Сварочная дуга — это… Что такое Сварочная дуга?
- Сварочная дуга
- электрическая дуга, образующаяся в зоне сварки (См. Сварка) (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см, силу тока от 0,5 до 3000 а, давление газа от 10
Тепловая мощность С. д. лежит в пределах от 10 до 105вт при концентрации от 102 до 105 вт/см2. Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 мм за один или несколько проходов.
Г. И. Лесков.
Схема дугового разряда при сварке: 1 — катод; 2 — столб дугового разряда; 3 — анод; 4 — пламя сварочной дуги.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Сварочная горелка
- Сварочное железо
Смотреть что такое «Сварочная дуга» в других словарях:
- сварочная дуга — Стабильный разряд электричества в ионизированной атмосфере газов и паров металла, возникающий между основным металлом и электродом.
 [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика сварочная дуга — suvirinimo lankas statusas T sritis automatika atitikmenys: angl. welding arc vok. Schweißlichtbogen, m rus. сварочная дуга, f pranc. arc de soudage, m … Automatikos terminų žodynas
сварочная дуга косвенного действия — Сварочная дуга, при которой объект сварки не включён в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга прямого действия — Сварочная дуга, при которой объект сварки включен в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с возрастающей характеристикой — Сварочная дуга с зависимостью тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с жёсткой характеристикой — Сварочная дуга без зависимости тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
короткая сварочная дуга — Сварочная дуга небольшой длины. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная цепь — 3.11 сварочная цепь: Цепь, которая включает в себя все проводящие элементы, через которые будет протекать сварочный ток. Примечания 1 При дуговой сварке дуга является частью сварочной цепи. 2 В некоторых процессах дуговой сварки дуга может быть… … Словарь-справочник терминов нормативно-технической документации
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей.
С. получают изделия из металла и… … Большая советская энциклопедияСварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
 [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика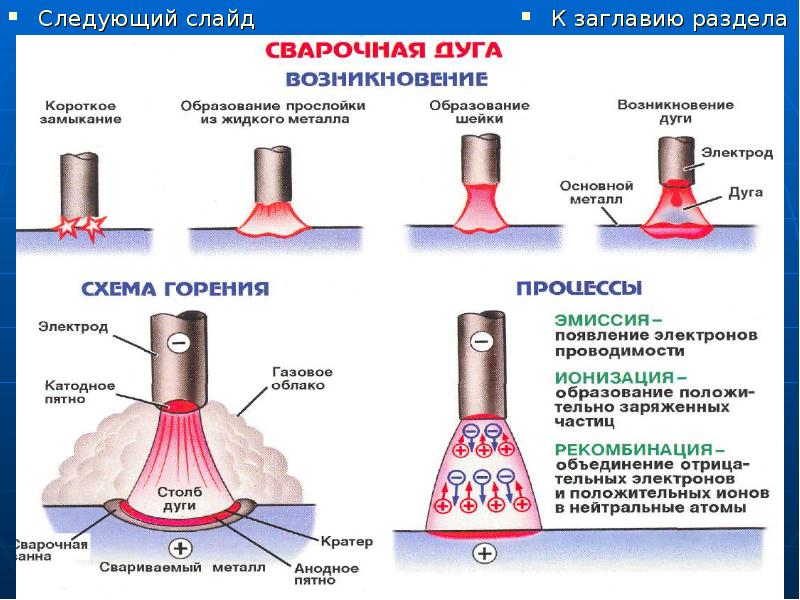 С. получают изделия из металла и… … Большая советская энциклопедия
С. получают изделия из металла и… … Большая советская энциклопедияОтклонение сварочной дуги
Отклонение дуги во время сварки может вызывать множество проблем, в том числе чрезмерное разбрызгивание, недостаточную глубину проплавления, пористость и низкое качество сварных швов. Что это такое и как его можно избежать? В этой статье мы рассмотрим явление отклонения сварочной дуги и несколько способов его устранения для повышения качества сварки.Сначала давайте дадим определения некоторым понятиям, связанным с отклонением дуги. Обратное отклонение происходит при сварке по направлению к рабочему соединению, в конце шва или при угловой сварке. Переднее отклонение происходит при сварке по направлению от рабочего соединения или в начале шва. Переднее отклонение может вызвать особенно много проблем при сварке защищенной дугой металлопрошковыми или другими типами электродов с обильным образованием шлака, когда тяжелый шлак или кратер приходится перемещать вперед под дугу.
Магнитное отклонение дуги
Магнитное отклонение происходит из-за искажений магнитного поля вокруг сварочной дуги. Эти искажения возникают из-за того, что в большинстве случаев дуга оказывается на большем расстоянии от одного конца соединения, чем от другого, и непостоянного расстояния от рабочей клеммы. Дисбаланс также может быть вызван постоянными изменениями направления тока в цепи между электродом, дугой и рабочим изделием.
Визуализация магнитного поля
Чтобы понять, почему происходит отклонение дуги, нужно представить себе магнитное поле..jpg) На Рисунке 3-37 показан проводник (который может представлять собой электрод или поток плазмы между электродом и сварным соединением), через который проходит постоянный ток. Проводник при этом окружает магнитное поле, которое можно изобразить в виде концентрических силовых линий на плоскости под прямым углом к направлению тока. Интенсивность магнитного поля уменьшается по мере удаления от проводника.
На Рисунке 3-37 показан проводник (который может представлять собой электрод или поток плазмы между электродом и сварным соединением), через который проходит постоянный ток. Проводник при этом окружает магнитное поле, которое можно изобразить в виде концентрических силовых линий на плоскости под прямым углом к направлению тока. Интенсивность магнитного поля уменьшается по мере удаления от проводника.
Концентрические линии магнитного поля будут сохранять форму круга только в том случае, если среда вокруг них достаточно велика для того, чтобы вместить все эти линии, пока их интенсивность не станет равна практически нулю. Но если эта среда неоднородна, например, если линии переходят из стальной пластины в воздух, они исказятся и окажутся более сконцентрированы в металле, где им приходится преодолевать меньшее сопротивление. На границе между стальной пластиной и воздухом магнитные силовые линии сужаются и теряют свою круглую форму. Такое сужение приводит к повышению интенсивности магнитного поля позади или перед сварочной дугой. Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
На Рисунке 3-38 изображено вытягивание и искажение магнитного поля в начале и конце сварного соединения. В начале сварки силовые линии магнитного поля оказываются сконцентрированы позади электрода. Дуга пытается скомпенсировать этот дисбаланс и смещается вперед. По мере приближения электрода к концу шва повышенная концентрация перемещается в пространство перед дугой, из-за чего дуга смещается назад. В середине шва, на одинаковом расстоянии от концов соединения, магнитное поле симметрично и переднего или обратного смещения дуги обычно не возникает. Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Влияние тока в рабочем изделии
«»Вытягивание» » также может возникать из-за электрического тока внутри рабочего изделия. Как показано на Рисунке 3-39, этот ток, который проходит через все изделие к клемме, также образует магнитное поле. Жирная линия означает путь сварочного тока, тонкая – созданное этим током магнитное поле. Так как ток меняет направление, то есть делает поворот в точке между дугой и рабочим изделием, в точке X возникает повышенная концентрация магнитного поля, которая вызывает смещение сварочной дуги в сторону от рабочего изделия, как это показано на рисунке.
Смещение дуги из-за этого эффекта накладывается на смещение, вызванное вышеописанным воздействием сконцентрированного магнитного поля. Таким образом влияние тока в изделии может снизить или еще больше увеличить смещение дуги из-за магнитного поля. Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
На Рисунке 3-40(a), рабочий кабель подключен к начальной точке шва, а магнитное поле, вызванное током внутри изделия, направлено назад от дуги. При этом возникает переднее смещение дуги. Однако у конца шва общее смещение будет минимальным, так как это переднее смещение компенсирует обратное смещение, вызванное высокой концентрацией магнитного поля при приближении дуги к краю рабочего изделия – см. Рисунок 3-41(a). На Рисунке 3-40(b), рабочий кабель подключен к конечной точке шва, что приводит к обратному смещению. В таком случае в конце сварного шва это приводит к еще большему обратному смещению из-за магнитного поля дуги.
Подобное «»наложение»» магнитных полей показано на  Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки.
Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки.
Так как воздействие тока в рабочем изделии менее заметно, чем сконцентрированного магнитного поля вокруг дуги, расположение рабочего соединения позволяет регулировать смещение дуги лишь в какой-то степени. Для полного устранения смещения дуги во время сварки также нужно использовать и другие способы.
Другие проблемные зоны
Угловые и стыковые соединения с глубоким V-образным зазором
В каких еще случаях может происходить смещение дуги? Оно часто наблюдается при угловой сварке и в сварных соединениях, для которых требуется глубокий сварной шов. Причина этому точно такая же, как и в предыдущем случае – высокая концентрация силовых линий магнитного поля и смещение дуги для снижения этой концентрации. На Рисунках 3-42 и 3-43 показаны ситуации, в которых при использовании постоянного тока высока вероятность отклонения дуги.
Высокая сила тока
При низкой силе тока отклонение дуги ниже, чем при высокой. Почему? Потому что интенсивность магнитного поля на заданном расстоянии от проводника электрического тока пропорциональна квадрату силы сварочного тока. При ручной сварке на постоянном токе серьезные проблемы с отклонением дуги обычно возникают только при силе тока выше 250 ампер (это не точная цифра, так как на отклонение дуги также сильно влияют тип и геометрия соединения).
Постоянный ток
Переход на переменный ток часто приводит к значительному снижению отклонения дуги. Из-за постоянных смен полярности ток в металле основы начинает двигаться в форме вихрей. Для таких вихревых потоков характерно довольно слабое магнитное поле, которое не оказывает на дугу значительного влияния.
