Курсы повышения квалификации по программе Неразрушающий контроль: визуальный и измерительный контроль в Омске
- Главная
- Услуги
- Повышение квалификации
- Лаборанты
- Неразрушающий контроль: визуальный и измерительный контроль
Рассчитать стоимость
Количество человек
1-4
5-9
более 10
Введите номер телефона
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных
Рассчитать
Статьи, документы
Приглашаем специалистов в «Академию Современных Технологий» на обучение неразрушающему контролю.
Категория слушателей
Курсы в АСТ могут пройти следующие специалисты:
- лаборанты;
- дефектоскописты;
- контролеры качества;
- инженеры-контролеры;
- специалисты по визуальному и измерительному контролю.
Программа обучения
Формат
Обучение по визуальному и измерительному контролю проводим в Омске дистанционно на образовательном портале академии. Слушатели самостоятельно изучают темы курса, а затем сдают итоговое тестирование.
Для начала занятий достаточно:
- компьютера;
- подключения к интернету;
-
базовых программ для чтения файлов, просмотра видео и презентаций.


Через 2–3 дня после оплаты услуг вы получите доступ к личному кабинету на сайте академии. Доступ круглосуточный, поэтому вы сможете планировать занятия на удобное время. Ограничение действует только на общую продолжительность обучения в день — не более 8 часов.
После подготовки вы сможете повторить пройденный материал по неразрушающему контролю — доступ к лекциям, видеороликам, презентациям и профильной литературе сохраняется в течение года.
Преимущества дистанционного обучения
- Бесплатные пересдачи;
- экономия на стоимости курса;
- начало занятий без набора группы;
- зачисление в любое время года и без обращения в приемную комиссию;
- сокращенный срок подготовки — в учебном плане только профильные дисциплины.
Сроки
Стандартная программа курса составлена по ФГОС, поэтому срок обучения фиксированный и составляет в среднем 72 академических часа. Вы завершите подготовку по измерительному и визуальному контролю за 2 недели, если будете уделять обучению по 6–8 часов в сутки.
Вы завершите подготовку по измерительному и визуальному контролю за 2 недели, если будете уделять обучению по 6–8 часов в сутки.
Выбирайте персональную программу подготовки, если нужно внести изменения в учебный план. Методисты академии могут:
- добавить часы на изучение отдельных тем;
- дополнить учебный план нужными дисциплинами;
- сократить или продлить продолжительность курса.
Пожелания к программе подготовки нужно согласовать с менеджером до заключения договора.
Приобретаемые навыки и знания
Курс по визуальному и измерительному контролю состоит из следующих тем:
- признаки несплошностей;
- типы и причины образования дефектов;
- способы хранения результатов проверки;
- виды и характеристики средств для работы;
- нормы оценки качества контролируемого объекта;
- основы и практическое применение неразрушающего контроля;
- причины возникновения и способы устранения ложных показаний;
- методы определения трудоемкости выполнения неразрушающего контроля;
- помехи при использовании отдельных видов проверок и методы устранения;
-
выбор параметров и режимов работы устройств для измерительного контроля.

Выдаваемые документы
Выдаем удостоверение о повышении квалификации установленного образца после сдачи итоговой проверки знаний.
Если нужно срочно подтвердить квалификацию, отправим скан документа по электронной почте сразу после итогового тестирования.
Готовое удостоверение выдаем в офисе учебного центра. Если вы не можете забрать оригинал самостоятельно, мы организуем доставку:
- «Почтой России» — бесплатно;
- курьерской службой — по тарифу выбранной компании.
Информацию о прохождении курса храним в архиве АСТ 50 лет. По запросу восстановим утерянное удостоверение и предоставим статистику обучения слушателей.
Периодичность повышения квалификации
Специалистам в области неразрушающего контроля нужно проходить профессиональное обучение не реже 1 раза через каждые 3–5 лет в зависимости от предприятия, в котором трудоустроен специалист.
Условия зачисления
Образование
Изучать особенности неразрушающего измерительного контроля могут работники со средним профессиональным образованием или выше — по профстандарту.
Необходимые документы
- Паспорт;
- диплом об образовании;
- старое удостоверение — если есть.
Мы поможем заполнить заявление на зачисление и составим договор на предоставление образовательных услуг. Просто отправьте сканы перечисленных документов менеджеру по электронной почте.
Стоимость повышения квалификации по визуальному и измерительному контролю в Омске
Цену курса рассчитаем на основе пожеланий к учебному плану. Вы получите скидку, если отправите на обучение сразу трех и более сотрудников.
Чтобы узнать точную стоимость подготовки, воспользуйтесь онлайн-калькулятором.
Смотреть все
Отзывы наших клиентов
Смотреть все
Оставить отзыв
Не нашли ответ на свой вопрос?
Мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Задать вопрос
Визуально-измерительный контроль. Аттестация ВИК в Москве и СПб
Современная динамически развивающаяся компания «ПромПрофАльянс», предлагает всем своим клиентам услугу по проведению коротких курсов предаттестационной подготовки и аттестации специалистов по визуально-измерительному контролю (ВИК), который относится к одному из наиболее распространенных видов современного неразрушающего контроля.
Такой тип контроля, включающий промежуточные заготовки, оригинальные детали, сварочные соединения, требуется проводить в следующих производственных процессах:
- входящего контроля;
- производства определенных деталей, различных монтажных единиц и разнообразных изделий;
- подготовки определенных деталей, различных монтажных единиц и разнообразных изделий к сборке;
- подготовки определенных деталей, различных монтажных единиц и разнообразных изделий к сварочным операциям;
- осуществления процесса сварки;
- контроля всех сварочных соединений и наплавленных поверхностей;
- устранения разнообразных дефектов, проблемных участков материала и сварочных соединений;
- оценки общего состояния материала и сварочных соединений во время применения всех технических приспособлений и конструкций, даже после окончания общего срока использования.

ВИК в процессе входящего контроля осуществляется, когда происходит поступление определенного материала или составляющих частей на базу компании, которая будет заниматься их дальнейшим использованием. Такой тип контроля производится для полной уверенности в том, что материалы или детали четко соответствуют всем нормам и требованиям современных стандартов, оригинальных технических условий, определенных правил и различной конструкторской документации.
На сегодняшний день аттестация ВИК является единственным типом контроля, используемым без применения специального дополнительного оборудования. Он осуществляется с помощью самых простых и надежных приборов. Именно такой метод проведения измерения является максимально информативным и требует минимальных затрат времени и средств.
Определенные виды технических способов проведения ВИК доступны всем, а сам процесс проведения контроля не представляет особой сложности.
Современный ВИК применяется для определения качества подготовительных работ и самого сварочного процесса, устанавливая общее качество производства швов.
ВИК позволяет с помощью внешнего осмотра определить характерные дефекты сварочных швов, которые отвечают за соединение конструкционных составляющих. Он также требуется для выявления дефектов в процессе изготовления и проведения монтажа всех типов сварочных конструкций. Общие методы проведения ВИК помогают обнаружить определенные изменения в форме и структуре сварочных швов, которые соединяют детали конструкции технического устройства.
Все произведенные сварочные соединения должны проходить ВИК, так как он позволяет обнаружить разнообразные дефекты и возможные деформации швов. Кроме того, благодаря ему можно определить геометрические размеры и четкие формы всех сварочных швов, а также степень допустимости различных типов деформаций.
Процедура осуществления визуально-измерительного контроля предусматривает сравнение всех видов сварочных швов со специальными образцами по эталону. Все параметры швов определяются при помощи специальных шаблонов и вспомогательных измерительных приборов. В процессе проведения контроля детали или материалы, не отвечающие установленным требованиям, отбраковываются. Определенные участки материалов, на которых были обнаружены дефекты, поддаются дополнительной обработке. После устранения дефектов проводится повторный контроль, позволяющий определить степень устранения дефектов.
Визуально-измерительный контроль относится к одним из наиболее распространенных типов дефектоскопии. Он осуществляется исключительно высококвалифицированными специалистами ВИК, которые имеют необходимую аттестацию. Она проводится, согласно «Правилам аттестации персонала в области неразрушающего контроля (ПБ 03-440-02)», утвержденных особым Постановлением Государственного горнотехнического надзора РФ от 23 января 2002 года за №3. Данное Постановление прошло регистрацию Министерством юстиции РФ 17 апреля 2002 года и имеет регистрационный номер №3378.
Данное Постановление прошло регистрацию Министерством юстиции РФ 17 апреля 2002 года и имеет регистрационный номер №3378.
Современная предаттестационная подготовка специалистов проводится с помощью последних достижений в системе обучения ВИК. Такие особенности предоставляют возможность использовать Интернет, различные вебинары и методы удаленного консультирования с последующим тестированием. Современные технологии обучения позволяют значительно снизить общую стоимость курса, так как не требуют личного присутствия обучающихся – они могут не отрываться от собственной профессиональной деятельности. После осуществления подготовки все документы обучаемых специалистов ВИК отправляются в экспертное учреждение, которое имеет право осуществлять аттестацию по неразрушающему типу контроля.
Благодаря качеству современных образовательных методов каждый специалист гарантированно получит удостоверение ВИК. Общий срок выдачи документов колеблется от 2 до 4 недель.
Закажите подготовку и аттестацию специалистов по визуально-измерительному контролю (ВИК) в компании «ПромПрофАльянс»
Звоните по телефону: +7 (495) 120-22-73
Перечень документов, необходимых для аттестации:1. ЗАЯВКА на аттестацию — ОРИГИНАЛ!
ЗАЯВКА на аттестацию — ОРИГИНАЛ!
2. ЗАЯВЛЕНИЕ от кандидата на аттестацию.
3. СВЕДЕНИЯ о работах, проведенных кандидатом (только для кандидатов, аттестуемых на II квалификационный уровень).
4. СПРАВКА о стаже практической деятельности.
5. Копия ДИПЛОМА (аттестата) кандидата на аттестацию.
6. МЕДИЦИНСКАЯ СПРАВКА с обязательным заключением терапевта и окулиста (действительна в течение 1 года).
7. 3 цветные ФОТОГРАФИИ кандидата размером 3×4 см.
8. Копии ранее выданных УДОСТОВЕРЕНИЙ кандидата (если есть).
Перечень документов, необходимых для продления аттестации:1. ЗАЯВКА на аттестацию — ОРИГИНАЛ!
2. ЗАЯВЛЕНИЕ от кандидата на аттестацию.
3. СПРАВКА о непрерывности стажа практической деятельности.
4. Копия ДИПЛОМА (аттестата) кандидата на аттестацию.
5. МЕДИЦИНСКАЯ СПРАВКА с обязательным заключением терапевта и окулиста (действительна в течение 1 года).
6. 3 цветные ФОТОГРАФИИ кандидата размером 3×4 см.
7. Копия продляемого УДОСТОВЕРЕНИЯ кандидата.
Указания по оформлению документов:
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Курсы повышения квалификации специалистов по визуально-оптическому контролю для сертификации на 2-й уровень
Документы для поступления:
- Заявка (32 Кб)
Цели преподавания курса
Дисциплина “Визуально-оптический метод контроля (II уровень) предусматривает изучение физических основ визуального и визуально-оптического методов, устройства и принципа работы аппаратуры для контроля, технологии контроля с учетом производственных секторов и получение практических навыков проведения контроля и оформления его результатов.
Слушатель, изучивший дисциплину должен знать:
- физические основы визуального и визуально-оптического методов неразрушающего контроля;
- устройство и принцип работы аппаратуры для контроля;
- технологии контроля с учетом производственных секторов.

Слушатель, изучивший дисциплину должен уметь:
- проводить контроль;
- оформлять результаты контроля в соответствии с действующими нормативными документами на контроль.
Программа повышения квалификации специалистов по визуально-оптическому контролю для сертификации на 2-й уровень
| Разделы | Количество часов |
|---|---|
| Общая характеристика методов неразрушающего контроля. Выбор методов НК | |
| Применение неразрушающего контроля для оценки качества продукции | 0,25 |
| Классификация видов неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновый, тепловой, оптический, радиационный, акустический, проникающими веществами) | 0,25 |
| Классификация методов неразрушающего контроля: по характеру взаимодействия физических полей или веществ с контролируемым объектом; по первичным информативным параметрам; — по способам получения первичной информации | 0,25 |
| Характеристика технических возможностей НК: чувствительность и разрешающая способность метода; достоверность результатов контроля; производительность контроля | 0,25 |
| Факторы, влияющие на выбор метода контроля: материал детали; характер дефекта, его расположение; состояние и чистота обработки поверхности; форма и размер детали; зона контроля; условия контроля, доступность детали и зоны контроля | 0,5 |
Общие требования к средствам НК. Порядок организации и проведения поверки приборов и инструмента, используемых при визуальном и визуально-оптическом контроле Порядок организации и проведения поверки приборов и инструмента, используемых при визуальном и визуально-оптическом контроле | 0,25 |
| Общие требования к специалистам НК. Уровни компетентности. Порядок сертификации персонала в области НК | 0,25 |
| Материаловедение | |
| Общие сведения о металлах, сплавах и их свойствах. Разновидности сталей, их характеристики, понятие о микроструктуре, макроструктуре и свойствах стали | 0,5 |
| Технологические особенности различных марок сталей и области их применения. Стали и сплавы, применяемые для изготовления теплотехнического оборудования и трубопроводов. Свойство титана и его сплава | 1 |
| Влияние физических и механических свойств стали (сплава) на выбор метода неразрушающего контроля металлов и сплавов; методы разрушающего контроля и области их применения. | 0,5 |
| Общие сведения о сварке и термообработке сварных соединений | |
Способы сварки, режим сварки, применяемые при изготовлении, монтаже и ремонте оборудования и трубопроводов. Основное оборудование для сварки и резки. Сварочные материалы и области их применения. Термическая обработка сварных соединений изделий и ее назначение. Влияние термической обработки на свойства сварных соединений Основное оборудование для сварки и резки. Сварочные материалы и области их применения. Термическая обработка сварных соединений изделий и ее назначение. Влияние термической обработки на свойства сварных соединений | 1,5 |
| Сварные соединения. Виды сварных соединений. Формы разделок кромок, требования. Основные зоны сварного соединения: металл шва, зона сплавления, зона термического влияния и основной металл. Влияние конструкционных особенностей сварного соединения и металла изделия на выбор методов неразрушающего контроля. Условные обозначения сварных швов на чертежах | 1,5 |
| Типы дефектов основного металла и сварных соединений | |
Классификация дефектов сварных соединений и основного металла изделий. Наружные (поверхностные) и внутренние дефекты. Плоскостные и объемные дефекты. Виды дефектов причины их возникновения в сварных соединениях и основном металле. Дефекты, возникающие в литейных изделиях, прокатном и кованом металле, сварных соединениях, при различных видах обработки деталей. Дефекты, возникающие в процессе эксплуатации. Дефекты, возникающие в процессе эксплуатации. | 3 |
| Меры предупреждения возникновения дефектов. Влияние дефектов на свойства и технологическую прочность основного металла и сварных соединений. Методы исправления дефектов | 3 |
| Физические основы визуального и визуально-оптического методов | |
| Основные положения оптических методов контроля ГОСТ 23479 | 1 |
| Достоинства, недостатки и область применения. Основные характеристики визуального и визуально-оптических методов. Факторы ограничивающие применение визуального и визуально-оптического методов. Чувствительность, погрешность согласно ГОСТ 23479 | 1 |
| Свойство оптического излучения, состав излучения. Основные характеристики оптического излучения — световой поток, сила света, освещенность, светимость, яркость. Единицы измерения оптических величин. Представление светотехнических связей между оптическими характеристиками. | 1 |
Основные положения геометрической оптики — отражение, преломление. Свойство поверхности, коэффициент отражения. Явление полного внутреннего отражения Свойство поверхности, коэффициент отражения. Явление полного внутреннего отражения | 1 |
| Основные оптические элементы. Ход лучей через плоско – параллельную пластину. Призмы, линзы. Основные характеристики линз. Недостатки сферической оптики | 0,5 |
| Свойство зрения. Оптика глаза и механизм зрения. Острота зрения, Контрастная чувствительность зрения. Яркостной контраст. Разрешающая способность и острота зрения. Видимость объекта. Явление иррадиации. Временные характеристики зрения | 1,5 |
