Оборудование рабочего места сварщика — Энциклопедия по машиностроению XXL
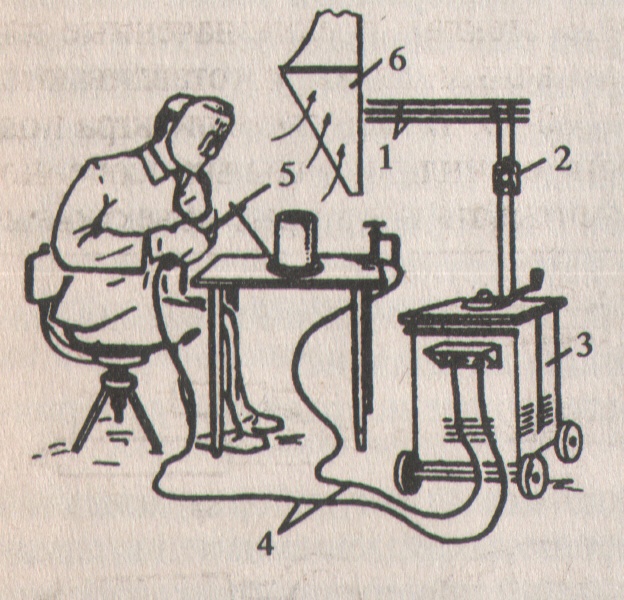
Элементами оборудования рабочего места сварщика являются 1) рабочий стол, 2) щиты, 3) кабина, 4) инструмент, 5) защитные приспособления, 6) вспомогательное оборудование, 7) сборочно-сварочные приспособления. [c.313]Оборудование рабочего места сварщика [c.409]
Удобство управления установкой является одним из важнейших условий, влияющих на производительность и качество сварки. Необходимо заботиться об оборудовании рабочего места сварщика, о доступности органов управления для обслуживания и о том, чтобы сварщик во время работы находился в удобном положении. [c.213]
Правильная организация сварочных работ и хорошо оборудованное рабочее место сварщика повышают производительность труда и приучают сварщика к аккуратности, исполнительности и порядку. [c.700]
К оборудованию рабочего места сварщика относятся 1) рабочий стол 2) щиты и кабины для защиты окружающих от лучей сварочной дуги 3) приспособления для защиты сварщика от лучей сварочной дуги и брызг расплавленного металла. 4) инструменты 5) сборочносварочные приспособления.
При выполнении электросварочных работ все оборудование, находящееся иод напряжением, должно быть надежно заземлено. Для защиты сварщиков от ультрафиолетовых и тепловых излучений на рабочем месте должны быть защитные маски со светофильтрами, рукавицы и фартуки из несгораемой ткани. Защита окружающих от ультрафиолетовых излучений обеспечивается установкой на рабочем месте сварщика специальной кабины. [c.166]
При монтаже тепломеханического оборудования большое значение имеет также правильная организация рабочего места сварщика, основанная на следующих основных положениях. [c.272]
Оборудование рабочего места для ручной сварки состоит из сварочного аппарата постоянного или переменного тока, сварочного стола, стеллажа, предохранительного щитка, электрододержателя, защитной одежды и различных сборочно-сварочных приспособлений.
Важную роль в обеспечении высокой производительности труда имеет правильная организация рабочего места сварщика. Рабочее место должно быть обеспечено исправным оборудованием, инструментами и необходимыми материалами. До начала работы сварщик должен получить наряд на выполняемую работу с указанием расценки, карту технологического процесса и необходимое количество сварочных материалов (электродов, сварочной проволоки, защитных газов, флюсов и т. п., в зависимости от вида сварки). [c.291]
Сварочное оборудование может легко передвигаться, что дает возможность обслуживать шланговым полуавтоматом достаточно большие производственные площади. В некоторых случаях оказывается удобным подвешивание подающего механизма полуавтомата над рабочим местом сварщика. Для этого у механизма имеется крючок 6.
Недостатками стенда являются наличие торцового вращателя, который создает некоторые неудобства при сборке секций (торец собранной секции должен быть на уровне планшайбы вращателя) появление в результате вращения торцовым вращателем собранной секции угловых деформаций ( скручивания ) трубы низкий уровень механизации выполняемых а стенде работ (механизирована только сварка) большой удельный вес вспомогательных операций при сварке (закрепление вращателя, переходы сварщика от стыка к стыку, перемещение сварочного оборудования и т. д.) зависимость выполнения сва- рочных работ от климатических условий, так как рабочее. место сварщика не защищено от ветра, дождя. [c.168]
Необходимость обеспечения дистанционного управления процессом сварки с рабочего места относится главным образом к ручной сварке, так как оборудование для механизированной сварки изготовляется с учетом этого требования. На строительно-монтажной площадке рабочее место сварщика почти всегда размещается на расстоянии в несколько десятков метров от источника питания сварочной дуги.
 При этом сварка обычно выполняется на значительной высоте от земли, а источники пита-
[c.254]
При этом сварка обычно выполняется на значительной высоте от земли, а источники пита-
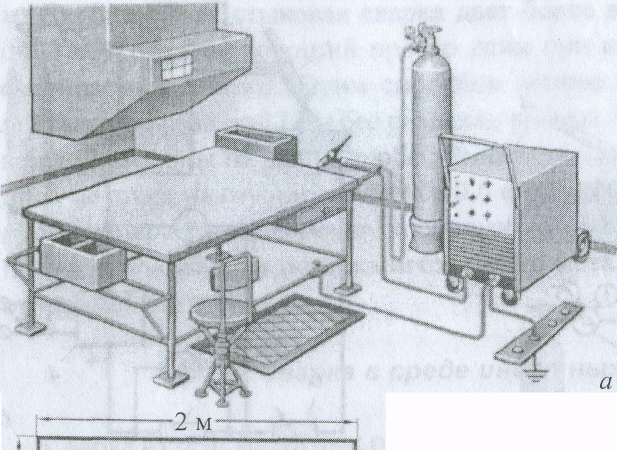
[c.254]Площадь отдельного рабочего места сварщика должна быть ие не менее 10 м . При этом свободной от оборудования и материалов должна быть площадь не менее 5 на каждый сварочный пост. [c.634]
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
К чисто организационным мероприятиям повышения производительности труда сварщиков относятся своевременное обеспечение сварщиков исправным, подключенным к сети сварочным оборудованием, сварочными материалами (электродами, защитным газом), сварочным инструментом, шлангами, кабелем, спецодеждой, средствами индивидуальной защиты предоставление сварщику оборудованного рабочего места и обеспечение безопасных подходов к нему своевременное предоставление сварщику подготовленных для сварки деталей, конструкций и технологической документации (Инструктивных указаний) по технологии сварки обеспечение сварщика необходимыми производственно-бытовыми условиями. [c.249]
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. [c.11]
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. Для организации газосварочного поста необходимы [c.11]
Рабочее место сварщика (сварочный пост) должно быть оснащено всеми необходимыми техническими средствами, обеспечивающими наиболее полное использование сварочного оборудования и высокопроизводительную качественную работу сварщика при благоприятных условиях труда. Рабочее место сварщика в условиях строительно-.монтажного производства, кро.ме источника питания, должно быть оснащено электрическими кабелями, различным инструментом, приспособлениями и оснасткой. В настоящее время в различных отраслях народного хозяйства находят широкое применение типовые проекты организации труда на рабочих местах, в которые типовая организация рабочих мест входит составной частью.
[c.65]
В настоящее время в различных отраслях народного хозяйства находят широкое применение типовые проекты организации труда на рабочих местах, в которые типовая организация рабочих мест входит составной частью.
[c.65]
Рабочее место сварщика на строительной площадке часто находится на большой высоте, поэтому главное внимание обращают на оборудование надежных подмостей и подходов (лестниц) к месту сварки с соответствующими ограждениями. При работе в зимних условиях сварщики, как и другие рабочие, должны быть снабжены теплой спецодеждой. Кроме того, им должна быть предоставлена возможность периодически обогреваться в специально оборудованных для этого помещениях вблизи места работы.
Рабочее место сварщика с комплектом оборудования и аппаратуры называется сварочным постом. Последний может быть стационарным (фиг. 14) или передвижным. [c.39]
Сварочный пост-рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электроде держа гелем, сборочно-сварочными приспособлениями и инструментом, щитком или маской. [c.22]
В брошюре приведены свойства пластмасс и указано их влияние на свариваемость. Описаны существующие способы сварки пластмасс, в частности газовым теплоносителем, сварочное оборудование, применяемое при газовой сварке, и организация рабочего места сварщика. Приведены способы подготовки швов под сварку. [c.2]
Время обслуживания рабочего места и перерывов зависит от интенсивности работы машины, стойкости инструмента и сложности оборудования, а также от условий труда, способствующих большей или меньшей утомляемости сварщика. [c.478]
К конструктивно-технологическим факторам системы управления качеством сварки относятся техническая документация, исходные материалы (основные и сварочные), сварочное оборудование, сборочная оснастка и инструмент, рабочее место (условия работы), квалификация сборщиков и сварщиков, сборка, процесс сварки, послесварочные операции, контроль качества сварных соединений.