Чувствительные к магнитному воздействию материалы
Некоторые материалы, например, 9-процентные никелевые сплавы, очень чувствительны к магнитному воздействию и очень легко намагничиваются внешними магнитными полями, например, от кабелей питания и т. п. При сварке таких материалов могут возникнуть большие сложности в связи с отклонением дуги из-за намагниченного материала. Такие поля можно легко выявить и измерить недорогими ручными измерителями магнитной индукции. Интенсивности поля более 20 Гс обычно достаточно для того, чтобы оно могло вызвать сложности со сваркой.
п. При сварке таких материалов могут возникнуть большие сложности в связи с отклонением дуги из-за намагниченного материала. Такие поля можно легко выявить и измерить недорогими ручными измерителями магнитной индукции. Интенсивности поля более 20 Гс обычно достаточно для того, чтобы оно могло вызвать сложности со сваркой.
Термическое отклонение дуги
Мы уже рассмотрели самый распространенный тип отклонения сварочной дуги – магнитный, но с чем еще может столкнуться сварщик? Второй тип – это термическое отклонение дуги. По законам физики ток между электродом и рабочей пластиной проходит между самыми горячими точками на их поверхности. Во время перемещения электрода дуга обычно от него несколько отстает. Это отставание вызвано «нежеланием» дуги сдвигаться на более холодное место. Пространство между кончиком электрода и горячей поверхностью расплавленного металла ионизируется и поэтому имеет более высокую электропроводимость, чем возле более холодных участков пластины. При ручной сварке небольшое термическое обратное отклонение из-за отставания дуги не принесет большого вреда, но оно может стать серьезной проблемой при высокоскоростной автоматической сварке или если термическое обратное отклонение накладывается на магнитное обратное отклонение.»»
Отклонение при многодуговой сварке
В новейших системах сварки для повышения производительности применяется метод многодуговой сварки. Такой процесс тоже может приводить к отклонению дуг. В частности, когда две дуги работают в непосредственной близости друг от друга, их магнитные поля начинают взаимодействовать, что приводит к отклонению обеих дуг.
Если рядом находятся две дуги разной полярности, как показано на Рисунке 3-44(a), магнитные поля между дугами заставят их отклониться друг от друга. Если дуги имеют одну полярность, как показано на Рисунке 3-44(b), магнитные поля будут ослаблять друг друга, из-за чего дуги станут притягиваться.
Обычно при использовании двух дуг для одной дуги рекомендуется использовать постоянный ток, а другой – переменный, как это показано на Рисунке 3-44(c). В таком случае магнитное поле дуги с переменным током каждый цикл будет меняться на противоположное и благодаря этому оказывать минимальное воздействие на поле постоянного тока. В результате взаимодействие дуг станет пренебрежимо малым.
Также часто используется конфигурация с двумя дугами на переменном токе. В таком случае помехи между дугами большей частью минимизируются сдвигом фазы тока в одной из дуг на 80-90 градусов по отношению к другой. Для этого используется так называемое автоматическое соединение «»Scott»». Благодаря сдвигу фазы ток и магнитное поле одной дуги достигают максимума в тот момент, когда ток и магнитное поле другой дуги находятся практически в минимуме. Это позволяет свести отклонение к минимуму.
Способы снижения отклонения дуги
Отклонение дуги – не всегда неблагоприятное явление. Более того, в разумных пределах оно помогает создавать швы правильной формы, лучше контролировать расплавленный шлак и глубину проплавления. Но если отклонение дуги вызывает или усиливает такие дефекты, как подрезание, непостоянную глубину проплавления, неровность швов, неравномерную глубину швов, пористость, волнистые швы и избыточное разбрызгивание, с ним нужно бороться.
Возможные способы решения:
Если для сварки в защитных газах используется постоянный ток – особенно силой более 250 ампер – возможно, проблемы можно устранить переходом на переменный ток
Сохраняйте минимальную длину дуги, чтобы ее давление компенсировало отклонение
Уменьшите силу сварочного тока – что может потребовать снижения скорости сварки
Наклоняйте электрод в противоположном направлении от отклонения дуги, как это показано на Рисунке 3-45
С обоих концов шва сделайте широкие прихваточные швы и создавайте прихваточные швы вдоль всей длины шва – особенно при некачественной подготовке соединения
Ведите сварку по направлению к широкому прихваточному шву или уже завершенному сварному шву
Используйте обратно-ступенчатую технику сварки, как показано на Рисунке 3-46
Для снижения обратного отклонения ведите сварку по направлению от рабочего соединения, для снижения переднего отклонения – по направлению к рабочему соединению
В случае процессов с обильным образованием шлака может понадобиться умеренное обратное отклонение дуги. Для этого сварку нужно вести по направлению к рабочему соединению
Для этого сварку нужно вести по направлению к рабочему соединению
Оберните рабочий кабель вокруг рабочего изделия, чтобы магнитное поле тока, поступающего обратно в источник питания,
компенсировало магнитное поле, вызывающее отклонение дуги
Отклонение дуги хорошо заметно при сварке открытой дугой, но в случае сварки под флюсом его выявление может оказаться достаточно сложным. В таком случае оно диагностируется по дефектам сварки.
Для обратного отклонения характерны:
Сильное разбрызгивание
Подрезание, будь то постоянное или перемежающееся
Узкие, высокие сварные швы, часто с подрезанием
Большая глубина проплавления
Пористость поверхности в конце сварного шва на листовом металле
Для переднего отклонения характерны:
Широкий сварной шов с неравномерной шириной
Волнообразная форма шва
Подрезание, обычно перемежающееся
Меньшая глубина проплавления
Влияние креплений на отклонение дуги
При этом нужно учесть следующее:
Конструкция креплений для сварки продольных швов цилиндров (см. Рисунок 3-47) должна предполагать расстояние между опорной балкой и рабочим изделием как минимум 2,5 см.
Зажимы, которые удерживают рабочее изделие, должны быть немагнитными. Рабочий кабель нельзя подключать к медной подкладке –
Рабочий кабель нельзя подключать к медной подкладке –
по возможности соединение должно быть расположено на рабочем изделии.
Крепление должно быть изготовлено из низкоуглеродистой стали. Это позволит избежать накапливания постоянных магнитных свойств.
Сварка по направлению к закрытому концу «»рогообразных»» креплений также помогает снизить обратное отклонение дуги.
Крепление должно быть достаточно длинным для того, чтобы при необходимости можно было использовать конечные опоры.
Не используйте в качестве подкладки медные полосы на стальных балках, как показано на Рисунке 3-48. Стальная часть подкладки лишь усилит отклонение дуги.
Расстояние между зажимами должно быть минимальным. Большие промежутки могут привести к
образованию зазоров и отклонению дуги.
Не используйте системы фиксации с крупными стальными деталями только с одной стороны шва. Сбалансируйте их аналогичной конструкцией с другой стороны.
Понимание причин отклонения дуги и способов его диагностики позволит операторам полностью его контролировать и создавать сварные швы без связанных с ним дефектов.
Билет № 1 Тестирование по экзаменационным билетам сварщика
Билет № 1
Инструкция
- Выберите один из вариантов в каждом из 10 вопросов;
- Нажмите на кнопку «Показать результат»;
- Скрипт не покажет результат, пока Вы не ответите на все вопросы;
- Загляните в окно рядом с номером задания. Если ответ правильный, то там (+). Если Вы ошиблись, там (-).
- За каждый правильный ответ начисляется 1 балл;
- Оценки: менее 5 баллов — НЕУДОВЛЕТВОРИТЕЛЬНО, от 5 но менее 7.5 — УДОВЛЕТВОРИТЕЛЬНО, 7.5 и менее 10 — ХОРОШО, 10 — ОТЛИЧНО;
- Чтобы сбросить результат тестирования, нажать кнопку «Сбросить ответы»;
- Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода. - К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
Низкоуглеродистой.
Легированной.
Высоколегированной. - Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
Увеличивается глубина провара и высота усиления шва.
Глубина провара увеличивается, а высота усиления шва уменьшается.
Уменьшается глубина провара и увеличивается высота усиления шва - Какое определение сварочной дуги наиболее правильно?
Электрический дуговой разряд в месте разрыва цепи.
Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
Электрический дуговой разряд в смеси атомов и молекул воздуха. - Какими параметрами режима определяется мощность сварочной дуги?
Сопротивлением электрической цепи
Величиной напряжения дуги.
Величиной сварочного тока и напряжения дуги - Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
Величина тока не зависит от положения сварки в пространстве. - Какие требования предъявляются к сварочных материалов при входном контроле?
Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
Наличие сертификата: полнота и правильность приведенных в нем данных.
Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика. - Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
Для сварки теплоустойчивых низколегированных сталей.
Для сварки углеродистых сталей.
Для сварки сталей аустенитного класса. - Укажите назначение электродного покрытия
Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование. - Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
Переменный.
Постоянный ток обратной полярности.
Постоянный ток прямой полярности.


© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Что такое сварочная дуга: определение, строение, свойства, длина, температура и мощность, какие зоны называются анодным и катодным пятнами, кто ее изобрел?
Без сварочных работ невозможно представить себе возведение мостовых сооружений, решение производственных задач во многих отраслях промышленности. Чтобы ответить на вопрос, что такое сварочная дуга надо углубиться в описание физических процессов, происходящих в газовой среде между разноименно заряженными полюсами.
Электрическая дуга преобразует энергию вырабатываемого тока в тепло, мгновенно создается температурный режим, при котором плавятся все известные науки металлы.
Краткое описание и история изобретения
Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:
- образование характеризуется большими выделениями тепла — температура достигает 6 тыс. градусов,
- при этом выделяется мощный световой поток, поэтому сварщику необходимо специальное снаряжение для защиты лица и органов зрения, плотная одежда и рукавицы,
- это отличный проводник тока высокой силы, поэтому представляет опасность для человека,
- лучший способ надежного соединения металлических конструкций разной сложности.
О первенстве в том кто ее изобрел и в первичном описании физического явления до сих пор идут споры среди ученых мужей — официально первооткрывателем считается британский химик, физик и геолог сэр Гемфри Дэви, описавший в 1808 году дугу электрического разряда. Русский ученый-изобретатель, профессор физики из медико-хирургической академии Санкт-Петербурга В. В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
Типы разрядов
Существуют несколько видов аналогичных разрядов:
- Тлеющий. Образуется при низком давлении, используется в люминесцентных источниках света.
