Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17. 000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.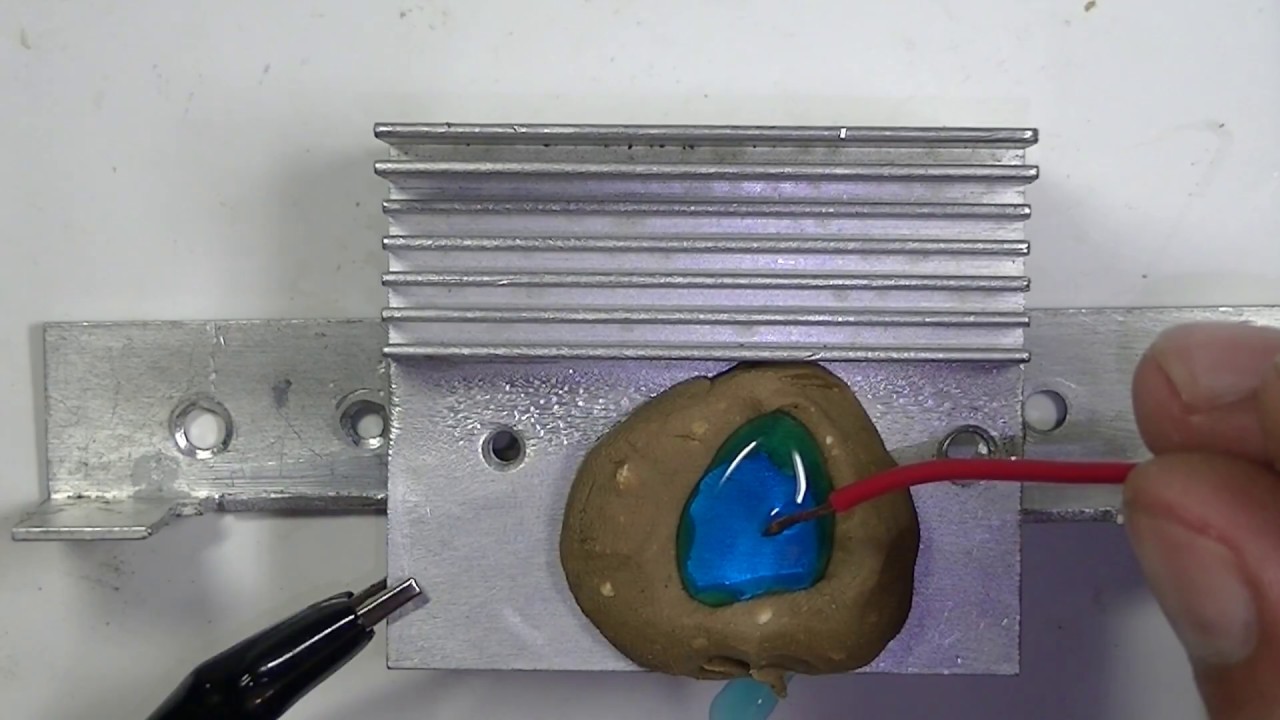
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Как спаять алюминий в домашних условиях.

Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
- газовая горелка
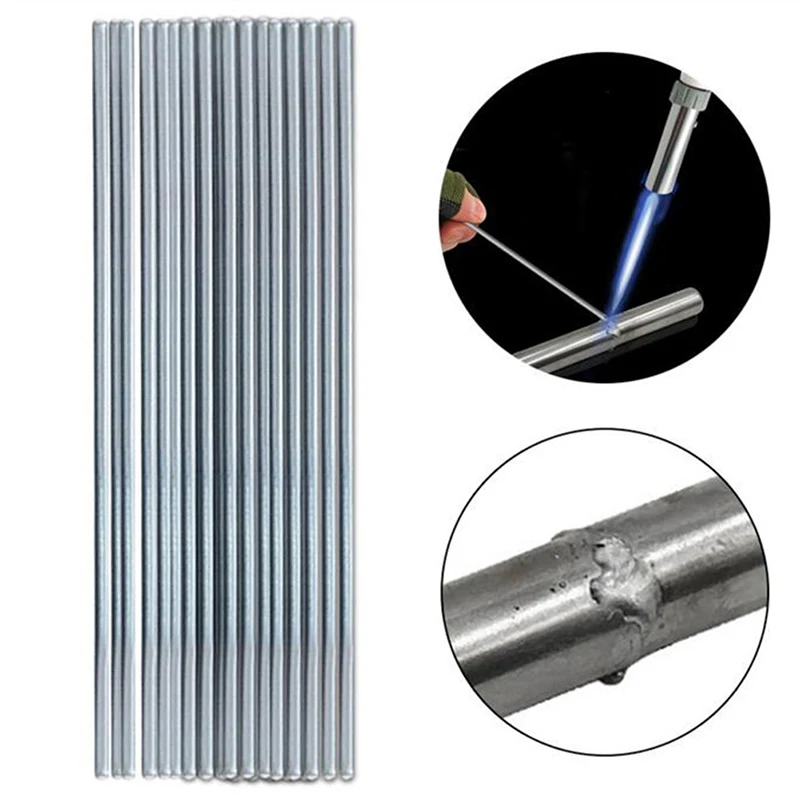
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
Пайка алюминия в домашних условиях: принцип работы
Представить настоящего хозяина дома без паяльника в хозяйстве сегодня, как и несколько десятилетий назад, практически невозможно. В условиях производства сварка и пайка алюминия, а также его сплавов производится при помощи специальных материалов, установок. Пайка различных алюминиевых деталей в домашних условиях возможна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних условиях, где нет специального оборудования (осваивать работу газовой горелкой не нужно), а также материалов, может производиться несколькими способами, которые будут рассмотрены далее. Так как поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), обыкновенные способы пайки алюминиевых изделий не подойдут.
Основной задачей во время пайки алюминия является удаление оксидной пленки с поверхности металла, а также последующая защита его от контакта с воздухом посредством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла или насыщенного раствора медного купороса.
Способы подготовки алюминия к пайке
Способ №1
Данный способ предполагает применение канифоли в предварительно очищенном (обезжиренном) месте потенциальной пайки. После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
Следующим этапом готовится алюминиевая заплатка, после чего припаивается обычным методом. Несмотря на то, что канифоль является часто используемым при пайке материалом, процедуру лучше проводить с помощью масла для швейной машинки.
Способ №2
На место пайки наносится канифоль, в которую предварительно добавляются железные опилки. Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Металлические опилки своими острыми гранями отлично снимают с поверхности алюминия окись, тем самым позволяя между оловом и алюминием достигнуть отличного сцепления. Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Способ №3
Сразу стоит акцентировать внимание на том, что технология применения данного способа хотя и является наиболее надежной, но самой трудоемкой, требующей много времени и сил.
Порядок работы:
- Перед началом пайки рабочий участок алюминиевых деталей очищается от оксидной пленки путем омеднения (воздействием медью). В этом случае применяется гальванический метод покрытия металлических поверхностей металлом.
- Сначала в области места пайки создается пластилиновый бортик, позже образующий ванночку. На дно ванночки наносится тонкий слой насыщенного раствора медного купороса. Отметим, что вопреки распространенному мнению о проблематичном доступе к медному купоросу, достать его совершенно не сложно, так как он достаточно часто встречается в опрыскивании растений от всевозможных специфических болячек и вредителей. Ванночка не потребуется в том случае, если повреждение алюминия незначительно. Таким образом, готовить ванночку из пластилина для нескольких капель медного купороса нецелесообразно.
- Также не обойдемся без участия проводов: в ванночку помещается оголенный медный провод (много проводов не потребуется). Диаметр помещаемых в ванночку проводов должен находится в пределах 1-2 миллиметров.
 Стоит отметить, что провод должен быть наполнен медью.
Стоит отметить, что провод должен быть наполнен медью. - Провод посредством какой-либо опоры необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности алюминия (вместе с тем, контакт между проводом и купоросом есть).
- Далее к проводу подводится положительный контакт какого-либо источника постоянного тока напряжением от 3 до 12 В путем соединения концов проводов. В качестве источника постоянного тока может отлично послужить аккумулятор, выпрямитель, либо батарейка для карманного фонарика.
