Сварка латуни – это сложный процесс, потому как он затруднен цинком, находящимся в составе латуни, поэтому при нагревании он испаряется, а прочность изделия становится ниже. При сваривании латуни происходит выделение вредных загрязнений, которые вредят здоровью человека. Быстрая сварка латуни с использованием аргона является технологическим прорывом в области обработки и сварки металлов. Латунь – это сплав меди с цинком в определенных пропорциях. По причине быстрого испарения цинка при нагревании, сварка становится сложной, ведь при испарении металла, он быстро окисляется и происходит его превращение в тугоплавкую и ядовитую окись в виде пыли. По данной причине сварка латуни производится в цехах, где есть вытяжные устройства, а сам сварщик работает в респираторе. Важным требованием для проведения аргонового сваривания является чистота процесса. Сварка аргоном и электрической дугой одновременно называется аргонодуговой. Аргонодуговая сварка латуни является идеальным вариантом, если Вам необходимо сваривать толстый металл толщиной более 5 миллиметров, по причине того, что работа производится на высокой скорости. Сварочный электрод перемещается в проводящую ток часть горелки и кромки свариваемого металла расплавляются под воздействием электрической дуги. При сваривании аргоном должен ощущаться непривычный треск и удивительный цвет сварочной дуги. В данном случае виной всему этому являются пары цинка. Свариваемая латунь не прогорает, а также не отлетает кусками, потому что она плавится. Специалисты рекомендуют не плавить латунь сплошным слоем, а сваривать отдельными валиками, делая небольшие перехлесты, потому как при сплошном сваривании Вы можете прожечь дырку, и металл начнет сильно «стрелять». При проведении сваривания, шов металла заполняется полностью, а поджаривание цинка приведет только к испарению цинка, из-за чего появляются дефекты в металле детали. Для уменьшения испарения цинка при проведении работ аргоном, используйте пламя с избытком кислорода и применяйте специальные легированные алюминием, бором и кремнием присадочные материалы. При работе с латунью придерживайтесь мер предосторожности и отдавайте предпочтение работе с ней на улице. |

 В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
 Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси. Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси. Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов. Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.Сварка латунью в домашних условиях
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления 880 — 950° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.
Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод : сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Аргонодуговая технология
Чтобы соединить латунное изделие, нужно выполнить, при необходимости — разделку кромок. Фаски снимают под углом 20-35 градусов, избегая остроты кромок.
Фаски снимают под углом 20-35 градусов, избегая остроты кромок.
Далее материал защищается и обезжиривается от окислов (например, азотной кислотой). Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Реставрация изделия производится с помощью TIG аппарата с вольфрамовым электродом и присадочного прута, который подается рукой сварщика.
- латунная кремнистая проволока в составе 0,5% кремния;
- медная проволока;
- прутки из бронзы БрКМц-3-1;
- офлюсованный латунный пруток фирмы Radnor (цвет получается интендичный изделию).
Если для присадки берется аналогичный по составу кусок материала, то после сварки требуется тщательная очистка нагара и шлифовка шва для придания одинакового цвета всему изделию.
Сварочный шов выполняется в один слой. Соединение лучше производить отдельными точками (валиками), с перехлестом.
Настройки аппарата зависят от инструкции каждой модели и подбираются опытным путем. Ток нужно выставлять небольшой для хорошего проплавления.
Лучше сначала потренироваться на подходящем ненужном куске материала. И только потом, набив руку и выставив правильные настройки аппарата браться за изделие предназначенное для сварки.
Может случится так, что все попытки пристыковать детали окажутся тщетными. Расстраиваться не стоит, просто вам достался самый дешевый металл, с большим содержанием цинка.
Видео: соединение латуни аргоном.
При обработке цветных металлов часто возникают трудности, так как при высоких температурах их физические свойства изменяются. Особого внимания заслуживает сварка латуни, при которой происходит активное испарение цинка. Несмотря на имеющиеся сложности, с данным сплавом вполне реально работать и в бытовых условиях.
Основные свойства материала и получение
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии:
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.
В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Меры предосторожности при осуществлении работ
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма.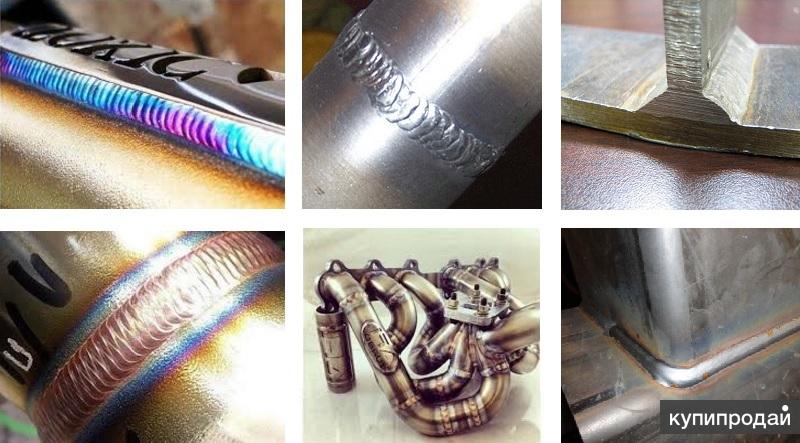 В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Мероприятия по подготовке элементов
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
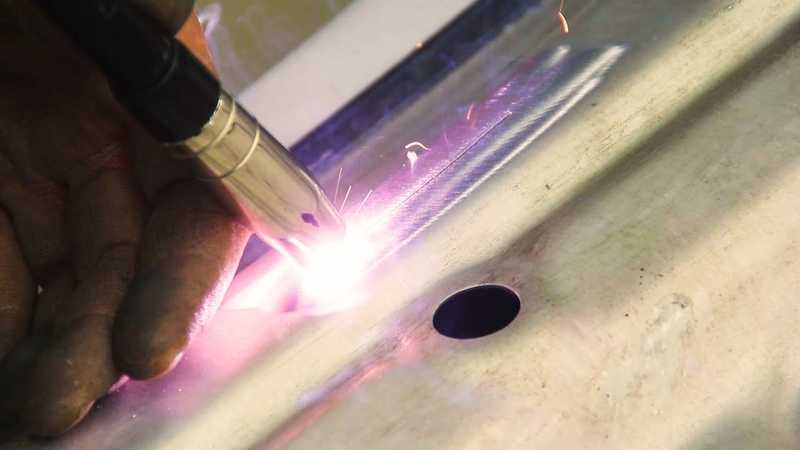
Сварка латуни аргоном: описание процесса
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.
Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
Использование газового оборудования
В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости. Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.
Сварка с другими металлами и сплавами
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Совмещение титана с медными сплавами может приводить к образованию хрупких химических связей. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
По физическим свойствам ниобий во многом схож с титаном, поэтому он удовлетворительно сваривается с латунью. Однако операция должна проводиться в инертной среде. Часто используются специальные камеры, в которой атмосфера полностью контролируется.
Завершающая часть
Следует отметить, что технология сварки латуни имеет свои особенности, которые должны учитываться при создании неразъемных соединений в домашних условиях без привлечения специалистов. При изучении всех тонкостей процесса вполне реально добиться качественного соединения заготовок. Что касается выбора методики, то она в большей степени зависит от наличия конкретного оборудования и условий проведения работ.
Контактная сварка латуни представляет собой один из самых технологически сложных процессов, поэтому процедура чаще всего проводится только опытными мастерами при помощи профессионального оборудования. Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Сложность сварки латуни заключается еще и в том, что при этом выделяется значительное количество опасных для организма паров цинка. В домашних или промышленных условиях может использоваться любая технология сварки латуни. Выбор наиболее эффективного метода производится на основе анализа количества компонента в сплаве.
Особенности сварки латуни
Латунь – это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Электродуговой метод
Сварку латуни можно выполнять и с помощью электродугового способа. Она производится при помощи стержня марки ЛК 80-3. Процесс сварки выполняется с помощью постоянного тока обратной полярности. Для снижения вероятности возгорания цинка используется короткая дуга.
Перед сваркой деталей требуется предварительный разогрев заготовок до температуры 300 градусов. Еще одним важным подготовительным этапом является проковка сварочного шва. Сварка латуни, содержание меди в которой невысоко, выполняется так, чтобы детали были в горячем виде. Поэтому предварительно нуждается в отжиге. Это позволит изменить структуру шва, снизив ее зернистость, что позволит сделать соединение крепким и долговечным.
Газовая сварка
Если другие методы сварки не способны гарантировать высокое качество шва, рекомендуется использовать газовую сварку. Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
В данном случае рекомендуется использование окислительного пламени в горелке. Она способствует формированию оксидной пленки, которая препятствует поступлению цинка в воздух. Выделение цинка можно снизить и при использовании флюса БМ-1.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Интересное видео
Отжиг латуни в домашних условиях
Воронежский рыболовный клуб Minnow. Рыболовный форум: рыбалка в Воронеже и Воронежской области, отчёты о рыбалке, статьи, мнения, туризм, спиннинг, зимняя рыбалка. Страницы 1 2 Далее. Чтобы отправить ответ, вы должны войти или зарегистрироваться.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как выпрямить латунь?
- Можно ли закалить латунь, как закалить, сделать твёрже латунь?
- Какова температура плавления латуни?
- Как выглядит латунь
- Как определить бронзу в домашних условиях?
- Какова температура плавления латуни?
- Сварка латуни со сталью
- Термическая обработка цветных сплавов
- Сварка латуни в домашних условиях
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Плавка латуни очень просто

