Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря нашему сайту только что приобрели отличный сварочный аппарат инверторного типа серии MASTERпроизводства завода РУСЭЛКОМ, тогда это статья для Вас.
Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в
таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. А за сварочным оборудованием рекомендуем приходить к нам в магазин «Мастер-сварщик» в г. Костроме.
Не совершай эти ошибки и ты сделаешь свою сварку намного лучше Главные ошибки начинающих сварщиков
содержание видео
Рейтинг: 4.0; Голоса: 1
Не совершай эти ошибки и ты сделаешь свою сварку намного лучше Главные ошибки начинающих сварщиков Саша: да толстый металл варить как нех ваще! тонкий засада. и что сказал про ненапрягай руку, веди ровно. правильно, только ещё прежде чем поймаешь дугу надо видеть материал, ЯРКИЙ СВЕТ НУЖЕН! я прям лампочку на шов 0, 5-1метра подвешиваю\направляю. а ваще неплохо было бы фонарик на маску попробовать приделать. интересно почему так никто не цепляет фонарик! я варил раз 20-30 в своей жизни, просто трансформатором(какие в советское ещё делали самодельщики) и только с тонким проблемы были(раму лесопеда электродом 3мм ещё и присадную проволоку чтоб не прожечь и ваще.
Дата: 2020-11-18
← Как изготавливают электроды в России? Моя экскурсия на завод
Выбираем лучшие и худшие электроды для начинающего сварщика! →
Похожие видео
Белая морковь — подарок для вашей печени! Кому противопоказана оранжевая морковь? Морковь уайт сатин
• Иван Русских
Запишите, чтобы не забыть! Какие удобрения вносить в почву осенью, в сентябре?
• Во саду ли в огороде
Этот полуавтомат варит как TIG аппарат / Полуавтомат FoxWeld INVERMIG240DP
• Сварщик в городе
Не жги! Куда правильно использовать осеннюю мульчу. Мульчу не выбрасывайте, мульча еще послужит!
• Иван Русских
Бетонный лаз в погреб Погреб своими руками Погреб из бетона
• Александр Кваша
Самый лёгкий способ удалить пенёк на даче- так сможет каждый!
• Сад и Огород — Своими руками
Комментарии и отзывы: 9
Pro
когда я устроился работать сварщиком, обваривал закладные, мне дали подсобника, который всегда следил чтобы я ни чего тяжелого не таскал, короче, перед тем как варить, нельзя ни чего таскать, грузить, потом руки трясутся, ну естественно варить с похмелья та же проблема.
Александр
Вчера на собственном опыте сделал эти ошибки -высокая дуга, скорость ведения электрода и отклонения электрода от центра шва при сварки. варил зольник из старого металла, металл -двойка и даже меньше где есть ржавчина. Боялся прожечь и сделал все ошибки сразу. Но это и помогло, корявый шов срезал болгаркой а по оставшемуся наплавлению прошёлся медленней с меньшой дугой. Порезал старый бак из под воды в бане, для зольника пойдёт. Прогорит, сделаю нормальный. Варил на 35А+Форсаж и гор старт. Сам не сварщик. Если сделаете как бороться со ржаввм металлом имеющим раковины было-бы интересно. Приходится иногда такую ржавчину подваривать.
Denys
Спасибо за труд и за то что делитесь знаниями ) Благодаря вам более-менее подучился в дачно-гаражном режиме работать с железом. Уже пару раз очень пригодилось — соседи приходили за помощью по мелким ремонтным работам. То пруток лопнувший на багажнике велика подваривал, то вырезал и менял закисшие петли ну и в таком духе )
Небольшой вопрос — когда много сваривал и рука уставала, когда электрод уже разжег бывало просто упирал электрод под нужным углом в металл и так и вел потихоньку. Чтобы шов не зашлаковывался нужно было угол больше чем обычно держать (чуть более острый, и шов получался вполне неплохой. Собственно, вопрос — а так можно?
Сергей
Привет, все отлично понятно забор уже стоит и у меня и у через пару домов соседей. Никак понять не могу почему essab 3mm хз где написанно какое покрытие хреного горят и мои дешевые электроды БН синие 3мм варят словно я всю жизнь варил, вопрос в том где указанно покрытие эл-да и оказываеться трансформаторные аппараты варят переменным обобщю: можешь фото с разъеснением коробки эл-ов где че обозначено? Спасибо
Сварной
Спасибо вам, пацаны за познавательные видео. Где был YouTube когда я начинал варить. Электродами с основным покрытием контролировать процесс сварки получается куда лучше. А с рутиловым часто вызывает усилие положить угловой шов на тонкой профильной трубе. Часто когда начинаешь шов, приходится по долгу задерживаться в самом начале, чтобы метал лёг на обе стенки. валится всё на одну сторону и всё!
Где был YouTube когда я начинал варить. Электродами с основным покрытием контролировать процесс сварки получается куда лучше. А с рутиловым часто вызывает усилие положить угловой шов на тонкой профильной трубе. Часто когда начинаешь шов, приходится по долгу задерживаться в самом начале, чтобы метал лёг на обе стенки. валится всё на одну сторону и всё!
Вячеслав
Молодцы, весело, надо расширить виды сварки: прихватки, сварка под наклоном, потолочная и т. д, сварку цветных металлов и комбинации с разными деталями, показать, как латать, с присадкой и без и т. д.
Александр
Уважаемые авторы, касательно стабильности длинны дуги, слышал такой совет; клади электрод обмазкой на деталь, под 30 градусов и веди неспеша. 🙂
Очень ваше мнение прочитать бы хотелось!
daid
Здорово! После ваших видео, теперь я точно смогу что то друг с другом сварить. Спасибо.
Когда идёт объяснение сложного в простой форме это значительно упрощает понимание физики процесса.
Владимир
Очень душевные видео! Классные ребята, хороший канал! Смотрю все выпуски подряд не перематывая. Сам учусь на сварщика, завтра начинается практика, жду-недождусь)
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.

Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
5 ошибок сварки, из-за которых может прилипать электрод
Начинающим сварщикам подчас сложно освоиться с новой специальностью. И неважно — на профессиональном или любительском уровне. То дуга не получается, то ванночка не образуется. Наиболее частая проблема — залипание электрода. Чаще оно случается на трансформаторных аппаратах. Но и с инверторами такая неприятность тоже происходит. Почему это случается и чем грозит? Об этом мы расскажем в статье.
Содержание
- 1 Низкое качество расходного материала
- 2 Неправильное хранение
- 3 Неправильная настройка
- 4 Отсутствие подготовки поверхности
- 5 Неправильное поджигание
- 6 Как предотвратить
Низкое качество расходного материала
Это причина, с которой справиться невозможно. Разве что не покупать электроды конкретного производителя. Сварщик сталкивается с дилеммой. Известные марки дороги, но работают. Есть искушение взять что-то подешевле и поэкспериментировать. Такого «подешевле» на рынке много и сделано из неведомых по качеству материалов с покрытием из сомнительных смесей.
Хуже, когда покупаешь подделку под бренд — немецкий или шведский. И деньги большие заплатил, и не варит как надо.
Неправильное хранение
Хранение материалов должно быть правильным. Условия хранения и использования написаны на каждой пачке электродов — определенная температура и влажность. Крупные поставщики имеют склады с правильным температурным и влажностным режимом — к ним претензий не возникает. Небольшие магазины иногда хранят продукцию в неотапливаемых контейнерах или местах с повышенной влажностью.
Даже при правильном хранении электрод может не зажечься, если закончился срок годности или порвана упаковка. У старых расходников обсыпается смазка. Как правило, в самом нужном месте — на кончике. Такой экземпляр обязательно залипнет. Если после вскрытия коробки с расходниками прошло более 8 ч., лучшим решением будет просушка при невысокой температуре — 100 градусов. Впитавшаяся влага испарится и электрод восстановит свойства.
Впитавшаяся влага испарится и электрод восстановит свойства.
Забыв проверить на упаковке срок хранения, мастер начинает думать, что неисправен инвертор.
Неправильная настройка
Причиной может быть неправильная настройка сварочного аппарата — выставление низкого тока. Мощность тока должна соответствовать 2 величинам:
- диаметру электрода;
- толщине кромок свариваемого металла.
Чаще это происходит из-за отсутствия опыта. Иногда же опытные сварщики специально снижают ток, опасаясь перегреть тонкий материал. Силы тока не хватает для поддержания дуги и она затухает.
Иногда случается, что ток аппарата не рассчитан на тот диаметр электрода, который специалист хочет использовать.
Неправильный подбор для определенного вида металла — так же одна из причин. Для алюминия, нержавейки, черного металла используются электроды определенных видов.
Отсутствие подготовки поверхности
Плохо зачищенная поверхность — отдельная тема. Новички не всегда понимают, зачем это вообще делать. Это же все равно металл!
Новички не всегда понимают, зачем это вообще делать. Это же все равно металл!
Пролежав месяцы или годы на улице, металл подвергается коррозии, покрывается грязью, старые конструкции нередко окрашены. Перед сваркой необходимо зачистить свариваемую поверхность от ржавчины и грязи. Место присоединения держателя массы обрабатывается особенно тщательно.
Неправильное поджигание
Это проблема начинающего сварщика без опыта. Зажигание дуги методом постукивание может привести к залипанию, вследствие долгого контакта со свариваемой поверхностью. Правильней чиркать по металлу, как спичкой. Неопытные специалисты иногда не могут удержать электрод на правильном расстоянии от детали. Это изучают на специальных курсах или приходит с опытом.
Как предотвратить
Когда мы рассмотрели причины залипания электрода, дадим ряд пошаговых рекомендаций:
- подготовьте правильно поверхности под сварку и крепление массы — зачистите, освободите от коррозии, краски, битума;
- подберите правильные расходники в зависимости от толщины металла и сварочного аппарата;
- приобретите качественные отечественные или импортные электроды;
- подготовьте электроды, открытые просушите в течение получаса при температуре 100—110 градусов;
- настройте правильно инвертор — выставите ток, согласуясь со специальными таблицами;
- научитесь поджигать дугу правильно — чирканьем по металлу;
- обеспечьте достаточную длину дуги.

Теперь вам известны распространенные ошибки начинающего сварщика и методы правильной эксплуатации инвертора. Чистите металл, пользуйтесь качественными электродами, настраивайте правильно сварочник.
Друзьям это тоже будет интересно
Ведет металл при сварке что делать
Главная » Статьи » Ведет металл при сварке что делать
Методы борьбы с температурной деформацией при сварке
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
3. Выбор режима сварки.
Напряжения, которые возникают в результате сварки, зависят от температуры зоны нагрева металла. Чем выше температура, тем сильнее остаточные напряжения.
Различные режимы сварки происходят при разных температурах, имеют различный объем наплавляемого металла и разную скорость прохождения шва. Чем выше скорость, тем меньше нагревается зона сварки и меньше усадочные напряжения.
При DIY сварке (кислородно-ацетиленовая сварка) возникают самые большие напряжения, так как она происходит при температуре около 3100 С. Кроме этого данный вид сварки самый медленный, а объем наплавленного металла самый большой.
ММА (ручная дуговая сварка покрытыми электродами) происходит при температуре2400-2700 оС и быстрее чем кислородно-ацетиленовая, с меньшим объемом наплавленного металла.
MIG/MAG (полуавтоматическая сварка в защитных газах) происходит при 1500оС и с еще большей скоростью. Поэтому температурная усадка будет меньше чем при MMA сварке.
4.Предварительный нагрев изделия или зоны деформации.
Самые сильные напряжения в металле возникают при остывании изделия. Величина возможной деформации зависит от теплопроводности и коэффициента линейного расширения металла. Чем ниже теплопроводность, тем более неравномерна зона нагрева и больше деформация. Например, у нержавеющей стали теплопроводность меньше, а коэф. линейного расширения больше чем у черной стали и поэтому деформация больше.
Поэтому для уменьшения напряжений, особенно в легированных сталях, сварку производят в предварительно нагретом состоянии.
5. Сварка в кондукторе.
Изделие закрепляют в жесткой оснастке, таким образом, препятствуя деформации усадки. В металле возникают напряжения, вызывающие пластические деформации. Это позволяет уменьшить температурную усадку. После изъятия детали из кондуктора деформация останется, но она будет меньше на 30% чем при сварке незакрепленной детали. При сварочных работах в кондукторе увеличивается вероятность появления трещин. Это происходит когда пластичности металла недостаточно.
6. Рихтовка металлоизделия после сварки.
Выполняется с помощью домкратов и талей. Возможна правка изделий с помощью молотка или молота. При этом необходимо отслеживать появление трещин и разрывов в металле и сварочных швах.
7. Тепловая правка изделия после сварочных работ.
Способ заключается в нагреве газовыми горелками деформированных участков металлоизделия. Нагревают выпуклую (выгнутую) сторону детали, до такой степени, когда не произойдет пластическая деформация и внутренние напряжения не локализуются. Данный метод эффективно производить совместно с механической рихтовкой (см. п. №6).
Если позволяют размеры, то возможен так же отпуск изделия в печи. При нагреве до 400-500 °С снимается около 50% внутренних напряжений.
При данном способе существуют риски появления коробления изделия. Необходимо чтобы деталь обладала жесткостью и выдерживала температурное воздействие не изменяя своей геометрии.
В заключение несколько общих рекомендации.
Детали, обладающие большей металлоемкостью, ведет при сварке меньше. Например, конструкция из трубы со стенкой 8мм, будет деформироваться меньше чем со стенкой 4 мм.
Иногда целесообразно сварку заменить на альтернативные способы соединения. Это может быть клеевое соединение. Сейчас в продаже существует достаточно большое количество клеев по металлу как российского, так и иностранного производства. Если это допустимо, то можно использовать клепочное соединение.
Если это допустимо, то можно использовать клепочное соединение.
