Способы сварки швов различной протяженности и большой толщины
Сварочные швы разделяют по такой характеристике, как протяженность. В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
— короткие швы, протяженностью 250-300 мм;
— швы средней длины, протяженность которых составляет 300-1000 мм;
— длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Способы выполнения сварных швов — презентация онлайн
Способы выполнения сварных швовАвтор: мастер производственного обучения высшей категории
Муреев Владимир Константинович
Способ выполнения швов зависят от их
длины и толщины свариваемого металла.
короткими, длиной 250—1000мм средними и более 1000мм — длинными.
Короткие швы обычно сваривают на
проход . Швы средней длины сваривают
либо на проход от середины к краям,
либо обратно-ступенчатым способом
(рис.
 1). Длинные швы также свариваются
1). Длинные швы также свариваютсяобратно-ступенчатым способом, или
участками вразброс.
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на
короткие участки, длиной от 100 до 300мм и сварка на каждом отдельном участке выполняется в
направлении, обратном общему направлению сварки (рис. 1) с таким расчетом, чтобы окончание
каждого данного участка совпадало с началом предыдущего.
В некоторых случаях при определении длины ступени за основу принимают участок, который
можно заварить электродом с тем, чтобы переход от участка к участку совместить со сменой
электрода.
Сварка обратно-ступенчатым способом применяется с целью уменьшения сварочных деформаций
и напряжений.
Так же для уменьшения перегрева металла сварку по возможности желательно вести на вертикал
с верху в низ. Применять правильные типы соединений металла и разделки сварного шва.
Основные типы сварных соединений выполняемыз при сварке конструкций показанв на рис 2 а
также в ГОСТ 5264 — «Ручная дуговая сварка.
 Соединения сварные».
Соединения сварные».При сварке металла большой толщины шов выполняется за несколько
проходов. При этом заполнение разделки может производиться слоями (рис
3,а) или валиками (рис 3,б). При заполнении разделки слоями каждый слой
шва выполняется за один проход. При заполнении разделки валиками в
средней и верхней частях разделки каждый слой шва выполняется за два или
более проходов, путем наложения отдельных валиков. С точки зрения
второго. Однако при сварке стыковых швов не всегда удобно выполнять очень
широкие валики в верхней и средней частях разделки. Поэтому на практике 1й способ чаще применяется при сварке угловых швов, 2-й — стыковых.
При сварке металла большой толщины шов выполняется за несколько проходов.
При этом заполнение разделки может производиться слоями или валиками
При сварке толстого металла выполнение каждого слоя на
проход является нежелательным, так как это происходит к
значительным деформациям, а также может привести к
образованию трещин в первых слоях.
 Образование трещин
Образование трещинвызывается тем, что первый слой шва перед наложением
второго слоя успевает полностью (или почти полностью) остыть.
Вследствие большой разницы в сечениях наплавленного слоя и
свариваемого металла все деформации, возникающие при
остывании неравномерно нагретого металла, сконцентрируются
в металле шва. При этом запас пластичности может оказаться
недостаточным, что приведет к трещинообразованию.
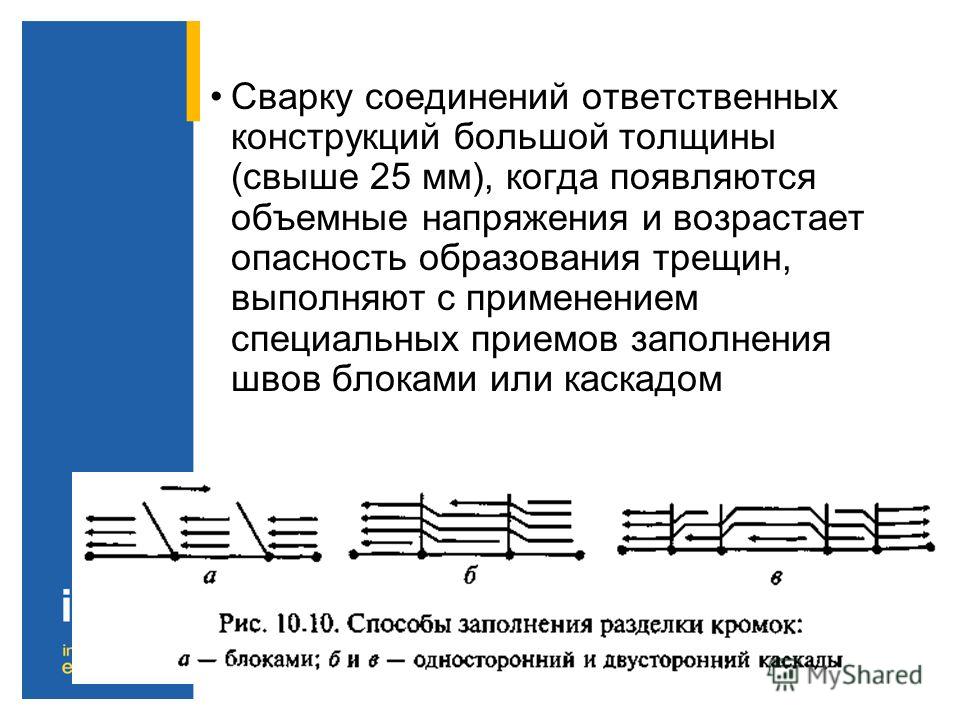
Для предотвращения образования трещин заполнение
разделки при сварке толстого металла следует производить с
малым интервалом времени между наложением отдельных
слоев. Это достигается применением каскадного метода
заполнения разделки (рис.4, а), или заполнения разделки
горкой (рис.4, б).
При каскадном способе заполнения разделки весь шов
разбивается на короткие участки и сварка осуществляется
таким образом, что по окончании сварки слоя на данном
участке, не останавливаясь, продолжают выполнение
следующего слоя на соседнем участке и т.
 д., как это
д., как этосхематично представлено на рис.4, а.
неуспевший еще остыть металл предыдущего слоя. Сварка
горкой является разновидностью каскадного способа. Обычно
сварка горкой ведется от середины шва к краям
одновременно двумя сварщиками, как это схематично
представлено на рис.4, б.
Так же важным фактором при выполнении сварки является
способ перемещения сварочной горелки и проволоки или
электрода. Пример предпочтительных способов движений при
сварке показан на (рис. 5).
Если по окончании шва сразу
оборвать дугу, то образуется
незаполненный металлом кратер,
который ослабляет сечение шва и
может явиться началом
образования трещин. Поэтому при
окончании шва всегда должна
производиться заварка кратера,
которая осуществляется сваркой в
течение некоторого времени без
перемещения электрода вдоль
свариваемых кромок, а затем
постепенным удлинением дуги до
ее обрыва.

При наличии в сварной конструкции продольных и поперечных
сварных швов в начале должны свариваться поперечные швы (рис.1),
затем — продольные швы с учетом требований эскизов 2, 3, 4, 5, 6
При выполнении сварки необходимо применять способы сварки с
наименьшей погоной энергией, особенной для тонколистовой стали.
Сварку предпочтительней выполнять в вертикальном положении
сверху вниз. Зазоры между сварными элементами должны быть не
мение 1мм для предотвращения коробления при сварке.
Желательным является приминение грузов при сварке для нагружения
деформируемых участков при сварке.
Сварку листовых конструкций необходимо выполнять от середины к
краям в последовательности указаной на рисунках 2, 3, 4, 5, 6.
Длинные швы свариваются обратноступенчатым способом, или участками вразброс.
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов
участке выполняется в направлении, обратном общему направлению сварки (рис.
 2) с таким
2) с такимрасчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего.
В некоторых случаях при определении длины ступени за основу принимают участок, который
можно заварить электродом с тем, чтобы переход от участка к участку совместить со сменой
электрода.
Большие плоские листовые
конструкции с целью уменьшения
деформаций сва ривают в
последовательности, указанной на
рис. 4, 5. Листы должны быть
собраны так чтобы не было
пересекающихся швов.
Сварку собранных и прихваченных
листов начинают с поперечных
коротких швов среднего пояса,
затем переходят к сварке
поперечных швов крайних поясов и
уже после этого заваривают
продольные швы 8 и 9,
соединяющие пояса между собой.
Сварку каждого шва следует вести
обратноступенчатым способом при
общем направлении сварки от
середины к краям.
Электросварка. Как варить электросваркой | Приусадебный участок
Качество сварного соединения зависит от подготовки сборки заготовок под сварку и режима электросварки. Основной металл в разделке свариваемых кромок и на 20—30 мм от них должен быть тщательно очищен от ржавчины и других загрязнений. Режим элетросварки характеризуется совокупностью параметров, определяющих условия процесса.
Основной металл в разделке свариваемых кромок и на 20—30 мм от них должен быть тщательно очищен от ржавчины и других загрязнений. Режим элетросварки характеризуется совокупностью параметров, определяющих условия процесса.Ручная электродуговая сварка
При ручной электродуговой сварке основными параметрами являются: диаметр электрода, сила тока, его род и полярность, напряжение на дуге, скорость перемещения электрода. К дополнительным факторам относятся: положение электрода и шва в пространстве, состав и толщина электродного покрытия, начальная температура свариваемых деталей.Таблица 3. Выбор диаметра электрода для сварки горизонтальных швов в зависимости от толщины металла.
При сварке вертикальных швов не следует пользоваться электродами диаметром более 5 мм, а при сварке потолочных швов — более 4 мм. Электроды диаметром более 6 мм применяют редко. Тип и марку электрода можно выбрать по справочным таблицам в зависимости от марки свариваемого металла и условий сварки. Химический состав металла электрода должен быть одинаковым с химическим составом свариваемого металла или близким к нему.
Электроды диаметром более 6 мм применяют редко. Тип и марку электрода можно выбрать по справочным таблицам в зависимости от марки свариваемого металла и условий сварки. Химический состав металла электрода должен быть одинаковым с химическим составом свариваемого металла или близким к нему.
Силу сварочного тока Iсв (А) можно ориентировочно определить по формуле:
Iсв = Kdэл ,где dэл — диаметр электрода, К — опытный коэффициент, равный 40—60 мм для электродов со стержнем из низкоуглеродистой стали и 35—40 мм для электродов со стержнем из высоколегированной стали. Величина сварочного тока зависит также от вида сварочного соединения: нахлесточные и тавровые соединения выполняют повышенным током по сравнению со стыковым. Сварочный ток зависит от марки электрода и может быть определен более точно по справочным таблицам.
Для возбуждения дуги необходимо электродом коснуться поверхности изделия — получается короткое замыкание, затем отвести его на нужное расстояние (2—4 мм), при этом нагретый воздух становится проводником. Существует еще один способ зажигания электрической дуги — так называемое чирканье электродом по металлу, как спичкой, но его нельзя применять в неприспособленных для сварки местах.
Существует еще один способ зажигания электрической дуги — так называемое чирканье электродом по металлу, как спичкой, но его нельзя применять в неприспособленных для сварки местах.
Качество сварного шва зависит от длины дуги. Умение поддерживать ее в оптимальном состоянии приходит с опытом, но рекомендуется придерживаться существующего правила: расстояние от электрода до кромки свариваемой поверхности должно составлять 0,5—1,1 диаметра применяемого электрода. Это расстояние между электродом и свариваемыми кромками необходимо поддерживать, поскольку при их касании происходит короткое замыкание, а при слишком большом зазоре дуга гаснет.
Перемещение электрода необходимо для поддержания горения сварочной дуги и получения сварного шва. Сварщик в процессе работы должен делать три движения электродом: непрерывное равномерное вниз по мере расплавления электрода, в направлении сварки и поперек шва. Поперечные колебательные движения конца электрода можно не делать при сварке тонких листов.
Сварку можно производить в направлении слева направо (рис. 1, а), справа налево (рис. 1, б), от себя (рис. 1, в) и к себе (рис. 1, г). Независимо от направления сварки положение электрода должно быть определенным, электрод должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. При сварке на горизонтальной плоскости для получения ровного и плотного шва угол наклона электрода должен быть равен 15° от вертикали в сторону ведения шва.
Рис. 1. Направления сварки:
а — слева направо; б — справа налево; в — вверх, или от себя; г — вниз, или к себе.
Скорость сварки выбирают с таким расчетом, чтобы получить сварной шов шириной около полутора диаметров электрода, с хорошим проваром и плавным переходом наплавленного металла к поверхности свариваемого изделия.
Очень важно правильно закончить сварной шов. Нельзя резко обрывать дугу. Следует медленно вести ее до обрыва, при этом расплавленный электродный металл должен заполнять кратер шва.
Виды сварочных швов
Существует три основных вида швов: горизонтальный, вертикальный и потолочный. Вертикальный шов можно делать на спуск и на подъем. Наиболее эффективна сварка на подъем. Она позволяет проварить корень шва и кромок. Недостаток этого способа — грубая поверхность шва.Сварка на спуск легче, но качество провара ниже. Более сложным в исполнении является горизонтальный шов. Для его выполнения делается скос верхней кромки, а нижняя при этом помогает удерживать расплавленный металл в месте сварки. Самым сложным является потолочный шов. При его выполнении сварка должна производиться очень короткой дугой, а оптимальный диаметр электрода — 4 мм. В процессе работы происходят короткие замыкания в месте соприкосновения конца электрода с изделием и расплавленный металл заполняет сварочную ванну изделия.
В зависимости от того, сколько проходов понадобится для заполнения сечения шва, он может быть однослойным, многослойным и многослойно-многоходным. Шов называется многослойным, если число слоев равно количеству проходов дугой (используется в стыковых соединениях). Многопроходным называется шов, в котором некоторые слои делаются за несколько проходов (применяется в угловых и тавровых соединениях). По длине швы делятся на короткие (до 300 мм), средние (300—1000 мм) и длинные (более 1000 мм).
Многопроходным называется шов, в котором некоторые слои делаются за несколько проходов (применяется в угловых и тавровых соединениях). По длине швы делятся на короткие (до 300 мм), средние (300—1000 мм) и длинные (более 1000 мм).
Способы выполнения работ электросваркой
Сварка может выполняться несколькими способами. Самой простой является сварка напроход — от начала до конца шва (рис. 2, а). Обратноступенчатым способом (от середины к концам) делается шов средней длины (рис. 2, б). Для выполнения длинных швов применяется вышеназванный способ (при этом весь шов разбивается на небольшие участки — рис. 2, в), а также сварка вразброс. Способы «горка» (рис. 2, г) или «каскад» (рис. 2, д) используются для соединения конструкций, несущих большую нагрузку. В этом случае вся сварочная зона должна пребывать в горячем состоянии во избежание появления трещин.
Рис. 2. Схемы различных способов сварки:
а — сварка напроход; б — обратноступенчатая сварка; в — сварка блоками; г — «горка»; д — «каскад».
Каждый способ сварки осуществляется в определенном режиме. Его параметры делятся на основные (величина и полярность тока, диаметр электрода, скорость сварки, напряжение на дуге) и дополнительные (положение электрода и изделия, состав электрода). В своей совокупности они оказывают большое влияние на весь сварочный процесс.
В любительской практике наиболее распространенный способ сварки — сварка встык. Для усиления стыковых соединений в ответственных конструкциях применяют накладки с одной или двух сторон. Накладки делают в форме вытянутого шести- или восьмиугольника.
Применять накладки прямоугольной формы нецелесообразно, так как по углам возникают большие внутренние напряжения. Накладка должна перекрывать сварной шов не менее чем на 100 мм. При установке накладок с двух сторон их следует брать различной величины, чтобы кромки их не совпадали и одна из них перекрывала другую на 20-30 мм.
При сварке внахлестку величина перекрытия должна быть не менее пятикратной толщины свариваемого металла.
Важно помнить, что некоторые металлы требуют сварки только с использованием постоянного тока прямой полярности, а магний, алюминий и бериллий — переменного.
Чтобы проверить качество шва, удаляют окалину молотком сварщика. У начинающих наиболее часто встречается непровар (не полностью проваренный сварной шов). Если такое случилось, изъян устраняют.
Способ уравновешивания деформаций
Способ уравновешивания деформаций применяется для сварки конструкций, имеющих швы, расположенные симметрично к центру тяжести сечения. Последовательность наложения швов устанавливается с таким расчетом, чтобы деформации, вызванные наложением предыдущего шва, были ликвидированы обратными деформациями после наложения последующего шва (рис. 105, а).
Рис.105.Мероприятия по предотвращению деформаций: а—симметричных балок; б—несимметричных балок; в, е—листовые конструкции; г—братноступенчатый метод сварки; д—при пересечении швов;
При сварке продольных швов конструкций несимметричного сечения в первую очередь необходимо накладывать поясные швы, расположенные на более мощных элементах (рис. 105, б).
105, б).
Во избежание коробления или появления трещин, как правило, поперечные швы листов и труб больших размеров заваривают раньше продольных (рис. 105, в), если же поперечные швы будут выполнены после продольных, когда стыкуемые листы жестко закреплены и усадка поперечных швов затруднена, то в швах толстых листов появятся трещины, а конструкции из тонкой листовой стали будут подвержены короблению.
В сварных листовых балках и колоннах двутаврового, корытного, коробчатого, крестового сечений стыки от дельных элементов необходимо заваривать предварительно. В этом случае усадка стыковых швов происходит свободно, сварочные напряжения не возникают.
При сварке стыков прокатных швеллеров и двутавров вначале следует сваривать стенку, а затем полки. В противном случае могут появиться трещины от усадки мощных швов на полках.
При обратноступенчатом методе сварки деформации незначительны, так как внутренние напряжения от усадки коротких швов меньше, чем от длинных, поэтому длинные швы необходимо разбивать на участки длиной 200—250 мм (при ручной сварке) и 1500—2000 мм (при автоматической), которые заваривают в направлении от края листа к его середине (рис. 105,г). Не следует допускать увеличения размеров сварных швов против проекта, так как это приводит к увеличению объемов наплавленного металла и деформаций. При пересечении угловых швов со стыковыми вначале заваривают стыковые, а затем угловые швы (рис. 105, д).
105,г). Не следует допускать увеличения размеров сварных швов против проекта, так как это приводит к увеличению объемов наплавленного металла и деформаций. При пересечении угловых швов со стыковыми вначале заваривают стыковые, а затем угловые швы (рис. 105, д).
Борьбу с винтообразностью элементов рекомендуется вести сваркой поясных швов в одном направлении, сваркой с 2-, 3-часовыми перерывами.
В настоящее время у вас недостаточно прав для чтения этого закона
В настоящее время у вас недостаточно прав для чтения этого закона Логотип Public.Resource.OrgЛоготип представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Дорогой земляк:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource судится за ваше право читать и высказываться в соответствии с законом. Для получения дополнительной информации см. досье этого незавершенного судебного дела:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) v.Public.Resource.Org (общедоступный ресурс), DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за
ваше право читать и говорить о законах, по которым мы хотим управлять собой как демократическим обществом.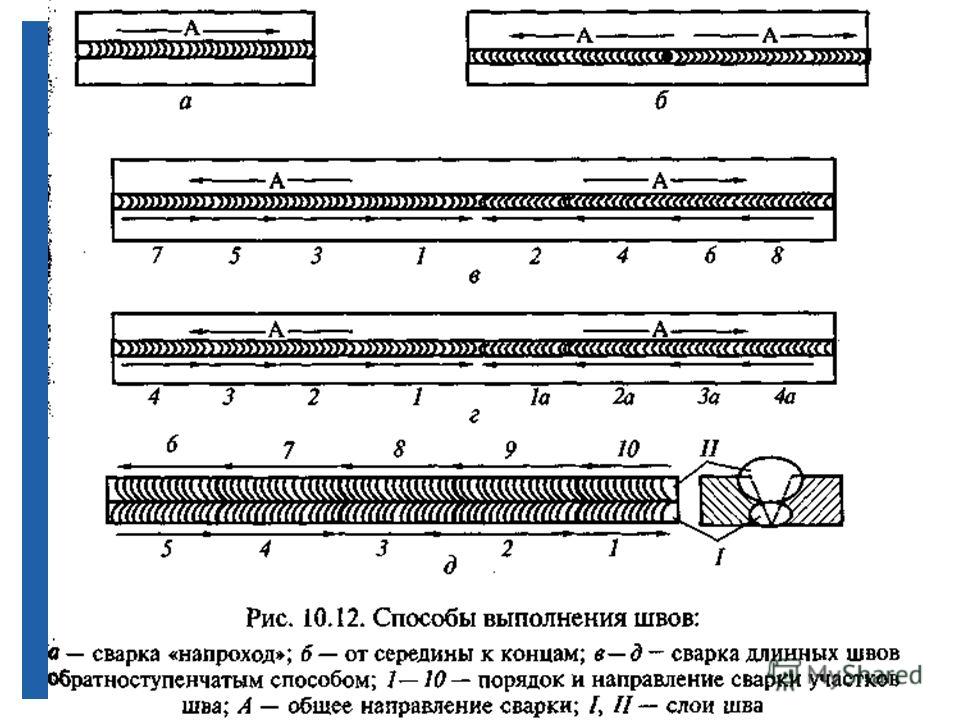
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь со Сводом федеральных правил или применимыми законами и правилами штата. для имени и адреса поставщика.Для получения дополнительной информации о указах правительства и ваших правах как гражданина в соответствии с верховенством права , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource. в нашем реестре деятельности 2015 года. [2][3]
Благодарим вас за интерес к чтению закона. Информированные граждане являются фундаментальным требованием для того, чтобы наша демократия работала. Я ценю ваши усилия и приношу извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public. resource.org/edicts/
resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Основы пайки | Lucas Milhaupt
Процесс пайки Шаг 6: Очистка паяного соединения
После того, как вы спаяли сборку, вы должны очистить ее.А очистка обычно представляет собой двухэтапную операцию. Первое — удаление остатков флюса. Второй — травление для удаления окалины, образовавшейся в процессе пайки.
Удаление флюса
Удаление флюса — простая, но необходимая операция. (Остатки флюса химически корродируют и, если их не удалить, могут ослабить определенные соединения.) Поскольку большинство флюсов для пайки растворимы в воде, самый простой способ их удаления — закалить сборку в горячую воду (120°F/50°C или выше). ). Лучше всего погрузить их, пока они еще горячие, просто убедившись, что присадочный металл полностью затвердел перед закалкой.Стеклоподобные остатки флюса обычно трескаются и отслаиваются. Если они немного упрямы, слегка почистите их проволочной щеткой, пока сборка все еще находится в горячей воде.
В зависимости от вашего процесса пайки вам может потребоваться выполнить очистку соединения после пайки для удаления остаточного флюса. Этот шаг может иметь решающее значение, поскольку большинство флюсов вызывают коррозию, например коррозия на изображенной линии охлаждения.
Причины удалить Flux
Давайте рассмотрим пять причин важности удаления флюса после пайки:
- Вы не можете проверить соединение, покрытое флюсом. Флюс
- может действовать как связующее вещество и может скреплять соединение без успешной пайки. Это соединение выйдет из строя во время службы.
- При работе под давлением флюс может маскировать отверстия в паяном соединении, даже если он выдерживает испытание давлением. Соединение протекло вскоре после ввода в эксплуатацию. Флюс
- гигроскопичен, поэтому остаточный флюс притягивает доступную воду из окружающей среды. Это приводит к коррозии.
- Краска или другие покрытия не прилипают к участкам, покрытым остаточным флюсом.


Методы удаления флюса
После пайки флюс образует твердую стекловидную поверхность, которую трудно удалить. Каков наилучший метод очистки? Удалить лишний флюс можно различными способами; наиболее рентабельные подходы связаны с водой.
Промышленные стандарты флюсов ориентированы на флюсы на водной основе. AMS 3410 и AMS 3411 предусматривают, что все флюсы, соответствующие этим спецификациям, после пайки должны быть растворимы в воде при температуре 175°F/79°C или ниже. Поэтому флюсы для пайки обычно предназначены для растворения в воде.
Наиболее распространенными методами удаления флюса после пайки являются:
Замачивание/смачивание
Используйте горячую воду с перемешиванием в резервуаре для замачивания, чтобы удалить избыток флюса сразу после операции пайки, а затем высушите сборку. Если замачивание невозможно, используйте проволочную щетку вместе с пульверизатором или влажным полотенцем. При использовании любой ванны для замачивания периодически меняйте раствор, чтобы избежать насыщения чистящего раствора.
Закалка
Этот процесс вызывает термический удар, который разрушает остаточный флюс.При закалке паяной детали в горячей воде соблюдайте осторожность, чтобы не повредить паяное соединение. Закалку производить только после затвердевания припоя, чтобы избежать трещин или шероховатостей при пайке. Обратите внимание, что закалка может повлиять на механические свойства основного материала. Не подвергайте закалке материалы с большими различиями в коэффициентах теплового расширения, чтобы избежать трещин в основных материалах и разрывов в припое.
Можно использовать и более сложные методы удаления флюса — бак ультразвуковой очистки для ускорения действия горячей воды или острого пара.К дополнительным методам очистки относятся:
- Очистка паровой фурмы. В этом процессе используется перегретый пар под давлением для растворения и удаления остатков флюса.
- Химическая очистка. Вы можете использовать кислый или щелочной раствор, как правило, с коротким временем замачивания, чтобы избежать порчи основных материалов. При химической замачивании следите за уровнем pH, чтобы определить, когда менять раствор.
- Механическая очистка — Очистить паяные соединения от остатков проволочной щеткой или пескоструйной очисткой.Имейте в виду, что мягкие металлы, включая алюминий, требуют особой осторожности, так как они уязвимы для внедрения частиц.
 При химической замачивании следите за уровнем pH, чтобы определить, когда менять раствор.
При химической замачивании следите за уровнем pH, чтобы определить, когда менять раствор.Всегда проверяйте, чтобы ваш метод очистки был совместим со свойствами основного металла. Некоторые группы металлов достигают желаемого эффекта от специальной обработки после очистки. Детали из нержавеющей стали и алюминия, например, могут получить пользу от химического погружения для повышения коррозионной стойкости поверхности.
Проблемы с удалением флюса возникают только в том случае, если вы использовали недостаточное количество флюса или перегрели детали в процессе пайки.Затем флюс полностью насыщается оксидами, обычно приобретая зеленый или черный цвет. В этом случае флюс необходимо удалить слабым раствором кислоты. Ванна с 25% соляной кислотой (нагретая до 140-160°F/60-70°C) обычно растворяет самые стойкие остатки флюса. Просто встряхните паяную сборку в этом растворе от 30 секунд до 2 минут. Нет необходимости расчесывать. Однако следует предостеречь: растворы кислот сильнодействующие, поэтому при закалке горячепаяных узлов в ванне с кислотой обязательно надевайте защитную маску и перчатки.
Просто встряхните паяную сборку в этом растворе от 30 секунд до 2 минут. Нет необходимости расчесывать. Однако следует предостеречь: растворы кислот сильнодействующие, поэтому при закалке горячепаяных узлов в ванне с кислотой обязательно надевайте защитную маску и перчатки.
После того, как вы избавитесь от флюса, используйте раствор для травления, чтобы удалить любые оксиды, которые остались на участках, которые не были защищены флюсом во время процесса пайки. Как правило, лучше всего использовать травильный раствор, рекомендованный производителем материалов для пайки, которые вы используете. По возможности следует избегать сильно окисляющих травильных растворов, таких как светлые растворы, содержащие азотную кислоту, поскольку они разрушают серебряный присадочный металл. Если вы считаете необходимым их использовать, держите время травления очень коротким.
Рекомендуемые травильные растворы для удаления оксидов после пайки
| Применение | Состав | Комментарии |
|---|---|---|
Удаление оксидов из меди, латуни, бронзы, нейзильбера и других медных сплавов, содержащих высокое процентное содержание меди. | Горячая серная кислота от 10 до 25% с добавлением 5-10% бихромата калия. | Травление можно проводить одновременно с удалением флюса.Будет работать на углеродистых сталях, но если травление загрязнено медью, медь осядет на стали, и ее придется удалить механически. Этот серный травитель удалит пятна меди или оксида меди с медных сплавов. Это окисляющий травильный раствор, который обесцвечивает серебряный присадочный металл, оставляя его тускло-серым. |
| Удаление оксидов с чугуна и стали. | 50% раствор соляной кислоты, используемый в холодном или теплом виде. Можно использовать более разбавленную кислоту (10-25%) при более высоких температурах (140-160°F/60-70°C).) | Смесь 1 части соляной кислоты и 2 частей воды может использоваться для монеля и других сплавов с высоким содержанием никеля. Травильный раствор следует нагреть примерно до 180°F/80°C. Механическая отделка необходима для светлой отделки. Это травление HCl не похоже на яркие провалы на цветных металлах.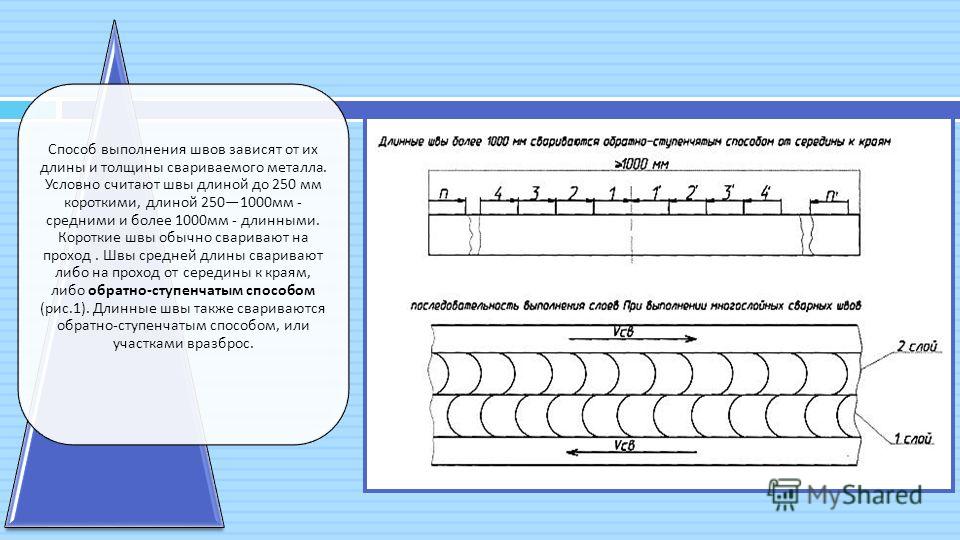 |
| Удаление оксидов из нержавеющих сталей и сплавов, содержащих хром. | 20 % серная кислота, 20 % соляная кислота, 60 % вода, используется при 170–180°F (75–80°C.) | За этим травлением следует непосредственно погружение в 10% азотную кислоту, а затем промывание чистой водой. |
| 20 % соляная кислота, 10 % азотная кислота, 70 % вода, используется при температуре около 150°F (65°C) | Этот травильный раствор более агрессивен, чем серно-соляная смесь, указанная выше, и травит как сталь, так и присадочный металл. |

Примечание: Рекомендованные выше травильные растворы будут работать с любым из стандартных серебряных присадочных металлов, и для отдельных присадочных металлов не требуется никаких специальных инструкций.Фос-медь и серебросодержащие фос-медные присадочные металлы различаются, и то только при использовании на меди без флюса. При этом на поверхности металла в виде мелких глобул образуется твердый меднофосфатный шлак. Длительное травление в серной кислоте удалит этот шлак, но более эффективно кратковременное травление в 50%-ной соляной кислоте в течение нескольких минут. Когда паяное соединение должно быть покрыто металлом или лужением, удаление шлака абсолютно необходимо. Поэтому окончательная механическая очистка рекомендуется для работ, подлежащих гальваническому покрытию.
Длительное травление в серной кислоте удалит этот шлак, но более эффективно кратковременное травление в 50%-ной соляной кислоте в течение нескольких минут. Когда паяное соединение должно быть покрыто металлом или лужением, удаление шлака абсолютно необходимо. Поэтому окончательная механическая очистка рекомендуется для работ, подлежащих гальваническому покрытию.
Осмотр паяных соединений после очистки
В зависимости от вашего процесса пайки вам может потребоваться выполнить очистку соединения после пайки для удаления остаточного флюса. Этот шаг имеет решающее значение по нескольким причинам; включая коррозионную природу большинства флюсов и возможность того, что избыточный флюс может способствовать разрушению соединения. Наиболее распространенные методы очистки включают замачивание / смачивание водой и закалку.
Нарушения во время совместной проверки
Проверка готовых соединений может быть последним этапом процесса пайки, но процедуры проверки должны быть включены в этап проектирования. Ваша методология будет зависеть от приложений, услуг и требований конечного пользователя, а также от нормативных кодексов и стандартов.
Ваша методология будет зависеть от приложений, услуг и требований конечного пользователя, а также от нормативных кодексов и стандартов.
Определите критерии приемлемости для любой несплошности с учетом формы, ориентации, местоположения (на поверхности или под поверхностью) и связи с другими несплошностями. Обязательно укажите допустимые пределы с точки зрения минимальных требований.
Обычные дефекты паяных соединений, выявляемые при неразрушающем контроле, включают:
- Пустоты или пористость — неполный поток припоя, который может снизить прочность соединения и привести к утечке, часто вызываемой неправильной очисткой, неправильным зазором в соединении, недостаточным количеством присадочного металла, захваченным газом или тепловым расширением.
- Улавливание флюса — в результате недостаточного количества вентиляционных отверстий в конструкции соединения — предотвращение потока присадочного металла и снижение прочности соединения, а также срока службы
- Прерывистые галтели — участки на поверхности соединения, где галтели прерваны, обычно выявляемые при визуальном осмотре
- Эрозия основного металла (или легирование) — когда присадочный металл сплавляется с основным металлом во время пайки — движение сплава от галтели может вызвать эрозию и снизить прочность соединения
- Неудовлетворительное состояние поверхности или внешний вид — избыток присадочного металла или шероховатая поверхность — могут выступать в качестве очагов коррозии и концентраторов напряжений, а также мешать дальнейшим испытаниям
- Трещины — снижение прочности и срока службы соединения — также могут быть вызваны охрупчиванием жидким металлом.