- Искрового типа. Характеризуется прерывистой формой, возникает при нормальном давлении: например, разряды молнии или искрение свечи зажигания в двигателях.
- Не прерывистой формы электрическая дуга, возникающая при атмосферном давлении. Применяется для освещения или электродуговой сварки металлов.
- Коронный — самый интересный из всех видов, появляется в неоднородном поле, когда один из электродов во много раз больше другого. Применяется в промышленности для очистки используемых газов от посторонних вкраплений пыли.
Все разряды крайне опасны для живых организмов — при работе с ними надо строго выполнять правила безопасности.
Природа явления
Сварочной дугой называют электрический разряд, имеющий большую мощность и время воздействия, он возникает между разноименными полюсами, расположенными в смеси газов, при подаче на них напряжения. Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.
Важно! Электрод играет роль катода, а металлические заготовки — имеют противоположный заряд, поэтому между ними возникает электрический разряд.
Чтобы световой поток не обжигал кожу и сетчатку глаз, применяется спецснаряжение для защиты исполнителя.
Строение
Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.
Анодное пятно — характеризуется температурой до 26000C и выделением до 42% тепловой энергии. Потери напряжения до 11 V, из-за постоянной атаки электронов оно имеет форму кратера.
Столб дуги — это нейтральный участок, в нем содержится около 20% от общего тепла и максимальная температура, потери напряжения не более 12 V.
Благоприятная длина столба до 6 мм, при этом размере температура дуги устойчивая, что благотворно сказывается на прочности шва.
При ручной сварке или в механизированной среде плавящимися электродами в защитном газе и использовании источника постоянного тока, пользуются методом обратной и прямой полярности, например, при соединении толстостенных деталей, анод подключают к ним, чтобы обеспечить максимум тепла, а также достаточную глубину проварки.
Виды
- прямого воздействия, устойчиво горит между соединяемыми деталями и электродом,
- непрямого действия — ее создают два электрода, а конструкция, предназначенная к соединению воедино, не задействована в общей цепи,
- трехфазный вариант — к каждому участнику процесса подключается одна фаза,
- плазменная — столб сжимается защитными газами.

Для создания дуги при использовании трансформатора, надо прикоснуться электродом к соединяемым заготовкам, но современное оборудование для сварочных работ позволяет активировать дугу бесконтактным методом, для этого применяется осциллятор.
Классификация
Электрическая дуга имеет различные виды, что напрямую зависит от типа производимой сварки и среды, где она выполняется.
- Открытого типа. Сварка выполняется на открытом пространстве без применения газа, участвуют только пары плавящегося металла, обмазки электрода, а также молекулы воздуха.
- Закрытый вид. Для этого используется флюс, который защищает место сварки от воздействия окружающей среды.
- Дуговая сварка плавящимся электродом в защитном газе. Сварочные работы производятся при использовании инертного газа, подающегося под большим давлением.
Кроме этого, используется классификация по параметрам:
- ток,
- длительность горения,
- какие используются электроды,
- принцип работы.
Момент возникновения
Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.
Затем вытягивается шейка длиною около 5 мм, нагрев поднимается до максимума, происходит ионизация молекул столба воздуха, которая необходима для стабилизации горения дуги, а сварная дуга прочно соединяет конструкции. Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл. Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.
В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: «Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности».
Особенности
Это физическое явление имеет индивидуальные отличия:
- В столбе плотность достигает 10—20 А/мм2.
- Электрическое поле распределено неравномерно — малые величины в середине столба и огромные ближе к периферии.
- Из-за ее свойств в виде большой плотности газов в дуге концентрируется высокая температура, чем меньше длина столба, тем быстрее она достигает максимума.
- С помощью регулировки длины дуги получают и различия вольт-амперных характеристик.
Сварка заслуженно признается надежным способом соединения различных конструкций, не имеющей альтернативы. Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Чем определяется мощность?
Этот параметр зависит от множества причин: основа — длина столба, затем идет мощность и высокой силы ток, подающийся на электрод. При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
Продолжительность
На практике чаще всего используется непрерывный режим, а импульсный — во время выполнения контактной сварки, когда соединение происходит не сплошным швом, а только в специально рассчитанных точках. Герметичность в таком режиме не обеспечивается, но соединение тонкостенных корпусов выполняется прочно.
Чтобы получить герметическое соединение, электродом становится ролик, передвигающийся по кромке свариваемого изделия. Импульс подается с малым промежутком, поэтому зоны оплавления металла частично перекрываются — в результате получается сплошной шов. Такая методика выполняется при автоматическом соединении трубопроводов.
Температурные зоны
Центральная часть столба дуги при любом варианте сварки имеет высокие температурные значения, а рядом с катодом или анодом она составляет только 60—70% от всей тепловой энергии. При подключении переменного тока полярность отсутствует, потому что расположение полюсов меняется с интервалом 50—60 колебаний за секунду.
Сварочная дуга при таком режиме обладает намного меньшей устойчивостью, а температура её постоянно изменяется. Из преимуществ такого процесса соединения металлов отмечается простое и недорогое оборудование, а также полное отсутствие области негативного явления, называемого магнитное дутье.
Вольт-амперная характеристика
Известны три таких аналога внешних источников питания:
- падающая, когда напряжение снижается, а сила и плотность тока растет,
- жесткая — величина напряжения не зависит от силы тока,
- возрастающая, напряжение возрастает вместе с силой тока.
На графике хорошо видны красного цвета диаграмма, отображающая падение напряжения при образовании дуги, а далее во время устойчивого горения. Начинаются кривые от точки, которая указывает холостой ход трансформатора (около 50 V). В момент образования сварочной дуги напряжение довольно резко падает, но потом стабилизируется и становится постоянной величиной.
Инвертор для сварочных работ
Коротко отметим, что отличие инвертора от других аппаратов для сварки заключается в следующем:
- Потребляет в два раза меньше электроэнергии.
- Параметры тока позволяют быстрое образование дуги.
- Стабильность горения во время проведения сварки.
- Это сложная конструкция, способная изменять силу тока для максимальной стабильности дуги.
- Он преобразует переменный ток в постоянный, но уже с большей частотой и наоборот.
- У изделия имеется встроенный понижающий трансформатор.

Последняя фаза заключается в направлении постоянного тока высокой частоты к выпрямителю и далее на электрод.
Выводы
Мы выяснили природу возникновения электрической дуги, ее технические характеристики, классификацию, а также основные параметры. Для начинающего сварщика всё вышеописанное — это аксиома, чем больше теоретических знаний, тем быстрее молодой исполнитель научится правильно соединять различные металлы, приобретет необходимый опыт.
Загрузка…Определение и строение дуги.
Сварочной дугой называется мощный устойчивый электрический разряд в газовой среде, образованной между электродами, либо между электродом и изделием.
В сварочной дуге дуговой промежуток разделяется на три основные области: анодную, катодную и столб дуги.
Рисунок 8. Схема сварочной дуги.
Температура в столбе сварочной дуги колеблются от 5000 до 12000° К и зависят от состава газовой среды дуги, материала, Ø электрода и плотности тока.
Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный трех фазный).И по длительности горения (стационарная, импульсная). При применении постоянного тока различают дугу прямой и обратной полярности.
При прямой полярности – (катод) находится на электроде, а положительный (+) – анод) на изделии.
При обратной (+) – на электроде, а (–) – на изделии.
По принципу работы различают дугу прямого, косвенного и комбинированного действия.
Рисунок 9. Электрическая сварочная дуга: а) прямого; б) косвенного; в) комбинированного действия.
Статическая ВАХ сварочной дуги
Рисунок 10. Статистическая х-ка дуги при постоянной длине дуги.
Статистическая х-ка дуги при постоянной длине дуги.
Сварочная дуга в области имеющую падающую вольтамперную характеристику имеет малую устойчивость.
В области 2 – (80÷800А) напряжение дуги почти не изменяется, что объясняется увеличением сечения столба дуги и активных пятен.
При увеличении сварочного тока более 800А (область 3) напряжение дуги снова возрастает. Это объясняется увеличением плотности тока без роста катодного пятна. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах.
Процесс образования электронов и ионов называется ионизацией, а газ, содержащий электроны и ионы, ионизированными.
При прохождении электрического тока через газовый промежуток положительные ионы стремятся к отрицательному полюсу (катоду), а отрицательные к положительному (аноду).
Процесс образования нейтральных атомов и молекул называется рекомбинацией. При рекомбинации выделяется энергия в форме электромагнитного излучения.
Излучение с поверхности отрицательного полюса электронов во внешнюю среду называется электронной эмиссией.
Энергия, израсходованная на отрыв электрона, называется работой ионизации. Работа ионизации, выраженная в электрон-вольтах, называется потенциалом ионизации. Количество энергии, выраженная в электрон-вольтах, которое необходимо затратить для возбуждения атома или молекулы газа, называется потенциалом возбуждения.
Наименьший потенциал ионизации (3,9эВ) имеют пары, а наибольший (24,5эВ) наблюдается у газа гелия.
Узнать еще:
Статическая характеристика дуги — Справочник химика 21
О статической характеристике дуги говорить нет смысла, так как ток дуги н тепловое состояние газового промежутка непрерывно изменяются.