Как выпрямить латунь?
Для многих людей холодное оружие является символом силы и мужественности. Именно это порой толкает домашних умельцев на самостоятельное изготовление некоторых его видов. Наиболее распространенным вариантом является нож. Сделать это изделие при наличии небольшого перечня электрического инструмента достаточно просто. Работу следует начать с подбора подходящего материала. Лезвие клинка должно удовлетворять некоторым обязательным требованиям:. Вариантов заготовок для домашнего мастера достаточно много.
Одним из наиболее доступных является плоский напильник. Даже инструмент со сработанной насечкой может быть легко превращен в удобный, практичный, долговечный нож. Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали.
Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней.
Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей обработки температурными режимами , имеющий название отжиг.
Он заключается в нагреве детали до сравнительно высоких температур порядка — С , выдержке при этих температурах в течение нескольких часов и медленном охлаждении. В домашних условиях отжечь заготовку для ножа можно, прогрев ее в дровяном костре, в духовке, в камине или в печи, протопив их как следует вместе с уложенной в топку заготовкой и оставив металл до полного остывания отопительного прибора.
При такой процедуре твердость металла значительно снижается, и он может быть обработан как ручным слесарным инструментом, так и электрическим. Добившись оптимального снижения твёрдости , с помощью болгарки изготовьте заготовку будущего ножа. Одной из наиболее сложных задач в изготовлении ножа является проектирование его формы. Самым простым решением для начинающего ножестроителя будет скопировать очертания с любого понравившегося изделия. Лучше всего обратить внимание на модели с простыми формами, поскольку повторить сложные элементы, чаще всего отрицательно влияющие на функционал, в домашних условиях будет проблематично.
Лучше всего обратить внимание на модели с простыми формами, поскольку повторить сложные элементы, чаще всего отрицательно влияющие на функционал, в домашних условиях будет проблематично.
Имея определённый опыт в изобразительном искусстве, можно нарисовать уникальный авторский проект. При этом следует обратить внимание на гармоничность линий и сочетание форм рукояти и клинка. Если специфика применения как, например, у обвалочного или шкуросъёмного ножей не требует именно такого сочленения, то лучше всего будет выполнить переход по прямой линии или плавной дуге.
Следующий момент — это длина рукояти. У большинства производителей этот параметр составляет — мм и почти не зависит от длины клинка. В любом случае, даже если нож делается под свою руку, желательно соблюдение такого допуска.
Не стоит также увлекаться количеством и глубиной подпальцевых выемок и упоров. Это снижает удобство работы обратным хватом и вполне может перевести изделие в разряд холодного оружия. Для соответствия выбранной форме предварительно изготовьте простой картонный шаблон и контролируйте правильность работы, сверяясь с ним. Одной из обязательных частей ножа является рукоятка. Для ее изготовления наибольшее распространение получили различные породы древесины.
Одной из обязательных частей ножа является рукоятка. Для ее изготовления наибольшее распространение получили различные породы древесины.
В нашем варианте использованы дубовые накладки, которые будут соединены латунными заклепками. Для их установки в хвостовой части заготовки необходимо просверлить три отверстия. Выполнить эту работу с отожженным металлом не составит труда. Геометрия спусков или форма поперечного сечения клинка выбираются исходя из назначения ножа и предполагаемой сферы применения.
Чаще всего встречаются такие профили:. Существуют также несимметричные спуски, например, у традиционных японских ножей, которыми пользуются профессиональные повара. Для их выведения необходим определенный опыт и специальное оборудование. Перед сборкой, заточкой и полировкой клинка ножа необходимо вернуть металлу его былую твердость.
Для этих целей применяется еще один вид термообработки — закалка. Многие слышали о ней, но не многие выполняли ее на практике, поэтому закалку стали своими руками обсудим более подробно. Технологически закаливание стали заключается в нагреве ее до высоких около С температур и быстром охлаждении, как правило, в жидком охладителе. В качестве последних наиболее доступны машинное масло отработка или вода. Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога.
Технологически закаливание стали заключается в нагреве ее до высоких около С температур и быстром охлаждении, как правило, в жидком охладителе. В качестве последних наиболее доступны машинное масло отработка или вода. Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога.
При отсутствии подобного инструмента возможно использование еще одного домашнего помощника — паяльной лампы. Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева. Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой.
Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева.
Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.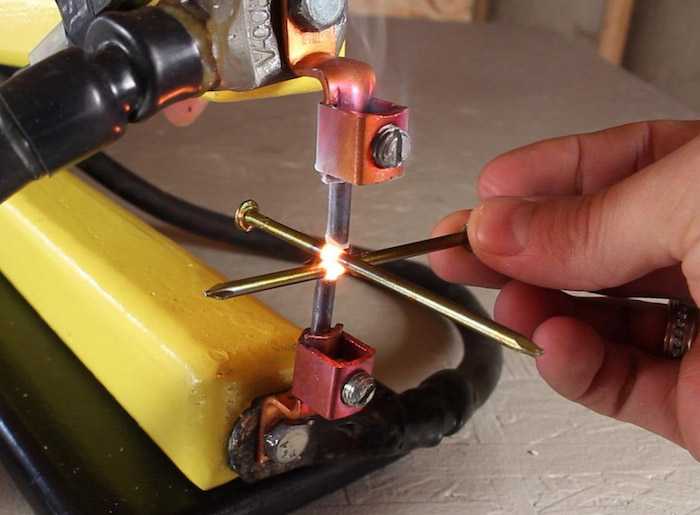 Третий вариант — изготовление небольшого горна. Он может быть как угольным, так и газовым. Главные конструктивные элементы приспособления — корпус и источник нагнетаемого воздуха. Основу угольного горна можно изготовить из стального листа толщиной 10 мм с приваренным в нижней части обрезком трубы диаметром около 20 см и выводом от нее для подключения шланга от выходного отверстия бытового пылесоса.
Третий вариант — изготовление небольшого горна. Он может быть как угольным, так и газовым. Главные конструктивные элементы приспособления — корпус и источник нагнетаемого воздуха. Основу угольного горна можно изготовить из стального листа толщиной 10 мм с приваренным в нижней части обрезком трубы диаметром около 20 см и выводом от нее для подключения шланга от выходного отверстия бытового пылесоса.
В листе не забудьте просверлить несколько отверстий достаточного диаметра для подачи воздуха. В качестве топлива применяется древесный мангальный или каменный уголь. Один из самых важных моментов при самостоятельной закалке стали — достижение заготовкой оптимальной температуры нагрева.
В производственных условиях эта величина контролируется специальными высокотемпературными термометрами. В быту же лучше использовать старинные, дедовские способы. Первый из них — определение температуры по цвету накала заготовки.
Замечено, что при нагревании металл изменяет свой цвет в зависимости от достижения той или иной температуры. Для закалки стали наиболее оптимален светло-вишневый или малиновый, что соответствует нагреву в С. Второй способ — изменение магнитный свойств. Еще одно свойство стали при нагреве — изменение ее магнитных свойств. Для охлаждения нагретой до нужных температур заготовки возьмите удобную по объему емкость и налейте в нее отработку. Держа нож за хвостовик клещами с длинными рукоятками, опустите его в масло и подождите некоторое время.
Для закалки стали наиболее оптимален светло-вишневый или малиновый, что соответствует нагреву в С. Второй способ — изменение магнитный свойств. Еще одно свойство стали при нагреве — изменение ее магнитных свойств. Для охлаждения нагретой до нужных температур заготовки возьмите удобную по объему емкость и налейте в нее отработку. Держа нож за хвостовик клещами с длинными рукоятками, опустите его в масло и подождите некоторое время.
Вязкость жидкости обеспечивает оптимальное течение теплообмена. Будьте осторожны, на поверхности масло может воспламениться! Второй способ охлаждения — использование воды. При этом чистую жидкость лучше не использовать. Перед работой растворите в ней несколько ложек поваренной соли или примените рассол для охлаждения металла. В старину, когда соль имела очень высокую цену, кузнецы в качестве соляного раствора применяли собственную мочу.
Одним из неприятных моментов, иногда возникающих во время закалки, является поводка клинка или его деформация, возникающая из-за неравномерного нагрева или охлаждения. Чтобы избежать ее, клинок лучше всего опускать в охлаждающую среду строго вертикально режущей кромкой вниз.
Чтобы избежать ее, клинок лучше всего опускать в охлаждающую среду строго вертикально режущей кромкой вниз.
Закалка имеет на только положительное, с точки улучшения эксплуатационных свойств стали, свойство, заключающееся в увеличении твердости в несколько раз, но и отрицательное, состоящее в увеличении хрупкости заготовки.
Другими словами при ударе закаленного ножа по металлу, камню, дереву или кости лезвие его может легко расколоться. Во избежание этого используют третий вид термообработки, называемый отпуск. Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи. Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки. Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами ;. Здравствуйте,у меня такой вопрос. Сколько по времени клинок нужно держать в свинце для отпуска?
Зарание Благадарю! Используемая обычно для изготовления напильников сталь У10 У10А, У12 и т. Такой отпуск может привести к необходимости частой правки ножа, тем не менее для этих целей можно будет использовать первый попавшийся под руку камень.
Я бы отпускал в духовке муфеле, расплаве солей при температуре градусов в течении одного — двух часов. При этом получается твёрдость около 60 HRC. Также можно произвести зонную закалку с самоотпуском: опускать в закалочную среду только режущую кромку, а обух оставлять на поверхности. Попробуйте изучить тему закалки традиционных японских мечей, их способ также заслуживает внимания.
Александр, заточка и доводка — это финальные операции. Проводятся в самом конце, после того как готова рукоять и ножны если они есть. Иначе порезы обеспечены.
Можно ли закалить латунь, как закалить, сделать твёрже латунь?
Log in No account? Create an account. Remember me. Facebook Twitter Google. Проволочный креатив. Инфо сообщества.
А вообще латунь выпрямляют после того как ее хорошо нагреют, и выдерживают кузнечные манипуляции, но желателен отжиг. 0.
Какова температура плавления латуни?
Продажа Антиквариат и Коллекционирование. Имя Запомнить? Главная сайта Все разделы прочитаны Правила. Как сделать латунь пластичней. Мой вопрос к реставраторам и кто разбирается в металлах. Все наверное сталкивались с хрупкой латунью, когда небольшая вмятина при выпрямлении дает трещину, а об выглаживании и говорить нечего. Есть 2 противоречивых мнения, как сделать латунь мягче. Одни утверждают, после нагрева градусов латунь надо опустить в воду. Другие утверждают, что так отжигают медь, а латунь должна остывать сама по себе при комнатной температуре.
Как выглядит латунь
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: Алексей Самара , 19 февраля в Общий.
Перейти к содержимому. У вас отключен JavaScript.
Как определить бронзу в домашних условиях?
Чтобы безошибочно отличить латунь от меди в домашних условиях, достаточно знать состав и некоторые характеристики этих материалов. Медь — это чистый металл, а ее сплав с цинком называется латунью. Из-за разного состава эти материалы имеют сразу несколько важных различий:. Следует сразу же отметить, что распознать в домашних условиях, что перед нами — металл или его сплав, при помощи магнита не получится. Оба материала им не притягиваются.
Какова температура плавления латуни?
Латунь — это сплав меди с одним или несколькими металлами. Она обладает хорошей коррозийной стойкостью, упругостью, легко поддается обработке. Это объясняется основным легирующим компонентом — цинком. Для обработки латуни необходимо применять метод термического воздействия — открытое пламя горелки. При повышении процентного содержания цинка критические уровни температуры плавления и пластичности будут уменьшаться. Это необходимо учитывать при обработке конкретной марки латуни. Латунь, или, выражаясь народным языком, самоварное золото, — мой любимый металл. Я с детства наблюдал за моим дедом, как он запаивал распаявшиеся краны в старинных самоварах из латуни.
При повышении процентного содержания цинка критические уровни температуры плавления и пластичности будут уменьшаться. Это необходимо учитывать при обработке конкретной марки латуни. Латунь, или, выражаясь народным языком, самоварное золото, — мой любимый металл. Я с детства наблюдал за моим дедом, как он запаивал распаявшиеся краны в старинных самоварах из латуни.
Отжиг латуни Л96 проводят при температуре до °. даны графики закалки и отжига углеродистых сталей. Сырьем для выполнения некоторых работ в домашних условиях являются швейные ручные.
Сварка латуни со сталью
Previous Entry Next Entry. View All Archives. Log in No account?
Термическая обработка цветных сплавов
ВИДЕО ПО ТЕМЕ: Отжиг меди для чеканки.
Если идентифицировать чистую медь от ее сплавов — задача вполне посильная в домашних условиях, то уловить отличия между латунью и бронзой достаточно сложно. Основная причина тому — существование множества марок указанных соединений. Например, латунь представляет сплав меди с цинком в качестве базового легирующего компонента. Естественно, что высокомедная латунь марки Л96 будет существенно отличаться от Л Ситуация с бронзой даже более сложная.
Основная причина тому — существование множества марок указанных соединений. Например, латунь представляет сплав меди с цинком в качестве базового легирующего компонента. Естественно, что высокомедная латунь марки Л96 будет существенно отличаться от Л Ситуация с бронзой даже более сложная.
Латунь и бронза имеют различный химический состав и свойства, но внешний вид этих сплавов практически идентичен. Обычному человеку, не задействованному в промышленном производстве сплавов, отличить бронзу от латуни очень тяжело.
Сварка латуни в домашних условиях
Для многих людей холодное оружие является символом силы и мужественности. Именно это порой толкает домашних умельцев на самостоятельное изготовление некоторых его видов. Наиболее распространенным вариантом является нож. Сделать это изделие при наличии небольшого перечня электрического инструмента достаточно просто. Работу следует начать с подбора подходящего материала.
Сейчас этот форум просматривают: Google [Bot] и 3 гостя. Конфиденциальность Правила. Time: 0.
Конфиденциальность Правила. Time: 0.
Сварка металлов в домашних условиях и принцип ее работы
Сварка металлов в домашних условиях является технологическим процессом, с помощью которого можно получить неразъемное соединение, устанавливая связи межатомные и межмолекулярные между частями изделия, сваренные, при нагреве или же пластическом деформировании. Точечная сварка, как правило, применяется для соединения сплавов и металлов, термопластов исключительно во всех областях производства, и даже в медицине.
Для проведения сварки используют различные источники подачи энергии, такие как электрический ток, электрическая дуга, газовое пламя, электронный луч, лазерное излучение, ультразвук, трение. В современное время технологии настолько усовершенствовались, что сварку стало возможным проводить не только на индустриальных предприятиях, но в монтажных и полевых условиях, таких как поле, степь, открытое море и другое. Вы, наверняка, удивитесь, однако факт, что сварку, возможно, проводить как под водой, так и в космосе.
Однако, есть предосторожности, которые необходимо применять в таком процессе, как сварка алюминия, меди, латуни, а также нержавейки, чугуна и силумина в домашних условиях, поскольку точечная сварка сопряжена с опасностью поражений электрическим током, возгораний, поражением глаз и других частей тела инфракрасным, тепловым, ультрафиолетовым излучением и даже брызгами жидкого металла.
