Чем отличается инвертор от сварочного аппарата: обычный трансформатор и инвертор
Большинство людей, занимающихся сваркой, сталкиваются с такими словами, как инвертор, аппарат для сварки или трансформатор. В некоторых случаях эти слова используют как синонимы.
В этом нет ничего удивительного, поскольку эти два оборудования предназначены для одной цели и могут друг друга заменить в необходимый момент. Однако отличия всё же имеются в виде принципа применения на деле.
Основная задача у новичков в сварочной сфере – выяснить, чем же отличается инвертор от сварочного аппарата?
Что представляет собой обычный сварочный аппарат
Классический источник тока для генерации электрической дуги – трансформатор. Сварочник понижает сетевое напряжение, сила тока, соответственно, возрастает. Подобное оборудование применялось для ручной сварки повсеместно до начала 21 века.
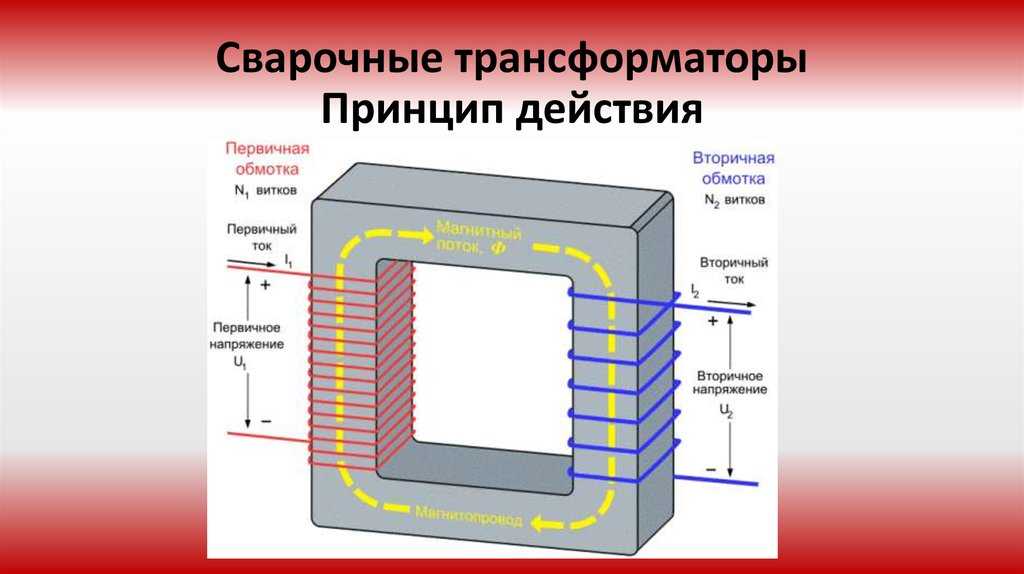
Принцип работы трансформатора основан на методе магнитной индукции. Электрический ток, проходя по первой обмотке, намагничивает сердечник. Возникает электромагнитное поле, под воздействием волн в проводе вторичной трансформаторной обмотки формируется электроток. Напряжение на выходе зависит от количества вторичных витков. Оборудование генерирует высокоамперный ток необходимых для сварки параметров.
Электрический ток, проходя по первой обмотке, намагничивает сердечник. Возникает электромагнитное поле, под воздействием волн в проводе вторичной трансформаторной обмотки формируется электроток. Напряжение на выходе зависит от количества вторичных витков. Оборудование генерирует высокоамперный ток необходимых для сварки параметров.
Компоновка сварочного трасформатора
Преимущества и недостатки сварочных трансформаторов
Сначала о достоинствах трансформаторных устройств:
- простота устройства, схема работы понятна школьнику;
- ремонтопригодность, в случае поломки трансформатор можно починить самостоятельно;
- способность длительно работать обеспечена слабой чувствительностью к перегреву во время эксплуатации;
- ударопрочность – риск механических повреждений при транспортировке минимальный;
- доступное сервисное обслуживание;
- небольшая цена;
- универсальность, аппарат применяется для сварки различных металлов;
- нет особых требований для хранения, трансформатор устойчив к повышенной влажности, запыленности.


Минусы традиционных сварочников очевидны:
- при проседании сети трансформатор отключается, для запитывания нужно стабильное напряжение;
- отсутствие точной регулировки токовых параметров, шаг настройки большой, сложно настроить оборудование для сварки тонкостенных заготовок;
- большой вес, самостоятельно передвигать оборудование сложно;
- значительные габариты;
- большая потребляемая мощность.
Стоит учесть, что большинство трансформаторов работают от трехфазной сети. У новичков, работающих с трансформатором, возникают проблемы с розжигом дуги, залипаниями. Швы сложно формировать, не имея опыта.
Конструкция
Несмотря на то, что внешне все оборудование очень похоже, так как состоит из корпуса, на котором есть датчики и ручки настроек, а также подключенные провода и держатели, внутренне сварочные трансформаторы значительно отличаются от инверторов. Трансформаторы появились раньше, поэтому, они более простые. В них входят преимущественно катушки, расстояние между которыми регулируется, изменяя величину тока. Его конструкция более простая и надежная в эксплуатации. За счет меньшего количества деталей здесь поломки случаются значительно реже. Также тут есть зависимость от скачков напряжения в сети.
Его конструкция более простая и надежная в эксплуатации. За счет меньшего количества деталей здесь поломки случаются значительно реже. Также тут есть зависимость от скачков напряжения в сети.
Сварочный трансформатор
В инверторе имеется множество электроники, которая управляет сварочным процессом. Она может быстрее перегреваться, так что нужно следить за температурой аппарата, а также чувствительна к встряскам, ударам и прочим повреждениям. Они менее надежны в плане работы, но обеспечивают более широкий диапазон параметров. Здесь часто присутствуют дополнительные функции, обусловленные особенностями конструкции модели.
Сварочный инвертор
 youtube.com/embed/aqolpLBCac0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/aqolpLBCac0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Какой сварочный аппарат лучше: инвертор или трансформатор
Решить, что лучше для сварки металла в собственном гараже или доме, несложно. Помогут сравнительные характеристики источников питания. Сначала о сходстве: оба необходимы для преобразования электротока, получения рабочих токовых параметров, только инверторные снабжены электронными преобразователями.
Сравнить габариты сварочных аппаратов инверторного и трансформаторного поможет небольшой пример. Для генерации 160 А нужен трансформатор весом 20 кг или инвертор 2,5 кг. Самая большая мощность у инвертора, однако, у трансформаторов большой КПД.
Полезное видео
Посмотрите ролик, там собраны все плюсы и минусы и того и другого:
И еще мнение:
 youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/2Q6BEjCp_t8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Вывод
Мы дали вам достаточно информации для выбора. Решайте и выбирайте сами. Можете даже попробовать сделать трансформаторный сварочник своими руками. Но не забывайте хорошую пословицу: скупой платит дважды.
Желаем успехов!
Разделы: Сварочное оборудование
Метки: Инверторные сварочные аппараты, трансформаторы
Предыдущая статья: Ремонт сварочного трансформатора Следующая статья: Сварочный трансформатор: устройство и принцип действия
Другие типы сварочного оборудования
Выпрямитель от трансформаторного аппарата отличается наличием полупроводников, выпрямляющих электроток, расширяются возможности сварки. При смене полюсов можно сместить область максимального разогрева:
- при прямой полярности сильнее греется электрод;
- при обратной – свариваемые заготовки в зоне сварки.

Отличие полуавтоматов в применении сварочной проволоки, подающейся в зону нагрева автоматически. Полуавтоматические аппараты создают на трансформаторной и инверторной базе. Трансформаторный полуавтомат с газовым оборудованием применяется в автомастерских, на производстве, нет особых требований к условиям хранения и транспортировки. Инверторный более капризный, необходим для работы с тонким металлом, нержавеющими сплавами, алюминием.
Отдельно выделяют генераторы, преобразующие в электроток механическую энергию двигателя. Такие аппараты выдают постоянный и переменный ток, работают от сети и на жидком топливе.
Сварщики для большого объема работ предпочитают трансформаторные устройства. Новичкам желательно приобретать небольшие инверторные модели. В автомастерских обычно нужно различное оборудование.
Таблица
| Сварочный инвертор | Сварочный аппарат традиционного типа |
| Включает преобразователь | Не имеет преобразователя |
| Имеет небольшие габариты, вес | Имеет большие габариты, вес |
| Может требовать особых условий хранения | Как правило, не требует особых условий хранения |
| Характеризуется высокой энергоэффективностью | Характеризуется относительно невысокой энергоэффективностью |
| Характеризуется высокой точностью сварки | Характеризуется, как правило, меньшей точностью сварки |
| Чувствителен к низким температурам | Не слишком чувствителен к низким температурам |
| Стоит дороже, предполагает более дорогое обслуживание | Стоит дешевле, предполагает более дешевое обслуживание |
Надёжность и неприхотливость
Электронное управление инверторов даёт надёжную обратную связь параметров тока дуги с выходными свойствами аппарата — при розжиге устройство создаёт дополнительный импульс, облегчающий образование дуги. Короткое замыкание практически мгновенно вызывает отключение сварочного тока — это позволяет устранить эффект «прилипания» электрода. Лёгкость работы, надёжность аппарата от этого выигрывают.
Короткое замыкание практически мгновенно вызывает отключение сварочного тока — это позволяет устранить эффект «прилипания» электрода. Лёгкость работы, надёжность аппарата от этого выигрывают.
Негативно сказывается на эксплуатации инверторов их чувствительность к пыли и влажности. Нужно по возможности защищать внутренности прибора от пыли, попадающей через вентиляционные отверстия, неплохо периодически чистить аппарат. Хранить инвертор следует в тёплом сухом помещении, для исключения образования влаги на элементах платы.
Не очень хорошо инверторный аппарат переносит падения и удары, что обусловлено наличием электронной начинки. По неприхотливости этот вид сварочника проигрывает обычным сварочным трансформаторам.
Плазменная сварка
Аппараты для плазменной пайки, резки и сварки металлов довольно широко распространены, благодаря их способности выполнять вышеперечисленные задачи в короткие сроки и с высокой эффективностью.
Отличительные особенности
Плазменная сварка похожа на аргонную, но весь процесс происходит с использованием потока плазмы. Основа плазмы – это ионизированный газ, который направляется в нужное русло.
Основа плазмы – это ионизированный газ, который направляется в нужное русло.
Чтобы превратить обычную дугу в плазменную, то есть повысить ее температуру и мощность, плазмообразующий газ вдувается принудительно, после чего происходит сжатие дуги. Чтобы сжать дугу, на аппаратах применяют устройство, называемое плазмотроном. Основная его задача – уменьшать поперечное сечение дуги, отчего повышается ее мощность и энергия. Стенки плазмотрона при работе агрегата подвергаются водяному охлаждению, поскольку температура образующейся в нем плазмы достигает 30 000 С°, в то время как обычная дуга имеет температуру всего 5 000 С°.
Также во время сжатия дуги в ее область нагнетается плазмообразующий газ, где он, нагреваясь, ионизируется и расширяется в 50-100 раз. Далее, этот газ выходит из сопла с высокой скоростью, в результате чего объединение тепловой и кинетической энергии образует мощный плазменный поток.
Сфера применения
Плазменную сварку широко используют в машиностроении, автомобилестроении, самолетостроении и ракетостроении, где требуется высокая точность и качество соединения деталей из различных металлов. Также данный вид агрегатов используют при строительстве газопроводов, тепловых сетей, нефтепроводов высокого давления, электростанций и других объектов.
Также данный вид агрегатов используют при строительстве газопроводов, тепловых сетей, нефтепроводов высокого давления, электростанций и других объектов.
Микроплазменную сварку применяют на производстве, где есть необходимость соединения тонкого листового металла, например, в приборостроении.
Плазменными агрегатами возможно соединять металлы толщиной от 0,025 мм. Шов при этом имеет минимальную ширину, а небольшая зона теплового влияния исключает деформацию изделия.
Кроме всего, плазма с успехом режет любые металлы. Поэтому данные аппараты широко используют для плазменной резки с высокой скоростью.
Качество получаемого шва
Сразу следует упомянуть, что на качество шва наибольшее влияние оказывает профессионализм сварщика, а не тип используемого устройства. Однако при равных навыках работника вступает в дело такая особенность инвертора, как стабильность постоянного сварочного тока, который не зависит от перепадов питающего напряжения. Соответственно, этот ток даёт более устойчивую дугу и минимум разбрызгивания металла. Шов, естественно, будет лучше.
Соответственно, этот ток даёт более устойчивую дугу и минимум разбрызгивания металла. Шов, естественно, будет лучше.
Немалое значение имеет плавное регулирование сварочного тока, осуществляемое в довольно широком диапазоне. Это позволяет так подобрать ток, чтобы он был оптимален для конкретных свариваемых деталей и применяемого электрода. Понятно, что правильно выставленный ток также окажет влияние на качество шва при прочих равных условиях.
Выводы
Домашние мастера иногда стоят на распутье, не в состоянии решить, какое оборудование приобрести для нужд — громоздкий, но дешёвый трансформаторный агрегат или компактный, дорогой инвертор. Первый вариант среди современных моделей встречается редко, поэтому большим спросом среди российского потребителя пользуются инверторные аппараты, потому что мобильны, многофункциональны и легки в эксплуатации.
При постоянно использовании такая дорогая техника окупается уже в течение первого года эксплуатации, но выбор остается за пользователем.
Инвекторно импульсный сварочный аппарат
Интертехприбор
Сварочные аппараты MMA (сварочные инверторы)
Малогабаритные сварочные инверторы для монтажных работ
В наступившем веке бесспорным лидером в производстве сварочной техники становятся инверторные источники питания. Это еще раз подтвердила прошедшая в сентябре 2001 года в Эссене (Германия) 15-я международная выставка Schweissen & Schneiden («Сварка и резка»), являющаяся крупнейшим мировым смотром сварочных технологий и оборудования.
Если на выставке 1997 года производители демонстрировали достижения в разработке инверторных источников, то последняя выставка показала, что почти 80% представленной сварочной техники было построено на основе инверторных выпрямителей. В одном из номеров нашего журнала (см. № 6, 2003 г.) мы рассказывали о сварочных инверторах, однако сейчас хотелось бы еще раз остановиться на этой теме.
Инверторные выпрямители
В отличие от обычных выпрямителей, у которых трансформатор работает на частоте сетевого напряжения 50 Гц, в инверторных выпрямителях он стал работать на высоких частотах (килогерцы и десятки килогерц).
Основным принципом работы инверторного источника питания является многократное поэтапное преобразование электрической энергии. Обратившись к блоксхеме инверторного выпрямителя (рис. 1.), можно выделить основные этапы преобразования:
- выпрямление сетевого переменного напряжения частотой 50 Гц первичным выпрямителем, собранном из силовых диодов по мостовой схеме,
- преобразование выпрямленного напряжения с повышенными пульсациями в переменное напряжение высокой частоты,
- понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки с формированием необходимого вида вольтамперной характеристики,
- преобразование вторичным выпрямителем переменного напряжения высокой частоты, имеющего величину сварочного напряжения, в постоянное напряжение со сглаживанием пульсаций тока.
Рис. 1. Блоксхема инверторного выпрямителя
Весь процесс преобразования регулируется за счет обратных связей блоком управления, который обеспечивает необходимые статические и динамические характеристики сварочного тока.
Почему же инверторные выпрямители заняли лидирующее положение в сварочных технологиях. Безусловно, основным достоинством сварочных инверторов являются их малые размеры и масса, что делает их более удобными и мобильными, в 10–12 раз снижается материалоемкость оборудования. Низкие пульсации тока (не более долей процента), высокая скорость регулировки, легкое зажигание и высокая стабильность сварочной дуги, возможность получения всего спектра вольтамперных характеристик от крутопадающих до жестких и возрастающих – все это обусловило хорошие сварочные качества инверторных выпрямителей. Кроме того, они имеют высокий кпд (до 90%), потери электроэнергии у них снижаются до 10 раз, а нагрузка источника (ПВ) возрастает до 80–100%. Высокая мобильность позволяет использовать подобные источники питания при выполнении монтажных работ в стационарных и полевых условиях.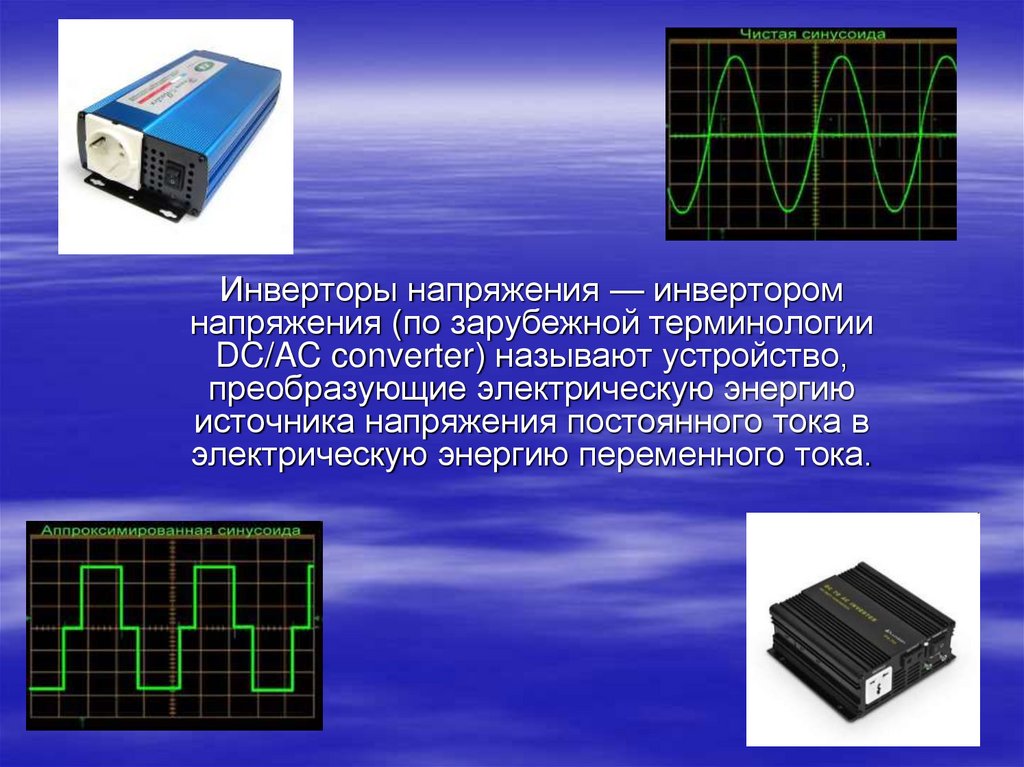
Экскурс в историю
Одним из первых шагов в развитии регулируемых источников питания стал разработанный в 1905 году австрийским профессором Розенбергом сварочный генератор поперечного поля, у которого напряжение на дуге менялось с ростом сварочного тока. В 1907 году первый генератор с регулируемым напряжением был выпущен заводом Lincoln Electric (США). Появление в 50-х годах селеновых диодов позволило создавать мощные выпрямители для дуговой сварки. Следующим важным этапом стало начало производства силовых кремниевых тиристоров, которое началось в 60–70-х годах. Их применение позволило плавно изменять величину сварочного тока не за счет магнитного потока силового трансформатора или генератора, а на основе обратных связей и фазовой регулировки угла включения тиристоров. Одним из первых образцов были выпрямители серии Tilark компании Kemppi (Финляндия), собранные по схеме «силовой трансформатор — тиристорный выпрямительный блок». Эта схема дала возможность получать различные вольт-амперные характеристики, снизить пульсации тока и стала классической для сварочных выпрямителей.
В 1977 году Kemppi выпустила на рынок сварочный выпрямитель Hilark-250. Он был собран на базе «скоростных» тиристоров, которые преобразовывали постоянный ток в переменный с частотой 2–3 кГц. Выпуск серии выпрямителей Hilark и стал началом триумфального шествия инверторных источников питания для дуговой сварки. Использование инверторных переключателей позволило быстро перестраивать источник питания, получать различные вольт-амперные характеристики, используемые для разных сварочных процессов – MMA, TIG, MIG/MAG, – и перейти в дальнейшем к реализации принципа сварочных мультисистем. Такие мультисистемы серии PS, работающие на частоте 5 кГц, начали поставляться Kemppi в 1981–1982 годах.
С появлением на рынке силовой электроники модульных биполярных транзисторов с изолированным затвором IGBT (Insulated Gate Bipolar Transistor) частота инвертирования (а следовательно, и частота работы сварочного трансформатора) выросла до 20 кГц, при этом отношение сварочного тока к массе источника питания повысилось вдвое.
Следующая стадия развития связана с появлением в 90-х годах полевых МОП-транзисторов серии MOSFET (Metal Ocside Semiconductor Field Effect Transistor). За счет применения силовых MOSFET-транзисторов частота инвертирования повысилась до десятков килогерц. Например, компания ESAB (Швеция) стала выпускать малогабаритные «бытовые» источники Caddy, работающие в диапазоне максимальных токов от 130 до 250 А. Массогабаритные характеристики при этом продолжают снижаться. В частности, инвертор Caddy-150, выпускаемый ESAB, имеет массу всего 7,7 кг и работает на частоте 49 кГц, инверторный источник питания серии AristoArc-400 (ESAB) весит 45 кг. Сейчас инверторы Caddy-150 заменяются на более совершенные источники питания OrigoArc-150 массой всего 6,9 кг.
Предложения инверторов
Компания Kemppi продемонстрировала на выставке в Эссене инверторы Minarc-110 и Minarc-140 массой в 4,2 кг, работающие на частоте 80 кГц. Эти инверторы обладают возможностью работать со сварочными кабелями длиной до 50 м без существенного падения напряжения. Ток максимальной нагрузки для Minarc-110 составляет 110 А при ПВ=50% и 80 А при ПВ=100%, для Minarc-140 — 140 А при ПВ=35% и 100 А при ПВ=100%, потребляемый ток 13 А и 16 А соответственно. Плавная регулировка сварочного тока, возможность сварки TIG с контактным поджигом дуги, кпд, равный 80%, максимальное напряжение дуги 24,4 В и 25,6 В соответственно, рабочая температура от –20°C до +40°C, класс защиты IP 23C — делают эти источники идеальными аппаратами для работы в труднодоступных местах.
Инверторы Invertec V 140-S Lincoln Electric имеют встроенные функции Arc Force, Hot Start и возможность питания от генераторов с нестабильным сетевым напряжением.
К сожалению, российские производители сварочной техники намного отстали от мирового уровня развития инверторных технологий. Это связано не только с общим десятилетним спадом экономики, но также и с отсутствием элементной базы силовых высокочастотных полупроводниковых элементов отечественного производства и неразвитостью конструкторско-технологической школы разработки сварочных инверторов.
Это связано не только с общим десятилетним спадом экономики, но также и с отсутствием элементной базы силовых высокочастотных полупроводниковых элементов отечественного производства и неразвитостью конструкторско-технологической школы разработки сварочных инверторов.
Среди российских производителей можно было бы выделить Государственный рязанский приборный завод с источниками питания серии «Форсаж» и ЗАО «Спецэлектромаш» (Санкт-Петербург). Его инвертор ВДУЧ-1371, выпускаемый в двух вариантах (для сварки MMA и для сварки TIG с встроенным газовым клапаном) отличается простотой и надежностью конструкции, а заявленная производителем возможная нагрузка в 100% ПВ практически соответствует реальности. Немного портят впечатление от аппарата невзрачный дизайн, неудобное подключение сварочных кабелей (болты на лицевой панели), отсутствие рукоятки для переноски и неустойчивая работа при нестабильном сетевом напряжении.