| Приборы и инструменты для визуального и визуально-оптического контроля | |
| Классификация оптических приборов. Общие характеристики оптических приборов | 0,25 |
| Прибора для контроля близко расположенных объектов. Лупы, микроскопы. Основные характеристики и конструктивные исполнения | 0,25 |
| Приборы для контроля удаленных объектов. Бинокли, телескопические трубы. Основные характеристики и конструктивные исполнения | 0,25 |
Приборы для контроля скрытых объектов. Эндоскопы жесткие – принцип действия, конструкция. Эндоскопы гибкие — принцип действия, конструкция. Видеоэндоскопы. Источники света. Основные характеристики эндоскопов и источников света Эндоскопы жесткие – принцип действия, конструкция. Эндоскопы гибкие — принцип действия, конструкция. Видеоэндоскопы. Источники света. Основные характеристики эндоскопов и источников света | 1,5 |
| Инструменты для измерения и контроля линейных величин. Щупы, шаблоны, линейки, рулетки, штангенинструмент, микрометрический инструмент. Диапазон и погрешность измерения | 0,5 |
| Инструмент для измерения и контроля угловых величин. Призматические угловые меры, угольники, угломеры механические нониусные , угломер оптический. Диапазон и погрешность измерения | 0,25 |
| Приборы для измерения и контроля шероховатости поверхности. Образцы шероховатости, контактные профилометры и др | 0,25 |
| Технология визуального и визуально-оптического контроля | |
Подготовка к контролю – общие требования. Технологические карты контроля. Подготовка поверхности объекта к контролю. Проверка функционирования приборов и инструментов. Подготовка отчетной документации Подготовка отчетной документации | 1 |
| Выбор условий контроля. Выбор условий освещенности согласно ГОСТ 23479. Система общего освещения, комбинированного освещения | 1 |
| Подготовка мест производства работ при визуально-оптического контроле | 1 |
| Входной контроль качества основных и сварочных металлов. Визуально-оптический контроль качества полуфабрикатов, заготовок, деталей. Задачи визуального контроля, задачи измерительного контроля | 1 |
| Порядок выполнения визуального и измерительного контроля подготовки под сварку деталей. Цель визуального контроля подготовленных деталей под сварку. Цель измерительного контроля подготовленных деталей под сварку, основные контролируемые геометрические параметры, способы измерения, инструмент | 1 |
| Порядок выполнения визуального и измерительного контроля сборки деталей под сварку. Цель визуального контроля сборки. Цель измерительного контроля сборки, основные контролируемые геометрические параметры, способы измерения, инструмент | 1 |
Порядок визуально-оптического контроля сварных соединений. Цель и задача визуального контроля сварных соединений. Контролируемые параметры в сварном соединении. Цель и задача измерительного контроля сварных соединений, контролируемые геометрические параметры, способы и порядок измерения, инструмент Цель и задача визуального контроля сварных соединений. Контролируемые параметры в сварном соединении. Цель и задача измерительного контроля сварных соединений, контролируемые геометрические параметры, способы и порядок измерения, инструмент | 1 |
| Недопустимые дефекты сварных соединений. Допустимые дефекты в сварных соединениях, требующие оценки в соответствии с нормами и правилами Госпромнадзора | 1 |
| Порядок выполнения визуально-оптического контроля сварных узлов и деталей | 1 |
| Порядок выполнения визуального и измерительного контроля при исправлении дефектов. Проведение визуального контроля. Проведение измерительного контроля | 1 |
| Порядок проведения визуально-оптического контроля при технической диагностики. Основная задача технической диагностики. Цель технической диагностики, ресурс. | 0,75 |
| Цель и задачи визуального контроля при выполнении технической диагностики. Цель и задачи измерительного контроля при выполнении технической диагностики | |
Технологическая карта по визуально-оптическому контролю. Требования, форма, порядок разработки Требования, форма, порядок разработки | |
| Требования безопасности при выполнении визуально-оптического контроля. Общие требования безопасности. Основные положения ГОСТ 12.3.002 | |
| Технические требования к качеству сварных соединений и основного металла. Нормы оценки качества сварных соединений | |
| Общие требования к качеству сварного соединения и основного металла изделия | 0,25 |
| Нормы оценки качества сварных соединений и основного металла трубопроводов пара и горячей воды | 0,75 |
| Нормы оценки качества сварных соединений и основного металла парных и водогрейных котлов | 0,75 |
| Нормы оценки качества сварных соединений и основного металла сосудов, работающих под давлением | 0,75 |
| Нормы оценки качества сварных соединений и основного металла магистральных трубопроводов | 0,75 |
| Нормы оценки качества сварных соединений и основного металла промысловых трубопроводов | 0,75 |
| Нормы оценки качества сварных соединений и основного металла газопроводов | 0,5 |
| Нормы оценки качества сварных соединений и основного металла металлоконструкций грузоподъемных кранов | 0,75 |
| Нормы оценки качества сварных соединений и основного металла оборудования и трубопроводов атомных энергетических установок | 0,5 |
| Методы контроля, объемы контроля и нормы оценки качества исправленных участков сварных соединений | 0,25 |
| Итого | 42 |
| Экзамен |
РЦАКД
Региональный центр аттестации, контроля и диагностики ИШНКБ ТПУ осуществляет дополнительное профессиональное образование (повышение квалификации, переподготовка, обучение и предаттестационная подготовка) специалистов по следующим направлениям:
Основные программы
|
№ п/п |
Наименование программы |
Количество часов |
|
|
Неразрушающий контроль |
|
|
|
Визуальный и измерительный метод неразрушающего контроля. |
16/ 24/ 40/ 64 |
|
|
Капиллярный метод неразрушающего контроля |
16/ 24/ 40/64 |
|
|
Ультразвуковой метод неразрушающего контроля. |
40/80 120/ 160 |
|
|
Радиационный метод неразрушающего контроля. |
40/ 80 120/ 160 |
|
|
Вихретоковый метод неразрушающего контроля. |
24/40/48/ 88/136 |
|
|
Магнитный метод неразрушающего контроля. |
16/24/32/ 40/72 |
|
|
Метод неразрушающего контроля проникающими веществами (течеискание). |
24/40/64/ 104 |
|
|
Ультразвуковой метод неразрушающего контроля (ультразвуковая толщинометрия). |
20/40/60/ 80 |
|
|
Вибродиагностический метод неразрушающего контроля. |
40/ 48/ 80/ 120/ 168 |
|
|
Электрический метод неразрушающего контроля. |
24/40/64/ 104 |
|
|
Тепловой метод неразрушающего контроля. |
40/80/120/168 |
|
|
Акустико-эмиссионный метод неразрушающего контроля. |
40/48/64/ 104/152 |
|
|
Специальные программы |
|
|
|
Радиационная безопасность сотрудников с правом работы с источниками ионизирующего излучения |
72 |
|
|
Технология и проведение радиационного контроля с применением цифровых детекторов |
40 |
|
|
Механизированный ультразвуковой контроль |
40 |
|
|
Ультразвуковой метод неразрушающего контроля с использованием аппаратуры на фазированных решетках |
40 |
|
|
Радиационный метод неразрушающего контроля с использованием ускорителей заряженных частиц (бетатронов) |
80 |
|
|
Технология диагностирования магистральных газопроводов |
40 |
|
|
Эксплуатация, техническое обслуживание и обеспечение радиационной безопасности персонала при работе с оборудованием для неразрушающего контроля на основе источников ионизирующего излучения и цифрового приёмника |
80 |
|
|
Разрушающие испытания |
|
|
|
Механические статические испытания. |
40/ 80/ 120 |
|
|
Механические динамические испытания. |
40/ 80/ 120 |
|
|
Методы измерения твердости. |
40/ 80/ 120 |
|
|
Испытания на коррозионную стойкость. |
40/ 80/ 120 |
|
|
Методы исследования структуры материалов. |
40/ 80/ 120 |
|
|
Методы определения содержания элементов. Спектральный анализ. |
40/ 80/ 120 |
|
|
Методы определения содержания элементов. Стилоскопирование. |
40/ 80/ 120 |
|
|
Методы технологических испытаний. |
120 |
|
|
Материаловедение |
|
|
|
Металловедение. |
72 |
|
|
Металловедение. Термическая обработка металлов |
72 |
|
|
Основы металловедения |
72 |
|
|
Металловедение. Структура и свойства металлических материалов |
72 |
|
|
Стали и их сплавы. |
72 |
|
|
Сварочное производство |
|
|
|
Профессиональная переподготовка «Оборудование и технология сварочного производства» |
262 |
|
|
Профессиональная переподготовка «Технология и оборудование сварочного производства нефтегазового комплекса» |
550 |
|
|
Рабочая профессия «Электрогазосварщик» |
152 |
|
|
Рабочая профессия «Электрогазосварщик ручной аргонодуговой сварки» |
80 |
|
|
Оборудование и технология сварочного производства |
72 |
|
|
Сварочное производство |
16 |





 Структура и свойства металлов и сплавов. Свариваемость
Структура и свойства металлов и сплавов. Свариваемость Методы испытаний
Методы испытаний
По окончании обучения выдается Удостоверение о повышении квалификации установленного образца.
Дистанционное обучение
Региональный центр аттестации, контроля и диагностики ИШНКБ ТПУ предоставляет возможность пройти обучение по программам дистанционной подготовки.
Преимущество дистанционной подготовки для повышения квалификации сотрудников предприятий очевидно – подготовка проводится в удобном режиме для слушателя, без отрыва от рабочего процесса, дополнительных командировочных расходов.
Все предлагаемые курсы сопровождаются участием преподавателя с помощью онлайн общения, общения на форуме курса, в том числе и с другими обучающимися.
Каждый из модулей курса завершается тестированием, которое позволяет оценить текущую успеваемость слушателя, также имеется банк индивидуальных и совместных заданий.
При успешной сдаче итогового тестирования слушатель получает Удостоверение о повышении квалификации установленного образца.
В настоящее время есть возможность пройти электронные курсы:
- Ультразвуковой метод неразрушающего контроля;
- Радиационный метод неразрушающего контроля;
- Визуальный и измерительный метод неразрушающего контроля;
- Магнитный метод неразрушающего контроля;
- Капиллярный метод неразрушающего контроля;
- Методы определения содержания элементов. Стилоскопирование;
- Радиационная безопасность сотрудников с правом работы с источниками ионизирующего излучения при проведении неразрушающего контроля;
- Сварочное производство.
 Стилоскопирование;
Стилоскопирование;Неразрушающий контроль — Учебный Комбинат на Калинина 22
Неразрушающий контроль — Учебный Комбинат на Калинина 22- Главная
- Наши направления
- Неразрушающий контроль
Обучение методам неразрушающего контроля
По наименованию (А-Я)По наименованию (Я-А)По популярности (убывание)По популярности (возрастание)По цене (сначала дешёвые)По цене (сначала дорогие)
 org/ItemList»>
org/ItemList»>
|
|
 org/Product»>
org/Product»>
|
|
|
|
|
|
 org/Product»>
org/Product»>
|
|
 org/Product»>
org/Product»>
|
|
 org/Product»>
org/Product»>
|
|
 org/Product»>
org/Product»>
|
«Учебный комбинат» проводит подготовку и аттестацию специалистов на I или II уровни квалификации по методам неразрушающего контроля. Мы предлагаем эффективные методики обучения и современную учебную лабораторию, оснащенную специальным оборудованием для проведения неразрушающего контроля.
Цель «Учебного Комбината» —
подготовка высококвалифицированных специалистов.
Дефектоскопист визуально-измерительного метода НК
Что такое дефектоскопия (неразрушающий контроль)?
Неразрушающий контроль (НК) — технологический контроль надежности параметров объета или его элементов. При его проведении исследуемый объект не выводится из работы, не демонтируется.
При его проведении исследуемый объект не выводится из работы, не демонтируется.
Неразрушающий контроль применяется для диагностики зданий и сооружений, а также для сложного технологического оборудования. Технология неразрушающего контроля безопасна и является важнейшим элементом экспертизы промышленной безопасности. Благодаря неразрушающему контролю обеспечивается техническая безопасность на любых объектах.
Метод визуально-измерительного контроля
Метод визуально-измерительного НК (ВИК) — основанный на визуальном осмотре и контроле качества сварочных швов, подготовки и сборки заготовок под сварку. Цель визуально-измерительного осмотра — выявить вмятины, заусенцы, ржавчину, прожоги, наплывы и прочие видимые деффекты. Этот метод предшествует остальным методам дефектоскопии и является базовым;
Применение
Метод Визуально-Измерительного контроля проводится до всех остальных мероприятий по НК, таких как рентгеновский контроль, ультразвуковой, каппилярный и др. , и является необходимым методом неразрушающего контроля, служа высокоэффективным средством предупреждения и обнаружения видимых дефектов. После проведения визуально-измерительного контроля необходимо устранить все дефекты, обнаруженные данным методом
, и является необходимым методом неразрушающего контроля, служа высокоэффективным средством предупреждения и обнаружения видимых дефектов. После проведения визуально-измерительного контроля необходимо устранить все дефекты, обнаруженные данным методом
Кто такой дефектоскопист?
Дефектоскопист — это специалист по неразрушающему контролю. В обязанности дефектоскописта визуально-измерительного контроля входит диагностика объектов, а также их частей (узлов) на предмет выявления различных дефектов. Одно только название профессии говорит о том, что профессия дефектоскописта очень ответственная, многопрофильная, непростая. Специалист неразрушающего контроля должен уверенно работать с дорогостоящим и сложным оборудованием, обладать обширными техническими знаниями, знать стандарты, нормы дефектоскопистов, регламенты и различного рода документацию.
Аттестация дефектоскописта
Аттестация (сертификация) персонала на неразрушающие методы контроля на I, II и III уровни квалификации проходит в соответствии с требованиями ПБ 03-440-02.
Для точного расчета стоимости аттестации, необходимо выбрать методы и объекты, по которым Вам необходимо обучиться.
Выучиться на дефектоскописта
Конечно же труд дефектоскописта визуально-измерительного контроля должен быть основан на обширных знаниях, которые можно получить, пройдя курсы дефектоскопистов визуально-измерительного метода. Обучение по профессии дефектоскопист в Москве проводят специальные независимые органы по аттестации персонала системы неразрушающего контроля. После прохождения курса занятий, проводится аттестация дефектоскописта визуально-измерительного метода НК, по результатам которой выдается удостоверение инженера дефектоскописта. Наша компания поможет Вам и Вашим сотрудникам выучиться на дефектоскописта различных видов, в данном случае, дефектоскопист визуально-измерительного метода НК, без отрыва от производства.
Зачем нужна аттестация дефектоскописта?
Согласно ПБ 03-440-02, все специалисты неразрушающего контроля (дефектоскописты) должны проходить аттестацию, при проведении контроля методами установленными п. 17 ПБ 03-440-02 методами на объектах, установленных Приложением 1.
17 ПБ 03-440-02 методами на объектах, установленных Приложением 1.
Аттестацией своих специалистов должны заниматься предприятия и организации, осуществляющие деятельность по неразрушающему контролю при технической диагностике, ремонте, реконструкции зданий и сооружений, а также их частей и технических устройств на производственных объектах связанных с повышенной опасностью. Также организации, занимающиеся аттестацией, повышением квалификации персонала должны пройти аттестацию в специальных независимых органах по аттестации персонала системы неразрушающего контроля.
3 уровня квалификации дефектоскописта:
I уровень квалификации — специалист НК, обладающий умениями, знаниями и навыками согласно п. 1.2 Приложения 4.
Специалист НК I уровня квалификации может выполнять работы по незразрущающему контролю определенным методом НК, определенных объектов, согласно инструкции, строго соблюдая технологию и методику НК и под контролем персонала уровня квалификации выше, чем у него.
В обязанности дефектоскописта I уровня входит:
- настройка оборудования, которое используется для осуществления НК соответствующим методом;
- выполнение НК методом, на который аттестован;
- описание результатов наблюдения и контроля.
Специалист I уровня квалификации не может осуществлять самостоятельный выбор метода НК, оборудования, технологии и режима контроля, проводить оценку результатов контроля.
II уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно пп 2.2 и 2.3 Приложения 4.
Специалист НК II уровня квалификации может выполнять работы по незразрушающему контролю, обладает достаточной квалификацией для руководства НК в соответствии с нормативно-технической документацией, для выбора способа контроля, ограничения области применения метода. Производит настройку оборудования, проводит оценку качества объекта или элемента в соответствии с документами, документирует полученные результаты, разрабатывает инструкции и различные документы по конкретной продукции в области своей аттестации, подготавливает и руководит специалистами I уровня. Специалист II уровня квалификации НК производит выбор технологии и средств контроля, делает заключение по результатам контроля, который осуществляет он сам или специалист НК I уровня.
Специалист II уровня квалификации НК производит выбор технологии и средств контроля, делает заключение по результатам контроля, который осуществляет он сам или специалист НК I уровня.
III уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно п.3 Приложения 4.
