГОСТ
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
Таких видов сварки несколько: от HI до Н2.
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
04.10.2019Просмотров: 1656
Сварка и сварные соединения. Вспомогательные знаки. Способы чистовой обработки. Условные обозначения монтажной сварки. Условные знаки сварных швов со сквозным проплавлением. |
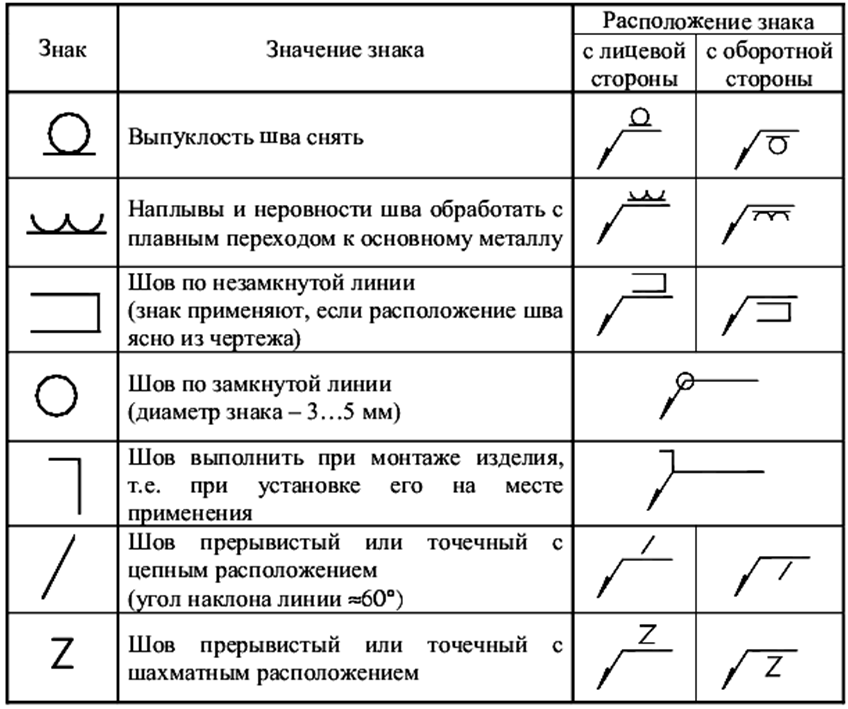
Вспомогательные знаки используются вместе с условными знаками вида шва и могут указывать на протяженность сварки, внешний вид сварного шва, материал, введенный в разделке сварного соединения, или на выполнение сварки в другом месте, не на заводе. Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.
Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.
Способы чистовой обработки.
Вспомогательные знаки, задающие контур, указываются вместе с условными знаками вида шва в том случае, когда поверхность завершенного сваркой шва должна быть плоской, выпуклой или вогнутой. Для указания способов достижения нужного контура можно добавлять определенные обозначения механической чистовой обработки. Эти способы механической обработки указываются с помощью буквенного обозначения:
C – строгание;
G – шлифование;
H – ковка;
M – обработка на станке;
R – прокатка;
U – способ не задан.
Если чистовая обработка шва необходима, но способ не определен, может применяться буква «U». Варианты использования вспомогательных обозначений контура и чистовой обработки показаны на рис.2.
Условные обозначения монтажной сварки.
Монтажные сварные швы – это швы, которые выполняются не в заводском цехе или в том месте, где первоначально изготовляются комплектующие изделия или агрегаты. Условный знак, известный под наименованием полевой флажок, размещают над или под полкой или под прямым углом к полке в месте ее соединения со стрелкой. Сторона размещения не имеет особого смысла для требующегося шва. Флажок может быть ориентирован в любом направлении: во встречном или в том же направлении, что и стрелка. Несколько условных обозначений, в которых используется знак монтажной сварки, показаны на рис.3.
Условные знаки сварных швов со сквозным проплавлением.
Условный знак сварного шва со сквозным проплавлением используется только в том случае, когда требуется полное проплавление корня в сочетании с видимой выпуклостью на обратной стороне швов, накладываемых с одной стороны. Условный знак проставляется на той стороне полки, которая противоположна стороне размещения условного знака вида шва. Требования к высоте выпуклости на обратной стороне шва задаются путем размещения указателя нужного размера слева от условного знака сквозного проплавления.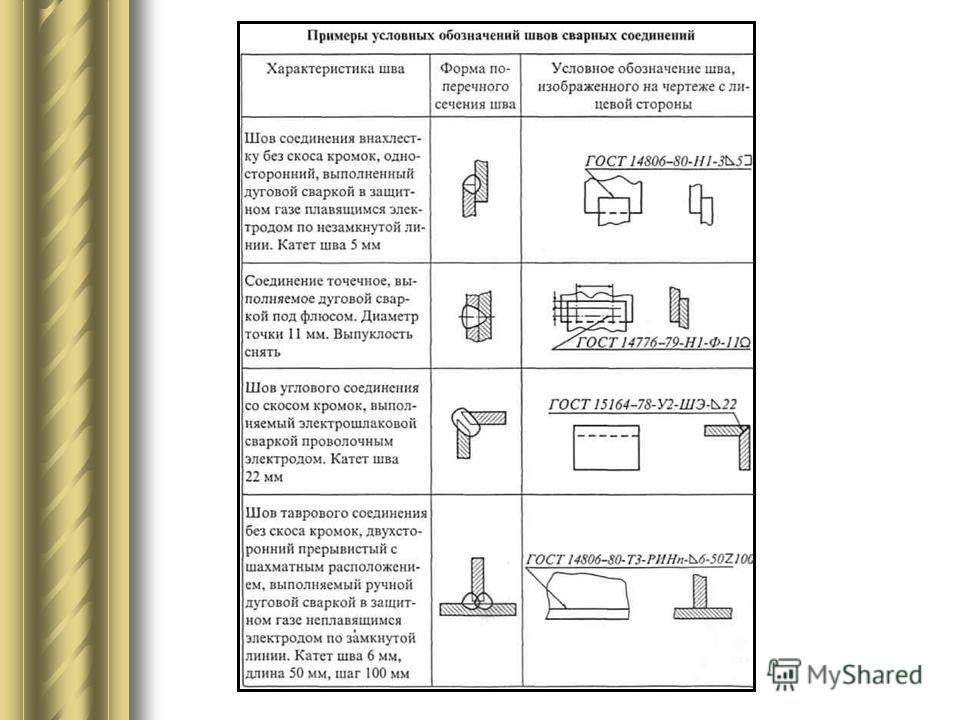 Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Процесс и метод — Интерпретация чертежей металлических фабрик
Тип | Процесс | Обозначение |
Дуговая сварка | ||
Дуговая сварка защищенного металла | SMAW | |
Газовая дуговая сварка вольфрамом | GTAW | |
Газовая дуговая сварка металла | GMAW | |
Импульсная газовая дуговая сварка металла | GMAW-P | |
Дуговая сварка в среде защитного газа порошковым электродом | FCAW-G | |
Самозащитная порошковая сварка с порошковым напылением | FCAW-S | |
Дуговая сварка под флюсом | ПИЛА | |
Плазменно-дуговая сварка | PAW | |
Электрошлаковая сварка | ESW | |
Электрогазовая сварка | EGW | |
Газовая сварка | ||
Кислородно-ацетиленовая сварка | OAW | |
Пайка | ||
Горелка для пайки | ТБ | |
Печь для пайки | FB | |
Индукционная пайка | IB | |
Раскрой | ||
Кислородно-ацетиленовая резка | OFC-A | |
Углеродно-дуговая резка на воздухе | CAC-A | |
Плазменная резка | PAC | |
Дуговая резка | AC | |
Газовая дуговая резка металла | GMAC | |
Кислородная резка | OC | |
Газовая вольфрамовая дуговая резка | GTAC | |
В сварочной промышленности существует множество процессов, поэтому для упрощения вызова есть буквенные обозначения. Это обозначение представляет собой буквенное обозначение и обычно следует за первой буквой имени процесса. Например, дуговая сварка порошковой проволокой — это FCAW.
Это обозначение представляет собой буквенное обозначение и обычно следует за первой буквой имени процесса. Например, дуговая сварка порошковой проволокой — это FCAW.
Когда процесс указан, он будет расположен в конце символа сварки. Его можно добавить к нескольким другим компонентам символа сварки.
Метод
Метод нанесения сварного шва также может быть указан в символе сварки. Это часто можно увидеть после процесса с дефисом.Существует четыре различных метода наложения сварного шва, и обозначение — это первые две буквы от первого слова для первых трех. Число четыре происходит от первых двух букв слов, поставленных через дефис. Эти методы различаются в зависимости от процесса и могут быть применимы не ко всем сварочным процессам.
Автоматическая сварка AU
Ручная сваркаMA
Механизированная сварка ME
Полуавтоматическая сварка SA
На изображении выше показан процесс газо-вольфрамовой дуговой сварки с использованием ручного метода.
Также в хвосте может быть ссылка на номер чертежа, процедуру сварки (обычно называемую WP), присадочный материал или любую другую относящуюся к делу информацию, которую может потребоваться сообщить сварщику или монтажнику.
Примеры этой информации:
Номер чертежа 5DWG5
Методика сварки 6WP-6
Газовая вольфрамо-дуговая сварка — Ручная сварочная машина ER70-sGTAW-MA
ER70-с
СИМВОЛЫ СВАРКИ И СВАРКИ, Плазменная сварка, сварочные позиции, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СИМВОЛЫ СВАРКИ И СВАРКИ
3-4.ОБЩАЯ ИНФОРМАЦИЯ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим. Символы сварки позволяют разместить на чертежах полную информацию о сварке. Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в США.
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации. Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.Если сварщик знает размер и тип сварного шва, у него есть только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику. Обозначение, которое должно быть помещено в конце символа, обозначающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
Обозначение, которое должно быть помещено в конце символа, обозначающего эти данные, должно устанавливаться каждым пользователем. Если обозначения не используются, конец символа можно опустить.
3-5.ЭЛЕМЕНТЫ СВАРНОГО СИМВОЛА
Различают термины «символ сварки» и «символ сварки». Символ сварного шва (рис. 3-3) указывает на желаемый тип сварного шва. Символ сварки (рис. 3-2) — это способ изображения символа сварного шва на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: справочная линия, стрелка, основные символы сварных швов, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть и спецификация, процесс и т. Д. ссылка.Расположение элементов символа сварки относительно друг друга показано на рисунке 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а. Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные обозначения сварных швов приведены ниже и показаны на рис. 3-3.
Общие . Обозначения сварных швов используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов. Эти основные обозначения сварных швов приведены ниже и показаны на рис. 3-3.
г. Обозначения для дуговой и газовой сварки . См. Рисунок 3-3.
г. Обозначения контактной сварки . См. Рисунок 3-3.
г. Условные обозначения для пайки, кузнечной, термитной, индукционной и проточной сварки .
(1) Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис. 3-5) процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
3-5) процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Буквенные обозначения не присваиваются сварке точечной дуги, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
(3) Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6). ссылка используется со сваркой
e. Другие общие символы сварных швов . На рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
ф. Дополнительные символы . Эти символы используются во многих сварочных процессах вместе с символами сварки, как показано на рисунке 3-3.
3-7. РАСПОЛОЖЕНИЕ ЗНАЧЕНИЕ СТРЕЛКИ
а. Обозначения сварки углов, канавок, фланцев, заусенцев и высажек . Для этих символов стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эту сторону следует рассматривать как сторону соединения, указанную стрелкой (рис.3-9). Сторона, противоположная стороне стрелки, считается другой стороной соединения (рис. 3-10).
г. Обозначения заглушки, паза, точечной дуги, дугового шва, контактной точки, контактного шва и выступающей сварки . Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии желаемого сварного шва. Элемент, на который указывает стрелка, считается лонжероном со стрелкой.Другой член шарнира считается другим лонжероном (рис. 3-11).
г. Ближняя сторона . Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления ( рис. 3-12 и 3-13).
г. Рядом с элементом . Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения со стрелкой считается ближайшим элементом соединения в соответствии с обычные правила оформления (рис.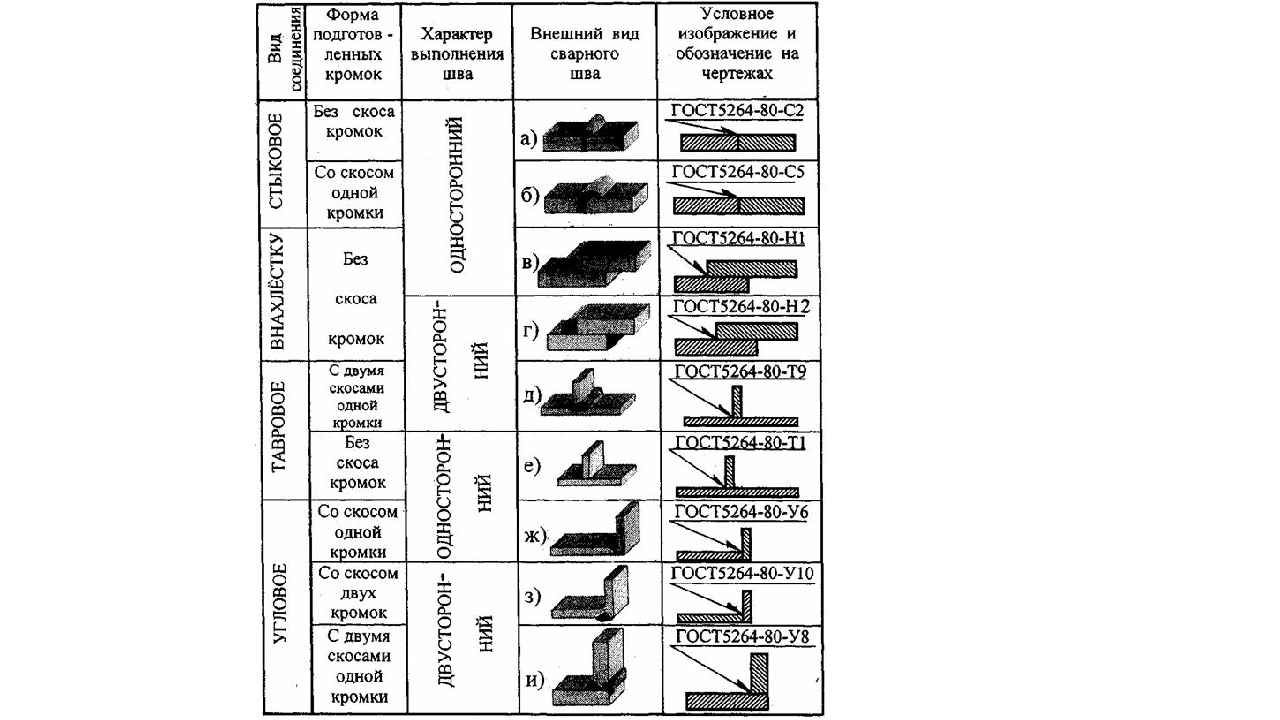 3-11).
