Как читать обозначение сварных швов на чертежах
Екатерина
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.
Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Содержание статьи
- Типы швов и их расшифровка
- Изображение сварных швов на чертеже
- Вспомогательные знаки
- Примеры условных обозначений
- Пример №1
- Пример №2
- Пример №3
- Пример №4
- Пример №5
- Вместо заключения
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.
Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.
Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.
Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.
Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности.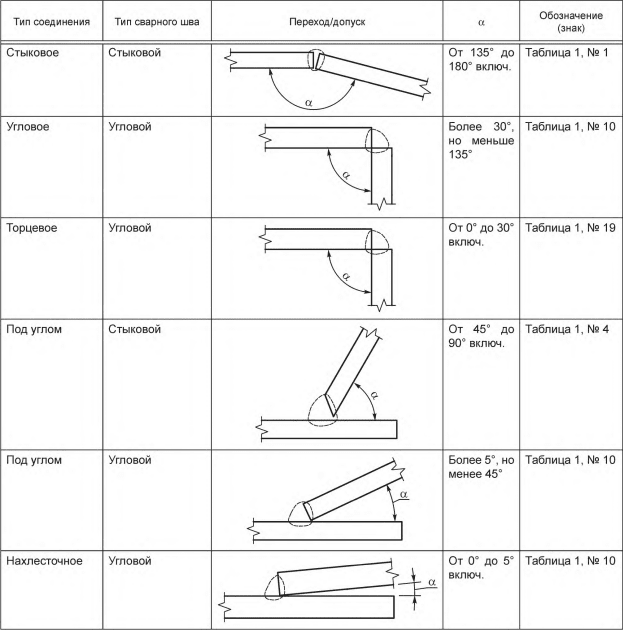 Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.
Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.
Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки
Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.
К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.
Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).

- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).

Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
Похожие публикации
|
||||||||||||||
|
Главная / Продукция по брендам / ГОСТы и СНиПы / ГОСТ Р 55170-2012 Котлы стационарные паровые, водогрейные и котлы-утилизаторы. Версия для печати 5.1 Сварные соединения, работающие под давлением (кроме труб поверхностей нагрева), с толщиной стенки 6 мм и более подлежат маркировке (клеймению), позволяющей установить фамилию сварщика, выполнявшего сварку. В случае, если одно сварное соединение выполнялось несколькими сварщиками, должны быть нанесены клейма каждого сварщика в порядке, установленном в нормативной документации (НД) на сварку. Необходимость маркировки сварных соединений с толщиной стенки менее 6 мм устанавливают требованиями НД на сварку. При этом способ маркировки должен исключать наклёп или подкалку участков клеймения. 5.2 Маркировка не должна ухудшать качество и надежность сварных соединений. 5.3 Маркировка сварного соединения должна быть нанесена на наружной поверхности изделия на расстоянии 30-50 мм от кромок сварного шва. На продольных сварных соединениях клеймо следует проставлять на расстоянии 100-200 мм от кромок сварного шва. 5.4 Если некоторые группы сварных соединений не могут быть промаркированы в соответствии с требованиями п.5.2 (например, соединения элементов с малой толщиной стенки), к паспорту котла должны быть приложены эскизы изделия с указанием расположения этих соединений и условных обозначений фамилий сварщиков, выполнивших сварку. 5.5 Если все сварные соединения котла или другого изделия (барабана, коллектора, ширмы и др.) выполнены одним сварщиком, то маркировку каждого сварного соединения допустимо не наносить. В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.
/ в начало
/ вперед>>
02 Декабря 2015 г. |
|||||||||||||


 Маркировка /
Маркировка /
Сварочный шов: обозначение, правила и виды
Высокотехнологичная современная сварка выполняется в соответствии с общепринятыми критериями качества. Итоговым продуктом работы становятся сварочные швы, виды и обозначения которых классифицированы, описаны и разделяются по качеству и способам выполнения.
Итоговым продуктом работы становятся сварочные швы, виды и обозначения которых классифицированы, описаны и разделяются по качеству и способам выполнения.
Что такое сварочный шов
Понятия «сварочный шов» и «сварочное соединение» часто подразумевают под собой одно и то же, но некоторые источники разделяют обе формулировки.
Согласно наиболее простому обозначению, сварочный шов — неразъемное соединение деталей сваркой.
Более сложное определение связано с физикой процесса: сварочный шов — участок кристаллизированного или деформированного вещества, объединяющий несколько деталей. Сварочные соединения и швы, так или иначе, воспринимаются как одно и то же определение.
Классификация
Виды и обозначения сварочных швов определяются их признаками. Классификация швов основывается на спектре их применения. По внешнему параметру швы подразделяют на:
- Выпуклые, с усилением.
- Вогнутые, с прослабленной конструкцией.
- Плоские.
В зависимости от типа исполнения швы делят на односторонние и двухсторонние, по числу проходов электродом — на однопроходные и двухпроходные.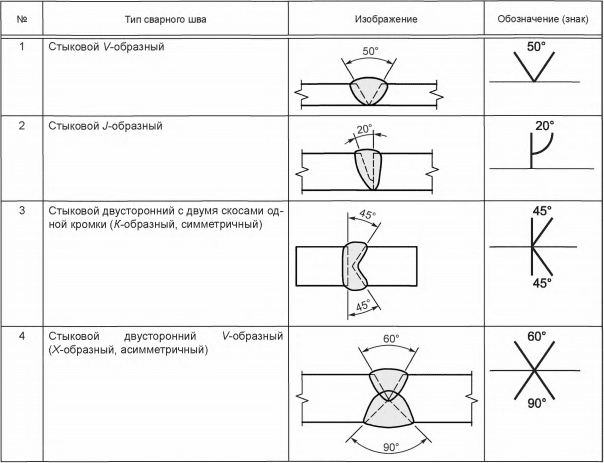 Также выделяют однослойные и двухслойные способы провара.
Также выделяют однослойные и двухслойные способы провара.
По протяженности швы классифицируют на:
- Односторонние сплошные.
- Односторонние прерывистые.
- Точечные. Характерны для контактной электроварки.
- Двусторонние цепные.
- Двусторонние шахматного порядка.
По пространственному расположению делятся на:
- Нижние горизонтальные.
- Потолочные вертикальные.
- В лодочку.
- Полупотолочные.
- Полугоризонтальные.
- Полувертикальные.
По вектору силового воздействия классифицируются на:
- Фланговый, или продольный. Усилие прикладывается параллельно к провару.
- Поперечный. Усилие прикладывается перпендикулярно.
- Комбинированный. Сочетает все разновидности.
- Косой. Взаимодействие осуществляется под углом.
Обозначение сварочных швов по ГОСТу в зависимости от функций и назначения делится на прочные, герметичные и прочноплотные. По ширине различают ниточный шов, величина которого не превышает диаметр электродного стержня, и уширенный, который выполняется посредством колебаний в поперечном направлении во время сварки.
По ГОСТ описано строгое обозначение типов сварочных швов и соединений. Информация о типе крепления и способе его выполнения отражается в специальных значках, используемых при составлении чертежей.
Виды сварных швов
Используемый тип сварного шва зависит от материалов, их толщины и конструктивных особенностей. Понять специфику сварки деталей и избежать брака в работе можно только при наличии соответствующей теоретической подготовки. Причиной слабого механического сопротивления стыков в большинстве случаев становится недостаточная проварка участков соединений. Должные качество и прочность швов достигаются при условии выбора правильных видов и режимов сварки. Подготовка сварщиков включает в себя не только практическую, но и теоретическую часть — изучение норм и правил, условных обозначений сварочных швов, особенностей используемого оборудования. Знание основных принципов использования тех или иных креплений и сварочных работ позволяет получать долговечное и крепкое соединение.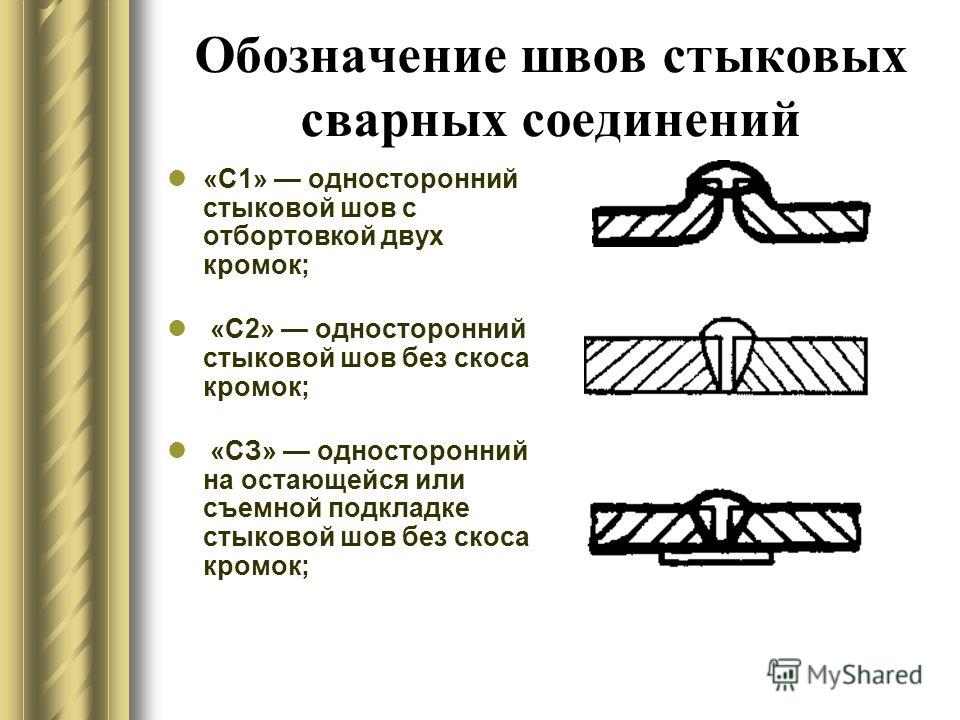
Стыковые швы
Вид сварочных соединений, чаще остальных используемых на трубах, листовых конструкциях и торцевых участках. Формируется с минимальными затратами времени, сил и материалов. Для подобных стыковых креплений характерны свои особенности: тонкие листы металла свариваются без скоса кромок.
Стыки изделий с большей толщиной требуют предварительной обработки, заключающейся в скашивании для большей глубины проваривания. Такая предварительная подготовка проводится для металлических изделий, чья толщина находится в пределах 8-12 миллиметров. Более толстые металлы объединяются двусторонней сваркой со скосом краев. Стыковые швы чаще всего выполняются в горизонтальной плоскости.
Тавровые швы
Обозначение сварочных швов таврового типа выполнено в виде буквы «Т». Ширина сварочного шва зависит от толщины объединяемых предметов, особенности скрепления влияют на то, каким будет соединение — односторонним либо двусторонним.
Электрод при работе с металлическими деталями разной толщины удерживается под углом 60 градусов.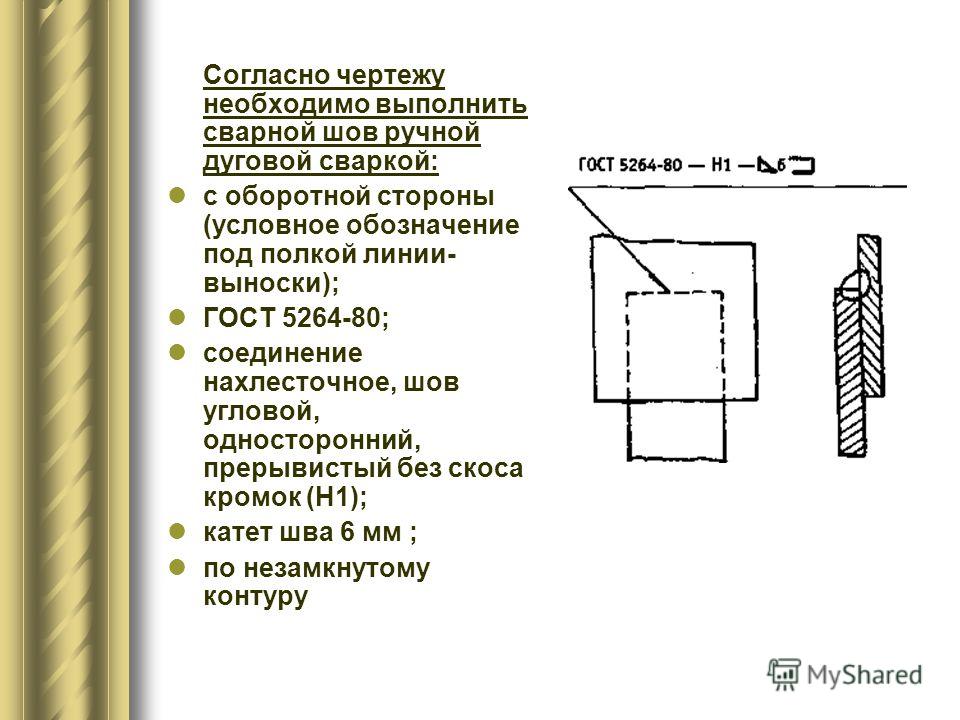 Процесс сварки упрощается, если используются прихватки либо метод «в лодочку» — он сокращает количество подрезов. Наложение таврового шва осуществляется за один проход. Для такого типа широко применяются автоматические электросварочные аппараты.
Процесс сварки упрощается, если используются прихватки либо метод «в лодочку» — он сокращает количество подрезов. Наложение таврового шва осуществляется за один проход. Для такого типа широко применяются автоматические электросварочные аппараты.
Нахлесточные швы
Швы, применяемые для сварки листовых металлов толщиной до 12 миллиметров. Соединяемые материалы располагаются внахлест и провариваются с обеих сторон вдоль стыков. Внутренняя часть свариваемой конструкции должна быть изолирована от влаги. Дополнительная проварка по периметру осуществляется с целью усиления скрепления.
Формирование соединительного стыка посредством нахлесточного шва осуществляется между поверхностью одного изделия и торцом другого. Такой метод сварки значительно увеличивает расход материалов, что учитывается заранее. Перед началом работ листы металла выравниваются и тщательно прижимаются друг к другу.
Угловые
Обозначение сварочных швов, выполняемых под определенным углом друг к другу. Характерной особенностью считается обеспечение лучшего провара за счет использования предварительных скосов. Это не только увеличивает глубину сварочного шва, но и повышает надежность всей конструкции. Прочность усиливается в том числе благодаря двустороннему свариванию металлических изделий без зазоров в кромках. Подобные электросварные швы отличаются большим количеством наплавленного металла.
Потолочные швы
Одна из наиболее сложных в выполнении электросварных работ ввиду расположения шва над сварщиком. Создается минимальной силой электротока прерывистым сварочным швом. Обозначение потолочных и вертикальных соединений в инструкциях содержит предупреждения о сложности работ и необходимости наличия у сварщика определенных навыков для достижения максимального качества. К потолочным швам прибегают в условиях, где нет возможности сместить свариваемые конструкции: работа с трубами, потолочными швеллерами и балками на строительных площадках, всевозможные металлические сооружения. Специфика и нюансы выполнения потолочных швов осваиваются только на практике.
Зачистка выполненных швов
Сваренные швы после окончания работ обладают неровной текстурой, выступая над поверхностью и оставляя после себя капли металла, следы шлака и окалины. Все это удаляется, а сам процесс именуется зачисткой швов.
Осуществляется в несколько этапов:
- Зубилом или молотком сбивается окалина.
- Участок со швом обрабатывается болгаркой.
- Иногда проводится лужение — наносится тонкий слой расплавленного олова.
Брак и возможные дефекты
Наиболее часто в работе сварщиков встречается кривой шов с неровным заполнением. Подобный дефект возможен из-за неравномерного ведения электрода. Устраняется он только с набором сварщиком опыта.
Второй по частоте встречаемости дефект — неправильный выбор длины дуги либо силы тока, что приводит к появлению неровного заполнения или «подрезов». В зависимости от типа дефекта может пострадать либо эстетика швов, либо их прочность.
Непровар
Под непроваром в правилах обозначения сварочных швов и прочих инструкциях понимают недостаточное заполнение стыка деталей металлом. Появляется в следующих случаях:
- Отсутствие либо низкокачественная обработка кромок материалов.
- Низкая сила тока.
- Слишком высокая скорость работы электродом.
Подрез и прожог
Подрез — расположенная вдоль шва ненужная канавка. Дефект возникает из-за дуги большой длины. Предотвращается посредством сокращения длины дуги или установки большей силы тока.
Прожог — дыра в шве — возникает по нескольким причинам:
- Большой зазор между краями металла.
- Высокая сила тока.
- Медленное движение электрода.
Наплывы и поры — небольшие отверстия, появляющиеся в большом количестве и отрицательно влияющие на прочность готового шва. Причин их появления может быть несколько:
- Следы ржавчины и грязи на металле.
- Попадание на расплавленный металл кислорода при осуществлении работ на сквозняке.
- Низкое качество обработки кромок металла.
- Низкокачественные электроды.
- Применение присадочной проволоки.
При нарушении целостности швов возникают трещины. Возникают после остывания расплавленного металла и предвещают разрушение соединения. Спасти положение можно только перевариванием шва либо его полным удалением с последующим наложением нового.
Советы по варке разных типов соединений
Самостоятельно обучиться наложению качественных и прочных швов несложно: с этой целью предлагается большое количество профессиональной литературы, в которых указаны не только советы по варке, но и соотношение российских и международных обозначений сварочных швов с прочими нюансами. Каждый из типов швов обладает своими тонкостями, которые необходимо освоить.
Новичкам советуют начинать работу с электрической дуговой сварки и грамотной подготовки необходимых инструментов.
Для электрической дуговой сварки подготавливается следующее оборудование:
- Приборы для сварки.
- Электроды правильного диаметра.
- Молоток либо зубило для очистки швов.
- Металлическая щетка для зачистки сварного участка.
- Специальный световой фильтр и маска.
К одежде сварщика предъявляются особые и в то же время простые требования: она должна быть плотной, обязательно — с перчатками и длинными рукавами. При работе со старым сварочным оборудованием желательно использовать выпрямитель и трансформатор.
Effect of weld seam orientation and welding process on fatigue fracture behaviors of HSLA steel weld joints
ScienceDirectRegisterSign in
View PDF
- Access through your institution
Volume 137, August 2020, 105644
https://doi.org/10.1016/j.ijfatigue.2020.105644Получить права и содержание0020 2 ) циклов. Для исследования малоциклового усталостного разрушения в сварных соединениях высокопрочных низколегированных сталей (HSLA) были изучены усталостные свойства при различных ориентациях сварных швов и процессах сварки. Усталостные характеристики показали, что при поперечной сварке усталостная долговечность при больших деформациях (2 %) была примерно в семь раз выше, чем при диагональной сварке, а для швов, выполненных лазерной сваркой, усталостная долговечность была примерно в два раза выше, чем для швов, сваренных плазменной дугой. .
- Загрузить : Загрузить изображение с высоким разрешением (187KB)
- Загрузить : Загрузить изображение с полным размером
Высокопрочные низколегированные стали (HSLA) с термомеханическим контролем получают все более широкое применение в легких конструкциях поскольку они обладают более высокой прочностью и лучшей свариваемостью, чем обычные высоколегированные стали [1]. Стальные конструкции HSLA, подвергающиеся экстремальным нагрузкам, таким как землетрясения, исключительная ветровая пыль или приливы, могут подвергаться большим деформациям и широкой текучести, что может привести к пластическому разрушению [2]. Статическая прочность обычно не имеет решающего значения для усталостного разрушения сварных стальных конструкций, но высокие динамические нагрузки вызывают серьезное усталостное разрушение всего за несколько циклов — часто менее 10 2 цикл [3]. Механические свойства сварного соединения обычно отличаются от свойств основного материала, особенно в отношении усталостных свойств; это связано с тем, что микроструктуры различаются во всех частях сварного соединения, включая металл шва, околошовную зону и основной металл, в то время как они однородны по всему основному материалу. Следовательно, сварное соединение должно быть рассчитано на допустимые уровни напряжения и должно учитывать свойства основного материала, а также усталостные характеристики сварного соединения. Общеизвестно, что усталостная прочность сталей не всегда увеличивается пропорционально пределу прочности, что и наблюдается в случае сварных конструкций. Кроме того, усталостные характеристики сварных соединений из высокопрочных сталей могут быть ниже, чем у обычных низкоуглеродистых сталей [4]. По этой причине усталостные характеристики сварных соединений оказывают значительное влияние на прочность стальных конструкций, подверженных различным катастрофическим событиям, таким как землетрясения, сильные ветры или приливы.