Специалист НК III уровня квалификации обладает квалификацией, необходимой для руководства любыми операциями по методу НК, по которому он аттестован, осуществляет самостоятельный выбор методов и способов НК, персонала и оборудования. Руководит работой персонала I и II уровней, и выполняет работы, которые входят в обязанности этих уровней. Контролирует и согласовывает технологическую документацию, которая разработана специалистами II уровня. Занимается разработкой методических документов и технических регламентов по НК, а также оценкой и интерпретацией результатов контроля. Участвует в подготовке, аттестации персонала на I, II, III уровни, если уполномочен Независимым органом. Инспектирует работы, которые выполнены персоналом I и уровней, занимается выбором технологии и средств контроля, делает заключение по его результатам, которое он выполнил сам, или же специалист I уровня под его наблюдением.
Существуют также различные разряды дефектоскопистов, которые они получают непосредственно на предприятиях, где они работают.
Вы можете пройти обучение независимо от того, какую квалификацию уже имеете на данный момент. Если у вас уже есть стаж работы по профессии, и вы хотите повысить свой статус до дефектоскописта 6 разряда, вам необходимо пройти повышение квалификации дефектоскопистов. Для специалистов с недостаточным стажем и знаниями существуют курсы, где проходит профессиональная подготовка дефектоскопистов, где вы сможете учиться на дефектоскописта «с нуля».
ВАЖНО
Для того, чтобы заниматься деятельностью по неразрушающему контролю, работнику необходимо получить заключение врача терапевта и окулиста, о состоянии здоровья.
Срок действия аттестации дефектоскописта визуально-измерительного метода НК I, II уровней — 3 года, III уровня — 5 лет с момента аттестации.
Стоимость удостоверения дефектоскописта рассчитывается только по заявке, исходя из того, по каким работам и видам деятельности будет производится аттестация!
Образец удостоверения дефектоскописта акустико-эмиссионного метода НК
Образец протокола, выдаваемого после успешного прохождения курсов дефектоскописта
Краткий курс прикладных измерений
Как проектировать и эксплуатировать эффективные автоматизированные измерительные системы для обеспечения достоверности данных испытаний
Резюме
Как узнать, что результаты испытаний в области машиностроения действительны? Поскольку NIST Traceability фактически мало что гарантирует в отношении ваших тестовых данных, откуда вы знаете? Можете ли вы доказать достоверность своих данных себе и своему клиенту? Какие измерительные решения подходят для ваших требований к статическим и динамическим испытаниям? Действительно ли все так просто, как говорят продавцы? Какова ваша реальная стоимость неверных, неоднозначных данных, вызывающих повторное тестирование или изменение дизайна или, что хуже всего, сомнения клиентов? Как вы эффективно обучаете себя и своих сотрудников тестовым измерениям важнейших величин машиностроения, когда университеты не могут вам помочь, а ваш опыт сокращается?
Этот трехдневный короткий курс предназначен для инженеров, ученых, аналитиков и менеджеров, которые должны ответить на эти вопросы и использовать эти системы для ежедневного проведения и понимания экспериментальных тестовых измерений. Курс научит вас инженерным принципам, лежащим в основе проектирования и работы эффективных компьютерных измерительных систем, которые преднамеренно предоставляют достоверно достоверные данные испытаний с первого раза и в рамках вашего ограниченного бюджета и графика испытаний.
Курс научит вас инженерным принципам, лежащим в основе проектирования и работы эффективных компьютерных измерительных систем, которые преднамеренно предоставляют достоверно достоверные данные испытаний с первого раза и в рамках вашего ограниченного бюджета и графика испытаний.
Эти фундаментальные и лежащие в основе инженерные принципы, управляющие проектированием и работой эффективных систем для тестовых измерений, объясняются на реальных примерах. Понимание этих важнейших принципов проектирования и проверки данных, которым не учат в американских университетах, позволяет вам создавать эффективные измерительные системы как с сегодняшним, так и с будущим аппаратным и программным обеспечением.
В результате в вашей лаборатории будут квалифицированные специалисты, выполняющие более эффективные программы тестирования, своевременно генерирующие достоверно достоверные и однозначные данные, снижающие риск проверки конструкции, стоимость и время цикла, а также довольные клиенты. Участники получают рабочую тетрадь объемом более 800 страниц. По договоренности может быть предоставлена книга для инструктора «Прикладная инженерия измерений. Как проектировать эффективные системы измерения» (Prentice Hall).
Участники получают рабочую тетрадь объемом более 800 страниц. По договоренности может быть предоставлена книга для инструктора «Прикладная инженерия измерений. Как проектировать эффективные системы измерения» (Prentice Hall).
Инструктор
Чарльз Райт, основатель инженерно-измерительного отдела крупного производителя спутников, имеет три десятилетия успешного опыта проектирования и эксплуатации передовых многоканальных компьютеризированных измерительных систем для испытаний и оценки машиностроения. Эта работа, несомненно, основана на Едином подходе к разработке измерительных систем. Он разработал концепцию измерительной системы, основанной на знаниях, как высшее выражение проектирования систем и эксплуатационных характеристик.
Он провел этот курс по всей территории Соединенных Штатов для инженеров, ученых, менеджеров и преподавателей из различных промышленных и университетских учреждений. Он опубликовал 77 технических статей по проектированию измерительных систем, эксплуатации и совершенствованию процессов испытаний. В качестве редактора журнала Personal Engineering and Instrumentation News он публиковал 42 колонки экспертов по сбору данных с 1991 по 2000 год, выходящие раз в два месяца.95. Образование: Бакалавр инженерных измерений BSME/MS, Университет штата Аризона; Магистр менеджмента, Университет Южной Калифорнии.
В качестве редактора журнала Personal Engineering and Instrumentation News он публиковал 42 колонки экспертов по сбору данных с 1991 по 2000 год, выходящие раз в два месяца.95. Образование: Бакалавр инженерных измерений BSME/MS, Университет штата Аризона; Магистр менеджмента, Университет Южной Калифорнии.
Контакт:
Charles Wright
Прикладные измерения Engineering
310-541-8874
310-541-6787 Fax
888-204-6329 Pager
E-MAL: [email protected]
9
9
9
99
9 Узнайте
- Как гарантировать ваши данные
- Как определить и предотвратить 40% ошибок в 0,1% системах! Сюрприз!
- Как настроить передаточную функцию измерительной системы для обеспечения достоверных данных
- Как построить передаточную функцию системы из компонентов
- Внутрикомпонентные взаимодействия, которые могут уничтожить ваши данные
- Правила проектирования формы волны и спектрального воспроизведения данных
- смертельная и скрытая цена, которую вы заплатите, если ваши передаточные функции не следуют правилам
- Самогенерирующиеся и несамогенерирующие отклики преобразователя — как они работают на самом деле
- Две модели, которые объясняют и объединяют отклики преобразователя и компонентов
- Надежные методы изоляции, контроля и документирования уровня шума
- Аргументированный подход к погрешности измерений
- Что на самом деле гарантирует прослеживаемость NIST
- Тринадцать вещей, которые вы должны понять и контролировать, прежде чем сможете правильно взять пробы
- Как полностью исключить смертельные псевдоним
- Что вы должны своему клиенту. Что ваш клиент должен вам.
- Как порадовать своих клиентов до, во время и после теста
Краткое содержание курса
- Основные концепции измерений.
Четырнадцать реальных измерений страшилок и почему они произошли. Примеры из всего спектра тестирования. Измерения или приборы? Достоверность данных или точность данных? Примеры из реального мира. - Передаточные функции компонентов.
Частотная и фазовая характеристики — намного сложнее и чувствительнее, чем многие думают. Системы первого, второго и более высоких порядков. Системы с одной степенью свободы и демпфирование. Линейность выхода/входа. - Функции передачи систем здания и контроль граничных условий.
Функции передачи компонентов на уровне системы здания. Критические и обычно скрытые проблемы несоответствия межкомпонентного импеданса. Скрытые передаточные функции, повышающие производительность системы. Контроль граничных условий. Условия использования по сравнению с калибровкой. Примеры статических и динамических измерений. - Правила проектирования для частотного содержания (спектрального) или воспроизведения формы волны?
Правила проектирования для спектрального [x = f(w )] и волнового [x=f(t)] воспроизведения. Какую цену вы заплатите, если нарушите правила? - Механизмы отклика датчика.
Синдромы отклика измерительной системы. Почему вам нужно менее 1/6 имеющейся информации. Несамогенерирующие ответы. Ответы на основе импеданса. Самогенерирующиеся ответы. Пьезоэлектрические и термоэлектрические отклики. Градиентный подход к термоэлектрическим откликам. Базовая модель преобразователя. Пространственные и межосевые эффекты. - Обработка сигналов для собственных и несамогенерируемых ответов.
История моста Уитстона и тензодатчика сопротивления. Мост Уитстона как компьютер. Мостовые уравнения. Допустимые методы «калибровки» шунта. Двух, трех, до десяти проводных систем. Формирование заряда и напряжения для пьезоэлектрических откликов. Внутренне обусловленные пьезоэлектрические отклики. - Общая модель преобразователя и шум.
Как на самом деле реагируют все датчики и компоненты и почему. Возможности, необходимые для современного преобразования сигналов. - Документация по уровню шума и методики контроля.
Пуленепробиваемые процедуры для определения, контроля и документирования уровней шума. Вы должны идентифицировать их, прежде чем сможете их убить. Вы должны сделать и то, и другое, прежде чем вы сможете проверить свои данные. - Преобразование информации.
Несущие системы и почему они работают. Синусоидальное и импульсное возбуждение для несамогенерирующих преобразователей. Последовательности импульсов, основанные на нуле и центрированные на нуле. Восстановление цифровых данных с использованием импульсного возбуждения. Реальные примеры мирового уровня этой очень мощной методологии. - Частотный анализ.
Спектры Фурье. Мощность или автоматическая спектральная плотность. Октавный и третьоктавный анализ. Спектры реакции на удар. Что они на самом деле говорят вам? Что нужно знать, чтобы контролировать? - Системы выборочных измерений.
Тринадцать вещей, которые вы должны знать, прежде чем пробовать. Неодновременная или одновременная выборка и удержание? Сколько бит вам действительно нужно? Ошибки псевдонимов и недостаточной выборки и как их предотвратить. Какие фильтры сглаживания следует использовать и почему? Модели быстрой и медленной выборки. Методы реконструкции для данных с разреженной выборкой. - Методы эксплуатации системы измерения.
Примеры мирового класса из статических, квазистатических и динамических испытаний. Независимая проверка диапазона. - Методы проверки данных.
Откуда вы знаете, что ваши данные действительны? Как использовать ваше программное обеспечение, чтобы ответить на вопрос. Автоматизированные методы проверки данных. Метод обратной стороны конверта. - Принципы проектирования систем, основанных на знаниях.
Высочайший уровень дизайна измерительной системы. - Обоснованный подход к погрешности измерений.
Настоящая игра заключается в том, чтобы определить, какие компоненты неопределенностей добавить в распространение ошибок. Примеры из реального мира. - Вопросы лидерства и управления.
Как управлять своим менеджментом. - Решающие вещи, которым не обучали в вашем инженерном колледже.
Субъекты ремесла, мастерства, видения, ответственности и профессионализма, относящиеся к контрольным измерениям.
Письменные цитаты недавних участников курса
«Курс был настолько полезным, что я попытаюсь включить его в образовательный цикл компании».
Автомобильный испытательный полигон Большой тройки
«Хорошо разработанные материалы курса. Очень актуальны для современных задач измерения и испытаний. Использованы хорошие примеры. Преподаватель был очень хорош. Хорошие аналогии, примеры, стиль изложения».
Государственная морская научно-исследовательская организация
«Очень хороший общий подход к инженерным измерениям. Не слишком много деталей. Знания (инструктора) в этой области очевидны… Извлеченные уроки великолепны».
Крупный аэрокосмический подрядчик
«Охвачено множество важных тем. Презентация тем показывает, как применять методы, а не иллюстрирует точные обстоятельства в каждом конкретном случае. (Учит ловить рыбу, а не дает нам удочку). Ясно Презентация тем. Готовы расширять пункты по мере возникновения вопросов».
Производитель акустических продуктов
«С точки зрения машиностроения (сила была) более глубокое понимание того, почему тензорезисторы, термопары, датчики ускорения, высокочастотные датчики давления используются для измерения и документирования производительности оборудования. Возможности для получения этого понимание было невозможно за мои 7,5 лет в аэрокосмической отрасли. (Инструктор был) кратким, интуитивным, прямым и всеобъемлющим».
Крупный аэрокосмический подрядчик
«Я считаю, что этот курс открыл глаза некоторым руководителям и инженерам на этом объекте».
Национальная лаборатория
«Хорошее общее представление о проверке данных. Очень многое открывает глаза на правильный способ ведения бизнеса».
Национальная лаборатория
«(Курс) подчеркивает исключительную ответственность инженера-испытателя и правильную подготовку к тестированию. Выдающиеся знания, очень широкий диапазон основ тестирования».
MajorAerospace Contractor
«(У инструктора есть) Очень хороший общий охват «качества» системы данных. Кажется, он хорошо разбирается в данной области. Презентация динамичная. Визуальные демонстрации тестов очень эффективны и интересны».
Крупный аэрокосмический подрядчик
«Отличная основа методологии (тестовых) измерительных наук. Чак знает свое дело и очень эффективно доносит информацию».
Производитель электрических вилочных погрузчиков
«Отлично, лучший»!
Крупный аэрокосмический подрядчик
«Слишком много информации! Слишком мало времени! Знания и стиль презентации были выдающимися».
Крупный аэрокосмический подрядчик
Недавние и запланированные краткосрочные курсы
Спонсорство в сфере образования (6)
Калифорнийский университет в Лос-Анджелесе (несколько)
Университет Колорадо
Техасский христианский университет (несколько)
Промышленное спонсорство (13)
Производитель оборудования для гольфа
Автомобилестроение Полигоны испытаний (несколько)
Производитель дизельного тяжелого оборудования (несколько)
Производитель вспомогательного оборудования для двигателей
Производители контрольно-измерительных приборов (несколько)
Производитель спутников (несколько)
Государственная поддержка (16)
Национальные оружейные/физические лаборатории (несколько)
Национальная лаборатория ядерных двигателей
Военные летно-испытательные центры (несколько)
Национальная лаборатория двигателей
Национальный центр испытаний энергии ветра
Военный центр испытаний в холодную погоду
Производитель ракет-носителей
Семинар по аэрокосмическим испытаниям (несколько)
Открытые курсы (23)
Детройт, Мичиган (несколько)
Вашингтон, округ Колумбия (несколько)
Какао-Бич, Флорида
Лас-Вегас, Невада
Краткосрочные курсы Stein Engineering Services, Скоттсдейл, Аризона (12 лет)
Sensors Expo, Sensors Magazine (multiple)
Shock & Vibration Seminars (multiple)
Contact:
Charles Wright
Applied Measurements Engineering
310-541-8874
310-541-6787 fax
888-204-6329 Пейджер
Эл.- Обучение и сертификация
- Обучение ИСА
- Обучение ISA под руководством инструктора
- Введение в промышленные процессы, измерения и контроль (FG07)
Продолжительность : 4,5 дня
Кредиты CEU : 3.2
Часы занятий : 8:00 — 16:00
Сертификат об окончании: Сертификат об окончании с указанием общего количества заработанных CEU будет предоставлен после успешного завершения курса.
«Это дало мне общее представление о стандартизированных сигналах и о многих способах их использования. Я чувствую себя более уверенно, глядя на наши средства автоматизации/системы.» ~ Ричард Миллер
Этот популярный курс сочетает в себе лекции и практические занятия, чтобы дать обзор промышленных измерений и управления. Техникам, инженерам и менеджерам предоставляется основа для общения с другими специалистами по системам управления. Служит надежным базовым курсом для ознакомления с другими курсами ISA.
