Презентация на тему: Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ
1
Первый слайд презентации
Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ 2.312-72* – Условные изображения и обозначения швов сварных соединений;
Изображение слайда
2
Слайд 2
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 6 ГОСТ 5264 -80- ГОСТ 5264 -80- Т1-6 ГОСТ 5264 -80- Т1- 6
Изображение слайда
3
Слайд 3
ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда4
Слайд 4
ГОСТ 5264 -80- Т1 — 6 Ответ неверный Правильное обозначение выглядит следующим образом 6 ГОСТ 5264 -80- Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? Т1
Изображение слайда
5
Слайд 5
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1- 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
6
Слайд 6
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1-6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
7
Слайд 7
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
Слайд 8
ГОСТ 15878-79-К т -7
Какое из приведенных ниже обозначений соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм. ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
Изображение слайда
9
Слайд 9
Правильное обозначение выглядит следующим образом ГОСТ 15878-79- К т -7 27 ГОСТ 15878-79-К р -7 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
10
Слайд 10
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
ГОСТ 15878-79-К т -7 /27
27
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
11
Слайд 11
Правильное обозначение выглядит следующим образом ГОСТ 15878-79-К т -7 27 ГОСТ 15878-79-К т -7-2 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
12
Слайд 12
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
27
ГОСТ 15878-79-К т -2-7
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
13
Слайд 13
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм. ГОСТ 14771 -76 — Н3 — УП — 8- 50 100 ГОСТ 14771 -76 — Т3 — ИН — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 100 50 150 100
Изображение слайда
14
Слайд 14
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — ИН —
8-
50 150
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм. цепной
инертн. неплав.
цепной
инертн. неплав.
Изображение слайда
15
Слайд 15
ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — У3 — УП — 8- 50 100 Правильное обозначение выглядит следующим образом Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.
Изображение слайда
16
Слайд 16
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — УП —
6 —
50 100
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.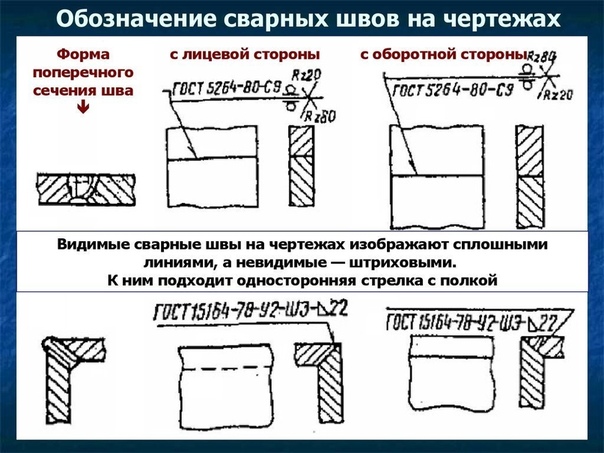
Изображение слайда
17
Слайд 17
Какое из приведенных ниже обозначений соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом? ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-Инп- 4 ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 У2-ИН
Изображение слайда
18
Слайд 18
ГОСТ 14771-76 С1 -ИН п ГОСТ 14771-76 У2-ИН Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
19
Слайд 19
ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
20
Слайд 20
ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
21
Слайд 21
ГОСТ 14771-76 С1-ИНп ГОСТ 14771-76 С1-ИНп- 4 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
22
Слайд 22
ISO 2553 -92 Условные обозначения типа шва
Изображение слайда
Изображение для работы со слайдом
23
Слайд 23
Изображение слайда
Изображение для работы со слайдом
24
Слайд 24
Изображение слайда
Изображение для работы со слайдом
25
Слайд 25: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка ГОСТ 14771-76 Дуговая сварка в защитном газе ГОСТ 8713-79 Сварка под слоем флюса ГОСТ 15878-79 Контактная сварка
Изображение слайда
26
Слайд 26: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка
Изображение слайда
Изображение для работы со слайдом
27
Слайд 27
ГОСТ 14771-76 Дуговая сварка в защитном газе
Изображение слайда
Изображение для работы со слайдом
28
Слайд 28
В стандарте приняты следующие обозначения
способов сварки :
ИН — в инертных газах неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
Изображение слайда
29
Слайд 29: ГОСТ 8713-79 Сварка под слоем флюса
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
30
Слайд 30: ГОСТ 15878-79 Контактная сварка (прутка)
Изображение слайда
Изображение для работы со слайдом
31
Слайд 31
ГОСТ 14111-90 Контактная точечная сварка
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
32
Слайд 32
Изображение слайда
Изображение для работы со слайдом
33
Слайд 33
Изображение слайда
Изображение для работы со слайдом
34
Слайд 34: Шов по замкнутой линии
Изображение слайда
Изображение для работы со слайдом
35
Слайд 35: Шов по незамкнутой линии
Изображение слайда
Изображение для работы со слайдом
36
Слайд 36: 50 /100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с цепным расположением
Изображение слайда
Изображение для работы со слайдом
37
Слайд 37: 50 z 100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с шахматным расположением
Изображение слайда
Изображение для работы со слайдом
38
Слайд 38
Изображение слайда
Изображение для работы со слайдом
39
Слайд 39: Шов выполнен при монтаже изделия
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
40
Слайд 40
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
41
Слайд 41
Изображение слайда
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
Изображение для работы со слайдом
42
Слайд 42
Изображение слайда
Изображение для работы со слайдом
43
Слайд 43
Изображение слайда
Изображение для работы со слайдом
44
Последний слайд презентации: Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ: Расшифруйте самостоятельно
Изображение слайда
Изображение для работы со слайдом
Символы для обозначения сварки и пайки на чертежах
Классификация видов сварки
СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ПодробнееМЕТОДИЧЕСКИЕ УКАЗАНИЯ
МИНОБРНАУКИ РОССИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ИМ. М.Т.КАЛАШНИКОВА» КАФЕДРА
ПодробнееЛекция 19. Сварные соединения
Оглавление Преимущества:..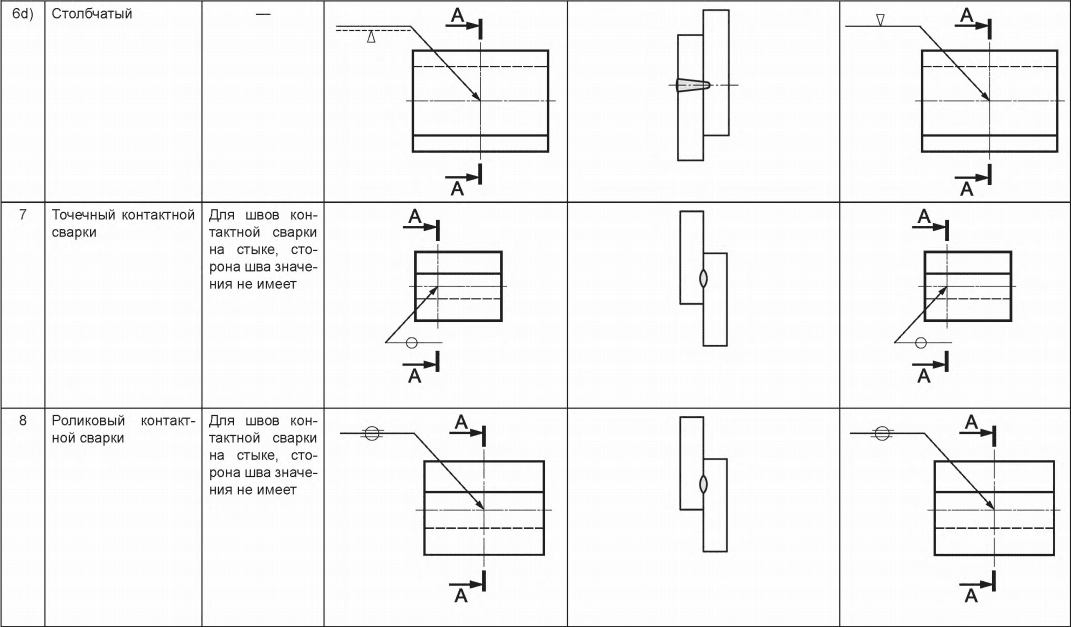 . Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
. Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
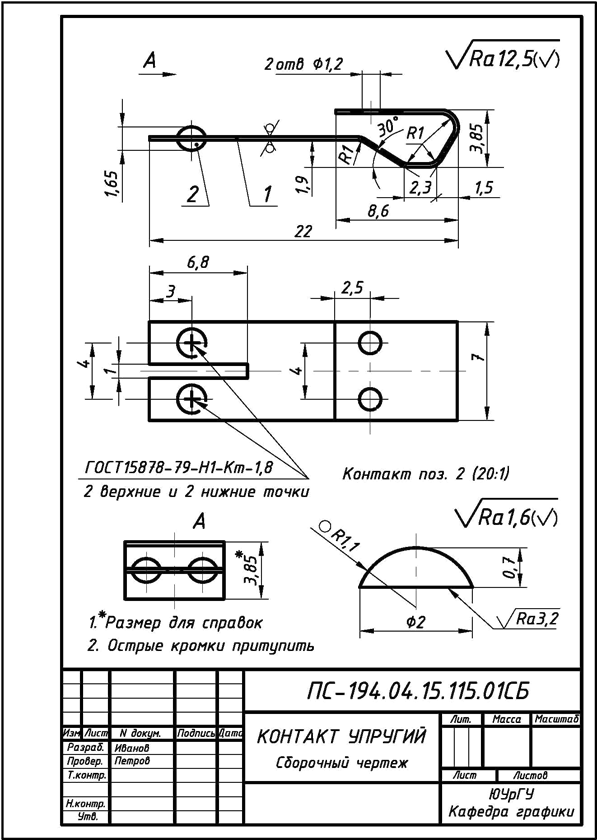
Рисунок 1 Фрагмент чертежа детали Фланец
Мирошниченко Евгения Александровна преподаватель дисциплин Компьютерная графика, Инженерная графика Государственное бюджетное образовательное учреждение среднего профессионального образования «Краснодарский
Подробнее841 х х х х х 297
ПРАВИЛА ОФОРМЛЕНИЯ ЧЕРТЕЖЕЙ Основные правила оформления чертежей. Система стандартов. Форматы. Рамка и основная надпись чертежа. Линии чертежа. Шрифты чертежные. Оформление титульного листа. Нанесение
ПодробнееТЕСТ ПО ИНЖЕНЕРНОЙ ГРАФИКЕ
ТЕСТ ПО ИНЖЕНЕРНОЙ ГРАФИКЕ 60 1. Какой разрез целесообразно выполнить для детали, изображенной на комплексном чертеже? простой ступенчатый поперечный ломаный 2. Сколько секущих плоскостей использовано
Какой разрез целесообразно выполнить для детали, изображенной на комплексном чертеже? простой ступенчатый поперечный ломаный 2. Сколько секущих плоскостей использовано
ISО (E) (EN 25817)
М Е Ж Д У Н А Р О Д Н Ы Й С Т А Н Д А Р Т INTERNATIONAL ORGANIZATION FOR STANDARTIZATION ORGANIZATION INTERNATIONALE DE NORMALISATION МЕЖДУНАРОДНАЯ ОРГАНИЗАЦИЯ ПО СТАНДАРТИЗАЦИИ СТАЛЬНЫЕ СОЕДИНЕНИЯ, ВЫПОЛНЕННЫЕ
ПодробнееКонкурсное задание. Компетенция
Конкурсное задание Компетенция (Сварочные технологии) Конкурсное задание включает в себя следующие разделы: 1. Формы участия в конкурсе 2. Задание для конкурса 3. Модули задания и необходимое время 4.
ПодробнееКОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ МАТЕРИАЛЫ
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
ПодробнееКОНТРОЛЬНАЯ РАБОТА 2
КОНТРОЛЬНАЯ РАБОТА 2 Контрольная работа 2 дисциплины «Начертательная геометрия. Инженерная графика» включает задания по инженерной графике. Номера выполняемых заданий устанавливает кафедра в соответствии
Инженерная графика» включает задания по инженерной графике. Номера выполняемых заданий устанавливает кафедра в соответствии
ГРАФИЧЕСКАЯ РАБОТА «ЕСКИЗ ДЕТАЛИ»
ГРАФИЧЕСКАЯ РАБОТА «ЕСКИЗ ДЕТАЛИ» Целевое назначение работы: изучить правила и приемы составления эскизов деталей по их наглядных изображениях или моделям; развивать навыки чтения чертежа; практически
ПодробнееГОСТ Группа В05. Дата введения
ГОСТ 8713-79 Группа В05 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions
ПодробнееКерамические подкладки для сварки
Керамические подкладки для сварки Использование специальных керамических подкладок для сварки — простой и эффективный метод получения высокого качества сварного шва. Керамические подкладки позволяют получить
Керамические подкладки позволяют получить
Компания ООО «КРОН-СПБ»
Компания ООО «КРОН-СПБ» Керамические подкладки для односторонней сварки Керамические подкладки для односторонней сварки являются технологией для быстрой и экономичной сварки крупных металлоконструкций,
ПодробнееВариант q 1 q 2 q 3 1 q -q q 2 -q q -q 3 q -q 2q
Задание. Тема Электростатическое поле в вакууме. Задача (Электростатическое поле системы точечных зарядов) Вариант-. В вершинах равностороннего треугольника со стороной а находятся точечные заряды q q
ПодробнееТЕМА 1 ПОСТРОЕНИЕ ВИДОВ
ТЕМА 1 ПОСТРОЕНИЕ ВИДОВ Цель работы: 1. Изучение и практическое применение правил изображения предметов построение видов в соответствии с ГОСТ 2.5 68. 2. Приобретение навыков пространственного представления,
Подробнее1 Конкурсное задание
Конкурсное задание 1 1. ВВЕДЕНИЕ 1.1. Название и описание профессиональной компетенции. 1.1.1 Название профессиональной компетенции: Сварочные технологии. 1.1.2. Описание профессиональной компетенции.
ВВЕДЕНИЕ 1.1. Название и описание профессиональной компетенции. 1.1.1 Название профессиональной компетенции: Сварочные технологии. 1.1.2. Описание профессиональной компетенции.
Подготовка и разделка кромок под сварку
Подготовка и разделка кромок под сварку Подготовка кромок Ю.А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
ПодробнееМетодические указания к выполнению практической работы «Обозначение сварных швов на чертеже»
Лабораторная работа №17
Обозначение сварных швов на чертеже
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК 01.01. Технология сварочных работ
Цель работы: систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах.
Оборудование и дидактические материалы: чертежи деталей и сборочные чертежи.
Краткие теоретические сведения.
В соответствии с ГОСТ 2.312-72 видимый шов сварного соединения на чертеже деталей изображают сплошной основной линией, невидимый -штриховой. Одиночную сварную точку обозначают знаком «+». От изображения шва или одиночной точки проводят линию выноску, закачивающуюся односторонней стрелкой. На полке линии-выноски приводят условное изображение сварного шва (рис. 1,2).
Условное изображение сварных швов в общем случае должно содержать следующее:
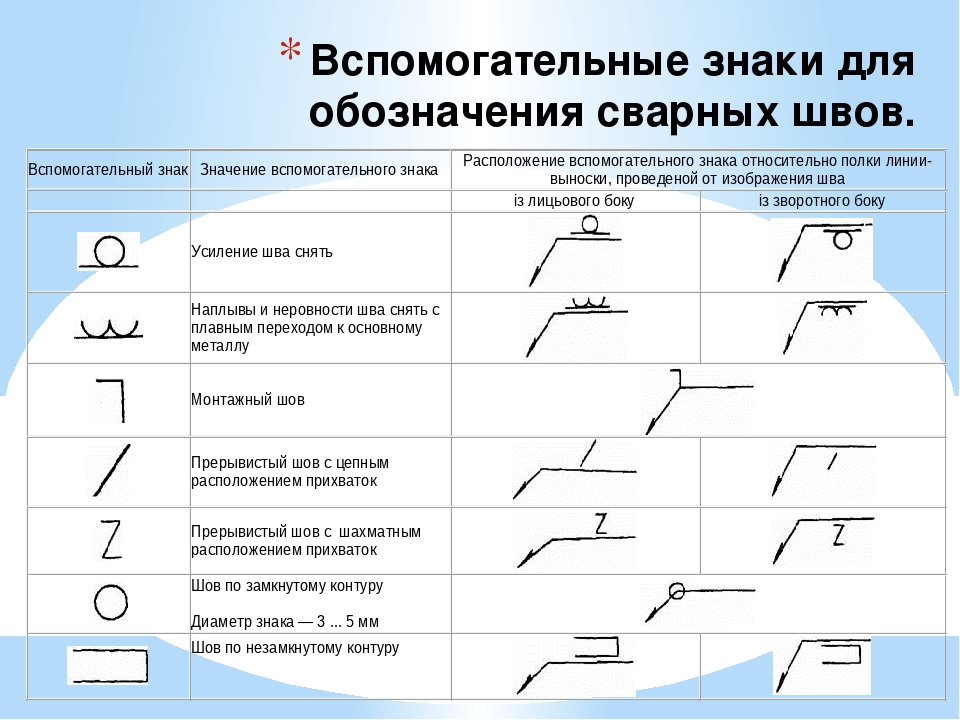
1. Вспомогательные знаки из группы:
— шов выполняется при монтаже изделия;
— шов по замкнутой линии;
— шов по незамкнутой линии.
2. Обозначение стандарта на типы и конструктивные элементы швов
сварных соединений, например:
а) ГОСТ 5264-80 — основные типы и конструктивные элементы швов, выполненных ручной дуговой сваркой;
б) ГОСТ 8713-79 — то же, что и ГОСТ 5264-80, но швы выполнены
автоматической или полуавтоматической сваркой под флюсом;
в) ГОСТ 11533-75 — основные типы, конструктивные элементы и
размеры швов при расположении свариваемых элементов под острыми и
тупыми углами; швы выполнены автоматической или полуавтоматической
сваркой под флюсом;
г) ГОСТ 11534-75 — то же, что и ГОСТ 11533-75, швы выполнены ручной дуговой сваркой;
д) ГОСТ 15878-79 — соединения, выполненные контактной сваркой.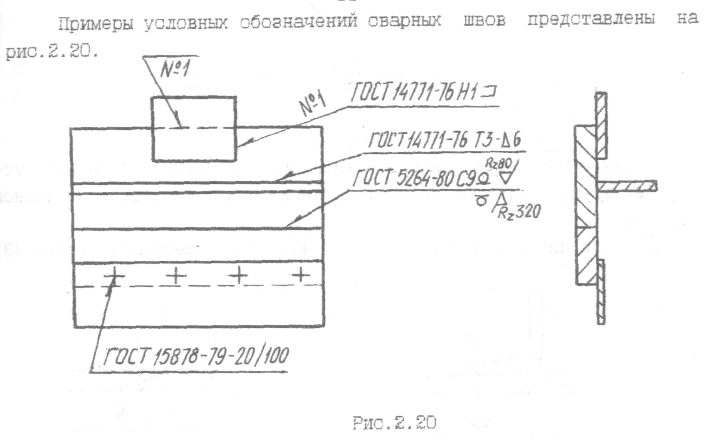
3. Обозначение шва, состоящее из буквы, обозначающей вид
соединения, и цифры, обозначающей форму подготовки кромок (с отбортовкой, без отбортовки, со скосом), например С8 — шов стыкового, У4 — углового, Т8 — таврового, Н2 — нахлесточного соединений. В табл. 4 приведена выборка буквенно-цифровых обозначений швов.
4. Условное обозначение способа сварки. (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
5. Знак и размер катета шва.
6. Условное обозначение и цифровые характеристики прерывистого шва с цепным расположением отдельных элементов выполняется знаком « / », а для прерывистого шва с шахматным расположением элементов знаком «Z».
7. Дополнительные вспомогательные знаки:
— усиление шва снять;
-наплывы и неровности обработать с плавным переходом к основному металлу;
— шероховатость поверхности шва после механической обработки. Примеры условных обозначений сварных швов приведены на рис. 1
Примеры условных обозначений сварных швов приведены на рис. 1
Рис. 1 Шов выполнен при монтаже( ) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием ( ), шероховатость обработанной поверхности с лицевой стороны , с обратной стороны мкм.
Рис. 2 Шов выполнен по замкнутой кольцевой линии (О), сварка в защитном газе по ГОСТ 14771-76, соединение тавровое двустороннее без разделки кромок (ТЗ), в углекислом газе плавящимся электродом (УП), катет шва 6мм ( 6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
Порядок выполнения работы.
Расшифровать и заполнить таблицу.
№ п/п | Условное обозначение шва на чертеже | Характеристика шва |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 |
Прочтите чертеж (рис. 3).
3).
2.1 Прочитать основную надпись чертежа (соединение сваркой, масштаб, марка)
2.2. Какие виды, разрезы даны на чертеже (фронтальный разрез)
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу (4)
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения(200, 530)
Прочтите чертеж (рис. 4).
Письменно ответьте наследующие вопросы к чертежу.
Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Рис. 3 Чертеж для чтения Рис. 4 Чертеж для чтения
Содержания отчёта
Расшифровать условные обозначения сварных швов и заполнить таблицу1.
2. Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа .
2.2. Какие виды, разрезы даны на чертеже.
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу.
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения.
3.Прочтите чертеж (рис. 4).
3.1.Письменно ответьте наследующие вопросы к чертежу.
3.2.Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Контрольные вопросы:
1.Условное обозначение сварных швов в сварных конструкциях.
Характеристика шва | Поперечное сечение шва | Условное обозначение шва на чертеже | |||||
Шов с лицевой стороны | Шов с оборотной стороны | ||||||
Двусторонний шов стыкового сварного соединения с криволинейным скосом одной из кромок, выполняемый дуговой сваркой вручную при монтаже изделия. | |||||||
Двусторонний шов углового соединения без скоса кромок, который выполняется автоматической сваркой по замкнутой линии с подачей флюса. | |||||||
Сварной шов углового соединения со скосом прилегающих кромок, выполняемый электрошлаковой сваркой с проволочным электродом. Катет шва равен 22 мм. | |||||||
Соединение, выполняемое дуговой сваркой внахлестку точечным швом, в инертном газе с применением плавящегося электрода. Расчетный диаметр точки составляет 9 мм. | |||||||
Односторонний шов соединения встык без скоса кромок, выполненный на оставляемой подкладке с использованием нагретого газа и присадки. | |||||||
Соединение одиночными сварными точками, выполняемое дуговой сваркой с использованием флюса. Диаметр электрозаклёпки равен 11 мм. Усиление должно быть снято. Шероховатость обработанной поверхности должна соответствовать Rz 80 мкм. |
| ||||||
Двусторонний шов таврового соединения без скоса кромок, выполняемый в шахматном прерывистом порядке, ручной дуговой сваркой в защитных газах неплавким электродом по замкнутой линии. | |||||||
Соединение внахлестку, образуемое одиночными сварными точками, выполняется контактной точечной сваркой. Расчетный диаметр используемой точки 5 мм. | |||||||
Прерывистый шов соединения внахлестку, выполняемый специальной контактной шовной сваркой. Длина провариваемого участка 50 мм с шагом 100 мм при ширине шва 6 мм. | |||||||
Односторонний шов соединения внахлестку без скоса кромок, выполняется полуавтоматической дуговой сваркой в защитных газах плавким электродом. Шов проваривается по незамкнутой линии с катетом 5 мм. | |||||||
 Усиление снято с обеих сторон. Значение шероховатости шва с лицевой стороны составляет Rz 20 мкм, а с оборотной стороны Rz 80 мкм.
