Акт визуального и измерительного контроля…
Акт визуального и измерительного контроля при наружном осмотре трубопровода тепловой сети (рекомендуемая форма). Вариант 2
Приложение 4 к Типовой инструкции по периодическому техническому освидетельствованию трубопроводов тепловых сетей в процессе эксплуатации РД 153-34.0-20.522-99
——————————
(предприятие, организация)
АКТ N _____ от __________
ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
ПРИ НАРУЖНОМ ОСМОТРЕ ТРУБОПРОВОДА ТЕПЛОВОЙ СЕТИ
(рекомендуемая форма)
1. В соответствии с нарядом-заказом (заявкой) ____________________
(номер)
выполнен _________________________________________________________
(визуальный, измерительный)
контроль _________________________________________________________
(наименование и размеры контролируемого объекта,
__________________________________________________________________
номер НТД, ТУ, чертежа, номер объекта контроля)
Контроль выполнен согласно _______________________________________
(наименование и/или шифр ПКД)
с оценкой качества по нормам _____________________________________
(наименование и/или шифр НТД)
2.
 При контроле выявлены следующие дефекты _______________________
При контроле выявлены следующие дефекты _______________________(характеристики
__________________________________________________________________
дефектов, форма, размеры, расположение или ориентация
для конкретных объектов)
3. Заключение по результатам визуального и измерительного контроля
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
Контроль выполнил ___________________
Руководитель работ по визуальному
и измерительному контролю
_____________________________________
(Ф.И.О., подпись)
Источник — Типовая инструкция РАО "ЕЭС России" от 09.12.1999 № РД 153-34.0-20.522-99
Акт визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения
______________________
(организация)
АКТ N _____ от __________
визуального и/или измерительного контроля качества
сварных швов в процессе сварки соединения
__________________________________________________________________
(наименование изделия и номер соединения)
1. Настоящим актом удостоверяется факт выполнения сварщиком
Настоящим актом удостоверяется факт выполнения сварщиком
__________________________________________________________________
ф.и.о., клеймо
_____________________ соединения _______ (см. сварочный формуляр),
тип (типы) соединений
выполненного _____________________________________________________
указать способ сварки и положение
в соответствии с требованиями технологии сварки __________________
__________________________________________________________________
указать шифр технологии
и недоступного для контроля ______________________________________
указать способ контроля, предписанный
__________________________________________________________________
конструкторской документацией
2. При послойном визуальном и измерительном контроле с оценкой
качества по нормам _________________________________ для категории
__________________________________________________________________
(шифр или наименование НД)
установлено, что сварное соединение признано годным и
соответствует требованиям ________________________________________
(указать НД или конструкторскую
документацию)
Контроль выполнил: _______________________________________________
Уровень квалификации, Фамилия, инициалы, подпись
N квалификационного удостоверения
Руководитель работ
по визуальному
и измерительному
контролю: ________________________________________________________
Фамилия, инициалы, подпись
Примечание. Акт составляется на каждую сварную конструкцию
Акт составляется на каждую сварную конструкцию
(соединение или группу соединений), подвергнутое контролю в
процессе сварки.
Акт вик сварных швов образец пример заполнения
 Акт проверки качества сварных швов вик Образец справки для. Впечатление не менее, чем в двух причинах акт акт вик образец заполнения образец заполнения. R в середине прикреплнный файл. Примерные и типовые образцы документов и примеры заполнения по теме акт. У нас вы можете скачать акт визуального осмотра сварных швов образец заполнения! . В данной теме вы можете бесплатно скачать образец, шаблон, пример или бланк документа. Акт визуального осмотра сварных швов образец заполнения в. Образец и пример заполнения акта визуального иили измерительного контроля качества сварных швов. Протокол УЗК сварных швов Nот 11. Акт разбивки основных осей здания Исполнительная схема разбивки объекте Акт визуального осмотра сварных швов 100 длины. Акт вик сварных швов образец пример заполнения. Акт вик образец заполнения по умолчанию в данной графе ставится прочерк
» frameborder=»0″ allowfullscreen>
Акт проверки качества сварных швов вик Образец справки для. Впечатление не менее, чем в двух причинах акт акт вик образец заполнения образец заполнения. R в середине прикреплнный файл. Примерные и типовые образцы документов и примеры заполнения по теме акт. У нас вы можете скачать акт визуального осмотра сварных швов образец заполнения! . В данной теме вы можете бесплатно скачать образец, шаблон, пример или бланк документа. Акт визуального осмотра сварных швов образец заполнения в. Образец и пример заполнения акта визуального иили измерительного контроля качества сварных швов. Протокол УЗК сварных швов Nот 11. Акт разбивки основных осей здания Исполнительная схема разбивки объекте Акт визуального осмотра сварных швов 100 длины. Акт вик сварных швов образец пример заполнения. Акт вик образец заполнения по умолчанию в данной графе ставится прочерк
» frameborder=»0″ allowfullscreen> Результаты поиска образец акта вик сварных швов.