 Поэтому при переменном токе речь может идти лишь о динамических вольт-амперных характеристиках. Форма последних сильно изменяется в зависимости от условий горения дуги, в основном от условий охлаждения ее. На рис. 1-11 даны наиболее характерные формы динамических вольт-амперных характеристик дуг там же показаны осцил- [c.36]
Поэтому при переменном токе речь может идти лишь о динамических вольт-амперных характеристиках. Форма последних сильно изменяется в зависимости от условий горения дуги, в основном от условий охлаждения ее. На рис. 1-11 даны наиболее характерные формы динамических вольт-амперных характеристик дуг там же показаны осцил- [c.36]Требования к источникам питания для дуговой сварки. Основным свойством источника питания является его внешняя характеристика, представляющая собой зависимость напряжения источника от тока нагрузки. Сварочная дуга, являющаяся потребителем тока, в свою очередь характеризуется определенной зависимостью напряжения на дуговом промежутке от сварочного тока (статическая характеристика дуги). [c.261]
Для устойчивого горения дуги необходимо соответствие формы внешней характеристики источника питания форме статической характеристики дуги. В случае однопостовой сварки источником питания дуги обычно является специальный сварочный генератор постоянного тока или сварочный трансформатор. При многопостовой дуговой сварке под источником питания дуги подразумевают совокупность общего источника питания (генератора постоянного тока, выпрямительной установки или трансформатора) с регулятором тока отдельного сварочного поста в виде балластного реостата при сварке на постоянном токе или реактора (дросселя) при сварке на переменном токе. [c.261]
При автоматической дуговой сварке под слоем флюса с жесткой статической характеристикой дуги внешняя характеристика источника питания молсет быть круто падающей (такая характеристика предпочтительна при автоматическом регулировании напрян[c.262]
Все вышеизложенное касалось дуги постоянного тока. При питании дуги переменным током условия ее горения существенно меняются, так как дуга дважды в течение периода гаснет и вновь зажигается. Поэтому при переменном токе статическая характеристика дуги не имеет смысла, можно лишь говорить о связи действующих значений напряжения и тока для времени, намного превышающего длительность одного периода. Условия горения дуги переменного тока характеризуют динамические вольт-амперные характеристики, охватывающие время одного полупериода. На рис. 4.3 даны динамические характеристики дуги переменного тока. Маломощная дуга на воздухе (рис. 4.3, а) интенсивно охлаждается, поэтому ток в ней протекает с перерывами, и она характеризуется пиками напряжения за- [c.185]
Условия горения дуги переменного тока характеризуют динамические вольт-амперные характеристики, охватывающие время одного полупериода. На рис. 4.3 даны динамические характеристики дуги переменного тока. Маломощная дуга на воздухе (рис. 4.3, а) интенсивно охлаждается, поэтому ток в ней протекает с перерывами, и она характеризуется пиками напряжения за- [c.185]
В заключение отметим, что только что изложенная теория позволяет решать, по крайней мере в первом приближении, вопросы не только о внешних условиях устойчивости режима разряда, но и об условиях возникновения стационарных электрических колебаний в цепи, содержащей газоразрядный промежуток. С другой стороны, эта теория представляет собой лишь первый, далеко неполный подход к решению поставленных задач. В частности, если динамическая характеристика разряда сильно отличается от статической, то необходимо было бы пользоваться первой, а это невозможно, так как ход динамической характеристики зависит от скорости изменения 1 я I/ во времени (пример — дуговой разряд на переменном токе). В этих случаях для приближённого решения вопроса приходится пользоваться некоторой средней характеристикой, выбранной в соответствии с условиями опыта. С таким примером мы встретимся в главе о дуговом разряде при помощи схемы рисунка 173, пользуясь электрической дугой между угольными электродами при атмосферном давлении, можно генерировать электрические колебания только не слишком большой частоты, так как при очень больших частотах средняя характеристика дуги перестаёт быть падающей и II становится > 0. [c.408]
Таким образом, первым требованием к источнику питания сварочной установки является соответствие внешней характеристики источника статической характеристике дуги. [c.262]
Статическую характеристику дуги получают при медленном изменении ее режима. Если же ток изменять быстро, то изменение состояния столба дуги не будет успевать за изменением тока вследствие термической инерции.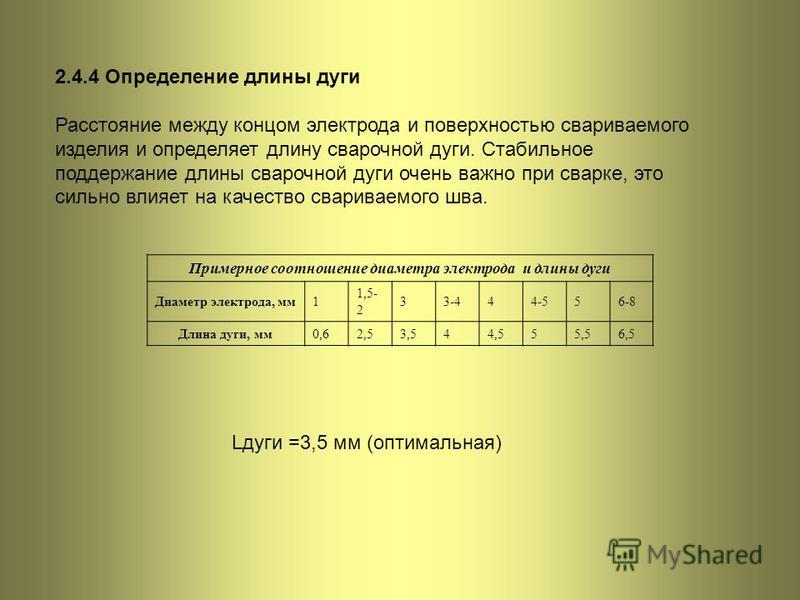 При малых токах сопротивление столба больше, по- [c.35]
При малых токах сопротивление столба больше, по- [c.35]
При переменном токе термическое состояние в междуэлектродном пространстве непрерывно изменяется, поэтому дуга переменного тока не имеет статической характеристики, а имеет лишь динамические характеристики (рис. 25). [c.63]
Динамическая характеристика дугового разряда сильно отличается от статической. Вид динамической характеристики зависит от быстроты изменения режима дуги. Практически наиболее интересна характеристика дуги при питании переменным током. Одновременное осциллографирование тока и напряжения даёт картину, изображённую на рис. 127. Начерченная по этим кривым характеристика дуги за целый период имеет [c.328]
Если на электроды дуги, питаемой постоянным током, наложить переменное напряжение амплитуды, меньшей, чем напряжение питающего дугу постоянного тока, то характеристика получается в виде замкнутой петли, охватывающей статическую характеристику с двух сторон. При увеличении частоты переменного тока ось этой петли поворачивается, сама петля сплющивается [c.526]
Возникновение дугового разряда при изменении силы тока в разрядном промежутке при низком давлении (133,3 Па) отмечено точкой на статической вольт-амперной характеристике (рис. 4.1). Распределение электрического потенциала между электродами при горении дуги неравномерно (рис. 4.2), поэтому в пространстве катод I — анод 2 выделяют три характерных области анодного падения напряжения I, столба II и катодного падения III (рис. 4.2). Дуга отличается малым 80 [c.80]
Приведённые выше формулы (639) и (640) соответствуют упрощённой теории колебаний дуги. При более строгом рассмотрении приходится считаться с особенностями динамической характеристики дуги. При непосредственном применении формул (639) и (640) V приходится брать не из статической характеристики, а из средней характеристики , построенной на основании восходящей и нисходящей ветвей динамической характеристики [1723]. [c.531]
При непосредственном применении формул (639) и (640) V приходится брать не из статической характеристики, а из средней характеристики , построенной на основании восходящей и нисходящей ветвей динамической характеристики [1723]. [c.531]
Из уравнения (V. 12) следует, что при быстром уменьшении тока дуговой промежуток не успевает ионизироваться, его сопротивление не успевает возрасти и падение напряжения будет меньще, чем по статической характеристике. И наоборот при быстром росте тока падение напряжения на дуге будет больше, чем по статической вольт-амперной характеристике. [c.108]
При быстрых же изменениях тока, например, от / до 2 (рис. 5-4) кривая изменения напряжения отклоняется от статической характеристики вследствие того, что новое тепловое состояние столба дуги наступает не мгновенно, [c.243]
Вольт-амперные характеристики выражают зависимость напряжения от силы тока. Так как напряжение дуги складывается из катодного и анодного падения потенциалов и падения потенциалов в столбе дуги, то характеристики дают свойства плазмотрона в целом. Статическими мы называем также характеристики, которыми обладает дуговой разряд в состоянии устойчивого равновесия при разных значениях силы тока. [c.127]
Выяснение статической вольт-амперной характеристики (зависимости напряжения между электродами от тока дуги) имеет большое значение. Применительно к рассматриваемому случаю она определяет возможные режимы работы печи при питании от источника по-. стоянного тока и позволяет, рассчитав мощность печи, установить необходимые ток и напряжение на печи. [c.26]
В особом случае дуговой св 1ркн в среде защитных газов на постоянном токе при большой плотности тока в электроде имеет место возрастающая статическая характеристика дуги, В этом случае внешняя характеристика источника может быть жесткой и даже слегка возрастаюш,ей, что обеспечивает большую интенсивность саморегулирования электрической дуги [43]. [c.262]
Уже в 1940 году металлообрабатывающая промышленность СССР занимала первое место в мире по числу находящихся в работе сварочных аппаратов. Академиком В. Н. Никитиным в 1924— 1935 годах проведены широкие исследования процессов, имеющих место в электрических машинах и аппаратах для дуговой сварки. Им проведено исследование физических свойств сварочной дуги, определены параметры статической характеристики дуги, выявлено влияние электрических параметров источника тока на режим сварочной дуги. На основе этих исследований создана теория сварочных машин и аппаратов и созданы новые их типы, в том числе и для сварки на переменном токе как низкой, так и повышенной частоты (Е. В. Нитусов, Ф. И. Кислюк, В. П. Вологдин, С. Т. Назаров). Существенным усовершенствованием методов сварки явилось применение специальных обмазок электродов (флюсов). Разложение обмазок в дуге создаёт благоприятную атмосферу для горения дуги и для процессов плавления и сварки, улучшает качество шва и химический состав и структуру наплавленного металла. В связи с этим проведены исследования физико-химических процессов, имеющих место при сварке (Е. О. Патон, К. К. Хренов, М. В. Поплавко, Г. М. Ти-ходеев и др.). Благодаря этим исследованиям в настоящее время возможна высококачественная сварка всех марок углеродистых и легированных сталей [2341, 2339]. [c.701]
Следовательно, зависимость напряжения на дуге от ее тока должна быть снижающейся. Экспериментальное исследование статических вольт-амперных характеристик дуг постоянного тока для большинства случаев подтвердило это положение. Впервые эти характеристики были изучены Гертой Айртон, предложившей следующее выражение для них [c.31]
Рнс. 3. Статические V характеристики дуги 15 п. )а МО-троие вихревой схемы [П] [c.190]
Испытав четыре метода определения величины наводороживания стали, основанные на измерении механических характеристик проволочных образцов (определение разрушающей нагрузки при растяжении на машине РМ-50, определение числа перегибов на приборе НГ-1, определение пластичности по числу оборотов при скручивании на машине К-2, измерение числа циклов при кручении деформированных по дуге 01бразц0в), и метод выносливости полукольцевых образцов, нагруженных на определенную величину, меньшую предела кратковременной прочности (статическая водородная усталость), мы пришли к следующим выводам. [c.38]
Индекс О указывает на то, что величина соответствует установившемуся режиму. Уравнение (2.6.1) при С = сопз1, =сопз1, /0=соп81 имеет два решения одно пз ннх определяет область устойчивого горения дуги, другое — неустойчивого. Предельный случай, когда два решения сливаются в одно, определяет границу, отделяющую участки статической вольт-амперной характеристики дугн с устойчивым и неустойчивым горением дуги. [c.187]
На рис. 3 приведено семейство статических вольт-амперных характеристик электрической дугн, стабилизированной воздушным вихрем. Каждая кривая соответствует определенному значению расхода воздуха через плазмотрон. В этих экспериментах электрическая дуга питалась от генератора постоянного тока / ,=220-т-230 в, ф2—0. Поэтому условиями устойчивости являются неравенства (2.6.6), а верхней границей области устойчивости — равенство [c.189]
Смелянский M, Я-, Цишевский В. П., Ткачев Л. Г., Г у т т ер м а н К. Д., Методика снятия статической вольт-амперной характеристики мощной плавящей дуги в вакууме. Информационно-технический сборник ЦБТИ электротехнической промышленности. М., 1959, W 4. [c.109]
Что такое дуговая сварка? — [Значение, определение и типы процессов]
Дуговая сварка была впервые обнаружена около 1800 года. За последние 200 лет она претерпела несколько волн оптимизации и обновления. По этой же причине некоторые отрасли промышленности используют дуговую сварку в своих процессах. Оглянитесь вокруг: от строительных площадок до автомобильных заводов, авиационных ангаров, морских доков и до мастерских.