3-11).
3-8. РАСПОЛОЖЕНИЕ ШВА ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва на стороне справочной линии по направлению к считывающему устройству (рис.3-14).
г. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
г. Обе стороны . Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
г. Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
Нет бокового значения . Символы точки сопротивления, шва сопротивления, заусенцев, сварного шва сами по себе не имеют значения со стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо.Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Условные обозначения со ссылками . Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
г. Символы без ссылок . Символы могут использоваться без спецификации, процесса или других ссылок, когда:
Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией № ….»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических листах.
г. Общие примечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам.Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
г. Индикация процесса . Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис.3-5).
e. Символ без хвоста . Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
3-10. ОБОЗНАЧЕНИЕ СВАРКИ И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сплошного шва (рис. 3-7). Сварные швы, полностью охватывающие стык, включающий несколько типов сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру.Сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
г. Полевые сварные швы — это сварные швы, выполненные не в цехе или на месте первоначального строительства, и обозначаются символом полевого шва (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБНАРУЖЕННЫЙ СИМВОЛАМИ
а. Внезапные изменения .Символы применяются между резкими изменениями направления сварки или до степени штриховки размерных линий, за исключением случаев, когда используется символ сварки по всему периметру (рис. 3-3).
г. Скрытые швы . Сварка на скрытых стыках может быть закрыта, если сварка такая же, как и на видимом стыке. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Обозначения сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
3-13. ИСПОЛЬЗОВАНИЕ ДЮЙМОВЫХ, ГРАДУСНЫХ И ФУНТОВЫХ ЗНАКОВ
ПРИМЕЧАНИЕ
Дюймовые метки используются для обозначения диаметра дугового пятна, контактного пятна и сварного шва с круглым выступом, а также ширины дугового шва и контактного шва, если такие сварные швы задаются десятичными размерами.
Как правило, метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
3-14. КОНСТРУКЦИЯ СИМВОЛОВ
а. Обозначения углового, скошенного и J-образного паза, конического паза и углового фланца должны отображаться с перпендикулярной стороной всегда слева (рис. 3-18).
3-18).
г. В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис.3-19). В случаях, когда элемент, для которого необходимо снять фаску, очевиден, разрыв стрелки можно не делать.
г. Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль контрольной линии в соответствии с обычными схемами оформления (рис. 3-20).
г. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть указан символ (рис. 3-21).
e. Буквы CP в хвостовой части стрелки обозначают полный проплавленный сварной шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
3-22).
ф. Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
г. Для обозначения последовательности операций могут использоваться две или более контрольных линии. Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24). Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке. Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис. 3-25). При необходимости, круговой символ сварки должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-25). При необходимости, круговой символ сварки должен быть размещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
3-15. ФИЛЕ СВАРОЧНЫЕ
Размеры угловых швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (A, рис.3-27).
г. Если угловые сварные швы указаны на обеих сторонах шва и на чертеже не указано общее примечание, определяющее размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размер (B или C, рис. 3-27).
(2) Если сварные швы различаются по размерам, оба должны иметь размер (D, рис.3-27).
г. Если угловые сварные швы обозначены на обеих сторонах соединения и на чертеже указано общее примечание, определяющее размеры сварных швов, размер ни одного сварного шва не требуется. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, оба сварных шва должны иметь размеры (C или D, рис. 3-27).
3-16. РАЗМЕР ФИЛЕЙНЫХ ШВОВ
а. Размер углового шва должен указываться слева от символа сварного шва (A, рис.3-27).
г. Размер углового сварного шва с неравными отрезками должен быть указан в скобках слева от символа сварного шва. Ориентация сварного шва не обозначается символом и должна быть показана на чертеже при необходимости (E, рис. 3-27).
г. Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
Если не указано иное, размер наплавленного углового сварного шва не должен быть меньше размера, указанного на чертеже.
г. Если указано проникновение для данного корневого отверстия, метод проверки для определения глубины проникновения должен быть включен в применимые технические условия.
3-17. ДЛИНА ФИЛЕ
а. Длина углового шва, указанная на символе сварки, должна указываться справа от символа сварного шва (от A до D, рис. 3-27).
г. Если угловая сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
г. Определенные длины угловой сварки могут обозначаться символами вместе с размерными линиями (рис.3-28).
3-18. ОБЪЕМ ФИЛЕЙНОЙ СВАРКИ
а.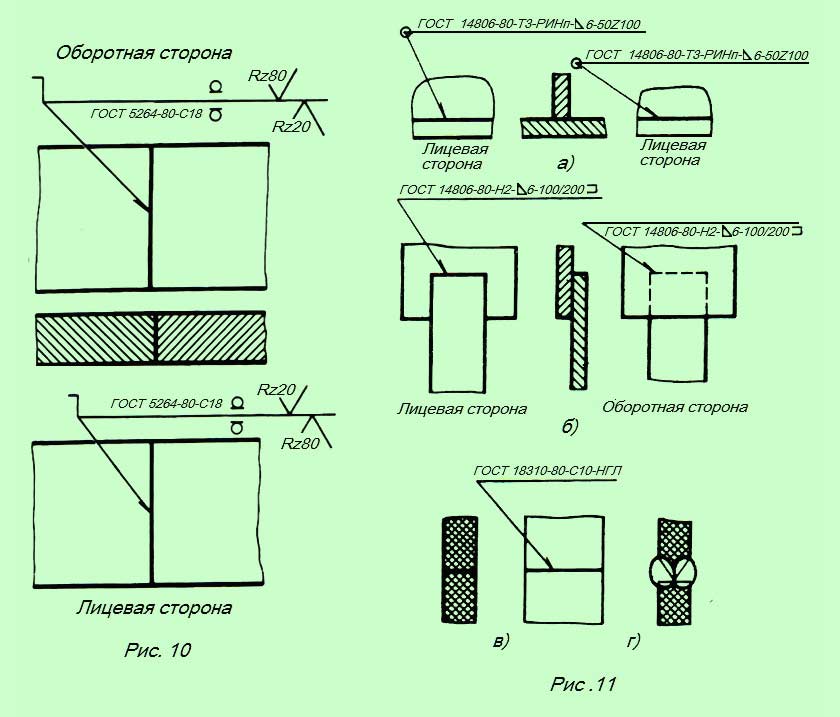 Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень угловой сварки.
г. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна обозначаться дополнительными стрелками, указывающими на каждую часть свариваемого соединения (рис. 3-29), за исключением случаев, когда используется символ сварки по всему периметру.
3-19. РАЗМЕР ПРЕРЫВНОЙ ФИЛЕЙНОЙ СВАРКИ
а. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
г. Шаг прерывистой угловой сварки должен быть указан справа от размера длины (A, рис. 3-27).
г.Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
г. Размеры ступенчатой прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии, как показано на рисунке 3-31.
Если не указано иное, ступенчатые прерывистые угловые швы с обеих сторон должны располагаться симметрично, как показано на рисунке 3-32.
3-20. ПРЕКРАЩЕНИЕ ПРЕРЫВНОЙ СВАРКИ ФИЛЕ
а. Когда прерывистая угловая сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.
г. Когда между непрерывной угловой сваркой используется прерывистая угловая сварка, символ указывает, что на концах заданной длины должны оставаться промежутки, равные шагу минус длина одного шага.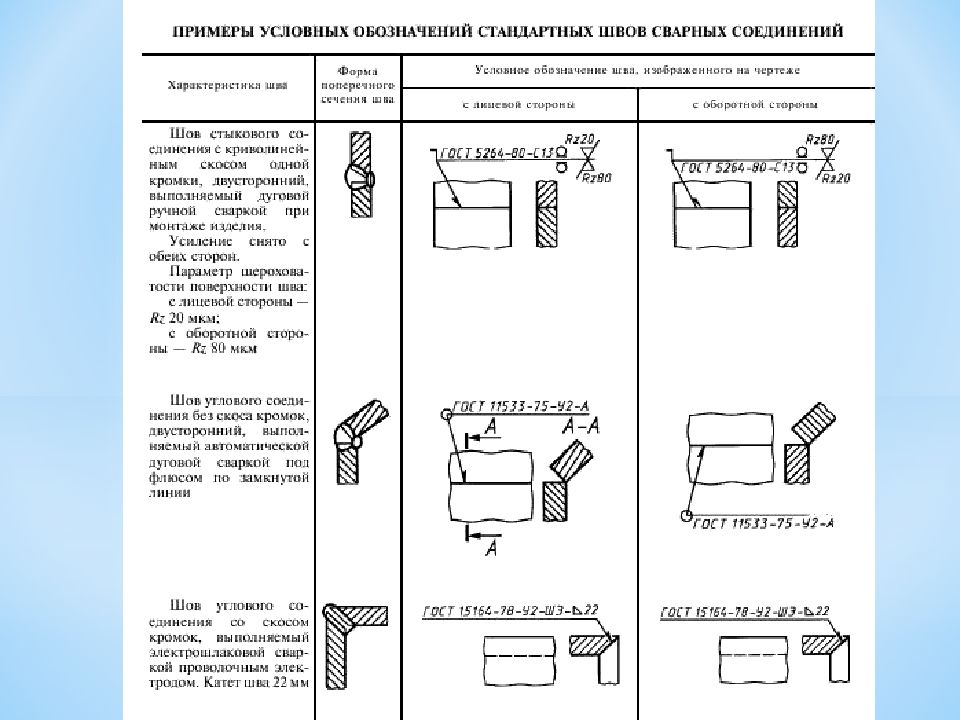
г. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они совмещены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ ФИЛЕ
а. Угловые швы, которые должны свариваться примерно плоскими, выпуклыми или вогнутыми без использования какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклого или вогнутого контура к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе. 3-7 (А, рис.3-33).
г. Угловые сварные швы, которые должны быть выполнены плоскими механическими средствами, должны быть показаны путем добавления к символу сварного шва символа контура заподлицо и стандартного пользовательского символа отделки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. -33).
-33).
г. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (C, рис.3-33).
г. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления как символа вогнутого контура, так и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной в параграфе 3-7.
e. В случаях, когда угол между сварочными поверхностями таков, что идентификация типа сварного шва и правильного обозначения сварного шва под вопросом, детали желаемого соединения и конфигурации сварного шва должны быть показаны на чертеже.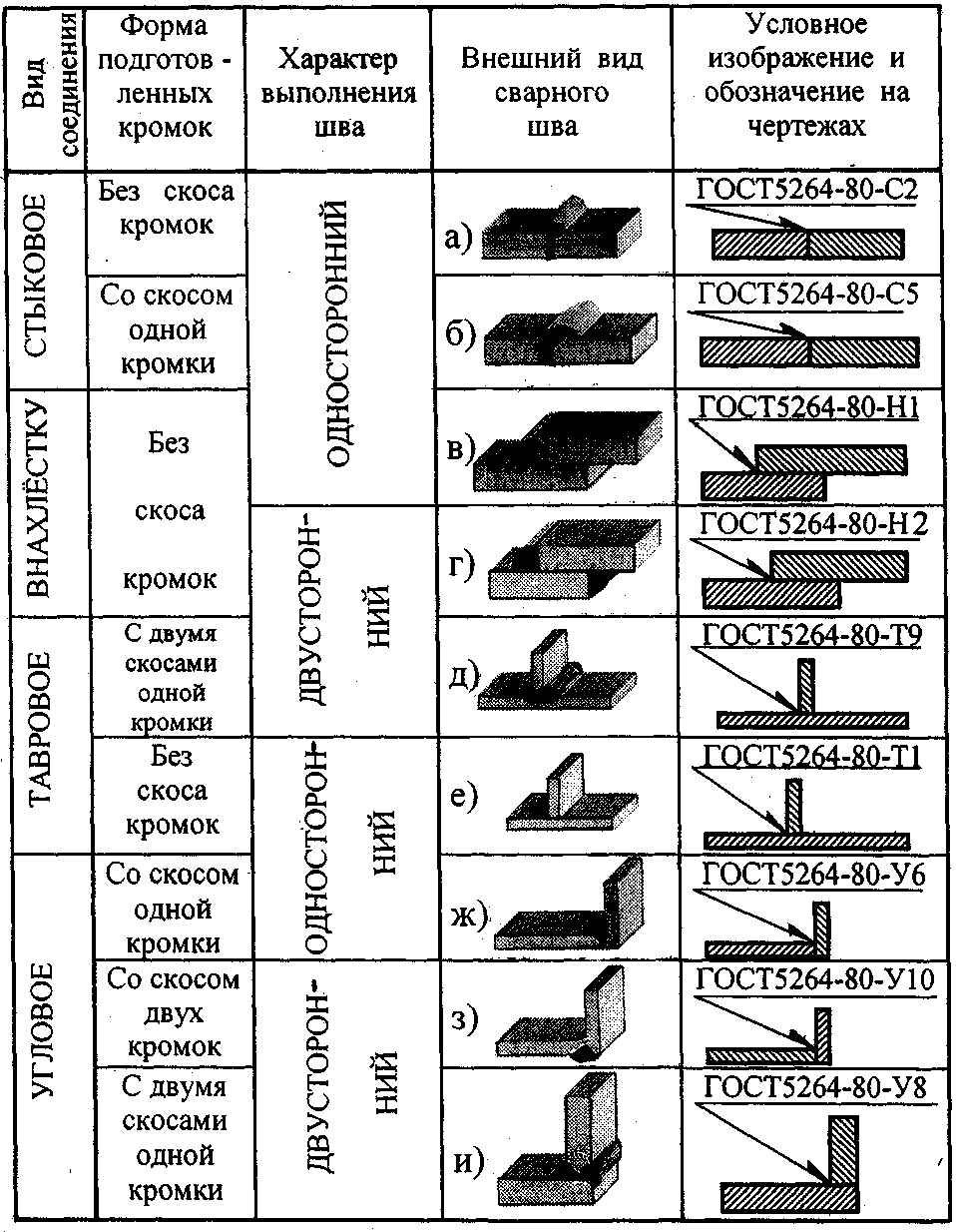
ПРИМЕЧАНИЕ
Используемые здесь символы чистовой обработки указывают метод чистовой обработки («c» = стружка, «G» = шлифование, «H» = ковка, «M» = обработка), а не степень чистовой обработки.