- Необходимо оборудовать электрическую цепь лампочкой, которая будет служить предохранителем (последовательно подключение), на номинальное напряжение постоянного питания. Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов.
- К алюминию подводится отрицательный заряд («-») постоянного тока посредством тех же медных проводов. Спустя некоторое время после начала электролиза медный купорос выкипает, тем самым позволяя образоваться слою красной меди на поверхности алюминия. Красный слой промывается, после чего сушится. После этого поверхность алюминия благополучно лудят обыкновенным и привычным способом.
 Стоит отметить, что провод должен быть наполнен медью.
Стоит отметить, что провод должен быть наполнен медью.
Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение алюминиевых деталей, проводов, трубок радиаторов и т. п. Карандаш успешно применяется при пайке алюминия. Некоторые отказываются от работы газовой горелкой, прибегая к простому карандашу. Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Порядок действий:
- Технология довольно простая. Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
- В результате горения карандаша образуется расплавленная масса.
- Далее нужно набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
- Как только происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает гореть, в то время как масса на детали продолжает гореть. Необходимо выждать 10-20 секунд, пока поверхность достаточно прогреется от горения массы.
- По истечении указанного выше времени, приступаем к заполнению чистого алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, либо воспользоваться кусочком стекла.
 Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
Пайка алюминиевого радиатора
Нередко для изготовления радиаторов используется алюминий. Данный материал по своему составу не слишком подвластен пайке. Отметим, что этим качеством владеют практически все алюминиевые сплавы. Так, рано или поздно встает вопрос ремонта алюминиевых радиаторов. Как известно, ничего на белом свете вечного не существует, в том числе радиаторов. Таким образом, иногда возникают поломки радиаторов, которые вполне возможно устранить в домашних условиях путем пайки.
Понадобятся следующие материалы и инструменты:
- Паяльник;
- Тигель;
- Канифоль;
- Припой;
- Опилки железные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
Порядок работы:
- Нужно подготовить место пайки: очистить от посторонних загрязнений, зачистить наждачной бумагой. Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
- В отдельном тигле необходимо расплавить канифоль, добавив в нее чистые железные опилки (помешивая). Пропорция должна быть следующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в следующем: на подготовленную заранее поверхность следует нанести флюс, натирая его разогретым паяльником; следите, чтобы канифоль полностью покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой. Железные опилки нужны для того, чтобы удалять оксидную пленку с поверхности алюминиевых радиаторов, позволив сделать качественное сцепление. Пайка проводится привычным способом.
 Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.Если имеется неисправность трубок, подключаемых к теплообменнику, желательно заменить их на новые, а не заниматься ремонтом в домашних условиях. Отметим, что также доступен способ пайки алюминия газовой горелкой.
Как паять алюминий в домашних условиях
Недавно я узнал про очень простой способ паять алюминий. Не знаю как Вы, а у меня ушло просто огромное количество времени и усилий, которые были потеряны зря в мучениях с паяльниками и попытках расплавить этот металл в домашних условиях. Помню, когда возникла необходимость запаять трещину в алюминиевом корпусе коробки передач автомобиля, мы сначала мучились с холодной сваркой, а потом поехали искать аргон. Теперь это всё в прошлом! Есть отличный способ, в котором выполняется пайка алюминия газовой горелкой. Он совершенно не затратный и позволяет выполнять работы бытового уровня. Про него я сейчас и расскажу.
Какие преимущества нам даёт такой способ? Во-первых, он очень недорогой. Нужна газовая горелка и припой. Во-вторых, возможность паять алюминий в домашних условиях своими руками. Ну и в третьих — соединение получается очень и очень прочное и крепкое!
Пайка алюминия газовой горелкой
Для работы нам понадобится всего бытовая ручная газовая горелка и припой для пайки алюминия. Последний можно купить в магазинах, где продают электроды для сварки и различные кабели. Иногда встречаются и в магазинах автозапчастей. Припой представляет из себя трубочку с порошковым флюсом внутри.