При ручной электродуговой сварке на рабочем месте устанавливается следующее оборудование стол сварщика, поворотный стул, стеллажи для деталей, шкаф для хранения электродов и инструмента, кантователь для установки деталей при сварке и необходимые подъемные устройства. [c.166]
Расстанавливать сварщиков по рабочим местам и участкам следует индивидуально, с учетом их квалификации, объема и сложности работ, чтобы обеспечить полную загрузку в течение рабочей смены и высокое качество работ. От правильной организации рабочего места в значительной степени зависит производительность труда сварщика и качество сварных соединений. Сварочную аппаратуру следует располагать таким образом, чтобы сварщик мог выполнять работу на возможно большей площади без перестановки оборудования. [c.257]
Организация обслуживания рабочих мест предусматривает выдачу наряда-задания перед началом работы инструктаж по технике безопасности на рабочем месте ознакомление сварщика и бригадира с чертежами, технической и учетной документацией, особенностями технологического процесса и требованиями к качеству сборки и сварки, с технологической оснасткой обеспечение постоянной исправности оборудования поддержание на рабочих местах безопасных условий труда, а также производственной дисциплины и культуры производства. [c.257]
Дуговая сварка. Правильное и рациональное размеще- ние рабочего места сварщика имеет большое значение в повышении безопасности сварочных работ, производительности труда и качества сварки. В целях защиты сварщиков, подсобных и вспомогательных рабочих от лучистой энергии, горящих поблизости сварочных дуг в постоянных местах сварки для каждого сварщика устраивают отдельные кабины площадью [(2х 2) (2 X 3) ] м (не считая площади, занятой оборудованием) и высотой 1,8—2 м. Для улучшения вентиляции стены кабины не доводят до пола на 15—20 см. Материалом стен кабин может служить тонкое железо, фанера, брезент, покрытые огнестойким составом, или другие огнестойкие материалы.
Ввиду того, что процесс плазменной резки сопровождается высоким уровнем шума и га-зопылевьщелением, машины для резки должны эксплуатироваться только в специально оборудованных цеховых помещениях со звукопоглощающей облицовкой стен и потолка. Для защиты от высокочастотного шума в процессе плазменной резки рабочее место сварщика вынесено в специальную кабину управления. Машины должны оснащаться вытяжной вентиляцией, отсасывающей из-под листа в зоне резки продукты сгорания и испарения. Вентиляционная система должна предусматривать систему очистки от вредных выбросов озона, оксида азота, твердых частиц. Производительность вентиляции должна быть не менее [c.374]
Размещение сварочного оборудования должно обеспечивать безопасный и свободный к нему доступ. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах. Сварочные установки, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в брызгопылезащитном испачнении. Над сварочными установками незащищенного исполнения, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика и сварочное оборудование. При отсутствии таких навесов электросварочные работы во время дождя или снегопада должны прекращаться. Продолжение работ после дождя или снегопада разрешает лицо, ответственное за безопасность работ. Электросварочные установки, расположенные над землей или перекрыти- [c.282]
Особый режим устанавливают при выполнении электро- и газосварочных работ, работ по электро- и кислородной резке металлов. Для защиты от разлетающихся искр и брызг расплавленного металла рабочее место сварщика необходимо ограждать металлическими, асбестовыми или брезентовыми (смоченными водой) ширмами. Сваривать овежеокрашенные конструкции запрещается. В местах производства сварочных и газорезательных работ нельзя хранить и применять огнеопасные материалы (бензин, керосин, ацетон, спирт). От места сварки до легковоспламеняющихся жидкостей и других горючих материалов должно быть расстояние не менее 30 м. Сварочные провода и рукава для газов нельзя прокладывать вместе. Запрещается выполнять оварку на расстоянии ближе 10 м от баллонов с горючими газами, газопроводов, ацетиленовых генераторов и иловых ям. Курить разрешается только в специально отведенных местах, оборудованных бачками с песком или урнами.
[c.285]
Сваривать овежеокрашенные конструкции запрещается. В местах производства сварочных и газорезательных работ нельзя хранить и применять огнеопасные материалы (бензин, керосин, ацетон, спирт). От места сварки до легковоспламеняющихся жидкостей и других горючих материалов должно быть расстояние не менее 30 м. Сварочные провода и рукава для газов нельзя прокладывать вместе. Запрещается выполнять оварку на расстоянии ближе 10 м от баллонов с горючими газами, газопроводов, ацетиленовых генераторов и иловых ям. Курить разрешается только в специально отведенных местах, оборудованных бачками с песком или урнами.
[c.285]
Планировка элементов производства на каждом участке (или в пролете) сборочно-сварочных работ выполняется в соответствии с технологической последовательностью выполняемых операций. На оборочно-оварочных участках или в отделениях основным видом оборудования являются сварочные машины, источники питания сварочной дуги и вспомогательное сварочное оборудование. Установки для механизированной сварки составляют единое целое с рабочим сборочно-сварочным местом и поэтому вписываются в его габариты. Источники питания сварочной дуги (сварочные трансформаторы, выпрямители, преобразователи) следует располагать в промежутках между колоннами здания (вдоль продольной оси колонн), так как обычно эта площадь не бывает занята другим оборудованием. Вокруг оборудования должны быть оставлены проходы шириной около 0,5 м. Во избежание повреждения транспортируемыми сварными конструкциями источники питания должны ограждаться перилами высотой примерно 1 м. При недостаточной площади между колоннами однопостовые сварочные трансформаторы, выпрямители и преобразователи устанавливаются на балконах-мостиках, устраиваемых между колоннами здания на высоте не менее 3 м, причем вся регулирующая и пусковая аппаратура размещается внизу, у рабочего места сварщика. [c.250]
Над сварочными установками незахщсщенного исполнения, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика или на сварочное оборудование.
 [c.18]
[c.18]Рабочее место сварщика должно быть оснащено исправным оборудованием, инструментом и обеспечено необходимыми материалами. Перед началом работы сварщику должен выдаваться наряд на выполняемую работу с указанием расценки. Сварщик должен своевременно получать карту технологического процесса, в которой подробно и ясно указывается порядок выполнения сварки, размеры швов и режимы сварки. На протяжении всего рабочего дня сварщик должен бесперебойно обеспечиваться работой. На рабочем месте сварщика должен быть запас электродов, электродной проволоки и флюсов при ручной и автоматической электродуговой сварке, а также присадочный металл и газы при газовой сварке. При сварке крупногабаритных изделий целесообразно применять специальные быстэодействующие кантователи и поворотные приспособления, дающие возможность производить сварку всех швов в нижнем положении. Применение таких приспособлений сокращает вспомогательное время на поворот изделий с помощью крана. [c.630]
При работе сварщика на строительной площадке, когда рабочее место сварщика находится на высоте, главное внимание обращают на оборудование надежных подмостей и подходов к месту сварки, а также на надежность крепежных ремней. При высоте до 12 м для размещения сварщика прпменяют специальные телескопические вышки. При работе в осеннее время, когда возможно наибольшее количество выпадения атмосферных осадков и появление значительной силы ветра, применяют специальные укрытия, обеспечивающие защиту мест сварки от атмосферных осадков и ветра. [c.535]
В Англии для сварш,и-ков, работающих в закрытых сосудах и закрытых помещениях, изготовляются приборы, подающие чистый воздух к рабочему месту сварщика. В продаже имеются различные вентиляционные установки, которые легко приспособить к разному сварочному оборудованию как при ручной, так и при автоматической сварке. [c.290]
Электромагнитные контакторы с ручным управлением более надежны в эксплуатации и дают возможность в нужный момент включить или отключить сварочные трансформаторы от силовой сети. Работают они со значительно меньшим шумом, чем контакторы с автоматическим управлением, которые при каждом самопроизвольном обрыве дуги между изделием и электродами выключают сварочное оборудование, что увеличивает шум на рабочем месте сварщика. Кроме того, автоматические контакторы требуют более тщательной регулировки и ухода, чем контакторы с ручным управлением. Схема включения трехполюсного электромагнитного контактора с ручным кнопочным управлением в силовую цепь напряжением 380/220 в показана на рис. 91. Вся система электромагнитного контактора работает следующим образом. При повороте выключателя 8 замыкается электрическая цепь вторичной обмотки понижающего вспомогательного трансформатора 9 и срабатывает промежуточный однополюсный контактор (реле) 10 низкого напряжения. Последний захмыкает цепь трехполюсного электромагнитного контактора И, который и включает сварочные трансформаторы / и 2 в силовую сеть. При повороте выключателя 8 в обратном направлении сварочные трансформаторы отключаются от силовой сети. Выключатель 8 расположен на рукоятке электрододержателя 12 и приводится в действие большим пальцем правой руки. На стационарных сварочных постах для удобства работы иногда выключатель 8 видоизмененной конструкции ставится на педали.