Одни из наиболее интересных инверторных выпрямителей на российском рынке предлагает ООО НПЦ «ПромЭл-2000» (Москва). В результате применения ноу-хау в схеме инверторного блока и оригинального метода теплоотвода удалось создать серию малогабаритных инверторных выпрямителей ВМЕ и ВМ на базе полевых МОП-транзисторов серии MOSFET. Производство инверторов размещено на ОАО МЗ «Прогресс» (Астрахань).
В результате применения ноу-хау в схеме инверторного блока и оригинального метода теплоотвода удалось создать серию малогабаритных инверторных выпрямителей ВМЕ и ВМ на базе полевых МОП-транзисторов серии MOSFET. Производство инверторов размещено на ОАО МЗ «Прогресс» (Астрахань).
Инверторы предназначены для ручной дуговой сварки штучными электродами диаметром от 1,6 до 6,0 мм на прямой и обратной полярностях большинства углеродистых, легированных и нержавеющих сталей с получением сварных швов высокого качества. Получение на выходе выпрямителя необходимой для качественной сварки высокочастотной составляющей осуществляется за счет инвертирования тока в пилообразную форму с частотой до 150 кГц. Это обеспечивает легкий поджиг, устойчивое горение и высокую эластичность дуги.
Сравнительные испытания различных типов сварочных инверторов, проведенные одним сварщиком на мостовых металлоконструкциях с использованием одних сварочных материалов, показали, что качество сварных швов, выполненных с использованием выпрямителей серии ВМЕ, было значительно выше за счет более эффективного сглаживания выходного тока. В результате этого перенос расплавленного металла приобретал почти «струйный» характер, что резко снижало разбрызгивание металла. Поскольку инверторы серии ВМЕ/ВМ работают практически в режиме короткого замыкания, их электробезопасность соответствует международным нормам IEC 974. Электромагнитная совместимость выпрямителей обеспечивается благодаря полному экранированию высокочастотного излучения инверторного преобразователя алюминиевым корпусом. Высокое качество сварки обеспечивается автоматическим поддержанием параметров дуги, а компенсация колебания напряжения питающей сети позволяет применять аппараты на стройплощадках или в полевых условиях при работе с передвижными генераторами с плавающим выходным напряжением (напряжение питания может колебаться от 187 до 242 В). Малая масса инверторов ВМЕ/ВМ дает возможность использовать их с длинными кабелями питания, что в сочетании с низким напряжением холостого хода (60–80 В) гарантирует большую электробезопасность при работе в емкостях, подвалах и закрытых помещениях.
В результате этого перенос расплавленного металла приобретал почти «струйный» характер, что резко снижало разбрызгивание металла. Поскольку инверторы серии ВМЕ/ВМ работают практически в режиме короткого замыкания, их электробезопасность соответствует международным нормам IEC 974. Электромагнитная совместимость выпрямителей обеспечивается благодаря полному экранированию высокочастотного излучения инверторного преобразователя алюминиевым корпусом. Высокое качество сварки обеспечивается автоматическим поддержанием параметров дуги, а компенсация колебания напряжения питающей сети позволяет применять аппараты на стройплощадках или в полевых условиях при работе с передвижными генераторами с плавающим выходным напряжением (напряжение питания может колебаться от 187 до 242 В). Малая масса инверторов ВМЕ/ВМ дает возможность использовать их с длинными кабелями питания, что в сочетании с низким напряжением холостого хода (60–80 В) гарантирует большую электробезопасность при работе в емкостях, подвалах и закрытых помещениях.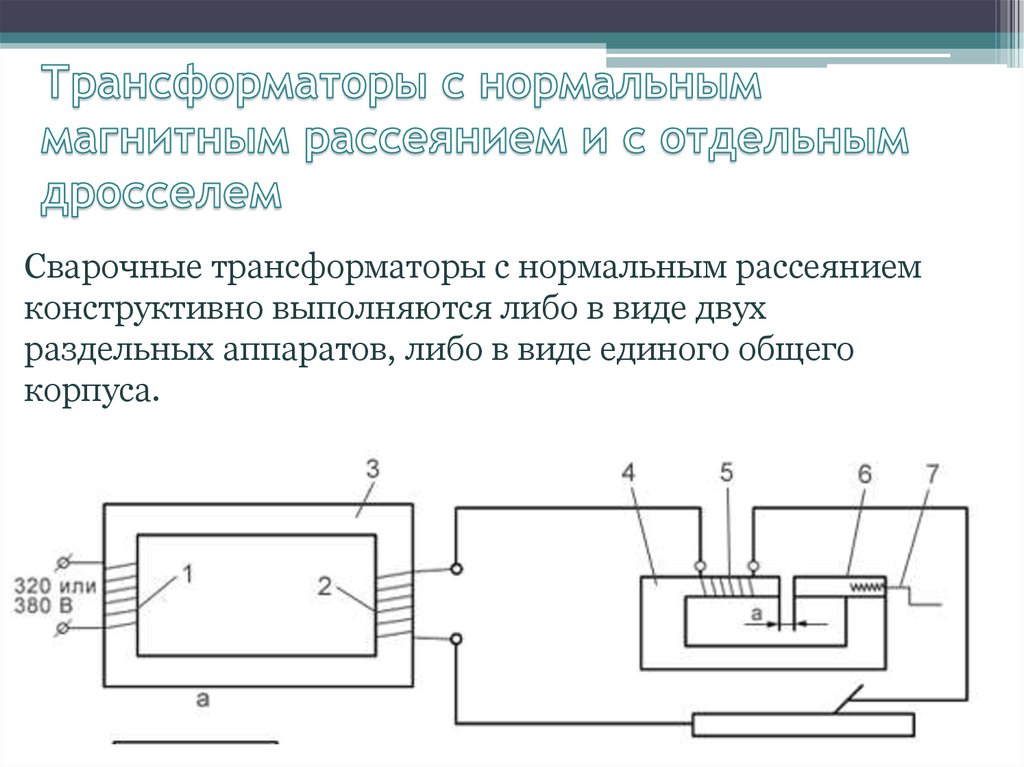
За разработку и освоение серийного выпуска инверторных выпрямителей серии ВМЕ/ВМ ООО НПЦ «ПромЭл-2000» в 2002 году и 2003 году было награждено двумя золотыми медалями Международного салона инноваций и инвестиций и дипломами многих московских и региональных выставок.
В настоящее время совместно с ФГУП Институт сварки России (Санкт-Петербург) разрабатывается серия малогабаритных полуавтоматов для сварки в среде защитных газов на базе инверторов ВМЕ-140 и ВМ-300. На базе инверторов серии ООО «Спарк» (Северодвинск) создал сварочную установку для сварки TIG. Ведутся испытания мобильной установки для плазменной сварки и резки.
Инвекторно импульсный сварочный аппарат
Cварочный выпрямитель инверторного типа, чаще всего его называют просто сварочный инвертор, предназначен для самого распространенного вида работ, ручной дуговой сварки «Metal Manual Arc» — MMA.
Правильный выбор сварочного аппарата весьма непростая задача, особенно для начинающих. В этой статье мы распишем основные моменты, на которые стоит обратить внимание перед покупкой аппарата.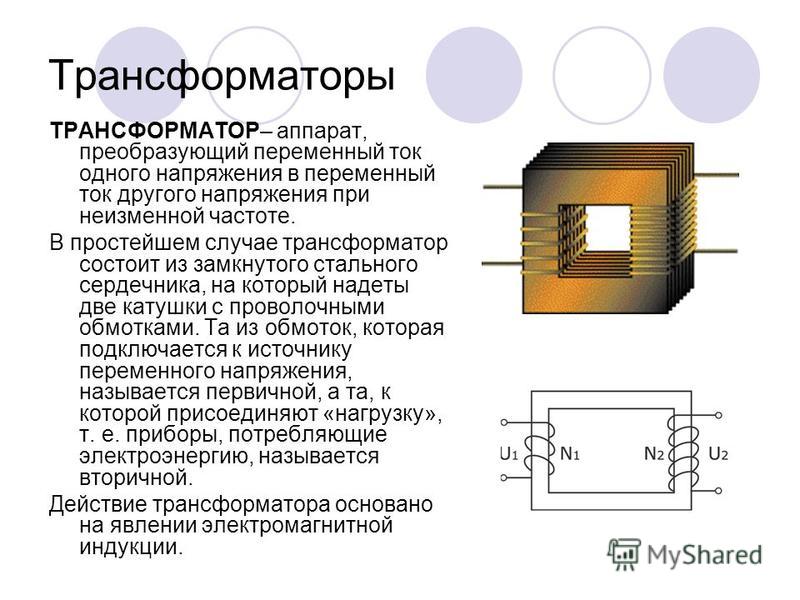
В нашем каталоге предствалены 8 видов аппаратов для ручной сварки, 4 сварочных инвертора имеют аттестацию НАКС — Национального Агентства Контроля и Сварки.
Правильный выбор сварочного выпрямителя инверторного типа зависит от характера предполагаемых работ и сложности технической задачи поставленной перед Вами. Рассмотрим основные аспекты на которые стоит обратить внимание перед покупкой:
Геометрические размеры материалов для сварки
Это толщина листа, толщина стенки трубы, диаметр прутка, арматуры, размер катета шва при тавровом или нахлесточном соединении. Толщина материала будет определять диаметр электрода и величину сварочного тока.
1. Для дома, дачи или гаража вполне достаточно аппарата на 160-180А. В основном бытовые сварочные работы выполняются электродами 2-4 мм на токах до 160 А. Существует ошибочное мнение, что чем ближе к верхней границе выставлен сварочный ток, тем быстрее аппарат выйдет из строя, качество и надежность наших сварочных инверторов это опровергают.
2. Нужно помнить, что прежде всего это рабочий инструмент и он может выйти из строя по многим причинам, хотя наша компания и гордится надежностью наших аппаратов марки NEON, но абсолютной защиты не существует. Поэтому нужно понимать, что сервис центр должен находится, как можно ближе к Вам, иначе может сложиться неприятная «стандартная» ситуация, когда Вам продавец заявляет, что нужно либо ждать детали 2 недели, либо отправить товар производителю на экспертизу, диагностику, ремонт.
3. Удобство использования сварочного инвертора. Очень важный пункт — чем больше настроек Вам необходимо выполнять во время подготовки к сварочным работам, тем больше вероятность, что вы ошибетесь. Простота эксплуатации это прежде всего комфорт в работе. Наши аппараты отвечают этому требованию. Настроили ток сварки и работаете в свое удовольствие.
Ниже представлена таблица, на которую можно ориентироваться при выборе диаметра электрода в зависимости от толщины свариваемых материалов:
Сварочный ток зависит от диаметра применяемого электрода. Значение тока сварки часто указываться на упаковке с электродами, но также можно воспользоваться примерными значениями из таблицы:
Продолжительность нагрузки (ПН)
Показатель продолжительности нагрузки указывается в процентах, это означает, что аппарат с показателем (ПН) 100% может работать весь день без выключения, останавливая работу лишь при необходимости сменить электрод. Данный показатель рассчитывается основываясь на десятиминутном цикле работы сварочного инвертора, то есть при показателе 80% сварка может продолжаться в течение 8 минут, после которых должен быть перерыв 2 минуты, если показатель 50%, то 5 минут работаем, 5 минут перерыв.
Сварочный ток инвертора
Как правило в каталогах, брошюрах и паспортах указывается номинальный сварочный ток инвертора. Это ток, при котором при соблюдении режима работы (продолжительности нагрузки) аппарат не будет перегреваться и не выйдет из строя.
▶ Что такое «форсаж дуги»?
▶ Что такое «Антистик»?
Функция «Антистик» — включаемая и отключаемая переключателем режима 70/12 из любого положения шестикратным нажатием. При этом на цифровом дисплее отобразится надпись А1, что говорит о её включении, А0 – отключение.
«Анистик» — это снижение сварочного тока до нуля при залипании электрода. Препятствует привариванию и разогреву электрода, облегчает отделение «залипшего» электрода от детали.
▶ Правда ли, что NEON – российская разработка?
Инверторы под торговым названием NEON – это полностью российская разработка, созданная творческим коллективом конструкторов и имеющая ряд схемотехнических, конструкционных и технологических особенностей, отличных от инверторов других производителей. В инверторах NEON заложены иные оригинальные алгоритмы работы системы управления и силовых ключей, а созданные методы расчета позволяют разрабатывать новые и совершенствовать старые инверторы под любые задачи. На базе ЗАО «Электро Интел» создана целая школа по обучению и развитию специалистов–конструкторов, успешно работающих над созданием мощных источников питания промышленного и специального назначения.
На сегодняшний день предприятие производит сварочные инверторные аппараты под торговой маркой NEON для ручной, полуавтоматической, аргонно-дуговой сварки, а с начала создания предприятия было изготовлено и реализовано более 100 тысяч таких аппаратов.
Производство размещается на площадях Нижегородского завода точного машиностроения и занимает свыше 1000 кв. метров. На сегодняшний день, в компании работают более ста человек, обладающих необходимыми специальными знаниями, навыками и опытом работы. Весь инженерно-технический и руководящий состав компании имеют высшее специальное образование и большой опыт работы.
▶ Фильтрация пыли в аппарате. Возможно ли?
Технически фильтр поставить можно.
Однако нужно учесть тот факт, что он будет очень быстро забиваться пылью.
После этого у аппарата резко снизится продолжительность нагрузки и он начнет перегреваться.
На данный момент проще, быстрее и безопаснее снять верхний кожух и продуть аппарат воздухом.
Да, внутри пыль, но он не перегреется и продолжит свою работу, позволив вам закончить вашу…
▶ Сколько работает непрерывно? Продолжительность нагрузки.
Наше оборудование действительно имеет высокую продолжительность нагрузки. Сварщик, выполняя сварочные работы, может работать непрерывно, делая паузы лишь для замены электрода.
Высокая продолжительность нагрузки обеспечивается особой конструкцией силового трансформатора и большой площадью радиаторов охлаждения. Силовой трансформатор изготавливается из специального многожильного провода с трехкратным запасом по сечению. Это позволяет на порядок сократить в нем потери и обеспечить длительный непрерывный режим работы сварочного аппарата. Аппарат отключается только при недостаточном охлаждении.
Например, при работе в горячих цехах, при температуре окружающего воздуха свыше 30С, или если закрыт или неисправен вентилятор.
▶ Можно ли удлиннить сварочные и сетевой кабели?
Вопрос как и каким кабелем и на какую оптимальную величину можно удлинить сетевой или сварочный кабель.
Оптимально на длину до 10 метров, желательно, чтобы он был целиковым, без соединений посередине и соответственно 1*25 кв. мм это даже очень желательно…
Увеличивая длину кабеля (любого) при той же толщине вы будете иметь потери тока и напряжения.
Расчет величин этих потерь уже отдельный расчет по каждому кабелю.
▶ В чем отличие аппаратов с аттестацией НАКС?
Национальное Агентство Контроля Сварки (НАКС) является организационно — структурной частью системы аттестации сварочного производства (САСв). Аттестацию сварочного оборудования проводят в целях проверки его возможности обеспечивать заданные технологические характеристики для различных способов сварки, определяющие требуемое качество сварных соединений при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах.
Аттестация сварочного оборудования проводится путем установления соответствия фактических параметров оборудования с параметрами, приведенными в паспорте организации-изготовителя, а также проверки качества контрольных сварных соединений при проведении практических испытаний в соответствии с требованиями нормативной документации, используемой при проведении сварочных работ на опасных производственных объектах. При положительных результатах аттестации выдается Свидетельство об аттестации сварочного оборудования с определением области его применения согласно Перечню групп технических устройств, утвержденному Госгортехнадзором России.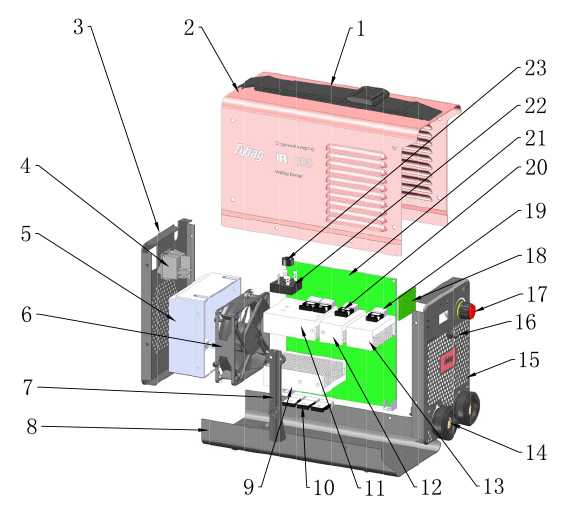
Аттестация производится по следующим группам технических устройств опасных производственных объектов:
• котельное оборудование (КО),
• подъёмно-транспортное оборудование (ПТО),
• газовое оборудование (ГО),
• нефтегазодобывающее оборудование (НГДО),
• оборудование химических, нефтехимических, нефтеперерабатывающих взрывопожароопасных производств (ОХНВП),
• металлургическое оборудование (МО),
• оборудование для транспортировки опасных грузов (ОТОГ),
• строительные конструкции (СК).
Аппараты NEON одной и той же модификации, с аттестацией НАКС и без нее имеют абсолютно идентичную конструкцию и технологию изготовления и отличаются лишь дополнительным комплексом проводимых приемо-сдаточных испытаний, что подтверждается Свидетельством НАКС об аттестации сварочного оборудования в соответствии с требованиями РД 03-614-03.
▶ Как правильно подобрать генератор для работы с аппаратами?
▶ Что такое продолжительность нагрузки?
Продолжительность нагрузки – в соответствии с ГОСТами: ГОСТ 13821, ГОСТ 12. 2.007.8,ГОСТ Р МЭК 60974, ГОСТ Р 51526 это отношение времени, в течение которого сварочным аппаратом можно варить, ко времени за которое он должен охлаждаться, для пятиминутного цикла работы штучными электродами и для десятиминутного цикла работы в режиме полуавтоматической сварки. Например, продолжительность нагрузки – 60%. Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е., соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться.
2.007.8,ГОСТ Р МЭК 60974, ГОСТ Р 51526 это отношение времени, в течение которого сварочным аппаратом можно варить, ко времени за которое он должен охлаждаться, для пятиминутного цикла работы штучными электродами и для десятиминутного цикла работы в режиме полуавтоматической сварки. Например, продолжительность нагрузки – 60%. Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е., соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться.
В соответствии с российским ГОСТами (ГОСТ 13821, ГОСТ 12.2.007.8,ГОСТ Р МЭК 60974, ГОСТ Р 51526), по которым мы сертифицировали свои аппараты, мы обязаны указывать продолжительность нагрузки (ПН) для них при температуре окружающей среды +40С. В то время как остальные производители сварочного оборудования, особенно импортного производства, указывают продолжительность нагрузки при температуре всего лишь +20..+25С, что почти вдвое ниже, чем у нас. Поэтому, инвертор НЕОН, при заявленной ПН в 60% при +40С, при +25С будет иметь фактическую ПН =90% Технологической паузы, в несколько секунд для замены электрода, аппарату более чем достаточно и им легко можно выполнять сварочные работы длительное время, без остановок на охлаждение.
Поэтому, инвертор НЕОН, при заявленной ПН в 60% при +40С, при +25С будет иметь фактическую ПН =90% Технологической паузы, в несколько секунд для замены электрода, аппарату более чем достаточно и им легко можно выполнять сварочные работы длительное время, без остановок на охлаждение.
▶ В чем отличие сварочного аппарата NEON от других инверторов?
Существует несколько структурных способов построения сварочных инверторов:
1) Двухтактные мостовые инверторы
2) Двухтактные полумостовые инверторы.
3) Однотактные прямоходовые инверторы (косой полумост).
По способу управления и регулирования инверторы бывают: с широтно-импульсной модуляцией (ШИМ), с частотно-импульсной модуляцией (ЧИМ), с фазо-импульсной модуляцией (ФИМ).
Однотактные и двухтактные инверторы с ШИМ и ФИМ имеют паузы в выходном токе, что является негативным фактором, требующим установки дополнительного выходного дросселя для сглаживания пульсаций тока. Кроме того, инверторы бывают с «жесткой» коммутацией (одновременный разрыв тока и напряжения), и «мягкой» коммутацией (при этом разрыв тока происходит при нуле напряжения, либо разрыв напряжения при нуле тока).
Традиционно, большинство аппаратов, в отличии от аппаратов NEON, выполнено по схеме косого полумоста с «жесткой» коммутацией. При использовании схемных решений с «жесткой» коммутацией происходит максимальное выделение коммутационных потерь в силовых элементах, что приводит к усилению их нагрева и снижению ресурса. Силовые транзисторы инвертора, работающие в таком режиме, в соответствии с техническими условиями на них имеют ресурс всего 10 тыс. часов.
Инвертор сварочного аппарата NEON построен по двухтактной полумостовой схеме с использованием ЧИМ (частотно-импульсной модуляции). При этом открывание силовых транзисторов осуществляется по технологии ZCS (zero-current switch коммутация при нулевом токе), а закрывание транзисторов – по технологии ZVS (zero-voltage switch переключение при нулевом напряжении), что обеспечивает минимальное выделение мощности на ключевых элементах, и, соответственно, максимальный КПД и надежность. Силовые транзисторы инвертора, работающие в таком режиме «мягкой» коммутации, будут иметь ресурс в 1,5 млн. часов. Такой алгоритм построения схем и их практическая реализация позволяет компании ЗАО «Электро Интел» выпускать сварочные инверторы с продолжительностью нагрузки до 90%, при выходной мощности до 20кВт.
часов. Такой алгоритм построения схем и их практическая реализация позволяет компании ЗАО «Электро Интел» выпускать сварочные инверторы с продолжительностью нагрузки до 90%, при выходной мощности до 20кВт.
Инверторы импортного производства, схожие с инвертором NEON по способу управления силовыми ключами, в России встречаются редко ввиду их очень высокой стоимости. По схожей технологии управления выполнены некоторые из инверторов «Kemppi» и «Fronius».
▶ Что же такое инверторный сварочный аппарат?
Основой и неотъемлемой частью любого сварочного аппарата является трансформатор. Он необходим для понижения рабочего напряжения до безопасного уровня и для гальванической развязки выходного напряжения от напряжения сети, то есть для того чтобы человека не ударило током. Ранее в сварочных аппаратах, работавших на промышленной частоте 50 герц, трансформаторы были массивными и дорогими, состоящие в основном из меди, электротехнической стали и характеризовались большими энергопотерями.
Современные технологии предоставили миру инверторный сварочный аппарат, у которого имеется дополнительный элемент – инвертор, то есть преобразователь постоянного напряжения в переменное. В инверторных сварочных аппаратах сетевое переменное напряжение 220 вольт для однофазной сети и 380 вольт для трехфазной, частотой 50 герц выпрямляется до постоянного напряжения с последующим накоплением в конденсаторах. От этого постоянного напряжения и питается инвертор. Он в свою очередь вырабатывает переменное напряжение, подаваемое на силовой трансформатор, причем частота этого напряжения намного выше частоты питающей сети, что позволяет значительно сократить размеры самого трансформатора. Затем переменное напряжение, снимаемое с трансформатора, выпрямляется и подаётся на сварочные зажимы.
Таким образом, сварка инвертором – это сварка на постоянном токе. Трансформатор в инверторе отличается от трансформатора в обычном сварочном аппарате габаритами и массой, которые могут быть в десятки раз меньше, ну и соответственно, ценой. Инвертором управляет электроника и работу своих узлов контролирует сам аппарат, что делает его очень удобным в использовании. По сравнению с трансформаторными сварочными аппаратами инверторы безопаснее, а кроме того они экономят электроэнергию, ваше время и позволяют делать качественные швы даже непрофессионалам.
Инвертором управляет электроника и работу своих узлов контролирует сам аппарат, что делает его очень удобным в использовании. По сравнению с трансформаторными сварочными аппаратами инверторы безопаснее, а кроме того они экономят электроэнергию, ваше время и позволяют делать качественные швы даже непрофессионалам.