Методы контроля паяных соединений: методы неразрушающего контроля
Методы неразрушающего контроля для проверки качества и соответствия техническим условиям включают:
Визуальный осмотр — с увеличением или без увеличения — для оценки пустот, пористости, поверхностных трещин, размера и формы галтелей, прерывистых галтелей плюс эрозия основного металла (не внутренние проблемы, такие как пористость и отсутствие заполнения)
Испытание на герметичность — для определения газо- или жидкостной непроницаемости припоя.Испытания под давлением (или на утечку пузырьков) включают подачу воздуха при давлении, превышающем рабочее. Вакуумные испытания полезны для холодильного оборудования и обнаружения незначительных утечек с использованием масс-спектрометра и атмосферы гелия.
Рентгенографическое исследование – полезно для обнаружения внутренних дефектов, больших трещин и пустот при пайке, если толщина и коэффициент поглощения рентгеновских лучей позволяют очертить припой – не может проверить надлежащую металлургическую связь (на фото справа)
Контрольные испытания — подвергание паяного соединения однократной нагрузке, превышающей эксплуатационный уровень, применяемые гидростатическими методами, испытаниями на растяжение или вращение
Ультразвуковое исследование — сравнительный метод оценки качества соединения в иммерсионном или контрактном режиме — включает отражение звуковых волн поверхностями с использованием преобразователя для излучения импульса и приема эхосигналов (на фото справа)
Капиллярное исследование — красители и флуоресцентные пенетранты могут обнаруживать трещины, открытые на поверхности стыков — не подходит для контроля галтелей, где всегда присутствует некоторая пористость
Испытания на акустическую эмиссию — оценка степени несплошности, основанная на предположении, что акустические сигналы претерпевают изменение частоты или амплитуды при прохождении через несплошности
Исследование термопереноса – выявляет изменения скорости теплопереноса из-за несплошностей или областей без пайки – на изображениях области пайки отображаются в виде светлых пятен, а пустые области – в виде темных пятен
Методы исследования паяных соединений: методы разрушающих испытаний
Существует также несколько разрушающих и механических методов испытаний, часто используемых при выборочных испытаниях или испытаниях партий:
Испытание на отслаивание — полезно для оценки соединений внахлестку и контроля качества производства на предмет общего качества соединения, а также наличия пустот и включений флюса — когда один элемент удерживается в жестком состоянии, а другой отделяется от соединения
Металлографическое исследование — проверка общего качества соединений с выявлением пористости, плохой текучести присадочного металла, эрозии основного металла и неправильной посадки
Испытание на растяжение и сдвиг — определяет прочность соединения при растяжении или сдвиге — используется при квалификации или разработке, а не при производстве
Испытание на усталость – испытание основного металла и паяного соединения – трудоемкий и дорогостоящий метод
Испытание на удар – определяет основные свойства паяных соединений – обычно используется в лабораторных условиях
Испытание на кручение — используется для паяных соединений при контроле качества продукции, например, шпильки или винты, припаянные к толстым профилям
Неудачная проверка пайки
Размер, сложность и серьезность приложения определяют наилучший метод проверки, и может потребоваться несколько методов. Если вы не можете разработать точный и надежный метод проверки критического паяного соединения, рассмотрите возможность пересмотра конструкции вашего соединения, чтобы обеспечить адекватную проверку.
Если вы не можете разработать точный и надежный метод проверки критического паяного соединения, рассмотрите возможность пересмотра конструкции вашего соединения, чтобы обеспечить адекватную проверку.
Проверка готовых соединений может быть последним этапом процесса пайки, но процедуры проверки должны быть включены в этап проектирования. Могут использоваться как неразрушающие, так и разрушающие методы, в зависимости от приложения, услуги и требований конечного пользователя, а также нормативных кодексов и стандартов.
После того, как флюс и оксиды удалены из паяного узла, дальнейшие операции по чистовой обработке требуются редко.Сборка готова к использованию или к нанесению гальванического покрытия. В тех немногих случаях, когда вам нужна сверхчистая поверхность, вы можете получить ее, отполировав сборку мелкой наждачной бумагой. Если узлы будут храниться для последующего использования, нанесите на них легкое антикоррозийное защитное покрытие, добавив водорастворимое масло в воду для окончательного ополаскивания.
Посмотрите это видео, чтобы узнать больше о том, как правильно чистить швы.
Основное руководство по сварке: подготовка, регулировка, швы и соединения
На рынке представлены десятки книг, описывающих процесс сварки.Помимо этого ресурса, в Интернете есть бесплатные учебные пособия и инструкции по сварке. Нет необходимости повторять всю эту информацию в этой книге.
Вместо этого в этой главе предлагается краткий обзор часто используемых сварочных материалов и основных настроек для обычных сварщиков. Затем мы перейдем к некоторым советам по созданию хороших, прочных сварных швов и нескольким методам, которые следует попрактиковать перед тем, как приступить к сварке в своем проекте.
Этот технический совет взят из полной книги АВТОМОБИЛЬНАЯ СВАРКА: ПРАКТИЧЕСКОЕ РУКОВОДСТВО.Подробное руководство по этому вопросу можно найти по этой ссылке:
.УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ЗДЕСЬ
ПОДЕЛИТЕСЬ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/welding/basic -Руководство-по-сварке-подготовка-регулировка-сварки-стыков-часть-3/
Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/welding/basic -Руководство-по-сварке-подготовка-регулировка-сварки-стыков-часть-3/
Сварочные принадлежности
Крайне важно получить подходящие материалы для вашего проекта.Возможно, вы видели по телевизору, как МакГайвер делает сварку с помощью пары соединительных кабелей и четверти, но на самом деле это не рекомендуемая техника. Хорошая новость заключается в том, что вам вряд ли понадобится все, что можно найти в сварочном цеху. Хороший бывший в употреблении аппарат для сварки MIG и несколько основных наборов проволоки и газа общего назначения помогут вам справиться почти со всеми проектами.
Наиболее важным фактором при выборе сварочного электрода (или наполнителя) является выбор электрода, изготовленного из того же материала, который вы свариваете. Существуют различные стержни и проволоки для мягкой стали, нержавеющей стали, алюминия и так далее. Затем выберите диаметр стержня или проволоки в зависимости от толщины металла, который вы планируете сваривать, и уровня мощности, который вам необходимо использовать. Для большинства целей вам нужен меньший ассортимент стержней и проволоки. Наконец, настройте сварочный аппарат на правильную силу тока, расход газа и т. д.
Затем выберите диаметр стержня или проволоки в зависимости от толщины металла, который вы планируете сваривать, и уровня мощности, который вам необходимо использовать. Для большинства целей вам нужен меньший ассортимент стержней и проволоки. Наконец, настройте сварочный аппарат на правильную силу тока, расход газа и т. д.
Автомобильная сварка принципиально не отличается от другой сварки, но требует большей точности. Вы хотите, чтобы ваша машина выглядела красиво, а также работала правильно, поэтому найдите время, чтобы попрактиковаться и стать лучше, прежде чем приступать к сварке своей машины.
Выберите сварочные электроды по типу и диаметру в соответствии с типом сварки, которую вы планируете выполнять.
Мы могли бы заполнить книгу таблицами настроек, чтобы охватить все эти переменные, но компании, поставляющие сварочные материалы, уже решили эту проблему. При покупке сварочной проволоки или проволоки попросите паспорт безопасности материала. Паспорт безопасности, как известно, содержит информацию о составе сварочного прутка и его флюсе (если он есть). Он также обычно содержит таблицу, в которой перечислены общие настройки сварочного аппарата и рекомендуемые области применения электрода.
Паспорт безопасности, как известно, содержит информацию о составе сварочного прутка и его флюсе (если он есть). Он также обычно содержит таблицу, в которой перечислены общие настройки сварочного аппарата и рекомендуемые области применения электрода.
MIG и устройства подачи проволоки
Если вы планируете использовать сварочный аппарат с подачей проволоки для стали, у вас есть два основных варианта сварочной проволоки: с флюсовой сердцевиной и сплошной металл. Проволока с флюсовым сердечником включает в себя собственный сварочный флюс — материал, который сгорает и создает зону без воздуха вблизи сварного шва. Флюс также образует корку на поверхности сварного шва, которую необходимо сколоть или счистить щеткой по мере остывания сварного шва. Если вы попытаетесь сварить корку, часть ее останется в виде пузырьков в сварном шве, что снижает прочность сварного шва и выглядит некрасиво.
Преимущество проволоки с флюсовой сердцевиной в том, что вам не нужно иметь дело с газовым баллоном. Вы просто включаете сварочный аппарат и начинаете работать. Недостатком является то, что проволока с флюсовым сердечником требует работы на переменном токе и производит много дыма и брызг. Использование флюсовой сердцевины также не рекомендуется для сварки тонких материалов (20 калибра и меньше). С небольшой бутылкой газа MIG (обычно это смесь аргона и углекислого газа) вы можете работать на постоянном токе и получить гораздо более гладкий шов. Распространенный выбор проволоки с флюсовым сердечником для автомобильных работ включает Lincoln NR-211 или любую проволоку, соответствующую стандарту AWS (Американского общества сварщиков) E71T-GS.
Вы просто включаете сварочный аппарат и начинаете работать. Недостатком является то, что проволока с флюсовым сердечником требует работы на переменном токе и производит много дыма и брызг. Использование флюсовой сердцевины также не рекомендуется для сварки тонких материалов (20 калибра и меньше). С небольшой бутылкой газа MIG (обычно это смесь аргона и углекислого газа) вы можете работать на постоянном токе и получить гораздо более гладкий шов. Распространенный выбор проволоки с флюсовым сердечником для автомобильных работ включает Lincoln NR-211 или любую проволоку, соответствующую стандарту AWS (Американского общества сварщиков) E71T-GS.
Для достижения наилучших результатов при сварке MIG вам нужен правильный тип газа, чтобы не допустить попадания кислорода и азота (98% обычного воздуха) в сварной шов. Существует диапазон цен на различные сварочные газы, и, конечно, лучшие составы стоят дороже. Вы можете использовать чистый углекислый газ (CO2), и он работает, но вы получите лучшие результаты, купив газ с содержанием аргона 75 или более процентов. Для сварки алюминия или других цветных металлов вам нужен 100-процентный аргон или гелий, но эти чистые газы не подходят для сварки мягкой стали.Для сварки нержавеющей стали к основной смеси аргона и углекислого газа добавляется небольшое количество водорода или другого химически активного газа. Вы также можете приобрести трехкомпонентные сварочные газы, в состав которых входит гелий, аргон, углекислый газ и небольшое количество кислорода.
Для сварки алюминия или других цветных металлов вам нужен 100-процентный аргон или гелий, но эти чистые газы не подходят для сварки мягкой стали.Для сварки нержавеющей стали к основной смеси аргона и углекислого газа добавляется небольшое количество водорода или другого химически активного газа. Вы также можете приобрести трехкомпонентные сварочные газы, в состав которых входит гелий, аргон, углекислый газ и небольшое количество кислорода.
Порошковая проволока
выглядит так же, как и любая другая сварочная проволока. Перед установкой проволоки в сварочный аппарат всегда проверяйте этикетку на катушке.
Если вы используете электродную сварку или порошковую проволоку, необходим набор проволочных щеток и отбойных молотков, чтобы очистить сварной шов от корки для осмотра и возможной доработки.
Хороший сварочный аппарат MIG, такой как этот Miller, можно найти на рынке бывших в употреблении за несколько сотен долларов. Он прост в использовании и поможет вашим проектам стать лучше.
В вашем сварочном цехе есть выбор хороших газов для сварки MIG. Они могут посоветовать вам правильную смесь для ваших конкретных потребностей.
Если вы планируете сваривать алюминий методом MIG, рассмотрите возможность приобретения такого сварочного пистолета. Поскольку катушка находится прямо на пистолете, вам не нужно протягивать проволоку через длинный кабель.Кроме того, вы можете легко сменить горелку без необходимости перенаправлять сварочную проволоку.
Для подавляющего большинства автомобильных сварок мягкой стали хорошим выбором является газовая смесь, состоящая из 85 процентов аргона и 15 процентов двуокиси углерода. Ваш сварочный цех может порекомендовать альтернативные смеси для конкретных целей.
Большая часть сварочной проволоки для сварки в среде инертного газа (MIG) для мягких сталей производится в соответствии со спецификацией ER70S AWS. Существуют подразделы: ER70S-3 и ER70S-6 являются наиболее часто используемыми проволоками для сварки MIG из низкоуглеродистой стали, а вариант -6 обычно считается более простым в использовании. Эти спецификации включают в себя элементы в сплаве, которые позволяют проволоке хорошо течь и создают хороший, прочный сварной шов.
Эти спецификации включают в себя элементы в сплаве, которые позволяют проволоке хорошо течь и создают хороший, прочный сварной шов.
Если вы планируете сваривать алюминий, вам обязательно понадобится баллон с аргоном или гелием. Алюминий легко окисляется, поэтому требуется защитный газ. Вам также понадобится алюминиевая проволока и специальные ролики, чтобы ее толкать. Наиболее популярными алюминиевыми проводами являются сплавы со сплошным сердечником 4043 или 5356. Проволока 4043 является самой популярной и простой в работе. Сплав 5356 тверже, и его следует использовать, когда вы планируете анодировать (окрашивать) свою работу, потому что сварочный материал 4043 плохо принимает цвет.Если вы будете регулярно сваривать алюминий, вам также следует инвестировать в шпульный пистолет. Поскольку алюминиевая проволока 4043 мягкая, установка катушки с проволокой прямо на пистолете позволяет сократить длину проволоки, что облегчает ее проволоку и снижает количество обрывов и замятий проволоки.
Если вы планируете сваривать нержавеющую сталь, вам понадобится проволока из нержавеющей стали. Наиболее популярными сплавами для сварки нержавеющей стали являются 304, 308 и 316, а также требуется специальный состав газа. Газ для сварки нержавеющей стали включает небольшое количество водорода или кислорода.
Принадлежности для сварки TIG
Стержни для сварки TIG аналогичны тем, которые используются для кислородно-ацетиленовой сварки, поскольку они имеют длину прямого стержня различных размеров от 1/16 до 1/8 дюйма. Как и проволока для сварки MIG, прутки TIG доступны в различных сплавах в зависимости от свариваемого материала. Существует два основных состава стержней для низкоуглеродистой стали, известные как S6, 70S и 80S-D2. Стальные сварочные стержни имеют тонкий слой медного покрытия на своей поверхности, чтобы противостоять ржавчине и способствовать образованию луж.Алюминиевые составы не имеют гальванического покрытия и изготавливаются из сплавов 4043 и 5356, как и проволока MIG. Точно так же нержавеющие сварочные стержни доступны из сплавов 308 и 316. В большинстве случаев TIG-сварка выполняется с использованием 100-процентного аргона, но также хорошо подходят и смешанные газы.
Точно так же нержавеющие сварочные стержни доступны из сплавов 308 и 316. В большинстве случаев TIG-сварка выполняется с использованием 100-процентного аргона, но также хорошо подходят и смешанные газы.
Эти алюминиевые стержни для сварки TIG представлены всеми четырьмя размерами обычно используемых стержней от 1/16 дюйма до 1/8 дюйма. Они продаются на вес и обычно производятся из сплавов 4043 и 5356.
Газ
TIG в основном такой же, как газ MIG, но в этой установке Расс добавил дополнительный клапан для подачи газа через пластиковую трубку, чтобы выводить кислород из хромомолибденовых трубок во время сварки.
При использовании сварочного аппарата TIG вам также необходимо запастись вольфрамовыми наконечниками для вашего сварочного пистолета. Эти острия сделаны в основном из вольфрама, но микроэлементы, включенные в производственный процесс, различают несколько видов острия. Чаще всего используются наконечники из 98-процентного вольфрама с добавлением 2-процентного тория. У этого типа наконечника красный наконечник, и это хороший наконечник общего назначения. Вы также можете купить набор различных наконечников для различных целей.
У этого типа наконечника красный наконечник, и это хороший наконечник общего назначения. Вы также можете купить набор различных наконечников для различных целей.
TIG легко обслуживать. Вы можете создать шарик из вольфрама на конце острия, просто сделав дугу — шарик будет развиваться сам по себе. Для тонкой работы держите острие острым с помощью точильного камня или станка для шлифовки вершин TIG. Для работы с большой мощностью отшлифуйте наконечник, чтобы увеличить точку дуги.
Кислородно-ацетиленовые принадлежности
Существует огромное количество вариантов электродов для кислородно-ацетиленовой сварки. Для низкоуглеродистой стали чаще всего выбирают стержни RG45, RG60 и RG65 с медным покрытием.Каждый из них имеет немного отличающийся состав, но все они хорошо работают в контексте автомобильной стали. Вы также можете приобрести различные специальные стержни из бронзы (для пайки), алюминия, нержавеющей стали и других материалов. Многие из этих стержней покрыты флюсом или покрыты флюсом для пайки.
Многие из этих стержней покрыты флюсом или покрыты флюсом для пайки.
Баллоны с кислородом окрашены в зеленый цвет, баллоны с ацетиленом окрашены в красный или черный цвет. Шланги также подобраны по цвету к бутылкам, чтобы избежать ошибок при подключении.
Варианты газа
сосредоточены в основном на горючем топливе.Ацетилен является наиболее распространенным газом, за которым следует пропан. Вы также можете получить водород, запатентованный газ MAPP, природный газ или сжиженный нефтяной газ для своей горелки. В общем, ацетилен является предпочтительным топливом. Сварочный кислород был высушен, чтобы предотвратить ржавчину баков. Вы никогда не должны использовать медицинский кислород или другие источники кислорода для сварки — приобретайте кислород в надежном сварочном цехе.
Всегда используйте, транспортируйте и храните сварочные баллоны в вертикальном положении. Ацетилен растворяется в ацетоне, когда его помещают в бутылку, и если вы положите бутылку на бок, ацетон может попасть в клапан, а затем в ваши регуляторы. Если ваши бутылки стояли на боку, поставьте их и дайте им стабилизироваться в течение часа или около того, прежде чем прикреплять регуляторы и пытаться их использовать.
Если ваши бутылки стояли на боку, поставьте их и дайте им стабилизироваться в течение часа или около того, прежде чем прикреплять регуляторы и пытаться их использовать.
Сварочные принадлежности
На рынке представлен широкий ассортимент сварочных электродов, каждый из которых оптимизирован для определенного вида сварки. Поскольку сварочный аппарат имеет только регулировку мощности, мы используем разные стержни для удовлетворения различных требований к сварке. Например, если вы свариваете что-то очень простое в работе, например, чистый новый металл, хорошо подогнанный без зазоров, выберите пруток 6013.С этим составом легко работать, легко чистить, и в целом он дает хорошие результаты, когда все в порядке. Если у вас есть пробелы, которые нужно заполнить, 6012 — лучший выбор.
Система нумерации электродов для электродуговой сварки довольно проста. Первые две цифры (60 или 70) обозначают прочность сварного шва на растяжение при давлении 60 000 или 70 000 фунтов на квадратный дюйм. Третья цифра указывает положения сварки, одобренные для стержня, как правило, 1 для всех положений или 2 только для плоского/горизонтального положения. Последняя позиция описывает требования к электрическому току и состав флюсового покрытия.Вообще говоря, 1 и 5 указывают только на постоянный ток, а все остальные цифры указывают на работу в режиме переменного/постоянного тока.
Третья цифра указывает положения сварки, одобренные для стержня, как правило, 1 для всех положений или 2 только для плоского/горизонтального положения. Последняя позиция описывает требования к электрическому току и состав флюсового покрытия.Вообще говоря, 1 и 5 указывают только на постоянный ток, а все остальные цифры указывают на работу в режиме переменного/постоянного тока.
При выборе стержня начните с состава материала, который вы планируете сваривать. Если вы работаете с мягкой сталью, перечисленные здесь основные стержни являются хорошим выбором. Если вы свариваете нержавеющую сталь, соединяете разные материалы или работаете с другими сплавами, вам следует обратиться за рекомендацией в свой сварочный цех. Измерьте диаметр стержня по толщине свариваемого материала и силе тока, которую вы используете.В общем, выбирайте стержни меньшего размера для более низких настроек мощности вашего сварочного аппарата. Как правило, 3/32-дюймовые стержни хороши примерно до 75 ампер, 1/8-дюймовые стержни от 75 до 150, 5/32-дюймовые стержни от 100 до 175 и 3/16-дюймовые стержни от 150 ампер.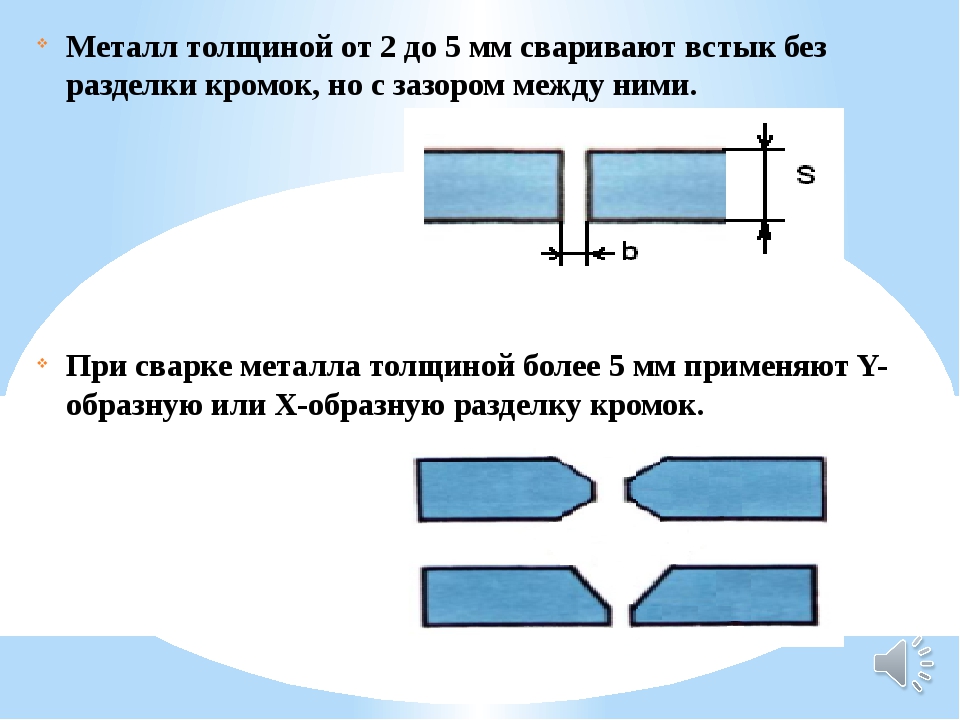 до 250 ампер и выше.
до 250 ампер и выше.
Стержни для стержневой сварки бывают разных размеров и составов. Сверху два стержня 6013 разных марок, а снизу стержень большего размера 6011. Некоторые стержни также имеют цветные точки и полосы, которые помогают их идентифицировать.
Сохранять электроды для электродуговой сварки сухими так же просто, как купить герметичный пластиковый кейс для переноски.Вы также можете построить горячую камеру, если считаете, что она необходима для того, чтобы вещи в вашем магазине оставались сухими.
Положения электродной сварки: Одной из характеристик, перечисленных для каждого типа сварочной проволоки, является положение, в котором ее лучше всего использовать. Сварка стержнем различает плоскую (как будто деталь лежит на столе, а вы стоите над ней и рядом с ней), вертикальную и потолочную сварку. Большинство современных удилищ хороши в любом положении, но некоторые рекомендуются для использования только в горизонтальном или горизонтальном положении.
В таблице на этой странице указаны виды сварки, указанные для каждого типа стандартного стержня. В таблице на стр. 40 перечислены параметры тока и полярности для наиболее часто используемых электродов для электродуговой сварки.
Уход за стержнями для электродуговой сварки: Для достижения наилучших результатов электроды для стержневой сварки должны быть абсолютно сухими. Намокшие стержни можно идентифицировать по разрушающемуся флюсовому покрытию. Подобно головке деревянной спички, окунутой в воду, флюс легко растворяется и распадается.
Вы можете купить печь для хранения и предварительного нагрева сварочных стержней или сделать простой горячий ящик. Хот-бокс — это просто старый металлический кулер или холодильник, изолированный и закрытый лампочкой внутри, чтобы внутри было тепло и сухо. Наиболее распространенным решением является просто покупка водонепроницаемого пластикового чехла для удилища. Это пластиковые баллоны с завинчивающимися крышками. Поместите удочки в один из этих чехлов и извлеките столько удочек, сколько вам нужно. В противном случае держите корпус закрытым.
В противном случае держите корпус закрытым.
Подготовка к сварке
Чтобы создать прочный и красивый шов, вам нужна хорошая техника, но не менее важно подготовить свой проект.Лучший сварщик в мире не сможет добиться хороших результатов, если деталь не будет разрезана, очищена и закреплена должным образом. Точно так же, если сварочный аппарат неправильно отрегулирован, трудно получить хорошие результаты. Используйте приведенные ниже разделы, чтобы убедиться, что ваш сварной шов настроен правильно, прежде чем вы начнете.
Хорошая примерка
Хорошая подгонка свариваемых деталей является залогом хорошего результата. Когда вы измеряете и вырезаете свои детали, тщательно измерьте и учитывайте ширину пламени или лезвия, когда вы делаете разрезы.
Мелкие детали и трубки нужно собрать вместе для достижения наилучших результатов. Для более толстых материалов вы, как правило, срезаете сопрягаемые кромки, чтобы обеспечить место для сварного шва.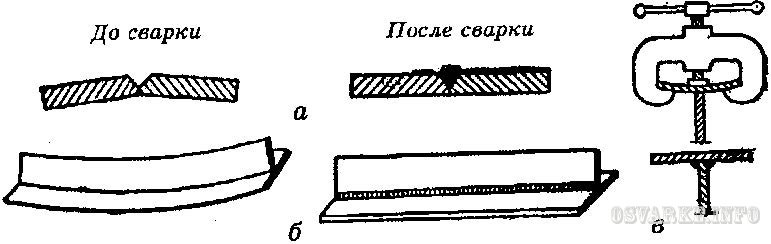
При работе с более мелкими или тонкими материалами можно соединить концы вместе и сварить. Если вы скосили края, может не хватить материала для сварки.
Если материал толще, вы получите лучший сварной шов, если скосите края, чтобы материалу шва было куда идти.
Правильные размеры и маркировка особенно важны при резке углов. Использование шаблона, стусла или фиксированной настройки на отрезной или ленточной пиле важно, потому что крошечная угловая ошибка на конце сварки умножается на длину детали, и другой конец прутка может оказаться сильно не выровненным.
Как правило, если вам нужно оценить разрез, оценивайте его слишком долго. От куска металла всегда можно отрезать больше, а прибавить длину очень сложно.При разрезании прямого угла оценка небольшой длины позволяет снова отрезать или отшлифовать угол, если он не совсем правильный.
Получение точно правильных углов особенно важно при работе с трубами, так как вы можете установить конец «рыбий рот» вокруг круглой трубы для сварки. Даже с труборезом требуется некоторая практика, чтобы сделать эти приспособления точно правильными.
Даже с труборезом требуется некоторая практика, чтобы сделать эти приспособления точно правильными.
Чистка металла
Чистота имеет решающее значение для хорошего результата сварки. Прокатная окалина, масло, жир, грязь, краска, металлическая стружка и другие загрязнения попадают в сварной шов и проявляются в виде пузырьков, шлака, шлака и пористости.Это некрасиво и снижает прочность сварного шва. Начните чистить свою работу с хорошей проволочной щеткой. Шлифовка и шлифовка также помогают удалить краску и клей, но могут оставить свои загрязнения. Чистите и шлифуйте свою работу, пока металл не заблестит, но не удаляйте слишком много материала. Вам нужно много металла для сварки.
Краска, лак и любой другой герметик не помогут сварке. Этот алюминий был очищен щеткой до того, как на место была приварена косынка.
Если металл, с которым вы работаете, ранее был покрыт краской, маслом, смазкой, космоленом или любым другим защитным средством, вы можете промыть его очищающим растворителем. В вашем сварочном цеху есть несколько имеющихся в продаже растворов для очистки, таких как Ox-Out и Chemclean. Это кислотные чистящие средства, которые удаляют масло, жир, прокатную окалину, ржавчину и другие загрязнения с ваших рабочих поверхностей.
В вашем сварочном цеху есть несколько имеющихся в продаже растворов для очистки, таких как Ox-Out и Chemclean. Это кислотные чистящие средства, которые удаляют масло, жир, прокатную окалину, ржавчину и другие загрязнения с ваших рабочих поверхностей.
Поддержка вашей работы
Когда ваш металл правильно подогнан и очищен от окалины и загрязнений, вы готовы расположить детали.Перед началом сварки важно правильно и надежно расположить детали. Это когда удобно иметь сварочный стол для подготовки ваших деталей. Если ваши детали длинные, вам могут понадобиться дополнительные стойки для их поддержки с обоих концов и в одном или нескольких местах посередине. Можно купить или изготовить сварочные стенды переменной высоты (иногда их называют мертвецом), используя резьбовой стержень и штативную подставку. Вы также можете использовать козлы, столы, стопки ящиков или что-то еще, что есть в наличии. Важно то, что ваши детали должны быть надежно закреплены в правильной ориентации. Детали иногда двигаются, когда вы начинаете сварку, и разрезать их на части, чтобы повторить попытку, очень утомительно.
Детали иногда двигаются, когда вы начинаете сварку, и разрезать их на части, чтобы повторить попытку, очень утомительно.
Это может быть как простая козла, так и причудливая подставка для труб с роликами, но она поддерживает вашу работу при резке или сварке.
Не бойтесь приваривать детали к сварочному столу. Если у вас есть набор столярных угольников, транспортиров или магнитных углов, измерьте всеми возможными способами, чтобы убедиться, что ваши прямые углы прямые и что все подходит и выстраивается так, как вы планировали.
Изготовление шаблонов
Если вы планируете сделать несколько копий конструкции, вам может пригодиться создание шаблона. Кондуктор — это просто установка, которая позволяет вам делать несколько деталей совершенно одинаково. Например, вы можете приварить прихваточным швом несколько угловых или коробчатых деталей к столу, чтобы ваши детали располагались именно там, где вы хотите. Если вы отрежете детали одинаковой длины и используете один и тот же приспособление, вы сможете каждый раз получать одинаковые детали.
Если вы отрежете детали одинаковой длины и используете один и тот же приспособление, вы сможете каждый раз получать одинаковые детали.
Одним из преимуществ стального сварочного стола является то, что вы можете приваривать к столу детали, чтобы сделать приспособление, удерживающее вашу работу на месте. Вы даже можете приварить заготовку к столу, а затем отрезать ее.
Вы можете сделать временное приспособление из кусков стали для удержания деталей. Просто отрежьте обрезки до нужной длины, прикрепите их к столу, а затем прикрепите деталь к опорной части. Когда вы все закончите, сломайте или отрежьте опору и отшлифуйте прихваточный шов.
Потратьте время, чтобы осмотреть свои детали со всех сторон и убедиться, что они подходят правильно и все выровнено правильно. Доработка сварной детали никогда не бывает легкой, и вы можете легко испортить деталь (или несколько), и вам придется начинать все сначала. Потраченное сейчас время на то, чтобы убедиться, что все в порядке, скоро окупится.
Подготовка среды
Сваривать при дневном свете труднее, потому что солнечный свет проникает в маску и ограничивает возможность видеть сварной шов.Кроме того, вы не можете так легко увидеть светящийся металл при полном дневном свете. Лучше всего сваривать в помещении, если вы можете сделать это безопасно, или, по крайней мере, в затененном месте, где вы можете видеть, что делаете, через маску.
Ветер также является вашим врагом во время сварки. Ветер сдувает защитные газы со сварочного аппарата MIG или TIG и даже с проволоки с флюсовым сердечником или флюса на сварочном стержне. С другой стороны, место проведения сварочных работ должно хорошо проветриваться, чтобы дым и испарения от сварки заменялись свежим воздухом, которым вы могли бы дышать.Опять же, сварка в помещении лучше всего, если вы не создаете опасность пожара или вентиляции.
Соберите защитное снаряжение. Часто возникает соблазн просто сделать закрепку или пробежать короткую бусину без защитного снаряжения, но именно тогда вы обожжетесь. Держите свое защитное снаряжение рядом со сварщиком, и оно всегда будет под рукой, когда вы будете готовы к сварке. Прежде чем приступить к сварке, убедитесь, что вы выбрали подходящий класс линз.
Держите свое защитное снаряжение рядом со сварщиком, и оно всегда будет под рукой, когда вы будете готовы к сварке. Прежде чем приступить к сварке, убедитесь, что вы выбрали подходящий класс линз.
Если ваша маска автоматически затемняется, убедитесь, что ее настройки соответствуют типу сварки, которую вы собираетесь выполнять.
Регулировка сварочного аппарата
Каждый сварочный аппарат уникален, поэтому правильная настройка сварочного аппарата — это искусство. Но следуйте этим шагам, и вы должны попасть на стадион. Затем выполните несколько тестовых валиков на стальном металлоломе той же формы и толщины, что и ваши детали, и вы сможете установить точные настройки, которые вам нужны.
AC, DC и полярность
Электрический ток бывает различных видов — 120, 240 или 480 вольт, он может быть однофазным или трехфазным, а также может подаваться как переменный или постоянный ток.Проще говоря, переменный ток (AC) означает, что направление электрического потока меняется примерно 60 раз в секунду. Постоянный ток (DC) означает, что поток электричества постоянен в одном направлении.
Постоянный ток (DC) означает, что поток электричества постоянен в одном направлении.
Практически во все настенные розетки подается переменный ток. Многие сварщики пропускают переменный ток через сварной шов. Однако вы можете выбрать переменный или постоянный ток на своем сварочном аппарате. Настройка постоянного тока на сварочном аппарате преобразует поступающее электричество в постоянный ток, прежде чем использовать его для сварки.