[c.208]
Работают они со значительно меньшим шумом, чем контакторы с автоматическим управлением, которые при каждом самопроизвольном обрыве дуги между изделием и электродами выключают сварочное оборудование, что увеличивает шум на рабочем месте сварщика. Кроме того, автоматические контакторы требуют более тщательной регулировки и ухода, чем контакторы с ручным управлением. Схема включения трехполюсного электромагнитного контактора с ручным кнопочным управлением в силовую цепь напряжением 380/220 в показана на рис. 91. Вся система электромагнитного контактора работает следующим образом. При повороте выключателя 8 замыкается электрическая цепь вторичной обмотки понижающего вспомогательного трансформатора 9 и срабатывает промежуточный однополюсный контактор (реле) 10 низкого напряжения. Последний захмыкает цепь трехполюсного электромагнитного контактора И, который и включает сварочные трансформаторы / и 2 в силовую сеть. При повороте выключателя 8 в обратном направлении сварочные трансформаторы отключаются от силовой сети. Выключатель 8 расположен на рукоятке электрододержателя 12 и приводится в действие большим пальцем правой руки. На стационарных сварочных постах для удобства работы иногда выключатель 8 видоизмененной конструкции ставится на педали.
[c.208]
Рабочее место сварш,ика должно занимать площадь не менее 4 м , расположение оборудования должно обеапечивать безопасность (работы. Газооварщик должен работать в рукавицах и спецодежде, защищающей от попадания на кожу брызг металла и шлака. Спецодежду (костюм из плотной материи и брезентовые рукавицы) выдают сварщику бесплатно по утвержденным нормам. Для защиты глаз сварщик должен работать в очках с защитными стеклами — по ГОСТ 9497—60 (табл. 32). [c.182]
При производстве электро- и газосварочных работ во избежание взрывов, ожогов, заболевания глаз необходимо выполнять следующие правила каждый сварщик должен иметь специальные защитные щиток, маску или очки с защитными стеклами сварщик должен работать в брезентовой спецодежде, а на руки надевать брезентовые рукавицы во время дождя и снегопада сварочные работы котельного оборудования на открытом воздухе запрещаюся, в некоторых случаях эти работы допускаются при устройстве над рабочим местом навеса при монтаже котлов и водоподогревателей сварка может выполняться при температуре не ниже —20 °С одновременная работа электросварщиков и газосварщиков в закрытых металлических сосудах (баках, барабанах и т. п.) запрещается при нахождении электросварщика на металле свариваемой конструкции или детали котельного оборудования последние должны быть надежно заземлены сваривать трубопроводы, находящиеся под давлением, запрещается.
[c.259]
п.) запрещается при нахождении электросварщика на металле свариваемой конструкции или детали котельного оборудования последние должны быть надежно заземлены сваривать трубопроводы, находящиеся под давлением, запрещается.
[c.259]
Труд сварщиков оплачивается на основе технически обоснованых норм выработки, определяющих количество продукции, которое, должно быть произведено рабочим в единицу времени при условии максимально возможного применения передового производственного опыта. Технически обоснованные нормы времени позволяют сварщику правильно и наиболее производительно использовать рабочее время и полностью загрузить сварочное оборудование. Применяя рациональные приемы сварки, рабочий имеет возможность 01е только выполнять, но и перевыполнять установленные нормы. Технически обоснованная норма времени на сварочные работы состоит из основного (машинного) времени сварки, подготовительно-заключительного, вспомогательного и времени, затрачиваемого на обслуживание рабочего места, на отдых и естественные надобности. [c.193]
Организация рабочего места сварщика ручной дуговой сварки
Общая информация
Правильная организация рабочего места (сварочного поста) — обязательное условие для продуктивной работы сварщика. Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
У рабочего места сварщика есть множество вариаций. Сварщик может работать один или в команде, он может выполнять работу всегда на одном месте или быть мобильным. И от каждого типа работ будет зависеть организация пространства.
К любому сварочному посту предъявляются следующие требования:
- Площадь, отведенная под выполнение работ, должны быть достаточной не только для рабочих манипуляций, но и для свободного передвижения самого сварщика.
- Рабочее место должно оснащаться всем необходимым инструментарием и рабочими поверхностями.
- На рабочем месте должны быть предусмотрены места для удобного хранения рабочих вещей.

- Рабочее место должно вентилироваться, а также должно иметь достаточное количество источников света.
- Сварочный пост должен быть безопасным, огнеупорным.
Это краткое описание стандартного сварочного места. В последствии к этим пунктам добавляются другие требования, предусмотренные для выполнения тех или иных работ.
Постоянные и временные рабочие места
Организация рабочего места сварщика ручной дуговой сварки зависит от самого типа работ. Если это постоянное или стационарное место, то в этом случае сварка производится в специальных мастерских или же в цехах. Рабочий аппарат устанавливается в полностью закрытом, хорошо вентилируемом помещении. Специалисты рекомендуют установить бетонный пол для максимальной безопасности.
А вот временное рабочее место применяется для сварки непосредственно на самом объекте. В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. Обязательно наличие огнетушителей, песка, ведра и других материалов для тушения пожара.
Типы сварочных мест
Любая подготовка рабочего места сварщика начинается с определения работ. Какой работой будет заниматься мастер? Это будет ручная дуговая сварка, он будет варить на полуавтомате или использовать иное оборудование? Ведь рабочее место электрогазосварщика абсолютно точно будет отличаться от рабочего места электросварщика.
В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.
После обустройства стационарного поста он напряжении долгого времени остается неизменным. Меняется лишь сварочное оборудование, комплектующие, износившиеся конструкции. Проще говоря, стационарное рабочее место — это своеобразный «скелет», к которому в последствии можно добавлять другое оборудование, но при этом сам пост остается на том же месте.
Передвижные посты более гибкие. Их можно многократно изменять и перевозить, меняя комплект оборудования. Давайте подробнее разберем, какие требования предъявляются к этим рабочим местам.
Стационарное рабочее место
Стандартное стационарное сварочное место сварщика используется чаще всего на крупных и малых производствах. Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
Такое рабочее место располагается на постоянной основе на предприятии, оно не разбирается и не перевозится. Соответственно, все оборудование остается прямо на рабочем месте, в какую бы смену ни пришел сварщик. На стационарном посту можно сварить варить относительно небольшие детали, поскольку их размер ограничен размерами самой рабочей зоны.
На стационарном рабочем месте у сварщика должен быть удобный стол, стул, места для хранения. Расходники должны храниться в непосредственной близости от сварочного стола, чтобы мастер мог оперативно заменить их во время выполнения работы.
Если рабочее место огорожено перегородками, следует уделить особое внимание его освещению и вентиляции.
Передвижное рабочее место
Главная характеристика передвижного поста — мобильность. Укомплектовав такое рабочее место, вы можете взять его с собой и выполнить работу за пределами цеха. Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.
Читать также: Как установить цифровой приемник к телевизору
У передвижного поста нет вентиляции и специального освещения, поскольку зачастую он используется на улице, где есть естественный обмен воздуха и солнечный свет.
Главный минус передвижного поста — отсутствие защищенности от осадков. Если вы вынуждены работать на улице под дождем, необходимо использовать специальный навес.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.
Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.
Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.
При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.
Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Рабочее место в монтажных условиях
Есть особенности организации труда на рабочем месте сварщика в условиях производства и работах на открытом воздухе: оно обязательно должно быть специальным образом подготовлено и защищено от атмосферных воздействий. Потому как наличие воды в виде пара или осадков может привести к поражению электрическим током. При организации рабочего места сварщика «в поле» применяют навесы, палатки или переносные тенты. Опять же по причине выполнения работ в «полевых» условиях возникают трудности по хранению сварочного оборудования.
По окончании смены нужно каждый раз перемещать сварочный аппарат к месту его хранения. Оптимальный вариант – содержание его в закрытом помещении, при этом к непосредственному сварочному месту нужно будет лишь протянуть сварочные кабели, но если это не представляется возможным, то лучшее решение – установка сварочного аппарата на возимую платформу либо ручную тележку. Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.
Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Организация рабочего места сварщика по 5С
5С – это усовершенствованная технология управления, с которой начинается само производство и без которой существовать оно не может. Аббревиатура «5С» расшифровывается пятью словами, начинающимися на букву «С». А именно:
- Сортировка — правильное разделение всех вещей на нужные и ненужные и своевременная утилизация последних.
- Соблюдение порядка — правильная организация расположения необходимых веществ, позволяющая очень быстро их найти.
- Содержание в чистоте — постоянный контроль за порядком на рабочем месте.
- Стандартизация — постоянное и четкое выполнение трех предыдущих пунктов.
- Совершенствование — поддержание, укрепление и улучшение полученных ранее результатов.

Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Читать также: Станки для гнутья арматуры
Организация рабочего места сварщика ручной дуговой сварки
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д. При обслуживании рабочего места необходимо: – своевременно получать сменные задания, наряды и чертежи; – поддерживать оборудование в работоспособном состоянии; – своевременно доставлять на рабочее место материалы, заготовки, электроды и т. п.; – контролировать качество изготавливаемой продукции; – поддерживать надлежащий порядок на рабочем месте. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.