В некоторых случаях рационально использовать MSG-пайку (пайка на полуавтомате в защитных газах) — которая происходит при температуре 1000 оС
Возможно применение точечной сварки или комбинированного — клеесварного соединения. Данный способ представляет собой точечную сварку и использование клея по металлу.
Все эти способы и методы позволяют успешно бороться с таким явлением, как температурная деформация металлоизделий после сварки.
Рекомендуем ознакомиться со статьями:
Инновационные технологии при сварочных работах
stroy-metall.ru
Деформации при сварке. Способы борьбы с ними
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.
Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.
Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.
Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия.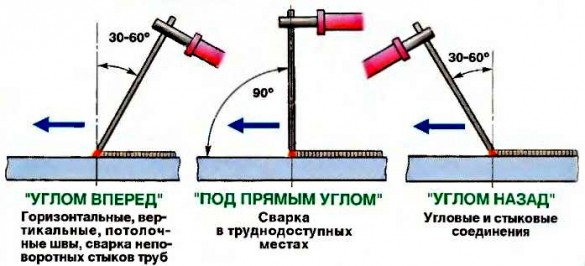 Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.
Похожее
svarka-master.ru
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7. 6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т. д.
д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
www.tddoka.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.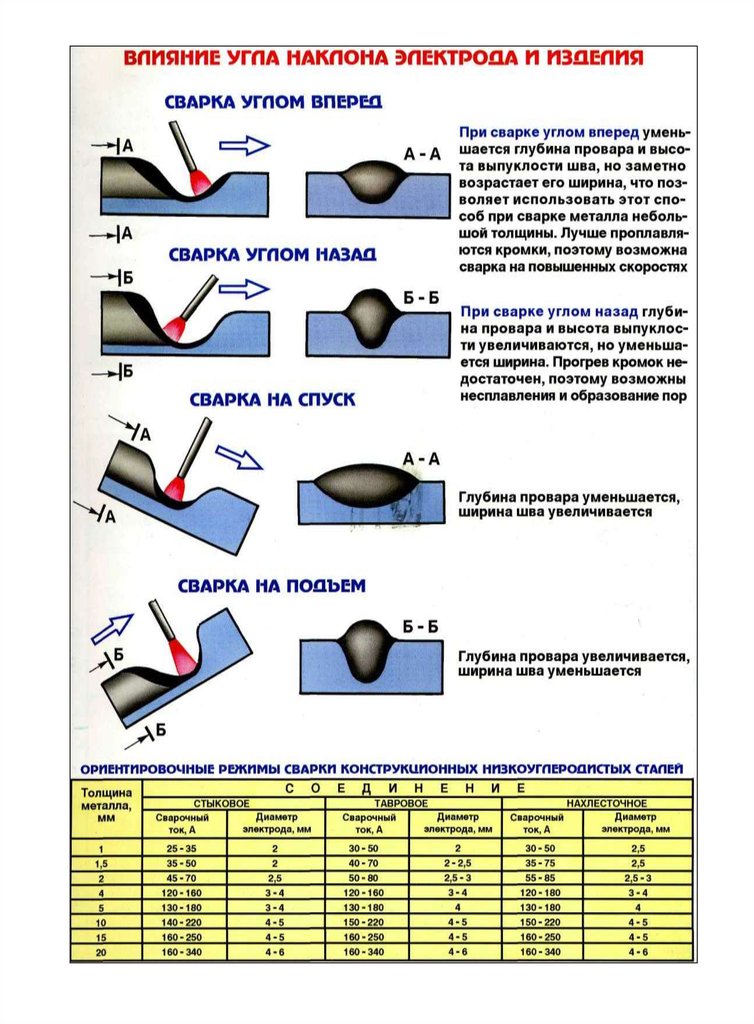
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов.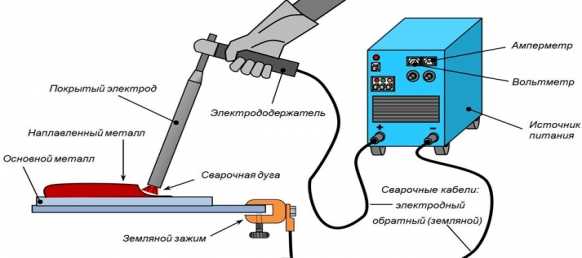 При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
stroychik.ru
Записки начинающего сварщика — Страница 22 — Ручная дуговая сварка — ММA
#421 Учусь
Отправлено 23 June 2017 19:14
Всем привет.
Делать было нечего и первый раз в жизни попытался сварить не поворотную катушку под 45 градусов (учиться надо).
Труба 200, толщина стенки 5мм. Электроды 53.70 — 2,5 мм, ток 55А, полярность обратная — старые, обмазка местами обсыпана, и похоже их надо прокалить, от эллектрода в ванну прям крупные капли отделяются. Сваривались два куска по 60мм.
И вот собственно что из этого получилось:
1) Лицевые «швы» (думаю понятно где какое положение):
Скрытый текст
2) Что-то похожее на корень (буквами Н и П обозначены пространственные положения, черта без буквы — вертикал):
Скрытый текст
3) Подготовка кромок:
Скрытый текст
Корень проходил окном, т.е. электрод старался постоянно держать в трубе (кроме нижнего положения), пару раз прожег.
Ошибки которые допустил, с моей точки зрения. Основная — большой зазор. В качестве ориентира выступал огарок электрода 2,5мм. Возможно стоит уменьшить зазор до 1,5 мм, или сделать небольшое притупление.
Основная — большой зазор. В качестве ориентира выступал огарок электрода 2,5мм. Возможно стоит уменьшить зазор до 1,5 мм, или сделать небольшое притупление.
Во время прохода облицовки вертикала, особенно когда поднимал другою сторону (с 7 часов), шли подрезы, мне кажется катушка была уже сильно перегрета, надо было дать ей остыть.
И еще я наплевательски отнесся к зачистке корня, где-то содрал больше где-то меньше, это касается как глубины так и ширины фаски.
Куплю лбшки) Есть ещё есабоские УОНИИ, но они мне кажется не очень, СЗСМ, выпускает получше.
Вообще отказываюсь от есабовской продукции, по крайней мере тюменский завод, откровенно всякую фигню делает. Монолит РЦ гораздо лучше ОК 46. Шов прям гладкий-гладкий и шлак сам отлетает, можно рисовать.
Как всегда буду очень рад критике и советам.
Всем добра.
- Наверх
- Вставить ник
#422 Oswer
Отправлено 25 June 2017 11:50
Я конечно тоже не дружу с трубой, но попытки тоже были (выкладывал в «сварочных швах», где-то в начале мая), по этому к моим наблюдениям можно относиться как к сугубо любительским.
Ошибки которые допустил, с моей точки зрения. Основная — большой зазор. В качестве ориентира выступал огарок электрода 2,5мм. Возможно стоит уменьшить зазор до 1,5 мм, или сделать небольшое притупление.
Ну лично моё некомпетентное мнение: зазор оставить, но сделать притупление. Я на такой же стенке, ставил зазор и притупление около 3-х мм, так прожогов меньше. Электроды были похожие (ну во всяком случае теоретически), LB-52U, 2.6 мм. Я думаю нужно точнее готовить стык (мне косяки в подготовке сильно мешали), ну и ещё — стенка тонкая, для первых экспериментов (мне про это говорили, но у меня другой нет ).
А не счёт ESAB’овской продукции, ну я даже не знаю… УОНИИ мне на корень точно не подошли, прожигают всё напрочь. Но на вертикале они мне очень нравятся (речь о толстом металле, от 6 мм и выше), местами даже больше чем LB’шка. OK-46.00 и Монолит-РЦ я конечно не сравнивал, но OK мне нравятся больше чем МР3-С. Особенно на внутренних угловых швах, в нижнем положении.
Особенно на внутренних угловых швах, в нижнем положении.
Но это всё моё некомпетентное ИМХО, и про трубу, и про электроды. Я так-то по профессии, ни разу не сварщик, сварка для меня — хобби.
P.S. Сварку катушки под углом 45 градусов очень интересно показывают на канале «гори дуга» (поищите на YouTube), очень много внимания уделено углу наклона электрода на корневом проходе и движениям при облицовке.
Сообщение отредактировал Oswer: 25 June 2017 11:58
- Наверх
- Вставить ник
#423 ilnursvarka
Отправлено 25 June 2017 13:00
Oswer,сваркой трубы под 45 градусов проверяют квалификацию сварщика. А обучение должно строится от простого к сложному.Но корню шва видно, что вы варить умеете. Чтобы улучшить результат, нужно постоянно варить трубы. Облицовка пока не идет у вас, просто кому-то надо показать вам, как надо варить. Самому методом научного тыка можно долго учиться варить трубу. И надо варить постоянно, пока не научишься. Если варить трубу время от времени, так научиться тяжело. С другой стороны, для чего это вам нужно, если для вас сварка хобби, а не ремесло, которое обеспечивает доход.
Чтобы улучшить результат, нужно постоянно варить трубы. Облицовка пока не идет у вас, просто кому-то надо показать вам, как надо варить. Самому методом научного тыка можно долго учиться варить трубу. И надо варить постоянно, пока не научишься. Если варить трубу время от времени, так научиться тяжело. С другой стороны, для чего это вам нужно, если для вас сварка хобби, а не ремесло, которое обеспечивает доход.
Сообщение отредактировал ilnursvarka: 25 June 2017 13:43
- Наверх
- Вставить ник
#424 Учусь
Отправлено 25 June 2017 15:15
Oswer,сваркой трубы под 45 градусов проверяют квалификацию сварщика. А обучение должно строится от простого к сложному.
 Но корню шва видно, что вы варить умеете. Чтобы улучшить результат, нужно постоянно варить трубы. Облицовка пока не идет у вас, просто кому-то надо показать вам, как надо варить. Самому методом научного тыка можно долго учиться варить трубу. И надо варить постоянно, пока не научишься. Если варить трубу время от времени, так научиться тяжело. С другой стороны, для чего это вам нужно, если для вас сварка хобби, а не ремесло, которое обеспечивает доход.
Но корню шва видно, что вы варить умеете. Чтобы улучшить результат, нужно постоянно варить трубы. Облицовка пока не идет у вас, просто кому-то надо показать вам, как надо варить. Самому методом научного тыка можно долго учиться варить трубу. И надо варить постоянно, пока не научишься. Если варить трубу время от времени, так научиться тяжело. С другой стороны, для чего это вам нужно, если для вас сварка хобби, а не ремесло, которое обеспечивает доход.
Стаж в профессии 8 месяцев. Полгода проработал в конторе, сейчас на вольных хлебах (раздолбайство надоело). Просто на работе в основном, процентов 60 сваривал ПА, 30 аргоном — нержу, ну и немного электродом. Вот и для себя тренирую. 6 катушек заготовил, потихоньку тренировать буду, и делиться результатами. Рутилом с отрывам то сделать труда не составит, как и залить ПА, но так не интересно. А нужно для чего — развиваться в профессиональном плане Занимаясь сваркой — не замечаю как летит время.
P.S. Про канал то я знаю, сам где-то здесь ссылку на него выкладывал.
- Наверх
- Вставить ник
#425 Vovka123
Отправлено 27 June 2017 21:01
Учусь, Главное правило, — на хреновом оборудовании и рассходниках учится нельзя. По фото видно, что понимание есть, приобрети нормальные электроды и заметишь разницу(кстати от чего варишь не указал!). На самом деле варить катушки не сложно, сложно в канаве, по пояс в говне сварить трубу.
- Наверх
- Вставить ник
#426 Учусь
Отправлено 28 June 2017 15:02
Учусь, Главное правило, — на хреновом оборудовании и рассходниках учится нельзя.
 По фото видно, что понимание есть, приобрети нормальные электроды и заметишь разницу(кстати от чего варишь не указал!). На самом деле варить катушки не сложно, сложно в канаве, по пояс в говне сварить трубу.
По фото видно, что понимание есть, приобрети нормальные электроды и заметишь разницу(кстати от чего варишь не указал!). На самом деле варить катушки не сложно, сложно в канаве, по пояс в говне сварить трубу.
GROVERS WSME 200 TIG PULSE AC DC, купил лбшки, на днях сделаю вторую попытку.
А если труба сильно ржавая, с водой, и ни фига не видно где свариваешь…ЗА такую работу надо платить в три дорого и не торопить, но есть пару проблем: 1) не у нас в стране (оплата), 2) Не оценят (люди в большинстве своём не знают процесса им важен результат и быстро, думают, ты же сварщик, там всего то, условно говоря, один шов, ну да не подлезть и труба гнилая…, не можешь или долго/некрасиво- плохой сварщик).
Лично я бы не стал. И, думаю, многие настоящие профессионалы тоже, причём возможно даже и себе, ибо знают цену времени и затраченных усилий.
Лучше уж сваривать готовые стыки с чистым металлом, и там где хотя-бы голова пролезет.
Или просто из новья делать вещи, пускай и на продажу. Во первых, получаешь куда больше удовольствия от процесса, тратишь куда меньше времени и сил, ну и профит (в денежном выражении) в итоге, оказывается выше. Опять же и шов будет глаз радовать, как свой , так и заказчика.
Во первых, получаешь куда больше удовольствия от процесса, тратишь куда меньше времени и сил, ну и профит (в денежном выражении) в итоге, оказывается выше. Опять же и шов будет глаз радовать, как свой , так и заказчика.
Сообщение отредактировал Учусь: 28 June 2017 15:02
- Наверх
- Вставить ник
#427 Vovka123
Отправлено 28 June 2017 21:57
Учусь, Эх ваши бы речи….