Усиление снято с обеих сторон. Значение шероховатости шва с лицевой стороны составляет Rz 20 мкм, а с оборотной стороны Rz 80 мкм. Расположение точек в шахматном порядке с шагом 100 мм. Шероховатость должна соответствовать Rz 40 мкм. Усиление снять.
Расположение точек в шахматном порядке с шагом 100 мм. Шероховатость должна соответствовать Rz 40 мкм. Усиление снять.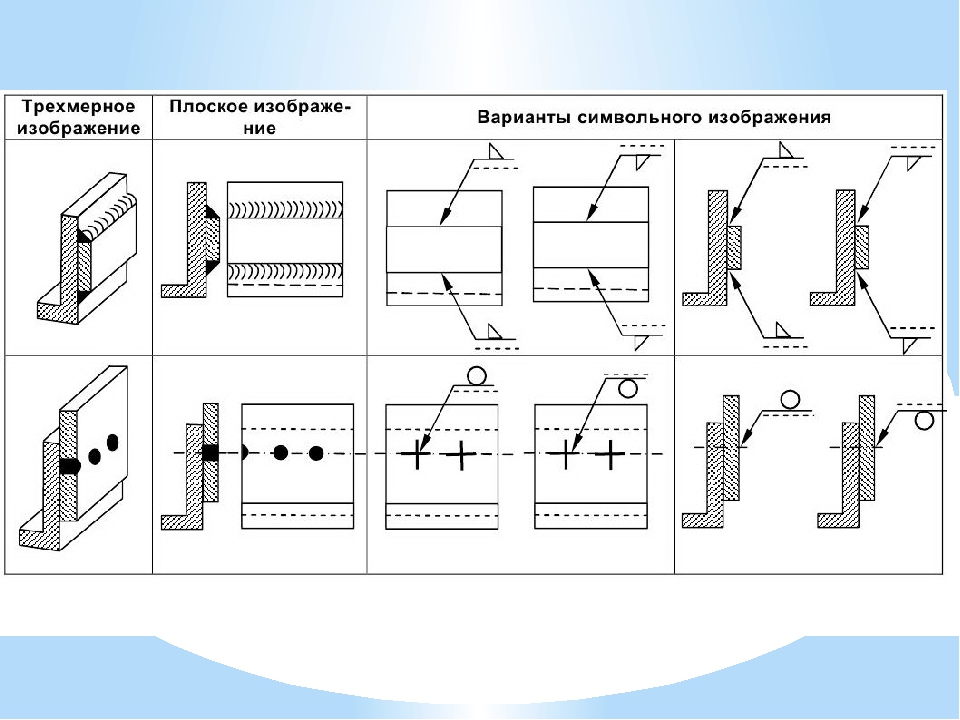 Катет шва равен 6 мм. Длина провариваемого участка 50 мм с шагом 100 мм.
Катет шва равен 6 мм. Длина провариваемого участка 50 мм с шагом 100 мм.Обозначение сварки на сборочном чертеже
Существует несколько условных обозначений на сборочном чертеже сварных швов.
- Видимый шов выполняется сплошной жирной, чуть толще основной контурной линией.
- Невидимый шов обозначается штриховой линией.
- Точечный шов обозначают крестиком.
- Обозначением является указатель стрелочка с односторонним скосом.
Это общее положение которое относится как к ISO 2553-2017 так к ГОСТ 2.312-72. На фотографии изображено обозначение сварных швов на строительных чертежах.
Есть так же полочка совмещенная со стрелкой. Помимо обозначение прохождения шва на чертеже указывают метод его исполнения.
- Вид стыка. К примеру угловой тавровый, нахлесточный, стыковой.
- Способ сварки. Ручная дуговая, ручная аргоновая, полуавтоматом, методом диффузии и так далее.
- Указываю и физические параметры. Дина ширина, высота катета, шероховатость.
- Способ наплавления металла в стык. Прохождение змейкой, обратным валиком, восьмеркой, елочкой.
- Обозначают порядок расположения шва. В шахматном порядке продольно, косой, поперечный.
 С лицевой и нижней стороны элементов.
С лицевой и нижней стороны элементов.
 С лицевой и нижней стороны элементов.
С лицевой и нижней стороны элементов.Для разъяснения на фотографии попытался расписать все по полочкам.
Этого еще не достаточная информация лишь в ознакомительных целях. В окошечки ставятся вспомогательные знаки. Они помогаю понять на чертежах как должен выглядеть шов. Все элементы на бумаге изображают в плоскости. Вид сверху сбоку, спереди и один общий объемный рисунок. Все нюансы невозможно обрисовать. Основные дополнительные знаки я зарисовал и на фото можно посмотреть.
Международный стандарт немного отличается от ГОСТ. За долгое время были внесены изменения. Которые упростили задачу чтения сварочных швов. Сравню основные расположения обозначений сварочных швов ISO и ГОСТ на фотографии.
В первую очередь мы видим основные параметры а потом уже методику выполнения работы в ISO. По ГОСТ с начало всю методику а потом уже параметры шва. Как вам удобнее решать вам. По первому варианту намного проще понимать написанную информацию в чертежах. Для наглядного примера приведу примеры как выглядит первый вариант.
Для наглядного примера приведу примеры как выглядит первый вариант.
Второй вариант наш ГОСТ.
По последнему рисунку с начало залезешь в справочник и найдешь нужный шов а потом посмотришь его параметры на чертеже. На первом рисунке с точностью наоборот. Запомнил все размеры и перешел к выполнению уже по требованиям.
Всю полностью информацию невозможно описать. Поэтому написал самое важное на мой взгляд. Какими линиями обозначаются сварочные швы. Как расшифровать надпись на полочке и под ней. Вспомогательные знаки которые помогают понять как выглядит стык и будущий шов. Отличия между ГОСТ и ISO нанесения информации. Для полного изучения всего нужно будет изучить как ГОСТ 2.312-72 так и ISO 2553-2017. Там присутствуют еще дополнительные указания на выполнения каждой поставленной задачи а также таблицы сварочных швов на чертеже.
Условные обозначения точечной, шовной и шпильки — Интерпретация чертежей металлических фабрик
Точечная сварка
Обозначение точечной сварки — это просто кружок, который можно разместить выше, ниже или по центру контрольной линии. Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения. Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая широко используется при работе с листовым металлом.
Когда символ находится в центре контрольной линии, это указывает на отсутствие бокового значения. Когда нет побочного значения, это обычно можно применить с помощью точечной сварки сопротивлением, которая широко используется при работе с листовым металлом.
Точечная сварка — это просто сварной шов, нанесенный на поверхность одного элемента, который имеет достаточно тепла для плавления в материале, образующем стыковочную поверхность.Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и точечной сварки сопротивления, не имеющей значения со стороны, ниже.
Размер точечной сварки будет помещен слева от символа сварки. Это число указывает диаметр упомянутого точечного сварного шва на стыковой поверхности. Поверхность стыковки — это место, где две части помещаются друг на друга в непосредственной близости.
Требуемое количество точечной сварки будет добавлено в скобках над или под символом в зависимости от расположения символа.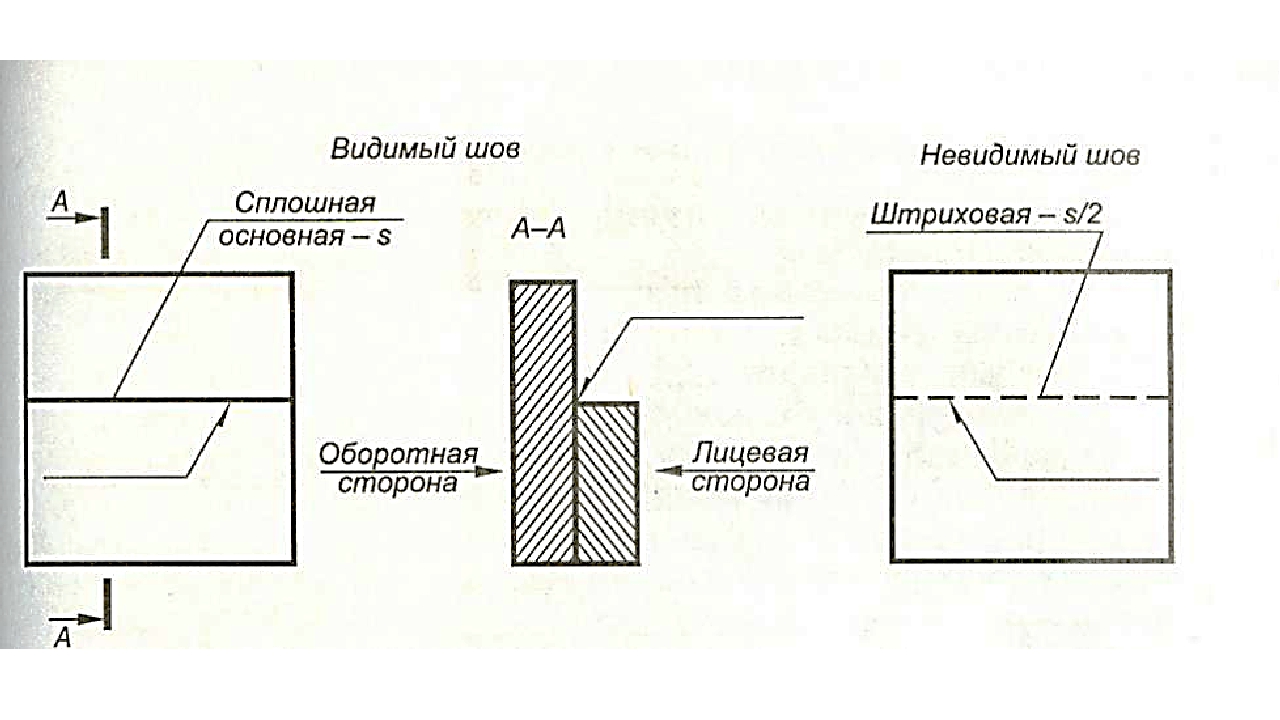 Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
Если он расположен по центру контрольной линии, необходимые сварные швы можно разместить над или под символом.
. Это будет показано справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете применять сварные швы через каждые 2 дюйма, используя вышеуказанный символ для длины этой 20-дюймовой детали.Если точечная сварка не будет охватывать всю длину детали, это необходимо отобразить с помощью размерных линий на отпечатке, чтобы правильно передать эту информацию.
Полный звонок:
Неполная длина детали:
Бывают случаи, когда вместо диаметра используется значение прочности на сдвиг. Вот насколько что-то устойчиво к срезанию. Это может быть выражено в фунт-силах (фунт-сила) или, если проект в метрической системе, он будет требовать Ньютона (Н).
Это требует точечной сварки с пределом прочности на сдвиг 500 фунт.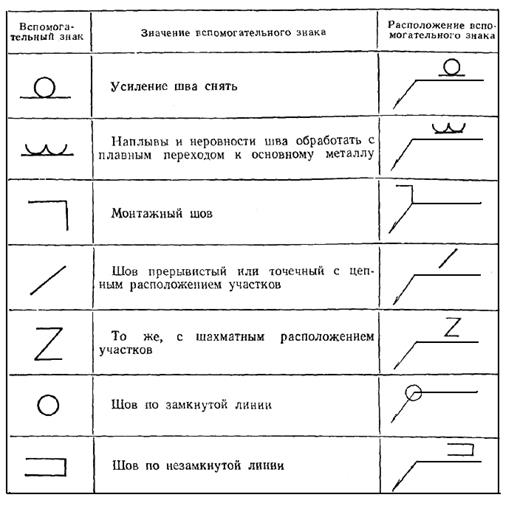
(500 фунт-сила означает, что деталь сможет противостоять сдвигу минимум до 500 фунтов-силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и он будет помещен в хвостовую часть. Обычными процессами для этого была бы точечная контактная сварка и дуговая сварка вольфрамовым электродом. Причина этого заключается в том, что при сварке не может быть добавлен присадочный материал, поэтому вероятность отсутствия плавления будет меньше.Можно использовать многие другие процессы, если известны эффекты сварного шва, и они все еще приемлемы для результата сварки.
К символу точки может быть добавлен контур, чтобы гарантировать, что поверхность ровная, как если бы сварка не проводилась. Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с заподлицо шлифованием.
Сварной шов
Шовный сварной шов использует тот же процесс, что и точечная сварка, но в удлиненной форме.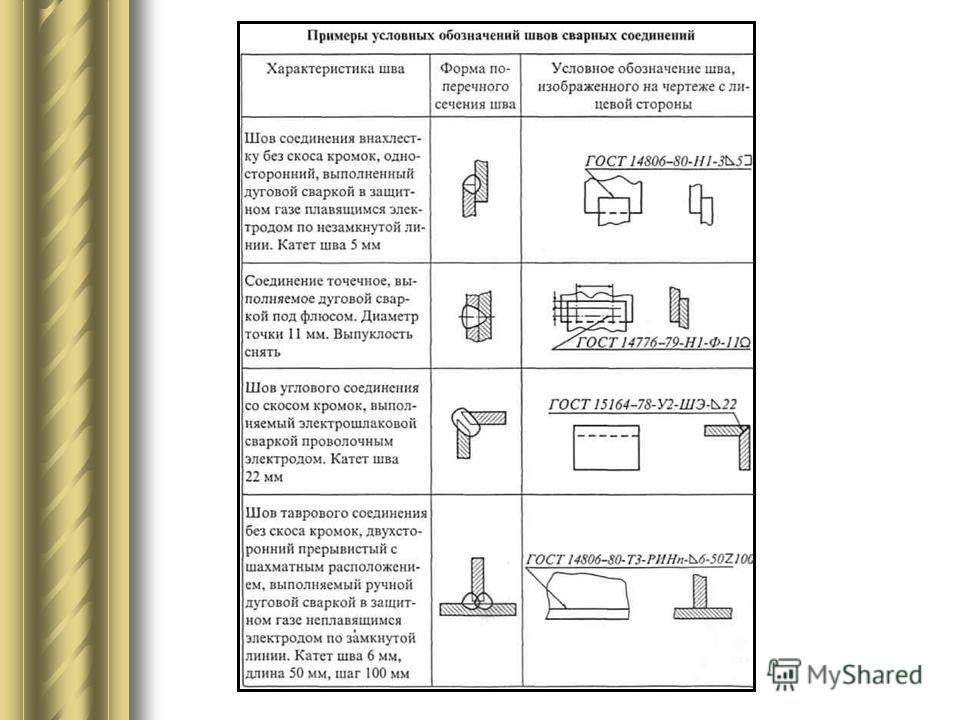 Нет никакой подготовки, такой как сварка электрозаклепкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но проходит через две параллельные линии.
Нет никакой подготовки, такой как сварка электрозаклепкой или щелевым швом, скорее сварной шов проходит через верхнюю поверхность и плавится в другой элемент за счет подводимого тепла. Символ похож, но проходит через две параллельные линии.
Пример сварного шва:
Шовные сварные швы обычно имеют размер или прочность на сдвиг, связанные с обозначением сварки. Этот номер будет слева от символа сварки. Размер — это указание ширины бусинки. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой величину фунт-силы, которую сварной шов может выдержать минимум на 1 дюйм сварного шва.
Длина может быть добавлена к правой стороне символа, чтобы указать, какова длина сварного шва.
Дополнительным элементом может быть шаг, если он нужен для наложения нескольких сварных швов. Он будет добавлен с правой стороны символа сварного шва после длины с дефисом.
Шовные сварные швы могут также иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур.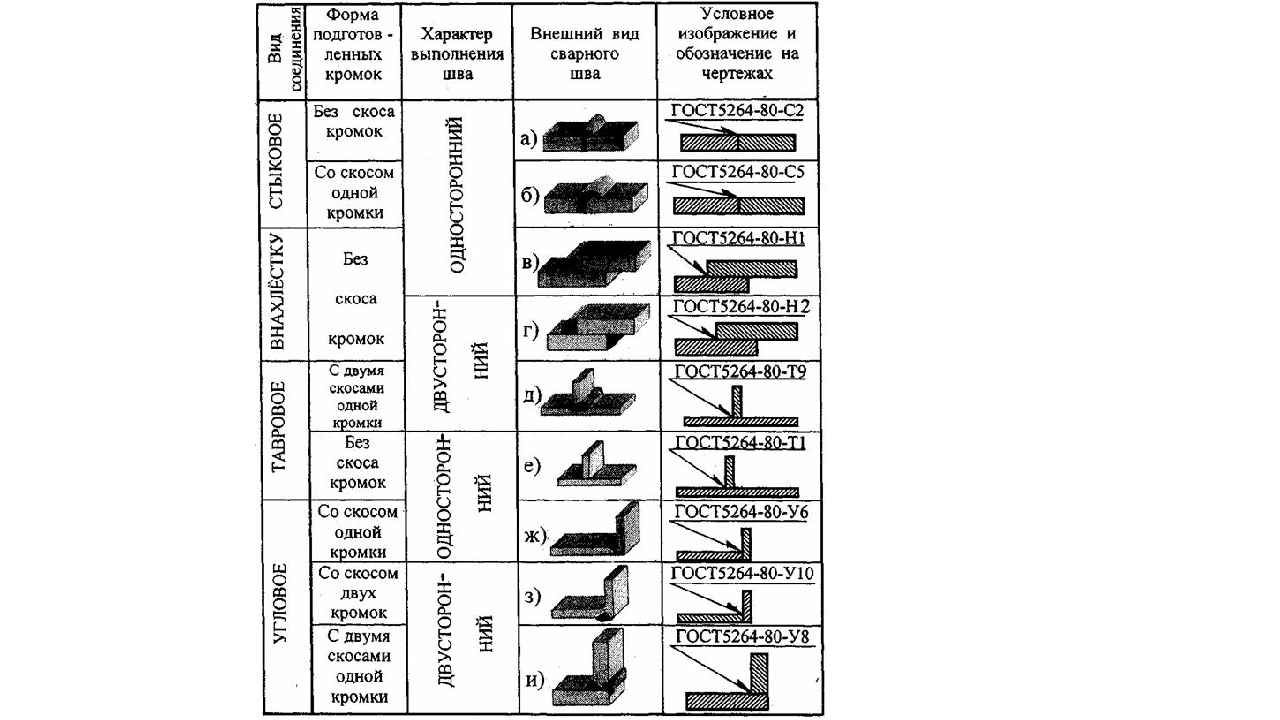 Контур показано выше или ниже символа в зависимости от того, как символ находится на опорной линии.
Контур показано выше или ниже символа в зависимости от того, как символ находится на опорной линии.
На следующем изображении показано обозначение сварного шва со стороны стрелки. Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые сварные швы (шаг) выполняются по продольной схеме, если на отпечатке не указано иное.
Сварные шпильки
Приварка шпилек — обычная практика во многих магазинах. В этом процессе часто используется аппарат для приварки шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ находился только на стороне соединения со стрелкой.Элементы размера, шага и количества приварных шпилек размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Вышеупомянутый сварной шов требует выполнения шести шпилек диаметром ½ дюйма, размещенных на расстоянии 4 дюйма от центра.
бывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, шаблоны болтов с резьбой, шпильки с резьбой для использования в качестве болта, изоляционные подвески и даже шпильки с твердым покрытием для замены деталей с твердым покрытием.
Точечная, шпилька, шовная викторина
На пустом месте ниже нарисуйте символ, обозначающий следующее:
точечная сварка 3/16 дюйма со стороны стрелки, шлифовка заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приваривание шпилек 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной контактный шов без бокового обозначения, шаг 8 дюймов, длина 16 дюймов.
Шпилька 1/4 дюйма приваривается со стороны стрелки с шагом 2 дюйма. Если длина детали 20 дюймов, а первая шпилька расположена на расстоянии 1 дюйма от края, сколько шпилек требуется?
| Поле | Добавляет на изгибе линии сварного шва, чтобы указать, что сварной шов применяется в полевых условиях. |
| Около | Создает окружность на изгибе линии сварного шва, чтобы указать, что сварной шов применяется по всему контуру. |
| Другая сторона | Переместите стрелку от верхней к нижней стороне выноски. |
| Ведущий якорь | Зафиксируйте выноску в указанном месте на обозначении сварного шва. |
| Используйте мульти-беговую дорожку | Позволяет несколько раз щелкнуть в графической области для создания сгибов выноски. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Припой | Добавляет к выноске символа. |
| Клей | Добавляет к выноске символа. |
| Сварной текст | Введите размеры и характеристики сварного шва.
|
| Символ SF | Для добавления информации о чистоте поверхности к символу: В разделе «Символ SF» выберите «Сверху» или «Снизу», чтобы разместить символ над или под горизонтальной выноской.Введите информацию в диалоговом окне «Символ шероховатости поверхности» и нажмите «ОК». Для изменения информации о чистоте поверхности: Щелкните Подробности для стороны, которую вы хотите изменить. |
| Шрифт | Чтобы указать шрифт текста и размер символов: Снимите флажок Использовать шрифт документа и щелкните Шрифт. |
| Стиль | Подробнее см. Стиль . |

aisi 1008 химический анализ-pivni kram Steel
ru.wikipedia1008 — углеродистая сталь стандартного качества, состоящая из (в массовых процентах) 0,10% (макс.