п.; – контролировать качество изготавливаемой продукции; – поддерживать надлежащий порядок на рабочем месте. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Правила организации рабочего места
Особую роль в обеспечении роста эффективности труда имеет правильная организация рабочего места сварщика. Также стоит обратить внимание еще на один важный момент. Это строгое соблюдение программы дисциплины «организация рабочего места сварщика». Во-первых, рабочее место сварщика должно быть снабжено необходимым оборудованием, соответствующими инструментами и материалами для проведения работ. Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов. За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов. За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
1. Задействуется все возможное освещение рабочей области, далее подготавливается материал и необходимый инструмент.
2. Важным пунктом является проверка соединения кабелей и шлангов. Только после этого мы приступаем к подготовке самого аппарата, разматываем сварочный рукав, подключаем газовый баллон, дополнительно проверяем подачу газа к аппарату и осматриваем сопло горелки.
3. Подготавливаются соответствующие детали, и начинается сварочный процесс, по окончании которого необходимо дать остыть от одной до двух минут образовавшемуся шву. Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
 В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Подготовка к работе
Типовой проект организации рабочего места сварщика имеет в себе информацию об организации правильного рабочего процесса. Перед началом работы выполните перечисленные ниже действия:
- Следует убрать все лишние предметы с рабочего места, освободив при этом проходы к электрооборудованию, а также инструментам, предназначенным для тушения пожаров.
- Перед началом работы позаботьтесь о состоянии полов. Они должны быть чистыми, сухими и не скользкими.
- Организация рабочего места сварщика полуавтоматической сварки должна включать в себя проверку исправности рабочего оборудования, а также наличие и исправность заземления.
- Все сварочные провода нужно разместить таким образом, чтобы они касались влажных мест, не подвергались влиянию высоких температур и механическим воздействиям.
- Около рабочего места не должны находиться горючие материалы и пожароопасные вещества. Минимальный радиус для такого соседства должен составлять пять метров.
 Минимальный радиус для такого соседства должен составлять пять метров.
Минимальный радиус для такого соседства должен составлять пять метров.Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Организация мобильного рабочего места
Временные (мобильные) рабочие места сварщика организуются для работ, выполняемых непосредственно на крупногабаритных деталях и установках, переместить которые к сварочному посту физически невозможно. Организация рабочего места сварщика в нестационарных местах необходима в условиях, когда необходимо сварить изделия больших размеров, которые располагаются неподвижно.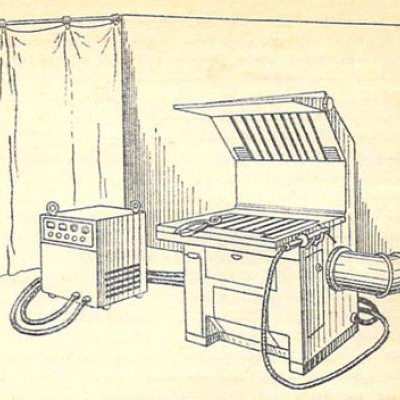 В данном случае сварщик вынужден передвигаться по всему периметру, будь то сварка протяженного трубопровода или неподвижного каркаса. Согласно технике безопасности, такие места должны быть отделены специальными огнестойкими ширмами (щитами). Посты обязательно должны быть обеспечены средствами для тушения пожара. Нужно помнить, что огнетушителя недостаточно для рабочего места сварщика, а потому оно оборудуется ящиком с песком. Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.
В данном случае сварщик вынужден передвигаться по всему периметру, будь то сварка протяженного трубопровода или неподвижного каркаса. Согласно технике безопасности, такие места должны быть отделены специальными огнестойкими ширмами (щитами). Посты обязательно должны быть обеспечены средствами для тушения пожара. Нужно помнить, что огнетушителя недостаточно для рабочего места сварщика, а потому оно оборудуется ящиком с песком. Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Организация рабочего места электросварщика | Железная лаборатория
Организация рабочего места электросварщика
Автор Сварщик | 14 января 2011При ведении ручной сварки сварщик обязан правильно организовать свое рабочее место, так как от этого зависит производительность его труда и безопасность работы. До начала смены сварщик, надев в бытовом помещении свою спецодежду (брезентовый костюм, ботинки, рукавицы), должен получить из кладовой цеха маску, кабель и электроды в количестве, необходимом для работы в течение одной смены. Надо убедиться, что электроды хорошо прокалены и просушены, так как сварка электродами с влажной обмазкой приводит к некачественным швам. Конструкции, подлежащие сварке, должны быть уложены в кантователи или оперты на специальные стойки для того, чтобы возможно большее количество швов можно было выполнить в нижнем положении.
Если сварщику предстоит выполнить новую работу, то он должен внимательно ознакомиться с предложенным технологическим процессом сварки, изучить его и строго придерживаться при работе. В случае выполнения особо сложных сварочных работ сварщик должен получить от мастера исчерпывающие указания о том, как эти работы выполнить.
Если конструкция сваривается на стеллажах, а не в кантователе, то в целях снижения потерь рабочего времени необходимо укладывать в удобное для сварки положение несколько элементов. В этом случае работа ведется без перерывов: сварщик, заварив на элементе все швы в нижнем положении, сбивает шлак, зачищает швы стальной щеткой, проверяет внешним осмотром качество швов, устраняет обнаруженные дефекты в швах и после этого переходит к сварке следующего элемента. Ранее заваренный элемент зацепщик с помощью крана устанавливает в положение удобное для сварки следующей стороны конструкции. В процессе работы сварщик должен периодически зачищать шлак с участков шва и осматривать качество сварки.
При выполнении автоматической и полуавтоматической сварки нужно следить за тем, чтобы флюс был хорошо просушен, в противном случае в швах неизбежны поры.
загрузка…
Похожие сообщения
- Нет связанных записей.
Организация рабочего места электросварщика
Другие направления деятельности ООО «Кронвус-Юг»
www.4akb.ruОборудование для
обслуживания аккумуляторов
Промышленное и
автосервисное оборудование
Производство мебели
специального назначения
Слесарные верстаки и
производственная мебель
Рабочее место электросварщика, или иначе пост электросварочных работ, в первую очередь должен оборудоваться согласно правилам по охране труда и техники безопасности.
Типы оборудования для рабочего места электросварщика
Для безопасной работы электросварщика, используются специализированный инструмент и оборудование, в частности столы сварщика. Посты разделяют на постоянные (стационарные) и временные (передвижные).
Постоянные используются для сварки небольших деталей, когда вес и габариты свариваемых частей позволяют их разместить на столе сварщика, оборудованным вытяжной вентиляцией и освещением. Рабочая поверхность которого расположена на уровне согнутой на 90 градусов, руки сварщика, облегчая процесс переноса заготовки и сварки для рабочего.
Таким образом, повышая его производительность труда, сокращая физическое напряжение и улучшая качество сварного шва. При этом встроенная вытяжная вентиляция стола поглощает вредные для человеческого организма газообразные соединения, выделяющиеся в сварочной ванне.
Вытяжка организуется через решетчатый стол и перемещаемых в зону сварки вытяжных рукавов. Тип используемого сварочного аппарата зависит от толщины и материала свариваемых заготовок. При этом могут использоваться как простейшие сварочные трансформаторы, так и современные инверторы полуавтоматы, аппараты электроконтактной сварки, аргоннодуговая сварка и пр.
Перечень оборудования для организации рабочего места электросварщика
Также на участке должны находиться стеллаж для сварочной проволоки и электродов, шкаф для средств индивидуальной защиты сварщика (рукавицы, халат сварщика, диэлектрические боты), средства пожаротушения, сварочный щиток с различными светофильтрами, электропечь для прокалки электродов, электродержатели, защитные щитки, инструмент сварщика, плакаты с правилами и инструкциями по технике безопасности.
В случае если свариваемые детали превышают размеры стационарного поста, и выполняются непосредственно на оборудовании, то такой временный пост должен оборудоваться огнестойкими ширмами или щитами, обеспечивающими защиту от разбрызгивания расплавленным металлом и защиту органов зрения от поражения сварочными вспышками и бликами.
Размещение сварочного аппарата на обоих постах должно обеспечить беспрепятственное отключение электроэнергии в случае возникновения опасности поражения электрическим током.
З пересечение сварочных проводов элетродержателя и токоподводящего зажима.
В случае если сварочный пост расположен на открытом воздухе, сварочный аппарат и рабочее место, должны быть защищены от атмосферных осадков и воздействий.
Презентация урока по теме : «Организация рабочего места сварщика» | Презентация урока для интерактивной доски:
Слайд 1
Рабочим местом называется определенный участок производственной площади цеха или мастерской, предназначенный для выполнения разнообразных технологических операций и оснащенный в соответствии с характером работы оборудованием, приспособлениями, инструментами, средствами механизации и стеллажами.Слайд 2
Основовой рабочего места электросварщика при подготовке металла к сварке – является верстак с установленными на нем тисками, оснащенный комплектом инструмента и приспособлений. 1-винт подъёма, 2-каркас, 3-тиски, 4-защитный экран, 5-полочка, 6-планшет для инструментов, 7-столешница, 8- маховичёк
Слайд 4
Общие требования к организации рабочего места электросварщика при подготовке металла к сварке К площади, отводимой под рабочее место слесаря, предъявляются следующие требования: по длине не менее 1,2 м по ширине не менее 1,6 м, чтобы слесарь мог без помех работать у тисков на верстаке и свободно передвигаться во время работы.