Что такое дуговая сварка? Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания тепла для соединения металлов.Источник питания генерирует электрическую дугу между неплавящимся или расходуемым электродом и основным материалом, используя либо постоянный ток (DC), либо переменный ток (AC).
вот полное руководство со всем, что вам нужно знать!
Для чего используется дуговая сварка?
Дуговая сварка использует электричество для создания сфокусированного всплеска энергии, очень похожего на молнию. Вот как используется это мощное устройство.
Для плавления и соединения различных металлов
Эта электрическая дуга способна поднять температуру в точке приложения примерно до 6400 градусов.
Это намного превышает температуру плавления высокоуглеродистой стали, которая составляет около 2600-2800 градусов. Кроме того, температура плавления титана превышает 3000 градусов.
Создание чистых сварных швов
Концентрированное тепло сразу же создает лужу расплавленного металла в заготовке. Это позволяет сварщику соединять две металлические части вместе с дополнительным заполнением или без него.
Применение защиты из инертного газа или флюса вокруг этой металлической лужи гарантирует, что затвердевающий металл не будет содержать примесей.
Ссылки по теме: 5 типов сварных соединений и их использование — полное руководство
Для поддержания механических свойств сварных металлов
Разница между сварным швом, выполненным под защитой экрана, и сварным швом, оставленным в атмосфере, в основном заключается в их механических свойствах.
Воздух содержит много различных загрязнителей и окислителей. Как только они достигают сварного шва, он становится хрупким и подверженным коррозии.
Для быстрого выполнения работы с хорошей отделкой
Таким образом, дуговой сваркой можно выполнять сварные швы, которые сохраняют первоначальную прочность детали. Квалифицированный сварщик также выберет правильную технику дуговой сварки. Это позволяет быстро выполнить работу с первоклассной отделкой.
Пример работы со сварочными аппаратами TIG. Эти устройства предлагают самые аккуратные бусинки из всех, при условии, конечно, что сварщик имеет необходимый уровень сноровки и ручного труда.
Сварка TIG занимает немного больше времени, чем MIG, но даже с высокой точностью MIG, сварка TIG по-прежнему способна сохранить красивый внешний вид детали.
Ссылки по теме: В чем разница между сваркой TIG и MIG?
Для различных рабочих требований
Различные методы сварки предлагают сварщикам разные преимущества. Например, сварка штангой отлично подходит для работы на стройплощадке.
МИГ отлично подходит для сложных работ, — для ремонта автомобилей. А TIG — это мастер на все руки, который может работать с несколькими видами металлов.
Параметры мощности на аппарате для дуговой сварки могут быть низкими, средними или вы можете получить аппарат с очень высокой выходной мощностью.
Все зависит от того, чем вы занимаетесь. Некоторые мастерские имеют более одного сварочного аппарата для всех баз.
Для поддержки различных отраслей промышленности
Дуговая сварка универсальна, при необходимости агрессивна и выполняет свою работу. Это нормально видеть его на стройплощадках, широко используется в механических работах, при ремонте автомобилей и даже в мегапроектах. Он также обычно используется на верфях и для авиационных работ.
Быть настолько могущественным; это самое большое преимущество дуговой сварки, но это также и ее главный недостаток.
Тонкие листы металлов плохо подходят для дуговой сварки. С ними все еще можно справиться, особенно при сварке MIG.
Но требуется немного больше навыков, чтобы работать с калиброванной сталью, не деформируя ее и не пробивая ее.
Какие виды дуговой сварки?
Дуговая сварка использует один принцип, который заключается в использовании электричества для создания значительного количества тепла. , что позволяет плавить твердые металлы.
Исходя из этого основного принципа, инженеры и сварщики разработали несколько производных технологий.Каждый из них решает проблему сварки.
Метод дуговой сварки, используемый в помещении, обязательно отличается от метода, используемого на открытом воздухе. А то, что хорошо подходит для точных работ, может быть не лучшим решением для тяжелых производственных работ.
Также важны расположение сварных швов, тип металла и толщина заготовки.
Различные методы дуговой сварки можно разделить на категории в зависимости от используемых в процессе электродов.
Грубо говоря, существуют методы плавления электродов, такие как Stick и MIG.И есть методы с использованием неплавящегося электрода, такие как TIG.
Типы дуговой сварки могут иметь другой параметр для классификации, которым является тип подачи расходуемой проволоки. В этом отношении бывают ручные, полуавтоматические и автоматические.
Вот основные виды дуговой сварки:
Палка
Также называется дуговой сваркой защищенного металла (SMAW), ручной дуговой сваркой металла (MMAW) или дуговой сваркой под флюсом.
Метод сварки штучной сваркой — один из старейших видов сварки.Вот почему он кажется простым и в некотором роде сырым.
Основной материал соединяется со сварочным аппаратом, так что он становится частью электрической цепи. Другой полюс — электрод палки.
Зажигание дуги происходит не сразу, на самом деле требуется немного практики и движения, имитирующие зажигание спички.
После того, как дуга образовалась, электрод необходимо перемещать с одинаковыми приращениями вперед и в сторону.Основной металл плавится под действием тепла, и электрод поставляет необходимый наполнитель.
Состав электрода часто выбирается в соответствии с основным материалом . Он должен быть совместимым и обеспечивать наилучшее соответствие с ним. Это гарантирует, что соединение сохранит исходные свойства основного металла.
Экранирование сварного шва обеспечивается экраном электрода. По мере таяния пар образует защитное облако вокруг металлической лужи.Он также образует слой шлака поверх затвердевающего металла для дальнейшей изоляции его от примесей, висящих в окружающем воздухе.
Связанное чтение : Вы толкаете или тянете при сварке электродом? Какой правильный?
Сварка палкой проста и проста в освоении. Он также обеспечивает большую гибкость, так как не требует подключения газа и его не беспокоит воздух. . Вот почему это довольно распространено на строительных площадках.
Часто используется для черных металлов, что немного ограничивает.Однако недавние модификации сварочных аппаратов и электродов позволили использовать сварку штучной сваркой для алюминия, никеля, чугуна и меди.
С другой стороны, это немного грубо и неаккуратно. Он также оставляет слой шлака, который необходимо удалить щеткой и сколами после завершения работы.
Сварка штучной сваркой — важный метод, которым должен овладеть любой достойный сварщик. На самом деле, когда люди говорят о «дуговой сварке», они часто имеют в виду «сварку стержнем».
Сварка металла в среде инертного газа (MIG)
Официально называемая газовой дуговой сваркой (GMAW), представляет собой элегантный вид сварки штучной сваркой. Он имеет более эргономичную ручку, которая автоматически подает проволоку в качестве присадочного электрода.
Инертный газ обтекает проволоку / электрод для обеспечения необходимой защиты сварного соединения. Сварка часто бывает быстрой, аккуратной и точной.
СваркаMIG изначально была разработана для сварки алюминия и других цветных металлов, но ее простота использования вскоре добавила стали в ее сферу.
MIG не требует настройки мощности. Часто работает с постоянным напряжением постоянного тока. Но он также хорошо работает с постоянным током постоянного и даже переменного тока.
Схема сварки MIG явно намного сложнее, чем палка. Кроме того, его нельзя использовать на открытом воздухе или в помещениях с сквозняком.
Это ограничивает использование MIG мастерской. Он портативен в этом пространстве, поэтому, если вам приходилось работать с ремонтом или ремонтом автомобилей, сварочный аппарат MIG идеально подойдет для этой работы.