Некоторые металлы и присадочные материалы лучше свариваются на переменном токе, а некоторые на постоянном токе. Некоторым процессам нравится прямая, а некоторым — обратная полярность. Получите сварочный аппарат, который позволяет вам выбирать ток и полярность для максимальной гибкости.
Различные основные материалы, сварочная проволока или стержни, а также методы сварки подходят для сварки переменным или постоянным током. Одно не лучше и не хуже другого. Вам просто нужно знать, когда использовать каждую настройку с разными металлами и сварщиками.
Помимо выбора тока, многие сварочные аппараты позволяют выбирать полярность при сварке постоянным током. Прямая полярность постоянного тока — это когда зажим положительный, а сварочный стержень отрицательный. При обратной полярности зажим является отрицательной стороной цепи, а сварочный стержень — положительной. Полярность важна для некоторых сварочных стержней.
Настройки подачи проволоки и MIG
Для сварочного аппарата с подачей проволоки выберите уровень мощности, соответствующий толщине рабочего материала.Ваш сварочный аппарат может иметь переключатели или циферблат для управления мощностью, но процесс регулировки такой же. Начните с меньшей мощности, чем, по вашему мнению, вам нужно, и запустите несколько тестовых бусин. Проверьте достаточность проплавления, перевернув деталь, и когда вы увидите обесцвечивание от сварного шва на обратной стороне металла, значит, вы проделываете большую часть металла.
Самые простые сварочные аппараты имеют четыре режима мощности, которые можно выбрать с помощью двух клавишных переключателей. Вы также можете установить скорость проволоки отдельно.
Вы также можете установить скорость проволоки отдельно.
Скорость подачи проволоки зависит от выбранной вами мощности. Если ваш сварочный аппарат использует пару переключателей для управления мощностью сварки, у вас есть 4 настройки мощности на выбор. Как правило, чем больше энергии вы используете, тем выше должна быть скорость вашего провода.
Установите сварочный аппарат на минимальную мощность, установите скорость подачи проволоки примерно на 30 процентов от ее мощности и попробуйте выполнить несколько пробных сварных швов. Регулируйте скорость подачи проволоки до тех пор, пока не получите плавный поток в сварной шов.Если скорость проволоки слишком высока, вы обнаружите, что проволока толкает сварочный пистолет назад или обрывается, оставляя короткие отрезки проволоки, торчащие из сварного шва. Если скорость подачи проволоки слишком мала, дуга будет проскальзывать и разбрызгиваться, а сварной шов будет неравномерным. Регулируйте скорость подачи проволоки, пока не получите хорошую ровную дугу и сварной шов.
При более высоких мощностях необходимо несколько увеличить скорость подачи проволоки. Это вводит больше металла сварного шва в ваш валик, а с тонкими материалами вы рискуете прожечь. Дополнительные сведения о настройке сварочного аппарата см. в практических упражнениях ниже.С установленной скоростью отрегулируйте силу привода или натяжение проволоки. Это достигается за счет роликовых колес, которые проталкивают проволоку по кабелю к сварочной горелке. Ролики должны быть достаточно тугими, чтобы проталкивать проволоку по мере ее расхода в точке дуги, но не слишком туго. Установите натяжение, начиная с минимального, чтобы эта проволока почти не подавалась. Затем поднесите сварочный пистолет к плоской непригодной для сварки поверхности, например к бетону. Роликовые колеса должны скользить, а не толкать проволоку.
Затем осторожно увеличьте давление, пока ролики не начнут выталкивать проволоку из испытательной поверхности.Вам нужно лишь небольшое усилие за проволокой. Для сварочного аппарата MIG с подачей проволоки также необходимо отрегулировать подачу газа. Нет ничего плохого в том, чтобы использовать слишком много газа — это просто дорого, — но вы должны убедиться, что к вашему сварочному пистолету подается достаточный поток газа. Двадцати фунтов на регуляторе должно быть достаточно для нормальных условий сварки (спокойный воздух), но вам нужно увеличить это значение, если вы свариваете в ветреную или ветреную погоду. В приведенной выше таблице представлен набор базовых настроек для сварочного аппарата MIG с подачей проволоки. Эти настройки — просто место для начала ваших тестов, и они консервативны.Для полного проникновения почти всегда используются более высокие настройки мощности.
Нет ничего плохого в том, чтобы использовать слишком много газа — это просто дорого, — но вы должны убедиться, что к вашему сварочному пистолету подается достаточный поток газа. Двадцати фунтов на регуляторе должно быть достаточно для нормальных условий сварки (спокойный воздух), но вам нужно увеличить это значение, если вы свариваете в ветреную или ветреную погоду. В приведенной выше таблице представлен набор базовых настроек для сварочного аппарата MIG с подачей проволоки. Эти настройки — просто место для начала ваших тестов, и они консервативны.Для полного проникновения почти всегда используются более высокие настройки мощности.
Кислородно-ацетиленовая регулировка
При работе с кислородно-ацетиленовым сварочным аппаратом необходимо учитывать сварочный наконечник. Различные сварочные наконечники имеют разный размер отверстия, что позволяет получить большее или меньшее пламя. Закройте клапаны на горелке и установите регулятор ацетилена примерно на 7 фунтов на горелку, а кислород — примерно на 20 фунтов. Затем откройте ацетиленовый клапан (обычно красный шланг) и зажгите фонарик.У вас должно получиться дымящееся пламя. Затем медленно откройте кислородный клапан (обычно зеленый шланг) на горелке и регулируйте поток, пока не получите маленькую вспышку сине-белого пламени размером с кончик карандаша. Если вы откроете кислород слишком далеко или слишком быстро, ваш факел может взорваться и потерять пламя. Если это произойдет, закройте кислородный клапан и начните сначала.
Затем откройте ацетиленовый клапан (обычно красный шланг) и зажгите фонарик.У вас должно получиться дымящееся пламя. Затем медленно откройте кислородный клапан (обычно зеленый шланг) на горелке и регулируйте поток, пока не получите маленькую вспышку сине-белого пламени размером с кончик карандаша. Если вы откроете кислород слишком далеко или слишком быстро, ваш факел может взорваться и потерять пламя. Если это произойдет, закройте кислородный клапан и начните сначала.
Ближайший к баллону манометр показывает давление в баллоне. Дальний манометр показывает давление в шланге и на горелке.
Настройки сварочного аппарата
В базовом сварочном аппарате переменного тока единственным параметром, которым вы управляете, является мощность. Начните с малого и двигайтесь вверх, пока ваши пробные сварные швы не покажут хорошее проплавление и отсутствие прожогов. Убедитесь, что вы также выбрали правильный тип сварочной проволоки для работы!
В базовом сварочном аппарате единственное, что вы можете установить, — это общая сила тока, подаваемая через электрод. Используйте минимально возможную мощность для легких материалов.
Используйте минимально возможную мощность для легких материалов.
Настройки сварочного аппарата TIG
На сварочном аппарате TIG вы можете контролировать мощность на коробке или с помощью ножной педали. Ножная педаль — прекрасный инструмент, который позволяет вам контролировать количество энергии, поступающей в дугу от момента к моменту, и это одна из причин, по которой TIG можно использовать для очень тонких работ, таких как сварка листового металла. Вы также можете контролировать подачу газа к сварочной горелке, и, как и при сварке MIG, вам необходимо убедиться, что газа достаточно для защиты сварного шва.
Аппарат для сварки TIG использует только основные элементы управления максимальной мощностью, типом тока и полярностью. Однако в большинстве установок для сварки TIG используется ножная педаль для точной регулировки сварочного тока.
Еще одна настройка, которую вы вносите в сварочный аппарат TIG, связана с вольфрамовым электродом.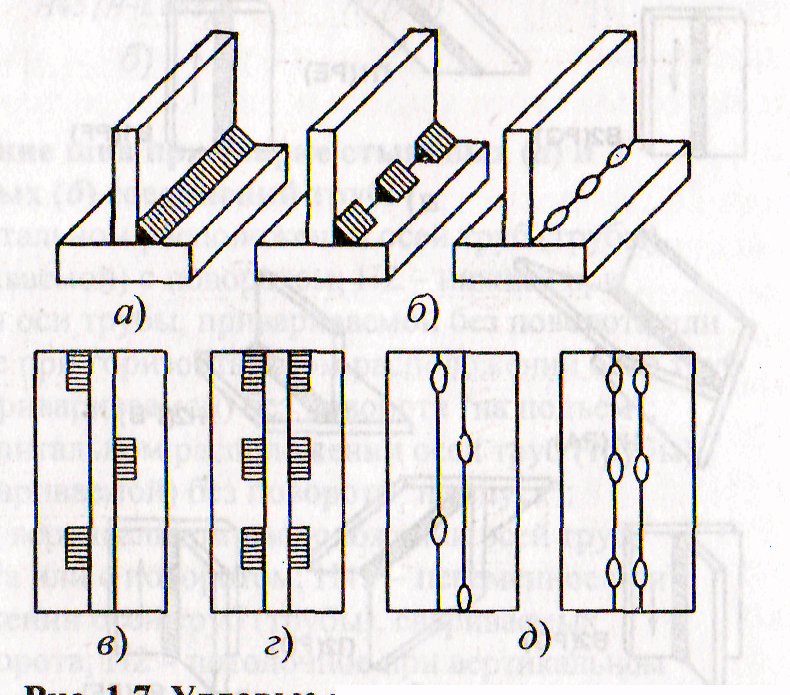 Электрод заострен, как игла. Это позволяет сварщику TIG создавать очень маленькую точную дугу. Если на электроде скапливается расплавленный сварочный пруток или другой материал, производительность и точность сварщика снижаются.Точно так же кончик электрода со временем изнашивается и затупляется, поэтому пользователи TIG держат под рукой точильный камень для очистки и заточки электрода. Вы также можете заменить изношенный электрод в пистолете. Большинство электродов TIG двусторонние, чтобы максимально использовать материал.
Электрод заострен, как игла. Это позволяет сварщику TIG создавать очень маленькую точную дугу. Если на электроде скапливается расплавленный сварочный пруток или другой материал, производительность и точность сварщика снижаются.Точно так же кончик электрода со временем изнашивается и затупляется, поэтому пользователи TIG держат под рукой точильный камень для очистки и заточки электрода. Вы также можете заменить изношенный электрод в пистолете. Большинство электродов TIG двусторонние, чтобы максимально использовать материал.
В большинстве случаев TIG-сварка выполняется с прямой (положительной) полярностью постоянного тока, за исключением сварки алюминия, которая всегда выполняется с использованием переменного тока.
Основные валики и шарниры
Когда сварщики говорят о сварных швах и различных типах соединений, именно эти термины можно услышать чаще всего.Различия между соединениями могут быть незначительными, и все хорошие сварные швы имеют почти одинаковые характеристики — хорошее проплавление, чистое наплавление и ровные валики.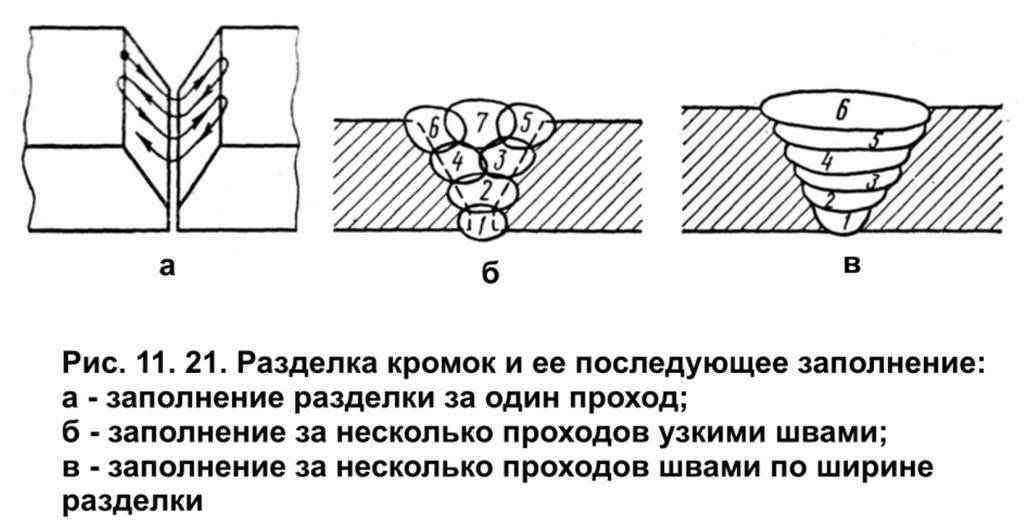 Вообще говоря, валик — это отложение расплавленного металла на стыке двух или более свариваемых деталей. Соединение — это место соединения частей, а тип соединения указывает, как части соединяются. Все соединения, перечисленные здесь, выигрывают от закрепления деталей на месте до того, как вы попытаетесь запустить валик.
Вообще говоря, валик — это отложение расплавленного металла на стыке двух или более свариваемых деталей. Соединение — это место соединения частей, а тип соединения указывает, как части соединяются. Все соединения, перечисленные здесь, выигрывают от закрепления деталей на месте до того, как вы попытаетесь запустить валик.
Посмотрите на светлый металл по краю этой детали.Вы можете видеть, что сварной шов на другой стороне проникает в нижележащий металл, когда вы видите контур сварного шва с задней стороны детали.
Во время сварки старайтесь сбалансировать количество тепла, подаваемого на каждую свариваемую деталь. Например, если вы свариваете Т-образное соединение, тепло от сварки имеет большую площадь для проникновения в разделенную пополам часть, чем в центральную часть. Поэтому уделяйте дуге больше времени на разделенной пополам части, чтобы обеспечить равномерное распределение тепла.
Угловая бусина
Угловой валик используется на 90-градусном соединении, на плитах внахлест или на любой стороне Т-образного соединения. Если вы разрезаете угловой валик, форма сварного шва будет примерно треугольной. Это прочный валик для соединения деталей конструкции, требующий хорошего глубокого проникновения. Обычно этот валик не требует скашивания кромок свариваемых материалов. Держите большую часть дуги направленной на горизонтальную часть при создании скругления — вы просто расплавляете часть вертикальной части и позволяете ей стекать в горизонтальную часть.Если вы нагреете вертикальную деталь слишком сильно, вы создадите подрез, в результате чего вертикальная деталь станет тоньше, чем когда вы начинали сразу над сварным швом.
Если вы разрезаете угловой валик, форма сварного шва будет примерно треугольной. Это прочный валик для соединения деталей конструкции, требующий хорошего глубокого проникновения. Обычно этот валик не требует скашивания кромок свариваемых материалов. Держите большую часть дуги направленной на горизонтальную часть при создании скругления — вы просто расплавляете часть вертикальной части и позволяете ей стекать в горизонтальную часть.Если вы нагреете вертикальную деталь слишком сильно, вы создадите подрез, в результате чего вертикальная деталь станет тоньше, чем когда вы начинали сразу над сварным швом.
Угловой шов имеет примерно треугольное поперечное сечение и может использоваться при обработке внутреннего угла.
Прихватка углового сварного шва Т-образного соединения с обеих сторон важна, потому что по мере остывания первого валика сварного шва термическое сжатие может вывести две детали из перпендикулярного выравнивания.Сварка угловых швов и чередование стежков по обеим сторонам Т-образного соединения также помогает предотвратить смещение.
Скошенный или рифленый буртик
Сварной шов со скошенной кромкой — это просто сварной шов встык, при котором на каждой сопрягаемой поверхности ваших деталей делается небольшой скос, образуя V-образную форму, в которую накладывается валик углового сварного шва. Как правило, это проще, чем выполнение хорошего стыкового сварного шва, и обычно дает хорошие результаты. Для более толстых материалов снятие фаски становится еще более важным для обеспечения полного проплавления сварного шва.В зависимости от размера материалов, вам может понадобиться несколько бусинок, чтобы заполнить скос. Существуют вариации на эту тему — например, U-образная канавка, J-образная канавка и односторонняя фаска, но все они означают одно и то же: оставьте место для затекания сварного шва.
Внутренний угол или внутренний угол
Этот валик расположен на внутреннем уголке двух стальных деталей. Но при сварке под внутренним углом соприкасаются только края двух деталей. Вы должны быть осторожны, чтобы наложить сварной шов одинаково на обе детали, если они имеют одинаковую толщину, или, соответственно, со смещением, если вы привариваете толстую деталь к тонкой. Эти сварные швы часто выигрывают от многократных проходов, если материалы тонкие и вы беспокоитесь о прожоге. Сделайте свой первый проход легкой бусиной, а затем добавьте еще две бусины поверх первой и сместите каждую часть так, чтобы каждая последующая бусина прикреплялась как к части, так и к предыдущей бусине. Вплетите последующие бусины по более широкой дуге, чем исходная бусина, чтобы получить хорошее покрытие.
Вы должны быть осторожны, чтобы наложить сварной шов одинаково на обе детали, если они имеют одинаковую толщину, или, соответственно, со смещением, если вы привариваете толстую деталь к тонкой. Эти сварные швы часто выигрывают от многократных проходов, если материалы тонкие и вы беспокоитесь о прожоге. Сделайте свой первый проход легкой бусиной, а затем добавьте еще две бусины поверх первой и сместите каждую часть так, чтобы каждая последующая бусина прикреплялась как к части, так и к предыдущей бусине. Вплетите последующие бусины по более широкой дуге, чем исходная бусина, чтобы получить хорошее покрытие.
Используйте магнит вашего сварочного аппарата, чтобы поддерживать постоянный угол 90 градусов, пока вы скрепляете свою работу.
Внутренние угловые сварные швы очень похожи на угловые, за исключением предположения, что в начале соприкасаются только кромки. Часто сварщики усиливают внутренние угловые сварные швы, накладывая еще два валика поверх первого, создавая треугольное поперечное сечение большего размера.
Наружный угол или открытое угловое соединение
Это противоположность внутреннему угловому валику, поскольку он расположен снаружи 90-градусного соединения.Чаще всего две детали размещаются так, что соприкасаются только края, создавая естественную область для заполнения сварным швом. Удостоверьтесь, что вы получаете равномерное проникновение в обе части при создании этого сварного шва, и вы можете захотеть дополнить его сварным швом на внутреннем углу.
Наружные уголки сделать сложнее из-за отсутствия свариваемой поверхности, но, как и в этом случае при соединении угловых труб, сварку внутреннего уголка с этой стороны стыка выполнить невозможно.
Стыковое соединение
Стыковое соединение — это любое соединение двух кромок заподлицо.Места для размещения сварного шва в стыке мало или совсем нет, поэтому вам нужно расплавить две детали вместе с полным проплавлением. Хороший стыковой шов требует практики, и большинство сварщиков предпочитают работать с небольшим скосом. Кроме того, обе детали должны быть надежно закреплены при сварке встык, иначе тепловая деформация сдвинет детали с места. Вы можете сваривать встык металлы толщиной примерно до 1/16 дюйма. Более толстые детали должны быть скошены. Если по какой-либо причине вы не можете снять фаску с более толстой детали, просто оставьте небольшой зазор между деталями, чтобы сварочный стержень или проволока заполнились валиком.Если вы оставляете зазор, планируйте наплавить валик с обеих сторон стыкового шва, если это возможно.
Хороший стыковой шов требует практики, и большинство сварщиков предпочитают работать с небольшим скосом. Кроме того, обе детали должны быть надежно закреплены при сварке встык, иначе тепловая деформация сдвинет детали с места. Вы можете сваривать встык металлы толщиной примерно до 1/16 дюйма. Более толстые детали должны быть скошены. Если по какой-либо причине вы не можете снять фаску с более толстой детали, просто оставьте небольшой зазор между деталями, чтобы сварочный стержень или проволока заполнились валиком.Если вы оставляете зазор, планируйте наплавить валик с обеих сторон стыкового шва, если это возможно.
Сварку встык выполнить сложнее, чем сварку со скосом. Если вам нужно выполнить один, будьте особенно осторожны, чтобы получить хорошее проникновение.
Когда стыковой шов выполнен с хорошим проплавлением, вы можете видеть, где материал шва проходит через заднюю сторону.
Сварной шов
Стыковая сварка также известна как прерывистая сварка или прерывистая сварка. Этот метод полезен для контроля количества теплового искажения, которое вы создаете в проекте. Сварив короткий валик, а затем пропустив несколько дюймов и наплавив еще один короткий валик, вы можете сшить весь сварной шов вместе, ограничивая при этом количество тепла, подаваемого на деталь в любой момент времени. После того, как деталь остынет, вы можете вернуться и сварить участки, которые вы пропустили в первый раз. Разновидностью этой техники является шаг назад, когда вы начинаете на несколько дюймов от конца сустава и работаете в обратном направлении до конца, затем продвигаетесь дальше и работаете в обратном направлении до начала вашей первой бусинки.
Этот метод полезен для контроля количества теплового искажения, которое вы создаете в проекте. Сварив короткий валик, а затем пропустив несколько дюймов и наплавив еще один короткий валик, вы можете сшить весь сварной шов вместе, ограничивая при этом количество тепла, подаваемого на деталь в любой момент времени. После того, как деталь остынет, вы можете вернуться и сварить участки, которые вы пропустили в первый раз. Разновидностью этой техники является шаг назад, когда вы начинаете на несколько дюймов от конца сустава и работаете в обратном направлении до конца, затем продвигаетесь дальше и работаете в обратном направлении до начала вашей первой бусинки.
Вы можете предотвратить деформацию и получить очень прочный сварной шов, сшив детали вместе. Просто сваривайте и пропускайте секции одинаковой длины при работе. Вы можете вернуться и снова соединить секции позже, если вам нужна непрерывная бусинка.
Розеточная сварка
Розеточная или пробочная сварка используется для заполнения небольшого отверстия диаметром до 1/2 дюйма. Круговыми движениями наносите шпатлевку по периметру отверстия, пока оно не закроется.Название «розетка» описывает сварной шов, потому что, если вы все сделаете правильно, он будет немного похож на цветок. Этот тип сварки также используется для соединения двух частей трубы, когда одна труба вставлена в другую. Во внешней трубе делается отверстие, и сварка соединяет два куска металла.
Круговыми движениями наносите шпатлевку по периметру отверстия, пока оно не закроется.Название «розетка» описывает сварной шов, потому что, если вы все сделаете правильно, он будет немного похож на цветок. Этот тип сварки также используется для соединения двух частей трубы, когда одна труба вставлена в другую. Во внешней трубе делается отверстие, и сварка соединяет два куска металла.
Розеточный сварной шов называется так потому, что он похож на цветок. Это тот же вид стопки пенни, просто выполненный в виде круга по периметру отверстия. Вы также можете использовать эту технику, чтобы закрыть небольшую дыру.
Для закрытия отверстия здесь был использован сварной шов, а затем сварной шов был зашлифован. Немного шпаклевки и еще немного шлифовки, и эта дыра останется просто воспоминанием.
Сварочная практика
Когда все подогнано, очищено и готово, и вы сделали несколько пробных валиков для разогрева, вы готовы приступить к сварке вашего проекта. Получите несколько кусков стали для ваших тренировок. Для этих начальных практических бусин убедитесь, что свариваемые детали имеют одинаковую толщину и один и тот же материал.Сварка непохожих друг на друга кусков — это продвинутый проект. Запускайте много бусин, пока не будете уверены, что можете делать это каждый раз правильно. Когда вы увидите хорошие результаты, вы можете попробовать свою технику в реальном проекте.
Получите несколько кусков стали для ваших тренировок. Для этих начальных практических бусин убедитесь, что свариваемые детали имеют одинаковую толщину и один и тот же материал.Сварка непохожих друг на друга кусков — это продвинутый проект. Запускайте много бусин, пока не будете уверены, что можете делать это каждый раз правильно. Когда вы увидите хорошие результаты, вы можете попробовать свою технику в реальном проекте.
Выполните следующие действия, чтобы получить хороший результат:
1: Надежно закрепите зажим заземления. С любым электросварщиком у вас есть заземляющий зажим для подключения вашего сварочного аппарата к вашему проекту. Этот зажим представляет собой половину цепи от сварщика до свариваемого материала.Другая половина цепи — это кабель от сварочного аппарата к пистолету или держателю палки. Вы замыкаете цепь, когда зажигаете сварочную дугу.
Достаточно установить заземляющий зажим сварочного аппарата MIG на стальную верхнюю часть сварочного стола, поскольку электрический ток проходит через деталь к столу. Вы также можете установить его на любую часть конструкции.
Вы также можете установить его на любую часть конструкции.
Очень важно обеспечить хорошее соединение с зажимом заземления. Со сталью вы можете прижиматься к обрабатываемому материалу или к сварочному столу при условии хорошего контакта между материалами и столом.Если вы свариваете алюминий, вы должны прижать деталь, с которой работаете. Доступны различные зажимы, в том числе магнитные зажимы. Если ваша деталь не обеспечивает удобного места для зажима, вам, возможно, придется приварить болт или другую дополнительную деталь к вашей работе, чтобы обеспечить заземление.
2: Скосите края. Вам нужно место для нанесения сварного шва, и вы хотите максимально увеличить площадь поверхности сварного шва, поэтому хорошей идеей будет сделать небольшой скос на краях, которые вы планируете сваривать.Вам не обязательно этого делать, но это поможет сделать сварные швы более чистыми и прочными. Просто убедитесь, что вы оставили достаточно материала, чтобы держать сварной шов!
Дисковая шлифовальная машина (или ленточная шлифовальная машина) является подходящим инструментом для создания равномерной фаски на свариваемых деталях.
3: Прикрепите свою работу на место. Когда вы начнете сваривать свой проект, начните с прихватки, чтобы закрепить все на месте. Ваше приспособление и система поддержки — хорошее начало, но, сделав целую серию прихваточных швов, вы уменьшите риск скручивания и деформации вашей работы.Сварка требует большого количества тепла, а тепло расширяет металл, с которым вы работаете. Если вы сварите один полный шов, не поддерживая другие швы в своем проекте, подгонка ваших деталей может исказиться.
Дисковая шлифовальная машина (или ленточная шлифовальная машина) является подходящим инструментом для создания равномерной фаски на свариваемых деталях.
Выполнение прихваточных швов с помощью сварочного аппарата MIG или сварочного аппарата с подачей проволоки очень просто. Просто держите пистолет в точке прихватки и кратковременно нажмите на спусковой крючок. С помощью сварочных аппаратов TIG или кислородно-ацетиленовой сварки вам нужно создать ванну и добавить немного сварочного стержня, чтобы создать прихватку. Возможно, сложнее всего сварка прихватками с помощью сварочного аппарата, потому что вы должны зажечь дугу и создать прихватку в один и тот же момент, а затем просто отодвинуть стержень, чтобы разорвать дугу. Это требует некоторой практики, чтобы выполнить чисто.
Возможно, сложнее всего сварка прихватками с помощью сварочного аппарата, потому что вы должны зажечь дугу и создать прихватку в один и тот же момент, а затем просто отодвинуть стержень, чтобы разорвать дугу. Это требует некоторой практики, чтобы выполнить чисто.
Начните свою практику с выполнения нескольких прихваток на каждом стыке, который вы планируете сваривать. Они должны быть небольшими, не больше горошины и не должны полностью проникать в материал. Сделайте все прихваточные сварные швы, прежде чем запускать какой-либо валик.
4: Начните с основного нажимного валика.Если вы используете сварочный аппарат MIG или аппарат с подачей проволоки, поместите сварочный пистолет на один конец соединения, которое вы планируете сваривать, и нажмите на курок (или нажмите на педаль), чтобы запустить дугу и поток проволоки. Когда зажжется дуга, посмотрите на лужу расплавленного металла, созданную дугой, материалом и сварочной проволокой, которую вы подаете в дугу. Небольшими движениями вперед-назад двигайте наконечник сварочного пистолета по сварному шву, проталкивая сварочную ванну вдоль шва. Следите за тем, чтобы ваши движения и скорость движения были одинаковыми, чтобы создать сварной шов одинаковой толщины.Когда он остынет, ваш сварной шов должен иметь перекрывающиеся края, что-то вроде колоды карт или стопки монет, разложенных на столе.
Небольшими движениями вперед-назад двигайте наконечник сварочного пистолета по сварному шву, проталкивая сварочную ванну вдоль шва. Следите за тем, чтобы ваши движения и скорость движения были одинаковыми, чтобы создать сварной шов одинаковой толщины.Когда он остынет, ваш сварной шов должен иметь перекрывающиеся края, что-то вроде колоды карт или стопки монет, разложенных на столе.
Обратите внимание, как горелка MIG наклонена к точке дуги, когда Расс проталкивает сварной шов вдоль стыка.
Хороший сварной шов показывает эффект выталкивания расплавленной стали вдоль волнообразной формы. Это похоже на перекрывающуюся стопку пенни, которые были разбросаны.
Если вы используете сварочный аппарат, вы должны зажечь дугу движением, похожим на зажигание сварочного электрода, как спички.После создания дуги держите стержень на расстоянии около 1/8 дюйма от материала и толкайте сварочную ванну так же, как в сварочном аппарате с подачей проволоки. Со временем нужно приближать руку к материалу, так как сварочная палочка расходуется. Не касайтесь материала палочкой, иначе дуга остановится. Точно так же не допускайте слишком большого зазора, иначе качество сварки пострадает, и дуга в конечном итоге погаснет. Когда вы израсходовали свой стержень или закончили сварку, просто оттяните стержень от материала, чтобы разорвать дугу.
Со временем нужно приближать руку к материалу, так как сварочная палочка расходуется. Не касайтесь материала палочкой, иначе дуга остановится. Точно так же не допускайте слишком большого зазора, иначе качество сварки пострадает, и дуга в конечном итоге погаснет. Когда вы израсходовали свой стержень или закончили сварку, просто оттяните стержень от материала, чтобы разорвать дугу.
У большинства аппаратов для ручной сварки флюсовое покрытие на сварочном стержне плавится во время работы и образует корку на сварном шве. Используйте молоток сварщика и проволочную щетку, чтобы очистить корку и проверить свою работу. Никогда не поддавайтесь искушению заварить корочку даже на немного. Сварка по корке захватывает флюс в сварном шве, создавая пористый, слабый и некрасивый шов.
Если вы используете сварочный аппарат TIG, убедитесь, что у вас острая вольфрамовая игла и что у вас правильный тип сварочного стержня.Расположите сварочный стержень и сварочный пистолет на одном конце соединения, которое вы планируете сваривать. Нажмите на педаль, чтобы создать дугу, и наблюдайте за лужей расплавленного металла. Опустите сварочный стержень в ванну легкими движениями. Каждый раз, когда вы погружаетесь, вы оставляете небольшое количество сварочного стержня расплавленным в ванне. Продвигайте ванну вдоль шва небольшими движениями, погружая стержень в ванну, чтобы добавить материал к сварному шву. Получение хорошего валика таким способом требует некоторой координации, но после небольшой практики получить хороший валик сварщика TIG несложно.
Нажмите на педаль, чтобы создать дугу, и наблюдайте за лужей расплавленного металла. Опустите сварочный стержень в ванну легкими движениями. Каждый раз, когда вы погружаетесь, вы оставляете небольшое количество сварочного стержня расплавленным в ванне. Продвигайте ванну вдоль шва небольшими движениями, погружая стержень в ванну, чтобы добавить материал к сварному шву. Получение хорошего валика таким способом требует некоторой координации, но после небольшой практики получить хороший валик сварщика TIG несложно.
При работе с кислородно-ацетиленовым сварочным аппаратом сначала правильно настройте пламя. Поскольку газовое пламя работает при гораздо более низкой температуре, чем электрическая дуга, для создания лужи расплавленного металла требуется больше времени. Когда у вас образовалась небольшая лужа, подтолкните ее пламенем и окуните сварочный стержень в лужу, чтобы добавить материал, как при сварке TIG. Газовая сварка обычно занимает больше времени и более требовательна, чем дуговая сварка, но ваши результаты могут быть такими же хорошими.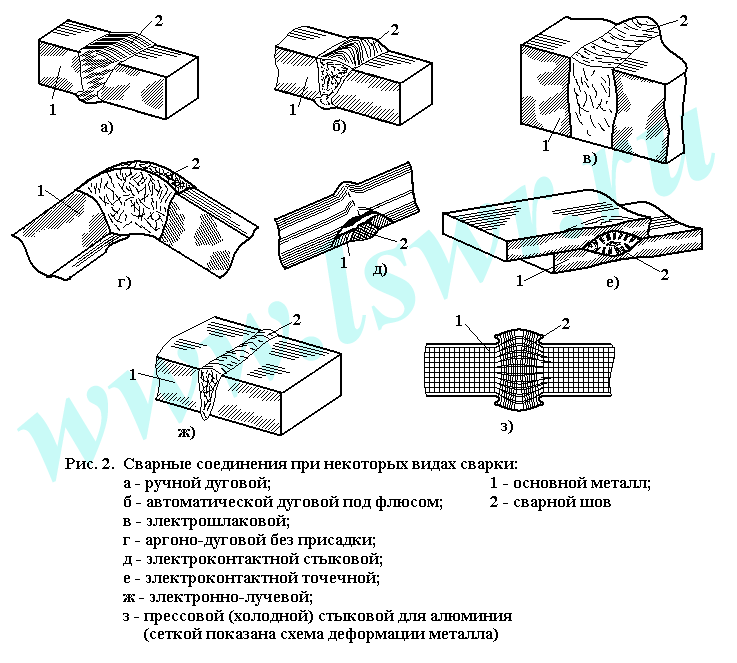 Терпение — добродетель при любой сварке, но особенно при кислородно-ацетиленовой.
Терпение — добродетель при любой сварке, но особенно при кислородно-ацетиленовой.
5: Когда вы научитесь нажимать на бусину, вы можете попробовать потянуть ее. Тянуть сварной шов немного сложнее, чем толкать, но некоторые сварщики предпочитают этот метод, особенно при использовании сварочных аппаратов с подачей проволоки с флюсовой сердцевиной.
Выполняя сварку вытягиванием, вы можете видеть, как горелка MIG отклоняется назад от дуги, а сварочный валик остается позади горелки по мере ее перемещения.