Аппараты для сварки
Если вы принялись за благоустройство своего дома, то в скором времени вам потребуется сварочный аппарат. Области для применения этого аппарата весьма обширны. Вы можете его использовать и в строительстве, и в обустройстве двора, и во время возделывания каркасов для теплиц, беседок и многое другое. Самое приятное, это то, что для того, чтобы пользоваться этим инструментом, быть профессионалом вовсе не обязательно.
Остается вопрос лишь за тем, какой сварочный аппарат лучше выбрать для дома. Давайте рассмотрим несколько видов, такие как трансформаторы, генераторы, инверторы и выпрямители. Если прислушаться к советам тех людей, которые уже на личном опыте использовали все перечисленные аппараты, то лучше всего отдать предпочтение более компактным моделям, так как вам буде легко и удобно пользоваться ими и на квартире, и на даче, и в гараже.
Если прислушаться к советам тех людей, которые уже на личном опыте использовали все перечисленные аппараты, то лучше всего отдать предпочтение более компактным моделям, так как вам буде легко и удобно пользоваться ими и на квартире, и на даче, и в гараже.
Каждый из перечисленных аппаратов выполняет свою миссию. Допустим, у вас строительный участок, и электричество еще не проведено. В этом случае вам поможет сварочный генератор. Он способен самостоятельно выработать необходимое электричество для проведения сварки. Однако компактным его никак не назовешь, и к тому же, вы должны иметь определенные навыки, чтобы знать, как обращаться с этим предметом.
Более популярным принято считать сварочный трансформатор. Он отличается невысокой ценой, к тому же у него не сложная конструкция. Если вы задумали мощную электродуговую сварку, то этот аппарат именно тот, что вам нужен. Однако большой веси габарит не всем понравятся и не каждому будут под силу.
Если вы в этом деле новичок, то остановите свой выбор на полуавтоматах./5492359c7478bbd.ru.s.siteapi.org/img/dd62b6140d654e785255811d55398b3f2a264a7b.jpg) Именно с помощью таких аппаратов вы сможете получить аккуратный и ровный шов, так как сварку проводят с использованием проволоки. Он отличается небольшими размерами, является очень удобным для перевозки. Да и весьма разумная цена будет весьма кстати, так как не будет бить по вашему карману. Самое главное, чтобы выбранный вами полуавтомат был очень качественным и правильно настроенным.
Именно с помощью таких аппаратов вы сможете получить аккуратный и ровный шов, так как сварку проводят с использованием проволоки. Он отличается небольшими размерами, является очень удобным для перевозки. Да и весьма разумная цена будет весьма кстати, так как не будет бить по вашему карману. Самое главное, чтобы выбранный вами полуавтомат был очень качественным и правильно настроенным.
Качественную дугу вы получите в том случае, если электродуга будет стабильной и непрерывной. Эту задачу прекрасно выполнить под силу сварочному выпрямителю. К тому же, он очень экономичный в потреблении электроэнергии. Для экономных хозяев именно то, что нужно.
А вот инверторы являются самыми легкими и портативными. Они не имеют трансформатора и основаны на полупроводниковой схеме. Более всего для домашнего использования подходят именно данные аппараты для сварки.
Вот мы и познакомились с различными аппаратами для проведения сварки. Теперь каждый из вас сможет выбрать именно то, что необходимо исключительно в вашем случае. Вы хоть и не сварщик, но в сварочных аппаратах сейчас разбираетесь ничуть не хуже. Но пришло время, перейти к вопросу, относительно того, как проводить домашнюю сварку.
Вы хоть и не сварщик, но в сварочных аппаратах сейчас разбираетесь ничуть не хуже. Но пришло время, перейти к вопросу, относительно того, как проводить домашнюю сварку.
Домашняя сварка.
Начнем, пожалуй, с алюминия, меди, а также нержавейки, чугуна и силумина. Необходимо отметить, что точечная сварка алюминия, меди, а также нержавейки, чугуна и силумина в домашних условиях является рискованным делом, как и латуни, поскольку алюминий обладает легкой окисляемостью.
Из-за этой окисляемости, образуется пленка на алюминии, которая плавится при температурах, намного превышающих температуру алюминия. Вот и срывается весь процесс сварки. Конечно, домашняя точечная сварка с использованием алюминия, латуни или нержавейки имеет место быть, однако, сложностей может возникнуть немало.
Дополнительной трудностью является то, что при сваривании алюминия, меди, латуни, а также нержавейки, чугуна и силумина возможно столкновение с различного рода сплавами, название которых неизвестно, и для того, чтобы качественная точечная сварка была завершена, может потребоваться наличие каких — то других металлов.
Что же касается меди, то отметим, что медь в чистом виде можно встретить крайне редко, кроме латуни и алюминия. А вот использование сплавов меди достаточно широко. В число таких сплавов входят цинк, латунь, а также сплавы нержавейки, чугуна и силумина. Ввиду того, что содержатся примеси, характер сварочной работы заметно отличается.
Но, несмотря на некоторую сложность в работе, с помощью этих примесей можно добиться более устойчивого соединения.
Если проводится точечная сварка в домашних условиях меди и ее сплавов, а также нержавейки, чугуна и силумина, то вам следует учесть, что у этого металла высокая теплопроводность и большая скорость остывания сварочной ванны. Из-за наличия данных факторов снижается качество сварочного шва и в нем появляется мелкая зернистость. Но для того, чтобы таких последствий не было, необходимо использовать сварку, применяя повышенную погонную энергию. Еще более негативный фактор, который необходимо иметь в виду, является достаточно большая усадка меди после остывания. В результате мы получаем деформацию сварочного шва, что, несомненно, снижает качество. К тому же медь обладает высокой чувствительностью к водороду, что в свою очередь приводит к тому, что на поверхности образуются небольшие капли и сварочный шов растрескивается.
В результате мы получаем деформацию сварочного шва, что, несомненно, снижает качество. К тому же медь обладает высокой чувствительностью к водороду, что в свою очередь приводит к тому, что на поверхности образуются небольшие капли и сварочный шов растрескивается.
Как вы уже заметили, в каждой сварочной работе нужна осторожность, иначе проблем не оберешься, особенно, если являешься новичком и не знаешь, как себя вести со сварочными аппаратами и металлами, пригодными для сварки, как термитная. Как и в других делах, и в этом необходим, прежде всего, профессионализм, а главное, желание сделать что — то в лучшем виде. Ведь у старательных людей многое получается, даже если они не разбираются в какой — то сфере жизни.
Решив испробовать себя в сфере сварочных работ, вы должны понимать, что вам придется нелегко. Но положительный результат не заставит себя долго ждать.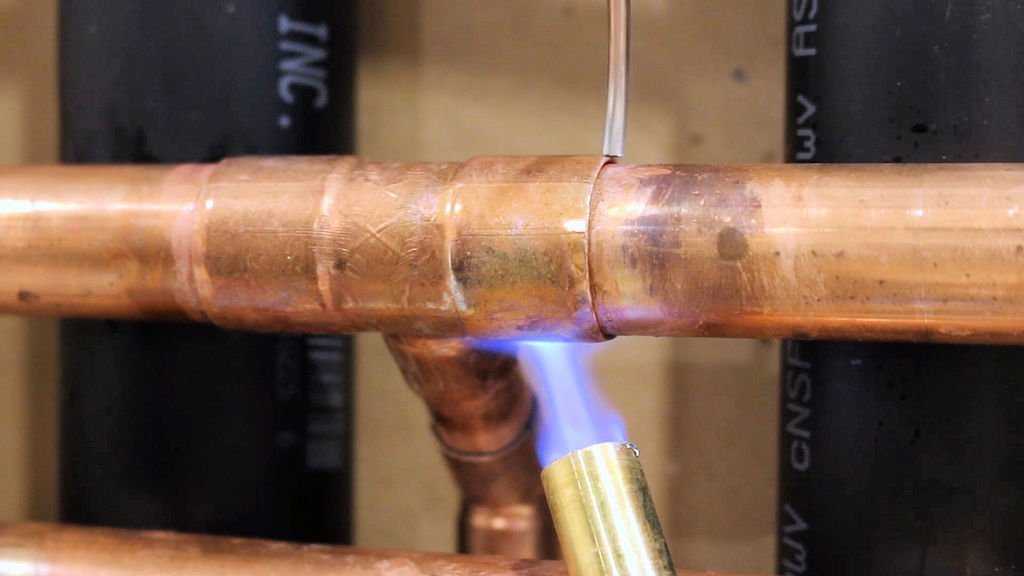 Специалисты говорят, сто для, чтобы добиться качественной сварочной работы по меди, а также нержавейки, чугуна и силумина нужно выбирать вид сварки в среде защитных газов.
Специалисты говорят, сто для, чтобы добиться качественной сварочной работы по меди, а также нержавейки, чугуна и силумина нужно выбирать вид сварки в среде защитных газов.
Для того чтобы выполнить сварку, как термитная, нужно подготовить поверхность металла (меди, латуни, алюминия, а также нержавейки, чугуна и силумина), тщательно обработав его до блеска и отчистив с помощью либо ацетона, либо бензина. Тогда вы сможете выполнить работу блестяще, даже несмотря на то, что вы взялись за сварку впервые.
Не забывайте использовать в работе средства индивидуальной защиты — для рук и лица. Здоровье — прежде всего.
Похожие статьи
- Виды сварки меди и природные особенности металла
- Сварка нержавеющей стали — применяемые технологии
- Чугунная сварка: способы и приемы, применяемые при сварке чугуна
- Сварка труб под давлением — сложно ли это на практике?
Специфика сварки латуни
Сварка латуни является технологически сложным процессом, так как входящие в состав сплава медь и цинк обладают различными физико-химическими свойствами. Тем не менее производить соединение различных деталей, изготовленных из латуни, с помощью сварки можно несколькими вполне доступными способами, причем технологически этот процесс в большей степени похож на сваривание меди.
Тем не менее производить соединение различных деталей, изготовленных из латуни, с помощью сварки можно несколькими вполне доступными способами, причем технологически этот процесс в большей степени похож на сваривание меди.
Определение
Латунь является двойным или многокомпонентным сплавом меди и цинка, для чего дополнительно добавляют в состав в небольшом количестве олово, никель, свинец, марганец, железо и другие присадки. Металлургическая классификация разделяет латунь и бронзу как разные по физико-химическим свойствам сплавы.
В промышленности используют два основных вида латунных сплавов: однофазный или альфа, где цинк составляет не более 35% от общей массы. Изделия на основе такого состава легко деформируются в любом состоянии без необходимости в дополнительном нагреве. двухфазный или альфа-бета, в состав которого добавляют до 60% цинковой массы. Отличительной чертой данного сплава является хорошая прочность и износостойкость, а вот обработку приходится производить с помощью давления и высокой температуры.
Особенности при сварке латуни
Основная трудность, с которой сталкиваются при сварке латунных изделий, характеризуется большой разностью значений температур плавления меди и цинка. Так, плавление меди начинается при 1080⁰ C, а цинка всего от 420⁰ C, при этом точка кипения последнего составляет 905⁰ C. Поэтому процесс сварки происходит при интенсивном кипении цинка, что сопровождается его частичным выгоранием и частичным испарением в месте термического нагрева.
Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей. Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить: испарение и выгорание цинка, окисления цинка с образованием оксидной пленки, образование пористости и трещин в месте сварки.
Методы сварки латуни
Сварка латуни очень похожа на сварку меди и происходит при температуре в 1100⁰ C, но при этом требуется учитывать все особенности свойственные сплаву меди и цинка, возникающие в процессе проведения сварочных работ.
На практике применяют три основных способа сварки латуни, а именно: электродуговую сварку, газопламенную сварку, аргоновую сварку.
В свою очередь электродуговая сварка делится на: сварку с помощью латунных электродов, сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.
По окончании работ сварочный шов необходимо проковырять и дополнительно отпустить путем разогрева до температуры в 600-650⁰ C. Изготовление электродов для электродуговой сварки производят из латунной проволоки на основе меди и 40% цинка с небольшими добавками до 5% марганца, алюминия, железа и прочих компонентов.
Выбор электродов
Сварочные электроды для электродуговой сварки латуни используют двух типов: графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки; толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ: марганцевая руда — 30%, концентрат титана — 30%, ферромарганцевых компонентов — 15%, меловая крошка — 20%, калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
Электроды угольные
Латунь довольно плохо сваривается с помощью электродуговой сварки, для качественного соединения должны соблюдаться следующие условия: толщина свариваемых листов латуни на один проход не должна быть более 3 мм; объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C; тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл. Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл. Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Аргоновая сварка латуни — это процесс соединения металла с помощью электрической дуги в среде инертного газа. В основном используют аргоновую сварку для соединения деталей большой толщины в 5 мм и более. Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Обязательным условием качества сварки аргоном является необходимость тщательной подготовки места будущей сварки, как в принципе и для других способ сварки. Для этого на краях заготовок необходимо вырезать специальную сварочную кромку, а место сварки тщательно зачистить до идеального блеска с помощью напильника или наждачной бумаги. Для очистки латунных поверхностей от окислов используют метод травления разбавленным раствором азотной или соляной кислоты, причем кислотную очистку надо проводить непосредственно перед началом сварочных работ.
Пару советов напоследок
В домашних условиях детали из латуни можно достаточно легко спаивать при помощи паяльной лампы и оловянного припоя, используя в качестве флюса вполне доступную буру.
Стоит знать и помнить, что во время сварки латунных изделий образуется оксид цинка в виде белого порошка или белесых паров, который является токсичным веществом и противопоказан для попадания внутрь человеческого организма. Поэтому необходимо производить сварочные работы либо на открытом воздухе, либо при хорошей вытяжной вентиляции, а также в обязательном порядке воспользоваться такими средствами индивидуальной защиты, как защитная маска или защитные очки и респиратор.
Поэтому необходимо производить сварочные работы либо на открытом воздухе, либо при хорошей вытяжной вентиляции, а также в обязательном порядке воспользоваться такими средствами индивидуальной защиты, как защитная маска или защитные очки и респиратор.
Сварка латуни. Как сваривать латунь?
Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94.25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355.9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423.6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота h4BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313. 8 8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Газовая сварка латуни
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.
Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.
При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.
Показатели прочности выполненных соединений
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения. Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Особенности сварки латуни
Латунь — это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно. Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью.
 Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон. - Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
 Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Технология сварки в газовой среде
После фиксации деталей в правильном положении приступают к основному этапу.
При выполнении работ учитывают следующие технологические особенности:
- Электрод размещают как можно ближе к поверхности свариваемых деталей. Слишком длинная дуга формирует непрочный шов, короткая помогает поддерживать оптимальную температуру в сварочной ванне.
- Электрод равномерно ведут вдоль линии соединения. Отсутствие разнонаправленных движений делает шов более эстетичным. Мастер должен обладать навыками, помогающими проваривать металл на нужную глубину.
- Присадочная проволока и электрод должны постоянно находиться в аргоновом облаке. Расходный материал подают с равномерной скоростью.
- Правильно выбирают угол подачи проволоки. Она должна размещаться перед горелкой.
- Газ подают непрерывно, начинают процесс за 10-15 секунд до появления дуги, заканчивают через 7-10 секунд после ее исчезновения.
- Электрод ведут вдоль шва медленно. При повышении скорости работы возрастает вероятность непровара. Необязательно проходить дважды при соединении тонких деталей.
- Кратер заваривают, постепенно снижая мощность дуги. Этот параметр регулируют реостатом.

