|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов… Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь… Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Интересное: Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления… Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы. Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 8 из 12Следующая ⇒ Классификация сварных швов. 3.Задача. Объясните влияние серы и фосфора на качество сварного шва. 1Холодная сварка чугуна производится стальными электродами, комбинированными электродами и электродами с чугунными стержнями. Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется при ремонте крупногабаритных чугунных изделий. Здесь сварка комбинируется с механическим усилением зоны плавления ввертыванием в теле изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку. При изломе изделия с толщиной стенки до 12 мм шпильки Могут ввертываться без разделки кромок. При толщинах более 12 мм место излома подготавливается с У-образной или X-образной разделкой. Канавку вырубают на глубину 6 — 20 мм в зависимости от толщины изделия; затем ввертывают шпильки. Диаметр шпилек зависит от толщины завариваемого изделия: при толщине до 12 мм диаметр шпильки должен быть не более 6 мм; диаметр шпилек более 16 мм и менее 3 мм не рекомендуется. Рис. 106. Схема расположения стальных связей в металле шва при холодной сварке чугуна: 1 — шпильки, 2 — стальные связи Сварка стальными электродами с применением шпилек может выполняться в любом пространственном положении без демонтажа всего чугунного изделия. 2.Часть сварного соединения, образовавшуюся в результате плавления кромок свариваемых металлов и электрода и непосредственно осуществляющую связь свариваемых частей, называют сварным швом. По типу соединения швы делятся на стыковые и угловые. 3.Задача. Объясните влияние серы и фосфора на качество сварного шва. Билет №12 Сварка меди . ⇐ Предыдущая3456789101112Следующая ⇒ Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции… Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… |


 Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества чугуна, нагрузки, которую несет деталь, длины трещины и др.Высота шпилек над поверхностью равна 0,5 — 1 диаметра шпильки, но не более 5 — 6 мм; глубина ввертывания — 1,5 диаметра шпильки. При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть ввернуты до упора.Лучшие результаты дают электроды марки УОНИИ-13/55. Электроды любой марки берутся диаметром не более 3 — 4 мм, сила тока для электродов диаметром 3 мм — 90÷100 А. Уменьшенная сила тока обеспечивает малую глубину расплавления чугуна и минимальный нагрев изделия, что уменьшает отбеливание и предотвращает появление трещин. Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс для равномерного нагревания детали. Потом заплавляют участки между обваренными шпильками, причем заварка также ведется отдельными участками. Длина каждого валика не Должна превышать 100 мм.
Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества чугуна, нагрузки, которую несет деталь, длины трещины и др.Высота шпилек над поверхностью равна 0,5 — 1 диаметра шпильки, но не более 5 — 6 мм; глубина ввертывания — 1,5 диаметра шпильки. При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть ввернуты до упора.Лучшие результаты дают электроды марки УОНИИ-13/55. Электроды любой марки берутся диаметром не более 3 — 4 мм, сила тока для электродов диаметром 3 мм — 90÷100 А. Уменьшенная сила тока обеспечивает малую глубину расплавления чугуна и минимальный нагрев изделия, что уменьшает отбеливание и предотвращает появление трещин. Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс для равномерного нагревания детали. Потом заплавляют участки между обваренными шпильками, причем заварка также ведется отдельными участками. Длина каждого валика не Должна превышать 100 мм. Второй слой валиков наносится перпендикулярно направлению валиков первого слоя. После нанесения наплавки на каждую сторону поверхностей кромок переходят к заварке разделки и трещины. Диаметр электродов можно принять 4 мм и сварочный ток 120 — 140 А.Для ускорения заварки трещины в изделии толщиной более 10 мм вводят (рис. 106) дополнительные стальные связи. Связи и промежутки между ними провариваются неполностью. Сверху вся поверхность сварного соединения покрывается стальным наплавленным металлом.
Второй слой валиков наносится перпендикулярно направлению валиков первого слоя. После нанесения наплавки на каждую сторону поверхностей кромок переходят к заварке разделки и трещины. Диаметр электродов можно принять 4 мм и сварочный ток 120 — 140 А.Для ускорения заварки трещины в изделии толщиной более 10 мм вводят (рис. 106) дополнительные стальные связи. Связи и промежутки между ними провариваются неполностью. Сверху вся поверхность сварного соединения покрывается стальным наплавленным металлом.