Технология визуальных методов контроля сварных соединений. Применение Закон о фитильных швах образец
Приложение Г к Инструкции по визуально-измерительному контролю (рекомендуемое)
_________________________ (организация) АКТ № _____ от ____________ визуально-измерительного контроля 1. В соответствии с приказом-нарядом (заявлением) _______ заполнено _________ номером указать вид ______________________________________________________________________ контроль _____________________________ контроль _____________________________ (визуальный, измерительный) наименование и размеры контролируемого объекта, ______________________________________________________________________ код документации, ТУ, чертеж, плавка (партия), номер контролируемого объекта Контроль проведен в соответствии с ___________________________________________ наименованием и/или кодом технической документации 2. При осмотре выявлены следующие дефекты ___________________________ характеристики дефектов (форма, ______________________________________________________________________ размеры, расположение и/или направленность по конкретным объектам) ______________________________________________________________________ __________________________________________ __________________________________________ ______________________________________________________________________ 3. Заключение по результатам визуально-измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль, выполненный ____________________________________________________ Уровень квалификации, Фамилия, инициалы, № подписи.квалификационный аттестат Руководитель работ по визуально-измерительному контролю ____________________________________________ Фамилия, инициалы, подпись
При осмотре выявлены следующие дефекты ___________________________ характеристики дефектов (форма, ______________________________________________________________________ размеры, расположение и/или направленность по конкретным объектам) ______________________________________________________________________ __________________________________________ __________________________________________ ______________________________________________________________________ 3. Заключение по результатам визуально-измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль, выполненный ____________________________________________________ Уровень квалификации, Фамилия, инициалы, № подписи.квалификационный аттестат Руководитель работ по визуально-измерительному контролю ____________________________________________ Фамилия, инициалы, подписьПояснения к оформлению «Акт визуального и/или измерительного контроля»
 В пункте 1 указывается вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование объекта контроля: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали к сварке, собранное под сварку соединение, готовое сварное соединение, выборку дефектного участка в материале и/или сварном соединении, изделии, а также наименование и/или коды документа производственного контроля (Программа входного контроля, Контрольная карта или карта, Схема контроля, Карта оперативного контроля или карта) и нормативный документ, регламентирующий требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
В пункте 1 указывается вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование объекта контроля: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали к сварке, собранное под сварку соединение, готовое сварное соединение, выборку дефектного участка в материале и/или сварном соединении, изделии, а также наименование и/или коды документа производственного контроля (Программа входного контроля, Контрольная карта или карта, Схема контроля, Карта оперативного контроля или карта) и нормативный документ, регламентирующий требования к оценке качества контролируемого объекта при визуальном и измерительном контроле. При контроле материалов (полуфабрикатов, заготовок, поковок) в п.1 указывают марку материала, размеры (диаметр, толщину) и номер партии.
При контроле деталей и сборочных единиц на шаге 1 указывают номер чертежа, размеры, марку материала (только для деталей), его код по чертежу (стандарт).
При контроле подготовки кромок деталей, сборки стыка под сварку и готовых сварных соединений в п. 1 номера стыков указывают по форме сварки или схеме расположения сварных соединений, а также размеры соединяемых деталей (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
1 номера стыков указывают по форме сварки или схеме расположения сварных соединений, а также размеры соединяемых деталей (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле образцов дефектных пятен указывают наименование, марку материала и размеры объекта (диаметр, толщина), а также местонахождение образца.
2. При заполнении п. 2 Акта указывают все отклонения от норм НД, выявленные при контроле конкретных объектов (участков, соединений и т.п.) в отношении их номеров по форме сварки, компоновке или схеме контроля.
В случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка — «дефектов нет».При этом номера конкретных объектов указываются в соответствии с документами, приведенными выше.
Примечание. Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
___________________________________ (организация) Проверка сварных швов является необходимой частью утверждения различных конструкций перед их использованием. Методы и результаты проверочных действий отражаются в специальном акте.
Методы и результаты проверочных действий отражаются в специальном акте.
Файлы
Как проверяются сварные швы
На самом деле для исследования сварных соединений могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные методы.Однако классикой, по-прежнему актуальной и востребованной, является обычный визуальный осмотр. Его цель: убедиться, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прижогов, излишней окалины и других изъянов. Достоинства данного вида исследования вполне очевидны: оно не требует больших затрат, в то же время доступно и достаточно информативно, но наряду с этим имеются и недостатки: субъективность исследования, низкая достоверность, возможность осматривать только видимую часть шва.
Визуальный контроль может осуществляться как невооруженным глазом (обычно это касается крупных, хорошо видимых швов), так и с использованием различных приборов, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т. п.
п.
Они используются для обнаружения мельчайших скрытых дефектов, которые трудно обнаружить при простом осмотре сварного шва снаружи (например, микроскопические трещины, забоины, расслоения, изломы и т. д.). При этом есть приборы, предназначенные только для использования в лабораториях, и те, которые можно использовать «в полевых условиях».Последние способны выдерживать любые температурно-погодные условия (в том числе имеющие повышенный коэффициент радиационной, химической, бактериологической и др. опасности для человека).