Как выбрать сварочный инвертор.
Дата публикации: 10.01.2018 18:41
А что же такое инвертор? И чем он так хорош?
Итак, сварочный инвертор – это не способ сварки, а сварочный полупроводниковый аппарат. Инверторные технологии используются в ММА сварке, в полуавтоматах, аргонно-дуговой, в плазменной резке.
Как и в трансформаторе, в инверторе также преобразуется мощность. Вот только в отличие от трансформатора, в инверторе КПД 80-90%, а это означает, что мощности при преобразовании теряется намного меньше! Но и это еще не все.
В инверторе всеми процессами преобразования управляет процессор. И процессор может менять коэффициент преобразования напряжения. А это уже очень большой плюс. Помните дачу, где лампочка мигает? Так вот: при провалах напряжения процессор сварочного инвертора отслеживает эти провалы и корректирует коэффициент преобразования таким образом, что напряжение на выходе инвертора остается постоянным и работая, вы не чувствуете, как у вас напряжение в питающей сети пляшет.
А это уже очень большой плюс. Помните дачу, где лампочка мигает? Так вот: при провалах напряжения процессор сварочного инвертора отслеживает эти провалы и корректирует коэффициент преобразования таким образом, что напряжение на выходе инвертора остается постоянным и работая, вы не чувствуете, как у вас напряжение в питающей сети пляшет.
Но и это еще не все! Помните, как нужно варить? Держа электрод в нескольких миллиметрах от детали, и плавно перемещая его вдоль шва. Как красиво написано! Это в маске, через которую ничего не видно и когда еще летит сноп искр! Если вы не робот, то обязательно коснетесь электродом детали. Что тогда произойдет? Если вы варите трансформатором, то электрод прилипнет к детали, произойдет короткое замыкание во вторичной обмотке и если вы не оторвете электрод с силой, то сварочный трансформатор уйдет в перегрев, сработает тепловая защита, если она есть или начнет гореть обмотка трансформатора.
Если же вы работаете инвертором, то скорей всего и не почувствуете, что коснулись электродом детали. Процессор отследит касание падением напряжения в дуге и моментально увеличит кратковременно ток, сильный ток подплавит электрод и вы сможете спокойно отвести электрод от детали – он не «прилипнет». Если вы специально коснулись и держите электрод у детали, то процессор отключит питание на выходе трансформатора и он не перегреется.
Процессор отследит касание падением напряжения в дуге и моментально увеличит кратковременно ток, сильный ток подплавит электрод и вы сможете спокойно отвести электрод от детали – он не «прилипнет». Если вы специально коснулись и держите электрод у детали, то процессор отключит питание на выходе трансформатора и он не перегреется.
Т.е. инвертор «прощает» нам с вами наш непрофессионализм в работе!
Но и это еще не все!
Функция “HOT START”: автоматическое повышение сварочного тока при начале сварки для облегчённого зажигания дуги позволяет легко зажигать дугу, работая не только рутиловыми, но и основными, и целлюлозными электродами (прочность сварочного шва значительно выше).
И самое главное – вес. Инверторы при равном сварочном токе с трансформаторами весят в 4-5 раз меньше! И намного меньше по габаритам. Благодаря тому, что преобразование мощности у инверторов происходит на частоте 50-60 кГц (в 1000 раз выше, чем у трансформаторов), размер основной детали – преобразующего трансформатора- удалось снизить в несколько раз.
Подытожим: инвертор – полупроводниковый сварочный аппарат, варить которым стало значительно удобней, проще и быстрее. Аппарат, который позволяет новичку получать качество сварки профессионального сварщика.
Неужели нет недостатков у инвертора? Есть! Их два: цена, которая в 2 раза выше трансформатора и возможность выхода аппарата из-за пыли, а вернее из-за сильного загрязнения электронной платы. От второго недостатка достаточно легко избавиться, периодически (по мере загрязнения) продувая электронную плату сжатым воздухом. Конечно, это касается аппаратов, которыми работаю на стройплощадках и в сильнозагрязненных помещениях. Что касается первого недостатка, то цена на инверторы постоянно снижается (для этого есть веские причины) и, уверен, что через несколько лет сварочные инверторы полностью вытеснят трансформаторы.
Итак, вы решили остановить свой выбор на сварочном инверторе. Мы поддерживаем ваш выбор.
Запомните только одно: если вы варите в запыленном помещении, не забывайте продувать электронную плату сжатым воздухом, и аппарат прослужит вам долгие годы.
На что нужно обратить внимание.
На данный момент инверторы ММА выпускаются по двум полупроводниковым технологиям IGBT и MOSFET. Не буду вдаваться в подробности, скажу только что в схемотехнике этих аппаратов используются разные полупроводниковые транзисторы IGBT и MOSFET. Основное различие между этими транзисторами – различный ток коммутации. Чтобы статья не потеряла своей актуальности через полгода-год, не будем указывать марки транзисторов того или другого типов, т.к. все чрезвычайно быстро меняется. Так вот, для инвертора на 160А IGBT транзисторов понадобится 2-3 (в зависимости от рабочего цикла), а MOSFET – 10-12. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а следовательно его охлаждающая способность. На деле схемотехника MOSFET не позволяет создать аппарат на одной плате: те аппараты, которые сейчас есть в продаже собраны в основном на трех платах (IGBT аппараты всегда идут на одной плате)..jpg) Соединение трех плат, худший теплообмен, каскадный выход транзисторов из строя при неисправности одного транзистора, меньший КПД (относительно IGBT) –вот основные недостатки MOSFET по отношению к аппаратам IGBT. Проще говоря, IGBT более современная технология, чем MOSFET. Хотя сразу оговоримся, что недостатки эти ничтожны, по сравнению с достоинствами сварочного инвертора, скажем, по сравнению со сварочными трансформаторами. Необходимо также отметить, что мощные индустриальные инверторы пока собираются по MOSFET технологии.
Соединение трех плат, худший теплообмен, каскадный выход транзисторов из строя при неисправности одного транзистора, меньший КПД (относительно IGBT) –вот основные недостатки MOSFET по отношению к аппаратам IGBT. Проще говоря, IGBT более современная технология, чем MOSFET. Хотя сразу оговоримся, что недостатки эти ничтожны, по сравнению с достоинствами сварочного инвертора, скажем, по сравнению со сварочными трансформаторами. Необходимо также отметить, что мощные индустриальные инверторы пока собираются по MOSFET технологии.
Как отличить: Визуально аппараты IGBT отличаются от MOSFET вертикальным расположением силовых разъёмов ( у MOSFET аппаратов выходы обычно расположены горизонтально). Нельзя точно утверждать, что это верно на 100%. Точнее можно сказать, сняв кожух с аппарата.
На что еще можно обратить внимание:
Благодаря электронному контролю за параметрами сварочный дуги, инвертор работает значительно более экономичней, чем трансформатор, поэтому нет особой надобности брать мощность «прозапас».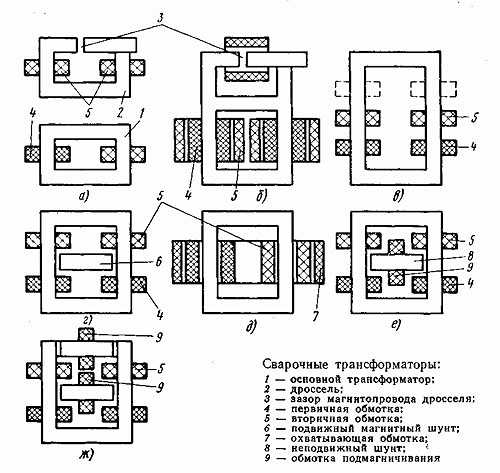 40-45 А на «мм электрода» вполне разумный выбор. Если вы варите 3мм электродом, то оптимальным выбором будет аппарат на 120-140А.
40-45 А на «мм электрода» вполне разумный выбор. Если вы варите 3мм электродом, то оптимальным выбором будет аппарат на 120-140А.
При выборе инвертора также необходимо помнить о рабочем цикле аппарата. 10% цикл – это работа в течении 1-й минуты из 10 минутного цикла. Если у вас большой объем сварочных работ, то необходимо взять аппарат с большим циклом или на больший рабочий ток (тогда у такого аппарата на том же токе, рабочий цикл будет больше). Например у аппарата 140A — 10% рабочий цикл. А вам нужно, к примеру, варить непрерывно 3,5 минуты. Тогда вы выбираете аппарат на 140А с 35% или берете аппарат на 160А с 10%. Цикл на токе в 140А у аппаратов будет приблизительно одинаков.
Перед покупкой инвертора, рассмотрите приобретение инвертора с возможностью аргонно-дуговой сварки (TIG). Тогда у вас будет, по-сути, два аппарата в одном корпусе. И варить вы сможете практически все металлы и сплавы. Эти аппараты дороже обычных инверторов на стоимость специализированной горелки.
Ну и последняя рекомендация – рекомендуем выбирать аппарат достаточно известных марок, которые представлены широким ассортиментом сварочных аппаратов и аксессуаров на рынке. В аппаратах марок-однодневок могут быть заявлены завышенные мощностные характеристики. Также могут отсутствовать такие полезные для неопытного сварщика функции как «антизалипание», «форсирование дуги», «горячий старт». И тогда разочарования при работе не избежать.
В аппаратах марок-однодневок могут быть заявлены завышенные мощностные характеристики. Также могут отсутствовать такие полезные для неопытного сварщика функции как «антизалипание», «форсирование дуги», «горячий старт». И тогда разочарования при работе не избежать.
Информация
1. Основные особенности сварочных аппаратовNEON
Схемотехника сварочного оборудования NEON полностью разрабатывалась силами конструкторского отдела предприятия-изготовителя АО «ЭлектроИнтел» и довольно уникальна для этого рынка.
Основой аппарата является квазирезонансный полумостовой инвертор с частотным управлением с формированием безопасной траектории переключения силовых транзисторов. Главное преимущество такого решения по сравнению с наиболее распространенной схемой на широтно-импульсной модуляции это то, что силовые транзисторы, преобразующие напряжение сети в напряжение высокой частоты, работают с нулевыми коммутационными потерями, то есть меньше нагружены, меньше греются и имеют более высокий КПД.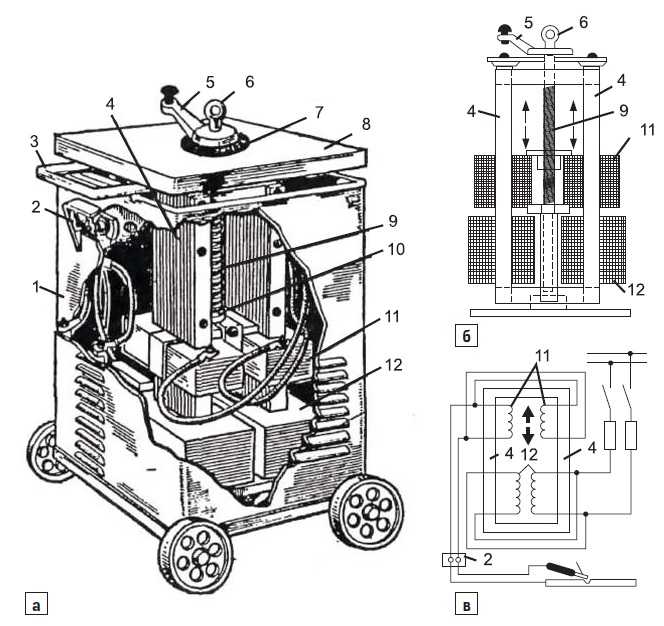
Вольт-Амперные Характеристики (ВАХ) сварочной дуги
Сварочный аппарат это источник питания, преобразующий энергию сети. Его выходные характеристики должны удовлетворять условию горения сварочной дуги. Дуга – это физический процесс, основным описанием которого является её вольт-амперная характеристика.
При стабилизации тока на дуге, на ней возможно изменение напряжения в небольших пределах, примерно ±5 В. Чем длиннее дуга, тем больше на ней напряжение, тем больше выделяется мощности. Применяется, как правило, для резки металла. На короткой дуге напряжение меньше. Применяется для сварки тонкостенных деталей.
Для качественной сварки аппарат должен стабилизировать установленный ток в диапазоне изменения напряжения на дуге. Для комфортной сварки аппарат должен иметь определённые динамические характеристики, которые вносят дополнения в ВАХ для поддержания горения дуги в случае попытки её обрыва или замыкания.
У аппаратов НЕОН сложная ВАХ, позволяющая работать любыми видами электродов.
Она имеет небольшой наклон. Выставленный ток стабилизируется не абсолютно, а немного увеличивается с уменьшением длины дуги. Тем самым происходит стабилизация мощности в зоне сварки. Чем короче дуга, тем меньше на ней напряжение, ток слегка увеличивается, и наоборот, чем длиннее дуга, тем выше на ней напряжение, ток слегка уменьшается. Угол наклона выбран таким образом, чтобы процесс сварки был проще, но качество при этом не страдало. Такая ВАХ позволяет варить любыми видами электродов.
Функции
Сварочные аппараты НЕОН обладают такими функциями, как «форсаж дуги», «антизалипание», «горячий старт» и функцией «снижения холостого хода» в профессиональной линейке.
«Форсаж дуги» предотвращает залипание электрода на детали. Когда электрод поносится к детали слишком близко, напряжение на дуге становится слишком низким для поддержания её горения и она тухнет. Как следствие – электрод прилипает к детали. Чтобы это предотвратить, в момент, когда напряжение на дуге становится ниже критического, включается функция «форсаж дуги», аппарат увеличивает сварочный ток, тем самым добавляя энергию в зону сварки. Металл плавится сильнее, расстояние между электродом и деталью увеличивается, сварка продолжается.
Металл плавится сильнее, расстояние между электродом и деталью увеличивается, сварка продолжается.
Нужно понимать, что срабатывание этой функции приводит к нарушению качества сварного соединения, так как в месте срабатывания получаются дефекты из-за увеличенной зоны расплавления основного металла. Поэтому для сварки ответственных деталей срабатывание этой функции недопустимо. Но для сварки деталей, когда допустимы незначительные дефекты, эта функция сильно облегчает работу сварщика, особенно если он не обладает высокой квалификацией.
На всех аппаратах НЕОН реализована эта функция. На аппаратах бытовой линейки (НЕОН ВД-163 и 183) она всегда включена. Экспериментальным путём были подобраны такие параметры, чтобы её негативное влияние на качество сварки было минимальным. На аппаратах профессиональной линейки (НЕОН ВД-203 и выше) предусмотрена возможность отключения этой функции.
Функция «антизалипание» или «антистик» включается, когда «форсаж дуги» не помог, и сварщик всё-таки прилепил электрод к детали.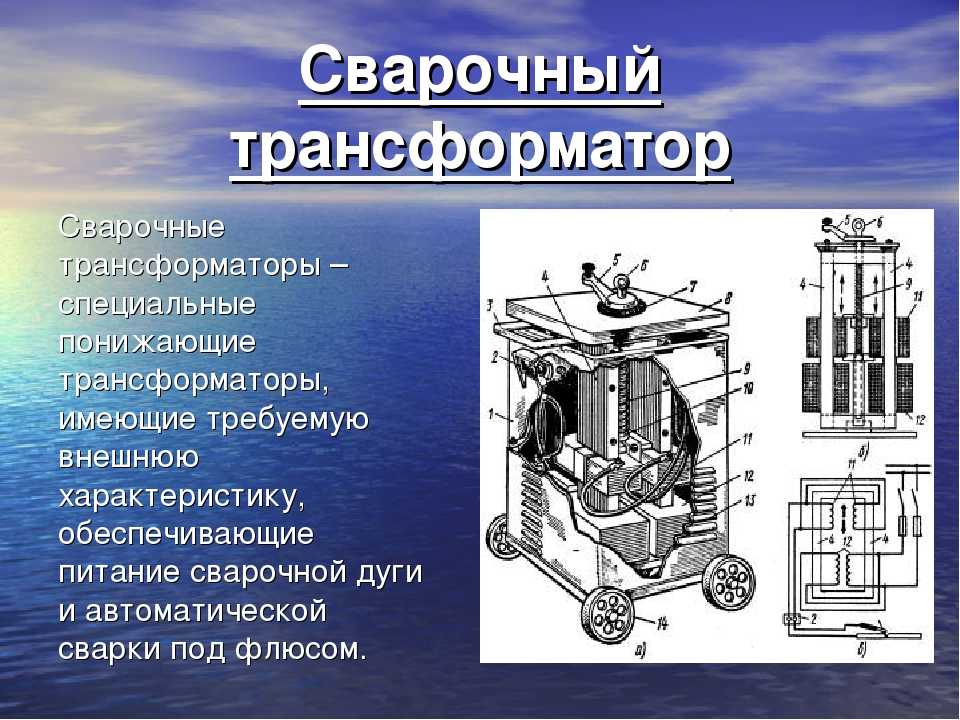 Она срабатывает, когда касание электродом свариваемой поверхности длиться дольше критического времени. При этом аппарат отключает сварочный ток, оставляя только минимальный ток индикации касания. Электрод при этом прилипает к свариваемой поверхности, но не успевает привариться и его легко оторвать от детали.
Она срабатывает, когда касание электродом свариваемой поверхности длиться дольше критического времени. При этом аппарат отключает сварочный ток, оставляя только минимальный ток индикации касания. Электрод при этом прилипает к свариваемой поверхности, но не успевает привариться и его легко оторвать от детали.
Функция «горячий старт» кратковременно увеличивает сварочный ток в момент поджига дуги. Это необходимо для дополнительного прогрева металла в начале процесса сварки, пока материал ещё холодный. Также она облегчает процесс поджига дуги.
На профессиональных моделях аппаратов (от НЕОН ВД-221 и выше) есть возможность понижения напряжения холостого хода. Это необходимо при работе в условиях повышенной опасности поражения электрическим током, например, при работе внутри металлической цистерны. Сразу после поджига дуги напряжение увеличивается до рабочей величины.
Продолжительность нагрузки
Важным параметром сварочного аппарата является его продолжительность нагрузки, ПН. Этот параметр показывает, как долго аппарат может непрерывно работать с максимальной мощностью и сколько после этого ему необходимо остывать.
Этот параметр показывает, как долго аппарат может непрерывно работать с максимальной мощностью и сколько после этого ему необходимо остывать.
Чем выше показатель ПН у аппарата, тем более тяжелые задачи он может выполнять. Также это является показателем его надёжности, потому что чем выше ПН, тем меньше греются детали аппарата, тем выше их ресурс. У всех аппаратов НЕОН показатель ПН не ниже 60%, а у ВД-315 – 100%.
Сварочный аппарат – это инструмент, предназначенный для работы в тяжелых условиях. В первую очередь имеется в виду большая вилка диапазона рабочих температур. Паспортный режим работы сварочных аппаратов НЕОН – от -40 до +40 °С, влажность воздуха до 100%.
Все аппараты НЕОН подготовлены для работы при низких температурах:
- Сетевой и сварочный кабель марки КГ (ТУ 16.К73.05-93) – в резиновой изоляции, не трескается на морозе, стоек к воздействию высоких температур, в том числе к брызгам расплавленной окалины, касанию раскалённого электрода;
- Весь внутренний крепёж выполнен из стали, алюминия или стеклотекстолита – нет пластика, который становится хрупким при низких температурах. В профессиональной линейке корпуса только металлические – менее подвержены внешнему механическому воздействию.
 В профессиональной линейке корпуса только металлические – менее подвержены внешнему механическому воздействию.
В профессиональной линейке корпуса только металлические – менее подвержены внешнему механическому воздействию.Во всех сварочных аппаратах НЕОН, снабженных цифровым индикатором выходных параметров есть возможность фактической индикации тока и напряжения в процессе сварки. Дело в том, что фактические значения могу отличаться от установленных на холостом ходу. Поэтому сварщик технолог должен иметь возможность проконтролировать процесс сварки
Надежность
Невысокая рабочая температура узлов аппарата. Имеется ввиду не продолжительность нагрузки, а температура, до которой нагреваются детали аппарата в процессе работы, и критическая температура, при которой происходит отключение аппарата по датчику перегрева.
- Все токопроводящие элементы аппарата (провода, дорожки печатных плат, шины) рассчитаны на плотность тока не выше 10 А/мм2, а обмотки силового трансформатора – не выше 5 А/мм2.
- Все полупроводниковые приборы установлены на алюминиевые радиаторы. Для уменьшения теплового сопротивления места контакта покрыты теплопроводной не сохнущей пастой КПТ-8. Причём силовые транзисторы и выходные диоды (полупроводниковые силовые ключи) установлены на радиаторе без изолирующих пластин, которые являются существенным препятствием для отвода тепла.
- Таким образом достигается то, что элементы аппарата не доходят до критических температур в процессе работы. Максимальная температура силового трансформатора 115 °С, радиаторов силовых ключей 100 °С.

Для сравнения: в большинстве бюджетных моделей эти температуры гораздо выше. Основные возможности экономии для снижения цены – уменьшение количества используемых материалов и упрощение технологий изготовления. Применяются более тонкие провода, меньших размеров радиаторы, более дешёвые радиодетали.
Да, оно работает. Но для обеспечения заявленной выходной мощности элементы аппарата работают при предельных значениях температуры.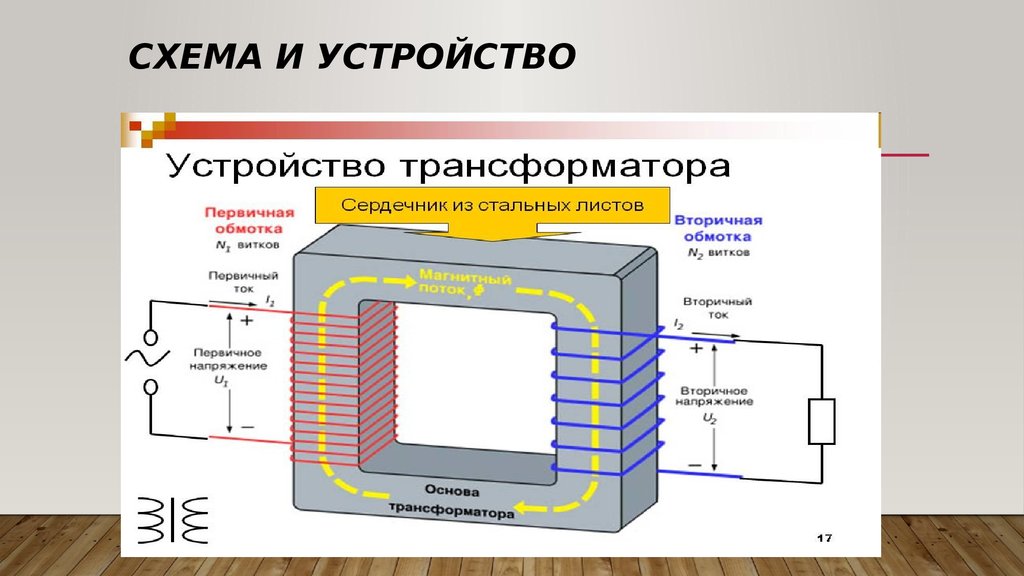 Так, силовой трансформатор может греться до 200° С. Он может работать при такой температуре. Железу и меди ничего не будет. Но от больших перепадов температуры трескаются изоляционные материалы обмотки, нарушается контакт с выходными клеммами.
Так, силовой трансформатор может греться до 200° С. Он может работать при такой температуре. Железу и меди ничего не будет. Но от больших перепадов температуры трескаются изоляционные материалы обмотки, нарушается контакт с выходными клеммами.
Кристалл полупроводникового прибора может греться до 170 ° С. Но температура корпуса должна быть на 30° ниже, а температура радиатора ещё на 30° ниже, за счёт температурного сопротивления. Превышение температуры приводит к тому, что высыхает термопаста, деформируется корпус элемента. Всё это ведёт к увеличению температурного сопротивления между кристаллом и радиатором и, следовательно, к его перегреву и выходу из строя. В сварочных инверторах НЕОН такая проблема отсутствует.