Режимы усталости в основном делятся на малоцикловую усталость (МЦУ) и многоцикловую усталость (МЦУ), что определяется усталостной долговечностью и уровнем напряжения. LCF контролируется деформацией и связана с высокими уровнями деформации (напряжения), которые создают как пластические, так и эластичные компоненты в каждом цикле [5], а усталостная долговечность составляет <10 4 циклов. Напротив, HCF контролируется напряжением и связан с относительно низким уровнем напряжения, относящимся к преимущественно упругим компонентам, а усталостная долговечность составляет >10 4 цикл [5]. В дополнение к LCF и HCF в различных исследованиях обсуждалась чрезвычайно малоцикловая усталость (ELCF), возникающая до завершения 10 2 циклов, а также сверхмногоцикловая усталость (UHCF), возникающая после более чем 10 7 циклов. [5], [6]. На практике, однако, выбор между LCF и HCF должен учитывать усталостное поведение материала в дополнение к количеству циклов и уровням деформации.
Усталостные характеристики основного материала и сварного соединения различаются, поскольку механические свойства основного материала одинаковы по всему материалу, что приводит к равномерному распределению деформации от внешней нагрузки; в сварном соединении механические свойства различаются во всех частях сварного шва, таких как металл шва, зона термического влияния (ЗТВ) и основной металл. Таким образом, в сварном соединении деформация неравномерна по сравнению с деформацией основного материала и имеет тенденцию к наибольшему значению в той части сварного соединения, которая имеет наименьший предел текучести [7], тем самым оказывая значительное влияние на прочность материала. твердость [8]. При параллельной сварке с углом 0° между сварным швом и осью циклических нагрузок основной материал и сварной шов испытывают одинаковые деформации, и разрушение происходит в области с наименьшей пластичностью (обычно металл шва) [7]. При поперечной сварке под углом 90° пластические деформации и усталостные трещины зависят от прочности сварного соединения и разрушение происходит на участке соединения с наименьшей прочностью.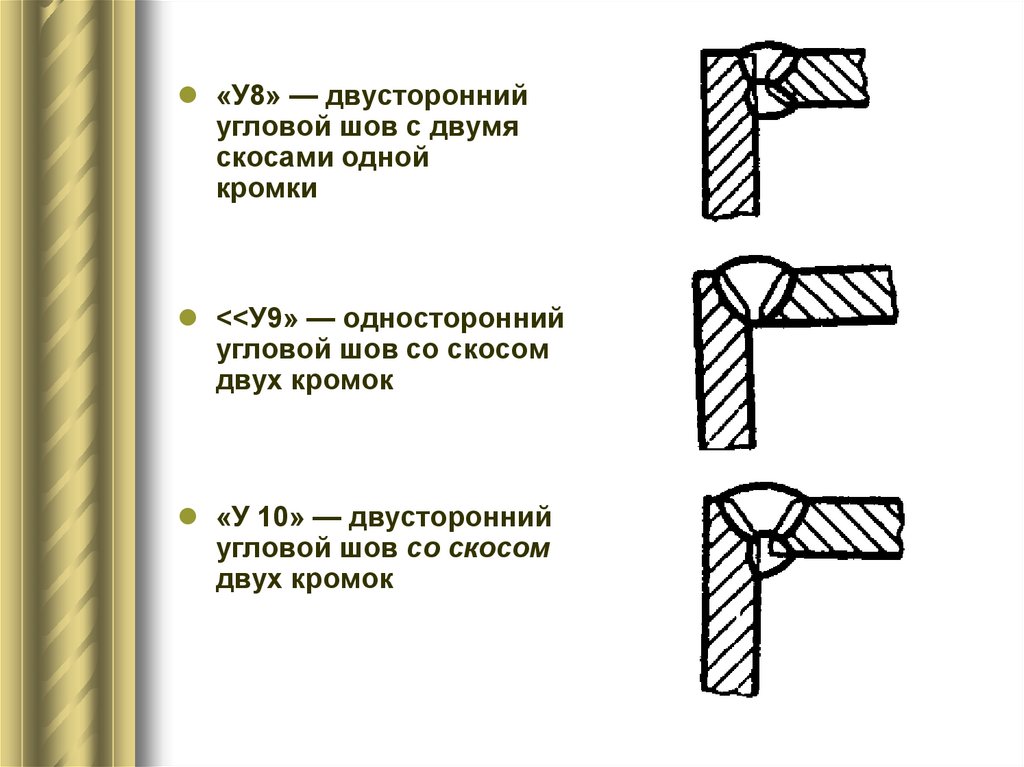 В предыдущих исследованиях [9] ориентация сварного шва оказывала значительное влияние на формуемость лазерных швов (формируемость относится к способности к пластической деформации при осевом растяжении). Способность к деформации в испытаниях на предельную высоту купола (LDH) снизилась при использовании поперечных сварных швов, но хорошая формуемость (около 80% от способности основного материала) могла быть достигнута для диагональных сварных швов с углом 45 °. С другой стороны, Ченг [10] сообщил, что диагональные сварные швы оказали незначительное влияние на формуемость в испытании LDH, в то время как Чой [11] отметил, что формуемость диагональных сварных швов снизилась из-за деформации сдвига, возникающей в деформированной области. Механические свойства, которые зависят от ориентации сварного шва, такие как предел прочности при растяжении и свойства LDH, были исследованы в нескольких исследованиях [9].], [10], [11]. Однако данные, касающиеся усталостных свойств в зависимости от ориентации сварного шва, недостаточны, даже несмотря на то, что усталостные характеристики в основном определяются свойствами материала, такими как прочность и пластичность, которые меняются в зависимости от ориентации сварного шва и уровней деформации.
В предыдущих исследованиях [9] ориентация сварного шва оказывала значительное влияние на формуемость лазерных швов (формируемость относится к способности к пластической деформации при осевом растяжении). Способность к деформации в испытаниях на предельную высоту купола (LDH) снизилась при использовании поперечных сварных швов, но хорошая формуемость (около 80% от способности основного материала) могла быть достигнута для диагональных сварных швов с углом 45 °. С другой стороны, Ченг [10] сообщил, что диагональные сварные швы оказали незначительное влияние на формуемость в испытании LDH, в то время как Чой [11] отметил, что формуемость диагональных сварных швов снизилась из-за деформации сдвига, возникающей в деформированной области. Механические свойства, которые зависят от ориентации сварного шва, такие как предел прочности при растяжении и свойства LDH, были исследованы в нескольких исследованиях [9].], [10], [11]. Однако данные, касающиеся усталостных свойств в зависимости от ориентации сварного шва, недостаточны, даже несмотря на то, что усталостные характеристики в основном определяются свойствами материала, такими как прочность и пластичность, которые меняются в зависимости от ориентации сварного шва и уровней деформации.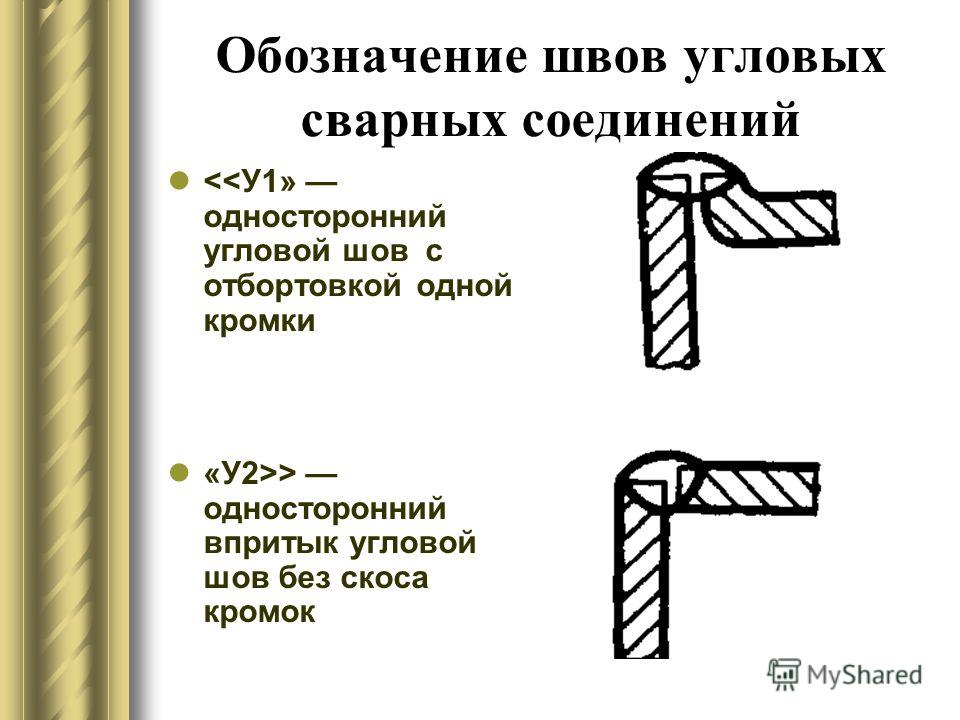
Лазерная сварка (LBW) использовалась в различных отраслях промышленности из-за высокой плотности энергии, что приводит к более узким сварным швам и меньшим зонам термического влияния [12]. было проведено. Оливера и др. В работе [13] рассмотрено более высокое сверхупругое восстановление в испытаниях на циклическое нагружение при деформациях до 10 % при меньшем подводе тепла при лазерной сварке листов NiTi. Это связано с тем, что меньший объем мартенсита в зонах термического влияния снижает плато сверхупругости. Тришита и др. [14] оценили усталостные свойства лазерных точечных сварных швов двухфазной стали 780 и сообщили, что размер сварных швов определяет усталостные характеристики, а не микроструктуру, создаваемую мощностью лазера. Карвальо и др. [15] исследовали усталостные характеристики титановых листов, сваренных лазерным лучом и вольфрамовым электродом в среде инертного газа (TIG) после циклического сжатия. Образцы, сваренные методом ВИГ, не выдержали в ЗТВ; этот результат был связан с концентратором напряжений вдоль границы сплавления. При этом образцы LBW разрушались в различных зонах в зависимости от мощности лазера и циклического повышения давления. Роггенсак и др. [16] сравнили усталостную долговечность образцов Ti LBW и плазменной дуговой поперечной сварки (PAW). В этом исследовании экстремальные условия нагружения привели к более раннему усталостному разрушению образцов PAW, чем образцов LBW; однако существенных различий в усталостных характеристиках во время испытаний с более низкими уровнями нагрузки не наблюдалось. Однако PAW может быть альтернативой LBW, поскольку столб плазменной дуги расходится очень медленно; это приводит к более концентрированной дуге [17], чем при дуговой сварке вольфрамовым электродом. В других исследованиях PAW продемонстрировал более высокое сопротивление росту усталостной трещины, чем процессы дуговой сварки металлическим электродом, из-за более высокой доли игольчатого феррита в ЗТВ [18]. Кроме того, PAW показала улучшенные усталостные характеристики по сравнению с контактной точечной сваркой за счет распространения трещин в направлении основного материала [19].
При этом образцы LBW разрушались в различных зонах в зависимости от мощности лазера и циклического повышения давления. Роггенсак и др. [16] сравнили усталостную долговечность образцов Ti LBW и плазменной дуговой поперечной сварки (PAW). В этом исследовании экстремальные условия нагружения привели к более раннему усталостному разрушению образцов PAW, чем образцов LBW; однако существенных различий в усталостных характеристиках во время испытаний с более низкими уровнями нагрузки не наблюдалось. Однако PAW может быть альтернативой LBW, поскольку столб плазменной дуги расходится очень медленно; это приводит к более концентрированной дуге [17], чем при дуговой сварке вольфрамовым электродом. В других исследованиях PAW продемонстрировал более высокое сопротивление росту усталостной трещины, чем процессы дуговой сварки металлическим электродом, из-за более высокой доли игольчатого феррита в ЗТВ [18]. Кроме того, PAW показала улучшенные усталостные характеристики по сравнению с контактной точечной сваркой за счет распространения трещин в направлении основного материала [19]. ]. Однако нет доступной литературы, сравнивающей усталостные свойства соединений LBW и PAW в термомеханически контролируемых сталях HSLA. Следовательно, настоящее исследование было проведено, чтобы понять усталостное поведение соединений LBW и PAW из сталей HSLA.
]. Однако нет доступной литературы, сравнивающей усталостные свойства соединений LBW и PAW в термомеханически контролируемых сталях HSLA. Следовательно, настоящее исследование было проведено, чтобы понять усталостное поведение соединений LBW и PAW из сталей HSLA.
Это исследование было сосредоточено на свойствах циклической усталости, возникающих при углах ориентации 45° и 90° между сварным швом LBW и направлением циклической нагрузки, а также на различиях в процессах сварки между LBW и PAW. Цель исследования состояла в том, чтобы найти ориентацию сварного шва и процесс сварки с лучшими усталостными характеристиками в стальном соединении HSLA, а также выяснить причины различных усталостных характеристик.
Фрагменты сечения
В этом исследовании основным материалом является сталь HSLA толщиной 4 мм [20], которая подвергалась термомеханическому контролю. Химический состав используемой стали HSLA показан в таблице 1. Термомеханическая управляемая прокатка представляет собой регулируемый процесс горячей обработки, простирающийся от точки повторного нагрева сляба до прокатки, вплоть до (ускоренного) охлаждения и, при необходимости, закалка.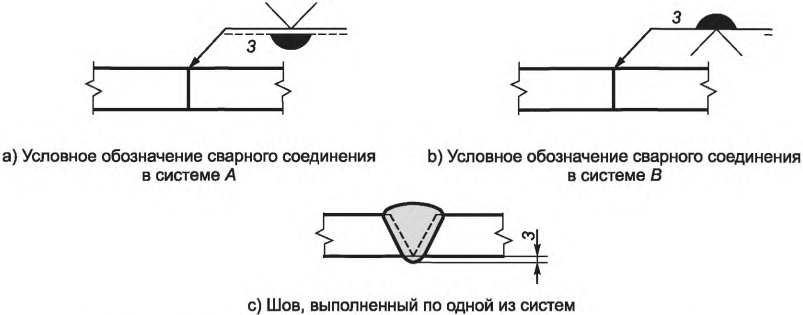 Прокатка производится по заданному режиму прокатки с чистовой прокаткой нерекристаллизованной
Прокатка производится по заданному режиму прокатки с чистовой прокаткой нерекристаллизованной
Микроструктуры основного материала и образцов металла шва представлены на рис. 3. Основной металл имел прокатанную мелкодисперсную ферритную, бейнитную и мартенситную (F + B + M) микроструктуры со средним размером зерна 2,95 мкм в диаметре. (рис. 3a–b) и достигает (а) повышенной твердости при использовании марганца, хрома и никеля и (б) предела прочности при растяжении 935 МПа. В зоне сплавления или металле шва в образцах LBW и PAW образовалась полностью отпущенная мартенситная структура (рис. 3c–d), но
Для изучения влияния ориентации сварного шва и процесса сварки на сопротивление усталости на образцы LTW, LDW и PAW стали HSLA с ферритным, бейнитным и мартенситные микроструктуры. Выводы, сделанные в результате этого исследования, резюмируются следующим образом:
- (1)
Режим усталости можно разделить на три типа; HCF, LCF и ELCF, определяемые усталостной долговечностью и уровнями напряжения.
Кроме того, переход может быть понят
 Кроме того, переход может быть понят
Кроме того, переход может быть понятАвторы заявляют, что у них нет известных конкурирующих финансовых интересов или личных отношений, которые могли бы повлиять на работу, о которой сообщается в этой статье.
Ссылки (69)
- T. Hoshide et al.
Рост коротких трещин и прогноз долговечности при малоцикловой усталости гладких образцов Ким
и др.Характер разрушения околошовной зоны низколегированных сталей
J Nucl Mater
(2001)
- J.W. Sowards и др.
Малоцикловая усталостная характеристика коррозионностойкой высокопрочной низколегированной листовой стали, сваренной волоконным лазером
Влияние размера зерна на рост малых усталостных трещин в чистом титане
Int J Усталость
(1994)
- М. Камая
Усталостные свойства нержавеющей стали 316 и ее разрушение из-за внутренних трещин в режимах малоцикловой и предельно малоцикловой усталости
Int J Усталость
(2010)
- З. С. Basinski и др.
Фундаментальные аспекты низкоамплитудной циклической деформации в гранецентрированных кубических кристаллах
Prog Mater Sci
(1992)
- C.W. Shao et al.
Малоцикловая и экстремально-малоцикловая усталость аустенитных сплавов TRIP/TWIP с высоким содержанием марганца: оценка свойств, механизмы повреждения и прогнозирование долговечности
Acta Mater
(2016)
- Д. Хиреддин и др.
Малоцикловая усталость алюминиевого сплава с небольшими выделениями, способными к сдвигу: эффект поверхностного покрытия
Int J Fatigue
(2000)
- T. Magnin et al.
Количественный подход к эволюции усталостных повреждений в ГЦК и ОЦК нержавеющей стали
Scr Metall
(1985)
- ПК Го и др.
Малоцикловая усталостная характеристика высокомарганцовистой аустенитной стали с двойниковой пластичностью
Усталость и микроструктура ультрамелкозернистых металлов, полученных интенсивной пластической деформацией Лонго
и др. Разработка метода сфокусированного ионного пучка для минимизации рентгеновской флуоресценции при энергодисперсионной рентгеновской спектроскопии (ЭДС) образцов ФИП в просвечивающем электронном микроскопе (ПЭМ)
Ультрамикроскопия
(1999)
- M. Roggensack et al.
Исследования титана, сваренного лазером и плазмой
Dental Mater
(1993)
- С.М. Карвальо и др.
Усталость в сваренных лазером титановых трубах, предназначенных для использования в авиационных пневматических системах
Int J Усталость
(2016)
- T. Ray et al.
Усталостное поведение точечной лазерной сварки двухфазной стали 780
Int J Fatigue
(2020)
- J.P. Oliveira и др.
Высокая деформация и длительная цикличность NiTi листов, сваренных лазером
Int J Fatigue
(2016)
- B. Pyttel et al.
Очень высокая цикловая усталость – существует ли предел усталости?
Int J Fatigue
(2011)
- Patel J, Klinkenberg C, Hulka K. Горячекатаные полосовые стали HSLA для автомобильной промышленности и строительства. В:…
- Ma Y, Martinez-Vazquez P, Baniotopoulos C. Случаи обрушения башни ветряной турбины: исторический обзор. В: Труды…
- Дж. Комотори и др.
Микроструктурный эффект, контролирующий истощение пластичности при чрезвычайно малоцикловой усталости.
Влияние ориентации сварки на свойства при растяжении специально сваренных заготовок
Mater Sci Tech
(2010)
- Schijive J. Усталость конструкций и материалов. Бостон: Академик Клувера; 2001….
- Т.Р. Gurney
Усталость сварных конструкций
(1979)
- E.J. Павлина и др.
Корреляция предела текучести и предела прочности при растяжении с твердостью для сталей
J Mater Eng Perform
(2008)
- C. Cheng et al.