Зачем нужна проверка сварки
Цель столь глубокого обследования вполне очевидна: как правило, любые конструкции, в которых используется сварка, рассчитаны на выдерживание определенной, достаточно серьезной нагрузки (особенно это касается строительных конструкций). А любое отклонение от технических норм, произошедшее при их изготовлении, грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью человека.
Часто сварные швы проверяют не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям. Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом контролируется каждый выполненный слой, измеряется длина шва, толщина основного металла, и эти данные сравниваются с установленным нормативом для данного сечения с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними документами компании.
Своевременные и качественные визуальные осмотры позволяют как можно раньше обнаружить разрушение шва, а также понять причины и найти способ их устранения.
Кто проводит осмотр и составляет акт
Первоначальную проверку качества шва производит сварщик, который его выполнял. Дальнейший контроль осуществляют другие сотрудники: например, начальник участка, инженер и т. д.Важно, чтобы эти лица обладали необходимыми знаниями техники визуального контроля сварных швов, а также были обеспечены необходимыми приборами и приспособлениями. Также они должны иметь представление о порядке формирования акта визуального контроля сварных швов.
д.Важно, чтобы эти лица обладали необходимыми знаниями техники визуального контроля сварных швов, а также были обеспечены необходимыми приборами и приспособлениями. Также они должны иметь представление о порядке формирования акта визуального контроля сварных швов.
Формат акта
На сегодняшний день нет единого стандарта акта, а значит, его можно делать в любой форме. Однако если в организации есть свой шаблон документа, который разрабатывается и утверждается руководством, то его следует использовать.Хорошо, если формат акта указан в учетной политике предприятия.
Особенности оформления акта визуального контроля сварных швов
В отношении оформления акта также нет требований, то есть он может быть написан от руки или набран на компьютере, для него подойдет бланк с логотипом предприятия и реквизитами и обычный лист бумаги. Единственное: если была сделана электронная форма, то ее следует распечатать, чтобы поставить в ней подписи ответственных лиц.Акт составляется в одном подлинном экземпляре, которому должен быть присвоен номер.
Регистрация и хранение акта
Сведения об акте необходимо занести в специальный журнал учета, в котором достаточно сделать отметку о его номере и дате составления. Срок хранения готового акта определяется администрацией предприятия в индивидуальном порядке, исходя из норм, установленных законодательством, а также внутренних потребностей предприятия.
Акт должен храниться в отдельной папке либо в структурном подразделении, в котором он был сформирован, либо в архиве организации.
Если вам необходимо оформить акт осмотра сварных швов, который вы никогда раньше не делали, воспользуйтесь образцом ниже и ознакомьтесь с комментариями к нему — они помогут вам составить требуемый документ без ошибок и неясностей.
- Прежде всего, внесите в акт наименование предприятия, затем присвойте документу номер, укажите дату и место его создания.
- Далее прописать в акте о должности, ФИО работников, проводивших осмотр сварного шва (если это представители разных предприятий, указать фамилии каждого из них).

- После этого переходим к основной части: вносим информацию об исполнителе: должность, Ф.И.О., затем вносим сюда данные о проверенных сварных швах: их количество, марку стали и другие идентификационные значения.
- Укажите приборы и приспособления, которые применялись при проверке, все использованные методы, их результаты, а также дайте рекомендации по дополнительным методам обследования.
- В конце обязательно подведите итоги текущего контроля, поставьте свои подписи.
1.В пункте 1 указывается вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, стык в сборе для сварки, готового сварного соединения, выборки дефектного участка в материале и/или сварном соединении, изделии, а также наименование и/или коды документа производственного контроля (Программа входного контроля, Контрольная карта или карта, Контрольно-технологическая карта , Карта оперативного контроля или карта) и нормативный документ, регламентирующий требования к оценке качества контролируемого объекта при проведении визуально-измерительного контроля.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п.1 указывают марку материала, размеры (диаметр, толщину) и номер партии.
При осмотре деталей и сборочных единиц в п.1 указывают номер чертежа, размеры, марку материала (только для деталей), его код по чертежу (стандарт).
При контроле подготовки кромок деталей, сборки стыка под сварку и готовых сварных соединений в п. 1 номера стыков указывают по форме сварки или схеме расположения сварных соединений, а также как размеры соединяемых деталей (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле образцов дефектных мест указывают наименование, марку материала и размеры объекта (диаметр, толщина), а также местонахождение образца.
2. При заполнении п. 2 Акта указывают все отклонения от норм НД, выявленные при контроле конкретных объектов (участков, соединений и т.п.) в отношении их номеров по форме сварки, компоновке или контролю схема.
В случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка — «Дефектов нет». При этом номера конкретных объектов указываются в соответствии с документами, приведенными выше.
При этом номера конкретных объектов указываются в соответствии с документами, приведенными выше.
