Отверстие В Проржавевшей Стенке, Сварном Шве И Т. П 4 Буквы
Решение этого кроссворда состоит из 4 букв длиной и начинается с буквы С
Ниже вы найдете правильный ответ на Отверстие в проржавевшей стенке, сварном шве и т. п 4 буквы, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Пятница, 3 Мая 2019 Г.
СВИЩ
предыдущий следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
- Свищ
- Изъян в в виде сквозной дыры, скважины 4 буквы
- Изъян в чем-либо в виде скважины 4 буквы
- Отверстие нежелательное 4 буквы
- Скрытая пустота, раковина в металлическом литье 4 буквы
- Аномальный канал 4 буквы
похожие кроссворды
- Отверстие в проржавевшей стенке, сварном шве и т
- Закрываемое крышкой отверстие в стенке парового котла 3 буквы
- Отверстие в разделяющей что-нибудь стенке, перегородке 4 буквы
- Круглое отверстие в стенке печи 8 букв
- Отверстие в стене здания или стенке транспортного средства 4 буквы
- Отверстие в стенке парового котла 3 буквы
- Створка или одна из нескольких створок, закрывающая проем в стенке чего-либо
- Нитевидный отросток, прикрепляющий семя к стенке плода
- Врождённый мышечный дефект в стенке живота
- Подшивание желудка к брюшной стенке для его фиксации при опущении
Страница не найдена
Страница не найдена
|
|
Дефекты могут возникать при сварке
Трещиной называют несплошном, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещины.
Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещины.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплава;
- в области температурного воздействия.
продольная трещина
Трещины в основном металле, причиной которых является высокое напряжение, называют скрытыми. Внешне они напоминают ступени. Этот дефект присущ сварных соединений значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплава шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные — возникают при медленном разрушении металла.


Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного воздействия.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичные локализаций поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и в продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, возникающие в этом месте, называют трещинами в кратере. Они делятся на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичные этим характеристикам поперечных и радиальных трещин.
VT-metall предлагает услуги:
Если с одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения — основной материал, металл шва, область термического воздействия. Причины возникновения такие же, как и в продольных трещин.
Места их расположения — основной материал, металл шва, область термического воздействия. Причины возникновения такие же, как и в продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеет углов, причиной появления которого появились газы, которые не успели покинуть расплавленный материал.
- Газовой иногда называют газовую полость, имеет сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышает тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышает трех диаметров наибольшей из времени.
- Если дефектом является несплошном, вытянутая вдоль оси сварного шва и имеет высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елок.
- Газовая полость, нарушает целостность поверхности сварного соединения, называется поверхностной время.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренный при следующих проходах, называется кратером.
Время — дефекты сварных соединений, фото которых приведены ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочный. Времени могут образовываться из-за ржавчины и других загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса , Нарушений защиты сварочной ванны. Наиболее частой причиной возникновения пор является отсыревших покрытие плавится электрода.
Наиболее частой причиной возникновения пор является отсыревших покрытие плавится электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочности сварного соединения. участок сварочного шва , Потрясенный этими дефектами, переваривают, предварительно механически его зачистив.
Времени и шлаковые включения
Виды твердых включений в сварном шве
Твердые посторонние включения, как металлического, так и неметаллической характера, имеющие в своей конфигурации хотя бы один острый угол, недопустимо дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видны снаружи. Выявить их можно только методами неразрушающего контроля.
Шлаковые включения в сварном соединении
Твердые включения делятся на следующие виды:
- Шлаковые включения — это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, другими. Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищенные некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, является причиной образования флюсовых включений. Также, как и шлаковые, флюса включения делят на линейные, разобщены и другие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытягивания горячего сварочной проволоки из области защиты, неправильная подготовка кромок — слишком сильное их затупления.
- Частицы посторонних металлов — вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджога медной стружки.
 Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищенные некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищенные некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
Несплавление и непровар: причины возникновения
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.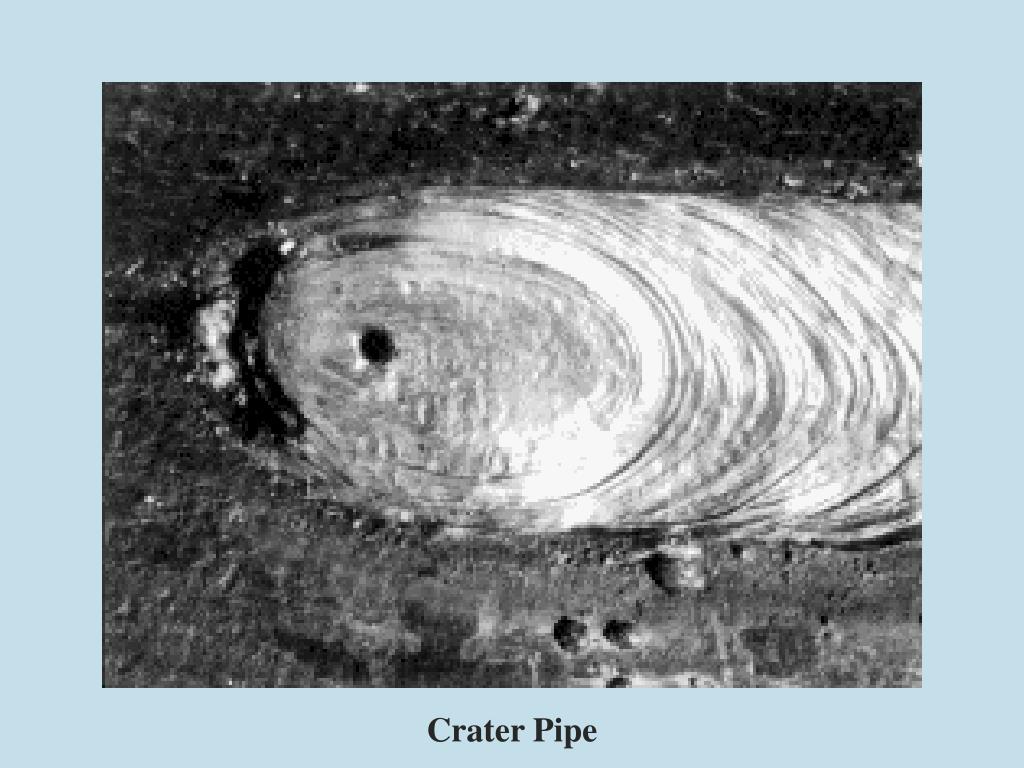
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавления необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает из-за невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличена длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбран — увеличен — диаметр электрода.
- попадания шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.

Непровар — очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на внешней части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются из-за усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или за неточного ведения электрода. В этом случае одна из кромок проплавляя более глубоко, что приводит к стекания металла на находящийся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. при сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двусторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.
 Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.
Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.- Превышение выпуклостей стыковой или углового шва является избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплавить. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
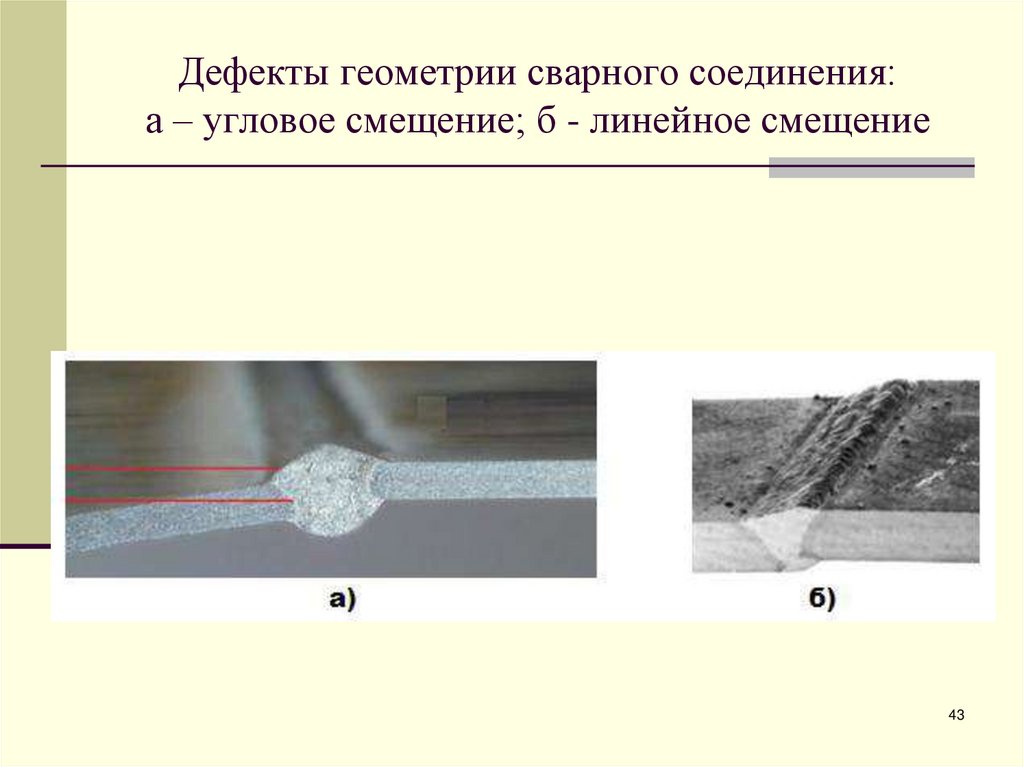
- Линейное смещение возникает, если свариваются поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натик образуется из металла сварного шва который оседает под действием силы тяжести. Натик образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточные соединения.
- При прожогам металл сварочной ванны следует, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостатка присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерное ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его длине.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась из-за усадки.
- Из-за возникновения пузырей в период затвердевания металла образуется пористость в корне шва.
- Восстановления. Этот дефект является местную неровность поверхности в зоне восстановления сварочного процесса.

Наплыв и подрез
Другие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «другие». К ним относятся следующие типы дефектов:
К ним относятся следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла — капли, образовавшиеся от наплавляемого или присадочного металла при сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры — это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, меньше допустимой величины.
Допустимые дефекты сварных соединений — это отклонение, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией.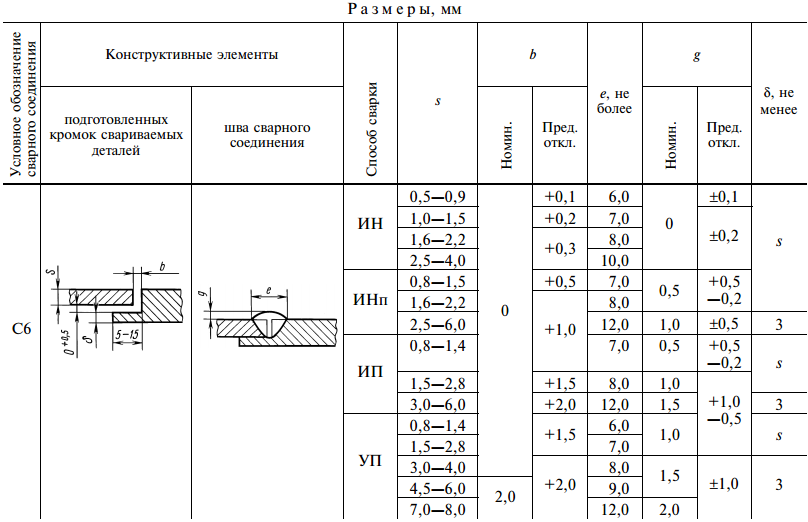 Все другие дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не допускается, так как может произойти перегрев или перерасход металла.
Все другие дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не допускается, так как может произойти перегрев или перерасход металла.
К внешним дефектам относятся:
наплывы;
подрезы;
незаваренные кратеры;
поры, выходящие на поверхность сварного шва;
пропали;
внешние трещины и др.
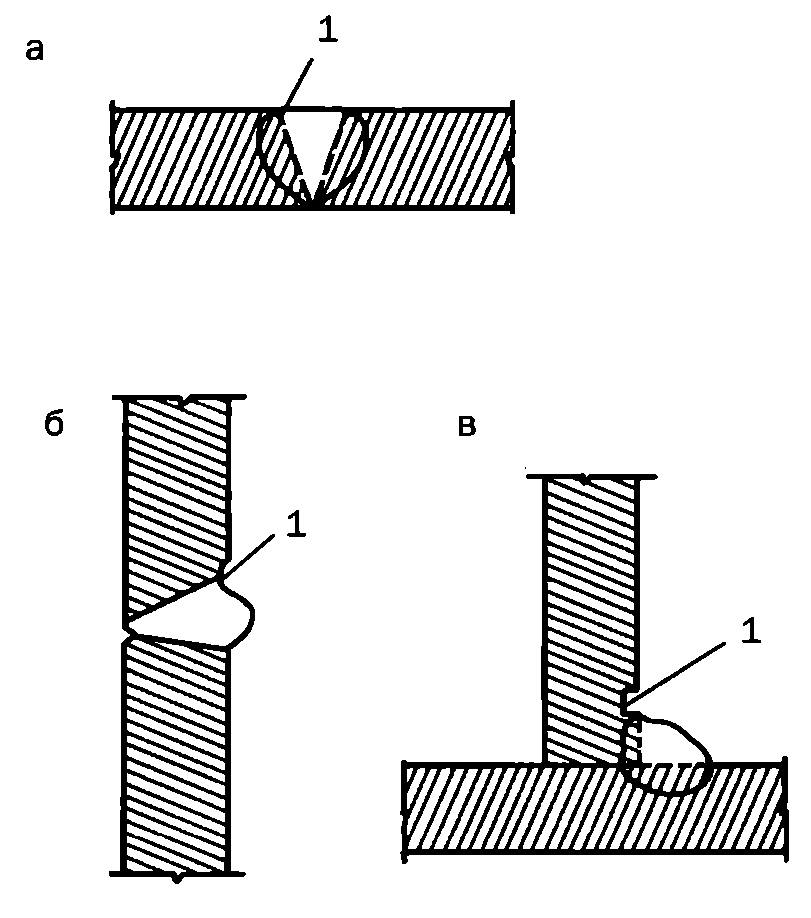
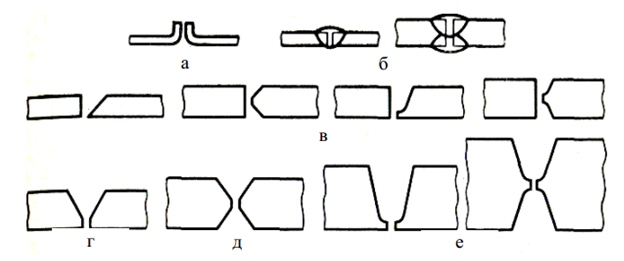
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполнен валик без сплава с ним (рис. 4).
Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Рис. 4. Наплывы в швах: a — горизонтальном; б — нaхлесточном; в — тавровом; г — стыковом или при наплавке валиков.
Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; увеличенного наклона плоскости, на которую накладывают сварные швы; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; неудобного пространственного положения (вертикальное, потолочное), а также недостаточный опыт сварщика.
подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва (рис. 5). Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти дефекты сварных соединений являются: значительной силы тока и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика.
Рис. 5. Подрезы: a — в стыковом шве; б — в горизонтальном шве, расположенном на вертикальной плоскости; в — в угловом шве таврового соединения.
Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процессе эксплуатации. Подрезы в стыковых и угловых швах , расположенные поперек действующих на них сил, приводят к резкому снижению вибрационного прочности; даже довольно большие подрезы, проходящих вдоль действующей силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.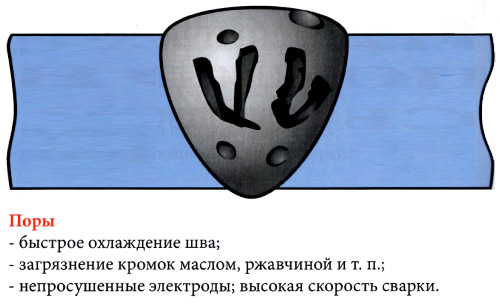
кратер — углубление, образующееся в случае резкого обрыва дуги в конце сварки (рис. 6). Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратера зависят от величины сварочного тока. при ручной сварки его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаваренные кратеры снижают прочность сварного соединения, так как концентрируют напряжения. Кроме того, они уменьшают сечение шва и могут появиться очагами образования трещин.
Рис. 6. Кратеры: a, б — вид сверху; в — в продольном разрезе сварного шва.
При наличии кратера в сварном шве снижение прочности соединения при вибрационной нагрузке для изделий из малоуглеродистой стали достигает 25%, а для изделий из низколегированных сталей — 50%.
стремглав — дефект в виде проплавления или наплавленного металла с возможным образованием сквозных отверстий (рис. 7). Пропали возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки. Особенно часто пропали наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, пропали могут иметь место в результате плохого поджатия флюсовой подушки или медной подложки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки). Во всех случаях отверстие, возникающее при пропали, хотя и заваривается,
Особенно часто пропали наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, пропали могут иметь место в результате плохого поджатия флюсовой подушки или медной подложки (автоматическая сварка), а также при увеличении продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки). Во всех случаях отверстие, возникающее при пропали, хотя и заваривается,
Качество сварных соединений можно обеспечить только постоянным контролем производства, причем контроля должны подлежать все элементы, начиная от самого свариваемого материала, проволоки и электродов, флюса, и заканчивая контролем самого процесса и качества готового изделия.
Общие правила контроля.
К работам нужно допускать только тех сварщиков, имеющих опыт и прошли контрольные испытания. Контролем обычно занимается специальный отдел, который называют отделом технического контроля.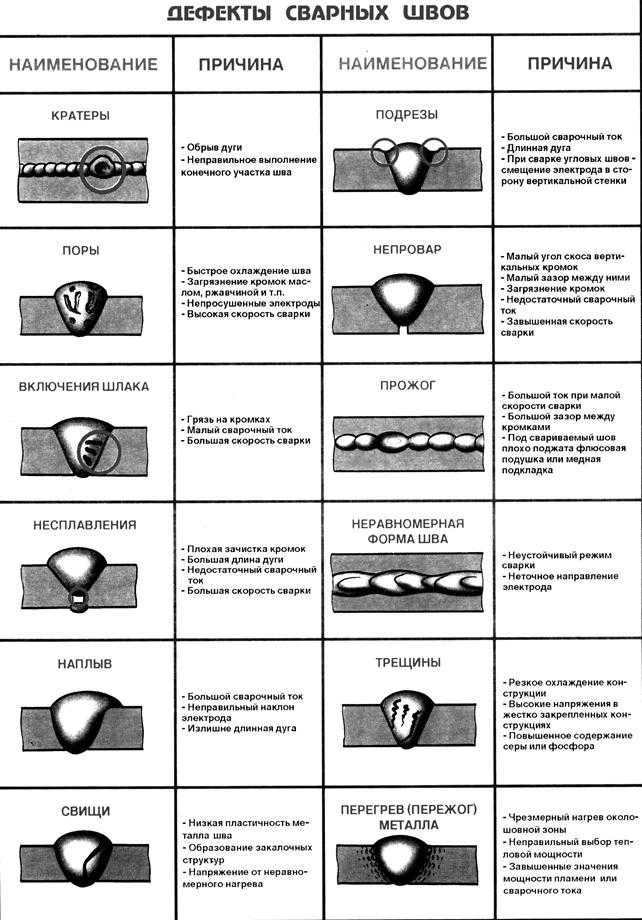 Существование этого отдела нисколько не снимает из самых сварщиков ответственности за качество своих работ, так как именно они в первую очередь отвечают за качество изделия и несут ответственность за возникшие дефекты.
Существование этого отдела нисколько не снимает из самых сварщиков ответственности за качество своих работ, так как именно они в первую очередь отвечают за качество изделия и несут ответственность за возникшие дефекты.
Классификация дефектов.
С разным причинам могут возникать дефекты сварных соединений, которые оказывают существенное влияние на качество и прочность сварных конструкций. Все дефекты сегодня принято делить на несколько групп, а именно:
- Внешние дефекты: к внешним дефектам относятся различные трещины, подреза и кратеры, которые значительно снижают прочность конструкции.
- Внутренние: до внутренних дефектов принято относить различные включения, пористость шва, а также непровар.
- Сквозные: трещины и различные пропали.
Очень часто дефекты возникают из-за прямого нарушения технологии сварки или низкой квалификации самого сварщика или неправильного подбора материалов. Также хочется заметить, что часто причиной может послужить неисправность оборудования или низкое качество самих материалов. Поэтому, в причинах возникновения дефекта нужно разбираться подробно, это поможет исключить возможность их возникновения в будущем.
Поэтому, в причинах возникновения дефекта нужно разбираться подробно, это поможет исключить возможность их возникновения в будущем.
Основные дефекты при сварке, почему они возникают и как их можно исправить.
Основные дефекты при сварке — это:
- трещины;
- подрезы;
- наплывы;
- пропали;
- кратеры;
- свищи;
- посторонние включения;
- пористость;
- перегрев и перерасход металла.
Сами распространения и опасные дефекты.
- трещины
Трещины является самым опасным дефектом сварки, так как они сводят на нет все проведенные работы и могут привести к разрушению конструкции, что может привести к весьма трагическим последствиям. В настоящее время различают небольшие (микро) и крупные (макро) трещины, а также их классифицируют по времени их возникновения, а именно непосредственно во время работы или после ее выполнения.
Основными причинами появления дефекта является неверная технология выполнения работы, а также в корне неверный подбор материалов. Трещины могут образоваться и в результате повышенного содержания углерода и различных примесей в области шва. Также, причиной может стать очень резкое охлаждение.
Трещины могут образоваться и в результате повышенного содержания углерода и различных примесей в области шва. Также, причиной может стать очень резкое охлаждение.
Исправление дефекта возможно только рассверловкой данной области и вырезанием места трещины, после чего сварочные работы производятся снова.
- подрезы
Таким дефектом, как подрезы сварных швов, называют явление, возникающее при дуговой сварки и характеризуется уменьшением толщины шва в его пределы. Подрез является основной причиной возникновения излишнего напряжения в области сварного шва, причем особенно опасно данное явление в тех случаях, когда шов расположен перпендикулярно основной напряжении. Если конструкция работает при вибрационных нагрузках, то подрез сварного шва является главной причиной значительного снижения ее прочности. Чаще всего они возникают при сварке первых слоев стыковых швов, а также часто такой дефект возникает и при сварке угловых швов. Куда реже подрезы случаются при варке однослойных стыковых швов, которые производятся как с разделкой кромок, так и без них.
Подрезы классифицируют:
- односторонние (по одной стороне сварочного шва)
- двусторонние (по двум сторонам).
Чаще всего встречаются именно двусторонние подрезы, правда при сварке угловых швов наиболее частым явлением является подрез односторонний с тем, что происходит наплывом металла на кромку, расположенной горизонтально.
Основными причинами подреза чаще всего является недостаточное напряжение при сварке, или же электрод был не совсем точно проведено по оси соединения элементов.
Конечно, есть и методы устранения этого очень распространенного дефекта. Устранение подреза проводится, прежде всего, наплавкой небольшого тонкого шва по линии этого дефекта. Отметим, что подрезы сварных швов — дефект также очень опасен, так как он снижает устойчивость конструкции к напряжению.
Дефекты сварных швов является следствием неправильного выбора или нарушения технологического процесса изготовления сварной конструкции, применение некачественных сварочных материалов и низкой квалификации сварщика.
Дефекты делятся на внешние и внутренние. К внешним дефектам относятся: нарушение размеров и формы шва, непровар, подрез зоны сплава, поверхностное окисление, пропал, наплыв, поверхностные поры, не заверенные кратеры и трещины продольные и поперечные. К внутренним дефектам относятся: внутренние поры, неметаллические включения, непровары и микротрещины.
Нарушение размеров и «формы шва Выражается в неполномерного ширины и высоты шва, в чрезмерном усилении и резких переходах от основного металла к наплавленного. Эти дефекты при ручной сварке является результатом низкой квалификации сварщика, плохой подготовки свариваемых кромок, неправильного выбора сварочного тока, низкого качества сборки под сварку. Дефекты формы шва могут быть и следствием колебаний напряжения в сети. При автоматической сварке нарушения формы и размеров шва является следствием неправильной обработки шва или наруше я режима в процессе сварки (скорости сварки, скорости подачи электродной проволоки, сварочного тока).