Экспериментальные исследования свариваемости и деформируемости сварных заготовок из алюминиевого сплава
J Laser Appl
(2005)
- C.H. Ченг и др.
Оценка свойств сварки и исследование формуемости TWB с различной ориентацией сварки Чой
и др.Влияние ориентации линии сварки на формуемость нестандартной сварной заготовки из 22MnB5 при повышенной температуре
Adv Mech Eng
(2014)
- М. Пенаса и др.
Применение процесса лазерной сварки для нержавеющих сталей малой толщины
Weld Int
(2003)
- K. Weman
Справочник по сварочным процессам
(2003)03 Ахиале и др.
Микроструктура и сопротивление усталости высокопрочной двухфазной стали, сваренной методами газовой дуговой сварки и плазменной дуговой сварки
Met Mater Int
(2013)
- Х. Х. Хан и др.
Влияние процессов сварки на усталостные свойства сварных соединений из нержавеющей стали для железнодорожного транспорта
- Падрон Т., Эйткен Б. Оценка усталостной долговечности косым швом CT100+. Требуются ли корректировки? В: SPE/ICoTA Coil Tubing and…
- Z. Shao et al.
Влияние термомеханической обработки на микроструктуру и механические свойства низкоуглеродистой стали
- Гладман Т.
Precipitation hardening in metals
Mater Sci Technol
(1999)
Microstructural evolution and fatigue performance of dissimilar solid-state joints of SUS316L and SUS410
2022, Journal of Materials Research and Technology
Dissimilar нержавеющие стали 316L (SUS316L) и SUS410 в цилиндрической стыковой конфигурации соединены в твердом состоянии вдоль оси цилиндра с помощью электрического соединения под давлением (EAPJ). В EAPJ различные плотности электрического тока применяются во время пластической деформации при сжатии, чтобы исследовать влияние плотности электрического тока на работу соединения.
Анализ микроструктуры подтверждает, что твердотельные соединения без макро- и микродефектов образуются за счет диффузии элементов и рекристаллизации в процессе ЭАПС. Влияние плотности электрического тока на образование мартенсита и впоследствии на изменение твердости выявляется с помощью карт качества изображения среднего зерна и их соответствующего распределения по площади. Результаты квазистатических испытаний на растяжение показывают, что на поведение соединения при разрушении сильно влияет плотность приложенного электрического тока. Усталостное поведение соединений с более высоким пределом прочности при растяжении (разрушение основного металла SUS410) также оценивается по кривой S–N при определенном уровне достоверности с использованием двухпараметрического распределения Вейбулла. Наконец, механизм разрушения исследуется путем изучения поверхностей разрушения в результате усталостного разрушения. Морфология разрушения при высоком уровне напряжения демонстрирует смешанный тип разрушения основного металла и разрушения на границе раздела, в то время как разрушение при низком уровне напряжения демонстрирует разрушение на границе раздела.Неоднородная микроструктура и распространение усталостной трещины толстостенного соединения из высокопрочной стали, сваренного двусторонней гибридной волоконной лазерно-дуговой сваркой
2021, Оптика и лазерная техника
Неоднородная микроструктура и распространение усталостной трещины толщиной 30 мм Подробно исследованы сварные соединения двухпрофильных высокопрочных сталей двусторонней гибридной волоконной лазерно-дуговой сваркой. Результаты показали, что средний эффективный размер зерна в лазерной зоне составлял лишь 1/2 размера зерна в зоне дуги из-за более высокой скорости охлаждения ресурса лазера. Основной металл состоял из массивных полигональных ферритов и мелкозернистых карбидов, в то время как мелкозернистая область, крупнозернистая область и металл сварного шва состояли из мартенсита с высокой плотностью дислокаций. По сравнению с дуговой зоной процент границ зерен с большим углом разориентации увеличился на 24% для лазерной зоны, так как средний размер зерна в лазерной зоне был меньше, чем в зоне дуги.
Результаты также показали, что сопротивление распространению усталостной трещины сварного соединения выше, чем у основного металла. При этом произошло значительное увеличение сопротивления распространению усталостной трещины лазерной зоны по сравнению с дуговой за счет измельчения зерен и высокой доли границ зерен с большим углом разориентации (>15°) в лазерной зоне. .Тепловое влияние сварки на механическое поведение высокопрочной стали
2021, Journal of Materials in Civil Engineering
Оценка влияния частичной сварки на усталостную долговечность угловых швов стали s700mc
Анализ усталостных характеристик бурильных труб на соединении ниппель-корпус
2021, Труды Института инженеров-механиков Часть M: Журнал инженерии для морской среды
Влияние тепловложения на усталостную долговечность сварных швов из стали S460MC
2020, Metals
Научная статья
Использование лазерного сканирования сварных швов для улучшения оценки усталости, International Journal Volume of Fatigue
2626 , 2020, Артикул 105810Сварные соединения являются частым источником усталостных разрушений.
Традиционные подходы к оценке усталости обычно описывают сварной шов с идеализированной геометрией, определяемой углом боковой поверхности сварного шва и радиусом носка сварного шва. При этом фактические концентрации напряжений не учитываются в таких прогнозах усталостной долговечности. Технология трехмерного лазерного сканирования дает возможность более точно представить геометрию сварного шва и, соответственно, выполнить оценку усталости на более точном представлении геометрии сварного шва. В этой рукописи исследуются преимущества включения отсканированных геометрий сварных швов в анализ линейного упругого напряжения для прогнозирования усталостной долговечности. Кроме того, была проведена количественная оценка возможностей объяснения экспериментального разброса шести различных параметров индикатора усталости. Используя экспериментальные данные из 28 испытаний по трем геометриям, было оценено в общей сложности 60 детерминированных и вероятностных моделей усталости с использованием как отсканированных, так и идеализированных геометрий сварного шва. Было обнаружено, что использование сканированных геометрий сварных швов существенно улучшает прогнозирование усталости при использовании локальных параметров индикатора усталости. Однако, если используются нелокальные параметры индикатора усталости, использование сканированных геометрий сварных швов не дает преимуществ. В целом использование нелокальных параметров индикатора усталости с идеализированной геометрией сварного шва обеспечивает наибольшую точность в трех рассмотренных случаях. Таким образом, для оценки линейной упругой усталостной долговечности использование нелокального параметра в модели усталостной долговечности является более мотивированным, чем использование трехмерной сканированной геометрии сварного шва. Независимо от того, как учитывается геометрия сварного шва, знаковое эквивалентное напряжение фон Мизеса привело к наиболее надежным прогнозам усталостной долговечности в целом для образцов, рассматриваемых в этой работе.Научная статья
Исследование влияния толщины и профиля валика на усталостную прочность сварных соединений на основе градиента относительного напряжения
Международный журнал усталости, том 134, 2020 г.
, статья 105520 относительного градиента напряжения на концах сварного шва был разработан метод прогнозирования влияния толщины и профиля валика на предел выносливости сварных соединений. По результатам расчетов напряжений для нескольких типов сварных соединений уточнен относительный градиент напряжений, зависящий только от радиуса носка шва, независимо от сварного соединения и видов нагружения. Соответственно, предлагаемый метод прогнозирования представляет собой единый подход, не зависящий от типов сварных соединений. Предложенный метод показал, что он может успешно предсказать геометрический эффект путем сравнения экспериментальных данных.Исследовательская статья
Применение механики разрушения к усталости сварных швов
Международный журнал усталости, том 139, 2020 г., статья 105801 на классическую усталость, т. е. общую усталостную долговечность и усталостную прочность в терминах кривой S-N и предела выносливости. Рассмотрены следующие вопросы: особенности развития короткой усталостной трещины, адекватный начальный размер трещины, множественное распространение трещины и ее статистическая обработка, а также остаточные сварочные напряжения.
В качестве примера применен подход авторов к определению классов FAT для стыкового шва с различной геометрией носка шва.Научная статья
Скорость роста усталостных трещин на металле шва при дуговой сварке под флюсом с высокой погонной энергией
International Journal of Fatigue, Volume 119, 2019, pp. подвод тепла и более одной проволоки использовались для сварки толстых листов, чтобы уменьшить количество проходов и, как следствие, повысить производительность в судостроении и нефтяной промышленности. Дополнительные характеристики SAW, такие как высокое проплавление и относительная легкость получения сварных швов с хорошей отделкой и без разрывов, способствуют широкому применению этого процесса. Однако использование очень больших погонных теплоэнергий приводит к образованию большой ванны расплава и большого количества жидкого металла, а также подвергает область шва длительным термическим циклам с низкими скоростями охлаждения. Этот сценарий способствует формированию толстых структур затвердевания и в конце охлаждения приводит к микроструктуре, состоящей в основном из зернограничного феррита с низкой механической прочностью и большим размером зерна.
В этом исследовании оценивалась скорость роста усталостных трещин в свариваемых металлах с погонной энергией более 10 кДж/мм, выполненных по новой технологии под флюсом под названием Integrated Cold Electrode™ с добавлением ненапряженной (холодной) проволоки. Однопроходные швы выполняли на стали Э46 толщиной 25 мм, варьируя химический состав проволоки (присадочный металл). Микроструктура, механические свойства и d a /dN×ΔK графики были сделаны с распространением трещины в продольном направлении сварного шва. Для всех испытанных условий скорость распространения была аналогична парижскому режиму для неблагородных металлов. Тем не менее, сварные швы имели более высокий порог распространения трещины, чем основной металл, а порог усталости сварных швов с более высокой погонной энергией был увеличен с использованием молибденсодержащего присадочного металла. Это было связано с наличием большего количества игольчатого феррита в этой конкретной микроструктуре сварки.Исследовательская статья
Оценка разрушения сварного шва и разработка онлайн-системы контроля сварных швов для раннего обнаружения разрушения сварного шва
Анализ технических отказов, том 133, 2022 г.
, статья 105967 и головной конец холоднокатаных рулонов выполняется для обеспечения непрерывности линии непрерывного цинкования (CGL). Разрушение сварного шва может привести к остановке мельницы, что приведет к огромной потере производительности до 48 часов за одну такую поломку и повреждению механических систем. Разрушение сварного шва является результатом дефектов, присутствующих вдоль линии сплавления, таких как непровар, кратеры из-за выброса, усадочная полость и трещины. Неправильные параметры сварки могут привести к образованию вышеуказанных дефектов и могут остаться незамеченными при последующей обработке. Поэтому была разработана система неразрушающего контроля сварных швов для обнаружения дефектов. Кроме того, была разработана ультразвуковая система контроля сварных швов с алгоритмом машинного обучения для сбора и обучения данных сканирования для точного прогнозирования дефектов сварных швов и предотвращения катастрофических отказов из-за обрыва сварного шва.Исследовательская статья
Свойства усталостного разрушения разнородных соединений внахлестку Al-Fe, сваренных магнитным импульсом
International Journal of Fatigue, Volume 121, 2019, pp.
высокопрочной низколегированной стали HC420LA методом магнитно-импульсной сварки. Соединение показало более высокую прочность, чем основной металл, а сопротивление сдвигу превысило 100 МПа. Площадь сварного шва увеличилась на 36%, когда энергия разряда увеличилась с 25 кДж до 40 кДж. Сварной шов обычно показывал лучшую усталостную прочность, чем основной металл, при низкой амплитуде напряжения ( S a ≤20 МПа), в то время как межфазное разрушение может произойти при высокой амплитуде напряжения ( S a ≥26,7 МПа). Между тем, хрупкое разрушение и вязкое разрушение сосуществовали на межфазной поверхности разрушения.- Размер шва глубина шва, длина шва и ширина шва.
- Прочность на проскальзывание шва — сила, необходимая для вытягивания в общей сложности ¼ дюйма противоположных наборов нитей перпендикулярно линии шва.
- Прочность шва — это сила, необходимая для разрыва шва либо путем разрыва нити, либо путем разрыва сшитого материала.
- 锡青铜-C51000 2021-02-27T10:42:59+08:002021-02-27T10:42:59+08:002020-07-21T10:53:33+08:00Adobe Illustrator CC 2017 (Windows)