Слайд 5
Рабочее место должно быть хорошо освещено как днем, так и в вечернее и в ночное время. Верстаки рекомендуется располагать близ окон. Свет от электрической лампы, установленной на рабочем месте, не должен попадать прямо в глаза рабочему. Необходимо пользоваться передвижной электрической лампой, снабженной защитным колпаком, чтобы можно было направлять свет на обрабатываемый предмет, установленный в тисках или на верстаке.
Слайд 6
Пол под верстаком и вокруг верстака должен быть ровным и исправным. Высота установки тисков, должна быть подогнана по росту работающего. При необходимости работать у верстака сидя пользуются подъемным сиденьем, регулируемым по высоте.
Слайд 7
Рабочие и контрольно-измерительные инструменты располагают в ящике верстака в определенном порядке. Хранения инструмента в беспорядке приводит к его порче и, кроме того, к потере времени на поиски требуемого инструмента.
Слайд 9
Поворотные параллельные тиски: 1 – болт; 2 – рукоятка; 3 – основание; 4 – поворотная часть; 5 – рычаг; 6 – стопорная планка; 7 – подвижная губка; 8 – пластинки; 9 – неподвижная губка; 10 – гайка; 11 – винт
Слайд 10
Перед тем как начать работу, электросварщик должен подготовить рабочее место так, чтобы была обеспечена бесперебойная и высокопроизводительная работа в течение всей смены. С этой целью он сначала: знакомится с чертежом, намечает порядок обработки, определяет, какие инструменты, приспособления и материалы будут нужны ему для работы, уточняет у мастера неясные вопросы. получает в материальной кладовой заготовки и материалы, а в инструментальной кладовой — недостающие ему инструменты.
Слайд 11
Все подготовленное к работе электросварщик раскладывает на верстаке в определенном порядке по общепринятому правилу: то, что приходится брать правой рукой, располагает справа; то, что приходится брать левой рукой, располагает слева; то, что нельзя взять одной рукой, располагают так, чтобы удобно было взять обеими руками; то, чем приходится пользоваться часто, кладет ближе; то, чем приходится пользоваться реже, кладет дальше; контрольно-измерительный инструмент располагают на специальных полочках или щитках.
Слайд 12
Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем: все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет; инструменты и материалы, которые во время работы требуются чаще, размешают ближе к рабочему, а применяемые реже — дальше; все используемые предметы располагают примерно на высоте пояса; инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой; что берут правой рукой — держать справа, что берут левой — слева, что используют чаще — кладут ближе, что используют реже — дальше. нельзя класть один предмет на другой или на отделанную поверхность детали; документацию (чертежи, технологические или инструкционные карты, наряды) держат в удобном для пользования в гарантированном от загрязнения месте;
Слайд 13
заготовки готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; По окончании работы электросварщик должен привести в порядок инструменты, приспособления и механизмы. Рабочий инструмент очищают от стружки и обтирают сухой мягкой тряпкой; контрольно-измерительный инструмент сначала вытирают сухой мягкой тряпкой, а затем протирают слегка промасленной мягкой тряпкой. Свой постоянный инструмент электросварщик убирает в ящик верстака, раскладывая по местам; взятый во временное пользование инструмент сдает в инструментальную кладовую. Уборка рабочего места должна производиться тщательно; щеткой сметают с верстака и тисков описки, стружки и мусор, удаляют отходы (если они имеются) в отведенное для них место, тряпкой обтирают тиски. В нерабочем состоянии губки тисков оставляются с зазором 2-3 мм.
Организация рабочего места сварщика и оборудование сварочного поста
1. Государственное профессиональное образовательное учреждение «Печорский промышленно-экономический техникум» (ГПОУ «ППЭТ»)
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯРАБОТА
Организация рабочего места сварщика и
оборудование сварочного поста
2. Письменная экзаменационная работа представлена следующими разделами:
Основные виды сварочных постов.Трансформаторы.
Регулирование сварочного тока
трансформатора.
Сварочные многопостовые системы.
Техника безопасности при обслуживании
сварочного оборудования
3. Основные виды сварочных постов
Сварочные трансформаторы незаменимы для ручной дуговой инекоторых видов промышленной сварки.
Это устройства, предназначенные для преобразования напряжения из
общегородской сети в оптимальное для сварочного аппарата.
Трансформатор для сварки понижает напряжение до напряжения
холостого хода и обеспечивает бесперебойную работу такого
аппарата.
4. Трансформаторы
Сила тока в сварочных трансформаторах может регулироватьсяизменением индуктивного сопротивления цепи (амплитудное
регулирование с нормальным или увеличенным магнитным
рассеянием) или с помощью тиристоров (фазное регулирование).
Схема сварочного
трансформатора с
подвижными
обмотками: 1 первичная обмотка, 2 вторичная, 3 стержневой
магнитопровод, 4 винтовой привод.
5. Регулирование сварочного тока трансформатора.
Многопостовые сварочные выпрямители постоянного тока могутприменяться для ручной и механизированной сварки. Многопостовые
выпрямители для ручной сварки с регулированием силы тока поста
балластными реостатами .
6. Сварочные многопостовые системы.
Сварочные посты располагаются в специальныхкабинах площадью не менее 2×2,5 м2 каждая.
Кабину отгораживают перегородками, а вход
закрывают занавесками, пропитанными
огнестойким составом. При сварке громоздких
деталей и крупногабаритных сварных конструкций
сварочные посты развертывают открыто в цехе, на
строительной площадке, на магистральной трассе.
При этом рабочее место по возможности
огораживают защитными щитами или ширмами.
Организация рабочего места сварщика — ПокупкиСамара
Организовать правильно место для работы сварщика принципиально важно, так как от этого напрямую зависит безопасность человека, продолжительность и качество выполняемых работ.
Подразделяются места работ на постоянные и временные.
Стационарные (постоянные) места обычно оборудуются в специализированных цехах или мастерских и закреплены персонально за одним работником или за бригадой таковых. В этом случае рабочее место сварщика расположено в кабине, оборудованной столом, манипулятором и вытяжкой (так, чтобы отсос выделяемых газов происходил, минуя сварщика, с воздухообменом не менее 40м3/ч на каждого работника).
Внутри кабины (площадью не менее 3 м2) размещается, в логистически продуманном порядке, вспомогательное оборудование (генератор, выпрямитель, трансформатор) и инструменты. Стены такого помещения окрашиваются в светлые тона и не должны бликовать. Они выполняются из металла или из обработанных огнеупорными составами фанеры и брезента. Пол должен быть также не подвержен горению (из бетона, кирпича и пр.). Потолок может быть выполнен в виде купола с вытяжкой в его центре, а может и отсутствовать вовсе. Освещать рабочее место в кабине нужно с интенсивностью не менее 80-100 лк.
Временные места предназначены для проведения эпизодических сварочных работ вне мастерских, цехов и кабин. Требования к проведению работ в таких местах аналогичны местам постоянным и должны соблюдаться неукоснительно.
Работники, осуществляющие сварочные работы в стационарных или временных местах, обеспечиваются, согласно действующим отраслевым нормам, специализированной защитной одеждой, обувью и средствами персональной защиты, которая различается в зависимости от вида сварочных работ. От вредного воздействия свечения сварочной дуги и разлетающихся капель горячего металла работника оберегает специальная маска или шлем. Сварщик без защитной экипировки к работе не допускается.
В обязательный рабочий процесс входят предварительная подготовка сварочного места и его уборка после завершения всех манипуляций.
До начала работ сварщик должен:
- проверить работу оборудования и механизмов, исправность заземления;
- разместить сварочные провода исключив возможность их механического повреждения и намокания;
- испытать вентиляцию;
- освободить рабочее место от лишних предметов; проверить пол на наличие пролитых жидкостей;
- убедиться, что проходы к электрооборудованию и предметам для тушения пожара не загромождены; проверить наличие в радиусе 5 м наличие пожаро- и взрывоопасных предметов;
- поставить в нужное место переносной исправный светильник в защитном кожухе;
- ознакомиться с предстоящим технологическим процессом, подготовить и разложить заготовки и материалы.
LincolnElectric_Sustainability
Ресурсы и инициативы по безопасности
Поведенческие программы безопасности
Мы поддерживаем программы безопасности на всех предприятиях и в большинстве наших производственных и почасовых Персонал также представлен организацией, управляемой сотрудниками и основанной на принципах однорангового поведения (BBS). которая обучает и обеспечивает соблюдение безопасных рабочих привычек и поведения для предотвращения травм и снижения рисков на рабочем месте.BBS программы включают:
- Одноранговые наблюдения за безопасностью
- одноранговая обратная связь
- наставничество новых сотрудников до тех пор, пока они не пройдут сертификаты безопасности и не смогут наставлять других и служить комитеты по безопасности
- расширенное профессиональное обучение
BBS была инициирована в 2000 году «Комитетом WELD» в нашем кампусе в Кливленде, штат Огайо, и местной BBS. организации расширились по всему миру и привлекают сотрудников на всех уровнях для создания осведомленность, образование и обучение по вопросам охраны труда и здоровья на рабочем месте.В Китае внедрение одноранговой BBS Программа сократила количество несчастных случаев с потерей рабочего времени на 400% за 3 года и привела к дополнительной безопасности улучшения — пример положительного воздействия программы BBS.