- Наверх
- Вставить ник
#428 serga01net
Отправлено 30 June 2017 09:57
Во первых, получаешь куда больше удовольствия от процесса, тратишь куда меньше времени и сил, ну и профит
Ребята, везде так. Не только в вашей сварке. Нифига не платят врачам, инженерам и прочим. Работа сварщика вдобавок еще тяжелая и не менее ответственная. У меня отец так и ушел на пенсию (он был газосварщиком), приобретя только кучу профессиональных болячек, глухим на одно ухо (прожог перепонки)… У меня работа почище, но она также не ценится. У нас так заведено — чел- никто, государство- все. И нифига ничего не меняется. Квалификация ценится мало и далеко не везде. Можем выбросить деньги на многомиллионное оборудование и оно простоит даром (в лучшем случае), либо его вручат неквалифицированным перцам и они его за год похерят, протратив на первые ремонты еще несколько сотен тысяч руб, а результата так и не будет. Студенты смотрят на это и у них нет стимула учиться (все равно не будет работы. а если будет — то не будут платить).
Не только в вашей сварке. Нифига не платят врачам, инженерам и прочим. Работа сварщика вдобавок еще тяжелая и не менее ответственная. У меня отец так и ушел на пенсию (он был газосварщиком), приобретя только кучу профессиональных болячек, глухим на одно ухо (прожог перепонки)… У меня работа почище, но она также не ценится. У нас так заведено — чел- никто, государство- все. И нифига ничего не меняется. Квалификация ценится мало и далеко не везде. Можем выбросить деньги на многомиллионное оборудование и оно простоит даром (в лучшем случае), либо его вручат неквалифицированным перцам и они его за год похерят, протратив на первые ремонты еще несколько сотен тысяч руб, а результата так и не будет. Студенты смотрят на это и у них нет стимула учиться (все равно не будет работы. а если будет — то не будут платить).
И все не могут побросать свои профессии и уйти в профит. Потому что профит получать будет не с чего. Некому будет за него платить.
- Наверх
- Вставить ник
#429 Kenneth
Отправлено 30 June 2017 23:16
ЗАДАНИЕ:
Тип соединения: Стыковое с 8; с 9; потолочное S=10мм
Определите основные параметры дуговой сварки (Е-111)
Что обозначает » С 8; С 9″ ?
S=10мм — это толщина металла?
(Е-111) что это значит?
В данный момент я обучаюсь на курсах по сварке. Дали задание заранее,чтоб подготовился.
Дали задание заранее,чтоб подготовился.
- Наверх
- Вставить ник
#430 Flagrum
Отправлено 30 June 2017 23:20
Поищите ответ здесь. Заодно и знания «подтяните» параллельно. http://websvarka.ru/…atcii-po-naks/
- Наверх
- Вставить ник
#431 Kenneth
Отправлено 30 June 2017 23:33
Это замечательно,но мне хотелось конкретно в этом задании разобраться.
- Наверх
- Вставить ник
#432 Flagrum
Отправлено 30 June 2017 23:49
Всё же элементарно. . https://graph.power….264_80.htm#012
. https://graph.power….264_80.htm#012
С8 и С9 — это условные обозначения соединений по ГОСТу..
Сообщение отредактировал Flagrum: 30 June 2017 23:51
- Наверх
- Вставить ник
#433 Kenneth
Отправлено 30 June 2017 23:50
Всё же элементарно.. https://graph.power….varka/gost5264_
Огромное спасибо!Теперь я понял что это с 8 и с 9
А что такое (Е-111) ?
- Наверх
- Вставить ник
#434 Flagrum
Отправлено 01 July 2017 00:04
(Е-111) — это Екзамен ( ) по ( взято из «
Аттестация сварщиков и специалистов сварочного производства в соответствии с ПБ 03-273-99 и РД 03-495-02″ 0.
РД — ручная дуговая сварка покрытыми электродами (111)
http://sasv.ru/cert/cyr-12ac/
- Наверх
- Вставить ник
#435 Kenneth
Отправлено 01 July 2017 00:04
(Е-111) — это Екзамен ( ) по ( взято из «
Аттестация сварщиков и специалистов сварочного производства в соответствии с ПБ 03-273-99 и РД 03-495-02″ 0.
РД — ручная дуговая сварка покрытыми электродами (111)
Ах вот оно что!
Ещё раз большое спасибо.
- Наверх
- Вставить ник
#436 Flagrum
Отправлено 01 July 2017 00:05
- Наверх
- Вставить ник
#437 welderman
Отправлено 01 July 2017 22:22
ГОСТ 5264-80 в данном случае, если процесс 111
- Наверх
- Вставить ник
#438 Killa
Отправлено 02 July 2017 15:27
Добрый день господа. Нужен совет опытных людей. Купил я значит себе дешевенький инвертор и пачку электродов LB-52u 2.6мм с целью тренироваться варить трубу для сдачи на накс. Как только начал пробовать варить этими электродами, так сразу понял, что что-то тут не так. Дуга постоянно гасла. На работе дядька подсказал, что видимо электроды для постоянного тока, так оно и оказалось, на постоянке электроды горели прекрасно. Теперь вопрос, как быть? Есть ли аналоги этих ЛБшек для переменного тока? Или есть такие же ЛБшки для переменного тока (тогда нужно в магазине конкретно уточнять род тока электродов)? Если ответ на все эти вопросы «Нет», то как быть? Покупать выпрямитель? Это слишком дорого сейчас На работе-то у нас стоит ВДМ, но для этих целей сложно его использовать, т.к. на баластниках ток не отрегулировать так, как надо, поэтому-то я и купил инвертор.
Нужен совет опытных людей. Купил я значит себе дешевенький инвертор и пачку электродов LB-52u 2.6мм с целью тренироваться варить трубу для сдачи на накс. Как только начал пробовать варить этими электродами, так сразу понял, что что-то тут не так. Дуга постоянно гасла. На работе дядька подсказал, что видимо электроды для постоянного тока, так оно и оказалось, на постоянке электроды горели прекрасно. Теперь вопрос, как быть? Есть ли аналоги этих ЛБшек для переменного тока? Или есть такие же ЛБшки для переменного тока (тогда нужно в магазине конкретно уточнять род тока электродов)? Если ответ на все эти вопросы «Нет», то как быть? Покупать выпрямитель? Это слишком дорого сейчас На работе-то у нас стоит ВДМ, но для этих целей сложно его использовать, т.к. на баластниках ток не отрегулировать так, как надо, поэтому-то я и купил инвертор.
- Наверх
- Вставить ник
#439 круазик
Отправлено 02 July 2017 15:43
Killa, У нас есть темаЗаписки начинающего сварщика, часть 3 — Ручная дуговая сварка — ММA — Форум сварщиков Вебсварка По вашему вопросу
Купил я значит себе дешевенький инвертор
Можно марку инвертора узнать? Может в вашем аппарате НХХ. низкое, что и приводит к обрыву дуги.
низкое, что и приводит к обрыву дуги.
- Наверх
- Вставить ник
#440 Глобул
Отправлено 02 July 2017 15:43
Killa, дешёвенький инвертор это и есть источник постоянного тока.
- Наверх
- Вставить ник
5 Ошибки начинающих сварщиков — Руководство для начинающих сварщиков
Поскольку сварочная отрасль постоянно развивается благодаря новым технологиям и методологиям, даже самому опытному сварщику необходимо время от времени искать информацию о методах сварки.
Если вы только начинаете свою карьеру в области сварки и изучаете сварку, вы сделали правильный выбор, изучив наиболее распространенные ошибки при сварке. Это приводит нас к вопросу: каковы 5 наиболее распространенных ошибок начинающих сварщиков?
5 наиболее распространенных ошибок для начинающих сварки:
- Не носят правильное индивидуальное защитное оборудование (PPE)
- Использование неверного процесса сварки
- не становятся комфортно во время Weld
- . Недостаточная подготовка основного материала
- Отказ от сварочных работ
 Недостаточная подготовка основного материала
Недостаточная подготовка основного материала Обобщение этих 5 наиболее распространенных ошибок начинающих сварщиков предназначено для того, чтобы помочь начинающему сварщику научиться полностью избегать этих ошибок, если это возможно, чтобы у начинающего сварщика больше шансов на успех.
Небезопасная сварка
Безопасность всегда является наивысшим приоритетом на сварочной площадке — рабочий всегда может отремонтировать часть оборудования или зашлифовать сварной шов и заново сварить соединение. Но личная травма может быть необратимой.
Опасности при сварке могут включать ожоги, ожоги дугой, потерю слуха, расчленение и потерю зрения. Ко всем этим опасностям в отрасли относятся очень серьезно. Вот почему в категории личной безопасности есть из чего выбрать.
Перед началом любых сварочных работ следует приобрести или взять напрокат и использовать необходимые средства безопасности. Пожалуйста, рассмотрите возможность получения этих 7 предметов первой необходимости безопасности, перечисленных в порядке важности.
Пожалуйста, рассмотрите возможность получения этих 7 предметов первой необходимости безопасности, перечисленных в порядке важности.
Назначение: Зрение — ваш лучший инструмент, без сомнений. Вы всегда должны ценить и защищать свое зрение. Процесс сварки может быть опасным для вашего зрения на постоянной основе. Это может быть из-за разлетающихся кусков металла от шлифовального станка, брызг от сварочной дуги или опасных лучей дуги.
СОВЕТ: Прочтите Полную статью о том, насколько опасной для глаз может быть сварка. Мы настоятельно рекомендуем это.
Вы должны взять за правило всегда носить защитные очки, находясь внутри любой промышленной зоны.
Всегда надевайте прозрачные защитные очки при работе в любых зонах сварки или резки. Также рекомендуется надевать специально затемненные очки при резке горелкой или газовой сварке, также известной как пайка.
Как правило, надевайте линзы с затемнением №3 для резки горелкой и линзы №5 для пайки. Сварочные очки I Love от YESWELDER можно найти на Amazon.
Сварочные очки I Love от YESWELDER можно найти на Amazon.
Потеря слуха серьезна, потому что она необратима. Шумные рабочие места, в помещении или на открытом воздухе, могут легко достигать и превышать уровень 85 децибел, при котором OSHA требует защиты органов слуха.
Сварочные процессы по своей природе громкие; например, угловая шлифовальная машина может производить 110 децибел, а процесс строжки угольной дугой может составлять 118 децибел. (строжка угольной дугой используется для резки толстых листов стали в полевых условиях.)
Оборудование похоже на электродуговую сварку, но поток воздуха под высоким давлением выбрасывает расплавленный металл с громким звуком. В примере с строжкой угольной дугой очень громко считается 118 децибел, в той же категории, что и у взлетающего самолета — 120 децибел.
Правило для уровней децибел заключается в том, что длительное воздействие более высоких уровней децибел, таких как строжка или шлифование угольной дугой, приведет к необратимой потере слуха, если вы не наденете защитное снаряжение.
Назначение сапог со стальным носком довольно простое – защитить ноги от падающих предметов, которыми в сварочном цехе, скорее всего, будут куски металла.
Чрезвычайно важно полностью понимать свое применение, поскольку среда, в которой вы работаете, будет определять выбор обуви. В то время как в небольшой сварочной мастерской могут потребоваться только композитные* (альтернатива стальным) сапоги для определенного уровня безопасности, на верфи с многотонными объектами, перемещаемыми на место, потребуется другая пара ботинок.
Я настоятельно рекомендую сварочные сапоги Timberland PRO.
Если вы спросите любого опытного сварщика, он скажет вам, что комфорт является ключевым фактором в вашем оборудовании, потому что комфорт означает концентрацию.
СОВЕТ: Прочитайте нашу обширную статью о правильной обуви для сварщиков.Сварочная маска с автоматическим затемнением
Наиболее очевидной необходимостью для выполнения любых сварочных работ является сварочная маска. Сварочные маски бывают двух основных категорий: с автоматическим затемнением и без автоматического затемнения.
Сварочные маски бывают двух основных категорий: с автоматическим затемнением и без автоматического затемнения.
Сварочные маски с автоматическим затемнением имеют сверхчувствительные датчики спереди, обращенные к сварному шву. Как только сварочная дуга зажжется, линза автоматически затемняется.
Трудно поверить, что автоматический объектив может так быстро затемняться. Невероятно, но технология такова, что функция автоматического затемнения превращает линзу из слегка затемненной в полностью темную за миллисекунды, посылая электрический ток на жидкокристаллические ячейки внутри линзы, которые затемняют линзу.
В зависимости от области применения сварки и окружающей среды вам может не понадобиться использовать маску с автоматическим затемнением. Особенно при сварке электродом из-за большого количества сварочных искр.
На самом деле все зависит от того, выгодно ли вам смотреть через линзу, чтобы увидеть, что вы делаете с заготовкой до запуска дуги.
Одним из преимуществ шлема с автоматическим затемнением является тот факт, что обычно можно регулировать затемнение и чувствительность линз простым поворотом ручки.
Это удобно при сварке TIG. Дуга TIG маленькая. Итак, вам нужна линза, чтобы лучше чувствовать дугу. Кроме того, вы не хотите, чтобы линза была такой темной, как при сварке электродом или сварке MIG.
СОВЕТ: Прочтите мой обзор сварочной маски Antra.
Использование неправильного процесса сварки
Независимо от того, являетесь ли вы опытным профессионалом, который работает в производственном цеху или техником по ОВиК, или если вы просто новичок, который начинает изучать различные технологии соединения металлов, в какой-то момент мы все заинтересовались различными технологиями соединения металлов.
Одна из самых распространенных ошибок начинающих сварщиков — незнание того, какой процесс использовать. Существует огромное количество информации о различиях между различными процессами сварки.
У нас есть статья, посвященная практически всем аспектам сварки для начинающих. Вы можете прочитать эту всеобъемлющую статью, чтобы лучше понять.
Неудивительно, что начинающие сварщики обычно используют неправильный процесс для своего применения. В качестве примера, показывающего многочисленные тонкости между процессами, мы рассмотрим различия между сваркой, пайкой и пайкой.
Одним из основных различий между сваркой, пайкой и пайкой является тип соединяемых материалов.
Типы материалов, соединяемых в каждом из этих трех процессов, уникальны для каждого из процессов сварки, пайки и пайки. Процесс сварки может навсегда соединить практически любой металл в очень прочное соединение.