- 256172JPEG/9j/4AAQSkZSJRgIAADABAgEAgEA 7QAsUGhvdG9zaG9wIDMuMAA4QklNA+0AAAAAABAASAAAAAAEA AQBIAAAAAQAB/+4ADkFkb2JlAGTAAAAAAAf/bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGHURFRofHx8f Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f/8AAEQgArAEAAWER AAIRAQMRAf/EAaIAAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA AQACAwQFBgcICQoLEAACAQMDagQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4/PE 1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo+Ck5SVlpeYmZ qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp 0+PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo +DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+v/aAAwDAQACEQMRAD8A79F59lNyLeXy7q0TOQqy fV+UdTH6lWcHZe1fHFVO0/MZbm4ig/w7rULSjZ5bNkRSVZwGYnbZKHwJAxVVTz6sih00TVAVqIje paujcH9Yc1UgsaG36Uh3k8cVQ8X5kGa3inj8t6yFeZoXjktCkiqqBw4UncGtPnXFU38veaRrcs6r pd/p6QhSJL+H0OZYBiEHJj8IYV/sxVO8VdirsVdiqncAtbyqBUlGAH0ZGY9JZQ5h5RpFl+YkGiTW lnHeQQRQAGKThE4f1gSLY/b/ALsnf+zOP0+LWxxGMRMADyHX+Hryet1GXRSyiUjEknzPT+Lpzans PzRaFVhe+WNkk9PnMfVWIOGQOylf3p40r1ofDBLF2gRtx1R671e1/wBJMcugB34LsdNrrev6KJ1S с MSCxtZI5b17l4vrEnovJJSZ5QPRZQ4CqkVP2WBNfouz4tbGESDPiq9iTvfLntQ9/VqwZdFKZBE OG63AG1c+W9n3dGUeVNO12LWdSlv7q7k0+1ZrXTY7lm+NeZdpGBPx02VXPUZtez8OYZZmcpGEfTG +vW/PuBdXr82I4oCEYicvVKunSvLvIZXm4dQ7FXYq7FWOaj5xlsNQvLZ9D1KeGzjaT61bw+okvFF kKw0PxN8dN6b1HY4qhbr8wTbPKreXdZlEU80DNDa8gVgdU9VasvJZPUBSnVantiq+Hz6ZHJTQtUi ZA1PXtzGpKKrbsOVBSTrQ7hh33VWp+YBeORh5e1dJI9xHLaleSidIGIILCtZCwXqVUt0piqpo3nv 9J6pDp36B1ayeSvqXN3benboRF6hBk5NX+Xp1xVlGKuxV2KuxV2KvN5rXztB5m1P9Dx3EcdzcSPy kVBasph5q/Jt+XIClM5eWPVx1E/CEgJSP9Xlz9700Z6WWCHimJ4Yj+tz+5L4bP8AM76ofSa+VjcQ f70Tcm5+nIJWFCKQ8iDx6dOuY8cev4duP6o8z5G/839jkSyaHi34PPPIeYr/ADv2q8WlfmEuihp7 i9M5mMPwyytMkKB3EnESJyLu9KlqgAZOODW+FuZ3dczdbm+fUnv6BhLPo/F2EKq+Qq9tuXQeXUpj 5d03zbLrGnG9u75bJYFu75JmdVNyKoIQ1akHZ2T7OZWiw6k5Yccp8PDxSu/q5V+kjk4uszacYp8M YcXFwxqvp53+gHm9ADA9CD/ZtnR289TqitO+KuJABJNANyTiSrgQQCDUHcEYgq4kDrirQZTShBr0 +6uC002CCKg1HiMNoaDKa0INOuC003UVp3wocCCKjpirsVdirsVdirsVdirsVdiruQrSor4f5/LG 1p1R9/TFXYq0rqwqpDDpUGuAEFJFN4UNB0PRgfpwWE0WwQehrTrhtDXJa0qK+Hf/AD3wWtN1Hj16 YVcCD0xV2KuxV2KuxVgf6L0CS2lP6R1CzhaSSQXrARrL8LvKY3CdDwd/HuM578vhMT65xFn1cr53 RryJd/4+YSHohI0PTzrlVi/MBQuNO8sw/WydU1H/AEMG3dkkqRyVn5KaVIHpuvzrlc8OnjxevJ6d ufvP6CPm2QzZ5cPox+rfl7h+kH5Jtpfl3TNVsp76K/vJYdRt3tXEjrTY+mzhQONap1G2ZmDRY80D MSmROJjv8nEz6zJikIGMAYSEtvmqr5AsVhhhW/vFSIioWQLyACDi1F+z8HT38cmOyIAAcU9vP3fq YHtaZJPDDfy9/wCtWj8l2wN2ZL+7lF3HLGVeQcUMjBg6rSnNCo4nJjsyPquUjxA9e/r7wwPaUvTU YjhI6d3T3FDR/lzpUQIhvLyNallRZfhB4SRjYg9I5eHyHzrUOxcY5SmPj5Efca+Dae2Mh5xgfh5g /eL+LofISWqW6WeqXSLFcRTSCQ8+aRD+7opQCvWu++MeyBAARnLaQO/l06Il2qZkmUI7xI+fXqtf 8udOPqcNQvYxLL6zqsiUJqx404/Z+I7YD2LDepTFm+f7OSR2zPa4wNCuX7eaq3kG0Jif9JX3qxBl EplDMVaVZaMWU1FU+7JnsiO3rnY8/O2I7Vlv6IUfLypkdnbJa2kFqhLJBGsSlupCKFFafLNnjgIR ER0FOtyTM5GR6m1XJsHYq7FXYq7FXYq7FXYqw7WtO0abXpriW7vYZ4mRP7iED0IXSBhGrNxNPgkZ v9l70zSarDilmMjKYIqyOQ9O3TuP2u602bLHCIiMCDdA8z6t+vePsQEumeWLRGgk1a/nBT66ZfU5 Hjbc1ZAaDd+L1HehzGlg08BRnM/xc/5t7fHf7XIjnzzNiEB/Dy/nV9232I/QdL0nUdQmvrXUr6WS zuAWSRwqVFKJxA+yQtCDv45k6TBjyTM4zmTGTj6vPkxwEJQgBKKJsvIGnWf9ze3an1ln+GQKKjqp AHQ7fcMtxdkQhylLnfNqy9rTnzjHlXJXsfJlvaXMUy393IIXR1jaQcTwD/C1AOQb1d6+Hhk8XZkY SB4pbefv/Wwy9pSnEjhjv5e79SHt/wAvNJtpQ8NzcoA3Ix+oChFGUAgjoAwp8hlcOxscTYMvn+Pw Gyfa+SQoiPy/h5Ln8hQrZiG11K6hnX1CtwWDcjJy5eoq8OY+LxxPZI4ajOQO+/v7+VqO1TxXKESN tvd3c6auPy/s55ZJ21C8juJYo4nkidVp6axKWX4SQW+rrXfGfY8ZEnjkJEAbeXD9/CsO1pRAHDHh BJ3HfxfdxL08hWSQeiL+94CL0UHqCij044wyjjQMPSrX3OEdkQArinyrn5AfoQe1ZE3ww53y8yf0 p1o2lRaVYJZxyyThCWMsxDOxY1JYgDM7TacYYcIJPvcHU5zlnxEAe5G5kNDsVdirsVSebyjoM0bx yQOUckgetKAgIYMsfxfApEjVVdt8wZdnYZAgj7T9m+w3Owc2PaGaJBB+wfbtudhuXP5Q8uuXJs1r Jy9YhnBkL1qXIPxh5jufHE9nYD/Dz9+/вУдоЖ/Fy923uTGxsbaxtltrZSsSlm+JmdizsWZmZiWJ LGpJzKxYo448MeTjZcsskuKXNXyxrdirsVdirsVdirsVdirsVdirsVdirsVdirsVS288u6TeTyTz xMXlFJAskiqx4cA5RWC8whoGpXMXLoscySRz8z7vnXVysesyQAAPLyHv+V9EP/gzy4UZTaciysnq M8jSBWUqyhy3KhDGu/fKv5MwV9P2m/m2fylnv6vsFfJHadpFhp3q/VIynrNyerM3ToByJ4qK7AbZ kydNDFfCObj5tRPJXEeSMy9pdirsVdirsVdirsVdirsVdirsVSNfNtoZGjNjfq68utrJQ8SRswBX fiSN98wB2hG64Z/6UucdBKr4of6YOupN1lbySJNZ3y+mAxcW7shXhzJ5LUfCOtcE+0YxJBjPb+ie 60w7PlIAiUN/6Q76XQ+bLCZ1RbW+BJUVa0nUDl4kr275KPaEJGuGf+kl+pjLQTAvih/po/rTnkvi MznCdyXxGKu5L4jFWwQehrirsVdirsVdirsVdirsVdirsVdirsVSnWfMDaZMkK6ZfXzOhcSWkPqR ilfhZgdiaeGYep1nhGuCctv4RYczTaTxRfHCO/8AEaKCj86o8MzjRdVDwiMtbm3X1ispdVYR860r G1TlA7TBBPh5dq24d976X5N57MIIHiY9734ttq615prpGqnUoJJTZ3ViY3MfpXkYjc0APJQCwK70 rXMvT6jxQTwyjv8AxCnE1GDwiBxRlt/CbR2ZDjuxV2KuxV2KuxV2KuxV2KuxV2Kpb9Xs/wDf+FDa 29pXafsf1YqxfXLeyHmCGR7G8ueMBEN3DeRxQlmJDReg88VX6Ubh2puMVTDy5Z6dDaemFntHbjI8 NzcfWnDyAuw5mSU1DE9/l7KqWo6bpMt/MrJeSvOI0laC59OPggLhgnrx8eLfCxC1NR1HRVMtP0bs bFGit7mRgSCRLLJMR8vUZqfRiqaWccKBvTfnWlfbAlEYq7FXYqpm6thcG3MyfWAnqmHkOYjrx58e vGu1cVVAQRUGo8cVdirsVdirsVdirsVWO8gaihSPdiD+o4qt9Sb+VP8Agz/zTiqSaloGo3l3NcR6 xeWiyLRIIJoxHG3DjyUNCx7cqEkVxVMtNhvbXT7a2uJxeTwxqkt3I3F5WUULsFWgLdcVRPqTfyp/ wZ/5pxVsSTfyp/wZ/wCacVYvfeUdZubuWaPzLqNvDLKJfqscsIRQJPU4I3oeoF6LTl02NRtiqxvJ ms9V806pyFCvKa3K7KV+ILbKTUmp3HtTFU50HTtR0yxNtdahJqkhcv8AWbp19ШАХх5I0WgI22xV LfOTPxtWOo32nOTIkQ05WlEjEBv3qiGXoqHiKgmpA+KmKoKDynr81qjRebNVQsAGaT6urGjHkeL2 wZSRsPo691WW263ENvFEzCZo1VGld/icqAOTUQCp6nbFWIW/lrVruOZIvNGsRCOeShb0oiOTV4qZ rXk6KOhB/pirI9I0+909JklvptQEjl4zdSIxjB/YRkijJUf5VT74qjPqFt/KfvOKtixth+yfvOKp ff8AlDyxqFxHc3+mW13cxACKaaJJHUA8gFZgSKHfFVsHk3yvbypNBplvFJEAsTJGqlQAootBtsij bwHgMVVp/LWhT3IuprKKS5UMomdQXCsAGHI70IAriqpbaFpNrzNtbJD6lPU9MBeXEcVrTrQbYqjI оI4geApXr3xVfirEvzF/Mzy15G0a4vdSuInvkiMlppfqok0xJKqaGrLHyHxPxPgAzUUqvk/zn/zk l+ZHmu7SPSXXSbZ2kWOwtzz5Rh2KmcyD05EMTAPyBUFC1EBpil6B+VOj6rZ65o2qeZrb6tcWsEzC 7hWNFuJ7hPhjWOBAskccH8lVaT7O4blTLPEGmQxmrfR2m6xpd3ZRT211HJC4qrhgB1oRv3BNCOoO xy22CLt7q2uY/Ut5UmjrTnGwZajtUVwqqYq7FXYq7FXYqxzzHollqV0puGuEZEKK1vcT25oxVjX0 Xjrug6/xwoREYoyj3GKsbuFtv8RyA2U7ysD/AKQLtVjNYlUAweqDRq8V+DryO1asqgLOCA27rHpW qKALdfTj1IMlUUArGRdjj6dKP9nl74qnHlmKOK0cCzubKpFVvbn61Oev239Wf6PjO1PkFU5SSP1A nMc2Viq1FSANyB7VGKsUvo7Q6neFtNnc1fnL9eCRP+5HVPWHCo2Hw7dffFVB4bL05h+i7je5YgLq K8iatV4z6+wPdduvTbFWX28rS28UrIY2dFYxsQSpIrQlSQaexxVB6qwS/tX9CWZgZOLRyiNV3U/E hdOdabbH8cVTDFWz9gfM/wAMVY/p8UQvIStldxkOCHkuhIi/uCKlPWbktPhA4nf4qd8VT/FVzear VCwexv1ZWZQotJXrx/aBQMKHpmvPaERzjP8A0p/Q540EjylD/TD9Lm81Wq8ibG/4qzpyFrKalKdF A5EGuxpTE9oR/mz/ANKVGgl/Oh/pgsPnCxKq0dlfyKzEEraSigCluR5BdjTamD+UodIzP+au/wAn T6ygP84JvZ3SXdslwiSRrJWiTI0bihpujAMOnfMzFkE4iQBHvFFw8mMwlwmj7t1bLGDsVdirsVfF f53aB53n81cvPUMr3V5K502W0kRLV7dHKokblHAWFT8KsPUHPk27E5GUgeExiSg9П8к6нпНи89ств bRTrxdIhzZ1+E+nLcSAyFW4Dkq8Vb+XtmNLPfJyBhrcvRdW/NDStT8mW9jauW8wzMsFokZUG3mFK NKdwiofi+Lr08SMfFglKVHkmeQAW9I8r2iaf5etLJYkMpteMUcqcyLgqDJLLRmQcnYs1GpmycRGa rqMVm9hJFCtrqvMMptqyeoKlAqRRB2erPQ/D+FaNLb0O2+sG2i+shRccF9YJXhzp8XGu9K9MKVTF XYq7FXYqlWrRawbqFrC0triEpJ65uLiSBg4WsQXhFMCGbZj2679MVRkdlDxVnTjJQFgGJAPeh3ri rDNZGhW/mZkksdFe5ea1/fXNwIbwseMaP8UTVdFkYRjlUjYUriqXWd35dV765Fp5bFzDNdl5vrht 2JiYR1mD25ZG4ykSHelR1DbKpzovl7ylNqMkMWlaSghiBRbRVkcVJU1IjRVFHIp1398VT/TfKvlz ТК/o3TreyBrUW8axD4gA32AOvEfdirEdSn0ZNfv4mt9EM0ReskryG5/uKn1oxEa7dSGPw/LFUP62 jSveQLaaAx9V2I5yfE4m9MGRfR+FvioW/m9t8VZl5djtLvRrazegCUKitnIZIAqMUARiE6BfDFUL 5ii0+K/0xJobKQ3EpjDXkhSQcmQEQDg/JjXpUdsVTv6hbfyn7zirf1G2pTiafM4qxPRY9Fm1GJY7 XSlkEgKvbSl5Qxt61UemtG47dfs/OmKsr+oW38p+84qllla2lbgCWSMiVqiVw9a78k+N+Kmuw2+W FCKW2tq/346Hw8PniqQatp+m2+ri/jt57i8eArJPBcrCCsBMscTRmaMNVq7lab7mlcVTeyENxD6j t6DVI4MUbp3qjMMVbmtbY3kB9Rz8LfvFYCNdh9teQrXt8Jp7YqrfVbX/AJaB+H9cVRVnFHGG4SB6 0rTtgSiMVeefnb+W+s+e/LNvZaNqEdnqNjcrc28VzUWsjU4EyMiSSKyIzcCARuQRuGUEWkGmH+W/ +cfvNb6bBa+aPM0cEQWWO4tdHh5MysKRst3dBirKRXaDxHgRUMEbtsOaTGp/yA1vyz5jvLpLSbzF 5fubp57B7KZI7639VozxuVmRmcDpyjZq8eRVa0zIjQDRLdW/5V5ZWWqBdR1C1tIb3hLYC7kW1d14 ytKJEnETsWf0/iQtv2IJKm0UnOj+WPMsGuQnSrCYxx3drFcQT27Qxwoyqstyk7rGOXpq7r6TngAF rydQwJUB7zkWbsVdirsVdiqV6p5htdNuEhmhnfmvLnFDJKoHNI/iKK1N5AflU9AcVU7PzPZXckCR Q3A+sRCaNpIZY14GlOTOqhW3+yd/bFUp1G4SfWlCX1/A5kib0Etkktv3TRuR6jwOByHfnsa03GFV WPTbqNZlTW9QpK0rJyFo5j9VgwCF4GPwUIXlXqa12oFtMLNjb3DzPc3FxzUKI5DGEFDWoVETf3xQ jRqSE/YPc9fDFbSa4bzC9/LLFqMMdo9fRiNoGljqtB+8MtGo2/2fbCqyP/E4undtUt2gJJRRZUkp 6gZVZ/WowCARsoPfAqZ6fe3ENokd4yzXC15yRJ6SGpJFE5PTb3xW0JrWs3EN5YJAWRHm4zD6s1wG HJduakel3+I/wxSutvONhcOES2u1JIAL20yDcgblkAA374qmX6SSgPA77dcUWlem6/X4LhHkleTi ji2kgAHp8vi5ch+yfirSu2FKafpNP5D9+BFpRb6TrFtqty0dhp/1C6uA7zxzSw3Bj4KvORBDISkg 40+2u1N9sUp2LC3HY/fiqTap5f8ArF/G66bZ3VvxCyy3DsJgDyVwo9NhT02I+1vWmw6qprDpFhCp WGMRqTyIXYEnvtiqyXTIWu4ZPQVwisDMzUkStKBRxNQ1N9xiqt+j7fwP34qqwwRwghK79a4qqYq7 FXYq7FXYq6gxV2KuxV2KuxV2KoW80y3u5oZZXmVoCSixTyxKeQoeaxsqv7cgcVbsLCCxh9GFpXT4 d5pZJ2+FFjHxSs7dEBO+5qTuTiqHudAsbieWZ3uFeZkaQR3M6LVDGRxVXCr/AHK14gV3/maqqJsb GGygeEELSugpvNLJM2yhftSMzdF8cVRGKuxV2KuxV2KoS+sZrl42jvJrURrIpWHhRjIvEM3NX3Q/E vv1riqrZW8lvbJDJO9y6V5Ty8ebVJO/AKvtsMVVsVQFrpt1C6F9RuJ1V+fCQRUI9PhwJVFNK/H88 VR+KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2Kux V2KuxV2KpOnme2ZgrWV9GSvP4raQgDjyoSoYV7U8cwRr4n+Gf+lLmnQy/nQ/0wWxea7OSREFnfL6 jKoZrSYAcq7kkbUpvgj2hEkDhnv/AESmWgkATxQ/0wTeCUTQRzBWUSKHCuOLAMK0YHoczYS4gD3u HKPCSO5fkmLsVdirsVSzVPMFTps6wzW9zIzhTG0ETShieVQOFTVeO+3cZiZ9ZHEaIkfcL/H9jlYN JLILBiPea/H9qGl832MSB5LO+VSxRSbaTcjjSgpXflt8j4ZVLtGAFmM/9Kfx+C2x7PmTQlD/AEW/ h5Dh5ttSgf6hqA+Dmym1kDCrcQCKVJr4Vx/lGNfTk/0pX+T5X9UP9ME3tLlLq3S4jV0SQVVZFaN6 V7qwBH05m48gnESHXv2cPJAwkQenduq5Ng7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7F XYq7FXYqxC4806Vba1Da3ettbzia4BsZJtPXl+8EUalP70ij846b0X4vi2xVLbjzIzW6N+lNQihj IIM9ws2i0pc29Q7sxahjELTfDStSRyXYKr4/N1s0kyTatdQPaCe5uA02kqFjdeUcb1ZqBOXBW/mX 4j3xVGXXm3QreW39fzH6MUsf969xp6x84ZC0iksORff0m41A9m3xVD6n5kh524XWL22lvlKxWsUu k+pHPI8bJABKJOUgDlRQsvEMSa8TiqYXNrrl9erBDqGr2MKLHE80P6KaNiwcvI3OOWUFSvFqAbkU h3iFUz0H9JSST3N4L6EPslpem0IT945qhtuX7JA+JjtTvXFVHzVPNFHEsF5dWszJMwFo1mr8YlEr OReBk24ca025b06hVIbfzT64jtludRilYxWzv62kNJGYDEJp5KNIgLG4USAeHwKKiqq658xyQ386 T315aOqXLSWUsulBxIIkaKJPjJRvTRpU5VFC3M7ABVRg84xrpli6ahd3Nw+5jkn0j1pf30i8W4Os fKlvIB6Z+e4NFXXPnWysXtYX1O5mkjaRPK3GjqZGChlhkDvG3R04+mB9peR3xVePMij67evql2kL LGLa3M2lj0xc7ROp5MjcjB+7LNv6hG9PhVZN5W1D69pCzNJNJKss0couWtnmR0lZTG5tCYar0oN/ 5t64qm2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxVTa2t2ZnaJGZhxZioJK77E+G5x VfwSlOIp4UxV3BP5R92KrTBAW5GNSwFAxArTwxVcUQ9VB+jwxVugxV2KoLU9PubwRiDUJ7Apy5G3 WBi/JaDl68c32eopT3qNsVQq6JqAW5A1m5rPQQsY7asKgKDw/dfETx/b5Cvbtiq6TRLqSJY21W5I BPILLYl1L8ijcoWqOPwePh43xVSPl+/P1n/c5egTsWiAjsh6IIccY6W4qAXB+PkfhHvVV0mgakYJ 449dvEkmLEiT+nZl4kB3jj/cBeNNquGPviqKt9KnhvRcHUJ5IOPE2TJbiEt/PVYlk5f7OntiqPSN EBCKFBJYgCm7GpO3iTireKuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2 KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxVhBbV47m WNV1YQLI1ZBNBIAWDUarsX4/CCq8duQrtXjg/kje2Sde/wDHyc384K3hC/d+PmjG0rUAiBNX1BJV NHkLxtyq3dWj4g70FB9+ROhlQrLO/h+pkNdG98cK+P61awtbu1u1Z9SvLplPOSCd4yGHFlFQsakC prt3HzyzFpJQlZyTl76/U15dVGYoQhh4X+tOfr0/++D+P9MzXEd9en/3wfx/pirvr0/++D+P9MVd 9en/AN8H8f6Yqsm1C5ji5ravK1acEpX/AIYqPxwKv+vT/wC+D+P9MKu+vT/74P4/0xVTutRu4YZZ IrN7h51JSFCAzkdFUuVWp9zTAqX6X5j1i9cetoVzYRFS3qXLw+3FQkTyNy33qABTqcVTT69P/vg/ j/TCq+G6leQI0RUGtW38PlgVE4q7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FWE6hcaN 9d1C29LSHkuRDLqSyzwxyyPHN6MZnUKxIWXiilj9o8fmqhmSyDPqF1pegxW9s5uJ70zxExGSVHil LmFQDJw5k1+0BQnriqpOPJd59YOqwaMLhw63StJbOxjjkS5bmx4njyZJGB8QT1xVlVrd3NzbR3Fq 0ctvKoaKWMqyMp6FSDQjFCry1L+Uf8L/AFxV3LUv5R/wv9cVdy1L+Uf8L/XFUDrL3v1NfUEaqZFD GSUwinb4k98KVKDy+YbxbxFmM6bqXuJXWvxb8GkKE/GRWmKEz5al/KP+F/rgVA6++orouoMBEFW3 lPKXl6YAQn4/SPqcfHjv4YpSDyZ5i1DUILawsGs3gsYo2nWJrh3FrLG31RgZ1UiQhPjV2Zh43OKs t5al/KP+F/rihfC18ZB6qgJvU7eHscUonFXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXY qw66vdbjuLxBdU9K3lkQHTb2UhluGRTzjPGb4QP3afG32xscVWxX+vyXz2v10BlKk10y+SPjIi8A ZWb0zQtViDt0NKHFU8sYNSmhEzzxvDKFe3Kq6HgygjkrVIOKEULW+AoJQAOgqf6Yq76tf/7+H/BH +mKu+rX/APv4f8Ef6Yq76tf/AO/h/waAEf6YqhNWbULWxaRJW9TcKyRyXBB41H7tPiPTFUNFq0zXF vbMLr1Zm4ep9WUBERcOVXcoVRew5HriqafVr/wD38P8Agj/TFUHrZ1O10q9uoZW9SGGSSMRK0r1V SRxjh3j4DFLE11rzTHKszXdyrXzRxx2j6JeFIGJWMvI6OBuyN1lNAV7dVWT6Amsz6Tbz3V200sq8 i7xNat9MJ5FPkTiqaQwXayq0knJBWoqT2+WKorFXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXY q7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq8vjn0rXPOGtaXcWmrW66ctxcN cxalf8JGR1QiO3iPwhg1VVK+w3wJZGvlPSH/AHMcmqLBJ8Zm/SOqLIAoI2DPtutONfD2w0ttt5J0 qS8Co+oukbB5Jh2TUVKsQKBAXIYU3PxddsFLbh5c023khnV9TcpOJ7ZXvNRZTItKmVPiop4gcWHE iu2NLbIra4vZomke3RAUDRDm4Jcr8SsHjQqA21adN6dsKFSJ7sx/vYkSXf4Vcsu3SrFVO/8Aq4q2 Wuv3X7tKsxE3xn4UoaMvw/Ea0FNuvXbdVVxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV2KuxV 2KuxV2KuxV2KuxV2KuxVTKzM+7cEBr8JBrQnYgr3FO+KrQlyGY+oWBccQSoovfonv+HXFV8qyMBw Yqd6kU8CO4bvviqyP6yFXmAWFAfi61PxE0UdB08cVb9KY8v3zLyBA2U02oGHw9e+9Riq1luQAFbk SBViQKEEdPg/aFa/hiqp++AkNAWrWNSaDoKAmm2/zxVTkS6aRgr8I6bOCtakj9koegB74q6JbsyE yHinCgAYN8RA3pwXpv3+jwVVSrFaByDWvLavWtOlPbFWkjdVoZGY7fEQtdgAegA3pXFV+KreDVJ5 mh6Dbbanh9OKtem/FR6rVFKtRamh4rt3xVL49ZEgXi1s2/x8Zi1B2Iom+2QhkjL6SCyljlHmCEU2 pWCirTqBUCpPcmgybFx1KxBIMyggFiCf2QKk/IVxVdDf2c9fQlEtKV4VbqKjp7HFVX1V8G/4Fv6Y q71V8G/4Fv6Yq71V8G/4Fv6Yq71V8G/4Fv6Yq71V8G/4Fv6Yq71V8G/4Fv6Yq71V8G/4Fv6Yq71V 8G/4Fv6Yq71V8G/4Fv6Yq4SKTQA/SpH6xiq7FXYq7FXYqltxrHpTvErWx4HfnOVYKB8RIEbUoffI DJEmrFszjkBdGlePVbFo1Zp4w1ByCtUBq8aA0Ffi2ybBsapp5CETpST+7NftbV28dsVXLqNk03or MrTCtYhu225+Hriqt6q+Df8AAt/TFXeqvg3/AALf0xV3qr4N/wAC39MVd6q+Df8AAt/TFXeqvg3/ AALf0xV3qr4N/wAC39MVd6q+Df8AAt/TFXeqvg3/AALf0xV3qr4N/wAC39MVd6q+Df8AAt/TFVG1 /R1X+qejXb1PS4+9K8fpyrHwb8NfBsycf8V/FX+GvauWtbvh9sVbFO2KuxV2KuxV2KuxV2KuxV2K uxV2KuxV2KuxV2KoZP0Z9bbh6P1v9unD1Pp/ayoeHxbVxfa2nj4d74fsRHw+3tlrU74fbFXfDXtX FW8VdirsVdirsVdirsVdirsVdir/AP/Z uuid:6722efc4-7401-4123-858e-04cc0c527895xmp.