Защита от пыли и грязи.
Там где сварка, всегда присутствует металлическая пыль. Зачастую нет возможности избежать работы шлифмашинкой в непосредственной близости от аппарата. Попадания металлической пыли в аппарат не избежать. Но она токопроводна и может вызвать замыкание внутри аппарата. Конструкция аппарата должна предусматривать защиту о этого. Сварочные аппараты НЕОН конструктивно выполнены таким образом, что радиаторы образуют тоннель для прохождения воздуха от вентилятора, препятствующий попаданию пыли на платы и схемы.
Но она токопроводна и может вызвать замыкание внутри аппарата. Конструкция аппарата должна предусматривать защиту о этого. Сварочные аппараты НЕОН конструктивно выполнены таким образом, что радиаторы образуют тоннель для прохождения воздуха от вентилятора, препятствующий попаданию пыли на платы и схемы.
Все печатные платы и моточные узлы (трансформаторы, датчики) покрыты не просто тонким слоем лака, а кремнийорганическим компаундом (двухкомпонентный герметик), слоем, толщиной не менее 0,5 мм. Он надежно закрывает точки пайки, поверхность печатных плат, радиодетали планарного монтажа, обмотки трансформаторов от грязи, металлической пыли и влажности воздуха.
Стойкость к внешним механическим воздействиям.
Несущая основа корпуса сварочных аппаратов НЕОН металлическая.
Крепёжные детали изготовлены из стеклотекстолита, толщиной 2 и 3 мм, нет хрупкого пластика. Силовые печатные платы выполнены из толстого стеклотекстолита ( 2. 5 мм), а дорожки из меди увеличенной толщины (70 мкм). Платы не имеют прямого контакта с корпусом. Деформация корпуса не приводит к деформации плат.
5 мм), а дорожки из меди увеличенной толщины (70 мкм). Платы не имеют прямого контакта с корпусом. Деформация корпуса не приводит к деформации плат.
Безопасность
В России довольно высокие требования к электробезопасности. Но, как ни странно, не все аппараты, продаваемые на рынке им удовлетворяют.
Аппарат должен иметь устройство защиты питающей сети от короткого замыкания в аппарате. Все аппараты NEON снабжены автоматическими выключателями и отключают аппарат от сети в случае критической неисправности.
2. Что такое сварочный инвертор?
Инвертор – ( от латинского inverto – переворачиваю, изменяю) – это устройство для преобразования постоянного тока в переменный. Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля. Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства. Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра. В обычном сварочном трансформаторе (без инвертора) ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в 200Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода. Следовательно, если этот трансформатор будет подключен к бытовой сети, такой же ток будет протекать и по сетевым проводам, разогревая их и оплавляя вилку с розеткой. Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей.
Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра. В обычном сварочном трансформаторе (без инвертора) ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в 200Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода. Следовательно, если этот трансформатор будет подключен к бытовой сети, такой же ток будет протекать и по сетевым проводам, разогревая их и оплавляя вилку с розеткой. Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей. В инверторе, в отношении токов в обмотках, действуют те же законы, но контуры протекания этих токов существенно отличаются, а именно, ток в первичной обмотке силового трансформатора течет из емкостного накопительного фильтра, а при наличии реактивных токов (в режимах близких к короткому замыканию) в него же и возвращается. Таким образом, в инверторе осуществляется циркуляция энергии из емкостного накопителя в силовой трансформатор и обратно при индуктивном характере нагрузки. Из сети при этом инверторный сварочный аппарат потребляет только такую мощность, которая израсходовалась и выделилась в виде тепла в дуге и ушла на незначительные потери в проводах и других элементах. Следовательно, максимальный потребляемый ток из сети инвертором происходит при максимальной длине дуги, а у трансформаторного сварочного аппарата в режиме короткого замыкания и режимах близких к нему. Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
В инверторе, в отношении токов в обмотках, действуют те же законы, но контуры протекания этих токов существенно отличаются, а именно, ток в первичной обмотке силового трансформатора течет из емкостного накопительного фильтра, а при наличии реактивных токов (в режимах близких к короткому замыканию) в него же и возвращается. Таким образом, в инверторе осуществляется циркуляция энергии из емкостного накопителя в силовой трансформатор и обратно при индуктивном характере нагрузки. Из сети при этом инверторный сварочный аппарат потребляет только такую мощность, которая израсходовалась и выделилась в виде тепла в дуге и ушла на незначительные потери в проводах и других элементах. Следовательно, максимальный потребляемый ток из сети инвертором происходит при максимальной длине дуги, а у трансформаторного сварочного аппарата в режиме короткого замыкания и режимах близких к нему. Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
3. В чем отличие сварочного аппарата NEON от других инверторов?
Существует несколько структурных способов построения сварочных инверторов:
- Двухтактные мостовые инверторы
- Двухтактные полумостовые инверторы.
- Однотактные прямоходовые инверторы (косой полумост).
По способу управления и регулирования инверторы бывают: с широтно-импульсной модуляцией (ШИМ) , с частотно-импульсной модуляцией(ЧИМ), с фазо-импульсной модуляцией (ФИМ) .
Однотактные и двухтактные инверторы с ШИМ и ФИМ имеют паузы в выходном токе, что является негативным фактором, требующим установки дополнительного выходного дросселя для сглаживания пульсаций тока. Кроме того, инверторы бывают с «жесткой» коммутацией (одновременный разрыв тока и напряжения), при которой происходит максимальное выделение коммутационных потерь силовых элементов и «мягкой» коммутацией (при этом разрыв тока происходит при нуле напряжения, либо разрыв напряжения при нуле тока).
Традиционно, большинство аппаратов, кроме NEON, выполнено по схеме косого полумоста с «жесткой» коммутацией. Силовые транзисторы инвертора, работающие в таком режиме, в соответствии с техническими условиями на них имеют ресурс всего 10 000 часов, в то время как эти же транзисторы, работающие в режиме «мягкой» коммутации, будут иметь ресурс в 1 500 000 часов.
Инвертор сварочного аппарата NEON построен по двухтактной полумостовой схеме с использованием частотно-импульсной модуляции. При этом открывание силовых транзисторов осуществляется по технологии ZCS (zero-current switch коммутация при нулевом токе), а закрывание транзисторов – по технологии ZVS (zero-voltage switch переключение при нулевом напряжении), что обеспечивает минимальное выделение мощности на ключевых элементах, и, соответственно, максимальный КПД и надежность. Инверторы импортного производства, схожие с инвертором NEON по способу управления силовыми ключами, в России встречаются крайне редко ввиду очень высокой стоимости. По подобной технологии управления выполнены некоторые из инверторов «Kemppi» и «Fronius».
По подобной технологии управления выполнены некоторые из инверторов «Kemppi» и «Fronius».
4. Правда ли, что NEON – российская разработка?
Сварочные инверторы NEON – это полностью российская разработка, созданная творческим коллективом конструкторов и имеющая ряд схемотехнических, конструкционных и технологических особенностей, отличных от инверторов других производителей. В инверторах NEON заложены иные оригинальные алгоритмы работы системы управления и силовых ключей, а созданные методы расчета позволяют разрабатывать новые и совершенствовать старые инверторы под любые задачи. На базе АО «Электро Интел» создана целая школа по обучению и развитию специалистов–конструкторов, успешно работающих над созданием мощных источников питания промышленного и специального назначения.
5. Как правильно подобрать генератор?
Генераторы, представленные на сегодняшнем рынке, имеют один существенный недостаток – ограниченный максимальный выходной ток. Все простые генераторы выдают максимальную мощность при строго определенном сопротивлении нагрузки, а сварочные инверторы являются для генераторов нагрузкой с переменным сопротивлением и далеко не оптимальным. Поскольку сварочный инвертор, по сути, является стабилизатором выходного тока, то при снижении напряжения питания инвертор попытается увеличить потребляемый ток с целью сохранения своего выходного тока. Если при этом инвертор будет подключен к генератору, то при большой нагрузке (сварка максимальными токами), на выходе генератора начнет уменьшаться напряжение. Инвертор при этом для сохранения заданного своего выходного тока, попытается увеличить свой потребляемый ток, что вызовет ещё больший провал напряжения на выходе генератора, и, в конечном счете, может вызвать полное падение напряжения. Как только напряжение упадет ниже величины при которой происходит отключение инвертора, последний выключится, что вызовет скачок напряжения на выходе генератора, поскольку отключилась его нагрузка.
Все простые генераторы выдают максимальную мощность при строго определенном сопротивлении нагрузки, а сварочные инверторы являются для генераторов нагрузкой с переменным сопротивлением и далеко не оптимальным. Поскольку сварочный инвертор, по сути, является стабилизатором выходного тока, то при снижении напряжения питания инвертор попытается увеличить потребляемый ток с целью сохранения своего выходного тока. Если при этом инвертор будет подключен к генератору, то при большой нагрузке (сварка максимальными токами), на выходе генератора начнет уменьшаться напряжение. Инвертор при этом для сохранения заданного своего выходного тока, попытается увеличить свой потребляемый ток, что вызовет ещё больший провал напряжения на выходе генератора, и, в конечном счете, может вызвать полное падение напряжения. Как только напряжение упадет ниже величины при которой происходит отключение инвертора, последний выключится, что вызовет скачок напряжения на выходе генератора, поскольку отключилась его нагрузка. Процесс равносилен обрыву нагрузки. На выходе генератора произойдет резкий выброс ЭДС индукции, который приведет к выходу из строя инвертора. Вышеописанный процесс происходит при условии, что активная выходная мощность генератора меньше или равна максимальной потребляемой мощности инвертора. Для предотвращения развития событий по изложенному сценарию при выборе генератора необходимо обратить внимание на его мощность. Реальная мощность генератора должна быть минимум в 1,5раза больше, чем максимальная выходная мощность инвертора. В противном случае возможен выход инвертора из строя.
Процесс равносилен обрыву нагрузки. На выходе генератора произойдет резкий выброс ЭДС индукции, который приведет к выходу из строя инвертора. Вышеописанный процесс происходит при условии, что активная выходная мощность генератора меньше или равна максимальной потребляемой мощности инвертора. Для предотвращения развития событий по изложенному сценарию при выборе генератора необходимо обратить внимание на его мощность. Реальная мощность генератора должна быть минимум в 1,5раза больше, чем максимальная выходная мощность инвертора. В противном случае возможен выход инвертора из строя.
6. В чем отличие аппаратов с НАКС?
Аппараты НАКС и не НАКС одной и той же модификации имеют абсолютно идентичную конструкцию и технологию изготовления, отличаются лишь дополнительным комплексом проводимых приемо-сдаточных испытаний, что подтверждается Свидетельством Национального Агентства Контроля и Сварки об аттестации сварочного оборудования в соответствии с требованиями РД 03-614-03.
Сварочный аппарат трансформатор или инвертор: что лучше?
Время чтения: 8 минут
У любого новичка, впервые зашедшего в сварочный магазин, разбегаются глаза от огромного ассортимента аппаратов. Среди них есть и дорогие, и дешевые, и компактные, и громоздкие, и профессиональные, и любительские. А что уж говорить об их функционале! Одни аппараты предназначены для простейшей ручной дуговой сварки, другие могут выполнять сварку в среде защитного газа, а третьи и вовсе используют плазму для соединения металлов.
Понятно, что начинающему сварщику непросто разобраться в этом разнообразии сварочного оборудования. Поэтому таким мастерам чаще всего советуют приобрести недорогой инвертор для РДС сварки, либо трансформатор. РДС сварка (ручная дуговая сварка покрытым электродом) наиболее проста и понятна для новичка, и многие начинают именно с этой технологии.
Да, аппарат необходимо подбирать исходя из его функционала и возможностей. Только затем обращают внимание на его стоимость и габариты. Тем не менее, сварочный аппарат или инвертор, или трансформатор предназначен для одного и того же — для соединения металлов. Из-за этого даже здесь новички умудряются запутаться, и не могут выбрать оптимальный инверторный или трансформаторный сварочный аппарат.
Тем не менее, сварочный аппарат или инвертор, или трансформатор предназначен для одного и того же — для соединения металлов. Из-за этого даже здесь новички умудряются запутаться, и не могут выбрать оптимальный инверторный или трансформаторный сварочный аппарат.
В этой статье мы расскажем, чем отличается инверторный аппарат от трансформаторного. И что лучше выбрать для обучения или любительской сварки в гараже и на даче.
Содержание статьи
- Общая информация
- Что такое трансформатор?
- Что такое инвертор?
- Трансформатор или инвертор: что лучше?
- А как же выпрямители?
- Вместо заключения
Общая информация
Что такое трансформатор?
Трансформатор — это наиболее классический представитель сварочных аппаратов. Трансформаторные аппараты повсеместно использовались на протяжении всего 20 века и лишь в начале 21 века начали вытесняться инверторами.
Все современные и старые трансформаторы приспособлены, прежде всего, для ручной дуговой сварки с использованием плавящегося электрода. Такая технология сварки так же является классической и используется до сих пор. Она наиболее проста и понятна даже для новичка.
Такая технология сварки так же является классической и используется до сих пор. Она наиболее проста и понятна даже для новичка.
Сварочный трансформатор осуществляет сварку на переменном токе, этим он существенно отличается от инвертора, который варит на постоянном токе. Что это значит для вас, как для сварщика? Прежде всего, сварка на переменном токе сложнее. Дуга неохотно поджигается, горит нестабильно. Соответственно швы формировать очень сложно, если у вас нет мастерства в этом деле.
Также применение трансформатора связано с другими трудностями. Зачастую для регулировки силы тока необходимо менять величину индуктивного сопротивления, либо менять величину вторичного напряжения холостого хода. У инвертора есть одна простая «крутилка» для настройки силы тока, а вот с трансформатором придется дольше обучаться.
Зато, трансформаторы мощнее и отлично подходят для сварки любых металлов, даже толстых. Они дешевле, неприхотливы к условиям хранения, чинятся быстро и дешево.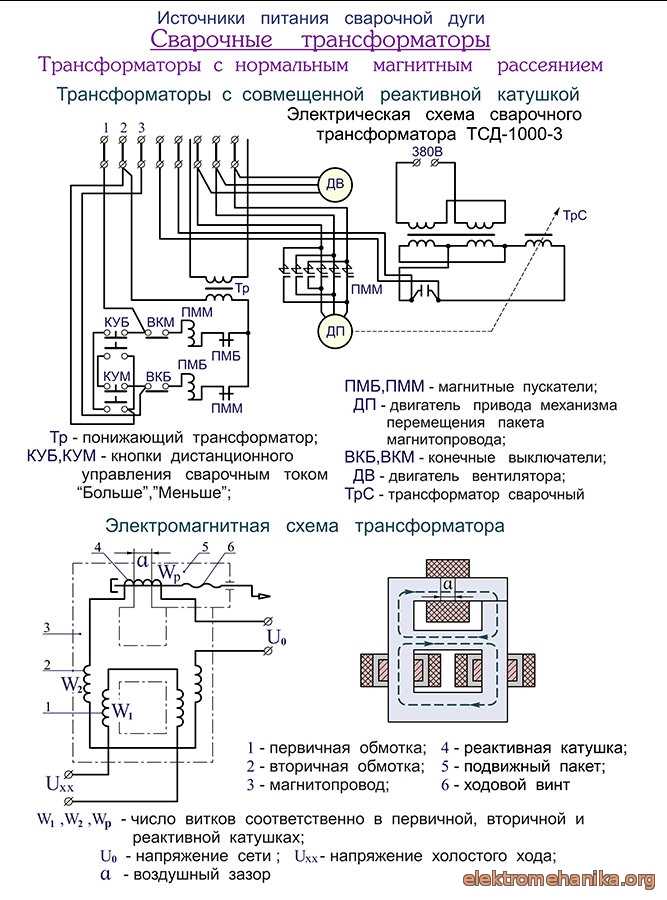 Обратная сторона медали — большие габариты. Трансформатор может весить несравнимо много. Вес бытовых моделей достигает 100 кг.
Обратная сторона медали — большие габариты. Трансформатор может весить несравнимо много. Вес бытовых моделей достигает 100 кг.
Наверняка, многие новички уже решили, что выбрать: трансформатор или инвертор. Не спешите. Далее мы расскажем об инверторах и вы, возможно, измените свое мнение.
Что такое инвертор?
Инвертор или инверторный аппарат — это современная версия классического сварочного аппарата. Его ключевые достоинства — это компактность (вес зачастую не превышает 10 кг), функциональность (есть встроенные функции, упрощающие поджиг дуги и предотвращающие образованию дефектов), и большой выбор аппаратов. На данный момент, инвертор — это самый популярный тип сварочного оборудования во всем мире. И большая часть покупателей — новички.
Существует небольшая путаница в названиях, с которой может столкнуться начинающий сварщик. Инверторное оборудование — это целый класс, состоящий из разных аппаратов, к ним так же относится полуавтомат. Но в кругу сварщиков инверторами принято называть компактные сварочные аппараты инверторного типа, предназначенные ТОЛЬКО для ручной дуговой сварки. Если инверторный аппарат может выполнять сварку в среде защитного газа, например, то его принято называть полуавтоматом, а не инвертором.
Если инверторный аппарат может выполнять сварку в среде защитного газа, например, то его принято называть полуавтоматом, а не инвертором.
Запомнили? Инвертор – это инверторный аппарат для ручной дуговой сварки. Все остальные инверторные аппараты (выполняющие TIG, MIG/MAG, FLUX сварку) — это полуавтоматы. Поэтому вопрос «Что лучше: сварочный полуавтомат или обычный инвертор?» является темой для отдельной статьи. Здесь мы об этом не будем говорить.
Читайте также: Рейтинг недорогих сварочных инверторов
Вернемся к особенностям инвертора. В отличие от трансформатора, в основе инвертора лежит блок электрических микросхем. Проще говоря, это «мозги» любого инвертора. Благодаря такой особенности даже самый маленький и легкий аппарат весом в 5 кг может быть оснащен дополнительными функциями. Чаще всего встречаются функции типа форсажа дуги или антизалипания. Они упрощают работу и помогают избежать проблем при формировании шва.
Далее мы расскажем, что лучше сварочный трансформатор или сварочный инвертор. Здесь не все так очевидно, как кажется многим начинающим мастерам.
Здесь не все так очевидно, как кажется многим начинающим мастерам.
Трансформатор или инвертор: что лучше?
Итак, теперь вы знаете, что такое трансформатор и инвертор, и каковы их отличия. На этом этапе у вас наверняка возник вопрос: «А какая сварка лучше инвертор или трансформатор?». Мы вас огорчим, но короткого ответа не существует. Поскольку есть множество нюансов. Но, обо всем по порядку.
Прежде всего, трансформатор и инвертор — это два совершенно разных аппарата. У них разное устройство, разный принцип действия, разный способ настройки. Различаются даже габариты и вес.
Инверторы более дружелюбны к начинающим, поскольку снабжаются дополнительными функциями, упрощающими сварку. Но при этом они менее надежны и недостаточно мощные. Трансформаторы сложны в освоении и здесь качество шва напрямую зависит от выбранных настроек и мастерства самого сварщика. Зато они гораздо мощнее и предоставляют вам больше возможностей в будущем.
Отсюда следует простой вывод: трансформаторы необходимы тем, кто всерьез хочет освоить сварочное дело, но не готов тратить большие деньги на мощный инвертор. Трансформатор за сравнительно небольшую цену даст вам гораздо больше возможностей, чем бытовой инвертор. Но вам придется потратить немало времени на изучение теории по настройке такого аппарата.
Трансформатор за сравнительно небольшую цену даст вам гораздо больше возможностей, чем бытовой инвертор. Но вам придется потратить немало времени на изучение теории по настройке такого аппарата.
А вот инвертор понравится всем дачникам и гаражным умельцам, которым нужно пару раз в году что-то подварить. Они не хотят долго разбираться с настройками и возиться с транспортировкой аппарата. Но чтобы получить более мощный аппарат, им придется купить дорогой профессиональный инвертор либо тот же трансформатор.
А как же выпрямители?
Опытные мастера наверняка заметили, что в этой статье мы не рассказали про еще один интересный тип сварочного оборудования. Речь идет о выпрямителях. Многие новички даже не слышали о таких аппаратах, хотя выпрямитель может стать идеальным вариантом при выборе первого сварочника.
Выпрямитель во многом схож с трансформатором. Он такой же громоздкий и мощный. Но есть одно ключевое отличие. Дело в том, что трансформаторный аппарат осуществляет сварку на переменном токе.![]() Отсюда и множество трудностей с поджигом дуги и ведением шва. Выпрямитель лишен этого недостатка. Он, как и инвертор, осуществляет сварку на постоянном токе. Поэтому новичку проще поджечь дугу и в целом управляться с аппаратом.
Отсюда и множество трудностей с поджигом дуги и ведением шва. Выпрямитель лишен этого недостатка. Он, как и инвертор, осуществляет сварку на постоянном токе. Поэтому новичку проще поджечь дугу и в целом управляться с аппаратом.
Большинство выпрямителей заточены так же под ручную дуговую сварку, так что с этим у вас не будет проблем. Выпрямитель так же надежен, как и трансформатор, поскольку в нем редко встречаются электронные компоненты. Ни один дешевый бытовой инвертор не сравнится по надежности с выпрямителем или трансформатором.
Именно поэтому, задавая вопрос «Что лучше: сварочный трансформатор или инвертор?» вспомните про выпрямитель. Это отличный аппарат как для новичка, так и для практикующего мастера.
Вместо заключения
Нет однозначного ответа на вопрос, какой сварочный аппарат лучше — инвертор или трансформатор. Дело в том, что сварочный инвертор или сварочный трансформатор — это два принципиально разных аппарата. И хоть оба они предназначены для РДС сварки, их суть различается. Наша рекомендация: если подбираете аппарат для дачи, чтобы пару раз в год подварить теплицу, то выбирайте недорогой инвертор. Они проще в освоении, компактнее и легче.
Наша рекомендация: если подбираете аппарат для дачи, чтобы пару раз в год подварить теплицу, то выбирайте недорогой инвертор. Они проще в освоении, компактнее и легче.
Ну а если вы планируете обучаться и хотите аппарат «на вырост», то присмотритесь к трансформаторам или выпрямителям. Они тяжелее и сложнее в транспортировке, зато стоят столько же, сколько хороший инвертор. При этом гораздо мощнее и даже бытовые модели выдают силу тока до 300 Ампер.
Лекция №9 Сварочные инверторы
Одним из первых шагов в развитии регулируемых источников питания стал разработанный в 1905 году австрийским профессором Розенбергом сварочный генератор поперечного поля, у которого напряжение на дуге менялось с ростом сварочного тока.
• В 1907 году первый генератор с регулируемым напряжением был выпущен заводом Lincoln Electric (США).
• Появление в 50-х годах селеновых диодов позволило создавать мощные выпрямители для дуговой сварки.
• Следующим важным этапом стало начало производства силовых кремниевых тиристоров, которое началось в 60–70-х годах.
Их применение позволило плавно изменять величину сварочного тока не за счет магнитного потока силового трансформатора или генератора, а на основе обратных связей и фазовой регулировки угла включения тиристоров.
Одним из первых образцов были выпрямители серии Tilark компании Kemppi (Финляндия), собранные по схеме «силовой трансформатор — тиристорный выпрямительный блок». Эта схема дала возможность получать различные вольт-амперные характеристики, снизить пульсации тока и стала классической для сварочных выпрямителей.
В 1977 году Kemppi выпустила на рынок сварочный выпрямитель Hilark-250. Он был собран на базе «скоростных» тиристоров, которые преобразовывали постоянный ток в переменный с частотой 2–3 кГц.