 ) Углерода (C), 0,30-0,50% марганца (Mn), 0,04% (макс.) Фосфора (P), 0,05%. (макс) Сера (S) и недрагоценный металл — железо (Fe). Другие обозначения углеродистой стали AISI1008 включают UNS G10080 и AISI1008.ASTM A366 1008 Сталь AISI1008 SAE1008 — SAE AISI 1010 10
) Углерода (C), 0,30-0,50% марганца (Mn), 0,04% (макс.) Фосфора (P), 0,05%. (макс) Сера (S) и недрагоценный металл — железо (Fe). Другие обозначения углеродистой стали AISI1008 включают UNS G10080 и AISI1008.ASTM A366 1008 Сталь AISI1008 SAE1008 — SAE AISI 1010 10Было ли это полезно? Люди также спрашивают, что такое AISI 1008? Что такое AISI 1008? AISI 1008 может поставляться в виде стального листа / листа, круглого стального прутка, стальной трубы / трубы, стальной полосы, стальной заготовки, стального слитка, стальной катанки.электрошлак, кованое кольцо / блок и т. д. Сталь AISI 1008 Основные свойства углеродистой стали Категория стали AISI 1008 Класс стали Углеродистая сталь Тип Стандартные обозначения Германия DIN 1.0204 Италия UNI CB 10 FU США AMS 5040F, AMS 5042F, AMS 5044D, AMS eFunda Свойства углеродистой стали AISI 1008 Категория стали Класс углеродистой стали Тип Стандартные обозначения Германия DIN 1.0204 Италия UNI CB 10 FU США AMS 5040F, AMS 5042F, AMS 5044D, AMS
eFunda Свойства углеродистой стали AISI 1008
AISI 1008 Категория Класс стали Углеродистая сталь Тип Стандартные обозначения Германия DIN 1. 0204 Италия UNI CB 10 FU Материалы Сплавы Сталь Легированная сталь AISI 5060. Материалы Сплавы Сталь Углеродистая сталь ASTM A109 Состояние 3. Обозначение UNS AISI / SAECARBONMANGANESEG100801008.10 Макс. 50G101001010.08 — .13.30 — .60G101801018.14 — .202006010 — .90G10 .17 — .23.30 — .60 9 рядов на Precisionsteel Таблица анализа химического состава углеродистой стали — 1010 aisi c mn ps sae 1008.10 max..25 — .50.040.050 1008 1010.08 — .13.30 — .60.040.050 1010 1012.10 — .15.30 — .60.040.050 1012 1015.12 — .18.30 — .60.040.050 Марки стали — SAE AISI 1010 1015 1020 1025 1045 1018SAE AISI 1010,1015,1020,1025,1045,1018,1117,1035,1040,1050,1215,4140,4150
0204 Италия UNI CB 10 FU Материалы Сплавы Сталь Легированная сталь AISI 5060. Материалы Сплавы Сталь Углеродистая сталь ASTM A109 Состояние 3. Обозначение UNS AISI / SAECARBONMANGANESEG100801008.10 Макс. 50G101001010.08 — .13.30 — .60G101801018.14 — .202006010 — .90G10 .17 — .23.30 — .60 9 рядов на Precisionsteel Таблица анализа химического состава углеродистой стали — 1010 aisi c mn ps sae 1008.10 max..25 — .50.040.050 1008 1010.08 — .13.30 — .60.040.050 1010 1012.10 — .15.30 — .60.040.050 1012 1015.12 — .18.30 — .60.040.050 Марки стали — SAE AISI 1010 1015 1020 1025 1045 1018SAE AISI 1010,1015,1020,1025,1045,1018,1117,1035,1040,1050,1215,4140,4150
Sec.P Страница 1
химический анализ AiSi / SAe UnS c Mn PS Si cu, число Pb (макс.) (Макс.) 1008 G100800.10 Требуется макс. 0,30 / 0,50 0,040 0,050, 1010 G10100 0,08 / 0,13 0,30 / 0,60 0,040 0,050 1012 G10120 0,10 / 0,15 0,30 / 0,60 в следующих диапазонах 0,040 0,050 1015 G10150 0,13 / 0,18 0,30 / 0,60 0,040 0,050 SAE1008 — Стальная пластина / лист BEBON ASTM-SAE A621DQ-SAE1008 — это сталь для штамповки и холодной штамповки, которая соответствует стандарту ASTM-SAE, и, исходя из разной толщины, предел прочности A621DQ-SAE1008 составляет 420 МПа. Сталь ASTM-SAE A621DQ-SAE1008 также соответствует DIN1614: RRSTW23, JISG3131: SPHE и EN10111: сталь DD12. A621DQ-SAE1008 Номер ASTM-SAE 1.0398.SAE1008 — Сталь BEBON ASTM-SAE A621DQ-SAE1008 — это стальной лист для холодной штамповки. Формовочная сталь согласно стандарту ASTM-SAE и в зависимости от толщины, прочность на растяжение A621DQ-SAE1008 составляет 420 МПа. ASTM-SAE A621DQ-SAE1008 также соответствует DIN1614: RRSTW23, JISG3131: SPHE и EN10111: Сталь DD12.A621DQ-SAE1008 ASTM-SAE номер 1.0398.
Сталь ASTM-SAE A621DQ-SAE1008 также соответствует DIN1614: RRSTW23, JISG3131: SPHE и EN10111: сталь DD12. A621DQ-SAE1008 Номер ASTM-SAE 1.0398.SAE1008 — Сталь BEBON ASTM-SAE A621DQ-SAE1008 — это стальной лист для холодной штамповки. Формовочная сталь согласно стандарту ASTM-SAE и в зависимости от толщины, прочность на растяжение A621DQ-SAE1008 составляет 420 МПа. ASTM-SAE A621DQ-SAE1008 также соответствует DIN1614: RRSTW23, JISG3131: SPHE и EN10111: Сталь DD12.A621DQ-SAE1008 ASTM-SAE номер 1.0398.
SAE-AISI 1008 (G10080) Углеродистая сталь:
SAE-AISI 1008 (G10080) Углеродистая сталь.Сталь SAE-AISI 1008 — углеродистая (нелегированная) сталь, разработанная для первичной формовки деформируемых изделий. 1008 — это обозначение этого материала в системах SAE и AISI. G10080 — это номер UNS. Он имеет самую высокую теплопроводность среди Деформируемая углеродистая или холоднокатаная сталь SAE 1008, горячекатаная сталь AISI 1008 Химический материал Состав стального круглого прутка 1008 Вид по спецификации стали AISI 1008 Круглый пруток 1008 — это марка углеродистой стали, содержащая низкоуглеродистую сталь, 1,2% марганца и 0.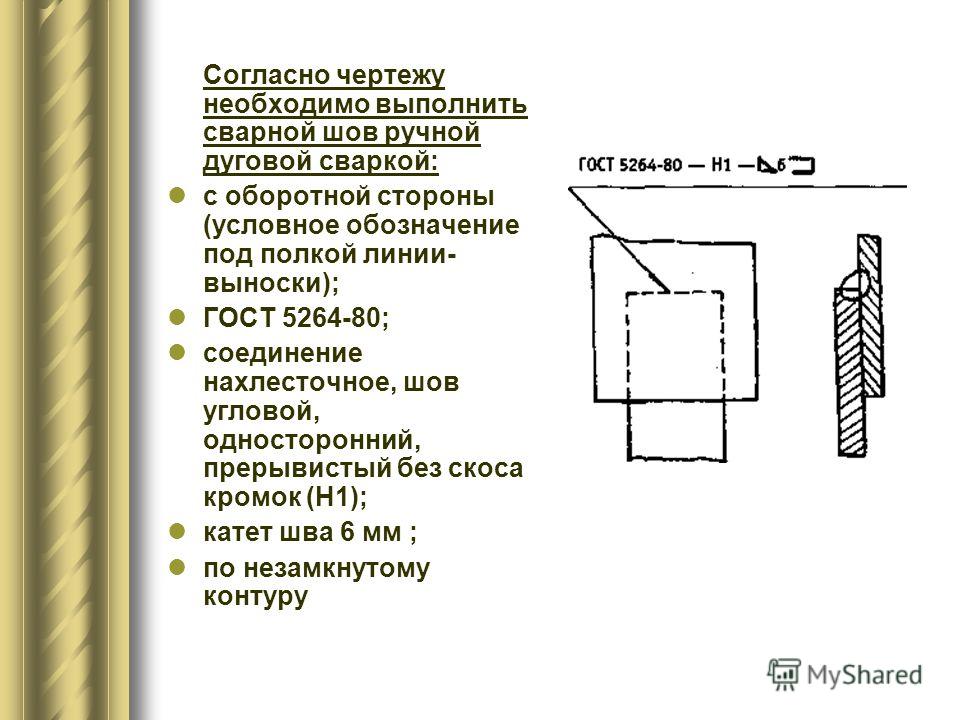 4% кремния, алюминия, хрома и меди. Катанка из холоднокатаной стали AISI 1008, горячекатаная сталь AISI 1008, стержни из углеродистой стали 1008, производитель круглого прутка AISI 1008. Круглый пруток из стали 1008 — это среднеуглеродистая и хромистая сталь, которая имеет превосходную прочность на растяжение. сваривается, а затем используется для изготовления деталей винтовых машин, валов, штифтов, шпинделей и стержней. Также доступен в различных других отраслях промышленности. Круглый пруток SAE 1008 имеет множество химических и механических свойств, таких как марка стали, прочность на разрыв и относительное удлинение.
4% кремния, алюминия, хрома и меди. Катанка из холоднокатаной стали AISI 1008, горячекатаная сталь AISI 1008, стержни из углеродистой стали 1008, производитель круглого прутка AISI 1008. Круглый пруток из стали 1008 — это среднеуглеродистая и хромистая сталь, которая имеет превосходную прочность на растяжение. сваривается, а затем используется для изготовления деталей винтовых машин, валов, штифтов, шпинделей и стержней. Также доступен в различных других отраслях промышленности. Круглый пруток SAE 1008 имеет множество химических и механических свойств, таких как марка стали, прочность на разрыв и относительное удлинение.
SAE 1008 — Эквивалентные материалы
AISI 1008 AISI 1008 AISI 1008 AISI 1008 EN C10 EN 1.0301 EN DC01 EN 1.0330 EN DD11 EN 1.0332 EN DC03 EN 1.0347 ГОСТ 10 JIS SPCC JIS SPCD ASTM A366 ASTM A 619 Условия использования эквивалентных материалов. Общая статистика нашей базы данных. Точечная сварка сопротивлением разнородной стали AISI-1008 / Al May 01, 2020 aisi 1008 химический анализ № 0183; стальные пластины AISI-1008 размером 95 aisi 1008 химический анализ № 215; 19 aisi 1008 химический анализ № 215; 0,85 мм и алюминиевые пластины Al-1100 95 aisi 1008 химический анализ № 215; 19 aisi 1008 химический анализ № 215; В качестве исходных базовых материалов использовался 1 мм. Соответствующие химические элементы стали AISI-1008 и сплава Al-1100, а также соответствующие свойства графена и поливинилового спирта (ПВС) приведены в дополнительной информации. specsaisi 1008 свойства материалаaisi 1008 сталь спецификацииaisi 1008 steel plateНекоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Для получения дополнительной информации см. здесь.Предыдущая123456СледующаяSAE 1008 — Эквивалентные материалы AISI 1008 AISI 1008 AISI 1008 AISI 1008 EN C10 EN 1.0301 EN DC01 EN 1.0330 EN DD11 EN 1.0332 EN DC03 EN 1.0347 ГОСТ 10 JIS SPCC JIS SPCD ASTM A366 ASTM A 619 Условия использования эквивалентных материалов Общая статистика наших условий и положений. .
Соответствующие химические элементы стали AISI-1008 и сплава Al-1100, а также соответствующие свойства графена и поливинилового спирта (ПВС) приведены в дополнительной информации. specsaisi 1008 свойства материалаaisi 1008 сталь спецификацииaisi 1008 steel plateНекоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Для получения дополнительной информации см. здесь.Предыдущая123456СледующаяSAE 1008 — Эквивалентные материалы AISI 1008 AISI 1008 AISI 1008 AISI 1008 EN C10 EN 1.0301 EN DC01 EN 1.0330 EN DD11 EN 1.0332 EN DC03 EN 1.0347 ГОСТ 10 JIS SPCC JIS SPCD ASTM A366 ASTM A 619 Условия использования эквивалентных материалов Общая статистика наших условий и положений. .
Похожие запросы на aisi 1008 химический анализ
aisi 1008 эквивалентная сталь 1008 эквивалентная марка стали 1008 эквивалентная сталь 1008 характеристики материала 1008 характеристики стали 1008 спецификации стали 1008 стальная пластина Некоторые результаты удалены в связи с уведомлением о требованиях местного законодательства. Для получения дополнительной информации см. Здесь.Похожий поиск по химическому анализу aisi 1008, эквивалент 1008, эквивалент 1008, марка стали 1008, характеристика материала 1008, характеристика материала, сталь 1008, сталь, лист, сталь 1008 1008 и его свойства материала можно посмотреть здесь, на этой странице. На этой странице вы найдете информацию о материале под названием 1008 (AISI / SAE), если они у нас есть.1008 химический анализ стального материала (AISI / SAE); Свойства материала; Материалы Необходима перекрестная ссылка от AISI C1008 на ASTM или другой 20 ноября 2007 г., химический анализ aisi 1008 # 0183; AISI C1008 или 1008 — это обозначение материала с определенным диапазоном химического состава и само по себе не является спецификацией или стандартом. Нет требований к механическим свойствам даже для формы продукта (например, холоднокатаный, горячекатаный, ковка, литье). Однако наиболее частой формой являются стержни, и 1008 следует указывать в ASTM A29.
Для получения дополнительной информации см. Здесь.Похожий поиск по химическому анализу aisi 1008, эквивалент 1008, эквивалент 1008, марка стали 1008, характеристика материала 1008, характеристика материала, сталь 1008, сталь, лист, сталь 1008 1008 и его свойства материала можно посмотреть здесь, на этой странице. На этой странице вы найдете информацию о материале под названием 1008 (AISI / SAE), если они у нас есть.1008 химический анализ стального материала (AISI / SAE); Свойства материала; Материалы Необходима перекрестная ссылка от AISI C1008 на ASTM или другой 20 ноября 2007 г., химический анализ aisi 1008 # 0183; AISI C1008 или 1008 — это обозначение материала с определенным диапазоном химического состава и само по себе не является спецификацией или стандартом. Нет требований к механическим свойствам даже для формы продукта (например, холоднокатаный, горячекатаный, ковка, литье). Однако наиболее частой формой являются стержни, и 1008 следует указывать в ASTM A29.
Низкоуглеродистая сталь 1005-1008 Поковки Все металлы
Низкоуглеродистые стали 1005-1008 Общие характеристики.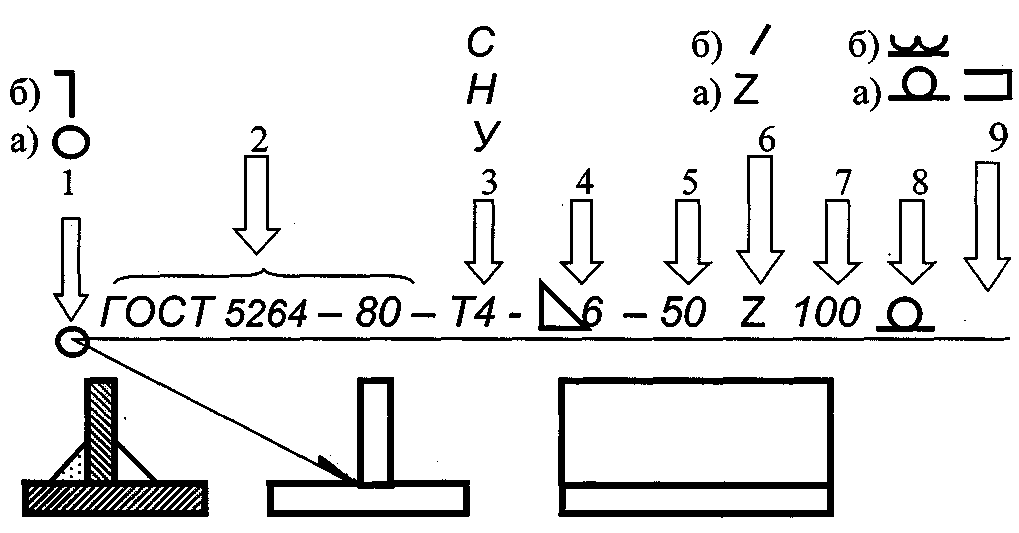 Это низкоуглеродистые стали, которые могут использоваться во многих формах, от плоского проката для глубокой вытяжки до поковок. Из-за присущей им недостаточной прочности они иногда могут использоваться в Низкоуглеродистые стали 1005–1008 Поковки Все металлы Низкоуглеродистые стали 1005-1008 Общие характеристики. Это низкоуглеродистые стали, которые могут использоваться во многих формах, от плоского проката с глубокой вытяжкой до поковок.Из-за присущей им недостаточной прочности они иногда могут использоваться в науглероженном состоянии.J403 Химический состав углеродистой стали SAE — SAE Пределы или диапазоны химического состава литья или термической обработки для этих марок приведены в таблицах 1,2,3A, и 3B. Эти пределы или диапазоны для литья или нагрева подлежат стандартным изменениям для анализа продукта, как указано в SAE J409. Поскольку AISI больше не выпускает обозначения марок стали, марки, перечисленные в
Это низкоуглеродистые стали, которые могут использоваться во многих формах, от плоского проката для глубокой вытяжки до поковок. Из-за присущей им недостаточной прочности они иногда могут использоваться в Низкоуглеродистые стали 1005–1008 Поковки Все металлы Низкоуглеродистые стали 1005-1008 Общие характеристики. Это низкоуглеродистые стали, которые могут использоваться во многих формах, от плоского проката с глубокой вытяжкой до поковок.Из-за присущей им недостаточной прочности они иногда могут использоваться в науглероженном состоянии.J403 Химический состав углеродистой стали SAE — SAE Пределы или диапазоны химического состава литья или термической обработки для этих марок приведены в таблицах 1,2,3A, и 3B. Эти пределы или диапазоны для литья или нагрева подлежат стандартным изменениям для анализа продукта, как указано в SAE J409. Поскольку AISI больше не выпускает обозначения марок стали, марки, перечисленные в
A-2 Наносится на форму из термореактивного пластика, закаленную форму в целом Y1Cr18Ni9 Улучшает обрабатываемость и стойкость к абляции.
 Подходит для токарных автоматов prod1Cr18Ni9 Высокая прочность после холодной штамповки, но относительное удлинение, чем на 1 cr17ni7, немного хуже. U1Cr18Mn10Ni5Mo3NOf мочевины с хорошей коррозионной стойкостью, может вызвать карбамидную коррозию оборудования 21 ряд на стали марок стали.
Подходит для токарных автоматов prod1Cr18Ni9 Высокая прочность после холодной штамповки, но относительное удлинение, чем на 1 cr17ni7, немного хуже. U1Cr18Mn10Ni5Mo3NOf мочевины с хорошей коррозионной стойкостью, может вызвать карбамидную коррозию оборудования 21 ряд на стали марок стали. Марки стали AISI 1008 Химическая информация, Механические свойства Физические свойства, Механические свойства, Термическая обработка и Микроструктура Предел текучести 23 0,2 / МПа Относительное удлинение 65 5 (%) — (%) Akv — Akv / J HBS 123-321 — HRC 30 — AISI 1008 Механические свойства Предел прочности при растяжении 231-231 бар / МПа Предел текучести 154 0.2 / МПа Холоднокатаная сталь C1008 Металл Супермаркеты — Сводка по маркам стали Холоднокатаная сталь C1008 производится из стали с ободом, покрытой оболочкой и полузакатанной стали и предназначена для открытых или неэкспонированных деталей, включая изгиб, умеренное волочение или формовку и сварку. Этот материал должен быть окрашен или покрыты гальваническим покрытием для предотвращения ржавчины. Типичные области применения Кузов автомобилей, металлические корпуса, большинство металлических изделий. Холоднокатаная сталь 1008/1010, медь Металлы в Миннесоте Технические характеристики изделий из холоднокатаной стали 1008/1010.поставляет холоднокатаную сталь марок ASTM A1008 и AISI 1008/1010. Мы предлагаем диапазоны размеров и количества, соответствующие потребностям вашего проекта.
Типичные области применения Кузов автомобилей, металлические корпуса, большинство металлических изделий. Холоднокатаная сталь 1008/1010, медь Металлы в Миннесоте Технические характеристики изделий из холоднокатаной стали 1008/1010.поставляет холоднокатаную сталь марок ASTM A1008 и AISI 1008/1010. Мы предлагаем диапазоны размеров и количества, соответствующие потребностям вашего проекта.
Химический состав углеродистой стали SAE
Пределы или диапазоны химического состава литья или нагрева для этих классов приведены в таблицах 1, 2, 3A и 3B. Эти пределы или диапазоны литья или нагрева могут подвергаться стандартным изменениям для анализа продукта, как указано в SAE J409. больше не выдаются обозначения марок стали, марки, перечисленные в таблице анализа химического состава углеродистой стали -aisi c mn ps sae 1008.10 макс .. 25 — .50.040.050 1008 1010.08 — .13.30 — .60.040.050 1010 1012.10 — .15.30 — .60.040.050 1012 1015.12 — .18.30 — .60.040.050 Химический анализ углеродистой стали 27 рядов aisi 1008 химический анализ # 0183; химический анализ aisi 1008 №169; 2020 The Thompson Companies Все права защищены. Возможны изменения технических характеристик
Возможны изменения технических характеристик
Carbon Steel Chemistry Precision Steel Warehouse, Inc.
9 рядов aisi 1008 химический анализ # 0183; Химический анализ и состав низкоуглеродистой листовой и полосовой стали, включая AISI / SAEBAR СПРАВОЧНИК ПО ДАННЫМ AISI / SAE — Steel Dynamics Обзор серии марок aisi-sae 12 стандартных углеродистых сталей 15 химических диапазонов и пределов углеродистых сталей 18 допустимых вариантов углеродистой стали 19 стандартных легированных сталей 20 стандартных легированных h-сталей 24 стандартных легированных правосторонних сталей 29 стандартных сталей с безопасным потенциалом 31 корпус для магнитного анализа 48-канальный преобразователь с четырьмя фиксированными головками, алюминий убитый (AKDQ) Стальной лист Прецизионный химический анализ стали .Темперс. Стальной лист, убитый алюминием. ASTM A 1008; Соответствует всем стандартам AISI * Некоторые могут называть этот чертеж стали типа B Просмотр данных о допуске алюминия убитой стали Свяжитесь с нами * Обозначает обязательное поле. Имя * Фамилия * Номер телефона.
Имя * Фамилия * Номер телефона.