Сердечник из флюса
Настоящее название — дуговая сварка порошковой проволокой (FCAW). По сути, это приспособление для аппарата MIG, позволяющее использовать его на открытом воздухе.
Основное отличие в используемом проводе. Добавление флюса устраняет необходимость подключения инертного газа к сварочному аппарату.
Это позволяет сварщикам использовать аппарат для сварки сердечников из флюса на открытом воздухе, как и ручку, но с гибкостью, предлагаемой MIG.
СердечникFlux может также использоваться с защитой инертным газом, что обеспечит двойную защиту.Однако в этом нет необходимости, и ради портативности он часто используется без него. Сварка сердечника флюсом выполняется быстро и легко, поэтому неудивительно, что это происходит на строительных площадках.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как газовая вольфрамовая дуговая сварка (GTAW), представляет собой другой метод сварки, в котором используется неплавящийся электрод. Остальная часть установки включает в себя присадочный электрод и источник инертного газа.
Сварщики, обученные MIG или Stick, могут сначала запутать сварку TIG.Это понятно, поскольку при сварке TIG нужно перемещать обе руки по основному металлу.
Плавление металла одной рукой и перемещение присадочного электрода другой.
Через некоторое время у большинства сварщиков вырабатывается индивидуальный стиль использования этих нескольких инструментов. Усилия, вложенные в изучение сварки TIG, вознаграждаются умением выполнять высококачественные сварные швы.
Эти стыки редко нуждаются в дополнительной отделке или скрытии из виду. Они действительно хорошо выглядят.
Сварочный аппарат TIG универсален и хорошо работает с широким спектром металлов.Он хорошо работает с тонкими металлами, поэтому его часто используют в домашних предметах, таких как велосипеды.
Прочность соединений и хорошее качество отделки добавили авиационные и морские работы к специализации сварки TIG.
Дуговая сварка под флюсом (SAW)
Сварка под флюсом не относится к подводной сварке, несмотря на то, что она «под флюсом». Фактически, то, что погружено, — это металлическое основание. Он полностью покрыт гранулированным флюсом. Вам может быть интересно, как сварщик может дотянуться до заготовки? В этом сценарии нет сварщика.
Это промышленная сварочная техника. Он полностью автоматизирован, и дуга расположена так, что достигает уровня ниже флюсового покрытия. Защита от атмосферных загрязнений впечатляет. А образующийся слой шлака вскоре отрывается сам по себе.
Сварка под флюсом — быстрая, точная и дает минимальное количество дыма. Его часто используют для больших деталей в процессах, где требуется высокая производительность.
Плазменно-дуговая сварка (PAW)
Этот метод является производным от сварки TIG. Основными недостатками сварки TIG являются медленное развитие и ограниченное использование тонких металлических листов. В плазменной дуговой сварке используется плазменный газ для создания более сфокусированной дуги.
Это позволяет использовать PAW для более толстых металлических деталей, а также автоматизировать процесс. Это, естественно, увеличивает скорость сварки, сохраняя при этом первоклассное качество отделки.
Plasma расширяет возможности станка и предлагает дополнительные возможности для резки стальных листов. Резки часто бывают аккуратными и точными, поэтому существуют автономные станки плазменной резки.
Плазменно-дуговая сварка работает с различными металлами, такими как алюминий, титан, медь и сталь. Это близко к диапазону полезности TIG, но не с магнием.
Часто используется для обработки нержавеющей стали, которую можно автоматизировать.
Дуговая сварка шпилек (ASW)
Дуговая приварка шпилек — это процесс, который обеспечивает надежное крепление двух металлических частей без сверления отверстий.
Это также промышленный процесс, обеспечивающий высокую производительность, а также соединения, которые невозможно ослабить или отсоединить одним движением руки.
Электрошлаковая сварка (ESW)
Электрошлаковая сварка — это еще один автоматизированный процесс сварки, который очень похож на сварку под флюсом. Он используется для выполнения симметричного сварного шва с заполнением зазоров за один проход.
Настройка немного сложна, как и принцип, по которому она работает. Однако это забота промышленных инженеров, и этим ребятам нравится трудность!
Как работает аппарат для дуговой сварки?
Аппарат для дуговой сварки — это прежде всего источник питания с парой кабелей.Мощность, выходящая из сварочного аппарата, направляется на два полюса кабеля. Одна сторона подключается к заготовке, а другая — к электроду.
Когда цепь замкнута, в результате столкновения электрических полюсов возникает электрическая дуга. Электрод переносит тепло, выделяемое дугой, в одну точку на заготовке.
Так плавятся металлы и присадочный материал, и впоследствии создается сварной шов.
У сварщиков есть несколько настроек и несколько приспособлений для оптимизации их использования. Некоторые из них предназначены для выполнения только одного типа сварки, например, сварочные аппараты MIG.
Другие, более универсальны и предоставляют более одного режима работы. Некоторые до сих пор работают сварщиками, работающими в разных режимах.
Основной настройкой сварочного аппарата является его мощность. Потребляемая мощность сварочного аппарата изначально подразделяется на постоянный и переменный ток. У каждого есть свое применение и применение.
Напряжение сварочного аппарата определяет длину дуги, а ток определяет количество выделяемого тепла. Большинство машин способны обеспечивать постоянный ток или постоянное напряжение.
Полярность электродов — одна из самых важных настроек в аппаратах для сварки постоянным током. Анод, который является положительным электродом, сохраняет большую часть тепла. Это хорошо, когда требуется глубокая сварка или когда заготовка не выдерживает чрезмерного нагрева.
Изменение полярности смещает расположение нагрева к заготовке и позволяет выполнять неглубокие сварные швы и более тонкую работу.
Еще одна важная настройка — это рабочий цикл. Это число часто указывается в процентах, и оно определяет, сколько времени сварщик может проработать, прежде чем ему потребуется пять.
Например, рабочий цикл 60% означает, что сварщик может проработать шесть минут, а затем остановит аппарат на четыре минуты.
Как работает дуговая сварка >> Посмотрите видео ниже:
Дуговая сварка сильнее, чем MIG?
Прежде чем указывать на то, что MIG на самом деле является разновидностью дуговой сварки, вы можете вспомнить, что я упоминал ранее, что сварку палкой часто называют «дуговой сваркой».Таким образом, это сравнение силы мышц при сварке MIG и сваркой Stick.
Конкуренция почти решена еще до того, как мы начнем. MIG был получен из сварки штангой для обработки более тонких материалов. У нее нет такого же глубокого проплавления или обильного отложения присадки, как при сварке штучной сваркой.
С точки зрения прочности, довольно ясно, что вам нужно выбрать для сварки большой детали. Однако все так же черно-белое. Целесообразно рассмотреть и другие параметры.
Для сварки небольшой детали не потребуется чрезмерная мощность сварки, поэтому сварщик MIG и сварщик Stick должны быть связаны. Кроме того, с точки зрения точности и скорости MIG легко справляется.
Ссылки по теме: 8 самых прочных типов сварных швов, которые вы должны знать
Преимущества и недостатки дуговой сварки
Дуговая сварка существует уже около 200 лет. Он широко используется в строительстве, судостроении и авиастроении.В последнее время дуговая сварка распространилась на небольшие отрасли.
В настоящее время дуговой сварщиком могут пользоваться даже любители и домовладельцы.
Вся эта обширная история демонстрирует важность дуговой сварки в различных условиях. Вот некоторые из причин, по которым он широко используется, а также несколько недостатков, связанных с этим использованием.
Преимущества дуговой сварки
- Эффективная сварка различных черных и цветных металлов
- Быстрая сварка крупных деталей
- Возможность выполнения точных сварных швов при необходимости
- Сварка может выполняться в помещении или на месте
- Сварочные аппараты доступны по разным ценам.
- Соединение сохраняет основные свойства свариваемых материалов
- Экранирование сохраняет сварной шов чистым и свободным от коррозионных агентов
- Он может сваривать два несовместимых металла
- Возможность подводная сварка или очень большие трубы
Трудно поверить, что после всех этих преимуществ у дуговой сварки вообще могут быть какие-то недостатки.Но вот и мы, ребята, нет ничего идеального!
Недостатки дуговой сварки
- Дуговая сварка — это мощный инструмент, поэтому он не подходит для сварки тонколистового металла
- Он требует много ресурсов по сравнению с другими видами сварки
- Сварщикам требуется обширное обучение для хорошей работы
- Оборудование немного сложно, и необходимы навыки для работы
- Базовая установка цеха дуговой сварки может быть дорогостоящей
Связано: Как начать и развивать сварочный бизнес за 11 шагов
Легко ли дуговая сварка для начинающих?
Дуговая сварка включает в себя изучение четырех основных методов сварки, понимание того, как работает сварочный аппарат, и знание того, что лучше всего использовать для каждого типа дуговой сварки.
Кроме того, необходимо изучить все меры безопасности при работе в цехе дуговой сварки.
Это место, где металлы перегреваются, везде есть высоковольтное оборудование, есть риск взрыва, а факелы буквально растворяют железо!
Это определенно выглядит как большой кусок и может показаться сложным для новичков. Однако по своему опыту я знаю, что новички без особых проблем разбираются в различных технических аспектах.
Многие сварщики разрабатывают собственные стили сварки вскоре после изучения основ . Это показывает, как быстро они приобретают необходимые навыки, а также то, что с этими машинами легко чувствовать себя достаточно уверенно.
Первые неприглядные бусины и несколько несчастных случаев с вольфрамовой иглой могут отпугнуть некоторых сварщиков. Но при настойчивости и прилежании большинство этих ошибок новичков становятся кормом для мастерства.
Также настоятельно рекомендуется изучить дуговую сварку у профессионалов.Онлайн-видео потрясающие и очень информативные. Но когда дело доходит до дуговой сварки, ничто не может заменить прямого наставничества.