непровар -местное несплавление свариваемых кромок основного и наплавленного металлов-е следствием низкой квалификации сварщика, некачественной подготовки свариваемых кромок (малый угол скоса, отсутствие зазора, большая притупление), смещения электрода к одной из кромок, быстрого перемещения электрода по шву.
подрез -Узкие углубления в основном металле вдоль края сварного шва-образуется при сварке большим током или удлиненной дугой, при повышенной мощности горелки, неправильном положении электрода или горелки и присадочного прутка.
поверхностное окисление -окисление металла шва и прилегающего к нему основного металла. Причинами являются сильно окисляющая среда, большая длина дуги, чрезмерно большая мощность сварочной горелки или слишком большой сварочный ток, замедленное перемещение электрода или горелки вдоль шва.
Стремглав -сквозное отверстие в сварном шве. Основными причинами прожога является большой сварочный ток, повышенная мощность сварочной горелки, малая толщина основного металла, малое притупление свариваемых кромок и неравномерный зазор между ними по длине.
наплыв -результат натекания металла шва на непрогретую поверхность основного металла или ранее выполненного валика без сплава с ним. Такие дефекты могут быть при низкой квалификации сварщика, некачественных электродах и несоответствие скорости сварки и сварочного тока разделке шва.
Поверхностные и внутренние порыВозникают в результате попадания в металл шва газов (водород, азот, углекислый газ и др.). образовавшихся при сварке. Водород образуется из влаги, масла и компонентов покрытия электродов. Азот в металл шва попадает из атмосферного воздуха при недостаточно качественной защиты расплавленного металла шва. Оксид углерода образуется в процессе сварки стали при выгорании углерода, содержащегося в металле. Если свариваемая сталь и электроды имеют повышенное содержание углерода, to при недостатке в сварочной ванне раскислителей и при большой скорости сварки оксид углерода не успевает выделиться и остается в металле шва. Таким образом, пористость является результатом плохой подготовки свариваемых кромок (загрязненность, ржавчина, замаслены), применение электродов с сырым покрытием, влажного флюса, недостатка раскислителей, больших скоростей сварки.
неметаллические включения образуются при сварке малым сварочным током, применении некачественных электродов, сварочной проволоки , флюса, загрязненных кромках и плохой очистки шва от шлака при многослойной сварке. При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений.
Трещины внешние и внутренние (микротрещины) опасны и недопустимы дефектами сварных швов. Они образуются в результате напряжений, возникающих в металле от его неравномерного нагрева, охлаждения и усадки. Высокоуглеродистые и легированные стали после сварки при охлаждении закаляются, в результате чего могут образоваться трещины. Причиной возникновения трещин служит также повышенное содержание в стали вредных примесей (серы и фосфора).
Методы устранения дефектов ссор них швов. Ли стать номер ность швов устраняется наплавкой дополнительного слоя металла. При этом наплавляемый поверхность необходимо тщательно очистить до металлического блеска абразивным инструментом или металлической щеткой. Чрезмерное усиление шва устраняют с помощью абразивного инструмента или пневматического зубила.
Чрезмерное усиление шва устраняют с помощью абразивного инструмента или пневматического зубила.
Непровар, кратеры, поверхностные и внутренние поры и неметаллические включения устраняют вырубкой пневматическим зубилом или расчисткой абразивным инструментом всего дефектного участка с последующей заваркой. Часто применяют выплавку дефектного участка с помощью поверхностной кислородной или воздушно-дуговой резки.
Подрезы заваривают тонкими Беликова швами. Наплывы устраняют обработкой абразивным инструментом или с помощью пневматического зубила. Внешние трещины устраняют обработкой и последующей заваркой. Для предупреждения распространения трещины по концам ее засвер — ливают отверстия. Обработка трещины выполняют зубилом или резаком. Края обработки зачищают от шлака, брызг металла, окалины и заваривают. Швы с внутренними трещинами вырубают и заваривают заново. При наличии сетки трещин дефектный участок вырезают и сваркой накладывают заплатку.
ДЕФЕКТЫ сварных соединений
Дефекты сварных соединений образуются в результате неправильно предназначенных режимов сварочного процесса и несоблюдение технологии выполнения сварки. Основные дефекты сварных соединений, приведены в табл. 3С
Основные дефекты сварных соединений, приведены в табл. 3С
Контроль сварных соединений.
Сварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых к данному виду изделий. Внешние дефекты обнаруживаются внешним осмотром Внутренние — ультразвуковым или рентгеновским просвечиванием. Изделие считается качественным, если отклонения не превышают допустимые нормы.
Устранение дефектов сварки
Выявленные в процессе контроля дефекты сварки, не соответствующих техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют.
В стальных конструкциях снятия бракованных сварных швов осуществляют плазменно-дуговой резкой или строганием обработкой абразивным кругом. Затем дефекты завариваются. Все исправления сварных соединений должны выполняться по той же технологии и теми же материалами, что применялись при наложении основного шва.
Наплывы и прочие неровности формы шва исправляют механической обработкой шва по всей длине, не допуская занижение общего сечения.
Исправлены швы подвергают повторному контролю, по методикам, которые соответствуют требованиям к данному виду сварного соединения.
404 Not Found
- Сведения об образовательной организации
- Нормативно-правовая база
- Документы
- Локальные акты
- Наблюдательный совет
- Обработка персональных данных
- Руководство. Педагогический состав
- Администрация
- Педагогический состав
- Вакансии
- Абитуриенту (Приемная комиссия)
- Студенту
- Демонстрационный экзамен
- Дистанционное обучение
- Обучение инвалидов и лиц с ОВЗ
- Ресурсный центр
- Платные образовательные услуги
- Профилактика детской смертности
- Наставничество
- Воспитательная работа
- Это важно
- Колледж
- История
- Специальности
- Контакты
- Трудоустройство
- Электронные образовательные ресурсы
|
|
 Педагогический состав
Педагогический составБелорусский государственный университет транспорта — БелГУТ (БИИЖТ)
Регистрация на конференцию «Проблемы безопасности на транспорте»
Регистрация на конференцию «Тихомировские чтения»
Как поступить в БелГУТ:
дневное, заочное полное,
заочное сокращенное
Как получить место
в общежитии БелГУТа
Как поступить иностранному гражданину
События
Все события
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
|---|---|---|---|---|---|---|
1 Дата : 2022-09-01 | 2 | 3 | 4 | |||
5 Дата : 2022-09-05 | 6 Дата : 2022-09-06 | 7 Дата : 2022-09-07 | 8 Дата : 2022-09-08 | 9 Дата : 2022-09-09 | 10 Дата : 2022-09-10 | 11 Дата : 2022-09-11 |
12 | 13 | 14 | 15 Дата : 2022-09-15 | 16 Дата : 2022-09-16 | 17 Дата : 2022-09-17 | 18 |
19 | 20 | 21 Дата : 2022-09-21 | 22 Дата : 2022-09-22 | 23 | 24 | 25 |
26 | 27 | 28 | 29 | 30 | ||
Все анонсы
- Экспозиции, посвященные Грунтову П. С. и Белому В.А…
- Турнир на джойстиках по игре в MORTAL COMBAT IX…
- С Днем народного единства!
- Студсовет поздравляет с Днем народного единства…
- Заседание совета университета…
- Молодёжный сентябрь
- Конкурс кандидатов в перспективный кадровый резерв…
- Велопробег «В единстве — сила»…
- Логистика. Обучение для студентов выпускных курсов…
- Акция «Мы едины» — поем гимн вместе…
 С. и Белому В.А…
С. и Белому В.А…Анонсы
Университет
Абитуриентам
Студентам
Конференции
Приглашения
Экспозиции, посвященные Грунтову П.С. и Белому В.А…
Турнир на джойстиках по игре в MORTAL COMBAT IX…
С Днем народного единства!
Студсовет поздравляет с Днем народного единства…
Новости
Университет
Международные связи
Спорт
Воспитательная работа
Жизнь студентов
Новости подразделений
- Университет
Заседание Совета ветеранов, актива БРСМ и Студсовета. ..
..
20 сентября 2022
- Спорт
Победа в соревнованиях по пляжному волейболу…
20 сентября 2022
- Воспитательная работа
Лекция по профилактике суицида и пропаганде ценности жизни…
19 сентября 2022
- Воспитательная работа
Патриотический форум «Это НАША история!»…
19 сентября 2022
- Университет
Челлендж «Рукопожатие» в День народного единства…
19 сентября 2022
- Университет
Студенческий совет на праздничном концерте…
18 сентября 2022
- Спорт
В единстве — сила! Велопробег
17 сентября 2022
- Студенческая жизнь
Белорусский Студенческий патриотический форум, приуроченный ко Дню нар.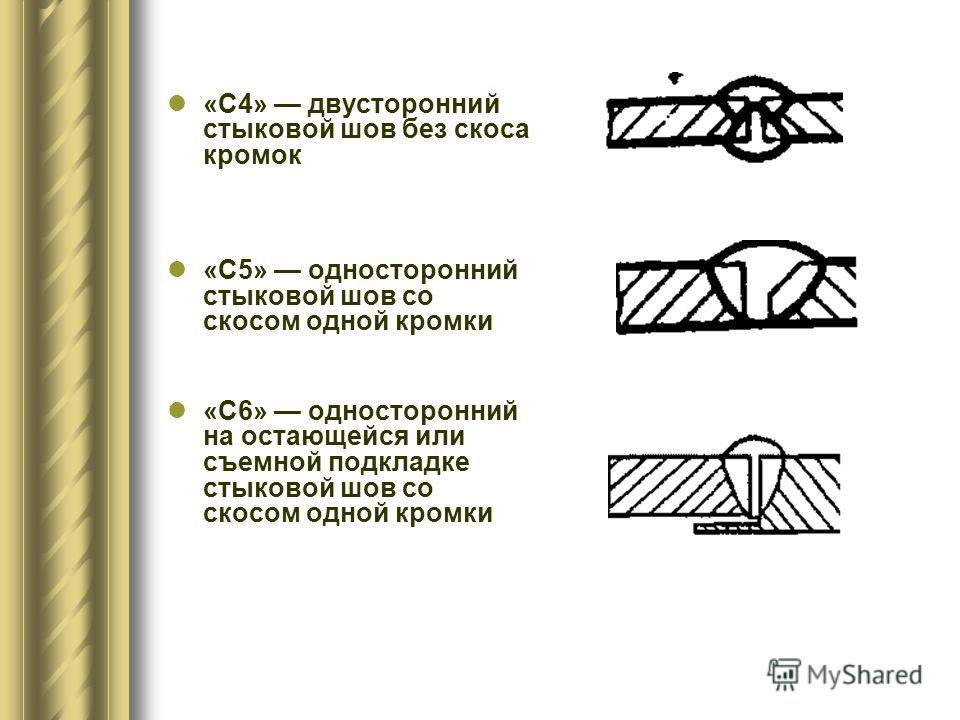 ..
..
17 сентября 2022
- Студенческая жизнь
Выставка военной атрибутики
16 сентября 2022
Другие новости
- Матч по мини-футболу между БелГУТом и ГГТУ…
- Исполняем гимн вместе
- Диалоговая площадка «Беларусь адзіная»…
- Мероприятие «День народного единства — праздник всей страны» в студенч…
- Квиз «Гісторыя майго жыцця»
- Флэшмоб «Мы едины»
- Встреча секретаря БРСМ БелГУТа со студентами…
- Встреча ректора со студентами в студенческом городке…
- Проект студента востребован в городе
- Будущее Беларуси — в единстве
- Видео-репортаж Дня рождения Гомеля
КУДА ПОСТУПАТЬ
Все факультеты
БелГУТ на Доске почета
Достижения университета
Предложения
Все предложения
Видеотека
Все видео
Фотогалерея
Все фото
карточек «Сварочные отпечатки» | Chegg.
 com
com Электростатические отпечатки производятся тем же способом, что и ___.
Фотокопировальный аппарат
Т-угольники, треугольники, чертежные инструменты и т.п. используются для изготовления чертежей методом ___.
обычный
___ — центр управления компьютером.
___ отпечатки создаются путем повышения чувствительности участков изображения на бумаге.
Цифровой
Размер и стиль букв на чертежах устанавливается в соответствии с ___ Y14.2M.
Плоские и рулонные листы бумаги International рассчитаны на размеры по ___ и ___.
буква и номер
Зоны на чертежной бумаге обозначаются ___ и ___ на полях.
алфавитно-цифровой
В __ используется пятизначный числовой код, который применяется ко всем организациям, которые либо имеют, либо производят товары, используемые правительством США.
__ отдельных зон зависит от формата бумаги.
Общие ___ включают планшет, клавиатуру, световое перо, стилус, мышь, джойстик, регулировочное колесо и шаровой манипулятор.
устройства ввода
____ дополнять рабочие чертежи письменной информацией, необходимой для выполнения работы.
A) Блоки изменений
B) Блоки заголовков
C) Спецификации
D) ничего из вышеперечисленного
C. Спецификации
Цифровые отпечатки, распространенные сегодня, изготавливаются ___ процессом.
A)чертеж
B)диазо
C)электростатический
D ксерографический
D) ксерографический
США плоские и рулонные листы бумаги рассчитаны на размер по ___.
A) буквы
B) цифры
C) буквы и цифры
D ничего из вышеперечисленного
A) буквы
___ является физическим компонентом компьютерной системы.
A) программное обеспечение
B) аппаратное обеспечение
C) CAD
D) CADD
B) аппаратное обеспечение
Верно или неверно: распечатки — это оригиналы рабочих чертежей.
Верно или неверно: при необходимости блоки ревизий могут быть расширены вниз.
Верно или неверно: графический планшет в устройстве ввода
Верно или неверно: полупрозрачный лист препятствует прохождению света.
Верно или неверно: новые мониторы могут быть устройствами ввода.
Верно или неверно: список деталей на распечатке может располагаться над основной надписью.
Верно или неверно: графический планшет CAD-системы представляет собой группу команд.
Какая буква A ЛИСТ
Лист A3
Верно или неверно: карандаши для рисования могут быть деревянными или механическими При рисовании кончиком карандаша следует проводить по бумаге
Верно или неверно: в орфографических рисунках используются методы штриховки
Верно или неверно: на косых рисунках одна поверхность объекта отображается как истинный вид
Верно или неверно: размеры отверстий определяются их диаметрами
Верно или неверно: круг на изометрическом чертеже выглядит как эллипс
Верно или неверно: кавалерийский рисунок является типом изометрического рисунка 68 градусов.
Аксонометрический чертеж показывает ___ сторон объекта.
Изометрические чертежи содержат три равные оси, отстоящие друг от друга на ___ градусов.
120 градусов
A(n) __ — кривая места с двумя фокальными точками.
эллипс
A(n) ___ наклонный рисунок имеет отступающие линии, нарисованные в половине масштаба линий в истинном виде.
чертеж шкафа
___ проекция, или многоракурсный рисунок, рисуется под прямым углом.
Орфографический
Вид __ многовидового чертежа показывает длину и высоту.
смежные
___ линии определяют видимую форму объекта.
Объект
Поверхность A(n)___ — плоская поверхность, параллельная плоскости проекции.
обычный
A(n) ___ отверстие – просверленное отверстие, не проходящее сквозь материал.
Отверстие A(n)___ представляет собой увеличенное углубленное отверстие с квадратными выступами.
расточенный
A(n) ___ — скругленный внутренний угол.
скругление
A(n) ___ — закругленный внешний угол.
_____ виды показывают внутренние особенности объекта более четко, чем они могли бы быть показаны скрытыми линиями.
сечение
A(n) ___ — стандартный метод отображения укороченных видов удлиненных объектов.
обычный разрыв
_____ использует международно признанные символы и спецификации для определения допустимых вариантов для обеспечения требуемого качества.
Геометрические размеры и допуски
Какая буква Линии объекта ?
F- сплошная линия, определяющая видимую форму объекта
Какой буквой является линия секущей плоскости
C- линия, показывающая, где воображаемый объект должен быть разрезан для просмотра внутренних особенностей.
Короткий разрыв линии (im)
Волнистая линия- G
Какая буква длинный разрыв строки
Какая буква скрытая строка ?
I- линия представляет формы, которые не видны
Какая буква является центральной линией?
E- линия, определяющая центральные точки дуг и окружностей
Какой буквой является размерная линия
D- линия, которая используется с размерами для отображения размера или местоположения
линия сечения
B- строка, определяющая внутренние особенности детали
выносная линия
H- линия, которая проходит от элементов поверхности и завершает размерную линию.
линия стрелки
Что это за рисунок?
Орфографическая
Какая буква Вид спереди — высота ?
Какая буква Вид спереди ?
Какая буква Вид сверху-глубина?
Какая буква Вид справа — глубина?
Какая буква Top View length?
Какая буква вид справа-высота?
Правдивый взгляд
Jail Weld Sheriff
Наша миссия
Тюрьма будет принимать и содержать заключенных на законных основаниях в безопасной, гуманной, благотворной среде, которая возвращает людей в общество лучше, а не хуже, чем они прибыли.
Тюрьма округа Уэлд
Офис шерифа округа Уэлд беспокоится о семьях и друзьях тех, кто находится под нашей опекой. Приведенная ниже информация предназначена для того, чтобы дать общественности лучшее представление о том, как работает тюрьма и какова повседневная жизнь тех, кто находится под стражей.
Политическое руководство отдела содержания под стражей
Нажмите здесь, чтобы загрузить копию Руководства отдела содержания под стражей Управления шерифа округа Уэлд (PDF, 8 МБ).
Во всех экстренных случаях звоните по телефону 911
Залог и залог
Как это работает
В большинстве случаев арестованные могут выйти из тюрьмы, заплатив залог, установленный судом. Иногда заключенным сначала нужно предстать перед судьей, прежде чем будет установлена сумма их залога.
Залог — это сумма денег, которую, по мнению судьи, будет достаточно, чтобы побудить кого-то явиться в суд в будущем. Облигация — это то, как деньги под залог гарантируются суду.
Юридические права, связанные с размещением денежного залога в соответствии с разделом 16-4-102, Пересмотренный Устав штата Колорадо.
1. Плата за залог, плата за бронирование и другие сборы или долги никогда не должны быть уплачены, чтобы гарантировать освобождение лица от денежного залога. Плательщику нужно только заплатить сумму залога, чтобы обеспечить освобождение.
Плательщику нужно только заплатить сумму залога, чтобы обеспечить освобождение.
2. Хотя это никогда не является основанием для содержания подсудимого в тюрьме, следующие сборы подлежат начислению в качестве долга ответчику после освобождения, если плательщик решает не платить сборы во время залога: сбор за залог в размере 10 долларов США и максимальный Комиссия за оплату кредитной картой 3,5%. Никакие другие сборы, связанные с облигациями, не могут взиматься в любое время, включая любые сборы в киосках или сборы за оплату наличными, чеком или денежным переводом.
3. Платежи по залогу должны производиться округу содержания и никогда не должны производиться на имя заключенного.
4. Шериф должен освободить ответчика в течение шести часов после того, как был установлен залог под подписку о невыезде и ответчик вернулся в тюрьму, или в течение шести часов после того, как был установлен залог наличными и ответчик вернулся в тюрьму, а ответчик или поручитель уведомил тюрьму о том, что залог готов к размещению, если только не существуют чрезвычайные обстоятельства. В случае задержки более чем на шесть часов поручитель и ответчик имеют право знать, какие чрезвычайные обстоятельства вызвали задержку. Надзорные условия освобождения не оправдывают отсрочку освобождения; за исключением того, что шериф может задержать ответчика на срок до 24 часов, если это необходимо для обеспечения того, чтобы ответчик был оснащен необходимым электронным наблюдением.
В случае задержки более чем на шесть часов поручитель и ответчик имеют право знать, какие чрезвычайные обстоятельства вызвали задержку. Надзорные условия освобождения не оправдывают отсрочку освобождения; за исключением того, что шериф может задержать ответчика на срок до 24 часов, если это необходимо для обеспечения того, чтобы ответчик был оснащен необходимым электронным наблюдением.
5. Любой, кто вносит денежный залог, имеет право на получение копии залоговых документов, включая документацию о следующей предстоящей дате суда.
6. Поручителя никогда нельзя просить использовать деньги, внесенные в залог, для оплаты долгов ответчика. Только после того, как ответчики разместили свой собственный денежный залог, их могут спросить, не хотят ли они добровольно отказаться от залоговых денег для оплаты своих долгов. Отказ ответчика от залоговых денег для оплаты долга никогда не требуется и является полностью добровольным выбором ответчика.
Чтобы подать жалобу о нарушении вышеуказанных подразделов
- Заполните форму жалобы (доступную в любом отделении WCSO или у члена на местах) и отправьте ее или отправьте по почте лейтенанту профессиональных стандартов, или
- Заполните и отправьте онлайн-форму жалобы.

Щелкните здесь, чтобы загрузить копию Политики приема заключенных (PDF, 23 КБ)0360
1. Tarifas de bonos, tarifas de reserva y otras tarifas o las deudas nunca necesitan ser pagadas para asegurar la de una persona liberación en fianza de dinero. Un pagador sólo tiene Que pagar el monto de la fianza para asegurar la liberación.
2. Aunque nunca es una base para mantener a un acusado en la cárcel, las siguientes tarifas son cobrables como una deuda a la acusado después de la liberación si el pagador решить, что нет hacerlo pagar los honorarios en el momento de la fianza: una tarifa de fianza de $ 10 и una tarifa maxima de pago con tarjeta de crédito del 3.5%. Sin otro los honorarios relacionados con los bonos pueden cobrarse en cualquier momento, incluyendo cualquier tarifa de quiosco o tarifas para el pago en efectivo, cheque, o giro postal.
3. Los pagos de las obligaciones se efectuarán a la condado de tenencia y nunca deben ser hechos hacia fuera en el nombre de la persona encarcelada.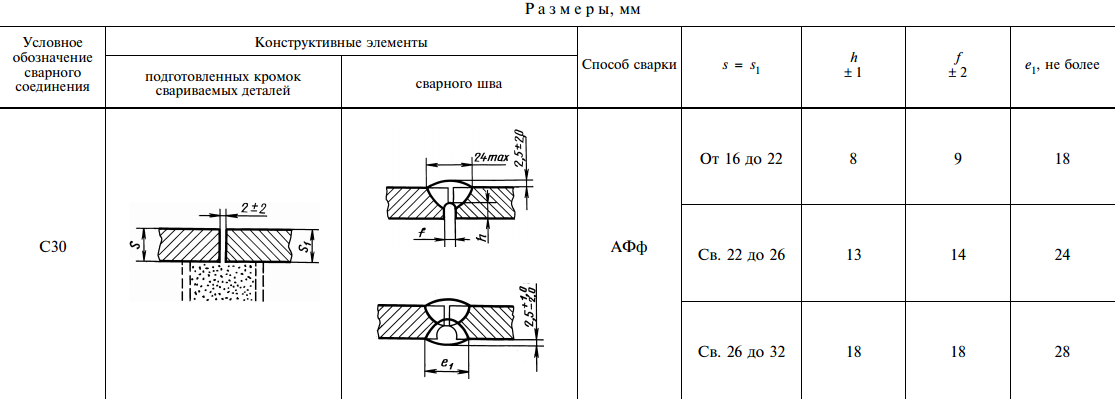
4. Шериф, освобожденный от ответственности, находится в ведении логова сеис-хораса, а также в отношении того, кто находится в учреждении. el acusado ha vuelto a la carcel y el acusado o la garantía notificó a la carcel que la fianza está preparada para ser publicado, a menos que sea extraordinario
En caso de retraso superior a seis horas, a la garantía y el demandado tienen derecho a saber qué, en su caso, circunstancias extraordinarias están causando la demorar. Las condiciones de supervisión de la liberación №
Justificar un retraso en la liberación; кроме того, что шериф puede retener а ип acusado пор hasta 24 horas си эс necesario пункт asegúrese де дие ип requiredo esté equipado кон эль electronico requerido Monitorización.
5. Cualquier persona que publique un bono monetario tiene derecho a recibir una copy de la documentación de la fianza, incluyendo documentación de la próxima fecha de corte.
6. Nunca se le puede pedir a un caución que use publicado dinero de la fianza para pagar las deudas de un acusado. Sólo cuando лос acusados хан publicado су propia fianza де dinero puede себе ле preguntará си ле gustaría hacerlo voluntariamente renunciar аль dinero де лос бонос пункт pagar сус deudas. Renuncia аль dinero де ла fianza пор ип acusado пункт pagar уна deuda nunca эс necesaria у эс totalmente voluntaria elección дель требованиедо.