Выпуск серии выпрямителей Hilark и стал началом триумфального шествия инверторных источников питания для дуговой сварки. Использование инверторных переключателей позволило быстро перестраивать источник питания, получать различные вольт-амперные характеристики, используемые для разных сварочных процессов — MMA, TIG, MIG/MAG, — и перейти в дальнейшем к реализации принципа сварочных мультисистем. Такие мультисистемы начали поставляться Kemppi в 1981–1982 годах.
Использование инверторных переключателей позволило быстро перестраивать источник питания, получать различные вольт-амперные характеристики, используемые для разных сварочных процессов — MMA, TIG, MIG/MAG, — и перейти в дальнейшем к реализации принципа сварочных мультисистем. Такие мультисистемы начали поставляться Kemppi в 1981–1982 годах.
С появлением на рынке силовой электроники частота инвертирования (а следовательно, и частота работы сварочного трансформатора) выросла до 20 кГц, при этом отношение сварочного тока к массе источника питания повысилось вдвое. На базе IGBT-транзисторов стали выпускать малогабаритные источники для сварки методами MMA, TIG, MIG/MAG, плазменной резки.
Одним из первых инверторов на транзисторах IGBT был выпрямитель серии Master компании Kemppi, работающий на частоте 20 кГц. Инверторы этой серии поступили в продажу в 1991 году.
Инверторные источники сварочного тока (в отличие от «классической» схемы) не имеют силового трансформатора.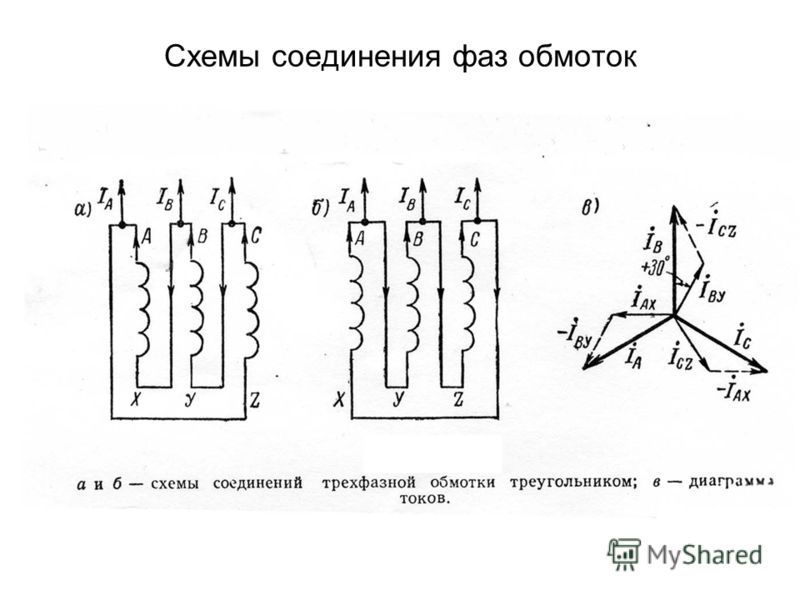 Работа этого оборудования основана на принципе фазового сдвига напряжения, его инверсии. Процесс контролируется схемой с каскадным усилением тока. Это обеспечивает широкий спектр вольт-амперных характеристик, что в свою очередь позволяет получать сварочный шов высокого качества. Немаловажным становится и такой аспект, как размерные и весовые характеристики оборудования. При использовании в качестве источника сварочного тока инвертора малой мощности габариты оборудования, позволяющего добиваться высокого качества сварки значительно меньше.
Работа этого оборудования основана на принципе фазового сдвига напряжения, его инверсии. Процесс контролируется схемой с каскадным усилением тока. Это обеспечивает широкий спектр вольт-амперных характеристик, что в свою очередь позволяет получать сварочный шов высокого качества. Немаловажным становится и такой аспект, как размерные и весовые характеристики оборудования. При использовании в качестве источника сварочного тока инвертора малой мощности габариты оборудования, позволяющего добиваться высокого качества сварки значительно меньше.
Инверторный сварочный аппарат – это аппарат с инверторным источником питания, преобразующим переменное напряжение сети в напряжение и ток для сварки. Основными компонентами инверторного источника питания обычно являются:
- сетевой выпрямитель, преобразующий входное переменное напряжение в постоянное;
- инвертор, преобразующий далее постоянное входное напряжение в переменное высокой частоты;
- высокочастотный трансформатор, понижающий напряжение, преобразованное инвертором;
- выходной высокочастотный выпрямитель;
- сглаживающий дроссель.

Основным принципом работы инверторного источника питания является многократное поэтапное преобразование электрической энергии. Можно выделить основные этапы преобразования:
- Выпрямление сетевого переменного тока с промышленной частотой 50 Гц первичным выпрямителем, собранным из силовых диодов по мостовой схеме;
2. Преобразование выпрямленного тока в переменный ток высокой частоты; понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки, с формированием необходимого вида вольт-амперной характеристики;
3.Преобразование вторичным выпрямителем переменного напряжения высокой частоты, соответствующего величине сварочного напряжения, в постоянное напряжение, со сглаживанием пульсаций тока.
Функциональная схема источника питания инверторного сварочного аппарата приведена на рисунке 12 ниже.
Рис. 12Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты
12Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты
Технологические преимущества инверторных сварочных аппаратов:
- минимальное разбрызгивание;
- сварка короткой дугой;
- сварка плохо свариваемых сталей;
- минимальный перегрев свариваемого изделия;
- высокие КПД и быстродействие;
- меньшие габариты по сравнению со сварочными трансформаторами;
- для получения качественных швов не требуется высокой квалификации сварщика.
Инверторные сварочные аппараты также называют сварочными инверторами. (Рис.13)
Рис.13 Инверторные источники питания
Лекция №10. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва)
Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
- по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
- по роду применяемого электрического тока—постоянный, переменный;
- по типу электрода — плавящийся, неплавящийся;
- по длительности горения — непрерывная, импульсная дуга;
- по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым — свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия
Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U
Q=I*U Вт
Дугу возбуждают двумя способами — касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис. 14). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
14). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Для повышения устойчивости горения сварочной, дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги.
1 2 3 (+) 4
Рис.14 Схема возбуждения электрической дуги:
Дата добавления: 2016-10-26; просмотров: 8637; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Инверторный и трансформаторный аппараты TIG
Я сделал поиск и не нашел то, что искал. В основном, для общего сведения, хотел понять, почему инверторные машины, кажется, высоко ценятся, но не имеют такой же выходной силы тока, как машины трансформаторного типа.Я нашел эту статью 2003 года и хотел опубликовать ее, чтобы посмотреть, в значительной степени ли она рассказывает историю или какие-то новые достижения имеют большее значение для истории сравнения.
http://www.thefabricator.com/Aluminu…cle.cfm?ID=686
————————— ———————————
Автор:
Франк Армао — руководитель группы цветных металлов в Lincoln Electric. Co. Он является членом комитета AWS D1, председателем подкомитета AWS D1 по алюминию и заместителем председателя автомобильного комитета по дуговой сварке алюминия AWS D8G.
————————————————— ————
Инверторный и трансформаторный источники питания для алюминия GTAWФрэнк Армао, соавтор
28 августа 2003 г.Я ищу новый источник питания GTAW для сварки алюминия переменным током. Я собирался купить обычный трансформаторный блок, но несколько человек посоветовали мне купить блок питания на основе инвертора.
Инверторные блоки питания имеют некоторые преимущества по сравнению с обычными трансформаторными блоками питания. Однако некоторые из этих преимуществ были преувеличены, а другие не имеют значения для всех пользователей. Итак, давайте подробно рассмотрим различия между инверторами и обычными трансформаторами.
Прежде чем начать, я хочу пояснить, что большинство инверторных источников питания GTAW вырабатывают только постоянный ток. Немногие производят AC, обычно используемые для GTAW алюминиевых сплавов. Они имеют тенденцию быть более сложными и более дорогими, чем инверторы постоянного тока.
• Размер и вес. Инверторные блоки питания меньше и легче по весу, чем трансформаторные блоки питания. Типичный блок питания с трансформатором на 300 А весит от 200 до 400 фунтов, а блок питания с инвертором на 300 А обычно весит от 30 до 50 фунтов. Инвертор также имеет меньшие габариты, поэтому в целом он более портативный. Это важно, если вы хотите приварить алюминиевую архитектурную отделку поверх крыши.
• Входная мощность. Большинству обычных трансформаторов требуется однофазная входная мощность 208/230 или 460 вольт. Инверторные источники питания также могут работать при этих входных напряжениях. Однако многие инверторы будут работать от однофазной входной мощности 115 В с пониженной мощностью, максимум около 100 ампер. Это преимущество для тех, кто хочет иметь портативный блок питания, но не для тех, кто не перемещает свой блок питания часто.
• Эффективность. Инверторы более эффективны, чем трансформаторы. Обычный источник питания GTAW потребляет входную мощность 60 Гц и преобразует ее в низковольтную сварочную мощность: переменный ток 60 Гц для сварки алюминия или постоянный ток для сварки других металлов.
Инверторный источник питания принимает входную мощность 60 Гц, выпрямляет ее, затем преобразует в переменный ток от 8 000 до 25 000 Гц перед преобразованием в низковольтную сварочную мощность.
Однако в некоторых случаях разница в эксплуатационных расходах была завышена. В статье, написанной несколько лет назад, автор сказал, что стоимость нового инверторного блока питания может окупиться за 14 месяцев снижения стоимости электроэнергии. Однако с этим номером была одна проблема. Десятичная точка была неправильно поставлена. Цифры действительно показали, что стоимость энергоснабжения может быть компенсирована за 140 месяцев снижения стоимости электроэнергии.
Да, инверторы обходятся дешевле в эксплуатации, но разницы в стоимости самой по себе недостаточно, чтобы оправдать покупку новых блоков питания.
• Стоимость приобретения. Инверторные источники питания в данном случае находятся в невыгодном положении. Инверторы, особенно инверторы переменного тока, более сложны в производстве и обычно стоят дороже, чем обычные источники питания аналогичной мощности.
Все, что я сказал до сих пор, относится как к источникам питания переменного, так и постоянного тока. Итак, каковы конкретные преимущества инвертора переменного тока для GTAW алюминиевых сплавов? В основном их три:
1. Нет необходимости в постоянной высокой частоте. Инверторы производят переменный ток принципиально иным способом, чем трансформаторные блоки питания. В то время как обычные источники питания требуют непрерывного использования высокой частоты для стабилизации дуги, большинство инверторов этого не делают.
Вместо этого высокая частота зажигает только дугу, что дает несколько преимуществ. Во-первых, это означает, что вероятность того, что высокая частота вызовет радиочастотные помехи или повредит хрупкую электронику в этом районе, меньше. Во-вторых, дуга более стабильна. В-третьих, отсутствует возможность высокочастотного травления границ зерен в зоне термического влияния (ЗТВ). Это часто обнаруживается при капиллярной дефектоскопии, при которой травление выглядит как множество мелких трещин.
2. Частота переменного тока переменная. Источники питания инвертора позволяют изменять частоту переменного тока на выходе. Диапазон частот переменного тока обычно составляет примерно от 20 Гц до 200 Гц. Это является преимуществом, поскольку по мере увеличения частоты переменного тока дуга становится более жесткой, а конус дуги сужается. Более узкий конус дуги обеспечивает меньший или более узкий проход сварки, чем можно наплавить с помощью переменного тока 60 Гц. Это преимущество при сварке тонкого алюминия или когда важна эстетика сварного шва.
3. Инверторы предлагают расширенный диапазон баланса. В GTAW на переменном токе проплавление сварного шва происходит от отрицательной (EN) части электрода переменного тока, а очистка дуги происходит от положительной (EP) части электрода переменного тока. Однако чем больше ЭП мы используем, тем больше энергии дуги уходит на нагрев вольфрамового электрода. Вот почему мы используем шариковые вольфрамовые электроды большого диаметра для сварки на переменном токе.
Много лет назад мы узнали, что нам не нужно 50 процентов EP, чтобы получить хорошую очистку дуги. На самом деле, большинство обычных источников питания для GTAW обеспечивают хорошую очистку дуги всего лишь с 30% EP. Инверторы пошли еще дальше. Многие инверторы обеспечивают хорошую очистку дуги всего лишь с 15-процентным ЕР в дуге. Имея всего 15 процентов EP, мы меньше нагреваем вольфрамовый электрод, что позволяет нам использовать заостренный вольфрам меньшего диаметра.
Можно использовать горелки GTAW меньшего размера, что более удобно для оператора. Кроме того, заостренный вольфрамовый электрод сужает дугу, создавая более мелкие и эстетически привлекательные сварные швы, чем при использовании вольфрамового шарика.
Планируется ли в будущем инверторный источник питания GTAW? Это зависит от. Если вам нужна портативность или если вы свариваете относительно тонкий алюминий в отрасли, где внешний вид сварного шва имеет первостепенное значение, преимущества могут перевесить дополнительные затраты на оборудование.
Если вы свариваете в основном тяжелый алюминий в отрасли, где внешний вид не так важен, вам может быть лучше использовать обычный источник питания GTAW на основе трансформатора.
 Думал, что это может помочь другим, кто плохо знаком с технологией, как я.
Думал, что это может помочь другим, кто плохо знаком с технологией, как я. Какой из них лучше для моего приложения?
Какой из них лучше для моего приложения? Однако, если у вас есть магазин, и вы ставите свой сварочный аппарат в одном месте и никогда не перемещаете его, портативность не имеет значения.
Однако, если у вас есть магазин, и вы ставите свой сварочный аппарат в одном месте и никогда не перемещаете его, портативность не имеет значения. Тот факт, что инвертор работает с высокочастотным переменным током, делает его более эффективным. Это означает, что при прочих равных условиях инверторный блок питания будет дешевле в эксплуатации, чем обычный блок питания.
Тот факт, что инвертор работает с высокочастотным переменным током, делает его более эффективным. Это означает, что при прочих равных условиях инверторный блок питания будет дешевле в эксплуатации, чем обычный блок питания.
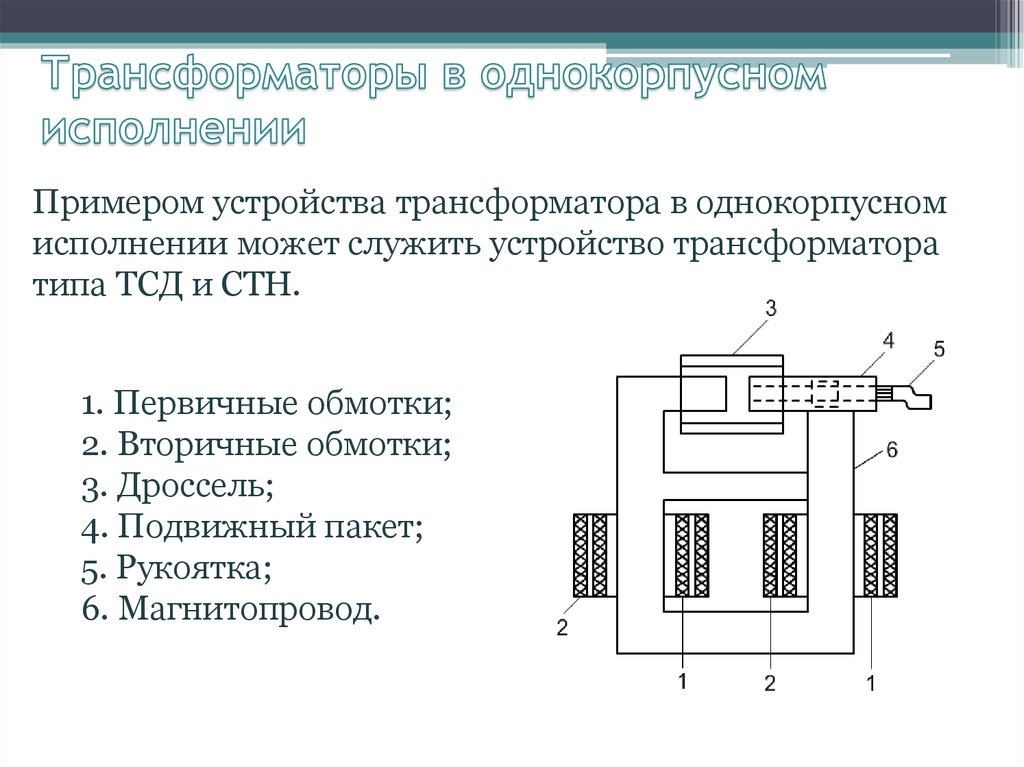


Трансформатор или инверторный сварочный аппарат: какой из них подходит вам лучше?
Электросварочные аппараты используются уже более века. Как и любая другая технология, эти машины усовершенствованы по сравнению с предыдущим десятилетием. Если вы хотите начать гражданскую войну в области сварки, просто задайте вопрос группе специалистов по сварке, что лучше, инверторный или трансформаторный аппарат. Короткий ответ здесь может быть «в зависимости от обстоятельств», но длинным ответом здесь будет оживленная дискуссия о плюсах и минусах, а также конкретных функциях и областях применения оборудования.
У многих профессионалов в области сварки есть четкий выбор, когда им приходится выбирать между инверторным и трансформаторным сварочным аппаратом . Тем не менее, выбор сварочных аппаратов должен зависеть от подходящей для данного аппарата ручной работы.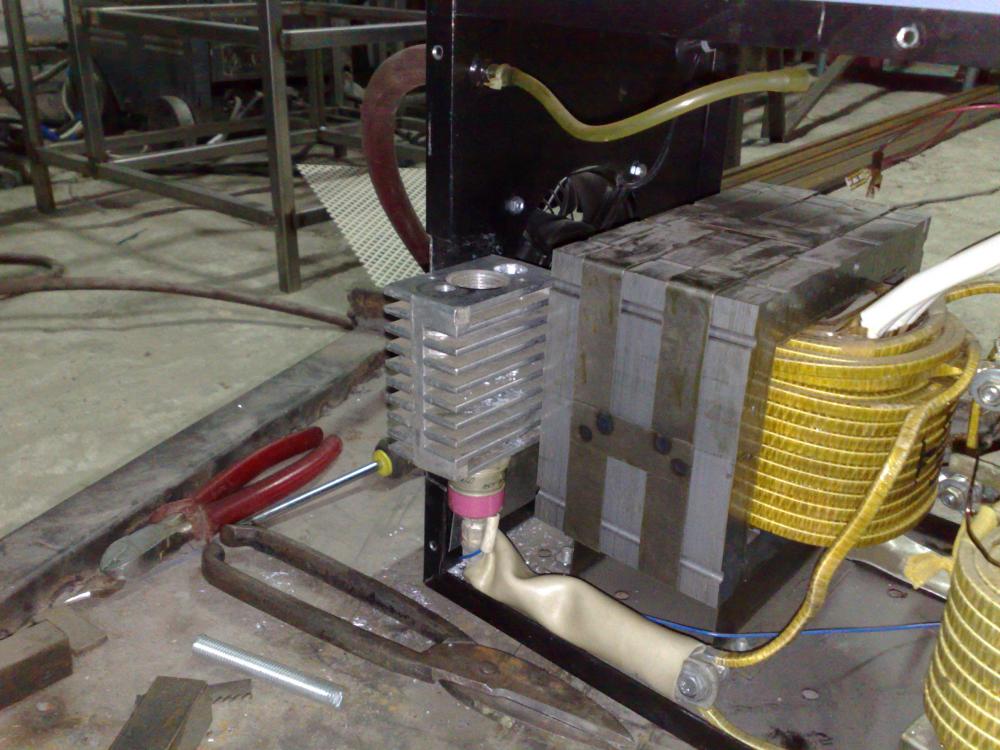
Мы собираем здесь данные и важную информацию о сварочных аппаратах, чтобы вы могли лучше понять, как работают эти аппараты, и выбрать тот, который лучше всего соответствует вашим потребностям. Теперь мы обсудим трансформатор против инверторного сварочного аппарата : какой из них лучше и почему.
Содержание страницы
Инверторный сварочный аппарат Краткий обзор
Как работает инверторный сварочный аппарат?
Здесь принцип заключается в преобразовании переменного тока в более низкое полезное выходное напряжение. Мы можем преобразовать питание 240 В переменного тока в выходное напряжение 20 В постоянного тока, используя пару электронных компонентов для преобразования мощности переменного тока в более низкий полезный постоянный ток.
Традиционный трансформатор в основном зависит от большого трансформатора для управления требуемым напряжением, в то время как инверторный сварочный аппарат может работать, увеличивая частоту источника питания с 50 Гц до 20 000–100 000 Гц.
Это возможно с электронными кнопками для быстрого выключения и включения питания до одной миллионной доли секунды. Таким образом, мы можем контролировать источник питания до того, как он попадет в трансформатор, размер трансформатора может быть значительно уменьшен.
Замечательные особенности
1. Превосходная эффективность
Инверторный сварочный аппарат может быть спроектирован так, чтобы регулировать профиль и толщину сварного шва в соответствии с вашими потребностями. Внешний вид сварного шва значительно улучшается вместе с лучшим качеством сварки. Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при длительной работе. В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность, а также снижает тепловложение.
2. Эффективный и энергосберегающий сварочный аппарат
Эти инверторные сварочные аппараты не только энергоэффективны, но также не нагружают спину и обеспечивают наименьшую стоимость подключения. Они являются идеальной заменой традиционному трансформатору, когда мы рассматриваем выработку тепла и потребление энергии.
Они являются идеальной заменой традиционному трансформатору, когда мы рассматриваем выработку тепла и потребление энергии.
Инверторный сварочный аппарат имеет выходную мощность 93% по сравнению с трансформаторными сварочными аппаратами. Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.
С ним значительно снижаются потери мощности из-за магнитного сердечника.
3. Система охлаждения
Эти сложные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором. Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин.
4. Стабильность, надежность и выходное напряжение
Традиционные трансформаторные сварочные аппараты используют переменный ток, а приборы не получают непрерывный ток и выходную мощность.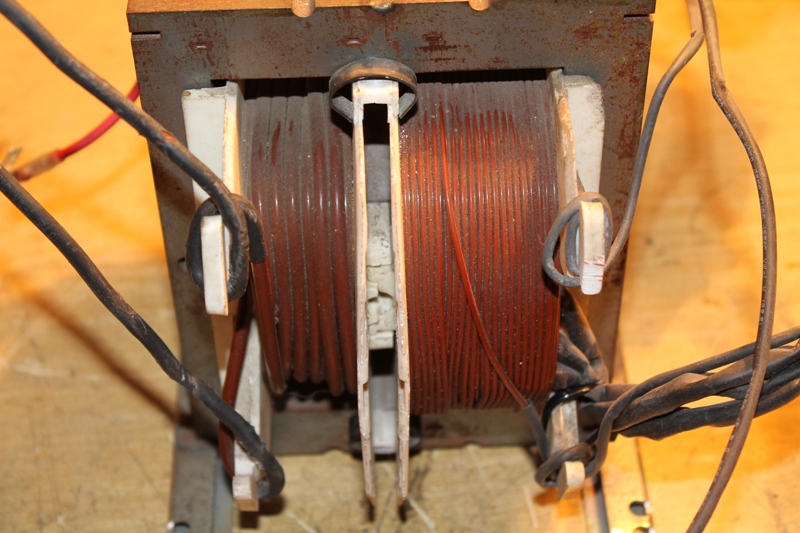 В этой ситуации этим типам оборудования требуется несколько перезапусков примерно по 100-120 раз в секунду. В отличие от трансформаторных сварочных аппаратов инверторному сварочному аппарату может не потребоваться больше времени для выработки тепла.
В этой ситуации этим типам оборудования требуется несколько перезапусков примерно по 100-120 раз в секунду. В отличие от трансформаторных сварочных аппаратов инверторному сварочному аппарату может не потребоваться больше времени для выработки тепла.