- BFDB11914A8590D31508C8proof:pdfuuid:81b3ea06-6db2-4be8-ae43-3000d40xmp.did:20a32db2-95ef-b248-91CD-BE66376F12C2UUID: 5D208
- BFDB11914A8590D31508C8PROPE: PDF
- SAVEDXMP.IID: 8D703C78-D951-4C47-9E58-DEE2602D303D2020-05-0517: 2417: 2417: 2417: 2417: 2417: 2417:
7: 92: 92: 917: 9205: 0,205-0517: 9245: 917: - : 243: 9245:
- .
- сохраненоxmp.iid:5b316ac0-e5e4-7a4e-93a0-2272d58aa0
0-07-21T10:53:34+08:00Adobe Illustrator CC 2017 (Windows)/ - EmbedByReferenceE:\物性表\线材物性表\资料\新建文件夹\JPEG\铝青铜焊丝-CuAl8.jpgadobe:docid:photoshop:60cb2fa6-9bc3-11ea-b5e5-954708bxmp.iid:e1972e12-1fb5-4d4b-816b -006ac3b9ф084
- e: \ 物性 \ 线材物性 表 \ 资料 \ 新建 文件 夹 \ jpeg \ 铝 焊丝 焊丝 -cual8.
PrintFalseFalse1210.001556297.000083Миллиметры jpgadobe: Docid: Photoshop: 60CB2FA6-9BC3-11EA-B5E5-954708BXMP.IID: e1972e12-1FB5-415551BXMP. -006ac3b9f084- ArialMTArialRegularOpen TypeVersion 7.00Falserial_1.ttf
- Arial-BoldMTArialBoldOpen TypeVersion 3.00FalseArial Bold_0.ttf
- Arial-LgtArial LightRegularTrueType4.0FalseArial-Lgt_0.ttf
- SourceHanSansCN-Bold思源黑体 CNBoldOpen TypeVersion 1.000;PS 1;hotconv 1.0.78;makeotf.lib2.5.61930FalseSourceHanSansCN-Bold.otf
- SourceHanSansCN-Regular思源黑体 CNRegularOpen TypeVersion 1.000;PS 1;hotconv 1.0.78;makeotf.lib2.5.61930FalseSourceHanSansCN-Regular.otf
- SourceHanSansCN-Light思源黑体 CNLightOpen TypeVersion 1.000;PS 1;hotconv 1.0.78;makeotf.lib2.5.61930FalseSourceHanSansCN-Light.
otf- AdobeSongStd-LightAdobe 宋体 StdLOpen TypeVersion 5.017;PS 5.002;hotconv 1.0.67;makeotf.lib2.5.33168FalseAdobeSongStd-Light.otf
- Голубой
- Пурпурный
- Желтый
- Черный
- 白认色板组0
- 白色CMYKPROCESS0.0000000.0000000.0000000.000000
- 黑色CMYKPROCESS0.0000000.0000000.000000100.000000
- CMYK 红CMYKPROCESS0.000000100.000000100.0000000.000000
- CMYK 黄CMYKPROCESS0.0000000.000000100.0000000.000000
- CMYK 绿CMYKPROCESS100.0000000.000000100.0000000.000000
- CMYK 青CMYKPROCESS100.0000000.0000000.
0000000.000000- CMYK 蓝CMYKPROCESS100.000000100.0000000.0000000.000000
- CMYK 洋红CMYKPROCESS0.000000100.0000000.0000000.000000
- C=15 M=100 Y=90 K=10CMYKPROCESS15.000000100.00000090.00000010.000000
- C=0 M=90 Y=85 K=0CMYKPROCESS0.00000090,00000085,0000000,000000
- C=0 M=80 Y=95 K=0CMYKPROCESS0.00000080.00000095.0000000.000000
- C=0 M=50 Y=100 K=0CMYKPROCESS0.00000050.000000100.0000000.000000
- C=0 M=35 Y=85 K=0CMYKPROCESS0.00000035.00000085.0000000.000000
- C=5 M=0 Y=90 K=0CMYKPROCESS5.0000000.00000090.0000000.000000
- C=20 M=0 Y=100 K=0CMYKPROCESS20.
0000000.000000100.0000000.000000- C=50 M=0 Y=100 K=0CMYKPROCESS50.0000000.000000100.0000000.000000
- C=75 M=0 Y=100 K=0CMYKPROCESS75.0000000.000000100.0000000.000000
- C=85 M=10 Y=100 K=10CMYKPROCESS85.00000010.000000100.00000010.000000
- C=90 M=30 Y=95 K=30CMYKPROCESS90.00000030.00000095.00000030.000000
- C=75 M=0 Y=75 K=0CMYKPROCESS75.0000000.00000075.0000000.000000
- C=80 M=10 Y=45 K=0CMYKPROCESS80.00000010.00000045.0000000.000000
- C=70 M=15 Y=0 K=0CMYKPROCESS70.00000015.0000000.0000000.000000
- C=85 M=50 Y=0 K=0CMYKPROCESS85.
00000050.0000000.0000000.000000- C=100 M=95 Y=5 K=0CMYKPROCESS100.00000095.0000005.0000000.000000
- C=100 M=100 Y=25 K=25CMYKPROCESS100.000000100.00000025.00000025.000000
- C=75 M=100 Y=0 K=0CMYKPROCESS75.000000100.0000000.0000000.000000
- C=50 M=100 Y=0 K=0CMYKPROCESS50.000000100.0000000.0000000.000000
- C=35 M=100 Y=35 K=10CMYKPROCESS35.000000100.00000035.00000010.000000
- C=10 M=100 Y=50 K=0CMYKPROCESS10.000000100.00000050.0000000.000000
- C=0 M=95 Y=20 K=0CMYKPROCESS0.00000095.00000020.0000000.000000
- C=25 M=25 Y=40 K=0CMYKPROCESS25.
00000025.00000040.0000000.000000- C=40 M=45 Y=50 K=5CMYKPROCESS40.00000045.00000050.0000005.000000
- C=50 M=50 Y=60 K=25CMYKPROCESS50.00000050.00000060.00000025.000000
- C=55 M=60 Y=65 K=40CMYKPROCESS55.00000060.00000065.00000040.000000
- C=25 M=40 Y=65 K=0CMYKPROCESS25.00000040.00000065.0000000.000000
- C=30 M=50 Y=75 K=10CMYKPROCESS30.00000050.00000075.00000010.000000
- C=35 M=60 Y=80 K=25CMYKPROCESS35.00000060.00000080.00000025.000000
- C=40 M=65 Y=90 K=35CMYKPROCESS40.00000065.00000090.00000035.000000
- C=40 M=70 Y=100 K=50CMYKPROCESS40.
00000070.000000100.00000050.000000- C=50 M=70 Y=80 K=70CMYKPROCESS50.00000070.00000080.00000070.000000
- 灰色0
- C=0 M=0 Y=0 K=100CMYKPROCESS0.0000000.0000000.000000100.000000
- C=0 M=0 Y=0 K=90CMYKPROCESS0.0000000.0000000.00000089.999400
- C=0 M=0 Y=0 K=80CMYKPROCESS0.0000000.0000000.00000079.998800
- C=0 M=0 Y=0 K=70CMYKPROCESS0.0000000.0000000.00000069.999700
- C=0 M=0 Y=0 K=60CMYKPROCESS0.0000000.0000000.00000059.999100
- C=0 M=0 Y=0 K=50CMYKPROCESS0.0000000.0000000.00000050.000000
- C=0 M=0 Y=0 K=40CMYKPROCESS0.
0000000.0000000.00000039.999400- C=0 M=0 Y=0 K=30CMYKPROCESS0.0000000.0000000.00000029.998800
- C=0 M=0 Y=0 K=20CMYKPROCESS0.0000000.0000000.00000019.999700
- C=0 M=0 Y=0 K=10CMYKPROCESS0.0000000.0000000.0000009.999100
- C=0 M=0 Y=0 K=5CMYKPROCESS0.0000000.0000000.0000004.998800
- 明亮0
- C=0 M=100 Y=100 K=0CMYKPROCESS0.000000100.000000100.0000000.000000
- C=0 M=75 Y=100 K=0CMYKPROCESS0.00000075.000000100.0000000.000000
- C=0 M=10 Y=95 K=0CMYKPROCESS0.00000010.00000095.0000000.000000
- C=85 M=10 Y=100 K=0CMYKPROCESS85.
00000010.000000100.0000000.000000- C=100 M=90 Y=0 K=0CMYKPROCESS100.00000090.0000000.0000000.000000
- C=60 M=90 Y=0 K=0CMYKPROCESS60.00000090.0000000.0031000.003100
Библиотека Adobe PDF 15.0021.0.0 конечный поток эндообъект 3 0 объект > эндообъект 14 0 объект >/Ресурсы>/Шрифт>/ProcSet[/PDF/Text/ImageC]/Properties>/XObject>>>/Thumb 470 0 R/TrimBox[0.
 С. Basinski и др.
С. Basinski и др. 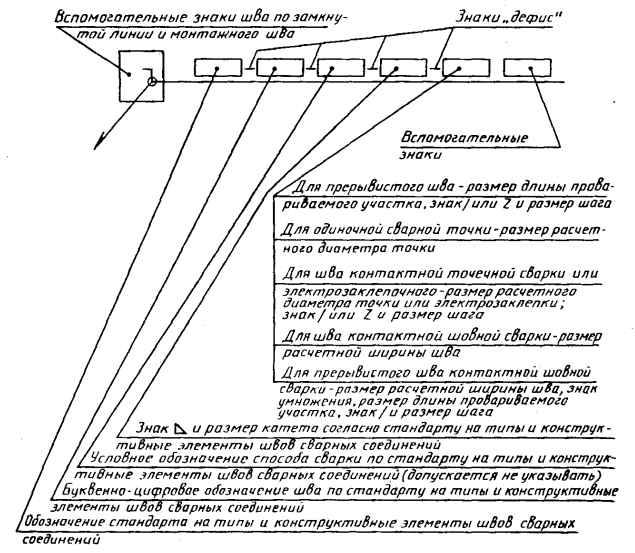
 Pyttel et al.
Pyttel et al.  Cheng et al.
Cheng et al. 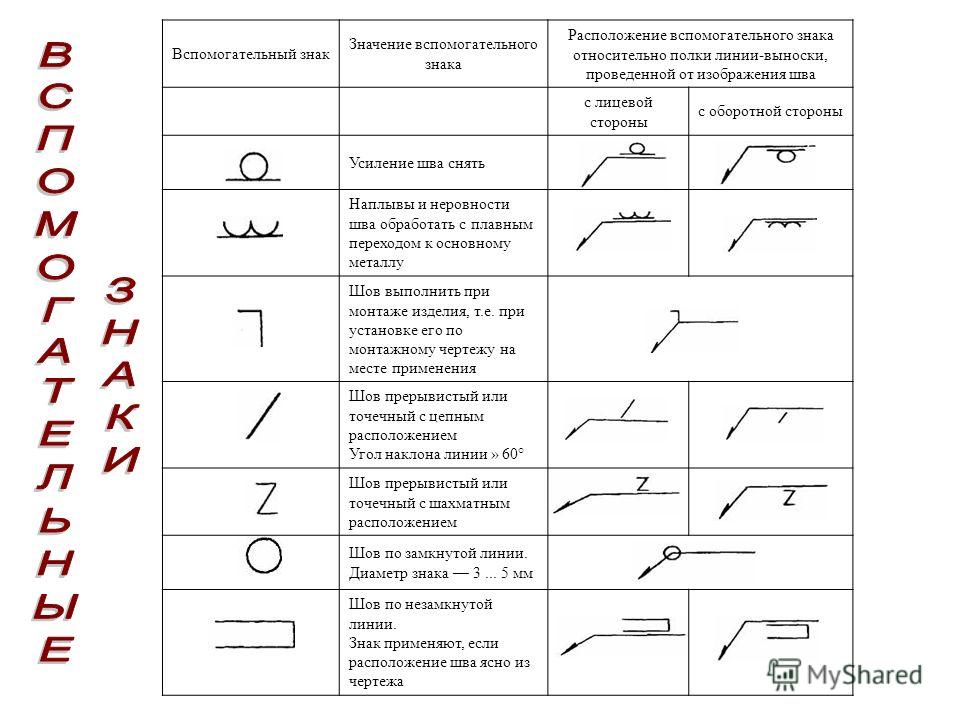 Х. Хан и др.
Х. Хан и др.  Анализ микроструктуры подтверждает, что твердотельные соединения без макро- и микродефектов образуются за счет диффузии элементов и рекристаллизации в процессе ЭАПС. Влияние плотности электрического тока на образование мартенсита и впоследствии на изменение твердости выявляется с помощью карт качества изображения среднего зерна и их соответствующего распределения по площади. Результаты квазистатических испытаний на растяжение показывают, что на поведение соединения при разрушении сильно влияет плотность приложенного электрического тока. Усталостное поведение соединений с более высоким пределом прочности при растяжении (разрушение основного металла SUS410) также оценивается по кривой S–N при определенном уровне достоверности с использованием двухпараметрического распределения Вейбулла. Наконец, механизм разрушения исследуется путем изучения поверхностей разрушения в результате усталостного разрушения. Морфология разрушения при высоком уровне напряжения демонстрирует смешанный тип разрушения основного металла и разрушения на границе раздела, в то время как разрушение при низком уровне напряжения демонстрирует разрушение на границе раздела.
Анализ микроструктуры подтверждает, что твердотельные соединения без макро- и микродефектов образуются за счет диффузии элементов и рекристаллизации в процессе ЭАПС. Влияние плотности электрического тока на образование мартенсита и впоследствии на изменение твердости выявляется с помощью карт качества изображения среднего зерна и их соответствующего распределения по площади. Результаты квазистатических испытаний на растяжение показывают, что на поведение соединения при разрушении сильно влияет плотность приложенного электрического тока. Усталостное поведение соединений с более высоким пределом прочности при растяжении (разрушение основного металла SUS410) также оценивается по кривой S–N при определенном уровне достоверности с использованием двухпараметрического распределения Вейбулла. Наконец, механизм разрушения исследуется путем изучения поверхностей разрушения в результате усталостного разрушения. Морфология разрушения при высоком уровне напряжения демонстрирует смешанный тип разрушения основного металла и разрушения на границе раздела, в то время как разрушение при низком уровне напряжения демонстрирует разрушение на границе раздела.
 Результаты также показали, что сопротивление распространению усталостной трещины сварного соединения выше, чем у основного металла. При этом произошло значительное увеличение сопротивления распространению усталостной трещины лазерной зоны по сравнению с дуговой за счет измельчения зерен и высокой доли границ зерен с большим углом разориентации (>15°) в лазерной зоне. .
Результаты также показали, что сопротивление распространению усталостной трещины сварного соединения выше, чем у основного металла. При этом произошло значительное увеличение сопротивления распространению усталостной трещины лазерной зоны по сравнению с дуговой за счет измельчения зерен и высокой доли границ зерен с большим углом разориентации (>15°) в лазерной зоне. .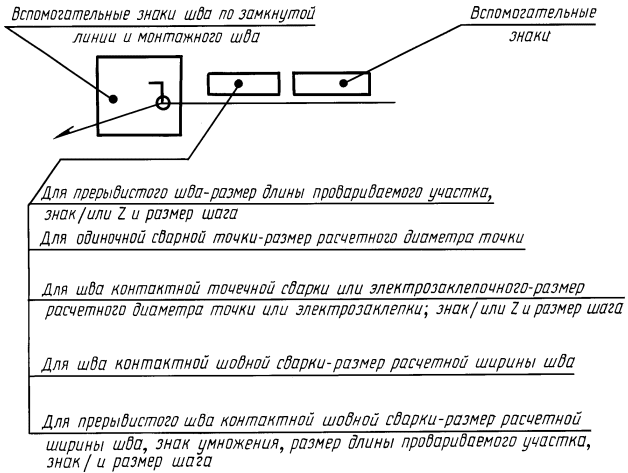 Традиционные подходы к оценке усталости обычно описывают сварной шов с идеализированной геометрией, определяемой углом боковой поверхности сварного шва и радиусом носка сварного шва. При этом фактические концентрации напряжений не учитываются в таких прогнозах усталостной долговечности. Технология трехмерного лазерного сканирования дает возможность более точно представить геометрию сварного шва и, соответственно, выполнить оценку усталости на более точном представлении геометрии сварного шва. В этой рукописи исследуются преимущества включения отсканированных геометрий сварных швов в анализ линейного упругого напряжения для прогнозирования усталостной долговечности. Кроме того, была проведена количественная оценка возможностей объяснения экспериментального разброса шести различных параметров индикатора усталости. Используя экспериментальные данные из 28 испытаний по трем геометриям, было оценено в общей сложности 60 детерминированных и вероятностных моделей усталости с использованием как отсканированных, так и идеализированных геометрий сварного шва.
Традиционные подходы к оценке усталости обычно описывают сварной шов с идеализированной геометрией, определяемой углом боковой поверхности сварного шва и радиусом носка сварного шва. При этом фактические концентрации напряжений не учитываются в таких прогнозах усталостной долговечности. Технология трехмерного лазерного сканирования дает возможность более точно представить геометрию сварного шва и, соответственно, выполнить оценку усталости на более точном представлении геометрии сварного шва. В этой рукописи исследуются преимущества включения отсканированных геометрий сварных швов в анализ линейного упругого напряжения для прогнозирования усталостной долговечности. Кроме того, была проведена количественная оценка возможностей объяснения экспериментального разброса шести различных параметров индикатора усталости. Используя экспериментальные данные из 28 испытаний по трем геометриям, было оценено в общей сложности 60 детерминированных и вероятностных моделей усталости с использованием как отсканированных, так и идеализированных геометрий сварного шва.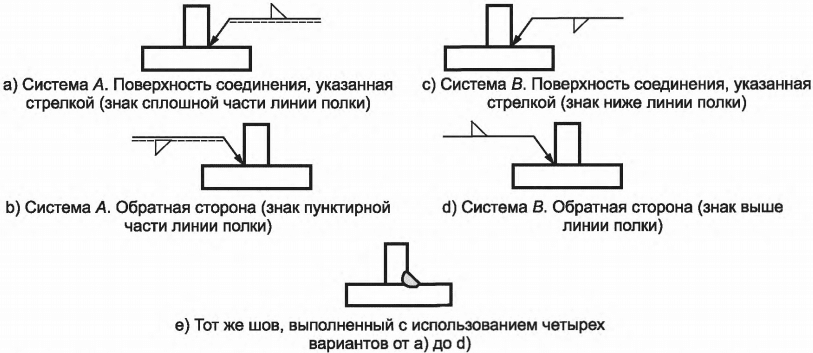 Было обнаружено, что использование сканированных геометрий сварных швов существенно улучшает прогнозирование усталости при использовании локальных параметров индикатора усталости. Однако, если используются нелокальные параметры индикатора усталости, использование сканированных геометрий сварных швов не дает преимуществ. В целом использование нелокальных параметров индикатора усталости с идеализированной геометрией сварного шва обеспечивает наибольшую точность в трех рассмотренных случаях. Таким образом, для оценки линейной упругой усталостной долговечности использование нелокального параметра в модели усталостной долговечности является более мотивированным, чем использование трехмерной сканированной геометрии сварного шва. Независимо от того, как учитывается геометрия сварного шва, знаковое эквивалентное напряжение фон Мизеса привело к наиболее надежным прогнозам усталостной долговечности в целом для образцов, рассматриваемых в этой работе.