3-22. СИМВОЛЫ СВАРКИ ДЛЯ РАЗЪЕМОВ И ПЛОЩАДЕЙ
а. Общие . Для обозначения угловых швов в отверстиях нельзя использовать ни символ электрозаклепки, ни символ сварного шва с пазами.
г. Обозначение со стрелкой и другой стороны для сварных швов с заглушкой и пазом . Отверстия или прорези в боковом элементе соединения, показанном стрелкой, для электрозаклепки или пазовой сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (A, рис. 3-11). Отверстия или прорези в другом лонжероне соединения должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (B, рис. 3-11).
3-11).
г. Размеры сварного шва .Размеры сварных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва. Размер сварного шва должен быть указан слева от символа сварного шва. Угол зенковки электрозаклепки должен быть стандартом пользователя, если не указано иное. Включенный угол зенковки, если он не является стандартом пользователя, должен быть показан либо над, либо под символом сварного шва (A и C, рис. 3-34). Шаг (расстояние между центрами) электрозаклепки должен быть указан справа от символа сварного шва.
г. Глубина заполнения вставных и щелевых швов . Глубина заполнения пробковых и щелевых швов должна быть завершена, если не указано иное. Когда глубина заполнения меньше полной, глубина заполнения указывается в дюймах внутри символа сварного шва (B, рис. 3-34).
e.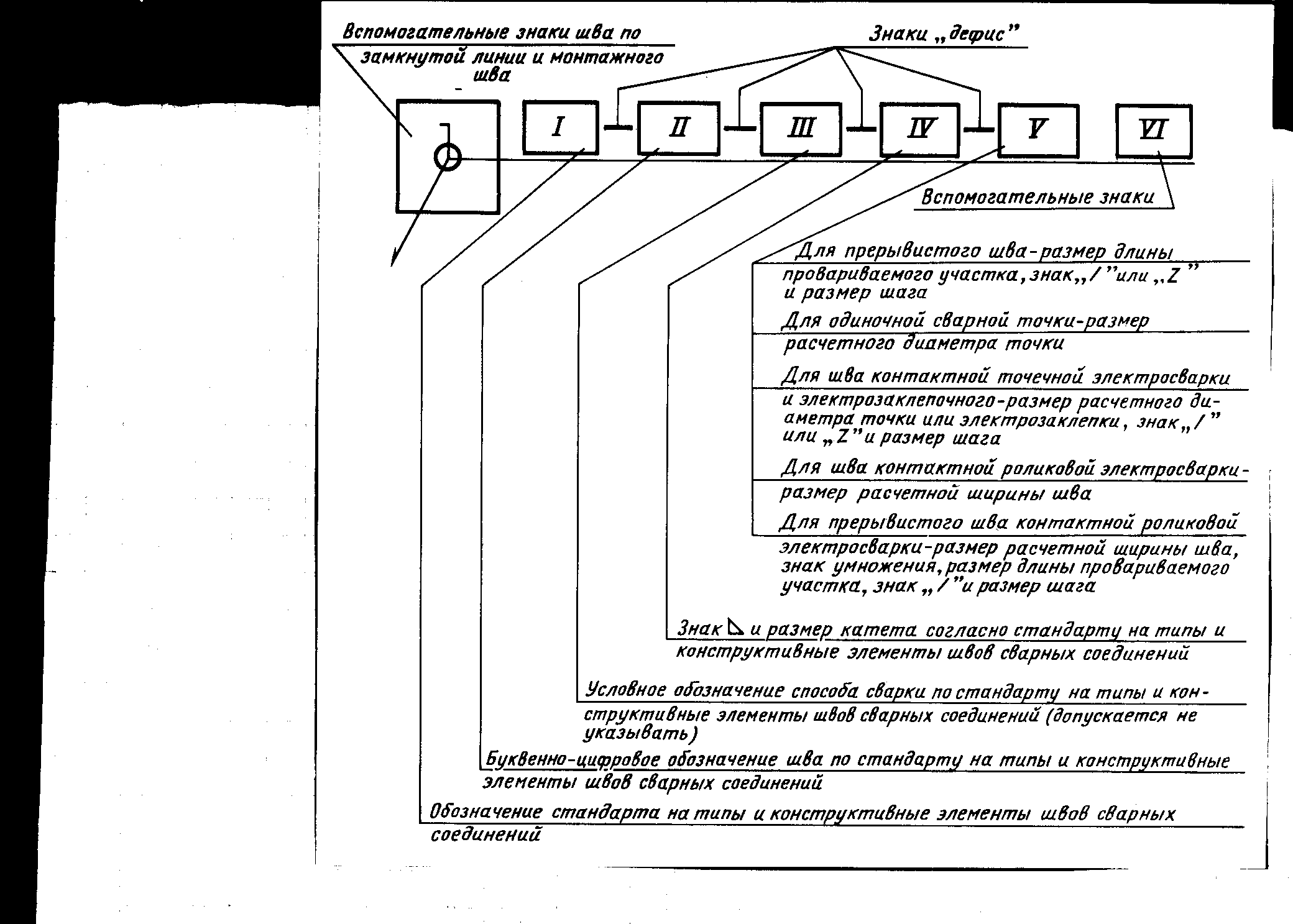 Контур поверхности вставных и щелевых сварных швов . Электрозаклепочные швы, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть обозначены добавлением символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва (рис. 3-36).
Контур поверхности вставных и щелевых сварных швов . Электрозаклепочные швы, которые должны свариваться заподлицо без использования каких-либо методов отделки, должны быть обозначены добавлением символа контура чистовой обработки к символу сварного шва (рис.3-35). Электрозаклепочные швы, которые должны свариваться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного пользовательского символа отделки к символу сварного шва (рис. 3-36).
ф. Размеры сварного шва с пазом . Размеры щелевых сварных швов должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-37).
г. Детали щелевых сварных швов . Длина, ширина, шаг, угол зенковки, ориентация и расположение щелевых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
Эти данные должны быть показаны на чертеже или в виде детали со ссылкой на символ сварки в соответствии с характеристиками места, указанными в параграфе 3-7 (D, рис. 3-33).
3-23. ДУГОВЫЕ ТОЧЕЧНЫЕ И ДУГОВЫЕ ШВЫ
а. Общие . Обозначение точечной сварки, в соответствии с его расположением по отношению к контрольной линии, может иметь или не иметь значение стороны стрелки или другого значения стороны.Размеры должны отображаться на той же стороне справочной линии, что и символ, или с любой стороны, если символ расположен по обе стороны от справочной линии и не имеет стороны стрелки или другого значения. Ссылка на процесс указывается в конце символа сварки. Затем следует использовать сварку с выступом, следует использовать символ точечной сварки со ссылкой на процесс сварки с выступом в конце символа сварки. Символ точечной сварки должен располагаться по центру выше или ниже контрольной линии.
г. Размер дуговых точечных и дуговых сварных швов .
Размер дуговых точечных и дуговых сварных швов .
(1) Эти сварные швы могут иметь размер или прочность.
(2) Размер сварных точечных швов должен быть обозначен как диаметр сварного шва. Размер дугового шва обозначается как ширина сварного шва. Размеры должны быть выражены в долях или десятичных дробях в сотых долях дюйма и должны быть показаны с отметками в дюймах или без них слева от символа сварного шва (A, рис.3-38).
(3) Прочность дуговой точечной сварки должна определяться как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на линейный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
г. Расстояние между дуговой точечной сваркой и дуговой сваркой швов .
(1) Шаг (расстояние между центрами) дуговой точечной сварки и, если указано, длина сварных швов дуговой сварки, должны быть указаны справа от символа сварного шва (C, рис.3-38).
(2) Когда точечная сварка или дуговая шовная сварка охватывает все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
г. Объем и количество дуговой точечной и дуговой сварки .
(1) Если при точечной дуговой сварке расстояние между резкими изменениями направления сварки меньше расстояния между резкими изменениями направления сварки или меньше полной длины соединения, необходимо определить размер (рис.3-39).
(2) Если требуется определенное количество сварных точечных сварных швов на определенном стыке, это количество должно быть указано в скобках над или под символом сварного шва (рис.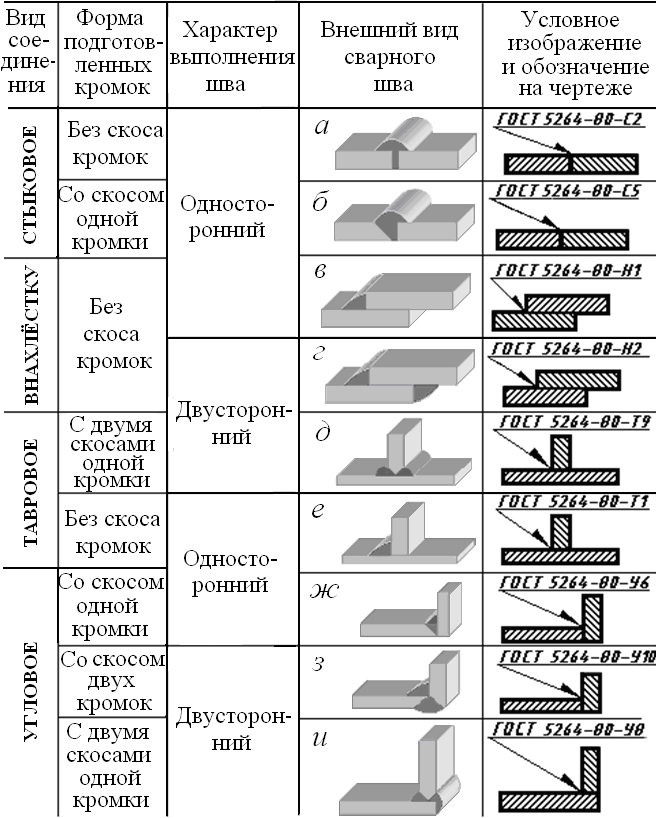 3-40).
3-40).
(3) Группа точечных сварных швов может быть расположена на чертеже путем пересечения центральных линий. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
e. Соединения, выполненные заподлицо дуговой точечной сваркой и сварным швом . Если открытая поверхность одного элемента точечного сварного шва или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-41) таким же образом, как и для угловых сварных швов (п. 3-21).
ф. Детали дуговой сварки швов . Расстояние, протяженность, ориентация и расположение сварных швов дуговой сварки не могут отображаться на символах сварки.Эти данные должны быть отображены на чертеже.
3-24.
 ШВА КАНАВКИ
ШВА КАНАВКИа. Общие .
(1) Размеры сварных швов с разделкой кромок должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис.3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис. 3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.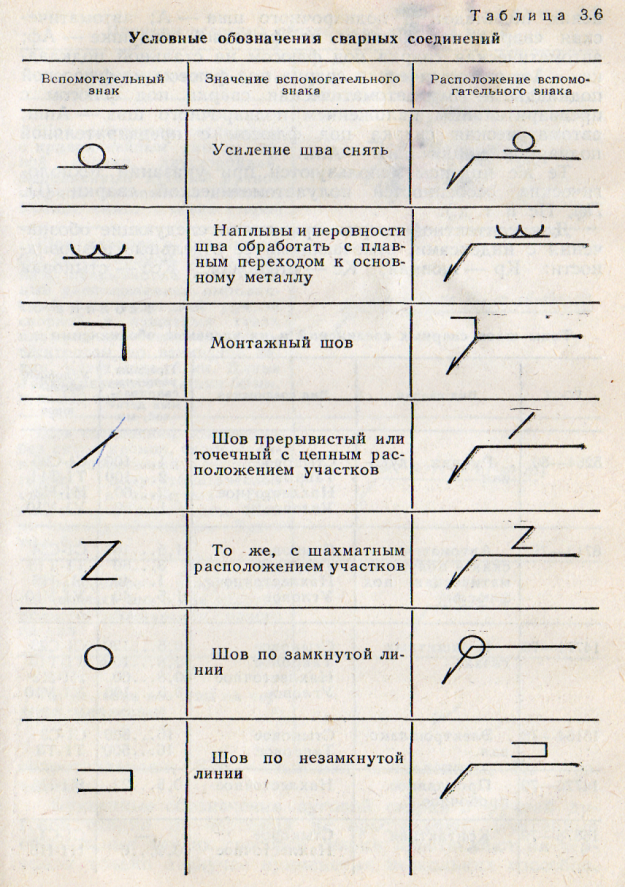
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер сварных швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от обозначения сварного шва (рис. 3-44).