Вы сможете:
- Общаться со специалистами по измерению и контролю
- Обсудить роль измерений и контроля в промышленных процессах
- Различие между непрерывным, периодическим и дискретным управлением
- Применение определенных стандартов ISA для интерпретации символов и рисунков, связанных с документацией по управлению технологическим процессом
- Обсудить и применить наиболее распространенные методы и устройства, используемые для измерения температуры, давления, уровня и расхода
- Список регулирующих клапанов в контуре управления с обратной связью
- Обсудить основы управления процессами
- Различие между различными архитектурами систем управления
- Обсудить тренды в технологиях измерения и управления
- Применять безопасные лабораторные методы
- Применение практических навыков, полученных на лабораторных занятиях
- Применение основных устройств и процедур для подключения и калибровки различных измерительных устройств
- Работа с цифровыми контроллерами и интеллектуальными устройствами
Вы будете охватывать:
- Концепции управления технологическими процессами : Типичные отрасли | Определения | Непрерывное и пакетное | Цикл обратной связи
- Документация: Обозначения линий инструментов | Функциональные символы | Идентификационные письма | Чертеж трубопроводов и контрольно-измерительных приборов (P&ID) | Схема цикла
- Промышленные измерительные системы : Измерение процессов | Стандартные сигналы | Терминология исполнения инструментов | Повторяемость и точность | Ошибки нуля, диапазона и линейности | Калибровочная таблица
- Измерения давления: Концепции | Инструменты | Измерение дифференциального давления | Закон Паскаля | Абсолютное и атмосферное давление | Связь между давлением и столбом жидкости | Гидростатический напор | U-образные и скважинные манометры | Манометр Бурдона | Спиральные и винтовые элементы | Элементы сильфона и диафрагмы
- Измерение уровня: Измерение уровня с помощью щупа | Основные смотровые очки | Поплавковые и тросовые устройства | Ультразвуковой | Емкостной зонд | Радиационная точка | Вращающееся весло | Радиолокационная система уровня | Измерение интерфейса | Гидростатическое давление | Уровень открытого резервуара | Подавление/поднятие нуля | Система барботера воздуха
- Измерение расхода: Типы расхода | Число Рейнольдса | Расходомеры дифференциального давления | Концентрические и эксцентрические отверстия | Сопло потока | Трубки Вентури и Пито | Целевой расходомер | Ротаметр или измеритель переменной площади | Магнитные, вихревые, турбинные и ультразвуковые расходомеры | Эффект Доплера | Вибрация и кручение расходомерной трубки | Кориолисовые и тепловые массовые расходомеры | Поршневые расходомеры | Конструкции вращающихся лопастей, овальных шестерен и нутационных дисков | Измерение расхода в открытом канале | Плотины | Паршалл Флюм | Выбор расходомера
- Измерение температуры: Температурные весы | Жидкостные стеклянные, наполненные колбы и биметаллические термометры | Резистивные датчики температуры (RTD) | Компенсация холодного спая | Термопары | Длина погружения и погружения | Защитные гильзы | Термисторы
- Регулирующие клапаны: Типы | Характеристики клапана | Собственные характеристики потока | Приводы | Воздух для выдвижения/втягивания | Позиционеры | Преобразователь I/P
- Стратегии управления с обратной связью: Иерархия управления | Динамика процесса | Лаги | Мертвое время | Стратегии | Прямое/обратное действие | двухпозиционное управление | Режимы контроллера | Пропорциональное управление/действие | Смещение контроля уровня | Интегральное и производное действие | Тюнинг
- Расширенные стратегии управления: Иерархия управления | Каскадное управление | Применение: с каскадом и без него | Контроль соотношения | Упреждающее управление
- Оборудование системы управления: Пневматический контроллер | Электронный контроллер | Одноконтурный контроллер | Распределенная система управления (РСУ) | Программируемый логический контроллер (ПЛК) | Персональные компьютеры для управления
- Интеллектуальные полевые устройства: Текущая практика | Типовой интеллектуальный передатчик D/P | Интеллектуальная система датчиков температуры | Преимущества | Инновационные приложения | Fieldbus Foundation — h2 и h3 | Чем отличается полевая шина? | Система управления полевой шиной (FCS)
Классные/лабораторные занятия:
- Калибровка устройств измерения уровня, температуры, давления и расхода с использованием разнообразного современного калибровочного оборудования
- Интерпретация простых P&ID
- Настройка интеллектуальных передатчиков
- Управление цифровыми контроллерами
- Настройка контуров управления с помощью программного обеспечения
- Построить и настроить реальный контур управления с обратной связью
- Проверка измерений расхода и шкал давления
В класс необходимо принести ручной/научный калькулятор.
Рекомендуемые ресурсы : Основы измерения и управления, 5-е издание (не входит в курс обучения)
Не уверены, что этот курс именно для вас?
Предварительный опрос доступен для вас, чтобы оценить ваш уровень понимания материала курса и показать вам типы вопросов, на которые вы сможете ответить после завершения курса.
Для получения дополнительной информации:
Свяжитесь с нами по телефону +1 919-549-8411 или по электронной почте [email protected], чтобы начать свою компанию на пути к хорошо обученным сотрудникам.
Введение в измерение и калибровку
Обучение
- Каталог обучения
- Почему обучение ASQ?
- Корпоративное обучение
- Места обучения
- Часто задаваемые вопросы
Популярные интересы
Зачем тренироваться с ASQ?
- Дом
/
- Обучение
/
- Введение в измерение и калибровку
Вопросы? Мы можем помочь.
- Обратитесь в службу поддержки клиентов
Зарегистрируйтесь сейчас
Поделиться этой страницей
- CEU Часы работы: 0,4
- Продолжительность: 4 часа
- ASQ RU: 0.4
- Поставщик: WorkPlace Training
Обзор курса Цели обучения:
- Описать, что такое метрология и чем занимаются метрологи.
- Объясните, почему измерения важны в нашей повседневной жизни, коммерции, управлении рисками, связанными с продукцией, и международной торговле.
- Контрастное разрешение, точность и точность измерительной системы. Опишите неопределенность измерения.
- Описать структуру и использование измерительной системы.
- Опишите различные уровни стандартов и требований прослеживаемости.
- Объясните различные компоненты системы калибровки.
- Опишите основные атрибуты правильных измерений.
- Описать единицы измерения и различные инструменты, используемые для измерения различных параметров.
Кто должен посетить:
Это обучение будет полезно всем лицам любого уровня, использующим измерительные приборы, включая координаторов по калибровке, инспекционный персонал и руководство; он может служить переподготовкой для опытных техников; или его можно использовать для ориентации новых сотрудников. Контур- Введение
- Определение метрологии
- Измерения в производстве
- Измерение на мировом рынке
- Важность измерения
- Развитие и проблемы метрологии
- Необходимость более точных измерений
- Определите и опишите различия между разрешением, точностью, прецизионностью, калибровкой, неопределенностью типа A и неопределенностью типа B
- Контрольные вопросы
- Стандарты и стандартизация
- Рабочие стандарты, стандарты проверки и международные стандарты
- Уровни стандартной точности, соотношение точности между уровнями калибровочной пирамиды
- Требования прослеживаемости
- Документы по стандартизации метрологии
- Контрольные вопросы
- Управление метрологической системой
- Когда необходима метрологическая система
- Компоненты метрологической системы
- Периодическая калибровка
- Определение периода, фиксированных временных интервалов или других средств, гарантия измерения
- Ведение учета
- Документированные процедуры
- Обучение
- Контрольные вопросы
- Проведение качественных измерений: элементы измерительной системы
- Измерительный прибор
- Процедура измерения
- Анализ данных измерений
- Обеспечение измерений
- Выделение ошибок
- Исследование возможностей
- Измерительный прибор R&R
- Контрольные вопросы
- Единицы и измерительные приборы
- Длина, высота, оптические, микрометры, метрология и т. д.
- Время, температура, расход, электрические параметры и т. д.
- Контрольные вопросы
- Окончательный тест
Подробности Подробнее
При успешном прохождении итогового теста можно распечатать сертификат, в котором указаны результаты теста, пройденные темы и место для подписи руководителя. Этот курс соответствует ключевому компоненту ISO 17025 Compliance- Effective обучения и Документация этого обучения.
Формат
Самостоятельный темп (через Интернет)
Материалы
Печатные заметки включены.
Системные Требования Вот что вам нужно для участия в онлайн-курсе ASQ, виртуальном курсе WebEx для самостоятельного обучения или под руководством инструктора.
Электронная почта для регистрации
После регистрации на курс вы получите электронное письмо с инструкциями по доступу. Если вы этого не сделаете, проверьте папки нежелательной почты, спама или ненужных сообщений. Если письма нет, обратитесь в ASQ. Для виртуальных курсов WebEx вы получите еще одно электронное письмо за 24 часа до начала занятия, содержащее дополнительную информацию о доступе.
Технические требования (влияет на все электронные курсы, принадлежащие ASQ)
Аппаратное обеспечение
- ПК, Mac или мобильное устройство
- Аудиоколонки или гарнитура
- Высокоскоростное интернет-соединение
Браузеры для курсов ASQ
Курсы можно просматривать на любых устройствах, поддерживающих эти браузеры. Сюда входят мобильные устройства, такие как iPhone, iPad, а также телефоны и планшеты с поддержкой Android.
- Windows: Internet Explorer 11, Microsoft Edge (последняя версия), Google Chrome (последняя версия), Firefox (последняя версия)
- Mac: Safari (последняя версия), Google Chrome (последняя версия), Firefox (последняя версия)
- Мобильный: Safari в Apple iOS 10 или новее, Google Chrome в Apple iOS 10 или новее, Google Chrome в Android OS 4. 4 или новее
Необходимые настройки браузера для просмотра курсов
- Для работы опубликованных курсов необходимо включить JavaScript.
- Загрузка шрифтов должна быть включена, чтобы отображались правильные шрифты и символы.
- При использовании Internet Explorer отключите просмотр в режиме совместимости для сайтов, на которых размещены курсы.
WebEx — виртуальный курс: предварительная подготовка и информация для учащихся
Присоединение к тестовому сеансу
Мы настоятельно рекомендуем вам присоединиться к тестовому сеансу WebEx до запланированного виртуального обучения, используя предпочитаемый веб-браузер. Это может помочь предотвратить проблемы с запуском контента в день начала обучения.
Если у вас нет прав администратора на ТОМ ЖЕ компьютере, который вы будете использовать в день обучения (т. е. ваша рабочая станция в вашей организации), вам может понадобиться помощь местного персонала службы поддержки ИТ/ИС для использования платформы правильно.
Чтобы присоединиться к тестовому сеансу (совещанию), нажмите здесь и введите свое имя и адрес электронной почты, чтобы присоединиться. В случае успеха вы увидите экран с надписью «Поздравляем! Теперь ваша система настроена правильно…»
Деактивировать блокировщики всплывающих окон
Вам следует деактивировать все блокировщики всплывающих окон, спам-фильтры и корпоративные брандмауэры, которые могут препятствовать правильной работе клиентской платформы WebEx или веб-курса. Сторонние панели инструментов, такие как Bing, Yahoo и Google, также следует отключить из-за их собственных возможностей блокировки всплывающих окон.
Политика возврата Мы вернем вам деньги в полном объеме, если вы отмените курс в течение 30 календарных дней с момента покупки и если в курсе было использовано не более одного модуля или онлайн-проверки знаний. При доступе к более чем одному модулю или онлайн-проверке знаний в курсе или при доступе к PDF-файлу в рамках курса возмещение не будет предоставлено даже в течение 30 календарных дней с момента покупки.
Сведения о регистрации
Формат: Электронное обучение
Интернет-модули для самостоятельного обучения, которые могут включать в себя комбинации текста, визуальных материалов, аудио, интерактивных симуляций и викторин (см. специальные курсы для получения информации о функциях и инструментах). Эти веб-курсы требуют компьютера и доступа в Интернет.
IMC07WPT Автономный темп Английский 30 дней Список: $239. 00
Участник: $219.00 Добавить в корзину
Корпоративное обучение
Индивидуальные варианты обучения для вашей организации
Вам нужно экономичное обучение с индивидуальным подходом? ASQ может обучать ваших сотрудников по вашему графику.
5 основных преимуществ обучения с ASQ:
- Единый поставщик услуг: Управляйте своими командами в режиме реального времени и электронным обучением через специального менеджера по работе с клиентами ASQ для постоянного руководства и поддержки на протяжении всей программы обучения.
- Надежность: Опытные инструкторы ASQ и всемирно известный качественный контент к вашим услугам для повышения квалификации команд, где бы они ни находились.
- Экономическая эффективность: Выберите виртуальное, очное или электронное обучение, чтобы оптимизировать рентабельность инвестиций и свести к минимуму перерывы в работе.
- Немедленные результаты: Сотрудники проходят курсы, готовые применить полученные знания.
- Удобство: Получайте необходимое обучение в любое время, в любом месте и с любого устройства. Станьте организационным членом ASQ, чтобы получить еще больше преимуществ!
Корпоративное обучение
Стать участником
Учебные курсы – MICRONITE
Широкий спектр. Практические и теоретические курсы охватывают все основы процесса и контроля качества, связанные с оборудованием с ЧПУ и механической обработкой/шлифовкой прецизионных компонентов. Он охватывает программные средства MICRONITE, разработанные для расширенного контроля и оптимизации токарных, фрезерных, винтовых и других операций со скоропортящимся инструментом. MICRONITE способен контролировать весь процесс и его многочисленные компоненты, начиная с измерительного устройства, станка с ЧПУ и оснастки, вплоть до первичных элементов управления действиями оператора и, наконец, инженерными корректирующими действиями. Он охватывает разработку плана контроля, который необходимо тщательно согласовать с процессом для оптимальной работы. Планы контроля, неправильно настроенные на специфику процесса, не уменьшают изменчивость процесса и не снижают риск дефектов качества продукции.
Опыт обучения. Курсы MICRONITE предназначены для различных членов команды: машинистов и инструкторов, которые будут обучать будущих машинистов, супервайзеров, чтобы получить четкое практическое понимание основ бездефектного управления процессом, и инженеров, чтобы иметь возможность быстро и эффективно использовать визуальную аналитику обработки для улучшение процесса . Математическая теория сведена к минимуму с упором на принципы обработки, практическое применение системы MICRONITE и полезную информацию, предоставляемую программным обеспечением. Курсы предназначены для постоянного повышения производительности труда с использованием полного спектра вариантов обучения от Expert Manufacturing Systems. С помощью этих курсов инструкторы будут обучать новых сотрудников, повышать квалификацию текущих сотрудников и помогать командам инженеров адаптироваться к новым технологиям MICRONITE. Сосредоточьтесь на клиенте. С курсами MICRONITE вы сможете обучить любого сотрудника вашей компании надлежащим методам достижения надлежащего решения любого типа проблем, будь то трудно контролируемый процесс с жесткими допусками, дисциплина операторов, проблемы технологии производства, вопросы качества. сопутствующие инциденты и т.д. Мы не говорим в общих чертах. Мы используем знания об основных достижениях и проблемах вашей компании для разработки материала, который мы собрали. Если вы не сможете показать, как данные о процессах и качестве соотносятся с реальными проблемами, с которыми сталкиваются ваши сотрудники, вам будет трудно добиться значительных улучшений в способах решения проблем. Основной курс «Управление процессами механической обработки и качеством продукции на основе МИКРОНИТ» разделен на три части:
Часть 1. Основы управления обработкой
Часть 2. Основы управления процессами и качеством с помощью MICRONITE
Часть 3. Расширенный контроль и оптимизация операций обработки
Раздел 1. Что такое MICRONITE?
• MICRONITE — это набор решений для управления технологическими процессами, которые помогают производителям отдельных деталей повышать качество и эффективность
• Чего компания может достичь с помощью MICRONITE?
• Основа MICRONITE
• Начало работы с MICRONITE
Раздел 2. Рабочая станция оператора
• Загрузка папки с деталями
• Запуск сдвига
• Запуск Sublot
• Трек (ITRACK) _TOOL_BAR
• Inspection_manual_Entry
• Inspection_Automatic_import
• Inspection Auto Import CMM-OOSIS. Действие
• Завершение задания
• Доступ к схеме
Раздел 3.
Введение в управление процессом. Основные термины и определения.
• Переменные процесса: точность станка, характер инструмента, износ инструмента, тепловые условия, охлаждающая жидкость
• Измерительные устройства: ручные манометры, КИМ, системы технического зрения
• Выходные данные процесса: классификация характеристик плана по типу, допуску и функциональности
• Особенности входных и выходных данных процесса, связанные с производственной средой компании
Раздел 4. Ресурсы для начала MICRONITE Путешествие.
• Основные компоненты системы: структура сбора данных, основные аналитические инструменты, типы рабочих станций, сетевое взаимодействие
• Линия управления процессом: анализ и представление данных
• Линия обеспечения качества: распределенные и нераспределенные оценки онлайновых и автономных данных
• Обоснование управления обработкой на основе знаний против обычного статистического контроля
• Панели управления и ориентированные на пользователя интерфейсы
• Механизмы принятия решений, применяемые к конфигурация системы
Раздел 5.
Общие принципы управления обработкой с помощью MICRONITE
9
99
9 Узнайте
- Как гарантировать ваши данные
- Как определить и предотвратить 40% ошибок в 0,1% системах! Сюрприз!