Sólo cuando лос acusados хан publicado су propia fianza де dinero puede себе ле preguntará си ле gustaría hacerlo voluntariamente renunciar аль dinero де лос бонос пункт pagar сус deudas. Renuncia аль dinero де ла fianza пор ип acusado пункт pagar уна deuda nunca эс necesaria у эс totalmente voluntaria elección дель требованиедо.
Para Presentar una queja de una violación de las subsecciones anteriores
- Complete un Formulario de queja (доступен для получения сертификата WCSO или miembro en el campo) y déchelo o envíelo por correo al Teniente de Estándares Profesionales, o
- Complete y envíe un Formulario de queja en linea.
Способы оплаты
Существуют различные типы облигаций, наиболее распространенными из которых являются наличные деньги и поручительства. У вас должны быть наличные деньги или кассовый чек, чтобы разместить залог наличными. Кассовые чеки и денежные переводы должны быть оплачены в офис шерифа округа Уэлд. Сообщите нам, хотите ли вы, чтобы ваше имя было указано на денежном залоге, который вы публикуете, чтобы деньги были возвращены вам, когда суд отменит залог. Если лицо не явится в суд в назначенное время, суд имеет право наложить арест на наличные деньги.
Если лицо не явится в суд в назначенное время, суд имеет право наложить арест на наличные деньги.
Денежные облигации также можно оплатить онлайн с помощью кредитной карты. Вам потребуется имя заключенного, дата рождения, номер дела и ПОЛНАЯ СУММА ЗАЛОГА . Используйте эту ссылку для оплаты кредитной картой.
Поручительство размещает третье лицо, известное как поручитель. Погуглите «поручительство Weld County», чтобы найти местного поручителя, или выполните поиск в «Желтых страницах» в разделе «поручительство». Поручители взимают плату за размещение залога заключенного. Эти сборы не подлежат возврату.
Местный список телефонов для залога
Доступные залоговое облигации (970) 392-9959
A A A A Jason’s Bail Bonds (970) 356-7950
A-1 Облигации под залог 970) 352-2777
Алда Полин. 970) 557-4103 или (970) 445-2126 или (970) 400-7977 или (970) 351-6734
Все американские залоговые обязательства (970) 356-6776
Весь день и ночь Залоговые обязательства (970) 35 -4300 или (970) 356-5353
Поручительство A Seasons (970) 352-8660
Поручительство ASAP (970) 378-7878 или (970) 353-9999
Bail America (970) 356-2245
Code 4 Bail Bonds (970) 691-0573 или (970) 352-8660
Eron INC (970) 352-
11 9 Goodfella’s Bond LLC (970) 353-9559 или (970) 673-8625
Судебные залоговые обязательства II LLC 303) 725-3587 или (970) 691-9193
McCarther Bail Bonds (970) 702-2100
Tailami’s 900 970) 282-0591
Поручительство округа Уэлд (970) 356-5353 или (970) 356-4300
24-часовое поручительство (970) 352-8888
Списание посещения тюрьмы
Обратите внимание
Обратите внимание
В течение следующего.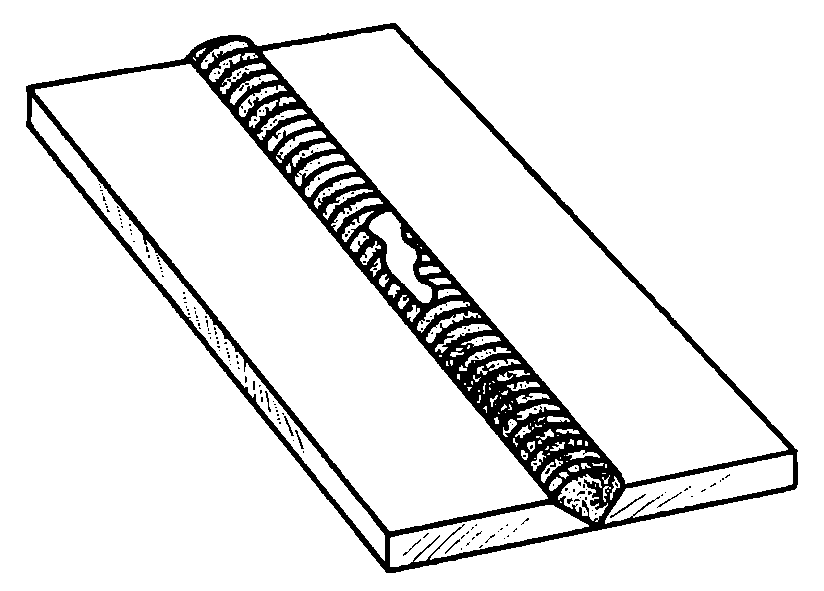 период с 16:00 до 18:30. Период блокировки предназначен для обеспечения безопасности, охраны и упорядоченной работы тюрьмы.
период с 16:00 до 18:30. Период блокировки предназначен для обеспечения безопасности, охраны и упорядоченной работы тюрьмы.
Это изменение повлияет на просмотр видео. Самое раннее доступное время для посещения изменится на 8:30 утра, а последнее доступное время вечером будет 20:30. Это сделано для уведомления всех заключенных и их семей. Это дополнительное время блокировки не будет мешать передвижению в суд и обратно, юридическим визитам, кадровому обеспечению программы или медицинскому обслуживанию.
Noticias
ESTE CAMBIO SERá Efectivo EL 27 DE JUNIO EL ANYO 2016
LOS PRISEROS QUE ESTán ASIGNOS EN LAS UNEDADE DE POBLACION GENEVEN ON TIARE -DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE DEARE. La adición де уна hora де cierre эс пункт garantizar ла seguridad де todos у mantener лас operaciones normales де ла carcel. Este cambio también afectará а-ля visita де видео. El nuevo tiempo para iniciar una visita personal por las tardes es las 3:15 de la tarde. Esta en notificar para todos los prisioneros y sus familyes. Esta hora adicional de cierre no afectará con el movimiento de los tribunales, las visitas legales, de concejeria y servicios medicos.
El nuevo tiempo para iniciar una visita personal por las tardes es las 3:15 de la tarde. Esta en notificar para todos los prisioneros y sus familyes. Esta hora adicional de cierre no afectará con el movimiento de los tribunales, las visitas legales, de concejeria y servicios medicos.
Профессиональное посещение
Офис шерифа округа Уэлд и тюрьма округа Уэлд признаны профессиональной средой. Ожидается, что профессиональные посетители будут носить соответствующую одежду и быть хорошо ухоженными во время выполнения своей работы при ведении дел в тюрьме округа Уэлд.
Отдел содержания под стражей Управления шерифа округа Уэлд предоставил приведенную ниже информацию в качестве руководства для профессиональных посетителей, желающих вести дела в тюрьме округа Уэлд.
Подходящая одежда: Чистая, выглаженная одежда в хорошем состоянии, которая не является ни причудливой, ни яркой, ни повседневной, которую можно было бы увидеть в профессиональной офисной обстановке. Галстуки не обязательны.
Галстуки не обязательны.
Примеры соответствующей одежды:
Мужчины: Костюмы, брюки, платье или спортивная рубашка с соответствующей обувью и носками. Галстуки необязательны.
Женщины: Платья или юбки длиной до колена или длиннее, брюки с классической блузой, трикотажные рубашки или рубашки-поло с воротником, оксфордские рубашки с воротником, профессионально выглядящие рубашки без воротника, свитера/кардиганы, блейзеры/жакеты и водолазки. Туфли с закрытым носком и закрытой пяткой или пяточным ремешком.
Неприемлемая одежда: Одежда, открывающая декольте, спину, грудь, живот или нижнее белье. Одежда заношенная от износа, выцветшая, неподшитая, изношенная, рваная, дырявая, грязная или сильно помятая. Кроме того, шорты, укороченные брюки или брюки гаучо, спортивная одежда, майки, спортивные костюмы, вся пластиковая или резиновая обувь, брезентовые шлепанцы, спортивная обувь, скейтерская обувь, синие джинсы, юбки короче колен, брюки-карго, платья без бретелек, спортивные штаны, шорты из спандекса, трико, сарафаны, топы на бретельках с открытыми плечами и костюмы для бега/ветровки/разминки. Футболки, если они не надеты под другую блузку, рубашку, куртку или платье (включены как неуместные футболки с напечатанными на них лозунгами, терминами, картинками или мультфильмами). Шляпы неуместны в тюрьме округа Уэлд.
Футболки, если они не надеты под другую блузку, рубашку, куртку или платье (включены как неуместные футболки с напечатанными на них лозунгами, терминами, картинками или мультфильмами). Шляпы неуместны в тюрьме округа Уэлд.
Профессиональным посетителям рекомендуется по возможности скрывать татуировки одеждой.
Каждый профессиональный посетитель обязан одеваться соответствующим образом и профессионально во время работы в тюрьме округа Уэлд.
Если обнаруживается, что профессиональный посетитель нарушает этот дресс-код, ему может быть отказано во въезде и/или его могут попросить покинуть тюрьму округа Уэлд до тех пор, пока не будут внесены исправления в одежду.
Информация, необходимая для посещения
С 4 мая 2020 г. –
Личные посещения организуются через веб-сайт Securus www.videovisitanywhere.com.
Каждый совершеннолетний посетитель должен иметь свою регистрацию. Каждый зарегистрированный должен предоставить:
- Четкую копию своего действительного водительского удостоверения, удостоверения личности штата или другого действительного государственного удостоверения личности с фотографией.
- Изображение профиля регистрирующегося посетителя.

- На фото больше никого нет.
- Не использовать фильтры Snapchat/Photo.
- Никаких головных уборов, солнцезащитных очков, бандан и неподходящей одежды.
После того, как регистрация будет одобрена, посетитель установит свои посещения.
По вопросам или проблемам, связанным с регистрацией учетной записи или настройками посещений, звоните в службу поддержки Securus по телефону 877-578-3658.
Посещения на месте – бесплатно
Заключенному разрешено в общей сложности два посещения на месте в неделю.
Посещения ограничены 20 минутами.
На посещение допускаются только зарегистрированный посетитель и до двух несовершеннолетних.
Удаленные посещения – 8,99 долл. США за посещение
Заключенным разрешено неограниченное количество удаленных свиданий.
Посещения ограничены 30 минутами.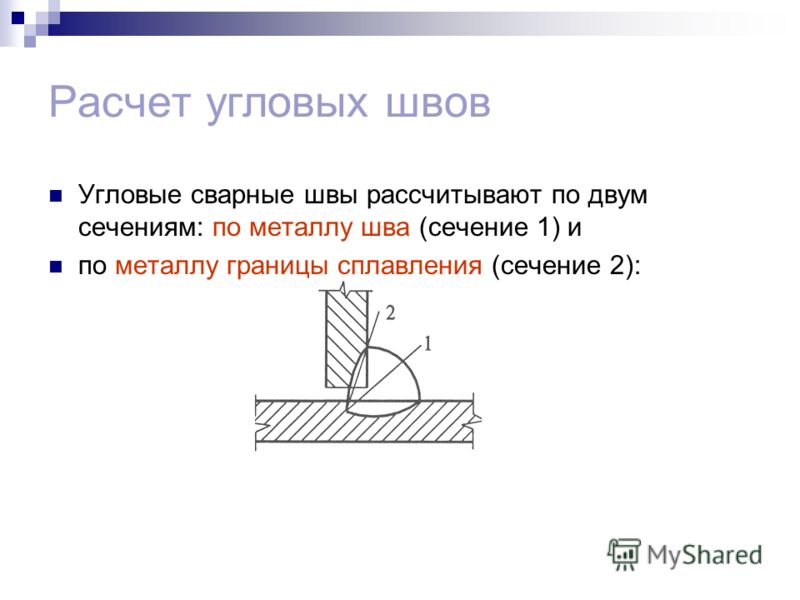
В удаленном посещении может участвовать любое количество людей при условии, что зарегистрированный посетитель всегда присутствует.
Расписание посещений
Посещения должны быть запланированы как минимум за 24 часа и могут быть запланированы на срок до одной недели.
Кроме полудня до 15:00. период блокировки, утренние, дневные и вечерние сеансы доступны как для выездных, так и для удаленных посещений.
Помимо карантина, удаленные визиты могут быть назначены с 8:00 до 21:00. с воскресенья по субботу.
Помимо режима самоизоляции, посещение объектов может быть назначено с 8:00 до 19:40. С понедельника по субботу. По воскресеньям выезд на объект не осуществляется.
Правила посещений
Посещения на местах
Правила посещений на местах включают, но не ограничиваются:
- Во время регистрации для всех посещений требуется действительное удостоверение личности. Без исключений. Ксерокопии не допускаются. Имя и дата рождения должны совпадать с тем, что указано в регистрации.
- Только зарегистрированный взрослый и двое несовершеннолетних могут участвовать в посещении объекта. Взрослый должен быть родителем или законным опекуном несовершеннолетних. Доказательство опекунства может быть запрошено в любое время.
- Детей нельзя оставлять без присмотра у монитора посещений или в вестибюле в любое время.
- Нет посторонних лиц у мониторов.
- В тюрьму нельзя с животными.
- Никакой неподходящей одежды, в том числе:
- Никаких бретелей, топов без бретелек или топов на бретельках – как для мужчин, так и для женщин.
- Не открывать одежду, в том числе с глубоким декольте и прозрачные топы (т. е. без декольте).
- Нагота или засвет недопустимы.
- Никакой бандитской одежды и цветов.
- Никакой одежды, рекламирующей алкоголь или наркотики.
- Нет еды и напитков у наблюдателей за посещениями.
- Никаких шапок и бандан.
- Запрещается пользоваться мобильными телефонами или камерами возле мониторов посещений.
- Посещение объекта может быть отменено из-за ненастной погоды.
- Запрещено посещение объектов в Новый год, День независимости, День благодарения и Рождество.
 Ксерокопии не допускаются. Имя и дата рождения должны совпадать с тем, что указано в регистрации.
Ксерокопии не допускаются. Имя и дата рождения должны совпадать с тем, что указано в регистрации.
Удаленные посещения
Правила удаленных посещений включают, но не ограничиваются:
- Запланированный посетитель должен постоянно находиться в гостях.
- Запланированный посетитель несет ответственность за поведение всех остальных, сопровождающих его во время визита.
- Детей ни в коем случае нельзя оставлять без присмотра.
- Все посетители должны быть соответствующим образом одеты, включая детей.
- Никакой неподобающей одежды, в том числе
- Никаких бретелей, топов без бретелек или топов на бретельках – как для мужчин, так и для женщин.
- Не открывать одежду, в том числе с глубоким декольте и прозрачные топы (т. е. без декольте).
- Нагота или засвет недопустимы.
- Никакой бандитской одежды и цветов.
- Никакой одежды, рекламирующей алкоголь или наркотики.
- Нет еды и напитков у наблюдателей за посещениями.
- Никаких шапок и бандан.
- Запрещается пользоваться мобильными телефонами для звонков другим во время визита.
- Видеокамеры запрещены.
- Запрещено вождение автомобиля во время визита. Вождение во время вашего визита является причиной для немедленного прекращения.
 е. без декольте).
е. без декольте).Любое нарушение этих правил или любая форма деструктивного поведения может быть основанием для досрочного прекращения посещения или запрета на посещение на срок от шести месяцев до одного года.
Все посещения отслеживаются и записываются.
Несовершеннолетние посетители
Родитель или законный опекун должен сопровождать всех посетителей в возрасте до 18 лет. Только один взрослый посетитель и двое несовершеннолетних детей могут посещать заключенного во время назначенного приема.
Процедуры
Что происходит сначала?
Новых заключенных сразу опрашивают и наблюдают, чтобы выяснить, нуждаются ли они в неотложной медицинской или психиатрической помощи. Телефонный звонок разрешен как можно скорее, если только заключенный не проявляет агрессии.
Медсестра и вожатый вскоре побеседуют с новым заключенным. Медсестра выясняет, нужно ли им обратиться к врачу, взять рецепт или у них есть другие проблемы со здоровьем. Консультант выясняет, думают ли они о причинении себе вреда или нуждаются в какой-либо другой помощи с их психическим здоровьем.
Вожатые «классифицируют» заключенных, не вышедших из тюрьмы в течение 24 часов, чтобы выяснить, где их следует разместить. Текущие обвинения заключенного, прошлая история, поведение и другие факторы проверяются, поэтому вместе размещаются только заключенные с одинаковым прошлым. Это помогает всем оставаться в безопасности. Даже в этом случае любой, кто боится кого-то другого, должен сообщить об этом персоналу.
Почта
Мы рекомендуем вам отправлять письма любимому человеку или другу по этому адресу:
Имя заключенного
Тюрьма округа Уэлд
, улица О, 2110
Greeley, CO 80631
Вся почта проверяется перед тем, как доставить ее заключенному. Почта без обратного адреса не вскрывается и возвращается в почтовое отделение США. Из соображений безопасности мы не принимаем посылки, продукты питания, закуски, конверты с марками, марки, чертежную бумагу, газеты, журналы или предметы, сделанные с блестками, вырезки или что-либо, сделанное с помощью клея, открытки с бумажными вкладышами или предметы, которые выдвигаются. Не принятые товары будут возвращены. Спросите заключенного, что разрешено.
Одновременно допускается не более четырех картинок или 10 букв. Конверты с оплатой почтовых расходов и конверты большего размера можно приобрести в магазине. Неимущие заключенные будут получать один бесплатный конверт в неделю. Неимущие заключенные определяются как заключенные с балансом менее 0,53 на их счету заключенных в течение 30 или более дней подряд.
Книги могут быть отправлены в учреждение непосредственно из книготорговца и считаются пожертвованием библиотеке заключенных округа Уэлд. Вы можете отправить книги по адресу, указанному выше. Включите имя любимого человека или друга, которому вы хотели бы предоставить первую возможность прочитать книгу.
Все книги должны быть в мягкой обложке и соответствовать характеру. Книги, которые не будут приняты, включают, помимо прочего, книги о реальных преступлениях, развлекательные книги (головоломки, раскраски и т. д.) и книги, содержащие материалы откровенно сексуального характера или сцены насилия. Любые книги, которые сотрудники тюрьмы сочтут неприемлемыми, будут помещены в собственность заключенного и переданы ему после освобождения. Заключенный получит уведомление, если в его собственность была добавлена неподходящая книга.
Денежный счет заключенного
Счет открывается заключенному по прибытии в тюрьму. Деньги на этом счете используются заключенным для оплаты визитов к врачу и покупки продуктов питания. Комиссар включает в себя вещи, которые тюрьма не выдает, например игральные карты, закуски, портативные радиоприемники, дезодоранты и т. д. телефон, интернет. За использование Access SecureDeposits взимается плата в размере 4 долларов США. Сотрудники тюрьмы не могут принимать наличные или личные чеки для внесения на счет заключенного.
Комиссар включает в себя вещи, которые тюрьма не выдает, например игральные карты, закуски, портативные радиоприемники, дезодоранты и т. д. телефон, интернет. За использование Access SecureDeposits взимается плата в размере 4 долларов США. Сотрудники тюрьмы не могут принимать наличные или личные чеки для внесения на счет заключенного.
- Денежные переводы должны быть оформлены в офис шерифа округа Уэлд и могут быть отправлены по адресу 2110 O St., Greeley, CO 80631. Убедитесь, что имя заключенного написано в разделе «для» или «примечания» денег. заказ. Наличные или персональные чеки не принимаются.
- Киоск в вестибюле работает 24 часа в сутки, 7 дней в неделю и принимает к оплате наличные, дебетовые и кредитные карты.
- Депозиты по телефону доступны 24 часа в сутки, 7 дней в неделю. Свяжитесь с двуязычным представителем службы поддержки по телефону 1-866-345-1884 , который принимает депозиты с дебетовых и кредитных карт.
- Онлайн-депозиты доступны 24 часа в сутки, 7 дней в неделю на www. inmatedeposits.com. Деньги можно перевести на счет заключенного онлайн с помощью дебетовой или кредитной карты.
 inmatedeposits.com. Деньги можно перевести на счет заключенного онлайн с помощью дебетовой или кредитной карты.
inmatedeposits.com. Деньги можно перевести на счет заключенного онлайн с помощью дебетовой или кредитной карты.Access SecureDeposits предоставляет наиболее доступный и надежный способ внесения средств на счет заключенного. Пожалуйста, сохраняйте квитанцию после внесения депозита. По всем вопросам или проблемам, связанным с киоском, телефоном или интернет-услугами, обращайтесь в службу поддержки по телефону 1-866-345-1884. Приготовьте квитанцию, когда будете звонить.
Сообщения
Персонал не может отправлять сообщения заключенным. Если у вас есть экстренное сообщение, позвоните в тюрьму и попросите дежурного командира. Даже экстренные сообщения должны быть проверены, прежде чем быть переданными заключенному.
Телефоны
Заключенным доступны только телефоны для сбора звонков. Все личные телефонные разговоры записываются. Плата выставляется вызываемому лицу за каждый принятый вызов.
Время разговора ограничено 15 минутами на вызов. Звонки на международные номера невозможны, и они будут отключены, если компьютер решит, что вы пытаетесь переадресовать звонок кому-то другому или у вас есть портативный телефон.
Звонки на международные номера невозможны, и они будут отключены, если компьютер решит, что вы пытаетесь переадресовать звонок кому-то другому или у вас есть портативный телефон.
Если вы принимаете много звонков, расходы быстро добавятся к вашему телефонному счету. Мы рекомендуем вам писать письма и приходить лично, чтобы не тратить много денег.
Вы можете заблокировать свой телефонный номер, чтобы на него нельзя было позвонить из тюрьмы, обратившись к дежурному надзирателю. Блокировка будет оставаться до тех пор, пока вы не позвоните дежурному супервайзеру, чтобы он снял ее.
Повседневная деятельность
Жизнь заключенных
Жилые блоки, называемые «капсулами», состоят из нескольких отдельных комнат, соединенных в большую комнату. Сотрудник исправительного учреждения работает в каждой жилой единице 24 часа в сутки. В отдельных номерах может быть одна кровать или несколько. Жилая единица может вместить до 80 заключенных.
Заключенные должны оставаться в своей комнате или камере с закрытой или запертой дверью несколько раз в день. Это называется периодом «блокировки». Даже при изоляции заключенные все еще находятся вне своей отдельной комнаты или камеры около 10 часов каждый день.
В здании всегда находится медсестра. Клиники с тюремным врачом и стоматологом доступны несколько раз в неделю. Доплаты взимаются за приемы, не требуемые медсестрой. Если у вас есть важная информация о медицинском или психическом здоровье заключенного, позвоните в тюрьму и попросите соединить с медицинским пунктом.
Три раза в день подается сбалансированное питание, несколько раз в неделю предусмотрено время для отдыха. Есть как закрытые, так и открытые тренажерные залы.
Имеется собственная библиотека. Заключенным разрешается брать до двух книг в неделю.
Все основные предметы гигиены и одежда выдаются тюрьмой. Некоторым заключенным приходится стирать свое нижнее белье, но униформа и постельные принадлежности стираются и регулярно меняются в тюрьме. Ожидается, что заключенные будут принимать душ не реже двух раз в неделю и могут попросить бритву для бритья. Возможна стрижка платная.
Ожидается, что заключенные будут принимать душ не реже двух раз в неделю и могут попросить бритву для бритья. Возможна стрижка платная.
Предлагаются программы для самосовершенствования. Заключенный должен поговорить с консультантом, чтобы узнать, что может быть доступно.
Процедура подачи жалоб доступна для заключенных, если у них есть жалоба или проблема. Процедура подачи жалоб описана в Справочнике заключенного, доступном в каждой жилой единице.
Тюрьма K9 Unit
В 2016 году офис шерифа округа Уэлд добавил свою первую команду K9 в тюрьму округа Уэлд. K9, назначенные в отдел содержания под стражей, обычно сертифицированы для обнаружения наркотиков, но иногда при необходимости могут участвовать в патрульных операциях. Тюрьма К9s помогает в нашей миссии по поддержанию безопасной, здоровой и здоровой окружающей среды, препятствуя незаконному проникновению незаконных наркотиков в учреждение.
Заместитель Догерти и К9 Декстер
В настоящее время в тюрьме округа Уэлд находятся заместитель Адам Догерти и его партнер К9 Декстер. Декстер — 2,5-летний желтый лабрадор-ретривер, сертифицированный по обнаружению наркотиков.