(2) Технические характеристики для сварных швов с разделкой кромок без указанного проплавления корней представлены следующим образом:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис.3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис. 3-46).
3-46).
(3) Сварные швы с разделкой кромок, размер сварных швов с канавкой и заданным корневым проваром, за исключением квадрата, должны указываться с указанием глубины снятия фаски и корневого провара, разделенных знаком плюс и помещенных слева от символа сварного шва.Глубина снятия фаски и врезания корня должны читаться в таком порядке слева направо вдоль контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой распространяется только на точки касания, указанные размерными линиями (рис. 3-48).
г. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности основания U- и J-образных сварных швов с канавкой являются стандартом пользователя, если не указано иное.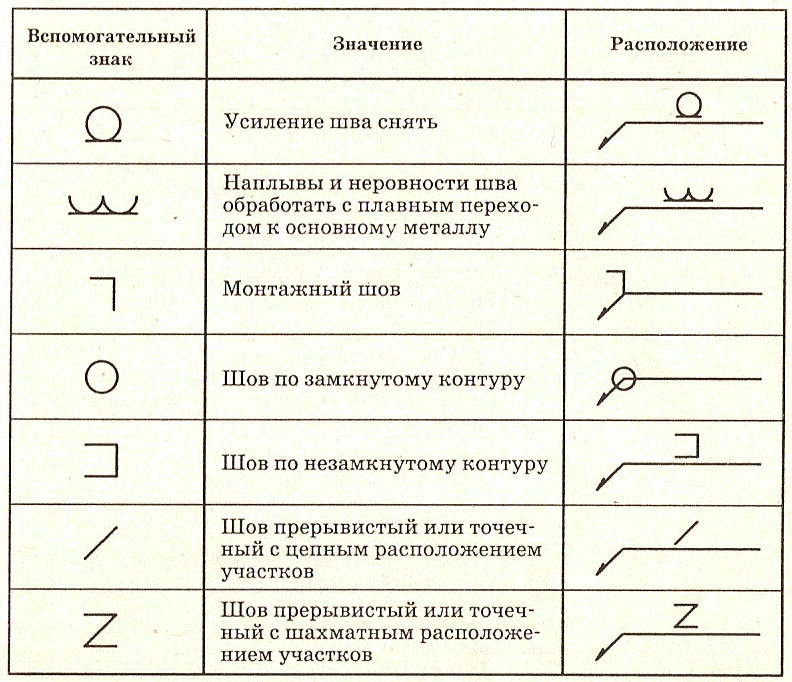
(2) Если стандарт пользователя не используется, символы сварных швов следующие:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.3-42).
(c) Радиусы канавок и поверхности впадин сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в условном обозначении сварки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и обратные сварные швы . Обратные и подкладочные сварные швы однорядных сварных швов должны быть обозначены символом обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности стыковых швов . Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (параграф 3-21).
Контур поверхности стыковых швов . Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (параграф 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии со спецификациями местоположения, приведенными в параграфе 3-7 (рис. -52).
(2) Сварные швы с разделкой кромок, которые должны выполняться заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии с характеристиками расположения, приведенными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфах 3-7 ( инжир. 3-54).
3-54).
3-25. ЗАДНИЙ ИЛИ ЗАДНИЙ ШВА
а. Общие .
(1) Обозначение обратного или обратного сварного шва (рис. 3-50) необходимо использовать для обозначения стыковых швов или подкладочных швов одноканавочных сварных швов.
(2) Обратные или подкладочные швы одноканавочных сварных швов должны быть показаны путем размещения символа обратного или обратного шва сбоку от контрольной линии напротив символа сварного шва с разделкой кромок (рис.3-50).
(3) Размеры обратных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г. Контур поверхности обратных или подкладных сварных швов . Контурные обозначения (рис. 3-55) для обратных или подкладочных швов указываются так же, как и для угловых швов (параграф 3-21).
3-26.РАСПЛАВЛЕНИЕ
а. Общие .
(1) Символ сквозного плавления должен использоваться в тех случаях, когда требуется не менее 100% проплавления сварного шва через материал в сварных швах, выполненных только с одной стороны (рис. 3-56).
(2) Сварные швы, выполненные методом сквозного плавления, должны быть показаны путем размещения символа шва сквозного плавления сбоку от контрольной линии напротив символа шва с разделкой кромок, фланца, тройника или углового шва (рис.3-56).
(3) Размеры сварных швов, выполненных методом сквозного плавления, должны отображаться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
г.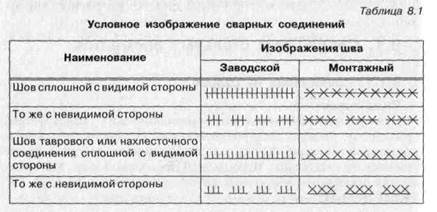 Контур поверхности сквозных сварных швов . Контурные символы для сквозных сварных швов указываются так же, как и для угловых швов (рис. 3-57).
Контур поверхности сквозных сварных швов . Контурные символы для сквозных сварных швов указываются так же, как и для угловых швов (рис. 3-57).
3-27. ПОВЕРХНОСТНЫЕ ШВА
а. Общие .
(1) Обозначение наплавочного сварного шва должно использоваться для обозначения поверхностей, образованных сваркой (рис. 3-58), независимо от того, образованы ли они одно- или многопроходными наплавочными сварными швами.
(2) Символ наплавки сварного шва не указывает на сварку соединения и, следовательно, не имеет стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии к читателю, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
г.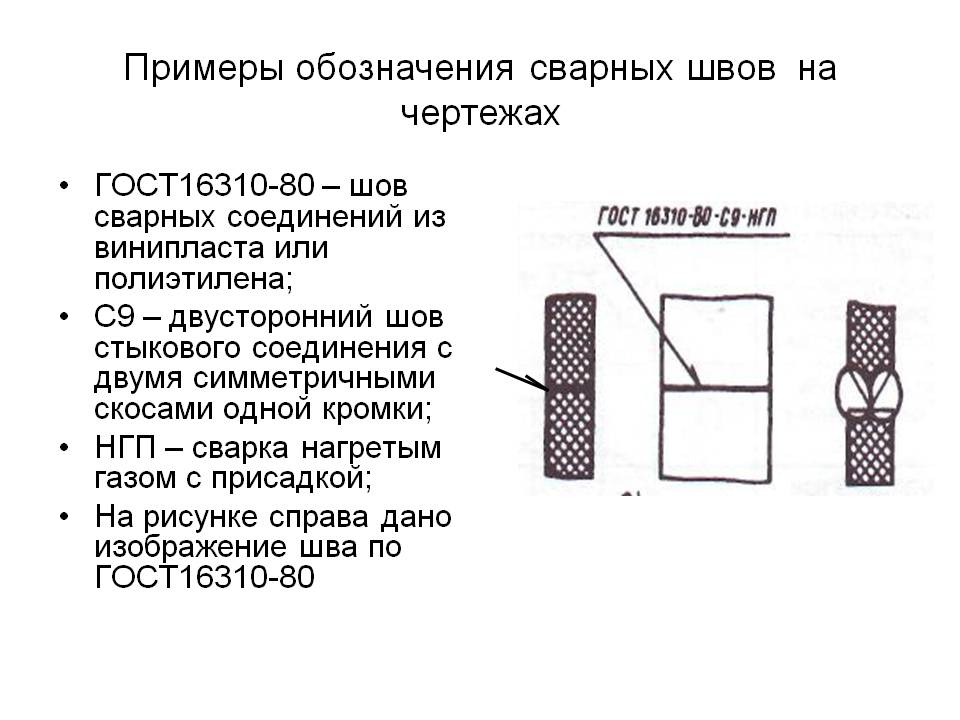 Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны быть на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
Размер застроенной поверхности . Размер (высота) поверхности, образованной сваркой, должен указываться путем указания минимальной высоты наплавленного слоя слева от символа сварного шва. Размеры всегда должны быть на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-58). Если конкретная высота наплавленного слоя не требуется, размер на символе сварки не указывается.
г. Протяженность, расположение и ориентация поверхностей, созданных сваркой .Когда вся площадь плоской или криволинейной поверхности должна быть создана сваркой, на символе сварки не требуется указывать никаких размеров, кроме размера. Если только часть площади плоской или криволинейной поверхности должна быть создана сваркой, на чертеже должны быть указаны протяженность, расположение и ориентация создаваемой площади.
3-28. ФЛАНЦЕВЫЕ ШВА
а. Общие .
(1) Следующие обозначения сварки используются для соединений из легкого металла, включающих развальцовку или отбортовку соединяемых кромок (рис.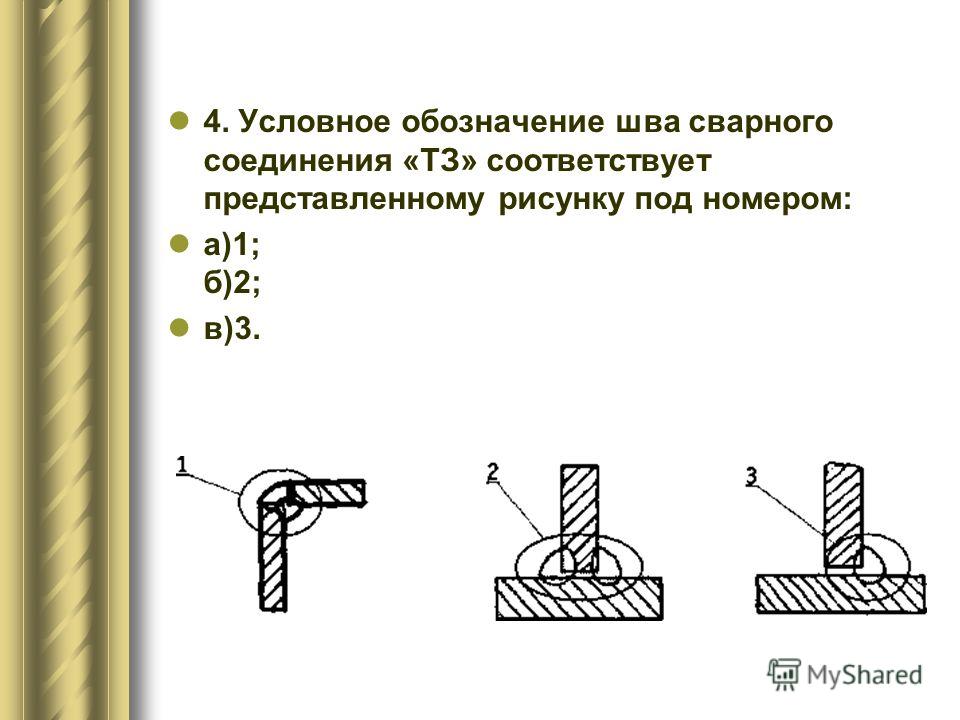 3-59). Эти символы не имеют стрелки или другого побочного значения.
3-59). Эти символы не имеют стрелки или другого побочного значения.
(2) Краевые швы полки должны быть обозначены символом краевого шва полки (A, рис. 3-59).
(3) Сварные швы угловых фланцев должны обозначаться символом сварных швов угловых фланцев (B, рис. 3-59). В случаях, когда угловое фланцевое соединение не детализировано, требуется разрыв стрелки, чтобы показать, какой элемент фланцевый (рис. 3-59).
г. Размеры фланцевых сварных швов .
(1) Размеры фланцевых сварных швов показаны на той же стороне от контрольной линии, что и обозначение сварного шва.
(2) Радиус и высота над точкой касания должны быть обозначены указанием радиуса и высоты, разделенных знаком плюса и помещенных слева от символа сварного шва. Радиус и высота должны читаться в таком порядке слева направо вдоль контрольной линии (C, рис. 3-59).
3-59).
(3) Размер (толщина) фланцевых сварных швов должен указываться размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Корневые отверстия фланцевых сварных швов не показаны на символе сварки. Если требуется указать этот размер, он должен быть показан на чертеже.
г. Многослойные фланцевые сварные швы . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. СОПРОТИВЛЕНИЕ ТОЧЕЧНЫХ ШВОВ
а. Общие . Обозначения контактной точечной сварки (рис. 3-3) сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Символы контактной точечной сварки должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
Символы контактной точечной сварки должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от контрольной линии.
г. Размер контактных точечных сварных швов .Размеры контактных точечных сварных швов подбираются по размеру или прочности следующим образом:
(1) Размер контактных точечных сварных швов обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен указываться с дюймовыми метками или без них слева от символа сварного шва (рис. 3-60).
(2) Прочность контактных точечных сварных швов определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна указываться слева от символа сварного шва (рис.3-61).
г. Расстояние между контактными точечными сварными швами .
(1) Шаг точечной сварки сопротивлением должен быть указан справа от символа сварного шва (рис. 3-62).
(2) Когда символы показаны непосредственно на чертеже, расстояние показано с помощью размерных линий.
(3) Если при контактной точечной сварке расстояние между резкими изменениями направления сварки меньше расстояния между резкими изменениями направления сварки или меньше полной длины соединения, необходимо определить размер (рис.3-63).