Паспорта безопасности (SDS)
Мы предоставили нашим клиентам паспорта безопасности (SDS), чтобы обеспечить надлежащее использование продукции и безопасность на рабочем месте. Наш каталог с информацией о SDS можно найти ЗДЕСЬ .
Поддержка соблюдения требований клиентов для повышения безопасности
Мы уделяем приоритетное внимание безопасности клиентов и конечных пользователей за счет соблюдения стандартов безопасности продукции и инвестиции в системы для обеспечения упреждающего и комплексного информирования о глобальных опасностях, связанных с продуктом соответствие международным стандартам гармонизации классификации и маркировки химических веществ (GHS).Эти инвестиции делаются в ожидании нормативных изменений и часто реализуются до обязательные даты принятия, чтобы соответствовать требованиям наших клиентов, которые зависят от качества информации СГС, предоставляемой их цепочками поставок, для обеспечения здоровья и безопасности на рабочем месте.
Средства безопасности для клиентов
Дуговая сварка является безопасным занятием, если соблюдаются достаточные меры предосторожности, чтобы защитить сварщика от потенциальных опасностей.В Lincoln Electric мы стремимся предоставлять профессиональным сварщикам, инструкторам и студентам продукцию, информацию и ресурсы, предназначенные для обеспечения безопасности на рабочем месте и в классе. Эти ресурсы включают:
- Сварочные маски, защитные очки для сварщиков, сварочные перчатки, сварочная одежда и другое защитное оборудование
- Решения для контроля сварочного дыма, включая системы вытяжки и фильтрации
- Видеоролики по технике безопасности при сварке серии
- Часто задаваемые вопросы по безопасности при сварке
- Бесплатные плакаты, брошюры, спецификации и DVD по безопасности дуговой сварки
Оперативная техническая поддержка EH&S для повышения безопасности
Наша цель — предоставить нашим клиентам анализ и технологии, которые сделают их сварочные работы максимально безопасными.Мы используем наш технический опыт в области EH&S, чтобы консультировать клиентов по вопросам постоянного совершенствования операционных процессов и процедур для решения проблем, связанных с безопасностью продукции и соблюдения требований. Сегодня мы являемся лидером в области анализа дыма и проведения сварочных работ, чтобы помочь клиентам улучшить производственные процессы для защиты здоровья и благополучия своих сотрудников. Кроме того, мы направляем запросы нормативным требованиям EH&S, проводим образовательные семинары и вебинары по нормативным изменениям, которые могут повлиять на клиентов, а также используем внутренние технические исследования и лабораторные испытания для подробных, индивидуальных проектов.
√ Как обезопасить себя на рабочем месте сварщика • Housesumo.com
posted on
Я не могу себе представить, насколько сложно и опасно это может быть для человека, не имеющего никаких представлений о безопасности. ногой на сварочное рабочее место.
Да, даже подумать страшно. Но тысячи молодых людей приступают к этой высокооплачиваемой, но не менее опасной работе, не задумываясь о своей безопасности.
Как обезопасить себя на рабочем месте сварщикаВот наша небольшая попытка сделать их безопасными с помощью наших основных советов о наиболее распространенных опасностях на рабочем месте и о том, как обезопасить себя.
Как обезопасить себя от паров и газов
Воздействие паров и газов — это самая опасная вещь, о которой часто не подозревают начинающие сварщики на своем рабочем месте.
Когда они узнают об этом, как правило, очень поздно, так как они не осознают, что уже подверглись воздействию опасных паров и газов.Вот как обезопасить себя
- Убедитесь, что есть вытяжка, чтобы обеспечить надлежащую циркуляцию воздуха в рабочей зоне и зоне дыхания.
- Приобретите сварочный респиратор, если вам кажется, что на рабочем месте воздействие превышает допустимое.
Как избежать ожогов, повреждений глаз и порезов
На рабочем месте вы часто получаете порезы, ожоги или дуги в глазах. Это неизбежно, даже если вы примете соответствующие меры.
Но если вы пропустите часть приобретения защитного снаряжения, риск получения физических травм, таких как порезы и ожоги, резко возрастет.
Вот как минимизировать вероятность получения ожогов, повреждения глаз и порезов на рабочем месте сварщика.
- Используйте сварочный шлем, купите хороший сварочный шлем, чтобы защитить глаза и голову от постоянного воздействия радиации. Это также защитит вашу добычу от порезов или ожогов.
- Не забудьте взять перчатки, фартук и подходящую обувь, а также огнестойкую одежду, где бы вы ни работали.
Как избежать поражения электрическим током
Поражение электрическим током может быть одним из худших способов получить травму.Во многих случаях существует довольно высокий риск смерти сварщика.
Это может серьезно ухудшить вашу трудоспособность и сделать вашу жизнь еще более трудной. Вот как принять превентивные меры против этого.
- Всегда носите ткань, устойчивую к электричеству.
- Убедитесь, что ваше оборудование, такое как электрододержатель, не забивается и не ведет себя странно.
- Избегайте контакта металлической части электрододержателя с открытой кожей.
Как избежать опасности возгорания
И последнее, но не менее важное: знание того, как защитить себя от пожара и возможного взрыва на рабочем месте, может оказаться для вас спасением.
Потому что сварка в закрытом помещении всегда чревата возгоранием. Потому что там будут летучие и горящие шлаки и легковоспламеняющиеся материалы, с которыми вы будете работать.
- Вы должны знать, где находится аварийный выход.
- Убедитесь, что вы знаете, где находится огнетушитель и пожарная сигнализация.
- Приготовьте пожарный шланг, если нет огнетушителя или каких-либо средств тушения пожара.
- Будьте осторожны при сварке горючих материалов и попросите хотя бы одного человека следить.
Заключение
Жизнь сварщиков тяжелая. Этого нельзя отрицать. Большинство работ под крышей в охраняемом месте. Но сварщикам приходится тратить свой день и силы на такие места, в которые они никогда бы не ступили за всю свою жизнь.
Они обливаются грязью и грязью и каждую секунду проводят там, в летящем пепле и танцующих вокруг них опасных частицах.
Так что, если вы знаете кого-то, кто собирается вступить в настоящее сварочное рабочее место, обязательно поделитесь этим с ним.Может быть, этот обмен в конечном итоге спасет их жизненно важные органы, если не жизнь.
Автор биографии
Я Брэндон, создатель сайта fixitmanblog.com, где мы все вместе изучаем безумные приемы резки, пайки и сварки. Как энтузиаст, я переосмысливаю, что значит быть сварщиком. Имея диплом по сварке, я проработал более 10 лет в сварке. Теперь я с удовольствием делюсь с вами своим опытом.
Сердце здоровое — производительность сварки
В последнее десятилетие возросла обеспокоенность общественности по поводу воздействия низкочастотных электромагнитных полей (ЭМП) и радиочастотных полей (РЧ).И в некоторых случаях эти опасения небезосновательны. Для людей с кардио-вспомогательными устройствами, такими как имплантируемый кардиовертер-дефибриллятор (ICD) или кардиостимулятор, эти устройства могут быть временно отключены или работать неправильно при воздействии сильных электромагнитных полей и радиочастот.
Эти опасения распространяются и на работодателей, у которых есть сварочные работы на своих предприятиях, в частности, на работодателей, использующих оборудование для сварки MIG, TIG или другое оборудование для дуговой сварки, поскольку оно может создавать вредные помехи для сотрудников, которые полагаются на ICD или кардиостимулятор.Этим работодателям рекомендуется оценивать ЭМП и РФ на рабочем месте, чтобы защитить наиболее ценные активы организации: ее сотрудников.
Сварщик, у которого есть ИКД или кардиостимулятор, должен проконсультироваться со своим врачом перед тем, как приступить к работе, связанной с дуговой сваркой. Спасательные устройстваИКД — это устройство, которое имплантируется под кожу пациентам, подверженным риску внезапной смерти из-за фибрилляции желудочков. Назначение этого устройства — обеспечить дефибрилляцию, если сердце переходит в потенциально смертельный ритм.
Кардиостимулятор — это устройство, предназначенное для регулирования сердцебиения. Назначение искусственного кардиостимулятора — стимулировать сердце, когда собственный кардиостимулятор сердца работает недостаточно быстро или если в системе электропроводности сердца есть блоки, препятствующие распространению электрических импульсов от собственного кардиостимулятора в нижние камеры сердца.
По данным Американской кардиологической ассоциации, каждый месяц 10 000 человек имплантируют ИКД. Ежегодно почти 600 000 человек получают имплантируемый кардиостимулятор или дефибриллятор.Принимая во внимание эти цифры, весьма вероятно, что кто-то с ИКД или кардиостимулятором может работать в непосредственной близости от места проведения дуговой сварки.