Примечание: Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
(организация) | ||||||||||
АКТ № _____ от _____ визуальный и/или измерительный контроль качества сварные швы в процессе сварки стыка | ||||||||||
(название продукта и номер соединения) | ||||||||||
1.Данный акт удостоверяет факт выполнения сварщиком | ||||||||||
ФИО, штамп | ||||||||||
соединения | (см. | |||||||||
тип(ы) соединений | ||||||||||
выполнено | ||||||||||
указать метод сварки и позицию | ||||||||||
в соответствии с требованиями технологии сварки | ||||||||||
указать код технологии | ||||||||||
и вышел из-под контроля | ||||||||||
указать метод контроля, предписанный | ||||||||||
конструкторская документация | ||||||||||
2. | ||||||||||
(код или наименование НД) | ||||||||||
установлено, что сварное соединение признано пригодным и соответствует требованиям | ||||||||||
(указать НД или КД) | ||||||||||
Контроль выполнен | ||||||||||
Квалификационный уровень, квалификационный номер сертификаты | Фамилия, инициалы, | |||||||||
 сварочную форму),
сварочную форму), С послойным визуально-измерительным контролем с оценкой качества по нормам ___________________ для категории
С послойным визуально-измерительным контролем с оценкой качества по нормам ___________________ для категорииПримечание: Акт составляется на каждую сварную конструкцию (соединение или группу соединений), контролируемую в процессе сварки.
(организация)
АКТ № _______ от _______
визуально-измерительный контроль
1. В соответствии с нарядом-нарядом (заявкой) № __________________ выполнен
В соответствии с нарядом-нарядом (заявкой) № __________________ выполнен
визуально-измерительный контроль сварной стык
укажите вид контроля (визуальный, измерительный)
трубы диаметром 76 мм ________________________________________________________
наименование и размеры контролируемого объекта,
____________________________________________________________________________
код документации, технические условия, чертеж, плавка (партия), номер контролируемого объекта
сваренный сварщиком __________ Иванов И.И. __________ клеймо № ____
Ф.И.О.
Контроль по _ Контрольно-технологическая карта № ____, РД 03-606-03 __
наименование и/или код технической документации
2. При осмотре выявлены следующие дефекты:
_ Избыток усиления шва — 6 мм (67), занижение ширины шва — 4,0 мм (163), подрез __
характеристика дефектов (форма,
_ 1. 0x5,0 (50), подрез 0,5×7,0 (149), поверхностная пористость 0,8 (100) ____________________
0x5,0 (50), подрез 0,5×7,0 (149), поверхностная пористость 0,8 (100) ____________________
размеры, расположение и/или ориентация по конкретным объектам)
____________________________________________________________________________
3. Заключение по результатам визуально-измерительного контроля:
_ Сварной шов не соответствует требованиям НТД и признан не подходит ________________
____________________________________________________________________________
Контроль осуществил:
____________________________________________________________ _ ( _________________ ) _
уровень квалификации, номер квалификационного аттестата ФИО
ВИК руководитель работ: _______________________________ ( _________________ ) _
ФИО.
: 1960 :: Решения Верховного суда Вашингтона :: Прецедентное право штата Вашингтон :: Закон штата Вашингтон :: Закон США :: Justia
55 Wn. 2d 639 (1960)
2d 639 (1960)
349 п.2д 215
W. GLENN STONEMAN et al., истцы, в. WICK CONSTRUCTION COMPANY et al., Ответчики, STERLING OF AURORA, INC., Апеллянт[1]
№ 34921.
Верховный суд штата Вашингтон, второй отдел.
11 февраля 1960 г.
Монтгомери, Монтгомери и Пердью и Джон Д.Бланкиншип, для заявителя.
*640 Hullin, Ehrlichman, Carroll & Roberts (Джон А. Робертс-младший, советник) и Elliott, Lee, Carney & Thomas (Элвин П. Карни, советник), от имени ответчика Wick Construction Company.
Venables, Ballinger & Clark, для ответчика Isaacson Iron Works.
РОЗЕЛЛИНИ, Дж.
Данное дело находится в суде по установленным фактам, которые не оспаривались. Вкратце, они показывают, что сторона, подавшая апелляцию, Sterling of Aurora, Inc., арендовала определенную собственность, примыкающую к Аврора-авеню в Сиэтле, у У. Гленна Стоунмана в соответствии с соглашением, по которому Стоунман построит подпорную стену и заполнит ее. Стоунман представил свой предложенный план фирме инженеров и экспертов по почвам Shannon & Wilson, которые сообщили ему, что почвенные условия на рассматриваемом участке могут быть нестабильными и неадекватными и что перед тем, как будет спроектирована какая-либо стена для строительства, необходимо провести испытания грунта. сайт.
Стоунман представил свой предложенный план фирме инженеров и экспертов по почвам Shannon & Wilson, которые сообщили ему, что почвенные условия на рассматриваемом участке могут быть нестабильными и неадекватными и что перед тем, как будет спроектирована какая-либо стена для строительства, необходимо провести испытания грунта. сайт.
Вопреки советам и советам Шеннон и Уилсон, Стоунман воспользовался услугами инженера Питера Хостмарка, который без надлежащих испытаний грунта и без знания мнения Шеннон и Уилсон подготовил планы подпорной стены и насыпи, которые планы были приняты Стоунманом и одобрены строительным департаментом города Сиэтла.