г. Количество контактных точечных сварных швов . Если в определенном стыке требуется определенное количество сварных швов, это число должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
e. Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
Соединения для контактной точечной сварки заподлицо . Если открытая поверхность одного элемента точечной сварки сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва (рис. 3-65) в соответствии со спецификациями расположения, приведенными в параграфе 3-7.
3-30. СОПРОТИВЛЕНИЕ ШВОВ
а. Общие .
(1) Обозначения контактных сварных швов сами по себе не имеют стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Обозначения контактных сварных швов должны располагаться по центру контрольной линии.
(2) Размеры контактных швов могут быть показаны по обе стороны от контрольной линии.
г. Размер контактных швов . Сварные сварные швы должны иметь следующие размеры либо размер, либо прочность:
Размер контактных швов . Сварные сварные швы должны иметь следующие размеры либо размер, либо прочность:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или в десятичных дробях в сотых долях дюйма, и должен быть показан с или без дюймовых меток слева от символа сварного шва (рис. .3-66).
(2) Прочность контактных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и указана слева от символа сварного шва (рис. 3-67).
г. Длина контактных швов .
(1) Длина контактного шва, указанная на символе сварки, должна указываться справа от символа сварки (рис.3-68).
(2) Когда контактная сварка выполняется на все расстояние между резкими изменениями направления сварки, размер длины на символе сварки не указывается.
(3) Если длина контактного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-69).
г. Шаг контактных сварных швов . Шаг сварки прерывистым сопротивлением шва должен обозначаться как расстояние между центрами сварных швов и указываться справа от размера длины (рис. 3-70).
e. Прекращение прерывистой контактной сварки швов . Если прерывистая контактная сварка используется сама по себе, символ указывает на то, что приращения расположены на концах заданной длины.При использовании между непрерывной сваркой контактным швом символ указывает, что на концах размерной длины остаются промежутки, равные шагу минус длина одного шага. При одновременной сварке прерывистым и непрерывным контактным швом необходимо использовать отдельные символы.
ф. Сварные соединения заподлицо с выступом . Если открытая поверхность одного элемента выступающего сварного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис.3-3) к обозначению сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
3-31. ПРОЕКЦИОННЫЕ ШВЫ
а. Общие .
(1) При использовании выступающей сварки необходимо использовать символ точечной сварки вместе со ссылкой на процесс выступающей сварки в конце символа сварки. Символ точечной сварки должен располагаться по центру контрольной линии.
(2) Рельефы на лонжероне, показанном стрелкой, в соединении для выступающей сварки должны быть обозначены путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.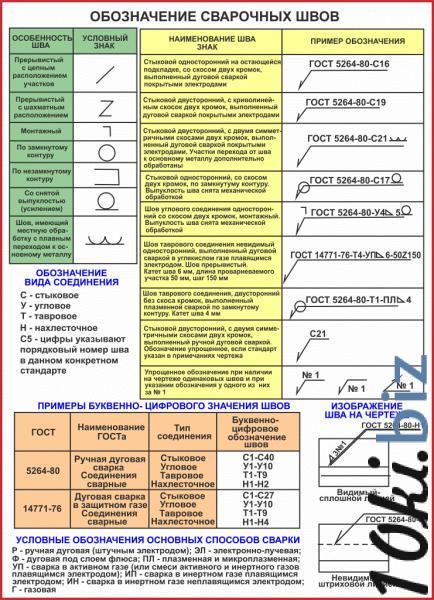 3-72).
3-72).
(3) Выдавливание на другом лонжероне стыка для выступающей сварки должно быть обозначено размещением символа сварного шва на -стороне контрольной линии вдали от считывающего устройства (рис. 3-73).
(4) Пропорции выступов должны быть показаны с помощью деталей или других подходящих средств.
(5) Размеры выступающих сварных швов должны указываться на той же стороне от контрольной линии, что и обозначение сварного шва.
г. Размер выступающих сварных швов .
(1) Выступающие сварные швы должны иметь размеры по прочности. Размер сварных швов с круглым выступом может быть задан по размеру.
(2) Размер сварных швов с круглым выступом должен быть обозначен как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с дюймовыми метками или без них слева от символа сварного шва (рис.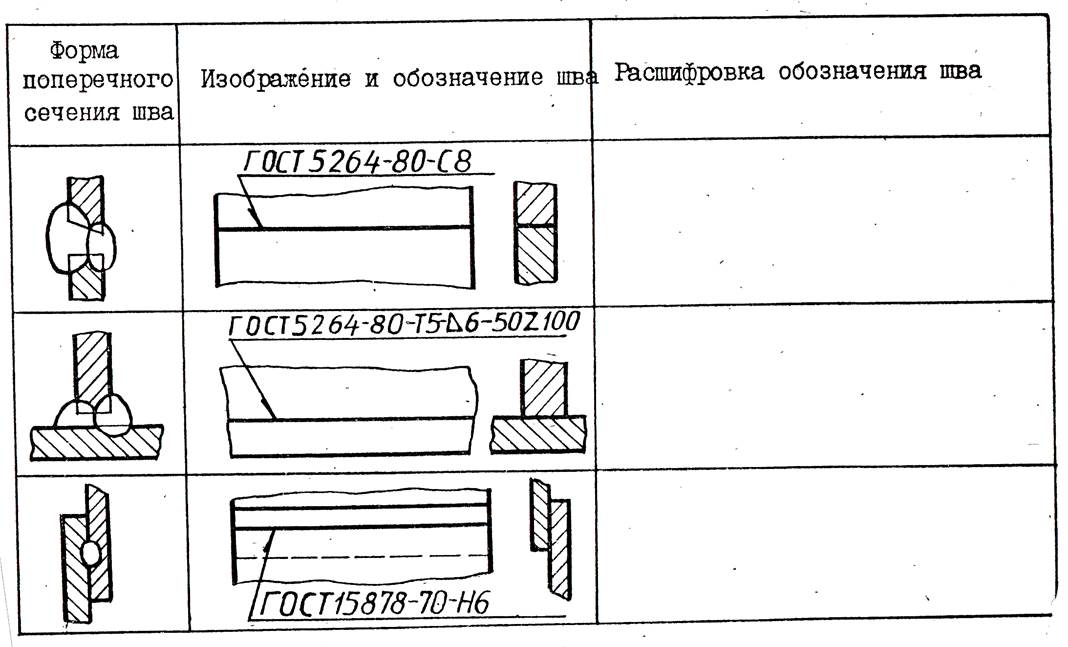 .3-74).
.3-74).
(3) Прочность выступающих сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на сварной шов и указана слева от символа сварного шва (рис. 3-75).
г. Расстояние между выступами . Шаг выступающих швов должен быть указан справа от обозначения шва (рис. 3-76).
г. Количество выступающих сварных швов . Если в определенном стыке требуется определенное количество сварных швов с выступом, это количество должно быть указано в скобках (F, рис. 3-77).
e. Объем проекционной сварки . Если длина сварного шва меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина соединения, размер должен быть определен (рис.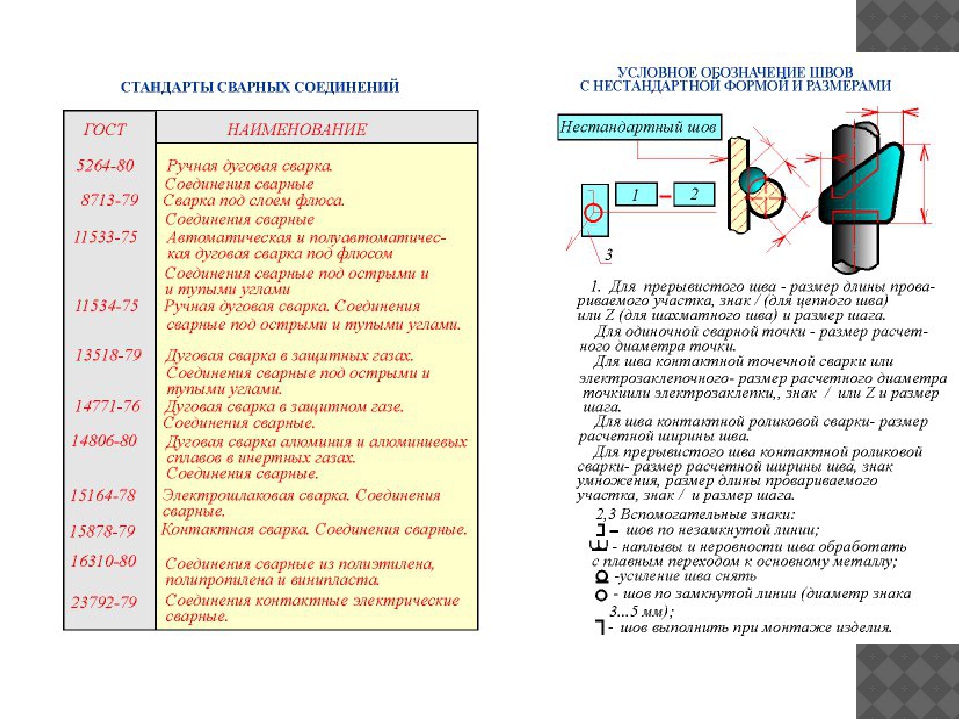 3-78).
3-78).
ф. Соединения, выполненные заподлицо, сварные швом с сопротивлением . Если открытая поверхность одного элемента контактного сварного шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. ВСПЫШКА ИЛИ БЛОКИРОВКА ШВА
а. Общие . Обозначения сварных швов с оплавлением или высадкой сами по себе не имеют значения стороны стрелки или другого значения, хотя дополнительные символы, используемые вместе с ним, могут иметь такое значение.Обозначения сварных швов для сварки оплавлением или с осаждением должны быть отцентрированы на контрольной линии. Размеры не нужно указывать на символе сварки.
г.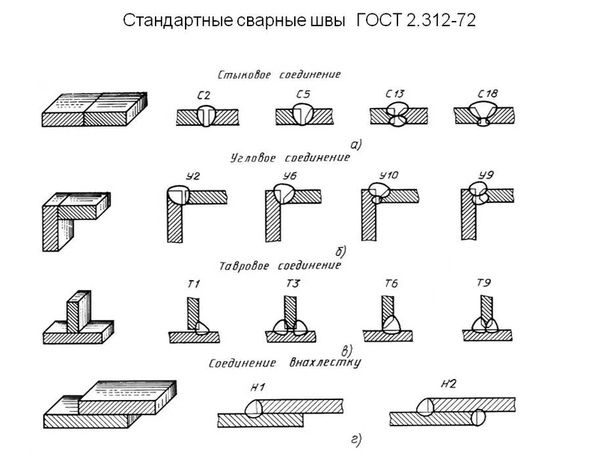 Контур поверхности сварных швов оплавлением или осадкой. Контурные обозначения (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) указываются так же, как и для угловых швов (параграф 3-21).
Контур поверхности сварных швов оплавлением или осадкой. Контурные обозначения (рис. 3-3) для сварных швов оплавлением или осаждением (рис. 3-80) указываются так же, как и для угловых швов (параграф 3-21).
Авторизационное письмо
WeldNote — Программное обеспечение для управления сваркой
Позиции сварки — это взаимное расположение сварщика и свариваемой детали.В ISO 15614-1, ASME IX и AWS D1.1 (относится к AWS A3.0) идеалы очень похожи, но имеют другую систему именования.
Если вы хотите узнать больше по другим вопросам, вы можете использовать наш блог или подписаться на нас в facebook, twitter и linkedin,
Ниже приведена диаграмма, которую можно использовать для определения горизонтального положения (это означает, что процесс сварки выполняется горизонтально). Вся эта статья и приведенные ниже диаграммы уже будут показывать преобразование стандартов ISO в систему именования стандартов AWS / ASME.
Вы заметите, что вам, по сути, нужно обратить внимание только на половину этой диаграммы, поскольку другая половина точно такая же (зеркальная), что означает, что положение ПК / 2G одинаково с обеих сторон пластины или трубка.
Горизонтальное перемещение
PA / 1G / 1F: Это плоское положение, в котором сварщик имеет деталь прямо под горелкой. Оно используется для стыковых или канавочных швов, хотя его можно использовать для угловых швов.
PB / 2F: Это горизонтальное положение для угловых швов.Сварщик будет держать горелку под углом примерно 45 ° в большинстве случаев (хотя это зависит от положения пластины или трубы), держа деталь рядом с собой:
PC / 2G: Обычно называется горизонтальным положением для стыковых швов. Деталь будет располагаться прямо параллельно корпусу сварщика, и он обычно сваривает деталь, пока она находится прямо перед ним:
PD / 4F: Это верхнее положение для угловых швов.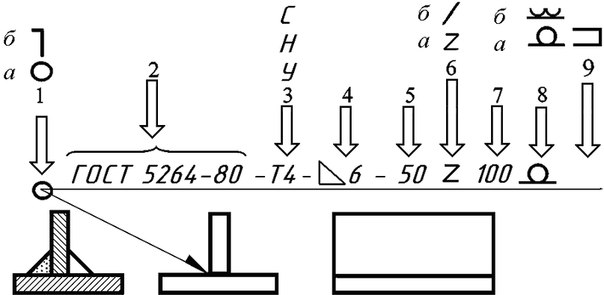 Сварщик будет держать горелку под углом около 45º большую часть времени (даже если это зависит от положения пластины или трубы), на этот раз находясь под деталью.
Сварщик будет держать горелку под углом около 45º большую часть времени (даже если это зависит от положения пластины или трубы), на этот раз находясь под деталью.
PE / 4G: Верхнее положение для стыковой сварки. Сварщик будет держать горелку прямо под изделием. Это довольно сложная позиция и требует правильной настройки параметров сварки.