Опасные поляЭДС генерируются, когда электрический ток проходит через провод или электрически управляемое устройство, что может мешать работе ИКД или кардиостимулятора. При сварке, когда сварочный ток протекает через аппарат для дуговой сварки и его кабели, ЭДС может создаваться рядом с грудной областью сварщика, где находится имплантированное сердечное устройство.
Помимо оборудования для дуговой сварки, другое оборудование, которое можно встретить в промышленных условиях и которое может создавать помехи для ICD и кардиостимуляторов, включает приводные двигатели, особенно с приводом от постоянного тока, а также аккумуляторные аккумуляторные электроинструменты, дрели и электрические отвертки.
RF генерируются такими устройствами, как сотовые телефоны, двусторонние радиостанции, радиостанции CB и радиовещательные вышки. Иногда, когда источник радиочастотного излучения находится близко к имплантированному сердечному устройству, это может мешать правильному функционированию кардиостимулятора или ИКД.Результат, такой как асинхронная (нерегулярная) стимуляция сердца устройством, среди других известных эффектов, потенциально опасен для жизни. Обычно устройство возвращается в предполагаемое рабочее состояние при удалении от источника нарушения.
Для аппаратов дуговой сварки рекомендуется поддерживать диаметр не менее 24 дюймов. разделение между кабелями оборудования для дуговой сварки, дугой, трансформатором и имплантированным сердечным устройством. Часто это несложная задача, учитывая, что сотрудники с ИКД или кардиостимулятором не должны заниматься сваркой на предприятии, а вместо этого должны выполнять другие рабочие функции.
Сварщик, у которого есть ИКД или кардиостимулятор, должен сначала проконсультироваться со своим врачом, прежде чем приступить к работе, связанной с дуговой сваркой. Некоторые врачи могут посоветовать отказаться от работы, связанной с дуговой сваркой.
Работодатели, использующие оборудование для сварки MIG, TIG или другое оборудование для дуговой сварки, должны знать о сотрудниках с кардиологическими устройствами, поскольку это оборудование может создавать вредные помехи для ICD и кардиостимуляторов.Одним из способов обеспечения безопасности сотрудников с имплантированными кардиологическими устройствами является проверка рабочего места на ЭМП и РЧ-мощность.Это делается путем обследования объекта с помощью специализированных измерителей, которые определяют расположение и силу этих полей.
Специализированные счетчики доступны от множества производителей, таких как Extech Industries. Эти типы измерителей обычно легко использовать для определения уровней ЭМП в рабочей зоне сотрудника при проведении обследования. Важно отметить, что измерения относятся к конкретному оборудованию, а не к области. ЭМП обычно значительны в пределах нескольких футов от источника. Исключение составляют воздушные высоковольтные линии электропередачи.Иногда они могут создавать ЭДС, измеряемую в «вольтах на метр» на большой площади, в зависимости от напряжения и расположения линий электропередач.
Полученные результаты могут служить дорожной картой для обеспечения безопасности сотрудника. С теми зонами, которые определены как проблемные, можно бороться путем экранирования источника (источников) или избегания тех зон, которые, как известно, превышают нормы безопасности.
Минимизация воздействияПроизводители кардиостимуляторов и ИКД, а также несколько неправительственных организаций ввели добровольные стандарты воздействия источников электромагнитного и радиочастотного излучения для людей с сердечными имплантатами и без них.Эти стандарты включают стандарты производителей кардиологических устройств, таких как Boston Scientific CRM, Medtronic CRDM и St. Jude Medical; Американская конференция государственных специалистов по промышленной гигиене; и Федеральная комиссия по связи в случае радиочастотного вещания.
Может быть желательно нанять независимого консультанта по ЭМП при съемке больших площадей или когда точные измерения имеют решающее значение. Однако при возникновении опасений по поводу воздействия ЭМП в первую очередь всегда должен обращаться индивидуальный терапевт.
Все сварщики, даже без имплантированных сердечных устройств, должны знать правильные методы минимизации воздействия ЭМП во время сварки. Lincoln Electric Co. рекомендует сварщикам прокладывать электроды и рабочие кабели вместе, по возможности закрепляя их лентой или стяжками. Объясняется, что «если кабели проложены вместе, ЭДС в этой точке уменьшается. Некоторые кабели даже включают электроды и рабочие проводники внутри одного кабеля, что может быть удобным способом уменьшить воздействие ЭМП.”
По данным Американской кардиологической ассоциации, каждый месяц 10 000 человек имплантируют ИКД. Ежегодно почти 600 000 человек получают имплантируемый кардиостимулятор или дефибриллятор.Правильная техника сварки, согласно Lincoln Electric, также включает подключение рабочего кабеля к заготовке как можно ближе к области сварки. Кроме того, компания заявляет, что человек никогда не должен наматывать электрод или рабочие кабели вокруг своего тела и никогда не помещать свое тело между электродом и рабочим кабелем.
Как уже упоминалось, соблюдение безопасного расстояния от источника сварочного тока снижает вероятность воздействия ЭМП. Чтобы еще больше снизить вероятность воздействия, сварщики могут — по возможности — сваривать с минимальными значениями выходной мощности постоянного тока, приемлемыми для сварочного применения.
Extech Industries
IAQ-EMF Consulting Inc.
Линкольн Электрик Ко.
Присяжные: Производители сварочного стержня не несут ответственности за болезнь сварщика
27 июня присяжные в Окружном суде США Северного округа Огайо вынесли вердикт в пользу производителя сварочного оборудования Lincoln Electric Co., Hobart Brothers Co., ESAB Group Inc. и TDY Industries Inc., что стало 11-м разом из 12 таких дел, когда присяжные выносили решение в пользу сварочной отрасли.
Бывший сварщик Эрнесто Солис из Корпус-Кристи, штат Техас, утверждает в своем иске ( Эрнесто Солис против Lincoln Electric Co. и др. ), что производители сварочных стержней должным образом не предупредили пользователей об опасности для здоровья вдыхания марганца. частицы, образующиеся при сварке.
57-летний Солис утверждает, что у него развился паркинсонизм, вызванный марганцем, после 28 лет работы сварщиком в U.С. Военно-морская авиабаза в Корпус-Кристи. Представитель юридической группы Солиса сказал, что Солис находится на начальной стадии болезни и страдает «различными симптомами», наиболее заметными из которых являются тремор в его правой руке и правой руке.
Окружной судья США Кэтлин О’Мэлли поручила присяжным заседателям определить, «распространяли ли один или несколько из четырех производителей сварочных стержней продукт, имеющий« маркетинговый дефект »из-за неадекватных предупреждений или инструкций».
Присяжные после 5 дней обсуждения ответили «нет» всем четырем подсудимым.
В заявлении юридической группы ответчиков вердикт присяжных назван «еще одной значительной победой отрасли».
«Мы очень рады, что это Кливлендское жюри присоединилось к подавляющему большинству присяжных по всей стране, которые уже выслушали и отклонили подобные иски», — сказал Джон Бейснер, адвокат группы защиты. «Вердикт защиты по этому делу еще раз подтверждает, что эти дела безосновательны».
Прокурор Эрик Ветцель, представитель юридической группы Solis, сообщил о профессиональных опасностях.com , что адвокаты Солиса рассматривают апелляцию.
Юридическая команда Solis сохраняет уверенность
ИскSolis является одним из нескольких тысяч дел по сварочным пруткам со всей страны, которые были объединены в Окружном суде США в Кливленде в так называемом мультирайонном судебном разбирательстве, или MDL.
В конце мая в суде Кливленда находилось около 4600 дел о применении сварочных стержней, сообщил представитель суда Occupationalhazards.com . Иск Солиса был первым из MDL, который дошел до суда.
Несмотря на вердикт присяжных, адвокаты Солиса утверждают, что «его поражение станет победой для тысяч других американских сварщиков, подавших аналогичные иски», — говорится в заявлении юридической группы Солиса.
«Прежде всего, мы считаем, что это испытание твердо установило реальную опасность сварочного дыма с примесью марганца», — сказал поверенный Solis Дрю Раниер. «Даже генеральный директор Lincoln Electric Co., один из ведущих мировых производителей сварочных материалов, был вынужден в ходе перекрестного допроса признать наличие такой опасности ».
Раньер добавил, что событие в конце судебного процесса может принести пользу будущим делам о сварочных стержнях: постановление суда для ответчиков предоставить тысячи страниц «свежих доказательств».
«Мы считаем, что эти новые документы ясно показывают опасность, исходящую от сварочного дыма, и, кроме того, давнее корпоративное прикрытие, призванное скрыть эту информацию», — сказал Раниер.
По оценкам юристовSolis, 10 000 сварщиков по всей стране подали аналогичные иски о травмах против производителей сварочных стержней и их профессиональных ассоциаций. Однако адвокат Байснер обвиняет в том, что за последние месяцы тысячи из этих дел были отклонены, и что у 40 процентов истцов по этим делам никогда не было диагностировано какое-либо неврологическое заболевание.
«[Этот] приговор является еще одним свидетельством того, что требования истцов необоснованны», — сказал Байснер.
Это опасно или нет?