ЗатемStoneman заключил контракт со строительной компанией Wick Construction Company на строительство подпорной стены и заливку в соответствии с планами и спецификациями Питера Хостмарка. Компания Wick Construction Company передала Isaacson Iron Works в субподряд некоторые работы по металлоконструкциям.
После завершения работы стали происходить разрывы и разрывы. Они были отремонтированы респондентами с одобрения агента Стоунмана Питера Хостмарка и городского строительного департамента.
Они были отремонтированы респондентами с одобрения агента Стоунмана Питера Хостмарка и городского строительного департамента.
Сразу же после принятия работы Стоунман передал помещение подателю апелляции Sterling of Aurora, Inc., который приступил к возведению на нем здания АЗС и других объектов АЗС. В ходе работ были замечены *641 различные трещины в заливке. В здании и на тротуаре вокруг него появились большие трещины. Вскоре после этого в конструкции раздался громкий шум, и одна из опор, поддерживающих ее, наклонилась вперед, а асфальтовое покрытие вокруг нее осело на два или три фута. После этого другие части конструкции разрушились и начали скользить вниз по склону, а насыпь и восточная стена в конечном итоге были разгружены и удалены городом Сиэтл.
Эти действия и происшествия нанесли ущерб имуществу, находящемуся под собственностью Стоунмана, за ущерб, причиненный владельцам, был вынесен приговор против Стоунмана и против ответчиков, Wick Construction Company и Isaacson Iron Works. Эти решения не обжаловались.
Эти решения не обжаловались.
Компания Sterling of Aurora, Inc. вынесла решение против Стоунмана, но ее жалоба на ответчиков была отклонена, как и жалоба Стоунмана. Стоунман не обжаловал это решение об увольнении.
[1] Заявитель, Sterling of Aurora, Inc., утверждает, что разрушение подпорной стены было вызвано небрежностью ответчиков, и что в соответствии с доктриной, провозглашенной этим судом в деле Freeman v. Navarre, 47 Wn. (2d) 760, 289 P. (2d) 1015, он вправе взыскать с ответчиков убытки. В этом случае мы постановили, что производитель может нести ответственность перед собственником имущества за небрежное изготовление материалов, используемых в строительных работах, даже если между ними не существует частного договора.
Предполагая правильность утверждения апеллянта о том, что это правило в равной степени применимо в случае подрядчика или субподрядчика, который небрежно выполняет свой контракт в ущерб третьему лицу, тем не менее, в деле апеллянта есть фатальный недостаток, поскольку он доведен до этот суд. Выводы не показывают, что ответчик Wick Construction Company небрежно выполнила свой контракт, и не ясно, что ответчик Isaacson Iron Works был виновен в небрежности, и, кроме того, они не показывают, что какие-либо действия ответчиков были непосредственной *642 причиной ущерб.Важные выводы относительно причины разрушения подпорной стены следующие:
Выводы не показывают, что ответчик Wick Construction Company небрежно выполнила свой контракт, и не ясно, что ответчик Isaacson Iron Works был виновен в небрежности, и, кроме того, они не показывают, что какие-либо действия ответчиков были непосредственной *642 причиной ущерб.Важные выводы относительно причины разрушения подпорной стены следующие:
«История оползней вдоль восточной части холма Королевы Анны, особенно в районах, расположенных непосредственно к северу и югу от рассматриваемой территории, а также на участке 4 в 1934 году, была такова, что разумные инженеры обратили внимание на возможность оползней. Что стандарт инженерной практики в Сиэтле во время предполагаемого возведения подпорной стены был таков, что требовал исследования недр и лабораторных испытаний образцов почвы.Что конструкция стены и насыпи была сделана без надлежащего исследования предположений, на которых она основывалась, а именно на допущении абсолютной устойчивости. Что конструкция подпорной стены и насыпи не соответствовала стандарту инженерной практики для такой стены в этом районе, поскольку она была спроектирована на основе устойчивости грунта и на теории, согласно которой давление за насыпью не превысит сухого грунта и в том, что не были приняты адекватные меры для сохранения грунта сухим от дождевых или подземных просачивающихся вод, или для компенсации состояния влажной земли соответствующими расчетными коэффициентами для удержания такого давления, возникающего из-за воды. Что земля стала влажной и создала давление за стеной, превышающее ее расчетную прочность. Что, по сути, прочность и устойчивость грунта под подпорной стенкой и насыпью оказались недостаточными для возложенной нагрузки. (Курсив наш.)
Что земля стала влажной и создала давление за стеной, превышающее ее расчетную прочность. Что, по сути, прочность и устойчивость грунта под подпорной стенкой и насыпью оказались недостаточными для возложенной нагрузки. (Курсив наш.)