Было обнаружено, что использование сканированных геометрий сварных швов существенно улучшает прогнозирование усталости при использовании локальных параметров индикатора усталости. Однако, если используются нелокальные параметры индикатора усталости, использование сканированных геометрий сварных швов не дает преимуществ. В целом использование нелокальных параметров индикатора усталости с идеализированной геометрией сварного шва обеспечивает наибольшую точность в трех рассмотренных случаях. Таким образом, для оценки линейной упругой усталостной долговечности использование нелокального параметра в модели усталостной долговечности является более мотивированным, чем использование трехмерной сканированной геометрии сварного шва. Независимо от того, как учитывается геометрия сварного шва, знаковое эквивалентное напряжение фон Мизеса привело к наиболее надежным прогнозам усталостной долговечности в целом для образцов, рассматриваемых в этой работе. , статья 105520 относительного градиента напряжения на концах сварного шва был разработан метод прогнозирования влияния толщины и профиля валика на предел выносливости сварных соединений. По результатам расчетов напряжений для нескольких типов сварных соединений уточнен относительный градиент напряжений, зависящий только от радиуса носка шва, независимо от сварного соединения и видов нагружения. Соответственно, предлагаемый метод прогнозирования представляет собой единый подход, не зависящий от типов сварных соединений. Предложенный метод показал, что он может успешно предсказать геометрический эффект путем сравнения экспериментальных данных.
, статья 105520 относительного градиента напряжения на концах сварного шва был разработан метод прогнозирования влияния толщины и профиля валика на предел выносливости сварных соединений. По результатам расчетов напряжений для нескольких типов сварных соединений уточнен относительный градиент напряжений, зависящий только от радиуса носка шва, независимо от сварного соединения и видов нагружения. Соответственно, предлагаемый метод прогнозирования представляет собой единый подход, не зависящий от типов сварных соединений. Предложенный метод показал, что он может успешно предсказать геометрический эффект путем сравнения экспериментальных данных. В качестве примера применен подход авторов к определению классов FAT для стыкового шва с различной геометрией носка шва.
В качестве примера применен подход авторов к определению классов FAT для стыкового шва с различной геометрией носка шва. В этом исследовании оценивалась скорость роста усталостных трещин в свариваемых металлах с погонной энергией более 10 кДж/мм, выполненных по новой технологии под флюсом под названием Integrated Cold Electrode™ с добавлением ненапряженной (холодной) проволоки. Однопроходные швы выполняли на стали Э46 толщиной 25 мм, варьируя химический состав проволоки (присадочный металл). Микроструктура, механические свойства и d a /dN×ΔK графики были сделаны с распространением трещины в продольном направлении сварного шва. Для всех испытанных условий скорость распространения была аналогична парижскому режиму для неблагородных металлов. Тем не менее, сварные швы имели более высокий порог распространения трещины, чем основной металл, а порог усталости сварных швов с более высокой погонной энергией был увеличен с использованием молибденсодержащего присадочного металла. Это было связано с наличием большего количества игольчатого феррита в этой конкретной микроструктуре сварки.
В этом исследовании оценивалась скорость роста усталостных трещин в свариваемых металлах с погонной энергией более 10 кДж/мм, выполненных по новой технологии под флюсом под названием Integrated Cold Electrode™ с добавлением ненапряженной (холодной) проволоки. Однопроходные швы выполняли на стали Э46 толщиной 25 мм, варьируя химический состав проволоки (присадочный металл). Микроструктура, механические свойства и d a /dN×ΔK графики были сделаны с распространением трещины в продольном направлении сварного шва. Для всех испытанных условий скорость распространения была аналогична парижскому режиму для неблагородных металлов. Тем не менее, сварные швы имели более высокий порог распространения трещины, чем основной металл, а порог усталости сварных швов с более высокой погонной энергией был увеличен с использованием молибденсодержащего присадочного металла. Это было связано с наличием большего количества игольчатого феррита в этой конкретной микроструктуре сварки. , статья 105967 и головной конец холоднокатаных рулонов выполняется для обеспечения непрерывности линии непрерывного цинкования (CGL). Разрушение сварного шва может привести к остановке мельницы, что приведет к огромной потере производительности до 48 часов за одну такую поломку и повреждению механических систем. Разрушение сварного шва является результатом дефектов, присутствующих вдоль линии сплавления, таких как непровар, кратеры из-за выброса, усадочная полость и трещины. Неправильные параметры сварки могут привести к образованию вышеуказанных дефектов и могут остаться незамеченными при последующей обработке. Поэтому была разработана система неразрушающего контроля сварных швов для обнаружения дефектов. Кроме того, была разработана ультразвуковая система контроля сварных швов с алгоритмом машинного обучения для сбора и обучения данных сканирования для точного прогнозирования дефектов сварных швов и предотвращения катастрофических отказов из-за обрыва сварного шва.
, статья 105967 и головной конец холоднокатаных рулонов выполняется для обеспечения непрерывности линии непрерывного цинкования (CGL). Разрушение сварного шва может привести к остановке мельницы, что приведет к огромной потере производительности до 48 часов за одну такую поломку и повреждению механических систем. Разрушение сварного шва является результатом дефектов, присутствующих вдоль линии сплавления, таких как непровар, кратеры из-за выброса, усадочная полость и трещины. Неправильные параметры сварки могут привести к образованию вышеуказанных дефектов и могут остаться незамеченными при последующей обработке. Поэтому была разработана система неразрушающего контроля сварных швов для обнаружения дефектов. Кроме того, была разработана ультразвуковая система контроля сварных швов с алгоритмом машинного обучения для сбора и обучения данных сканирования для точного прогнозирования дефектов сварных швов и предотвращения катастрофических отказов из-за обрыва сварного шва. высокопрочной низколегированной стали HC420LA методом магнитно-импульсной сварки. Соединение показало более высокую прочность, чем основной металл, а сопротивление сдвигу превысило 100 МПа. Площадь сварного шва увеличилась на 36%, когда энергия разряда увеличилась с 25 кДж до 40 кДж. Сварной шов обычно показывал лучшую усталостную прочность, чем основной металл, при низкой амплитуде напряжения ( S a ≤20 МПа), в то время как межфазное разрушение может произойти при высокой амплитуде напряжения ( S a ≥26,7 МПа). Между тем, хрупкое разрушение и вязкое разрушение сосуществовали на межфазной поверхности разрушения.
высокопрочной низколегированной стали HC420LA методом магнитно-импульсной сварки. Соединение показало более высокую прочность, чем основной металл, а сопротивление сдвигу превысило 100 МПа. Площадь сварного шва увеличилась на 36%, когда энергия разряда увеличилась с 25 кДж до 40 кДж. Сварной шов обычно показывал лучшую усталостную прочность, чем основной металл, при низкой амплитуде напряжения ( S a ≤20 МПа), в то время как межфазное разрушение может произойти при высокой амплитуде напряжения ( S a ≥26,7 МПа). Между тем, хрупкое разрушение и вязкое разрушение сосуществовали на межфазной поверхности разрушения.© 2020 Elsevier Ltd. Все права защищены.
Типы швов — Справочное руководство по различным типам швов | Покрытия
Содержание
Введение
Классификация швов
Числовое выражение швов
Качество шва
Цифровые обозначения типов швов
Введение
В шитье шов представляет собой соединение, при котором два или более слоев ткани, кожи или других материалов скрепляются стежками. Швы современной массовой одежды, обуви, домашнего текстиля и спортивных товаров выполняются на промышленных швейных машинах. Домашнее изготовление обуви, пошив одежды, стегание, ремесла, высокая мода и пошив одежды могут использовать комбинацию ручного и машинного шитья.
Швы современной массовой одежды, обуви, домашнего текстиля и спортивных товаров выполняются на промышленных швейных машинах. Домашнее изготовление обуви, пошив одежды, стегание, ремесла, высокая мода и пошив одежды могут использовать комбинацию ручного и машинного шитья.
При изготовлении одежды швы классифицируются по их типу (гладкие, внахлест, внахлест, плоские) и по положению в готовом изделии (центральный задний шов, внутренний шов, боковой шов). Швы обработаны различными способами, чтобы предотвратить расползание необработанных краев ткани и привести в порядок внутреннюю часть одежды.
Швы, используемые для сборки пошитых изделий, являются несущими и в идеале должны быть аналогичны по физическим свойствам сшиваемому материалу. Тип стежка и используемая швейная нить зависят от конкретного применения. Следовательно, важно быть знакомым с различными типами швов, их применением и доступными вариациями, чтобы вы могли выбрать правильный шов, соответствующий вашим швейным потребностям.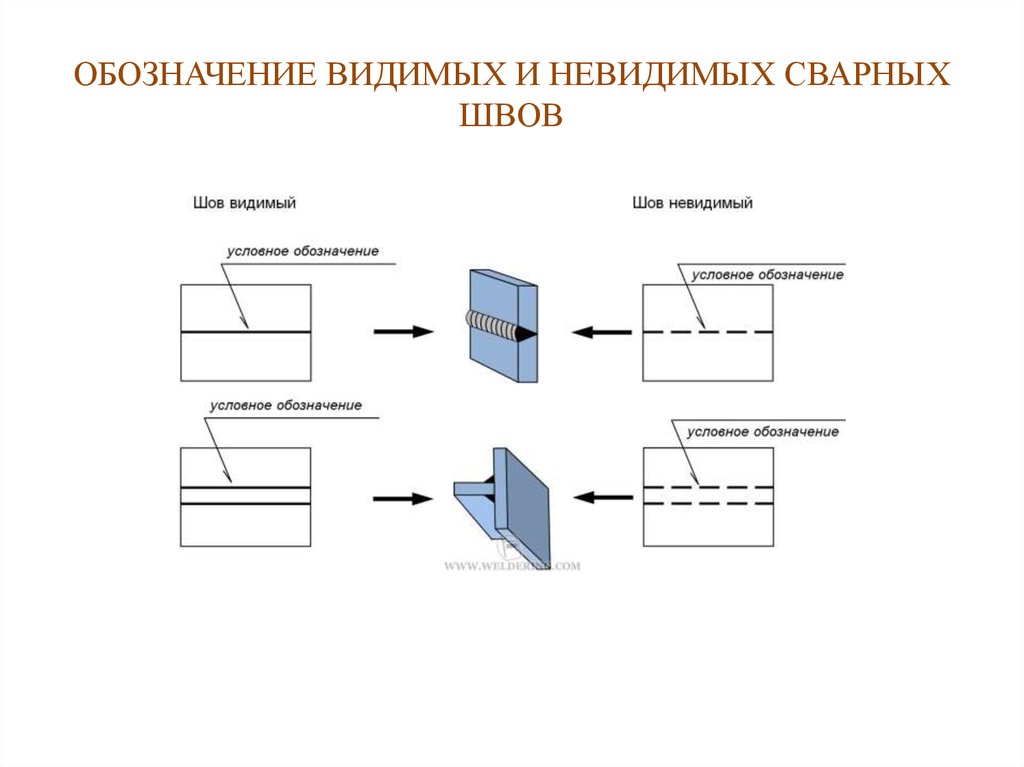
Этот технический бюллетень станет вашим кратким справочником по типам швов.
Классификация швов
Швы классифицируются в зависимости от типа/количества используемых компонентов. Существует восемь классов швов, определенных в соответствии с ISO 4916:1991.
Раньше швы описывались как плоские, наложенные, внахлест или переплетение. Швы (тогда отличавшиеся от швов) описывались как отделка краев или орнамент. Разновидности швов проиллюстрированы ниже вместе с их описанием в соответствии с вышеприведенной и новой системой.
Классы шва
Класс 1 – Накладной шов
Класс 2 — Lapped She Seam
Класс 3 — Связанные швы
Класс 4 — Плоские швы
Класс 5 — Декоративная/декоративная строчка
класс 6 — Класс 6. Класс 8 — Однослойная конструкция
Класс 1 — Наложенные швы
Как правило, они начинаются с двух или более кусков материала, наложенных друг на друга и соединенных рядом с краем одним или несколькими рядами стежков. В этом классе есть различные типы швов.
В этом классе есть различные типы швов.
Используемые стежки
Наложенный шов может быть выполнен с помощью стежков типов 301 или 401 для создания простого шва. Этот же тип шва может также выполняться со стежком класса 500 (обметочная строчка) или комбинированными стежками (например, класс стежка 516)
ПрименениеИспользуется для создания аккуратных несущих швов нижнего белья, рубашек и т. д.
Шов внахлест Класс 2 — Шов внахлест
В этом классе швов две или более стопки материала сшиваются внахлест (т. е. с наложенными друг на друга краями, гладкими или согнутыми) и соединяются одним или несколькими рядами стежков.
Одним из самых популярных в этом классе является шитье внахлест, включающее только одну операцию сшивания – прочный шов с краями ткани, обычно используемый для защиты джинсов или подобных предметов одежды от износа. Внешне похожий тип французского шва включает в себя две операции сшивания с промежуточной операцией складывания — плоский шов со сгибом, на верхней поверхности которого виден только один ряд стежков.
Этот класс шва состоит как минимум из двух компонентов и может иметь различные разновидности, состоящие из ряда рядов строчки.
Используемые стежки
Нахлестной шов обычно выполняется цепным стежком 401.
Применение
Петельный шов является наиболее часто используемым швом. Он используется в производстве джинсов из-за его прочной конструкции. Французский шов обычно используется для непромокаемой одежды, а также для сшивания краев лицевой стороны жакетов и платьев.
Класс 3 – Окантовочный(е) шов(и)
Они формируются путем складывания обвязочной полосы по краю стопок материала и соединения обоих краев обвязки с материалом одним или несколькими рядами стежков. Это обеспечивает аккуратный край шва, который может быть виден или подвергается износу. Имеются различные окантовочные швы.
Используемые стежки
401 цепной стежок или 301 челночный стежок.
Применение
Вырезы футболок.
Плоский шов Класс 4 — Плоский шов (швы)
В этих швах (иногда называемых стыковыми швами) два края ткани, плоские или согнутые, соединяются вместе и сшиваются стежками.
Назначение этих швов состоит в том, чтобы создать соединение, при котором недопустима дополнительная толщина ткани в месте шва, например, в нижнем белье или основной одежде. Нить(и) петлителя должна быть мягкой, но прочной, а закрывающая нить может быть не только прочной, но и декоративной. Этот шов называется плоским швом, потому что края не накладываются друг на друга, а соединяются встык.
Используемые стежки
Замочный зигзагообразный стежок, цепной стежок или закрывающий стежок (класс 600).
Применение
Этот тип шва будет состоять из двух компонентов и может использоваться на очень тонком трикотаже, где швы не должны быть объемными.
Кантовый шов Класс 5 – Декоративная/орнаментальная строчка
Декоративная строчка представляет собой серию стежков по прямой или изогнутой линии или по орнаментальному рисунку на одном слое материала. Более сложные типы включают различные формы окантовки, образующие выпуклую линию вдоль поверхности ткани.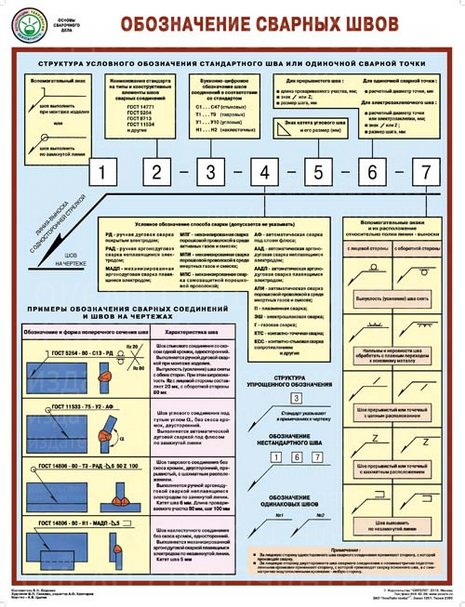
Применение
Сшивание приводит к декоративным поверхностным эффектам на ткани, например, защипы, тесьма и т. д. Этот тип шва состоит как минимум из одного компонента.
Обработка-обработка кромок Класс 6 – Обработка/обработка кромок
Обработка краев – это когда край одного слоя материала сложен или покрыт стежком. Простейшей из этих операций является обметка, тип 6.01.01, при которой обрезной край однослойного материала укрепляется обметочным швом для придания аккуратности и предотвращения износа. Класс шва должен включать швы, края которых обрабатываются с помощью стежков, и может использоваться в тех случаях, когда необработанный край требует отделки. В этом типе шва всегда есть только один компонент. Это включает в себя другие популярные методы получения аккуратного края, такие как подшивка и подшивка потайными стежками.
Применение
Стачивание вставок брюк, ширинок, подкладок и т. д.
Класс 7 – Присоединение отдельных элементов
Этот класс швов включает швы, которые требуют добавления другого компонента на край куска ткани, например, эластичной тесьмы. на край женских трусов. Этот тип шва требует двух компонентов.
на край женских трусов. Этот тип шва требует двух компонентов.
Класс 8 — Однослойная конструкция
Этот класс шва состоит из одного куска ткани, который подворачивается с обоих краев. Чаще всего это можно увидеть в петлях для ремня или ставках, для которых к машине можно прикрепить папку. Для этого типа шва требуется только один компонент.
Числовое обозначение швов
Каждый сшиваемый шов идентифицируется числовым обозначением, состоящим из пяти цифр.
Первая цифра обозначает класс шва (1-8).
Второй и третий счетные числа (0-99), чтобы указать различия в местоположении проникновения иглы.
Для того чтобы спецификация шва имела смысл, после обозначения стачивающего шва необходимо добавить обозначение вида стежка. Если используются два или более типа стежка, их следует указывать слева направо.