Эти сварочные аппараты поддерживают постоянный низкий ток во время работы. Он устраняет нестабильность температуры и напряжения, поскольку они обладают свойством защиты от помех. Эти помехи помогают машине выдерживать более низкие изменения температуры и колебания напряжения.
Поскольку сварочный аппарат с трансформатором использует переменный ток, дуга не является постоянной и горит непрерывно. Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
5. Технология IGBT
Этот тип инверторного сварочного аппарата очень быстро набирает мощность благодаря технологии биполярных транзисторов с изолированным затвором. Этот инверторный сварочный аппарат работает в очень быстром темпе и потребляет очень мало энергии в конечной операции.
6. Легкая и компактная модель
Благодаря простой конструкции инверторный сварочный аппарат используется практически повсеместно. Эти сварочные аппараты компактны по сравнению с оборудованием трансформаторного типа. Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.
Компактная конструкция и меньший вес трансформатора делают его удобным. Частота здесь намного выше, чем нужно для рабочей частоты.
Значительное увеличение размеров, масса реактора и рабочая частота в значительной степени сведены к минимуму.
Преимущества инверторного сварочного аппарата
Экономичный за счет меньшего энергопотребления
Лучший контроль над электрической дугой
Охлаждающий вентилятор защищает его части от нагрева
Удобный и портативный
Компактный и компактный
Недостатки инверторного сварочного аппарата
Трансформаторный сварочный аппарат Краткий обзор
Как работает этот трансформатор?
Эти традиционные варианты сварки представляют собой рабочие лошадки с высокой производительностью и требуют питания от сети. Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Аппарат для сварки трансформаторов позволяет сварщику выбирать выходной ток, перемещая сердечник обмотки дальше или ближе от вторичной обмотки. Он также может сдвигать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подходом. с вторичным выходом тока. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
Приборы трансформаторного типа обычно экономичны.
Отличительные признаки
В сварочном аппарате трансформаторного типа применяется переменный ток, что в свою очередь приводит к конверсии и увеличению разбрызгивания металла, что сказывается на качестве шва.
КПД трансформатора составляет примерно 80%, так как энергия используется здесь для нагрева утюга прибора. Трансформаторные устройства делятся на бытовые при токе выработки 200 ампер, профессиональные и 1/2 профессиональные до 300 ампер и профессиональные выходят за пределы 300 ампер.
Когда прибор используется в бытовых целях, используется однофазный электрический ток напряжением 220 вольт. Профессиональные, промышленные и экспертные устройства используют 380 вольт в трехфазном токе.
1. Надежность
Надежность и безотказность – наиболее спорный аспект сварочного аппарата. В течение почти 9-10 десятилетий трансформаторные сварщики проводят всесторонние исследования, исследования и разработки для создания надежных, надежных и прочных сварочных аппаратов, в то время как инверторные сварщики привлекают внимание в течение последних 3 десятилетий.
Трансформаторы более надежны и надежны по сравнению с лучшими инверторными сварочными аппаратами. Хотя этот разрыв быстро сокращается в последние несколько лет. Первоначальный кошмар с инверторными сварочными аппаратами 1990 года теперь позади.
2. Возможные ограничения
Поскольку мы движемся в ногу со временем и находим трансформаторные сварочные аппараты более простыми, но надежными, в то время как инверторные сварочные аппараты со встроенными многочисленными функциями менее надежны.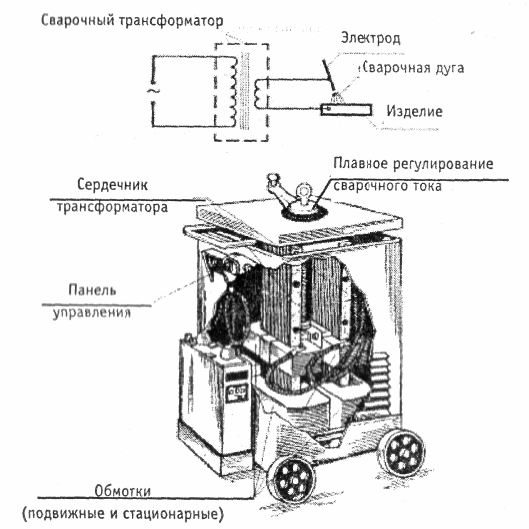
Трансформация может длиться дольше, если они должным образом сохраняются в течение более длительного периода времени. Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами.
Теперь вам решать в соответствии с вашими потребностями, нужен ли вам надежный сварочный аппарат с трансформатором или дополнительные функции, добавленные к инверторному сварочному аппарату. Вы можете оставить инверторный сварочный аппарат в качестве резервного вместе с надежным трансформаторным сварочным аппаратом.
3. Остановка или простой
Многие окружающие ситуации могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, высокие концентрации загрязняющих веществ в воздухе и высокая влажность. Производители пытаются разработать инверторные сварочные аппараты, где эти экологические бедствия больше не влияют на инверторный сварочный аппарат.
Они более подвержены сбоям, и если ваша машина не отремонтирована, ваши ежедневные операции будут приостановлены до тех пор, пока она не будет отремонтирована.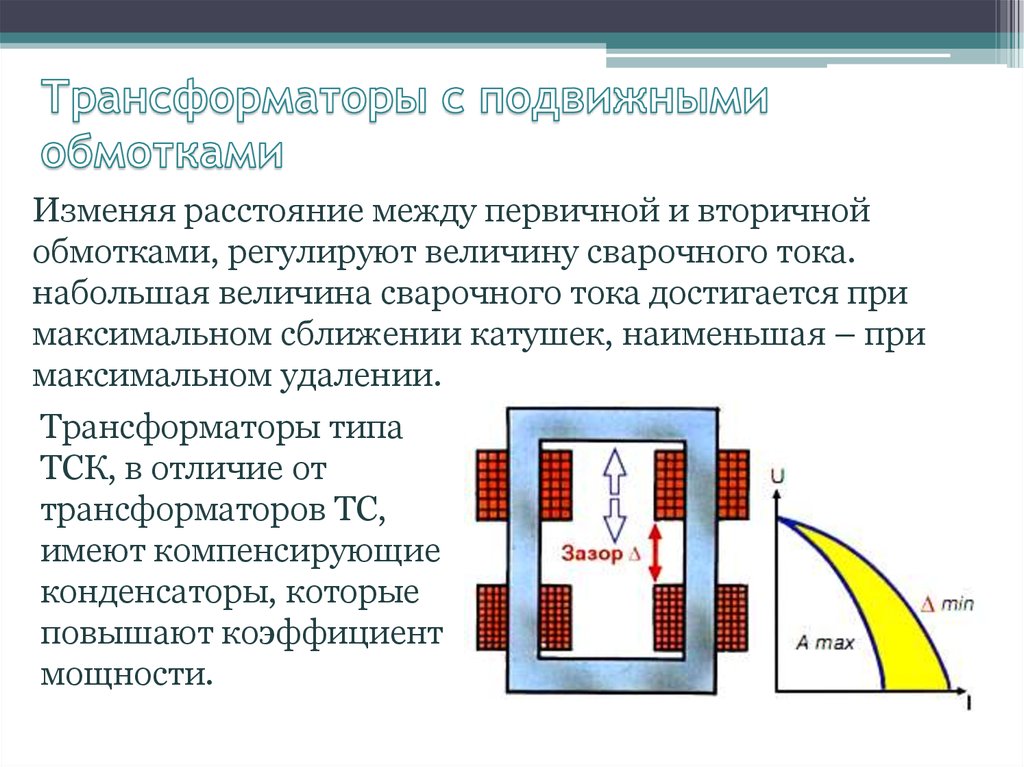 Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Ваш сварочный аппарат имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо оценить время простоя сварочного аппарата, который у вас будет. Если преобладает ситуация с воздействием окружающей среды на ваш сварочный аппарат, то лучше выбрать надежный и безотказный выбор, чем универсальный аппарат с множеством функций. В этих условиях лучше всего подходят трансформаторные сварочные аппараты, поскольку они долговечны, надежны и не часто выходят из строя.
4. Область применения и ассортимент
Трансформаторные сварочные аппараты используются почти во всех сферах жизни, где требуется сварка ферритных металлов.
Используется при прокладке и ремонте трубопроводов
Сантехника и сварка трубопроводов
Крепление металлических конструкций на площадке здания
Может соединяться или перекрываться двумя или более листовыми материалами
Преимущества трансформаторного сварочного аппарата
Низкая начальная стоимость
Низкое или минимальное обслуживание
Низкие эксплуатационные расходы
Высоконадежный и надежный
Подходит для ремонта фермы
Недостатки трансформаторного сварочного аппарата
Что подходит именно вам?
Мы обсуждали, что инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, но эти преимущества могут вам не помочь. Окончательный вердикт о выборе сварочных аппаратов зависит от предпочтений пользователя.
Окончательный вердикт о выборе сварочных аппаратов зависит от предпочтений пользователя.
Мы обсудили все мельчайшие детали, чтобы помочь вам принять во внимание ваши требования и понять, что вам больше подходит.
Теперь мы составили список отличий трансформаторных и инверторных сварочных аппаратов с учетом долговечности, веса, стоимости и многих других факторов.
Ниже приведены пункты для рассмотрения.
1. Прочность и долговечность
В силу того, что трансформатор имеет более высокие рабочие циклы, они могут выполнять тяжелые задачи, чем инверторные сварочные аппараты. Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.
В настоящее время мы знаем о долговечности сварочных аппаратов трансформаторного типа только потому, что они используются в промышленности в течение достаточно долгого времени для повышения производительности. Одна из особенностей инверторной технологии заключается в том, что она выглядит захватывающей, объединяя множество функций в компактном и легком оборудовании.![]()
2. Цена оборудования
Эта цена между инвертором и трансформатором остается спорным вопросом. Мы находим, что многие трансформаторные сварщики на начальном этапе являются экономичными.
При более длительном использовании инверторных сварочных аппаратов вы можете сэкономить много денег. Эта стоимость снижается в течение определенного периода времени. Мы обнаружили, что инверторные сварочные аппараты потребляют меньше энергии примерно на 10% от вашего счета за электроэнергию.
Повышенная стабильность дуги позволяет использовать меньше расходных материалов и сварочных газов. Можно смело сказать, что наш инверторный сварочный аппарат себя окупит.
3. Вес аппарата
Инверторные сварочные аппараты легче по весу по сравнению с трансформаторными сварочными аппаратами. Как правило, они вдвое тяжелее многих трансформаторных сварочных аппаратов. Предположим, вам нужно выполнить свою задачу на большей площади и неподвижной задаче, вы можете сделать выбор сварочного трансформатора.
Если вы собираетесь перемещать сварочный аппарат или работать в ограниченном пространстве, инверторный сварочный аппарат является автоматическим выбором.
4. Прочность и эффективность
Мы заметили, что за последние шесть-семь десятилетий трансформатор сварочные аппараты прошли большой путь. Премиальное качество сварочных аппаратов имеет привлекательный коэффициент эффективности при сохранении достаточно стабильной дуги.
Большинство инверторных сварочных аппаратов в два раза эффективнее трансформаторных сварочных аппаратов. Инверторный сварочный аппарат потребляет вдвое меньше ампер по сравнению со сварочным аппаратом с трансформатором, чтобы получить такое же напряжение.
Большинство инверторных сварочных аппаратов могут работать от обычных домашних розеток, и нет необходимости покупать генератор или более крупную розетку на 220 В.
Сварочный инвертор уже довольно давно работает на постоянном токе. У них была гораздо более стабильная дуга, чем у обычных трансформаторных сварочных аппаратов постоянного тока, был доступен единственный единственный вариант сварочного аппарата переменного тока.
В последнее время инверторные сварочные аппараты могут более эффективно использовать как переменный, так и постоянный ток. и может создать более стабильную дугу. Этих причин достаточно, чтобы назвать инверторные сварочные аппараты лучшими за их прочность, стабильность и эффективность.
5. Качество сварного изделия
Поскольку мы обсуждаем типы сварочных аппаратов, которые не будут комплектоваться без знания качества дуги и сварных швов. Если вы сварщик, который обычно работает со спокойной сталью, то трансформаторный сварочный аппарат — ваш автоматический выбор.
В мире совершенства сварки, в котором мы живем, нам нужна защита в любом положении и на каждом металле. Инверторные сварочные аппараты — это сияющий камень в этом требовательном мире. Сварочные инверторы можно запрограммировать на выполнение любых задач. Мы видим усиленную работу инверторных сварочных аппаратов MIG и TIG.
Когда-то программное обеспечение было дополнено электроникой, чтобы улучшить возможности сварочного аппарата. Средний сварщик может работать с лучшими результатами.
Средний сварщик может работать с лучшими результатами.
Когда важны инновации и качество сварки, инверторный сварочный аппарат выиграл гонку. Трансформатор по-прежнему остается отличным выбором для стали.
6. Рабочий цикл сварщика
Инверторный сварочный аппарат обычно имеет более высокий рабочий цикл из-за размера трансформатора. Небольшие части инверторного сварочного аппарата быстро нагреваются, но их гораздо быстрее и легче охлаждать встроенным вентилятором.
В то время как традиционные сварщики с трансформатором, детали больше и больше, поэтому сохраняют тепло в течение более длительного времени и медленно остывают.
7. Мощность генератора для сварочных аппаратов
Инверторные сварочные аппараты можно легко использовать с небольшими переносными сварочными генераторами. Благодаря этой функции инверторный сварочный аппарат становится более эффективным, поскольку трансформаторная сварочная машина практически не может работать от генераторов.
Опасность сварочных аппаратов при работе на генераторах — отдельная тема, но держал в курсе.
8. Удобство использования и производительность
Производительность и удобство использования инверторного сварочного аппарата значительно выше. Лучше всего это можно проиллюстрировать на примере дуговой сварки, где оператору легко работать и получать наилучшие результаты без борьбы с непрерывной стабильной дугой.
Более высокое напряжение холостого хода и такие функции, как форсаж дуги, защита от прилипания и горячий старт, делают инверторный сварочный аппарат более приемлемым. Это можно сравнить с традиционным сварочным аппаратом, если при сварке тонких материалов инверторный тип может легко справиться с этой работой.
С инверторным сварочным аппаратом, имеющим стабильную дугу и неограниченную регулировку силы тока, мощность может быть значительно снижена. Лист 1,6 листового металла или секций трубы можно легко и контролируемо сваривать.
Как определить IGBT?
IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». IGBT — это быстродействующее коммутационное устройство, используемое во всех сварочных аппаратах для бессварочной сварки, которое упрощает регулирование напряжения. Технология MOSFET-транзисторов
IGBT — это быстродействующее коммутационное устройство, используемое во всех сварочных аппаратах для бессварочной сварки, которое упрощает регулирование напряжения. Технология MOSFET-транзисторов
по-прежнему широко используется в некоторых инверторных сварочных аппаратах. Хотя технология IGBT имеет огромное превосходство над MOSFET. Наиболее важным является то, что IGBT не колеблется в зависимости от мощности генератора и колебаний сети и, таким образом, менее подвержен повреждениям и отказам.
Показания к применению инверторного сварочного аппарата
Показания к применению трансформаторного сварочного аппарата
Вердикт
3 В последние десятилетия инверторные сварочные аппараты стали свидетелями быстрой трансформации. Они постоянно улучшаются как по функциональности, так и по стоимости. Это не означает, что трансформаторные сварочные аппараты станут излишними, поскольку они занимают важное место в современной промышленности.

Окончательное решение принимает пользователь, который принимает взвешенное решение с учетом множества факторов.
Инверторная сварка
- Home
- Production
- Inverter Welding
- Home
- Production
- Inverter Welding
- Puntatronic Series
- Micro Series
- Pat Series
- DPT Series
- BAT Серия
- Серия TAC
- Серия Compact
- Сварочный трансформатор
- Монопрограммное электронное управление
- Сварочный инвертор
Сварочный инвертор
за счет получения непрерывных переходов из «нулевого» и холодного интервалов, делающих сварочную «сердцевину» неоднородной и с окисленными частями, сварка по инверторной технологии позволяет выпрямлять ток и фильтровать его с помощью IGBT переменного тока с более высокой частотой по сравнению с электрической системой (как правило, 1000 Гц).
Последний будет питать специально изготовленный для этой цели трансформатор для высоких частот, на котором в качестве вторичного элемента будет диодный мост, обеспечивающий подачу постоянного сварочного тока.
Первым очевидным преимуществом является то, что при сварке постоянным током отсутствуют «холодные» разрывы и переходы с «нуля», что позволяет получить однородный сварочный «стержень», свободный от окислившихся частей, следовательно, можно сваривать легкие сплавы
Кроме того, высокая частота позволяет осуществлять регулировку и, прежде всего, быструю и точную обратную связь (миллисекунда за миллисекундой)
Такая быстрая обратная связь позволяет производить сварку при более низких давлениях, обеспечивая меньшую деформацию детали, более длительный срок службы электродов и самые маленькие сварочные головки.
Кроме того, более низкое энергопотребление и трехфазное питание, которое предотвращает сдвиг питающего тока, получая cosφ почти 1.
Все наши сварочные головки, включая PAT 1 (микро), могут поставляться с инверторная система, благодаря широкому спектру доступных трансформаторов и генераторов.
ГЕНЕРАТОРЫ:
С принудительным воздушным охлаждением:
150 А / 300 А / 600 А
С водяным охлаждением (расход: 4 л/мин)
300 А / 600 А / 1200 А
- Инвертор мощности, использующий технологию IGBT для среднечастотного выхода, программируемый через клемму или через удаленную полевую шину.
- Доступность программного обеспечения для управления трансформаторами постоянного тока (выход прямоугольной формы) или для управления трансформаторами переменного тока (выход синусоидального тока)
- Частота устанавливается пользователем от 1 кГц до 5 кГц в случае трансформаторов постоянного тока или от 50 до 1000 Гц в случае трансформаторов переменного тока.
- Выбираемое пользователем первичное или вторичное измерение тока.
Доступно шесть различных режимов регулирования тока:
- Фиксированный процент пошлины D‰
- Процент заполнения с компенсацией первичного напряжения, В‰
- Постоянный ток IK
- Постоянная мощность ПК
- Постоянная энергия EK
- Адаптивный AD
- Сварочный ток, устанавливаемый внешним опорным напряжением 0–10 В
- Усиление регулируемого контура регулирования тока.
- Управление циклами аппаратов для точечной сварки или роликовых сварочных аппаратов, устанавливаемое пользователем.
- Управление временем в периодах или миллисекундах.
- Электрическая изоляция входной и выходной секций.
- Установка и выполнение 64 программ, вызываемых внешним вводом, внутренних, последовательных или связанных с циклом запуска IC1 или IC2.
- Линия последовательной связи «точка-точка» RS232, используемая для подключения принтера или персонального компьютера, или сетевая линия последовательной связи RS485.
- Наличие расширения связи: Profibus – DeviceNet – CANopen – Modbus/RTU – Profinet/IO – EtherNet/IP – EtherCAT – Modbus/TCP.
- Запуск цикла с помощью двух кнопок (двойной ввод) или педалей (один ввод).
- Мониторинг (Контроль качества) пределов сварочного тока при точечной сварке и в режиме валковой сварки.

- Программируемая функция непрерывного увеличения тока для компенсации износа электродов при переменной характеристике до четырех пар электродов (четыре трансформатора).
- Счетчик сварных швов с функцией сигнализации и блокировки.
- Четыре соленоидных клапана гибко связаны с программами предварительного сжатия и сжатия.
- Цепь привода пропорционального клапана с гальванической изоляцией.
- Настройка полной шкалы пропорционального клапана (99%) от 5 до 10 В.
- Ковка выхода электромагнитного клапана.
- Предпусковой электромагнитный клапан.
- Возможно объединение давления при предварительном сжатии, сжатии, предварительном нагреве, сварке и ковке через пропорциональный клапан (цикл давления).
- Самокалибровка 4-х трансформаторных или сварочных систем.
- Настройка четырех языков, дополнительные языки по запросу.
- Управление специальными сигналами с помощью ПЛК. Блок питания
- IGBT с водяным или воздушным охлаждением, через встроенный электромагнитный клапан управления водой или вентиляторы.
- Возможность внешнего питания 24В в случае отсутствия линии электропередач.
- Контроль температуры радиатора.
- Внешний контроль температуры (трансформаторный диод или катушки).
- Автоматическая проверка и отчеты об ошибках на катушке Роговского изолированной или короткой.
- Проверить с любой отчетностью/управлением начала сварки, клещи не закрыты.
- Отображает тренды параметров сварки на клеммной панели.
- Автоматическое дублирование программы сварки в нескольких программах


— Модели: CSI-300A — CSI-600A — CSI-1200A — CSI-2400A / CSI-151A — CSI-301A — CSI-601A.
| ИНВЕРТОР — FREQUENZUMRICHTER TECHNOLOGIE |
| DATI TECNICI ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕХНИЧЕСКАЯ ДАТА | CSI-600A | CSI-1200A | CSI-1200A | CSI-151A | CSI-301A | CSI-601A |
| Raffreddamento Система охлаждения Kühlung | Acqua — Flusso 4 л/мин, темп. Вода — расход 4 л/мин, темп. от 20°C до 40°C Wasser — Durchfluß 4 л/мин, темп. от 20°C до 40°C | Ария Форзата Форсированный воздух Форсьерте Люфт | ||||
| Питание Входное напряжение Versorgung Spannung | Trifase Трехфазный | 400–440 В перем. тока ± 15 %, 50/60 Гц Трехфазный | |||||
| Tensione d’uscita Выходное напряжение Ausgangpannung | onda quadra | |||||
| Potenza @ 20% ПВ Power @ 20% ПВ Listung bei 20% E.D. | 300 кВА | 600 кВА | 1200 кВА | 75 кВА | 150 кВА | 300 кВА |
| Corrente d’uscita Выходной ток Ausgang Strom | 600 А | 1200 А (пост. | 2400 А (пост. ток) | 150 А | 300 А | 600 А |
| Frequenza d’uscita Выходная частота Ausgang Frequenz | (fino a) (fino a) | (fino a) | ||||
| Impostazioni Режимы управления Einstellungen | Duty‰ — Tensione Costante V‰ — Corrente Costante — Potenza Costante — Energia Costante — dattativo Duty‰ — Постоянное напряжение V‰ — Постоянный ток — Постоянная мощность — Постоянная энергия — Адаптивный Duty‰ — Konstant Spannung V‰ — Konstant Strom — Konstant Leistung — Konstant Energie — Anpassungsfähig | |||||
| Ingressi di misura Мерные входы Messeingaenge | Corrente Primaria — Corrente Secondaria — Tensione Elettrodi Первичный ток — Вторичный ток — Напряжение электродов Primär Strom — Sekundär Strom — Elektroden Spannung | |||||
| Рабочая температура Рабочая температура Betriebstemperarur | от 0°C до 50°C | |||||
| Umidità Operativa Рабочая влажность Betriebfeuchtigkeit | fino a 90 % C, без конденсата | |||||
| Connetivita Connectivity Schnittstellen | Profibus — DeviceNet — CANopen — Modbus/RTU — Profinet/IO — EtherNet/IP — EtherCAT — Modbus/TCP. | |||||
| Размеры (Д х В х Г) Размеры (Ш х В х Г) Объем (Д х В х Т) | 415 х 305 х 270 мм | 505 х 324 х 322 мм | 403 х 230 х 267 мм | 415 х 305 х 370 мм | ||
| Песо Вес Вес | 23 кг | 45 кг | 17 кг | 30 кг | ||
 ток)
ток) 
ТРАНСФОРМАТОРЫ
| ПЕРВИЧНОЕ НАПРЯЖЕНИЕ 21 НОМИНАЛЬНАЯ МОЩНОСТЬ | НАПРЯЖЕНИЕ СЕК. | ТЕКУЩАЯ СЕК. |  МАКС. ТОК | |
| T25/5 500 В. 5 кГц | 25 кВА/50% | 11,5 В | 1 кА/50% | 16 КА |
| T250/1 500 В. 1 кГц | 180 кВА/50% | 10,2/11,8/13,2/14,2 | 25 КА/50% | 180 КА |
| T130/1 500 В. 1 кГц | 130 кВА/50% | 7/8/9/10 В. | 13 КА/50% | 180 КА |
T100/1 500 В.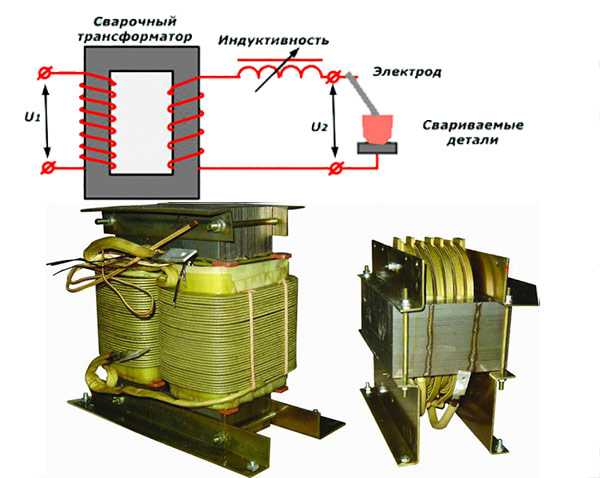 1 кГц 1 кГц | 100 кВА/50% | 9,1/10,2/11,7/13,1 | 11 КА/50% | 180 КА |
| T101/1 500 В. 1 кГц | 100 кВА/50% | 9,1 В. | 13,5 кА/50% | 120 КА |
| T40/1 500 В. 1 кГц | 40 кВА/50% | 4,5/5,8/6,9/8,9 | 6,5 кА/50% | 60 КА |
Скачать техническую плату
Прямой контакт
02.35.11.869
Головной офис Tre.Ci
Via Pasubio, 57 int.2 Paderno Dugnano (MI)
Часы работы
09.00 — 18.00
Кто такой сварочный инвертор? Трансформатор против инвертора
Современные электросварщики намного эффективнее и надежнее, чем сварочные аппараты предыдущих поколений. Кроме того, они намного проще в использовании, что сделало их все более популярными как среди домашних любителей, так и среди профессиональных сварщиков. В этой статье вы узнаете, что такое инверторный сварочный аппарат и как его использовать.