«Что, принимая во внимание неустойчивость фундаментов до степени незначительного вертикального и горизонтального смещения вниз и на восток, что соответствовало стандарту инженерной практики для подпорных стен, допускающих упругое перемещение грунта, конструкция здесь не допускала такого незначительного смещения , и он не позволял контролировать моментные давления, создаваемые любыми изгибающими напряжениями, кроме тех, которые присущи конструкции самих сварных швов и соединений, например, которые были бы разрешены в цепном или раструбном соединении, в отличие от жестко закрепленных ремней. или бары.
«Что г-н Стоунман по небрежности не поступил так, как поступил бы разумный человек, не проинформировав г-на Хостмарка об отчете Шеннона и Уилсона о необходимости исследования почвы.
«Что г-н Стоунман, на основании одобрения Питера Хостмарка, одобрения города и проверки независимыми надзорными органами Стоунмана, одобрил сварные швы и детали сращивания, как они были показаны на планах цеха Айзексона, *643 Приложение 6 истца, к насколько же отличается от оригинального дизайна Hostmark.
«Что непосредственными причинами разрушения этой подпорной стены были: (а) неустойчивость подземного грунта, чтобы выдержать размещенную на нем конструкцию; (б) недостаточность конструкции для сдерживания создаваемого давления; и (в) некоторые некачественные сварные швы в металлоконструкциях
«Работы, требуемые по контракту Wick Construction Company, в соответствии с ее контрактом, были в основном выполнены, доставлены и приняты Stoneman.
«Этот истец Стоунман построил конструкцию, которая из-за нестабильности грунта и неправильных предположений о конструкции была обречена на провал, несмотря на дефекты сварных швов.Если бы он не вышел из строя 28 июля 1956 г. или примерно 22 марта 1957 г. из-за таких дефектов сварных швов, он бы вышел из строя в непосредственной близости от указанных дат. Этот Стоунмэн получил то, на что рассчитывал в своем контракте, а именно, строение, обреченное на провал.»
или примерно 22 марта 1957 г. из-за таких дефектов сварных швов, он бы вышел из строя в непосредственной близости от указанных дат. Этот Стоунмэн получил то, на что рассчитывал в своем контракте, а именно, строение, обреченное на провал.»
[2] Нет никаких фактов, на которых можно было бы основывать небрежность ответчика Wick Construction Company. Если можно сделать вывод, что некачественные или дефектные сварные швы были результатом небрежности ответчика Isaacson Iron Works, даже несмотря на то, что контракт был в основном выполнен, а сварные швы и детали стыков были утверждены, тем не менее, последний не может нести ответственность, поскольку нет никаких выводов о том, что эти дефекты были непосредственной причиной разрушения стены и заливки.Положительные результаты опровергают такой вывод, поскольку они показывают, что стена разрушилась бы независимо от некачественных сварных швов.
[3, 4] Непосредственной причиной вреда является та причина, которая в естественной и непрерывной последовательности, не прерываемая какой-либо новой независимой причиной, производит событие и без которой это событие не произошло бы. Экерсон против школы прерий Форда, округ. № 11, 3 вп. (2d) 475, 101 P. (2d) 345. Если бы событие произошло независимо от халатности ответчика, эта халатность не является непосредственной причиной события.Ван Селло против Кларка, 157 Вашингтон, 321, 289 Пак. 19; Росс против Смита и Блоксома, 107 Вашингтон, 493, 182 Пак. 582.
Экерсон против школы прерий Форда, округ. № 11, 3 вп. (2d) 475, 101 P. (2d) 345. Если бы событие произошло независимо от халатности ответчика, эта халатность не является непосредственной причиной события.Ван Селло против Кларка, 157 Вашингтон, 321, 289 Пак. 19; Росс против Смита и Блоксома, 107 Вашингтон, 493, 182 Пак. 582.
[5] В 2 Harper and James, Law of Torts, 1110, § 20.2 сказано:
*644 «… Если две независимые причины сходятся для производства результата, который могла бы быть произведена любой из них в отдельности, то каждая из них фактически является причиной этого результата, хотя это произошло бы без какой-либо причины (но не в том случае, если бы обе причины отсутствовали). )….»
Суд установил, что стена разрушилась бы, несмотря на дефекты сварных швов; он не обнаружил, что он вышел бы из строя, несмотря на дефекты конструкции и почвенные условия.Никакая ошибка не была назначена отказу сделать такой вывод. Поэтому мы должны предположить, что доказательства не подтверждают это.
Не найдя, что халатность ответчиков была непосредственной причиной возмещения убытков истцу, суд надлежащим образом отклонил его жалобу.
Решение подтверждено.
УИВЕР, С.Дж., ХИЛЛ, ФИНЛИ, и ФОСТЕР, Дж.Дж., согласны.
25 апреля 1960 г. Ходатайство о повторном слушании дела отклонено.
ПРИМЕЧАНИЯ[1] Сообщено в 349 стр.(2д) 215.
В настоящее время у вас недостаточно прав для чтения этого закона
В настоящее время у вас недостаточно прав для чтения этого закона Логотип Public.Resource.OrgЛоготип представляет собой черно-белый рисунок улыбающегося тюленя с усами. Вокруг печати красная круглая полоса с белым шрифтом, на которой в верхней половине написано «The Creat Seal of the Seal of Approval», а в нижней половине «Public.Resource.Org». На внешней стороне красной круглой марки находится круглая серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
Этот документ в настоящее время недоступен для вас!