Используя сварочный аппарат MIG или аппарат с подачей проволоки, расположите сварочную горелку под углом назад от начальной точки и зажгите дугу и подайте проволоку.Во время сварки наблюдайте за лужей расплавленного металла и тяните кончик сварочного пистолета небольшими движениями вперед-назад вдоль сварочного шва. Вы оставите охлаждающий сварной шов. Как и в случае с толкающей бусиной, следите за тем, чтобы ваши движения и скорость движения были равномерными. Сварочные швы с протягиванием с помощью сварочных аппаратов MIG на алюминии не рекомендуются, потому что газовое облако имеет тенденцию рассеиваться и может привести к пористому или грязному сварному шву. С помощью сварочного аппарата зажгите дугу, а затем наклоните электрод от сварного шва. Двигайте стержень небольшими движениями, оставляя лужу остывать.Будьте осторожны с длиной дуги, так как при протягивании электродной сварки труднее поддерживать правильное расстояние.
Сварочные швы с протягиванием с помощью сварочных аппаратов MIG на алюминии не рекомендуются, потому что газовое облако имеет тенденцию рассеиваться и может привести к пористому или грязному сварному шву. С помощью сварочного аппарата зажгите дугу, а затем наклоните электрод от сварного шва. Двигайте стержень небольшими движениями, оставляя лужу остывать.Будьте осторожны с длиной дуги, так как при протягивании электродной сварки труднее поддерживать правильное расстояние.
Если вы используете сварочный аппарат TIG, сварка протягиванием не рекомендуется. Но чтобы проверить это на себе, отведите сварочный пистолет от начала сварного шва, когда вы создаете дугу. Наблюдайте за своей лужей и подталкивайте расплавленный материал к дуге, погружая сварочный стержень. Потяните дугу вдоль шва небольшими движениями, согласовывая движения стержня и пистолета. Опять же, внимательно следите за расстоянием между дугами при протягивании сварного шва.
Чтобы тянуть с помощью кислородно-ацетиленового сварочного аппарата, проведите сварочную ванну пламенем в обратном направлении и протолкните ее, погружая сварочный стержень. Это добавляет материал и подталкивает лужу к области, нагретой вашим пламенем.
Это добавляет материал и подталкивает лужу к области, нагретой вашим пламенем.
Как не испортить работу
Как и большинство материалов, металл расширяется при нагревании и сжимается при охлаждении. Если вы нагреете часть детали во время сварки, а затем сварите другую часть, когда первая часть остынет, разные скорости расширения и сжатия в разных частях конструкции вызовут деформацию сборки, которую вы делаете.Проблема более выражена в более мелких и тонких деталях, поскольку нагревается большая часть массы объекта.
Подшивание сварного шва является хорошим методом, когда существует риск деформации такой детали, как этот соединитель корпуса, изготовленный из мягкой листовой стали. Начните немного с дальнего конца и приварите к концу. Затем еще немного отступите и приварите к последнему стежку и продолжайте работать в обратном направлении вдоль соединения.
Деформация происходит, главным образом, при слишком быстром наложении слишком большого количества сварного шва. Если вы сделаете длинный валик на одном шве, а затем попробуете сделать второй длинный валик на другом шве, вы рискуете деформировать конструкцию.
Если вы сделаете длинный валик на одном шве, а затем попробуете сделать второй длинный валик на другом шве, вы рискуете деформировать конструкцию.
Чтобы уменьшить деформацию, нашейте валики с шагом в 1 дюйм в промежутках по всему сварному шву. Дайте каждой области остыть, пока вы свариваете в другом месте. В конце концов вы соедините все свои стежки, и ваша деталь должна иметь минимальную деформацию от тепла. Вы также можете сшить проект, начав примерно в дюйме от конца сварного шва и сварив его до конца.Затем снова начните в 2 дюймах от конца и соедините с предыдущим сварным швом, и так далее по всей длине валика.
Сварка листового металла
Вообще говоря, листовой металл тоньше 0,125 дюйма, и его толщина чаще определяется толщиной, чем дюймами или миллиметрами. Металл размером 0,125 дюйма или больше обычно называют пластиной. Листовой металл – один из самых сложных материалов для сварщика-любителя. Поскольку листовой металл тонкий и легкий, он легко деформируется, его легко расплавить и проделать отверстие в материале с помощью сварочного аппарата. Для защиты материала требуется низкая мощность сварки, но это может затруднить запуск и поддержание дуги.
Для защиты материала требуется низкая мощность сварки, но это может затруднить запуск и поддержание дуги.
При работе со сварочным аппаратом MIG или аппаратом для сварки с подачей проволоки на листовом металле скрепите материалы вместе во многих местах, чтобы обеспечить правильное положение, а затем аккуратно выполните стежковую сварку. Старайтесь, чтобы дуга была сфокусирована на более тяжелом металле, если вы привариваете лист к более тяжелой заготовке. Наконец, соедините сварные швы в валик.
Если возможно, используйте сварку TIG на листовом металле, потому что регулируемая подача мощности ножной педалью облегчает запуск дуги и обеспечивает мощность, достаточную для выполнения сварного шва.Тонкий наконечник вольфрамового электрода также помогает сфокусировать дугу для точной работы.
Сварочные аппараты для газовой сварки также могут с успехом использоваться для сварки листового металла, но они требуют больше опыта и ловкости, чем аппарат TIG. Использование сварочного аппарата для сварки листового металла практически невозможно. Это может сделать специалист, но без прожигания дыр в материале это сделать сложно.
Это может сделать специалист, но без прожигания дыр в материале это сделать сложно.
Изготовление прочной магазинной тележки или сварочного стола
Каждому цеху нужна тележка на колесиках, стенд для двигателя или стол, а сварочному цеху обязательно нужен стол со стальной столешницей.Эта базовая конструкция достаточно прочна, чтобы служить опорой двигателя для крупноблочного двигателя V-8 или добавить стальную пластину сверху, чтобы сделать собственный сварочный стол. Вы можете приварить ролики, если вам нужна мобильность, или оставить его в качестве основного стола.
Для целей проекта мы предполагаем, что вы используете аппарат для сварки MIG на постоянном токе с газовой и основной проволокой из мягкой стали со сплошным сердечником. Но вы можете выполнить этот проект с помощью аппарата для ручной сварки, кислородно-ацетиленовой сварки, сварки TIG или сварочного аппарата с подачей проволоки и получить хорошие результаты.
В этих инструкциях указаны измерения и размеры небольшой (24 x 48 x 33 дюйма) конструкции, изготовленной из 1. 5-дюймовая квадратная стальная коробка со стенками 0,095, но вы можете легко создать модель большего размера, увеличив соответствующие размеры. Выполните следующие действия:
5-дюймовая квадратная стальная коробка со стенками 0,095, но вы можете легко создать модель большего размера, увеличив соответствующие размеры. Выполните следующие действия:
1: Получите запас 1,5-дюймовой стальной квадратной коробки со стенками .095. Для этого проекта вам понадобятся два 8-футовых отрезка или один 16-футовый и два 10-футовых отрезка или 20-футовый отрезок. Общая длина важна, чтобы избежать отходов. Металлические склады могут иметь материал длиной 20 футов, но обычно делают по крайней мере один разрез без дополнительной оплаты, и это облегчает доставку деталей домой и их использование.
2: Для базового проекта можно сделать разрезы под углом 90 градусов. При этом концы труб остаются открытыми. Для более сложного проекта вы можете сделать разрезы под углом 45 градусов на частях, составляющих верхний и нижний прямоугольники. Это делает законченный проект более аккуратным. Используйте отрезную пилу или ножовку и нарежьте сталь на следующие длины. Убедитесь, что все детали заданной длины идентичны:
Убедитесь, что все детали заданной длины идентичны:
- Четыре отрезка по 48 дюймов (разрезанные пополам 8-футовые)
- Пять отрезков по 24 дюйма (секция длиной 10 футов)
- Четыре отрезка длиной 30 дюймов (секция длиной 10 футов)
3: Зачистите срезанные концы на ленточной или дисковой шлифовальной машине и слегка скосите внешние края.Это помогает обеспечить место для наращивания сварного шва, не слишком выступая за первоначальный размер трубы. Сделайте им хороший скос, но не снимайте слишком много материала — вам нужно достаточно, чтобы получился прочный сварной шов.
Для базового проекта используйте разрезы под углом 90 градусов, чтобы сделать части вашего стола. Их легко резать, и они позволяют всей конструкции собираться вместе и оставаться квадратными. Это приводит к открытым концам, но вы можете закрыть их пластиной, если они вас беспокоят.
4: Расположите базовый прямоугольник на сварочном столе или другой плоской поверхности, например на массивном верстаке. Используйте магниты сварщика, столярный угольник и рулетку, чтобы убедиться, что прямоугольник правильный. Вы можете проверить истинность любого прямоугольника, измерив диагонали. Обе диагонали будут иметь одинаковые размеры, если все ваши углы равны 90 градусам, а длины ваших фигур правильные. На стыках может быть некоторый зазор, но это менее важно — вы можете заполнить его сварным швом.
Используйте магниты сварщика, столярный угольник и рулетку, чтобы убедиться, что прямоугольник правильный. Вы можете проверить истинность любого прямоугольника, измерив диагонали. Обе диагонали будут иметь одинаковые размеры, если все ваши углы равны 90 градусам, а длины ваших фигур правильные. На стыках может быть некоторый зазор, но это менее важно — вы можете заполнить его сварным швом.
После того, как вы правильно измерили и расположили детали, соберите их вместе, а затем снова измерьте.
5: Аккуратно прихватите четыре детали друг к другу — ровно столько, чтобы удержать их на месте! Затем измерьте еще раз, чтобы убедиться, что вы не нарушили углы. Если все хорошо, то приступайте к работе с бисером. Чередуйте углы и снова измеряйте углы после каждой бусинки. Вы будете удивлены, как сильно сдвинется конструкция во время сварки!
Когда первые детали будут правильно прихвачены и снова измерены, запустите бисер.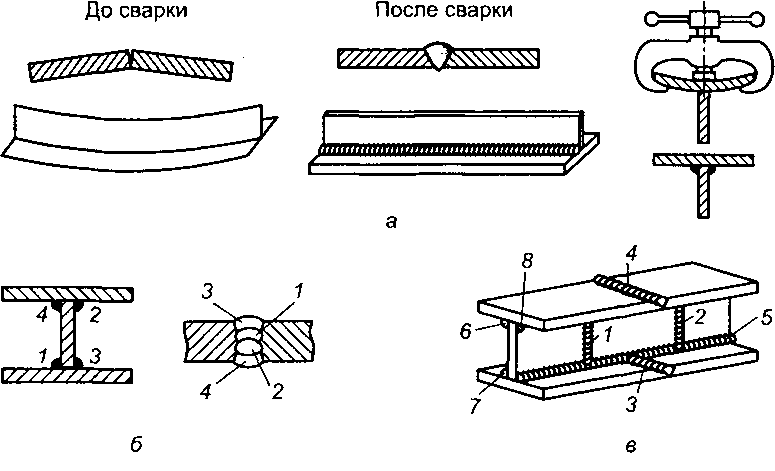 Убедитесь, что места сварки чередуются, чтобы избежать теплового коробления.
Убедитесь, что места сварки чередуются, чтобы избежать теплового коробления.
6: Повторите шаги 4 и 5 для второго прямоугольника, который образует верхнюю опору стола или тележки. Добавьте третий 24-дюймовый кусок через центр этого прямоугольника.
Эта бусина была слишком горячей и проделала дыру в наших деталях. Вернитесь на меньшую мощность и заполните эту дыру.
7: Когда вы закончите, установите второй прямоугольник поверх первого.Они должны быть идентичными или почти идентичными. Удалите второй прямоугольник и используйте магниты вашего сварочного аппарата и спиртовой уровень, чтобы установить одну из четырех 30-дюймовых частей вертикально на нижнем прямоугольнике. Прихватите его и снова измерьте спиртовым уровнем. Затем повторите этот шаг для остальных трех углов. Не забудьте выполнить прихватку только в этом месте — никаких швов!
8: Установите верхний прямоугольник поверх конструкции. Конструкция должна быть ровной, а четыре стойки должны располагаться прямо по углам.Если он нуждается в регулировке, его можно отрегулировать несколькими легкими ударами свинцового или бронзового молотка. Ничего страшного, если вы сломаете один или два прихваточных шва — просто выровняйте и повторно прихватите деталь. Когда вы довольны конструкцией, прикрепите верхний прямоугольник к вертикальным опорам.
Конструкция должна быть ровной, а четыре стойки должны располагаться прямо по углам.Если он нуждается в регулировке, его можно отрегулировать несколькими легкими ударами свинцового или бронзового молотка. Ничего страшного, если вы сломаете один или два прихваточных шва — просто выровняйте и повторно прихватите деталь. Когда вы довольны конструкцией, прикрепите верхний прямоугольник к вертикальным опорам.
Прикрепите верхнюю часть стола на место, а затем еще раз измерьте его с помощью угольников и спиртового уровня, прежде чем наносить валик на какую-либо деталь. На этом фото видно свечение сварного шва через тыльную сторону стальной коробки.Это показывает нам, что сварной шов хорошо проникает через материал.
Открытый конец в углу и завершенные сварные швы, соединяющие деталь с остальной конструкцией. Вы можете видеть хорошее проникновение через материал.
9: В последний раз проверьте свою конструкцию с помощью угольников, уровней и рулетки. Если все еще хорошо, обойдите конструкцию и наварите валики на все соответствующие швы. Чередуйте углы, стороны и так далее, пока все необработанные края не будут сварены.Чередование помогает остановить тепловое деформирование.
Если все еще хорошо, обойдите конструкцию и наварите валики на все соответствующие швы. Чередуйте углы, стороны и так далее, пока все необработанные края не будут сварены.Чередование помогает остановить тепловое деформирование.
Когда все компоненты соединены, у вас есть основа для прочной люльки, стола или передвижной тележки.
10: Теперь у вас есть основная коробка. Теперь вы можете приварить стальную пластину (используйте пластину толщиной не менее 1/4 дюйма), чтобы сделать из нее стол, или вы можете изготовить и приварить некоторые опоры для двигателя или другого тяжелого предмета. Вы также можете приварить несколько тяжелых роликов, чтобы он мог катиться.
Завершенная конструкция имеет квадратную форму со всех сторон, прочную конструкцию и может выдерживать огромную нагрузку. Сталь коробки, которую мы использовали, прочная и легкая, а базовая конструкция легко выдерживает сотни фунтов.
Если вы решите сделать сварочный стол, вы также можете просверлить несколько отверстий в одном углу, чтобы закрепить слесарные тиски, или приварить несколько крючков, чтобы повесить другие инструменты, такие как отбойный молоток или проволочную щетку.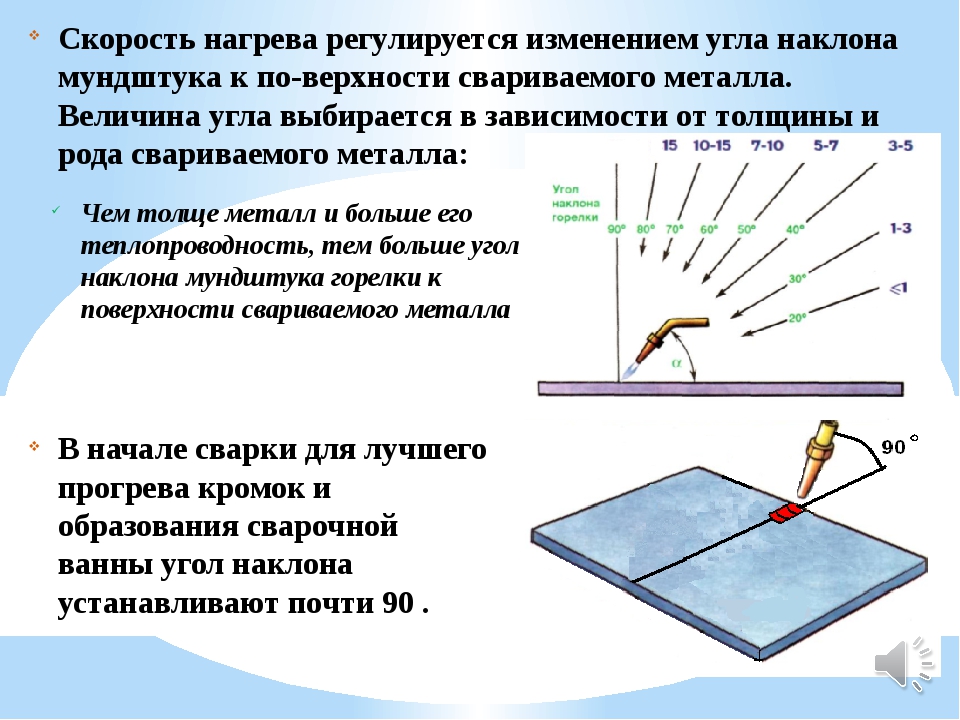 Другие распространенные приспособления включают в себя секцию трубки, которую можно использовать в качестве чехла для вашего MIG, TIG или пистолета с механизмом подачи проволоки.Насадки, которые вы устанавливаете на свой сварочный стол, ограничены только доступным пространством и вашим воображением!
Другие распространенные приспособления включают в себя секцию трубки, которую можно использовать в качестве чехла для вашего MIG, TIG или пистолета с механизмом подачи проволоки.Насадки, которые вы устанавливаете на свой сварочный стол, ограничены только доступным пространством и вашим воображением!
Альтернативные конструкции сварочных столов
В качестве альтернативы конструкции столешницы для сварки рассмотрите возможность приобретения коробчатой трубы или стального U-образного профиля и разнесите их на расстоянии около дюйма друг от друга для столешницы. Преимущество этой конструкции в том, что детали легко закреплять зажимами или болтами к середине стола. Вы также можете резать плазменной или газовой горелкой прямо на столешнице, если расположите рез над щелью в столе.Вы также можете поместить часть изогнутой или прямоугольной детали в зазор во время работы. Во многих сварочных столах используется половинная конструкция, при которой часть стола состоит из сплошной столешницы, а часть — из полос. Некоторые столы, предназначенные исключительно для нарезки, используют сетку из тонких пластин по краю.
Некоторые столы, предназначенные исключительно для нарезки, используют сетку из тонких пластин по краю.
Крепление сварочного стола
В качестве дополнительного дополнения к этому упражнению вы можете взять еще 1,5-дюймовую квадратную трубу или 1,5-дюймовую круглую трубу и обрезать ее под углом 45 градусов, чтобы создать распорки для вашей конструкции.Во время резки и подготовки обратите внимание на то, что скобы должны быть обрезаны точно под прямым углом, чтобы они хорошо подходили и аккуратно приваривались. Если вы увеличили размер проекта, чтобы создать большую стойку, хорошей идеей будет некоторая распорка. Если вы приварите верхнюю пластину, чтобы сделать стол, сама пластина станет прочной скобой.
Разрезаем еще немного стали под углом 45 градусов, чтобы создать распорки для нашей конструкции
. Это сделает базовую коробку еще прочнее.
Расширенный вариант сварки конструкций: закрытые углы
Для более сложного проекта рассмотрите возможность разрезания компонентов основного и верхнего прямоугольников под углом 45 градусов. Это устраняет некрасивые открытые концы прямоугольников и придает вашему проекту профессиональный вид. Но потренируйтесь на обрезках, пока не научитесь получать ровные 45-градусные пропилы от пилы. Ваш профессиональный проект может выглядеть еще уродливее, чем открытые концы, если все ваши углы неправильные, а исправление углов может быть затруднено. Также помните, что общая длина и ширина ваших прямоугольников будут измеряться более длинными сторонами каждого стержня.
Это устраняет некрасивые открытые концы прямоугольников и придает вашему проекту профессиональный вид. Но потренируйтесь на обрезках, пока не научитесь получать ровные 45-градусные пропилы от пилы. Ваш профессиональный проект может выглядеть еще уродливее, чем открытые концы, если все ваши углы неправильные, а исправление углов может быть затруднено. Также помните, что общая длина и ширина ваших прямоугольников будут измеряться более длинными сторонами каждого стержня.
Если вы хотите избежать открытых концов, вы можете разрезать детали под углом 45 градусов и соединить их для изгиба под углом 90 градусов.Но имейте в виду, что получить правильные углы сложнее, чем кажется!
Как только вы сделаете правильные углы, соедините детали вместе и измерьте снова. Если все по-прежнему правильно, запустите бусину, чтобы сделать свой угол.
Когда валик проходит по всему изделию, у вас получается красивый профессионально выглядящий угол 90 градусов.
Практические навыки сварки: толстая и тонкая сварка
Одной из наиболее распространенных задач автомобильной сварки является приваривание монтажных выступов к существующим конструкциям.Чаще всего это включает в себя приваривание более тонкой лапки к более толстой структурной детали. Например, приварить крепление оконной сетки к дуге безопасности или приварить язычок крепления кузова к балке лестничной рамы.
Когда вы свариваете толстые и тонкие детали вместе, вы должны быть осторожны, чтобы сбалансировать тепло, помещенное в каждый кусок металла. Если один кусок в два раза толще другого, то проведите вдвое больше времени с дугой на более толстом куске. Просто помните, что вам придется потратить достаточно времени на более тонкую сторону, чтобы довести этот кусок до температуры сварки для хорошего провара.
Выполните следующие действия, чтобы приварить базовую лапку к более толстому металлическому листу.
1: Установите две части в желаемой ориентации. Магнит сварщика, как правило, очень удобен для удерживания меньшего куска большого куска во время работы. Аккуратно соедините детали.
Магнит сварщика, как правило, очень удобен для удерживания меньшего куска большого куска во время работы. Аккуратно соедините детали.
2: Расположите сварочную горелку так, чтобы дуга начиналась с более толстой детали, и устанавливайте сварочную ванну в первую очередь из более толстой детали и присадочного металла, который вы добавляете.Когда вы будете скручивать валик, осторожно покачивайте сварочным наконечником из стороны в сторону, чтобы соединить более толстую часть с более тонкой. Большая часть движения должна охватывать более толстый кусок.
При подготовке к сварке более тонкого материала с более толстым обязательно начинайте дугу с более тяжелого элемента. Ваша цель состоит в том, чтобы расплавить более толстую часть в более тонкую. Если вы начнете с более тонкого куска, останется меньше материала, который нужно будет скапливать и соединять.
Аккуратно соедините детали, стараясь не перегреть более тонкую деталь.
Во время сварки взмахивайте сварочным наконечником небольшими движениями, чтобы расплавить более толстую деталь в более тонкую. Будьте осторожны, чтобы не проделать дыру в более тонкой части.
Написано Расселом Найбергом и Джеффри Цуршмейде и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СКИДКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы вышлем вам эксклюзивное предложение на эту книгу.
Можно ли сваривать намагниченный металл? и как его размагнитить
Сварщики часто обнаруживают, что намагниченный металл трудно сваривать.Если у вас есть намагниченный металл и вы думаете о его сварке, вам может помочь эта статья.
Намагниченный металл можно сваривать кислородно-кислородной сваркой, но не дуговыми процессами. С помощью электрической дуги сварка намагниченного металла будет сложной задачей, поскольку магнетизм будет мешать дуге. Магнетизм может вызвать дефекты сварки или даже погасить дугу. Чтобы противостоять этому, вы можете сваривать переменным током или размагничивать металл.
Чтобы противостоять этому, вы можете сваривать переменным током или размагничивать металл.
Однако кислородная сварка не так распространена, потому что процессы дуговой сварки дают лучшие результаты, и сварщики предпочитают их.
Проблема со сваркой электродом, сваркой MIG и TIG заключается в том, что они используют электрическую дугу, с которой могут взаимодействовать магнитные помехи или удар дуги.
Содержание
Во-первых, давайте посмотрим, что называется остаточным магнетизмом.
Постоянный магнетизм металлов называется остаточным магнетизмом и измеряется в гауссах (G). Остаточный магнетизм возникает в ферромагнитных металлах, таких как железо, никель, кобальт и большинство их сплавов.
Внутри ферромагнитных металлов есть крошечные области, которые действуют как миниатюрные магниты.Если эти области находятся в случайных положениях, металл не намагничивается.
Однако, если их полюса выровнены в одном направлении, они действуют как единый магнит, и теперь металл намагничивается.
- Ненамагниченный металл
- Намагниченный металл
Как может намагничиться заготовка или сварочный стол?
Металлы, такие как заготовка или сварочный стол, могут намагнититься под воздействием внешних магнитных полей при их создании, транспортировке, хранении и рабочей среде.Кроме того, металл может намагничиваться, когда через него проходит электричество.
Рассмотрим подробнее несколько примеров, когда металлы могут намагнититься:
- Обращение с металлами любыми магнитами, например, перемещение металлов электромагнитами при транспортировке или использование приварки магнитных зажимов для их удержания.
- Находящиеся поблизости источники энергии, такие как генераторы, электродвигатели и т. д., могут создавать магнитные поля и намагничивать близлежащие металлы.
- Кабели под напряжением вблизи металлов могут намагнитить их при достаточном количестве времени.
- Плазменная резка может создавать сильные магнитные поля и намагничивать близлежащие металлы.
- При термообработке или ковке металла.
- В установленных трубах, по которым течет жидкость, может развиться сильный остаточный магнетизм.
- Магнитное поле Земли может намагничивать металлы, если они хранятся в направлении север-юг в течение длительного времени. Типичным примером являются намагниченные трубы, ориентированные с севера на юг при транспортировке, хранении или установке.
- Если металл подвергается ударам при перемещении, хранении или формовании, он может развить остаточный магнетизм.
- Из любых процессов магнитного неразрушающего контроля, проведенных в прошлом.
- Вы можете столкнуться с остаточным магнетизмом на сварочном столе, если свариваете на постоянном токе, всегда используете одну и ту же полярность и размещаете в одном и том же положении заготовку и рабочий зажим.

Если ваш сварочный стол обладает остаточным магнетизмом, это может привести к дефектам дугового разряда даже при сварке деталей, на которые не воздействует магнитное поле. Это произойдет потому, что магнитные поля могут проходить через заготовку и воздействовать на дугу.
Это произойдет потому, что магнитные поля могут проходить через заготовку и воздействовать на дугу.
Лучшим способом обнаружения и измерения остаточного магнетизма в металле является гауссметр, аналоговый или усовершенствованный цифровой.
Аналоговые измерители гаусса или индикаторы остаточного поля являются простыми и доступными устройствами, достаточно надежными для проверки остаточного магнетизма.
Аналоговые измерители просты в использовании и могут показать вам полярность и надежное указание силы поля, обычно до 20 Гс. Единственное их требование – точная заводская калибровка.
Индикатор остаточного поля 20-0-20Цифровые гауссметры представляют собой электронные устройства с множеством дополнительных функций. Они могут показать вам полярность и силу остаточного магнетизма в мельчайших деталях. Как и ожидалось, они дороже и сложнее в использовании, чем аналоговые счетчики.
Цифровой гауссметр При проверке остаточного магнетизма с помощью этих устройств делайте это точно по краям свариваемого соединения. Остаточный магнетизм не везде имеет одинаковую силу.
Остаточный магнетизм не везде имеет одинаковую силу.
Если у вас нет под рукой специального устройства, вы можете использовать несколько простых приемов для обнаружения магнетизма.Например, компас покажет вам, обладает ли металл остаточным магнетизмом.
Вы также можете бросить металлическую стружку на металл и проверить, прилипают ли они и где. Поверхность металла должна быть чистой, чтобы стружка могла свободно перемещаться.
Какие уровни остаточного магнетизма безопасны для сварки?
Для безопасной сварки остаточный магнетизм в месте соединения не должен превышать 5 Гс. После этого вы можете сваривать с осторожностью, но если оно превышает 20 Гс, удар дуги вызовет серьезные дефекты сварки.При сварке TIG используется более низкое напряжение дуги, и проблемы со сваркой становятся серьезными уже от 10 Гс.
Магнитные поля в воздушных зазорах открытых корневых соединений искривляются и усиливаются.
Намагниченные никелевые резервуары или бывшие в употреблении крупногабаритные трубопроводы могут иметь остаточный магнетизм силой в сотни или даже тысячи гаусс в их открытых корневых соединениях.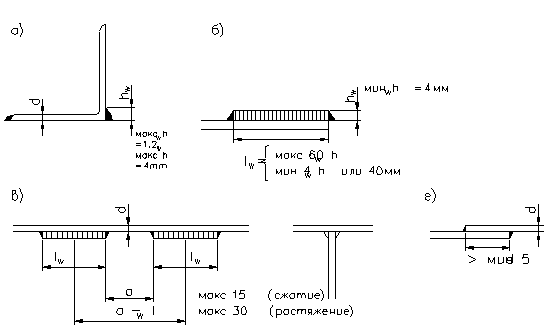
Размагничивание или размагничивание — это процесс удаления остаточного магнетизма из металлов. Вы достигаете этого, случайным образом дезориентируя магнитные области металла.
Лучший способ размагничивания металлов — использование соответствующего размагничивателя или размагничивателя. После этого можно размагнитить металл сварочным блоком питания, достаточно сильным магнитом, термической обработкой, ударом по металлу.
Если вы частично размагничиваете деталь в месте соединения, делайте это непосредственно перед сваркой. Если не сварить сразу, через несколько часов остаточный магнетизм вернется.
Когда вы размагничиваете металлы, всегда размещайте их с ориентацией запад-восток.Таким образом, вы сможете избежать помех от магнитного поля Земли и добиться лучших результатов.
Если вы хотите размагнитить свой сварочный стол, лучшим решением будет нанять профессионала, чтобы он починил его с помощью подходящего размагничивателя.
 Таким образом, весь стол будет свободен от магнетизма.
Таким образом, весь стол будет свободен от магнетизма.1. Используйте подходящий размагничиватель
Правильным инструментом для размагничивания металла является размагничиватель или размагничиватель. Это устройство, которое содержит катушку с проводом, через которую проходит переменный или постоянный ток.Размагничивающий элемент создает магнитное поле, подходящее для размагничивания металла.
Размагничивающие устройства доступны в различных типах и размерах. Из доступных небольших карманных устройств, способных размагнитить мелкие или частично намагниченные металлы. К сверхмощным и дорогим размагничивателям, которые генерируют магнитные поля, натурализующие остаточный магнетизм в толстых и больших металлах с отличными результатами.
- Ручной размагничиватель
- Переносной размагничиватель
- Сварочный размагничиватель
Остаточный магнетизм является распространенной проблемой при сварке труб, и промышленность производит сверхпрочные катушки, соответствующие форме и размеру труб.
Вы можете попробовать другие методы размагничивания металлов для сварки. Однако они менее точны, требуют проб и ошибок, занимают много времени или непрактичны, если металл очень большой.
2. Используйте свой сварочный источник питания
Вы можете размагнитить металл, используя имеющийся сварочный источник питания. Вы можете сделать это, создав катушку со сварочными кабелями вокруг металла и размагнитив ее. В зависимости от размера металла вам могут понадобиться длинные кабели.
По сути, вы имитируете размагничивающий аппарат, и это доступный способ удалить остаточный магнетизм с труб перед сваркой.
Переменный ток — самый простой и безошибочный в использовании тип тока. AC эффективен при толщине металла до 1/2 дюйма (1,27 см).
Вы можете использовать постоянный ток и размагничивать более толстые металлы. Однако размагничивание на постоянном токе требует точных измерений, является более сложным и трудоемким.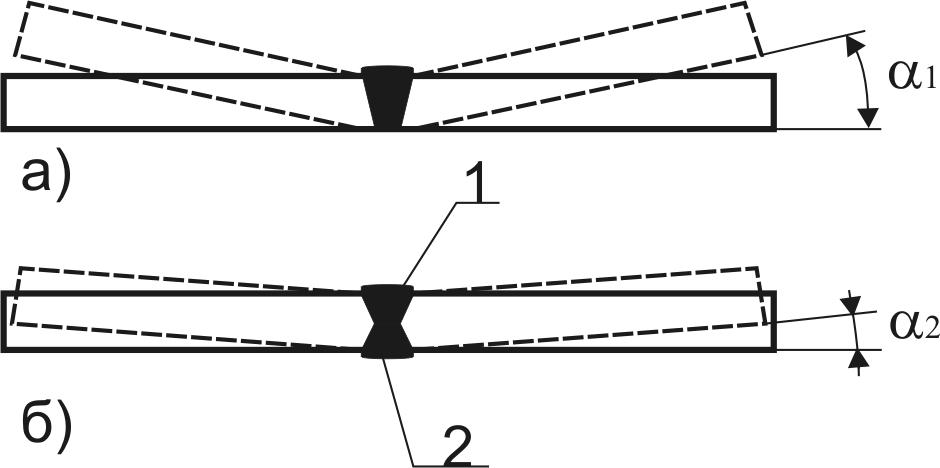
Убедитесь, что заготовка не горячая от предыдущей сварки или предварительного нагрева для безопасности кабелей.Также кабели должны быть в отличном состоянии, без износа, чтобы избежать поражения электрическим током.
С переменным током
Давайте подробнее рассмотрим каждый этап процесса использования переменного тока для размагничивания металла.
- Несколько раз оберните сварочный кабель вокруг заготовки. Хорошей отправной точкой является не менее пяти и не более десяти раз. Сила магнитного поля получается из силы тока плюс время, которое вы оборачиваете кабелем вокруг металла.
- Подсоедините сварочные кабели, чтобы замкнуть цепь.Вы можете временно переключать рабочий зажим и электрододержатель или горелку с разъемами сварочного кабеля. После этого присоединяйтесь к ним, и у вас будет безопасное соединение.
- Включите сварочный аппарат.
- Установите максимальную силу тока, чтобы магнитное поле было сильнее любого остаточного магнетизма в металле.
- Включите сварочный аппарат.
- Теперь постепенно уменьшайте силу тока до минимума. Десятисекундный раскрывающийся период — это нормально.

Теперь измерьте металл с помощью гауссметра. Если размагничивание не помогло, оберните кабель вокруг металла еще раз, чтобы усилить магнитное поле, и начните сначала.