ASTM SAE AISI 52100 Свойства стали, состав
Сталь SAE 52100. Сталь AISI SAE 52100 — это высокоуглеродистая сталь для подшипников качения. Лист данных подшипниковой стали 52100. В следующей таблице и списках приведены технические характеристики 52100, включая химический состав, механические свойства, термическую обработку и т. Д.Сталь ASTM A366 1008 AISI1008 SAE1008 — SAE AISI 1010 AISI 1008 — углеродистая сталь стандартного качества, состоящая из (в весовых процентах) 0,10% (макс.) Углерода (C), 0,30-0,50% марганца (Mn), 0,04% (макс. ) Фосфор (P), 0,05% (макс.) Сера (S) и основной металл Железо (Fe). Другие обозначения углеродистой стали AISI 1008 включают UNS G10080 и AISI 1008. Этот сплав обычно используется для производства холоднокатаной стали промышленного качества. Лист.ASTM A1008 / A1008M — 20 Стандартные спецификации для стали 2. Справочные документы (приобретаются отдельно) Перечисленные ниже документы упоминаются в рамках рассматриваемого стандарта, но не являются частью стандарта. .ASTM Стандарты. A109 / A109M Спецификация для стали, полосы, углерода (0,25 максимального процента), холоднокатаного проката. A370 Методы испытаний и определения для механических испытаний стальных изделий. A568 / A568M Спецификация для стали, лист,
.ASTM Стандарты. A109 / A109M Спецификация для стали, полосы, углерода (0,25 максимального процента), холоднокатаного проката. A370 Методы испытаний и определения для механических испытаний стальных изделий. A568 / A568M Спецификация для стали, лист,
AISICMNSAE1008.10 Макс..25 — .5010081010.08 — .13.30 — .6010101012.10 — .15.30 — .6010121015.12 — .18.30 — .601015 27 рядов на thompsonsteelco ASTM SAE AISI 1018 Углеродистая сталь Химический состав
SAE Сталь AISI 1018 — одна из широко используемых низкоуглеродистых сталей.Обычно используется в качестве науглероженной стали. Поскольку большая часть углеродистой стали 1018 производится методом холодного волочения, эта холоднокатаная сталь называется C1018 (холоднокатаная сталь 1018). Сталь AISI C1018 (1018 CRS) имеет хорошую свариваемость, качество поверхностной закалки, более высокие механические свойства и лучшая обрабатываемость.AISI Американский институт железа и стали
Американский институт железа и стали — это ассоциация североамериканских производителей стали. Вместе со своими предшественниками это одна из старейших торговых ассоциаций в США, основанная в 1855 году. .Он принял свой нынешний вид в 1908 году при участии судьи Элберта Гэри, председателя компании United States Steel Corpor AISI / SAE 1008 Data Sheet — Страница 1008 Pauly Stahlhandel Материал AISI / SAE-1008 и его свойства можно посмотреть здесь, на этой странице. На этой странице вы найдете информацию о материале под названием 1008 (AISI / SAE), если они у нас есть. 1008 Стальной материал (AISI / SAE) Химический анализ; Свойства материала; Материалы
Вместе со своими предшественниками это одна из старейших торговых ассоциаций в США, основанная в 1855 году. .Он принял свой нынешний вид в 1908 году при участии судьи Элберта Гэри, председателя компании United States Steel Corpor AISI / SAE 1008 Data Sheet — Страница 1008 Pauly Stahlhandel Материал AISI / SAE-1008 и его свойства можно посмотреть здесь, на этой странице. На этой странице вы найдете информацию о материале под названием 1008 (AISI / SAE), если они у нас есть. 1008 Стальной материал (AISI / SAE) Химический анализ; Свойства материала; Материалы
ПРЕДЕЛЫ ХИМИЧЕСКОГО СОСТАВА AISI — DEL METALS
1 стр. AISI No.Номер SAE Пределы химического состава,% c Mn p Макс. S Макс. 1008 1010 1012 1015 1016 1017 1018 1019 1020 1021 1022 1023 1024 1025 1026 1027 Углеродистая сталь AISI 1010 All Metals Forge Group AISI 1010 — низкоуглеродистый сплав для листы и полосы для глубокой вытяжки, науглероживания и строительства. AISI 1010 идеально подходит для автомобильной промышленности, где он часто используется для автомобильных кузовов, крыльев и мелких деталей, включая поддоны и крышки трансмиссии. химический анализ # 0183; Эта страница охватывает химический элемент AISI 1008, Механические свойства, AISI 1008
химический анализ # 0183; Эта страница охватывает химический элемент AISI 1008, Механические свойства, AISI 1008
Углеродистая сталь AISI 1006 (UNS G10060) —
Углеродистая сталь AISI 1006 отличается прежде всего мягкостью и пластичностью.В следующей таблице приведены более подробные сведения об углеродистой стали AISI 1006. Химический состав. В следующей таблице показан химический состав углеродистой стали AISI 1006. Содержание элементов (%) Железо, Fe 99,43-99,75 Марганец, Mn: результаты по этому вопросу механические свойства AISI SAE 1018? Каковы механические свойства AISI SAE 1018? Механические свойства AISI SAE 1018 Модуль упругости (модуль Юнга) 186 ГПа (27 AISI 1008 химический анализ # 215; 10 6 psi) В следующих таблицах приведен AISI SAE Сталь 1018. Механические свойства холоднотянутой углеродистой стали круглого, квадрата и шестиугольника.Физические свойства AISI SAE 1018. Химический состав углеродистой стали ASTM SAE AISI 1018, механические результаты для этого вопроса Что такое сталь 1018? Что такое сталь 1018? Сталь SAE AISI 1018 является одной из наиболее часто используемых низкоуглеродистых сталей. Она обычно используется в качестве науглероженной стали. Большая часть углеродистой стали 1018 производится методом холодного волочения, эта холоднокатаная сталь называется C1018 (холоднокатаная сталь 1018) .ASTM SAE AISI 1018 Углеродистая сталь Химический состав, механический
Она обычно используется в качестве науглероженной стали. Большая часть углеродистой стали 1018 производится методом холодного волочения, эта холоднокатаная сталь называется C1018 (холоднокатаная сталь 1018) .ASTM SAE AISI 1018 Углеродистая сталь Химический состав, механический
по этому вопросу Что такое углеродистая сталь 1008? Что такое углеродистая сталь 1008? Материалы, эквивалентные углеродистой стали AISI 1008, следующие.Углеродистая сталь AISI 1008 в основном используется для изготовления штампованных деталей, деталей и форм с холодной головкой, холодной высадкой и холодным прессованием Углеродистая сталь AISI 1008 (UNS G10080) — результаты по этому вопросуОбратная связь Углеродистая сталь AISI 1008 (UNS G10080) —
23 августа 2012 г. aisi 1008 химический анализ # 0183; Введение. Стали, содержащие в основном углерод в качестве легирующего элемента, называются углеродистыми сталями. Они содержат около 1,2% марганца и 0,4% кремния. Также присутствуют никель, алюминий, хром, медь и молибден. в небольших количествах в углеродистых сталях.Углеродистая сталь AISI 1008 обладает отличной свариваемостью, в том числе выступающей, стыковой, точечной и плавкой, а также способностью к пайке.
в небольших количествах в углеродистых сталях.Углеродистая сталь AISI 1008 обладает отличной свариваемостью, в том числе выступающей, стыковой, точечной и плавкой, а также способностью к пайке.
Электротехнических терминов на английском языке с переводом. Международный электротехнический словарь. См. Также в других словарях
Электротехнический словарь содержит около 8 тысяч терминов в различных областях электротехники : теория схем, электрическое оборудование, производство, передача и распределение электроэнергии, электропривод, электрическое освещение и т. Д.
Электротехнический словарь предназначен для широкого круга специалистов и переводчиков, работающих с электротехнической литературой на языках, представленных в данном словаре.
Предисловие к электротехническому словарю
Этот словарь представляет собой руководство для чтения и перевода текстов по электротехнике на английском, немецком, французском, голландском и русском языках.
Опубликованные к настоящему времени электротехнические словари включали терминологию как самой электротехники, так и других отраслей, которые отделились от нее в процессе исторического развития, а именно телекоммуникаций, электроники, автоматизации и ряда других. В этой книге большая часть места посвящена самой электротехнике. и другие упомянутые отрасли представлены только в базовом выражении.
В небольшом томе — в словарь включено около 8000 терминов — авторы постарались отразить наиболее важную терминологию, характерную для таких разделов, как теория цепей, электрические и магнитные измерения, производство, передача и распределение электрической энергии и ее применение как в промышленность и дома.Много места в словаре отведено высоковольтной технике, электрическим машинам и устройствам, электроприводам, элементам воздушных и кабельных линий электропередачи и их конструкциям.
При отборе англоязычных терминов авторы попытались отразить варианты, используемые как в Великобритании, так и в США, хотя задача полного отражения терминологических синонимов такого рода не ставилась. Также были учтены некоторые основные варианты написания.
Также были учтены некоторые основные варианты написания.
Наличие указателей для немецких, французских, голландских и русских терминов позволяет, с некоторыми дополнительными затратами времени, использовать этот многоязычный словарь в качестве двуязычного русско-немецкого, голландско-русского и т. Д.Авторы и оба издателя надеются, что издание многоязычных словарей будет способствовать укреплению и развитию международных научно-технических связей.
Об использовании словаря по электротехнике
Первые английские термины перечислены в словаре в алфавитном порядке.
Словарная статья состоит из терминов на английском, немецком, французском, голландском и русском языках, расположенных в столбец. Основные английские термины выделены жирным шрифтом.
Для перехода от одного синонимичного английского термина к другому используется слово see (см.). Все термины в немецком, французском, голландском и русском языках являются родовыми и, при необходимости, множественными.
Все ведущие английские термины пронумерованы внутри каждой буквы английского алфавита, поэтому вы можете найти эквиваленты терминов на немецком, французском, голландском и русском языках с помощью указателей.
В переводах разные значения разделяются числами, близкие по значению варианты разделяются точкой с запятой, а синонимичные варианты разделяются запятой.
Для экономии места взаимозаменяемые трансляционные части можно заключить в квадратные скобки, например: bias winding [bias], что эквивалентно записи: bias winding, bias winding.
Необязательная часть термина может быть заключена в круглые скобки для той же цели, например: напряжение дуги, что эквивалентно записи: напряжение дуги, напряжение дуги.
Пояснения заключаются в круглые скобки и набираются курсивом, например: пробой (диэлектрик).
Для перевода с немецкого, французского, голландского и русского языков используйте индексы в конце словаря, в которых все термины имеют буквенно-цифровое обозначение, соответствующее обозначению ведущего английского термина.
См. Также другие словари:
Международный электротехнический словарь — — [Я.Н. Лугинский, М.С. Фези Жилинская, Ю.С. Кабиров. Англо-русский словарь по электротехнике и энергетике, Москва] Предметы электротехники, основные понятия EN Международный электротехнический словарь ЕВ …
международный электротехнический словарь — (ITU T K.60). Телекоммуникационные темы, основные понятия EN международный электротехнический словарьIEV… Руководство технического переводчика
ГОСТ Р ИСО / МЭК 19762-4-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 4. Общие термины в области радиосвязи — Терминология ГОСТ Р ИСО / МЭК 19762 4 2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 4. Общие условия в области радиосвязи. Исходный документ: ALOHA:… …
ГОСТ Р ИСО / МЭК 19762-1-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 1. Общие термины в области AISD — Терминология ГОСТ Р ИСО / МЭК 19762 1 2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 1. Общие термины в области оригинального документа АИСД: Аккредитованные стандарты … … Словарь-справочник терминов нормативно-технической документации
Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 1. Общие термины в области AISD — Терминология ГОСТ Р ИСО / МЭК 19762 1 2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (AISD). Гармонизированный словарь. Часть 1. Общие термины в области оригинального документа АИСД: Аккредитованные стандарты … … Словарь-справочник терминов нормативно-технической документации
Поверхностная акустическая волна — 2.Поверхностная акустическая волна SAW Акустическая волна, распространяющаяся по поверхности акустического канала и экспоненциально затухающая по мере проникновения в глубину канала. Источник: ГОСТ 28170 89: Акустоэлектронные изделия. Термины и … … Словарь-справочник условий нормативно-технической документации
Модель — 9. Модель Изделие, которое представляет собой трехмерное упрощенное изображение объекта в фиксированном масштабе. Модель является составной частью макета Источник . .. Словарь-справочник терминов НТД
.. Словарь-справочник терминов НТД
расширенный канал модель -01.05.24 модель расширенного канала: Система для кодирования и передачи как байтов данных сообщения, так и информации управления сообщениями, в которой декодер работает в режиме расширенного канала. Примечание … … Словарь-справочник условий нормативно-технической документации
Список сокращений — это служебный список статей, созданный для координации работы по развитию темы. Это предупреждение не устанавливается в информационные списки и глоссарии … Wikipedia
ГОСТ Р МЭК 61207-1-2009 — Газоанализаторы.Выражение производительности. Часть 1. Общие положения — Терминология ГОСТ Р МЭК 61207 1 2009: Газоанализаторы. Выражение производительности. Часть 1. Общие положения Исходный документ: 3.22 абсолютная погрешность газоанализатора [(абсолютная) погрешность (средства измерений)]: Разница … … Словарь-справочник терминов НТД
ГОСТ 14254-96: Степени защиты, обеспечиваемые оболочками (код IP) — Терминология ГОСТ 14254 96: Степени защиты, обеспечиваемые оболочками (код IP) Исходный документ: 3.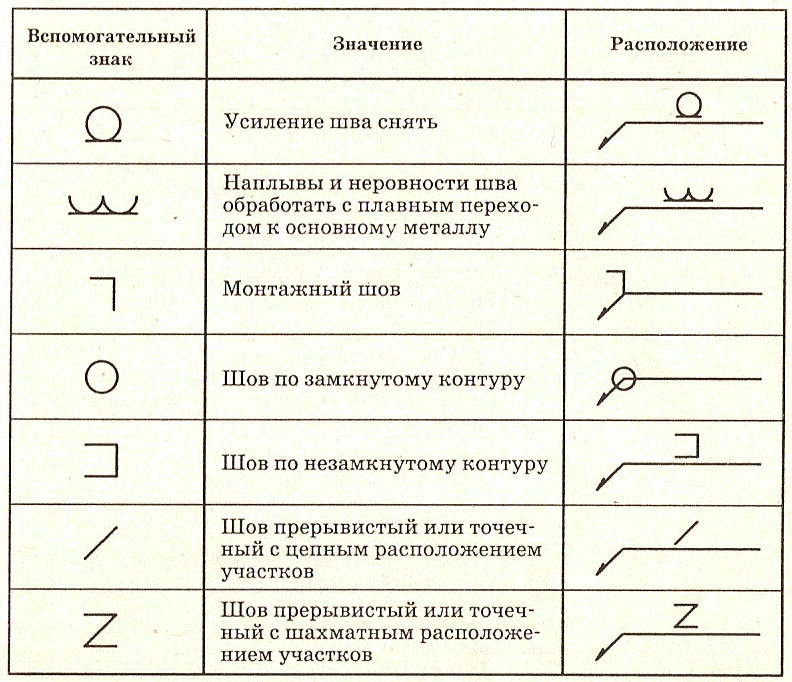 6 Защита, обеспечиваемая оболочкой от доступа к опасным частям Защита людей от: контакта с токоведущими опасными частями при низких … Словарь-справочник терминов нормативно-технической документации
6 Защита, обеспечиваемая оболочкой от доступа к опасным частям Защита людей от: контакта с токоведущими опасными частями при низких … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53793-2010 — Работа живая. Оценка соответствия оборудования, инструментов и инструментов — Терминология ГОСТ Р 53793 2010: Работа под напряжением. Оценка соответствия применима к оборудованию, приборам и инструментам. Исходный документ: 3.6 анализ рисков: Систематическое использование доступной информации для выявления опасностей и… … Словарь-справочник условий нормативно-технической документации
Книги
- Международный электротехнический словарь. Регистрация и измерение ионизирующего излучения электрическими методами, сост. Смирнов В.В. Международный электротехнический словарь. Регистрация и измерение ионизирующего излучения электрическими методами … Купить за 343 рубля
- Международный электротехнический словарь. Машины и трансформаторы. Москва, 1958.Государственное издательство физико-математической литературы Физматгиз. Издательский переплет. Сохранность хорошая. Определения составлены таким образом, что …
 Москва, 1958.Государственное издательство физико-математической литературы Физматгиз. Издательский переплет. Сохранность хорошая. Определения составлены таким образом, что …
Москва, 1958.Государственное издательство физико-математической литературы Физматгиз. Издательский переплет. Сохранность хорошая. Определения составлены таким образом, что …Согласно исследованию британского кадрового агентства CBSbutler, в 2017 году вы могли заработать 54 000 фунтов стерлингов. Для этого необходимо было работать инженером в нефтегазовой отрасли. . Чтобы увидеть эти числа на вашем банковском счете, потребуется много усилий. Один из них — выучить английский и стать востребованным специалистом в иностранной или российской компании.
Даже если вы не имеете никакого отношения к технике, советуем прочитать статью. Например, английские названия шурупов и дюбелей пригодятся, если вы собираете мебель по инструкции на английском языке или покупаете эксклюзивные материалы на англоязычных сайтах.
Краткий глоссарий технических терминов
Мы постарались собрать термины, которые наиболее часто встречаются в работе инженера. Конечно, мы охватили только базовый словарный запас. Если вы хотите изучать английский в более узкой инженерной сфере, вы можете сделать это у нас.Независимо от того, являетесь ли вы инженером-конструктором или инженером-электриком, мы подберем материалы, которые пригодятся в вашей отрасли.
Если вы хотите изучать английский в более узкой инженерной сфере, вы можете сделать это у нас.Независимо от того, являетесь ли вы инженером-конструктором или инженером-электриком, мы подберем материалы, которые пригодятся в вашей отрасли.
Если вы знаете основную терминологию, прокрутите вниз до конца: мы собрали 33 полезных ресурса, которые помогут вам развить навыки аудирования и чтения. Кроме того, наш список влогов, подкастов, сериалов и курсов поможет сделать обучение интересным.
Общая терминология
Для начала рассмотрим названия машиностроительных производств и названия некоторых должностей.
| Слово / фраза | Передача |
|---|---|
| инженерное дело | инженерное дело |
| машиностроение | машиностроение, машиностроение, проектирование механических систем |
| электротехника | электромеханика, техническое проектирование электрических схем |
| гражданское строительство | проектирование и строительство гражданских объектов |
| строительное проектирование | промышленное проектирование / строительное проектирование |
| биомедицинская инженерия | биомедицинская инженерия |
| химическое машиностроение | химическое машиностроение |
| разработка программного обеспечения | разработка программного обеспечения |
| системное проектирование | системное проектирование |
| инженер | инженер, конструктор |
| техник | инженер |
Дизайн
Перейдем к основному набору слов, который необходим для составления чертежей и схем.
| Слово / фраза | Передача |
|---|---|
| информация о конструкции | информация о конструкции |
| конструктивное решение | конструктивно-техническое решение |
| деталь | деталь, изделие, единица |
| размер | размер |
| масштаб | масштаб |
| CAD / kæd / (автоматизированное проектирование) | Система автоматизированного проектирования |
| технические характеристики | технические характеристики |
| технические требования | технические характеристики, требования |
| для перепроектирования | конструкция с чрезмерным запасом прочности |
| Чертежи | |
| чертеж (сокращенно dwg) | чертеж, схема |
| чертеж | синий (копия чертежа) |
| детальный чертеж | детальный чертеж |
| чертеж общего вида | чертеж общего вида, общая схема |
| эскизный чертеж | эскизный чертеж |
| рабочий чертеж | черновик схемы, рабочий чертеж |
| схемы | схематический чертеж, план |
| доска для рисования | планшет, доска для рисования |
| для оформления чертежа | для оформления чертежа |
Измерения
Следующий лексический набор поможет провести измерения, правильно указав радиус окружности и погрешность на английском языке.
| Слово / фраза | Передача |
|---|---|
| измерение | измерение, расчет, система мер |
| расчеты | расчеты, расчеты |
| размеры (сокращенно dims) | размеры |
| линейные размеры | линейные размеры |
| направление | направление |
| рулетка | рулетка |
| теодолит | транспортир |
| угол | угол |
| градус | градус |
| степень | метрическая степень |
| диаметр | диаметр |
| радиус (множественное число: радиусы) | радиус |
| окружность | периметр, окружность |
| постоянная | постоянная |
| поверхность | поверхность |
| торцевая | торцевая поверхность |
| круг | круг |
| концентрический круг | концентрический круг |
| изогнутая линия | изогнутая линия |
| край | крайняя точка |
| пролет | расстояние между объектами |
| расстояние | расстояние |
| длина | длина |
| высота | высота |
| ширина | ширина |
| толщина | толщина |
| площадь | квадрат |
| площадь поперечного сечения | площадь поперечного сечения |
| площадь поверхности | площадь поверхности |
| масса | масса |
| вес | вес |
| объем | объем |
| плотность | плотность |
| внешний | внешний |
| внутренний | внутренний |
| горизонтальный | горизонтальный |
| вертикальный | вертикальный |
| плоский | плоский |
| гладкая | гладкая, ровная |
| наклонный | наклонный, под углом |
| для измерения | для измерения |
| увеличить | увеличить |
| уменьшить | уменьшить |
| Точность измерений | |
| точность размеров | точность измерений |
| точность | точность |
| отклонение | отклонение |
| допуск | ошибка |
| ошибка округления | ошибка округления |
| разрыв в производительности | неравенство в производительности |
| жесткий допуск = жесткий допуск | малое допустимое отклонение |
| свободный допуск | широкий диапазон допустимая погрешность |
| незначительно | неактуально |
| неточно / неточно | неточно |
| разрешено | разрешено |
| в пределах допуска | в пределах допустимых значений |
| вне допустимого диапазона | вне допустимого диапазона |
| примерно | примерно |
| различные | разные |
| для округления вверх или вниз | округление вверх или вниз |
| Расположение | |
| местонахождение | местонахождение |
| осевая линия | осевая линия, осевая линия |
| смещение | смещение |
| межцентровое расстояние | расстояние между центрами / осями |
| контрольная точка | контрольная точка, начальная точка |
| сетка | сетка |
| линия сетки | линия сетки |
| диагональ | диагональ |
| перпендикулярно | перпендикулярно |
| для разметки | позиция отметки |
| чтобы найти | найти, разместить |
| для работы параллельно с | параллельно |
| до пересечения в | до пересечения в |
Материаловедение
Краткий словарь материаловедения поможет вам работать с деревом, бетоном или металлами.