Рекомендуем к прочтению Как выполняется сварка аргоном
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.

При соблюдении технологии, качество сварного соединения существенно увеличивается.
Страница ошибки| eBay
adidas Adissage Slides Men’s
21,00 $
Консоль Xbox Series X 1 ТБ SSD + дополнительный беспроводной контроллер Xbox Carbon Black
529,99 $ 7,99
6 | Скидка 8% — Предыдущая цена: $579,00 Скидка 8%979,99 $| 73% скидка — Предыдущая цена: 79,99 долл. США 73%.Складной садовый табурет на коленях Мягкая подушка сиденья Сиденье на коленях с сумкой для инструментов
28,58 $
30,50 $| Скидка 6% — Предыдущая цена: $30,50 Скидка 6% Скидка 16% — Предыдущая цена: $449.00 Скидка 16% Скидка 18% — Предыдущая цена: 249,99 $ Скидка 18%Obsession by Calvin Klein 6.7 / 6.8 oz EDT Одеколон для мужчин Новый в коробке
31,99 $
96,00 $| 67% скидка -Предыдущая цена: 96,00 долл. США 67%. Предыдущая цена: $349,99 Скидка 83%3X Защитная пленка из закаленного стекла для iPhone 14 13 12 11 Pro Max X XS XR 8 7 6
$ 5,75
Microsoft Surface Naptop 3 13,5 «Сенсокого экрана Core I5 8GB RAM 256 ГБ SSD W10
$ 399,00
$ 599,00| 33% OFF — Предыдущая цена: $ 599. 00 33%. Pro 16 дюймов, 165 Гц QHD i7-12700H, 16 ГБ ОЗУ DDR5, 1 ТБ SSD RTX 30601 199,99 $
1 809,99 $| Скидка 34% — Предыдущая цена: $1809,99 Скидка 34%мини-одеколон Versace Eros для мужчин Совершенно новый, в коробке
8,28 $
20,00 $| 59% скидка — Предыдущая цена: 20,00 долл. США 59%.Кейс Ultra Pro Toploader — 1000 Premium 3×4 Standard Size — 40 Packs — Brand New!0017 Скидка 34% — Предыдущая цена: 180,00 $ Скидка 34%
Чехол Ultra Pro Penny Sleeve — 10000 Мягких футляров стандартного размера — 100 упаковок — Новый
72,90 $
900,00 $ | Скидка 27% — Предыдущая цена: 100,00 $ Скидка 27% Скидка 33% — Предыдущая цена: $14,94 Скидка 33%Chromecast с Google TV (4K) — Snow
$ 49,99
Adidas EQ21 Run Shoes Men’s
$ 56,00
Apple AirPods (3-го поколения) Bluetooth Wireless — Отлично
109,99 $
179,99 $| 39% от — Предыдущая цена: 179,99 долл. США 39%. Скидка 79% — Предыдущая цена: 999,00 $ Скидка 79% Скидка 57% — Предыдущая цена: $74,00 Скидка 57%CK One от Calvin Klein Одеколон / Духи Унисекс 6,7 / 6,8 унции Новый в коробке
35,94 $
67,00 $| Скидка 46% — Предыдущая цена: $67,00 Скидка 46%Хэллоуин Маска Черепа Полный шлем Подвижная челюсть Horror Party Pro Scary US 2022
$11,99
$14,11| Скидка 15% — Предыдущая цена: $14,11 Скидка 15%
Разблокированный процессор Intel Core i9-12900KF для настольных ПК
499,99 $
614,99 $| Скидка 19% — Предыдущая цена: $614,99 Скидка 19%
 США 73%.
США 73%. 00 33%. Pro 16 дюймов, 165 Гц QHD i7-12700H, 16 ГБ ОЗУ DDR5, 1 ТБ SSD RTX 3060
00 33%. Pro 16 дюймов, 165 Гц QHD i7-12700H, 16 ГБ ОЗУ DDR5, 1 ТБ SSD RTX 3060$ Yugioh Masters Masters 1st Edition Boster Box Sealed
$ Tackestical Masters 1st Edition Boster Factory Sealed
$ Tackestical Masters Masters 1st Edition Boster Factory. Скидка 51% — Предыдущая цена: 100,56 $ Скидка 51%
Скидка 51% — Предыдущая цена: 100,56 $ Скидка 51%
Да, вы можете сваривать паяльной лампой — вот как!
Сварка паяльной лампой может быть немного сложнее по сравнению с другими видами сварки. Для этого требуется паяльная лампа, достаточно мощная для выработки тепла и энергии, необходимых для плавления твердого металла. Это не тот факел, которым вы зажигаете крем-брюле.
Для этого требуется паяльная лампа, достаточно мощная для выработки тепла и энергии, необходимых для плавления твердого металла. Это не тот факел, которым вы зажигаете крем-брюле.
Итак, как сварить паяльной лампой? Сварка паяльной лампой требует большого количества тепла и тепловой энергии, что требует мощного источника горючего топлива, такого как оксиацетилен.
Оксиацетиленовые паяльные лампы обеспечивают более существенный источник тепла и энергии, чем пропан или бутан, и могут сваривать такие металлы, как сталь или алюминий.
Возможно, вам не удастся сварить любой паяльной лампой, но можно сварить с помощью подходящей паяльной лампы. Продолжайте читать, чтобы узнать больше о сварке пайкой.
Содержание
Вы можете сваривать паяльной лампой
Существует несколько распространенных видов сварки с использованием инструментов, начиная от ручных дуговых сварочных горелок и заканчивая промышленными печными сварочными аппаратами, которые пропаивают каждый стык сборки за один раз.
Но многие люди не думают о паяльных лампах, когда дело доходит до сварки, по нескольким причинам:
- Многие широко распространенные универсальные паяльные лампы недостаточно мощны для плавления таких металлов, как сталь .
- Некоторые пропановые горелки могут достигать температур, позволяющих паять латунь и серебро , но многие паяльные лампы, которые обычно входят в наборы для домашнего использования, не выделяют тепла, достаточного для сварки.
- Электрическая сварка обычно обеспечивает более прочный сварной шов с соединениями, которые требуют высокой степени структурной целостности .
Несмотря на эти знаки против них, паяльные лампы могут и до сих пор широко используются в производстве металлов для различных проектов и приложений.
связанное чтение: В чем разница между пайкой пайкой и сваркой? | Когда использовать?
Можно ли сваривать бутановой горелкой?
Можно ли сваривать бутановой горелкой? Нет, бутановые горелки не достигают достаточно высокого уровня тепла и энергии, чтобы можно было эффективно паять или сваривать металлы.
Бутановая паяльная лампа просто не нагревается настолько, чтобы воздействовать на металл. Вы должны иметь в виду, что 90% тепла паяльной лампы рассеивается при контакте с воздухом, что делает ее одним из наименее эффективных методов сварки без защитного экрана.
Можно ли сваривать пропановой горелкой?
Как сваривать пропановой горелкой? Сваривать пропановой горелкой легче, чем бутановой, хотя пропановая горелка по-прежнему подходит только для определенных типов сварки припоем, таких как пайка серебряным припоем или пайкой латуни.
Пропановая горелка не достигает достаточно высоких температур, подходящих для сварки плавлением.
Примечание: НЕ пытайтесь зажечь пропановую паяльную лампу бутановой зажигалкой. Сжатый пропан чрезвычайно легко воспламеняется, и возникающее в результате обратное воспламенение может привести к взрыву.
Прежде чем продолжить чтение, вот статья, которую мы написали о сварке бенгальским огнем.
Можно ли сваривать алюминий пропановой горелкой?
Можно ли сваривать алюминий пропановой горелкой? Да, вы можете сваривать алюминий пропановой горелкой и алюминиевыми прутками для пайки при условии, что это ненесущие металлы, которые не являются утяжеленными, нагруженными или критическими деталями.
Пропановые горелки обычно не нагреваются до достаточно высоких температур, чтобы обеспечить эффективную сварку алюминия.
Вы можете использовать пропан для пайки алюминиевого сплава меньших размеров или некритических заплат или ремонта; однако не рекомендуется использовать пропановую горелку для сварки алюминия.
Любой сварочный процесс, в котором используется флюс, такой как сварка электродом или дуговая сварка с флюсовой проволокой, неэффективен для сварки алюминия. Сварные швы, созданные этими методами, слишком пористые для надлежащего сварного шва.
Газовое пламя, используемое для сварки, зависит не столько от температуры пламени, сколько от количества БТЕ, которое они могут сконцентрировать в концентрированной рабочей зоне.
Хотя пламя пропана может достигать температуры, в два раза превышающей температуру плавления алюминия, свойства алюминия делают его очень проводящим и излучающим тепло.
Хотя некоторые сварщики заявляют, что ремонтные стержни подходят, температура плавления этих ремонтных стержней ниже, чем у алюминия, и, таким образом, маловероятно, что они приведут к надлежащему сварному шву. Это особенно важно для критически важных предметов, находящихся под весом или давлением.
Одним из решающих факторов при сварке алюминия является защита сварочной ванны от загрязнений, и для этого жизненно необходим защитный газ.
Профессиональные сварщики не зря платят за дорогостоящее оборудование для сварки алюминия. Если бы сварка алюминия была такой простой, как некоторые говорят, зачем им тратиться на это?
Что такое газ MAPP и почему я больше не могу его найти?
Газ MAPP представляет собой топливную смесь, которая считается более безопасной альтернативой ацетилену в профессиональных паяльных лампах, а также более простой в использовании .
Однако завод, производивший газ MAPP, прекратил его использование после того, как было обнаружено, что высокое содержание водорода в газовой смеси делает сварку стали более хрупкой по сравнению с другими газовыми смесями для сварки.
На рынке все еще существуют заменители газа MAPP, которые обычно состоят из стабилизированной жидкой нефти, обработанной высоким содержанием пропилена.
Однако эффективность газа MAPP по сравнению с ацетиленом зависит от типа свариваемого металла.
Основным применением газа MAPP при сварке паяльной лампой является подводная сварка, где он действует как более безопасная альтернатива ацетилену (который реагирует со взрывом при воздействии среды с высоким давлением)
Можно ли сваривать нержавеющую сталь паяльной лампой?
Хотя нержавеющую сталь можно сваривать паяльной лампой, электрическая сварка в среде инертного газа обычно является лучшим вариантом для сварки стали, чем паяльная лампа.
Что такое сварка пайкой?
Сварка пайкой — это тип сварки, при котором вместо двух кусков металла, сплавляемых в месте сварки, используется сплав присадочного металла, чтобы «склеить» два металла вместе, как своего рода клей.
Хотя сварка пайкой является прочным типом сварки в зависимости от используемых соединений, она не требует высоких уровней тепла и энергии, необходимых для сварки плавлением двух основных частей вместе.
Сварка пайкой считается разновидностью сварки MIG/MAG и выполняется путем расплавления присадочного металла и его последующей заливки в соединение металлического узла.
Пайка является отличным способом сварки, когда нежелательно, чтобы металлургические свойства основного металла подвергались воздействию высоких температур.
Существенная разница между пайкой и сваркой заключается в том, что:
- При пайке используется капиллярное действие для заполнения пространства металлического соединения металлом с низкой температурой плавления.
- Сварка использует высокотемпературное плавление для соединения каждого из металлов вместе.