- Как настроить передаточную функцию измерительной системы для обеспечения достоверных данных
- Как построить передаточную функцию системы из компонентов
- Внутрикомпонентные взаимодействия, которые могут уничтожить ваши данные
- Правила проектирования формы волны и спектрального воспроизведения данных
- смертельная и скрытая цена, которую вы заплатите, если ваши передаточные функции не следуют правилам
- Самогенерирующиеся и несамогенерирующие отклики преобразователя — как они работают на самом деле
- Две модели, которые объясняют и объединяют отклики преобразователя и компонентов
- Надежные методы изоляции, контроля и документирования уровня шума
- Аргументированный подход к погрешности измерений
- Что на самом деле гарантирует прослеживаемость NIST
- Тринадцать вещей, которые вы должны понять и контролировать, прежде чем сможете правильно взять пробы
- Как полностью исключить смертельные псевдоним
- Что вы должны своему клиенту. Что ваш клиент должен вам.
- Как порадовать своих клиентов до, во время и после теста
Краткое содержание курса
- Основные концепции измерений.
Четырнадцать реальных измерений страшилок и почему они произошли. Примеры из всего спектра тестирования. Измерения или приборы? Достоверность данных или точность данных? Примеры из реального мира. - Передаточные функции компонентов.
Частотная и фазовая характеристики — намного сложнее и чувствительнее, чем многие думают. Системы первого, второго и более высоких порядков. Системы с одной степенью свободы и демпфирование. Линейность выхода/входа. - Функции передачи систем здания и контроль граничных условий.
Функции передачи компонентов на уровне системы здания. Критические и обычно скрытые проблемы несоответствия межкомпонентного импеданса. Скрытые передаточные функции, повышающие производительность системы. Контроль граничных условий. Условия использования по сравнению с калибровкой. Примеры статических и динамических измерений. - Правила проектирования для частотного содержания (спектрального) или воспроизведения формы волны?
Правила проектирования для спектрального [x = f(w )] и волнового [x=f(t)] воспроизведения. Какую цену вы заплатите, если нарушите правила? - Механизмы отклика датчика.
Синдромы отклика измерительной системы. Почему вам нужно менее 1/6 имеющейся информации. Несамогенерирующие ответы. Ответы на основе импеданса. Самогенерирующиеся ответы. Пьезоэлектрические и термоэлектрические отклики. Градиентный подход к термоэлектрическим откликам. Базовая модель преобразователя. Пространственные и межосевые эффекты. - Обработка сигналов для собственных и несамогенерируемых ответов.
История моста Уитстона и тензодатчика сопротивления. Мост Уитстона как компьютер. Мостовые уравнения. Допустимые методы «калибровки» шунта. Двух, трех, до десяти проводных систем. Формирование заряда и напряжения для пьезоэлектрических откликов. Внутренне обусловленные пьезоэлектрические отклики. - Общая модель преобразователя и шум.
Как на самом деле реагируют все датчики и компоненты и почему. Возможности, необходимые для современного преобразования сигналов. - Документация по уровню шума и методики контроля.
Пуленепробиваемые процедуры для определения, контроля и документирования уровней шума. Вы должны идентифицировать их, прежде чем сможете их убить. Вы должны сделать и то, и другое, прежде чем вы сможете проверить свои данные. - Преобразование информации.
Несущие системы и почему они работают. Синусоидальное и импульсное возбуждение для несамогенерирующих преобразователей. Последовательности импульсов, основанные на нуле и центрированные на нуле. Восстановление цифровых данных с использованием импульсного возбуждения. Реальные примеры мирового уровня этой очень мощной методологии. - Частотный анализ.
Спектры Фурье. Мощность или автоматическая спектральная плотность. Октавный и третьоктавный анализ. Спектры реакции на удар. Что они на самом деле говорят вам? Что нужно знать, чтобы контролировать? - Системы выборочных измерений.
Тринадцать вещей, которые вы должны знать, прежде чем пробовать. Неодновременная или одновременная выборка и удержание? Сколько бит вам действительно нужно? Ошибки псевдонимов и недостаточной выборки и как их предотвратить. Какие фильтры сглаживания следует использовать и почему? Модели быстрой и медленной выборки. Методы реконструкции для данных с разреженной выборкой. - Методы эксплуатации системы измерения.
Примеры мирового класса из статических, квазистатических и динамических испытаний. Независимая проверка диапазона. - Методы проверки данных.
Откуда вы знаете, что ваши данные действительны? Как использовать ваше программное обеспечение, чтобы ответить на вопрос. Автоматизированные методы проверки данных. Метод обратной стороны конверта. - Принципы проектирования систем, основанных на знаниях.
Высочайший уровень дизайна измерительной системы. - Обоснованный подход к погрешности измерений.
Настоящая игра заключается в том, чтобы определить, какие компоненты неопределенностей добавить в распространение ошибок. Примеры из реального мира. - Вопросы лидерства и управления.
Как управлять своим менеджментом. - Решающие вещи, которым не обучали в вашем инженерном колледже.
Субъекты ремесла, мастерства, видения, ответственности и профессионализма, относящиеся к контрольным измерениям.
Письменные цитаты недавних участников курса
«Курс был настолько полезным, что я попытаюсь включить его в образовательный цикл компании».
Автомобильный испытательный полигон Большой тройки
«Хорошо разработанные материалы курса. Очень актуальны для современных задач измерения и испытаний. Использованы хорошие примеры. Преподаватель был очень хорош. Хорошие аналогии, примеры, стиль изложения».
Государственная морская научно-исследовательская организация
«Очень хороший общий подход к инженерным измерениям. Не слишком много деталей. Знания (инструктора) в этой области очевидны… Извлеченные уроки великолепны».
Крупный аэрокосмический подрядчик
«Охвачено множество важных тем. Презентация тем показывает, как применять методы, а не иллюстрирует точные обстоятельства в каждом конкретном случае. (Учит ловить рыбу, а не дает нам удочку). Ясно Презентация тем. Готовы расширять пункты по мере возникновения вопросов».
Производитель акустических продуктов
«С точки зрения машиностроения (сила была) более глубокое понимание того, почему тензорезисторы, термопары, датчики ускорения, высокочастотные датчики давления используются для измерения и документирования производительности оборудования. Возможности для получения этого понимание было невозможно за мои 7,5 лет в аэрокосмической отрасли. (Инструктор был) кратким, интуитивным, прямым и всеобъемлющим».
Крупный аэрокосмический подрядчик
«Я считаю, что этот курс открыл глаза некоторым руководителям и инженерам на этом объекте».
Национальная лаборатория
«Хорошее общее представление о проверке данных. Очень многое открывает глаза на правильный способ ведения бизнеса».
Национальная лаборатория
«(Курс) подчеркивает исключительную ответственность инженера-испытателя и правильную подготовку к тестированию. Выдающиеся знания, очень широкий диапазон основ тестирования».
MajorAerospace Contractor
«(У инструктора есть) Очень хороший общий охват «качества» системы данных. Кажется, он хорошо разбирается в данной области. Презентация динамичная. Визуальные демонстрации тестов очень эффективны и интересны».
Крупный аэрокосмический подрядчик
«Отличная основа методологии (тестовых) измерительных наук. Чак знает свое дело и очень эффективно доносит информацию».
Производитель электрических вилочных погрузчиков
«Отлично, лучший»!
Крупный аэрокосмический подрядчик
«Слишком много информации! Слишком мало времени! Знания и стиль презентации были выдающимися».
Крупный аэрокосмический подрядчик
Недавние и запланированные краткосрочные курсы
Спонсорство в сфере образования (6)
Калифорнийский университет в Лос-Анджелесе (несколько)
Университет Колорадо
Техасский христианский университет (несколько)
Промышленное спонсорство (13)
Производитель оборудования для гольфа
Автомобилестроение Полигоны испытаний (несколько)
Производитель дизельного тяжелого оборудования (несколько)
Производитель вспомогательного оборудования для двигателей
Производители контрольно-измерительных приборов (несколько)
Производитель спутников (несколько)
Государственная поддержка (16)
Национальные оружейные/физические лаборатории (несколько)
Национальная лаборатория ядерных двигателей
Военные летно-испытательные центры (несколько)
Национальная лаборатория двигателей
Национальный центр испытаний энергии ветра
Военный центр испытаний в холодную погоду
Производитель ракет-носителей
Семинар по аэрокосмическим испытаниям (несколько)
Открытые курсы (23)
Детройт, Мичиган (несколько)
Вашингтон, округ Колумбия (несколько)
Какао-Бич, Флорида
Лас-Вегас, Невада
Краткосрочные курсы Stein Engineering Services, Скоттсдейл, Аризона (12 лет)
Sensors Expo, Sensors Magazine (multiple)
Shock & Vibration Seminars (multiple)
Contact:
Charles Wright
Applied Measurements Engineering
310-541-8874
310-541-6787 fax
888-204-6329 Пейджер
Эл.- Обучение и сертификация
- Обучение ИСА
- Обучение ISA под руководством инструктора
- Введение в промышленные процессы, измерения и контроль (FG07)
Продолжительность : 4,5 дня
Кредиты CEU : 3.2
Часы занятий : 8:00 — 16:00
Сертификат об окончании: Сертификат об окончании с указанием общего количества заработанных CEU будет предоставлен после успешного завершения курса.
«Это дало мне общее представление о стандартизированных сигналах и о многих способах их использования. Я чувствую себя более уверенно, глядя на наши средства автоматизации/системы.» ~ Ричард Миллер
Этот популярный курс сочетает в себе лекции и практические занятия, чтобы дать обзор промышленных измерений и управления. Техникам, инженерам и менеджерам предоставляется основа для общения с другими специалистами по системам управления. Служит надежным базовым курсом для ознакомления с другими курсами ISA.
Вы сможете:
- Общаться со специалистами по измерению и контролю
- Обсудить роль измерений и контроля в промышленных процессах
- Различие между непрерывным, периодическим и дискретным управлением
- Применение определенных стандартов ISA для интерпретации символов и рисунков, связанных с документацией по управлению технологическим процессом
- Обсудить и применить наиболее распространенные методы и устройства, используемые для измерения температуры, давления, уровня и расхода
- Список регулирующих клапанов в контуре управления с обратной связью
- Обсудить основы управления процессами
- Различие между различными архитектурами систем управления
- Обсудить тренды в технологиях измерения и управления
- Применять безопасные лабораторные методы
- Применение практических навыков, полученных на лабораторных занятиях
- Применение основных устройств и процедур для подключения и калибровки различных измерительных устройств
- Работа с цифровыми контроллерами и интеллектуальными устройствами
Вы будете охватывать:
- Концепции управления технологическими процессами : Типичные отрасли | Определения | Непрерывное и пакетное | Цикл обратной связи
- Документация: Обозначения линий инструментов | Функциональные символы | Идентификационные письма | Чертеж трубопроводов и контрольно-измерительных приборов (P&ID) | Схема цикла
- Промышленные измерительные системы : Измерение процессов | Стандартные сигналы | Терминология исполнения инструментов | Повторяемость и точность | Ошибки нуля, диапазона и линейности | Калибровочная таблица
- Измерения давления: Концепции | Инструменты | Измерение дифференциального давления | Закон Паскаля | Абсолютное и атмосферное давление | Связь между давлением и столбом жидкости | Гидростатический напор | U-образные и скважинные манометры | Манометр Бурдона | Спиральные и винтовые элементы | Элементы сильфона и диафрагмы
- Измерение уровня: Измерение уровня с помощью щупа | Основные смотровые очки | Поплавковые и тросовые устройства | Ультразвуковой | Емкостной зонд | Радиационная точка | Вращающееся весло | Радиолокационная система уровня | Измерение интерфейса | Гидростатическое давление | Уровень открытого резервуара | Подавление/поднятие нуля | Система барботера воздуха
- Измерение расхода: Типы расхода | Число Рейнольдса | Расходомеры дифференциального давления | Концентрические и эксцентрические отверстия | Сопло потока | Трубки Вентури и Пито | Целевой расходомер | Ротаметр или измеритель переменной площади | Магнитные, вихревые, турбинные и ультразвуковые расходомеры | Эффект Доплера | Вибрация и кручение расходомерной трубки | Кориолисовые и тепловые массовые расходомеры | Поршневые расходомеры | Конструкции вращающихся лопастей, овальных шестерен и нутационных дисков | Измерение расхода в открытом канале | Плотины | Паршалл Флюм | Выбор расходомера
- Измерение температуры: Температурные весы | Жидкостные стеклянные, наполненные колбы и биметаллические термометры | Резистивные датчики температуры (RTD) | Компенсация холодного спая | Термопары | Длина погружения и погружения | Защитные гильзы | Термисторы
- Регулирующие клапаны: Типы | Характеристики клапана | Собственные характеристики потока | Приводы | Воздух для выдвижения/втягивания | Позиционеры | Преобразователь I/P
- Стратегии управления с обратной связью: Иерархия управления | Динамика процесса | Лаги | Мертвое время | Стратегии | Прямое/обратное действие | двухпозиционное управление | Режимы контроллера | Пропорциональное управление/действие | Смещение контроля уровня | Интегральное и производное действие | Тюнинг
- Расширенные стратегии управления: Иерархия управления | Каскадное управление | Применение: с каскадом и без него | Контроль соотношения | Упреждающее управление
- Оборудование системы управления: Пневматический контроллер | Электронный контроллер | Одноконтурный контроллер | Распределенная система управления (РСУ) | Программируемый логический контроллер (ПЛК) | Персональные компьютеры для управления
- Интеллектуальные полевые устройства: Текущая практика | Типовой интеллектуальный передатчик D/P | Интеллектуальная система датчиков температуры | Преимущества | Инновационные приложения | Fieldbus Foundation — h2 и h3 | Чем отличается полевая шина? | Система управления полевой шиной (FCS)
Классные/лабораторные занятия:
- Калибровка устройств измерения уровня, температуры, давления и расхода с использованием разнообразного современного калибровочного оборудования
- Интерпретация простых P&ID
- Настройка интеллектуальных передатчиков
- Управление цифровыми контроллерами
- Настройка контуров управления с помощью программного обеспечения
- Построить и настроить реальный контур управления с обратной связью
- Проверка измерений расхода и шкал давления
В класс необходимо принести ручной/научный калькулятор.
Рекомендуемые ресурсы : Основы измерения и управления, 5-е издание (не входит в курс обучения)
Не уверены, что этот курс именно для вас?
Предварительный опрос доступен для вас, чтобы оценить ваш уровень понимания материала курса и показать вам типы вопросов, на которые вы сможете ответить после завершения курса.
Для получения дополнительной информации:
Свяжитесь с нами по телефону +1 919-549-8411 или по электронной почте [email protected], чтобы начать свою компанию на пути к хорошо обученным сотрудникам.
Введение в измерение и калибровку
Обучение
- Каталог обучения
- Почему обучение ASQ?
- Корпоративное обучение
- Места обучения
- Часто задаваемые вопросы
Популярные интересы
Зачем тренироваться с ASQ?
- Дом
/
- Обучение
/
- Введение в измерение и калибровку
Вопросы? Мы можем помочь.
- Обратитесь в службу поддержки клиентов
Зарегистрируйтесь сейчас
Поделиться этой страницей
- CEU Часы работы: 0,4
- Продолжительность: 4 часа
- ASQ RU: 0.4
- Поставщик: WorkPlace Training
Обзор курса Цели обучения:
- Описать, что такое метрология и чем занимаются метрологи.
- Объясните, почему измерения важны в нашей повседневной жизни, коммерции, управлении рисками, связанными с продукцией, и международной торговле.
- Контрастное разрешение, точность и точность измерительной системы. Опишите неопределенность измерения.
- Описать структуру и использование измерительной системы.
- Опишите различные уровни стандартов и требований прослеживаемости.
- Объясните различные компоненты системы калибровки.
- Опишите основные атрибуты правильных измерений.
- Описать единицы измерения и различные инструменты, используемые для измерения различных параметров.
Кто должен посетить:
Это обучение будет полезно всем лицам любого уровня, использующим измерительные приборы, включая координаторов по калибровке, инспекционный персонал и руководство; он может служить переподготовкой для опытных техников; или его можно использовать для ориентации новых сотрудников. Контур- Введение
- Определение метрологии
- Измерения в производстве
- Измерение на мировом рынке
- Важность измерения
- Развитие и проблемы метрологии
- Необходимость более точных измерений
- Определите и опишите различия между разрешением, точностью, прецизионностью, калибровкой, неопределенностью типа A и неопределенностью типа B
- Контрольные вопросы
- Стандарты и стандартизация
- Рабочие стандарты, стандарты проверки и международные стандарты
- Уровни стандартной точности, соотношение точности между уровнями калибровочной пирамиды
- Требования прослеживаемости
- Документы по стандартизации метрологии
- Контрольные вопросы
- Управление метрологической системой
- Когда необходима метрологическая система
- Компоненты метрологической системы
- Периодическая калибровка
- Определение периода, фиксированных временных интервалов или других средств, гарантия измерения
- Ведение учета
- Документированные процедуры
- Обучение
- Контрольные вопросы
- Проведение качественных измерений: элементы измерительной системы
- Измерительный прибор
- Процедура измерения
- Анализ данных измерений
- Обеспечение измерений
- Выделение ошибок
- Исследование возможностей
- Измерительный прибор R&R
- Контрольные вопросы
- Единицы и измерительные приборы
- Длина, высота, оптические, микрометры, метрология и т. д.