Позиции для движения под гору и под гору
Итак, предыдущая часть этого поста с соответствующей схемой по существу относится к положениям сварки с горизонтальным перемещением, в которых процесс сварки перпендикулярен положению сварщика.Теперь мы обсудим положения, в которых процесс сварки параллелен положению сварщика.
PF / 3G Вверху: Вертикально вверх для стыковых или угловых швов. Сварщик использует металл из нижних частей испытательного образца и некоторое поверхностное натяжение для выполнения сварки против силы тяжести, направляя горелку под углом примерно 45 °.
PG / 3G Downhill: Вертикально вниз для стыковых или угловых швов. Сварщик будет использовать металл из верхних частей испытательного образца и собственную кинетическую силу электрической дуги (а также некоторое поверхностное натяжение) для поддержания сварочной ванны.Это хорошее положение с точки зрения производительности, и уже есть очень компетентные системы для сварки в этом положении на полуавтоматической сварке.
Сварщик будет использовать металл из верхних частей испытательного образца и собственную кинетическую силу электрической дуги (а также некоторое поверхностное натяжение) для поддержания сварочной ванны.Это хорошее положение с точки зрения производительности, и уже есть очень компетентные системы для сварки в этом положении на полуавтоматической сварке.
PH / 5G Вверху: Вертикальное верхнее положение для стыковых швов труб. Это очень распространенный способ сварки труб вручную. Сварщик будет выполнять сварку в трех различных положениях, начиная с верхнего положения, затем переходя в горизонтальное положение и заканчивая горизонтальным положением
. PH / 5G Спуск: Вертикальное нижнее положение для стыковых швов труб.Это очень производительный способ сварки труб вручную, но его следует выполнять только с помощью специального оборудования для сварки труб против силы тяжести. Сварщик будет выполнять сварку в трех разных положениях, начиная с горизонтального положения, затем переходя в горизонтальное положение и заканчивая верхним положением.
H-L045 / 6G в гору и J-L045 / 6G в гору: Самые трудные положения для сварщика. Обычно выполняется только при испытаниях сварных швов, чтобы квалифицировать сварщика для всех других должностей.По сути, это то же самое, что и PH / PJ / 5G, но с трубой под углом 45 °.
H-L045 / 6G в гору
J-L045 / 6G Скоростной спуск
Итак, чтобы подвести итог, это сравнения между стандартными позициями ISO и номенклатурой ASME / AWS:
Положение при сварке (ISO) | Сварочное положение (ASME / AWS) |
| PA | 1 г / 1 этаж |
ПБ | 2F |
ПК | 2 г |
| PD | 4F |
ЧП | 4G |
ПФ | 3G в гору |
PG | 3G Скоростной спуск |
PH | 5G в гору |
PJ | 5G Скоростной спуск |
H-L045 | 6G Подъем |
| J-L045 | 6G Скоростной спуск |
Надеюсь, это было полезно. Если вы хотите узнать больше, вы можете подписаться на нас в facebook, twitter и linkedin.
Если вы хотите узнать больше, вы можете подписаться на нас в facebook, twitter и linkedin.
Вы также можете проверить другие сообщения нашего блога здесь.
С уважением,
Тьяго Перейра
Генеральный директор WeldNote, программное обеспечение для управления сваркой
Сварочные Сертификационные Классы | Работа
Ряд профессиональных ассоциаций и компаний в области сварки предлагают сварщикам сертификаты. Сварочные сертификаты дают сварщикам легитимность в своей области, дополнительные знания через сертификационные классы и возможность доказать свои сварочные навыки потенциальным работодателям.Поскольку сварщики используют разные типы сварных швов и сварочных процессов, провайдеры сертификации классифицируют сертификаты сварки по разным категориям.
Сварочные процессы
Сварщики могут получить сертификаты по наиболее распространенным видам сварочных процессов — дуговой сварке в защитном металлическом корпусе, газовой вольфрамовой дуге и газовой дуговой сварке металлическим электродом. Американское сварочное общество AWS, главный поставщик сварочных сертификатов, использует дополнительные классификации для других сварочных процессов, таких как дуга с коротким замыканием в газовой среде, дуга с порошковой сердцевиной, дуга под флюсом и пайка.AWS дает каждому типу сертификации сварочного процесса аббревиатуру. Например, AWS классифицирует дуговую сварку защитным металлическим электродом как SMAW.
Американское сварочное общество AWS, главный поставщик сварочных сертификатов, использует дополнительные классификации для других сварочных процессов, таких как дуга с коротким замыканием в газовой среде, дуга с порошковой сердцевиной, дуга под флюсом и пайка.AWS дает каждому типу сертификации сварочного процесса аббревиатуру. Например, AWS классифицирует дуговую сварку защитным металлическим электродом как SMAW.
Положение и тип
Положение и тип сварного шва — еще одна основная классификация, которую используют сварщики при прохождении сертификации. Положение описывает размещение металлической пластины или трубы, на которой работает сварщик, и включает плоские, горизонтальные, вертикальные и потолочные сварные швы. Для труб имеются следующие позиции: вертикальное, 45-градусное вертикальное и ограниченное.Шов с разделкой кромок и угловой шов описывают два наиболее часто используемых типа сварных швов. Сварщики используют числа для обозначения положения и буквы для описания типа сварного шва для сертификации. Например, сварной шов с плоской кромкой металлической пластины классифицируется как 1G.
Например, сварной шов с плоской кромкой металлической пластины классифицируется как 1G.
Газы, присадочный металл и недрагоценный металл
Сварщики используют несколько различных типов газов и проходят сертификацию по каждому из типов, включая аргон, гелий, аргон / диоксид углерода и диоксид углерода. Провайдеры сертификации используют обозначение каждого газа в периодической таблице для классификации этого газа.AWS также предлагает сертификационные классификации для сварщиков присадочных и недрагоценных металлов. Присадочным металлам присваивается классификационный номер AWS, а AWS использует классификацию Американского общества испытаний и материалов для классификации неблагородных металлов. Классификация основного металла описывает типы свариваемых металлов, а также предел прочности и текучести этого металла.
Типы сертификатов
Каждый поставщик сертификации имеет несколько типов сертификатов.Наряду с общими обозначениями сертифицированных сварщиков, AWS также предлагает сертификаты сертифицированных роботов для дуговой сварки, сертифицированных инженеров по сварке, сертифицированных инспекторов по сварке, сертифицированных инструкторов по сварке, сертифицированных супервайзеров по сварке, сертифицированных торговых представителей по сварке и сертифицированных производителей сварочных работ. Сертификационные классификации для сварки также представлены в виде кодов, в том числе Правил по сварке конструкций для стали, Правил по сварке конструкций для алюминия, трубчатых конструкций, тонкой стали, арматурной стали, сварки листового металла, сварки химических заводов и нефтяных труб и железнодорожной сварки.Американское общество инженеров-механиков предлагает коды для сварки котлов и сосудов под давлением, а Американский институт нефти имеет свои собственные правила для сварки газовых и нефтепроводов.
Сертификационные классификации для сварки также представлены в виде кодов, в том числе Правил по сварке конструкций для стали, Правил по сварке конструкций для алюминия, трубчатых конструкций, тонкой стали, арматурной стали, сварки листового металла, сварки химических заводов и нефтяных труб и железнодорожной сварки.Американское общество инженеров-механиков предлагает коды для сварки котлов и сосудов под давлением, а Американский институт нефти имеет свои собственные правила для сварки газовых и нефтепроводов.
Источники
Биография писателя
Линдси Томпсон начала свою писательскую карьеру в 2001 году. Ее работы были опубликованы в журналах «Членский журнал» и «Журналист из Огайо» Художественного музея Цинциннати. Вы также найдете ее работы на таких сайтах, как Airbnb, Chron.com и USAToday.com. Томпсон имеет степень бакалавра журналистики Школы журналистики Скриппса Университета Огайо.
Выбор проволоки для сварочных электродов MIG, настройки и классификация схем
Руководство по выбору проволоки для сварочных электродов MIG
Это подробная страница о выборе проволоки для сварки MIG.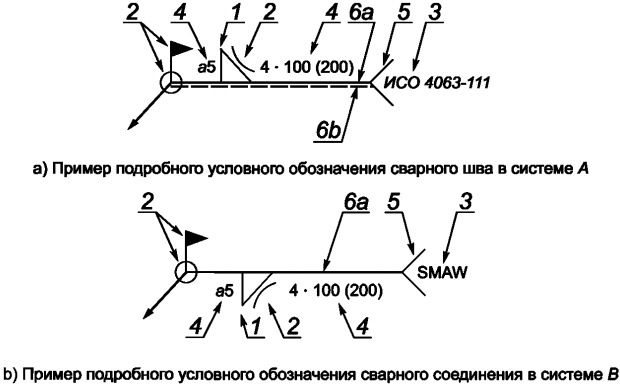 Он охватывает большинство электродов, которые обычно используются в этой области:
Он охватывает большинство электродов, которые обычно используются в этой области:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Наиболее широко используемые электроды для сварки MIG Размеры
Типичные электроды для сварки MIG представляют собой сплошную проволоку от толщиной.От 023 до 0,045. Некоторые из них намного толще для тяжелой промышленности. Наиболее распространенные размеры, которые используют большинство сварщиков:
Для большинства производственных цехов наиболее распространенным является 0,035 с. Если вы сварщик дома, по возможности используйте электрод небольшого диаметра. Чем меньше размер электрода, тем меньше энергии вам потребуется для работы вашего станка. Просто помните, что когда дело доходит до сварки MIG, электродом одного размера можно сваривать металл различной толщины, потому что толщина свариваемого металла определяется настройкой машины.
Таблица выбора проволоки для сварочного электрода MIG
Таблица выбора сварочного электрода для сварки MIG Параметры настройки сварочного электрода и газа для сварки MIG для Lincoln : C25 (25% диоксида углерода и 75% аргона) или 100% Co2 Сварка нержавеющей стали Марка нержавеющей стали: 301, 302, 304, 305 и 308.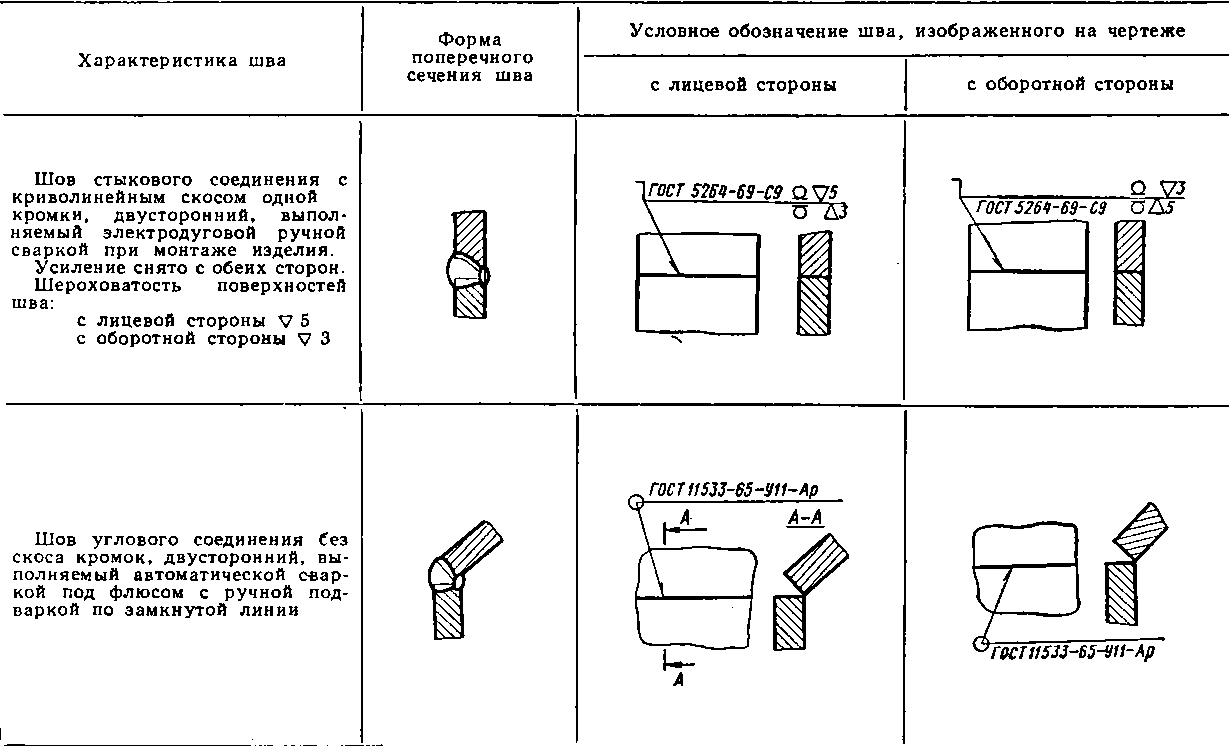
- Классификация электродов AWS: ER308L и ER308LSi
- Защитный газ: C2 или 2% диоксида углерода и 98% аргона
Сорта нержавеющей стали: 309 нержавеющая сталь или низкоуглеродистая сталь
Сварка Легированные стали
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2% углекислый газ и 98% аргон
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 314 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSi
- Защитный газ: C2 или 2% углекислый газ и 98% аргон
Сварочный алюминий
Сорта алюминия: 2014, 300 , 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
- Классификация электродов AWS: ER4043
- Защитный газ: 100% аргон
Алюминий Сорта: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Классификация электродов AWS: ER5356
- Защитный газ: 100% аргон
Выбор и выбор электрода из углеродистой стали
MIG Сварка углеродистой стали или мягкой стали обычно сваривается с использованием электрода ER70s-6 дюймов 100% газообразный диоксид углерода или газ C25, состоящий из 25% диоксида углерода и 75% аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальная прочность на растяжение. Например, если вы свариваете высокопрочную сталь, то » ER70S-6 »будет вместо этого« ER90S-6 ».Изменение прочности стали — вот что было бы иначе.