Если бы присяжные по делу Солиса определили, что четыре ответчика действительно продавали продукцию с «маркетинговым дефектом» из-за того, что они не предупредили пользователей об опасности сварки для здоровья, следующим шагом присяжных было бы определение того, действительно ли сварочные пары заставил Солиса заболеть. Это вопрос на миллион долларов.
Сварочная промышленность настаивает на том, что исследования не демонстрируют, что сварка мягкой стали вызывает болезнь Паркинсона, манганизм или расстройства, подобные болезни Паркинсона.(Марганец, встречающийся в природе элемент, является важным компонентом сварочных стержней и, как утверждают в промышленности, необходим для создания эффективного сварного шва.)
Допустимый предел воздействия (PEL) OSHA для паров марганца для общей промышленности, строительства и морского судоходства составляет 5 миллиграммов марганца на кубический метр воздуха (5 мг / м 3 ). Представитель OSHA сказал, что PEL для паров марганца был введен в 1971 году.
Для соединений марганца и паров марганца Национальный институт профессиональной безопасности и здоровья (NIOSH) установил рекомендуемый предел воздействия 1 мг / м. 3 как средневзвешенную по времени концентрацию (TWA) в течение 10-часового рабочего дня. в течение 40-часовой рабочей недели.
NIOSH считает воздействие 500 миллиграммов марганца на кубический метр воздуха «непосредственно опасным для жизни или здоровья» с потенциальными последствиями для здоровья и симптомами, включая болезнь Паркинсона (которая включает такие симптомы, как тремор и нарушения речи, по данным агентства), бессонница, головная боль, сухость в горле, боль в пояснице, рвота, поражение почек и бронхит.
В искеСолиса не упоминается, мог ли он подвергаться воздействию опасных уровней частиц марганца в контексте PELs, установленных OSHA и NIOSH, но Ветцель считает, что «можно с уверенностью сказать, что г-н.Солис подвергался опасному воздействию паров марганца по крайней мере один раз, а возможно, и много раз ».
«Он работал в труднодоступных местах, областях с низкой вентиляцией, и это могло легко усугубить воздействие, которое он испытал», — сказал Ветцель.
Официальный представитель окружного суда США в Кливленде сообщил Occupationalhazards.com , что следующее дело по сварке стержней в MDL должно начаться 30 октября.
Кому нужна подготовка по дуговой вспышке?
Вспышка дуги или перекрытие — опасный случай, когда происходит электрический взрыв или разряд.Это происходит, когда энергия высвобождается из-за дугового замыкания, и это приводит к тому, что электричество перемещается по воздуху от одного проводника к другому. Ток часто соединяется с землей и проводит мощную энергию. Этот разряд может быть настолько мощным, что может унести жизни или привести к очень серьезным ожогам и травмам людей в зоне, где возникла дуговая вспышка.
Есть четыре критических фактора, которые приводят к вспышке дуги. По большей части отсутствие программы безопасности и отсутствие надлежащей подготовки приводит к трагическим событиям.Хотя полностью избежать этого невозможно, ущерб будет меньше, если все в организации будут осознавать и применять безопасные рабочие процедуры. Многие зарегистрированные случаи серьезных аварий с вспышкой дуги и повреждений являются результатом несоблюдения стандартов, установленных Управлением по охране труда (OSHA), NEC или Национальным электротехническим кодексом. Кроме того, протоколы блокировки или тегирования часто игнорируются. Также жизненно важно, чтобы соответствующие средства индивидуальной защиты (СИЗ) были предоставлены и использовались правильным образом.Не менее тревожным является тот факт, что большое количество аварий с вспышкой дуги происходит из-за того, что обучение по электробезопасности оказывается недостаточным.
Учитывая, что последний фактор является жизненно важным, возникает следующий вопрос: кому нужно обучение дуговой вспышке? Это точно не только для тех, кто работает электриком! Как оказалось, во многих отраслях и секторах есть сотрудники, подверженные опасности, и OSHA требует, чтобы каждый из этих сотрудников проходил достаточное и непрерывное обучение.Агентство проводит различие в отношении работников, которым необходимо пройти обучение по вспышке дуги, и две определенные группы, описанные ниже, проходят обучение, соответствующее их уровню риска и подверженности. Достаточно сказать, что даже неэлектрические работники также нуждаются в обучении по технике безопасности, если их зона ответственности находится рядом с опасностями поражения электрическим током.
Руководство по разметке полов: ответы на все ваши вопросы по разметке полов.
Получите БЕСПЛАТНОЕ руководство по разметке полов от Creative Safety Supply.Это наглядное руководство по безопасности предоставит все, что вам нужно знать о правильной разметке полов на вашем складе или предприятии.
Get Free Floor Marking Guide
Как указано в своих правилах, OSHA заявляет, что любой работник, который может обоснованно столкнуться с риском травм из-за поражения электрическим током и других опасностей поражения электрическим током, должен пройти обучение. Это означает, что любой, кто будет работать или приближаться к незащищенным частям или линиям под напряжением, должен быть осведомлен о соответствующих опасностях.Эти сотрудники, как часть их обязанностей, должны постоянно обучаться разработке мер безопасности и управления чрезвычайными ситуациями. То, что они узнают и чему их обучают, должно быть интегрировано в план обеспечения безопасности на рабочем месте, чтобы он был стандартизирован.
В то же время тем, кто работает в непосредственной близости, но не попадает в зону действия дуги, также потребуется надлежащая информация. Несмотря на то, что эта группа сотрудников классифицируется как «неквалифицированные работники» в отношении любого прямого и фактического обращения с электричеством, машин и оборудования, эту группу сотрудников необходимо научить распознавать опасные ситуации.
Конкретные должности, которые OSHA включает в себя как «подверженные риску» и, следовательно, нуждающиеся в обучении по вспышке дуги, включают следующее:
Супервайзеры синих воротничков. Это средний управленческий пост, на котором назначенное лицо наблюдает за командой или группой рабочих, участвующих в сборке промышленных товаров, сервисной электроники и оборудования, строительстве, погрузке транспортных средств и т.д. . Эта довольно большая группа рабочих напрямую связана с технологией электричества, и они работают с приборами, оборудованием, системами, линиями электропередач, генераторами и т. Д.
Электрики. Любой человек, который устанавливает, обслуживает и помогает планировать электрические системы на любом предприятии, считается электриком. Обычно их нанимают для работы в домах, на предприятиях и на фабриках. Однако во многих отраслях у них есть электрики, которые проводят плановые проверки всех электрических соединений и немедленно ремонтируют, включая рабочее оборудование и инструменты.
Стационарные инженеры. Также известные как инженеры-энергетики, они прошли подготовку в различных областях, чтобы иметь возможность решать электрические, механические, химические и другие инженерные вопросы.Стационарные инженеры обычно работают на промышленных предприятиях, электростанциях, фабриках и складах, среди прочего. Но их также можно было найти в учреждениях общественного обслуживания, таких как больницы, а также в коммерческих и офисных зданиях.
Операторы промышленного оборудования. Эта работа связана с ручным или компьютеризированным управлением оборудованием и очень востребована на производстве, хранении и транспортировке. Они также несут ответственность за состояние машины или транспортного средства, на которых они работают, и своевременно устраняют любые неисправности.
Операторы подъемно-транспортного оборудования. Эта работа, как и оператор промышленных станков, требует опыта, подготовки и квалификации специального водителя. В основном они работают в тех областях, где необходимо загружать, штабелировать, хранить и извлекать продукты.
Механики и ремонтники. Любой, кто имеет квалификацию и аккредитацию для ремонта и обслуживания оборудования, называется механиком или ремонтником. На рабочем месте в их обязанности входит наблюдение за исправным состоянием транспортных средств, машин и оборудования.
Монтажники. Специализированные специалисты, занимающиеся сборкой кораблей или самолетов, называются такелажниками. В основном они прибывают в непосредственной близости от механизмов и оборудования с электрическим приводом, следовательно, необходимо обучаться работе с дуговой вспышкой.
Сварщики. Сварщики, также известные как операторы освещения, обладают высокой квалификацией и высокой подготовкой в области сплавления материалов. Их ремесло и специфическая деятельность влекут за собой использование сварочного источника питания и, следовательно, возможность поражения электрическим током.
Есть много других специальных навыков и работников, которым может потребоваться обучение дуговой вспышке и электробезопасности, но в основном потому, что их функции находятся в непосредственной близости от опасностей. В таких случаях именно руководство должно инициировать прохождение обучения, в ходе которого они получают информацию о структуре и плане безопасности на рабочем месте. При более конкретном обучении для вышеупомянутых групп рабочих их курс будет более интенсивным, учитывая, что они работают непосредственно на «линии опасности».
Помимо обучения вспышке дуги, еще одним требованием для группы сотрудников является прохождение обучения действиям в чрезвычайных ситуациях. Это дает им знания об основных реакциях на электрошок и действиях, неотложной медицинской помощи и рабочих протоколах.
Похожие сообщения:
Дополнительные ресурсы
Предыдущая статья
Как проводить обучение технике безопасности для новых сотрудников
Следующая статьяСредства индивидуальной защиты при работе с химическими веществами
.