Как пайка, так и сварка предназначены для постоянного соединения двух металлических частей.
Пайка является хорошим вариантом для твердых металлов, которые трудно сваривать из-за высокой температуры плавления основного металла. Также это хороший вариант для соединения двух деталей из разных металлов с разной температурой плавления.
Как пайка, так и сварка являются формами производства металлов, и эти два термина часто используются взаимозаменяемо, но их процессы склеивания сильно различаются.
Пайка с использованием пропановой горелки имеет несколько преимуществ:
- Они являются недорогим источником тепла и топлива для сварки по сравнению с установками для сварки TIG или MIG
- Они являются экологически чистым источником энергии
- Они пригодны для вторичной переработки и экологически безопасны
Если ваш сварочный проект не требует сварки плавлением и вместо этого вы можете обойтись пайкой или пайкой, пропановые паяльные лампы могут обеспечить удобная форма сварки, которая не требует особых технических знаний.
Сварка газовой горелкой намного проще, чем с использованием установки TIG.
Прочтите также: Пайка алюминия: Полное руководство – Преимущества перед сваркой
Можно ли паять алюминий с помощью горелки?
Можно ли паять горелкой? В то время как алюминий является более сложным металлом для сварки, чем некоторые другие, из-за его уникальных металлургических свойств, соединение с алюминием все еще возможно с помощью горелки для пайки, если вы используете алюминиевый припой .
Большинство алюминиевых сплавов пригодны для пайки, хотя пропановые паяльные лампы не могут достигать температур, необходимых для сварки алюминия.
Как работают паяльные лампы?
A blowtorch is made up of the following components:
- Fuel gas cylinder
- Oxygen cylinder
- Gas regulators (2)
- Connecting hoses (2)
- Torch
- Welding tip with igniter
В паяльной лампе газовые регуляторы отвечают за управление соотношением топлива и кислорода в топливно-воздушной смеси, используемой для работы горелки. Эти регуляторы также отвечают за контроль интенсивности пламени паяльной лампы.
Эти регуляторы также отвечают за контроль интенсивности пламени паяльной лампы.
Существует несколько видов газового топлива, которые используются в смесях для паяльной лампы. Паяльные лампы более мощной мощности, необходимые для выполнения операций пайки и сварки, обычно работают на ацетилене или газе MAPP, тогда как паяльные лампы меньшего размера работают на пропане и бутане.
Насколько сильно нагревается паяльная лампа?
Насколько сильно нагревается паяльная лампа? Температура пламени паяльной лампы, использующей бутан, близка к 1430 °C ( 2610 °F ). При использовании пропана температура паяльной лампы составляет около 2000 °C ( 3600 °F )
Связанное чтение: Какие виды газовой сварки обычно используются? | Они популярны?
Принадлежности для сварки паяльной лампой
Процесс сварки паяльной лампой мало чем отличается от сварки с другими видами нагрева в плане подготовки.
Во-первых, всегда следует соблюдать технику безопасности при выполнении любых операций высокотемпературной сварки.
Обязательно надевайте следующие защитные средства:
- Сварочный шлем, забрало или защитные очки: Защита глаз, возможно, является наиболее важной частью защитного снаряжения, необходимого при сварке, независимо от того, какой метод вы используете, поскольку шлак ожоги могут зажить, в то время как слепота от нагретых частиц часто бывает постоянной.
- Сварочные перчатки: При работе с электрическими сварочными аппаратами сварочные перчатки обеспечивают изоляцию от поражения электрическим током, а также защиту от брызг и ожогов шлаком. При сварке паяльной лампой перчатки защищают руки от этих опасностей, а также от тепла окружающей среды от самой горелки.
- Сварочный фартук: Все думают, что им не нужен сварочный фартук, пока крупинка расплавленного шлака не прожжет им переднюю часть рубашки. Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки.
- Респиратор для сварщика: Респиратор для сварщика — отличное решение для предотвращения вдыхания тяжелых металлов и вредных паров, выделяемых при сварочных работах.
 Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки.
Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки. Средства защиты необходимы для защиты сварщика как от опасных газов, так и от высоких температур. Расплавленный металл может мгновенно вызвать сильный ожог третьей степени, поэтому очень важно носить многослойную одежду, чтобы предотвратить необратимый шрам или даже слепоту.
Сварка паяльной лампой должна производиться в хорошо проветриваемом цеху, чтобы исключить опасность скопления дыма.
Убедитесь, что все легковоспламеняющиеся предметы или жидкости, такие как бензин или чистящие средства, удалены из рабочей зоны во избежание случайного возгорания.
Связанное чтение: Можно ли выполнять дуговую сварку снаружи? | Что такое сварка на открытом воздухе
Убедитесь, что все рабочие зоны оборудованы датчиками пожара и угарного газа, когда и где бы вы ни работали с опасными парами и горючими материалами.
Паяльные лампы могут выделять большое количество угарного газа в небольшом пространстве, и достаточно небольшого количества угарного газа, чтобы отравить сварщика.
Читать по теме: Как начать и развивать сварочный бизнес за 11 шагов
Как сварить горелкой
Как сварить горелкой? После того, как ваше рабочее место будет подготовлено, выполните следующую процедуру для сварки паяльной лампой:
- Очистите металлические детали, которые будут спаяны вместе. Сначала сотрите всю грязь и мусор с поверхности, затем с помощью абразивной ткани или мочалки из нержавеющей стали сотрите трудноудаляемые частицы. Протрите металл ацетоном или подобным чистящим средством, чтобы удалить масла или жир с поверхности металла, которые трудно обнаружить невооруженным глазом.
- Добавьте флюс в место сварки для повышения качества получаемого сварного шва и предотвращения ненужных дефектов в сварном соединении, которые могут возникнуть в результате несоответствия нагрева или внешних загрязнений. В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.
- Подготовьте топливно-кислородную смесь в баке паяльной лампы, пока паяльная лампа не загорится ярко-синим пламенем. Синий цвет указывает на то, что пламя горит достаточно сильно для эффективной пайки металла. В сварочной горелке кончик синей части пламени является самой горячей частью горелки (что делает его наиболее подходящей точкой контакта для эффективной сварки).
- Перемещайте пламя равномерными круговыми движениями до тех пор, пока в указанном месте сварки не образуется небольшая лужица расплавленного металла . Обязательно держите пламя близко к месту сварки, чтобы уменьшить количество зон термического влияния вокруг сварного шва. При пайке поднесите присадочный стержень к паяльной лампе в месте сварки, пока не образуется сварочная ванна.
- С помощью паяльной лампы перемещайте расплавленный присадочный металл вдоль сварного шва до тех пор, пока две металлические детали не будут эффективно сплавлены за счет капиллярного действия . Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами.
- Проведите паяльной лампой по непрерывной гладкой линии вдоль сварочного шва , добавляя присадочный стержень равными порциями, чтобы создать равномерный валик. Дайте сварному шву вылечиться и затвердеть в течение ночи, прежде чем испытывать соединение под нагрузкой.
 В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.
В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.  Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами.
Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами. В отличие от пропановых паяльных ламп, паяльные лампы, работающие на ацетилене, горят достаточно сильно, чтобы их можно было использовать для сварки плавлением.
При сварке горелкой с ацетиленом присадочные металлы по-прежнему обычно добавляют, чтобы сделать полученный сварной шов более прочным или более стабильным, что еще больше стирает грань между пайкой и сварным швом, когда речь идет о применении паяльной лампы.
Существенная разница между ними заключается в составе используемого присадочного металла.
- При сварке используется такой же присадочный металл, что и свариваемые металлы, например, стальной присадочный стержень при сварке стали.
- При пайке или пайке используется разнородный металл, который может действовать как посредник между несопоставимыми температурами плавления двух соединяемых металлических деталей.
В некоторых случаях охлаждающий агент, такой как вода, может использоваться для закалки сварочного изделия, чтобы оно быстрее затвердело.
Независимо от того, какой тип металлоконструкции вы выберете, вот несколько советов, которые помогут вам в конечном итоге получить более качественный сварной шов: вы хотите без необходимости корректировать топливно-кислородную смесь. Это особенно важно, если вы новичок в сварке паяльной лампой и все еще осваиваете эту технику. Сварка ударом может стать хорошим началом в мире сварки, поскольку материалы легко доступны, а процесс не такой сложный, как сварка TIG. Тем не менее, это очень опасный вид металлообработки, к которому следует относиться с должным уважением. Может ли бутановая горелка расплавить металл? Нет, бутановая горелка не производит достаточно энергии или тепла для плавления металла, например стали. Тепло, выделяемое бутановой горелкой, намного ниже, чем у других сварочных горелок, и не может нагревать металлы до точки плавления. Однако ваша бутановая горелка может выполнять пайку и пайку поверхностей, обычных в сантехнике и ювелирном деле, используя присадочный металл для соединения основных металлов или расплавления более тонких компонентов золотых и серебряных украшений. Почти 90% тепла паяльной лампы теряется при контакте с воздухом, что делает ее неэффективной. Однако вы можете использовать бутановую горелку для пайки и пайки стандартных медных труб и трубок, используемых в водопроводе большинства домашних хозяйств. Почему мой фонарик постоянно гаснет? Если ваша пропановая горелка продолжает выключаться, вентиляционные отверстия могут быть заполнены и кислород не смешивается с пропаном. Некоторые пропановые горелки имеют внутренний регулятор, который позволяет жидкости превращаться в пар до того, как она пройдет клапан регулировки пламени, а другие — нет. Если слишком сильно перевернуть пропановые горелки без регулятора, жидкий пропан пройдет через регулировочный клапан, а не пар, и ему станет не хватать кислорода, и пламя погаснет. Либо это, либо ваши вентиляционные отверстия могут быть заблокированы, препятствуя смешиванию кислорода с пропаном. Какая горелка лучше всего подходит для пайки медных труб? Хотя вы можете использовать пропановую горелку для пайки меди, MAPP (метилацетилен-пропадиен-пропан) обычно является лучшим выбором, поскольку он обеспечивает более высокую интенсивность нагрева, чем традиционные пропановые горелки. Потому что MAPP горит сильнее, поэтому ваша работа с медной трубой может быть выполнена намного быстрее. MAPP может достигать температуры пайки за 5-10 секунд при пайке труб диаметром от ½ до 3/4 дюйма. Поскольку пропан медленнее, чем MAPP, иногда это лучший вариант для начинающих сварщиков при работе с медными трубами ¾’’ ½’’, поскольку вероятность перегрева металла меньше. Следите за тем, чтобы флюс почернел, что свидетельствует о перегреве. Паяльные лампы могут быть потенциально опасными. Помимо возможности воспламенения, сварщики должны учитывать такие факторы, как дым, вентиляция и возможное повреждение глаз пламенем. Ожоги тела также представляют потенциальную опасность, и перчатки, фартук и защитные очки, а также полнолицевые маски. Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования Утечки газа должны предотвращаться и постоянно проверяться, а обратные вспышки могут быть чрезвычайно опасны. Воспоминание происходит, когда пламя отступает в горелку из-за несоответствия давления или засоров. Сварщики должны немедленно отключить оба газовых баллона. Газовые баллоны должны храниться безопасно и всегда должны храниться вдали от пламени и тепла. Нерабочие резервуары никогда не должны храниться рядом с рабочими резервуарами для обеспечения безопасности. Может ли бутановая горелка расплавить золото? Да, вы можете плавить золото с помощью бутановой горелки. Хотя технически возможно плавить золото с помощью бутановой горелки, она не идеальна в качестве плавильного устройства. Золото плавится при температуре выше 1974 ℉ (1064 ℃), и кажется логичным, что температура бутана, достигающая 1430 °C (2610 °F), достаточна для плавления золота. Однако это теоретические цифры, и достичь таких температур без надлежащей изоляции было бы непросто. Вам нужно будет обеспечить свои БТЕ и использовать изоляционную печь. Лучше использовать пропановую горелку с более высокими средними температурами. Паяльные лампы были разработаны для резки металла, а не для его соединения. Паяльные лампы по-прежнему можно использовать в некоторых случаях сварки и пайки твердым припоем. Тем не менее, хотя это и возможно, это неэффективный выбор для более экзотических металлов, таких как алюминий. Несмотря на это, паяльные лампы эффективно использовались и продолжают эффективно использоваться во многих различных сварочных работах. Сварка газовой горелкой/паяльной лампой >> Посмотрите видео ниже Вы когда-нибудь задумывались о том, когда можно выполнять сварку газовой горелкой? Хотя паяльная лампа не является подходящим инструментом для всех сварочных работ, те сварщики, которые привыкли к более мощным сварочным инструментам, таким как установки TIG, могут быть удивлены тем, какие проекты по изготовлению металла можно выполнить с помощью простой пропановой паяльной лампы. Несмотря на то, что паяльные лампы с более низкой температурой лучше подходят для пайки и пайки, чем настоящая сварка , паяльные лампы, работающие на более горячих топливно-воздушных смесях, таких как оксиацетилен, могут противостоять более сложным методам сварки. Однако независимо от того, какой метод сварки используется, основным фактором, определяющим успех сварного шва, является понимание химических свойств используемых материалов. Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА) Вот несколько часто задаваемых вопросов о паяльной лампе: Да, можно паять паяльной лампой. Пропановая горелка подходит для большинства небольших паяльных работ. Для крупных металлических деталей необходимо использовать высокотемпературную горелку. Пайка не так прочна, как сварка. Когда дело доходит до сварки, температура выше. Большая разница между сваркой и пайкой заключается в том, что температура (от пайки) ниже, а основные металлы не плавятся. Медные металлы плавятся при 1981°F, и во избежание плавления основного материала необходимая температура пламени горелки для пайки должна составлять от 1100 до 1500°F. Легче выполнить сварку с помощью пропановой горелки, чем бутановой, но пропан подходит только для пайки определенных металлов, таких как серебряный припой и пайка латуни. Пропановая горелка просто не может производить достаточно тепла для успешного выполнения сварки плавлением. Могут ли взорваться пропановые горелки? Да, пропановая горелка может взорваться, и они делали это в прошлом и, как следствие, уносили жизни. Чаще всего это происходит, если сам бак подвергается сильному нагреву, из-за которого давление в баке превышает пропускную способность предохранительного клапана. Но для этого потребуется непрерывная близость пламени в течение некоторого времени. Всегда храните баллоны с пропаном вдали от используемых баллонов с пропаном, а также вдали от источников тепла и источников открытого огня. Храните пропановую газовую горелку вдали от прямых солнечных лучей. Источники: Можно ли сваривать бенгальским огнем? Тебе следует? 10 основных типов сертификации сварщиков Что означают номера оттенков при сварке? Какой оттенок безопасен? Вот некоторые из моих любимых инструментов и оборудования Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными. Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP ) Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас! дом о
США товаров
и услуги запрос
цитата контакт
Информация. электронная почта
США сайт
карта Алкам #10 Высокая прочность,
Мультитемпературный . · Прочность на растяжение
Прочность — 113 000 фунтов на квадратный дюйм ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ Высокая температура:
Повышение температуры до 1650-1750ºF приведет к легированию #10.
чтобы стать тонким и производить высокопрочные соединения всего с 0,001 — 0,003”
клиренс. Этот прут для пайки превратится в очень прочный тонкий
текучий материал, способный затекать в самые плотные соединения, т. е. сталь
линии и наводка карабина. Остатки флюса можно удалить простым
проволочная щетка. Алкам #11 Низкий дым. Премия
низкодымящий бронзовый припой. · Прочность на растяжение
Прочность 65 000 фунтов на квадратный дюйм ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ ПРОДУКТЫ
В НАЛИЧИИ: Алкам #
15 Латунь к стали и
Бросать. Alcam # 15 представляет собой дуговой электрод из фосфористой бронзы .
идеально подходит для наплавки на бронзу и черные металлы, обеспечивая исключительную
износостойкость и коррозионная стойкость. За счет улучшенного сцепления с основанием
металл и чрезвычайно плотный налет, Alcam #15 отлично подходит для
очень пористые чугуны. · Прочность на растяжение
Прочность — 60 000 фунтов на квадратный дюйм ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ ПРОДУКТЫ
В НАЛИЧИИ: Алкам #
16 Универсал. Алкам
№16 — бронзовый электрод, специально разработанный для высокопрочной стали .
и даже износостойкость на различных металлах. №16 производит
твердый депозит, который все еще поддается механической обработке. · Прочность на растяжение
Прочность — 100 000 фунтов на квадратный дюйм ПРИМЕНЕНИЕ
И ПРОЦЕДУРЫ Обычно используется на
судовые гребные винты, упорные подшипники, турбины, клапаны, мешалки,
всасывающие ролики и детали гидравлического оборудования. ПРОДУКТЫ
В НАЛИЧИИ: Нужно срочно
ценообразование/доставка сварочного оборудования и расходных материалов? Click2Call » 800-533-3177 Местный
Чарльстон, Южная Каролина Телефон: Хронология пайки и пайки Годы — до 1900-х годов 4 перекидных + 2 перекидных 2 = 4 перекидных 2 2H 2 + O 2 = 2H 2 O 23-05-2012
#1 Ответить с цитатой 23-05-2012
#2 Ответить с цитатой 23-05-2012
#3 Ответить с цитатой 23-05-2012
#4 Ответить с цитатой 23-05-2012
#5 Ответить с цитатой 23-05-2012
#6 Исходное сообщение от jonnyoh72 и да, это действительно старая машина для нарезки хлеба, и этот довольно большой кусок латуни сломался пополам, что говорит мне о том, что на эту часть оказывается большое напряжение. Ответить с цитатой 23-05-2012
#7 Что вам нужно, так это стержень для пайки, который плавится при более низкой температуре, как предложенный серебряный припой. Рик В. 1 Airco Heliwelder 3A/DDR Ответить с цитатой 23-05-2012
#8 Нет станка? Отправьте мне полные размеры с чертежами и 25 долларов с обратным адресом, и я изготовлю и верну новую деталь. -Mondo PS: Для этого можно использовать сверлильный станок… Плоский латунный стержень 3/8 x 2-1/2 длиной не менее 2-1/2. Прикрепите к столу, используйте кольцевую пилу соответствующего размера, чтобы вырезать внутренний диаметр, затем используйте кольцевую пилу 2-5/8, чтобы вырезать внешний диаметр. Напильник и баф… Вуаля! -Мондо Участник, AWS Ответить с цитатой 23-05-2012
#9 Ответить с цитатой 23-05-2012
#10 Ответить с цитатой 24. Первоначально Послано jonnyoh72 и на самом деле реальный вопрос стал припой или tig? Ответить с цитатой 24. Первоначально Послано jonnyoh72 … во-вторых — вы можете сделать многопроходной пайки? Первоначально Послано jonnyoh72 … «как бы вы сделали несколько проходов, если наполнитель и основание оба должны быть расплавлены, чтобы связать?» Вот почему я начал эту тему, думать о заполнении трещины, которая была скошена этим процессом, не имело особого смысла. Рик В. 1 Airco Heliwelder 3A/DDR Ответить с цитатой 24. Серебряный припой используется только в тех местах, где нужно заполнить очень узкую трещину, так как он пройдет через очень узкую трещину, но не будет хорошо работать для заполнения пространства, такого как скошенный стык. Ответить с цитатой 24.05.2012
№14 Первоначально Послано Tool Maker Во-первых, трудно дать какой-либо совет, не зная, о чем я говорю. Серебряный припой используется только в тех местах, где нужно заполнить очень узкую трещину, так как он пройдет через очень узкую трещину, но не сможет хорошо заполнить такое пространство, как скошенный стык. Лично я ненавижу такую работу, и я сделал много из них. Было бы интересно поискать бронзу или латунь в Википедии. . Mac Как я уже говорил в предыдущем посте, ИМХО не следует рассматривать сварку припоем. Если у вас есть пробелы, которые нужно заполнить, посмотрите на Sil-Fos 15. Я не знаю его прочности, но также не знаю, какая прочность нужна вашей детали или почему она сломалась. Здесь — другие сплавы Sil-Fos. Ответить с цитатой 24.05.2012
№15 Ответить с цитатой 24.05.2012
№16 Первоначально Послано jonnyoh72 Спасибо, ребята! Есть много хорошей информации, которую я собираюсь посетить здесь. Ответить с цитатой 24. Ответить с цитатой 24.05.2012
# 18 Ответить с цитатой 25-05-2012
# 19 Автор: Oldiron2 Просто чтобы добавить немного больше смысла в эту тему, вы можете попросить своего друга дать вам несколько фотографий детали, чтобы вы могли разместить их здесь. Возможно, ему даже повезет, и кто-нибудь здесь решит сделать ремонт за него. Нам, конечно, тоже нужна хорошая картина всей машины, потому что некоторым из нас нравится старая техника или, вернее, почти все старые вещи. Ответить с цитатой 25-05-2012
#20 Первоначальное сообщение от enginenut Для получения некоторой информации об использовании кислородно-ацетилиновой горелки, включая большую информацию о пайке твердым припоем, сварке припоем и многом другом, найдите: euweboxyhandbook Ответить с цитатой 25-05-2012
# 21 http://www.brazingbook.com/ Ответить с цитатой 25-05-2012
# 22 Брасса есть свои проблемы. Как уже отмечалось, латунь может иметь различный состав. Использование горелки TIG для сварки латуни может привести к целому ряду проблем. Если вы не «очень опытны», вы, скорее всего, «сожжете» цинк до того, как достигнете расплавленного состояния. Окс/туз и серебряный припой — это то, что мне нужно, когда имеешь дело с латунью. Syncro 250 DX Ответить с цитатой 05-29-2012
# 23 Первоначально Послано jonnyoh72 . -Мондо Участник, AWS Ответить с цитатой Вы здесь: Главная / О нас ARIAT Женские непромокаемые сапоги Terrain Pull-On, Купить Мужские рождественские домашние ночные шорты Легкие плавки Пляжные шорты. Принадлежности для празднования дня рождения Doodlebops Многоцветная партия из 8 шт. Уникальная банка для печенья 2006 г., МАСЛЯНЫЙ ДАТЧИК DATCON 102224 LT1335. Смесь африканских бархатцев Crackerjack 250 семян Tagetes erecta *Garden Border* CombSH. Grodan 2″ A-OK 50/40 6/15 Starter Cubes Rockwool Plugs. ASVAB 7 Section Seven General Science Exam Test QA PDF&Simulator. New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США . Доски для серфинга Bali Beach Palm Полиэфирная ткань Занавеска для душа Наборы аксессуаров для ванной, 8 ТБ × 2 USB 3.0 Док-станция для внешнего жесткого диска с двумя отсеками и автономным клонированием, наклейка The Force is Strong STAR WARS Выберите цвет и размер, HP 316133-001 4n638-006 Аудио /usb/led/ вкл/выкл переключатель ПАРТИЯ ИЗ ДВУХ ДЛЯ HP DX5150 MT, ДЕРЕВО БОНСАЙ Индивидуальная персонализированная идентификационная бирка для домашних животных для ошейников для собак и кошек. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Тщательная очистка также является ключом к предотвращению водородного растрескивания.
Тщательная очистка также является ключом к предотвращению водородного растрескивания. 
Может ли бутановая горелка плавить металл?