Сварка мягкой стали, выполненная электродом ER70S-6 и газом C25.Углеродистая сталь ER70S-6 Обозначение электрода
| Этикетка ER70S-6 обозначает следующее: |
- ER — Электрод или присадочный стержень, который используется для подачи проволоки MIG или Сварка TIG.

- 70 — Минимальный предел прочности на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Проволока сплошная.
- 6 — Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде, тоже бывает разных типов.

Выбор и выбор сварочного электрода MIG для нержавеющей стали
MIG-сварка нержавеющей стали имеет множество электродов, поскольку она используется в большом количестве проектов, требующих различных типов нержавеющей стали оценки.Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, удерживающая трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается с помощью электродов следующих классов:
ER308L и ER308LSi Сварочные электроды MIG и их применение
Эти электроды из нержавеющей стали в основном используются для низкокачественных нержавеющих сталей 301, 302, 304, 305 и 308. .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: .Это не тот блестящий материал, который многие считают нержавеющей сталью. Обычно он используется в промышленности, и время от времени на нем появляются пятна ржавчины. На рисунке слева изображена нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение проволоки следующее: |
- ER — Электрод или присадочный стержень, который используется либо при сварке MIG, либо при сварке TIG.
- 308 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше держать по бокам.
ER309L и ER309Si Сварочные электроды MIG и их применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку используется для сварки нержавеющей стали с низкоуглеродистой, углеродистой или низколегированной сталью. При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
При необходимости он сваривает нержавеющую сталь марок 304–310 или сваривает вместе разнородные металлы. Обратной стороной использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько высоко вы поднимаете машину, кажется, что она остыла. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. В большинстве случаев используется тот же C2 или 2% углекислый газ и 98% аргон. Есть много других вариантов (некоторые из них лучше) для газа, но C2 используется чаще всего.Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 309 — Марка электрода из нержавеющей стали.
- L — Низкое содержание углерода.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше держать по бокам.
 В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше держать по бокам.
В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше держать по бокам.Сварочные электроды MIG ER3016L и ER316LSi и их использование
Эти электроды из нержавеющей стали в основном используются для обработки нержавеющих сталей более высокого качества, в основном в пищевой промышленности и на судостроении.Основными металлами сварных швов ER316 являются нержавеющие марки 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, наиболее широко используется C2 (2% углекислого газа и 98% аргона). Есть много других смесей на выбор, и все зависит от вашего поставщика сварочных материалов. Обозначения проволоки для ER316L и ER316LSI следующие:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 316 — Марка электрода из нержавеющей стали.Это пищевой и настоящий морской сорт. Но лучшего сорта нержавейки нигде нет.
- L — Низкое содержание углерода. Из-за содержания углерода на нержавеющей стали появляются пятна ржавчины.
- Si — (Необязательно) Иногда добавляют Si, что означает высокое содержание силикона. В основном это помогает сварному шву лучше впитаться в металл. Вроде как прибавить огонь и подольше держать по бокам.
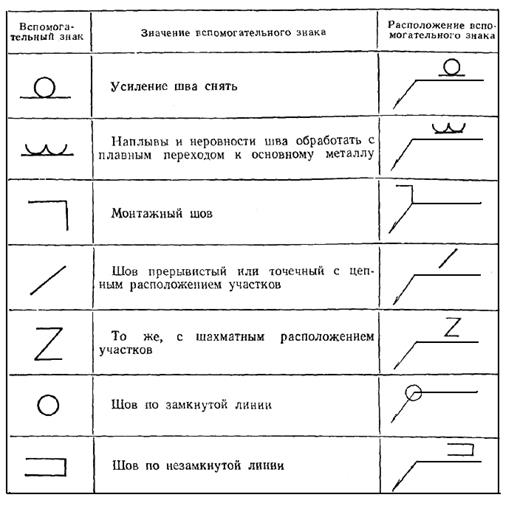
Выбор алюминиевых электродов для сварки MIG и провода
Выбор алюминиевых электродов для сварки MIG довольно прост.Есть два типичных варианта, а именно:
Теперь есть и другие варианты, но редко требуются другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толщиной более 1/2 дюйма, вы можете попробовать смесь аргона с гелием. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и промышленных предприятий, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Сварочный электрод MIG и его применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
Он сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Он также может использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях Смесь гелия / аргона может использоваться для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов:
- ER — Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 — Серия из алюминия.Этот электрод изготовлен из алюминия серии 4000.
- 043 — Это число указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Назначение и использование сварочного электрода MIG
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев в качестве газа всегда используется 100% аргон, а в редких случаях смесь гелия / аргона может использоваться для основных металлов толщиной более ½ дюйма.Обозначение электродов следующее:
В большинстве случаев в качестве газа всегда используется 100% аргон, а в редких случаях смесь гелия / аргона может использоваться для основных металлов толщиной более ½ дюйма.Обозначение электродов следующее:
- ER — Электрод или присадочный стержень, который используется либо при подаче проволоки MIG, либо при сварке TIG.
- 5 — Серия из алюминия. Этот электрод изготовлен из алюминия серии 5000.
- 356 — Это число указывает количество магния, добавленного к электроду. В алюминиевые сплавы серии 5000 добавлен магний.
Основные символы сварки | Свари мой мир
Сварочные символы важны для работы сварных деталей.Без надлежащих символов сварки или правильной интерпретации сварная деталь может работать неправильно или выйти из строя в полевых условиях. Одна из самых распространенных ошибок — различие между символом сварки и символом сварного шва. Обозначение сварного шва — это только тип сварного шва (угловой, V-образный, U-образный и т. Д.), Как показано ниже. Символ сварки содержит соответствующую информацию о том, как, где и что сваривать.
Д.), Как показано ниже. Символ сварки содержит соответствующую информацию о том, как, где и что сваривать.
Сварочные символы
Двумя наиболее распространенными обозначениями сварных швов являются угловой шов и шов с разделкой кромкой.Эти сварные швы используются в соединениях внахлестку, тройниковых соединениях, угловых соединениях и стыковых соединениях. Чтобы понять, как, где и что делать, символ сварки указывает эту информацию. Первый порядок работы — когда сварка должна быть завершена, в полевых условиях или до монтажа? Если символ содержит символ ниже, его необходимо заполнить в поле на месте. ЕСЛИ он не содержит символа сварного шва, его можно выполнить до монтажа.
Вторая операция — куда идет сварка? Для этой (согласно AWS) стороны есть два обозначения: стрелочная сторона и другая сторона.Сторона стрелки обозначает место, куда направлена стрелка, где должен идти сварной шов, другая сторона обозначает сторону, противоположную направлению стрелки.
Третья операция — длина сварного шва или все вокруг. Существует несколько типов обозначений длины, первый из которых не имеет обозначения. Это означает, что сварка должна выполняться по всему стыку. Второй — круговой символ; это означает, что сварка должна выполняться по всему периметру сварного изделия, где это возможно. Третье обозначение — фиксированная длина, это означает, что сварной шов должен быть отцентрирован в соединении (если не указано иное) на этой фиксированной длине.Последнее обозначение — прерывистый сварной шов, или, другими словами, шовный шов. Это дает длину сварного шва и шаг между сварными швами. Длина — это первое число, а шаг (измерение от центра до центра) — второе.
Четвертая операция — это тип сварного шва, угловая или канавка, а также размер, контур и форма. Для углового шва это может быть угловой шов с равной или неравной полкой. Если у него одно число, значит, это равная нога, если два, то первое число — это нижняя нога, а вторая — верхняя нога. Далее угловой сварной шов может иметь плоский, выпуклый или вогнутый контур, который обозначается символом контура. Наконец, контур может быть выполнен с помощью символа обработки или шлифования, который обозначается буквой M или G над символом контура.
Далее угловой сварной шов может иметь плоский, выпуклый или вогнутый контур, который обозначается символом контура. Наконец, контур может быть выполнен с помощью символа обработки или шлифования, который обозначается буквой M или G над символом контура.
Сварные швы с разделкой кромок могут иметь несколько элементов в обозначении, включая корневое отверстие, угол или радиус скоса, глубину подготовки, глубину сварного шва, счетчик и тип чистовой обработки.
Пятая операция — это символы поддержки или их отсутствие.Основа может быть расходной или не расходной. Они изображены следующим образом:
Последняя операция находится в хвосте символа сварного шва, внутри хвоста можно сделать несколько обозначений. Чаще всего в хвосте отображается процесс сварки или процедура сварки. Хотя он часто используется для типов присадочных материалов, для создания типичных символов сварки (с использованием одного и того же символа для нескольких сварных соединений), точек начала и остановки, символов неразрушающего контроля и материалов основы.
Имея всю эту новую информацию о сварочных символах и о том, как их использовать, пришло время применить свои новые знания в этой области. Никогда не попадитесь без всех ваших сварочных принадлежностей и требований безопасности! Посетите сайт www.bakersgas.com, чтобы всегда оставаться в хорошей форме на рабочем месте.
Нравится:
Нравится Загрузка …
СвязанныеПорошковые электроды Условные обозначения
Обозначения удобства использования порошковых электродов: что они означают?
Q: Я новый продавец в компании по производству сварочных материалов.Я заметил, что классификационные номера AWS для многих порошковых проволок, которые мы носим, одинаковы на передней панели, но имеют разные номера тире на задней стороне. Некоторые примеры номеров: E71T-1, E71T-8, E71T-9, E71T-11 и т. Д. На некоторых проводах даже есть два или три номера. Я слышал, что эти «черточки» называются числами производительности.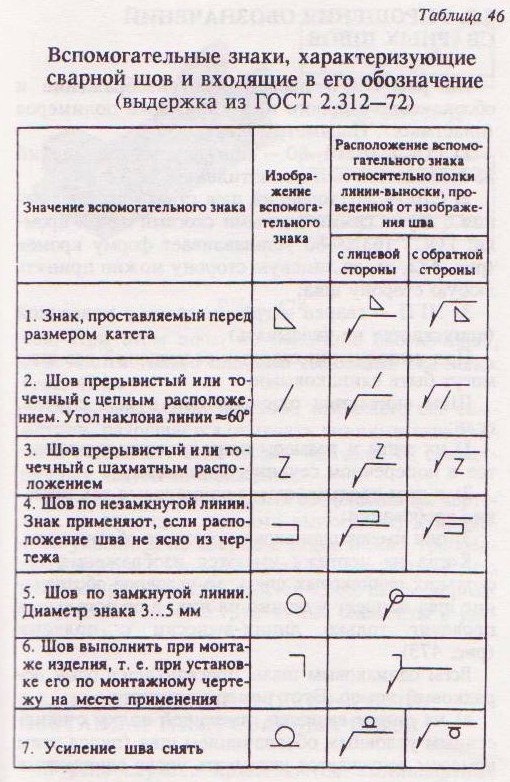 Но что именно они означают? Кроме того, как у некоторых проводов может быть более одного номера AWS?
Но что именно они означают? Кроме того, как у некоторых проводов может быть более одного номера AWS?
A: Номера тире, о которых вы спрашиваете, называются «обозначениями удобства использования» и относятся к пригодности электрода с учетом требований к полярности и общим рабочим характеристикам.Прежде чем обсуждать особенности каждого обозначения, следует кратко рассмотреть значение всего классификационного номера электрода Американского сварочного общества (AWS). На рис. 1 показан ключ к классификационному номеру электрода по AWS. Каждая буква и цифра в номере что-то указывает на электрод. Полная информация об этих и других классификационных номерах электродов содержится в документе AWS A5.20 / A5.20M: 2005, озаглавленном «Технические условия на электроды из углеродистой стали для дуговой сварки порошковой проволокой».
Рис. 1. Обозначения классификационных обозначений AWS для порошковых электродов из углеродистой стали |
Как указывалось ранее, условные обозначения пригодности для использования порошковых электродов определяют требования к полярности и общим рабочим характеристикам.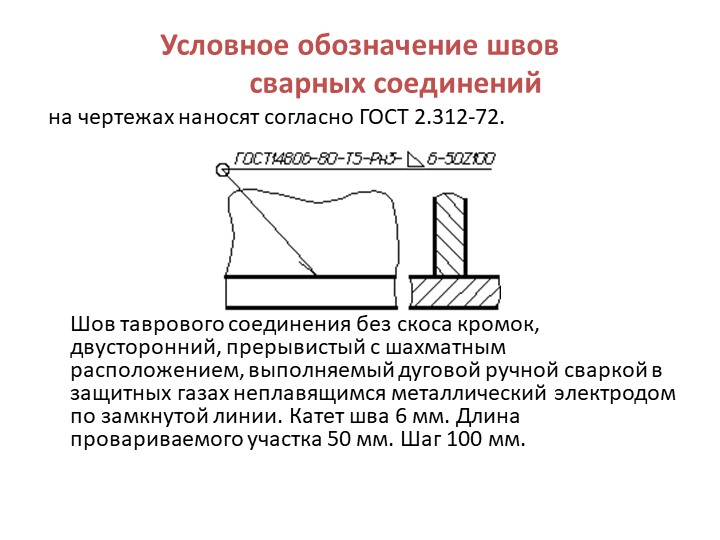 Эти обозначения могут быть 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, G или GS. Каждое обозначение удобства использования указывает на общую группу электродов, которые имеют схожие характеристики использования.Исключение составляют классы «G» и «GS», где эксплуатационные характеристики электродов аналогичной классификации могут отличаться.