Качество шва
Хотя типы стежков, выбранных для шва, зависят от функциональных или эстетических требований к шву, качество шва можно измерить на основе следующих параметров:
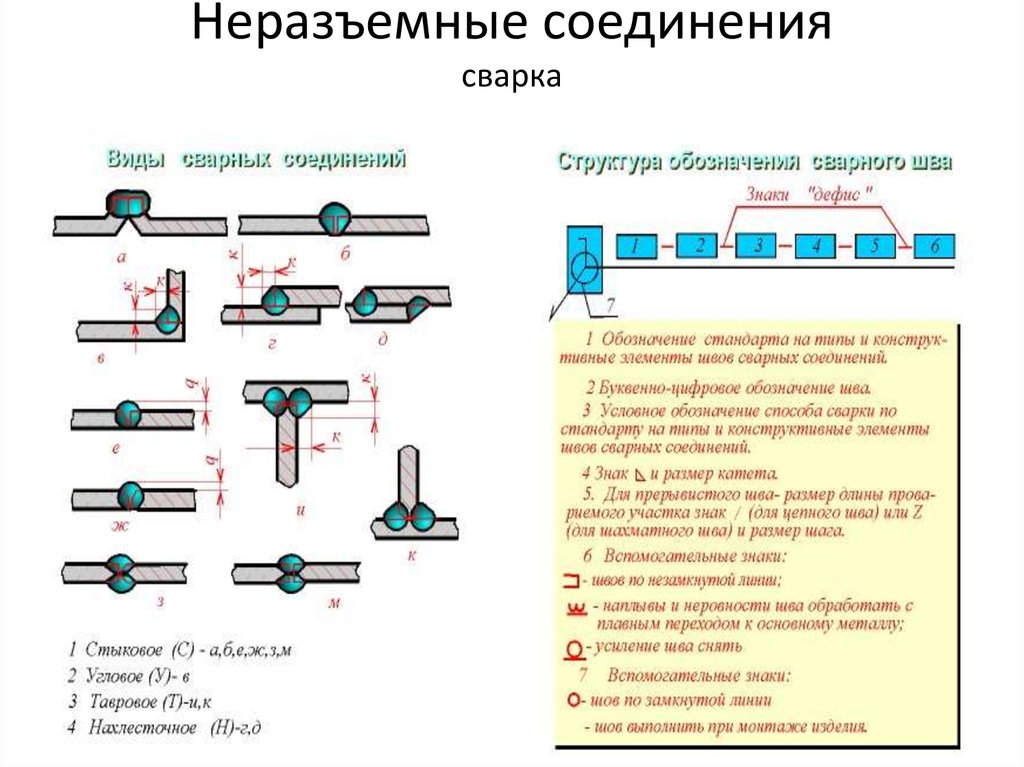
Технические условия для термической сварки ПВХ
ДЕКАБРЬ 1998 ГОДА
Все геомембраны требуют стыковки в полевых условиях. Одним из преимуществ геомембраны из ПВХ является то, что количество швов в полевых условиях может быть на 70-80 процентов меньше, чем требуется для геомембраны из ПЭВП. Изготовленные рулоны ПВХ сшиваются в контролируемых условиях на заводе-изготовителе перед развертыванием на месте. Это изготовление приводит к большим панелям геомембраны, которые уменьшают количество необходимых полевых швов. (На приведенной ниже фотографии показаны большие панели из геомембраны из ПВХ, помещаемые в систему облицовки на действующем объекте твердых бытовых отходов.
В настоящее время монтажные швы ПВХ с хорошими результатами выполняются с использованием химических систем (клей или растворитель). В последние годы термическая сварка также зарекомендовала себя как эффективный и экономичный метод стыковки геомембран из ПВХ в полевых условиях. Метод термоплавления для соединения геомембран из ПВХ уже много лет используется в кровельной промышленности, а также в европейской геомембранной и туннельной промышленности. Использование клиновидной сварки и сварки горячим воздухом позволяет использовать то же оборудование и предпочтительные методы обеспечения/контроля качества для геомембран HDPE для геомембран из ПВХ. Кроме того, термическая сварка может использоваться в более холодных условиях окружающей среды, чем химическая сварка.
Принцип термической сварки заключается в том, что обе соединяемые поверхности плотно прилегают к горячему клину.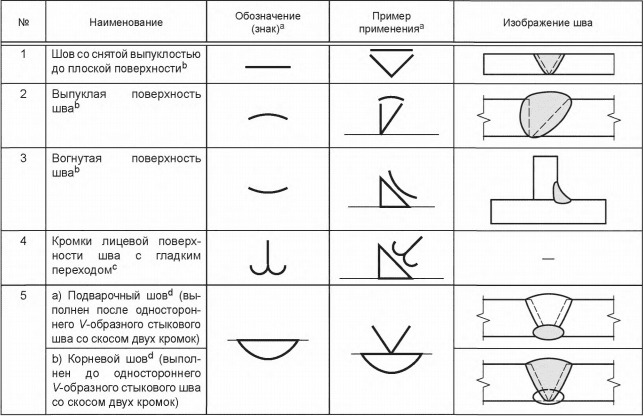 Это расплавляет поверхности верхнего и нижнего слоев листов вязкого полимера. Сплавление осуществляется путем сжатия двух расплавленных поверхностей вместе прижимными роликами, что приводит к смешиванию полимеров обоих листов и прочной связи. Относительно новое использование термической сварки в Соединенных Штатах для геомембран из ПВХ создало потребность в представлении некоторых «стандартных» спецификаций для термической сварки геомембран из ПВХ.
Это расплавляет поверхности верхнего и нижнего слоев листов вязкого полимера. Сплавление осуществляется путем сжатия двух расплавленных поверхностей вместе прижимными роликами, что приводит к смешиванию полимеров обоих листов и прочной связи. Относительно новое использование термической сварки в Соединенных Штатах для геомембран из ПВХ создало потребность в представлении некоторых «стандартных» спецификаций для термической сварки геомембран из ПВХ.
В настоящее время на практике применяют два вида клиновой сварки: сплошную и двухдорожечную клиновую сварку. Оба типа клиновой сварки позволяют проводить разрушающий и неразрушающий контроль сразу после остывания шва. Такая быстрая оценка качества позволяет немедленно вносить изменения в процесс закатки для обеспечения оптимальной производительности.
На практике часто используется сплошная термическая сварка для полевого шва геомембран из ПВХ. Сплошная термическая сварка обеспечивает широкий шов и проверяется методом испытаний воздушной копьем, который также используется для проверки химических швов в полевых условиях.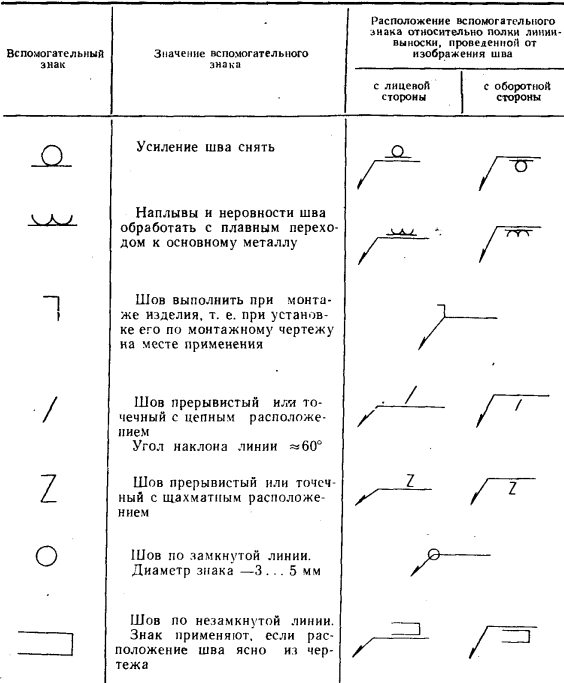 Минимальная ширина шва для одиночной термической сварки составляет номинальный один дюйм (25 мм). Непрерывность шва проверяется воздушной фурмой в соответствии с ASTM Test Method D-4437. Испытание воздушной копьем можно проводить сразу после завершения клиновидного шва. В тесте используется комбинация давления воздуха (55 фунтов на квадратный дюйм) и визуального осмотра. Струя воздуха под давлением направляется перпендикулярно кромке шва, и любые несвязанные или незакрепленные участки будут заметно хлопать на внутреннем листе, показывая воздушный канал или несовершенство сварного шва. Это испытание не проверяет адгезию шва на отслаивание, в отличие от испытания воздушного канала с использованием ASTM D 7177.
Минимальная ширина шва для одиночной термической сварки составляет номинальный один дюйм (25 мм). Непрерывность шва проверяется воздушной фурмой в соответствии с ASTM Test Method D-4437. Испытание воздушной копьем можно проводить сразу после завершения клиновидного шва. В тесте используется комбинация давления воздуха (55 фунтов на квадратный дюйм) и визуального осмотра. Струя воздуха под давлением направляется перпендикулярно кромке шва, и любые несвязанные или незакрепленные участки будут заметно хлопать на внутреннем листе, показывая воздушный канал или несовершенство сварного шва. Это испытание не проверяет адгезию шва на отслаивание, в отличие от испытания воздушного канала с использованием ASTM D 7177.
Термические двойные (раздельные) сварные швы состоят из двух параллельных сварных швов номинальной шириной 0,5 дюйма (12,5 мм) и несваренного воздушного канала диаметром 0,5 дюйма (12,5 мм) между ними. Шов проверяется на целостность путем заполнения канала воздухом, что является эффективным методом неразрушающего контроля, используемым в настоящее время для оценки полевых швов в других геомембранах. Это облегчает использование хорошо зарекомендовавших себя процедур ОК/КК, разработанных для тестирования эфирных каналов.
Это облегчает использование хорошо зарекомендовавших себя процедур ОК/КК, разработанных для тестирования эфирных каналов.
Испытания воздушных каналов проводятся в соответствии со стандартными техническими условиями ASTM D7177 для оценки геомембран с двойным швом из поливинилхлорида (ПВХ). Этот метод испытаний быстро показывает несостоятельность, так как любое отверстие не позволит воздушному каналу надуть шов на всю длину. Этот метод также объясняет повышенную гибкость ПВХ за счет снижения максимального давления воздуха, используемого для испытаний более жестких геомембран. Требования к давлению воздуха и температуре листа указаны в таблице 1.
Таблица 1. Давление, необходимое для проверки прочности на отрыв 2,6 кН/м (15 фунтов/дюйм) для ПВХ
Температура листа °C | Температура листа °F | Давление воздуха кПа | Давление воздуха 9 фунтов на квадратный дюйм0006 | Время удержания (секунды) |
4,5 | 40 | 345 | 50 | 30 |
7 | 45 | 324 | 47 | 30 |
10 | 50 | 907:3045 | 30 | |
13 | 55 | 290 | 42 | 30 |
15,5 | 60 | 276 | 40 | 30 |
18 | 65 | 262 | 38 | 30 |
21 | 70 | 241 | 35 | 30 |
24 | 75 | 228 | 33 | 30 |
26,5 | 80 | 214 | 31 | 30 |
29,5 | 85 | 193 907:35 | 28 | 30 |
32 | 90 | 179 | 26 | 30 |
35 | 95 | 165 | 24 | 30 |
37,5 | 100 | 907:3022 | 30 | |
40,5 | 105 | 138 | 20 | 907:30|
43,5 | 110 | 131 | 19 | 30 |
Сообщалось, что чрезвычайно высокие температуры могут повлиять на характеристики и результаты испытаний воздушных каналов в геомембранах из ПВХ. Как и все гибкие геомембранные материалы, ПВХ проявляет повышенную гибкость при повышении температуры листа. Однако последние наблюдения и данные показывают, что воздушный канал будет развивать необходимое давление воздуха даже при высоких температурах. Фактически воздушный канал не будет расширяться за пределы определенного диаметра при повышенных температурах, и, таким образом, может быть достигнуто и поддерживаться давление в воздушном канале. Значения в Таблице 1 показывают, что требования ASTM D7177 к давлению воздуха варьируются в зависимости от температуры окружающей среды листа.
Как и все гибкие геомембранные материалы, ПВХ проявляет повышенную гибкость при повышении температуры листа. Однако последние наблюдения и данные показывают, что воздушный канал будет развивать необходимое давление воздуха даже при высоких температурах. Фактически воздушный канал не будет расширяться за пределы определенного диаметра при повышенных температурах, и, таким образом, может быть достигнуто и поддерживаться давление в воздушном канале. Значения в Таблице 1 показывают, что требования ASTM D7177 к давлению воздуха варьируются в зависимости от температуры окружающей среды листа.
Как сплошные, так и двойные клиновые сварные швы должны соответствовать или превышать минимальные требования PGI по прочности шва на сдвиг и адгезии на отрыв (см. Таблицу 2). Важным отличием испытаний на отслаивание ПВХ и ПЭВП является то, что лист ПВХ не должен разрушаться по обе стороны от шва, что называется разрывной связью пленки или FTB. Для ПВХ требуется только, чтобы прочность на сдвиг и отрыв превышала минимальные значения, указанные в таблице 2. FTB не требуется, поскольку ПВХ не поддается деформации и не проявляет условия хрупкого разрушения, как это происходит с ПЭВП.
FTB не требуется, поскольку ПВХ не поддается деформации и не проявляет условия хрупкого разрушения, как это происходит с ПЭВП.
Таблица 2. Минимальная прочность на сдвиг и отрыв для швов геомембран из ПВХ с использованием метода испытаний ASTM D882
ПВХ Геомембрана | Склеенный шов (фунт/дюйм ширины) | Прочность на отрыв (фунт/дюйм ширины) |
20 мил | 38,4 | 12,5 |
30 мил | 58,4 907:35 | 15 |
40 мил | 77,6 | 15 |
50 мил | 96 | 15 |
60мил | 116 | 15 |
Дополнительные методы или спецификации сшивки в полевых условиях
Регуляторы температуры на сварочном аппарате должны быть настроены в соответствии с типом геомембраны, толщиной, температурой окружающей среды, скоростью сварки и расположением термопары внутри аппарата.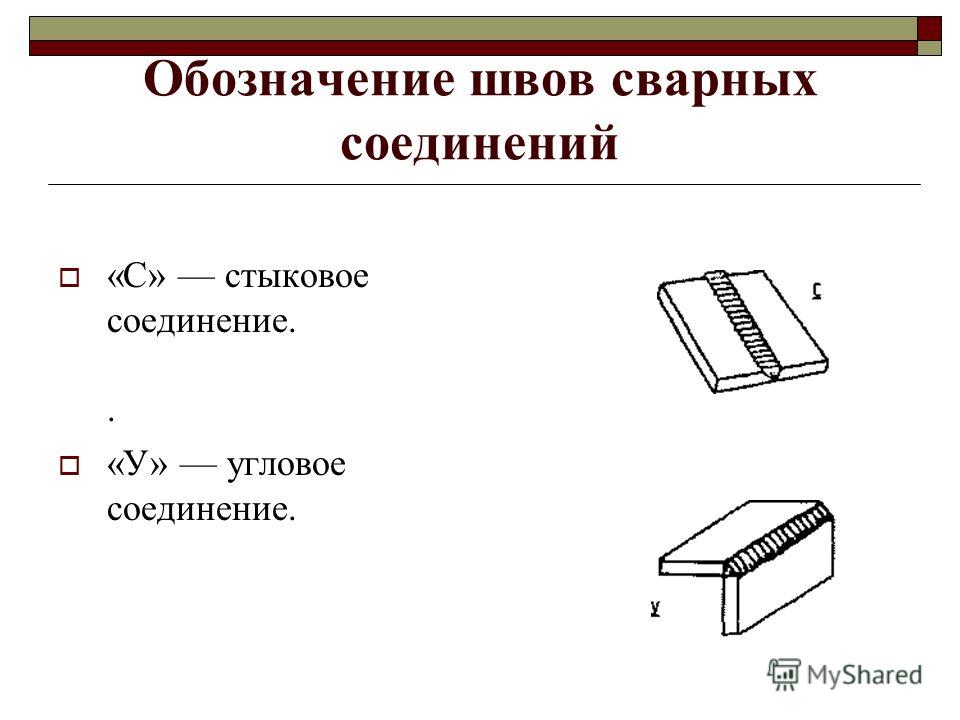 Окружающие факторы, такие как облака, ветер и солнце, требуют изменения настроек температуры и скорости движения. В результате необходимо, чтобы оператор держал постоянный визуальный контакт с регуляторами температуры, а также с готовым швом, выходящим из машины.
Окружающие факторы, такие как облака, ветер и солнце, требуют изменения настроек температуры и скорости движения. В результате необходимо, чтобы оператор держал постоянный визуальный контакт с регуляторами температуры, а также с готовым швом, выходящим из машины.
Перед созданием каждого шва или в начале каждой смены (например, утром или во время обеда) следует изготовить тестовую полосу длиной 1,5 м и протестировать образцы вручную. Каждое утро и после обеда перед началом сварки следует делать как минимум одну контрольную полоску. Одинарные термические сварные швы должны превышать минимальные требования к сдвигу и отслаиванию, а обе дорожки двойного сварного шва должны превышать минимальные требования.
Записи для каждой испытательной полосы, шва и каждого разрушающего испытательного образца должны включать обозначение сварщика, техника, температуру и скорость перемещения.
На Т-образных швах поперек концов панелей перед сваркой может потребоваться обрезать незакрепленные края заводских или монтажных швов.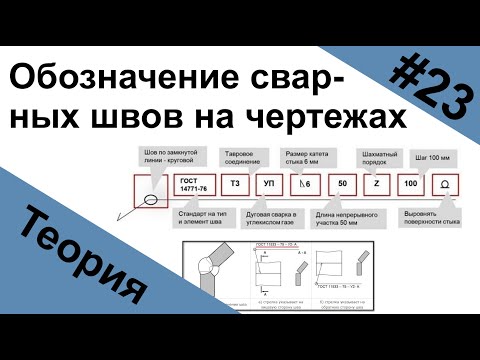
Любая область сварного шва, которая не проходит испытание воздушной пикой или воздушным каналом, должна быть заделана с использованием того же материала футеровки с нанесенным холодным способом клеем для сварки ПВХ с ПВХ, химическим реагентом для плавления или химическим реагентом для плавления. Все ремонтные работы должны проверяться воздушной пикой в соответствии с ASTM Test Method D-4437.
Таким образом, более широкое использование методов термической сварки для стыковки геомембран из ПВХ в полевых условиях позволило немедленно проверить швы с измеримыми результатами с использованием хорошо зарекомендовавших себя методов QAIQC. Сварка геомембраны из ПВХ с использованием термического метода также обеспечивает более высокие значения прочности шва без проблем растрескивания под напряжением в области шва, характерного для других геомембран.
Environmental Protection, Inc предоставляет этот технический бюллетень PGI для вашего сведения.
Для получения дополнительной информации позвоните по номеру 800-OK-LINER сегодня!
Приложение C: Буквенные обозначения AWS для сварочных и смежных процессов
ГЛАВНАЯ
СПРАВОЧНАЯ БИБЛИОТЕКА
ТЕХНИЧЕСКИЕ СТАТЬИ
Написанное в формате вопросов и ответов, это краткое, но тщательное введение в тему подробно рассматривает опасности и необходимые меры предосторожности и предлагает решения общих проблем для каждого процесса.
Соглашение
Основы сварки: вопросы и ответы, второе издание
от Фрэнка Б. Марлоу
Процесс сварки | Буквенное обозначение AWS | |
|---|---|---|
Дуговая сварка0003 | Carbon arc | CAW |
Electrogas welding | EGW | |
Flux cored arc welding | FCAW | |
Дуговая сварка металлическим газом | GMAW | |
— Импульсная дуга | GMAW-P | |
— Short-circuiting arc | GMAW-S | |
Gas tungsten arc | GTAW | |
— Pulsed arc | GTAW-P | |
Plasma arc welding | PAW | |
Shielded metal arc welding | SMAW | |
Stud arc welding | SW | |
Submerged arc welding | SAW | |
Brazing | Пайка блоков | BB |
Пайка угольной дугой | CAB | |
Diffusion brazing | DB | |
Dip brazing | DB | |
Flow brazing | FLB | |
Пайка в печи | FB | |
Индукционная пайка | IB | |
Infrared brazing | IRB | |
Resistance brazing | RB | |
Torch brazing | TB | |
Другие процессы сварки | Электронно-лучевая сварка | EBW |
Electroslag welding | ESW | |
Flow welding | FLOW | |
Induction welding | IW | |
Лазерная сварка | LBW | |
Ударная сварка | PEW | |
Thermit welding | TW | |
Oxyfuel gas welding | Oxyfuel welding | OFW |
Air acetylene сварка | AAW | |
кислородно-ацетиленовая сварка | OAW | |
Oxyhydrogen welding | OHW | |
Pressure gas welding | PGW | |
Resistance welding | Flash welding | FW |
Выступающая сварка | PW | |
Resistance seam welding | RSEW | |
Resistance spot welding | RSW | |
Soldering | Dip soldering | DS |
Паяльная пайка | FS | |
Индукционная пайка | IS | |
Infrared soldering | IRS | |
Iron soldering | INS | |
Resistance soldering | RS | |
Паяльная лампа | TS | |
Wave soldering | WS | |
Solid state welding | Cold welding | CW |
Diffusion welding | DFW | |
Сварка взрывом | EXW | |
Кузнечная сварка | FOW | |
Сварка фрикционных средств | FRW |
Copyright Productain Press Inc. 2006 По сравнению с лицензией.