- Время, температура, расход, электрические параметры и т. д.
- Контрольные вопросы
- Окончательный тест
Подробности Подробнее
При успешном прохождении итогового теста можно распечатать сертификат, в котором указаны результаты теста, пройденные темы и место для подписи руководителя. Этот курс соответствует ключевому компоненту ISO 17025 Compliance- Effective обучения и Документация этого обучения.
Формат
Самостоятельный темп (через Интернет)
Материалы
Печатные заметки включены.
Системные Требования Вот что вам нужно для участия в онлайн-курсе ASQ, виртуальном курсе WebEx для самостоятельного обучения или под руководством инструктора.
Электронная почта для регистрации
После регистрации на курс вы получите электронное письмо с инструкциями по доступу. Если вы этого не сделаете, проверьте папки нежелательной почты, спама или ненужных сообщений. Если письма нет, обратитесь в ASQ. Для виртуальных курсов WebEx вы получите еще одно электронное письмо за 24 часа до начала занятия, содержащее дополнительную информацию о доступе.
Технические требования (влияет на все электронные курсы, принадлежащие ASQ)
Аппаратное обеспечение
- ПК, Mac или мобильное устройство
- Аудиоколонки или гарнитура
- Высокоскоростное интернет-соединение
Браузеры для курсов ASQ
Курсы можно просматривать на любых устройствах, поддерживающих эти браузеры. Сюда входят мобильные устройства, такие как iPhone, iPad, а также телефоны и планшеты с поддержкой Android.
- Windows: Internet Explorer 11, Microsoft Edge (последняя версия), Google Chrome (последняя версия), Firefox (последняя версия)
- Mac: Safari (последняя версия), Google Chrome (последняя версия), Firefox (последняя версия)
- Мобильный: Safari в Apple iOS 10 или новее, Google Chrome в Apple iOS 10 или новее, Google Chrome в Android OS 4. 4 или новее
Необходимые настройки браузера для просмотра курсов
- Для работы опубликованных курсов необходимо включить JavaScript.
- Загрузка шрифтов должна быть включена, чтобы отображались правильные шрифты и символы.
- При использовании Internet Explorer отключите просмотр в режиме совместимости для сайтов, на которых размещены курсы.
WebEx — виртуальный курс: предварительная подготовка и информация для учащихся
Присоединение к тестовому сеансу
Мы настоятельно рекомендуем вам присоединиться к тестовому сеансу WebEx до запланированного виртуального обучения, используя предпочитаемый веб-браузер. Это может помочь предотвратить проблемы с запуском контента в день начала обучения.
Если у вас нет прав администратора на ТОМ ЖЕ компьютере, который вы будете использовать в день обучения (т. е. ваша рабочая станция в вашей организации), вам может понадобиться помощь местного персонала службы поддержки ИТ/ИС для использования платформы правильно.
Чтобы присоединиться к тестовому сеансу (совещанию), нажмите здесь и введите свое имя и адрес электронной почты, чтобы присоединиться. В случае успеха вы увидите экран с надписью «Поздравляем! Теперь ваша система настроена правильно…»
Деактивировать блокировщики всплывающих окон
Вам следует деактивировать все блокировщики всплывающих окон, спам-фильтры и корпоративные брандмауэры, которые могут препятствовать правильной работе клиентской платформы WebEx или веб-курса. Сторонние панели инструментов, такие как Bing, Yahoo и Google, также следует отключить из-за их собственных возможностей блокировки всплывающих окон.
Политика возврата Мы вернем вам деньги в полном объеме, если вы отмените курс в течение 30 календарных дней с момента покупки и если в курсе было использовано не более одного модуля или онлайн-проверки знаний. При доступе к более чем одному модулю или онлайн-проверке знаний в курсе или при доступе к PDF-файлу в рамках курса возмещение не будет предоставлено даже в течение 30 календарных дней с момента покупки.
Сведения о регистрации
Формат: Электронное обучение
Интернет-модули для самостоятельного обучения, которые могут включать в себя комбинации текста, визуальных материалов, аудио, интерактивных симуляций и викторин (см. специальные курсы для получения информации о функциях и инструментах). Эти веб-курсы требуют компьютера и доступа в Интернет.
IMC07WPT Автономный темп Английский 30 дней Список: $239. 00
Участник: $219.00 Добавить в корзину
Корпоративное обучение
Индивидуальные варианты обучения для вашей организации
Вам нужно экономичное обучение с индивидуальным подходом? ASQ может обучать ваших сотрудников по вашему графику.
5 основных преимуществ обучения с ASQ:
- Единый поставщик услуг: Управляйте своими командами в режиме реального времени и электронным обучением через специального менеджера по работе с клиентами ASQ для постоянного руководства и поддержки на протяжении всей программы обучения.
- Надежность: Опытные инструкторы ASQ и всемирно известный качественный контент к вашим услугам для повышения квалификации команд, где бы они ни находились.
- Экономическая эффективность: Выберите виртуальное, очное или электронное обучение, чтобы оптимизировать рентабельность инвестиций и свести к минимуму перерывы в работе.
- Немедленные результаты: Сотрудники проходят курсы, готовые применить полученные знания.
- Удобство: Получайте необходимое обучение в любое время, в любом месте и с любого устройства. Станьте организационным членом ASQ, чтобы получить еще больше преимуществ!
Корпоративное обучение
Стать участником
Учебные курсы – MICRONITE
Широкий спектр. Практические и теоретические курсы охватывают все основы процесса и контроля качества, связанные с оборудованием с ЧПУ и механической обработкой/шлифовкой прецизионных компонентов. Он охватывает программные средства MICRONITE, разработанные для расширенного контроля и оптимизации токарных, фрезерных, винтовых и других операций со скоропортящимся инструментом. MICRONITE способен контролировать весь процесс и его многочисленные компоненты, начиная с измерительного устройства, станка с ЧПУ и оснастки, вплоть до первичных элементов управления действиями оператора и, наконец, инженерными корректирующими действиями. Он охватывает разработку плана контроля, который необходимо тщательно согласовать с процессом для оптимальной работы. Планы контроля, неправильно настроенные на специфику процесса, не уменьшают изменчивость процесса и не снижают риск дефектов качества продукции.
Опыт обучения. Курсы MICRONITE предназначены для различных членов команды: машинистов и инструкторов, которые будут обучать будущих машинистов, супервайзеров, чтобы получить четкое практическое понимание основ бездефектного управления процессом, и инженеров, чтобы иметь возможность быстро и эффективно использовать визуальную аналитику обработки для улучшение процесса . Математическая теория сведена к минимуму с упором на принципы обработки, практическое применение системы MICRONITE и полезную информацию, предоставляемую программным обеспечением. Курсы предназначены для постоянного повышения производительности труда с использованием полного спектра вариантов обучения от Expert Manufacturing Systems. С помощью этих курсов инструкторы будут обучать новых сотрудников, повышать квалификацию текущих сотрудников и помогать командам инженеров адаптироваться к новым технологиям MICRONITE. Сосредоточьтесь на клиенте. С курсами MICRONITE вы сможете обучить любого сотрудника вашей компании надлежащим методам достижения надлежащего решения любого типа проблем, будь то трудно контролируемый процесс с жесткими допусками, дисциплина операторов, проблемы технологии производства, вопросы качества. сопутствующие инциденты и т.д. Мы не говорим в общих чертах. Мы используем знания об основных достижениях и проблемах вашей компании для разработки материала, который мы собрали. Если вы не сможете показать, как данные о процессах и качестве соотносятся с реальными проблемами, с которыми сталкиваются ваши сотрудники, вам будет трудно добиться значительных улучшений в способах решения проблем. Основной курс «Управление процессами механической обработки и качеством продукции на основе МИКРОНИТ» разделен на три части:
Часть 1. Основы управления обработкой
Часть 2. Основы управления процессами и качеством с помощью MICRONITE
Часть 3. Расширенный контроль и оптимизация операций обработки
Раздел 1. Что такое MICRONITE?
• MICRONITE — это набор решений для управления технологическими процессами, которые помогают производителям отдельных деталей повышать качество и эффективность
• Чего компания может достичь с помощью MICRONITE?
• Основа MICRONITE
• Начало работы с MICRONITE
Раздел 2. Рабочая станция оператора
• Загрузка папки с деталями
• Запуск сдвига
• Запуск Sublot
• Трек (ITRACK) _TOOL_BAR
• Inspection_manual_Entry
• Inspection_Automatic_import
• Inspection Auto Import CMM-OOSIS. Действие
• Завершение задания
• Доступ к схеме
Раздел 3.
Введение в управление процессом. Основные термины и определения.
9
9 Узнайте
- Как гарантировать ваши данные
- Как определить и предотвратить 40% ошибок в 0,1% системах! Сюрприз!
- Как настроить передаточную функцию измерительной системы для обеспечения достоверных данных
- Как построить передаточную функцию системы из компонентов
- Внутрикомпонентные взаимодействия, которые могут уничтожить ваши данные
- Правила проектирования формы волны и спектрального воспроизведения данных
- смертельная и скрытая цена, которую вы заплатите, если ваши передаточные функции не следуют правилам
- Самогенерирующиеся и несамогенерирующие отклики преобразователя — как они работают на самом деле
- Две модели, которые объясняют и объединяют отклики преобразователя и компонентов
- Надежные методы изоляции, контроля и документирования уровня шума
- Аргументированный подход к погрешности измерений
- Что на самом деле гарантирует прослеживаемость NIST
- Тринадцать вещей, которые вы должны понять и контролировать, прежде чем сможете правильно взять пробы
- Как полностью исключить смертельные псевдоним
- Что вы должны своему клиенту. Что ваш клиент должен вам.
- Как порадовать своих клиентов до, во время и после теста
 Что ваш клиент должен вам.
Что ваш клиент должен вам.Краткое содержание курса
- Основные концепции измерений.
Четырнадцать реальных измерений страшилок и почему они произошли. Примеры из всего спектра тестирования. Измерения или приборы? Достоверность данных или точность данных? Примеры из реального мира. - Передаточные функции компонентов.
Частотная и фазовая характеристики — намного сложнее и чувствительнее, чем многие думают. Системы первого, второго и более высоких порядков. Системы с одной степенью свободы и демпфирование. Линейность выхода/входа. - Функции передачи систем здания и контроль граничных условий.
Функции передачи компонентов на уровне системы здания. Критические и обычно скрытые проблемы несоответствия межкомпонентного импеданса. Скрытые передаточные функции, повышающие производительность системы. Контроль граничных условий. Условия использования по сравнению с калибровкой. Примеры статических и динамических измерений. - Правила проектирования для частотного содержания (спектрального) или воспроизведения формы волны?
Правила проектирования для спектрального [x = f(w )] и волнового [x=f(t)] воспроизведения. Какую цену вы заплатите, если нарушите правила? - Механизмы отклика датчика.
Синдромы отклика измерительной системы. Почему вам нужно менее 1/6 имеющейся информации. Несамогенерирующие ответы. Ответы на основе импеданса. Самогенерирующиеся ответы. Пьезоэлектрические и термоэлектрические отклики. Градиентный подход к термоэлектрическим откликам. Базовая модель преобразователя. Пространственные и межосевые эффекты. - Обработка сигналов для собственных и несамогенерируемых ответов.
История моста Уитстона и тензодатчика сопротивления. Мост Уитстона как компьютер. Мостовые уравнения. Допустимые методы «калибровки» шунта. Двух, трех, до десяти проводных систем. Формирование заряда и напряжения для пьезоэлектрических откликов. Внутренне обусловленные пьезоэлектрические отклики. - Общая модель преобразователя и шум.
Как на самом деле реагируют все датчики и компоненты и почему. Возможности, необходимые для современного преобразования сигналов. - Документация по уровню шума и методики контроля.
Пуленепробиваемые процедуры для определения, контроля и документирования уровней шума. Вы должны идентифицировать их, прежде чем сможете их убить. Вы должны сделать и то, и другое, прежде чем вы сможете проверить свои данные. - Преобразование информации.
Несущие системы и почему они работают. Синусоидальное и импульсное возбуждение для несамогенерирующих преобразователей. Последовательности импульсов, основанные на нуле и центрированные на нуле. Восстановление цифровых данных с использованием импульсного возбуждения. Реальные примеры мирового уровня этой очень мощной методологии. - Частотный анализ.
Спектры Фурье. Мощность или автоматическая спектральная плотность. Октавный и третьоктавный анализ. Спектры реакции на удар. Что они на самом деле говорят вам? Что нужно знать, чтобы контролировать? - Системы выборочных измерений.
Тринадцать вещей, которые вы должны знать, прежде чем пробовать. Неодновременная или одновременная выборка и удержание? Сколько бит вам действительно нужно? Ошибки псевдонимов и недостаточной выборки и как их предотвратить. Какие фильтры сглаживания следует использовать и почему? Модели быстрой и медленной выборки. Методы реконструкции для данных с разреженной выборкой. - Методы эксплуатации системы измерения.
Примеры мирового класса из статических, квазистатических и динамических испытаний. Независимая проверка диапазона. - Методы проверки данных.
Откуда вы знаете, что ваши данные действительны? Как использовать ваше программное обеспечение, чтобы ответить на вопрос. Автоматизированные методы проверки данных. Метод обратной стороны конверта. - Принципы проектирования систем, основанных на знаниях.
Высочайший уровень дизайна измерительной системы. - Обоснованный подход к погрешности измерений.
Настоящая игра заключается в том, чтобы определить, какие компоненты неопределенностей добавить в распространение ошибок. Примеры из реального мира. - Вопросы лидерства и управления.
Как управлять своим менеджментом. - Решающие вещи, которым не обучали в вашем инженерном колледже.
Субъекты ремесла, мастерства, видения, ответственности и профессионализма, относящиеся к контрольным измерениям.
 Условия использования по сравнению с калибровкой. Примеры статических и динамических измерений.
Условия использования по сравнению с калибровкой. Примеры статических и динамических измерений. Двух, трех, до десяти проводных систем. Формирование заряда и напряжения для пьезоэлектрических откликов. Внутренне обусловленные пьезоэлектрические отклики.
Двух, трех, до десяти проводных систем. Формирование заряда и напряжения для пьезоэлектрических откликов. Внутренне обусловленные пьезоэлектрические отклики. Реальные примеры мирового уровня этой очень мощной методологии.
Реальные примеры мирового уровня этой очень мощной методологии. Автоматизированные методы проверки данных. Метод обратной стороны конверта.
Автоматизированные методы проверки данных. Метод обратной стороны конверта.Письменные цитаты недавних участников курса
«Курс был настолько полезным, что я попытаюсь включить его в образовательный цикл компании».
Автомобильный испытательный полигон Большой тройки
«Хорошо разработанные материалы курса. Очень актуальны для современных задач измерения и испытаний. Использованы хорошие примеры. Преподаватель был очень хорош. Хорошие аналогии, примеры, стиль изложения».
Очень актуальны для современных задач измерения и испытаний. Использованы хорошие примеры. Преподаватель был очень хорош. Хорошие аналогии, примеры, стиль изложения».
Государственная морская научно-исследовательская организация
«Очень хороший общий подход к инженерным измерениям. Не слишком много деталей. Знания (инструктора) в этой области очевидны… Извлеченные уроки великолепны».
Крупный аэрокосмический подрядчик
«Охвачено множество важных тем. Презентация тем показывает, как применять методы, а не иллюстрирует точные обстоятельства в каждом конкретном случае. (Учит ловить рыбу, а не дает нам удочку). Ясно Презентация тем. Готовы расширять пункты по мере возникновения вопросов».
Производитель акустических продуктов
«С точки зрения машиностроения (сила была) более глубокое понимание того, почему тензорезисторы, термопары, датчики ускорения, высокочастотные датчики давления используются для измерения и документирования производительности оборудования. Возможности для получения этого понимание было невозможно за мои 7,5 лет в аэрокосмической отрасли. (Инструктор был) кратким, интуитивным, прямым и всеобъемлющим».
Возможности для получения этого понимание было невозможно за мои 7,5 лет в аэрокосмической отрасли. (Инструктор был) кратким, интуитивным, прямым и всеобъемлющим».
Крупный аэрокосмический подрядчик
«Я считаю, что этот курс открыл глаза некоторым руководителям и инженерам на этом объекте».
Национальная лаборатория
«Хорошее общее представление о проверке данных. Очень многое открывает глаза на правильный способ ведения бизнеса».