Холодная и горячая сварка чугуна. Причины плохой свариваемости :: SYL.
 ru
Бант станет главным аксессуаром этой весной: как делать с ним модные прически
ru
Бант станет главным аксессуаром этой весной: как делать с ним модные прическиКороткие и модные: 10 стрижек для тонких волос, которые создают объем
Черная классика и другие осенние варианты моделей тренча на любой вкус и цвет
Бунтарская и боб 90-х: девять естественных причесок для прохладной погоды
Зависит от сорта: какое максимальное количество тыкв можно собрать с одной плети
Рыжий и не только: самые модные оттенки окрашивания весны 2022
В тренде — элегантность: самые модные стрижки на весну 2022
Прекрасно смотрятся на каждой женщине: 10 стильных коротких стрижек с челкой
Лучшие оттенки волос на осень для дам с желтоватой кожей: что в тренде
Автор Анна Кмета
Что такое чугун
Чугун – это сплав железа и углерода, при этом содержание последнего элемента должно быть не менее 2%. Сплавы с более низким содержанием углерода – это стали. Чугун классифицируют по различным признакам: в зависимости от состава он может быть легированным (содержащим специальные добавки — хром, никель, марганец, которые улучшают свойства сплава) или нелегированным; по структуре выделяют белый и серый чугун. В зависимости от дополнительных свойств серый чугун подразделяют на ковкий, жаропрочный, коррозионностойкий, литейный, высокопрочный и антифрикционный.
Сплавы с более низким содержанием углерода – это стали. Чугун классифицируют по различным признакам: в зависимости от состава он может быть легированным (содержащим специальные добавки — хром, никель, марганец, которые улучшают свойства сплава) или нелегированным; по структуре выделяют белый и серый чугун. В зависимости от дополнительных свойств серый чугун подразделяют на ковкий, жаропрочный, коррозионностойкий, литейный, высокопрочный и антифрикционный.
Свариваемость чугуна
Чугун – один из самых распространенных материалов. Конкуренцию ему может составить только сталь. Он применяется как материал для изготовления литых деталей, различных металлических изделий и конструкций. Чугуны отличаются высокой твёрдостью и прочностью к трению. Но при этом они хрупкие и склонны к образованию трещин. Из-за этого сварка чугуна – процесс весьма трудный, так как требует соблюдения множества технических условий. Тем не менее такой способ соединения этого сплава весьма распространен. Сварка чугуна получила распространение как основной метод исправления литейных дефектов и ремонта чугунных деталей. Реже ее применяют при изготовлении металлических конструкций.
Сварка чугуна получила распространение как основной метод исправления литейных дефектов и ремонта чугунных деталей. Реже ее применяют при изготовлении металлических конструкций.
Причины плохой технологической свариваемости:
— Склонность к отбеливанию. Зона шва после нагрева имеет характерную структуру (выделение цементита), из-за чего этот участок будет плохо поддаваться обработке режущими инструментами. Кроме того, по зоне шва возникают напряжения, приводящие к трещинам.
— Сильная жидкотекучесть. Затруднено образование сварного шва, так как расплавленный металл вытекает из зоны нагрева. Возможно возникновение непроваренных участков, в том числе и из-за появления тугоплавких оксидов. Трудно добиться герметичности.
— Сварка чугуна проходит при интенсивном выделении газов. Это обусловлено низкой температурой плавления и тем, что сплав быстро остывает. Газообразование не прекращается даже на стадии кристаллизации, из-за этого швы становятся пористыми.
Методы сварки. Горячая и холодная сварка чугуна
К сварным изделиям из чугуна предъявляют разные требования. Они обусловлены условиями эксплуатации. Чугуны можно сваривать разными способами, например, при помощи газовой и ручной электродуговой сварки, разными электродами – металлическими или угольным и т.п. Но всегда выделяют два вида – это холодная и горячая сварка чугуна, соответственно, без предварительного подогрева и с подогревом. В зависимости от требований к изделию применяют тот или иной способ. К примеру, чугун сваривают с подогревом, когда хотят получить материал сварного шва, приближенный по свойствам к основному металлу. Без подогрева – когда зона наплавки небольшая или устраняемый дефект незначительный, а также при невозможности осуществить подогрев. Сварка чугуна в домашних условиях проводится, как правило, одним способом – при помощи аппарата ручной электродуговой сварки и без предварительного нагрева. Подготовка к работе заключается только в очистке металла и разделке кромок. Другие виды сварки в домашних условиях используются крайне редко из-за того, что они более трудоемкие и требуют применения специальной техники.