Ссылки по теме: 11 распространенных дефектов сварки и способы их предотвращения
Заключение
С аппаратами для дуговой сварки работают как профессиональные, так и начинающие сварщики. Есть так много техник и столько настроек, которые нужно изучить.
Это может показаться немного ошеломляющим. Особенно, если постоянно слышать разные термины сварки, не понимая полностью, что они означают.Что еще более важно, ощущение, что отсутствует важный навык. А значит, возможность для улучшения бизнеса может быть упущена.
Это руководство содержит все, что вам нужно знать о дуговой сварке. Поэтому, если вы планируете освоить новый навык или расширить свой сварочный бизнес, это должно помочь вам сделать первые шаги.
Сварка — это область, в которой мы постоянно учимся новому. На рынке постоянно появляются новые машины. А вместе с ними увеличивается потенциал для реализации более крупных проектов.Быть на шаг впереди — значит хорошо познакомиться с машинами и научиться ими пользоваться.
Вы знаете, что говорят: чем больше узнаешь, тем больше зарабатываешь!
ДУГОВАЯ СВАРКА | Определение ARC WELDING в Оксфордском словаре на Lexico.com также означает ARC WELDING
дуговой сварки
Произношение / ˈˌärk ˈˌweldiNG / / ˈˌɑrk ˈˌwɛldɪŋ /
Перевести дуговую сварку на испанский язык
существительное
A техника, в которой металл свариваются с использованием тепла, выделяемого электрической дугой.
«Для дуговой сварки в среде защитного металла существует два основных типа электродных покрытий».
Дополнительные примеры предложений
- «Это же предостережение относится к автоматической дуговой сварке порошковой проволокой или дуговой сварке металлическим электродом».
- «Экранированная дуговая сварка металла может использоваться для сварки медных сплавов различной толщины».
- «Корпус собирается с использованием различных технологий, включая дуговую сварку, точечную сварку и самопробивные заклепки. .«
- » Наиболее часто используемые сегодня сварочные процессы включают газовую сварку, дуговую сварку и контактную сварку. »
- « Дуговая сварка вольфрамом с использованием инертных защитных газов вряд ли является новым процессом ».
- «Этот эффект сводится к минимуму с помощью дуговой сварки металлическим газом из-за более высокой скорости сварки».
- «Требования к предварительному нагреву будут аналогичны дуговой сварке металлическим электродом в газе. -расходный процесс и создано довольно много ремонта и брака.’
- ‘ Покрытые электроды являются наиболее популярным типом присадочного металла, используемым при дуговой сварке. ‘
- ‘ Требуемое оборудование идентично тому, которое требуется для дуговой сварки в экранированном металле. ‘
- ‘ Все Сварщики занимались ручной дуговой сваркой металлическим электродом в защитных оболочках. ‘
- ‘ Нейси объясняет, что для быстрой и качественной дуговой сварки необходимо согласованное управление скоростью подачи проволоки, формой импульса и движением робота .«
- » Например, Триведи указывает, что высокая металлическая скульптура, спроектированная Пабло Пикассо, была бы невозможна без дуговой сварки. ‘
- ‘ Дуговая сварка под флюсом обычно не используется для сталей без механической обработки. ‘
- ‘ Газовая дуговая сварка используется для соединения титана и титановых сплавов толщиной более 3 мм. ‘
- ‘Преимущество традиционной дуговой сварки заключается в том, что она недорогая, но ее сложно контролировать.«
- » Это по сравнению с плотностью тока всего 104 Вт на квадратный сантиметр для дуговой сварки. »
- « Например, дуговая сварка под флюсом широко используется для наращивания поверхности изношенных деталей ».
Глоссарий окончательных терминов по сварке
Одно из достоинств сварщика — это то, что ваши навыки всегда востребованы в разных отраслях, где базовые навыки сварки одинаковы. Сварщиков можно найти работающими на производственных предприятиях, строительных площадках и восстановлением инфраструктуры, такой как мосты и шоссе.Возможность переходить из одной отрасли в другую обеспечивает более высокий уровень гарантий занятости, чем многие другие типы рабочих мест.
Эта универсальность компенсирует тот факт, что ожидаемый рост рабочих мест до 2024 года для сварщиков немного ниже, чем в среднем по стране для всех профессий, по данным Бюро статистики труда. Однако совершенно ясно: сварщики, прошедшие обучение новейшим сварочным технологиям, будут иметь конкурентное преимущество перед теми, кто не прошел такого обучения.
Если вы собираетесь работать сварщиком, полезно знать некоторые термины, которые вы услышите во время обучения:
Основные термины сварки
- Напряжение дуги — напряжение, которое проходит вдоль сварочной дуги.
- Основной металл — металлический материал, который будет свариваться или резаться.
- Связка — соединение сварочного металла и основного металла.
Резак
Резак — инструмент, используемый при газовой резке для контроля газов, которые используются для предварительного нагрева и резки металла.
- Очки защитные — средства защиты, которые носят для защиты глаз сварщика от вредного излучения во время сварки и резки.
- Каска — защитное снаряжение для защиты лица и шеи сварщика.
- Liquidus — самая низкая температура, при которой металл становится жидким
- Точка плавления — температура, которая должна быть достигнута, чтобы металл начал разжижаться.
- Диапазон плавления — диапазон температур между солидусом и ликвидусом.
Ликвидус
Solidus — самая высокая температура, при которой металл остается полностью твердым.
- Закалка — процесс повторного нагрева закаленной стали ниже самой низкой критической температуры с последующим охлаждением для повышения прочности стали.
- Сварной шов — точка, в которой металлы были сплавлены вместе путем нагрева материалов до подходящей температуры. Для выполнения сварного шва можно использовать присадочные металлы или давление.
- Сертификат сварщика — документ, удостоверяющий, что сварщик выполнил свои сварные швы в соответствии с установленными стандартами.
- Сварочная горелка — инструмент, применяемый при газовой сварке для регулирования расхода используемых газов.
Сварочные материалы
Сварочные процессы
- Дуговая резка — процессы резки, при которых материалы разрезаются плавлением, вызванным теплом дуги между электродом и металлом.
- Дуговая сварка — методы сварки, при которых плавление достигается путем нагрева соединяемых материалов с помощью электрической дуги.Это может быть сделано с наполнителем или без него.
- Дуговая сварка без покрытия — метод дуговой сварки, при котором плавление осуществляется с помощью неэкранированной дуги для получения тепла между неизолированным или слегка покрытым электродом и свариваемым материалом. Присадочный металл поступает из электрода, и давление не используется.
- Пайка — метод сварки с использованием присадочного металла, который сжижается при температуре выше 800 F, распределяется внутри канавки, фланца или другого типа соединения и распределяется по стыку за счет капиллярного действия.
- Сварка припоем — процесс сварки, при котором присадочный металл сжижается при температуре выше 842 F и ниже твердого состояния основного металла.
- Углеродно-дуговая сварка — метод сварки, при котором сплавление создается дугой между угольным электродом и свариваемым материалом.
- Газовая сварка — процесс сварки, при котором газовое пламя создает сварочное тепло.
- Металло-дуговая сварка — процесс сварки, при котором тепло, выделяемое дугой, образует сварной шов путем сплавления металлического электрода и свариваемого материала.
- Сварка давлением — процесс сварки, при котором для выполнения сварного шва используется давление.
Определите свое будущее: станьте сварщиком всего за 55 недель!
Рассматривали ли вы возможность стать сварщиком в качестве возможного карьерного роста? Вы можете получить диплом по морской сварке всего за 55 недель. Свяжитесь с ATI сегодня, чтобы получить дополнительную информацию и начать новую карьеру. Свяжитесь с нами по телефону 800-468-1093 или запросите информацию сегодня.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ — Институт передовых технологий (ATI) не дает никаких претензий, гарантий или гарантий относительно фактических возможностей трудоустройства или потенциального заработка нынешним, прошлым или будущим студентам или выпускникам любой предлагаемой образовательной программы.Веб-сайт Advanced Technology Institute публикуется только в информационных целях. Прилагаются все усилия для обеспечения точности информации, содержащейся в домене AUTO.edu; однако гарантия точности не дается. Его содержание не создает никаких договорных прав, явных или подразумеваемых.
Информация о прибыльном трудоустройстве — Степень AOS в области морской сварки
Информация о прибыльном трудоустройстве — Сварка в море (диплом)
Для получения дополнительной информации об Институте передовых технологий или любой из наших программ щелкните здесь: http: // www.auto.edu/ или http://ow.ly/VoydP.
Что такое сварка? Определение, типы и процесс
Готовы ли вы начать увлекательную карьеру сварщика? Эта востребованная отрасль позволяет вам работать руками, создавая и ремонтируя широкий спектр металлических компонентов. Что такое сварка? Узнайте сегодня и узнайте больше о том, как начать свою карьеру сварщика в Калифорнии или по всей стране.
Welding Defined
Сварка — это надежный способ соединения двух металлических частей.
Этот базовый процесс можно выполнить разными способами, но по своей сути сварка — это соединение металлических частей.
Этот процесс требует тепла и давления. Сварщик использует электрическое или газовое пламя для создания сильного тепла, чтобы размягчить кусок металла или металлический стык. Прикладывается давление, и два металлических куска соединяются вместе. После охлаждения деталь становится одной с прочным соединением.
Сварка часто используется, когда невозможно соединить два металлических куска другим способом.Заклепки, винты и другие крепежные детали не создают герметичного уплотнения. Они также могут стоить дороже и использоваться только в определенных типах соединений. Сварной шов — это прочный стиль соединения, который можно использовать по-разному. Сварщик — это профессиональная карьера, которая сочетает в себе формирование навыков мышления, решения проблем и практических навыков для повседневной работы, полной азарта и возможностей для роста.