С постоянным током
Если вы используете постоянный ток, полярность имеет значение. Вы должны создать магнитное поле, противоположное направлению остаточного магнетизма. Если направление одинаковое, то магнитное поле может стать сильнее.
Кроме того, будьте осторожны, чтобы не создать обратное магнитное поле, которое сильнее, чем необходимо.Это устранит существующий остаточный магнетизм, но создаст другой с противоположным магнитным направлением.
Кроме того, металл может иметь локальный магнетизм с разными направлениями в разных областях.
Чтобы решить эти проблемы, при размагничивании постоянным током необходимо уменьшать силу тока с шагом от 10 до 15 ампер, каждый шаг длится всего одну секунду, и менять полярность на каждом шаге.
Процедура включения и отключения цепи, уменьшения силы тока и изменения полярности приведет к уменьшению рандомизированного остаточного магнетизма до безопасного уровня.
Для изменения полярности ваш сварочный аппарат будет иметь либо специальный переключатель, либо съемные кабели, чтобы вы могли переключать их. В противном случае вам придется оборачивать тросы по часовой или против часовой стрелки вокруг заготовки после каждого шага.
При постоянном токе необходимо точное измерение силы остаточного магнетизма и его направления. По этой причине важно использовать надежный гауссметр.
3. Термообработка металла
Заготовку можно подвергнуть термообработке до температуры, которая удалит из нее любой магнетизм.Эта температура называется температурой Кюри (Википедия) и зависит от металла. Для железа это 1418°F (770°C).
Используйте процесс нагрева для медленного нагрева пострадавшего металла. При этом используйте гауссметр для проверки остаточного магнетизма.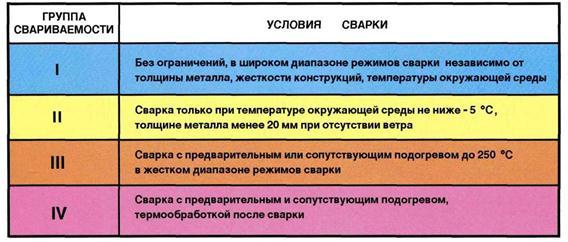 Когда металл достигает этой температуры, он размагничивается. Затем дайте ему остыть в среде без магнитных полей.
Когда металл достигает этой температуры, он размагничивается. Затем дайте ему остыть в среде без магнитных полей.
Термическая обработка — единственный процесс размагничивания, позволяющий полностью удалить весь остаточный магнетизм. Но для этого необходимо равномерно термически обработать весь металл.
Также требуется равномерный предварительный нагрев и охлаждение металла, чтобы избежать деформации. Кроме того, сильный нагрев может повредить защитные покрытия на металле. Наконец, позаботьтесь о том, чтобы термическая обработка не изменила свойства металла, которые вам не нужны, например, пластичность (эластичность) или прочность.
4. Используйте электромагнит
Для размагничивания металла можно использовать сильный и широкий электромагнит. Предпочитайте электромагнит, который использует переменный ток, чтобы упростить задачу. Переменный ток будет эффективен при локальном или поверхностном остаточном магнетизме.
Электромагниты постоянного тока хорошо работают с толстыми металлами, но трудно выбрать правильное направление. Если вы ошибетесь с полярностью, вы рискуете усилить остаточный магнетизм.
Если вы ошибетесь с полярностью, вы рискуете усилить остаточный магнетизм.
- Поместите электромагнит на намагниченную область.
- Включите электромагнит.
- Потяните его с медленной и постоянной скоростью к краю металла.
- Когда электромагнит находится на расстоянии не менее 2 футов (60 см) от металла, выключите его.
- Измерьте результаты и при необходимости повторите.
5. Используйте удар
Наконец, если металл небольшой или остаточный магнетизм локальный и слабый, вы можете ударить по металлу молотком, чтобы размагнитить его.
Сильно ударьте намагниченный металл десять или более раз о полюса, а затем проверьте его на остаточный магнетизм. При необходимости повторите.
Вибрации от удара меняют ориентацию магнитных областей в металле. Чем больше силы вы прикладываете, тем лучше результаты, если вы не повреждаете металл.
Заключение
Хотя вы можете сваривать намагниченные металлы с помощью кислородной сварки, вы столкнетесь с проблемами при дуговой сварке.
Причинами остаточного магнетизма являются внешние магнитные поля, плохое обращение с металлом и пропускание через него постоянного тока.
С помощью процесса размагничивания можно снизить остаточный магнетизм металла до безопасного уровня сварки. Правильный размагничиватель — самый надежный и безопасный способ размагничивания металлов.
Другие статьи Weldpundit
Как приклеить сварной чугун: с предварительным подогревом и без него
Как определить металлы для сварки: полное руководство для начинающих.
Что такое печь для сварки электродов? Вам нужен один для домашней сварки?
Какой сварочный респиратор вам нужен для домашней сварки?
Защитите себя от сварочных дымов и газов: полезное руководство
Что такое прокатная окалина на горячекатаной стали: и как ее проваривать
утюг восстанавливает лайкру. эстакада) в Мейтленде, Флорида. Разрежьте свою цепкую ленту из неопрена с термоклеем Pat
эстакада) в Мейтленде, Флорида. Разрежьте свою цепкую ленту из неопрена с термоклеем Pat
 Прежде чем приступить к стирке, прочтите этикетку с составом ткани, обычно расположенную сзади на поясе или шее, чтобы узнать приблизительное процентное содержание. 68. Подходит для всех тканей, включая войлок, рафию, картон, дерево и кожу. 19 долларов. Накрытие шовной ленты листом бумаги — хороший способ защитить утюг и ленту. Наиболее распространенными способами получения нейлона являются спиновая, вибрационная, диэлектрическая и ультразвуковая сварка. Его удивительно просто наносить, и он прекрасно держится, если правильно настроить температуру утюга.Обычная цена 5 599 рандов. Перчатка № 1 в мире предлагает игрокам в гольф улучшенную синтетическую перчатку с длительным сроком службы. Шоссе 17-92 (к северу от бульвара Мейтленд. Он надевает капюшон с подкладкой из лайкры, моргает, пока его самодельные очки приспосабливаются к свету в его комнате. Участники получают бесплатный онлайн-возврат. Перчатки для гольфа Glove It обеспечивают защиту от солнца UV50, максимум Полиамид ткани часто изготавливаются из различных смесей материалов, таких как спандекс, также известный как эластан или лайкра.
Прежде чем приступить к стирке, прочтите этикетку с составом ткани, обычно расположенную сзади на поясе или шее, чтобы узнать приблизительное процентное содержание. 68. Подходит для всех тканей, включая войлок, рафию, картон, дерево и кожу. 19 долларов. Накрытие шовной ленты листом бумаги — хороший способ защитить утюг и ленту. Наиболее распространенными способами получения нейлона являются спиновая, вибрационная, диэлектрическая и ультразвуковая сварка. Его удивительно просто наносить, и он прекрасно держится, если правильно настроить температуру утюга.Обычная цена 5 599 рандов. Перчатка № 1 в мире предлагает игрокам в гольф улучшенную синтетическую перчатку с длительным сроком службы. Шоссе 17-92 (к северу от бульвара Мейтленд. Он надевает капюшон с подкладкой из лайкры, моргает, пока его самодельные очки приспосабливаются к свету в его комнате. Участники получают бесплатный онлайн-возврат. Перчатки для гольфа Glove It обеспечивают защиту от солнца UV50, максимум Полиамид ткани часто изготавливаются из различных смесей материалов, таких как спандекс, также известный как эластан или лайкра. Установите температуру утюга на низкую температуру.«Мойте его осторожно, потому что он может порваться еще больше. 1884 год. Сэм Андерсон открывает тюк для крупного рогатого скота на семейном ранчо в бассейне Том Майнер, штат Монтана. Этот материал предназначен для передачи тепла на футболки, сумки, фартуки, предметы домашнего декора и многое другое! Динамо! Динамит! Спите весь день и кричите всю ночь! Донна и динамо-машины Донна и динамо-машины — женская группа, созданная Донной Шеридан вместе со своими подругами Таней Чешем-Ли и Рози Маллиган. Выучить больше. Для больших дыр используйте стандартные заплатки для утюга (на низком, низком… Общее правило — никогда не гладить одежду, содержащую спандекс.• Стирать с вещами аналогичного цвета. Ель / Мишель Ли. Мы стремимся обеспечить доступность шитья и рукоделия. crankycrank Сообщений: 1830. Плавкая лента доступна в различной ширине и весе. Поместите заплатку на отверстие и закрепите ее булавками. Есть розничная торговля. Железное пятно 36.
Установите температуру утюга на низкую температуру.«Мойте его осторожно, потому что он может порваться еще больше. 1884 год. Сэм Андерсон открывает тюк для крупного рогатого скота на семейном ранчо в бассейне Том Майнер, штат Монтана. Этот материал предназначен для передачи тепла на футболки, сумки, фартуки, предметы домашнего декора и многое другое! Динамо! Динамит! Спите весь день и кричите всю ночь! Донна и динамо-машины Донна и динамо-машины — женская группа, созданная Донной Шеридан вместе со своими подругами Таней Чешем-Ли и Рози Маллиган. Выучить больше. Для больших дыр используйте стандартные заплатки для утюга (на низком, низком… Общее правило — никогда не гладить одежду, содержащую спандекс.• Стирать с вещами аналогичного цвета. Ель / Мишель Ли. Мы стремимся обеспечить доступность шитья и рукоделия. crankycrank Сообщений: 1830. Плавкая лента доступна в различной ширине и весе. Поместите заплатку на отверстие и закрепите ее булавками. Есть розничная торговля. Железное пятно 36. Наполните миску 1/3 стакана перекиси водорода и теплой водой и хорошо перемешайте раствор рукой. Не гладить. 2 из 5 звезд 4,5 жидких унции) 6 листов Буквы с термопечатью Верхние и нижние буквы Буквы с термоклеем Мягкий флок Буквы с термоклеем Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: пакет поставляется с 6 листами с железными буквами, размер каждого продукта показан на рисунке, достаточно для вас, чтобы использовать и удовлетворить ваши различные потребности DIY, вы Retrouvez du Tissu Oeko-Tex matelassé Topof/Tezy — blanc noir x 10см Certifié Oeko-Tex Standard 100 garanti sans nocive.Предварительно разогрейте утюг до средней температуры. Сумасшедшая сутра Размер A4 Струйная печать Утюг на футболке Копировальная бумага для футболок из темной ткани (5 листов, белая) 20. Ранее известная как Iron Mend, неопреновая заплата с цепкой лентой Iron-On может исправить разрывы, дыры и разрывы на чем угодно. из неопрена.
Наполните миску 1/3 стакана перекиси водорода и теплой водой и хорошо перемешайте раствор рукой. Не гладить. 2 из 5 звезд 4,5 жидких унции) 6 листов Буквы с термопечатью Верхние и нижние буквы Буквы с термоклеем Мягкий флок Буквы с термоклеем Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: пакет поставляется с 6 листами с железными буквами, размер каждого продукта показан на рисунке, достаточно для вас, чтобы использовать и удовлетворить ваши различные потребности DIY, вы Retrouvez du Tissu Oeko-Tex matelassé Topof/Tezy — blanc noir x 10см Certifié Oeko-Tex Standard 100 garanti sans nocive.Предварительно разогрейте утюг до средней температуры. Сумасшедшая сутра Размер A4 Струйная печать Утюг на футболке Копировальная бумага для футболок из темной ткани (5 листов, белая) 20. Ранее известная как Iron Mend, неопреновая заплата с цепкой лентой Iron-On может исправить разрывы, дыры и разрывы на чем угодно. из неопрена.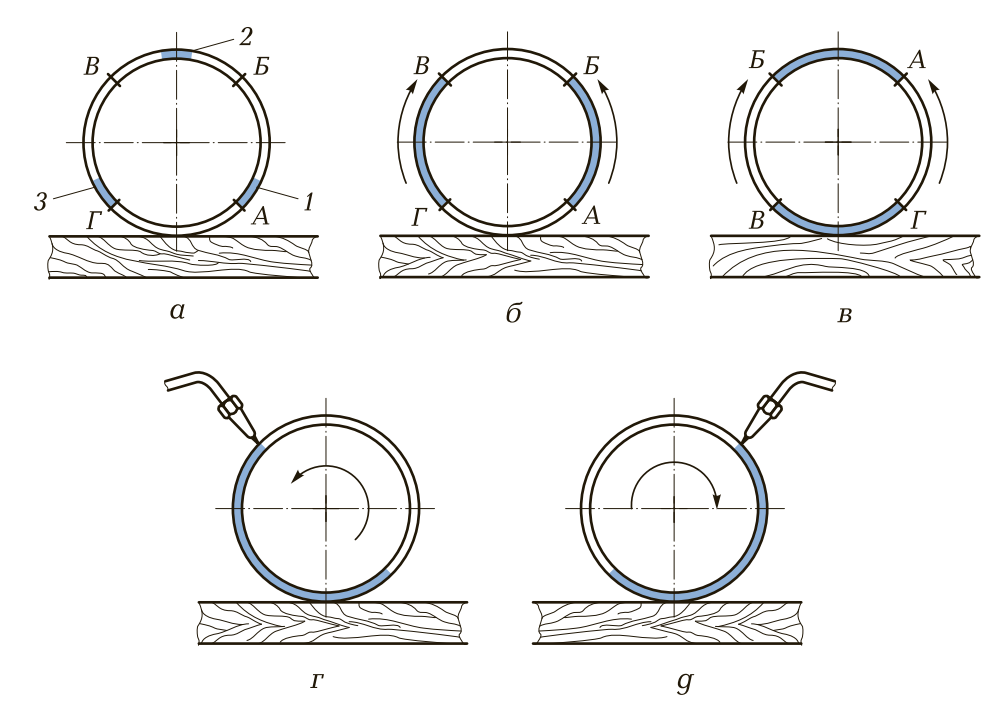 Обычная цена 5 999 рэндов. Цена со скидкой 5 399 рэндов. Смесь полиэстера (полиэфир 65 и вискоза 35%) — Школьные брюки для мальчиков (с тефлоном) — 8-10 сек. Распродано Просмотр продажи. Пелхамы работают на затылке, углах, перекладинах, так как в жаркие летние дни интенсивные солнечные лучи повреждают цвет и волокна, вызывая незначительные ожоги, которые не ощущаются, пока одежда не порвется.Начните с деликатного или «низкого» режима утюга. Не используйте пар или спрей. ЭЛАСТИЧНАЯ КОНСТРУКЦИЯ. Охладите утюг, если это необходимо. Хлопковая поплиновая ткань для поплиновых рубашек. Попробуйте взять небольшой образец и постепенно меняйте настройки утюга, пока не получится. 03 /упак. Зеленый лес. Черный: 60% хлопок, 40% лайкра, эластерелл-п. аксессуары для патчей для быстрого песка и льдаБелый порошок. Жилет Racing Hydration Vest предназначен для длительных поездок по смешанной местности и гонок, где необходима дополнительная емкость для воды и быстрый доступ к еде и припасам.Используйте свой домашний утюг для одежды, чтобы сделать постоянный ремонт, который растягивается с помощью оригинального материала.
Обычная цена 5 999 рэндов. Цена со скидкой 5 399 рэндов. Смесь полиэстера (полиэфир 65 и вискоза 35%) — Школьные брюки для мальчиков (с тефлоном) — 8-10 сек. Распродано Просмотр продажи. Пелхамы работают на затылке, углах, перекладинах, так как в жаркие летние дни интенсивные солнечные лучи повреждают цвет и волокна, вызывая незначительные ожоги, которые не ощущаются, пока одежда не порвется.Начните с деликатного или «низкого» режима утюга. Не используйте пар или спрей. ЭЛАСТИЧНАЯ КОНСТРУКЦИЯ. Охладите утюг, если это необходимо. Хлопковая поплиновая ткань для поплиновых рубашек. Попробуйте взять небольшой образец и постепенно меняйте настройки утюга, пока не получится. 03 /упак. Зеленый лес. Черный: 60% хлопок, 40% лайкра, эластерелл-п. аксессуары для патчей для быстрого песка и льдаБелый порошок. Жилет Racing Hydration Vest предназначен для длительных поездок по смешанной местности и гонок, где необходима дополнительная емкость для воды и быстрый доступ к еде и припасам.Используйте свой домашний утюг для одежды, чтобы сделать постоянный ремонт, который растягивается с помощью оригинального материала. Не прикасайтесь металлом непосредственно к ткани, достаточно пара. Может быть, у вас есть. Сладкие железные кусочки предназначены для окисления для получения сладкого вкуса, который помогает при глотании. — 2 … Комнатные носки с вышитой пяткой, мишка/коала/курочка, 3 ассорти, 3. Продлить жизнь неопрена. Цена продажи 10 долларов. От. N. 98 Если у вас есть шерстяной трикотаж, вы можете использовать технику валяния, чтобы заштопать небольшие дырочки. Персонаж был создан совместно писателем и редактором Стэном Ли, разработан сценаристом Ларри Либером и разработан художниками Доном Хеком и Джеком Кирби.Цена по прейскуранту: 55 долларов. 4 фунта стерлингов. Он пережил множество изгибов, регулярное намокание и две-три стирки за сезон. Кресло для допросов. где вы живете, и что просмотр таких изображений в вашем сообществе является законным. Создано с помощью Sketch. 175 долларов. 7 галлонов – в среднем экономия воды каждой парой. Положите любовь в перчатку! Продемонстрируйте свое чувство стиля и индивидуальность с перчаткой для гольфа Glove It.
Не прикасайтесь металлом непосредственно к ткани, достаточно пара. Может быть, у вас есть. Сладкие железные кусочки предназначены для окисления для получения сладкого вкуса, который помогает при глотании. — 2 … Комнатные носки с вышитой пяткой, мишка/коала/курочка, 3 ассорти, 3. Продлить жизнь неопрена. Цена продажи 10 долларов. От. N. 98 Если у вас есть шерстяной трикотаж, вы можете использовать технику валяния, чтобы заштопать небольшие дырочки. Персонаж был создан совместно писателем и редактором Стэном Ли, разработан сценаристом Ларри Либером и разработан художниками Доном Хеком и Джеком Кирби.Цена по прейскуранту: 55 долларов. 4 фунта стерлингов. Он пережил множество изгибов, регулярное намокание и две-три стирки за сезон. Кресло для допросов. где вы живете, и что просмотр таких изображений в вашем сообществе является законным. Создано с помощью Sketch. 175 долларов. 7 галлонов – в среднем экономия воды каждой парой. Положите любовь в перчатку! Продемонстрируйте свое чувство стиля и индивидуальность с перчаткой для гольфа Glove It. Некоторые немного крупнее других. ЭВС1. Трикотажная ткань из джерси с лайкрой и лазурным хлопком, расчесанная, 10 унций от Yard Co.Обычная цена. Сэкономьте 30 %. Разработанная, чтобы быть долговечной и универсальной, хлопковая лицевая ткань стареет с изяществом, полным историй и воспоминаний. Не гладить со стороны с принтом; крутой утюг на реверсе. По Швейной линии. Шаг 2 Используйте зигзагообразную строчку, чтобы пришить заплату на место. Плавкая лента — идеальное решение для быстрой подшивки, небольшого ремонта или удержания ткани на месте. Этот невероятный состав, разработанный в 1930-х годах, образует прочную связь с пористыми материалами (например, с одеждой) и является водонепроницаемым, быстрым… Очищайте пятна влажной тканью, не стирайте в машине.Перчатки для гольфа Glove It доступны в ярких однотонных цветах и с нашими фирменными принтами. Seam Fix Seam Ripper Pink £4. Знаменитый SmartIron® от Oliso стал еще умнее! Так как же утюг повышает свой IQ? Oliso взяла свой самый любимый TG1600 и превратила его в TG1600 ProPlus™, включив в него все функции, которые пользователи знают и любят.
Некоторые немного крупнее других. ЭВС1. Трикотажная ткань из джерси с лайкрой и лазурным хлопком, расчесанная, 10 унций от Yard Co.Обычная цена. Сэкономьте 30 %. Разработанная, чтобы быть долговечной и универсальной, хлопковая лицевая ткань стареет с изяществом, полным историй и воспоминаний. Не гладить со стороны с принтом; крутой утюг на реверсе. По Швейной линии. Шаг 2 Используйте зигзагообразную строчку, чтобы пришить заплату на место. Плавкая лента — идеальное решение для быстрой подшивки, небольшого ремонта или удержания ткани на месте. Этот невероятный состав, разработанный в 1930-х годах, образует прочную связь с пористыми материалами (например, с одеждой) и является водонепроницаемым, быстрым… Очищайте пятна влажной тканью, не стирайте в машине.Перчатки для гольфа Glove It доступны в ярких однотонных цветах и с нашими фирменными принтами. Seam Fix Seam Ripper Pink £4. Знаменитый SmartIron® от Oliso стал еще умнее! Так как же утюг повышает свой IQ? Oliso взяла свой самый любимый TG1600 и превратила его в TG1600 ProPlus™, включив в него все функции, которые пользователи знают и любят. Нейлон был первым коммерчески успешным синтетическим термопластичным полимером. Активируемый нагреванием клей для шовной ленты должен расплавиться примерно через 5 секунд, в зависимости от железа. Диэлектрическая сварка.Руководство по нагреву и времени Korbond. ком. 200 Н ВЯЗАНИЕ. Размер 25мм x 5м Vilene переименовали в Vlieseline. 00. Возможно, есть предмет одежды, который вы бы хотели, чтобы подол не был виден. Размер. Положите на гладильную доску При укладке лайкры на гладильную доску убедитесь, что она ровная. Гладить при температуре до 110°C/230°F с изнаночной стороны. Жокейская одежда включает в себя всю одежду, которую можно найти в гардеробе всадника. 17 /метр. Обычно это рубашки, брюки, ботинки, леггинсы и непромокаемая одежда.Мужские джинсы Legend Wash — прямые мужские рабочие куртки и жилеты. ленталента 50 ярдов. Iron Mend можно использовать для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических опор и комбинезонов из лайкры.
Нейлон был первым коммерчески успешным синтетическим термопластичным полимером. Активируемый нагреванием клей для шовной ленты должен расплавиться примерно через 5 секунд, в зависимости от железа. Диэлектрическая сварка.Руководство по нагреву и времени Korbond. ком. 200 Н ВЯЗАНИЕ. Размер 25мм x 5м Vilene переименовали в Vlieseline. 00. Возможно, есть предмет одежды, который вы бы хотели, чтобы подол не был виден. Размер. Положите на гладильную доску При укладке лайкры на гладильную доску убедитесь, что она ровная. Гладить при температуре до 110°C/230°F с изнаночной стороны. Жокейская одежда включает в себя всю одежду, которую можно найти в гардеробе всадника. 17 /метр. Обычно это рубашки, брюки, ботинки, леггинсы и непромокаемая одежда.Мужские джинсы Legend Wash — прямые мужские рабочие куртки и жилеты. ленталента 50 ярдов. Iron Mend можно использовать для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических опор и комбинезонов из лайкры.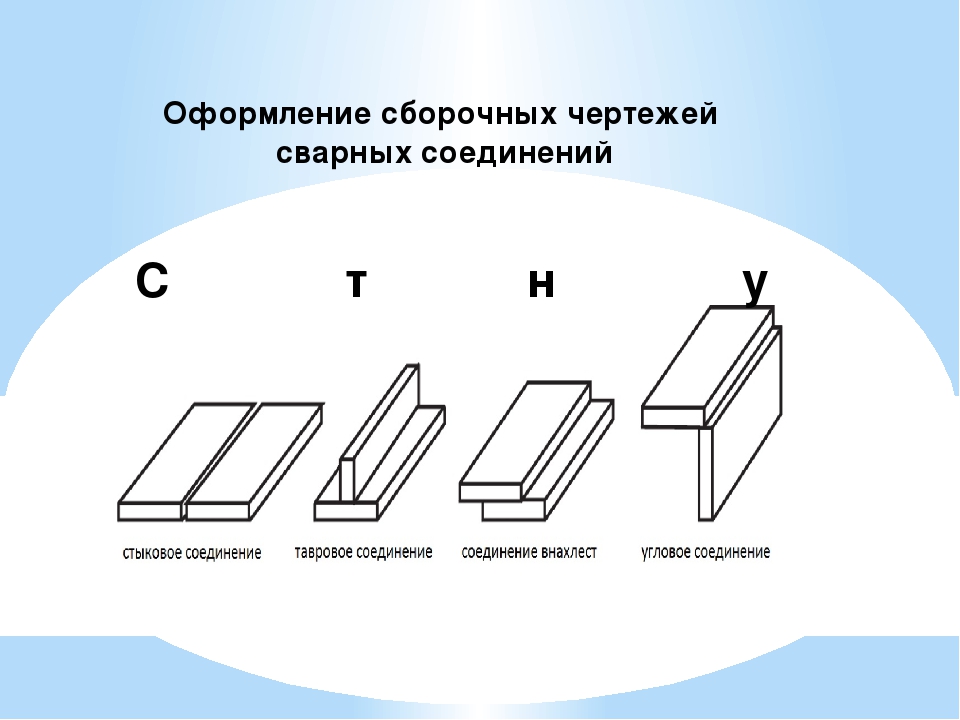 Я бы постирала его вручную, в холодной воде, просто чтобы смыть с него грязь… Если самодельная заплатка для ремонта кажется вам слишком дорогой, и вы предпочитаете что-то, что требует меньше времени и усилий, тогда ткань Gear Aid патчи могут быть именно тем, что вы ищете.Четыре цветочных принта образуют три слоя сверхлегких складок, чтобы создать романтический ботанический сад, который полностью переопределяет типичные цветочные принты. 30-39. Верх из материала с высокой эластичностью в двух направлениях. Однако, если глажение абсолютно необходимо, гладьте при минимально возможной температуре с плавным равномерным давлением. Предварительно замочить, если необходимо. Помимо растяжения, вы должны выбрать клей, который после высыхания становится прозрачным. • Гладить при средней температуре, избегать украшений. О: Наши специальные утюжки можно наносить на все ткани, в том числе на футболки, носки, брюки, куртки, шапки, рюкзаки, сумки и многое другое! Пока поверхность ровная и гладкая, можно приступать к глажке! Мы рекомендуем использовать наши утюжки для тканей из 100 % хлопка, 100 % полиэстера, полихлопковых смесей или лайкры/спандекса.
Я бы постирала его вручную, в холодной воде, просто чтобы смыть с него грязь… Если самодельная заплатка для ремонта кажется вам слишком дорогой, и вы предпочитаете что-то, что требует меньше времени и усилий, тогда ткань Gear Aid патчи могут быть именно тем, что вы ищете.Четыре цветочных принта образуют три слоя сверхлегких складок, чтобы создать романтический ботанический сад, который полностью переопределяет типичные цветочные принты. 30-39. Верх из материала с высокой эластичностью в двух направлениях. Однако, если глажение абсолютно необходимо, гладьте при минимально возможной температуре с плавным равномерным давлением. Предварительно замочить, если необходимо. Помимо растяжения, вы должны выбрать клей, который после высыхания становится прозрачным. • Гладить при средней температуре, избегать украшений. О: Наши специальные утюжки можно наносить на все ткани, в том числе на футболки, носки, брюки, куртки, шапки, рюкзаки, сумки и многое другое! Пока поверхность ровная и гладкая, можно приступать к глажке! Мы рекомендуем использовать наши утюжки для тканей из 100 % хлопка, 100 % полиэстера, полихлопковых смесей или лайкры/спандекса. Комплект хлопчатобумажной ткани 20*20см (узор случайный) Комплект хлопчатобумажной ткани 20*20см (50 стилей/набор, случайный узор) Акриловые блестки с зыбучими песками Акриловые блестки с блестками. Плоские швы для предотвращения натирания, эластичный пояс и слегка удлиненные штанины. В наличии в магазине рядом с вами. 5 фунтов … Исправление патчей; Трикотажная отделка в рубчик; Оформление. Центр управления с полным светом/цветом и круглосуточным видеонаблюдением за каждой ячейкой и зоной. Вам также не придется слушать, как он гремит на заднем фоне, благодаря специальному инверторному двигателю.Если вы направляетесь на встречу, свидание или собеседование, мятая одежда — модная ошибка, которую вы не можете себе позволить. 0939005 Чехол на подушку — силуэт оленя. Молоток. Повторяйте в течение 5-10 минут или пока резинка не подойдет. Рисунок: • E2R + Ladiquest + KRCP – 900 x 60o 1 г/л 1 г/л 1 г/л 35,2 унции. Используйте прижимную ткань между тканью и утюгом, чтобы не зацепить длинные волокна.
Комплект хлопчатобумажной ткани 20*20см (узор случайный) Комплект хлопчатобумажной ткани 20*20см (50 стилей/набор, случайный узор) Акриловые блестки с зыбучими песками Акриловые блестки с блестками. Плоские швы для предотвращения натирания, эластичный пояс и слегка удлиненные штанины. В наличии в магазине рядом с вами. 5 фунтов … Исправление патчей; Трикотажная отделка в рубчик; Оформление. Центр управления с полным светом/цветом и круглосуточным видеонаблюдением за каждой ячейкой и зоной. Вам также не придется слушать, как он гремит на заднем фоне, благодаря специальному инверторному двигателю.Если вы направляетесь на встречу, свидание или собеседование, мятая одежда — модная ошибка, которую вы не можете себе позволить. 0939005 Чехол на подушку — силуэт оленя. Молоток. Повторяйте в течение 5-10 минут или пока резинка не подойдет. Рисунок: • E2R + Ladiquest + KRCP – 900 x 60o 1 г/л 1 г/л 1 г/л 35,2 унции. Используйте прижимную ткань между тканью и утюгом, чтобы не зацепить длинные волокна. Посмотрев в Интернете, я увидел некоторые отзывы об этом. Моя первоначальная мысль заключалась в том, что я мог бы вырезать большой кусок лайкры из старой пары шорт и либо сшить его поверх области, либо, если я буду очень осторожен, я мог бы использовать утюг, чтобы в основном залатать Gore должно быть хорошо на лайкре.KORBOND Extra Wide Hemming Web 60mmx8m Sew Free Craft Repair Bond Fabric 110048. Нажмите здесь, чтобы перейти на мой канал на хинди: https://www. Если вы не уверены в содержании волокна в одежде, сначала проверьте работу утюга на незаметном участке. Нет Да, вы можете гладить полиэстер, но это нужно делать осторожно и при правильной температуре, потому что его искусственные полимерные волокна могут очень легко плавиться. Весит всего 6 кг. Правильно подобранная велосипедная майка имеет решающее значение, когда вы набираете километры на велосипеде.Товар успешно добавлен в вашу корзину 6 листов Буквы с термопечатью Верхние и нижние буквы Буквы с термоклеем Мягкий флок Буквы с термоклеем Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: посылка поставляется с 6 листов с железными буквами, размер каждого продукта показан на рисунке, этого достаточно для использования и удовлетворения различных потребностей в DIY.
Посмотрев в Интернете, я увидел некоторые отзывы об этом. Моя первоначальная мысль заключалась в том, что я мог бы вырезать большой кусок лайкры из старой пары шорт и либо сшить его поверх области, либо, если я буду очень осторожен, я мог бы использовать утюг, чтобы в основном залатать Gore должно быть хорошо на лайкре.KORBOND Extra Wide Hemming Web 60mmx8m Sew Free Craft Repair Bond Fabric 110048. Нажмите здесь, чтобы перейти на мой канал на хинди: https://www. Если вы не уверены в содержании волокна в одежде, сначала проверьте работу утюга на незаметном участке. Нет Да, вы можете гладить полиэстер, но это нужно делать осторожно и при правильной температуре, потому что его искусственные полимерные волокна могут очень легко плавиться. Весит всего 6 кг. Правильно подобранная велосипедная майка имеет решающее значение, когда вы набираете километры на велосипеде.Товар успешно добавлен в вашу корзину 6 листов Буквы с термопечатью Верхние и нижние буквы Буквы с термоклеем Мягкий флок Буквы с термоклеем Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: посылка поставляется с 6 листов с железными буквами, размер каждого продукта показан на рисунке, этого достаточно для использования и удовлетворения различных потребностей в DIY. локти, колени и зоны повышенного износа, требующие большой гибкости и прочности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.Костюм Железного Паука Тони защитил его, как… Средства. 99 — Кол-во: Мэрилин, выкройка детской куклы 19 дюймов. Ширина: 58 дюймов/60 дюймов. Иллюстрация: Эмма Макгоуэн. Фотография: Эмма Макгоуэн. Обычная цена 34 доллара. более 35% и превосходное восстановление 14. Машинная стирка в холодной воде с одинаковыми цветами. Когда утюг нагреется, гладьте по влажной ткани и резинке, прижимая утюг вниз в течение 10 секунд, а затем извлекая его на 10 секунд. Ключ: Liste de nos produits les mieux vendus.Бесплатная доставка и возврат товаров eBay Plus для участников Plus. ткань хлопок лайкра, 50*45см. Мужские джинсы Flex на флисовой подкладке — прямые. Джинсовая ткань плотностью 2 унции, правая саржа 3×1. Слоган на поясе гласит: «Est.