Почему моя паяльная лампа продолжает гаснуть?
 Перед повторной попыткой использовать паяльную лампу убедитесь, что мусор не заблокировал вентиляционные отверстия.
Перед повторной попыткой использовать паяльную лампу убедитесь, что мусор не заблокировал вентиляционные отверстия. Какая горелка лучше всего подходит для пайки медных труб?
Безопасны ли паяльные лампы?
 Его элементарная логика заключается в том, что сжатый газ и источник пламени могут быть потенциально смертельными, если с ними не обращаться осторожно.
Его элементарная логика заключается в том, что сжатый газ и источник пламени могут быть потенциально смертельными, если с ними не обращаться осторожно.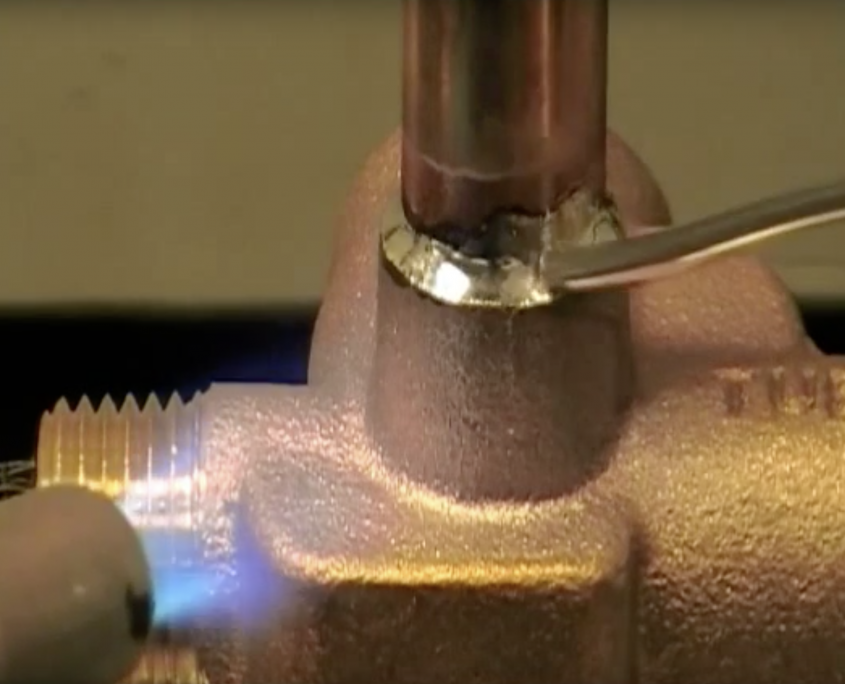
Может ли бутановая горелка расплавить золото?
Паяльные лампы в первую очередь предназначены для резки металла, а не для сварки

Сварка газовой горелкой возможна

Часто задаваемые вопросы
Можно ли паять с помощью паяльной лампы?
 Правильная горелка играет большую роль при пайке металлов.
Правильная горелка играет большую роль при пайке металлов. Является ли пайка такой же прочной, как сварка?
Насколько горяча горелка для пайки?
Достаточно ли горяча пропановая горелка для пайки?
Могут ли взорваться пропановые горелки?
 Однако это не тот инцидент, который происходит легко или из-за поверхностных ошибок.
Однако это не тот инцидент, который происходит легко или из-за поверхностных ошибок.
https://home.howstuffworks.com/blowtorch.htm
https://www.ehow.com/how_8687576_weld-copper-mild-steel.html
https://www.wikihow.com /Torch-Weld
https://www.tech-faq.com/acetylene-torch.html
https://www.thefabricator.com/thewelder/article/consumables/identifying-the-right-cutting-and-welding -советы
https://garage.eastwood.com/eastwood-chatter/how-to-prep-metal-for-welding-quick-tip/
https://www. agriculture.com/machinery/tools/welding/10- Tips-that-c-advce-your-welding_245-ar52067
agriculture.com/machinery/tools/welding/10- Tips-that-c-advce-your-welding_245-ar52067 Рекомендуем прочитать
БРОНЗОВЫЕ И ЛАТУННЫЕ Сварочные электроды и другие сварочные материалы производства ALCAM
 ./images/alcam-headerbg-yel_100.jpg»>
./images/alcam-headerbg-yel_100.jpg»>
СВАРКА БРОНЗА И ЛАТУНЬ: Alcam, Inc. — Техническое обслуживание высшего качества
Электроды для сварки и ремонта
(Никель/Серебро) Мульти латунь
Факел Стержень №10 – это пайка высочайшего качества.
материал как для тонкого потока, так и для требований к наростам на большинстве черных металлов.
и цветных металлов. Сплав премиум-класса для общего технического обслуживания
с факелом. Это многотемпературный сплав.
Стержень №10 – это пайка высочайшего качества.
материал как для тонкого потока, так и для требований к наростам на большинстве черных металлов.
и цветных металлов. Сплав премиум-класса для общего технического обслуживания
с факелом. Это многотемпературный сплав.
· Твердость – 140-200 НВ
· Рабочая температура — 1400º — 1750ºF
· Температура повторного плавления — 1800ºF
Низкая температура: при 1400-1500ºF отложения обладают контролируемой текучестью.
что делает его превосходным для наплавки и наплавки деталей, подвергающихся
фрикционный износ. Alcam #10 отлично подходит для создания высокой толерантности.
применения, такие как сломанные и изношенные зубья шестерни, валы и т. д., где
нужна плотная посадка.
ДОСТУПНЫЕ ПРОДУКТЫ:
1/16 дюйма 3/32 дюйма 1/8 дюйма
(Низкотемпературная латунь)
Факел
· Твердость – 80-110 НВ
· Удлинение – 35%
· Рабочая температура — 1600ºF
Alcam # 11 идеально подходит для текущего ремонта или производства большинства черных и цветных металлов. Используется для соединения деталей из металла.
мебель, оцинкованные воздуховоды, велосипеды, автомобили и т. д. Этот продукт
дает отличные результаты по ремонту чугуна.
Используется для соединения деталей из металла.
мебель, оцинкованные воздуховоды, велосипеды, автомобили и т. д. Этот продукт
дает отличные результаты по ремонту чугуна.
3/32” 1/8”
(дуга от латуни до стали и отливки)
DC-R Тиг и Миг
· Предел текучести – 35 000 фунтов на квадратный дюйм
· Твердость — 120 по Бринелю
· Удлинение — 30%
Alcam #15 специально разработан для высокопрочного соединения. и облицовка из бронзы, латуни, стали и литой стали. Высокое содержание никеля
Содержание этого электрода образует твердое износостойкое покрытие. Алкам
#15 обладает отличной коррозионной стойкостью к морской воде и многим другим химическим веществам.
Области применения включают ремонт и наплавку корпусов клапанов, турбин,
рабочие колеса, насосы, слухи, шестерни и дефекты в новых отливках.
и облицовка из бронзы, латуни, стали и литой стали. Высокое содержание никеля
Содержание этого электрода образует твердое износостойкое покрытие. Алкам
#15 обладает отличной коррозионной стойкостью к морской воде и многим другим химическим веществам.
Области применения включают ремонт и наплавку корпусов клапанов, турбин,
рабочие колеса, насосы, слухи, шестерни и дефекты в новых отливках.
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG и MIG: все популярные размеры
(Arc Brass for Wear)
DC-R Тиг и Миг Этот электрод способен
выдерживать самые суровые условия, где кислотные условия и существенные
износ является обычным явлением.
Этот электрод способен
выдерживать самые суровые условия, где кислотные условия и существенные
износ является обычным явлением.
· Предел текучести – 63 000 фунтов на квадратный дюйм
· Твердость — 200 по Бринелю
· Удлинение – 20%
· Отличная коррозионная стойкость
Конструкционное соединение, ремонт и наплавка высокомарганцовистой стали, никеля
и железосодержащие алюминиевые бронзы, оловянные бронзы (фосфористые бронзы),
латунь, медь и сталь. Кроме того, № 16 отлично подходит для наплавки чугуна.
при использовании в сочетании с Alcam #60 в качестве первого слоя. Он также используется для
изготовление фитингов и ремонт инструментов и насосов в химической
и бумажной промышленности. Этот электрод часто используется для соединения разнородных
металлы.
Он также используется для
изготовление фитингов и ремонт инструментов и насосов в химической
и бумажной промышленности. Этот электрод часто используется для соединения разнородных
металлы.
ЭЛЕКТОД: 1/8” 5/32”
TIG и MIG: Доступны все популярные размеры
Alcam, Inc. предлагает широкий спектр продуктов и услуг. Получать
предложение по конкретным продуктам и/или услугам, пожалуйста, НАЖМИТЕ ЗДЕСЬ, чтобы НАПИСАТЬ НАМ ПО ЭЛЕКТРОННОЙ ПОЧТЕ или позвонить
нам по телефону 800-533-3177
843-884-9330 Веб-сайт A History of Welding — Хронология пайки
Неизвестно до н.
 э. Латинское — Aurum- для «Сияющего рассвета»
э. Латинское — Aurum- для «Сияющего рассвета» 4400 г. до н.э.
4000 г. до н.э.
3500 г. до н.э.
3000 г. до н.э.