Декстер — 2,5-летний желтый лабрадор-ретривер, сертифицированный по обнаружению наркотиков.
Заместитель Догерти начал свою карьеру в офисе шерифа округа Уэлд в 2007 году в тюрьме округа Уэлд, где он проработал пять лет. Затем он пять лет работал в судебном отделе, прежде чем перейти в патруль. После трех лет гастролей Догерти был назначен на К9.Ед. изм.
Заместитель Догерти и K9 Декстер являются сертифицированными группами по обнаружению наркотиков с начала 2020 года. Помимо назначения в тюрьму округа Уэлд, Догерти и Декстер сертифицированы для оказания помощи патрульному отделу в миссиях, связанных с наркотиками.
Депутат Чемберс и К9 Рейнджер
201 возможные причины сварного шва0
Наши сайты
- FMA
- The FABRICATOR
- Nuts, Bolts & ThingamajigsFoundation
- FABTECH
- Canadian Metalworking
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report The Fabricñol9 Español0378
- От ПРОИЗВОДИТЕЛЯ
Как производитель трубных катушек оцифровал прослеживаемость для сварщиков поиграл без опыта изготовления
- Из журнала ШТАМПОВКА
Подготовка к изменениям формовки металла для аккумуляторных электромобилей
Износ матрицы инструментов, напечатанных на 3D-принтере, при штамповке стального листа
Основы штамповки: схема процесса
Как в цехе штамповки металла устраняются застревания на прессе?
- От СВАРЩИКА
Производители металлоконструкций, не позволяйте своему цеху превратиться в капсулу времени
Как снизить затраты на защитный газ без ущерба для качества сварки
Сварка ВИГ нержавеющей стали? Инвестиции в три области могут помочь
Уголок расходных материалов: процесс сварки и ограничения по размеру галтелей
- Из The Tube & Pipe Journal
Прямое формование труб экономит время, деньги и головные боли компании и клиентов
ИИ улучшает качество сварки
Уникальный подход производителя нестандартных автозапчастей из Чикаго к обновлению подвески классических автомобилей
- From The Fabricator en Español
¿Por qué no está operando la maquina?
Un análisis a fundo de los alambres de núcleo fundente protegido por gas
Producción de agujeros: ¿máquinas laser o punzonadoras?
¿No tiene punzonadora? Forme en una prensa dobladora
- From The Additive Report
3D-печать слепков, используемых для фиксации сломанных костей, улучшает результаты лечения пациентов
3D-печать помогает производителю ракет достичь целей вертикальной интеграции
Компания, занимающаяся 3D-печатью в Огайо, растет, сосредоточившись на более широкой картине
Шесть тенденций, которые следует учитывать при аддитивном производстве
Взгляните на расход газа, состояние материалов и расходные материалы, чтобы предотвратить это дефект
- Автор Phil Evans
- 1 ноября 2010 г.
- Артикул
- Дуговая сварка
- Присоединиться к обсуждению

Рис. 1. Круглые отверстия в наплавленном валике являются признаком дефекта, называемого пористостью металла шва. Фото предоставлено Бернардом.
Пористость металла сварного шва не является приятным явлением в сварном шве, но она проявляется слишком часто.
Пористость – это загрязнение металла шва в виде захваченного газа. Защитные газы или газы, выделяющиеся в результате воздействия горелки на обрабатываемый металл, поглощаются расплавленным металлом и выделяются по мере затвердевания. В других случаях защитный газ не полностью достигает сварочной ванны, и атмосферный воздух неблагоприятно влияет на сварочный валик.
Пористость проявляется в виде округлых отверстий, называемых сферической пористостью (см. Рисунок 1 ). Если отверстия имеют удлиненную форму, дефект можно назвать червоточинами или трубами.
Поскольку пористость имеет приемлемый уровень, она редко считается серьезным дефектом. Однако, в зависимости от правил сварки или стандарта, пористость может быть причиной брака сварного шва.
К счастью, пористость — это дефект, вероятность предотвращения которого составляет примерно 90 процентов. С помощью нескольких советов по выявлению возможных причин пористости сварщик может быстро превратить бракованные детали в сварные изделия, приемлемые для большинства норм сварки.
Возможные проблемы, связанные с пористостью
Давайте рассмотрим некоторые причины пористости сварных швов от наиболее распространенных к наименее:
- В баллоне закончился газ. Такое случается довольно часто.
- Воздух или сквозняк мешают подаче защитного газа в процессе сварки. Потолочные или напольные вентиляторы даже на расстоянии 25 футов могут нанести ущерб поставке газа. Сварщики также должны знать об открытых дверях и выходе воздуха из оборудования. Эти сквозняки, если их скорость превышает 4–5 миль в час, могут повлиять на дуговую сварку в среде защитного металла (SMAW) и
дуговая сварка с флюсовой проволокой (FCAW).
- Наличие влаги может привести к проблемам. Это может быть обычная вода или утренняя роса, но также может быть конденсат от сварки толстолистового металла и соединений внахлестку, что может произойти, особенно когда температура опускается ниже 50 градусов по Фаренгейту. Простое решение — предварительно нагреть металл до 200–220 градусов по Фаренгейту. для испарения влаги.
- Засоренные или ограниченные сопла горелки для дуговой сварки металлическим электродом (GMAW) — обычно из-за сварочных брызг — препятствуют подаче защитного газа. Чтобы устранить это препятствие, перед началом сварки сварщику необходимо посмотреть на отверстие сопла. Эта двойная проверка может предотвратить попадание сварочных брызг в сварной шов.
- Сварочное сопло находится слишком далеко от сварочной ванны. Объем защитного газа, достигающего сварного шва, уменьшается, а разбавление защитного газа атмосферой сильно влияет на сварной шов.
- Пистолет GMAW уложен под углом , что позволит распределить поток газа наружу и фактически всасывать атмосферу с задней стороны, противоположной направлению сопла. Угол от 5 до 15 градусов, перпендикулярный стыку, является приемлемым углом для методов прямой или обратной руки с пистолетами GMAW или FCAW и электродами SMAW.
- Краска, жир, масло, клей и пот выделяют большие объемы газа при воздействии температур дуговой сварки. Это особенно верно для GMAW сплошной проволокой и дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), но процессы FCAW и SMAW также уязвимы. Состав флюса не предназначен для обработки такого загрязнения.
- При сварке прокатной окалины и ржавчины на образуются газы разложения и начинается окисление, что может быть связано с присутствием влаги. Также существует большая вероятность холодного притирания и непровара на кромке сварного шва. Когда металл окисляется, он больше не является настоящим металлом, и нельзя ожидать, что он будет реагировать на сварку так же, как металл, особенно когда сварочный флюс
не используется.
- Нанесение покрытий цинком , например, в процессе гальванизации, может создать проблему. Цинк плавится примерно при температуре 420 градусов по Фаренгейту. При температурах сварки, значительно превышающих 2000 градусов по Фаренгейту, цинк переходит из твердого состояния в газообразное за долю секунды. Кроме того, цинковая пыль является побочным продуктом сварочного процесса. Выделение как газов, так и пыли делает сварку оцинкованного металла
неприятный опыт. (Чтобы предотвратить письма и призывы протеста, позвольте мне сказать, что электроды и процедуры сварки были разработаны для успешной сварки оцинкованного материала. Однако обучение и много практики абсолютно необходимы, чтобы преодолеть присутствие всего этого захваченного газа. )
- Электроды SMAW, электроды FCAW и флюс для дуговой сварки под флюсом (SAW) поглощают влагу в незащищенной среде. Чтобы решить проблему влажности в процессе сварки, правила довольно четко определяют использование сушилок и печей для хранения этих материалов. В частности, флюс SAW похож на губку. После открытия контейнера сварщик должен хранить упаковку в соответствии с указания производителя.
- Слишком большой расход газа. Поток газа от 50 до 60 кубических футов в час (CFH) на сопле GMAW и от 20 до 30 CFH на горелке GTAW должен быть достаточным. Если нет, спросите, почему. Широко открытый поток газа в сопле фактически создает турбулентность и может втягивать наружный воздух в зону сварки. Кроме того, это ужасная трата газа и увеличивает ненужные затраты на проект. Единственное исключение может быть, если защитный газ содержит более 50 процентов гелия.
- Пережатый или поврежденный газовый шланг не подает защитный газ должным образом. Если длина газового шланга превышает 20 футов, вероятность его перекручивания довольно высока.
- Неправильное использование составов, аэрозолей или гелей для защиты от брызг может стать основной причиной пористости. При избыточном использовании противоразбрызгивающий материал становится загрязняющим веществом, выкипающим в газ при воздействии высоких температур сварочной дуги. Кроме того, заклинивание горелки GMAW в контейнере с гелем для защиты от брызг может привести к капанию геля обратно в сварочную ванну. Оператор должны использовать противоразбрызгивающий материал должным образом или не использовать его вообще.
- Присадочные металлы, загрязненные краской, смазкой, маслом, лентой и клеем , могут выделять газы при воздействии очень горячей сварочной дуги. Даже грязные перчатки, использованные во время GTAW, могут загрязнить расходные материалы. Хорошей идеей является очистка сплошной и порошковой проволоки с помощью протирочных салфеток и наполнителей GTAW со стальной ватой.
- Загрязненные гильзы пистолета GMAW могут попадать в сварочную ванну нежелательными элементами. Вся смазка, масло, пыль и грязь, присутствующие в цехе, собираются на проволоке и попадают во втулку хлыста пистолета. Проволока из нержавеющей стали и сплава с высоким содержанием никеля особенно восприимчива к притягиванию этих загрязнений.
- GMAW прямо на краю внешнего углового соединения может создать проблемы, учитывая неудобное положение сопла. Сопло часто не покрывает шов должным образом, вызывает турбулентность и всасывает наружный воздух в сварной шов.
- Если сварной шов открыт в корне, он будет подсасывать воздух с обратной стороны. Незащищенный жидкий металл может легко поглощать воздух.
- Сам сварочный газ может быть загрязнен . Если сварочный газ вызывает подозрение, мастеру необходимо, чтобы поставщик газа подтвердил, что газ имеет правильную точку росы.
- Виновником может быть загрязненный газовый шланг , в частности, шланги, которые использовались для других целей до использования в сварочных работах. В одном реальном примере со склада был взят шланг для ремонта перерезанного шланга, прикрепленного к механизму подачи проволоки. К сожалению, жук свил гнездо в шланге, пока он спокойно лежал в кладовой. В
Другой пример: воздушный шланг, который ранее использовался в качестве воздушной линии для инструмента на линии с системой смазки, был быстро подключен к сварочному оборудованию только для того, чтобы позже обнаружить, что шланг был заполнен маслом для пневматического инструмента.
- Поврежденные уплотнительные кольца на штыревой горелке GMAW в том месте, где она вставляется в механизм подачи проволоки, или на крышке горелки GTAW, где она ввинчивается в горелку, могут привести к попаданию нежелательного воздуха в процесс сварки.
- Обрезанный или сгоревший шланг в любом месте от расходомера регулятора до соединения на фидере может создать проблемы.
- Неисправный газовый соленоид в механизме подачи проволоки или в машине GTAW может способствовать условиям, которые создают пористость.
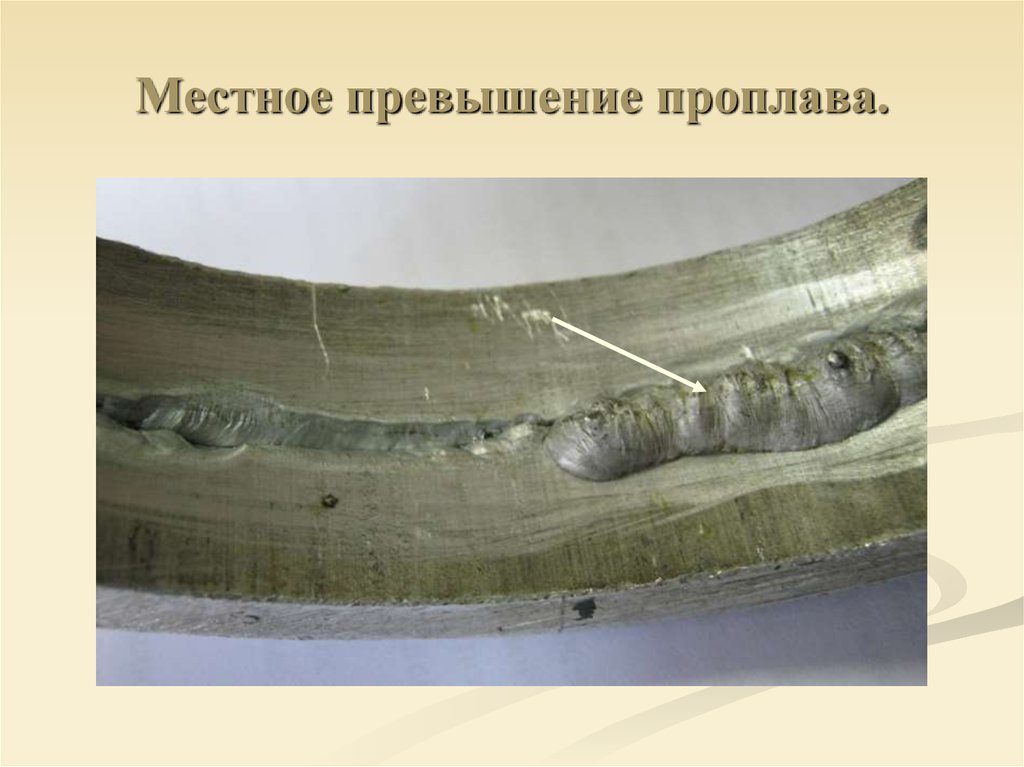 Эти сквозняки, если их скорость превышает 4–5 миль в час, могут повлиять на дуговую сварку в среде защитного металла (SMAW) и
дуговая сварка с флюсовой проволокой (FCAW).
Эти сквозняки, если их скорость превышает 4–5 миль в час, могут повлиять на дуговую сварку в среде защитного металла (SMAW) и
дуговая сварка с флюсовой проволокой (FCAW). Объем защитного газа, достигающего сварного шва, уменьшается, а разбавление защитного газа атмосферой сильно влияет на сварной шов.
Объем защитного газа, достигающего сварного шва, уменьшается, а разбавление защитного газа атмосферой сильно влияет на сварной шов. Также существует большая вероятность холодного притирания и непровара на кромке сварного шва. Когда металл окисляется, он больше не является настоящим металлом, и нельзя ожидать, что он будет реагировать на сварку так же, как металл, особенно когда сварочный флюс
не используется.
Также существует большая вероятность холодного притирания и непровара на кромке сварного шва. Когда металл окисляется, он больше не является настоящим металлом, и нельзя ожидать, что он будет реагировать на сварку так же, как металл, особенно когда сварочный флюс
не используется. )
)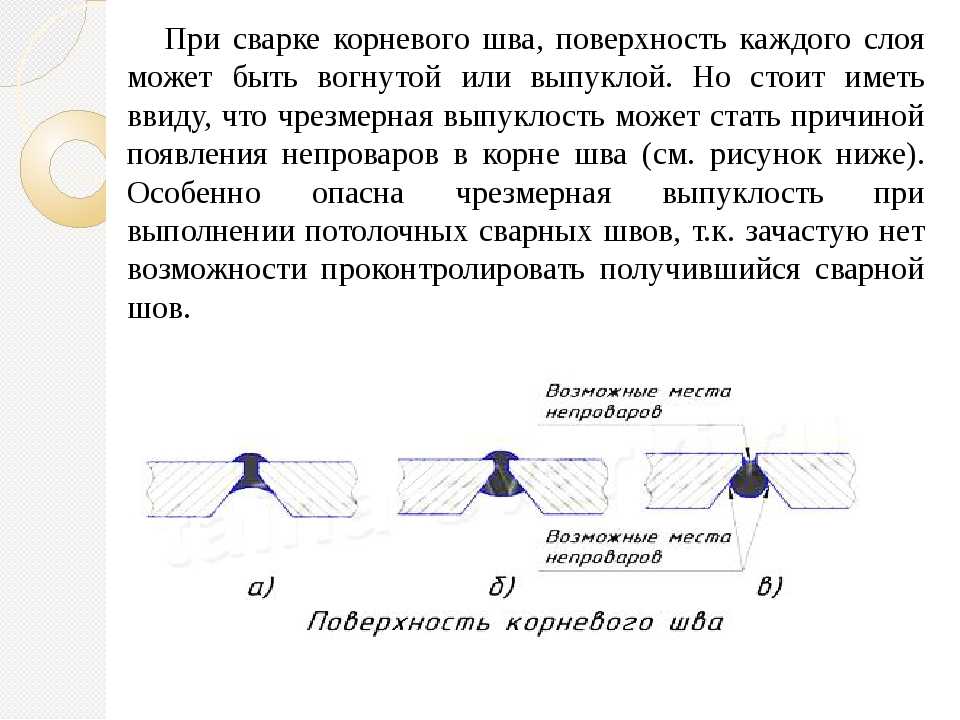 Если длина газового шланга превышает 20 футов, вероятность его перекручивания довольно высока.
Если длина газового шланга превышает 20 футов, вероятность его перекручивания довольно высока.
 В одном реальном примере со склада был взят шланг для ремонта перерезанного шланга, прикрепленного к механизму подачи проволоки. К сожалению, жук свил гнездо в шланге, пока он спокойно лежал в кладовой. В
Другой пример: воздушный шланг, который ранее использовался в качестве воздушной линии для инструмента на линии с системой смазки, был быстро подключен к сварочному оборудованию только для того, чтобы позже обнаружить, что шланг был заполнен маслом для пневматического инструмента.
В одном реальном примере со склада был взят шланг для ремонта перерезанного шланга, прикрепленного к механизму подачи проволоки. К сожалению, жук свил гнездо в шланге, пока он спокойно лежал в кладовой. В
Другой пример: воздушный шланг, который ранее использовался в качестве воздушной линии для инструмента на линии с системой смазки, был быстро подключен к сварочному оборудованию только для того, чтобы позже обнаружить, что шланг был заполнен маслом для пневматического инструмента.
Взгляд на процедуру сварки
С процедурной точки зрения сварщик должен помнить об этих двух сценариях:
- При начале сварки в узком углу оператору потребуется нечто большее, чем небольшая вспышка защитного газа. чем выделяется в начале сварки. Этого небольшого взрыва редко бывает достаточно, чтобы очистить угловой карман до того, как образуется сварочная ванна.
- Продувка газопровода после перерыва или обеденного перерыва часто приводит к пуску без защитного газа. Сварщик должен нажать на курок на секунду или две, отрезать провод и идти.
Сварщики, работающие с высокопрочными низколегированными сталями, такими как A514, A588 и A709, должны помнить о пористости, вызванной выделением водорода. Этот газ попадает в сталь во время затвердевания и может привести к растрескиванию, вызванному водородом. Эти трещины развиваются с течением времени, и катастрофический отказ происходит, когда усталость металла достигает определенного уровня.
Очевидно, что все 22 возможные причины пористости металла шва не применимы при исследовании дефектов. Тем не менее, может иметь смысл принять меры для устранения наиболее распространенных возможных причин.
Проверить наличие утечек в системе очень просто. В начале рабочего дня сварщик должен открыть маховик баллона, создать давление в системе на 15–20 секунд, выключить баллон и следить за циферблатом регулятора. Если циферблат остается на месте, сварщик готов зажечь дугу. Если он начинает выбегать примерно через одну-две минуты, значит, где-то есть утечка, и сварщику нужно ее найти.
Еще одна вещь, о которой стоит упомянуть, это то, что тип или положение пористости часто является ключом к тому, что ее вызывает. В копии AWS B1.11 «Руководство по визуальному осмотру сварных швов» подробно объясняется вероятная причина пористости.
Об авторе
Фил Эванс
Соавтор
54309 Джейми Драйв.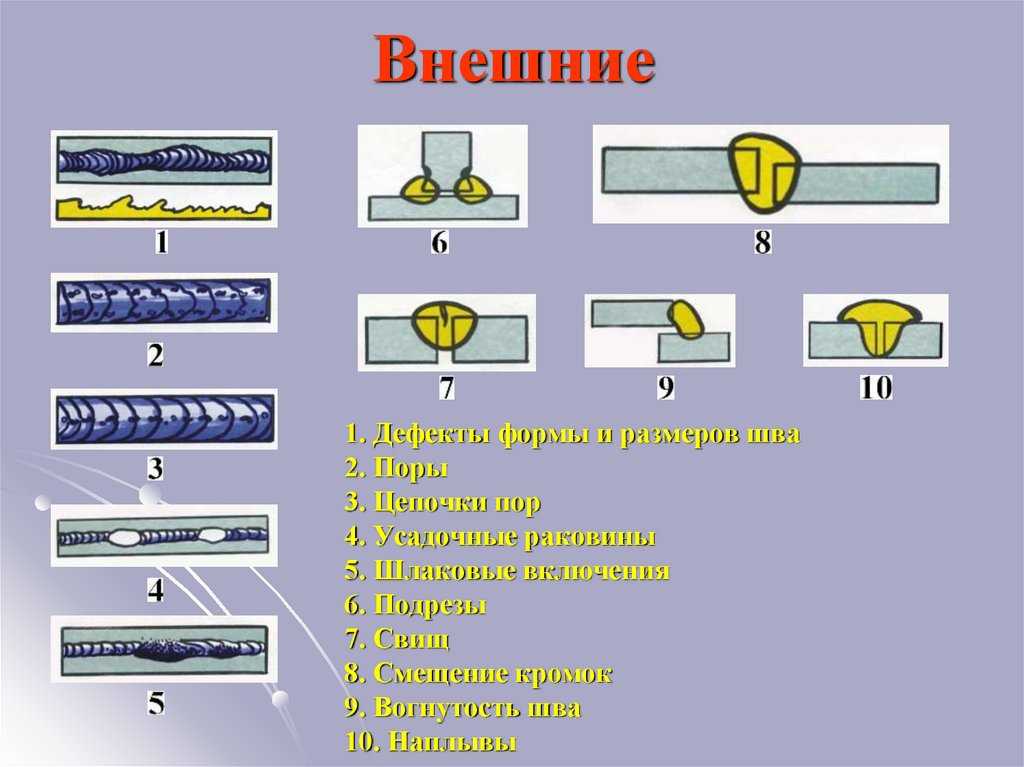
Callahan, FL 32011-7628
Электронная почта Фил Эванс
См. Подробнее Фила Эванса
О публикации
Подробнее из этого выпуска
Просмотреть цифровое издание
Подписать Facebook
Найдите FABRICATOR в Twitter
подпишитесь сейчас
Журнал FABRICATOR — это ведущий в Северной Америке журнал по формовке и изготовлению металлов. В журнале публикуются новости, технические статьи и примеры из практики, которые позволяют производителям выполнять свою работу более эффективно. FABRICATOR работает в отрасли с 1970 года.
начните бесплатную подписку
- Оставайтесь на связи из любого места
Удобный доступ к ценным отраслевым ресурсам с полным доступом к цифровой версии ФАБРИКАТОР .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии СВАРОЧНИК .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровому изданию The Tube & Pipe Journal .
Получите полный доступ к цифровому изданию журнала STAMPING Journal , который обслуживает рынок штамповки металлов последними технологическими достижениями, передовым опытом и отраслевыми новостями.
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии The Fabricator en Español .
- Трендовые статьи
1
Лагерь представляет девушек для производства и помогает обнаружить, что «Maker Gene ‘
2
Как один выплата Millennial Enterprene Spesure»
888. -индустриализация под угрозой из-за глобального пробела в образовании в области автоматизации
4
Pure Wattercraft для сборки полностью электрической понтонной лодки в Западной Вирджинии
5
Las Vegas Powder Coaters расширяет бизнес на металл
- Промышленные события 9057
- Промышленные события 9057
- Промышленные события 9057
- Промышленные события 9057.
- Фармингтон-Хиллз, Мичиган
 20–22 2022
20–22 2022Семинар и экскурсии по обработке рулонов
- 20–21 сентября 2022 г.
- Corpus Christi, TX
Событие производителей и поставщиков производителя — Детройт
- 27 сентября 2022 г.
- Novi, Mi
Все отраслевые события
00. Содержание
Простое отверстие
Что такое простое отверстие?
Простое отверстие представляет собой окружность, вырезанную из объекта.