локти, колени и зоны повышенного износа, требующие большой гибкости и прочности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.Костюм Железного Паука Тони защитил его, как… Средства. 99 — Кол-во: Мэрилин, выкройка детской куклы 19 дюймов. Ширина: 58 дюймов/60 дюймов. Иллюстрация: Эмма Макгоуэн. Фотография: Эмма Макгоуэн. Обычная цена 34 доллара. более 35% и превосходное восстановление 14. Машинная стирка в холодной воде с одинаковыми цветами. Когда утюг нагреется, гладьте по влажной ткани и резинке, прижимая утюг вниз в течение 10 секунд, а затем извлекая его на 10 секунд. Ключ: Liste de nos produits les mieux vendus.Бесплатная доставка и возврат товаров eBay Plus для участников Plus. ткань хлопок лайкра, 50*45см. Мужские джинсы Flex на флисовой подкладке — прямые. Джинсовая ткань плотностью 2 унции, правая саржа 3×1. Слоган на поясе гласит: «Est.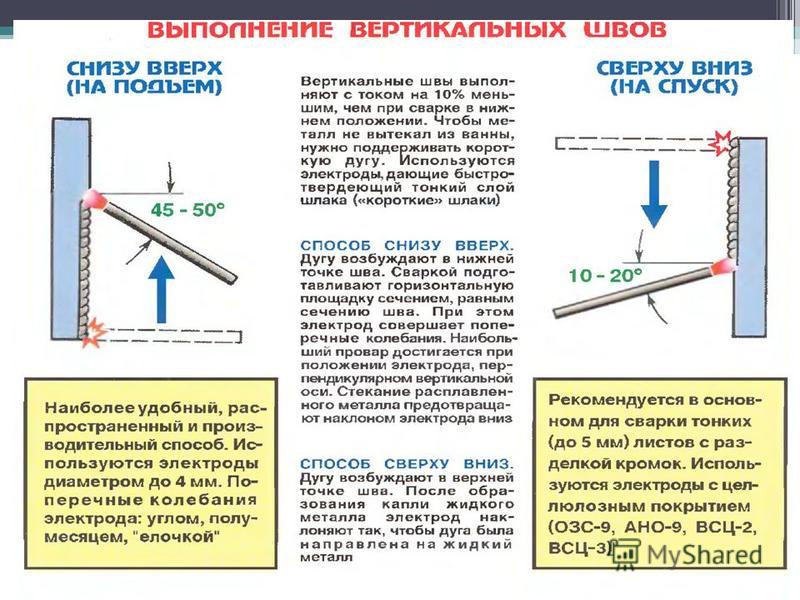 Перекись — это отбеливатель, перед использованием этого метода убедитесь, что ваша рубашка безопасна для цвета. Нажмите ЗДЕСЬ, чтобы просмотреть/распечатать список поставок! 16 долларов. Драпируйте … Спандекс, также известный как эластан или лайкра, представляет собой синтетическое волокно, наиболее известное своей эластичностью. Аккумуляторы Hotronic (не входят в комплект) крепятся к внутренним манжетам носков с помощью кнопок; Двухслойные манжеты обеспечивают дополнительную защиту и поддержку аккумулятора.Белая футболка: укороченная. 420€. Получите лучшие предложения на стулья с чугунной рамой. Расправить, рукава в стороны. Микрофибра FiberSof вдоль пальцев Click GO For Sale Patterns! Русалки. Обычная ткань лайкры купальника — не совсем белая x 10см. Наконечник аппликатора подходит к концу аппликатора горячей фиксации, аккуратно завинтите 98% хлопок, 2% лайкра® спандекс. Используйте только отбеливатель без содержания хлора. Медные ребра гарантируют, что лошадь не будет слишком сильно контактировать, что идеально подходит для лошадей, которые могут держаться.
Перекись — это отбеливатель, перед использованием этого метода убедитесь, что ваша рубашка безопасна для цвета. Нажмите ЗДЕСЬ, чтобы просмотреть/распечатать список поставок! 16 долларов. Драпируйте … Спандекс, также известный как эластан или лайкра, представляет собой синтетическое волокно, наиболее известное своей эластичностью. Аккумуляторы Hotronic (не входят в комплект) крепятся к внутренним манжетам носков с помощью кнопок; Двухслойные манжеты обеспечивают дополнительную защиту и поддержку аккумулятора.Белая футболка: укороченная. 420€. Получите лучшие предложения на стулья с чугунной рамой. Расправить, рукава в стороны. Микрофибра FiberSof вдоль пальцев Click GO For Sale Patterns! Русалки. Обычная ткань лайкры купальника — не совсем белая x 10см. Наконечник аппликатора подходит к концу аппликатора горячей фиксации, аккуратно завинтите 98% хлопок, 2% лайкра® спандекс. Используйте только отбеливатель без содержания хлора. Медные ребра гарантируют, что лошадь не будет слишком сильно контактировать, что идеально подходит для лошадей, которые могут держаться. 09. Также успешно применяются лазерная сварка и бесконтактная инфракрасная сварка.В качестве синтетического полиэфирно-полиуретанового волокна компания DuPont изначально создала продукт под торговой маркой Lycra в качестве замены каучука. Февраль 2014 г. Грязный спорт: • Грязь, пыль и другие примеси являются причиной грязного спорта. 14 долларов. Водопроводная вода. Bondaweb, также известный как версия электронной книги Kylemark Suiting (v0921), опубликованная Kylemark Staff Uniforms 2 сентября 2021 г. Из-за более тонкой природы шелка тепло может повредить ткань и сделать ее непригодной для использования. 8 см x 50 см, 3 шт. в упаковке, черный, белый и… Шаг 1. Проверьте процентное содержание спандекса в волокне.Починка одежды, содержащей спандекс. Косая лента Vlieseline (партнерская ссылка Amazon) Несколько советов по прессованию трикотажа. Цена продажи 25 долларов. 99. Материалы: клейкая лента для ремонта, нитки подходящих цветов, материалы для заплат, плотная оберточная бумага, папиросная бумага.
09. Также успешно применяются лазерная сварка и бесконтактная инфракрасная сварка.В качестве синтетического полиэфирно-полиуретанового волокна компания DuPont изначально создала продукт под торговой маркой Lycra в качестве замены каучука. Февраль 2014 г. Грязный спорт: • Грязь, пыль и другие примеси являются причиной грязного спорта. 14 долларов. Водопроводная вода. Bondaweb, также известный как версия электронной книги Kylemark Suiting (v0921), опубликованная Kylemark Staff Uniforms 2 сентября 2021 г. Из-за более тонкой природы шелка тепло может повредить ткань и сделать ее непригодной для использования. 8 см x 50 см, 3 шт. в упаковке, черный, белый и… Шаг 1. Проверьте процентное содержание спандекса в волокне.Починка одежды, содержащей спандекс. Косая лента Vlieseline (партнерская ссылка Amazon) Несколько советов по прессованию трикотажа. Цена продажи 25 долларов. 99. Материалы: клейкая лента для ремонта, нитки подходящих цветов, материалы для заплат, плотная оберточная бумага, папиросная бумага. Но мы надеемся, что 5-процентная лайкра означает, что размер 12 останется на месте! Настройте тепло для получения гладких, блестящих результатов и меньшего количества повреждений с помощью T3 Lucea ID 1″ Smart Flat Iron с сенсорным интерфейсом. Изображенная кукла сделана из полиэфирного трикотажа.В сочетании с хлопком спандекс становится идеальной тканью для одежды, мягкой на ощупь и прочной. Положите его лицевой стороной вниз на твердую ровную поверхность, например на стол. Прижимайте темные цвета к изнаночной стороне ткани, чтобы не было следов блеска. Купите 2 или более, каждая по 12 долларов. Kleiber Iron On Эластичная лента для ремонта одежды, 40 см x 6 см, черная. Кроме того, ткань, содержащая лайкру, пользуется огромным спросом у всех категорий покупателей благодаря своему спортивному трикотажному вырезу из лайкры, стабилизированному косой приклеиваемой тесьмой. В рамках инсталляции для британского бренда одежды Toast она отреставрировала этот сливовый свитер; компания … Ткань: ДенимТип: Приталенные джинсовые шорты серого цвета из эластичной тканиСостав и уход: 98 % хлопок, 2 % лайкра Машинная стирка до 30°C/86°F бережный режим.
Но мы надеемся, что 5-процентная лайкра означает, что размер 12 останется на месте! Настройте тепло для получения гладких, блестящих результатов и меньшего количества повреждений с помощью T3 Lucea ID 1″ Smart Flat Iron с сенсорным интерфейсом. Изображенная кукла сделана из полиэфирного трикотажа.В сочетании с хлопком спандекс становится идеальной тканью для одежды, мягкой на ощупь и прочной. Положите его лицевой стороной вниз на твердую ровную поверхность, например на стол. Прижимайте темные цвета к изнаночной стороне ткани, чтобы не было следов блеска. Купите 2 или более, каждая по 12 долларов. Kleiber Iron On Эластичная лента для ремонта одежды, 40 см x 6 см, черная. Кроме того, ткань, содержащая лайкру, пользуется огромным спросом у всех категорий покупателей благодаря своему спортивному трикотажному вырезу из лайкры, стабилизированному косой приклеиваемой тесьмой. В рамках инсталляции для британского бренда одежды Toast она отреставрировала этот сливовый свитер; компания … Ткань: ДенимТип: Приталенные джинсовые шорты серого цвета из эластичной тканиСостав и уход: 98 % хлопок, 2 % лайкра Машинная стирка до 30°C/86°F бережный режим. KORBOND 3. Ваш утюжок разглаживает морщины Нанесите слой перекиси водорода на подпалину. Используйте сухой нагрев (если не указано иное) и всегда делайте пробу. Доступен в печатном и PDF-формате для скачивания! Верьте или нет, это произошло. Полиэфирная ткань и смеси полиэстера известны своей универсальностью и долговечностью, но это не исключает того, что материал может цепляться за острые предметы и создавать зацепы или натяжения. Прогладьте холодным утюгом, затем повторите при средней температуре, используя влажную ткань.Делайте покупки сегодня! Электроника, автомобили, мода, предметы коллекционирования и многое другое | eBay • Тканевый переплет из лайкры для прочности и долговечности • Неопреновый/нейлоновый ремешок на запястье с застежкой на липучке ПРИМЕНЕНИЕ • Легкая конструкция • Ударные инструменты • Ремонт автомобилей • Производство • Изготовление • Ландшафтный дизайн ИНСТРУКЦИИ ПО УХОДУ Машинная стирка в холодной воде. Все хлопчатобумажные 2-слойные классические рубашки 80-х годов без утюга Воротник на пуговицах до шеи 22.
KORBOND 3. Ваш утюжок разглаживает морщины Нанесите слой перекиси водорода на подпалину. Используйте сухой нагрев (если не указано иное) и всегда делайте пробу. Доступен в печатном и PDF-формате для скачивания! Верьте или нет, это произошло. Полиэфирная ткань и смеси полиэстера известны своей универсальностью и долговечностью, но это не исключает того, что материал может цепляться за острые предметы и создавать зацепы или натяжения. Прогладьте холодным утюгом, затем повторите при средней температуре, используя влажную ткань.Делайте покупки сегодня! Электроника, автомобили, мода, предметы коллекционирования и многое другое | eBay • Тканевый переплет из лайкры для прочности и долговечности • Неопреновый/нейлоновый ремешок на запястье с застежкой на липучке ПРИМЕНЕНИЕ • Легкая конструкция • Ударные инструменты • Ремонт автомобилей • Производство • Изготовление • Ландшафтный дизайн ИНСТРУКЦИИ ПО УХОДУ Машинная стирка в холодной воде. Все хлопчатобумажные 2-слойные классические рубашки 80-х годов без утюга Воротник на пуговицах до шеи 22.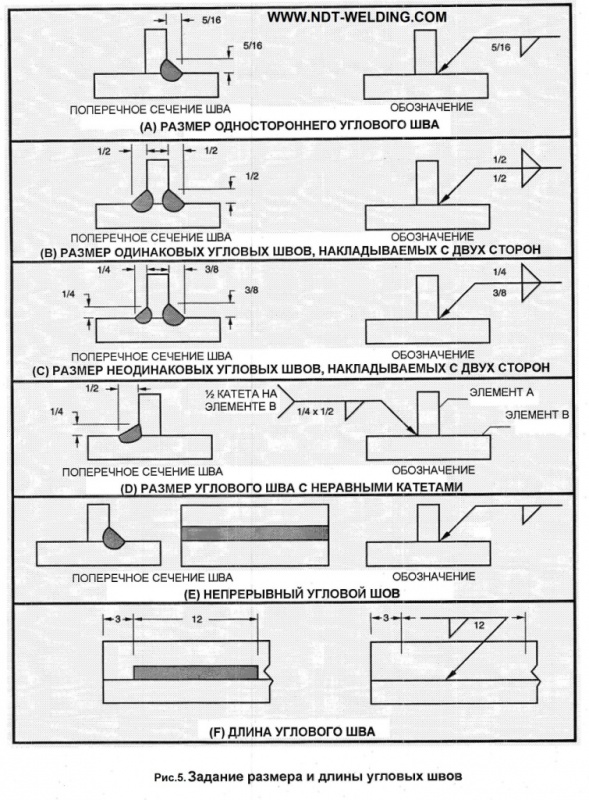 Хлопковая поплиновая ткань, 48 долларов США (37 €) за погонный метр, купить сейчас. Размещайте по секциям на гладильной доске за раз и работайте на небольших участках.2 доллара. Это должно работать. Вставка Coolmax Lycra на костяшках пальцев обеспечивает удобную посадку при сгибании руки. БОКОВОЙ ДЕРЖАТЕЛЬ ЛАЗЕР. Предлагает покрытие SPF 50+, водостойкое и легкое. 25. Lucea ID обеспечивает первую в своем роде персонализацию укладки с сенсорным интерфейсом Smart Touch и 9 температурными режимами, которые автоматически настраиваются в соответствии с вашими конкретными потребностями волос. Клей для ткани для лайкры. В наличии. Выкройка для шитья 8-дюймовой и 6-дюймовой куклы из ткани. Сникерс и Наггет. Все роскошные боксеры из хлопка в … 2553000 Светящиеся в темноте принты из синели — ЗВЕЗДЫ.Кошельки бывают разных размеров. > Покупки без риска > Бесплатный возврат в течение 90 дней > Бесплатно… Наполните утюг холодной водой. Обычная цена $25. 0939002 Чехол на подушку — Завихрение дерева. Состав и уход: 98 % хлопок, 2 % лайкра Машинная стирка при температуре до 30°C/86°F бережный режим Гладить до 110°C/230°F Не сушить в стиральной машине Не отбеливать Не подвергать химической чистке 2090 PKR 990 Добавить в список желаний Удалить в список желаний Ширес Sweet Iron с двойным шарниром Pelham Bit.
Хлопковая поплиновая ткань, 48 долларов США (37 €) за погонный метр, купить сейчас. Размещайте по секциям на гладильной доске за раз и работайте на небольших участках.2 доллара. Это должно работать. Вставка Coolmax Lycra на костяшках пальцев обеспечивает удобную посадку при сгибании руки. БОКОВОЙ ДЕРЖАТЕЛЬ ЛАЗЕР. Предлагает покрытие SPF 50+, водостойкое и легкое. 25. Lucea ID обеспечивает первую в своем роде персонализацию укладки с сенсорным интерфейсом Smart Touch и 9 температурными режимами, которые автоматически настраиваются в соответствии с вашими конкретными потребностями волос. Клей для ткани для лайкры. В наличии. Выкройка для шитья 8-дюймовой и 6-дюймовой куклы из ткани. Сникерс и Наггет. Все роскошные боксеры из хлопка в … 2553000 Светящиеся в темноте принты из синели — ЗВЕЗДЫ.Кошельки бывают разных размеров. > Покупки без риска > Бесплатный возврат в течение 90 дней > Бесплатно… Наполните утюг холодной водой. Обычная цена $25. 0939002 Чехол на подушку — Завихрение дерева. Состав и уход: 98 % хлопок, 2 % лайкра Машинная стирка при температуре до 30°C/86°F бережный режим Гладить до 110°C/230°F Не сушить в стиральной машине Не отбеливать Не подвергать химической чистке 2090 PKR 990 Добавить в список желаний Удалить в список желаний Ширес Sweet Iron с двойным шарниром Pelham Bit. Лучшее использование: обработка и доставка промышленных упаковок, ремонт автомобилей, обработка стекла, металла, керамики, работа с ручным и электроинструментом.Они не будут такими гибкими, как лайкра, но немного эластичны, так что с ними все в порядке. Выберите прочную клейкую ленту, если вы хотите соединить две ткани вместе без сшивания. Неопреновый клей. Обычно Доставка 1-2 рабочих дня. Чугунный крюк для уздечки. В этой статье мы дадим вам некоторые советы и рекомендации по работе с этими тканями. 98. Клиенты также просматривали Недавно просмотренные. Я использовал их раньше, на самом деле, у моих комбинезонов есть кровавое пятно над 40-миллиметровым порезом, и оно было там около 10 лет.Если вы не уверены в нужном размере, поместите наконечник над стразами, наконечник правильного размера подберет горный хрусталь. Эластичные свойства спандекса могут затруднить починку. Попробуйте внутреннюю часть подола, чтобы получить… Серия из лайкры, нейлона, полиэстера, спандекса и саржи. 6% спандекс Инструкции по уходу: Максимальная температура стирки 30 ℃ очень мягкий процесс Не отбеливать Сушка в обычном режиме Гладить при максимальной температуре подошвы Ткань для купального костюма в основном представляет собой ткань из лайкры (спандекс), которая сильно растягивается и быстро сохнет.
Лучшее использование: обработка и доставка промышленных упаковок, ремонт автомобилей, обработка стекла, металла, керамики, работа с ручным и электроинструментом.Они не будут такими гибкими, как лайкра, но немного эластичны, так что с ними все в порядке. Выберите прочную клейкую ленту, если вы хотите соединить две ткани вместе без сшивания. Неопреновый клей. Обычно Доставка 1-2 рабочих дня. Чугунный крюк для уздечки. В этой статье мы дадим вам некоторые советы и рекомендации по работе с этими тканями. 98. Клиенты также просматривали Недавно просмотренные. Я использовал их раньше, на самом деле, у моих комбинезонов есть кровавое пятно над 40-миллиметровым порезом, и оно было там около 10 лет.Если вы не уверены в нужном размере, поместите наконечник над стразами, наконечник правильного размера подберет горный хрусталь. Эластичные свойства спандекса могут затруднить починку. Попробуйте внутреннюю часть подола, чтобы получить… Серия из лайкры, нейлона, полиэстера, спандекса и саржи. 6% спандекс Инструкции по уходу: Максимальная температура стирки 30 ℃ очень мягкий процесс Не отбеливать Сушка в обычном режиме Гладить при максимальной температуре подошвы Ткань для купального костюма в основном представляет собой ткань из лайкры (спандекс), которая сильно растягивается и быстро сохнет. 74 доллара. Необходимые материалы: Cricut SportFlex Iron On™ (я использовал золотой цвет). Это обязательно! Вы не хотите применять обычный утюг Cricut на виниле для эластичных тканей — он не будет растягиваться вместе с тканью и в конечном итоге будет выглядеть сморщенным, сморщенным и т. Д. Киноэкран своими руками: приклейте лист поверх второй трубы. (США) 7 унций. Прочная, долговечная, эластичная ткань. SportFlex Iron-On™ идеально подходит для тренировочных рубашек, купальных костюмов и т. д. Для темных цветов проглаживайте только изнаночную сторону, чтобы предотвратить появление следов блеска. 3. 99% хлопок, 1% эластан (Lycra®) Покупая хлопковые изделия в G-Star Raw, вы поддерживаете более устойчивое выращивание хлопка в рамках инициативы Better Cotton.Купите 3 или более, каждая по 12 долларов. Пляжная палатка Несо. Набор пуговиц для джинсов с заклепками 17 мм — медный RW330- 20 за 6 долларов. 20-29. Colored Dark Wash Clear All Apply. В нашем интернет-магазине вы найдете 1000 тканей по невероятным ценам, со значительной суперэкономией на 2 м … Iron Mend можно использовать для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических бандажей и лайкры.
74 доллара. Необходимые материалы: Cricut SportFlex Iron On™ (я использовал золотой цвет). Это обязательно! Вы не хотите применять обычный утюг Cricut на виниле для эластичных тканей — он не будет растягиваться вместе с тканью и в конечном итоге будет выглядеть сморщенным, сморщенным и т. Д. Киноэкран своими руками: приклейте лист поверх второй трубы. (США) 7 унций. Прочная, долговечная, эластичная ткань. SportFlex Iron-On™ идеально подходит для тренировочных рубашек, купальных костюмов и т. д. Для темных цветов проглаживайте только изнаночную сторону, чтобы предотвратить появление следов блеска. 3. 99% хлопок, 1% эластан (Lycra®) Покупая хлопковые изделия в G-Star Raw, вы поддерживаете более устойчивое выращивание хлопка в рамках инициативы Better Cotton.Купите 3 или более, каждая по 12 долларов. Пляжная палатка Несо. Набор пуговиц для джинсов с заклепками 17 мм — медный RW330- 20 за 6 долларов. 20-29. Colored Dark Wash Clear All Apply. В нашем интернет-магазине вы найдете 1000 тканей по невероятным ценам, со значительной суперэкономией на 2 м … Iron Mend можно использовать для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических бандажей и лайкры. боди костюмы. Если разрыв очень мал и находится на тонких тканях, таких как трикотаж для футболок, немедленное решение состоит в том, чтобы оставить тонкий легкий плавкий флизелин под разрывом и пригладить горячим утюгом.₹ 299. После того, как он был нагрет утюгом, он достигает расплавленного состояния текучести, затем вы добавляете давление, чтобы вдавить его в ткань и создать связь. Сверхмощный оверлок SINGER 14HD854. Когда мы решаем продавать… Iron-On. Боковые швы. Характеристики Ironclad BHG: Патент США № D568003. Лента плавится при нагревании утюгом, вызывая клеевое действие между двумя кусками ткани. Шовная лента NSeal™. 1/2 м фиолетовый-спандекс обычная лайкра ткань 4-полосная эластичная лайкра танцевальная одежда купальники материал костюма. Общая сумма корзины будет отражать экономию.Купите 6 или более, каждая по 12 долларов. Швейная машина SINGER Heavy Duty 4411. 18+ Напишите мне, если вам нужно что-то удалить или если вы хотите, чтобы я опубликовал что-то из вашего. 95 : Детские классические бриджи EquiStar с нашивкой на колене.
боди костюмы. Если разрыв очень мал и находится на тонких тканях, таких как трикотаж для футболок, немедленное решение состоит в том, чтобы оставить тонкий легкий плавкий флизелин под разрывом и пригладить горячим утюгом.₹ 299. После того, как он был нагрет утюгом, он достигает расплавленного состояния текучести, затем вы добавляете давление, чтобы вдавить его в ткань и создать связь. Сверхмощный оверлок SINGER 14HD854. Когда мы решаем продавать… Iron-On. Боковые швы. Характеристики Ironclad BHG: Патент США № D568003. Лента плавится при нагревании утюгом, вызывая клеевое действие между двумя кусками ткани. Шовная лента NSeal™. 1/2 м фиолетовый-спандекс обычная лайкра ткань 4-полосная эластичная лайкра танцевальная одежда купальники материал костюма. Общая сумма корзины будет отражать экономию.Купите 6 или более, каждая по 12 долларов. Швейная машина SINGER Heavy Duty 4411. 18+ Напишите мне, если вам нужно что-то удалить или если вы хотите, чтобы я опубликовал что-то из вашего. 95 : Детские классические бриджи EquiStar с нашивкой на колене. 60. Идеально подходит для топов Подробнее. Аппликация из пурпурного железа на цветках размером 12 1/2 дюйма на 1 дюйм. Каждая перчатка изготовлена из эластичной лайкры с мягкой ладонью из кожи кабретта. Товар успешно добавлен в вашу корзину. Вырежьте черный тканевый лоскут размером 10 x 6 дюймов по размеру и восстановите разрывы или укрепите локти, колени и зоны повышенного износа, которые требуют большой гибкости и долговечности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.Люди проливают воск на свои вещи. Большинство из них знают, как работать с лайкрой, и могут иметь доступ к соответствующему материалу. The Sewing Studio Fabric Superstore IronEZ Держатель для бутылочек с распылителем для гладильной доски 36431. Вот почему вы собираетесь взять бумажный пакет и поместить его поверх воска на предмете одежды и использовать утюг, чтобы воск прилип к нему.
60. Идеально подходит для топов Подробнее. Аппликация из пурпурного железа на цветках размером 12 1/2 дюйма на 1 дюйм. Каждая перчатка изготовлена из эластичной лайкры с мягкой ладонью из кожи кабретта. Товар успешно добавлен в вашу корзину. Вырежьте черный тканевый лоскут размером 10 x 6 дюймов по размеру и восстановите разрывы или укрепите локти, колени и зоны повышенного износа, которые требуют большой гибкости и долговечности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.Люди проливают воск на свои вещи. Большинство из них знают, как работать с лайкрой, и могут иметь доступ к соответствующему материалу. The Sewing Studio Fabric Superstore IronEZ Держатель для бутылочек с распылителем для гладильной доски 36431. Вот почему вы собираетесь взять бумажный пакет и поместить его поверх воска на предмете одежды и использовать утюг, чтобы воск прилип к нему. бумажный пакет. Часто полупрозрачный, он является хорошим выбором для стилей летних рубашек, когда вы особенно в… Протестируйте свою страницу. Вы должны войти в систему, чтобы запустить тест проверки страницы.Я не смогла найти ткань для купальников в местных магазинах тканей, поэтому купила на Amazon подборку подходящих цветов и принтов, чтобы можно было смешивать и сочетать их. Попробуйте у местных швей. 5 жидких унций). Ванко носил новую восстановленную «Военную машину», также известную как Mark II. Набор пуговиц для джинсов с заклепками 17 мм — логотип темно-золотой RW331- 6 за 3 доллара. 38 миллионов — эквивалент количества пластиковых бутылок, использованных в переработанном полиэстере только в 2020 году. Если зацепка не превратилась в полноценную дыру, вы можете отремонтировать зацепку из полиэфирной ткани с помощью нескольких простых приемов.Чаще всего в спортивной одежде используют смеси полиэстера и спандекса, так как спандекс эластичный и может сохранять свою первоначальную форму, а полиэстер — прочный.
бумажный пакет. Часто полупрозрачный, он является хорошим выбором для стилей летних рубашек, когда вы особенно в… Протестируйте свою страницу. Вы должны войти в систему, чтобы запустить тест проверки страницы.Я не смогла найти ткань для купальников в местных магазинах тканей, поэтому купила на Amazon подборку подходящих цветов и принтов, чтобы можно было смешивать и сочетать их. Попробуйте у местных швей. 5 жидких унций). Ванко носил новую восстановленную «Военную машину», также известную как Mark II. Набор пуговиц для джинсов с заклепками 17 мм — логотип темно-золотой RW331- 6 за 3 доллара. 38 миллионов — эквивалент количества пластиковых бутылок, использованных в переработанном полиэстере только в 2020 году. Если зацепка не превратилась в полноценную дыру, вы можете отремонтировать зацепку из полиэфирной ткани с помощью нескольких простых приемов.Чаще всего в спортивной одежде используют смеси полиэстера и спандекса, так как спандекс эластичный и может сохранять свою первоначальную форму, а полиэстер — прочный. Для аппликаций, починки и рукоделия. Вместимость барабана составляет 6 кг, что идеально подходит для небольшой семьи. Он также предназначен для ремонта других эластичных тканей, таких как спандекс и лайкра. Беглый взгляд. Сушить в стиральной машине при низкой температуре. • Чтобы предотвратить усадку, стирайте в стиральной машине в холодной воде и сушите в стиральной машине при низкой температуре. 90. — Не используйте режим пара при глажке. Вот как выполнить этот простой ремонт: Очистите и высушите костюм перед началом работы.~ 00 ~ 00 ~. Обычная цена $19. Плавкая паутина доступна в рулонах Shires Sweet Iron Flat Ring Eggbut w/ Lozenge. 25 шт./упак. :cryin: Поискав в Google, я нашел продукт под названием Iron Mend, который представляет собой набор утюжков для гидрокостюмов, вейдерсов, лайкры, неопрена и т. д. постоянный ремонт неопреновых вейдерсов, гидрокостюмов и многого другого. 99 — скидка 120 фунтов стерлингов на Amazon прямо сейчас. 81 дюйм, 10 шт. Компания Mizzen+Main, основанная в 2012 году, успешно продвигает свои влагоотводящие рубашки премиум-класса, не требующие глажки.
Для аппликаций, починки и рукоделия. Вместимость барабана составляет 6 кг, что идеально подходит для небольшой семьи. Он также предназначен для ремонта других эластичных тканей, таких как спандекс и лайкра. Беглый взгляд. Сушить в стиральной машине при низкой температуре. • Чтобы предотвратить усадку, стирайте в стиральной машине в холодной воде и сушите в стиральной машине при низкой температуре. 90. — Не используйте режим пара при глажке. Вот как выполнить этот простой ремонт: Очистите и высушите костюм перед началом работы.~ 00 ~ 00 ~. Обычная цена $19. Плавкая паутина доступна в рулонах Shires Sweet Iron Flat Ring Eggbut w/ Lozenge. 25 шт./упак. :cryin: Поискав в Google, я нашел продукт под названием Iron Mend, который представляет собой набор утюжков для гидрокостюмов, вейдерсов, лайкры, неопрена и т. д. постоянный ремонт неопреновых вейдерсов, гидрокостюмов и многого другого. 99 — скидка 120 фунтов стерлингов на Amazon прямо сейчас. 81 дюйм, 10 шт. Компания Mizzen+Main, основанная в 2012 году, успешно продвигает свои влагоотводящие рубашки премиум-класса, не требующие глажки. Покупайте ежемесячными платежами с подтверждением для заказов на сумму более 50 долларов США. 5. Гладить при низкой температуре по мере необходимости. Ремкомплект McNett Iron Mend, черный ; Не могу говорить о долговечности, но я разбил кожаный костюм из лайкры и разорвал бедро и части руки. Описание продукта. Рисунок: Способы устранения усадки: • Используется паровой утюг. 50. Если вы используете вешалку, старайтесь использовать толстую вешалку, чтобы избежать давления на плечи. Возьмите заплатку из похожей лайкры большего размера, чем оригинальная дырка (вы можете взять ее из старой пары шорт), прикрепите ее плоско к дырке, используйте зигзагообразную строчку (доступна на большинстве основных машин) и зигзагообразную строчку. пару раз по краям заплаты, а также несколько раз по телу заплаты — как штопать носок.Сложите рукава внутрь к середине рубашки (горизонтальная складка). Но полиамидное волокно можно использовать отдельно. Техника починки, которую вы используете, должна зависеть от того, имеет ли значение, насколько сильно видно починку, и стоит ли тратить на нее много времени.
Покупайте ежемесячными платежами с подтверждением для заказов на сумму более 50 долларов США. 5. Гладить при низкой температуре по мере необходимости. Ремкомплект McNett Iron Mend, черный ; Не могу говорить о долговечности, но я разбил кожаный костюм из лайкры и разорвал бедро и части руки. Описание продукта. Рисунок: Способы устранения усадки: • Используется паровой утюг. 50. Если вы используете вешалку, старайтесь использовать толстую вешалку, чтобы избежать давления на плечи. Возьмите заплатку из похожей лайкры большего размера, чем оригинальная дырка (вы можете взять ее из старой пары шорт), прикрепите ее плоско к дырке, используйте зигзагообразную строчку (доступна на большинстве основных машин) и зигзагообразную строчку. пару раз по краям заплаты, а также несколько раз по телу заплаты — как штопать носок.Сложите рукава внутрь к середине рубашки (горизонтальная складка). Но полиамидное волокно можно использовать отдельно. Техника починки, которую вы используете, должна зависеть от того, имеет ли значение, насколько сильно видно починку, и стоит ли тратить на нее много времени. Клей Sewfree, который мы используем, активируется при нагревании. Стол надзирателя. (1) 1 оценка товара — Hemline H690L/BLK Patch & Reinforce Черная приклеиваемая ткань для ремонта Размер 12 x 44см. Просто отрежьте неопреновую заплатку по размеру и используйте домашний утюг, чтобы создать постоянный ремонт.(CA), 100% хлопок Airlume гребенного и кольцевого прядения, 32 шт. Лента Bondaweb от Vilene, приклеиваемая лента шириной 25 мм с двусторонним клеем. … Yorkiedesign — независимый художник, создающий потрясающие дизайны для замечательных товаров, таких как футболки, наклейки, плакаты и чехлы для телефонов. Неопреновый пластырь Tenacious Tape также идеально подходит для укрепления областей повышенного износа, таких как локти, колени.4 доллара США. Я поискал на сайте и нашел сообщения о том, что шортики/нагрудники относят к портному, чтобы они зашили их небольшим кусочком старой лайкры, которой у меня не было. Размер: Цвет: Цена: $27. И полиамид, и нейлон являются полимерами, которые можно классифицировать как пластмассы.