| Слово / фраза | Передача |
|---|---|
| элемент | элемент |
| соединение | соединение |
| химический состав | химический состав |
| составляющие | составляющие |
| химическая реакция | химическая реакция |
| смесь | смесь |
| сплав | примесь |
| коэффициент | коэффициент |
| неметаллы (углерод, кремний) | неметаллы (уголь, кремний) |
металлы (железо, медь):
| металлы (железо, медь):
|
| драгоценный металл | драгоценный металл |
сырье:
| сырье:
|
сталь:
| сталь:
|
| композитный материал | композитный материал |
| армирующий материал | усиливающий материал |
| матрица | вяжущее, раствор |
| углеродное волокно | углеродное волокно |
| стекловолокно | стекловолокно |
| расплав | плавленый жидкий |
| на разрушение | на разрушение |
| к потоку | потоку |
| для крышки | крышка |
| для плавки | для плавки |
| до ржавчины | до ржавчины |
| Полимеры | |
| природный полимер | природный полимер |
| синтетический полимер | синтетический полимер |
термопласты:
| термопласты:
|
| термореактивные пластмассы = термореактивные пластмассы: | термореактивные пластмассы:
|
| эластомер | эластомер |
| резина | резина |
| латекс | резина |
| Минералы и керамические материалы | |
| минерал | минерал |
| керамика | керамика |
| руда | руда минеральная |
| абразивный материал | абразивный |
| глина | глина |
| печь | печь |
стекло:
| стекло:
|
| органическое | органическое |
| неорганическое | неорганическое |
| для отжига | для отпуска, обжига |
| Бетон | |
| бетон | бетон |
| цемент | цемент |
| песок | песок |
| гравий | гравий |
| мелкий заполнитель | мелкий заполнитель |
| крупный заполнитель | крупный заполнитель |
| бетонная смесь расчётная | подбор состава бетонной смеси |
| дозирование | дозирование |
| добавка | добавка |
| замедлитель | замедлитель (бетон) |
| железобетон | железобетон |
| арматура | фитинги |
| опалубка = опалубка | опалубка |
| для заливки бетона | для укладки бетона |
| Дерево | |
| дерево: | дерево: |
| массив дерева: | массив дерева: |
инженерная древесина:
| древесно-композитный материал:
|
| фанера | фанера |
| пиломатериалы = пиломатериалы | пиломатериалы |
| лесопилка | лесопилка |
| смола | древесная смола |
| по напряжению | по прочности |
| к пиле | к пиле |
| Свойства материала | |
| свойства материала | свойства материала |
| тепловые свойства | тепловые свойства |
| теплоизолятор | теплоизоляционный материал |
| коэффициент теплового расширения | коэффициент теплового расширения |
| коэффициент линейного расширения | коэффициент линейного теплового расширения |
| предел прочности при растяжении | предел прочности при растяжении |
| прочность на сжатие | прочность на сжатие |
| деформация | деформация |
| удлинение | растяжение |
| расширение | расширение |
| закалка | затвердевание |
| коррозия | коррозия |
| сопротивление | сопротивление |
| эластичность | эластичность, упругость |
| пластичность | эластичность, податливость |
| пластик | пластик |
твердость:
| прочность:
|
| прочность | срок службы, износостойкость |
| усталость | износ |
| вязкость разрушения | вязкость разрушения |
| теплопроводность | теплопроводность |
| жесткий | жесткий, неэластичный |
| хрупкий | хрупкий, хрупкий |
| ковкий | ковкий |
| пластичный | вязкий |
| провести | провести, пройти |
| до разрушения | трещина, разрыв |
| устойчивость к износу | устойчивость к износу |
Изготовление и сборка
Изготовление и сборка бытовой техники, мебели из деталей — задача не только талантливого инженера, но и каждого, кто приступил к ремонту своими руками.
| Слово / фраза | Передача |
|---|---|
| производство | производство, производство |
| механическая обработка | механическая обработка |
| Система автоматизированного проектирования (CAD) / автоматизированного производства (CAM) | Система автоматизированного проектирования / автоматизированного производства |
| заготовка | деталь заготовка |
| пустой | пустой |
| вырубка | вырубка |
| бурение | бурение, бурение |
| шлифовка | шлифовка, заточка |
| перфорация | перфорация |
резка:
| резка:
|
инструменты для резки:
| режущие инструменты:
|
| стружка = стружка | металлическая стружка, опилки |
| сборка | сборка |
| шарнир | соединение шарнирное |
| кромка | кромка |
| ребро | край |
| паз | паз, паз |
| винтовая канавка | винтовая канавка, спиральная канавка |
| резьба | резьба |
| шип-паз | шип « |
| полость = пустота | полость, впадина |
| сквозное отверстие | сквозное отверстие |
| глухое отверстие | глухое отверстие |
| с фаской | с фаской |
| заостренный | заостренный, заостренный |
| гордый = приподнятый | выпуклый |
| встраиваемый | встраиваемый, скрытый |
| зубчатое | зубчатое |
| заподлицо с | заподлицо с | заподлицо
| вставить в паз | закрепить в пазу |
| для ввинчивания в | винта в |
| до конуса | узкий, конус |
| для станка | станок, станок |
| вращать = вращать | вращать |
| Крепежные детали | |
| болт | болт |
| гайка (здесь) | гайка |
шайба:
| шайба: |
винт:
| винт, винт:
|
| саморез | саморез, саморез |
| анкер-шуруп | дюбель |
заклепка:
| заклепка:
|
инструменты для крепления:
| крепежные инструменты:
|
| для затяжки (здесь) | затянуть, затянуть |
| ослабить | ослабить |
| ослабить | ослабить |
| на винт | винт |
| Неразъемные соединения | |
сварка:
| сварка:
|
| пайка | тугоплавкая пайка |
| пайка | пайка мягким припоем |
| клей | клей |
| растворитель | растворитель |
| для сварки | сварного шва |
| для предохранителя | сплав |
| для испарения | для испарения |
Энергия и температура
Формы энергии, измерение температуры — в следующем сборнике терминов.
| Слово / фраза | Передача |
|---|---|
| Энергия | |
энергия:
| энергия:
|
| энергоэффективность | КПД (КПД) |
| источник энергии | источник энергии |
| отходы энергии | отходы энергии |
| джоуль | джоуль |
| ватт | ватт |
| мощность | мощность в ваттах |
| Температура | |
| температура | температура |
| тепло | тепло |
| пар | пар |
| градусов по Цельсию | градусов по Цельсию |
| тепловая мощность | тепловая мощность |
| теплообмен | теплообмен, теплопередача |
| система отопления | система отопления |
| конвектор | радиатор |
| эндотермический | эндотермический |
| экзотермический | экзотермический |
Водоснабжение
Следующий раздел посвящен трубопроводам и работе с жидкостями.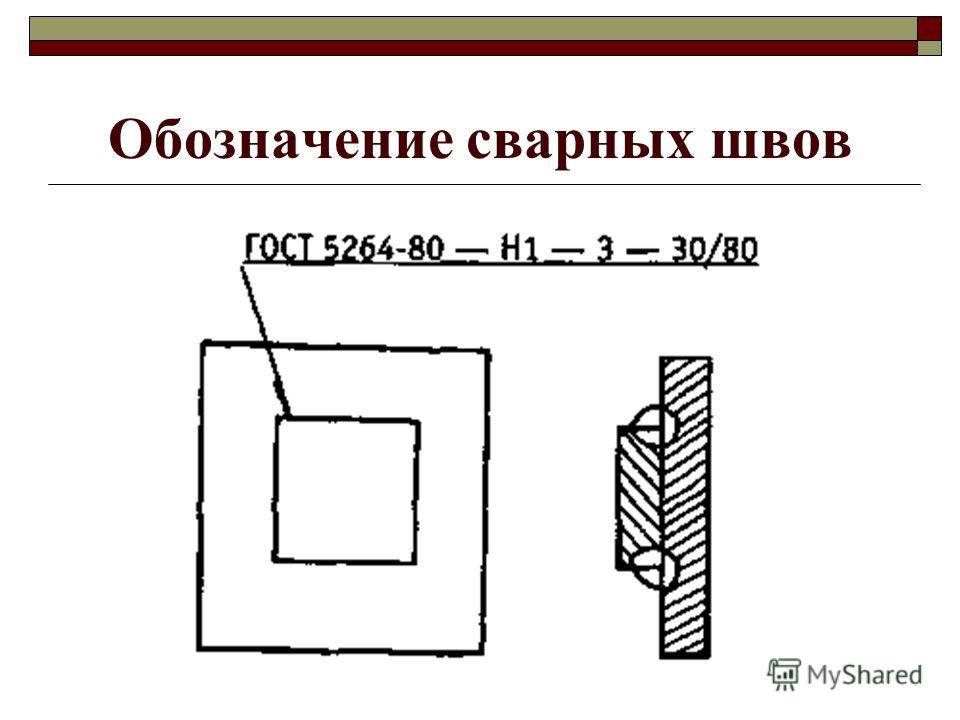
| Слово / фраза | Передача |
|---|---|
| жидкость | жидкость |
| водоснабжение | водоснабжение |
| трубопровод | сеть трубопроводов |
| основная | основная труба |
| сливная труба | сливная труба |
| канализация | канализация |
| шланг | шланг |
| насос | насос | насос
| турбина | турбина |
| клапан | клапан |
| давление | давление |
| манометр | прибор для измерения давления, манометр |
| перепад давления | перепад давления |
| гидродинамика | динамика жидкостей и газов, гидродинамика |
| к потоку | потоку |
Механизмы
Перейдем к двигателям, двигателям и редукторам.
| Слово / фраза | Передача |
|---|---|
двигатель:
| двигатель:
|
| двигатель внутреннего сгорания | двигатель внутреннего сгорания |
| электродвигатель | электродвигатель |
| тяга | реактивный движитель, тяга |
| топливная форсунка | топливная форсунка |
| трансмиссия | трансмиссия |
шестерня = шестерня:
| шестерня, зубчатое колесо:
|
| зубчатая передача | зубчатый блок, зубчатая передача |
| цепь | цепь |
| цепной привод | цепной привод, цепной привод |
| трос | трос |
| коленчатый вал | коленчатый вал | коленчатый вал
| маховик | маховик |
| возвратно-поступательное движение | возвратно-поступательное движение |
| вращательное движение | вращательное движение |
| для блокировки | подключения, блокировки |
| для зацепления | зацепление, зацепление |
Электричество
Последний раздел нашего краткого технического словаря поможет вам собрать электрическую цепь и измерить частоту переменного тока.
| Слово / фраза | Передача |
|---|---|
ток:
| ток: |
| напряжение | напряжение |
| сопротивление | сопротивление |
| ампер | ампер |
| электрический заряд | электрический заряд |
| носитель заряда | носитель заряда, носитель тока |
| электродвижущая сила (ЭДС) | электродвижущая сила (ЭДС) |
| вольт | вольт |
| Ом | Ом |
| устройство | устройство |
| прибор | прибор |
| изолятор электрический | изолятор электрический |
| установка | установка |
| номинальная мощность | номинальная мощность, максимально допустимая мощность |
| поражение электрическим током | поражение электрическим током, поражение электрическим током |
| техническая неисправность | техническая неисправность, неисправность |
| Блок питания | |
| электропитание | электропитание, электропитание |
| электросеть | электросеть |
| электросеть | электросеть, электросеть |
| частота | частота |
| герц (Гц) | герц |
| Генерация переменного тока | Генерация переменного тока |
| катушка возбуждения | электромагнитная катушка, индуктор |
| электромагнитная индукция | электромагнитная индукция |
| электростанция | электростанция |
| линия электропередачи = линия электропередачи | линия электропередачи |
| генератор | генератор |
| аккумулятор | аккумулятор |
| для заряда | для заряда |
| Электрическая цепь | |
| электрическая цепь | электрическая цепь |
| параллельная цепь | параллельная цепь |
| последовательная цепь | последовательная цепь |
| проводник | проводник |
| полупроводник | полупроводник |
| коммутатор | коммутатор |
| распределительное устройство | распределительное оборудование |
| розетка | розетка |
| электропровод | электропровод, электропровод |
| многопроволочный | многопроволочный |
| сверхвысокое напряжение (СВН) | сверхвысокое напряжение |
| на землю | на землю |
| для включения | включить |
| выключить | выключить |
Полезные ресурсы
Пришло время для тех 33 ресурсов, которые они обещали предоставить ранее.
Контактная точечная сварка. Как сделать точечную сварку своими руками
Сварка сопротивлением — это процесс создания монолитного сварного шва путем оплавления кромок свариваемых деталей электрическим током с последующей деформацией под действием силы сжатия. Технология приобрела особую популярность в тяжелой промышленности и используется для непрерывного производства однотипных изделий.
Эта технология распространена при последовательном соединении листового металла.
Сегодня на каждом предприятии имеется как минимум один аппарат для контактной сварки, и все благодаря преимуществам технологии:
- производительность — точка сварки создается не дольше 1 секунды;
- высокая стабильность работы — после настройки устройство может работать долгое время без постороннего вмешательства, сохраняя качество работы;
- низкие эксплуатационные расходы — это касается расходных материалов, контактные электроды служат рабочим элементом;
- умение работать со станком неквалифицированных специалистов.
На первый взгляд технология простой контактной сварки состоит из ряда обязательных процедур. Добиться качественного подключения можно только при соблюдении всех технологических особенностей и технологических требований.
Суть процесса
Для начала нужно понять, как работает эта система?
Сущность электроконтактной сварки — это два неразрывных физических процесса — нагрев и давление. При прохождении через зону подключения электрического тока выделяется тепло, которое служит для плавления металла.Чтобы обеспечить достаточное тепловыделение, ток должен достигать нескольких тысяч или даже десятков тысяч ампер. При этом к детали прикладывается некоторое давление с одной или двух сторон, создавая плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прессованием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально.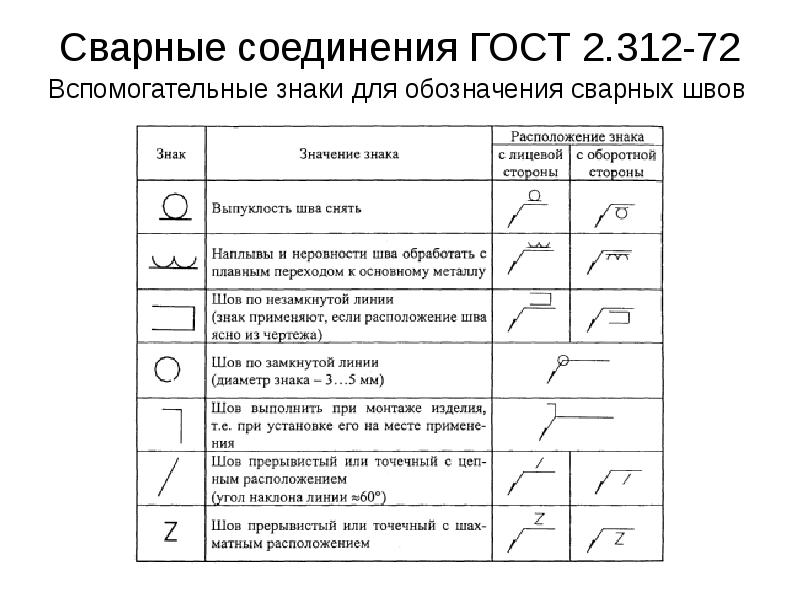 По мере создания монолитного соединения уменьшается сопротивление и одновременно сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются по внедренной технологии с использованием воды.
По мере создания монолитного соединения уменьшается сопротивление и одновременно сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются по внедренной технологии с использованием воды.
Подготовка поверхности
Существует множество технологий, позволяющих обработать поверхность перед применением контактной сварки. Это включает:
- очистка от крупных загрязнений;
- обезжиривание;
- удаление оксидной пленки;
- сушка;
- пассивация и нейтрализация.
Порядок и сами технологии определяются конкретным процессом и типом заготовок.
Как правило, перед началом сварки поверхность должна:
- обеспечивают минимальное сопротивление между деталью и электродом;
- обеспечивают одинаковое сопротивление по всей длине контакта; Сварные детали
- должны иметь гладкую поверхность без выступов и впадин.
Аппараты для контактной сварки
Оборудование для контактной сварки составляет:
- неподвижен;
- мобильный;
- подвесной или универсальный.
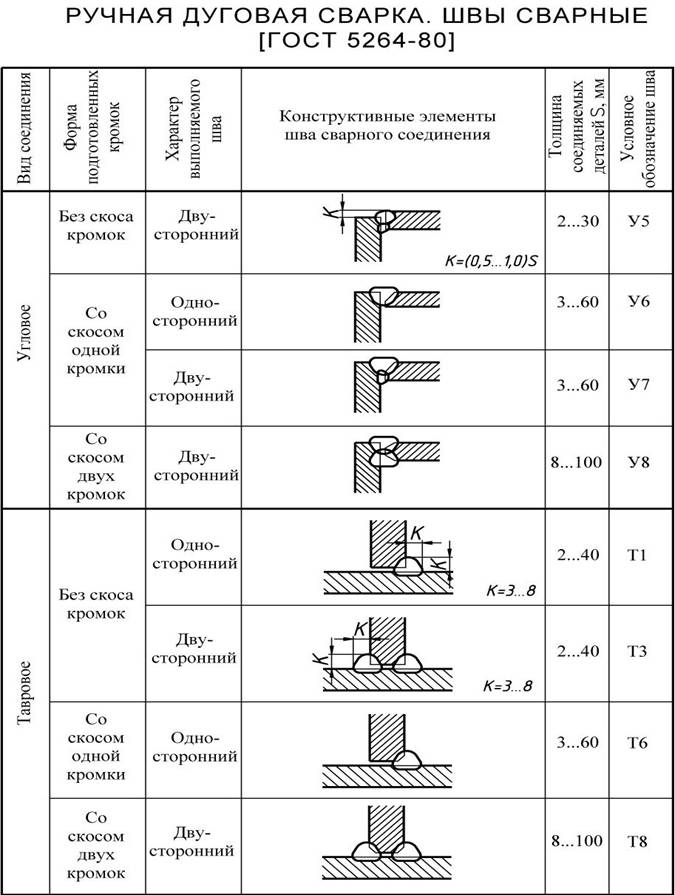
Сварка делится по родам на постоянный и переменный ток (трансформаторный, конденсаторный). По способам сварки бывают точечная, стыковая и рельефная, о которых мы поговорим чуть позже.
Оборудование может быть как стационарным, так и переносным
Все машины для точечной сварки состоят из трех частей:
- электрические системы;
- деталей механических;
- водяное охлаждение.
Электрическая часть отвечает за плавку деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы.Механический компонент представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только компрессионный привод, то у нас точечная разновидность, шовные тоже имеют ролики, а стыковые соединения имеют систему сжатия и тяги. Водяное охлаждение состоит из первичного и вторичного контура, распределительной арматуры, шлангов, клапанов и реле.
Электроды для контактной сварки
В этом случае электроды не только замыкают электрическую цепь, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, а в некоторых случаях помогают перемещать заготовку (ролик).
Размер и форма электродов для контактной сварки различаются в зависимости от используемого оборудования и свариваемого материала.
Такое использование определяет ряд строгих требований, которым должны соответствовать электроды. Они должны выдерживать температуру выше 600 градусов, давление до 5 кг / мм2. Поэтому их изготавливают из хромовой бронзы, хромоциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работы.Размер, состав и другие характеристики электрода выбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварных швов и контроль качества
Как и любая другая технология, сварные соединения необходимо подвергать строгому контролю на предмет выявления всех видов дефектов.
Здесь применяется практически все, и прежде всего внешний осмотр. Однако из-за прижатия деталей это может быть очень сложно идентифицировать таким образом, поэтому выбирается часть произведенной продукции и детали разрезаются по шву для выявления ошибок. В случае обнаружения брака партия потенциально бракованной продукции отправляется на переработку, а аппарат калибруется.
В случае обнаружения брака партия потенциально бракованной продукции отправляется на переработку, а аппарат калибруется.
Разновидности контактной сварки
Технология создания пятна сварки определяет разделение процесса на несколько видов:
Точечная сварка
В этом случае сварка происходит в одной или нескольких точках одновременно. Прочность шва складывается из множества параметров.
Точечный метод является наиболее распространенным.
В данном случае на качество работы влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- продолжительность работы и степень очистки поверхности.
Современные аппараты для точечной сварки способны работать с производительностью 600 швов в минуту. Подобная технология используется для соединения частей прецизионной электроники, для соединения элементов кузова автомобилей, самолетов, сельскохозяйственной техники и имеет множество других областей применения.
Рельефная сварка
Принцип действия такой же, как и при точечной сварке, но основное отличие состоит в том, что сам сварной шов и электрод имеют аналогичную рельефную форму. Рельефность обеспечивается естественной формой деталей или созданием специальной штамповки. Как и точечная сварка, эта технология используется практически повсеместно и служит дополнением, способным сваривать рельефные детали. Его можно использовать для крепления кронштейнов или опорных деталей к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при котором несколько сварных швов сближаются или перекрываются, образуя единый монолитный шов.Если между точками есть нахлест, то получается герметичный шов, при близком расположении точек шов не герметизируется. Поскольку шов с использованием расстояния между точками не отличается от шва, созданного точечным швом, такие приспособления используются редко.
В промышленности более популярным является герметичный шов внахлест, с помощью которого создаются резервуары, бочки, баллоны и другие емкости.
Стыковая сварка
Здесь части соединяются, прижимаются друг к другу, а затем сливаются по всей плоскости контакта.Технология имеет свои разновидности и делится на несколько видов в зависимости от типа металла, его толщины и желаемого качества соединения.
Сварочный ток протекает через стык деталей, плавит их и надежно соединяет
Самый простой способ — контактная сварка, подходит для легкоплавких деталей с небольшой площадью пятна контакта. Сварка горячим расплавом и плавлением подходит для более прочных металлов и большого поперечного сечения. Таким образом, части кораблей, якоря и т. Д.сварены.
Выше описаны наиболее популярные и применяемые, но есть и такие виды точечной сварки:
- наложение стыкового шва осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такое приспособление, можно получить неплотный сплошной шов, состоящий из множества сварных точек;
- точечная часть сваривается по текущему разгрузке, однако шов состоит не из сплошного пятна контакта, а из множества точек;
- по методу Игнатьева, при котором сварочный ток течет по свариваемым деталям, поэтому давление не влияет на нагрев продукта и его сварку.

Обозначение контактной сварки на чертеже
Согласно действующему стандарту условных обозначений, точечная сварка на чертежах имеет следующее обозначение:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечается основной линией, остальные конструктивные элементы — основной тонкой линией. Скрытый сплошной сварной шов показан пунктирной линией.
- Острия приварная. Видимые сварные швы на общем чертеже отмечены знаком «+», а скрытые швы не отмечены.
От видимого скрытого сплошного шва или видимой точки сварного шва проводится специальная линия с выноской, на которой отмечаются вспомогательные символы, стандарты, буквенно-цифровые символы и т. Д. В обозначении есть буква «К» — контакт и маленькая буква «т» — точка, обозначающая способ сварки и его разновидность. Швы, не имеющие обозначения, отмечаются линиями без полочек.
ГОСТ 15878-79 Регулирует размеры и конструкции контактных сварных соединений
.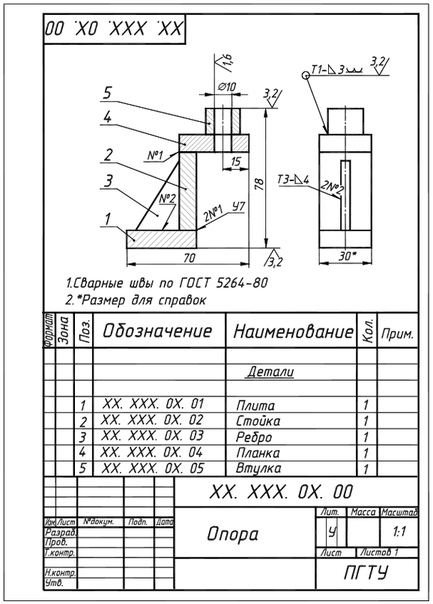
Вся основная информация предоставляется на линии лидера или под ней, в зависимости от стороны вызова (передняя или задняя).Вся необходимая информация о шве берется из соответствующего ГОСТа, который указывается в сноске или дублируется в таблице швов.