Сварщики очень часто сваривают вместе углеродистые стали, нержавеющие стали, алюминий, а также специальные сплавы, такие как медь и сплавы с высоким содержанием никеля.
Отливки, поковки и штампованные изделия не так часто свариваются друг с другом, но существуют методы сварки для получения этих типов соединений. Процесс сварки настолько прочный, что его используют для соединения сверхтолстых листов конструкционной стали.
Кроме того, этот процесс настолько универсален, что может соединять материалы толщиной с алюминиевую банку из-под газировки.
Существует множество типов материалов, которые могут соединяться в процессе пайки.
Процесс пайки может соединять те же металлы, что и сварка. Металлы, такие как сталь, нержавеющая сталь, алюминий и экзотические сплавы. Но главное преимущество процесса пайки перед процессом сварки заключается в возможности соединения разнородных металлов.
Как бы вы ни старались, вы не сможете сварить вместе разнородные металлы, такие как сталь и алюминиевую трубу, — материалы просто не сплавятся и не образуют соединение.
Существуют определенные присадочные материалы, которые считаются лучшими для различных комбинаций материалов, и оператор пайки просматривает эти характеристики по запросу инженера.
Процесс пайки может соединять вместе толстые и тонкие материалы, но он не обладает проникающей способностью, которой обладает процесс сварки, чтобы прочно соединить толстые куски материала.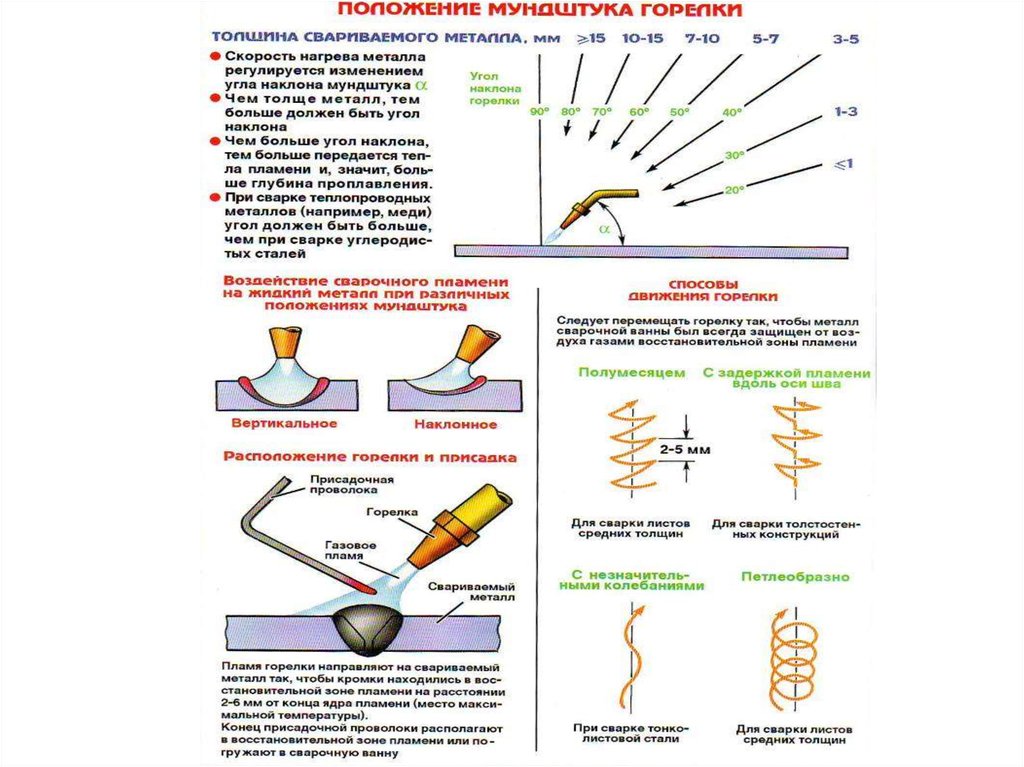
Типы материалов, которые могут быть соединены в процессе пайки, ограничены низкотемпературными свойствами процесса. Инженеры-технологи сохраняют операции пайки для небольших деталей, таких как соединение проводов и тонких кусков материала.
В процессе пайки обычно соединяются медные, алюминиевые и стальные материалы, но он ограничен толщиной заготовки. Подобно процессу пайки, процесс пайки может соединять разнородные металлы, поскольку металлы на самом деле не плавятся вместе, чтобы соединиться (как при сварке), а вместо наполнителя действует как своего рода «металлический клей», так сказать.
Не чувствует себя комфортно во время сваркиРаспространенная ошибка начинающих сварщиков возникает, когда они зажигают дугу, чтобы начать сварку. Они могут напрягаться в начале. Это происходит, когда вы слишком сильно пытаетесь сконцентрироваться на бусине. Их сварные швы потом оказываются неудовлетворительными.
Это может быть непросто. Сварщик должен сначала понять, насколько комфортно или некомфортно ему или ей может быть.
Сварщик должен сначала понять, насколько комфортно или некомфортно ему или ей может быть.
Но комфорт во время сварки очень важен для получения высококачественных сварных швов.
Если вы собираетесь сваривать дольше, то после первого сварного шва за день вы просто не выдержите, если ваше тело будет напряженным и неудобным. Вы будете утомлены, и ваши последующие сварные швы будут страдать.
Это приходит с практикой, но если вы расслабите себя перед тем, как начать дугу, и продолжите это расслабление во время сварки, вы увидите более положительные результаты.
Возможность расслабиться позволяет лучше сосредоточиться на таких вещах, как сварочная ванна, техника погружения наполнителя или зона термического влияния.
Некоторые процессы сварки, такие как сварка ВИГ, часто позволяют сварщику сидеть за рабочим столом и сваривать заготовку в нужном положении. Если это вообще возможно, вы должны воспользоваться возможностью сесть и сварить.
Во многих случаях сварной шов будет плохо выглядеть, если сварщик выполняет сварку в крайних положениях. Например, искривление запястья, растяжение спины или травма лодыжки из-за неправильной педали могут отвлечь оператора и привести к некачественному сварному шву.
Например, искривление запястья, растяжение спины или травма лодыжки из-за неправильной педали могут отвлечь оператора и привести к некачественному сварному шву.
Внесение небольших изменений может значительно улучшить качество сварки. Будут моменты, когда вы не сможете чувствовать себя полностью комфортно. Например, если вы свариваете неподвижную неподвижную заготовку в неустановленном положении.
В этом случае постарайтесь устроиться максимально комфортно, сопоставив как можно больше переменных в свою пользу. Например, делайте короткие перерывы, чтобы дать отдых рукам, спине или тому, что больше всего в этом нуждается. Переместите, если возможно, и сварите разные области, прежде чем вернуться, чтобы закончить сложную часть.
Недостаточная подготовка основного материалаВероятно, наиболее распространенной ошибкой начинающих сварщиков является недостаточная подготовка основного материала перед началом сварки.
Всегда очень важно правильно подготовить материал перед сваркой. Чтобы узнать больше о том, сколько времени уходит на очистку, см. также: Нужно ли удалять краску с металла перед сваркой?
Чтобы узнать больше о том, сколько времени уходит на очистку, см. также: Нужно ли удалять краску с металла перед сваркой?
Черные металлы, такие как холоднокатаная сталь, не требуют значительной очистки, а алюминиевые материалы требуют тщательной очистки.
Есть две причины, по которым вам необходимо очищать исходный алюминиевый материал, во-первых, потому что алюминий естественным образом образует оксидный слой на своей внешней поверхности, пока он остывает на сырьевом заводе.
Во-вторых, что очень важно, очистка масел и загрязнений на поверхности, оставшихся после обработки материала.
Существует два этапа очистки поверхности алюминия перед началом сварки.
Шаг 1: Удалите масла и загрязнения с поверхности материала. Важно выполнить этот шаг перед любой очисткой щеткой, чтобы при очистке загрязнения не проникали глубже в материал. Вы можете использовать ацетон для очистки поверхности материала, или на рынке есть другие чистящие средства для поверхностей, специально предназначенные для подготовки алюминия.
Шаг 2: Почистите поверхность алюминиевого материала щеткой, чтобы удалить оксиды алюминия. Этот оксидный слой обычно нетрудно удалить с поверхности материала с помощью щетки. На этом этапе всегда используйте щетку из нержавеющей стали, так как использование щетки из углеродистой стали приведет к попаданию в алюминий только железистых примесей. Это вызывает проблемы с качеством сварки из-за примесей.
Как видите, содержание сварочных материалов в чистоте, особенно алюминия, очень важно. Вы заметите большую разницу в качестве сварного шва между незачищенным и хорошо зачищенным соединением.
СОВЕТ: Пометьте разные кисти словами «Сталь», «Нержавеющая сталь» и «Алюминий», чтобы не перепутать разные кисти. Вы не хотите случайно использовать щетку, которую вы всегда используете для углеродистой стали, на алюминиевом материале - это приведет к нечистому и некачественному сварному шву.Сдаваться после неудач сварки
Вы, наверное, слышали это на протяжении всей своей жизни, но не сдавайтесь! Сварку довольно сложно сделать правильно. И начинающие сварщики будут делать много ошибок, только начав. Способ смягчить эту проблему через практику.
И начинающие сварщики будут делать много ошибок, только начав. Способ смягчить эту проблему через практику.
Это может быть так очевидно, как кажется, но в случае со сваркой это очень верно. Сварка алюминия и вообще сварка – это не что иное, как искусство.
Существует множество условий, о которых вы должны знать, когда находитесь под шлемом, сварка. Опыт и навыки подскажут вам, как исправить многие из этих проблем на лету.
Опыт работы в области сварки незаменим. Образование и практика помогут ускорить получение этого ценного опыта.
ЗаключениеПо мере того, как рабочая сила в сварочной отрасли стареет и большая часть рабочей силы уходит на пенсию, появляется бесчисленное множество опытных сварщиков, которые были бы рады передать профессию тому, кто готов слушать и учиться.
В конце концов вы разочаруетесь в изучении процесса сварки. Есть так много маленьких техник и лакомых кусочков опыта, которые вам нужно изучить, чтобы освоить торговлю.
Не расстраивайтесь, если вам не удастся получить красивый сварной шов после трех-четырех недель попыток. Вместо этого обратитесь к специалисту и попросите о помощи.
Эту помощь можно найти во многих разных местах, будь то на учебных курсах по сварке в профессиональной школе или общественном колледже, у старших коллег по работе или даже в видеороликах YouTube, найденных в Интернете.
Ресурсы доступны. Это просто вопрос осознания того, что вы не одиноки. Не бойтесь просить о помощи.
Читать далее
- Различные причины брызг при сварке
- Как размагнитить металл перед сваркой?
- Разница между сварочными электродами 7018 и 6010
- 8 советов для начинающих сварщиков MIG
- Зачем использовать сварочный фартук?
- Как выбрать сварочную силу тока?
- 7 Насадки для вертикальной сварки
- Как пользоваться плазменным резаком?
- Лучший сварочный аппарат для начинающих
- Проекты для новичков для начинающих сварщиков
- Выбор размера сварочной чашки TIG
- Пористость при сварке
3 самые опасные ошибки начинающих сварщиков!
Есть 3 ошибки в процедуре сварки, которые допускают большинство начинающих сварщиков, и я хочу поделиться с вами, прежде чем вы начнете свое путешествие по обучению сварке.
Если вы будете следовать тому, что я здесь говорю, и не будете совершать этих ошибок, то ваш опыт сварки пройдет гораздо ровнее.
[elementor-template id=”13402″]
Отсутствие контроля тепла и сварочной ванны, что приводит к плохому проплавлению и слабой прочности сварного шва.
Независимо от того, какой метод сварки вы используете, будь то TIG, MIG, дуговая или кислородно-ацетиленовая сварка, необходимо помнить о контроле нагрева.
Убедитесь, что вы всегда не торопитесь и добиваетесь хорошего проплавления сварного шва.
Если вы поторопитесь со сваркой и сделаете слишком быстро, вы рискуете получить холодный сварной шов с небольшим проплавлением или без него, что приведет к слабому сварному шву и возможному разрушению сварного шва.
Вы определенно не хотите, чтобы сварка вышла из строя, особенно если вы свариваете структурные элементы, такие как перила или трейлеры.
Убедитесь, что вы двигаетесь достаточно медленно, чтобы получить хороший глубокий провар, особенно если вы свариваете более толстую сталь.
Если в процессе сварки используется сталь толщиной более 1/8 дюйма, вам обязательно нужно скосить заготовку так, чтобы обеспечить максимальное проникновение сварного шва через всю деталь.
Вы даже можете использовать несколько сварных швов, если вам нужно обеспечить максимальную прочность обрабатываемой детали.
Так как вы только начинаете сварку, вы, вероятно, не имеете ни малейшего представления о том, какой провар получают ваши сварные швы в металле, поэтому лучше всего провести испытание на разрыв. Что такое брейк-тест?
Это именно так, как звучит. Поместите одну из своих тренировочных деталей в тиски, возьмите молоток и посмотрите, сможете ли вы разорвать сварной шов. Если он ломается без особых усилий, значит, у вас холодный сварной шов с небольшим проплавлением.
Если у вас есть ленточная пила, вы также можете сделать поперечный разрез в заготовке, чтобы увидеть, насколько хорошо проварился сварной шов.
Что бы вы ни делали, просто убедитесь, что если вы свариваете что-то, что будет использоваться в строительных целях, вы практиковались и уверены в своих способностях к сварке.
Есть еще одна фатальная ошибка, которую совершают многие новички в сварке, которая может не только привести к некрасивым сварным швам, но и привести к отказу сварки, если все сделано неправильно.
Процедура сварки Ошибка новичка №2:
Недостаточная очистка и подгонка металла перед сваркой, что приводит к некачественному внешнему виду сварного шва и низкой прочности.