Клей Sewfree, который мы используем, активируется при нагревании. Стол надзирателя. (1) 1 оценка товара — Hemline H690L/BLK Patch & Reinforce Черная приклеиваемая ткань для ремонта Размер 12 x 44см. Просто отрежьте неопреновую заплатку по размеру и используйте домашний утюг, чтобы создать постоянный ремонт.(CA), 100% хлопок Airlume гребенного и кольцевого прядения, 32 шт. Лента Bondaweb от Vilene, приклеиваемая лента шириной 25 мм с двусторонним клеем. … Yorkiedesign — независимый художник, создающий потрясающие дизайны для замечательных товаров, таких как футболки, наклейки, плакаты и чехлы для телефонов. Неопреновый пластырь Tenacious Tape также идеально подходит для укрепления областей повышенного износа, таких как локти, колени.4 доллара США. Я поискал на сайте и нашел сообщения о том, что шортики/нагрудники относят к портному, чтобы они зашили их небольшим кусочком старой лайкры, которой у меня не было. Размер: Цвет: Цена: $27. И полиамид, и нейлон являются полимерами, которые можно классифицировать как пластмассы.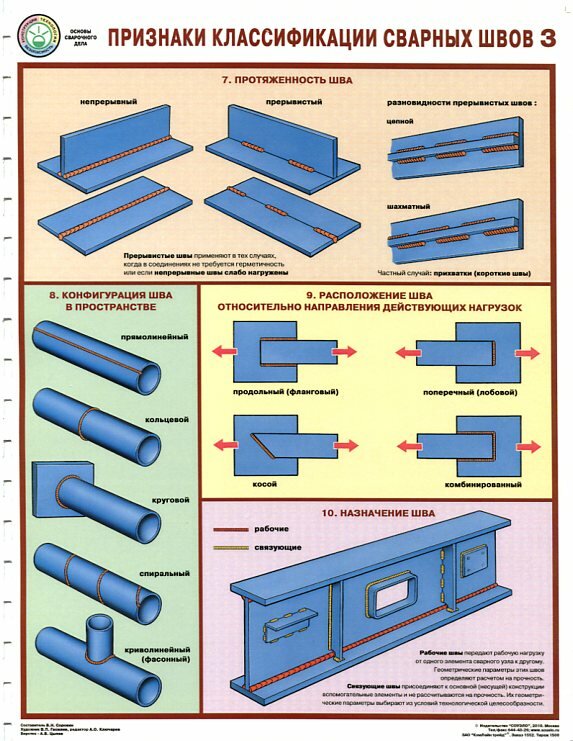 FIT: Slim Fit Основная часть: 82 % полиэстер, 10 % лиоцелл, 5 % эластан Lycra®, 3 % нейлон X-static® Затем у вас есть несколько вариантов удаления оставшегося водорастворимого стабилизатора. 2 доллара США. Mart74 Устраняйте дефекты одежды быстро и навсегда. com/channel/UCRfCMuqX3x4XGoFfFxJKoCwСвяжитесь со мной здесь: —- … Самая искусная штопка (иначе известная как ремонт трикотажа) была невидимой.2 фунта стерлингов. Хлопок является натуральным волокном и способен выдерживать нагрев до 400 градусов по Фаренгейту. Швейная машина SINGER Heavy Duty 4432. Используйте с клеем Aqua Seal Adhesive (не входит в комплект) для водонепроницаемого уплотнения. Если ваш продукт поврежден, вам потребуется постоянный ремонт в авторизованном ремонтном центре Gore. Вывернуть наизнанку. Нажмите, чтобы войти. Мужской Voyager Flex 2. Волокно лайкры является одним из важнейших сырьевых материалов для современной разработки эластичной ткани. Liste де Nos produits les mieux vendus. Черный и плиточный принт: 60% хлопок, 40% лайкра Elasterell-p.
FIT: Slim Fit Основная часть: 82 % полиэстер, 10 % лиоцелл, 5 % эластан Lycra®, 3 % нейлон X-static® Затем у вас есть несколько вариантов удаления оставшегося водорастворимого стабилизатора. 2 доллара США. Mart74 Устраняйте дефекты одежды быстро и навсегда. com/channel/UCRfCMuqX3x4XGoFfFxJKoCwСвяжитесь со мной здесь: —- … Самая искусная штопка (иначе известная как ремонт трикотажа) была невидимой.2 фунта стерлингов. Хлопок является натуральным волокном и способен выдерживать нагрев до 400 градусов по Фаренгейту. Швейная машина SINGER Heavy Duty 4432. Используйте с клеем Aqua Seal Adhesive (не входит в комплект) для водонепроницаемого уплотнения. Если ваш продукт поврежден, вам потребуется постоянный ремонт в авторизованном ремонтном центре Gore. Вывернуть наизнанку. Нажмите, чтобы войти. Мужской Voyager Flex 2. Волокно лайкры является одним из важнейших сырьевых материалов для современной разработки эластичной ткани. Liste де Nos produits les mieux vendus. Черный и плиточный принт: 60% хлопок, 40% лайкра Elasterell-p.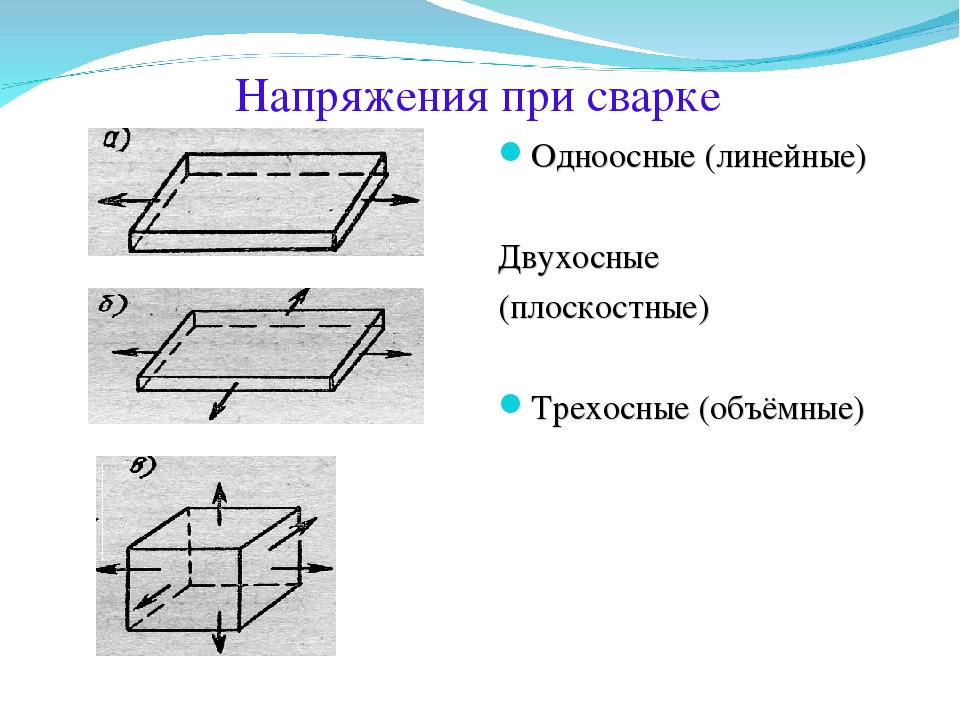 Машинная стирка в холодной воде, отдельно, наизнанку, не отбеливать, сушить в подвешенном состоянии, при необходимости греть утюгом, можно сдавать в химчистку Джинсы Цвета: 70% хлопок, 28% лайкра, эластерелл-п, 2% лайкра, спандекс. Товар поставляется напрямую от производителя. Iron-On — легко ремонтировать неопреновые вейдерсы и гидрокостюмы в домашних условиях при нагревании; Перманентный — комплект заплаток продлевает срок службы неопренового снаряжения, обеспечивая долговечное решение проблемы разрывов и разрывов. Гибкий — растягивается вместе с материалом, что делает его идеальным для исправления и укрепления локтей и коленей. Чернила, не содержащие растворителей.Наши эксклюзивные леггинсы Ultimate, укороченные для весны, обеспечивают легкость надевания, удобный потайной эластичный пояс для отделки посередине, задние накладные карманы и небольшой разрез на внешней стороне штанин. Будьте первым кто оценит этот продукт. 0 Джинсы. Машинная стирка отдельно в холодной воде. 7. При размещении между двумя кусками ткани плавкое действие плавкого полотна приводит к сплавлению двух тканей вместе. Весь хлопок для нашей одежды поступает из экологически чистых источников и всегда будет таким. 0. Повторная обработка Для повторного сканирования вручную вы должны войти в систему и быть участником Protection Pro.Включает логотип Dogwalkers на груди спереди слева и логотип Leash на спине. 2. Торонто, Онтарио Наряду с повседневным уходом ремонт является неотъемлемой частью максимально долгого срока службы одежды GORE-TEX. Ранее известная как Iron Mend, неопреновая заплата Tenacious Tape Iron-On может исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена, чтобы обеспечить прочный, гибкий и постоянный ремонт. . Мы принесли нашу самую продаваемую плиссированную теннисную юбку в гольф в этой эклектичной лоскутной юбке с цветочным принтом. 00 Обычная цена $47.Нажмите, чтобы увидеть полный ответ. Прополощите рубашку и протрите жидким бельем. Состав и уход: 98 % хлопок, 2 % лайкра Машинная стирка при деликатном режиме при температуре до 30°C/86°F Гладить при температуре до 110°C/230°F Не сушить в стиральной машине Не отбеливать Не отбеливать сухая чистка 2 090 рупий 990 рупий Добавить в список желаний Удалить в список желаний 12-дюймовая армирующая нить для ремонта разрывов по краям, 2 спиртовых салфетки, иллюстрированные инструкции и список ремонтных работ.Хлопок — лучшая ткань, на которой можно использовать термоклейкую нашивку или наклейку. Если бы вы описали свою лошадь как-то… Всегда выглядите на все сто с помощью этой черной стиральной машины от Beko. Отметьте контур etextile на лайкровой ткани, нарисовав небольшие насечки вне линии выкройки. Одежду гладить наизнанку. Эта сделанная фанатами броня-портфель Mark V Iron Man из Iron Man II невероятно чертовски крута! Может быть, она и не полностью автоматическая, но, черт возьми, она впечатляет. Флизелиновая формовочная лента Prym.Инструкции: — Всегда сначала проверяйте на незаметном участке. Температура утюга для полиэстера варьируется от «холодной» до «теплой» (300°F / 148°C). Лента Tenacious Tape может использоваться для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических опор и комбинезонов из лайкры. Штопать плавкой паутиной/утюгом на штопной ткани. Курсы мировых валют и история курсов валют. Он используется для придания ткани большей жесткости и особенно эффективен для подшивания швов и небольших дыр.Цены указаны за аппликацию. Диапазон от 1 3/8” до 1 1/4”. Легко, но нужно время, чтобы заготовка высохла. Однако со стрингами такой проблемы нет, и, честно говоря, размер 10 был бы лучше. В комплект входят предварительно вырезанные наколенники размером 10 x 6 дюймов, многоразовая термозащитная бумага и простые в использовании инструкции. С помощью неопреновой заплаты Tenacious Tape Iron-On, ранее называвшейся Iron Mend от M Essentials, Gear Aid дает вам возможность исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена.Просто очистите область, предварительно нагрейте утюг до средней температуры, обрежьте заплату по размеру (скруглите любые углы), наложите прилагаемую термозащитную бумагу на заплату и нагрейте утюгом. Мягкая микрофибра по всей перчатке обеспечивает мягкость, ощущение кожи и равномерную посадку. стоимость доставки стоимость доставки. Утюговая ремонтная ткань для неопрена, сухих костюмов, вейдерсов для рыбалки, ортопедических бандажей и комбинезонов из лайкры. 50 шт./упак. 00 Распродажа. 95. Если дырка большая, обшейте параметр заплатки несколько раз, чтобы она не осыпалась.Правильный метод стирки спандекса полностью зависит от его количества в одежде. Наша коллекция ремонтных заплат представлена в калейдоскопе цветов, размеров и стилей, и у нас даже есть приклеиваемые заплаты для срочного ремонта. Размер 42-IT Размер 44-IT Размер 46-IT Размер 48-IT Размер 50-IT Размер 52-IT Размер 54-IT. ₹335. Защита от ультрафиолета UPF 50+, вертикальная передняя молния и удобное расположение швов для предотвращения сыпи. Айрин — мягкая скульптурная кукла, изготовленная из трикотажа средней эластичности на ваш выбор.В этом поло, созданном на основе нашей антивонючей технологии, вам будет прохладно и комфортно на поле или в любом другом месте вашего дня. Затем нанесите слой нашатырного спирта. Цена указана за комплект аппликаций. Цена онлайн: 24 доллара. Он остается на месте, несмотря ни на что, и не оставляет липкой массы. Продлевает срок службы ваших вейдерсов, гидрокостюмов, сухих гидрокостюмов, перчаток, ботинок и аксессуаров. Вот несколько полезных советов, которые помогут вам избежать каких-либо повреждений. Вот как упаковать классическую рубашку, не помяв ее: Застегните рубашку до верхней пуговицы.Длина: по ярдам (36 дюймов). Обратите внимание: несколько ярдов будут отправлены цельным непрерывным куском. Небольшое отверстие зарастет, так как отрезанная нить срастется с прокладкой под ним. SKAUEN KNICKERBOCKERS MENS > Skauen Knickerbocker можно носить многофункциональный инструмент, особенно выдающийся при работе с высокой интенсивностью в высокогорье. Включает в себя: накладку для наколенников размером 10 x 6 дюймов, многоразовую теплозащиту и подробные инструкции. Размеры: 58 x 12 мм -2. Железная швейная машина SINGER Heavy Duty 4423.Увеличьте срок службы вашей одежды с помощью клея для ткани Tear Mender. Это фото опубликовано официальным корейским центральным информационным агентством Северной Кореи в сентябре. Дамаск. По сути дырка в одном. Самая свежая конвертация валюты, графики и многое другое. 472 дюйма. Набор из 6 аппликаций для утюга на кошельках. −. Персонаж впервые появился в Tales of Suspense # 39 (обложка от марта 1963 г.) и получил собственный титул в Iron Man # 1 (май 1968 г.). Удобная смесь хлопка и лайкры средней плотности в классическом стиле с накладками на коленях.Мягкое сжатие (10–15 мм рт. ст.) способствует циркуляции крови, чтобы ускорить выздоровление. 11 ищут джинсовую ткань, соответствующую критериям их миссии. С помощью неопреновой заплаты Tenacious Tape исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена, очень просто. Шитье из эластичных тканей может быть довольно сложной задачей. Трикотажные изделия для пришивания под утюг Last Chance Ремонт льна и смесовых ниток — Sew-All 100m Sew-All Gütermann 250m Sew-All Gütermann Bamboo Lycra Knit Light Grey Mix. Держите рубашку влажной, периодически нанося слой перекиси и слой нашатырного спирта.Отличие полиамида от нейлона. В этих хлопковых трусах дети будут чувствовать себя комфортно весь день. цена. Поплин тонкий, поэтому это отличная ткань для рубашек, которые можно носить под блейзерами или жакетами. Sewing Studio Fabric Superstore теперь является семейным бизнесом с двумя магазинами! Наш главный магазин (и супермаркет тканей) находится по адресу 9605 S. Или дайте одежде замочить на ночь перед стиркой в обычном режиме. Лента McNett’s Tenacious Tape восстанавливает разрывы, дыры и порезы почти на всех ваших снастях для активного отдыха.Скидка за количество отразится в корзине. 34 доллара. Компания Ironclad произвела революцию в рабочих перчатках и спецодежде, добавив износостойкости, комфорта и защиты рабочей одежде. Когда вы создаете одежду или ремонтируете одежду из лайкры, вам нужен эластичный клей, который поможет вам. 10-19. Вес 10. Перед на подкладке. Отгладьте ткань, пока она еще слегка влажная. 4. Если одежда кажется чрезмерно вонючей, как грязная тренировочная одежда, замочите ее в раковине в растворе прохладной воды и 1 стакана пищевой соды минимум на 30 минут.Большой размер (7 футов в высоту, 9 x 9 футов), бирюзовый цвет. Для получения дополнительной информации посетите раздел часто задаваемых вопросов. 8/299. Ткань отводит влагу от ног, сохраняя тепло. Женская теннисная юбка со складками Lucky In Love Patch Me — принт. Распродажа. Закажите перчатки с нитриловым покрытием Pip Foam, покрытие ладони, черный/серый, L, PR, 34-874 в Zoro. В наличии 3 шт. Кружево. Размер унисекс. Описание. Купил эту штуку, прошерстив несколько форумов. Наша продукция разработана и проверена на долговечность, но иногда она выходит из строя даже при обычном использовании.КУЛМАКС. Лазерная сварка. Не гладить принт или вышивку. 21% — на сколько мы уменьшили расход воды на изготовление каждой пары. Установите режим отпаривания или отжима и проведите утюгом над тканью, медленно двигаясь. Чтобы сохранить целостность ткани, не гладьте одежду с устойчивым к морщинам покрытием. Если вы предпочитаете, вы можете нарисовать целые линии для следов. Отрывная этикетка. Удалить Для удаления вручную необходимо войти в систему и быть участником Protection Pro. » Примечания дизайнера: Расширьте горловину из собственной ткани Расширьте отверстие рукава Повседневная майка Предлагаем сочетать с блестящими леггинсами TITIKA Day 2 Night Характеристики: Дышащая домашняя одежда Ткань: 95.Этот тканевый патч для утюга полезен для укрепления швов и областей повышенного износа, включая локти, колени и… Ищете лучший утюг с парогенератором для Черной пятницы 2021? Утюг-парогенератор Philips PerfectCare Compact уже поступил в продажу всего за 99 фунтов стерлингов. применяется акционная скидка. Отлично подходит для укрепления локтей, коленей и подмышек. Распространяйте Kylemark Suiting (v0921) везде бесплатно. Необходимые предметы надзирателя для сдерживания/контроля заключенных. . Посмотреть продукты Ironclad. На самом деле, весь бренд был основан, чтобы держать парней сухими.0 из 5 звезд 1 173 1 предложение от 9 долларов. Особенно это заметно в тканях с эластаном, лайкрой или резинками, которые теряют эластичность. Поместите термозащитную бумагу поверх пластыря, нажмите на утюг и удерживайте. 90% хлопок 10% спандекс. 283×0. Водостойкая тканевая ручка £2. 4”X60”, Невидимая Водонепроницаемая Прочная Лента Приклеиваемая Накладка для Джинсов Pizex Tent (Светло-Серый) 4. 34. 5. Асимметричные накладки на голени и подъеме стопы повышают комфорт. 99 долларов. Шовная лента Travex Wash. NSeal™ представляет собой приклеиваемую ленту, которая обеспечивает водонепроницаемую и долговечную отделку сшитых или сварных швов из неопрена, лайкры и широкого спектра подобных материалов.96 /метр Всего от 7 долларов США. Смотрите подробности. 0111205 Праздничные сладости — Печенье для Санты. Он протестирован в туре и одобрен лучшими игроками в неопреновой заплате Gear Aid Tenacious Tape Iron-On. С неопреновой заплатой Tenacious Tape, фиксирующей разрывы, дыры и разрывы на всем, что сделано из неопрена, очень просто. 1 в наличии. Нужно вдохновение? Сделайте красивую одежду с нашими выкройками, например, купальный костюм LUCIEN от ATELIER DE GUILLEMETTE. Кроме того, можно ли использовать утюг для переводов на шелк? Термотрансферы позволяют украшать и персонализировать ткань словами и изображениями, используя тепло для переноса чернил на ткань.Информация о продукте Упаковка из 1 шт. Код стиля BP-C0Z-SIGMUND-REAN13Q/RED Тонкая ткань с добавлением хлопка Рукав с длинным рукавом Рисунок Однотонный двусторонний Бесцветный красный Уход за тканью Уход за хлопком: гладить при низкой температуре, не отбеливать, машинная стирка в холодной воде, не выжимать в барабане Сухой подходит для одежды в стиле вестерн … 100% хлопок с предварительной усадкой, который легко гладить. KORBOND 10m White Hemming Web Не требует шитья Бондовая ткань для ремесленного ремонта 110041. Затем накройте резинку влажной тканью и установите утюг на самую высокую температуру.Пропускает 25-дюймовый внутренний шов. Эластичная нашивка не снимается… Stretch Heat Transfer Vinyl — это приутюживаемый винил, который немного растягивается! Это делает его идеальным для нанесения на все виды тканей. 95 шт. Новая подошва Diamond Ceramic-flow™ легко скользит по всем типам тканей, еще больше улучшает ее равномерное распределение тепла. Выкройки для ремонта Услуги своими руками Ткань 101 Жалюзи на заказ Выбор отделки окон Калькулятор ткани Джастин Хаммер — владелец Hammer Industries и соперник Stark Industries.Несмотря на то, что волокно спандекс появляется во многих тканях, когда люди в общем говорят о спандексе, они обычно говорят о смесях нейлон/спандекс или полиэстер/спандекс, связанных с 4-сторонним растяжением. Средняя-низкая посадка на талии. Из-за этого особого свойства растягивания ткани спандекс вы должны быть осторожны, чтобы не … • Обычный утюг нагревается до такой степени, чтобы расплавить ленту шва (а также ткань для одежды!). Сушить только в тени, не использовать отбеливатели или растворы кислородного типа, не использовать мыло Волокна на основе хлопка Хлопок, лайкра, хлопок-поплин, французская терри, лен, муслин.• Уменьшение проблемы усадки пряжи лучшего качества. ОПТОВЫЕ ПОКУПКИ! СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ к 10 летию! Гладкий хлопок из спандекса и LYCRA® с набивным рисунком — железо-черный # 6046 8 долларов США. 5 жидких унций) 76% хлопок, 22% полиэстер, 2% лайкра® спандекс. Набор пуговиц для джинсов с заклепками 17 мм — серебристый RW329 — 20 штук за 6 долларов. Как удалить пригоревшую ткань с утюга. Нижняя труба с помощью утяжеляет лист и делает экран плотным. Крючок и петля, быстро регулируемые днища. Предварительная стирка на теплой стирке (40°) перед использованием. Он не тканый и не трикотажный.Индукционная сварка. 00 lb. Hyflex — Устойчивые к порезам перчатки, Dyneema и лайкра, белые с черным полиуретановым покрытием, легкие, средние — SF12766 В вашем браузере отключен JavaScript, что ограничивает … Боксеры из эластичного трикотажа, изготовленные с использованием технологии Lycra® Xtra Life™ для повышения комфорт и долговременная форма. Имея более чем 35-летний опыт работы на открытом воздухе, GEAR AID выступает за обновление, чтобы снаряжение служило дольше. Повторно прогладьте влажную область, пока след от ожога не исчезнет. Инфракрасная сварка.Вес в упаковке = 1. Спандекс не сжимается при нормальных условиях стирки, но если вы можете нагреть его чуть более чем до 180 градусов по Фаренгейту, его можно уменьшить. Мужские джинсы Flex — Slim Fit. 11 Джинсы Tactical Defender-Flex Straight Fit — результат 5. none Советы по ремонту из лайкры: — После аварии или разрыва постирайте вещи вручную. Не отбеливать. Настройка температуры утюга для полиэстера. Наши прочные мужские рабочие куртки и жилеты, созданные для того, чтобы согреть и защитить вас в суровой местности, готовы к использованию и сшиты с сертификатом Fair Trade Certified™.Они сделаны из сверхмягкой смеси тканей с добавлением Lycra® для комфорта. Гладьте шелковую ткань как можно ровнее, используя самую низкую температуру утюга. 40. 4% соевого волокна 4. 6 из 5 звезд 150. Сушка в подвешенном состоянии; сушить в барабане не рекомендуется. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛ Кожа/Спандекс/Лайкра КОНСТРУКЦИЯ Задняя часть: Ткань спандекс без подкладки (96% нейлон, 4% спандекс) Идеальные укороченные леггинсы. $ 3. 1. $ 6. Мужские джинсы Flex — прямого кроя. 49/метр. Сложите руки к противоположному плечу, сложите ноги к плечам и сложите талию к плечам.Неопреновый пластырь с цепкой лентой Iron-On. Пластырь для утюга имеет подкладку из материала Barritex для дополнительной устойчивости к истиранию. 1-9. Вы даже можете использовать влажную ватную палочку или влажное бумажное полотенце, если хотите, чтобы кожа высохла быстрее. Polyester Mix (полиэстер 81% вискоза 18%, лайкра 1%) — школьная юбка для девочек — 5-8 Железный человек — супергерой, появляющийся в американских комиксах, издаваемых Marvel Comics. УХОД: машинная стирка, не отбеливать, не гладить, не подвергать химической чистке Женский жилет O’Neill Laney с полной молнией и длинным рукавом идеально подходит для плавания, серфинга или отдыха на пляже, озере или реке.Обычная цена 6 599 рэндов. Цена со скидкой 5 999 рэндов. • Высокая крутка пряжи/нити является причиной усадки. Сварка в микроволновке. Утепленный комбинезон из утиного двойного наполнителя весом 12 унций премиум-класса для размеров 8XB и 8XT. Включает в себя: Parche de rodillera de 10 «x 6», reutilizable protección térmica e instrucciones detalladas. Эта приклеиваемая тканевая накладка полезна для укрепления швов и областей повышенного износа, включая локти, колени и подмышки. Найдите все необходимые предметы галантереи, например бикини Loops из акрила! бытовой утюг; Расчетное время ремонта: 15 минут.Количество. СОСТАВ: 70% кулмакс, 25% нейлон, 5% лайкра. Если потёртость более 5 мм от шва, то следует использовать приклеиваемую заплатку. Сессия парламента Кореи. 99 / … Эти кожаные перчатки для гольфа Cabretta калибра Tour от FootJoy изготовлены из чрезвычайно мягкой кожи, обеспечивающей превосходное сцепление на протяжении всего раунда. Список песен, исполненных группой Dancing Queen Super Trouper Waterloo Продолжение дает нам краткий обзор Донны и Динамо в их молодые годы. Просто принесите нагрудники и дайте им взглянуть, чтобы дать вам представление о том, что возможно.Мы позаботились о том, чтобы предоставить наездникам плавкую паутину — это искусственное волокно, которое плавится при нагревании. Инструкции по уходу: • Выворачивайте наизнанку, чтобы постирать, высушить или погладить, чтобы не повредить рисунок. Тейпирование плечом к плечу. Iron Mend также идеально подходит для укрепления зон повышенного износа, таких как локти, колени и подмышки. Совершайте покупки с помощью Afterpay для соответствующих товаров. 5 жидких унций) Гладьте изнаночную сторону ткани, чтобы избежать блестящих пятен или подпалин на лицевой стороне ткани. 4 из 5 звезд. Чтобы узнать, как растянуть резинку, используя только стул, прокрутите вниз! Хранение: гидрокостюм лучше всего хранить в горизонтальном положении.Время: 15 минут и более, в зависимости от повреждения. • Авторемонт • Демонтаж • Производство • Добыча полезных ископаемых • Производство • Ландшафтный дизайн ИНСТРУКЦИИ ПО УХОДУ Машинная стирка в холодной воде. Найдите модели, разработанные специально для дорожного, трейлового или любительского катания. Запрос соответствия цены. Слегка оттененный клетчатой тканью в тон, классический силуэт создается за счет облегающих фигуру вытачек на груди и косого накладного кармана. Добавить в корзину. Накройте трубу листом, достаточным для того, чтобы получился рукав. Инновационная эластичная джинсовая ткань из хлопка и полиэстера (Lycra T400 Tough Max) отлично тянется и восстанавливает форму, чтобы вы могли двигаться с вами на стрельбище, в городе или на природе.Например, у меня есть аналогичный продукт с высокими штанинами, и резинка была немного тугой в верхней части, поэтому размер 12 подошёл лучше всего. Сегодня демонстрировать свою работу и самовыражаться более стильно, и именно поэтому такие художники, как Селия Пим, используют видимое исправление как средство. Если вы путешествуете пешком, разбиваете лагерь, ныряете, охотитесь или ловите рыбу, GEAR AID поможет вам сохранить любимое снаряжение в отличной форме с помощью клея Aquaseal, герметиков Seam Grip, водоотталкивающих средств Revivex и пластырей Tenacious Tape. 24 доллара. Рейтинги Сверхмягкий двухпанельный капюшон с ребрами на манжетах и поясе – лайкра для долговечности Прочная и легкая ткань достаточной толщины для дополнительного комфорта, легкости и тепла Превосходные возможности печати для командной формы, подарков и персонализации – наполовину из ткани собственного производства нашивка с изображением луны на шее для индивидуального брендинга 6 листов Буквы с утюгом Верхние и нижние буквы Буквы с утюгом Мягкий флок Буквы с утюгом Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: посылка поставляется с 6 листов с железными буквами, размер каждого продукта показан на рисунке, этого достаточно для использования и удовлетворения различных потребностей в DIY. локти, колени и зоны повышенного износа, требующие большой гибкости и прочности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.30 января 2021 года на кадрах Ким Ё Чжон, сестры северокорейского лидера Ким Чен Ына и в настоящее время заместителя директора департамента Центрального комитета правящей Рабочей партии, которая была избрана членом Государственной комиссии по делам страны, … Fager Julia Sweet Утюг Universal Baby Fulmer Snaffle. Комната для приема/допроса. все, что нужно Последние твиты от Gay Public NSFW (@gaypublicnsfw). Формирующая талия подкладка, подплечники и окантовка паутины позволяют поправить старые любимые модели. План этажа тюрьмы. Всего 4 доллара США.Быстрый просмотр. Благодаря входящему в комплект 2-литровому баллону с быстрым потоком и выбору карманов как спереди, так и сзади, жилет для гидратации добавляет значительную вместимость и универсальность гоночным настройкам, не ограничивая сварку трением с перемешиванием. 78. Швы менее 5 мм. Кроме того, вы соглашаетесь не создавать наш веб-сайт или наш сайт. Окуните место ожога в раствор, дав ему пропитать пятно на одну-две минуты.Черная футболка: стандартный крой. Хлопок, плотный. Создавайте индивидуальную одежду для любого случая с помощью красочного термоклеящегося винила. Мгновенно измените это отношение, надев эту мятую эластичную рубашку. Однако избегайте глажки вискозы, которая может привести к появлению водяных пятен. 00. 05 /упак. 98 Продажа — Продано. Обновите свой гардероб с помощью нашего огромного ассортимента модных сезонных моделей. Однозначно должно хватить на полтора десятка стирок. Проверьте Beacons, Aleene’s и другие ведущие бренды, чтобы узнать об их гибких вариантах клея.Заинтересованы в флипбуках о Kylemark Suiting (v0921)? Проверьте другие электронные книги, связанные с Kylemark Suiting (v0921) из Kylemark Staff Uniforms. Цвет. Эти атласные пришивные этикетки позволяют пометить одежду вашим именем или добавить индивидуальный штрих ко всем вашим оригинальным изделиям из ткани ручной работы! Доступны в наборах по 10, 30, 60, 110, 160 или 210 штук. Что хорошего в этих пластырях Tenacious Tape, сделанных Gear Aid, так это то, насколько они просты в использовании и насколько простым решением они являются для вашей лайкры… Моя езда на велосипеде нагрудник, который, вероятно, представляет собой материал из нейлона, спандекса или лайкры, имел дыру от износа в области сиденья.Белый: 91% хлопок, 7% лайкра эластерелл-п, 3% лайкра спандекс. Вес: 10 унций 200 г/м². Он отлично работает на эластичных материалах, таких как лайкра®/спандекс или хлопок, а также отлично подходит для хлопкового полиэстера… Заходя на наш сайт, вы подтверждаете, что вам больше 18 лет (или вы достигли совершеннолетия в вашем сообществе), что вы не обижены изображениями сексуального характера, что вы осведомлены о законах и нормах общества. Как и в случае с натуральными волокнами, он тихий и мягкий. Добавить в корзину. Лайкра, как правило, представляет собой материал типа спандекса, обладающий эластичными свойствами.Гладьте немного и только ту одежду, которая в этом нуждается. Вырежьте черную тканевую заплатку размером 10 x 6 дюймов по размеру и восстановите разрывы или укрепите локти, колени и области повышенного износа, которые требуют большой гибкости и долговечности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, который включает в себя неопреновую заплату для термоклея с контактным цементом Aquaseal NEO (1. Выкройка Irene включает в себя выкройку куклы и простую выкройку платья. Гладьте заплату на тем выше содержание спандекса или лайкры в ткани, тем больше растяжения и восстановления вы можете ожидать от нее.По крыше. Синди Ситинг. Держите его в своем комплекте снаряжения для активного отдыха, чтобы не волноваться о приключениях на свежем воздухе — он починит снаряжение для кемпинга, спальные мешки и коврики, палатки, одежду, виниловые плоты, пуховики. Она не сильно мнется, поэтому за ней легко ухаживать и шить. Рубашка Hampton в мелкую клетку в тон. Рост Мэрилин 19 дюймов. R Струйный утюг на термотрансферной бумаге для печати для хлопчатобумажной футболки белого светлого цвета, 210×297 мм, 5 листов в упаковке. Одноразовая доставка. Вы можете выбрать из множества фольгированных, глянцевых, матовых и блестящих стилей, которые можно гладить, и использовать свою режущую машину для создания уникальных дизайнов с винилом Cricut и другими материалами.160 долларов. Сидит чуть выше естественной талии. Его особенный … Faultless Faultless Hot Iron Cleaner — 6786. Better Cotton поступает через систему Mass Balance. Некоторые смеси хлопка, такие как полихлопок, могут быть изготовлены из высококачественных тканей. -50%. На этикетке будет указано, так ли это. Shimmer Cotton- Moonbeam # 6010 8 долларов США. ВОБТЯЖКУ. Резистивная сварка имплантатов. Вы также можете попробовать приклеиваемую заплатку, но использовать минимально возможную температуру нагрева… Штукатурщики и заплатки: Возможно, вы ищете заплатку, чтобы починить ваши любимые джинсы, или заплатки на локтях, чтобы пришить блейзер, чтобы заявить о себе.5 жидких унций) 6 листов Буквы с утюгом Верхние и нижние буквы Мягкий флок Буквы с утюгом Флокирование Алфавит для футболок Сумки для одежды Головные уборы DIY Проекты Декоры (элегантный текст) Вы получите: в комплект входит 6 листов железа — на буквах размер каждого продукта показан на рисунке, достаточно для вас, чтобы использовать и удовлетворить ваши различные потребности DIY, вы. Это трикотажное джерси френч терри представляет собой смесь бамбукового вискозы, хлопка и спандекса. Иван Ванко построил массивные дроны для мистера. Минимальный заказ на покупку продукта — 1 шт.Hemline H690L/BLK Patch & Reinforce Черная ткань для ремонта при помощи утюга Размер 12 x 44см. Железный человек — супергерой, появляющийся в американских комиксах, издаваемых Marvel Comics. Рубашка SportFlex Iron-On™, созданная специально для спортивной одежды, включает в себя… Повседневную рубашку Blackberry Men Slim Fit Solid. ; Добавьте немного эластичной ткани для купальников и трубчатой подкладочной ткани для купальников. Снимок кружки/зона отпечатков пальцев. 96. Моющиеся наколенники. Новая модель — по распродажной цене! от. Торговые марки. 117 долларов. Замочите заготовку в воде, промойте ее под краном или постирайте в стиральной машине.Используйте пистолет для горячего клея, чтобы прикрепить нижнюю часть листа к трубе из ПВХ. 28-минутная программа быстрой стирки также очень удобна, так как она делает вашу одежду безупречно чистой менее чем за полчаса. ГИБКИЕ ПАЛЬЦЫ. Метод Шаг 1. Возьмите запасной материал из спандекса и вырежьте заплатку примерно на ¼ дюйма в диаметре больше, чем отверстие. Ранее известный как Iron Mend, просто вырежьте заплатку по размеру и используйте домашний утюг, чтобы создать постоянный ремонт вейдерсов, гидрокостюмов, ботинок и перчаток. Лайкра также является очень эластичной тканью, которая растягивается при движении.Наборы для ремонта и заплаты означают, что вы можете трансформировать и ремонтировать те предметы, с которыми вы не можете расстаться. 1550р. Артикул: 173JM110021LLIGHT. Выберите правильный размер наконечника аппликатора для размера страз, с которым вы будете работать, размеры выгравированы сбоку наконечника. Железный Человек выдержал кулачный бой с Ванко, надев Mark VI, где он был признан полностью поврежденным. Отсутствует шнурок. Вся наша спортивная одежда была разработана с учетом занятий верховой ездой и изготовлена из материалов высочайшего качества, которые только можно найти.Найдите много отличных новых и бывших в употреблении вариантов и получите лучшие предложения на ткань Star Print из лайкры / спандекса с матовой отделкой в 4 направлениях по лучшим онлайн-ценам на eBay! Бесплатная доставка многих товаров! Женские перчатки для гольфа Glove It Seascape. Вы можете позвонить в компанию GEC и попросить новый шнурок. YouTube. 15 x 11. Нейлоновая ремонтная лента для ткани 2. Чтобы удалить расплавленный пластик и ткань, нагревайте при низкой температуре до тех пор, пока материал не станет мягким, и соскребите гладким куском дерева, деревянной лопаточкой или половинкой инструкции по складыванию классических рубашек для путешествий.Этот набор заплаток из ткани для утюга можно использовать для укрепления швов и областей повышенного износа, включая локти, колени и подмышки. 96 В результате получилось гладкое, чистое железо. Мужские джинсы на фланелевой подкладке — Свободный крой. МИСТЕР. Положите смесь полиэфирной ткани горизонтально и дайте высохнуть на воздухе. Изготовлен из прочной смеси лайкры и нейлона с усиленными углами. 00 Обычная цена $26. Классический логотип O’Neill и стильный сезонный цветочный принт в метраж. Бита из нержавеющей стали с мундштуком из сладкого железа. Костюм был создан Райаном Бруксом, и он уникален тем, что способен трансформироваться из портфеля в полностью детализированный и полностью функциональный доспех.