Уже более 150 лет людям известен метод соединения металлов, называемый точечной сваркой. Этот метод позволил автоматизировать и массовое производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований товаров для дома. Благодаря относительно простому принципу действия точечная сварка входит в жизнь обычных мастеров-любителей, автомехаников, жестянщиков.
Технология контактной сварки работает очень просто — детали плотно сжимаются, и мощный электрический импульс подается на кратчайшее расстояние. Металл нагревается, в месте соприкосновения образуется расплавленная сердцевина. Поскольку детали сжаты, происходит диффузия металлов. Ток отключается, острие остывает, металл кристаллизуется. Место сварки прочное, при попытке разорвать соединение материал рвется около точки.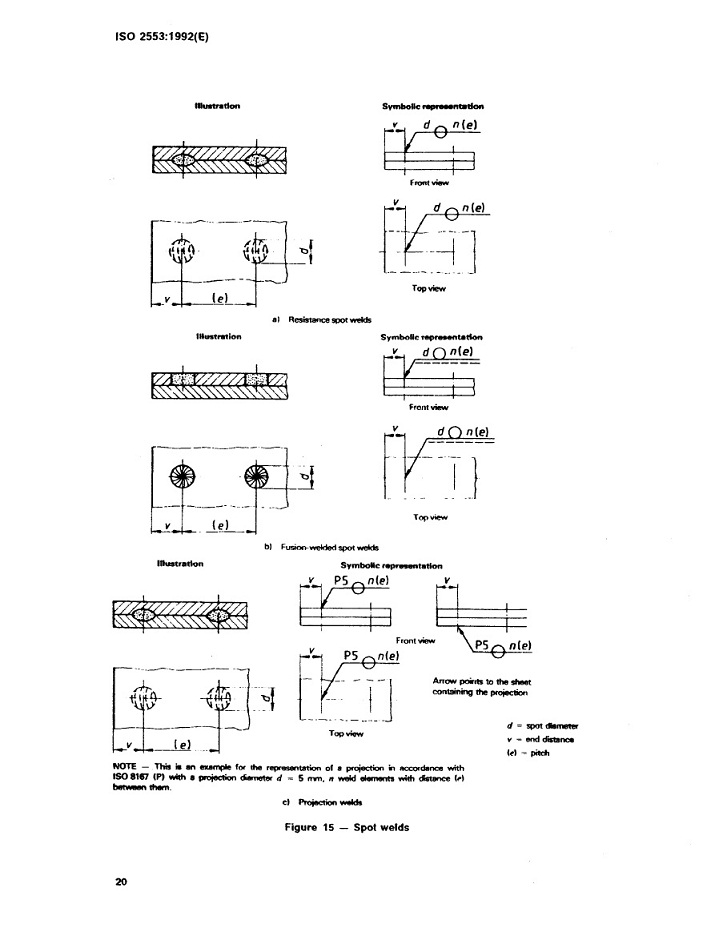 Принцип работы сварочных аппаратов заключается в генерации этого импульса и плотном сжатии деталей.
Принцип работы сварочных аппаратов заключается в генерации этого импульса и плотном сжатии деталей.
Чтобы импульс тока хорошо прогревал металл, он должен быть большой силы и низкого напряжения. Промышленные устройства обладают характеристиками: напряжение на контактах всего 1 — 3 вольта, способное дать силу тока 10 — 15 килоампер.
Аппарат точечной сварки
Любой аппарат для точечной сварки состоит из двух блоков:
Для получения мощного разряда при низком напряжении требуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и зажимного механизма. Клипсы поставляются с разными приводами:
- Механический. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет силы мышц. Они используются в самодельной или бытовой технике, не дают должного контроля степени сжатия и имеют низкую производительность.
- Пневматический Самый популярный для портативных портативных устройств, легко регулируемый путем изменения давления в воздушной линии.Недостаток относительно медленные, они не дают возможности изменения давления во время сварки.
- Гидравлический. Не так популярен, гидравлический привод тоже медленный, но имеет больший диапазон настроек благодаря использованию регулируемых байпасных клапанов.
- Электромагнитные Самые «молниеносные» используются как на портативных устройствах, так и на больших стационарных. Они позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться проплавления и отсутствия «брызг» металла.

Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных устройствах, использовании различных систем контроля тока и давления, а также робототехники для перемещения электродов.
Где применимо
Точечная сварка используется для соединения различных конструкционных металлов и сплавов.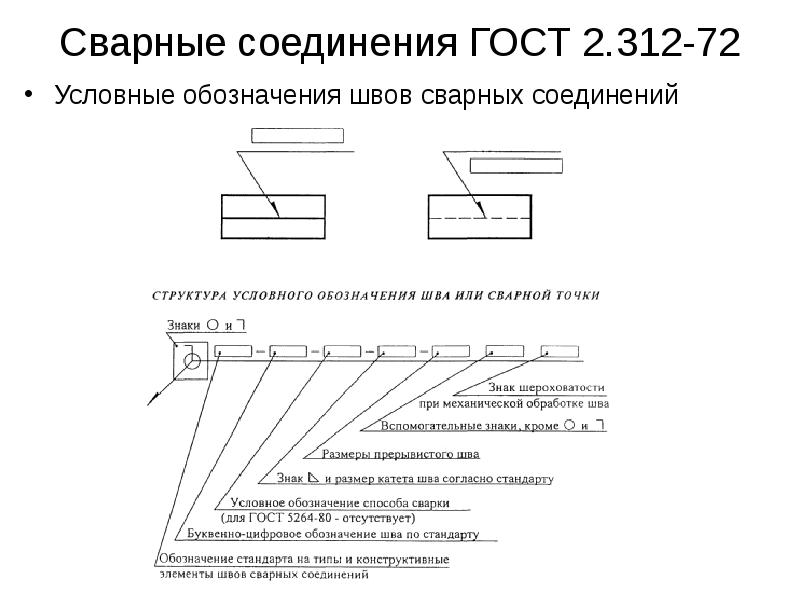 Технологические особенности — экологичность, скорость, надежность, простота автоматизации — позволяют широко использовать его в:
Технологические особенности — экологичность, скорость, надежность, простота автоматизации — позволяют широко использовать его в:
- автомобильные для сборки кузова;
- изготовление ювелирных изделий для соединения деталей;
- микроэлектроника для пайки микросхем;
- производство сварных арматурных каркасов для монолитных плит;
- производство корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность сцепления;
- технологичность;
- рентабельность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и масштабируемость.
Из недостатков можно выделить:
- Сложность диагностики сварного соединения;
- требований к чистоте металлов при сварке;
- Сложность настройки оборудования.

Оборудование и материалы для точечной сварки
Для приготовления необходимо очков:
- аппарат для точечной сварки;
- деталей сварные ленточные; Для защиты деталей от коррозии можно использовать токопроводящую грунтовку
- или мастику.
Безопасность точечной сварки
Главное при использовании аппаратов для точечной сварки — это соблюдение правил. При эксплуатации оборудования не должно быть открытых контактов, нарушений изоляции кабеля. При подключении устройства к сети все контакты должны соответствовать номинальным параметрам, использование дифавтоматов и заземления обязательно.
При работе с металлами используйте диэлектрические перчатки; ручка клеща должна быть надежно изолирована.
Средства защиты
Стандартный набор сварщиков вполне подходит для работы с точечной сваркой.Плотный халат, хлопчатобумажные или сплит-перчатки, прозрачный козырек или защитные очки, респиратор или капюшон — это весь комплект средств защиты.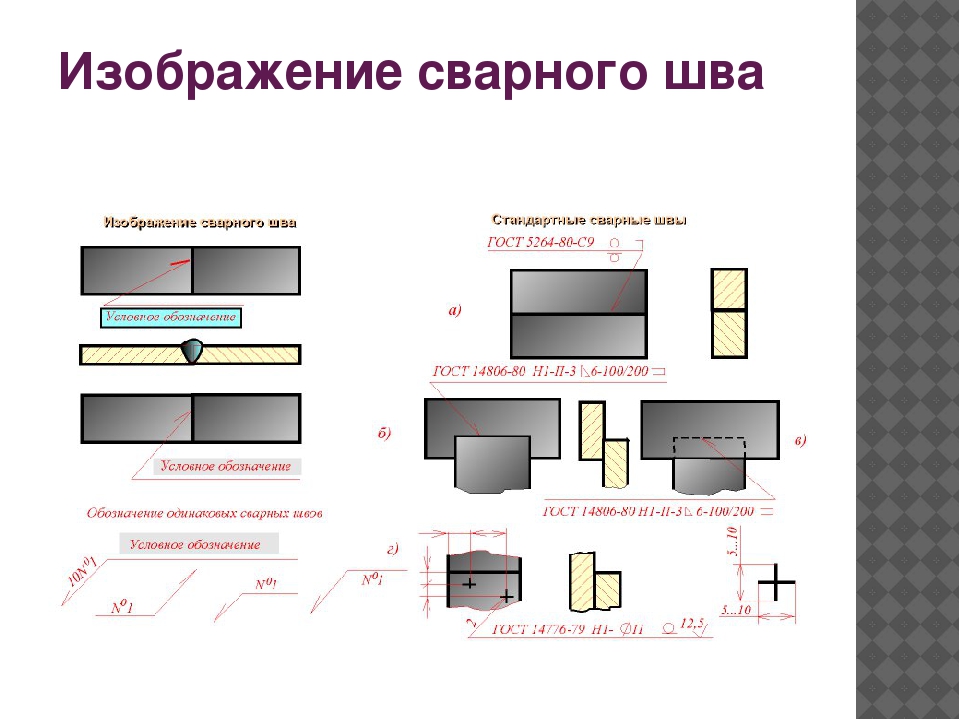
Меры безопасности
Всегда проверяйте оборудование перед началом работы! Детали корпуса должны быть надежно заземлены, ручки и захваты — изолированы.
Обслуживание и реконфигурация устройства выполняется в выключенном состоянии.
Педаль или кнопка управления должны находиться в удобном месте.
Сварщик должен крепко удерживать заготовку или инструмент и стоять твердо и устойчиво.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их типа, условий технология сварки может отличаться в деталях. Но в целом порядок работы такой же.
Точечное приготовление происходит в несколько этапов:
- Подготовка поверхности. Их необходимо очистить от токонепроводящих красок и окислов, а также плотно закрепить без напряжения.
- Обжатие деталей. Для этого клещевой привод плотно сжимает поверхности, они частично деформируются.Это необходимо для возникновения участков тока именно между контактами клещей.
- Нагрев деталей с помощью электрического импульса. Чем толще деталь, тем дольше она нагревается. Импульс может быть как постоянным, так и регулируемым током, переменным.
- В автоматах есть стадия ослабления давления на деталь — это необходимо для предотвращения выдавливания металла из расплавленного стержня. В ручных механических клещах этот шаг пропускается.
- Ток отключен. На глазом момент отключения тока можно определить по нагреву участка между электродами — как только металл начинает краснеть, ток отпускается.
- Зажим или поковка при охлаждении металла. Требуется для образования твердой кристаллической структуры места сварки.
- Товар готов.

В зависимости от типа металла применяются разные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля качества на рабочем месте. Среди дефектов можно выделить:
Среди дефектов можно выделить:
- Прогорание. Похоже на дырку в обеих частях, сросшиеся края легко отрываются. Если сила тока слишком высока, длительность импульса слишком велика или сила сжатия чрезмерна, металл перегревается и стекает. Чтобы снизить риск прожога, стоит уменьшить силу тока или давление.
- Брызги. При сильном сжатии или длительном слабом импульсе металл покидает расплавленную сердцевину, и на его месте образуется пустота. При работе брызги выглядят как искры, вылетающие из точек. До определенного предела брызги не причинят вреда, так как компенсируются сжатием деталей, но острие будет менее надежным — неизбежно уменьшится толщина вокруг острия.
- Непробиваемость. Слабый импульс, недостаточное усилие сжатия, ослабление клещей при сварке приводят к перегреву сердечника.Такая точка будет «приклеиваться», но под нагрузкой оторваться. Отсутствие плавления может возникнуть, если точки сварки расположены поблизости — соседняя точка действует как шунт, через который проходит часть электрической энергии. Соответственно, на расплавленный металл он не будет расходоваться.
- Уменьшенный диаметр сварного шва. Если импульс короткий или детали не плотно прилегают, образуется недостаточная площадь плавления. В этом случае в одной точке может быть один или несколько микроплавов, которые в сумме намного слабее монолитной точки.
 Соответственно, на расплавленный металл он не будет расходоваться.
Соответственно, на расплавленный металл он не будет расходоваться.Трещины и разрушение основного металла. Возникают при отсутствии сжатия, близости точки к краю полосы нахлеста, загрязнении металла. Визуально с помощью лупы этот дефект легко обнаружить.
Исправление дефектов сварки
Диагностика точечной сварки — довольно сложная процедура. Обычные ультразвуковые методы исследования не дают точной картины, поэтому на заводах с автоматизацией проводят испытания с разрушением контрольных образцов.
Выявленные дефекты устраняются следующими способами:
- повторная точка кипения;
- сверление с последующей сваркой полуавтоматом;
- внешних брызг можно убрать;
- ковка горячей точки;
- установка приварных или глухих заклепок.
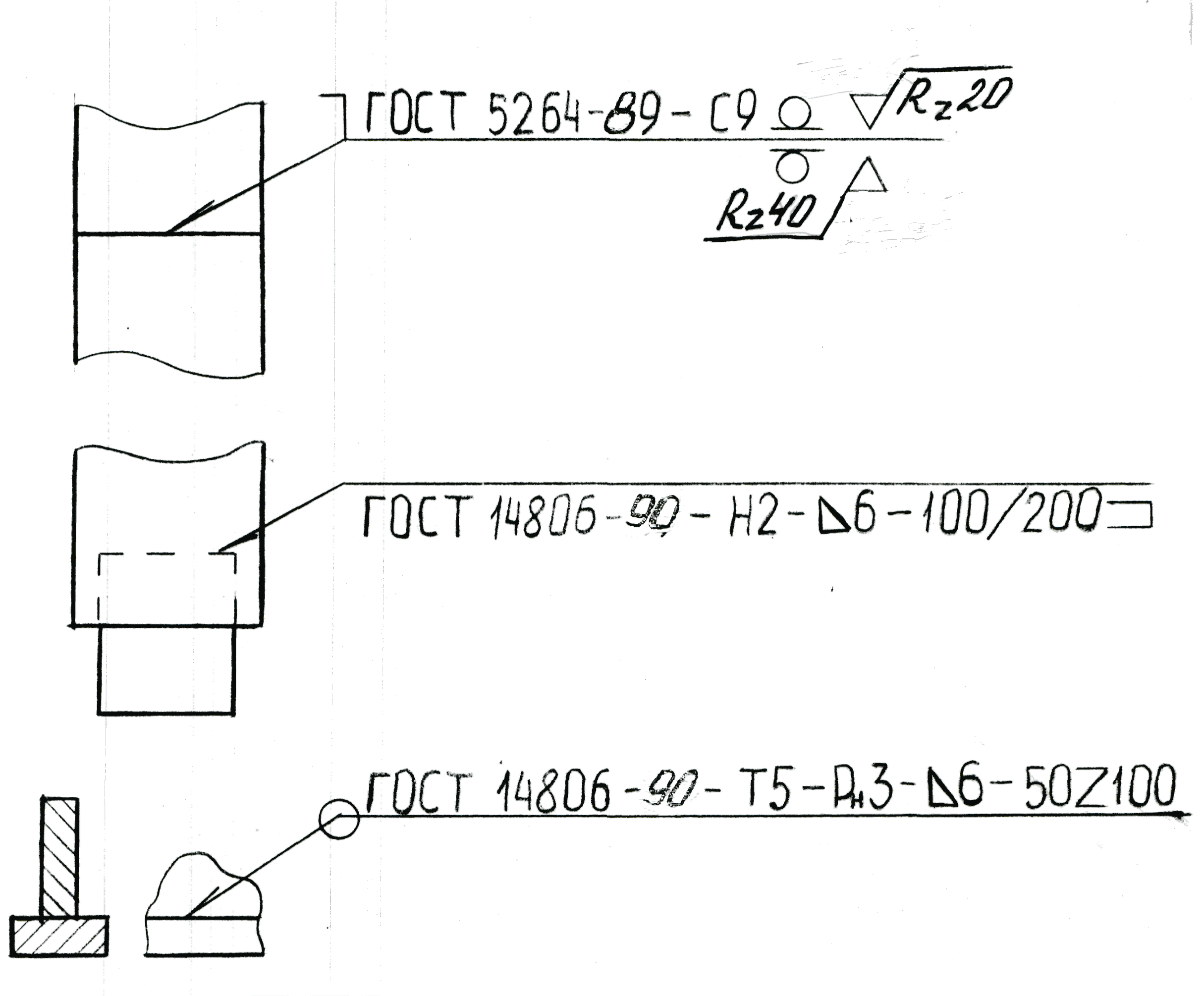
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается соответствующей технической документацией.Точечная сварка имеет на чертеже собственное обозначение, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначены контуры зоны сварки, а точки крестиков — это крестики. На боковом срезе точка сварки выглядит как стыкованные заштрихованные плоскости.
Обозначение точек сварки наносится на чертежи по ГОСТ 15878-79. Там же указаны все символы и дополнительные данные.
Сделай сам или сделай сам?
Несмотря на распространенность технологий, стоимость профессионального оборудования достаточно высока.Поэтому среди домашних мастеров встречаются схемы самостоятельного изготовления устройства для точечной сварки из простого трансформатора и механических клещей. Сделать своими руками можно мощное приспособление для соединения металла 4-5 мм или же ювелирное приспособление, в котором может помочь радиомеханик.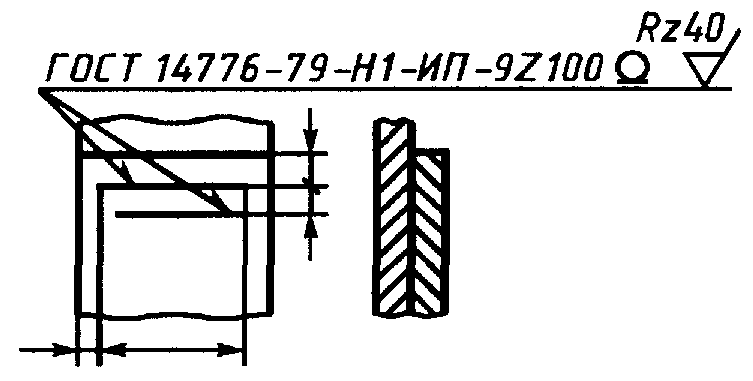 Ручная работа в гараже не требует дорогостоящего оборудования.
Ручная работа в гараже не требует дорогостоящего оборудования.
Такой аппарат вполне способен безответственно варить косяки. Если от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводской аппарат для точечной сварки с пневмоприводом штифта и настраиваемым контроллером, либо использовать другие виды сварки.
Качество изготовления заводских устройств выше, они рассчитаны на конкретные задачи, прочность соединений выше, соблюдены меры безопасности. Эти устройства позволяют много готовить и приспособлены для работы на производстве.
Задается следующими основными параметрами: сила или плотность тока, время нагрева, давление, диаметр рабочей части электрода. Кроме того, часто устанавливается время предварительного сжатия электродов. т комп, время ковки т н.п. Форма рабочей части электрода и материал для ее изготовления.Режимы специальных видов точечной сварки имеют дополнительные параметры.
Точечная сварка низкоуглеродистой стали, как и, может выполняться в очень широком диапазоне изменения параметров, однако каждый вариант режима имеет свое определенное соотношение параметров друг к другу.
Мягкие режимы характеризуются малой силой тока и большим временем нагрева, для жестких режимов сила тока большая, время нагрева — из режима вариант следует делать с учетом конкретных условий производства и требований к сварному стыку.
Точечная сварка
Особенности названных вариантов точечной сваркиМягкие режимы
Сварка в мягких режимах сопровождается образованием широкой зоны нагрева, что облегчает деформацию металла и позволяет ограничиться не очень высокими требованиями к точности правки заготовки, как на жестких режимах.
- Поскольку время нагрева увеличивается, степень влияния тепла от быстро исчезающего контактного сопротивления на общий нагрев здесь несколько снижается.
- Таким образом, требования к тщательной подготовке поверхности заготовки могут быть снижены.
- Мощность электрическая и механическая при сварке в мягких условиях требует более умеренных, чем при сварке в жестких режимах.
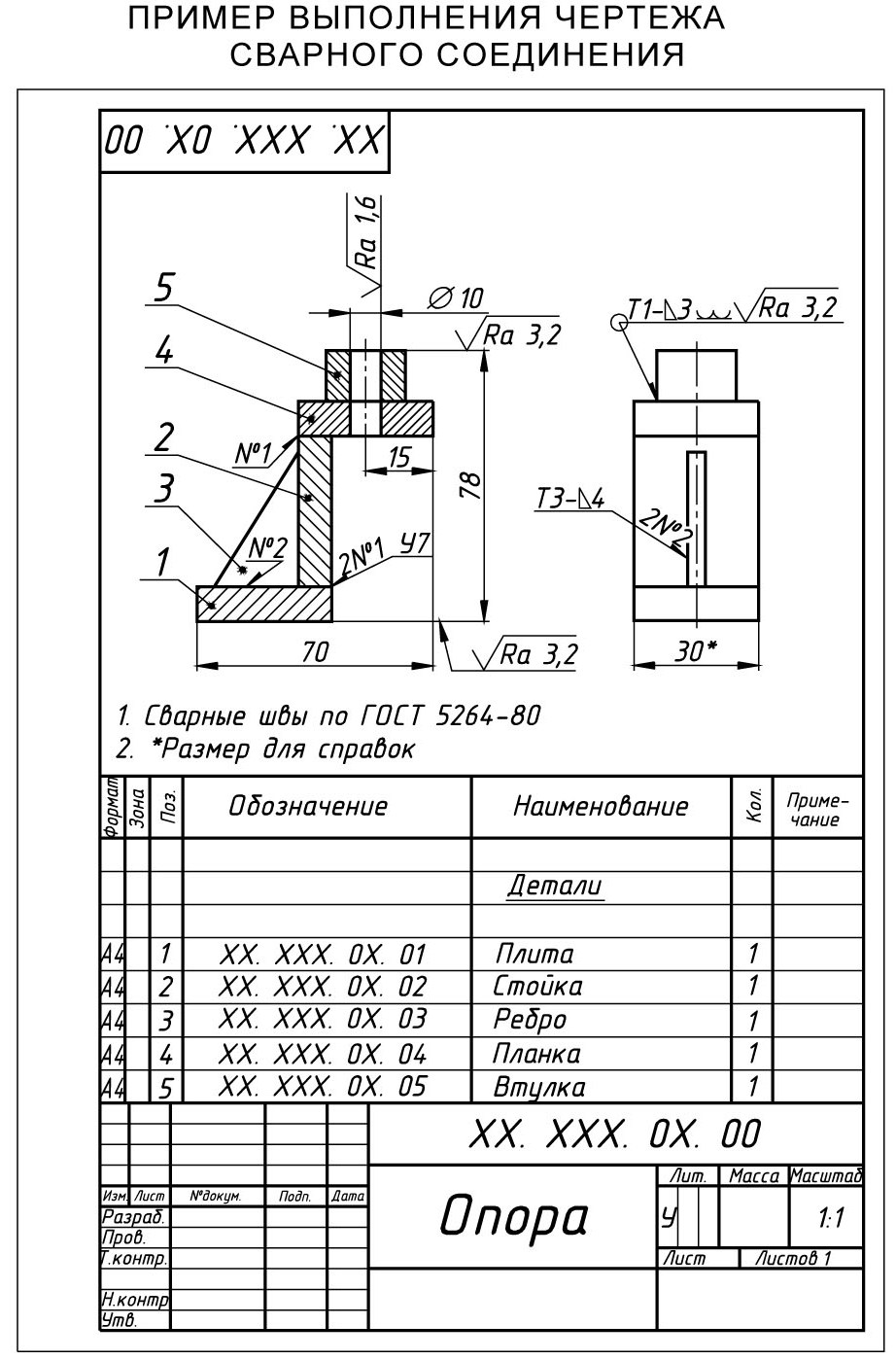
Точ. сварка
Жесткие режимы
Жесткие режимы обеспечивают лучшую производительность и меньшее энергопотребление. Из-за того, что поверхность деталей под электродами в сравнительно горячих условиях относительно меньше нагревается, электроды нагреваются слабее, и, несмотря на повышение давления, уменьшается их расход.Заметно уменьшаются глубина 2 вмятины в месте сварки и коробление продукта. В целом, жесткие режимы целесообразны, прежде всего, при массовом производстве, где прирост производительности и энергопотребления полностью окупит дополнительные затраты, связанные с приобретением, эксплуатацией и питанием более мощного оборудования.