НЕОГРАНИЧЕННЫЙ
СВОБОДНО
ДОСТУП
К
МИРА
ЛУЧШИЕ ИДЕИ
2006 По сравнению с лицензией.
НЕОГРАНИЧЕННЫЙ
СВОБОДНО
ДОСТУП
К
МИРА
ЛУЧШИЕ ИДЕИ
ЗАРЕГИСТРИРУЙТЕСЬ, ЧТОБЫ УЗНАТЬ БОЛЬШЕ
Имя
Фамилия
Адрес электронной почты
Компания
Страна
United StatesCanadaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas, TheBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCape VerdeCayman IslandsCentral African Rep.ChadChileChinaChristmas IslandCocos [Keeling] IslandsColombiaComorosCongo, Repub. of theCook IslandsCosta RicaCote d’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands [Islas Malvinas]FijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambia, TheGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, NorthKorea, SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMayotteMexicoMicronesia, Fed. Св.МолдоваМонакоМонголияМонтсерратМароккоМозамбикМьянма [Бирма]N. Mariana IslandsNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint HelenaSaint Kitts & NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSt Pierre & MiquelonSudanSurinameSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & TobagoTunisiaTurkeyTurkmenistanTurks & Caicos IsTuvaluU.S. Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайВиргинские острова СШАУзбекистанВануатуВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбияЗимбабве
Св.МолдоваМонакоМонголияМонтсерратМароккоМозамбикМьянма [Бирма]N. Mariana IslandsNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint HelenaSaint Kitts & NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSt Pierre & MiquelonSudanSurinameSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & TobagoTunisiaTurkeyTurkmenistanTurks & Caicos IsTuvaluU.S. Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайВиргинские острова СШАУзбекистанВануатуВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
ОТПРАВИТЬ Отправляя регистрацию, вы соглашаетесь с нашей Политикой конфиденциальности.
Уже являетесь пользователем Engineering360? Войти.
Это неловко…
При обработке формы произошла ошибка. Пожалуйста, повторите попытку через несколько минут.
Категория: Оборудование для дуговой и контактной сварки
Должностные обязанности — Выбирать — Архитектор/Строитель/Подрядчик Образование, Студент Образование, Факультет/Персонал Инжиниринг, Консалтинг Инженерный дизайн Инжиниринг, Процесс/Производство Инженерия, Другое Общее корпоративное управление Техническое обслуживание/Управление объектами Производство Маркетинг Управление проектом Покупка Контроль/Гарантия качества Исследования и разработки Продажи Техническая поддержка/услуги
Инженерная дисциплина — Выберите — Аэрокосмическая АрхитектурнаяАвтомобильнаяБиомедицинскаяХимическаяГражданскаяКомпьютернаяЭлектроэнергетикаЭнергетика и устойчивостьОкружающая средаГеологическаяHVACRЗдоровье и безопасностьПромышленнаяПроизводствоМорскиематериалыМеханическаяМехатроникаНанотехнологииЯдерная нефтьФотоника или оптическаяробототехникаПрограммное обеспечениеСистемы
Промышленность — Выберите — Аэрокосмическая промышленность и оборона Сельское/лесное хозяйство Автомобильная биотехнология/фармацевтика Строительная и строительная химия, пластмассы и резина Связь — Передача данных/телекоммуникации/беспроводная связь/Сетевые компьютеры, системы и периферийные устройства Потребительские товары/электроника Образование Инжиниринг/технический дизайн Услуги Металлургия Продукты питания и напитки Общее производство Государственное управление ОВКВ, противопожарная защита, безопасность Промышленное оборудование/инструменты и оборудование Контрольно-измерительные приборы Медицинское оборудование/инструменты Нефть и газ Упаковочное оборудование Бумага, полиграфия и текстиль Полупроводники и электронные компоненты Транспорт Коммунальные услуги/энергетика
Выберите бесплатные информационные бюллетени
Информационный бюллетень по спецификациям и технологиям Инжиниринг в движении: видеоинформационный бюллетень Крепление, соединение и сборка Промышленный Интернет вещей
Информационные бюллетени отрасли
5G и цифровые сети Акустика и аудиотехника Аэрокосмические технологии Альтернативная и возобновляемая энергия Технология бытовой техники Автомобильные технологии Карьера и образование Химическое производство Покрытия и обработка поверхностей Компоненты для ВЧ и СВЧ Подключенная электроника Строительное оборудование Ежедневный дайджест Получение данных Технологии обороны и безопасности Технологии отображения Электрические компоненты Электронные компоненты Решения для электронного дизайна Электронное испытательное оборудование Электроника360 Экологические технологии Завод Инжиниринг Контроль жидкости Технология продуктов питания и напитков ОВКВ Гидравлика и пневматика Промышленное ТОиР Промышленное технологическое оборудование Новаторы и создатели Лабораторное оборудование Свет и лазер Механическая обработка и металлообработка Технология производства Погрузочно-разгрузочные работы и логистика Материалы Решения Механические компоненты Механическая передача энергии Военная и защищенная электроника Компоненты управления движением Двигатели и приводы Нефтегазовые технологии Полимерные и композитные материалы Технология электросетей Блоки питания и устройства Технология процесса Качество, испытания и измерения Роботы и автоматизация Научные инструменты Производство полупроводников Сенсорные технологии Удары, вибрация и шум Разработка программного обеспечения и программирование Структурное и гражданское строительство Транспортные технологии Системы водоснабжения и водоотведения Проводные и кабельные технологии Беспроводная технология
Выберите оповещения о бесплатных продуктах
Инструменты для промышленной сборки Индустриальная автоматизация Станки Трубы и фитинги
Готово!
Политика конфиденциальностиЭто неловко.
 ..
..При обработке формы произошла ошибка. Пожалуйста, повторите попытку через несколько минут.
Процесс сварки и его определения
Вы похожи на меня? Вас легко запутать множество аббревиатур, связанных со сваркой и ее процессом?
Тогда взгляните здесь на исчерпывающую таблицу от старой доброй группы дуговой сварки с 8 вариантами до другого процесса сварки под названием Themit (о котором я никогда не слышал!)
Дуговая сварка
Группа дуговой сварки включает восемь конкретных процессов, каждый из которых отличается от других, но во многом похож.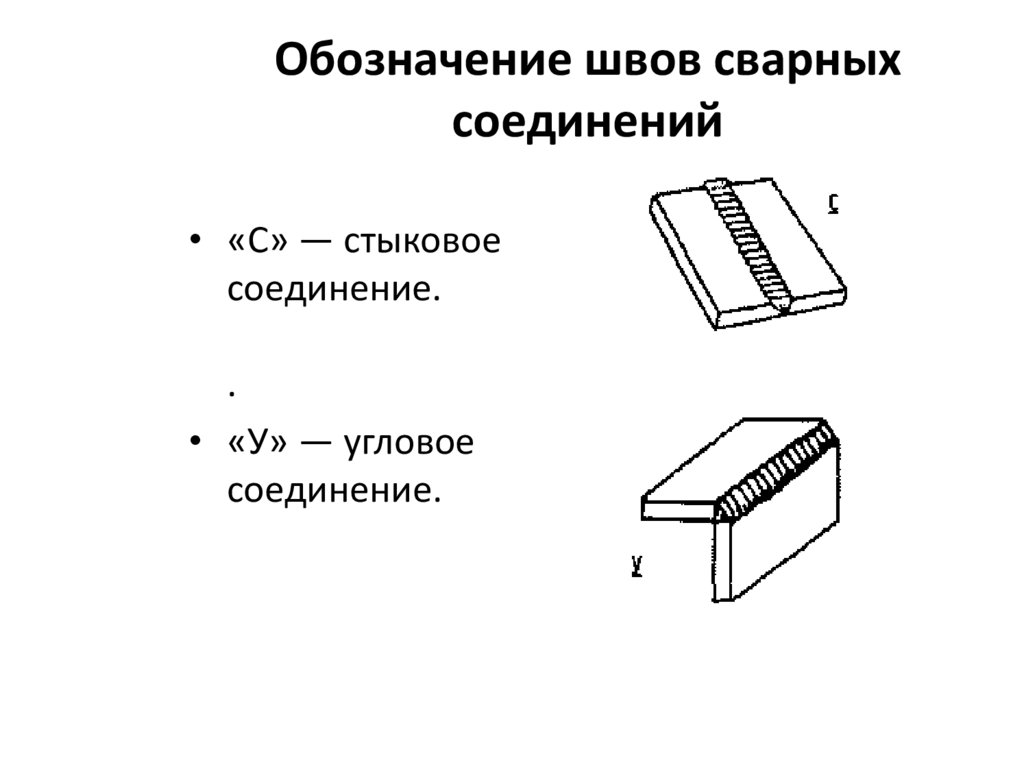
Процесс углеродной дуговой сварки (CAW) является старейшим из всех процессов дуговой сварки и считается началом дуговой сварки. Сообщество сварщиков определяет угольную дуговую сварку как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагрева дугой между угольным электродом и заготовкой. Экранирование не используется. Давление и присадочный металл могут использоваться, а могут и не использоваться». Сегодня он имеет ограниченное применение, но более популярны вариации или сварка двойной угольной дугой. В другом варианте для резки используется сжатый воздух.
Развитие процесса дуговой сварки металлом вскоре последовало за угольной дугой. Это превратилось в популярный в настоящее время процесс дуговой сварки металлическим электродом (SMAW), определяемый как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагрева дугой между покрытым металлическим электродом и заготовкой. Экранирование получается за счет разложения покрытия электрода.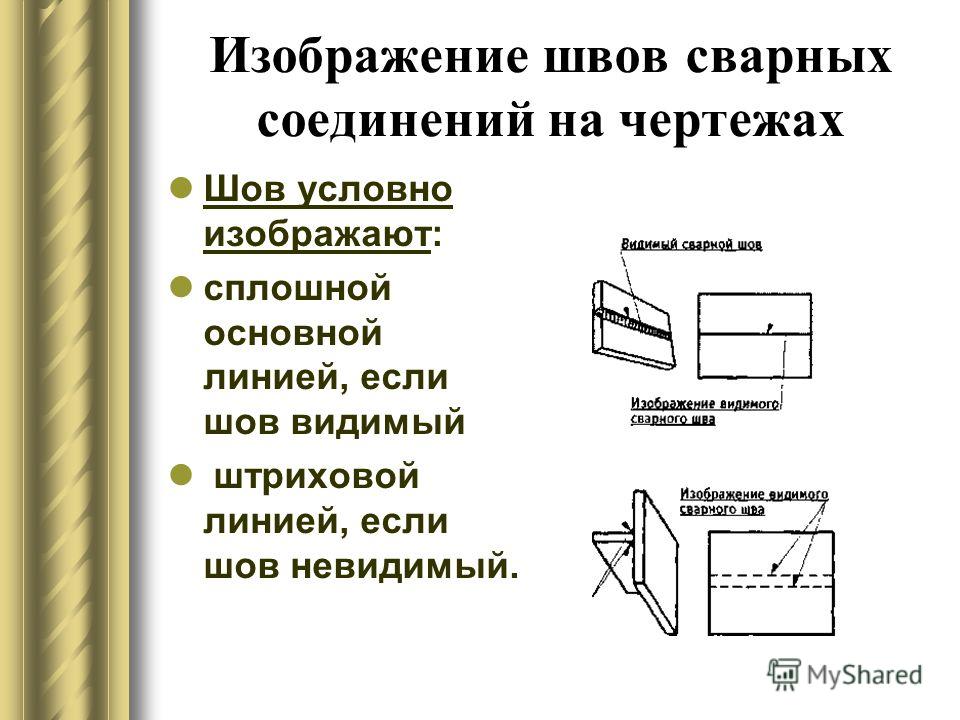 Давление не используется, а присадочный металл получается из электрода».
Давление не используется, а присадочный металл получается из электрода».
Автоматическая сварка с использованием неизолированных электродных проволок использовалась в 1920-х годов, но именно процесс дуговой сварки под флюсом (SAW) сделал популярной автоматическую сварку. Дуговая сварка под флюсом определяется как «процесс дуговой сварки, при котором происходит коалесценция металлов путем нагревания их дугой или дугами между электродом или электродами без покрытия и заготовкой. Давление не используется, а присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки». Обычно ограничивается плоским или горизонтальным положением.
Необходимость сварки цветных металлов, особенно магния и алюминия, поставила перед промышленностью задачу. Решение было найдено под названием газовая вольфрамовая дуговая сварка (GTAW) и была определена как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагрева дугой между вольфрамовым (неплавящимся) электродом и заготовкой.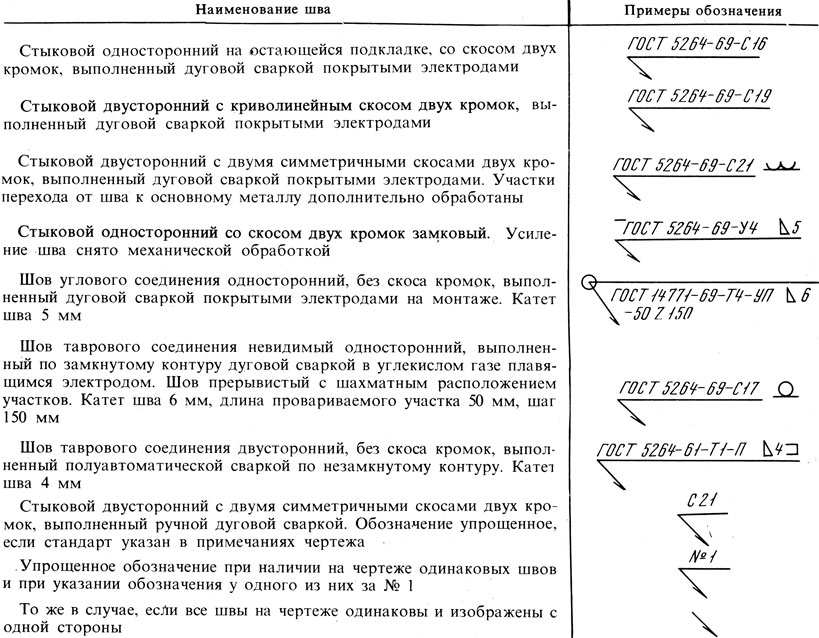 Экранирование получается из газа или газовой смеси».
Экранирование получается из газа или газовой смеси».
Плазменно-дуговая сварка (PAW) определяется как «процесс дуговой сварки, при котором происходит слияние металлов путем их нагрева сжатой дугой между электродом и заготовкой (переносимая дуга) или электродом и сужающим соплом ( непереносимая дуга). Защита обеспечивается горячим ионизированным газом, выходящим из отверстия, который может быть дополнен вспомогательным источником защитного газа». Защитным газом может быть инертный газ или смесь газов. Плазменная сварка использовалась для соединения некоторых более тонких материалов.
Другой процесс сварки, также связанный с дуговой сваркой вольфрамовым электродом, известен как дуговая сварка металлическим электродом (GMAW). Он был разработан в конце 1940-х годов для сварки алюминия и стал чрезвычайно популярным. Он определяется как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагревания дугой между непрерывным электродом из присадочного металла (расходуемым) и заготовкой. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси». Электродная проволока для GMAW непрерывно подается в дугу и наплавляется в виде металла сварного шва. Этот процесс имеет множество вариаций в зависимости от типа защитного газа, типа переноса металла и типа свариваемого металла.
Разновидность дуговой сварки металлическим газом стала отдельным сварочным процессом и известна как дуговая сварка с флюсовой проволокой (FCAW). Он определяется как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагревания дугой между непрерывным электродом из присадочного металла (расходуемым) и заготовкой. Экранирование обеспечивается флюсом, содержащимся внутри трубчатого электрода». Дополнительная защита может быть получена или не получена за счет подаваемого извне газа или газовой смеси.
Заключительный процесс в группе процессов дуговой сварки известен как дуговая сварка шпилек (SW). Этот процесс определяется как «процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагрева дугой между металлическим стержнем или аналогичной деталью и заготовкой». Когда соединяемые поверхности должным образом нагреты, они соединяются под давлением. Частичное экранирование может быть обеспечено за счет использования керамического наконечника, окружающего шпильку.
Пайка (B)
Пайка представляет собой «группу сварочных процессов, при которых происходит коалесценция материалов путем их нагревания до подходящей температуры и с использованием присадочного металла, имеющего ликвидус выше 450 o C и ниже солидуса основных материалов. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения».
Пайка — это особая форма сварного шва, при которой основной металл теоретически не плавится. В группе пайки есть семь популярных различных процессов. Источник тепла различается в зависимости от процесса. Сварка пайкой относится к процессам сварки с использованием латунного или бронзового присадочного металла, где присадочный металл не распределяется за счет капиллярного действия.
Газокислородная сварка (OFW)
Газокислородная сварка представляет собой «группу сварочных процессов, при которых происходит коалесценция путем нагревания материалов кислородным пламенем или пламенем с применением или без применения давления и с или без применения использование присадочного металла».
В эту группу входят четыре различных процесса, и в случае двух из них, кислородно-ацетиленовой сварки и кислородно-водородной сварки , классификация основана на используемом топливном газе. Тепло пламени создается химической реакцией или горением газов. В третьем процессе воздушная ацетиленовая сварка вместо кислорода используется воздух, а в четвертой категории, газовая сварка под давлением , давление применяется в дополнение к теплу от горения газов. Этот процесс сварки обычно использует ацетилен в качестве горючего газа. Процессы кислородной термической резки имеют много общего с этими процессами сварки.
Сварка сопротивлением (RW)
Сварка сопротивлением – это «группа сварочных процессов, при которых происходит слияние металлов с использованием тепла, полученного в результате сопротивления изделия электрическому току в цепи, частью которой является изделие, и посредством применение давления». Как правило, разница между процессами контактной сварки связана с конструкцией сварного шва и типом машины, необходимой для его производства. Почти во всех случаях процессы применяются автоматически, поскольку сварочные аппараты включают в себя как электрические, так и механические функции.
Другие сварочные процессы
Эта группа процессов включает процессы, которые не могут быть определены лучше всего в других группах. Он состоит из следующих процессов: электронно-лучевая сварка, лазерная сварка, термитная сварка и другие различные процессы сварки в дополнение к электрошлаковой сварке , которая упоминалась ранее.
Пайка (S)
Пайка – это «группа процессов соединения, при которых происходит коалесценция материалов путем их нагревания до подходящей температуры и с использованием присадочного металла с ликвидусом, не превышающим 450 o C (840 o F) и ниже солидуса основных материалов. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного притяжения». Существует множество различных процессов и методов пайки.
Сварка в твердом теле (SSW)
Сварка в твердом теле — это «группа сварочных процессов, при которых происходит коалесценция при температурах существенно ниже точки плавления соединяемых основных материалов без добавления припоя. Давление может быть использовано, а может и не быть».
К этой группе относится самый старый из всех сварочных процессов кузнечная сварка . Другие включают холодную сварку , диффузионную сварку, сварку взрывом, сварку трением, сварку горячим давлением, и ультразвуковую сварку . Все эти процессы различны и используют разные формы энергии для сварки.
Эта запись была размещена в Ресурсы для клиентов, Информация о процессах сварки и резки. Добавьте постоянную ссылку в закладки.
锡青铜-C51000
%PDF-1.5 % 1 0 объект >/OCGs[12 0 R 104 0 R 194 0 R 284 0 R 374 0 R 464 0 R]>>/Страниц 3 0 R/Тип/Каталог>> эндообъект 2 0 объект >поток приложение/pdf
did:5b316ac0-e5e4-7a4e-93a0-2272d58aa091uuid:5D208