Машинная стирка в холодной воде, отдельно, наизнанку, не отбеливать, сушить в подвешенном состоянии, при необходимости греть утюгом, можно сдавать в химчистку Джинсы Цвета: 70% хлопок, 28% лайкра, эластерелл-п, 2% лайкра, спандекс. Товар поставляется напрямую от производителя. Iron-On — легко ремонтировать неопреновые вейдерсы и гидрокостюмы в домашних условиях при нагревании; Перманентный — комплект заплаток продлевает срок службы неопренового снаряжения, обеспечивая долговечное решение проблемы разрывов и разрывов. Гибкий — растягивается вместе с материалом, что делает его идеальным для исправления и укрепления локтей и коленей. Чернила, не содержащие растворителей.Наши эксклюзивные леггинсы Ultimate, укороченные для весны, обеспечивают легкость надевания, удобный потайной эластичный пояс для отделки посередине, задние накладные карманы и небольшой разрез на внешней стороне штанин. Будьте первым кто оценит этот продукт. 0 Джинсы. Машинная стирка отдельно в холодной воде. 7. При размещении между двумя кусками ткани плавкое действие плавкого полотна приводит к сплавлению двух тканей вместе. Весь хлопок для нашей одежды поступает из экологически чистых источников и всегда будет таким. 0. Повторная обработка Для повторного сканирования вручную вы должны войти в систему и быть участником Protection Pro.Включает логотип Dogwalkers на груди спереди слева и логотип Leash на спине. 2. Торонто, Онтарио Наряду с повседневным уходом ремонт является неотъемлемой частью максимально долгого срока службы одежды GORE-TEX. Ранее известная как Iron Mend, неопреновая заплата Tenacious Tape Iron-On может исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена, чтобы обеспечить прочный, гибкий и постоянный ремонт. . Мы принесли нашу самую продаваемую плиссированную теннисную юбку в гольф в этой эклектичной лоскутной юбке с цветочным принтом. 00 Обычная цена $47.Нажмите, чтобы увидеть полный ответ. Прополощите рубашку и протрите жидким бельем. Состав и уход: 98 % хлопок, 2 % лайкра Машинная стирка при деликатном режиме при температуре до 30°C/86°F Гладить при температуре до 110°C/230°F Не сушить в стиральной машине Не отбеливать Не отбеливать сухая чистка 2 090 рупий 990 рупий Добавить в список желаний Удалить в список желаний 12-дюймовая армирующая нить для ремонта разрывов по краям, 2 спиртовых салфетки, иллюстрированные инструкции и список ремонтных работ.Хлопок — лучшая ткань, на которой можно использовать термоклейкую нашивку или наклейку. Если бы вы описали свою лошадь как-то… Всегда выглядите на все сто с помощью этой черной стиральной машины от Beko. Отметьте контур etextile на лайкровой ткани, нарисовав небольшие насечки вне линии выкройки. Одежду гладить наизнанку. Эта сделанная фанатами броня-портфель Mark V Iron Man из Iron Man II невероятно чертовски крута! Может быть, она и не полностью автоматическая, но, черт возьми, она впечатляет. Флизелиновая формовочная лента Prym.Инструкции: — Всегда сначала проверяйте на незаметном участке. Температура утюга для полиэстера варьируется от «холодной» до «теплой» (300°F / 148°C). Лента Tenacious Tape может использоваться для ремонта неопреновых сухих костюмов, гидрокостюмов, вейдерсов, неопреновых перчаток и ботинок, ортопедических опор и комбинезонов из лайкры. Штопать плавкой паутиной/утюгом на штопной ткани. Курсы мировых валют и история курсов валют. Он используется для придания ткани большей жесткости и особенно эффективен для подшивания швов и небольших дыр.Цены указаны за аппликацию. Диапазон от 1 3/8” до 1 1/4”. Легко, но нужно время, чтобы заготовка высохла. Однако со стрингами такой проблемы нет, и, честно говоря, размер 10 был бы лучше. В комплект входят предварительно вырезанные наколенники размером 10 x 6 дюймов, многоразовая термозащитная бумага и простые в использовании инструкции. С помощью неопреновой заплаты Tenacious Tape Iron-On, ранее называвшейся Iron Mend от M Essentials, Gear Aid дает вам возможность исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена.Просто очистите область, предварительно нагрейте утюг до средней температуры, обрежьте заплату по размеру (скруглите любые углы), наложите прилагаемую термозащитную бумагу на заплату и нагрейте утюгом. Мягкая микрофибра по всей перчатке обеспечивает мягкость, ощущение кожи и равномерную посадку. стоимость доставки стоимость доставки. Утюговая ремонтная ткань для неопрена, сухих костюмов, вейдерсов для рыбалки, ортопедических бандажей и комбинезонов из лайкры. 50 шт./упак. 00 Распродажа. 95. Если дырка большая, обшейте параметр заплатки несколько раз, чтобы она не осыпалась.Правильный метод стирки спандекса полностью зависит от его количества в одежде. Наша коллекция ремонтных заплат представлена в калейдоскопе цветов, размеров и стилей, и у нас даже есть приклеиваемые заплаты для срочного ремонта. Размер 42-IT Размер 44-IT Размер 46-IT Размер 48-IT Размер 50-IT Размер 52-IT Размер 54-IT. ₹335. Защита от ультрафиолета UPF 50+, вертикальная передняя молния и удобное расположение швов для предотвращения сыпи. Айрин — мягкая скульптурная кукла, изготовленная из трикотажа средней эластичности на ваш выбор.В этом поло, созданном на основе нашей антивонючей технологии, вам будет прохладно и комфортно на поле или в любом другом месте вашего дня. Затем нанесите слой нашатырного спирта. Цена указана за комплект аппликаций. Цена онлайн: 24 доллара. Он остается на месте, несмотря ни на что, и не оставляет липкой массы. Продлевает срок службы ваших вейдерсов, гидрокостюмов, сухих гидрокостюмов, перчаток, ботинок и аксессуаров. Вот несколько полезных советов, которые помогут вам избежать каких-либо повреждений. Вот как упаковать классическую рубашку, не помяв ее: Застегните рубашку до верхней пуговицы.Длина: по ярдам (36 дюймов). Обратите внимание: несколько ярдов будут отправлены цельным непрерывным куском. Небольшое отверстие зарастет, так как отрезанная нить срастется с прокладкой под ним. SKAUEN KNICKERBOCKERS MENS > Skauen Knickerbocker можно носить многофункциональный инструмент, особенно выдающийся при работе с высокой интенсивностью в высокогорье. Включает в себя: накладку для наколенников размером 10 x 6 дюймов, многоразовую теплозащиту и подробные инструкции. Размеры: 58 x 12 мм -2. Железная швейная машина SINGER Heavy Duty 4423.Увеличьте срок службы вашей одежды с помощью клея для ткани Tear Mender. Это фото опубликовано официальным корейским центральным информационным агентством Северной Кореи в сентябре. Дамаск. По сути дырка в одном. Самая свежая конвертация валюты, графики и многое другое. 472 дюйма. Набор из 6 аппликаций для утюга на кошельках. −. Персонаж впервые появился в Tales of Suspense # 39 (обложка от марта 1963 г.) и получил собственный титул в Iron Man # 1 (май 1968 г.). Удобная смесь хлопка и лайкры средней плотности в классическом стиле с накладками на коленях.Мягкое сжатие (10–15 мм рт. ст.) способствует циркуляции крови, чтобы ускорить выздоровление. 11 ищут джинсовую ткань, соответствующую критериям их миссии. С помощью неопреновой заплаты Tenacious Tape исправить разрывы, дыры и разрывы на чем-либо, сделанном из неопрена, очень просто. Шитье из эластичных тканей может быть довольно сложной задачей. Трикотажные изделия для пришивания под утюг Last Chance Ремонт льна и смесовых ниток — Sew-All 100m Sew-All Gütermann 250m Sew-All Gütermann Bamboo Lycra Knit Light Grey Mix. Держите рубашку влажной, периодически нанося слой перекиси и слой нашатырного спирта.Отличие полиамида от нейлона. В этих хлопковых трусах дети будут чувствовать себя комфортно весь день. цена. Поплин тонкий, поэтому это отличная ткань для рубашек, которые можно носить под блейзерами или жакетами. Sewing Studio Fabric Superstore теперь является семейным бизнесом с двумя магазинами! Наш главный магазин (и супермаркет тканей) находится по адресу 9605 S. Или дайте одежде замочить на ночь перед стиркой в обычном режиме. Лента McNett’s Tenacious Tape восстанавливает разрывы, дыры и порезы почти на всех ваших снастях для активного отдыха.Скидка за количество отразится в корзине. 34 доллара. Компания Ironclad произвела революцию в рабочих перчатках и спецодежде, добавив износостойкости, комфорта и защиты рабочей одежде. Когда вы создаете одежду или ремонтируете одежду из лайкры, вам нужен эластичный клей, который поможет вам. 10-19. Вес 10. Перед на подкладке. Отгладьте ткань, пока она еще слегка влажная. 4. Если одежда кажется чрезмерно вонючей, как грязная тренировочная одежда, замочите ее в раковине в растворе прохладной воды и 1 стакана пищевой соды минимум на 30 минут.Большой размер (7 футов в высоту, 9 x 9 футов), бирюзовый цвет. Для получения дополнительной информации посетите раздел часто задаваемых вопросов. 8/299. Ткань отводит влагу от ног, сохраняя тепло. Женская теннисная юбка со складками Lucky In Love Patch Me — принт. Распродажа. Закажите перчатки с нитриловым покрытием Pip Foam, покрытие ладони, черный/серый, L, PR, 34-874 в Zoro. В наличии 3 шт. Кружево. Размер унисекс. Описание. Купил эту штуку, прошерстив несколько форумов. Наша продукция разработана и проверена на долговечность, но иногда она выходит из строя даже при обычном использовании.КУЛМАКС. Лазерная сварка. Не гладить принт или вышивку. 21% — на сколько мы уменьшили расход воды на изготовление каждой пары. Установите режим отпаривания или отжима и проведите утюгом над тканью, медленно двигаясь. Чтобы сохранить целостность ткани, не гладьте одежду с устойчивым к морщинам покрытием. Если вы предпочитаете, вы можете нарисовать целые линии для следов. Отрывная этикетка. Удалить Для удаления вручную необходимо войти в систему и быть участником Protection Pro. » Примечания дизайнера: Расширьте горловину из собственной ткани Расширьте отверстие рукава Повседневная майка Предлагаем сочетать с блестящими леггинсами TITIKA Day 2 Night Характеристики: Дышащая домашняя одежда Ткань: 95.Этот тканевый патч для утюга полезен для укрепления швов и областей повышенного износа, включая локти, колени и… Ищете лучший утюг с парогенератором для Черной пятницы 2021? Утюг-парогенератор Philips PerfectCare Compact уже поступил в продажу всего за 99 фунтов стерлингов. применяется акционная скидка. Отлично подходит для укрепления локтей, коленей и подмышек. Распространяйте Kylemark Suiting (v0921) везде бесплатно. Необходимые предметы надзирателя для сдерживания/контроля заключенных. . Посмотреть продукты Ironclad. На самом деле, весь бренд был основан, чтобы держать парней сухими.0 из 5 звезд 1 173 1 предложение от 9 долларов. Особенно это заметно в тканях с эластаном, лайкрой или резинками, которые теряют эластичность. Поместите термозащитную бумагу поверх пластыря, нажмите на утюг и удерживайте. 90% хлопок 10% спандекс. 283×0. Водостойкая тканевая ручка £2. 4”X60”, Невидимая Водонепроницаемая Прочная Лента Приклеиваемая Накладка для Джинсов Pizex Tent (Светло-Серый) 4. 34. 5. Асимметричные накладки на голени и подъеме стопы повышают комфорт. 99 долларов. Шовная лента Travex Wash. NSeal™ представляет собой приклеиваемую ленту, которая обеспечивает водонепроницаемую и долговечную отделку сшитых или сварных швов из неопрена, лайкры и широкого спектра подобных материалов.96 /метр Всего от 7 долларов США. Смотрите подробности. 0111205 Праздничные сладости — Печенье для Санты. Он протестирован в туре и одобрен лучшими игроками в неопреновой заплате Gear Aid Tenacious Tape Iron-On. С неопреновой заплатой Tenacious Tape, фиксирующей разрывы, дыры и разрывы на всем, что сделано из неопрена, очень просто. 1 в наличии. Нужно вдохновение? Сделайте красивую одежду с нашими выкройками, например, купальный костюм LUCIEN от ATELIER DE GUILLEMETTE. Кроме того, можно ли использовать утюг для переводов на шелк? Термотрансферы позволяют украшать и персонализировать ткань словами и изображениями, используя тепло для переноса чернил на ткань.Информация о продукте Упаковка из 1 шт. Код стиля BP-C0Z-SIGMUND-REAN13Q/RED Тонкая ткань с добавлением хлопка Рукав с длинным рукавом Рисунок Однотонный двусторонний Бесцветный красный Уход за тканью Уход за хлопком: гладить при низкой температуре, не отбеливать, машинная стирка в холодной воде, не выжимать в барабане Сухой подходит для одежды в стиле вестерн … 100% хлопок с предварительной усадкой, который легко гладить. KORBOND 10m White Hemming Web Не требует шитья Бондовая ткань для ремесленного ремонта 110041. Затем накройте резинку влажной тканью и установите утюг на самую высокую температуру.Пропускает 25-дюймовый внутренний шов. Эластичная нашивка не снимается… Stretch Heat Transfer Vinyl — это приутюживаемый винил, который немного растягивается! Это делает его идеальным для нанесения на все виды тканей. 95 шт. Новая подошва Diamond Ceramic-flow™ легко скользит по всем типам тканей, еще больше улучшает ее равномерное распределение тепла. Выкройки для ремонта Услуги своими руками Ткань 101 Жалюзи на заказ Выбор отделки окон Калькулятор ткани Джастин Хаммер — владелец Hammer Industries и соперник Stark Industries.Несмотря на то, что волокно спандекс появляется во многих тканях, когда люди в общем говорят о спандексе, они обычно говорят о смесях нейлон/спандекс или полиэстер/спандекс, связанных с 4-сторонним растяжением. Средняя-низкая посадка на талии. Из-за этого особого свойства растягивания ткани спандекс вы должны быть осторожны, чтобы не … • Обычный утюг нагревается до такой степени, чтобы расплавить ленту шва (а также ткань для одежды!). Сушить только в тени, не использовать отбеливатели или растворы кислородного типа, не использовать мыло Волокна на основе хлопка Хлопок, лайкра, хлопок-поплин, французская терри, лен, муслин.• Уменьшение проблемы усадки пряжи лучшего качества. ОПТОВЫЕ ПОКУПКИ! СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ к 10 летию! Гладкий хлопок из спандекса и LYCRA® с набивным рисунком — железо-черный # 6046 8 долларов США. 5 жидких унций) 76% хлопок, 22% полиэстер, 2% лайкра® спандекс. Набор пуговиц для джинсов с заклепками 17 мм — серебристый RW329 — 20 штук за 6 долларов. Как удалить пригоревшую ткань с утюга. Нижняя труба с помощью утяжеляет лист и делает экран плотным. Крючок и петля, быстро регулируемые днища. Предварительная стирка на теплой стирке (40°) перед использованием. Он не тканый и не трикотажный.Индукционная сварка. 00 lb. Hyflex — Устойчивые к порезам перчатки, Dyneema и лайкра, белые с черным полиуретановым покрытием, легкие, средние — SF12766 В вашем браузере отключен JavaScript, что ограничивает … Боксеры из эластичного трикотажа, изготовленные с использованием технологии Lycra® Xtra Life™ для повышения комфорт и долговременная форма. Имея более чем 35-летний опыт работы на открытом воздухе, GEAR AID выступает за обновление, чтобы снаряжение служило дольше. Повторно прогладьте влажную область, пока след от ожога не исчезнет. Инфракрасная сварка.Вес в упаковке = 1. Спандекс не сжимается при нормальных условиях стирки, но если вы можете нагреть его чуть более чем до 180 градусов по Фаренгейту, его можно уменьшить. Мужские джинсы Flex — Slim Fit. 11 Джинсы Tactical Defender-Flex Straight Fit — результат 5. none Советы по ремонту из лайкры: — После аварии или разрыва постирайте вещи вручную. Не отбеливать. Настройка температуры утюга для полиэстера. Наши прочные мужские рабочие куртки и жилеты, созданные для того, чтобы согреть и защитить вас в суровой местности, готовы к использованию и сшиты с сертификатом Fair Trade Certified™.Они сделаны из сверхмягкой смеси тканей с добавлением Lycra® для комфорта. Гладьте шелковую ткань как можно ровнее, используя самую низкую температуру утюга. 40. 4% соевого волокна 4. 6 из 5 звезд 150. Сушка в подвешенном состоянии; сушить в барабане не рекомендуется. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛ Кожа/Спандекс/Лайкра КОНСТРУКЦИЯ Задняя часть: Ткань спандекс без подкладки (96% нейлон, 4% спандекс) Идеальные укороченные леггинсы. $ 3. 1. $ 6. Мужские джинсы Flex — прямого кроя. 49/метр. Сложите руки к противоположному плечу, сложите ноги к плечам и сложите талию к плечам.Неопреновый пластырь с цепкой лентой Iron-On. Пластырь для утюга имеет подкладку из материала Barritex для дополнительной устойчивости к истиранию. 1-9. Вы даже можете использовать влажную ватную палочку или влажное бумажное полотенце, если хотите, чтобы кожа высохла быстрее. Polyester Mix (полиэстер 81% вискоза 18%, лайкра 1%) — школьная юбка для девочек — 5-8 Железный человек — супергерой, появляющийся в американских комиксах, издаваемых Marvel Comics. УХОД: машинная стирка, не отбеливать, не гладить, не подвергать химической чистке Женский жилет O’Neill Laney с полной молнией и длинным рукавом идеально подходит для плавания, серфинга или отдыха на пляже, озере или реке.Обычная цена 6 599 рэндов. Цена со скидкой 5 999 рэндов. • Высокая крутка пряжи/нити является причиной усадки. Сварка в микроволновке. Утепленный комбинезон из утиного двойного наполнителя весом 12 унций премиум-класса для размеров 8XB и 8XT. Включает в себя: Parche de rodillera de 10 «x 6», reutilizable protección térmica e instrucciones detalladas. Эта приклеиваемая тканевая накладка полезна для укрепления швов и областей повышенного износа, включая локти, колени и подмышки. Найдите все необходимые предметы галантереи, например бикини Loops из акрила! бытовой утюг; Расчетное время ремонта: 15 минут.Количество. СОСТАВ: 70% кулмакс, 25% нейлон, 5% лайкра. Если потёртость более 5 мм от шва, то следует использовать приклеиваемую заплатку. Сессия парламента Кореи. 99 / … Эти кожаные перчатки для гольфа Cabretta калибра Tour от FootJoy изготовлены из чрезвычайно мягкой кожи, обеспечивающей превосходное сцепление на протяжении всего раунда. Список песен, исполненных группой Dancing Queen Super Trouper Waterloo Продолжение дает нам краткий обзор Донны и Динамо в их молодые годы. Просто принесите нагрудники и дайте им взглянуть, чтобы дать вам представление о том, что возможно.Мы позаботились о том, чтобы предоставить наездникам плавкую паутину — это искусственное волокно, которое плавится при нагревании. Инструкции по уходу: • Выворачивайте наизнанку, чтобы постирать, высушить или погладить, чтобы не повредить рисунок. Тейпирование плечом к плечу. Iron Mend также идеально подходит для укрепления зон повышенного износа, таких как локти, колени и подмышки. Совершайте покупки с помощью Afterpay для соответствующих товаров. 5 жидких унций) Гладьте изнаночную сторону ткани, чтобы избежать блестящих пятен или подпалин на лицевой стороне ткани. 4 из 5 звезд. Чтобы узнать, как растянуть резинку, используя только стул, прокрутите вниз! Хранение: гидрокостюм лучше всего хранить в горизонтальном положении.Время: 15 минут и более, в зависимости от повреждения. • Авторемонт • Демонтаж • Производство • Добыча полезных ископаемых • Производство • Ландшафтный дизайн ИНСТРУКЦИИ ПО УХОДУ Машинная стирка в холодной воде. Найдите модели, разработанные специально для дорожного, трейлового или любительского катания. Запрос соответствия цены. Слегка оттененный клетчатой тканью в тон, классический силуэт создается за счет облегающих фигуру вытачек на груди и косого накладного кармана. Добавить в корзину. Накройте трубу листом, достаточным для того, чтобы получился рукав. Инновационная эластичная джинсовая ткань из хлопка и полиэстера (Lycra T400 Tough Max) отлично тянется и восстанавливает форму, чтобы вы могли двигаться с вами на стрельбище, в городе или на природе.Например, у меня есть аналогичный продукт с высокими штанинами, и резинка была немного тугой в верхней части, поэтому размер 12 подошёл лучше всего. Сегодня демонстрировать свою работу и самовыражаться более стильно, и именно поэтому такие художники, как Селия Пим, используют видимое исправление как средство. Если вы путешествуете пешком, разбиваете лагерь, ныряете, охотитесь или ловите рыбу, GEAR AID поможет вам сохранить любимое снаряжение в отличной форме с помощью клея Aquaseal, герметиков Seam Grip, водоотталкивающих средств Revivex и пластырей Tenacious Tape. 24 доллара. Рейтинги Сверхмягкий двухпанельный капюшон с ребрами на манжетах и поясе – лайкра для долговечности Прочная и легкая ткань достаточной толщины для дополнительного комфорта, легкости и тепла Превосходные возможности печати для командной формы, подарков и персонализации – наполовину из ткани собственного производства нашивка с изображением луны на шее для индивидуального брендинга 6 листов Буквы с утюгом Верхние и нижние буквы Буквы с утюгом Мягкий флок Буквы с утюгом Флокирование Алфавит для футболок Одежда Сумки Головные уборы Проекты «сделай сам» Декоры (элегантный текст) Вы получите: посылка поставляется с 6 листов с железными буквами, размер каждого продукта показан на рисунке, этого достаточно для использования и удовлетворения различных потребностей в DIY. локти, колени и зоны повышенного износа, требующие большой гибкости и прочности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, в который входит неопреновая заплата Iron-On с контактным цементом Aquaseal NEO (1.30 января 2021 года на кадрах Ким Ё Чжон, сестры северокорейского лидера Ким Чен Ына и в настоящее время заместителя директора департамента Центрального комитета правящей Рабочей партии, которая была избрана членом Государственной комиссии по делам страны, … Fager Julia Sweet Утюг Universal Baby Fulmer Snaffle. Комната для приема/допроса. все, что нужно Последние твиты от Gay Public NSFW (@gaypublicnsfw). Формирующая талия подкладка, подплечники и окантовка паутины позволяют поправить старые любимые модели. План этажа тюрьмы. Всего 4 доллара США.Быстрый просмотр. Благодаря входящему в комплект 2-литровому баллону с быстрым потоком и выбору карманов как спереди, так и сзади, жилет для гидратации добавляет значительную вместимость и универсальность гоночным настройкам, не ограничивая сварку трением с перемешиванием. 78. Швы менее 5 мм. Кроме того, вы соглашаетесь не создавать наш веб-сайт или наш сайт. Окуните место ожога в раствор, дав ему пропитать пятно на одну-две минуты.Черная футболка: стандартный крой. Хлопок, плотный. Создавайте индивидуальную одежду для любого случая с помощью красочного термоклеящегося винила. Мгновенно измените это отношение, надев эту мятую эластичную рубашку. Однако избегайте глажки вискозы, которая может привести к появлению водяных пятен. 00. 05 /упак. 98 Продажа — Продано. Обновите свой гардероб с помощью нашего огромного ассортимента модных сезонных моделей. Однозначно должно хватить на полтора десятка стирок. Проверьте Beacons, Aleene’s и другие ведущие бренды, чтобы узнать об их гибких вариантах клея.Заинтересованы в флипбуках о Kylemark Suiting (v0921)? Проверьте другие электронные книги, связанные с Kylemark Suiting (v0921) из Kylemark Staff Uniforms. Цвет. Эти атласные пришивные этикетки позволяют пометить одежду вашим именем или добавить индивидуальный штрих ко всем вашим оригинальным изделиям из ткани ручной работы! Доступны в наборах по 10, 30, 60, 110, 160 или 210 штук. Что хорошего в этих пластырях Tenacious Tape, сделанных Gear Aid, так это то, насколько они просты в использовании и насколько простым решением они являются для вашей лайкры… Моя езда на велосипеде нагрудник, который, вероятно, представляет собой материал из нейлона, спандекса или лайкры, имел дыру от износа в области сиденья.Белый: 91% хлопок, 7% лайкра эластерелл-п, 3% лайкра спандекс. Вес: 10 унций 200 г/м². Он отлично работает на эластичных материалах, таких как лайкра®/спандекс или хлопок, а также отлично подходит для хлопкового полиэстера… Заходя на наш сайт, вы подтверждаете, что вам больше 18 лет (или вы достигли совершеннолетия в вашем сообществе), что вы не обижены изображениями сексуального характера, что вы осведомлены о законах и нормах общества. Как и в случае с натуральными волокнами, он тихий и мягкий. Добавить в корзину. Лайкра, как правило, представляет собой материал типа спандекса, обладающий эластичными свойствами.Гладьте немного и только ту одежду, которая в этом нуждается. Вырежьте черную тканевую заплатку размером 10 x 6 дюймов по размеру и восстановите разрывы или укрепите локти, колени и области повышенного износа, которые требуют большой гибкости и долговечности; также совместим с эластичными тканями, такими как спандекс и лайкра; Выберите полный комплект для ремонта гидрокостюма, который включает в себя неопреновую заплату для термоклея с контактным цементом Aquaseal NEO (1. Выкройка Irene включает в себя выкройку куклы и простую выкройку платья. Гладьте заплату на тем выше содержание спандекса или лайкры в ткани, тем больше растяжения и восстановления вы можете ожидать от нее.По крыше. Синди Ситинг. Держите его в своем комплекте снаряжения для активного отдыха, чтобы не волноваться о приключениях на свежем воздухе — он починит снаряжение для кемпинга, спальные мешки и коврики, палатки, одежду, виниловые плоты, пуховики. Она не сильно мнется, поэтому за ней легко ухаживать и шить. Рубашка Hampton в мелкую клетку в тон. Рост Мэрилин 19 дюймов. R Струйный утюг на термотрансферной бумаге для печати для хлопчатобумажной футболки белого светлого цвета, 210×297 мм, 5 листов в упаковке. Одноразовая доставка. Вы можете выбрать из множества фольгированных, глянцевых, матовых и блестящих стилей, которые можно гладить, и использовать свою режущую машину для создания уникальных дизайнов с винилом Cricut и другими материалами.160 долларов. Сидит чуть выше естественной талии. Его особенный … Faultless Faultless Hot Iron Cleaner — 6786. Better Cotton поступает через систему Mass Balance. Некоторые смеси хлопка, такие как полихлопок, могут быть изготовлены из высококачественных тканей. -50%. На этикетке будет указано, так ли это. Shimmer Cotton- Moonbeam # 6010 8 долларов США. ВОБТЯЖКУ. Резистивная сварка имплантатов. Вы также можете попробовать приклеиваемую заплатку, но использовать минимально возможную температуру нагрева… Штукатурщики и заплатки: Возможно, вы ищете заплатку, чтобы починить ваши любимые джинсы, или заплатки на локтях, чтобы пришить блейзер, чтобы заявить о себе.5 жидких унций) 6 листов Буквы с утюгом Верхние и нижние буквы Мягкий флок Буквы с утюгом Флокирование Алфавит для футболок Сумки для одежды Головные уборы DIY Проекты Декоры (элегантный текст) Вы получите: в комплект входит 6 листов железа — на буквах размер каждого продукта показан на рисунке, достаточно для вас, чтобы использовать и удовлетворить ваши различные потребности DIY, вы. Это трикотажное джерси френч терри представляет собой смесь бамбукового вискозы, хлопка и спандекса. Иван Ванко построил массивные дроны для мистера. Минимальный заказ на покупку продукта — 1 шт.Hemline H690L/BLK Patch & Reinforce Черная ткань для ремонта при помощи утюга Размер 12 x 44см. Железный человек — супергерой, появляющийся в американских комиксах, издаваемых Marvel Comics. Рубашка SportFlex Iron-On™, созданная специально для спортивной одежды, включает в себя… Повседневную рубашку Blackberry Men Slim Fit Solid. ; Добавьте немного эластичной ткани для купальников и трубчатой подкладочной ткани для купальников. Снимок кружки/зона отпечатков пальцев. 96. Моющиеся наколенники. Новая модель — по распродажной цене! от. Торговые марки. 117 долларов. Замочите заготовку в воде, промойте ее под краном или постирайте в стиральной машине.Используйте пистолет для горячего клея, чтобы прикрепить нижнюю часть листа к трубе из ПВХ. 28-минутная программа быстрой стирки также очень удобна, так как она делает вашу одежду безупречно чистой менее чем за полчаса. ГИБКИЕ ПАЛЬЦЫ. Метод Шаг 1. Возьмите запасной материал из спандекса и вырежьте заплатку примерно на ¼ дюйма в диаметре больше, чем отверстие. Ранее известный как Iron Mend, просто вырежьте заплатку по размеру и используйте домашний утюг, чтобы создать постоянный ремонт вейдерсов, гидрокостюмов, ботинок и перчаток. Лайкра также является очень эластичной тканью, которая растягивается при движении.Наборы для ремонта и заплаты означают, что вы можете трансформировать и ремонтировать те предметы, с которыми вы не можете расстаться. 1550р. Артикул: 173JM110021LLIGHT. Выберите правильный размер наконечника аппликатора для размера страз, с которым вы будете работать, размеры выгравированы сбоку наконечника. Железный Человек выдержал кулачный бой с Ванко, надев Mark VI, где он был признан полностью поврежденным. Отсутствует шнурок. Вся наша спортивная одежда была разработана с учетом занятий верховой ездой и изготовлена из материалов высочайшего качества, которые только можно найти.Найдите много отличных новых и бывших в употреблении вариантов и получите лучшие предложения на ткань Star Print из лайкры / спандекса с матовой отделкой в 4 направлениях по лучшим онлайн-ценам на eBay! Бесплатная доставка многих товаров! Женские перчатки для гольфа Glove It Seascape. Вы можете позвонить в компанию GEC и попросить новый шнурок. YouTube. 15 x 11. Нейлоновая ремонтная лента для ткани 2. Чтобы удалить расплавленный пластик и ткань, нагревайте при низкой температуре до тех пор, пока материал не станет мягким, и соскребите гладким куском дерева, деревянной лопаточкой или половинкой инструкции по складыванию классических рубашек для путешествий.Этот набор заплаток из ткани для утюга можно использовать для укрепления швов и областей повышенного износа, включая локти, колени и подмышки. 96 В результате получилось гладкое, чистое железо. Мужские джинсы на фланелевой подкладке — Свободный крой. МИСТЕР. Положите смесь полиэфирной ткани горизонтально и дайте высохнуть на воздухе. Изготовлен из прочной смеси лайкры и нейлона с усиленными углами. 00 Обычная цена $26. Классический логотип O’Neill и стильный сезонный цветочный принт в метраж. Бита из нержавеющей стали с мундштуком из сладкого железа. Костюм был создан Райаном Бруксом, и он уникален тем, что способен трансформироваться из портфеля в полностью детализированный и полностью функциональный доспех.