Сила и плотность тока.
С увеличением толщины свариваемых листов сила тока должна увеличиваться.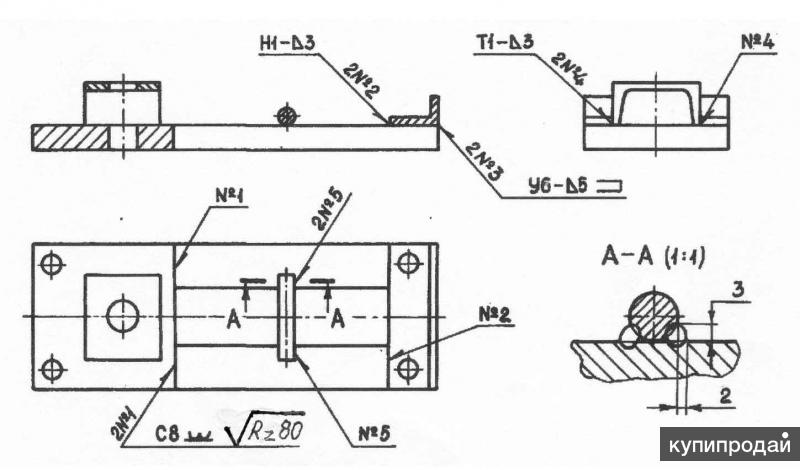 Для сварки низкоуглеродистых сталей средней толщины на серийных станках примерный выбор силы тока л может осуществляться по следующему соотношению:
Для сварки низкоуглеродистых сталей средней толщины на серийных станках примерный выбор силы тока л может осуществляться по следующему соотношению:
l = 6500q a ,
Где q — толщина свариваемых листов в мм.
При сварке листов различной толщины выбор параметров производится при условии достаточного нагрева и деформации более тонкого листа. Следовательно, в данном соотношении и в последующем q назначается более тонкому листу.
Плотность тока I для жестких режимов выбирается в диапазоне 120 — 360 д / лм *, для мягких — 80-160 а мм2.
По мере увеличения толщины листов, то /? снижается. Когда металл свариваемых деталей имеет повышенную теплопроводность и электрическую проводимость, плотность тока должна увеличиваться.Так, при сварке алюминия или его сплавов плотность тока иногда достигает 1000 А / мм2 и выше. Как упоминалось ранее, плотность тока следует выбирать более высокой, когда по какой-либо причине давление считается повышенным.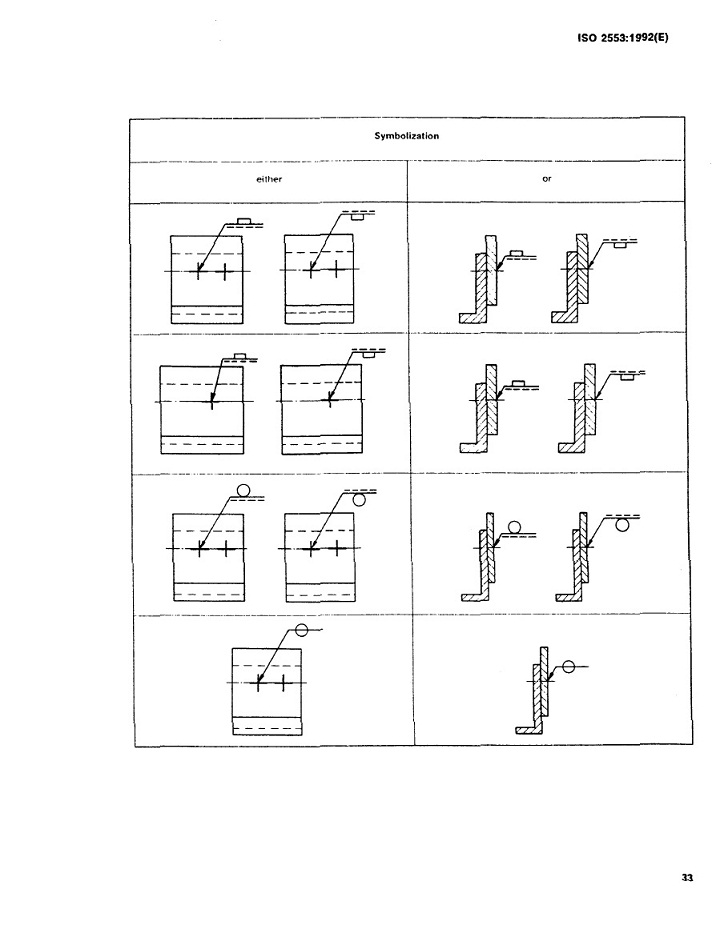
Точечная контактная сварка
Время нагрева
Как и сила тока, время нагрева (tcs) увеличивается с толщиной деталей. Ориентировочно для сварки низкоуглеродистой стали в тяжелых условиях время нагрева можно выбрать соотношением
tce — (0,1 -f-0.2) каждые сек,
где q — толщина более тонкого листа в мм.
Для сварки листов толщиной до 3 мм в мягких режимах выбор времени нагрева может осуществляться по соотношению.
I = (0,8 × 1) q сек.
Слишком продолжительный нагрев может вызвать перегрев металла в зоне сварки.
Для сварки металлов с высокой теплопроводностью время сварки предполагается малым (с большой силой тока), при сварке закаленных сталей, наоборот, во избежание образования закалочных трещин при быстром охлаждении время нагрева часто увеличиваться (с соответствующим уменьшением тока).
Ход точечной сварки
Давление
Выбор давления (P) производится в зависимости от толщины, состояния и материала заготовок, а также от характера принятого режима нагрева.
Для сварки низкоуглеродистой стали давление в зависимости от толщины выбирается по формуле
P = (60 × 200) q кг.
где q — толщина в мм.
Удельное давление имеет предел 3 × 10 кг / мм2.
Мягкая горячекатаная сталь может сопрягаться при более низких давлениях. Холоднокатаный прокат, получивший повышенную твердость при закалке, требует некоторого повышения давления (на 20-30%). Когда заготовки плохо расправлены и покороблены, то перед тем, как плотно сжимать листы в разрезе сиам, приходится делать правку под электродами. Общая требуемая сила в этом случае должна быть увеличена, особенно при больших толщинах. Так, для листов толщиной 3-6 мм только это дополнительное усилие составляет 100-400 к. По той же причине усилие также должно увеличиваться, когда точки расположены около тех мест сварной сборки, где сжатие листа затруднено (около ребер и других ребер жесткости, а также в местах сопряжения деталей с радиусом и т. Д. .).
Удельное давление увеличивается с увеличением прочности свариваемого металла.
 При сварке низколегированных сталей оно может составлять 120–160% от удельного давления для низкоуглеродистой стали, при сварке аустенитных и жаропрочных сталей и сплавов, но увеличивается в 2–3 раза.
При сварке низколегированных сталей оно может составлять 120–160% от удельного давления для низкоуглеродистой стали, при сварке аустенитных и жаропрочных сталей и сплавов, но увеличивается в 2–3 раза.- Диаметр электрода. Диаметр электрода ( d) определяет плотность тока, удельное давление и степень интенсивности охлаждения поверхности детали.
- Диаметр электрода относительно мало влияет на электрическое сопротивление зоны сварки, только на последней стадии нагрева, когда достигается полный контакт поверхностей электрода и детали.
- Следовательно, при длительном нагреве влияние диаметра электрода более выражено.Диаметр электрода увеличивается с толщиной деталей.
- Для толщины до 3 мм диаметр электрода рассчитывается по следующей формуле:
D = 2 q + 3мм
где q — толщина более короткого листа.
Для деталей большей толщины расчет ведется по формуле
Изменение диаметра электрода часто используется для выравнивания нагрева во время сварки деталей, которые неодинаковы по толщине или характеру металла.
В процессе сварки под действием сильного нагрева и большой механической нагрузки рабочая часть электрода изменяется с образованием грибовидного утолщения, а поверхность загрязняется оксидами металлов. Увеличение фактического диаметра электрода при постоянном токе и усилиях сжатия означает уменьшение плотности тока и удельного давления. В результате этого интенсивность нагрева в сварочном контакте значительно снижается, затрудняется уплотнение металла и сварка может быть некачественной.Кроме того, загрязнение поверхности электродов может вызвать повышение переходного сопротивления, перегрев и даже сплавление поверхности листов. Обычно считается, что увеличение диаметра более чем на 10% из-за износа уже недопустимо. Такие электроды следует очистить напильником, специальным приспособлением или отшлифовать.
Время предварительного сжатия
Под временем предварительного сжатия пола понимается время от начала приложения давления до начала нагрева.Этого должно быть достаточно, чтобы механизм сжатия успел уменьшить электроды и развить давление до заданного значения.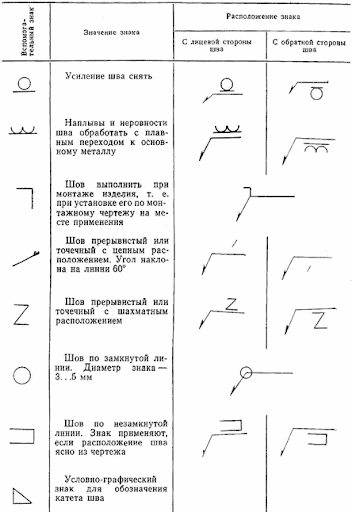 Этот параметр не оказывает прямого влияния на тепловые процессы при сварке. Для повышения производительности этот параметр следует уменьшить, насколько позволяет скорость механизма сжатия.
Этот параметр не оказывает прямого влияния на тепловые процессы при сварке. Для повышения производительности этот параметр следует уменьшить, насколько позволяет скорость механизма сжатия.
Время ковки
Время ковки (tnp) определяется продолжительностью времени, в течение которого уже свариваемая точка находится под действием сжатия электродов. Этот параметр влияет на скорость охлаждения металла после сварки, так как после нагрева в условиях плотного контакта электродов и детали тепло из зоны сварки особенно быстро передается на электроды.
При сварке закаленных сталей ускоренное охлаждение может вызвать трещины, поэтому время ковки следует сократить.
Однако во всех случаях давление не следует сбрасывать до истечения некоторого времени, необходимого для полного затвердевания и затвердевания сердцевины. В противном случае деформированные при сварке листы, пытаясь упруго вернуться в исходное положение, могут разрушить еще не остывший сердечник. С увеличением толщины увеличивается время ковки, так как увеличивается объем нагретого металла и время охлаждения.
С увеличением толщины увеличивается время ковки, так как увеличивается объем нагретого металла и время охлаждения.
Одним из методов сварки является точечная сварка. Его суть заключается в плотном соединении в определенной точке двух частей и пропускании через точку контакта электрического тока.
Аппараты для точечной сварки востребованы во многих отраслях промышленности. Для использования в повседневной жизни они научились делать это самостоятельно, используя трансформаторы или конденсаторную систему.
В процессе точечной сварки можно выделить три фазы. На первом этапе заготовки сжимаются, что приводит к пластической деформации в точке контакта.Для этого аппарат контактной сварки оснащается специальными клещами или другими подобными приспособлениями.
Во второй фазе в контактную зону подается ток, который вызывает плавление металла в точке соединения и образование расплавленной сердцевины. По мере прохождения тока ядро расширяется до максимума. Сжатие соединяемых продуктов вызывает появление плотной ленты вокруг жидкого ядра, препятствующей растеканию расплавленного металла.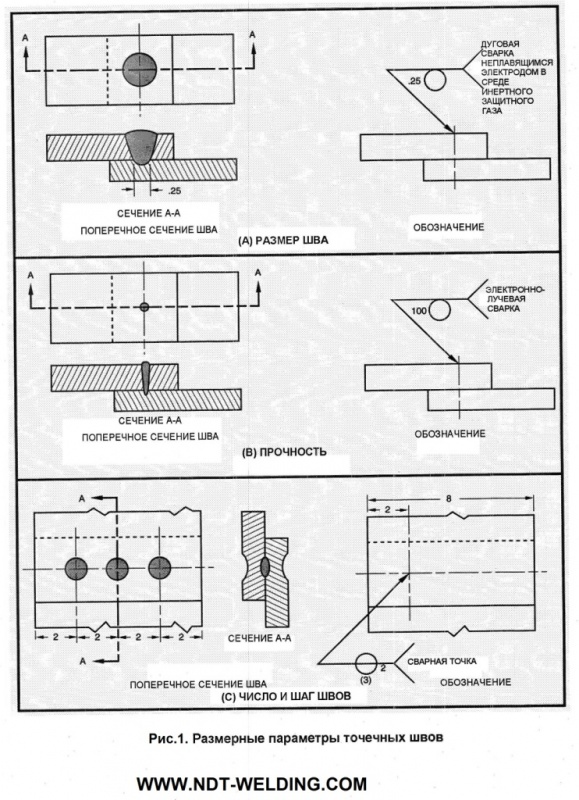
На третьем этапе сварочный ток отключается, металл остывает и кристаллизуется.Чтобы снять напряжение при охлаждении, некоторое время сохраняется сила прижима.
Требования к сварным соединениям определены государственным стандартом — ГОСТ 15878-79. Около. Какие электроды можно использовать в аппаратах для точечной контактной сварки, описано в ГОСТ 14111-90. Их изготавливают из меди или легируют хромом, кадмием, циркониевой бронзой.
Виды оборудования
При точечной сварке аппарат может производить ток различных видов и частот. По этим отличительным признакам сварочное оборудование делится на четыре класса:
- точечная контактная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройств конденсаторного типа;
- Сварка постоянного тока.
В производстве имеются аппараты многоточечной контактной сварки для сварных решеток. В таких устройствах сварка происходит одновременно в нескольких точках. У любого оборудования есть свои преимущества, но наиболее популярными стали одноточечные устройства переменного тока.
У любого оборудования есть свои преимущества, но наиболее популярными стали одноточечные устройства переменного тока.
Работа от переменного тока
Аппарат для контактной сварки на переменном токе представляет собой трансформатор с двумя электродами во вторичной обмотке. Медь используется в качестве материала электродов для контактной точечной сварки. Между электродами помещаются детали, которые прижимаются друг к другу специальным приспособлением.
В первичной обмотке установлен тиристорный модуль, через который на обмотку подается питающее напряжение 220 В или 380 В. Подав управляющий сигнал на тиристор, можно получить необходимую продолжительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, поступающего на вторичную обмотку.
Если используются несколько первичных обмоток, набор коэффициентов трансформации можно получить, комбинируя их соединение.В результате во вторичной обмотке получается несколько уровней напряжения и тока.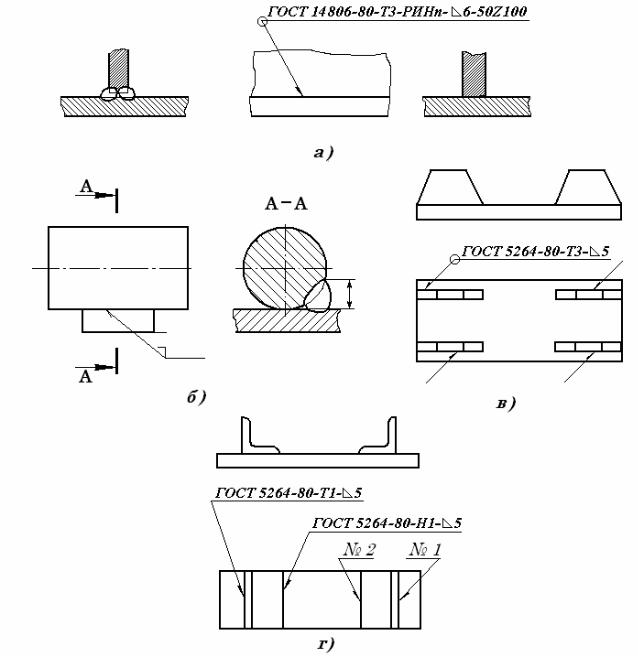 Это позволяет аппарату для контактной точечной сварки работать в разных режимах.
Это позволяет аппарату для контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, панель управления и схему контроллера.
Комплектующие для конденсаторов
Аппарат для точечной сварки может состоять из конденсаторного зарядного устройства, большой батареи емкостью, блока управления и электродов с механизмом зажима заготовки.
Принцип контактной сварки заключается в начальном достаточно длительном накоплении электрической энергии на пластинах конденсаторов и ее мгновенном высвобождении при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной аккумуляторной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
За счет постоянства емкости аккумулятора достигается нормированное энерговыделение на сварочный импульс, что позволяет получить стабильный результат независимо от изменений напряжения в сети и других характеристик сети.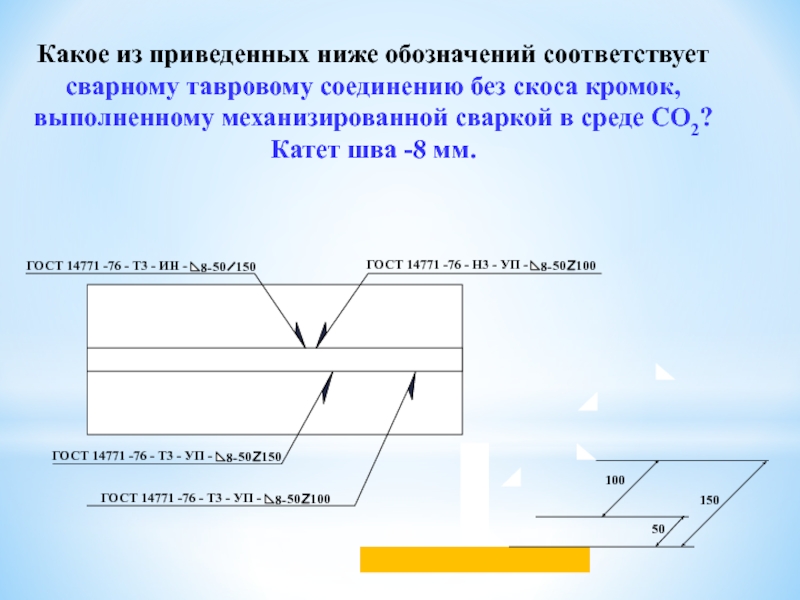
Сварка сопротивлением конденсатора длится миллисекунды, что приводит к мощному выделению энергии на небольшой площади контакта.Это позволяет использовать его при сварке сплавов с высокой теплопроводностью, таких как медь, а также металлов с различными тепловыми характеристиками.
Аппараты для точечной сварки емкостным контактом с жесткой характеристикой, быстрым разрядом широко используются в электронике и приборостроении.
При расчете энергии, необходимой для сварки конкретного соединения, можно использовать формулу:
где C — емкость в фарадах, W — энергия в ваттах; U — напряжение зарядки в вольтах.Включая активное переменное сопротивление в цепь заряда, вы можете регулировать величину тока заряда, время заряда и потребляемую мощность.
Где используется метод
— это кратковременное воздействие на подключенные изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение от 1 до 2-3 вольт. В этом случае необходимо усилие в точке сварки от десятков до сотен килограммов. Небольшая площадь контакта приводит к небольшой площади расплавленного металла.
В этом случае необходимо усилие в точке сварки от десятков до сотен килограммов. Небольшая площадь контакта приводит к небольшой площади расплавленного металла.
Благодаря этим особенностям точечная сварка применяется при сварке металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили его применение в радиоэлектронике, приборостроении, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Автомастерские невозможно представить без аппаратов для точечной сварки. При удалении вмятин они незаменимы. Все автомобили и самолеты созданы с помощью контактной сварки. Практически все литиевые батареи в ноутбуках подключаются с помощью.
Плюсы и минусы технологий
Технология получила широкое распространение благодаря простоте и удобству использования сварочного оборудования, высокой производительности. Устройство может выполнять несколько сотен сварных швов в минуту при низких затратах энергии, при этом не выделяя вредных веществ в атмосферу.
Технологию легко автоматизировать. Для сварки не требуется сварочная проволока, добавки или флюсы. Соединение прочное и без остаточной деформации.
Единственный недостаток — неплотное соединение продуктов.Устройство работает с перебоями, замыкая соединения в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что в основном металле возникают трещины, поскольку точки сварки имеют большую толщину. Время сварки и прижимная сила имеют решающее значение. Если их неправильно рассчитать, то аппарат будет готовиться с дефектами.
Есть три основных типа дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки соприкосновения;
- непровар в точке контакта:
- изменение физико-химических свойств металла в месте сварки.