Эти обозначения могут быть 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, G или GS. Каждое обозначение удобства использования указывает на общую группу электродов, которые имеют схожие характеристики использования.Исключение составляют классы «G» и «GS», где эксплуатационные характеристики электродов аналогичной классификации могут отличаться.
«G» обозначает «общую» классификацию. «GS» обозначает общие, «однократные» заявки. В обоих случаях он является общим, поскольку не все конкретные требования, указанные для других классификаций обозначений, указаны для этой классификации. Назначение общего обозначения состоит в том, чтобы позволить вновь разработанным порошковым электродам, которые могут отличаться тем или иным образом от всех других обозначений удобства использования, возможность классификации в соответствии со спецификацией присадочного металла.Это позволяет использовать электрод сразу же, не дожидаясь потенциально многих лет, пока спецификация присадочного металла не будет пересмотрена для создания нового обозначения удобства использования.
Обозначение удобства использования также указывает на тип системы защиты конкретного порошкового электрода. AWS классифицирует все порошковые электроды в одну группу для процесса дуговой сварки порошковой проволокой (FCAW). Однако в этой группе есть две принципиально разные категории или подгруппы электродов.К ним относятся самозащитные порошковые электроды (процесс FCAW-S) и газозащитные порошковые электроды (процесс FCAW-G). Все они представляют собой трубчатые электроды с флюсовыми элементами внутри электрода, которые, помимо прочего, образуют шлаковое покрытие сварного шва. Однако самозащитные электроды полностью создают свою собственную систему экранирования (например, дуговая сварка с использованием экранированного металла (SMAW) или стержневые электроды), в то время как электроды с газовой защитой также используют внешнюю систему защитного газа (т. Е. Они имеют двойную защиту).
Эти обозначения удобства использования можно подразделить на две основные категории электродов следующим образом:
Самозащитные порошковые электроды: T-3, -4, -6, -7, -8, -10, -11 , -13, -14, -G, -GS
Газозащитные порошковые электроды: T-1, -2, -5, -9, -12, -G, — GS
Подробную информацию по каждой из этих классификаций обозначений удобства использования можно найти в спецификации AWS A5: 20 / A5. 20M: 2005 * для углеродистой стали с порошковой наплавкой. Различные таблицы в спецификации включают требования для каждого обозначения удобства использования.В таблице 1 перечислены требуемые механические свойства. В Таблице 2 перечислены «Требования к использованию электродов», включая положение сварки, использование или отсутствие использования внешнего защитного газа, полярность и применение (одно- или многопроходное). В таблице 3 перечислены тесты, необходимые для классификации. В таблице 6 перечислены требования к химическому составу металла шва. Кроме того, Приложение A, раздел A7 содержит подробное описание и предполагаемое использование каждого обозначения удобства использования.
20M: 2005 * для углеродистой стали с порошковой наплавкой. Различные таблицы в спецификации включают требования для каждого обозначения удобства использования.В таблице 1 перечислены требуемые механические свойства. В Таблице 2 перечислены «Требования к использованию электродов», включая положение сварки, использование или отсутствие использования внешнего защитного газа, полярность и применение (одно- или многопроходное). В таблице 3 перечислены тесты, необходимые для классификации. В таблице 6 перечислены требования к химическому составу металла шва. Кроме того, Приложение A, раздел A7 содержит подробное описание и предполагаемое использование каждого обозначения удобства использования.
Краткое изложение основных моментов каждой группы обозначений удобства использования включено в эту статью на Рисунках 2 и 3 .
* Двойная система нумерации спецификаций присадочного металла (например, A5: 20 / A5: 20M) означает, что они включают как английские единицы измерения, так и метрические единицы.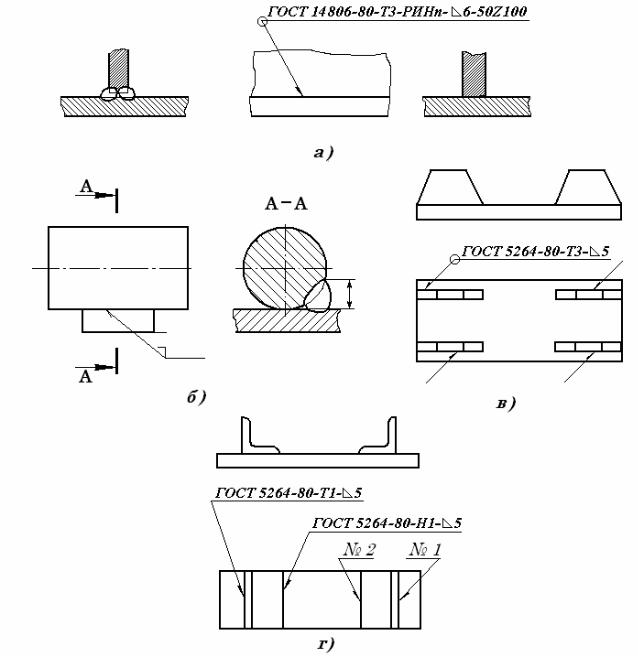 Год публикации также указывается в конце номера документа.
Год публикации также указывается в конце номера документа.
Рисунок 2: Описание обозначений удобства использования для самозащитных порошковых электродов |
Рисунок 3: Описание обозначений для использования в газозащитных порошковых электродах |
Обращаясь ко второму вопросу этой колонки, некоторые электроды действительно имеют два или более разных классификационных номера AWS.Это довольно часто встречается с электродами, которые дважды классифицируются как электроды «Т-1» и «Т-9». Возвращаясь к рисунку 3, обратите внимание, что эти два обозначения пригодности к использованию имеют точно такие же электрод и рабочие характеристики. Единственная разница в ударных свойствах.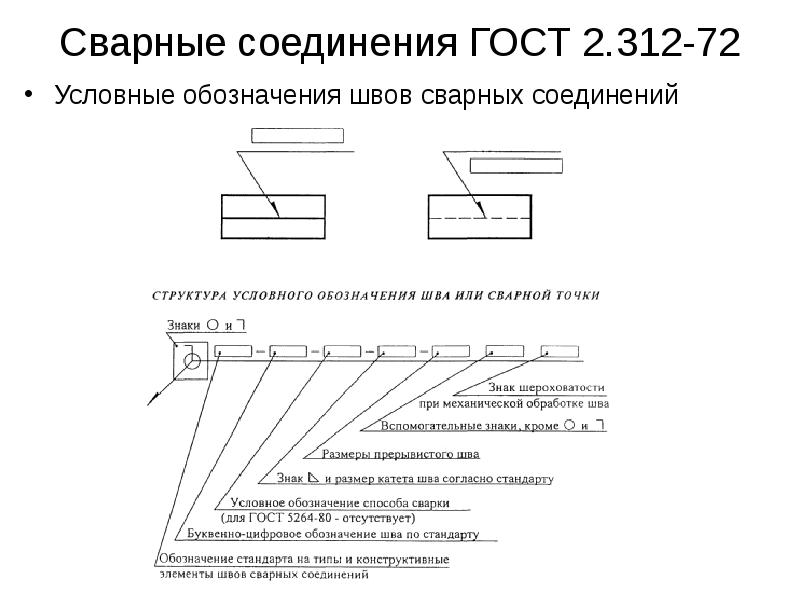 Электрод «9» предъявляет более строгие требования к ударной вязкости: 20 футов • фунт-сила при -20 ° F (27 Дж при -29 ° C) по сравнению с электродом «1», рассчитанным на 20 футов • фунт-сила при 0 ° F (27 Дж при -18 ° C). ). Следовательно, если конкретный электрод может соответствовать минимальным требованиям к ударной вязкости при более низкой температуре -20 ° F (-29 ° C), то он также может легче удовлетворить его при более высокой температуре 0 ° F (-18 ° C).Таким образом, один электрод может удовлетворять требованиям двух различных классификаций использования.
Электрод «9» предъявляет более строгие требования к ударной вязкости: 20 футов • фунт-сила при -20 ° F (27 Дж при -29 ° C) по сравнению с электродом «1», рассчитанным на 20 футов • фунт-сила при 0 ° F (27 Дж при -18 ° C). ). Следовательно, если конкретный электрод может соответствовать минимальным требованиям к ударной вязкости при более низкой температуре -20 ° F (-29 ° C), то он также может легче удовлетворить его при более высокой температуре 0 ° F (-18 ° C).Таким образом, один электрод может удовлетворять требованиям двух различных классификаций использования.
В других случаях электроды можно разделить на три группы: «Т-1», «Т-9» и «Т-12». Классификация с обозначением «12» также имеет те же электрод и рабочие характеристики, что и классификация «1» и «9». Классификация «12» имеет несколько более низкий максимальный уровень марганца (Mn) и несколько более низкий предел максимального предела прочности на разрыв, чем классификации «1» и «9». Следовательно, электроды «12» также соответствуют требованиям электродов «1» и «9». В то время как электроды «12» традиционно классифицируются сами по себе, производители недавно начали классифицировать их по три.
В то время как электроды «12» традиционно классифицируются сами по себе, производители недавно начали классифицировать их по три.
Обратите внимание, что порошковые электроды также могут иметь дополнительное обозначение «J». Это означает, что электрод может соответствовать еще более строгим требованиям к ударной вязкости: 20 футов • фунт-сила при -40 ° F (27 Дж при -40 ° C). Большинство электродов «12» имеют необязательное обозначение J. Однако электрод «12» технически не должен соответствовать значениям с V-образным надрезом по Шарпи (CVN) 20 футов • фунт-сила при -40 ° F (27 Дж при -40 ° C), это как раз то, что нужно.Также обратите внимание, что хотя большинство электродов «1» / «9» не имеют дополнительного обозначения J, технически они могут иметь его, если соответствуют требованиям к удару. И действительно, некоторые из них имеют дополнительный индекс J, например электрод Outershield® 71M от Lincoln Electric.
В данной рубрике рассматриваются электроды из углеродистой стали. Однако на рынке сварки также доступны низколегированные порошковые электроды. Эти электроды классифицированы в документе AWS A5.29: A5.29M: 2010 «Технические условия для низколегированных электродов для дуговой сварки порошковой проволокой».Эти электроды обеспечивают сварные швы, которые обычно прочнее, чем сварные швы, выполненные электродами из углеродистой стали, и имеют минимальную прочность на разрыв от 80 до 120 тысяч фунтов на квадратный дюйм (550-827 МПа).
Однако на рынке сварки также доступны низколегированные порошковые электроды. Эти электроды классифицированы в документе AWS A5.29: A5.29M: 2010 «Технические условия для низколегированных электродов для дуговой сварки порошковой проволокой».Эти электроды обеспечивают сварные швы, которые обычно прочнее, чем сварные швы, выполненные электродами из углеродистой стали, и имеют минимальную прочность на разрыв от 80 до 120 тысяч фунтов на квадратный дюйм (550-827 МПа).
Их классификационные номера электродов аналогичны электродам из углеродистой стали, включая аналогичные (но меньшие) классы обозначения пригодности для использования. Требования к механическим свойствам и химическому составу металла шва для каждой классификации пригодности могут различаться в зависимости от типа сплава и уровня сплава в каждом электроде.И снова подробные требования для каждой классификации пригодности содержатся в различных таблицах в спецификации присадочного металла A5.29: A5.29M.
Эти обозначения удобства использования для низколегированных порошковых электродов можно подразделить на две основные категории электродов следующим образом:
• Самозащитные порошковые электроды: T4, 6, 7, 8, G
• Газозащитные порошковые электроды: T1, 5, G
Одно небольшое отличие от системы классификационной нумерации низколегированных электродов заключается в том, что обозначение удобства использования, следующее за обозначением «Т», теперь стоит перед тире, а обозначение состава наплавки или сплава теперь следует за тире.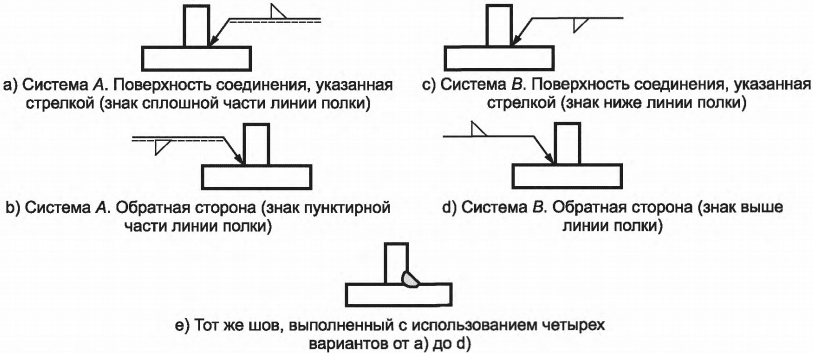 Например, электрод из углеродистой стали может иметь классификационный номер «E71 T — 1 M-JH8», а низколегированный электрод может иметь классификационный номер «E81 T1 -K2M-Jh5».
Например, электрод из углеродистой стали может иметь классификационный номер «E71 T — 1 M-JH8», а низколегированный электрод может иметь классификационный номер «E81 T1 -K2M-Jh5».
В заключение отметим, что существует новая спецификация присадочного металла, AWS A5.36 / A5.36M: 2012, «Спецификация электродов с порошковой сердцевиной для углеродистой и низколегированной стали для дуговой сварки порошковой проволокой и электродов с металлической сердцевиной для газа. Дуговая сварка металлов ». Он охватывает электроды с порошковой сердцевиной как из углеродистой стали, так и из низколегированной стали, а также электроды с порошковой проволокой из низколегированных металлов.Это первая из новых и улучшенных спецификаций присадочного металла. Он действует сейчас и работает вместе с AWS A5.20 и A5.29 до 2015 года. К этому моменту старые спецификации будут устаревшими, а новая спецификация A5.36 будет единственной действующей. Хотя обозначения удобства использования аналогичны обозначениям в A5.