Последний можно купить в магазинах, где продают электроды для сварки и различные кабели. Иногда встречаются и в магазинах автозапчастей. Припой представляет из себя трубочку с порошковым флюсом внутри.
Последовательность действий простая. Сначала надо подготовить место пайки, зачистив нождачкой или мелкой щёткой по металлу. Потом обработайте его обезжиривателем или растворителем, чтобы убрать следы масла или оксидную плёнку.
Затем необходимо разогреть горелкой место, где будем паять. Потом, практически над пламенем, сразу прикладываем припой. Он плавится моментально и так же моментально застывает, заполняя все трещины и отверстия. Образуется ровная поверхность.
Теперь надо дать соединению остыть, после чего можно проверять его прочность.
Если нужно наложить несколько слоёв, то выполняйте это последовательно, этап за этапом: наложили слой — дали остыть — наложили следующий.
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
 youtube.com/embed/GtlDb9v7PLg»/>
youtube.com/embed/GtlDb9v7PLg»/>
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.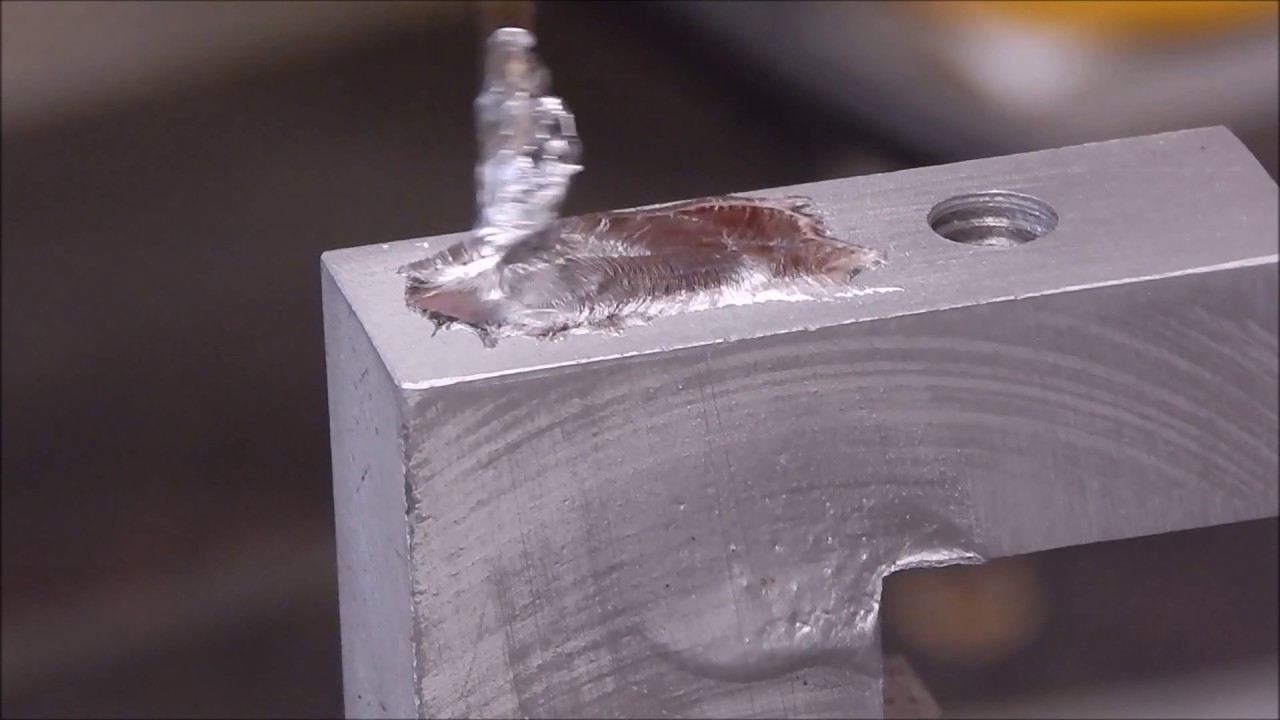
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
 youtube.com/embed/EPLEgjiF8-I»/>
youtube.com/embed/EPLEgjiF8-I»/>
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Оценка статьи:
Загрузка…Поделиться с друзьями:
Пайка алюминия в домашних условиях горелкой, припой
Товарное производство алюминия, по историческим меркам, настало не так давно. Но по прошествии этого времени данный материал стал неотъемлемой частью нашей жизни. Его важные параметры – высокая электро- и проводимость тепла, небольшой вес, стойкость к влиянию коррозии стали причиной тому, что данный металл стал ключевым материалом, используемым в авиационной и космической промышленности. По мимо этого, без алюминия нельзя представить улицы наших мегаполисов, из него выполняют прозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое иное.