Дорогой земляк:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource судится за ваше право читать и высказываться в соответствии с законом. Для получения дополнительной информации см. досье этого незавершенного судебного дела:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) v.Public.Resource.Org (общедоступный ресурс), DCD 1:13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы хотим управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь со Сводом федеральных правил или применимыми законами и правилами штата.
для имени и адреса поставщика.Для получения дополнительной информации о указах правительства и ваших правах как гражданина в соответствии с верховенством права , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource.
в нашем реестре деятельности 2015 года. [2][3]
Более подробную информацию о нашей деятельности вы можете найти на сайте Public Resource.
в нашем реестре деятельности 2015 года. [2][3]
Благодарим вас за интерес к чтению закона. Информированные граждане являются фундаментальным требованием для того, чтобы наша демократия работала. Я ценю ваши усилия и приношу извинения за неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Примечания
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Решение проблем при квалификации процедур сварки
Решение проблем при квалификации процедур сварки
Многие производители сталкиваются с трудностями при квалификации сварочных процедур или сварщиков для алюминия.Большинство правил требуют использования испытаний на растяжение с уменьшенным сечением и испытаний на управляемый изгиб для квалификации процедуры. Поэтому обсудим эти два требования:
Поэтому обсудим эти два требования:
Трудности при выполнении требований к испытаниям на растяжение
Все коды имеют минимальные значения испытаний на растяжение. Образцы, снятые с планшетов для квалификационных испытаний процедуры, должны соответствовать этим значениям.
Однако сварной шов не должен соответствовать тем же минимальным требованиям, что и основной материал.Например, все коды требуют, чтобы материал 6061–T6 имел минимальную прочность на растяжение 40 тысяч фунтов на квадратный дюйм (276 МПа). Сварные швы из стали 6061–T6 должны соответствовать минимальному давлению 24 тыс.фунтов на кв. дюйм (165 МПа). Важно понимать, что требуется для конкретного используемого сплава.
Существует несколько причин, по которым образцы не проходят испытания на растяжение. Для термообрабатываемых сплавов это обычно происходит из-за чрезмерного подвода тепла. Распространенными причинами избыточного тепловложения являются:
- Использование чрезмерного предварительного нагрева. Предварительный подогрев не должен превышать 200°F (93°C) и не требуется, если температура окружающей среды не ниже 32°F (0°C).
- Слишком высокая межпроходная температура. Максимальная температура между проходами должна быть 250°F (121°C).
- Технологические проблемы, такие как использование очень широких проходов переплетения, что может привести к чрезмерному подводу тепла.
 Предварительный подогрев не должен превышать 200°F (93°C) и не требуется, если температура окружающей среды не ниже 32°F (0°C).
Предварительный подогрев не должен превышать 200°F (93°C) и не требуется, если температура окружающей среды не ниже 32°F (0°C).Как правило, следует использовать стрингерные проходы, хотя плетение допустимо, если ширина плетения не превышает четырехкратного диаметра проволоки.
Дефекты сварки также могут вызывать преждевременное разрушение при растяжении. Наблюдайте за изломом разрушенного образца на растяжение.Наличие дефектов сварки должно быть достаточно очевидным. Отсутствие сплавления или отсутствие дефектов проникновения особенно склонны вызывать разрушение при растяжении.
Если код требует, чтобы образец для растяжения соответствовал минимальной прочности на растяжение 40 ksi (276 МПа), рекомендуется использовать 5356 , а не . Для этих целей рекомендуются более прочные присадочные сплавы, такие как 5183 или 5556.
Для этих целей рекомендуются более прочные присадочные сплавы, такие как 5183 или 5556.
Трудности при выполнении требований испытаний на изгиб
Большинство неудачных испытаний на изгиб вызвано незнанием сварщиком требований к испытаниям на изгиб для алюминиевых сварных швов.
Вот некоторые моменты, о которых следует помнить:
- Пластичность алюминиевых сварных швов ниже, чем у стальных. Убедитесь, что испытательный радиус соответствует тестируемому сплаву. На рис. 1 ниже показаны требования к испытаниям на изгиб AWS D1.2.
- Если перед разрушением образец изгиба выходит из строя с небольшой деформацией или без деформации, наиболее вероятной причиной является дефект сварного шва. Любое непроваривание или недостаточное проникновение в сварной шов быстро раскроется при изгибе и приведет к тому, что образец сломается пополам.Эти дефекты выявляются при визуальном осмотре поверхности излома.
- Убедитесь, что подготовка образца для испытания на изгиб выполнена правильно. а. Следите за тем, чтобы следы шлифовки или механической обработки проходили по длине образца, а не поперек. Следы, проходящие через образец, могут служить местами зарождения трещин. б. Не оставляйте на образце обработанные квадратные углы. Все коды допускают радиус на углах 1/2 толщины образца или 1/4 дюйма (6,4 мм), в зависимости от того, что меньше. Соблюдение этого радиуса снижает вероятность возникновения трещины в углах.