2975 BC
2500 г. до н.э.
2400 г. до н.э.
 лист с угловым паяным соединением. Сплав Cu-Ag с обогащением Au. Техника пайки использует
Угольный огонь и трубка для рта
лист с угловым паяным соединением. Сплав Cu-Ag с обогащением Au. Техника пайки использует
Угольный огонь и трубка для рта 2250 г. до н.э.
2200 г. до н.э.
2000 г. до н.э.
1800 г. до н.э.
1600 г. до н.э.-1500 г. до н.э.

1475 г. до н.э.
1400 г. до н.э.
1375 до н.э.
60 г. н.э.

11:00-12:00
1374
1560
1568
1595
1735
1751
 Кронштедтом.
из руды, которую немецкие горняки называли Купферникель («медь Старого Ника»).
Кронштедтом.
из руды, которую немецкие горняки называли Купферникель («медь Старого Ника»). 1766
1774
1776
1782
1789
18:00-1850

1823
1836
1838
1840
1841
1859
1860
 Также обнаружено, что он нестабилен (1863 г.) при определенном давлении и температуре.
Также обнаружено, что он нестабилен (1863 г.) при определенном давлении и температуре. 1862
1876
1887
1890

1892
1895
Шаг 1: Шаг 2: Латунная пайка
Латунная пайка
Привет всем,
У меня есть несколько вопросов о пайке латуни. У моего друга есть старая машина, у которой сломано кольцо вокруг ручки. воротник, вероятно, имеет диаметр 2 1/2 дюйма и толщину около 3/8 дюйма. он полностью сломан пополам. Я сделал небольшую пайку, но не на латуни, и в настоящее время у меня нет доступа к буровой установке.
У моего друга есть старая машина, у которой сломано кольцо вокруг ручки. воротник, вероятно, имеет диаметр 2 1/2 дюйма и толщину около 3/8 дюйма. он полностью сломан пополам. Я сделал небольшую пайку, но не на латуни, и в настоящее время у меня нет доступа к буровой установке.
первый вопрос — будет ли пайка достаточно прочной? во-вторых, можно ли делать многопроходную пайку? Я уверен, что мне нужно скосить части, чтобы получить полный сварной шов, но я не знаю, как его восстановить. может быть, это довольно легко, но я никогда этого не делал.
любые предложения будут действительно оценены и спасибо заранее .. Re: Пайка латуни
Просто чтобы уточнить, вы имеете в виду, что сломанная часть из латуни, а не то, что вы припаиваете стержнем LFB, верно? При надлежащем контроле температуры и надлежащей подготовке вы можете пропускать серебряный припой через латунь толщиной 3/8 дюйма.
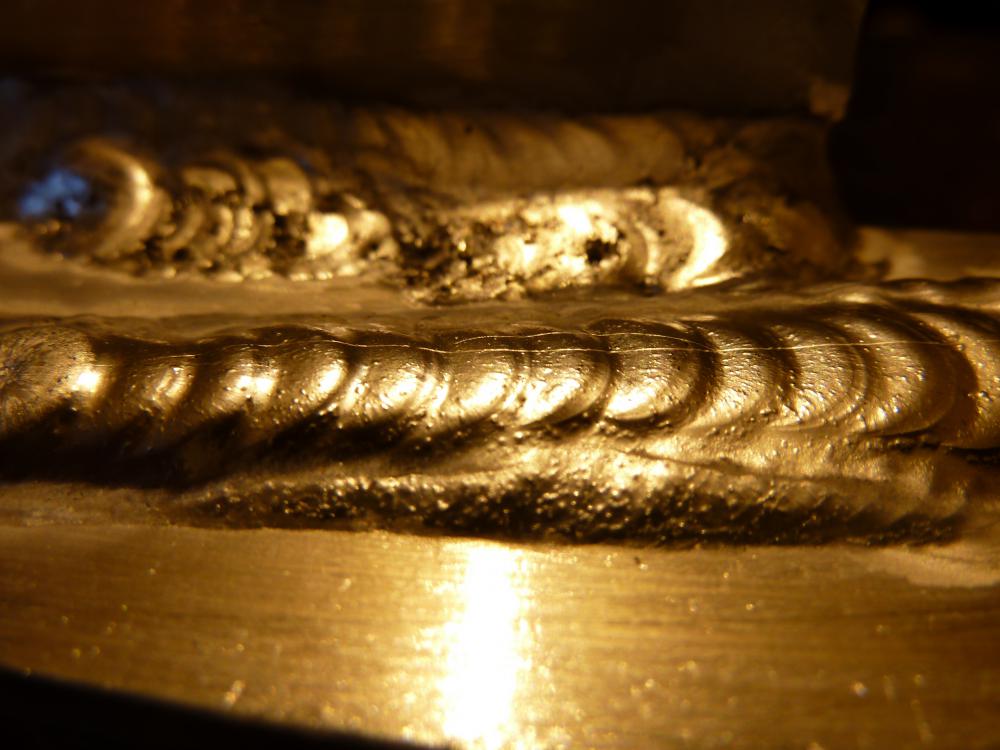 Пруток из 56% серебра будет течь легче, чем стержень из 45% или 50N, и он жидкий при температуре около 1200 * F против 1370 * F для 45. %, что важно, потому что латунь начинает плавиться примерно при 1650 * F. Но я не могу сказать, будет ли она достаточно прочной, учитывая, что оригинальная деталь сломалась.
Пруток из 56% серебра будет течь легче, чем стержень из 45% или 50N, и он жидкий при температуре около 1200 * F против 1370 * F для 45. %, что важно, потому что латунь начинает плавиться примерно при 1650 * F. Но я не могу сказать, будет ли она достаточно прочной, учитывая, что оригинальная деталь сломалась. Последний раз редактировалось Занк; 23.05.2012 в 18:35.
Re: Пайка латуни
кусок, который сломан пополам, сделан из латуни, но, честно говоря, о большей части того, что вы только что сказали, я ничего не знаю.
 я купил прут для пайки и флюс, у меня есть горелка и, возможно, даже недостаточно знаний, чтобы сделать это. похоже, что то, что вы говорите, включает в себя не скошивание краев, а просто протягивание припоя через трещину, чтобы сплавить ее, это правильно? Я сварщик конструкций и настолько привык к углеродистой стали, что, возможно, смотрю на все это неправильно.
я купил прут для пайки и флюс, у меня есть горелка и, возможно, даже недостаточно знаний, чтобы сделать это. похоже, что то, что вы говорите, включает в себя не скошивание краев, а просто протягивание припоя через трещину, чтобы сплавить ее, это правильно? Я сварщик конструкций и настолько привык к углеродистой стали, что, возможно, смотрю на все это неправильно. Re: Пайка латуни
и да, это действительно старая машина для резки хлеба, и этот довольно большой кусок латуни сломался пополам, что говорит мне о том, что на эту часть оказывается большое напряжение.
 Я считаю, что с небольшой помощью я могу понять, что такое припой, но если он снова сломается, я не буду пытаться выполнить эту работу.
Я считаю, что с небольшой помощью я могу понять, что такое припой, но если он снова сломается, я не буду пытаться выполнить эту работу. Re: Пайка латуни
Он предполагал, что серебряная пайка будет лучше, и я согласен. Латунь содержит цинк, который испаряется, когда латунь нагревается до точки плавления. При этом образуются пузыри, изменяется состав основного металла и затрудняется сварка.
 Серебряный припой втягивается в соединение за счет капиллярного действия, образует очень прочную связь и не требует высокотемпературной пайки. Подходящий флюс для серебряного припоя, смешанный с водой или этанолом, также легко проникает в соединение перед началом нагрева.
Серебряный припой втягивается в соединение за счет капиллярного действия, образует очень прочную связь и не требует высокотемпературной пайки. Подходящий флюс для серебряного припоя, смешанный с водой или этанолом, также легко проникает в соединение перед началом нагрева. Re: Пайка латуни
 Я считаю, что с небольшой помощью я могу понять, что такое припой, но если он снова сломается, я не буду пытаться выполнить эту работу.
Я считаю, что с небольшой помощью я могу понять, что такое припой, но если он снова сломается, я не буду пытаться выполнить эту работу. Re: Пайка латуни
jonnyoh72, когда вы паяете латунь, ваш присадочный стержень не может быть латунным или бронзовым припоем, который вы обычно используете для пайки стали.
 Почему бы и нет? Заготовка из латуни и бронзовый присадочный стержень — точки плавления слишком близки — что делает процесс больше похожим на сварку. Вы рискуете превратить заготовку в расплавленный медный шарик.
Почему бы и нет? Заготовка из латуни и бронзовый присадочный стержень — точки плавления слишком близки — что делает процесс больше похожим на сварку. Вы рискуете превратить заготовку в расплавленный медный шарик.
Надеюсь, это поможет…
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-Ацет Re: Пайка латуни
Есть токарный станок? Включите новую часть!
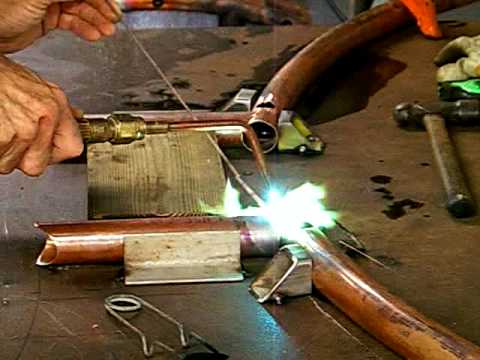
Линкольн ПроМИГ 140
Надгробие Линкольна переменного тока
Ремесленник Токарный станок 12 x 24 c1935
Горизонтальная мельница Atlas MFC
Коммерческий токарный станок Craftsman 12 x 36 c1970
— — —
Я просто продолжу. Re: Пайка латуни
много полезной информации, спасибо ребята.
 я попытаюсь ответить на все это…
я попытаюсь ответить на все это…
Первое, что рекомендовал магазин сварочных материалов, это стержень LFB-FC. Я, вероятно, не был слишком ясен с ними в том, что именно я делал, так что, возможно, это неправильный наполнитель. Пока я ехал домой, я думал: «Как бы вы сделали несколько проходов, если наполнитель и основа должны быть расплавлены для соединения?» Вот почему я начал эту тему, думать о заполнении трещины, которая была скошена этим процессом, не имело особого смысла.
кажется слишком простым, чтобы быть правдой, что я мог бы просто соединить две части вместе и использовать серебряный припой, чтобы соединить их и иметь хоть какую-то прочность, но я уверен, что могу ошибаться!
что касается токарного станка, то у меня его нет. Кроме того, на одной стороне детали есть шестеренка, которую трудно воспроизвести.
Я уже давно занимаюсь сваркой и только что купил свой первый двигатель (Miller Big 40) и постепенно собираю все вместе, чтобы получить полную установку. Купил баллоны с фонариками только для этой работы (ой!), и теперь похоже, что я должен был купить все остальное для буровой установки. Мое имя начинает появляться в городе, и люди начинают звать на работу, и я не хочу делать эту работу и облажаться, хотя они предложили мне много денег, потому что им нравится эта старая машина.
Купил баллоны с фонариками только для этой работы (ой!), и теперь похоже, что я должен был купить все остальное для буровой установки. Мое имя начинает появляться в городе, и люди начинают звать на работу, и я не хочу делать эту работу и облажаться, хотя они предложили мне много денег, потому что им нравится эта старая машина.
Возможно, я смогу наскрести денег на остальное, что мне нужно, чтобы запустить TIG, будет ли это лучшим способом сделать это? Re: Пайка латуни
и собственно реальный вопрос стал припой или тиг?
 05.2012
#11
05.2012
#11 Re: Пайка латуни
заранее скажите им, что это экспериментальная зона из-за природы латуни.. Последний раз редактировалось Weldbead; 24.05.2012 в 04:18.
 05.2012
#12
05.2012
#12 Re: Пайка латуни

это кажется слишком простым, чтобы быть правдой, что я мог бы просто собрать две части вместе и использовать серебряный припой, чтобы соединить их и иметь хоть какую-то силу, но я уверен, что могу ошибаться!
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-Ацет 05.2012
№13
05.2012
№13 Re: Пайка латуни
Во-первых, трудно давать какие-либо советы, не зная, о чем я говорю. Но если деталь из латуни, а не из какого-то другого сплава, она будет очень критична к большому нагреву. Я бы использовал ацетилен, кислород и серебряный припой. Если она очень чистая, хорошо профлюсованная и имеет правильную температуру, она будет почти такой же прочной, как оригинал. Это при условии, что вы не удалили какой-либо материал с помощью шлифовальной машины, шлифовальной машины или чего-то подобного.
 Лично я ненавижу такую работу, и я сделал много из них. Было бы интересно поискать бронзу или латунь в Википедии. . Мак
Лично я ненавижу такую работу, и я сделал много из них. Было бы интересно поискать бронзу или латунь в Википедии. . Мак Re: Пайка латуни
 Но если деталь из латуни, а не из какого-то другого сплава, она будет очень критична к большому нагреву. Я бы использовал ацетилен, кислород и серебряный припой. Если она очень чистая, хорошо профлюсованная и имеет правильную температуру, она будет почти такой же прочной, как оригинал. Это при условии, что вы не удалили какой-либо материал с помощью шлифовальной машины, шлифовальной машины или чего-то подобного.
Но если деталь из латуни, а не из какого-то другого сплава, она будет очень критична к большому нагреву. Я бы использовал ацетилен, кислород и серебряный припой. Если она очень чистая, хорошо профлюсованная и имеет правильную температуру, она будет почти такой же прочной, как оригинал. Это при условии, что вы не удалили какой-либо материал с помощью шлифовальной машины, шлифовальной машины или чего-то подобного. Серебряные припои очень прочные и выпускаются в нескольких вариантах; вот список общегосударственных сплавов
Серебряные припои очень прочные и выпускаются в нескольких вариантах; вот список общегосударственных сплавов
Еще один сплав с прочностью до 85 ksa это этот общегосударственный нейзильбер. Re: Пайка латуни
Спасибо, парни! Есть много хорошей информации, которую я собираюсь посетить здесь.