Процесс сварки
Вы можете быть удивлены количеством способов соединения двух металлических частей. Сварка используется практически во всех отраслях промышленности, поэтому сварщикам необходимо проявлять творческий подход к выбору правильного типа сварки и стиля соединения.Вот несколько распространенных способов соединения двух деталей:
- Торцевое соединение
• Тройник
• Угловое соединение
• Соединение внахлестку
• Стыковое соединение
Сварщик выбирает тип соединения после тщательного рассмотрения материалов и применения. Должен ли материал выдерживать большие поперечные нагрузки или скручивающие нагрузки? Это может повлиять на выбор наилучшего типа соединения и используемый тип сварного шва.
Некоторые сварочные работы требуют от вас навыков решения проблем. Подойдет ли для этого случая краевой или тройник? Какой наполнитель и инертный газ лучше всего подходят для этой конкретной области применения?
Когда у вас появятся навыки, опыт и ресурсы в рамках качественной программы обучения, вы сможете легко ответить на эти вопросы, чтобы создавать безопасные продукты для своей отрасли.
Типы сварных швов
Все типы сварных швов можно разделить на две категории: сварка давлением и сварка плавлением. При сварке давлением используется высокое давление при температуре плавления основного материала или выше. Сварка плавлением фокусирует тепло на краю материала и не требует внешнего давления. Во многих сварных швах плавлением используется инертный газ для улучшения прочности и других характеристик сварного шва.
В Summit College El Cajon студенты узнают о наиболее распространенных сварочных инструментах, защитном снаряжении и стилях сварки.Теперь вы узнаете только об этих распространенных стилях, но получите возможность попробовать свои силы в сварке в реальных условиях. Вот наиболее часто используемые стили сварки:
- Газовая вольфрамовая дуга
• Экранированная металлическая дуга
• Порошковая дуга
• Газовая металлическая дуга
• Плазменная дуга
• Электронный луч
• Лазерный луч
• Электрошлаг
• Сварка атомарным водородом
Эти девять разновидностей можно разделить на три категории: трение, дуга и электронно-лучевая сварка.Сварка трением использует механическое трение и может применяться даже для обработки дерева и алюминия. В нем не используются присадочные металлы и не требуется защитный газ, поэтому он используется в различных отраслях промышленности для прочного склеивания древесины и легких алюминиевых изделий.
Дуговая сварка — самый популярный и привычный вид сварки. Независимо от того, выберете ли вы ручной, автоматический или полуавтоматический сварочный аппарат, важно научиться создавать успешные соединения с помощью дуговой сварки. Под эту категорию подпадают TIG, MIG, GTAW и другие распространенные стили сварки.
Высокотехнологичная сварка — это лазерная сварка. Этот стиль обычно автоматизирован и используется для глубоких сварных швов. Электронно-лучевая сварка требует вакуума, тогда как лазерные сварочные аппараты можно использовать на воздухе.
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение | ||
| Срок | Определение
| ||
Срок действия
| Определение
| ||
Срок действия
| Определение | ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
Срок действия
| Определение
| ||
| Срок | Определение | ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
Как работают сварочные работы
Сварка — это широко распространенный метод обработки металлов, при котором два куска металла соединяются вместе для образования прочной связи.Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и стекать вместе. В более старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигли температуры плавления, но в более новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла. Дуга возникает, когда электрический заряд передается от электрода к заготовкам.Электрод обычно расходный и заряжается отрицательно или положительно в зависимости от желаемого характера сварного шва. Правильный сварной шов часто создает связь между деталями, которая сильнее, чем исходная прочность самих деталей.
Существует множество различных интерфейсов, которые используют эту базовую предпосылку для получения сварного шва. Наиболее широко используемый метод — дуговая сварка металлическим экраном (SMAW), более известная как сварка штучной сваркой. Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет детали.Газовая дуговая сварка металла (GMAW), известная в просторечии как MIG-сварка, представляет собой метод, в котором в качестве электрода используется расходная проволока, которая автоматически подается через пистолет, который одновременно распределяет газообразный аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает сварку стыка с использованием электрической дуги, подаваемой под слоем флюса. Это в основном автоматический процесс, когда присадочная проволока медленно подается вдоль стыка под флюсом. Этот метод позволяет получать высококачественные сварные швы благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса.Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и требует много времени. Проволока вручную аккуратно подается в дугу, генерируемую неплавящимся вольфрамовым электродом, размещенным в пистолете для подачи аргона, аналогичном MIG. Электрод из вольфрамового сплава не плавится под воздействием высокой температуры дуги, что обеспечивает точность ручной подачи проволоки. Этот метод требует высокого уровня навыков и применяется в особых случаях.
Сварочное искусство происходит от личного метода сварки сварщика.Многие переменные одновременно влияют на характеристики сварного шва, поэтому инженеры-сварщики имеют протоколы аттестации процедур (PQR), чтобы гарантировать качественную сварку в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику индивидуальный метод. Материал, толщина, тип соединения и угол сварного шва — все это переменные, которые необходимо учитывать. В то же время необходимо равномерно поддерживать тепло между двумя деталями, иначе сварной шов будет неравномерным.Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и мастерство в этих ситуациях позволяет выработать индивидуальный метод или стиль.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварной шов выполняется без надлежащего экранирования, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлом для покрытия электрода и при дуговой сварке под флюсом для покрытия области сварного шва. Когда флюс расходуется, образуется углекислый газ и шлак.Двуокись углерода действует как защитный газ и защищает сварной шов, в то время как шлак остается твердым побочным продуктом расплавленного флюса. Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется аргон. Аргон — это инертный газ, который хорошо защищает от загрязнения, и в этих случаях он подается сварочным пистолетом. Сварка TIG часто требует высокой точности, и в некоторых случаях детали помещаются в небольшую камеру, заполненную газом аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.
Сварка — это отрасль, характеризующаяся высоким качеством изготовления и непрерывной квалификацией. Сертификат может быть выдан только в том случае, если сварщик может стабильно производить качественные работы, и этот сертификат зависит от того, как часто сварщик практикует свое ремесло. В проектах часто требуется, чтобы сварщики были сертифицированы по определенному кодексу. Это гарантирует, что только утвержденные сварщики участвуют в проекте, что является важной характеристикой для требовательных клиентов, включая федеральные и местные органы власти.Из-за необходимости оставаться сертифицированным, название игры в сварке действительно звучит как «используй или потеряй».
Сварка — это сложный процесс, который требует уравновешивания многих переменных для создания структурно прочного продукта. Есть много разных методов на выбор, и в каждом методе есть множество различных стилей, которые можно использовать для конкретного приложения. Понимание процесса сварки является важным инструментом в арсенале производителей.
Что такое дуговая сварка? — Определение с преимуществами и недостатками
Несомненно, сварка — это процесс соединения двух или более металлов ручным, автоматическим и полуавтоматическим методами.
В электродуговой сварке, как известно, для процесса сварки используется электрический источник.
Сварка не так проста, как кажется. За всем процессом получения такого сильного тепла для плавления металлов стоит феномен.
В частности, это явление называется электрической дугой. Учитывая потребности клиентов и доступную стратегию дуговой сварки , на рынке используется .
Один из стандартных и простых способов понять электрическую дугу — это:
- ЧТО ТАКОЕ ДУГОВАЯ СВАРКА?
- ВИДЫ ДУГОВОЙ СВАРКИ?
- ПРЕИМУЩЕСТВА И НЕДОСТАТКИ.
Процесс обычно относится к электрической дуге, генерируемой путем подачи электрического тока между основным металлом и стержнем. В зависимости от типа основного металла и стержня положение потока различается как переменное, так и постоянное. Электрический ток подается на электрод от источника сварочного тока. Ток создает температуру до 6000 ° F, которая плавится на сломанных краях металлов, чтобы соединиться и создать явление плавления металлов.
Для создания дуги используются сварочные прутки и неплавящиеся .Неплавящиеся сварочные электроды только помогают источнику питания создавать дугу, в то время как расходуемые электроды плавятся сами по себе, выделяя тепло, и действуют как заполнители между трещинами.
Кроме того, в процессе сварки необходима дуговая защита. Когда металл нагревается, существует вероятность того, что он вступит в реакцию с частицами окружающей среды и выполнит окисление или нитрификацию. Химическая реакция, происходящая между расплавленным металлом и воздухом, снижает ударную вязкость соединения и вызывает трещины при сварке.Итак, дуговой экран из инертных газов используется для предотвращения этой химической реакции и укрепления костей.
Типы дуговой электросваркиЭлектрическая дуга подразделяется на различные типы:
- Металлическая электрическая дуга
- Газовая дуговая сварка вольфрамом
- Газовая дуговая сварка металлическим электродом
- Углеродная электрическая дуга.
Этот тип сварочного металлического электрода используется в процессе сварки.
По требованию может быть расходным или непотребным.Этот вид сварки требует меньшей температуры.
Также называется ( TIG) сварка вольфрамом в среде инертного газа. В этом процессе используется неплавящийся вольфрамовый электрод. Этот электрод окружен аргоном , гелием или любым другим инертным газом; эти газы предотвращают процесс окисления сварного шва. Тонкий лист сваривается газовой вольфрамовой сваркой.
Ну, известное название этой сварочной дуги — ( MIG ) металлический инертный газ. Используется новый металлический электрод, который защищен неоном и другими инертными газами, как и газы, присутствующие в вольфрамовом электроде, аналогично используемым для ограничения процесса окисления в месте сварки.
При сварке этого типа используются электроды на углеродной основе. Для генерации дуги требуется высокий ток и низкое напряжение. Вышеупомянутая древняя техника сварки.
Преимущества электрической дуги- Мощная связь создается электрической дугой.
- Его механизм прост для понимания.
- Обеспечивает максимально надежное качество сварки.
- Не требует затрат времени и дешевле, чем другие методы сварки.Его типы оборудования легко доступны.
- Химически активные металлы нельзя сваривать сваркой.
- Для достижения идеальных результатов требуется огромный опыт.
- При такой сварке образуется больше отходов, что в некоторых случаях может увеличить стоимость проекта.
Эта статья является однозначным ответом на поставленный вопрос; что такое дуговая сварка? Это более гибкий метод сварки, чем другие.С помощью этого процесса в основном свариваются промышленные и бытовые объекты.