При его отделке допускается применять фактически все разновидности обработки – точение, штамповка, литье, сварку и пайку. Последние способы используют для получения неразъемных соединений из металлических заготовок.
Последние способы используют для получения неразъемных соединений из металлических заготовок.
Единые правила пайки алюминия дома
Многие искренне считают, что пайка алюминия дома – это очень трудоемкий процесс. Но в действительности все не так и плохо. Если применять необходимые припои и флюсы, то больших трудностей не должно возникнуть. К примеру если домашний мастеровой будет паять металлические детали с применением материалов, которые предназначены для меди или стали, то результат, скорее, будет негативный.
Инструменты для пайки
Характерности процесса
Трудности пайки алюминия обусловливаются первым делом тем, что на его поверхности есть оксидная пленка, какая в отличие от ключевого металла имеет более большую температуру плавления и большой устойчивостью к влиянию самых разных веществ на основе химии. Собственно это пленка и создаёт серьезные препятствия во время использования классических припоев и флюсов и к примеру, если паять алюминий оловом, то обеспечивать результат высокого качества тяжело. Для устранения такой пленки используют или влияние механики, или флюсы, которые содержат сильнодействующие химические вещества.
Для устранения такой пленки используют или влияние механики, или флюсы, которые содержат сильнодействующие химические вещества.
Сам ключевой металл, в этом случае алюминий обладает невысокой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и ключевым металлом тоже приводит к осложнениям в пайке.
Данное свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, конструкции из алюминия начинают терять стойкость уже при температуре 250-300 °C. По мимо этого в составе сплавов алюминия входят материалы, начинающие плавиться при температуре в 500-650 °C.
Схема пайки алюминия
В состав немалого количества припоев входят – олово, кадмий и прочие элементы. Алюминий с огромным трудом входит в контакт с данными материалами и это со своей стороны приводит к тому, что швы, получаемые с применением данных припоев, отличительны невысокой надежностью и прочностью.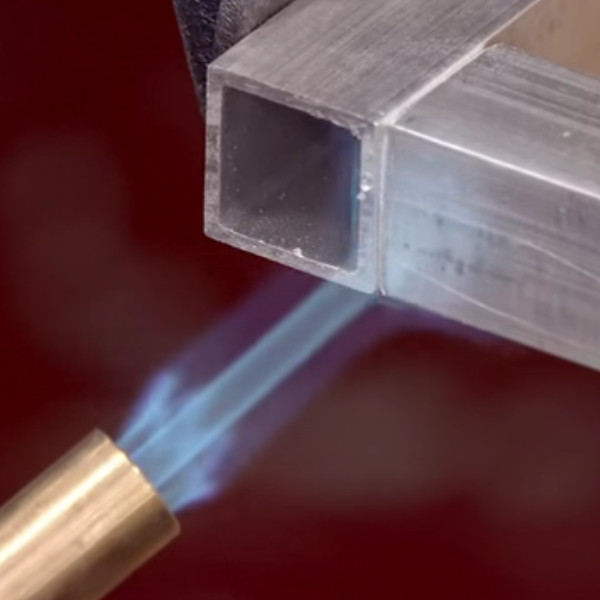 Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Применение цинка в составе припоев дает возможность придавать шву высокие параметры прочности.
Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Применение цинка в составе припоев дает возможность придавать шву высокие параметры прочности.