Самым опасным является отсутствие зоны заброса. Происходит термическое соединение, при котором соединение может выдерживать незначительные нагрузки.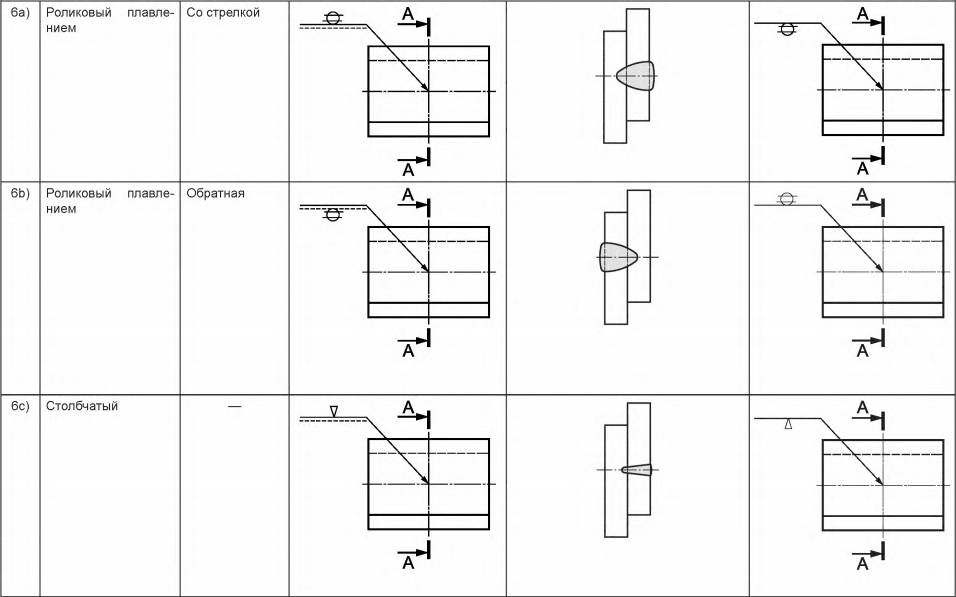 При переменных нагрузках и перепадах температур происходит разрыв соединения.
При переменных нагрузках и перепадах температур происходит разрыв соединения.
Прочность нарушается из-за сильного давления электродов аппарата контактной сварки, которое вызывает вмятины. Также ослабляется прочность в брызгах металла.
Причины неисправностей
Отсутствие проплавления часто вызвано слабым током или износом электродов контактной площадки.Небольшой ток может быть связан со слишком маленьким зазором между точками сварки, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и применением специального оборудования.
Внешние трещины возникают из-за чрезмерно большого импульсного тока аппарата, слабого сжатия, загрязнения области сварки, что изменяет параметры сварочного контура. Дефект выявляется при визуальном осмотре при использовании лупы.
С глубокими вмятинами от электрода необходимо разбираться в его контактной части.Возможно, причина в том, что радиус кривизны контактной площадки слишком мал, а сила зажима слишком велика. Дефект определяется визуально.
Дефект определяется визуально.
Причина того, что при внутреннем разбрызгивании металл перетекает в область между деталями, может быть превышение сварочного тока аппарата, времени сварки и отсутствие сжатия. Неисправность определяется специальными приспособлениями, устраняется визуально по неплотному соединению деталей.
Внешний скачок напряжения возникает, когда превышаются продолжительность и сила тока, давление и деформация электродов малы.Это видно невооруженным глазом.
Внутренние трещины возникают в результате сочетания таких причин, как чрезмерный ток, время воздействия, загрязненная поверхность, недостаточное сжатие и отсутствие эффектов ковки во время кристаллизации. Дефекты выявляются специальным оборудованием.
Смещение сердечника происходит из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причина прожога — недостаточное зажатие подключаемых изделий, их загрязнение.
Устранение дефектов производится повторением процесса сварки. Если выполнить сварку невозможно, например, недопустим многократный нагрев изделия, то лучше просверлить дефектный участок и поставить заклепку.
Если выполнить сварку невозможно, например, недопустим многократный нагрев изделия, то лучше просверлить дефектный участок и поставить заклепку.
Точечная сварка — это разновидность контактной сварки. В этом методе металл нагревается до температуры плавления за счет тепла, которое образуется, когда большой электрический ток проходит от одной детали к другой через место их контакта. Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых металлических участков.
Особенности контактной точечной сварки: короткое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000 А), низкое напряжение в сварочной цепи (1-10 В, обычно 2-3 В), значительное усилие сжимает положение сварки (от нескольких десятков до сотен кг), небольшая зона плавления.
Точечная сварка чаще всего применяется для соединения листовых заготовок внахлест, реже — для сварочных материалов.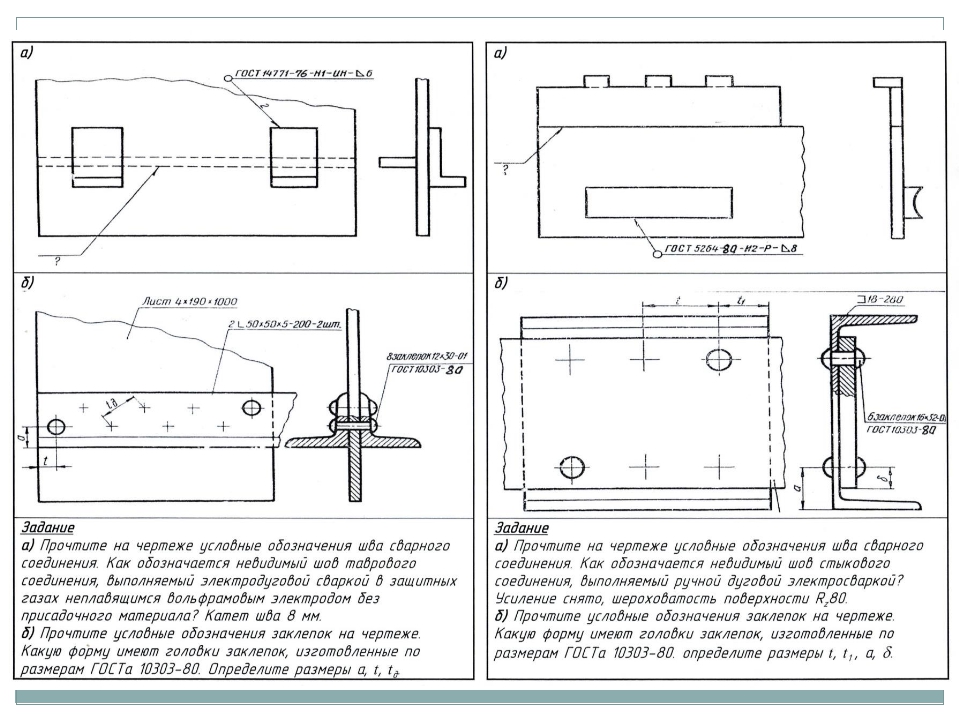 Диапазон свариваемых им толщин составляет от нескольких микрометров до 2-3 см, но чаще всего толщина свариваемого металла колеблется от десятых долей до 5-6 мм.
Диапазон свариваемых им толщин составляет от нескольких микрометров до 2-3 см, но чаще всего толщина свариваемого металла колеблется от десятых долей до 5-6 мм.
Помимо точечной сварки существуют и другие виды контактной сварки (стыковая, шовная и т. Д.), Но точечная сварка является наиболее распространенной. Он будет использоваться в автомобильной промышленности, строительстве, электронике, авиастроении и многих других отраслях. В частности, при строительстве современных судов производится несколько миллионов сварных точек.
Заслуженная популярность
Большой спрос на точечную сварку обусловлен рядом преимуществ, которыми она обладает.Среди них: отсутствие необходимости в сварочных материалах (электроды, присадочные материалы, флюсы и т. Д.), Незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратные стыки (практически без сварных швов), экологичность, экономичность, воздействие легкая механизация и автоматизация, высокая производительность. Аппараты для точечной сварки способны выполнять до нескольких сотен сварочных циклов (точек сварки) в минуту.
Аппараты для точечной сварки способны выполнять до нескольких сотен сварочных циклов (точек сварки) в минуту.К недостаткам можно отнести недостаточную герметичность шва и концентрацию напряжений в месте сварки.Причем последнее можно значительно уменьшить или даже исключить специальными технологическими приемами.
Последовательность процесса точечной сварки сопротивлением
Весь процесс точечной сварки можно разделить на 3 этапа.- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепи электрод-часть-часть-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его плавлению в зоне соединения и образованию жидкого ядра.По мере прохождения тока сердечник увеличивается по высоте и диаметру до максимального размера. Образование связей в жидкой фазе металла. В этом случае пластиковая осадка контактной зоны продолжается до окончательных размеров. Сжатие деталей обеспечивает формирование вокруг расплавленного сердечника уплотнительной ленты, препятствующей вытеканию металла из зоны сварки.
- Отключение тока, охлаждение и кристаллизация металла, заканчивающиеся образованием расплавленного ядра. При охлаждении объем металла уменьшается и возникают остаточные напряжения.Последние — нежелательное явление, с которым борются разными способами. Сила, сжимающая электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях на завершающем этапе контактной точечной сварки рекомендуется даже увеличить усилие зажима. Обеспечивает ковку металла, устраняя неоднородность шва и снимая напряжение.

В следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (I CB), длительность его импульса (t CB), сила сжатия электродов (F CB), размер и форма рабочих поверхностей электродов (R — со сферической, d E — с плоской формой). Для лучшей визуализации процесса эти параметры представлены в виде циклограммы, отражающей их изменение во времени.Различают жесткий и мягкий режимы сварки.Первый отличается большим током, небольшой длительностью импульса тока (0,08-0,5 секунды в зависимости от толщины металла) и большой силой сжатия электродов. Он используется для сварки медных и алюминиевых сплавов с высокой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
В мягком режиме выполняется более плавный нагрев заготовок относительно небольшим током. Длительность сварочного импульса составляет от десятых долей до нескольких секунд.Мягкие режимы показаны для закаленных сталей. В основном, для точечной сварки в домашних условиях используются мягкие режимы, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Размеры и форма электродов . Используя электроды, сварочный аппарат находится в прямом контакте со свариваемыми деталями. Они не только подают ток в зону сварки, но также передают силу сжатия и отводят тепло. Форма, размер и материал электродов — важнейшие параметры аппаратов для точечной сварки.
В зависимости от формы электроды делятся на прямые и фигурные. Первые наиболее распространены, они используются для сварки деталей, допускающих свободный доступ электродов к зоне сварки. Их размеры стандартизированы ГОСТ 14111-90, которым устанавливаются такие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
По форме рабочей поверхности различают электроды с плоским и сферическим наконечниками, характеризующиеся значениями диаметра (d) и радиуса (R) соответственно.Площадь контакта электрода с деталью зависит от значений d и R, влияющих на плотность тока, давление и размер сердечника. Электроды со сферической поверхностью имеют большее сопротивление (они могут оставлять больше точек для переточки) и менее чувствительны к деформациям при установке, чем электроды с плоской поверхностью. Поэтому со сферической поверхностью рекомендуется изготавливать электроды, используемые в клещах, а также фигурные электроды, работающие с большими прогибами.При сварке легких сплавов (например, алюминия, магния) используются только электроды со сферической поверхностью. Использование для этой цели электродов с плоской поверхностью приводит к чрезмерным вмятинам и поднутрениям на поверхности острия и увеличению зазоров между деталями после сварки. Размеры рабочей поверхности электродов подбираются в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью можно использовать практически во всех случаях точечной сварки, а электроды с плоской поверхностью очень часто не применяются.
* — в новом ГОСТе вместо диаметра 12 мм вводятся 10 и 13 мм.
Посадочные части электродов (места, присоединенные к электрическому держателю) должны обеспечивать надежную передачу электрического импульса и зажимного усилия. Часто они выполняются в виде конуса, хотя есть и другие виды соединений — на цилиндрической поверхности или резьбе.
Материал электродов очень важен, определяя их электрическое сопротивление, теплопроводность, термостойкость и механическую прочность при высоких температурах.При этом электроды нагреваются до высоких температур. Термоциклический режим работы в сочетании с механической переменной нагрузкой вызывает повышенный износ рабочих частей электродов, в результате чего ухудшается качество соединений. Чтобы электроды могли выдерживать тяжелые условия эксплуатации, они изготовлены из специальных медных сплавов, обладающих жаропрочностью, а также высокой электрической и теплопроводностью. Чистая медь тоже способна работать в качестве электродов, но имеет низкое сопротивление и требует частой переточки рабочей части.
Сварочный ток . Сила сварочного тока (I CB) — один из основных параметров точечной сварки. От него зависит не только количество тепла, выделяющееся в зоне сварки, но и градиент его увеличения во времени, то есть скорость нагрева. Размеры сварного сердечника (d, h и h 1), увеличивающиеся пропорционально увеличению I CB, напрямую зависят от I CB.
Следует отметить, что ток, протекающий через зону сварки (I CB), и ток, протекающий во вторичной цепи сварочного аппарата (I 2), отличаются друг от друга — и чем больше, тем меньше расстояние между ними. точки сварки.Причиной этого является шунтирующий ток (I W), протекающий за пределами зоны сварки, в том числе через ранее завершенные точки. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину шунтирующего тока:
I 2 = I CB + IW
Для определения силы сварочного тока необходимо могут использовать разные формулы, содержащие различные эмпирические коэффициенты, полученные экспериментально. В тех случаях, когда точное определение сварочного тока не требуется (что бывает чаще всего), его значение берется по таблицам, составленным для разных режимов сварки и различных материалов.
Увеличение времени сварки позволяет производить сварку с токами, намного меньшими, чем указанные в таблице для промышленных машин.
Время сварки . Под временем сварки (t СВ) понимают длительность импульса тока при выполнении одной точки сварки. Вместе с силой тока он определяет количество тепла, которое выделяется в зоне соединения при прохождении через нее электрического тока.
С увеличением t CB увеличивается проникновение деталей и увеличивается размер сердцевины расплавленного металла (d, h и h 1).В то же время увеличивается отвод тепла от зоны плавления, детали и электроды нагреваются, а тепло отводится в атмосферу. По достижении определенного времени может наступить состояние равновесия, в котором вся подводимая энергия удаляется из зоны сварки без увеличения проплавления деталей и размера сердечника. Следовательно, увеличение t CB целесообразно только до определенного момента.
При точном расчете длительности сварочного импульса необходимо учитывать множество факторов — толщину деталей и размер точки сварки, температуру плавления свариваемого металла, его предел текучести, коэффициент накопления тепла, и т.п.Существуют сложные формулы с эмпирическими зависимостями, по которым при необходимости они рассчитываются.
На практике чаще всего время сварки принимают по таблицам, при необходимости корректируя принятые значения в ту или иную сторону в зависимости от результатов.
Сила сжатия . Сила сжатия (F CB) влияет на многие процессы контактной точечной сварки: пластические деформации, возникающие в соединении, выделение и перераспределение тепла, охлаждение металла и его кристаллизация в сердечнике.С увеличением F CB деформация металла в зоне сварки увеличивается, плотность тока уменьшается, электрическое сопротивление в участке электрод-заготовка-электрод уменьшается и стабилизируется. При неизменных размерах сердечника прочность точек сварного шва увеличивается с увеличением силы сжатия.
При сварке в тяжелых условиях используются более высокие значения F CB, чем при мягкой сварке. Это связано с тем, что с увеличением жесткости увеличивается мощность источников тока и проплавление деталей, что может привести к образованию брызг расплавленного металла.Для предотвращения этого как раз и предназначена большая сила сжатия.
Как уже отмечалось, для ковки точки сварки с целью снятия напряжений и увеличения плотности сердечника технология контактной точечной сварки в некоторых случаях предусматривает кратковременное увеличение силы сжатия после отключения электрического импульса. Циклограмма в этом случае выглядит следующим образом.
При производстве простейших аппаратов контактной сварки для домашнего использования нет особых причин заниматься точным расчетом параметров.Примерные значения диаметра электродов, сварочного тока, времени сварки и усилий сжатия можно взять из таблиц, имеющихся во многих источниках. Нужно только понимать, что данные в таблицах несколько завышены (или занижены, если учитывать время сварки) по сравнению с теми, которые подходят для бытовой техники, где обычно используются мягкие режимы.
Подготовка деталей к сварке
Поверхность деталей в зоне соприкосновения деталей между собой и в месте соприкосновения с электродами очищается от окислов и других загрязнений.При плохой очистке увеличиваются потери мощности, ухудшается качество стыков, увеличивается износ электродов. В технологии контактной точечной сварки для очистки поверхности используются пескоструйные круги и металлические щетки, а также травление в специальных растворах.Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности к сварке является удаление без повреждения металла относительно толстой пленки оксидов с высоким и неравномерным электрическим сопротивлением.
Оборудование для точечной сварки
Различия между существующими типами аппаратов для точечной сварки в основном определяются видом сварочного тока и формой его импульса, которые вырабатываются их силовыми электрическими цепями. По этим параметрам оборудование для контактной точечной сварки подразделяется на следующие типы:- аппараты для сварки переменным током;
- аппарат для точечной низкочастотной сварки;
- машин конденсаторного типа;
- Сварочные аппараты постоянного тока.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наиболее широко используются аппараты для сварки переменным током.
Аппараты для контактной точечной сварки . Принципиальная схема аппаратов для точечной сварки переменным током представлена на рисунке ниже.
Напряжение, при котором выполняется сварка, формируется из напряжения сети (220 / 380В) с помощью сварочного трансформатора (ТС).Тиристорный модуль (ТТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только контролировать длительность времени сварки, но и управлять формой подаваемого импульса, изменяя угол открытия тиристоров.
Если первичная обмотка выполняется не из одной, а нескольких обмоток, то, соединив их в разных комбинациях между собой, можно изменять коэффициент трансформации, получая разные значения выходного напряжения и сварочного тока на вторичной обмотка.
Помимо силового трансформатора и тиристорного модуля, аппараты контактной точечной сварки на переменном токе имеют комплект управляющей аппаратуры — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и др.
Сварочный конденсатор . Суть сварки конденсатора заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя большой импульс тока.Это позволяет выполнять сварку, потребляя меньше энергии от сети по сравнению с обычными аппаратами для точечной сварки.
Помимо этого главного преимущества у конденсаторной сварки есть и другие. При нем происходит постоянный контролируемый расход энергии (той, что накопился в конденсаторе) на один сварной шов, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное тепло и минимизирует зону теплового воздействия.Последнее преимущество позволяет использовать его для сварки металлов с высокой электропроводностью и теплопроводностью (медь и алюминиевые сплавы, серебро и др.), А также материалов с резко различными теплофизическими свойствами.
Микросварка жесткого конденсатора используется в электронной промышленности.
Количество энергии, запасенной в конденсаторах, можно рассчитать по формуле:
Вт = C U 2/2
где C — емкость конденсатора, ф; W — энергия, Вт; U — напряжение зарядки, В.Изменяя значение сопротивления в цепи зарядки, регулируется время зарядки, ток зарядки и мощность, потребляемая от сети.
Неисправная точечная сварка
Обладая высококачественными характеристиками, точечная сварка обладает высокой прочностью и способна обеспечить работу изделия в течение длительного срока службы. При разрушении конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, на основном металле, а не на местах сварки.Качество сварки зависит от накопленного опыта, который сводится к поддержанию необходимой длительности импульса тока на основе визуального наблюдения (по цвету) точки сварки.
Правильно выполненная точка сварки находится в центре стыка, имеет оптимальный размер литого сердечника, не содержит пор и включений, не имеет внешних и внутренних брызг и трещин, не создает больших концентраций напряжений. При приложении растягивающего усилия структура разрушается не по расплавленной сердцевине, а по основному металлу.
Дефекты точечной сварки делятся на три типа:
- отклонения размеров зоны литья от оптимальных, смещение сердечника относительно стыка деталей или положения электродов;
- нарушение непрерывности металла в зоне соединения;
- изменение своих свойств (механические, антикоррозионные и др.) металла шва или прилегающих участков.
Самым опасным дефектом является отсутствие зоны литья (неплавление в виде «склейки»), при которой изделие выдерживает нагрузку при небольшой статической нагрузке, но разрушается под действием переменной нагрузки. и колебания температуры.
Прочность соединения также снижается из-за больших вмятин от электродов, разрывов и трещин на кромке нахлеста, а также разбрызгивания металла. В результате выхода на поверхность литой зоны антикоррозионные свойства изделий снижаются (если они были).
Непровар, полное или частичное, недостаточный размер литого сердечника . Возможные причины: малый сварочный ток, слишком большая сила сжатия, изношена рабочая поверхность электродов. Недостаточный сварочный ток может быть вызван не только его малым значением во вторичной цепи аппарата, но и касанием электродом вертикальных стенок профиля или слишком близким расстоянием между точками сварки, что приводит к большому шунтирующему току.
Дефект выявляется внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Наружные трещины . Причины: слишком большой сварочный ток, недостаточное усилие сжатия, недостаточное усилие ковки, загрязненная поверхность деталей и / или электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективная капиллярная диагностика.
Зазоры по краям нахлеста . Причина этого дефекта обычно та же — точка сварки расположена слишком близко к краю детали (недостаточное перекрытие).
Обнаруживается при внешнем осмотре — через лупу или невооруженным глазом.
Глубокие вмятины от электрода . Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое усилие ковки, неправильно установленные электроды, слишком большие размеры зоны литья. Последнее может быть связано с превышением сварочного тока или длительностью импульса.
Внутренний всплеск (выход расплавленного металла в зазор между деталями) .Причины: превышены допустимые значения силы тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Сила сжатия мала — вокруг сердечника не создавалась надежная уплотнительная лента или в сердечнике образовалась воздушная оболочка, которая заставляла расплавленный металл течь в зазор. Установлены неправильные (смещенные или перекошенные) электроды.
Определяется методами ультразвукового или радиографического контроля или внешним осмотром (из-за брызг между деталями может образоваться зазор).
Внешний разбрызгивание (выход металла на поверхность детали) . Возможные причины: включение импульса тока с несжатыми электродами, слишком высокое значение сварочного тока или длительности импульса, недостаточная сила сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и оплавлению поверхности детали.
Определено внешним осмотром.
Внутренние трещины и раковины .Причины: слишком большая длительность тока или импульса. Поверхность электродов или деталей загрязнена. Сила сжатия небольшая. Отсутствует, поздно или недостаточно усилие ковки.
Усадочные оболочки могут образовываться при охлаждении и кристаллизации металла. Чтобы предотвратить их возникновение, необходимо увеличить усилие сжатия и приложить поковочное сжатие во время охлаждения сердечника. Дефекты выявляют рентгенологическим или ультразвуковым методами.
Литой стержень смещения или неправильной формы .Возможные причины: электроды установлены неправильно, поверхность деталей не очищена.
Дефекты выявляются рентгенологическим или ультразвуковым методами.
Прожигать . Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малая сила сжатия электродов во время импульса тока. Чтобы избежать прогорания, ток следует подавать только после приложения полной силы сжатия. Определяется внешним осмотром.
Исправление дефекта . Способ исправления дефектов зависит от их характера. Самый простой — это повторная точечная или иная сварка. Неисправное место рекомендуется вырезать или просверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали) вместо дефектного места сварки можно поставить заклепку, просверливавшую место сварки. Применяются и другие методы коррекции — очистка поверхности при внешних брызгах, термообработка для снятия напряжений, правка и ковка при деформации всего изделия.