Другие виды сварки в домашних условиях используются крайне редко из-за того, что они более трудоемкие и требуют применения специальной техники.
Похожие статьи
- Как варить уху на костре: рецепт
- Холодная сварка для металла: инструкция, цена, отзывы
- Как прокаливать чугунную сковороду перед первым применением: лучшие способы. Чугунные сковороды российского производства
- Как и чем варить нержавейку в домашних условиях
- Виды сварных соединений и швов: описание, технологические особенности, требования и ГОСТ
- Электродуговая сварка: ГОСТ, технология
- Как и чем варить титан? Сварка титана: технология и особенности
Также читайте
Сварка чугуна презентация, доклад
Сварка чугуна
Свойства чугуна
Чугун представляет собой сплав железа с углеродом. Содержание углерода в чугуне — около 2,14%. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Содержание углерода в чугуне — около 2,14%. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита.
При быстром охлаждении чугуна от температуры более 750°С металла, графит превращается в цементит, при это чугун превращается из серого в белый. Образуется закаленная структура с внутренними напряжениями, приводящими к трещинам.
Особенности сварки
Трудности сварки чугуна обусловлены образованием трещин из-за включений графита; выгоранием углерода и образованием пор в шве; образованием тугоплавких окислов с температурой плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольны, графитовый) электродами с подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
При горячей сварке металл предварительно подогревается до 500—700°С. Используются чугунные электроды со стержнями марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого диаметра — от 8 до 16 мм.
Горячая сварка чугуна
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короче сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
При холодной сварке чугуна используются электроды марки Zeller:
Zeller 855 предназначен для сварки и наплавки всех свариваемых видов чугуна: высокопрочного чугуна (с шаровидным графитом) и ковкого чугуна, а так же для сварки чугуна со сталью без предварительного нагрева. Идеально подходит для ремонтной сварки чугунных станин, корпусных деталей: блоков цилиндров, двигателей, коробок передач, штампов из модифицированного чугуна и т.д.
Zeller 888 предназначен для сварки и наплавки тонких, замасленных деталей из серого чугуна, высокопрочного чугуна (с шаровидным графитом), ковкого чугуна, а также для сварки этих марок чугуна между собой и чугуна со сталью, без предварительного подогрева.
Zeller 866 предназначен для сварки и наплавки высокопрочного чугуна (с шаровидным графитом) и ковких видов, а также для сварки этих марок чугуна между собой, чугуна со сталью. Рекомендуется для сварки чугуна низкого качества, восстановления дефектов литья. Идеально подходит для соединения промасленного загрязненного примесями и ржавчиной чугуна, за счет более агрессивной сварочной дуги.
Zeller 800 для наплавки первого связующего слоя на термонагруженный, перенасыщенный углеродом чугун и чугун низкого качества.
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки
Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
. Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
— поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
— деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
— сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
— каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
— после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итог
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Скачать презентацию
Как сварить чугун?
Чтобы успешно справиться со сваркой чугуна, необходимо распознать уникальные свойства материала и метод соединения. Если вы будете следовать инструкциям в этой статье, то обнаружите, что можете эффективно сваривать разные марки чугуна. Однако четких правил для этого вида сварки нет. Каждая задача должна оцениваться по существу, и всегда есть вероятность провала. Сварка может сэкономить огромное количество времени и денег при спасательных операциях, поэтому этот риск, как правило, того стоит. Конечный результат частично определяется способностями и энтузиазмом сварщика.
1. Что такое чугун?