Сварка окрашенного металла, грязного металла, ржавого металла и т.д. — это ОГРОМНОЕ нет, нет. Я не могу сказать вам, сколько раз я видел это. Кто-то думает, что просто собирается что-то починить, и не задумывается об очистке металлической поверхности.
Небрежный сварной шов
Nice Weld
Крайне необходимо очистить металл от ржавчины, краски, масла, грязи и т. д., прежде чем наносить сварной шов. Вы не хотите, чтобы примеси от этих вещей были включены в ваш сварной шов, так как это ослабит ваши сварные швы.
д., прежде чем наносить сварной шов. Вы не хотите, чтобы примеси от этих вещей были включены в ваш сварной шов, так как это ослабит ваши сварные швы.
Даже если вы работаете с чистым металлом, остается слой прокатной окалины, который следует стачивать перед сваркой. Этот слой прокатной окалины образуется при нагревании и охлаждении стали на сталелитейном заводе, и удаление этой прокатной окалины является очень важной частью процедуры сварки.
Если вы не очистите заготовку перед сваркой, будет сложнее добиться хорошего провара, потому что ржавчина, краска, грязь и т. д. будут отводить тепло от фактической поверхности металла и сварного шва.
Вы можете выполнить очистку металла с помощью угловой шлифовальной машины, а в некоторых случаях вам может понадобиться очистить металлическую поверхность ацетоном перед сваркой.
Поэтому перед сваркой убедитесь, что вы используете надлежащие методы очистки перед сваркой, чтобы получить великолепный вид сварных швов с высокой прочностью.
Есть еще одна ошибка, о которой я хочу рассказать, которую допускают слишком многие начинающие сварщики.
Ошибка начинающего сварщика №3:
Использование ненадлежащих мер предосторожности при сварке, резке и шлифовке приводит к смертельным повреждениям тела.
Когда вы начнете заниматься сваркой, вам придется работать с большим количеством нового оборудования, к которому вы, возможно, привыкли или не привыкли. Вы будете использовать такие вещи, как резаки, шлифовальные машины, сварочные аппараты, дрели, горячий металл и т. д.
При сварке следует помнить, что безопасность — ваш лучший друг, и ВСЕГДА она должна быть на первом месте!
При сварке можно легко повредить глаза из-за ультрафиолетового излучения, излучаемого в процессе дуговой сварки. Вы хотите убедиться, что у вас есть сварочная маска как минимум со сварочной линзой № 9, и я рекомендую № 10 или № 11, если это возможно.
Ультрафиолетовый свет может повредить не только глаза, но и кожу. Вот почему всякий раз, когда вы свариваете, вам нужно убедиться, что у вас есть длинные брюки и рубашка с длинным рукавом, чтобы защитить вас.
Вот почему всякий раз, когда вы свариваете, вам нужно убедиться, что у вас есть длинные брюки и рубашка с длинным рукавом, чтобы защитить вас.
Я также рекомендую надеть какую-нибудь обувь. Идеально подойдут ботинки со стальным носком.
Убедитесь, что на вас нет синтетической одежды, такой как спортивная куртка или брюки, потому что эти материалы расплавятся прямо на вашей коже, если на вас попадет горячая искра.
Я видел по телевизору такие шоу, как «Американские чопперы», где эти ребята просто сваривают без надлежащей защиты рук, и много раз они без маски, сваривают с закрытыми глазами.
Это действительно плохой пример безопасности для людей, которые только учатся сварке. Не делай так, как они. Всегда ставьте безопасность на первое место.
Вы также, вероятно, когда-нибудь будете работать с шлифовальной машиной, которая может работать очень громко и испускать много искр.
Убедитесь, что у вас есть беруши под рукой, а также прозрачная защитная маска для лица, чтобы защитить вас от искр. Эти искры могут навсегда выбить вам глаз, так что будьте умнее.
Эти искры могут навсегда выбить вам глаз, так что будьте умнее.
С тех пор, как я начал заниматься сваркой, я много раз обжигался горячим металлом. Пару раз я просто забывал, что на мне нет кожаных сварочных перчаток, и брал голой рукой кусок раскаленного металла. Было больно, так что просто убедитесь, что у вас есть хорошие перчатки и пара плоскогубцев, чтобы поднять горячий металл.
Наконец, я хочу поговорить об оксиацетилене. Поскольку вы новичок в сварке, возможно, у вас еще нет кислородно-ацетиленовой установки. Однако, когда вы его получите, просто убедитесь, что вы соблюдаете меры предосторожности при работе с ним.
Газы находятся под очень высоким давлением, и если неправильно обращаться с кислородным баллоном, это может быть очень небезопасно. Мне повезло, что у меня никогда не было проблем с моей кислородно-ацетиленовой установкой, но я видел видео, где они либо взорвались, либо взлетели, как ракета, из-за неправильного хранения или обращения.
5 главных ошибок при сварке и как их избежать
Ошибки начинающих сварщиков распространены среди новичков в этой профессии. Даже если вы закончили программу сварки в торговом училище или какое-то подобное обучение, вы можете рассчитывать на несколько ошибок, пока не получите некоторый опыт за плечами.
Даже если вы закончили программу сварки в торговом училище или какое-то подобное обучение, вы можете рассчитывать на несколько ошибок, пока не получите некоторый опыт за плечами.
Некоторые ошибки — это нормально, потому что они помогают учиться. Например, ваш первый сварной шов с заполнением пор, который выглядит ужасно, потребует от вас перепроверить свои настройки и методы, чтобы убедиться, что вы не повторите его. Подобная ошибка помогает вам учиться и обычно может быть исправлена с помощью горелки и шлифовальной машины.
Однако некоторые ошибки нелегко исправить, и они могут привести к таким последствиям, как потеря материала, отказ оборудования или серьезные травмы. Прежде чем приступить к следующему проекту, убедитесь, что вы понимаете основные вопросы безопасности при сварке. Сварка — фантастическое ремесло, но опасное, а ошибки иногда могут иметь разрушительные последствия.
Вот пять распространенных ошибок при сварке и советы, как их избежать:
1. Неправильная подготовка к сварке
Неправильная подготовка к сварке Одна из тех ошибок начинающих сварщиков, которые часто случаются: металл не подготовлен должным образом перед началом сварки. Эти ошибки включают, но не ограничиваются неспособностью зашлифовать трещины или не удалить загрязнения, такие как ржавчина, грязь и краска. Поверхностные загрязнения могут привести к ослаблению сварного шва, а маленькие трещины со временем превратятся в большие, если их не зашлифовать. Чтобы правильно подготовиться к сварке, важно иметь под рукой соответствующие сварочные принадлежности.
Итог : Если вам нужен максимально прочный сварной шов, очистите и отшлифуйте металл, прежде чем приступать к сварке.
2. Выбор неподходящего электрода и проволоки
Изображение с Amazon
Еще один из этих основных методов сварки — выбор подходящего электрода и проволоки, независимо от того, какой электрод и проволоку вы выберете. Различные приложения требуют определенного электрода, поэтому выбор неправильного электрода обязательно приведет к неприятностям.
Различные приложения требуют определенного электрода, поэтому выбор неправильного электрода обязательно приведет к неприятностям.
Также рекомендуется позаботиться об электродах и проводах, храня их в герметичных контейнерах для защиты от влаги. Если на электроде есть влага, ржавчина, масло или другие загрязнения, он может дать слишком много искр или вообще не работать.
Решение : Выберите правильный электрод и принадлежности для электродов для работы и правильно храните их. Не используйте электрод, если он влажный или на нем есть посторонние предметы.
3. Отсутствие достаточной практики Одной из самых частых ошибок начинающих сварщиков является выполнение сложной сварочной работы без предварительной практики на куске металлолома. Несмотря на то, что у вас может быть сертификат сварщика, всегда рекомендуется, чтобы новые сварщики продолжали практиковаться таким образом в течение значительного периода времени, пока они не станут опытными.
Бесспорно, видеоролики, книги и курсы по сварке могут дать вам основы сварки, но они не могут подготовить вас к камням преткновения, с которыми вы столкнетесь в реальном мире сварки.
Посмотрите на сварку как на вид спорта, например, на гольф. Вы можете посмотреть несколько турниров по гольфу и увидеть, как профессионалы держат свои клюшки, обращаются к мячу и замахиваются, чтобы сделать идеальный удар. Теперь возьмите все, чему вы научились, наблюдая за гольфом по телевизору, на поле и попытайтесь воспроизвести это. Скорее всего, вы будете выглядеть глупо!
Сварка — это не гольф, но она требует такой же практики и самоотверженности, которые профессионалы вкладывают в свое ремесло. Лучший совет, чтобы избежать распространенных ошибок при сварке: Практикуйтесь! Упражняться! Упражняться!
4. Выбор горелки неправильного размера Некоторые ошибки начинающих сварщиков могут дорого обойтись. Например: если вы используете сварочный пистолет со слишком низкой или слишком высокой силой тока, вы можете столкнуться с дополнительными расходами на покупку нового оборудования. Например, использование пистолета с меньшей силой тока в приложении с большей силой тока может привести к нескольким проблемам, включая преждевременный отказ, дополнительные накладные расходы и увеличение долгосрочных затрат.
Например, использование пистолета с меньшей силой тока в приложении с большей силой тока может привести к нескольким проблемам, включая преждевременный отказ, дополнительные накладные расходы и увеличение долгосрочных затрат.
Важным шагом в предотвращении перегрева пистолета является выбор пистолета с достаточным рабочим циклом и силой тока. Если приложение требует, чтобы вы весь день вели сварку при токе 300 ампер, а вы используете горелку на 200 ампер с рабочим циклом 30 или 40 %, вы требуете от этой горелки чего-то сверх ее возможностей, что приведет к перегреву и короткая жизнь ружья.
Чтобы избежать этой проблемы, выберите размер пистолета в соответствии с задачей. Кроме того, делайте регулярные перерывы, чтобы пистолет и расходные материалы остыли, что поможет избежать перегрева пистолета. Подумайте о том, чтобы попробовать сварочный аппарат PrimeWeld MIG180 MIG Welder, который поставляется с шпульным пистолетом, предназначенным для использования с этим аппаратом.
Одной из потенциально опасных ошибок новичка в сварке является то, что дуга зажжется за пределами рабочего места. Опытный сварщик всегда зажигает дугу в месте начала сварки или в кратере существующего валика. Несмотря на то, что эта ошибка непреднамеренна, она происходит из-за того, что внимание сварщика находится не там, где должно быть. И эта нехватка внимания может иметь ужасные последствия.
Есть история о сварщике, который использовал якобы пустую емкость в качестве сварочного стола. Он зажёг дугу на барабане, внутри которого остались пары. Последовавший за этим взрыв отбросил тяжелую пластину, над которой он работал, к его голове, мгновенно убив его.
Всегда располагайте удочку именно там, где вы хотите начать. Если вы используете вытяжку старой школы, кивните головой и зажгите дугу. Чем больше вы будете это практиковать, тем лучше у вас будет получаться!
Ошибки сварки MIG — 9Общие проблемы
Ошибки при сварке MIG могут привести к большому разочарованию. Тем не менее, установка первых шариков MIG может быть очень приятным чувством. Это процесс, относительно удобный для новичков, и новички могут добиться успеха на очень раннем этапе.
Тем не менее, установка первых шариков MIG может быть очень приятным чувством. Это процесс, относительно удобный для новичков, и новички могут добиться успеха на очень раннем этапе.
Хотя сварочная часть кажется простой, на самом деле внутри машины происходит много всего.
В этом руководстве рассматриваются наиболее часто встречающиеся ошибки MIG, а также лучшие способы их исправления и предотвращения в будущем. Мы все совершали эти ошибки в прошлом, но мы проявили настойчивость и научились их исправлять.
Содержание
1) Неправильное расстояние между контактным наконечником и заготовкой
Многие начинающие сварщики держат контактный наконечник MIG либо слишком близко, либо слишком далеко от металла. Как и во всех сварочных процессах, правильное расстояние между вашим электродом и вашей заготовкой может создать или разрушить сварной шов.
Контактный наконечник — это металлическое крепление, из которого выходит провод. Эти контактные наконечники имеют разный диаметр, что позволяет использовать провода разных размеров.
Слишком большое расстояние вызывает проблемы, поскольку поток газа не достигает дуги. Если ваш сварной шов не защищен должным образом, он будет довольно слабым. Это справедливо для всех сварочных процессов.
Держите контактный наконечник ближе к металлу, чтобы защитный газ мог создать надлежащую атмосферу для защиты сварочной ванны.
Wikimedia CommonsКроме того, на больших расстояниях провод не расплавится и не начнет издавать громкий треск. Это связано с тем, что проволока начинает ломаться, так как не может сплавиться с основным металлом. Это оставит сломанные жилы проволоки, прилипшие к металлу.
Слишком большое расстояние также означает, что ваши сварные швы не будут смачиваться, и проволока не сможет сплавиться с вашим материалом. Вы поймете, что у вас правильное расстояние, когда проволока хорошо вплавится в ваш металл, когда вы толкаете свою лужу.
Сварка слишком близко вызывает меньше проблем, но все же не идеально. Во-первых, гораздо труднее увидеть дугу таким образом, потому что сопло закрывает сварочную ванну. Это проблематично, потому что новички должны следить за своей лужей, чтобы увидеть, как она движется с их скоростью движения. Наблюдение за лужей позволит вам увидеть, как она течет.
Во-первых, гораздо труднее увидеть дугу таким образом, потому что сопло закрывает сварочную ванну. Это проблематично, потому что новички должны следить за своей лужей, чтобы увидеть, как она движется с их скоростью движения. Наблюдение за лужей позволит вам увидеть, как она течет.
Во-вторых, близкое расстояние может привести к тому, что брызги MIG забьют сопло или заклинят проволоку. Это означает, что вы потратите больше времени на очистку сопла и меньше времени на сварку. Когда брызги начнут прилипать к соплу, проволока не сможет течь должным образом.