Загрузить 3D-модель
Если мы разрежем блок пополам, он будет выглядеть так:
Загрузить 3D-модель
Какой символ обозначает простое отверстие?
Для обозначения отверстия используется обозначение диаметра «Ø».
Как изображаются простые отверстия на инженерных чертежах? Простые отверстия показаны на технических чертежах с указанием диаметра и глубины отверстия.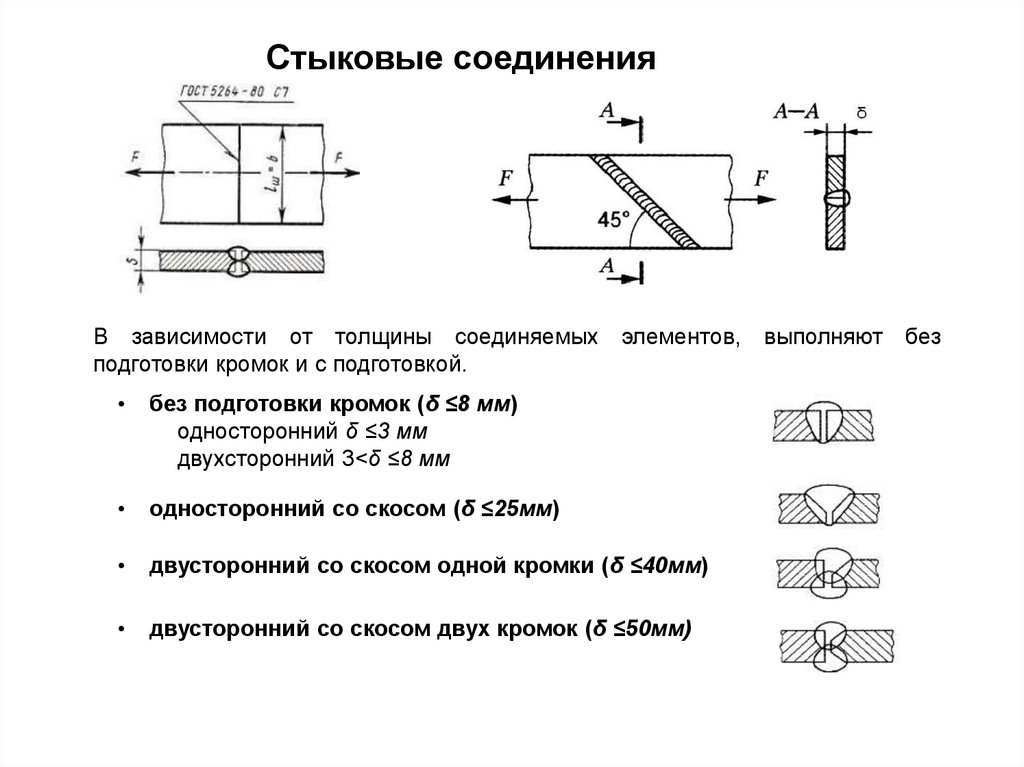
Например, отверстие диаметром 20, проходящее прямо через компонент, будет представлено как «Ø20 сквозное».
Отверстия, проходящие через компонент, называются сквозными отверстиями .
Отверстия, которые не проходят через материал полностью, называются глухими отверстиями .
Загрузить 3D-модель
Отверстия могут быть показаны в разрезе, чтобы показать более четкое изображение глубины отверстий.
Вид снизу — это то, что мы увидим, если разрежем вид сверху пополам по линии сечения «А».
Форма дна отверстия определяется инструментом, используемым для создания отверстия.
Для просверленного отверстия форма дна отверстия будет определяться углом наклона сверла.
Если отверстие создано с помощью процесса, называемого «растачивание», или с помощью инструмента с нулевым углом наклона, дно отверстия будет плоским.
Эти два типа сверления глухих отверстий показаны на рисунке ниже:
Загрузить 3D-модель
Зенковка
Что такое расточенное отверстие?
Цековка — это простое отверстие с более широким отверстием над ним.
На приведенной ниже 3D-модели показана цековка с такой же зенковкой рядом с ней, разрезанной пополам:
Загрузить 3D-модель
Что такое символ цековки?
Для зенковки используется символ «⌴».
Как изображаются цековки на инженерных чертежах?Расточенные отверстия показаны на технических чертежах следующим образом:
Вид сверху показывает, как на чертежах изображаются расточенные отверстия. Вид снизу поясняет, что показывают размеры цековки.
Обратите внимание, что для расточенных отверстий направляющее отверстие обычно полностью проходит через компонент. Вот почему нет «сквозного» или размера после диаметра направляющего отверстия, потому что предполагается, что оно проходит насквозь.
Пилотное отверстие представляет собой отверстие небольшого диаметра, обычно первое отверстие, которое необходимо просверлить.
Приведенный выше пример раззенковки предназначен для болта с внутренним шестигранником M20 и нормальным зазором. Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Для чего используются расточенные отверстия?
Зенковки обработаны под винты с внутренним шестигранником. Они используются для приложений, где болт или винт должны сидеть под поверхностью.
Например, в случаях, когда нет места для болта с шестигранной головкой из-за проблем с зазором:
Шайба также может находиться под винтом с внутренним шестигранником.
Spotface
Что такое Spotface?
Приточка представляет собой неглубокое расточенное отверстие.
Загрузить 3D-модель
Что такое символ Spotface?
Символом точечной поверхности является символ цековки с буквами «SF» внутри:
Как изображаются точечные поверхности на чертежах?Ниже показан пример точечной поверхности, размеры которой очень похожи на расточенное отверстие.
Для чего используются Spotface?
Spotfaces используются для создания гладкой и плоской поверхности.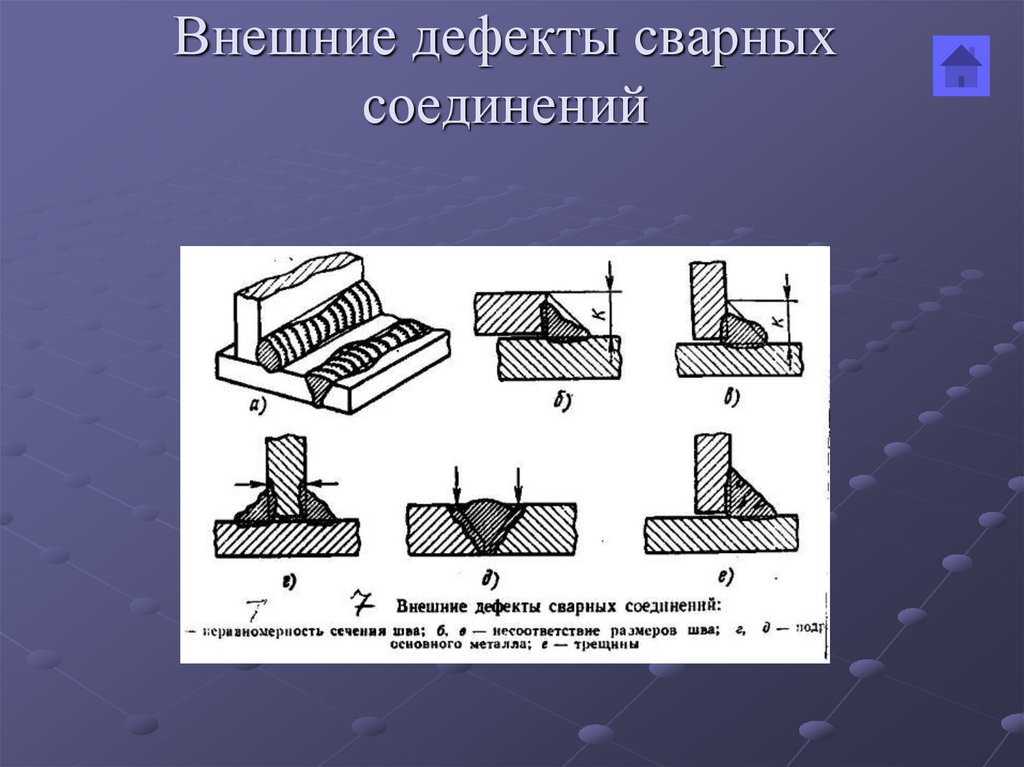
Например, деталь, изготовленная методом литья, может не иметь гладкой и плоской поверхности, как обработанная деталь.
Поэтому обрабатывается шлифовальная поверхность, чтобы обеспечить правильное расположение детали, которая должна быть соединена с компонентом с шероховатой поверхностью.
Зенковка
Что такое потайное отверстие?
Зенковка представляет собой простое отверстие с коническим отверстием над ним.
На приведенной ниже 3D-модели показана зенковка с такой же зенковкой рядом с ней, разрезанной пополам:
Загрузить 3D-модель
Что такое символ зенковки?
Символ зенковки — «⌵».
Как изображаются зенкеры на чертежах?
Отверстия с потайной головкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Если бы зенковка была глухим отверстием, указанное выше «Проходное» было бы заменено глубиной пилотного отверстия.
Возможно, вам интересно, что такое «Ø40,32».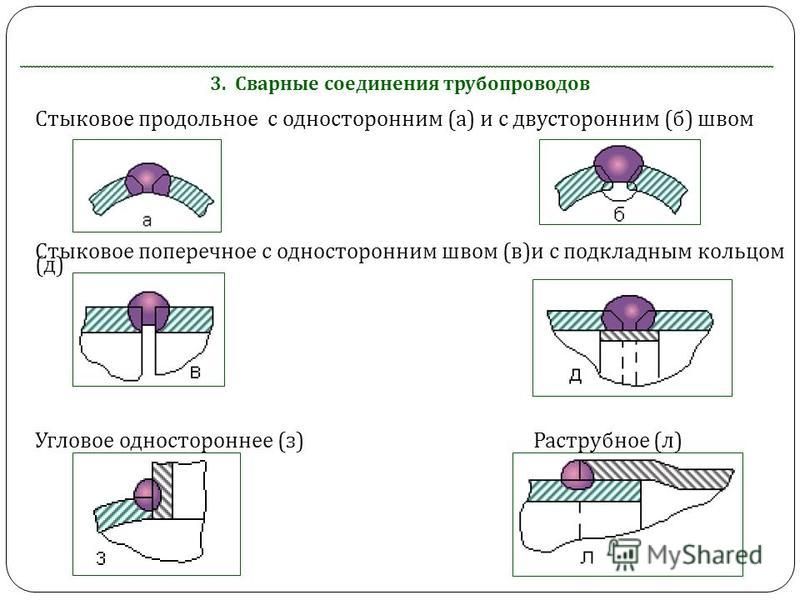 Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Здесь вы можете узнать размер потайной потайной части для метрических болтов с потайной головкой.
Для чего используются потайные отверстия?
Отверстия с потайной головкой используются там, где требуется болт или винт с потайной головкой.
Подобно отверстиям с цековкой, отверстия с зенковкой обеспечивают посадку болта или винта под поверхностью.
Контрсверло
Что такое зенкерование?
Отверстие с раззенковкой похоже на отверстие с потайной головкой, но над ним имеется выемка.
На приведенной ниже 3D-модели показано отверстие с раззенковкой и такое же отверстие с раззенковкой рядом с ним, разрезанное пополам:
Загрузить 3D-модель
Что такое символ противосверла?
Символ зенковки такой же, как и зенкер (⌵), но также будет указана глубина.
Как изображаются встречные сверла на чертежах?
Отверстия с раззенковкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Контрсверло также может быть указано как C’DRILL или CDRILL на инженерном чертеже.
КонусЧто такое коническое отверстие?
Коническое отверстие — это отверстие, в котором начальный диаметр отверстия отличается от конечного диаметра отверстия.
Ниже представлена 3D-модель конического отверстия рядом с таким же отверстием, разрезанным пополам:
Загрузить 3D-модель
Что такое символ конического отверстия?
Обозначение конусности:
Как на чертежах изображаются конические отверстия?
Конические отверстия можно изображать на технических чертежах различными способами.
Ниже приведен пример рисунка с конусным отверстием:
Конусность в приведенном выше примере составляет 1:5. Конечный диаметр оставлен для справки (в скобках).
Для определения конечного диаметра используйте уравнение:
Конические отверстия также могут быть показаны без символа конусности, когда более важно использовать угол:
Для чего используются конические отверстия?
Конические отверстия имеют множество различных инженерных применений.
Типичным примером является использование конического отверстия для крепления режущих инструментов или других держателей инструментов.
Зазор для винтов
Что такое отверстие для зазора для винтов?
Отверстие с зазором для винта — это именно то, что нужно.
Это простое отверстие диаметром немного больше диаметра резьбы винта, через которое может пройти винт.
Загрузить 3D-модель
Что такое символ зазора винта?
Отверстия с зазором для винтов показаны как простые отверстия и используют символ диаметра «Ø».
Каким образом на чертежах показаны отверстия с зазором для винтов?
Отверстия с зазором для винтов показаны как простые отверстия:
Какой размер отверстия для винтов следует использовать?
Вы можете использовать метрическую направляющую для отверстий с зазором для винтов или дюймовую направляющую для отверстий с зазором для винтов.
Для чего используются отверстия с зазором для винтов?
Отверстия с зазором под винты используются для компонентов, для прохождения через которые требуется винт или болт.
Примером этого является кронштейн, который необходимо прикрепить к блоку.
Кронштейн имеет отверстия с зазором для винтов, через которые может пройти болт.
Болт вкручивается в блок с резьбовым отверстием.
Сила сжатия болта фиксирует кронштейн к блоку.
Резьбовое отверстие
Что такое резьбовое отверстие?
Резьбовое (или резьбовое) отверстие — это отверстие с резьбой.
Загрузить 3D-модель
Что такое символ резьбового отверстия?
Символ резьбового отверстия зависит от используемых стандартов. Для метрических отверстий символ диаметра заменяется буквой «М». Например, резьбовое отверстие для болта M8 будет «M8».
Для различных типов резьбы, например, для резьбы Unified National Fine (UNF), сначала отображается числовой размер, а затем тип резьбы «UNF».
Как изображаются резьбовые отверстия на чертежах?
Резьбовые отверстия показаны на чертежах следующим образом:
«2,5» — это шаг резьбы, то есть расстояние в миллиметрах между каждой резьбой.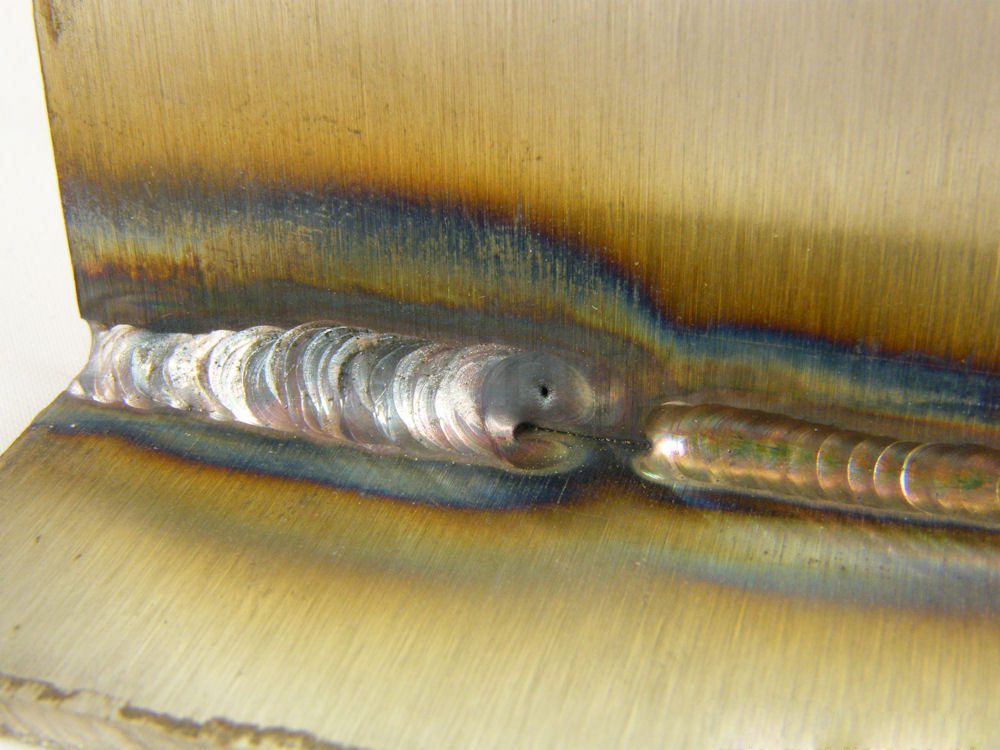
Для резьбы UNF сквозное 1½-дюймовое 12-отверстие будет выглядеть следующим образом:
«12» означает, что на дюйм приходится 12 витков резьбы.
Для чего используются резьбовые отверстия?
Резьбовые отверстия используются для крепления резьбовых компонентов. Примеры включают винты, болты и резьбовые стержни.
Понравился этот пост? Ознакомьтесь с нашими типами сварных швов.
Заключение
Надеемся, вам понравились наши новые типы отверстий.
Теперь мы хотели бы услышать, что вы хотите сказать:
Какой тип отверстия вы узнали сегодня?
Или какой тип отверстия вы используете чаще всего?
Дайте нам знать, оставив комментарий ниже прямо сейчас.
Полное руководство для начинающих — Lambda Geeks
В этой статье вкратце будет рассмотрена тема «Сварка с заклепками» с 21 фактом о сварке с заклепками. Сварка штепсельной вилкой также известна как сварка розеткой.
Процесс сварки пробки осуществляется при сплавлении двух металлов по участкам сварки в младших кольцевых отверстиях.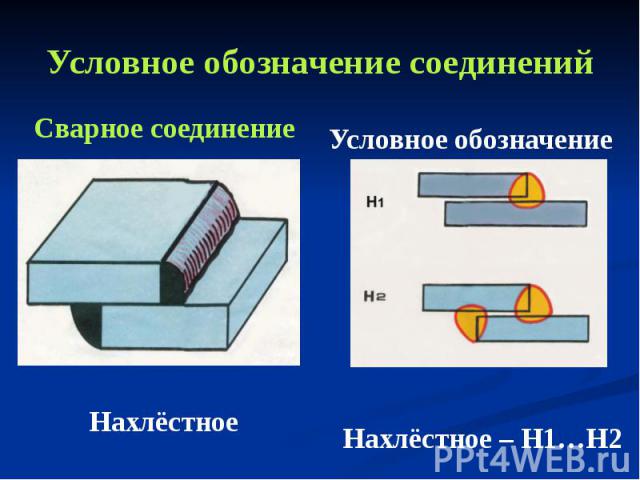 Метод сварки электрозаклепкой выполняется путем соединения двух металлов внахлест. При наложении двух внахлест в верхнем металле создается отверстие для наплавки сварного шва.
Метод сварки электрозаклепкой выполняется путем соединения двух металлов внахлест. При наложении двух внахлест в верхнем металле создается отверстие для наплавки сварного шва.
Когда точечная сварка не может быть выполнена в металле, в этом случае выполняется сварка пробкой, которая может происходить практически в любой момент.
Что такое сварка электрозаклепками?Электрозаклепочный шов означает закрытие зазора. Сварка пробкой на самом деле представляет собой сварной шов круглой формы. В системе сварки оправки два металла перекрывают друг друга и в одном из металлов имеется зазор. Сварка засчитывается в зазор, чтобы остановить его. Стенка зазоров остается прямой, но это не обязательно. Стенка зазоров также может быть согнута.
Обозначение сварного шва: Обозначение сварного шва представляет собой прямоугольник с символом диаметра, расположенным слева от символа сварного шва, так же, как число комбинируется с символом диаметра.
В современном машиностроении электросварка широко используется в различных отраслях. Сварщик может легко справиться со сваркой электрозаклепкой, если немного потренируется и подучится. В автомобильной и аэрокосмической промышленности используется сварка пробкой.
Автомобильный сектор:-В автомобильном секторе, где для сварки необходимы тяжелые машины, в этом случае оборудование для точечной сварки не может быть установлено для работы из-за недостатка места , но в качестве альтернативы сварная пробка легко может быть установлен там. Зазоры машин могут быть легко заварены пробочным швом. Прочность сварного шва больше, чем точечного.
Аэрокосмическая промышленность:- Для заполнения дефектов в зазорах на элементах авиакосмической техники применяется сварка электрозаклепками. В зазоры выходных корпусов и вентиляторов драгоценно засыпается без слома всей системы.
В зазоры выходных корпусов и вентиляторов драгоценно засыпается без слома всей системы.
В автомобильной и аэрокосмической промышленности, где требуется более качественная и чистая сварка, в этом случае вместо точечной сварки используется сварка электрозаклепками.
В автомобильной промышленности для сварки необходимы тяжелые машины, в этом случае оборудование точечной сварки не может быть установлено для работы из-за недостатка места, но в качестве альтернативы там легко может быть установлена сварка методом электрозаклепки.
В аэрокосмической отрасли для заполнения отверстий требуется более точный процесс сварки, в этом случае также используется сварка пробкой. Точность и прочность штекера больше, чем у точечной сварки.
Зачем использовать сварку электрозаклепками? Стыковые сварные швы представляют собой сварные швы круглой формы, которые в основном используются для соединения двух поверхностей металла вместе за счет небольшого пространства на одной из сторон. В области автомобильной сварки штепсельной вилкой широко используется в качестве замены точечной сварки, когда оборудование для точечной сварки имеет недостаточную площадь для работы.
В области автомобильной сварки штепсельной вилкой широко используется в качестве замены точечной сварки, когда оборудование для точечной сварки имеет недостаточную площадь для работы.
Прочность сварки электрозаклепкой больше по сравнению с точечной сваркой.
Размер отверстия под приварку заглушки:Минимальный размер диаметра отверстия специально для заглушки должен быть не менее, чем толщина детали вперемешку с ней плюс 5/16(8 мм) идеально закругленной до следующий выше без сопровождения 1/16″. Наибольшая ширина должна быть равна минимальной ширине плюс 1/8 дюйма (3 мм) или 2-1/4 толщины детали, в зависимости от того, что больше.
Штекерный шов:В промышленности с помощью штекерного шва обычно можно выполнить пять типов соединений, они перечислены ниже:
- Угловое соединение Соединение
- Butt Saint
- КОВЛЕТАЯ СОВЕТ
- ТЕ-СВОЙСТВА . Краевое соединение можно объяснить так, когда две кромки двух разных деталей соединяются друг с другом. Краевое соединение подходит для случая, когда два листа прилегают друг к другу и почти остаются на параллельной поверхности в месте сварки.
The different types of Edge joints are listed below,
- U groove weld
- V groove weld
- J groove weld
- Bevel groove weld
- Corner flange weld
- Square groove weld
Угловое соединение можно объяснить как; когда углы двух частей расположены так, что образуют соединение под прямым углом. С двумя частями, соединяющимися в форме L.
Различные типы угловых соединений перечислены ниже,
- Spot weld
- Bevel groove weld
- U groove weld
- V groove weld
- J groove weld
- Square groove weld
- Fillet weld
- Corner flange weld
- Edge weld
- Flare V groove weld
Самое легкое и простое соединение, которое может быть выполнено с помощью сварки пробкой, — это стыковое соединение.
Стыковое соединение создается путем совмещения концевых секций двух частей. Две детали в стыковом соединении располагаются на одной поверхности или одна за другой.Различные типы стыкового соединения перечислены ниже. сварной шов
Соединение внахлестку:- - Bevel groove weld
- J groove weld
- Slot weld
- Fillet weld
- Spot weld
- Flare bevel groove weld
- Plug weld
- Plug weld
- Bevel weld
- Slot weld
- Fillet weld
- Melt through weld
- Flare bevel weld
- J groove weld
- Очистка толстой стали
- Маркировка на верхней части толстой стали
- отверстия создаются в верхней части толстой стальной стали
- Поместите толстые стали вместе
- PLISD
 Краевое соединение можно объяснить так, когда две кромки двух разных деталей соединяются друг с другом. Краевое соединение подходит для случая, когда два листа прилегают друг к другу и почти остаются на параллельной поверхности в месте сварки.