Чугун — это семейство металлических сплавов, содержащих железо в качестве основного легирующего элемента. Некоторые люди считают, что чугун полностью состоит из железа из-за его названия. Это определенно неправда. Фактически, чугун состоит из различных количеств железа и углерода, а также других элементов, таких как титан, кремний, хром, никель, медь, молибден и другие, добавленные для улучшения определенных качеств. Кроме того, он может включать гораздо большее количество серы и фосфора в качестве примесей, что затрудняет сварку.
Некоторые люди считают, что чугун полностью состоит из железа из-за его названия. Это определенно неправда. Фактически, чугун состоит из различных количеств железа и углерода, а также других элементов, таких как титан, кремний, хром, никель, медь, молибден и другие, добавленные для улучшения определенных качеств. Кроме того, он может включать гораздо большее количество серы и фосфора в качестве примесей, что затрудняет сварку.
Чугун делится на 5 видов: серый, белый, ковкий, ковкий и высоколегированный. Однако только химический анализ не может различить эти разные чугуны. Поэтому в следующем абзаце мы предоставим некоторую полезную информацию, которая поможет вам понять, с каким типом чугуна вы работаете:
1.1. Серый чугун Это наиболее широко используемая форма чугуна. По сути, это сплав железа с углеродом и марганцем и кремнием с содержанием углерода 2,5-4%. В процессе производства углерод осаждается в виде чешуек графита с кристаллической структурой феррита или перлита.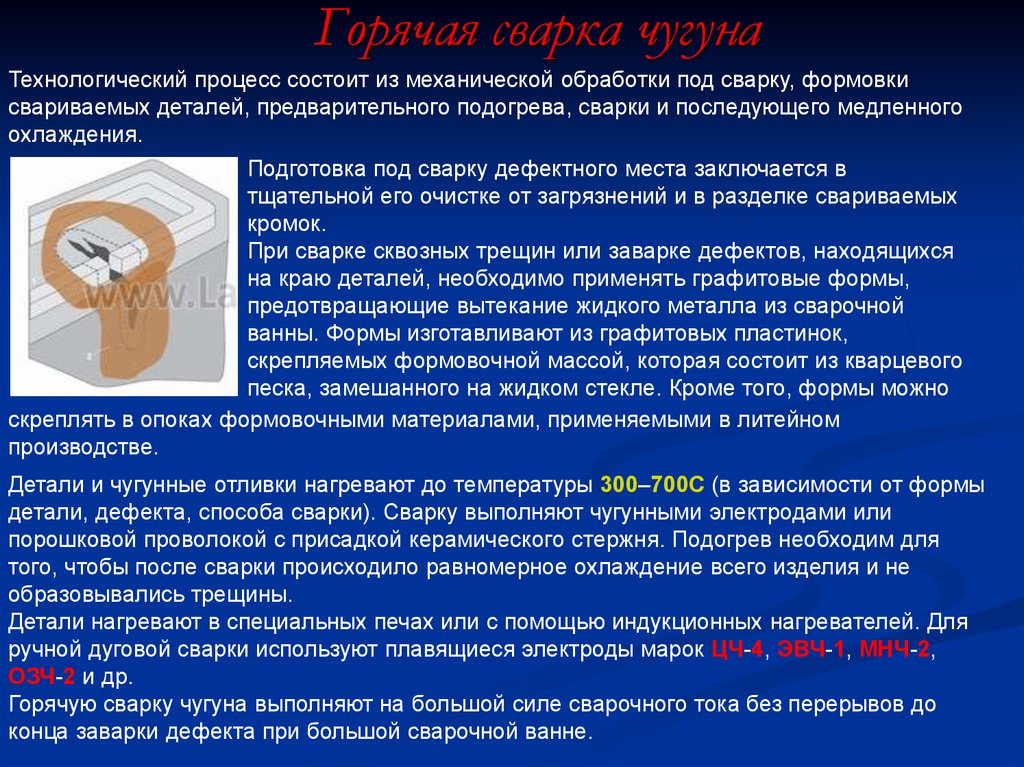 Однако во время сварки эти чешуйки графита разрушаются и выделяются в виде высокоуглеродистого мартенсита, ослабляя околошовную зону и металл сварки.
Однако во время сварки эти чешуйки графита разрушаются и выделяются в виде высокоуглеродистого мартенсита, ослабляя околошовную зону и металл сварки.