MIG на алюминии : Pixabay2) Плохое натяжение проволоки/проблемы приводного ролика
Все аппараты MIG имеют контроль натяжения проволоки. Это величина давления на проволоку внутри машины, чтобы она не разматывалась на вас. Высокое натяжение может привести к разрыву или застреванию проволоки на пути к соплу, а низкое натяжение может привести к сбрасыванию проволоки с приводных роликов или распутыванию всей катушки.
Это просто требует практики. Как только у вас будет правильная настройка натяжения проволоки, все будет хорошо. Это облегчит замену катушек в будущем. Размотанная катушка заставит вас действительно захотеть настроить эти регуляторы натяжения в следующий раз.
Часто бывает трудно починить распутавшуюся катушку. Это может означать, что вы зря потратили деньги на катушку, которая теперь непригодна для использования.
3) Неверные настройки скорости/напряжения проволоки
Эти две настройки должны работать в гармонии друг с другом. Новичкам сложно их набрать, но это не так уж сложно. Напряжение — это количество электроэнергии, подаваемой на дугу. В зависимости от диаметра и типа проволоки (флюс, жесткая проволока и т. д.) напряжение обычно колеблется в пределах 16–30 вольт.
Скорость подачи проволоки измеряется в дюймах в минуту. Чем выше скорость, тем больше материала проволоки вытекает из сопла. Более высокие скорости производят более широкие шарики. Более низкие скорости отлично подходят для тонкого материала и небольших сварных швов. Применимые диапазоны скоростей: 100–500 дюймов в минуту.
Более низкие скорости отлично подходят для тонкого материала и небольших сварных швов. Применимые диапазоны скоростей: 100–500 дюймов в минуту.
Очень высокая скорость подачи проволоки в сочетании с высоким напряжением считается «распылительным переносом». Сварка настолько горячая и быстрая, что буквально распыляется на ваш материал.
Причина, по которой эти два параметра должны работать вместе, заключается в том, что они тесно связаны. Если у вас высокая скорость подачи проволоки и низкое напряжение, мощности будет недостаточно, чтобы вплавить проволоку в сварной шов.
При низкой скорости подачи проволоки и высоком напряжении сварной шов может стать слишком горячим и вызвать подрезы или другие дефекты.
Аппараты MIG поставляются с таблицей, в которой рекомендуются настройки в зависимости от толщины материала.
Пример:
- Проволока 0,030” на мягкой стали 1/8” = 17 вольт при 220 дюймов в минуту
Таким образом, в зависимости от диаметра проволоки и толщины материала, в этих таблицах будут указаны точные рекомендуемые настройки. Это особенно полезно для начинающих сварщиков, которые допускают ошибки в настройках. Эти диаграммы также доступны в Интернете, хотя они варьируются от компании к компании.
Это особенно полезно для начинающих сварщиков, которые допускают ошибки в настройках. Эти диаграммы также доступны в Интернете, хотя они варьируются от компании к компании.
По мере продвижения в сварке MIG вы обнаружите, что начинаете запоминать эти настройки. Они станут вашей второй натурой, и вам не придется так часто обращаться к таблице. Вы также можете обнаружить, что ваши любимые настройки отличаются от таблицы, на которую вы ссылались. Это не жесткие правила, а скорее общие рекомендации.
Следует также отметить, что каждый аппарат MIG работает немного по-разному. Это справедливо для всех сварочных аппаратов. Ваши любимые настройки для стали 1/8” могут отличаться от настроек вашего приятеля, у которого другой аппарат MIG.
4) Проблемы с расходом газа
Новичкам может быть сложно найти правильный расход газа для своих проектов. Для MIG обычные потоки составляют от 15 до 30 кубических футов в час (CFH).
В таблице ваших машин также будут рекомендации по расходу газа. В нашей статье о газах для сварки MIG мы рассказываем о лучших газах для сварки проволоки, сварки с флюсовым сердечником, сварки MIG из нержавеющей стали и алюминия.
В нашей статье о газах для сварки MIG мы рассказываем о лучших газах для сварки проволоки, сварки с флюсовым сердечником, сварки MIG из нержавеющей стали и алюминия.
Кроме того, сварочные тесты AWS будут иметь настройки расхода газа, которые необходимо соблюдать. Если вы выйдете за пределы этих параметров, ваш тест может быть признан недействительным. Убедитесь, что вы знаете свои параметры, чтобы избежать провала теста.
Для большинства аппаратных MIG мы обычно устанавливаем газ на 25 CFH. Мы считаем, что это очень хорошо защищает для большинства приложений. Если вы поднимете до 30 CFH или более, вы будете тратить много газа, который может стать довольно дорогим. Обычно мы запускаем эти высокие потоки только с приложениями Flux Core с двойным экраном.
Пористость – очень нежелательный дефект сварного шва. При MIG пористость обычно возникает из-за низких потоков газа. Если вы обнаружите пористость (небольшие отверстия) в сварном шве, лучше всего увеличить подачу газа. Если это не сработает, это может быть связано с расстоянием контакта (указано выше) или углом сопла.
Если это не сработает, это может быть связано с расстоянием контакта (указано выше) или углом сопла.
5) Проблемы с изучением шаблонов сварки
Существует множество способов запуска сварки MIG. Запуск прямой бусинки просто включает в себя толкание или вытягивание лужи по прямой линии. Для вертикальных швов очень распространена схема плетения из стороны в сторону.
Начинающие сварщики MIG обычно испытывают затруднения, когда дело доходит до изучения рисунков валика. Они немного сложнее и требуют времени для изучения.
Некоторые сварщики предпочитают использовать разные шаблоны для получения нескольких профилей валиков. Узоры, такие как «курсивные буквы e», могут помочь получить более плоскую бусину. Эти узоры также могут быть серией треугольников, кругов и т. д.
Кризиса E -сварки новичкам сначала будет труднее с этим, но после освоения — узоры могут создать очень привлекательные бусы. Обычно это связано с их более плоским и широким профилем.
Обычно это связано с их более плоским и широким профилем.
6) Вопросы скорости перемещения
Скорость перемещения относится к скорости, с которой вы выполняете сварку. Чтобы получить валик одинаковой ширины, вы должны поддерживать одинаковую скорость перемещения по всему шву.
Чем выше скорость перемещения, тем тоньше валик, а чем меньше скорость, тем шире валик.
Когда вы смотрите на сварщиков-новичков, вы можете заметить, что они допустили ошибку, не поддерживая постоянную скорость перемещения. Из-за этого бортик будет широким в одних местах и узким в других.
Обучение сварщиков поддержанию скорости приведет к тому, что сварные швы будут выглядеть лучше. Это особенно важно при тестировании пластин, когда вам не разрешается выходить за пределы канавки.
Эта проблема скорости перемещения также актуальна для сварки электродом и сварки TIG. Вы можете получить стабильную бусину только в том случае, если будете контролировать свою скорость.
7) деформация
В отличие от других сделок, сварка может способствовать деформации проектов — часто довольно много. Чтобы избежать коробления, сварщики должны знать, как правильно выполнять сварку. Они также должны научиться контролировать тепловложение и обязательно давать металлу время для охлаждения между сварными швами.
Последовательность сварки включает в себя «прихватку» вашего проекта вместе с небольшими сварными швами, а затем сварку в разных областях, пока другие части проекта остывают.
Эмпирическое правило гласит, что сварные швы дают усадку после завершения. Допустим, вы свариваете соединение под углом 90 градусов с одним валиком с одной стороны. Когда этот сварной шов остывает, он сжимается и смещает угол 90 градусов от центра. Поскольку сварной шов сжался, он будет тянуться к той стороне, к которой он был приварен.
Wikimedia Commons Более высокая скорость подачи проволоки и более высокое напряжение вызывают более сильное коробление. Вот почему важно использовать зажимы, чтобы убедиться, что ваш проект не деформируется повсюду. Переборщить с зажимом никогда не бывает плохой идеей, на самом деле это хорошая мера качества.
Вот почему важно использовать зажимы, чтобы убедиться, что ваш проект не деформируется повсюду. Переборщить с зажимом никогда не бывает плохой идеей, на самом деле это хорошая мера качества.
Как бы ни было весело сваривать кучу бусин за короткое время, это может привести к серьезной деформации. Дайте сварным швам остыть, если вы хотите, чтобы ваш проект сохранил свои первоначальные размеры.
8) Отсутствие предварительной подготовки металла
Хотя известно, что процесс MIG удаляет прокатную окалину и масло, всегда лучше уделить время подготовке материала. Зачем рисковать плохим проникновением, если вы можете потратить минуту на очистку своих частей?
Если вы не удалите прокатную окалину/ржавчину/масло, вы рискуете неправильным проникновением. Это означает, что ваш сварной шов не смочил основной материал, и вы рискуете расколоть его в ближайшем будущем. Это ненужный риск, которого можно легко избежать.
Pikist. com
comЕсли вы возьмете угловую шлифовальную машину и удалите окалину, вы можете быть уверены, что в сварном шве нет лишних загрязнений. Это просто сырой металл на металле. Это было особенно важно для меня, когда я руководил своим мобильным сварочным бизнесом — я не хотел возвращаться и ремонтировать свою работу. Я хотел, чтобы мои сварные швы держались, поэтому я предложил своим клиентам долгосрочную гарантию.
Если вы потратите время на подготовку материала, это избавит вас от лишних хлопот в будущем. Клиенты поймут, что ваши сварные швы все еще держатся спустя годы, и они будут более склонны упоминать ваше имя другим потенциальным клиентам.
Новички часто совершают ошибку, торопясь со своими проектами. Они не будут правильно подготавливать материал или резать детали. Они просто хотят сварить как можно скорее. Как только новички научатся избегать этой ошибки, их проекты и рабочий процесс значительно улучшатся.
MIG Welding Repair Работы: Pixabay9) Неправильные углы сопла
, в то время как сварщики Hardwire MIG обычно «толкнут» свою лужу, сварщики ядра потока, как правило, «перетаскивают» свою лужу. Это связано с тем, что в процессах, включающих шлак, вы должны тянуть лужу, чтобы шлак затвердел позади нее.
Это связано с тем, что в процессах, включающих шлак, вы должны тянуть лужу, чтобы шлак затвердел позади нее.
Если толкнуть лужу, образующую шлак, шлак часто смешивается со сварным швом и образует так называемое «шлаковое включение».
Новым новообращенным МИГам будет тяжело с этими углами. У них может быть слишком крутой или слишком пологий угол сопла. Они могут толкать свою флюсовую лужу, когда должны ее тащить.
Важно научиться, когда тянуть, а когда толкать лужу. Вы можете тяготеть к слишком маленькому углу сопла, что сильно ограничивает проникновение. Вы также можете использовать слишком крутой угол сопла, который может продувать более тонкие металлы.
Этим параметрам угла лучше всего обучают сварщики-ветераны, которые много времени проводят под капотом. Новички могут извлечь пользу из этого опыта обучения и избежать ошибок, таких как неправильные углы.
Подведение итогов
Несмотря на то, что во время сварки MIG можно совершить десятки ошибок, эти 9 ошибок встречаются чаще всего.
Если вы будете усердно практиковаться и избегать этих ошибок, вы станете профессиональным сварщиком MIG.
Поскольку сварка MIG является одним из самых популярных сварочных процессов, важно знать, как это сделать, особенно если вы хотите получить работу в производственном цеху. Если вы не умеете правильно сваривать MIG, поиск работы будет довольно трудным.
Как их предотвратить и исправить — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Сварка — сложная техническая наука, и существует множество распространенных сварочных ошибок, жертвами которых во время сварки становятся все, от любителей до ветеранов. К счастью, многие из этих ошибок можно смягчить, зная металлургические свойства ваших материалов. Ошибок также можно избежать, правильно подготовив материалы и оборудование.
Итак, каковы наиболее распространенные ошибки при сварке? Некоторые распространенные ошибки при сварке включают неправильную подготовку материалов, неправильное использование оборудования и совместное использование неподходящих материалов в одном сварочном проекте. Ошибки при сварке приводят к дефектам сварки, таким как ошлак, деформация, прожоги, пористость, хрупкость, подрезы.
Ошибки при сварке приводят к дефектам сварки, таким как ошлак, деформация, прожоги, пористость, хрупкость, подрезы.
Наиболее распространенных ошибок при сварке можно легко избежать, если правильно обслуживать и использовать сварочные материалы и оборудование. Читайте дальше, чтобы узнать о распространенных ошибках сварки, возникающих при различных типах сварки, и о том, как их избежать при выполнении металлоконструкций, а также о травмах, которые могут возникнуть, если во время сварки не будут приняты надлежащие меры предосторожности.
Alu.cz, CC BY 3.0 https://creativecommons.org/licenses/by/3.0, через Wikimedia CommonsЧто может пойти не так?
Sponsored LinksСварка не кажется сложной наукой с точки зрения стороннего наблюдателя: вы соединяете два куска металла вместе, подаете тепло или электричество, и в итоге получается сварной шов. Но использование сварочных горелок и знания, необходимые для правильного включения различных типов металлов в сварочный проект, могут сделать разницу между безупречным, высококачественным результатом и плохим сварным швом.
Неправильный сварной шов может привести не только к неприглядным дефектам, отрицательно влияющим на окончательный вид сварного шва, но и к дефектам, из-за которых сварка не сможет пройти какую-либо проверку качества при производстве и сборке.
Даже в бытовых проектах неправильная сварка может привести к структурным повреждениям в готовых металлообрабатывающих объектах и даже к опасным ситуациям, если рассматриваемый сварной объект используется под нагрузкой или как часть несущей конструкции.
Независимо от того, занимаетесь ли вы сваркой в домашней мастерской или учитесь сваривать как профессионал, знание того, как процедуры могут положительно или отрицательно повлиять на качество сварки, является ключом к постоянному техническому совершенствованию вашего ремесла.