Кроме того, они намного проще в использовании, что сделало их все более популярными как среди домашних любителей, так и среди профессиональных сварщиков. В этой статье вы узнаете, что такое инверторный сварочный аппарат и как его использовать.
Верхние заголовки
- 1 Что такое инверторный сварочный аппарат?
- 1.1 Работа технологии инвертора в сварочных машинах
- 2 Разница между инвертором трансформатора и сварщиком инвертора:
- 2.1 Особенности сварщика инвертора
- 2.1.1 Отличная эффективность
- 2,1. 3 Качество энергосбережения
- 2.1.4 Технология IGBT
- 2.1.5 Стабильность и выходное напряжение
- 2.2 Преимущества использования инверторного сварочного аппарата
- 2.3 Заключение
- 2.1 Особенности сварщика инвертора
Инверторный сварочный аппарат — это тип сварочного аппарата, который использует электричество для сварки. Они часто используются в тех случаях, когда использование традиционного сварочного аппарата затруднено или невозможно, например, при сварке в ограниченном пространстве или на движущихся объектах. Электросварщики также используются для сварки в местах, где дуга может быть опасной или трудно контролируемой, например, на краях крыши.
Электросварщики также используются для сварки в местах, где дуга может быть опасной или трудно контролируемой, например, на краях крыши.
Сварка с помощью инверторного сварочного аппарата выполняется намного быстрее, чем с использованием традиционного сварочного аппарата.
Инверторный сварочный аппарат — отличный вариант для тех, кто хочет заниматься сваркой, но не имеет места или денег на промышленный сварочный аппарат.
Эти сварочные аппараты обычно меньше и легче, что облегчает их перемещение. Они также, как правило, дешевле, чем промышленные сварочные аппараты, а это означает, что вы можете купить их, если вам это нужно, и вам не нужны дополнительные функции, которые поставляются с этими моделями.
Еще одно преимущество инверторных сварочных аппаратов заключается в том, что их можно использовать для сварки не всегда совместимых металлов, таких как алюминий и сталь.
Работа инверторной технологии в сварочных аппаратах
Инверторная технология используется в сварочных аппаратах для обеспечения стабильной и стабильной выходной мощности.![]() Принцип его работы заключается в том, что переменное напряжение преобразуется в постоянное с помощью инвертора, а затем обратно в переменное с помощью выпрямителя. Инверторная технология помогает снизить энергопотребление, а также улучшает качество сварки.
Принцип его работы заключается в том, что переменное напряжение преобразуется в постоянное с помощью инвертора, а затем обратно в переменное с помощью выпрямителя. Инверторная технология помогает снизить энергопотребление, а также улучшает качество сварки.
Инвертор — это электронная система, которая регулирует напряжение. В случае отключения электроэнергии инвертор переключится на питание от батареи и продолжит работу ваших устройств. Инвертор также пригодится для зарядки аккумуляторов от солнечной панели или ветряка. Инверторы бывают разных размеров и могут использоваться в домах, на предприятиях и в транспортных средствах.
Вам также нравится: Как носить сварочную шапочку?
Преобразует постоянный ток (DC) в переменный ток (AC). Это достигается за счет увеличения частоты основного источника питания с 50 Гц до 20 000 Гц. Это позволяет питать гораздо более широкий спектр устройств от меньшего и легкого инвертора.
| Инверторы | Трансформаторы | |
|---|---|---|
| Вес | 2 Низкий20331 High | |
| Size | Compact | Huge |
| Efficiency | High | Low |
| Duty Cycle | Longer | Короткий |
| Расширенный цифровой контроль дуги | Да | Нет |
| Generator Support | Worse | Better |
| Arc Stability | Better | Worse |
| Current Output | AC & DC | Переменный и постоянный ток |
| Несколько процессов в одном сварочном аппарате | Да | Нет |
| Cost | $$ | $$$ |
| Lifespan | Shorter | Longer |
| Technology Age | Relatively Новый | Старый |
 Transformer Welder» src=»https://www.youtube.com/embed/HLed_AaDr5U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Transformer Welder» src=»https://www.youtube.com/embed/HLed_AaDr5U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Особенности инверторного сварочного аппарата
Высокая эффективность
Инверторные сварочные аппараты становятся все более популярными, поскольку они обладают многими функциями, которые делают их энергоэффективными и энергосберегающими. Они также проще в использовании, чем традиционные сварочные аппараты, поэтому они являются хорошим вариантом для новичков в сварке. Инверторные сварочные аппараты производят меньше тепла, чем традиционные сварочные аппараты, поэтому они подходят для деликатной работы. У них также более высокая скорость сварки, что означает, что они могут быстрее завершать проекты. Наконец, инверторные сварочные аппараты потребляют меньше энергии, чем традиционные сварочные аппараты, поэтому они помогают сэкономить деньги на счетах за электроэнергию.
Лучшее холодильное оборудование
Сварочные аппараты инверторного типа имеют множество функций, которые могут сделать процесс сварки проще и продуктивнее. Некоторые функции включают в себя систему охлаждения, несколько выходов напряжения и различные инструменты и аксессуары.
Кроме того, инверторные сварочные аппараты часто меньше, чем другие типы сварочных аппаратов, что делает их идеальными для использования в ограниченном пространстве. Они предлагают множество функций, которые могут сделать процесс сварки проще и продуктивнее.
Сварщики являются важной частью многих заводов и мастерских. Они используют различные машины для сварки различных материалов для создания продуктов или конструкций. Инверторные сварочные аппараты популярны среди сварщиков, поскольку они способны производить качественные сварные швы.
Эти машины оснащены внутренним охлаждающим вентилятором, который уменьшает рабочий нагрев. Этот вентилятор помогает охлаждать машину, что увеличивает срок ее службы и снижает потребность в ремонте.
Качество энергосбережения
Сварочный инвертор — это аппарат, который можно использовать для сварки различных металлов. Как правило, это очень мощные машины, способные производить большое количество тепла. Кроме того, инверторные сварочные аппараты обычно обладают высоким качеством энергосбережения, что означает, что они могут экономить энергию в процессе сварки.
Сварочные аппараты инверторного типа широко используются во многих отраслях промышленности. Инверторная сварка обычно используется для стали, алюминия и нержавеющей стали. Они также очень универсальны и могут использоваться для выполнения множества других сварочных процессов, включая пайку и пайку.
IGBT Techniques
В последние годы инверторные сварочные аппараты стали популярны благодаря их способности производить высококачественные сварные швы. Сварщики инверторного типа способны создавать стабильную дугу, которая помогает производить высококачественные сварные швы. Кроме того, инверторные сварочные аппараты более портативны, чем традиционные сварочные аппараты, что делает их популярным выбором для людей, которым необходимо часто перемещать свой сварочный аппарат.
Стабильность и выходное напряжение
Сварочные аппараты выпускаются с различными напряжениями и выходными токами, но неизменными для всех сварочных аппаратов являются их стабильность и мощность. Выходное напряжение часто является определяющим фактором того, сколько сварочных работ может выполнить инверторный сварочный аппарат, но текущая стабильность не менее важна. Нестабильность сварочного аппарата может привести к появлению брызг и темных пятен на сварном шве, поэтому выбор сварочного аппарата со стабильным выходным током имеет важное значение для точной работы.
Сварочные инверторные аппараты широко используются в промышленности и строительстве, поскольку они могут производить широкий диапазон напряжений. Они также обладают высокой степенью текущей стабильности, что означает, что они будут обеспечивать стабильное выходное напряжение даже в условиях колебаний.
В последние годы популярность инверторных сварочных аппаратов растет. Отчасти это связано с тем, что они предлагают ряд преимуществ по сравнению с традиционными сварочными аппаратами.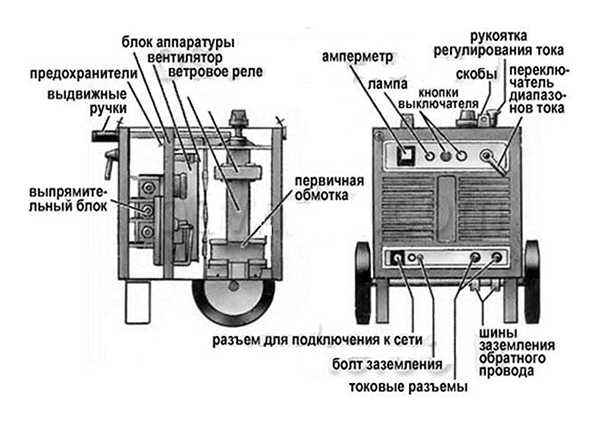
Преимущества использования инверторного сварочного аппарата
- Инверторные сварочные аппараты являются популярным выбором для сварки, поскольку они имеют много преимуществ. Их можно использовать для сварки сложных металлов, а поскольку они выделяют меньше тепла, чем другие типы сварочных аппаратов, их использование безопаснее. Инверторные сварочные аппараты также имеют более высокую производительность, чем другие типы сварочных аппаратов, что делает их идеальными для сварки большого объема.
- Одним из основных преимуществ инверторных сварочных аппаратов является то, что они используют переменный ток, а это означает, что направление и напряжение часто меняются. Это помогает получить более равномерную сварочную дугу, что приводит к более высокому качеству сварного шва. Инверторные сварочные аппараты также меньше и легче традиционных сварочных аппаратов, что упрощает их транспортировку и использование.
- Средний рабочий цикл промышленного оборудования составляет около 50 %. Это означает, что машина включена 50% времени. Инверторные машины имеют гораздо более высокий рабочий цикл, обычно достигающий 90%. Это связано с тем, что более мелкие компоненты инверторной машины нагреваются не так быстро. Таким образом, инверторные машины могут работать с более высоким рабочим циклом без риска повреждения машины или компонентов.
- Сварочный аппарат на базе инвертора — отличный вариант для сварщиков, которым требуется превосходная производительность. Эти сварочные аппараты, как правило, имеют более высокие скорости и более стабильную сварочную дугу, что делает их более подходящими для таких задач, как сварка ММА (ручная сварка). Повышенная производительность этих сварочных аппаратов может быть особенно заметна, когда речь идет о сварке тонких металлических листов. В целом, инверторные сварочные аппараты — отличный выбор для тех, кто ищет превосходные сварочные характеристики.
 Это означает, что машина включена 50% времени. Инверторные машины имеют гораздо более высокий рабочий цикл, обычно достигающий 90%. Это связано с тем, что более мелкие компоненты инверторной машины нагреваются не так быстро. Таким образом, инверторные машины могут работать с более высоким рабочим циклом без риска повреждения машины или компонентов.
Это означает, что машина включена 50% времени. Инверторные машины имеют гораздо более высокий рабочий цикл, обычно достигающий 90%. Это связано с тем, что более мелкие компоненты инверторной машины нагреваются не так быстро. Таким образом, инверторные машины могут работать с более высоким рабочим циклом без риска повреждения машины или компонентов.Заключение
В заключение, инверторный сварочный аппарат — отличный вариант для тех, кто ищет портативный сварочный аппарат. Они идеально подходят как для личного, так и для профессионального использования и могут использоваться для сварки различных материалов. Для достижения наилучших результатов обязательно обратитесь к руководству по эксплуатации машины, чтобы узнать правильные настройки для вашего проекта.
Они идеально подходят как для личного, так и для профессионального использования и могут использоваться для сварки различных материалов. Для достижения наилучших результатов обязательно обратитесь к руководству по эксплуатации машины, чтобы узнать правильные настройки для вашего проекта.
Анализ многообмоточного трансформатора с инверторным питанием и двухполупериодным выпрямителем на выходе
ScienceDirectРегистрировать в
Просмотр PDF
- Доступ через Ваше учреждение
Том 320, выпуск 20, октябрь 2008 г., стр. .2008.04.081Получить права и содержание
В этой статье рассматривается магнитный анализ многообмоточного трансформатора с инверторным питанием, часто используемого для контактной точечной сварки. Базовая структура анализируемой системы состоит из инвертора, однофазного трансформатора с двумя вторичными обмотками и двухполупериодного выпрямителя, установленного на выходе трансформатора, что обеспечивает очень короткое время нарастания сварочного тока.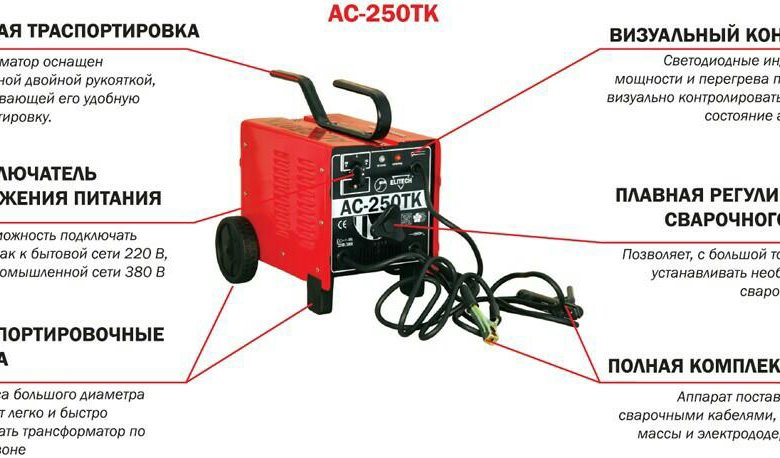 Возмущающие пики тока часто возникают в первичной обмотке трансформатора в установившемся режиме, что может активировать отключение защиты от перегрузки по току в системе. Результаты численного анализа, выполненного на нелинейной модели рассматриваемой системы, показали, что очень сильное магнитное насыщение сердечника трансформатора, вызванное взаимодействием различных омических сопротивлений вторичных обмоток и различных характеристик диодов выходного выпрямителя, провоцирует нежелательные текущие пики. Магнитное насыщение может быть эффективно устранено с помощью очень простого пассивного метода, предложенного в этой статье. Все выводы подтверждены систематическим анализом численно и экспериментально.
Возмущающие пики тока часто возникают в первичной обмотке трансформатора в установившемся режиме, что может активировать отключение защиты от перегрузки по току в системе. Результаты численного анализа, выполненного на нелинейной модели рассматриваемой системы, показали, что очень сильное магнитное насыщение сердечника трансформатора, вызванное взаимодействием различных омических сопротивлений вторичных обмоток и различных характеристик диодов выходного выпрямителя, провоцирует нежелательные текущие пики. Магнитное насыщение может быть эффективно устранено с помощью очень простого пассивного метода, предложенного в этой статье. Все выводы подтверждены систематическим анализом численно и экспериментально.
Системы контактной точечной сварки (RSW) в основном используются для недорогих и эффективных процессов соединения материалов в автомобильной промышленности. Источники тока, используемые при точечной сварке, сильно отличаются от тех, которые используются в обычных системах дуговой сварки или в устройствах большой мощности, показанных в Ref.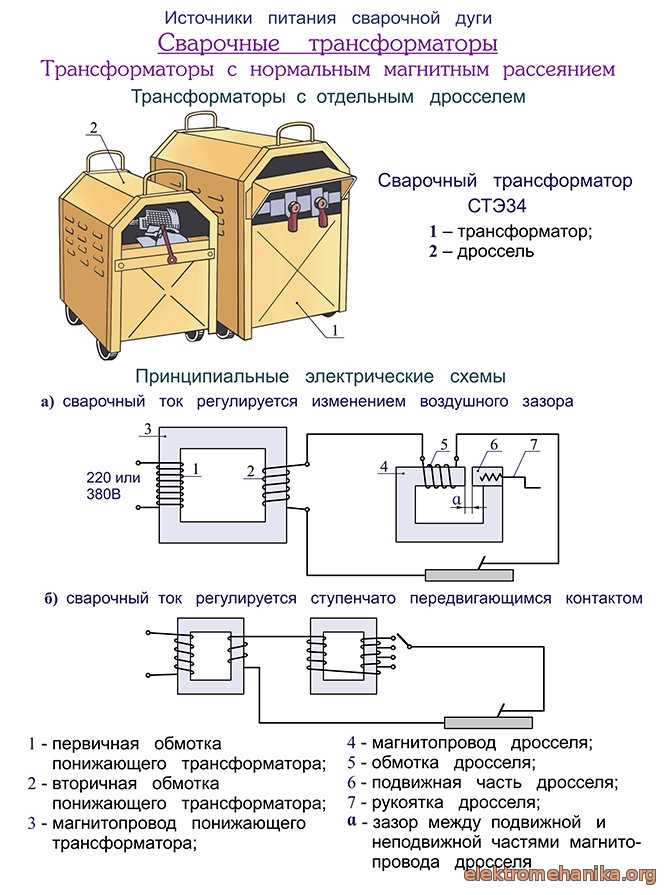 [1]. В системах РСВ применяются так называемые низковольтные сильноточные источники с постоянными сварочными токами [2], [3], [4]. Требуемая динамика сварочного тока высока, т.е. системы УВР всегда работают в переходном режиме с максимально коротким временем нарастания выходного сварочного тока.
[1]. В системах РСВ применяются так называемые низковольтные сильноточные источники с постоянными сварочными токами [2], [3], [4]. Требуемая динамика сварочного тока высока, т.е. системы УВР всегда работают в переходном режиме с максимально коротким временем нарастания выходного сварочного тока.
Работа посвящена моделированию и систематическому анализу источника тока УВВ средней частоты, состоящего из входного преобразователя, сварочного трансформатора и двухполупериодного выпрямителя, установленных на вторичной обмотке трансформатора. Сварочный ток на выходе двухполупериодного выпрямителя обычно управляется по замкнутому контуру широтно-импульсно-модулированным (ШИМ) первичным напряжением трансформатора, питаемым входным преобразователем, а плотность потока измеряется только в лабораторной реализации для целей испытаний [5]. ]. Всплески тока первичной обмотки трансформатора в начале сварочного цикла обычно компенсируются без обратной связи более коротким первым импульсом [5]. Причиной проведенного анализа стали возмущающие всплески тока в первичной обмотке трансформатора, которые часто возникают в установившемся режиме и могут привести к срабатыванию защиты от перегрузки по току в системе.
Причиной проведенного анализа стали возмущающие всплески тока в первичной обмотке трансформатора, которые часто возникают в установившемся режиме и могут привести к срабатыванию защиты от перегрузки по току в системе.
В статье приведены магнитно-нелинейная модель и результаты систематического анализа системы УВР. Установлено, что магнитное насыщение сердечника трансформатора обусловлено неодинаковым омическим сопротивлением вторичных цепей двух трансформаторов и разными характеристиками обоих выпрямительных диодов. Более того, насыщение железного сердечника является важнейшей причиной появления всплесков тока во время пускового тока и в установившемся режиме. Этот недостаток существующей системы РВП полностью устраняется правильным расположением диодов выходного выпрямителя со специально подобранными характеристиками (спаренными диодами) на выходе трансформатора. Более того, железный сердечник трансформатора можно немного уменьшить, потому что основная причина насыщения устраняется правильным подбором обоих диодов. Эти выводы подтверждаются систематическим численным анализом и экспериментами.
Эти выводы подтверждаются систематическим численным анализом и экспериментами.
Фрагменты сечений
Обсуждаемая система RSW, показанная на рис. 1, состоит из полупроводникового преобразователя, однофазного трансформатора и двухполупериодного выпрямителя, установленных на выходе трансформатора. Предполагается, что входной выпрямитель обеспечивает постоянное постоянное напряжение U DC . Соответствующее переменное напряжение ШИМ u , питающее первичную обмотку трансформатора, создается Н-мостовым инвертором с частотой коммутации 1 кГц [6].
Схема сварочного трансформатора с двухполупериодным выходным выпрямителем показана на рис. 2.
Различные омические сопротивления R 2 и R 3 и различные характеристики диодов выходного выпрямителя вызывают нежелательную асимметрию системы точечной сварки. Если эти различия поддерживают друг друга, можно получить сильно асимметричную систему сварки. Следствие этого можно увидеть в рассчитанном временном поведении плотности потока B в железном сердечнике высоконагруженного трансформатора, в котором постоянная составляющая в отрицательном направлении увеличивается. Временные характеристики плотности потока B , первичный
Следствие этого можно увидеть в рассчитанном временном поведении плотности потока B в железном сердечнике высоконагруженного трансформатора, в котором постоянная составляющая в отрицательном направлении увеличивается. Временные характеристики плотности потока B , первичный
Анализ системы УВР показал, что всплески тока первичной обмотки трансформатора в установившемся режиме возникают вследствие магнитного насыщения в железном сердечнике. Двумя основными причинами магнитного насыщения железного сердечника и всплесков тока являются различные омические сопротивления вторичных обмоток трансформатора и различные характеристики диодов выходного выпрямителя. Всплески тока могут быть легко и эффективно устранены правильным расположением
Эта работа была частично поддержана ARRS, проекты №. L2-7560-1792 и P2-0115.
Ссылки (11)
- М. Долинар и др.
JMM
(2006)
- А. Бендре и др.
IEEE Trans.
инд. заявл.(2003)
- Ю. Такасаки и др.
IEEE Trans. Магн.
(2005)
- Дж.А. Сабате и др.
Проц. Приложение IEEE Силовой электрон. конф.
(1990)
- Ю.М. Че, Дж.С. Мок, Г.-Х. Чоу, В.-С. Шин, в: Конференция специалистов по силовой электронике PESC’99, 1999, стр….
 инд. заявл.
инд. заявл.В полной текстовой версии этой статьи есть дополнительные ссылки.