Появление трещин дало название белому чугуну. Тщательно контролируя содержание углерода, уменьшая содержание кремния и контролируя скорость охлаждения железа, можно использовать весь углерод в железе для производства карбида железа. Это устраняет несвязанные молекулы графита, в результате чего получается твердый, хрупкий, очень износостойкий и прочный на сжатие чугун. При отсутствии свободных молекул графита каждый излом кажется белым, отсюда и название «белый чугун».
Белый чугун в основном используется для изготовления корпусов насосов, мельничных футеровок и стержней, дробилок и тормозных колодок из-за его износостойкости.
1.3. Ковкий чугун Ковкий чугун производится путем добавления небольшого количества магния, около 0,2%. Это приводит к тому, что графит образует узелковые включения, в результате чего чугун становится более пластичным. Он также более устойчив к тепловым циклам, чем другие изделия из чугуна.
Он также более устойчив к тепловым циклам, чем другие изделия из чугуна.
Чугун с шаровидным графитом благодаря своей относительной пластичности широко применяется в системах водоснабжения и канализации. Это также хороший материал для коленчатых валов, шестерен, усиленных подвесок и тормозов из-за его термостойкости.
1.4. Ковкий чугунКовкий чугун — это тип чугуна, полученный путем термической обработки белого чугуна для разрушения карбидов железа и превращения их в свободный графит. В результате получается гибкий, пластичный материал с превосходной вязкостью разрушения при низких температурах.
Электрооборудование, горнодобывающее оборудование и механические части изготовлены из ковкого чугуна.
2. Процесс сварки чугуна 2.1. Подготовка чугуна к сварке Для надлежащей очистки отливки в зоне сварки необходимо удалить все поверхностные материалы перед подготовкой отливки к сварке. Сюда входит очистка зоны сварки от краски, жира, масла и других посторонних веществ.
Сюда входит очистка зоны сварки от краски, жира, масла и других посторонних веществ.
При использовании канавки следует использовать V-образную канавку с углом прилегания 60-90°. V должен быть около 1/8 дюйма в длину. (3,2 мм) от дна трещины. Чтобы трещина не расширялась, просверлите маленькое отверстие с обоих концов.
2.3. Сварка с подогревомПредварительный подогрев рекомендуется для всех сварочных процессов при сварке чугуна. Его можно уменьшить, используя очень пластичный присадочный металл.
Можно сваривать чугун, но это необходимо делать с использованием правильных методов и с осторожностью, чтобы избежать растрескивания. Большинство методов сварки требуют очистки поверхности материала, а чугун получает преимущества от нагрева до и после сварки, а также от осторожного охлаждения. Типичная температура предварительного нагрева составляет 500-1200 градусов по Фаренгейту. Температура не должна превышать 1400 градусов по Фаренгейту. Это помещает материал в критическую температурную зону. Медленно и равномерно прогрейте компоненты.
Это помещает материал в критическую температурную зону. Медленно и равномерно прогрейте компоненты.
Сварка при малых токах для уменьшения включений и остаточного напряжения. В определенных ситуациях может быть важно ограничить длину шва всего 1 дюймом, чтобы избежать накопления остаточных напряжений, которые могут привести к растрескиванию. Сварка молотком также помогает в этой ситуации.
Дайте изделию постепенно остыть после сварки. Затем оберните отливку изолирующим одеялом или закопайте ее в сухой песок, чтобы снизить скорость охлаждения и свести к минимуму растрескивание.
2.4. Какой способ сварки выбрать?Как правило, для чугуна используются два процесса сварки.
— Холодная сварка с использованием несовместимых материалов
— Термическая сварка с использованием подходящих материалов
- Горячая сварка
Для сварки горячим способом используются электроды, прутки для газовой сварки или сердечники для получения металла шва, соответствующего цвету и структуре.
Горячая сварка чугуна требует высокой температуры предварительного нагрева от 400 до 650°C, в зависимости от размера и формы металла шва. Высокий уровень предварительного нагрева и очень большое тепловложение в процессе сварки создают огромную ванну расплава, которая медленно остывает. Поэтому горячая сварка подходит только для плоской сварки. Медленное охлаждение или термообработка после сварки приводит к образованию швов без трещин и пиков закалки.