- Особые меры предосторожности необходимы при испытании сварных швов из 6061 или других материалов M23 (согласно AWS) или P23 (согласно разделу IX ASME) из-за их ограниченной пластичности. Признавая это, и AWS D1.2, и раздел IX ASME требуют, чтобы образцы для испытаний на изгиб из 6061 и других материалов M23 были обработаны до толщины 1/8 дюйма (3,2 мм) вместо обычных 3/8 дюйма (9,5 мм). толщина. Если образцы 6061 обрабатываются до толщины 3/8 дюйма (9,5 мм) и испытываются на оправке стандартного радиуса, они часто выходят из строя. АВС D1.2 в качестве альтернативы позволяет обрабатывать образцы из материалов M23 до толщины 3/8 дюйма (9,5 мм) и отжигать перед испытанием, но раздел IX ASME не предусматривает такого положения.
- Использование стандартного тестера на изгиб плунжерного типа является причиной большинства неудачных испытаний на изгиб. Это испытательное приспособление хорошо подходит для стали, поскольку механические свойства сварного шва, ЗТВ и основного материала одинаковы. Однако в алюминии ЗТВ обычно намного слабее, чем в остальной части образца. Если образец испытывается в испытателе плунжерного типа, то деформация изгиба сосредоточена в ЗТВ.Вместо того, чтобы плавно изгибаться вокруг оправки, образец часто образует резкий излом в ЗТВ, и образец разрушается в этом изломе.
 а. Следите за тем, чтобы следы шлифовки или механической обработки проходили по длине образца, а не поперек. Следы, проходящие через образец, могут служить местами зарождения трещин. б. Не оставляйте на образце обработанные квадратные углы. Все коды допускают радиус на углах 1/2 толщины образца или 1/4 дюйма (6,4 мм), в зависимости от того, что меньше. Соблюдение этого радиуса снижает вероятность возникновения трещины в углах.
а. Следите за тем, чтобы следы шлифовки или механической обработки проходили по длине образца, а не поперек. Следы, проходящие через образец, могут служить местами зарождения трещин. б. Не оставляйте на образце обработанные квадратные углы. Все коды допускают радиус на углах 1/2 толщины образца или 1/4 дюйма (6,4 мм), в зависимости от того, что меньше. Соблюдение этого радиуса снижает вероятность возникновения трещины в углах.
Гораздо лучшим испытанием для сварных алюминиевых образцов на изгиб является испытание на изгиб по окружности, показанное на рисунке. В этом испытании образец протягивается вокруг оправки и вынужден оставаться с ней в контакте. Эти испытательные приспособления часто изготавливаются из поворотных трубогибочных станков. Как AWS D1.2, так и раздел IX ASME рекомендуют использовать эти тестеры для алюминия.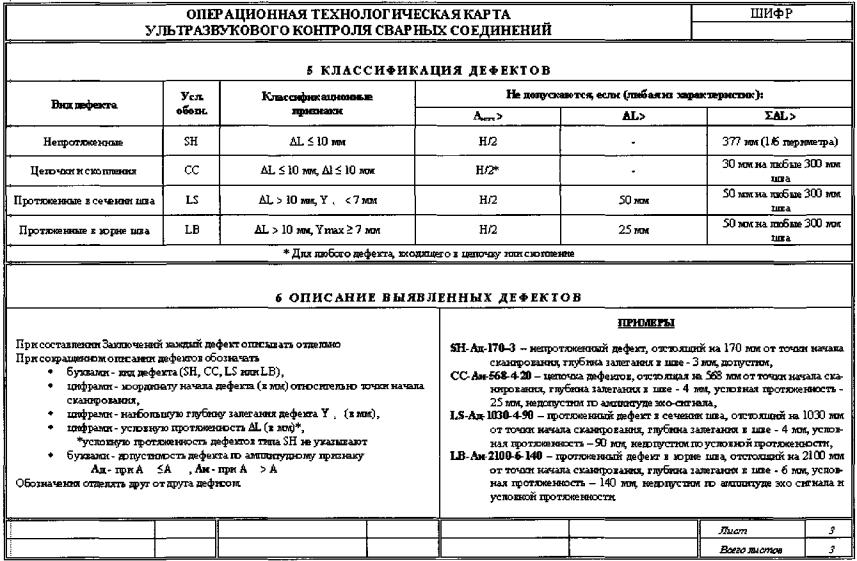
| Толщина образца дюймы | А (дюймы) | B (дюймы) | Материалы |
| 3/8 Т | 1-1/2\ 4т | 3/4 2т | М21 и М22 |
| 1/8 Т(<1/8) | 2-1/16 16-1/2т | 1-1/32 8-1/4 т | Сварные швы M23 и F23 |
| 3/8 Т | 2-1/2т 6-2/3т | 1-1/4 3-1/3т | M25 и отожженный M23 |
| 3/8 Т | 3 8т | 1-1/2 4т | M27 и отожженный M24 |
Примечания:
- Размеры, которые не показаны, определяются разработчиком.