Интеллектуальное измерение параметров электрической структуры среднечастотной системы контактной точечной сварки постоянным током
2021, Измерение: Журнал Международной конфедерации измерений
Трехфазная машина контактной точечной сварки постоянным током средней частоты (DC) имеет сложную электрическую структуру. Поскольку конструкция включала в себя различные электрические компоненты, трудно создать точную и интегрированную численную модель для имитации подачи энергии и процесса управления. В этом исследовании использовался алгоритм оптимизации роя частиц (PSO) для проведения интеллектуальных измерений параметров.
Процесс измерения включал три процедуры, основанные на электрических и физических характеристиках исследуемой электрической системы. Для проверки точности и надежности измерения использовалась другая численная модель, созданная с помощью MATLAB Simulink. Сравнительные результаты показали, что максимальная погрешность всех измеренных параметров составила 1%, что означает, что предложенный интеллектуальный метод измерения параметров эффективен, и можно получить убедительные результаты измерений. Это исследование может быть полезно для создания полного численного расчета процесса или модели оценки среднечастотной системы RSW постоянного тока.Обзор последних достижений в области анализа процессов и контроля качества точечной сварки сопротивлением
2019, Механические системы и обработка сигналов
Точечная сварка сопротивлением (RSW) часто используется в современных промышленных условиях. Однако этот процесс связан с несколькими полями и сильно нелинейен, а также полон неопределенностей и возмущений.
В этой статье представлены последние основные достижения и прогресс в анализе процессов и контроле качества операций RSW. Онлайн-анализ процесса сварки и относительная онлайн-оценка качества сварочных изделий очень важны, поскольку они могут помочь сэкономить энергию и повысить эффективность в реальном производстве. Он должен глубоко интерпретировать характеристики процесса, а затем можно установить разумные отношения между выбранными переменными процесса мониторинга, такими как динамическое сопротивление или смещение электрода, и критериями качества, такими как размер самородка или прочность на сдвиг при растяжении. Помимо онлайн-анализа процесса с использованием математических инструментов, представлено и обсуждено использование различных видов вспомогательных измерительных сигналов от внешних датчиков и внутренних переменных процесса для мониторинга процесса и получения информации о качестве сварного шва. Затем рассматриваются различные работы по управлению технологическим процессом. Помимо различных методов оптимизации параметров, соответственно обсуждаются типы контроллеров, в том числе контроллеры с обратной связью, интеллектуальные контроллеры и комплексные контроллеры, которые сочетают в себе онлайн-оценку качества и применение стратегии управления для получения сварных швов удовлетворительного качества. Можно видеть, что создание общих моделей для онлайн-анализа процесса, оценки качества и проектирования системы управления в реальном времени для получения сварных швов удовлетворительного качества по-прежнему остается большой проблемой в действительности. Эта работа может предоставить ссылки и просветить для текущих академических исследований или фактического производства в соответствующей области RSW.Многомерный подход GR&R к оценке изменчивости измерительных приборов в процессе контактной точечной сварки
2018, Journal of Manufacturing Processes
Точечная контактная сварка является перспективным и широко используемым методом соединения механических конструкций, применимым в различных промышленных секторов и постоянно совершенствуется, чтобы гарантировать высокую надежность и механическое качество продукта.
Эта статья направлена на проверку изменчивости, приписываемой различным измерительным приборам для этого процесса, учитывая многомерный характер его критических для качества характеристик. Для проверки степени достоверности результатов в этом процессе было использовано многофакторное исследование повторяемости и воспроизводимости на основе метода взвешенных главных компонент с учетом двух различных откликов. Методология планирования экспериментов использовалась для сбора данных, чтобы получить реальное представление об амплитуде процесса. Измерения оценивали с помощью анализатора изображений и обычных механических метрологических инструментов. Результаты показали лучшую точность показателей, выполненных анализатором изображений, где измерения показали меньшую изменчивость, в то время как механические инструменты показали большую неопределенность измеренных значений.Последние достижения и анализ технологий мониторинга и контроля качества для RSW
2020, Zhongguo Jixie Gongcheng/China Machine Engineering
Обзор применения электрической структуры при контактной точечной сварке
6 14 90 EE 2017, 0 IEЗависимость намагниченности вблизи насыщения от содержания легирующих элементов в ферромагнитной стали
2015, IEEE Transactions on Magnetics
 Процесс измерения включал три процедуры, основанные на электрических и физических характеристиках исследуемой электрической системы. Для проверки точности и надежности измерения использовалась другая численная модель, созданная с помощью MATLAB Simulink. Сравнительные результаты показали, что максимальная погрешность всех измеренных параметров составила 1%, что означает, что предложенный интеллектуальный метод измерения параметров эффективен, и можно получить убедительные результаты измерений. Это исследование может быть полезно для создания полного численного расчета процесса или модели оценки среднечастотной системы RSW постоянного тока.
Процесс измерения включал три процедуры, основанные на электрических и физических характеристиках исследуемой электрической системы. Для проверки точности и надежности измерения использовалась другая численная модель, созданная с помощью MATLAB Simulink. Сравнительные результаты показали, что максимальная погрешность всех измеренных параметров составила 1%, что означает, что предложенный интеллектуальный метод измерения параметров эффективен, и можно получить убедительные результаты измерений. Это исследование может быть полезно для создания полного численного расчета процесса или модели оценки среднечастотной системы RSW постоянного тока. В этой статье представлены последние основные достижения и прогресс в анализе процессов и контроле качества операций RSW. Онлайн-анализ процесса сварки и относительная онлайн-оценка качества сварочных изделий очень важны, поскольку они могут помочь сэкономить энергию и повысить эффективность в реальном производстве. Он должен глубоко интерпретировать характеристики процесса, а затем можно установить разумные отношения между выбранными переменными процесса мониторинга, такими как динамическое сопротивление или смещение электрода, и критериями качества, такими как размер самородка или прочность на сдвиг при растяжении. Помимо онлайн-анализа процесса с использованием математических инструментов, представлено и обсуждено использование различных видов вспомогательных измерительных сигналов от внешних датчиков и внутренних переменных процесса для мониторинга процесса и получения информации о качестве сварного шва. Затем рассматриваются различные работы по управлению технологическим процессом.
В этой статье представлены последние основные достижения и прогресс в анализе процессов и контроле качества операций RSW. Онлайн-анализ процесса сварки и относительная онлайн-оценка качества сварочных изделий очень важны, поскольку они могут помочь сэкономить энергию и повысить эффективность в реальном производстве. Он должен глубоко интерпретировать характеристики процесса, а затем можно установить разумные отношения между выбранными переменными процесса мониторинга, такими как динамическое сопротивление или смещение электрода, и критериями качества, такими как размер самородка или прочность на сдвиг при растяжении. Помимо онлайн-анализа процесса с использованием математических инструментов, представлено и обсуждено использование различных видов вспомогательных измерительных сигналов от внешних датчиков и внутренних переменных процесса для мониторинга процесса и получения информации о качестве сварного шва. Затем рассматриваются различные работы по управлению технологическим процессом. Помимо различных методов оптимизации параметров, соответственно обсуждаются типы контроллеров, в том числе контроллеры с обратной связью, интеллектуальные контроллеры и комплексные контроллеры, которые сочетают в себе онлайн-оценку качества и применение стратегии управления для получения сварных швов удовлетворительного качества. Можно видеть, что создание общих моделей для онлайн-анализа процесса, оценки качества и проектирования системы управления в реальном времени для получения сварных швов удовлетворительного качества по-прежнему остается большой проблемой в действительности. Эта работа может предоставить ссылки и просветить для текущих академических исследований или фактического производства в соответствующей области RSW.
Помимо различных методов оптимизации параметров, соответственно обсуждаются типы контроллеров, в том числе контроллеры с обратной связью, интеллектуальные контроллеры и комплексные контроллеры, которые сочетают в себе онлайн-оценку качества и применение стратегии управления для получения сварных швов удовлетворительного качества. Можно видеть, что создание общих моделей для онлайн-анализа процесса, оценки качества и проектирования системы управления в реальном времени для получения сварных швов удовлетворительного качества по-прежнему остается большой проблемой в действительности. Эта работа может предоставить ссылки и просветить для текущих академических исследований или фактического производства в соответствующей области RSW. Эта статья направлена на проверку изменчивости, приписываемой различным измерительным приборам для этого процесса, учитывая многомерный характер его критических для качества характеристик. Для проверки степени достоверности результатов в этом процессе было использовано многофакторное исследование повторяемости и воспроизводимости на основе метода взвешенных главных компонент с учетом двух различных откликов. Методология планирования экспериментов использовалась для сбора данных, чтобы получить реальное представление об амплитуде процесса. Измерения оценивали с помощью анализатора изображений и обычных механических метрологических инструментов. Результаты показали лучшую точность показателей, выполненных анализатором изображений, где измерения показали меньшую изменчивость, в то время как механические инструменты показали большую неопределенность измеренных значений.
Эта статья направлена на проверку изменчивости, приписываемой различным измерительным приборам для этого процесса, учитывая многомерный характер его критических для качества характеристик. Для проверки степени достоверности результатов в этом процессе было использовано многофакторное исследование повторяемости и воспроизводимости на основе метода взвешенных главных компонент с учетом двух различных откликов. Методология планирования экспериментов использовалась для сбора данных, чтобы получить реальное представление об амплитуде процесса. Измерения оценивали с помощью анализатора изображений и обычных механических метрологических инструментов. Результаты показали лучшую точность показателей, выполненных анализатором изображений, где измерения показали меньшую изменчивость, в то время как механические инструменты показали большую неопределенность измеренных значений.Исследовательская статья
Индивидуальные коэффициенты отказов трансформаторов среди населения на основе диагностических мер
Исследование систем электроснабжения, том 141, 2016 г.
, стр. 354-362Высокая денежная стоимость трансформатора определяет срок службы трансформатора -оптимизация времени в центре внимания управления активами. Средняя частота отказов позволила получить разумные результаты при моделировании надежности, однако она не может отражать вероятность отказа отдельного трансформатора. В этой статье представлен метод расчета отдельных частот отказов для группы трансформаторов на основе статистики отказов и диагностических измерений, таких как растворенный газ и анализ 2-фурфуральдегида. Метод применим ко всем типам компонентов, а понятность делает его эффективным для практической реализации. Результаты оцениваются по двум показателям здоровья на основе весового коэффициента и нечеткой логики. Можно заметить, что представленные отдельные интенсивности отказов являются вероятными показателями вероятности отказа трансформатора. Таким образом, результаты также могут быть использованы для принятия решений по управлению активами.
Исследовательская статья
Обнаружение повреждения изоляции в обмотке трансформатора с использованием метода взаимной корреляции с ИНС и методом регрессии
k -NN во время импульсных испытанийМеждународный журнал Electric Power & Energy Systems, том 53, 2013, стр.
209-218В данной статье предложены две новые схемы обнаружения повреждения изоляции в обмотках силовых трансформаторов. На первом этапе на основе детальной модели моделируется реальная обмотка высокочастотного высоковольтного трансформатора. После этого получают имитатор повреждения изоляции, который встраивают в разные места обмотки в статической и динамической формах. В первой предложенной схеме полученные сигналы тока заземления используются для выделения признаков на основе метода взаимной корреляции. После этого четырехслойная искусственная нейронная сеть (ИНС) перцептрона умножителя обучается с использованием этих функций для обнаружения ошибок. Точность сети ANN составила 84,33% для различных неисправностей. Во второй схеме k — Ближайшие соседи ( k -NNs) используется в качестве метода регрессии. Точность этого метода достигает 80,4%. Ясно, что первая предложенная схема способна более точно обнаруживать неисправности. Кроме того, в первой схеме показатель точности для шунтирующих КЗ был выше, чем для последовательных, в то время как вторая схема более успешна в обнаружении последовательных КЗ.
Исследовательская статья
Состояния воды в протонообменных мембранах: Часть А – Влияние химической структуры и состава
Polymer, Volume 111, 2017, pp. 297-306
Дисульфированные поли(ариленовые эфиры) и полиимидные сополимеры могут разделяться на фазы с образованием наноразмерной гидрофильной и гидрофобной морфологии доменов. Вода в этих областях была отнесена к трем различным состояниям: прочно связанная, слабосвязанная и свободная вода. Состояние воды характеризовали методами ДСК, ЯМР-релаксации и ТГА. Химические структуры протонообменных мембран различались по химическому составу, микроструктуре (случайная и блочная), а также по функциональным сульфокислотным группам, закрепленным на полимерных остовах. Наблюдалась сильная зависимость типов воды от содержания ионов и морфологии. Для статистических сополимеров образование свободной воды в системе происходит после достижения определенного содержания ионов. Для мультиблоков в дополнение к содержанию ионов также образуется свободная вода с увеличением длины блока.
Образование непрерывной морфологии в сополимерах коррелировало с появлением свободной воды. О влиянии состояния воды на транспортные свойства ПОМ будет сообщено отдельно.Исследовательская статья
Вычислительные методы предсказания и уточнения белковых структур с высоким разрешением
Current Opinion in Structural Biology, Volume 23, Issue 2, 2013, pp. алгоритмы, которые привели к расширенным возможностям прогнозирования и уточнения локализованных белковых структур (например, областей петель) с высоким разрешением. Улучшения в обобщенной модели Борна и члене гидрофобности дают значительно более точную энергетику; специализированные алгоритмы выборки позволяют надежно прогнозировать сложные локальные структуры, такие как область петля-спираль-петля. Добавлен новый штрафной термин для петель, содержащих образцы двугранных граней, которые редко встречаются в экспериментальных структурах. Мы показываем предсказание различных наборов больших циклов в исходной магистральной среде с точностью до субангстрема.
Методология обещает решить проблему уточнения в моделировании гомологии, если будет разработан подход для обработки делокализованных ошибок в структуре.Исследовательская статья
Гибридный адсорбционный охладитель двигателя Стирлинга для вспомогательных силовых установок грузовых автомобилей
International Journal of Refrigeration, том 76, 2017 г., стр. 356-366
В данной статье представлены результаты предварительных экспериментальных испытаний нового грузового автомобиля конструкция вспомогательной силовой установки (ВСУ), состоящей из свободнопоршневого двигателя Стирлинга мощностью 1 кВт e и цеолитно-водяного адсорбционного охладителя мощностью 2 кВт t , работающего за счет отработанного тепла рубашки охлаждения двигателя. Был построен и испытан прототип системы для изучения динамики взаимодействия между двигателем Стирлинга и адсорбционным охладителем, а также для определения производительности охладителя в условиях экстремальных температур окружающей среды.
Результаты показывают, что импульсная тепловая нагрузка от чиллера на двигатель приводит к всплескам мощности двигателя до 110–115 % от номинальной мощности. Для адсорбционного охладителя был достигнут средний КПД 0,42 ± 0,06. Также было проведено исследование по смягчению негативных последствий низкой буферизации, и было установлено, что объем буфера в 50 литров достаточен для минимизации последствий. Этот объем потенциально может быть достигнут за счет интеграции с основным двигателем грузовика, что устраняет необходимость в дополнительном баке. Предлагаемая система имеет много преимуществ по сравнению с существующими технологиями, таких как низкий уровень шума, высокая надежность и чистые выбросы без необходимости дополнительной очистки выхлопных газов.Научная статья
Двухзонное моделирование горения, работы и образования выбросов в дизельном двигателе прямого впрыска, работающем на суспензии сажи-воды-дизеля
Materials Today: Proceedings, Volume 62, Part 6, 2022, pp.
4341 -4350Альтернативное топливо, эмульсия сажи-воды-дизеля (CBWD10), приготовленная путем извлечения сажи (CB) из шин на заводе по утилизации, проходит испытания в четырехтактном одноцилиндровом двигателе с непосредственным впрыском (DI). двигатель с воспламенением от сжатия. Характеристики двигателя с точки зрения сгорания, выбросов, мощности торможения и т. д. оцениваются и сравниваются со стандартным дизельным топливом. В программе MATLAB разработана двухзонная расчетная модель. Было обнаружено, что параметры моделирования, такие как данные о горении, полностью соответствуют экспериментальным данным со средним отклонением 5–10%. Точно так же экспериментальные результаты эмиссии оказались на 3–5% ближе к результатам математической модели.
 , стр. 354-362
, стр. 354-362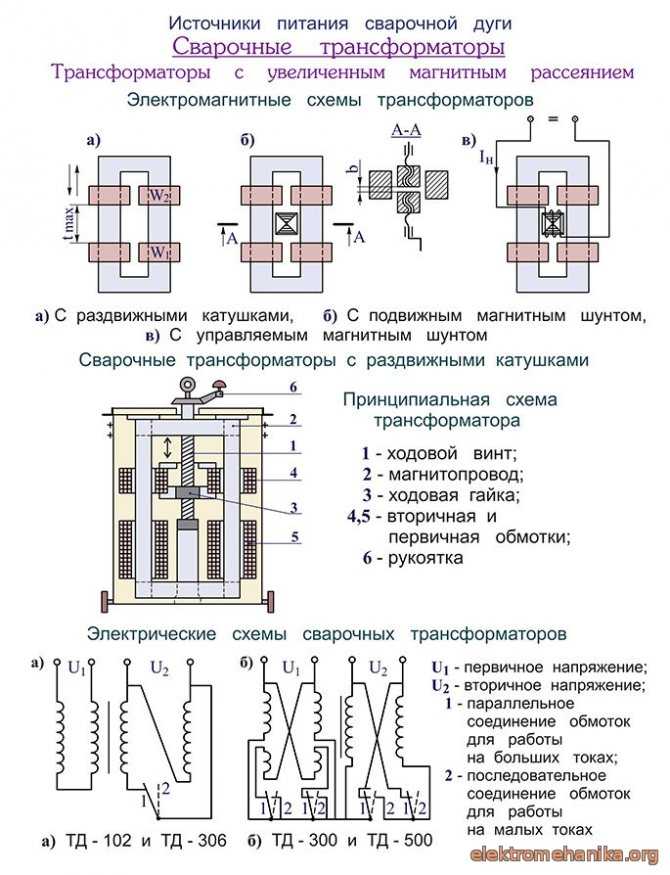 209-218
209-218
 Образование непрерывной морфологии в сополимерах коррелировало с появлением свободной воды. О влиянии состояния воды на транспортные свойства ПОМ будет сообщено отдельно.
Образование непрерывной морфологии в сополимерах коррелировало с появлением свободной воды. О влиянии состояния воды на транспортные свойства ПОМ будет сообщено отдельно. Методология обещает решить проблему уточнения в моделировании гомологии, если будет разработан подход для обработки делокализованных ошибок в структуре.
Методология обещает решить проблему уточнения в моделировании гомологии, если будет разработан подход для обработки делокализованных ошибок в структуре. Результаты показывают, что импульсная тепловая нагрузка от чиллера на двигатель приводит к всплескам мощности двигателя до 110–115 % от номинальной мощности. Для адсорбционного охладителя был достигнут средний КПД 0,42 ± 0,06. Также было проведено исследование по смягчению негативных последствий низкой буферизации, и было установлено, что объем буфера в 50 литров достаточен для минимизации последствий. Этот объем потенциально может быть достигнут за счет интеграции с основным двигателем грузовика, что устраняет необходимость в дополнительном баке. Предлагаемая система имеет много преимуществ по сравнению с существующими технологиями, таких как низкий уровень шума, высокая надежность и чистые выбросы без необходимости дополнительной очистки выхлопных газов.
Результаты показывают, что импульсная тепловая нагрузка от чиллера на двигатель приводит к всплескам мощности двигателя до 110–115 % от номинальной мощности. Для адсорбционного охладителя был достигнут средний КПД 0,42 ± 0,06. Также было проведено исследование по смягчению негативных последствий низкой буферизации, и было установлено, что объем буфера в 50 литров достаточен для минимизации последствий. Этот объем потенциально может быть достигнут за счет интеграции с основным двигателем грузовика, что устраняет необходимость в дополнительном баке. Предлагаемая система имеет много преимуществ по сравнению с существующими технологиями, таких как низкий уровень шума, высокая надежность и чистые выбросы без необходимости дополнительной очистки выхлопных газов.Copyright © 2008 Elsevier B.V. Все права защищены.
Среднечастотный трансформатор | Rosen Welding
Трансформатор постоянного тока средней частоты также называется трансформатором MFDC.![]() Он состоит из катушки трансформатора и выпрямительного устройства. Рабочая частота трансформатора для сварки сопротивлением инвертора постоянного тока средней частоты составляет 1000 Гц с низковольтным высокоточным выходом. Сравните с обычным трансформатором промышленной частоты, Трансформатор средней частоты имеет больше преимуществ. Его вторичный ток — постоянный ток. Улучшенное качество паяного соединения. Небольшой размер и легкий вес, срок службы электрода больше, отличные характеристики при сварке таких материалов, как алюминий и оцинкованный металл. Система контактной сварки постоянным током средней частоты состоит инвертора средней частоты (инвертор MFDC), трансформатора MFDC, заготовки и т. д. Наши трансформаторы для контактной сварки широко используются на машинах для точечной сварки, машинах для шовной сварки, машинах для стыковой сварки и т. д.
Он состоит из катушки трансформатора и выпрямительного устройства. Рабочая частота трансформатора для сварки сопротивлением инвертора постоянного тока средней частоты составляет 1000 Гц с низковольтным высокоточным выходом. Сравните с обычным трансформатором промышленной частоты, Трансформатор средней частоты имеет больше преимуществ. Его вторичный ток — постоянный ток. Улучшенное качество паяного соединения. Небольшой размер и легкий вес, срок службы электрода больше, отличные характеристики при сварке таких материалов, как алюминий и оцинкованный металл. Система контактной сварки постоянным током средней частоты состоит инвертора средней частоты (инвертор MFDC), трансформатора MFDC, заготовки и т. д. Наши трансформаторы для контактной сварки широко используются на машинах для точечной сварки, машинах для шовной сварки, машинах для стыковой сварки и т. д.
Принцип среднечастотного сварочного трансформатора:
Во-первых, трехфазный переменный ток выпрямляется в постоянный с помощью выпрямителя, а затем инвертируется в новый переменный ток через мостовую схему, состоящую из IGBT. Вход в среднечастотный сварочный трансформатор, вторичный трансформатора оснащен выпрямительным диодом для преобразования сварочного тока в постоянный ток. Поскольку выходной ток MF трансформатора является постоянным, легче контролировать процесс сварки и выполнять сварку быстрее и стабильнее. Частота сварки составляет 1000 Гц, поэтому , его текущее регулирование быстрее и точнее, по сравнению с источником питания 50 Гц.
Вход в среднечастотный сварочный трансформатор, вторичный трансформатора оснащен выпрямительным диодом для преобразования сварочного тока в постоянный ток. Поскольку выходной ток MF трансформатора является постоянным, легче контролировать процесс сварки и выполнять сварку быстрее и стабильнее. Частота сварки составляет 1000 Гц, поэтому , его текущее регулирование быстрее и точнее, по сравнению с источником питания 50 Гц.
Преимущество среднечастотного сварочного аппарата:
- Трехфазная система электропитания повышает эффективность использования энергии. Высокий коэффициент мощности близок к 1;
- Ток вторичной сварочной цепи постоянный. Это значительно снижает влияние на сварочный ток индуктивного сопротивления во вторичной цепи, вызванное разной глубиной погружения в заготовку. Сварочный ток имеет непрерывный постоянный ток, стабилизирован и не пересекает нулевой уровень. Тепло концентрируется. Следовательно, время сварки может быть сокращено, чтобы сэкономить значительную часть энергии;
- Объем и вес сварочного трансформатора значительно уменьшены;
- На сварочный аппарат не влияет максимальное значение переменного тока, а разбрызгивание при сварке небольшое, поэтому срок службы электродов также увеличивается;
- Может использоваться для сварки алюминия и оцинкованного металла. Результат сварки очень хороший;
- Он особенно подходит для сварки трехслойных листов из сплава и тонких материалов и соответствует требованиям точной сварки.
 2V
2V