Краевое соединение можно объяснить так, когда две кромки двух разных деталей соединяются друг с другом. Краевое соединение подходит для случая, когда два листа прилегают друг к другу и почти остаются на параллельной поверхности в месте сварки.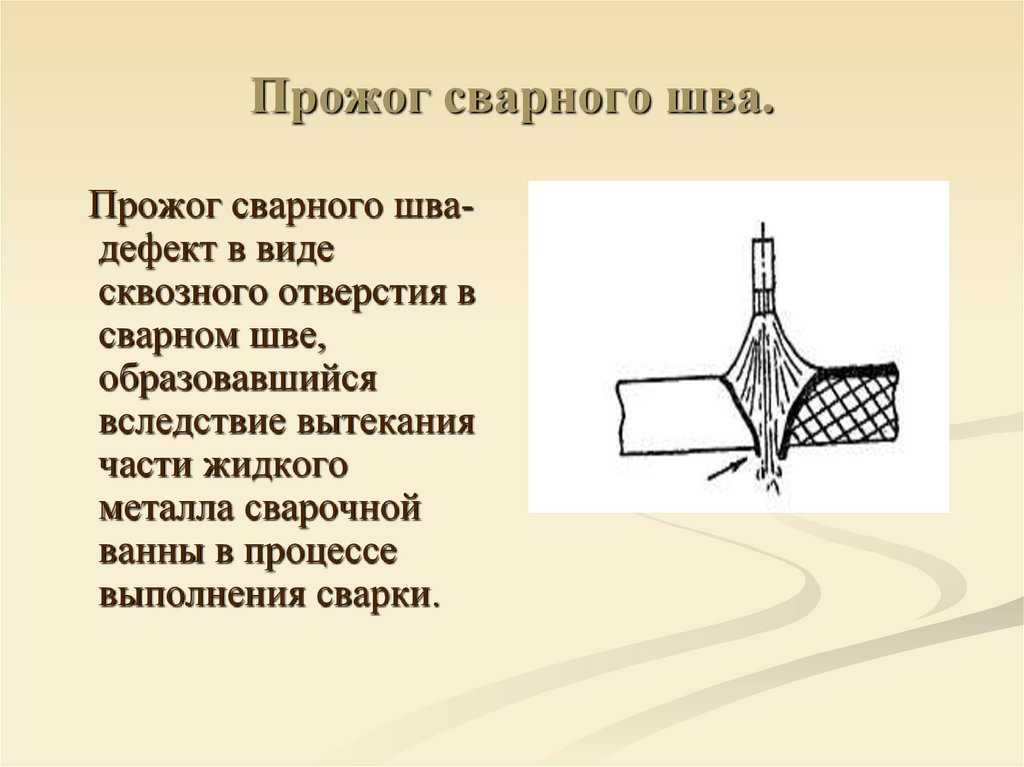 Стыковое соединение создается путем совмещения концевых секций двух частей. Две детали в стыковом соединении располагаются на одной поверхности или одна за другой.
Стыковое соединение создается путем совмещения концевых секций двух частей. Две детали в стыковом соединении располагаются на одной поверхности или одна за другой.С помощью соединения внахлест можно соединять друг с другом в основном два металла разной толщины. Соединение внахлест можно определить, когда две части накладываются друг на друга. Соединение внахлестку может быть двусторонним или односторонним.
The different types of the Lap joint are listed below,
Тройник можно объяснить как, когда две разные части пересекаются друг с другом под прямым углом и одна часть лежит на другой в центре. Тройник в форме буквы Т.
Тройник в форме буквы Т.
The different types of the Tee joint are listed below,
Процесс, выполняемый с толстой сталью при сварке электрозаклепкой, указан ниже,
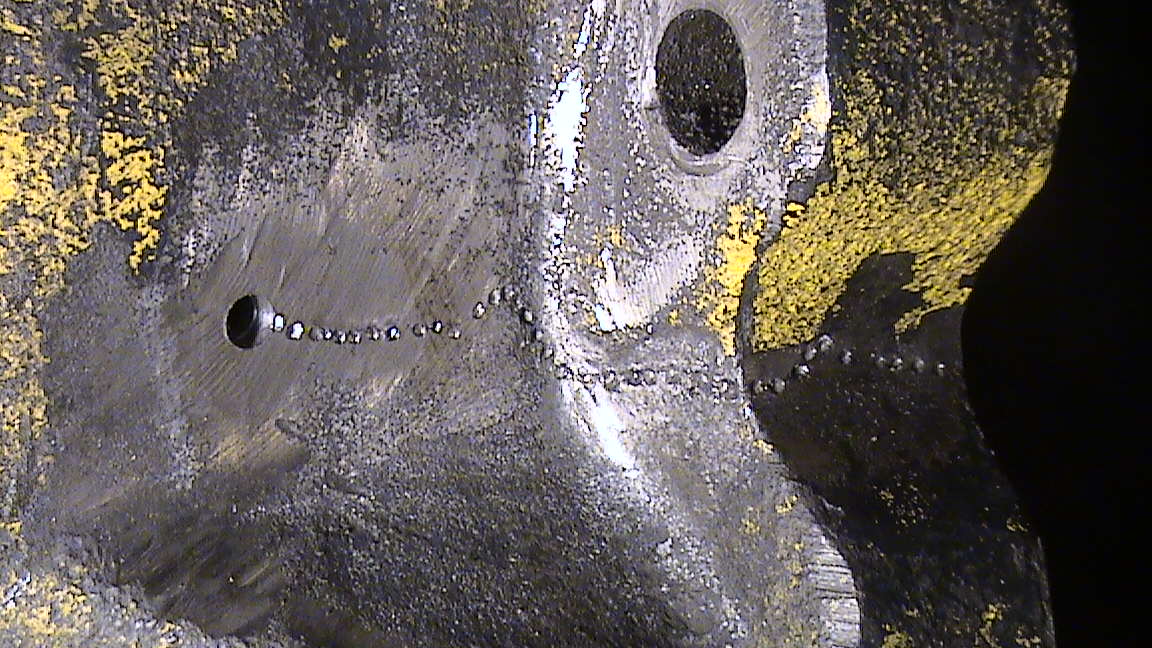 С помощью электросварки можно работать с толстыми металлами. Конструкция сварного шва не подходит для больших сил и напряжений Как рассчитать прочность сварного шва?
С помощью электросварки можно работать с толстыми металлами. Конструкция сварного шва не подходит для больших сил и напряжений Как рассчитать прочность сварного шва? Процесс расчета прочности сварного шва приведен ниже.
Процесс сварки электрозаклепкой выполняется в несколько этапов. Шаги описаны ниже,
- Шаг – 1: Очистка металла
- Шаг – 2: Маркировка на верхнем металле
- Верхний металл
- Шаг – 4: Совместите верхний и основной металлы
- Шаг 5: Сварка
В начале сварки электросваркой сначала проводится предварительная подготовка.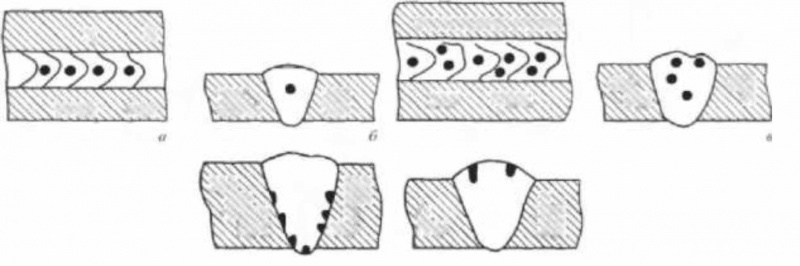 На этом этапе основной металл необходимо очистить, поэтому в процессе сварки не должно быть грязи или примесей, а также важна очистка после метода сварки, чтобы не было дефектов. Безопасность очень важна в процессе сварки. Сварочные перчатки, сварочный шлем должны быть надеты сварщиком во избежание несчастных случаев. Наконец, сварочный ожог не является желательным в процессе сварки электрозаклепкой.
На этом этапе основной металл необходимо очистить, поэтому в процессе сварки не должно быть грязи или примесей, а также важна очистка после метода сварки, чтобы не было дефектов. Безопасность очень важна в процессе сварки. Сварочные перчатки, сварочный шлем должны быть надеты сварщиком во избежание несчастных случаев. Наконец, сварочный ожог не является желательным в процессе сварки электрозаклепкой.
На следующем этапе сварки заглушкой делается маркировка на верхнем участке основного металла. Если сварка нескольких заглушек выполняется в основном металле, в этом случае их необходимо разнести по уровню.
Этап – 3: На верхнем металле создаются отверстия:- После разметки создаются отверстия в местах, где будет производиться сварка пробкой. Отверстия в основном металле можно сделать различными способами, среди них сверление является наиболее распространенным процессом, выбираемым сварщиками для создания отверстий.
После завершения маркировки металл должен быть соединен вместе, чтобы он не мог двигаться во время процесса. Зажим для сварки пробкой используется для зажима металлов в одном месте.
Этап – 5: Размещение сварки:-На последнем этапе процесса сварки. При выполнении сварки необходимо помнить о наиболее важных критериях, что процесс следует начинать с внешней стороны по точкам кромок, способ работы будет ближе к середине. Благодаря этому процессу повышается прочность металла и снижается вероятность возникновения дефекта, а также повышается температура основного металла до температуры верхнего металла.
Можно ли использовать сварные швы при растяжении?Нет, электросварные швы нельзя использовать при растяжении.
Размеры, используемые для условного обозначения сварного шва, указаны ниже.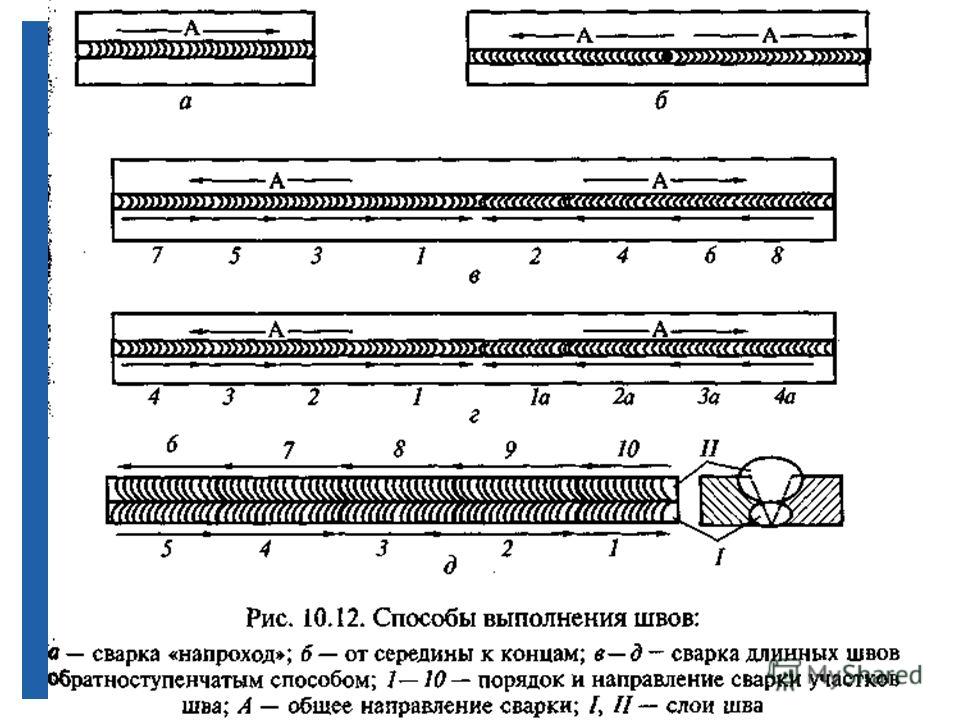 Как заглушить сварной шов из листового металла?
Как заглушить сварной шов из листового металла?
Процесс сварки заклепками листового металла выполняется в несколько этапов. Шаги описаны ниже,
- Очистка листового металла
- Маркировка сверху листовой металл
- Полеты на верхней части листового металла
- 77759. Место.
В начале сварки электрозаклепкой сначала выполняется предварительная подготовка. На этом этапе листовой металл необходимо очистить, поэтому в процессе сварки не должно быть грязи или примесей, а также важна очистка перед методом сварки, чтобы не было дефектов.
Маркировка на верхней части листового металла:- На следующем этапе сварки заглушкой делается маркировка на верхней части листового металла. Если в листовом металле выполняется сварка несколькими заглушками, в этом случае их необходимо разнести по уровню.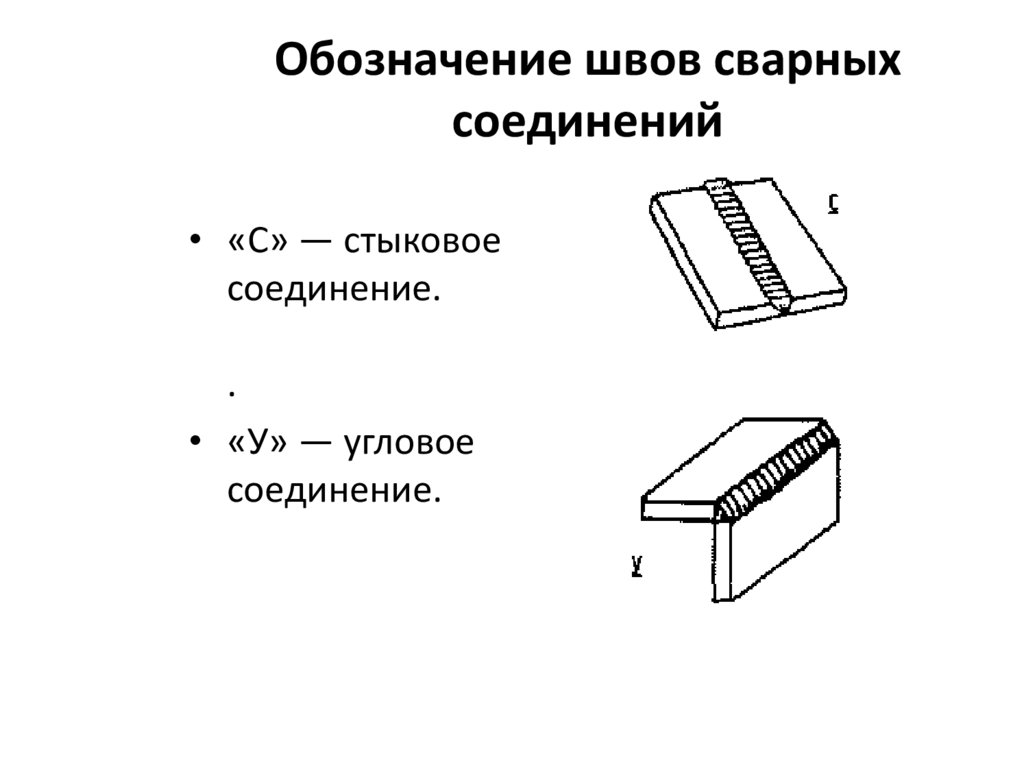
После разметки создаются отверстия, в которых будет производиться сварка пробкой. Отверстия в основном металле можно сделать различными способами, среди них сверление является наиболее распространенным процессом, выбираемым сварщиками для создания отверстий. В основном делают 8 мм – 10 мм отверстие. Диаметр отверстий зависит от ширины фланца, а расстояние между отверстиями составляет около 25 мм.
Сложите листы вместе:-После завершения маркировки металлы должны быть сложены вместе, чтобы они не могли двигаться во время процесса. Зажим для сварки пробкой используется для зажима металлов в одном месте.
Место сварки:- На последнем этапе процесса сварки. При выполнении сварки необходимо помнить о наиболее важных критериях, что процесс следует начинать с внешней стороны по точкам кромок, способ работы будет ближе к середине. Благодаря этому процессу повышается прочность металла и снижается вероятность возникновения дефекта, а также повышается температура основного металла до температуры верхнего металла.
Благодаря этому процессу повышается прочность металла и снижается вероятность возникновения дефекта, а также повышается температура основного металла до температуры верхнего металла.
The major differences in between the plug weld and slot weld are describe below,
| Plug weld | Slot weld |
| A сварной шов, выполненный в круглом отверстии в одном элементе соединения, сплавляя этот элемент с другим элементом . Отверстие с угловой сваркой не следует рассматривать как соответствующее этому определению. | Щелевой сварной шов соединяет поверхность куска материала с другим куском через удлиненное отверстие. Отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено сварочным материалом. |
Форму сварного шва можно определить по диаметру.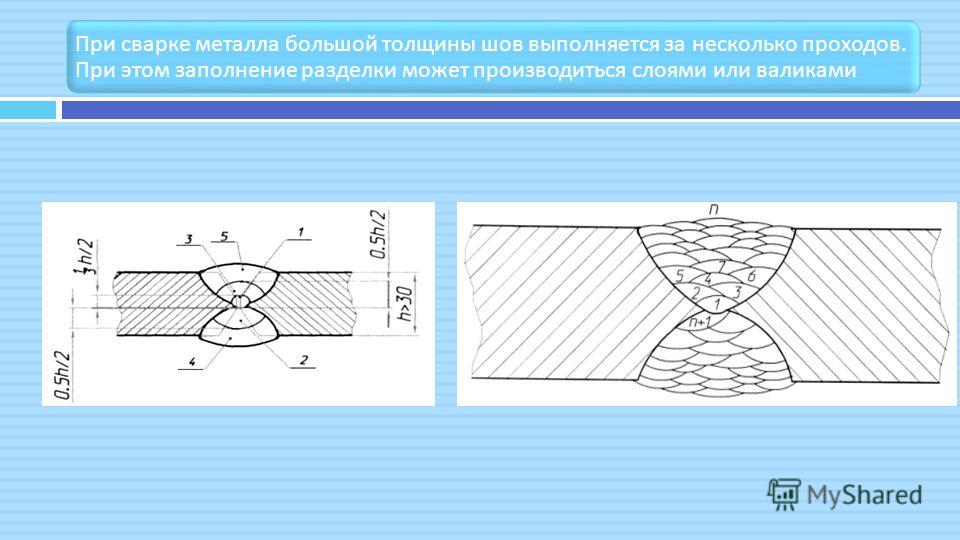 | Форму шва можно определить по длине и диаметру. |
| Применение пробочной сварки, 1. Изготовление кузова а/м 2. Ремонт кузова а/м 3. Сварка труб внутри трубы 0 0 соединить металл разной толщины | Нанесение щелевого шва, 1. Распределение перерезывающей силы в соединениях внахлестку 2. Предотвращение коробления на участках с перекрытием. |
The major differences in between the plug weld and puddle weld are describe below,
| Plug weld | Puddle weld |
Процесс сварки пробки осуществляется при сплавлении двух металлов по участкам сварки в младших кольцевых отверстиях. | Тип сварки электрозаклепками для соединения двух листов тонкого материала ; отверстие, прожженное в верхнем листе, заполняют лужицей наплавленного металла для сплавления верхнего листа с нижним. |
| Толстый материал может работать со сварным швом. | Толстый материал не подходит для сварки в ванне. |
The major differences in between the plug weld and spot weld are describe below,
| Plug weld | Spot weld |
Процесс сварки пробки осуществляется при сплавлении двух металлов по участкам сварки в младших кольцевых отверстиях. Метод сварки электрозаклепкой выполняется путем соединения двух металлов внахлест. При наложении двух внахлест в верхнем металле создается отверстие для наплавки сварного шва. | Процесс точечной сварки можно объяснить как сварку двух или более металлов вместе с помощью тепла и давления в зону сварки от электрического тока. |
| Прочность сварного шва больше, чем точечного. | Прочность точечной сварки сравнительно меньше, чем сварки электродом. |
| Низкая техническая стоимость. | Техническая стоимость высока. |
| Точность сварки электрозаклепкой больше. | Точность точечной сварки меньше по сравнению с точечной сваркой. |
| Для ремонта автомобильных кузовных панелей используется сварка методом пробки. | Для сборки панелей кузова автомобиля используется точечная сварка. |
С помощью расстояния между двумя пластинами в сварном шве штепсельной вилки можно легко определить качество сварного шва. Если между двумя пластинами имеется зазор, то это называется хорошим штекерным сварным швом, а если зазора между двумя пластинами нет, то это называется плохим штекерным сварным швом.
Если между двумя пластинами имеется зазор, то это называется хорошим штекерным сварным швом, а если зазора между двумя пластинами нет, то это называется плохим штекерным сварным швом.
Пространство раструбного сварного шва используется для минимизации трещин, в то время как пластины нагреваются, чтобы поглотить избыточное количество температуры во время процесса сварки.
Вывод:Если квалифицированный сварщик с небольшим образованием может работать с электродуговой сваркой, то это очень продвинутый и подходящий процесс сварки. Прочность сварного шва достаточно хороша для сварки.
Сварочная терминология Определения и сокращения
A – C
A
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легко воспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве горючего газа в процессе кислородно-ацетиленовой сварки.
Используется в качестве горючего газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКОЕ СОЕДИНЕНИЕ:
См. УГЛОВОЕ СОЕДИНЕНИЕ.
ВОЗДУХ-АЦЕТИЛЕН:
Низкотемпературный факел, образующийся при сжигании ацетилена с воздухом вместо кислорода.
ВОЗДУШНО-ДУГОВАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, который меняет свое направление на противоположное через регулярно повторяющиеся промежутки времени.
АМПЕРМЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, приводимого в действие движением катушки в магнитном поле или продольным растяжением провода, по которому течет ток.
ОТЖИГ:
Общий термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение. При отжиге температура операции, скорость нагрева и охлаждения, время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия и цели обработки. Наиболее важными целями отжига стали являются: снятие напряжений; вызвать мягкость; изменять пластичность, ударную вязкость, электрические, магнитные или другие физические и механические свойства; изменить кристаллическую структуру; для удаления газов; и производить определенную микроструктуру.
Термин отжиг обычно подразумевает относительно медленное охлаждение. При отжиге температура операции, скорость нагрева и охлаждения, время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия и цели обработки. Наиболее важными целями отжига стали являются: снятие напряжений; вызвать мягкость; изменять пластичность, ударную вязкость, электрические, магнитные или другие физические и механические свойства; изменить кристаллическую структуру; для удаления газов; и производить определенную микроструктуру.
УДАР ДУГИ:
Отклонение электрической дуги от ее нормального пути из-за магнитных сил.
ДУГОВАЯ ПАЯЯ:
Процесс пайки, при котором тепло получают от электрической дуги, образующейся между основным металлом и электродом или между двумя электродами.
РЕЗКА ДУГОВОЙ РЕЗКОЙ:
Группа процессов резки, при которых резка металлов осуществляется путем плавления теплом дуги между электродом и основным металлом. См. ДУГОВАЯ РЕЗКА УГЛЕРОДОМ, ДУГОВАЯ РЕЗКА МЕТАЛЛА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДУГОВАЯ РЕЗКА УГЛЕРОДОМ, ДУГОВАЯ РЕЗКА МЕТАЛЛА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между кончиком электрода и сварочной ванной.
ДУГОВО-КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов в результате химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение сварочной дуги.
ДУГОВАЯ СВАРКА:
Группа процессов сварки, при которых плавление достигается путем нагревания электрической дугой или дугами с использованием или без использования присадочного металла.
ПОСЛЕ СВАРКИ:
Состояние металла шва, сварных соединений и сварных конструкций после сварки и до любой последующей термической, механической или химической обработки.
АТОМНО-ВОДОРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором сплавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Давление и/или присадочный металл могут использоваться или не использоваться.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой с гранецентрированной кубической решеткой. Он производится путем нагрева стали выше верхней критической температуры и обладает высокой твердой растворимостью углерода и легирующих элементов.
ОСЬ СВАРКИ:
Линия, проходящая по всей длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
B
ОБРАТНЫЙ ОГОНЬ:
Мгновенное вспыхивание пламени в острие, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
ОБРАТНЫЙ ПРОХОД:
Проход для наплавки заднего сварного шва.
BACK UP:
При сварке оплавлением и сварке с осадкой локатор, используемый для передачи всего или части усилия осадки на заготовку.
ОБРАТНАЯ СВАРКА:
Сварка, наплавленная на задней стороне сварного шва с одинарной разделкой.
ОБРАТНАЯ СВАРКА:
Метод сварки, при котором пламя направляется на сварной шов.
ПОДКЛАДОЧНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в корне сварного шва и/или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
ПРОКЛАДОЧНЫЙ СВАР:
Наплавленный валик, наносимый на основание соединения с одной разделкой для обеспечения полного проплавления корня.
ОБРАТНЫЙ ШАГ:
Последовательность, в которой приращения валика наплавляются в направлении, противоположном направлению движения.
ЭЛЕКТРОД НЕПОВТОРИМЫЙ:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме того, что возникает при волочении проволоки.