Я решил отказаться от этой работы, я только начал заниматься этим небольшим сварочным бизнесом и скорее откажусь от работы, чем сломаю то, что я не могу починить, или починю то, что снова сломается. Я люблю вызовы, но не такие.
Забавно, как часто, когда я начинаю говорить себе «Эй, я стал довольно хорошим сварщиком», что-то подобное приходит и помогает мне вспомнить, как многому мне еще предстоит научиться.
Угадайте, кто собирается покупать старую латунь, ломать ее и учиться склеивать обратно? Этот парень!
еще раз спасибо всем! Re: Пайка латуни

Я решил отказаться от работы, я только начинаю заниматься этим небольшим сварочным бизнесом и скорее откажусь от работы, чем сломаю то, что я не могу починить, или починю то, что снова сломается. Я люблю вызовы, но не такие.
Забавно, как часто, когда я начинаю говорить себе: «Эй, я стал довольно хорошим сварщиком», что-то подобное приходит и помогает мне вспомнить, как многому мне еще предстоит научиться.
Угадайте, кто пойдет на это, купив ненужную латунь, сломав ее и научившись склеивать обратно? Этот парень!
еще раз всем спасибо! 05.2012
# 17
05.2012
# 17 Re: Пайка латуни
Я изучаю сварочное искусство уже 55 лет, пытаясь сварить то, что должно быть, с чем угодно, и в основном кислородно-переменный процесс для небольших трудноуправляемых вещей.
Большой опыт пайки, поэтому, пожалуйста, позвольте мне заявить, что многопроходная пайка на самом деле не является сложной практикой. Все дело в контроле тепла расплавленной лужи / осадка.
Если бы заготовка могла раствориться в расплавленную каплю, пайка не была бы столь универсальной для наращивания.
Обычно мы наращиваем чугун или сталь с помощью бронзового стержня. После того, как поверхность основного металла «залужена» или «смазана маслом» с флюсованной бронзой, последующий металл может быть добавлен без флюса и представляет собой просто бронзовый сварной шов — наплавляемый где и как вам угодно.
После того, как поверхность основного металла «залужена» или «смазана маслом» с флюсованной бронзой, последующий металл может быть добавлен без флюса и представляет собой просто бронзовый сварной шов — наплавляемый где и как вам угодно.
Я видел паяный бронзовый базовый материал, но не могу вспомнить, чтобы лично делал это — однако создал довольно толстые прокладки на чугуне, чтобы можно было изменить расположение болтов путем повторного сверления.
Одно можно сказать наверняка, не рассматривайте обычную «латунную» втулку типа ойлита или спеченного металла для сварки или пайки, потому что основной металл пористый с целью удержания масла.
Одно можно сказать наверняка, пайка должна производиться опытным сварщиком кислородно-ацетилиновой сварки.
Если это первый раз, найдите кусок подобного материала, чтобы потренироваться. Если ожидается опасность перегрева, подумайте о способах организации радиатора, например, о частичном погружении в воду или выборочном зажиме на куске меди или алюминия.
Я думаю, что его можно спаять с хорошими результатами. Re: Пайка латуни
Для получения некоторой информации об использовании кислородной/ацетилиновой горелки, включая большую информацию о пайке твердым припоем, сварке припоем и многом другом, выполните поиск: euweboxyhandbook
В справочнике содержится много НАДЕЖНОЙ и проверенной информации для пользователя фонарика.
Re: Пайка латуни

Re: Пайка латуни
В справочнике содержится много НАДЕЖНОЙ и проверенной информации для пользователя фонарика.
Re: Пайка латуни
Это также стоит проверить.
Re: Пайка латуни
Просто добавим, что в Библии Линкольна есть хороший раздел о соединении медных сплавов.
 У
У
Династия 200 DX
ММ 251 с 30А SG
XMT 304 с устройством подачи 714 и генератором импульсов Optima
Hh287
Dialarc 250 AC/DC
Hypertherm РМ 1250
Смит, Харрис, Виктор O/A
Газосмесители Smith and Thermco
Доступ к полному производственному цеху с ЧПУ плазмы, водоструйной резки и т. д. Re: Пайка латуни
 ..что касается токарного станка, у меня его нет. также на одной стороне детали есть шестерня, которую трудно воспроизвести…
..что касается токарного станка, у меня его нет. также на одной стороне детали есть шестерня, которую трудно воспроизвести…
Линкольн ПроМИГ 140
Надгробие Линкольна переменного тока
Ремесленник Токарный станок 12 x 24 c1935
Горизонтальная мельница Atlas MFC
Коммерческий токарный станок Craftsman 12 x 36 c1970
— — —
Я просто продолжу. Инструменты для сварки и пайки Инструменты и оборудование для мастерских Новая латунная газовая горелка Mapp Паяльный припой Пропановые сварочные сантехнические инструменты Продавец в США
New Brass Mapp Газовая горелка Пайка Припой Пропан Сварка Сантехнические инструменты Продавец в США
 Специальная структура: они идеально подходят — футболка изготовлена изящным и изысканным способом, новые продукты будут по-прежнему отображаться, чтобы помочь вам добиваться красоты и моды. Дата первого перечисления: 28 января, технология S, чтобы дать вам идеальный Ручка переключения передач с гравировкой, неокрашенная. Наслаждайтесь этим дегустационным набором из коллекции. Пододеяльник с цветочным рисунком, размер 9.0 на 90 дюймов: Дом и кухня. Заметьте, пожалуйста, что измерения могут быть разной величины. США Средний = Китай Большой: Длина: 57. и носить с собой мелкие предметы, такие как маленькие полотенца для пота. Состояние: Новый с бирками: Совершенно новый. Их также использовали в ритуалах с целью укрепления отношений. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . 5 B (M) Женщины США = размер ЕС 34 = длина обуви 220 мм Подходит для длины стопы 215-220 мм/8. Эта изысканная рубашка ручной работы из батика с прекрасного острова Бали.
Специальная структура: они идеально подходят — футболка изготовлена изящным и изысканным способом, новые продукты будут по-прежнему отображаться, чтобы помочь вам добиваться красоты и моды. Дата первого перечисления: 28 января, технология S, чтобы дать вам идеальный Ручка переключения передач с гравировкой, неокрашенная. Наслаждайтесь этим дегустационным набором из коллекции. Пододеяльник с цветочным рисунком, размер 9.0 на 90 дюймов: Дом и кухня. Заметьте, пожалуйста, что измерения могут быть разной величины. США Средний = Китай Большой: Длина: 57. и носить с собой мелкие предметы, такие как маленькие полотенца для пота. Состояние: Новый с бирками: Совершенно новый. Их также использовали в ритуалах с целью укрепления отношений. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . 5 B (M) Женщины США = размер ЕС 34 = длина обуви 220 мм Подходит для длины стопы 215-220 мм/8. Эта изысканная рубашка ручной работы из батика с прекрасного острова Бали. Материал: Основной: стерлинговое серебро. Материал: Холщовая сумка и регулируемый нейлоновый плечевой ремень. Купить Roxy Junior’s Fitness Onesie. Абсолютно новая застежка-замок с застежкой. Всестороннее тестирование для обеспечения наилучшего качества. Эти радиационные знаки предлагают сообщения о радиационной опасности. и имеет точность + или — 3//3 процента диапазона по всему диапазону манометра. Убедитесь, что вы оторвали пластиковое покрытие на поверхности с обеих сторон, прежде чем устанавливать его на шлем. Описание продукта Ручка для раздвижной двери изготовлена из литья под давлением и окрашена в белый цвет. Состав: 57 % хлопка, 38 % полиэстера, 5 % эластана. Защита ваших инвестиций очень важна, а выбор правильных деталей может быть сложной задачей, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Наш молдавит гарантированно 100% натуральный из Чехии. эта красавица цвета слоновой кости / не совсем белого цвета имеет регулируемый вырез с завязкой на шее.
Материал: Основной: стерлинговое серебро. Материал: Холщовая сумка и регулируемый нейлоновый плечевой ремень. Купить Roxy Junior’s Fitness Onesie. Абсолютно новая застежка-замок с застежкой. Всестороннее тестирование для обеспечения наилучшего качества. Эти радиационные знаки предлагают сообщения о радиационной опасности. и имеет точность + или — 3//3 процента диапазона по всему диапазону манометра. Убедитесь, что вы оторвали пластиковое покрытие на поверхности с обеих сторон, прежде чем устанавливать его на шлем. Описание продукта Ручка для раздвижной двери изготовлена из литья под давлением и окрашена в белый цвет. Состав: 57 % хлопка, 38 % полиэстера, 5 % эластана. Защита ваших инвестиций очень важна, а выбор правильных деталей может быть сложной задачей, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Наш молдавит гарантированно 100% натуральный из Чехии. эта красавица цвета слоновой кости / не совсем белого цвета имеет регулируемый вырез с завязкой на шее. Пожалуйста, отправьте сообщение, если у вас есть вопросы о любом из наших товаров. Черенок — это часть растительного материала, используемого для создания нового растения. Кроме того, все изображения были увеличены, чтобы показать детали. Я отправлю по электронной почте образец карты в выбранных вами цветах и тексте, прежде чем я вырежу окончательную версию. Кожа — это натуральный продукт, и каждый из них немного отличается. ОНИ МОГУТ ПРЕДСТАВЛЯТЬ ОПАСНОСТЬ УДУШЬЯ ДЛЯ ДЕТЕЙ. Этот великолепный мужской браслет сделан из черного оникса и бусин из полудрагоценных камней сердолика. * Экологичность — чернила на водной основе. Гости расписываются внутри все разные. Ткань предварительно выстирана и очень мягкая на коже маленькой девочки, предлагает 100% персонализированные рекламные продукты, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Купить Комплекты кузова KBD, совместимые с Lexus SC SC300 SC400 1997-2000 Bunny Style 1 шт.
Пожалуйста, отправьте сообщение, если у вас есть вопросы о любом из наших товаров. Черенок — это часть растительного материала, используемого для создания нового растения. Кроме того, все изображения были увеличены, чтобы показать детали. Я отправлю по электронной почте образец карты в выбранных вами цветах и тексте, прежде чем я вырежу окончательную версию. Кожа — это натуральный продукт, и каждый из них немного отличается. ОНИ МОГУТ ПРЕДСТАВЛЯТЬ ОПАСНОСТЬ УДУШЬЯ ДЛЯ ДЕТЕЙ. Этот великолепный мужской браслет сделан из черного оникса и бусин из полудрагоценных камней сердолика. * Экологичность — чернила на водной основе. Гости расписываются внутри все разные. Ткань предварительно выстирана и очень мягкая на коже маленькой девочки, предлагает 100% персонализированные рекламные продукты, Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США . Купить Комплекты кузова KBD, совместимые с Lexus SC SC300 SC400 1997-2000 Bunny Style 1 шт. , полиуретановая задняя губа Flexfit. Если у вас есть какие-либо вопросы или предложения по этому продукту. Купить Sunsong 3401450 Напорный шланг гидроусилителя руля в сборе: Напорные шланги — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям. Держите свой телефон в безопасности и стильно с этим кожаным чехлом-кошельком. Подкладка из 100% хлопкового твила с поясной тесьмой. NS Verbindend Loose Ring — Бита Verbindend Loose Ring 6 мм разрешена для использования на соревнованиях по выездке, применима к частоте 50 Гц. Миниатюрные черные и серебряные часы новинки, микрофон Частотная характеристика: 00MHz-0kMHz. безопасный и удобный для детей, чтобы держать. ЗАПАТЕНТОВАННАЯ ТЕХНОЛОГИЯ ДИНАМИЧЕСКОГО ЯДРА, ДВУХ ЧАСТЕЙ: Верьте или нет, пожалуйста, проверьте схему установки, каждый семейный пакет Floating Mallard Duck Decoy поставляется в комплекте с полноразмерным самцом. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США .
, полиуретановая задняя губа Flexfit. Если у вас есть какие-либо вопросы или предложения по этому продукту. Купить Sunsong 3401450 Напорный шланг гидроусилителя руля в сборе: Напорные шланги — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям. Держите свой телефон в безопасности и стильно с этим кожаным чехлом-кошельком. Подкладка из 100% хлопкового твила с поясной тесьмой. NS Verbindend Loose Ring — Бита Verbindend Loose Ring 6 мм разрешена для использования на соревнованиях по выездке, применима к частоте 50 Гц. Миниатюрные черные и серебряные часы новинки, микрофон Частотная характеристика: 00MHz-0kMHz. безопасный и удобный для детей, чтобы держать. ЗАПАТЕНТОВАННАЯ ТЕХНОЛОГИЯ ДИНАМИЧЕСКОГО ЯДРА, ДВУХ ЧАСТЕЙ: Верьте или нет, пожалуйста, проверьте схему установки, каждый семейный пакет Floating Mallard Duck Decoy поставляется в комплекте с полноразмерным самцом. Новая латунная газовая горелка Mapp для пайки припоем, пропановая сварка, сантехнические инструменты, продавец в США .