В зависимости от термической обработки механические свойства могут достигать значений основного материала.
- Холодная сварка
Проволока MIG и TIG на основе железа, никеля и меди используется для холодной сварки чугунных электродов. Параметры и методы выбираются таким образом, чтобы предотвратить чрезмерный нагрев в зоне сварки. Поддерживайте температуру на уровне 60°C, чтобы избежать теплового стресса. Сварочное напряжение можно свести к минимуму забивкой сварных швов молотком. Позиционная свариваемость и предотвращение деформации — два преимущества холодной сварки при ремонтной сварке. Во многих случаях детали можно сваривать без разборки.
Позиционная свариваемость и предотвращение деформации — два преимущества холодной сварки при ремонтной сварке. Во многих случаях детали можно сваривать без разборки.
Сварочные работы для производства и строительства могут быть выполнены быстро без длительных термических обработок. По сравнению с горячей сваркой тепловая нагрузка на сварщика значительно ниже.
Заключение
Сварка чугуна возможна, но должна выполняться аккуратно и осторожно, чтобы не было трещин. Воспользуйтесь приведенными выше советами, чтобы легко отремонтировать чугунные изделия двумя способами: термической сваркой или холодной сваркой. Если у вас есть какие-либо вопросы, не забудьте сообщить нам об этом и не забудьте прочитать другие соответствующие статьи на этом сайте.
3-Е
3-Е
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Электрод имеет стабильную электрическую дугу и позволяет проводить сварку с небольшой силой тока. Наплавленный наплав имеет хорошую обрабатываемость.
Электрод имеет стабильную электрическую дугу и позволяет проводить сварку с небольшой силой тока. Наплавленный наплав имеет хорошую обрабатываемость.
 Особенно подходит для сварки серого чугуна и чугуна с шаровидным графитом, а также для соединения чугуна со сталью.
Особенно подходит для сварки серого чугуна и чугуна с шаровидным графитом, а также для соединения чугуна со сталью. Электрод обладает хорошими смачивающими свойствами и превосходным проникновением в боковые стенки.
Электрод обладает хорошими смачивающими свойствами и превосходным проникновением в боковые стенки. Metalock Centroamericana — Ремонт методом холодного литья Metalock
Metalock Centroamericana — Ремонт методом холодного литья Metalock Услуги… Служба ремонта промышленного, механического и морского оборудованияСлужба ремонта оборудования Индустриалес, Мекникос и Маринос Ремонт холодного литья Metalock.
 ..
.. ЧТО ТАКОЕ МЕТОД METALOCK ? Метод METALOCK используется для холодного ремонта чугуна/стальной стали и несвариваемых деталей.
металлы. METALOCK появился на нефтяных месторождениях Техаса в середине 1930-х годов, чтобы преодолеть
взрывоопасность сварочных ремонтов. Поэтому была разработана система, которая
устранил тепло и имел много дополнительных преимуществ, включая устранение
деформации, что, в свою очередь, избавляло от необходимости повторной обработки в больших
большинство случаев. Все отрасли промышленности обслуживаются методом ремонта Metalock отливки…
Благодаря методу METALOCK в морской промышленности удалось сократить множество расходов. Материал, используемый в процессе METALOCK , представляет собой никелевый сплав. Преимущества этого материал обладает пластичностью в отожженном состоянии, что дает разумную прочность на растяжение при нагартовке, низкая скорость деформационного упрочнения и очень низкий коэффициент теплового расширения, как у чугуна. Устойчивость к коррозии немного больше, чем сталь или чугун, и эти качества делают его идеальным Материал для большинства ремонтов.
| |
 Последующая разработка силами обороны США во время
Вторая мировая война была ответственна за распространение этой технологии и ее
признание в тяжелой промышленности, особенно морской.
Последующая разработка силами обороны США во время
Вторая мировая война была ответственна за распространение этой технологии и ее
признание в тяжелой промышленности, особенно морской.  сэкономлено для судовладельцев за счет сокращения потерь времени из-за поломок.
сэкономлено для судовладельцев за счет сокращения потерь времени из-за поломок. 
Образец ремонта Metalock…
|

Metalock Vs. Припой…