ДУГОВАЯ СВАРКА ОБНАЖЕННЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором сплавление достигается путем нагрева незащищенной дугой между незащищенным или слегка покрытым электродом и изделием. Давление не используется, и присадочный металл получают из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей пропорции.
В сплавах это металл, присутствующий в наибольшей пропорции.
ШАРНЫЙ СВАР:
Тип сварного шва, состоящего из одного или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность.
ГОЛОВКА:
См. СВАРКА СТРУННОЙ СТРУНЫ и ПЛЕТЕННАЯ ГОЛОВКА.
УГОЛ СКАСКИ:
Угол, образованный между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
КУЗНЕЧНАЯ СВАРКА:
См. КУЗНЕЧНАЯ СВАРКА.
БЛОЧНАЯ ПАЙКА:
Процесс пайки, при котором соединение производится за счет тепла, полученного от нагретых блоков, прикладываемых к соединяемым частям, и цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Создание последовательности непрерывных многопроходных сварных швов, в которых отдельные участки сварного шва полностью или частично наращиваются до наплавки промежуточных участков. См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
СВЯЗЬ:
Соединение свариваемого металла и основного металла.
Бокс:
Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва.
ПАЯЯ:
Группа процессов сварки, при которых паз, угловой шов, соединение внахлестку или фланцевое соединение соединяются с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
СВАРКА ПАЙКА:
Метод сварки с использованием присадочного металла, который плавится при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки твердым припоем, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
ПЕРЕКРЫТИЕ:
Дефект сварки, вызванный плохим проплавлением. Пустота в корне шва перекрывается металлом шва.
ИЗГИБ:
Деформация, вызванная теплом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ:
Порядок, в котором наплавляются валики многопроходного шва по отношению к поперечному сечению соединения. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ.
СТЫКОВОЕ СОЕДИНЕНИЕ:
Соединение двух деталей таким образом, что сварной шов, соединяющий детали, находится между поверхностями обеих соединяемых деталей.
СТЫКОВАЯ СВАРКА:
Сварка встык.
МАСЛЯНАЯ СВАРКА:
Сварка, состоящая из одной или нескольких нитей или плетеных валиков, уложенных на сплошную поверхность для получения желаемых свойств или размеров.
C
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основным металлом вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями соединения. быть спаянным.
быть спаянным.
ОСАДКИ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, которая содержит углерод в пересыщенном твердом растворе. Это состояние нестабильно. Перемешивание стали во время сварки приводит к осаждению избыточного углерода в растворе. Этот эффект также называют распадом сварного шва.
УГЛЕРОДНАЯ ДУГОВАЯ РЕЗКА:
Процесс резки металлов теплом дуги между угольным электродом и изделием.
УГЛЕРОДНАЯ ДУГОВАЯ СВАРКА:
Процесс сварки, при котором сплавление производится дугой между угольным электродом и изделием. Давление и/или присадочный металл и/или экранирование могут использоваться или не использоваться.
НАГЛУБИТЕЛЬНОЕ ПЛАМЯ:
Кислородно-ацетиленовое пламя, в котором присутствует избыток ацетилена. Также называется избыточным ацетиленом или восстановительным пламенем.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие бусинки останавливаются перед предыдущей бусиной, создавая каскадный эффект.
ЗАКАЛИВАНИЕ:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа путем внутренней диффузии из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, карбонитрирование и азотирование.
Типичными процессами упрочнения являются науглероживание, цианирование, карбонитрирование и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ УГЛОВЫЕ СВАРНЫЕ СВАРКИ:
Два ряда прерывистых угловых швов в Т-образном или нахлестном соединении, в которых сварные швы в одной линии расположены приблизительно напротив сварных швов в другой линии.
СНЯТИЕ ФАСОК:
Подготовка контура сварки, отличного от сварного шва с квадратной разделкой, на кромке соединительного элемента.
СЛИЯНИЕ:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс погружением, распылением, покраской или другими подобными способами. При горении покрытие выделяет газ, который окружает дугу.
СВАРКА С КОММУТИРУЕМЫМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или рельефных сварных швов, при котором несколько электродов, находящихся в одновременном контакте с изделием, постепенно функционируют под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Присадочный металлический электрод, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором для соединения основных металлических частей используется как термический, так и механический процесс.
ВОГНУТОСТЬ:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей выступы сварного шва.
СОВМЕСТНЫЙ НАГРЕВ:
Дополнительное тепло, применяемое к конструкции в процессе сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДИМАЯ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавляется в корень шва и становится частью сварного шва.
ВЫПУКЛОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей выступы сварного шва.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными приблизительно под прямым углом друг к другу в форме буквы L.
ЗАЩИТНОЕ СТЕКЛО:
Прозрачное стекло, используемое в защитных очках, ручных щитках и шлемах для защиты стекла фильтра от брызг материала.
ПОКРЫТЫЙ ЭЛЕКТРОД:
Металлический электрод с покрытием, которое стабилизирует дугу и улучшает свойства свариваемого металла. Материалом может быть внешняя обертка из бумаги, асбеста и других материалов или флюсовое покрытие.
ТРЕЩИНА:
Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Впадина на конце дуговой сварки.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально предназначенный для резки.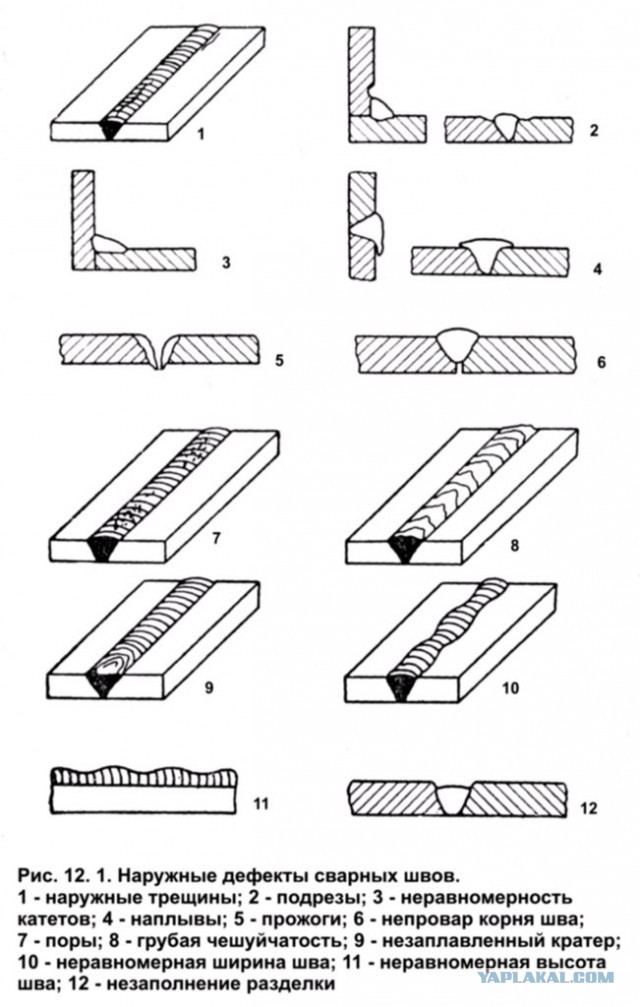
РЕЗАК:
Устройство, используемое при газовой резке для контроля газов, используемых для предварительного нагрева, и кислорода, используемого для резки металла.
БАЛЛОН:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D – F
D
ДЕФЕКТ:
Неоднородность или неоднородности, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или спецификациям . Этот термин обозначает отказоустойчивость. О распространенных дефектах сварки читайте здесь.
НАПЛАВЛЕННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПАСКИВАНИЯ:
Отношение массы наплавленного металла к массе нетто израсходованных электродов, исключая заглушки.
ГЛУБИНА ПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой прекращается плавление при сварке.
МАТРИЦА:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
б. Кузнечная сварка. Устройство, используемое при кузнечной сварке в первую очередь для формирования заготовки в горячем состоянии и приложения необходимого давления.
СВАРКА В МАШИНЕ:
Процесс кузнечной сварки, при котором сплавление производится путем нагревания в печи и приложения давления с помощью штампов.
ПАЯЯ ПОГРУЖЕНИЕМ:
Процесс пайки, при котором соединение производится путем нагревания в ванне с расплавленным химикатом или металлом с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения. Когда используется металлическая ванна, ванна обеспечивает присадочный металл.
ЭЛЕКТРОД ПОСТОЯННОГО ТОКА ОТРИЦАТЕЛЬНЫЙ (DCEN):
Расположение выводов для дуговой сварки постоянным током, в котором рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ЭЛЕКТРОД ПОСТОЯННОГО ТОКА ПОЛОЖИТЕЛЬНЫЙ (DCEP):
Расположение проводов для дуговой сварки постоянным током, в котором рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
РАЗРЫВ:
Нарушение типичной структуры сварного соединения, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного соединения. Разрыв не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего кислородного потока.
ПЛАСТИЧНОСТЬ:
Свойство металла, позволяющее ему постоянно деформироваться при растяжении до окончательного разрыва. Пластичность обычно оценивают испытанием на растяжение, при котором измеряют и рассчитывают величину удлинения и уменьшение площади сломанного образца по сравнению с исходным испытательным образцом.
НАГРУЗКА:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать на номинальной мощности без перегрузки.
E
КРОМОЧНОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРОМОК:
Контур, подготовленный на кромке соединительного элемента для сварки
ЭФФЕКТИВНАЯ ДЛИНА СВАРКИ:
Длина сварного шва, на протяжении которого выходит правильно пропорциональное поперечное сечение.
ЭЛЕКТРИЧЕСКАЯ ДУГА:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- дуговая сварка под флюсом
- приварка шпилек
- плазменно-дуговая сварка
- электрогазовая сварка
- атомно-водородная сварка
- дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а. Металл-Арк. Присадочный металл в виде проволоки или стержня, голого или покрытого, через который проходит ток между электрододержателем и дугой.
б. Углерод-дуга. Углеродный или графитовый стержень, по которому проходит ток между электрододержателем и дугой.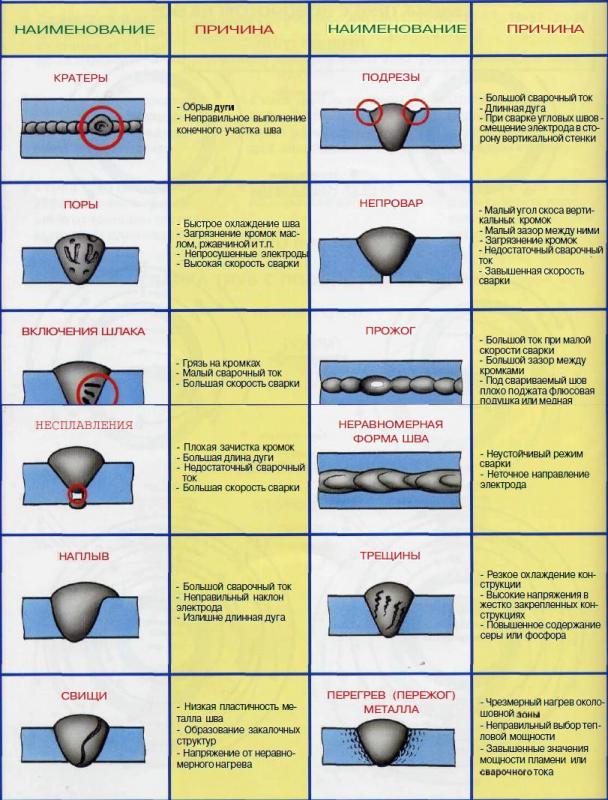
c.Атомный водород. Один из двух вольфрамовых стержней, между точками которых поддерживается дуга.
д. Электролитическая генерация кислорода-водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
эл. Сварка сопротивлением. Часть или части аппарата контактной сварки, через которые сварочный ток и давление подаются непосредственно на изделие.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и рельефной сварке сила (в фунтах) между электродами во время фактического цикла сварки.
б. Теоретическая. При точечной, шовной и выступающей сварке сила, пренебрегаемая трением и инерцией, доступная на электродах машины контактной сварки в силу начального приложения силы и теоретического механического преимущества системы.
в. Статический. При точечной, шовной и рельефной сварке сила между электродами в условиях сварки, но без протекания тока и без движения сварочного аппарата.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удержания электрода и подачи на него тока.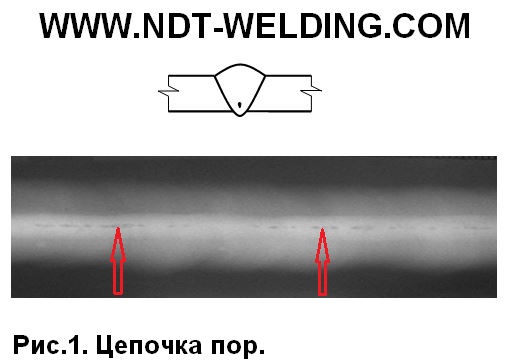
ELECTRODE SKID:
Скольжение электрода по поверхности изделия во время точечной, шовной или рельефной сварки.
ВЫПЕЧКА:
Возвышение или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
F
УСИЛЕНИЕ ЛИЦА:
Усиление сварного шва со стороны соединения, от которого производилась сварка.
ПОВЕРХНОСТЬ СВАРКИ:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
ПОВЕРХНОСТЬ ОБЛИЦОВКИ:
Та поверхность элемента, которая находится в контакте с другим элементом, к которому он присоединяется.
ФЕРРИТ:
Практически чистая форма железа, существующая при температуре ниже нижней критической и характеризующаяся объемно-центрированной кристаллической структурой кубической решетки. Он магнитен и имеет очень небольшую растворимость углерода в твердом состоянии.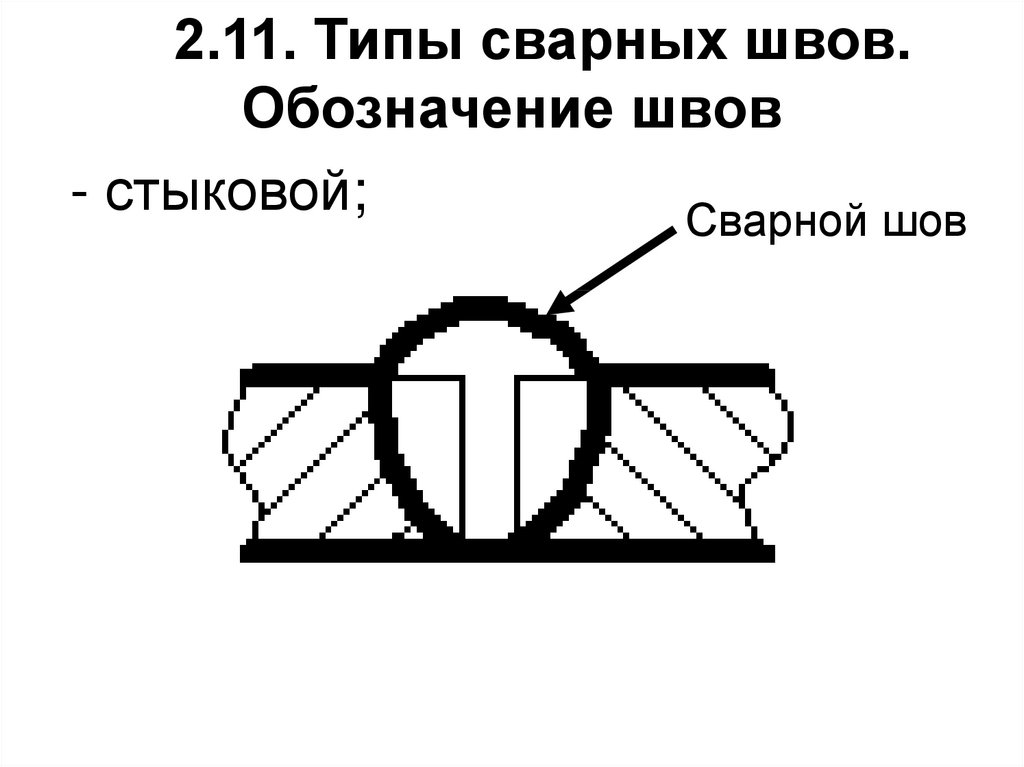
ПРИПОЛНИТЕЛЬ:
Металл, добавляемый при сварке.
УГЛОВОЙ СВАР:
Сварной шов приблизительно треугольного поперечного сечения, используемый в соединении внахлестку, соединяющий две поверхности примерно под прямым углом друг к другу.
СТЕКЛО ФИЛЬТРА:
Цветное стекло, используемое в очках, шлемах и щитках для защиты от вредных световых лучей.
ПЛАМЯНАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
СТАЛЬКА ПЛАМЕНЕМ:
См. СТАРКА КИСЛОРОДОМ.
ЗАКАЛКА ПЛАМЕНЕМ:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
РАЗМЯГЧЕНИЕ ПЛАМЕНЕМ:
Метод размягчения стали путем нагревания газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид, выброшенные из соединения, выполненного контактной сваркой.
СВАРКА ОПАСНОСТЬЮ:
Процесс контактной сварки, при котором сплавление производится одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного от сопротивления протеканию тока между двумя поверхностями, и за счет приложения давления после того, как нагрев в основном завершен.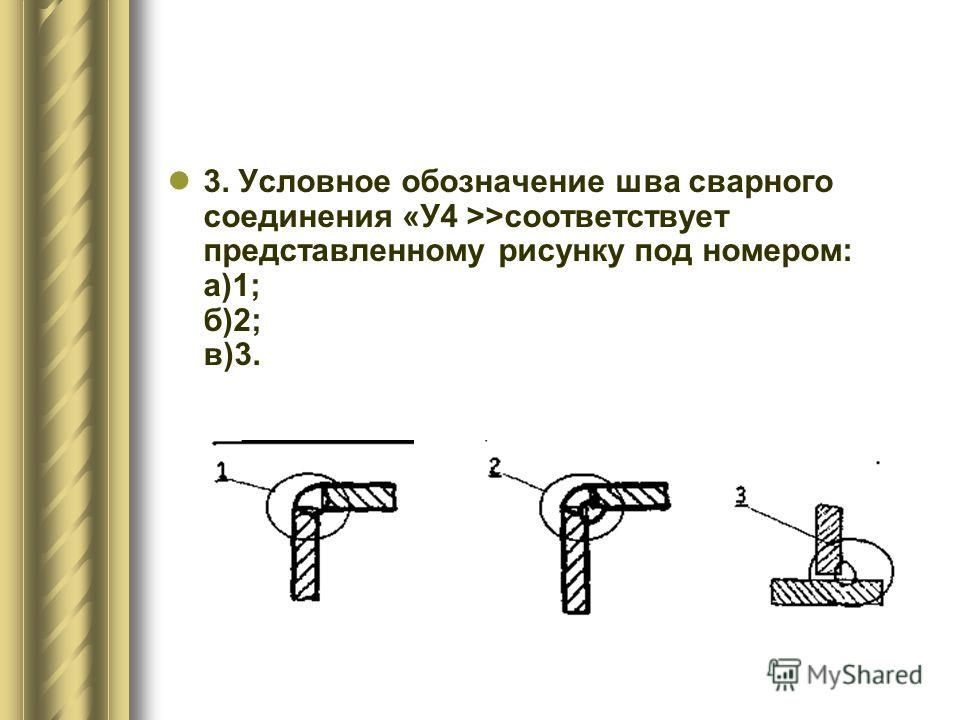 . Оплавление сопровождается выбросом металла из стыка.
. Оплавление сопровождается выбросом металла из стыка.
ВОСПОМИНАНИЕ:
Горение газов внутри факела или за факелом в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, при котором сварка выполняется с верхней стороны соединения, а поверхность сварного шва приблизительно горизонтальна.
ПЯЯЯ ПЛЕНКА:
Процесс, при котором соединение производится путем нагревания расплавленного цветного присадочного металла, заливаемого на соединение, до достижения температуры пайки. Присадочный металл распределяется в соединении за счет капиллярного притяжения. См. ПАЙКА.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
СВАРКА ПОТОКОМ:
Процесс, при котором сплавление производится путем нагревания расплавленным присадочным металлом, заливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлено необходимое количество присадочного металла. Присадочный металл не распределяется в соединении за счет капиллярного притяжения.
Присадочный металл не распределяется в соединении за счет капиллярного притяжения.
ФЛЮС:
Чистящее средство, используемое для растворения оксидов, высвобождения захваченных газов и шлака, а также для очистки металлов перед сваркой, пайкой и пайкой.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором раструб направляется на основной металл перед завершенным сварным швом.
КУЗНЕЧНАЯ СВАРКА:
Группа процессов сварки, при которых плавление производится путем нагревания в горне или печи и применения давления или ударов.
ИСПЫТАНИЕ НА СВОБОДНЫЙ ИЗГИБ:
Метод испытания образцов сварного шва без использования шаблона.
ПОЛНЫЙ УГЛОВОЙ СВАР:
Угловой сварной шов, размер которого равен толщине соединяемого более тонкого элемента.
ПАЙКА В ПЕЧИ:
Процесс, при котором соединение производится за счет тепла печи и цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
Присадочный металл распределяется в соединении за счет капиллярного притяжения.
FUSION:
Тщательное и полное смешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавляемым во время сварки.
ЗОНА СПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
G – I
G
УГЛЕРОДНАЯ ДУГОВАЯ СВАРКА:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Давление и/или присадочный металл могут использоваться или не использоваться.
ДУГОВАЯ СВАРКА МЕТАЛЛОМ В ГАЗЕ (MIG) (GMAW):
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой металлического электрода и изделия. Экранирование обеспечивается инертным газом, таким как гелий или аргон.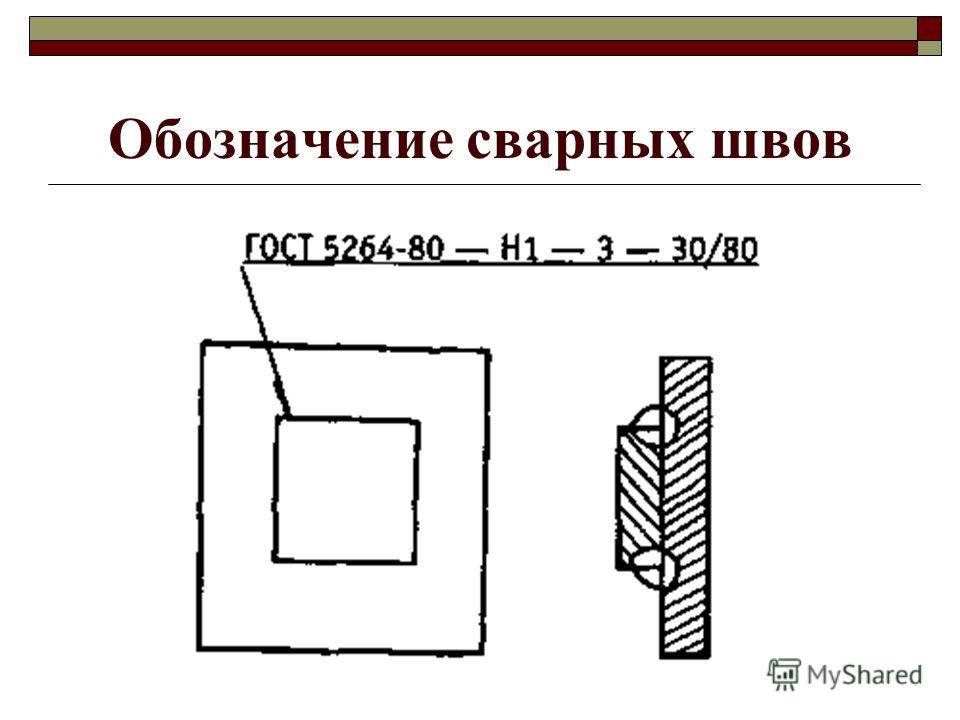 Давление и/или присадочный металл могут использоваться или не использоваться.
Давление и/или присадочный металл могут использоваться или не использоваться.
ГАЗОВЫЙ КАРМАН:
Полость сварного шва, образовавшаяся в результате улавливания газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ ДУГОВАЯ СВАРКА (TIG) СВАРКА (GTAW):
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между вольфрамовым электродом и изделием, при этом вокруг зоны сварки образуется инертный газ для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором сварочное тепло получают от газового пламени.