Подготовка материалов во избежание типичных ошибок при сварке
Вы можете избежать многих типичных проблем при сварке, правильно подготовив материалы. Наиболее серьезные проблемы, возникающие из-за недостаточной подготовки ваших материалов (как основного металла, так и присадочной проволоки), — это загрязняющие вещества, такие как масло, жир, защитные покрытия и другие поверхностные загрязнения, которые могут вызвать неровности сварного шва.
Обеспечение надлежащей подготовки и обслуживания сварочных материалов настолько важно для поддержания целостности сварного шва, что на многих промышленных сварочных площадках имеется официальная документация по подготовке материалов в виде стандартных рабочих процедур, чтобы гарантировать выполнение каждого этапа подготовки.
Для нержавеющей стали и многих других металлов подготовка основных металлов включает в себя как надрезы на поверхности основных металлов для удаления любого внешнего мусора и защитного покрытия, так и химическую ванну с ацетоном или химическим растворителем для удаления любых оставшихся оксид на поверхности основного металла.
AdvertisementsБез этих двух процессов сварка неподготовленного основного металла может привести к различным сварочным деформациям и проблемам. Вот материалы, необходимые для подготовки и обслуживания ваших сварочных материалов перед сварочной операцией:
- Чистые основные металлы: Основные металлы должны быть очищены химическим растворителем, таким как ацетон или LOW VOC PRE. Эта химическая ванна предназначена для удаления любого оставшегося оксидного поверхностного слоя после того, как любое защитное покрытие было сошлифовано со стали или других сплавов на основе углерода.
- Угловая шлифовка: Угловая шлифовальная машина — полезный инструмент для быстрой подготовки больших плоских участков основного металла к сварке. Угловые шлифовальные машины можно использовать вместе с лепестковым диском для подготовки стали к операциям сварки TIG или MIG. Следует соблюдать осторожность при использовании УШМ на тонких металлических материалах, так как она может случайно прожечь.
- Наждачная бумага: Для тех сварщиков, у которых нет угловой шлифовальной машины, можно также использовать наждачную бумагу с зернистостью восемьдесят для подготовки металлической поверхности к сварке. Недостатком использования наждачной бумаги является то, что это может быть утомительно, отнимает много времени и может оставить глубокие царапины на металлических поверхностях, если использовать их не очень осторожно.
- Абразивоструйная очистка: Металл, сильно изношенный ржавчиной и другим мусором, требует более тщательной подготовки поверхности перед дозированием химического растворителя. Абразивоструйные инструменты могут удалить ржавчину даже с самых потрепанных деталей из основного металла и подходят для восстановительных работ по металлу.
 Эта химическая ванна предназначена для удаления любого оставшегося оксидного поверхностного слоя после того, как любое защитное покрытие было сошлифовано со стали или других сплавов на основе углерода.
Эта химическая ванна предназначена для удаления любого оставшегося оксидного поверхностного слоя после того, как любое защитное покрытие было сошлифовано со стали или других сплавов на основе углерода.
Подготовка основного металла особенно важна при обработке цветных металлов, таких как алюминий и титан, поскольку эти металлы образуют окисленное поверхностное покрытие с чрезвычайно высокой температурой плавления, что затрудняет сварку. Абразивоструйная подготовка не должна использоваться на цветных металлах, так как они чувствительны к атмосферным загрязнениям, вносимым пескоструйной установкой.
Также важно убедиться, что на вашем сварочном рабочем месте в целом нет пыли и что вентилятор вашего цеха не дует прямо на рабочую зону. Массивная вентиляция может привести к нарушению подачи защитного газа, что может привести к таким проблемам качества сварки, как пористость.
Знание материалов (и их толщины), чтобы избежать распространенных ошибок при сварке
Рекламные ссылкиДругим важным аспектом предотвращения распространенных ошибок при сварке, помимо подготовки материалов, является понимание того, как ваши материалы работают на металлургической основе и как их толщина влияет на силу тока и напряжение, необходимые для успешной сварки.
измерение толщины металлаТолщина основного металла является одной из важных переменных для расчета сварочного напряжения, скорости подачи проволоки и размера электрода. Чем толще основной металл, тем больше он будет действовать как теплоотвод. Чем больше тепла требуется из-за толщины, тем выше должен быть ток из-за увеличения тепла, необходимого для завершения сварки. Ваши настройки, конечно, должны быть скорректированы соответствующим образом. Вот отличное видео, объясняющее, как набрать номер вашего устройства.
https://www.youtube.com/watch?v=PyZY3K8R6qQВидео не может быть загружено, так как отключен JavaScript: Настройки MIG для любой толщины (https://www. youtube.com/watch?v=PyZY3K8R6qQ)
youtube.com/watch?v=PyZY3K8R6qQ)
Использование подходящего оборудования для избежания типичных ошибок при сварке
Помимо того, что вы должны понимать, какие материалы вы используете, и подготовить их перед сваркой, крайне важно знать, какое оборудование нужно использовать в данной ситуации. Например, такие металлы, как алюминий, следует сваривать только с помощью сварочного аппарата TIG, так как другие типы сварочных аппаратов создают слишком большую зону термического влияния, а алюминий слишком легко деформируется.
Вот некоторые соображения по оборудованию, о которых следует подумать, когда дело доходит до организации сварочного цеха, чтобы избежать распространенных ошибок:
- Выбор электрода/проволоки: Знание того, какие электроды и присадочную проволоку использовать для каждого конкретного сварочного проекта может иметь большое значение для того, чтобы помочь вам избежать ошибок. Присадочную проволоку следует выбирать не только по совместимости металлов с основными металлами, но и по диаметру, скорости подачи и т. д.
- Используемый аппарат: Различные типы сварочных аппаратов — аппараты для сварки TIG, аппараты для сварки MIG и горелки для электродуговой сварки — все имеют различные уровни совместимости с различными видами сварочных работ. Вы, как сварщик, должны понимать, какой сварочный аппарат лучше всего подходит для конкретных материалов и способна ли ваша техника сварки сваривать имеющиеся материалы.
- Выбор тока: Неправильные уровни тока и настройки полярности во время операции сварки могут привести к широкому спектру дефектов сварки, включая пористость, разбрызгивание, плохой провар и перегрев. Это, в свою очередь, может привести к хрупкому сварному шву. Не используйте электросварочный аппарат, не понимая, как уровни электричества влияют на сварщика.
 д.
д. Перед тем, как приступить к каким-либо серьезным сварочным проектам, рекомендуется подробно изучить ваше сварочное оборудование и материалы, чтобы знать, на что способен ваш сварочный аппарат (и какие это не так).
Использование правильной техники для избежания типичных ошибок при сварке
Знание правильной техники для вашего конкретного типа сварки — отличный способ избежать простых ошибок и выработать вредные привычки, от которых трудно избавиться на более позднем этапе обучения сварке. Вот наиболее распространенные виды сварки и лучшие методы для каждого типа сварки:
Сварка ВИГ
Во-первых, если вы хотите узнать больше о сварке ВИГ, ознакомьтесь с нашей подробной статьей здесь.
Чтобы получить хороший сварной шов при сварке ВИГ, необходимо обеспечить плавное, последовательное движение вдоль линии сварного шва. Зазор между электродом и основным металлом также должен постоянно поддерживаться в пределах от одной восьмой дюйма до трех шестнадцатых дюйма. Сварочную горелку TIG следует держать под углом пятнадцать градусов к основному металлу.
При выполнении стыковой сварки с помощью сварочной горелки TIG горелку следует держать под углом девяносто градусов к основному металлу. При выполнении углового шва горелку следует держать ближе к углу сорок пять градусов. Компоненты для сварки ВИГ всегда должны быть безупречно очищены, поскольку сварка ВИГ плохо реагирует как на поверхностные, так и на атмосферные загрязнения. Если вы случайно загрязните электрод, прикоснувшись им к основному металлу, его следует очистить и отшлифовать непосредственно перед продолжением.
При выполнении углового шва горелку следует держать ближе к углу сорок пять градусов. Компоненты для сварки ВИГ всегда должны быть безупречно очищены, поскольку сварка ВИГ плохо реагирует как на поверхностные, так и на атмосферные загрязнения. Если вы случайно загрязните электрод, прикоснувшись им к основному металлу, его следует очистить и отшлифовать непосредственно перед продолжением.
Сварка МИГ
Как и сварка ВИГ, сварка МИГ наиболее успешна, когда компоненты очищаются перед сварочной операцией. Ключ к успешной сварке MIG заключается в том, чтобы длина проволоки, выходящей из сварочной горелки MIG, была короткой (между четвертью и тремя восьмыми дюйма) и удержание дуги на самом переднем крае сварочной ванны. Это помогает предотвратить шлак и неравномерное образование валиков.
AdvertisementsЕще одно важное соображение, о котором следует помнить при сварке MIG, — это заземление. Сварка неправильно заземленных объектов приведет к тому, что сварочный аппарат MIG будет тратить расходные материалы впустую, а также увеличится вероятность неприглядного разбрызгивания. Вы также можете вызвать у себя шок, если не будете осторожны.
Вы также можете вызвать у себя шок, если не будете осторожны.
Сварочную горелку MIG можно толкать в направлении сварного шва или тянуть за собой. Горелка MIG, проталкиваемая вдоль сварочной ванны, производит сварной шов с неглубоким проплавлением, в то время как горелка, протаскиваемая вдоль сварного шва, обеспечивает более глубокое проплавление с узким и высоким фокусом. Важно не волочить сварочную горелку MIG по тонкому металлическому листу, так как это может привести к прожогу.
Сварка электродом
Основное преимущество сварки электродом заключается в том, что он может быть полезен для сварки толстых основных металлов, но не подходит для металлов тоньше 1/8 й дюймов. Для точной дуговой сварки вы должны убедиться, что используемый электрод соответствует правильному напряжению: переменному, постоянному отрицательному или постоянному положительному.
Необходимая сила тока определяется типом электрода, толщиной материалов, положением сварки и визуальным осмотром сварного шва в процессе его выполнения. Силу тока следует регулировать на 5-10 ампер до тех пор, пока не будут достигнуты желаемая ширина сварочной ванны, ширина и структура шва.
Силу тока следует регулировать на 5-10 ампер до тех пор, пока не будут достигнуты желаемая ширина сварочной ванны, ширина и структура шва.
На тонких основных металлах можно использовать прямой шов для заполнения шва — на более толстых металлах необходимо движение вперед-назад. Скорость перемещения должна быть плавной и постоянной, при этом электрод должен находиться в передней трети сварочной ванны.
При сварке электродом очень важно, чтобы сварочная дуга была небольшой, так как удлинение сварочной дуги для лучшей видимости сварного шва может отрицательно сказаться на качестве сварного шва. Вместо того, чтобы отводить руку назад, сдвиньте голову, чтобы улучшить видимость сварного шва.
Отработка методов сварки для совершенствования
Независимо от того, какой метод сварки вы используете, лучший способ улучшить свои навыки сварки — это регулярно тренироваться на своем оборудовании. Чем чаще вы практикуете свои методы сварки и работы с материалами, тем больше опыта вы приобретаете и тем больше уверенности вы можете доверять своей сварке.
Также рекомендуется постоянно изучать навыки сварки, чтобы расширить свои знания в области металлургии. Чем больше у вас опыта работы с различными видами сварочных материалов, тем меньше у вас шансов сделать любительские ошибки во время сварки.
Распространенные ошибки при сварке и их причины
Есть несколько ошибок при сварке, с которыми обычно сталкиваются новые студенты-сварщики в процессе обучения эффективной сварке на выбранном ими оборудовании. Каждый из этих сварочных дефектов является результатом определенных ненормальных параметров окружающей среды, большинство из которых легко контролируется сварщиком, если он или она знает о них.
Вот некоторые из наиболее распространенных ошибок при сварке, с которыми вы, вероятно, столкнетесь, и способы их предотвращения:
Трещины
Трещины являются одним из наиболее серьезных дефектов, которые могут появиться в процессе сварки, поскольку трещины неприемлемая ошибка в большинстве проверок обеспечения качества. Что еще более важно, трещины могут увеличиваться с течением времени, угрожая общей целостности конструкции из основного металла.
Что еще более важно, трещины могут увеличиваться с течением времени, угрожая общей целостности конструкции из основного металла.
Основными причинами появления трещин при сварке являются грязные и плохо подогнанные детали из основного металла или неправильная температура сварки . Обязательно придерживайтесь переменных толщины основного металла, чтобы определить необходимые параметры нагрева для успешного сварного шва. Все детали из основного металла также должны быть тщательно очищены и подготовлены.
Брызги
Прочтите нашу статью о том, что такое брызги и как их избежать.
Брызги — это появление капель расплавленного металла, которые вылетают из сварочной ванны в процессе сварки. Брызги не только оставляют неприглядные дефекты на поверхности основного металла, которые необходимо шлифовать и переделывать, чтобы удалить, но и увеличивают вероятность того, что сварщик случайно получит травму в результате ожога. Брызги также увеличивают риск возгорания в мастерской.
Брызги могут возникать из-за различных недосмотров, включая отсутствие достаточного защитного газа, большой ток или неправильную полярность. Можно избежать разбрызгивания, обеспечив надлежащую скорость потока в блоке защитного газа и дважды проверив полярность в соответствии с используемым электродом. Очистка сопла горелки также может помочь предотвратить разбрызгивание.
Деформация
Деформация – это искажение поверхности основного металла, которое может возникнуть в результате колебаний температуры в процессе охлаждения. Деформации можно избежать путем равномерной сварки изнутри наружу на сварном стыке и сварки как внутри, так и снаружи стыка.
Еще один способ предотвратить деформацию – свести к минимуму количество проходов сварки. Перегрев основных металлов из-за повторяющихся сварных швов может увеличить вероятность деформации, особенно в случае более хрупких металлов, таких как алюминий.
Шлаковые включения
Шлаковые включения образуются в результате попадания флюса в сварочную ванну, препятствующего полному проплавлению сварочного шва. Шлак проявляется в виде линий вдоль линии сварного шва, который легче всего определить с помощью радиографического контроля .