Национальная лаборатория
«(Курс) подчеркивает исключительную ответственность инженера-испытателя и правильную подготовку к тестированию. Выдающиеся знания, очень широкий диапазон основ тестирования».
MajorAerospace Contractor
«(У инструктора есть) Очень хороший общий охват «качества» системы данных. Кажется, он хорошо разбирается в данной области. Презентация динамичная. Визуальные демонстрации тестов очень эффективны и интересны».
Крупный аэрокосмический подрядчик
«Отличная основа методологии (тестовых) измерительных наук. Чак знает свое дело и очень эффективно доносит информацию».
Производитель электрических вилочных погрузчиков
«Отлично, лучший»!
Крупный аэрокосмический подрядчик
«Слишком много информации! Слишком мало времени! Знания и стиль презентации были выдающимися».
Крупный аэрокосмический подрядчик
Недавние и запланированные краткосрочные курсы
Спонсорство в сфере образования (6)
Калифорнийский университет в Лос-Анджелесе (несколько)
Университет Колорадо
Техасский христианский университет (несколько)
Промышленное спонсорство (13)
Производитель оборудования для гольфа
Автомобилестроение Полигоны испытаний (несколько)
Производитель дизельного тяжелого оборудования (несколько)
Производитель вспомогательного оборудования для двигателей
Производители контрольно-измерительных приборов (несколько)
Производитель спутников (несколько)
Государственная поддержка (16)
Национальные оружейные/физические лаборатории (несколько)
Национальная лаборатория ядерных двигателей
Военные летно-испытательные центры (несколько)
Национальная лаборатория двигателей
Национальный центр испытаний энергии ветра
Военный центр испытаний в холодную погоду
Производитель ракет-носителей
Семинар по аэрокосмическим испытаниям (несколько)
Открытые курсы (23)
Детройт, Мичиган (несколько)
Вашингтон, округ Колумбия (несколько)
Какао-Бич, Флорида
Лас-Вегас, Невада
Краткосрочные курсы Stein Engineering Services, Скоттсдейл, Аризона (12 лет)
Sensors Expo, Sensors Magazine (multiple)
Shock & Vibration Seminars (multiple)
Contact:
Charles Wright
Applied Measurements Engineering
310-541-8874
310-541-6787 fax
888-204-6329 Пейджер
Эл. Продолжительность : 4,5 дня «Это дало мне общее представление о стандартизированных сигналах и о многих способах их использования. Я чувствую себя более уверенно, глядя на наши средства автоматизации/системы.» ~ Ричард Миллер Этот популярный курс сочетает в себе лекции и практические занятия, чтобы дать обзор промышленных измерений и управления. Техникам, инженерам и менеджерам предоставляется основа для общения с другими специалистами по системам управления. В класс необходимо принести ручной/научный калькулятор. Рекомендуемые ресурсы : Основы измерения и управления, 5-е издание (не входит в курс обучения) Не уверены, что этот курс именно для вас? Для получения дополнительной информации: Обучение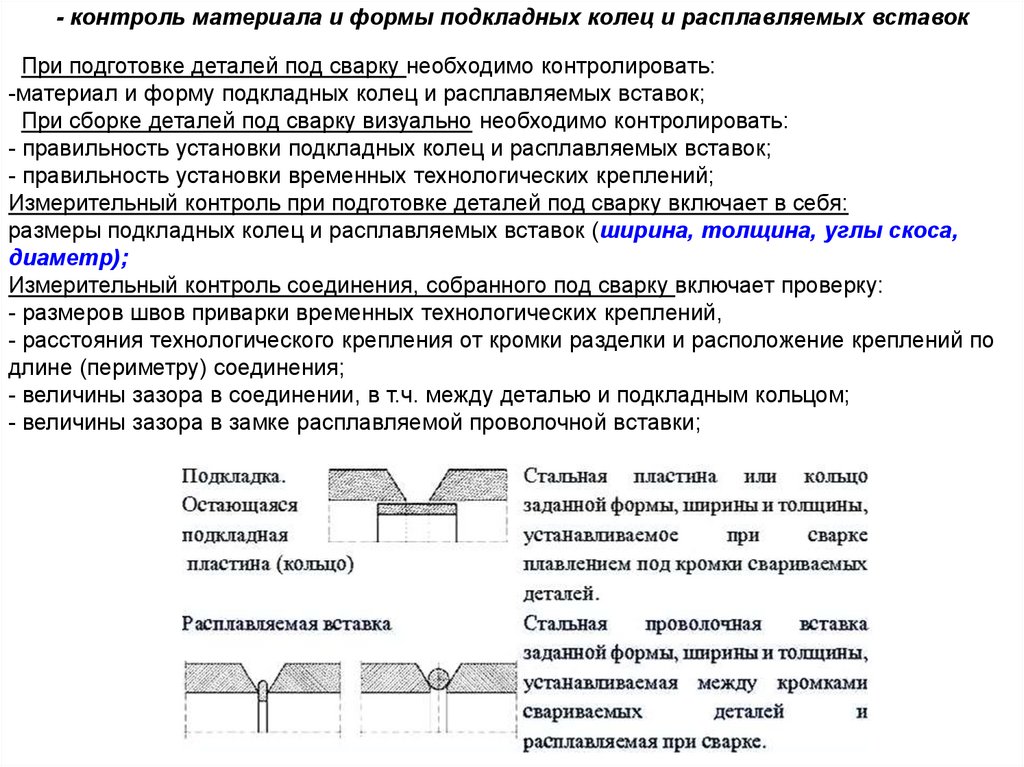
Кредиты CEU : 3.2
Часы занятий : 8:00 — 16:00
Сертификат об окончании: Сертификат об окончании с указанием общего количества заработанных CEU будет предоставлен после успешного завершения курса.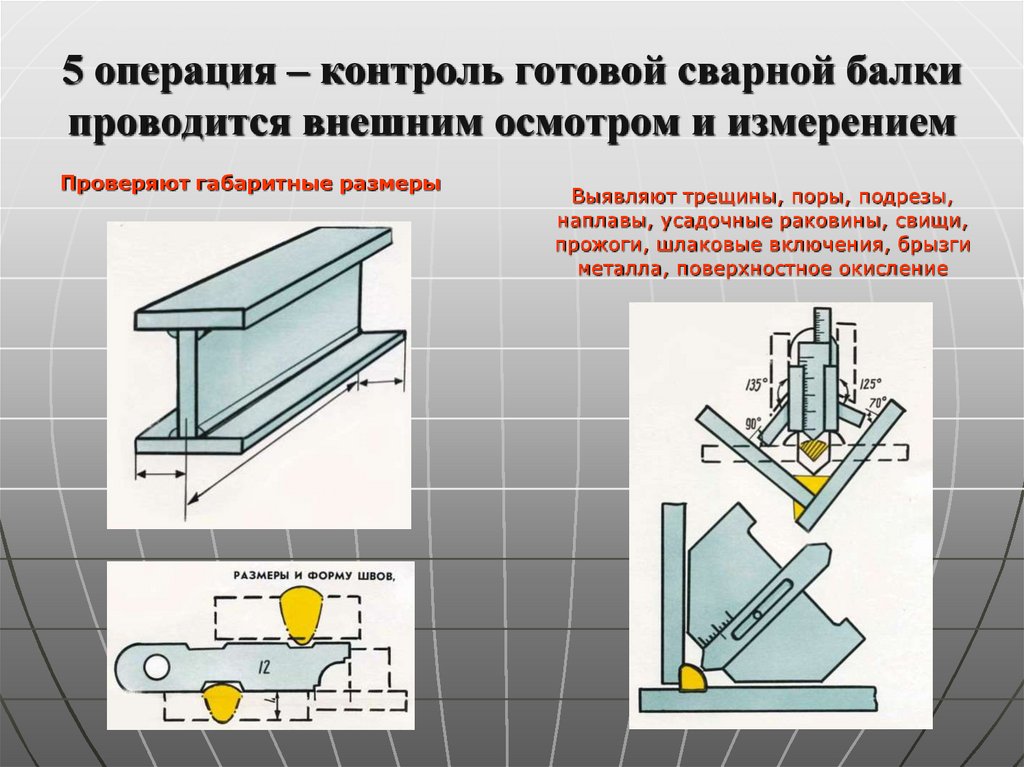 Служит надежным базовым курсом для ознакомления с другими курсами ISA.
Служит надежным базовым курсом для ознакомления с другими курсами ISA. Вы сможете:
Вы будете охватывать:
Классные/лабораторные занятия:

Предварительный опрос доступен для вас, чтобы оценить ваш уровень понимания материала курса и показать вам типы вопросов, на которые вы сможете ответить после завершения курса.
Свяжитесь с нами по телефону +1 919-549-8411 или по электронной почте [email protected], чтобы начать свою компанию на пути к хорошо обученным сотрудникам. Введение в измерение и калибровку
Популярные интересы
Зачем тренироваться с ASQ?
- Дом /
- Обучение /
- Введение в измерение и калибровку
Вопросы? Мы можем помочь.


- Определение метрологии
- Измерения в производстве
- Измерение на мировом рынке
- Важность измерения
- Необходимость более точных измерений
- Определите и опишите различия между разрешением, точностью, прецизионностью, калибровкой, неопределенностью типа A и неопределенностью типа B
- Контрольные вопросы
- Рабочие стандарты, стандарты проверки и международные стандарты
- Уровни стандартной точности, соотношение точности между уровнями калибровочной пирамиды
- Требования прослеживаемости
- Документы по стандартизации метрологии
- Контрольные вопросы
- Когда необходима метрологическая система
- Компоненты метрологической системы
- Периодическая калибровка
- Определение периода, фиксированных временных интервалов или других средств, гарантия измерения
- Ведение учета
- Документированные процедуры
- Обучение
- Контрольные вопросы
- Измерительный прибор
- Процедура измерения
- Анализ данных измерений
- Обеспечение измерений
- Выделение ошибок
- Исследование возможностей
- Измерительный прибор R&R
- Контрольные вопросы
- Длина, высота, оптические, микрометры, метрология и т. д.
- Время, температура, расход, электрические параметры и т. д.
- Контрольные вопросы
 д.
д.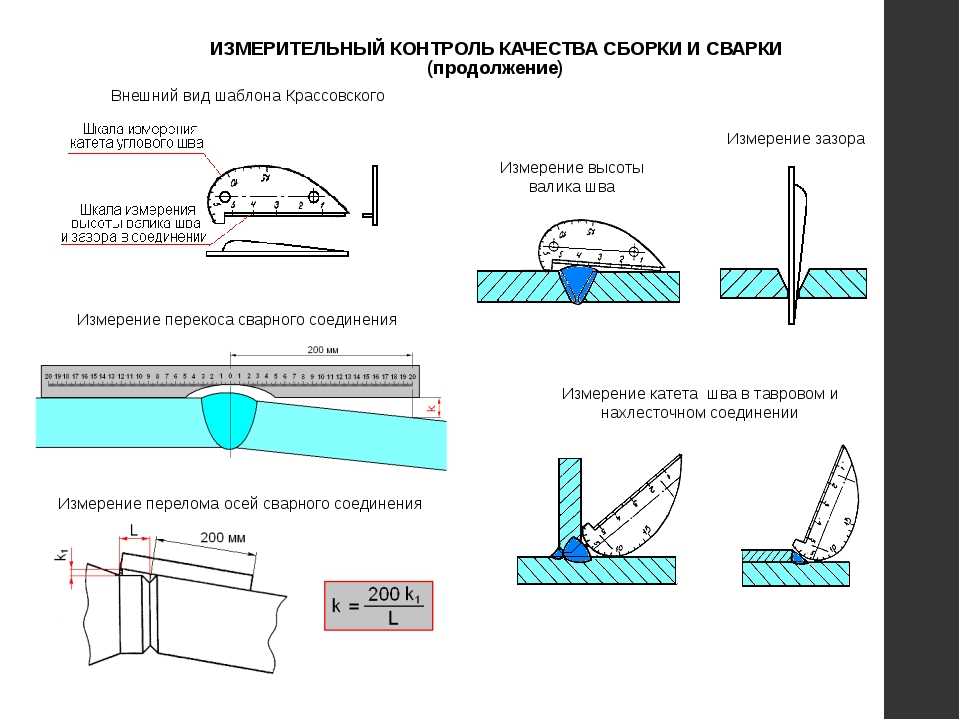 Если вы этого не сделаете, проверьте папки нежелательной почты, спама или ненужных сообщений. Если письма нет, обратитесь в ASQ. Для виртуальных курсов WebEx вы получите еще одно электронное письмо за 24 часа до начала занятия, содержащее дополнительную информацию о доступе.
Если вы этого не сделаете, проверьте папки нежелательной почты, спама или ненужных сообщений. Если письма нет, обратитесь в ASQ. Для виртуальных курсов WebEx вы получите еще одно электронное письмо за 24 часа до начала занятия, содержащее дополнительную информацию о доступе. 4 или новее
4 или новее

 00
Участник: $219.00
00
Участник: $219.00Добавить в корзину

 MICRONITE способен контролировать весь процесс и его многочисленные компоненты, начиная с измерительного устройства, станка с ЧПУ и оснастки, вплоть до первичных элементов управления действиями оператора и, наконец, инженерными корректирующими действиями. Он охватывает разработку плана контроля, который необходимо тщательно согласовать с процессом для оптимальной работы. Планы контроля, неправильно настроенные на специфику процесса, не уменьшают изменчивость процесса и не снижают риск дефектов качества продукции.
MICRONITE способен контролировать весь процесс и его многочисленные компоненты, начиная с измерительного устройства, станка с ЧПУ и оснастки, вплоть до первичных элементов управления действиями оператора и, наконец, инженерными корректирующими действиями. Он охватывает разработку плана контроля, который необходимо тщательно согласовать с процессом для оптимальной работы. Планы контроля, неправильно настроенные на специфику процесса, не уменьшают изменчивость процесса и не снижают риск дефектов качества продукции. Курсы предназначены для постоянного повышения производительности труда с использованием полного спектра вариантов обучения от Expert Manufacturing Systems. С помощью этих курсов инструкторы будут обучать новых сотрудников, повышать квалификацию текущих сотрудников и помогать командам инженеров адаптироваться к новым технологиям MICRONITE. Сосредоточьтесь на клиенте. С курсами MICRONITE вы сможете обучить любого сотрудника вашей компании надлежащим методам достижения надлежащего решения любого типа проблем, будь то трудно контролируемый процесс с жесткими допусками, дисциплина операторов, проблемы технологии производства, вопросы качества. сопутствующие инциденты и т.д. Мы не говорим в общих чертах. Мы используем знания об основных достижениях и проблемах вашей компании для разработки материала, который мы собрали. Если вы не сможете показать, как данные о процессах и качестве соотносятся с реальными проблемами, с которыми сталкиваются ваши сотрудники, вам будет трудно добиться значительных улучшений в способах решения проблем.
Курсы предназначены для постоянного повышения производительности труда с использованием полного спектра вариантов обучения от Expert Manufacturing Systems. С помощью этих курсов инструкторы будут обучать новых сотрудников, повышать квалификацию текущих сотрудников и помогать командам инженеров адаптироваться к новым технологиям MICRONITE. Сосредоточьтесь на клиенте. С курсами MICRONITE вы сможете обучить любого сотрудника вашей компании надлежащим методам достижения надлежащего решения любого типа проблем, будь то трудно контролируемый процесс с жесткими допусками, дисциплина операторов, проблемы технологии производства, вопросы качества. сопутствующие инциденты и т.д. Мы не говорим в общих чертах. Мы используем знания об основных достижениях и проблемах вашей компании для разработки материала, который мы собрали. Если вы не сможете показать, как данные о процессах и качестве соотносятся с реальными проблемами, с которыми сталкиваются ваши сотрудники, вам будет трудно добиться значительных улучшений в способах решения проблем. Основной курс «Управление процессами механической обработки и качеством продукции на основе МИКРОНИТ» разделен на три части:
Основной курс «Управление процессами механической обработки и качеством продукции на основе МИКРОНИТ» разделен на три части:Часть 2. Основы управления процессами и качеством с помощью MICRONITE
Часть 3. Расширенный контроль и оптимизация операций обработки
• Чего компания может достичь с помощью MICRONITE?
• Основа MICRONITE
• Начало работы с MICRONITE
• Запуск сдвига
• Запуск Sublot
• Трек (ITRACK) _TOOL_BAR
• Inspection_manual_Entry
• Inspection_Automatic_import
• Inspection Auto Import CMM-OOSIS. Действие
• Завершение задания
• Доступ к схеме
 Введение в управление процессом. Основные термины и определения.