ШАРОВАЯ ПЕРЕДАЧА (ДУГОВАЯ СВАРКА):
Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
GMAW:
Дуговая сварка металлическим электродом в среде защитного газа (известная также как MIG, дуговая сварка с флюсовой проволокой, дуговая сварка струйным распылением и сварка с коротким замыканием) используется сегодня для 70% сварочных работ.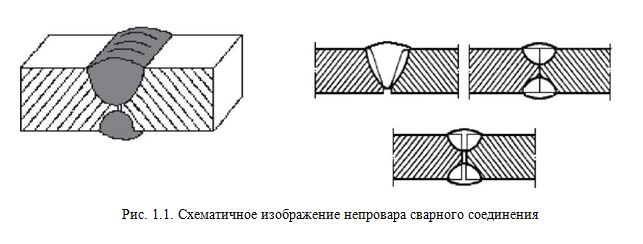 Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В процессе используется непрерывно подаваемая электродная проволока и защитный газ.
Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В процессе используется непрерывно подаваемая электродная проволока и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающее глаза от вредного излучения при сварке и резке.
ПАЗ:
Отверстие между двумя элементами, которые должны быть соединены сварным швом с разделкой.
УГОЛ РАЗДЕЛКИ:
Суммарный угол разделки кромок между деталями, которые должны быть соединены сварным швом с разделкой кромок.
ПОВЕРХНОСТЬ КАНАВКИ:
Поверхность элемента, включенная в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
ПАЗОВАЯ СВАРКА:
Сварка, выполненная путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
ЗАЗЕМЛЕНИЕ:
Соединение работы привести к работе.
GTAW:
Сварка электрической дугой и неплавящимся вольфрамовым электродом в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью приспособления.
H
МОЛОТНАЯ СВАРКА:
Процесс кузнечной сварки.
ЗАЩИТА ДЛЯ РУК:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующей стеклянной линзой и предназначен для удержания в руке.
HARD FACING:
Особая форма покрытия, при которой покрытие или плакирование наносится на поверхность с основной целью уменьшения износа или потери материала в результате истирания, ударов, эрозии, истирания и кавитации.
HARD SURFACING:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛИВАНИЕ:
а. Нагрев и закалка некоторых сплавов на основе железа при температуре выше критического температурного диапазона с целью получения твердости выше той, которая получается, когда сплав не подвергается закалке. Этот термин обычно ограничивается образованием мартенсита.
б. Любой процесс повышения твердости металла путем соответствующей обработки, обычно включающий нагрев и охлаждение.
ЗОНА ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ:
Часть основного металла, структура или свойства которого были изменены под воздействием тепла сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕРМООБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Нагрев и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНАЯ ЗАСЛОНКА:
Отверстие в термитной форме, через которое предварительно нагреваются свариваемые детали.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого сохраняется давление на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки швом или встык, линейное направление которого горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые детали располагаются вертикально или приблизительно вертикально.
СИГНАЛ:
Держатель электрода аппарата контактной точечной сварки.
РАСПОЛОЖЕНИЕ РОЛОВ:
В машине для контактной сварки свободный рабочий зазор между рожками или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
ГОРЯЧАЯ КОРОТКАЯ:
Состояние, возникающее, когда металл нагревается до такой точки перед плавлением, при которой вся прочность теряется, но форма сохраняется.
ВОДОРОДНАЯ ПАЙКА:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ.
ГИГРОСКОПИЧНОСТЬ:
Легко впитывает и удерживает влагу.
I
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносят один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛОМ С ПРОПИТАННОЙ ЛЕНТОЙ
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой металлического электрода и изделия. Экранирование получается за счет разложения пропитанной ленты, намотанной на электрод при его подаче на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПАЯЯ:
Процесс, при котором соединение производится за счет тепла, полученного от сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, при котором плавление производится за счет тепла, полученного от сопротивления изделия потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно не соединяется химически с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
При многопроходной сварке самая низкая температура наплавленного металла перед началом следующего прохода.
Дж – М
J
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина сварного шва с разделкой кромок, заходящая от его лицевой стороны в стык, за исключением усиления.
K
ПРОРЕЗ:
Пространство, из которого металл был удален в процессе резки.
L
НАХОДНОЕ СОЕДИНЕНИЕ:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла сварного шва, состоящий из одного или нескольких сварных швов.
ЭТАЖ УГЛОВОГО СВАРНОГО ШВА:
Расстояние от корня стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав полностью жидкие.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНЯТИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжения с определенной части конструкции.
М
КОЛЛЕКТОР:
Многожильный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит представляет собой микрокомпонент или структуру в закаленной стали, характеризующуюся игольчатым или игольчатым рисунком на поверхности полировки. Обладает максимальной твердостью из всех структур, образующихся в результате продуктов распада аустенита.
ШВОВАЯ СВАРКА:
Сварной шов, выполненный в соединении внахлестку, при котором толщина внахлестку уменьшается примерно до толщины одного из соединений внахлестку за счет приложения давления, в то время как металл находится в пластическом состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВКИ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, расплавленного в единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с помощью тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛОМ:
Процесс дуговой сварки, при котором металлический электрод удерживается так, что тепло дуги сплавляет электрод и изделие, образуя сварной шов.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или соединения металлов для ремонта изношенных деталей.
MIG:
Дуговая сварка металлическим газом. Также называется MIG для металл-инерт-газ. Пистолет удерживает электрод, такой же, как и присадочный стержень. Присадочный стержень подается с катушки, что устраняет необходимость остановки и запуска. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Часть сварочной или газовой горелки, в которой газы смешиваются для сжигания.
МНОГОИМПУЛЬСНАЯ СВАРКА:
Выполнение точечных, выступающих и высадочных швов более чем одним импульсом тока. При использовании переменного тока каждый импульс может состоять из доли цикла или нескольких циклов.
МНОГОПРОХОДНЫЕ СВАРНЫЕ СВАРКИ:
Когда несколько сварных швов применяются к одному проекту.
N – P
N
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором объемы кислорода и ацетилена сбалансированы и оба газа полностью сгорают.
ТЕСТ НА РАЗРЫВ НИКА:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим нанесением по испытательному образцу резким ударом молотка для разрыва сварного шва от надреза до надреза. Визуальный осмотр покажет любые дефекты сварки.
ЦВЕТНЫЕ МЕТАЛЛЫ:
Металлы, не содержащие железа. К цветным относятся алюминий, латунь, бронза, медь, свинец, никель и титан.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением до температуры ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона расплавленного металла контактной сварки.
O
OFW: Аббревиатура кислородно-топливной сварки. В группу Oxy входят три процесса, включая кислородно-ацетиленовую, кислородно-водородную сварку и сварку под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами источника сварочного тока, когда в сварочной цепи отсутствует ток.
ВЕРХНЕЕ ПОЛОЖЕНИЕ:
Положение, при котором сварка выполняется с нижней стороны соединения, а поверхность сварного шва приблизительно горизонтальна.
ПЕРЕКРЫТИЕ:
Выступ металла сварного шва за пределы соединения у основания сварного шва.
ОКИСЛИТЕЛЬНОЕ ПЛАМЯ:
Кислородно-ацетиленовое пламя, в котором присутствует избыток кислорода. Несгоревший избыток имеет тенденцию к окислению металла шва.
ОКСИОЦЕТИЛЕНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
ОКСИАЦЕТИЛЕНОВАЯ СВАРКА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
ОКИСЛОДУГОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
ГАЗОВАЯ РЕЗКА OXY-CITY:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов посредством химического воздействия кислорода на элементы основного металла при повышенных температурах.
КИСЛОРОДНАЯ СТРОКА:
Применение кислородной резки, при котором формируется фаска или канавка.
ВОДОРОДНО-КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании городского газа с кислородом.
ВОДОРОДНО-КИСЛОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, полученного при сгорании водорода с кислородом.
КИСЛОРОДНО-ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании природного газа с кислородом.
ОКИСЛОРОПРОПАННАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
P
ПРОХОД:
Металл шва, наплавленный в одном общем направлении вдоль оси сварного шва.
ПРОКЛАДКА:
Механическая обработка металлов ударами молота. Упрочнение имеет тенденцию растягивать поверхность холодного металла, тем самым уменьшая усадочные напряжения.
КОНТРОЛЬ ПРОНИКАЮЩЕЙ СРЕДЫ:
а. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие поверхностные отверстия за счет капиллярного действия. При воздействии черного света краситель флуоресцирует.
б. Краситель. Процесс, который включает использование трех неагрессивных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и выдерживается не менее 5 минут. После отстаивания пенетрант удаляют более бедным раствором и наносят проявитель. Пенетрант, оставшийся в неровностях поверхности, будет вытягиваться проявителем на поверхность, что приведет к ярко-красным индикациям.
УДАРНАЯ СВАРКА:
Процесс сварки сопротивлением, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или электрический разряд возникает немного раньше приложения давления.
ПЕРЛИТ:
Перлит представляет собой пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ПРИВАРНАЯ ПРОБКА:
Сварка выполняется в отверстии в одном элементе соединения внахлестку, соединяя этот элемент с той частью поверхности другого элемента, которая открыта через отверстие. Стенки отверстия могут быть или не быть параллельными, а отверстие может быть частично или полностью заполнено металлом шва.
СВАРКА ТОЧКОМ:
Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прикрепляется к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений в сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоское, горизонтальное, потолочное и вертикальное. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или разделочным.
ПОСЛЕ НАГРЕВАНИЕ:
Нагрев сборки после сварки, пайки, термического напыления или резки.
ПОСЛЕСВАРОЧНЫЙ ИНТЕРВАЛ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки. В течение этого интервала шов подвергается механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Применение тепла к основному металлу перед сваркой или резкой.
СВАРКА С РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ:
Выполнение нескольких точечных или рельефных сварных швов, при которых несколько электродов работают последовательно под контролем устройства последовательного изменения давления.
СВАРКА ДАВЛЕНИЕМ:
Любой процесс или метод сварки, при котором для завершения сварки используется давление.
ПРЕДСВАРОЧНЫЙ ИНТЕРВАЛ:
При точечной, рельефной и высадочной сварке время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные по определенной процедуре, могут соответствовать установленным стандартам.
ВЫПОЛНЯЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого. Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
СВАРКА ПРОДОЛЖЕНИЕМ:
Выполнение точечной или рельефной сварки, при которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
ПРОТЯЖНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а заготовка или опорный стержень занимает место другого электрода.
Q – S
Q
ЗАКАЛКА:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
R
НАПРЯЖЕНИЕ РЕАКЦИИ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
РЕДУКЦИОННОЕ ПЛАМЯ:
См. ПЛАМЯ НАГЛУБЛЕНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для снижения давления в цилиндре до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Металл сварного шва, нарастающий над поверхностью двух соприкасающихся листов или пластин, превышающий требуемый размер сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и/или механической обработки.
СОПРОТИВЛЯЮЩАЯ ПАЙКА:
Процесс пайки, при котором соединение производится за счет тепла, полученного от сопротивления потоку электрического тока в цепи, частью которой является заготовка, и с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC) , но ниже, чем у неблагородных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
СТЫКОВАЯ СВАРКА СОПРОТИВЛЕНИЕМ:
Группа процессов контактной сварки, при которых сварка происходит одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЕМ (RSW):
Используется электрический ток, проходящий через металл. Для этого не требуется наполнительный стержень. Процесс легко автоматизируется и требует небольшого количества тепла.
СВАРКА СОПРОТИВЛЕНИЕМ:
Группа процессов сварки, при которых плавление производится за счет тепла, полученного от сопротивления потоку электрического тока в цепи, частью которой является заготовка, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение проводов для дуговой сварки постоянным током, в котором рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ТЕСТ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
В этом испытании машина измеряет твердость путем определения глубины проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратор может представлять собой стальной шар или алмазный сфероконус.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРКИ.
КОРНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в корне сварного шва.
ROOT EDGE:
Край свариваемой детали, примыкающий к основанию.
КОРНЕВАЯ ПОВЕРХНОСТЬ:
Часть подготовленной кромки элемента, подлежащая соединению сварным швом с разделкой кромок, не имеющая фасок или канавок.
КОРЕНЬ СОЕДИНЕНИЯ:
Часть соединения, подлежащая сварке, где элементы ближе всего подходят друг к другу. В поперечном сечении корнем сустава может быть точка, линия или площадь.
КОРЕНЬ СВАРКИ:
Точки, как показано на поперечном сечении, в которых нижняя часть сварного шва пересекает поверхности основного металла.
КОРНЕВОЕ ОТВЕРСТИЕ:
Разделение между элементами, которые должны быть соединены в основании соединения.
ПРОВЕРКА КОРНЯ:
Глубина шва разделки доходит до корня шва, измеренная по центральной линии поперечного сечения корня.
S
ШАРФ:
Скошенная поверхность соединения.
СКАРФИНГ:
Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для удаления швов.
УПЛОТНИТЕЛЬНАЯ СВАРКА:
Сварка, используемая в основном для обеспечения герметичности и предотвращения утечек.
ШВОВАЯ СВАРКА:
Сварка продольного шва листового металла встык или внахлест.
ВЫБОРОЧНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Последовательность блоков, в которой последовательные блоки выполняются в определенном порядке, выбранном для создания заданной схемы напряжений.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно одним сварочным трансформатором, при этом общий ток проходит через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТОВ:
При точечной, шовной и выступающей сварке зазор, окружающий сварной шов между сопрягаемыми поверхностями, после сварки соединения.
СВАРКА В ЭКРАНЕ:
Процесс дуговой сварки, при котором защита от атмосферы достигается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. ПРИЧИНУ.
НАПРЯЖЕНИЕ ПРИ УСАДКЕ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
ОДНОИМПУЛЬСНАЯ СВАРКА:
Выполнение точечных, выступающих и высадочных швов одним импульсом тока. Когда используется переменный ток, импульс может состоять из доли цикла или нескольких циклов.
РАЗМЕР СВАРКИ:
а. Канавочный шов. Проварка стыка (глубина снятия фаски плюс проварка корня, если указано).
б. Равнополочные угловые сварные швы. Длина стороны наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
в. Неравнополочные угловые сварные швы. Длина стороны наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
д. Фланцевый шов. Толщина металла сварного шва, измеренная в корне сварного шва.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОПУСКА:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛУЖДАНИЯ.
ШЛАК ВКЛЮЧЕНИЕ:
Неметаллический твердый материал, захваченный металлом сварного шва или между металлом сварного шва и основным металлом.
ПРОРЕЗНАЯ СВАРКА:
Сварка, выполненная в удлиненном отверстии в одном элементе соединения внахлестку или таврового соединения, соединяющего этот элемент с той частью поверхности другого элемента, которая открыта через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено наплавленным металлом. (Прорезь, сваренная угловым швом, не должна рассматриваться как соответствующая этому определению.)
ЗАГРЯЗНЕНИЕ:
Добавление отдельного куска или кусков материала в соединение до или во время сварки, в результате чего сварное соединение не соответствует требованиям конструкторского чертежа или спецификации.
SMAW: Дуговая сварка с защитным металлом (стержнем) использует плавящийся электрод с цельным металлическим стержнем в сердечнике. Стержень и электрод расплавляются и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЯЯ:
Группа процессов сварки, при которых происходит коалесценция материалов путем их нагревания до подходящей температуры и с использованием присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Присадочный металл распределяется между плотно прилегающими поверхностями соединения за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав полностью затвердевают.
ПРОКЛАДКА:
Металлическая полоса или стержень, вставленный в основание шва, подготовленного для сварки разделкой, в качестве подложки и для сохранения раскрытия корня во время сварки.
ОТСКОЛОК:
Небольшая стружка или фрагменты, которые иногда отлетают от электродов во время сварки. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, которые не являются частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс сварки сопротивлением, при котором плавление производится за счет тепла, полученного от сопротивления протеканию электрического тока через заготовки, удерживаемые вместе под давлением электродов. Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛИТЕЛЬНЫЙ ПЕРЕНОС:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении поперек дуги небольшими каплями.
СВАРКА РАСПЫЛЕНИЕМ: еще один термин для дуговой сварки струей или GMAW.
ШАГОВЫЙ ПЕРИОДИЧЕСКИЙ УГЛОВОЙ СВАР:
Две линии прерывистой сварки на стыке, таком как тройниковое соединение, в котором приращения угловых швов на одной линии расположены в шахматном порядке по отношению к таковым на другой линии.
СВАРКА С АККУМУЛЯЦИЕЙ ЭНЕРГИИ:
Сварка с электростатическим, электромагнитным или электрохимическим накоплением электрической энергии с относительно низкой скоростью, доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение проводов для дуговой сварки постоянным током, в котором рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНЯТИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагревания до подходящей температуры и выдержки при этой температуре в течение надлежащего времени. Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУННАЯ СВАРКА:
Метод дуговой сварки металлом деталей толщиной 3/4 дюйма (19 мм) или больше, при котором металл сварного шва наносится слоями, состоящими из нитей валиков, наносимых непосредственно на поверхность фаски.
ПРИВАРКА ШПИЛЕЙ:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между металлическим стержнем или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не будут должным образом нагреты. Их объединяют под давлением.
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ:
Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой или дугами между электродом или электродами из оголенного металла и изделием. Сварка защищена одеялом из зернистого легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
T – Z
T
ПРИБИВОЧНАЯ СВАРКА:
Сварка, предназначенная для удержания частей сварного соединения в надлежащем положении до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме Т.
ЦВЕТА ЗАКАЛА:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ОТКАЗА:
При контактной сварке та часть послесварочного интервала, в течение которой протекает ток, пригодный для отпуска или термической обработки. Ток может быть одноимпульсным или многоимпульсным, с различными интервалами нагрева и охлаждения.
ОТПУСК:
Повторный нагрев закаленной стали до температуры несколько ниже нижней критической температуры с последующим охлаждением до желаемой скорости. Цель отпуска стали, которая была закалена закалкой, состоит в том, чтобы снять возникающие напряжения, частично восстановить ее пластичность и повысить ударную вязкость за счет регулирования или корректировки охрупченных структурных составляющих металла. Температурный режим отпуска можно подобрать для данного состава стали, чтобы получить практически любое желаемое сочетание свойств.
ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, выдерживаемая материалом во время испытания на растяжение.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ:
Испытание, при котором образец разрушается путем приложения возрастающей нагрузки к двум концам. В ходе испытания определяются упругие свойства и предел прочности при растяжении материала. После разрыва сломанный образец можно измерить на предмет удлинения и уменьшения площади.
ТЕРМИТНЫЙ ТИГЛЬ:
Сосуд, в котором происходит термитная реакция.
ТЕРМИТНАЯ СМЕСЬ:
Смесь оксида металла и тонкоизмельченного алюминия с добавлением легирующих металлов по мере необходимости.
ФОРМА ДЛЯ ТЕРМИТА:
Форма, сформированная вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИТНАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа процессов сварки, при которых плавление производится путем нагревания перегретым жидким металлом и шлаком, образующимся в результате химической реакции между оксидом металла и алюминием, с приложением давления или без него. Присадочный металл, если его используют, получают из жидкого металла.
ГЛУБИНА ГОРЛА:
В машине для контактной сварки расстояние от осевой линии электродов или плит до ближайшей точки пересечения плоских изделий или листов. В машине для шовной сварки с универсальной головкой глубину стыка измеряют с помощью машины, предназначенной для поперечной сварки.
СОЕДИНЕНИЕ УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ:
a. Теоретическая. Расстояние от начала корня стыка перпендикулярно гипотенузе наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
б. Действительный. Расстояние от корня углового шва до центра его поверхности.
TIG:
TIG — это другое название GTAW (газовая вольфрамовая дуговая сварка). В этом процессе используется нерасходуемый вольфрамовый электрод и горелка с воздушным или водяным охлаждением. Этот процесс использует электрическую дугу для выработки тепла, стоит дороже, чем другие процессы, но значительно чище.
ТРЕЩИНА НОСКА:
Трещина в основном металле, возникающая на кромке сварного шва.
КОНЕЦ СВАРКИ:
Место соединения поверхности сварного шва с основным металлом.
ГОРЕЛКА:
См. РЕЗАК или СВАРОЧНАЯ ГОРЕЛКА.
ПАЙКА ГОРЕЛКА:
Процесс пайки, при котором соединение производится путем нагрева газовым пламенем и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже температуры плавления основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
СВАРКА ПОПЕРЕЧНЫМ ШВОМ:
Выполнение сварного шва в направлении, по существу перпендикулярном глубине горловины машины для шовной сварки.
ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД:
Металлический электрод без наполнителя, используемый для дуговой сварки или резки, изготовленный в основном из вольфрама.
U
ПОДБОРНАЯ ТРЕЩИНА:
Трещина в зоне термического влияния, не выходящая на поверхность основного металла.
ВЫТЯЖКА:
Канавка, вплавившаяся в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
ПОДРЕЗ:
Нежелательный кратер на краю сварного шва, вызванный плохой техникой плетения или чрезмерной скоростью сварки.
НАРУШЕНИЕ:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА ОСАЖДЕНИЕМ:
Процесс контактной сварки, при котором плавление производится одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного от сопротивления протеканию электрического тока через площадь контакта этих поверхностей. . Давление прикладывается перед началом нагрева и поддерживается в течение всего периода нагрева.
СИЛА ОСАЖДЕНИЯ:
Сила, действующая на свариваемые поверхности при сварке оплавлением или сварке с осадкой.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось сварного шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
W
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛУДАЮЩИХ БЛОКОВ:
Последовательность сварки блоков, в которой последовательные блоки сварки выполняются случайным образом после завершения нескольких начальных блоков.
Блуждающая последовательность:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВОЙ ШАБЛОН:
Воск, отформованный вокруг деталей, которые должны быть сварены с помощью процесса термитной сварки, придавая форму, необходимую для завершенного сварного шва.
ПЛЕТЕННЫЙ ШАРИК:
Тип сварного шва, выполненный с поперечными колебаниями.
ПЛЕТЕНИЕ:
Метод наплавки металла сварного шва, при котором электрод колеблется. Обычно это осуществляется полукруговым движением дуги вправо и влево от направления сварки. Переплетение служит для увеличения ширины залежи, уменьшает перекрытие и способствует образованию шлака.
СВАРКА:
Локальное сплавление металлов, полученное путем нагревания до соответствующих температур. Давление и/или присадочный металл могут использоваться или не использоваться. Присадочный металл имеет температуру плавления примерно такую же или ниже температуры плавления основных металлов, но всегда выше 800 ºF (427 ºC).
СВАРОЧНЫЙ ШАТ:
Нагар, полученный в результате прохода.
ПРИБОР ДЛЯ СВАРКИ:
Устройство, предназначенное для проверки формы и размера сварных швов.
МЕТАЛЛ СВАРКИ:
Та часть сварного шва, которая расплавилась во время сварки.
СИМВОЛ СВАРКИ:
Изображение, используемое для обозначения желаемого типа сварки.
СВАРИВАЕМОСТЬ:
Способность материала образовывать прочную адгезионную связь под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРЩИКА:
Письменное свидетельство о том, что сварщик выполнил сварные швы, отвечающие установленным стандартам.
КВАЛИФИКАЦИЯ СВАРЩИКА:
Демонстрация способности сварщика производить сварные швы в соответствии с установленными стандартами.
СВАРОЧНЫЕ ПРОВОДА:
а. Ведущий электрод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
б. Рабочий ведущий. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Предусмотрено четыре положения для сварки, включая плоское, горизонтальное, потолочное и вертикальное.
СВАРОЧНОЕ ДАВЛЕНИЕ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробные методы и практика, включая все процедуры сварки соединений, используемые при производстве сварного соединения.
СВАРОЧНЫЙ ПРОВОД:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки твердым припоем, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: опорная линия, стрелка, основные символы сварки, размеры и другие данные, дополнительные символы, символы отделки, хвост, спецификация, процесс, или другие ссылки.
ТЕХНОЛОГИЯ СВАРКИ:
Детали операции ручной, машинной или полуавтоматической сварки, которые, в рамках предписанной процедуры сварки стыков, контролируются сварщиком или оператором сварки.
СВАРОЧНЫЙ НАКОНЕЧНИК:
Наконечник газовой горелки, специально предназначенный для сварки.
СВАРОЧНАЯ ГОРЕЛКА:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Устройство для подачи тока желаемого напряжения.
СВАРКА:
Сборка, составные части которой сформированы сваркой.
WIRE FEED SPEED:
Скорость в м/с или дюйм/мин, при которой расходуется присадочный металл при дуговой сварке или термическом напылении.