Шлак проявляется в виде линий вдоль линии сварного шва, который легче всего определить с помощью радиографического контроля .
Отсутствие провара приводит к ослаблению сварного шва. Это также может привести к теплу, воздействующему на окружающую область, если время сварки будет увеличено, чтобы уменьшить непровар.
Наряду с правильными электрическими настройками сварочного аппарата можно избежать включения шлака, используя в сварочном аппарате исправные расходные материалы с флюсовым покрытием. Поскольку шлаковые включения представляют собой гладкие дефекты и не проявляются в виде заостренных краев поверхности, они иногда допускаются некоторыми нормами обеспечения качества.
Пористость
Пористость является проблемой, возникающей по двум основным причинам: загрязнения на поверхности основного металла и поглощение атмосферных газов сварочной ванной, в основном водорода. Когда сварочная ванна остывает, эти пузырьки атмосферного газа оставляют внутри сварного шва полые пузырьки, что приводит к ослаблению сварного шва.
Основными способами предотвращения пористости в сварном шве являются использование правильных методов защиты газа (управление надлежащей скоростью потока и предотвращение интенсивной вентиляции в зоне сварки), а также соответствующая подготовка всех основных металлов и расходных материалов перед сваркой. Простое принятие мер по обеспечению чистоты и защиты сварочных материалов может предотвратить до 90% дефектов пористости.
В отличие от трещин, пористость имеет допустимые уровни в зависимости от типа выполняемой сварки, поэтому она не часто считается дефектом сварного шва, исключающим квалификацию, когда речь идет о технической гарантии.
Хрупкость
Хрупкость сварного шва является результатом неправильного охлаждения во время последующей обработки сварного узла. Если сварной узел подвергается закалке (или охлаждению) слишком быстро, возникающее в результате сжатие основных металлов может привести к хрупкости сварного соединения.
Другой причиной хрупкости сварного шва является жирная или маслянистая поверхность сварки. Этого можно легко избежать, протирая все основные металлы ацетоном или каким-либо другим химическим растворителем, чтобы удалить остатки химикатов перед началом сварки.
Этого можно легко избежать, протирая все основные металлы ацетоном или каким-либо другим химическим растворителем, чтобы удалить остатки химикатов перед началом сварки.
Неполное проникновение
Неполное проникновение происходит, когда наполнитель не полностью проникает в шов для полного сплавления. Неполное проникновение является результатом плохой адгезии между присадочным валиком и основным металлом.
Неполный провар считается серьезным дефектом сварки, поскольку в незавершенном сварном шве остаются места, которые могут привести к скоплению коррозии, которая неизбежно нарушит целостность соединения. Если этот сварной шов необходим для структурной целостности, это вопрос времени, когда конструкция будет нарушена.
Во избежание неполного провара убедитесь, что соблюдены правильный угол сварки, настройки и длина дуги. Следует также позаботиться о выборе наполнителя или электрода, полностью совместимого с основным металлом.
Неправильная подача проволоки
Если присадочная проволока неправильно подается через сварочный аппарат, это обычно является результатом отсутствия технического обслуживания самой сварочной горелки. Неправильная подача проволоки может быть вызвана слишком большим наконечником сопла, неправильным размером направляющей горелки, изношенной сварочной горелкой или изношенным приводным роликом.
Неправильная подача проволоки может быть вызвана слишком большим наконечником сопла, неправильным размером направляющей горелки, изношенной сварочной горелкой или изношенным приводным роликом.
Плохие соединения
Плохие соединения в вашем сварочном аппарате могут привести к нестабильности сварочной дуги, что, в свою очередь, может привести к различным проблемам с качеством сварного шва. Перед началом любой сварочной операции обязательно выполните быстрый визуальный осмотр всего сварочного оборудования и убедитесь, что ни одно из них не нуждается в очистке, ремонте или замене перед сваркой.
Наконечник сварочного пистолета особенно нуждается в проверке и очистке, так как его часто упускают из виду. Ознакомьтесь с нашей статьей о том, почему сварочная горелка трещит и как это исправить.
Неправильная подача защитного газа
Неправильная подача защитного газа может привести к разрыву защитного конуса защитного газа, окружающего сварочную ванну, что, в свою очередь, может привести к попаданию загрязняющих веществ, таких как атмосферная влага, и таких элементов, как водород и азот .
Неправильная защита приводит к серьезным дефектам сварки, и этого можно избежать, научившись правильно эксплуатировать резервуар с защитным газом и убедившись, что скорость потока достаточна для поддержания конуса защитного газа над зоной сварки.
Еще один способ убедиться, что защитный газ работает должным образом во время сварочного проекта, — убедиться, что вентиляция сварочного цеха направлена в сторону от сварочного стола. Хотя вентиляция сварочного цеха имеет важное значение, сквозняк способен вытолкнуть защитный пузырь защитного газа из сварочной ванны, сделав ее уязвимой для загрязнения.
Телесные повреждения, которые могут быть получены при сварке
Испортить сварной шов и переделать его — это наименьшая из ваших проблем при работе со сварочным аппаратом. Хотя эта форма технологии является одной из самых мощных производственных технологий в мире, она также является одной из самых опасных. У нас есть подробная статья о распространенных травмах при сварке, которую я рекомендую вам прочитать здесь.
Вот некоторые телесные повреждения, которые могут возникнуть в результате сварки:
- Вспышка дуги: Подобно сильному солнечному ожогу глаз, вспышка дуги возникает в результате сварки без защитного снаряжения для глаз. Даже кратковременное воздействие яркого УФ-излучения сварочной дуги может серьезно повредить глаза человека, а повторное воздействие может даже привести к необратимой слепоте. По этой причине сварочные маски, козырьки и защитные очки являются важнейшим защитным снаряжением при сварке.
- Ожоги: Температура при сварке на несколько сотен градусов выше, чем температура, необходимая для плавления кожи человека, а это означает, что необходимо соблюдать особую осторожность, чтобы избежать контакта со шлаком, брызгами и другими расплавленными металлами в сварочном цехе. . Сварочные фартуки, перчатки, каски и рубашки с длинными рукавами могут помочь предотвратить болезненные и уродующие ожоги.
- Рак кожи: Помимо защиты глаз, сварочные маски необходимы еще и потому, что они защищают лицо от воздействия УФ-излучения, а не только глаза. На протяжении всей карьеры сварщика многократное воздействие УФ-излучения на лицо может привести к раку кожи, особенно если не используется никакая другая форма УФ-защиты, например солнцезащитный крем.
- Поражение электрическим током: Сварочные аппараты представляют собой высоковольтные аппараты, и ни в коем случае нельзя снимать панели управления и производить ремонт, пока сварочный аппарат подключен к источнику питания. Неисправное сварочное оборудование может быть поражено током, особенно во влажных условиях, а это означает, что очень важно каждый раз тщательно осматривать свое оборудование перед использованием.
Силы, используемые при сварке, могут быть опасны для человеческого тела, но, к счастью, большинства сварочных травм можно избежать, если проявить немного здравого смысла и подготовиться.
Типичных ошибок при сварке можно избежать
Несмотря на то, что начинающие сварщики часто совершают множество ошибок, пока учатся эффективной сварке, хорошая новость заключается в том, что многих из этих ошибок в конечном итоге можно полностью избежать, применяя оба этих метода. Знания в области сварки и большой опыт.
Если вы обязательно ознакомитесь со своим сварочным оборудованием, расходными материалами, основными металлами и типами соединений, вы будете на правильном пути к предотвращению большинства ошибок при сварке, с которыми вы в конечном итоге столкнетесь в процессе сварки. магазин.
Источники:
https://garage.eastwood.com/eastwood-chatter/how-to-prep-metal-for-welding-quick-tip/
https://www.welderdestiny.com/base- metal-thickness.html
https://www.weldersuniverse.com/welding_machines.html
https://www.millerwelds.com/resources/article-library/welding-tips-the-secret-to-success-when-tig-welding
https://www.agriculture.com/machinery/tools/welding /11-tips-to-sharpen-your-mig-welding_245-ar52169
https://www.twi-global.com/technical-knowledge/job-knowledge/defects-imperfections-in-welds-slag-inclusions-043
https://www.thefabricator.com/thefabricator/article/arcwelding/22-possible-causes-of-weld-metal-porosity
https://www. lincolnelectric.com/en-us/support/process-and -theory/Pages/mig-problems-remedies-detail.aspx
Содержание
Анализ 7 распространенных проблем при сварке электродами
Использование правильной техники и соблюдение некоторых рекомендаций могут помочь улучшить результаты SMAW.
Использование надлежащей техники и соблюдение некоторых передовых методов могут помочь вам улучшить свои навыки дуговой сварки в среде защитного газа (SMAW). Но как бы вы ни были дотошны, иногда вы все равно можете столкнуться с проблемами.
Знание того, как быстро выявлять и устранять распространенные проблемы SMAW, может сократить ненужное время простоя, что особенно важно, поскольку этот процесс уже относительно медленный по сравнению с проводными процессами. Любое сэкономленное время может помочь повысить производительность и уменьшить разочарование.
Рассмотрите эти семь распространенных проблем с SMAW и их решения, которые помогут вам на этом пути.
Проблема № 1: Брызги
Двумя наиболее распространенными причинами сварочных брызг являются сварка со слишком большой длиной дуги и сварка на грязной поверхности. Слишком большая длина дуги может привести к образованию шарика на конце электрода. Разбрызгивание происходит, когда этот шар отделяется и падает в лужу. Кроме того, отсутствие очистки основного материала может привести к загрязнению сварного шва, что также приводит к разбрызгиванию.
Брызги также могут возникать из-за слишком высокого сварочного тока; удар дуги; или при сварке мокрым, грязным или поврежденным электродом.
Если вы часто имеете дело с брызгами, попробуйте отрегулировать сварочный ток и поддерживать правильную длину дуги. Обязательно очистите основной материал перед сваркой и следуйте рекомендациям производителя присадочного металла по хранению и восстановлению в печи, чтобы предотвратить попадание влаги на электрод.
Проблема №2: Пористость
Начало сварки с нечистым основным материалом также является частой причиной пористости. Масло, жир, влага, ржавчина или прокатная окалина на металле могут загрязнить сварной шов. Правильная очистка основного материала перед сваркой и правильное хранение сварочных электродов могут помочь предотвратить это.
Пористость также может быть вызвана слишком длинной или короткой дугой, поэтому важно поддерживать правильную длину дуги. Слишком длинная дуга означает, что вы не достигаете точки, в которой защитная атмосфера защищает сварной шов. Рекомендуемая длина дуги зависит от диаметра электрода. В паспортах сварных швов часто указывается рекомендуемая длина — обычно не более диаметра жилы проволоки.
Кроме того, слишком высокий сварочный ток приводит к замерзанию сварочной ванны до того, как газ сможет выйти, что приводит к пористости. Использование слишком высокой скорости движения может вызвать аналогичные проблемы, потому что вы, по сути, опережаете свой запас газа. Соответственно отрегулируйте скорость.
Проблема № 3: Непровар или плохое проплавление
Непровар возникает при отсутствии сплавления между металлом шва и поверхностью основного материала. Плохое проплавление похоже на то, что валик сварного шва не полностью пронизывает всю толщину основного материала или не полностью проникает в пятку сварного шва.
И то, и другое может произойти, если сварочный ток установлен слишком низким и не обеспечивает достаточной силы тока, чтобы действительно проникнуть в соединение, или когда соединение спроектировано плохо, или когда подготовка соединения выполнена неправильно.
Недостаточное проваривание или плохое проплавление происходит, когда скорость вашего перемещения слишком высока, если ваш электрод слишком велик для соединения, если вы используете неправильный тип электрода или если ваш электрод находится под неправильным углом.
Чтобы устранить проблемы, связанные как с непроваром, так и с непроваром, уменьшите скорость перемещения и увеличьте сварочный ток. Кроме того, убедитесь, что конструкция сварного шва обеспечивает доступ электрода ко всем поверхностям внутри соединения. Также может помочь использование электрода меньшего диаметра.
Проблема № 4: Подрез
Подрез — когда шов не заполнен должным образом — приводит к образованию канавки или эрозии.
Использование слишком высокого сварочного тока или слишком высокой скорости перемещения является распространенной причиной подреза. Слишком высокая скорость перемещения означает, что вы не остаетесь в положении достаточно долго, чтобы правильно заполнить косяк. Дуговой разряд и неправильное обращение с электродом также могут привести к подрезу.
Во избежание этого обязательно делайте паузы с каждой стороны сварного шва при использовании техники плетения. Кроме того, используйте правильный угол наклона электрода, уменьшите скорость перемещения и используйте сварочный ток, соответствующий размеру электрода и положению сварки.
Проблема № 5: Перехлест или переваривание
Перехлест возникает, когда расплавленный металл шва течет по поверхности основного материала и остывает без плавления. Обычно это вызвано низкой скоростью перемещения и слишком длительным нахождением в ванне, что приводит к заполнению шва большим количеством металла сварного шва, чем необходимо. Неправильный угол наклона электрода или использование слишком большого электрода также может привести к перекрытию.
Чтобы предотвратить это, увеличьте скорость движения и используйте правильные рабочие углы в соответствии с рекомендациями производителя присадочного металла. Кроме того, используйте небольшой электрод, чтобы предотвратить попадание слишком большого количества расплавленного металла в соединение.
Проблема № 6: Дуга дуги
Магнитная дуга возникает, когда во время сварки возникает несбалансированное магнитное поле или в детали или приспособлении присутствует чрезмерный магнетизм. Это может произойти в электрической системе, когда она намагничивается.
Дуговой разряд может произойти при сварке по направлению к зажиму заземления или в направлении от него. Чем ближе вы подходите к земле, тем больше будет блуждать дуга. Это называется продувкой обратной дугой. Прямой удар дуги возникает при наличии неуравновешенного магнитного поля при сварке вдали от земли.