Введение в управление процессом. Основные термины и определения.• Измерительные устройства: ручные манометры, КИМ, системы технического зрения
• Выходные данные процесса: классификация характеристик плана по типу, допуску и функциональности
• Особенности входных и выходных данных процесса, связанные с производственной средой компании
• Линия управления процессом: анализ и представление данных
• Линия обеспечения качества: распределенные и нераспределенные оценки онлайновых и автономных данных
• Обоснование управления обработкой на основе знаний против обычного статистического контроля
• Панели управления и ориентированные на пользователя интерфейсы
• Механизмы принятия решений, применяемые к конфигурация системы
 Общие принципы управления обработкой с помощью MICRONITE
Общие принципы управления обработкой с помощью MICRONITE • Виды процессов обработки
• Механика износа инструмента: одноточечные инструменты, инструменты для обработки отверстий, многофункциональные инструменты.
• Местоположение образца, вариации и вероятность дефектов
• Местоположение процесса и изменчивость процесса
• Причины нестабильности процесса
• Отбор проб для имитации износа инструмента и управления процессом
• Фокус на управлении операциями обработки, типичными для среды Hypertherm
Раздел 6. Идентификация задания/операции
• Структура базы данных и полей идентификации задания
• Содержимое папки детали
• Автоматическая загрузка файлов САПР и ручная идентификация чертежа
• Классификация характеристик
• Присвоение размерных характеристик режущим инструментам
• Комплексные технологические карты
Раздел 7. Разработка плана контроля
• Шесть компонентов плана контроля MICRONITE
• Типы моделей прогнозирующего управления, симметричные и асимметричные режимы, контроль уровни
• Управляемая системой адаптивная частота выборки и фиксированные интервалы выборки
• Хорошая практика моделирования процессов на основе классов и планирования проверок
• Опыт компании в оптимизации планов контроля
Раздел 8.
 Многопрофильный сбор данных
Многопрофильный сбор данных • Ручной ввод данных
• Автоматизированный сбор данных с помощью КИМ и систем технического зрения
• Запись действий в реальном времени и примечания о смещениях
• Срок службы и Сбор данных о режиме износа
• Примеры правильного сбора данных в процессе и в автономном режиме
• Типичные ошибки при сборе данных
Раздел 9. Специализированная методология MICRONITE Measurement Assurance
• Структура и компоненты метрологического пакета MICRONITE
• Преимущества MICRONITE по сравнению с обычным R&R
• Обнаружение систематических и случайных погрешностей измерений
• Валидация измерительного оборудования для контроля точных характеристик •
• 5 Аттестация операторов и инспекторов 900 элементов совокупной измерительной способности
• Создание общезаводской метрологической базы данных
• Подтверждение измерительной способности для конкретной детали
• Периодические проверки правильности и прецизионности измерений
Раздел 10.
 Раздел 10. Изучение интерфейсов MICRONITE
Раздел 10. Изучение интерфейсов MICRONITE • Панель управления Inspection Track (iTrack)
• Настраиваемые макеты графиков действий процесса
• Панель состояния процесса после последней выборки
Трек (pTrack)
• Панель управления Групповой трек (gTrack)
• Панель управления Инструментальный трек (tTrack)
Раздел 11. Понимание процесса обработки с визуальными интерфейсами MICRONITE
• Размещение изображения инструмента и качества на чертеже
• Отображение динамики процесса обработки на чертеже
• Просмотр частей чертежа с помощью MICRONITE
Раздел 12. Приемка качества продукции в процессе
• Настраиваемые макеты общей оценки качества
• Сертификаты приемки качества на смену, подпартию, несколько подпартий и задание
Раздел 13. Признание компонентов, влияющих на возможности процесса
• Обычные исследования возможностей и индексация с помощью CP и Cpk
• Влияние отклонений формы и ошибок измерения
• Возможность инструмента выдерживать несколько допусков
• Проверка возможностей оборудования и база данных исторических возможностей
Раздел 14.
 Анализ данных и совершенствование процессов с МИКРОНИТ.
Анализ данных и совершенствование процессов с МИКРОНИТ. • Расширенная фильтрация данных для выявления инструментов и характеристик TOP-Focus
• Автоматизированный анализ результатов действий процесса
• Просмотр операций по инструментам и характеристикам
• Упрощенный анализ данных «шесть сигм»
Раздел 15. Улучшение процессов и качества
• Обеспечение дисциплины контроля
• Повышение стабильности процесса и качества продукции
• Сокращение времени контроля
• Сокращение простоев и повышение эффективности производства
7 Раздел 16. Создание передовой производственной среды
• Формирование команды вокруг MICRONITE
• Конфигурации станций MICRONITE для конкретного оборудования и продукта
• Постоянное совершенствование навыков операторов
• Консолидация проектов по разработке процессов и качества
• Анализ производительности операторов на основе данных
Контрольно-измерительные приборы | Государственный колледж Бисмарка
- Контрольно-измерительные приборы и технологии управления
- Описание курса
- Расписание курсов
- Государственные школы Бисмарка
- Дипломные планы
- Требования к компьютеру
Ваш браузер не поддерживает тег видео.
Главная » Академики »
Программа «Контрольно-измерительные приборы» готовит студентов к профессии техника по приборам. Программа сочетает в себе теорию и практическое обучение с самыми современными инструментами, рабочими процессами и компьютеризированными системами управления. Студенты учатся устанавливать, тестировать, калибровать и обслуживать приборы, которые измеряют, показывают и контролируют такие переменные, как давление, расход, уровень, плотность, температура, сила, вибрация и химический состав.
Обзор
тип:
Ограниченная регистрация / Энергия / Сертификаты / STEM / Производство и автоматизация / Варианты 2-летнего обучения
Формат:
В кампусе / Онлайн
Получите базовые навыки для устранения неполадок, ремонта и управления компонентами, используемыми в автоматизации.
Программа «Инструменты и технологии управления» в Национальном энергетическом центре передового опыта (NECE) Государственного колледжа Бисмарка (BSC) готовит студентов к карьере на электростанциях, технологических объектах, водоочистных сооружениях или любых других промышленных предприятиях, использующих автоматизацию.
Специалисты по КИПиА требуются по всей Северной Дакоте и пользуются большим спросом в регионе Баккен. Эти должности, как правило, не требуют сменной работы. Ежедневно специалисты по КИПиА будут устранять неисправности, ремонтировать, калибровать и устанавливать контрольно-измерительное оборудование для управления измеряемыми переменными, такими как температура, давление и расход. Техников по КИПиА также можно называть техниками по КИПиА, техниками по ЭиК или техниками по электронике.
Будьте в курсе быстро меняющейся отрасли
Программа «Контрольно-измерительные приборы» предоставляет знания, необходимые для работы на начальном уровне в качестве техника по приборам. Эта программа сочетает в себе теорию и практическое обучение с самыми современными инструментами, рабочими процессами и компьютеризированными системами управления. Студенты учатся устанавливать, тестировать, калибровать и обслуживать приборы, которые измеряют, показывают и контролируют такие переменные, как давление, расход, уровень, плотность, температура, сила, вибрация и химический состав. Учащиеся применяют математические концепции, концепции физики и отраслевые стандарты в реальных ситуациях, возникающих на работе. Дополнительные инструкции включают в себя обновление системной документации и создание или модификацию специализированных систем для решения проблем измерения и управления.
Учащиеся применяют математические концепции, концепции физики и отраслевые стандарты в реальных ситуациях, возникающих на работе. Дополнительные инструкции включают в себя обновление системной документации и создание или модификацию специализированных систем для решения проблем измерения и управления. Образование для удовлетворения ваших потребностей
Программа I&C доступна как онлайн, так и в кампусе. Для получения онлайн-степени необходимы практические лабораторные требования. Эти требования могут быть выполнены в кампусе BSC или удаленно по месту работы. Перед регистрацией в онлайн-программе необходима консультация. Студенты с лицензией электрика-подмастерья или не менее 28 кредитов колледжа по аккредитованной программе для электриков могут сразу перейти на 2-й год программы (курсовая работа по АСУТП).
| Опция | Обязательные курсы | Кредиты общего образования | Доставка | |
| Электроника (ELEC) Сертификат об окончании | ELEC Теория и лаборатории | Нет | Онлайн или в кампусе | |
| Сертификат СКУ | Теория и лаборатории ELEC Теория СКУ | 4 | Онлайн* или в кампусе | |
| Сотрудник в Прикладная наука | ELEC Теория и лаборатории I&C Theory & labs | 15 | В кампусе или онлайн Требуются лаборатории на территории кампуса или удаленно | |
| Ассоциированный специалист по прикладным наукам с опцией электрика | I&C Theory & labs | 15 | В кампусе или онлайн Требуются лаборатории на территории кампуса или удаленно | |
| *идеально подходит для студентов, работающих в промышленности | ||||
Ограниченное количество студентов будет принято как в онлайн-программу, так и в кампусе в августе.
Эта программа имеет минимальные вступительные требования. Подробности можно найти здесь.
Потенциальные студенты должны быть готовы соответствовать физическим требованиям работы в этой области. Страх высоты или дальтонизм могут ограничивать возможности трудоустройства студента в этой области. Большинство заводов требуют, чтобы соискатели начального уровня прошли физическое тестирование и тестирование на наркотики.
Флаер программы ICTL
Дополнительные расходы по программе
Пожалуйста, посетите страницу «Обучение и сборы» для получения информации о кредитных часах обучения и обязательных сборах.
- Стоимость учебников ICTL оценивается в 700 долларов США за первый год программы и 700 долларов США за второй год программы.
- Необходимые инструменты и расходные материалы оцениваются в общую сумму 500 долларов США (кампус), 820 долларов США (онлайн)
- Научный калькулятор
- Ноутбук (требуется ПК и операционная система Windows).

Для получения дополнительной информации обращайтесь:
[email protected]
701-224-5651 • 800-852-5685
Повышение квалификации вашей рабочей силы | Общественный колледж Онондага
Для местных компаний, которые хотят повысить квалификацию своих сотрудников, OCC предлагает курсы по системе Lazer Training Cart . Каждый курс может быть пройден за 20 часов и служит введением в основные понятия, методы, терминологию, безопасность и устранение неполадок. Занятия в OCC проводятся в течение всего года, и мы можем работать с вами, чтобы составить расписание, которое лучше всего подходит для вас и ваших сотрудников.
Заинтересованы? У вас есть идея для собственного обучения? Дайте нам знать!
За дополнительной информацией обращайтесь к Ребекке Фраккиа • [email protected] • (315) 498-6024
Введение в пайку и сборку электроники
20 часов | Стоимость: $395/студент | Начало работы
Учащиеся узнают, как создавать прототипы, тестировать и калибровать схемы. Электрические схемы и компоновка печатной платы (PCB) будут изучены, в то время как учащиеся изучат правильные методы пайки для компонентов сквозного и поверхностного монтажа (SMT). Методы безопасности и устранения неполадок будут усилены на протяжении всего курса.
Электрические схемы и компоновка печатной платы (PCB) будут изучены, в то время как учащиеся изучат правильные методы пайки для компонентов сквозного и поверхностного монтажа (SMT). Методы безопасности и устранения неполадок будут усилены на протяжении всего курса.
Приобретенные навыки
- Чтение схем
- Измерения постоянного тока
- Использование осциллографа
- Пайка
- Проверка цепи
Введение в промышленную автоматизацию
20 часов | Стоимость: $395/студент | 3-недельный курс | Вт. и чт. с 16:00 до 19:00, начиная с 1 марта Начало работы
Учащиеся изучат основы работы и программирования программируемых логических контроллеров (ПЛК) и человеко-машинных интерфейсов (ЧМИ) для управления конвейером и взаимодействия с различными датчиками. Они подключат питание, входные и выходные соединения к ПЛК и запрограммируют ПЛК, чтобы он реагировал на действия пользователя с помощью кнопок и переключателей, и обеспечивал вывод данных с помощью визуальных индикаторов, а также разрабатывали интерфейс для ЧМИ, чтобы обеспечить дополнительные функциональные возможности системы. Методы безопасности и устранения неполадок будут усилены на протяжении всего курса.
Методы безопасности и устранения неполадок будут усилены на протяжении всего курса.
Приобретенные навыки
- Чтение схем
- Программирование ПЛК
- Программирование ЧМИ
- Проводка ввода/вывода
- Датчики обнаружения объектов
Подробности обучения
Этот курс предназначен для ознакомления учащихся с распространенными компонентами промышленной автоматизации. Учащиеся изучат основы работы и программирования программируемых логических контроллеров (ПЛК) и человеко-машинных интерфейсов (ЧМИ) для управления конвейером и взаимодействия с различными датчиками. Используя нашу систему Lazer Training Cart, студенты подключат питание, входные и выходные соединения к ПЛК. Учащиеся будут программировать ПЛК, чтобы он реагировал на ввод данных пользователем с помощью кнопок и переключателей и выводил данные с помощью визуальных индикаторов. Учащиеся разработают интерфейс для HMI, чтобы обеспечить дополнительные функциональные возможности системы. На протяжении всего курса будут укрепляться методы безопасности и устранения неполадок.
На протяжении всего курса будут укрепляться методы безопасности и устранения неполадок.
Цели обучения
Продемонстрировать основы электробезопасности и измерения в системах переменного и постоянного тока.
Определите основные компоненты, типичные для промышленной автоматизации
Продемонстрировать способность выполнять электрические соединения, типичные для промышленной автоматизации
Описать использование программируемого логического контроллера
Использовать управление простой промышленной системой
Объясните использование человеко-машинного интерфейса (ЧМИ)
Материалы
Провода и маркеры проводов
Ручной инструмент, отвертка, стриппер
Различные объекты для тестирования (металл, пластик, прозрачный, тяжелый, легкий)
Кнопки и переключатели, световые индикаторы
Оборудование
Мультиметр, блок питания
Программируемый логический контроллер, человеко-машинный интерфейс
Конвейер, промышленные датчики
Методы
Безопасность
Обеспечение вывода
Ответ на ввод
Взаимодействие с оборудованием
Взаимодействие с пользователем
Счетчик / Таймеры / И т.
д.
 д.
д.Лаборатории
Lab1 – Знакомство с ПЛК
Лабораторная работа 2. Подключение и взаимодействие с оборудованием
Лабораторная работа 3. Реагирование на события и ввод данных пользователем
Лабораторная работа 4. Введение в ЧМИ
Введение в двигатели и управление ими
20 часов | Стоимость: $395/студент | 3-недельный курс | Вт. и чт. с 16:00 до 19:00, начиная с 08.02 Начало работы 9. Они подключат питание и управляющие сигналы к различным типам двигателей и контроллеров и изучат методы управления скоростью и положением как в разомкнутых, так и в замкнутых системах. Они научатся определять различные методы использования электродвигателей для создания механического движения в промышленных условиях.
Изученные навыки
- Типы двигателей
- Моторная математика
- Использование двигателя
- Блок управления двигателем
- Обратная связь двигателя
Подробности обучения
Этот курс предназначен для ознакомления студентов с конструкцией электродвигателя и концепциями управления. Студенты узнают об обычных двигателях, используемых в промышленных условиях, и изучат математические соотношения, преобразующие электрическую энергию в механическое движение. Используя нашу систему Lazer Training Cart, учащиеся подключат питание и управляющие сигналы к различным типам двигателей и контроллеров. Учащиеся изучат методы управления скоростью и положением как в разомкнутых, так и в замкнутых системах. Студенты научатся определять различные методы использования электродвигателей для создания механического движения в промышленных условиях.
Студенты узнают об обычных двигателях, используемых в промышленных условиях, и изучат математические соотношения, преобразующие электрическую энергию в механическое движение. Используя нашу систему Lazer Training Cart, учащиеся подключат питание и управляющие сигналы к различным типам двигателей и контроллеров. Учащиеся изучат методы управления скоростью и положением как в разомкнутых, так и в замкнутых системах. Студенты научатся определять различные методы использования электродвигателей для создания механического движения в промышленных условиях.
Цели обучения
Продемонстрировать основы электробезопасности и измерения в системах переменного и постоянного тока.
Расскажите об общих типах двигателей и их использовании
Интерпретация математических соотношений, относящихся к вращательным системам
Идентификация механических компонентов, относящихся к вращательным системам
Разработка программ для управления двигателями и реагирования на события
Эксперимент с управлением и реакцией двигателей
Материалы
Оборудование
Мультиметр
Источник питания
Ардуино Уно Микроконтроллер
Драйвер шагового двигателя
Различные двигатели, подшипники, валы, муфты
Методы
Безопасность
Выполнение электрических соединений
Выполнение механических соединений
Программирование микроконтроллера
Создание циклов и таймеров
Ответ на ввод
Лаборатории
Лабораторная работа 1.