Применение трансформаторного масла
Как уже выше говорилось, основное преграда при выполнении пайки – это наличие оксидной пленки. Прежде чем паять алюминий ее следует удалить. Для ее убирания применяют разнообразные методы, начиная от применения абразивного инструмента и завершая специализированными флюсами. По мимо этого, есть и «народные» способы. Один из них связан с использованием трансформаторного масла.
Для убирания оксидной пленки используют следующий состав – в абразивный порошок добавляют трансформаторное масло. При систематическом перемешивании, в результате должна выйдет масса похожая на пасту. Ее следует нанести на заблаговременно очищенное место пайки. После чего жало паяльника следует внимательно пролудить и натирают подготовленные места до возникновения олова. После данного места пайки нужно вымыть и можно продолжить работу.
Какой припой используется для пайки алюминия
Большинство припоев содержат в собственном составе вещества, не растворяющиеся в алюминии. Собственно поэтому для создания неразъемных соединений деталей из алюминия используют говоря иначе тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и остальных веществ.
Для пайки алюминия используют и легкоплавкие припои.
Их применение дает возможность проводить работы при низкой температуре. Это дает прекрасную возможность создавать соединения, избегая при этом изменений параметров алюминия. Но нужно сразу подчеркнуть то, что применение подобных материалов не может обеспечить в должной степени устойчивости к коррозии и прочности стыка.
Припой для пайки
Хороший результат пайки можно получить во время использования состава, содержащий алюминий, медь, цинк. Работы с подобными припоями следует осуществлять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей необходимо применять флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для сцепления деталей из алюминия может подготовить дома, а можно просто получить его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Исполнять пайку этим припоем можно без использования флюса. Характерная черта данного состава состоит в том, что он может проникать через оксидную пленку и может создавать качественные соединения молекул. Эксплуатационный срок соединений изготовленных с использованием этого сплава составляет 10 лет.
Как правильно паять при помощи горелки
Необходимость в пайке алюминия и его сплавов может появиться как в производственных, так и домашних условиях. Это процесс его можно применять при ремонте деталей, но порой доводится встречаться с более большими работами.
Обработка алюминия сопряжена с рядом проблем и по этому классические материалы технологии пайки не всегда обещают получение надлежащего результата.
Один из широко используемых вариантов получения неразъемных соединений напрямую связан с применением атмосферной горелки.
Работа с алюминием предполагает то, что оксидная пленка, которая лежит на поверхности детали, мешает соединению деталей.
Пайка при помощи горелки сильно разнится от работы с паяльником и заслуженно считается намного практичнее. Работая с горелкой, специалист как правило выполняет настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особенной роль толщина материала. Порой во время работы с горелкой используют флюсы и дополнительные средства обработки поверхности.
Пайка алюминия с помощью атмосферной горелки
Пайка алюминия атмосферной горелкой в мастерской дома дает возможность сделать подготовительное нагревание заготовок и используемых материалов.
Бесспорно, для получения соединения отличного качества нужен навык работы. А дело все в том, что алюминий обладает невысокой температурой плавления, исходя из этого расходники, используемые при совершении пайки, обладают хорошей текучестью. Если специалист совершит погрешность, то большая вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Если специалист совершит погрешность, то большая вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс применять
Флюс для пайки алюминия нужно выбирать, руководствуясь набором факторов. Есть говоря иначе бинарный флюс основу, которого составляет фосфорная кислота. Флюсы данного класса не нуждаются в добавочной промывке. При помощи данного материала можно паять и остальные металлы.
Разновидности флюсов для пайки алюминия
Преимущества
Пайка – это один и вариантов получения неразъемных соединений металлов. Однако в отличие от прочих методов он, до последнего времени выделялся низкой работоспособностью, небольшой прочностью на стыке. Это и много прочих причин послужило тому, что она не обрела широкого, промышленного использования.
С появлением технологий стали доступны способы соединения деталей при помощи электронного луча, ультразвуковых волн. Возникновение специализированных припоев и флюсов дало возможность существенно поднять качество паяного соединения.
Новые технологии пайки дают возможность применять готовые изделия без последующей отделки на механическом оборудовании. Пайка пришла число ключевых тех. процессов в автомобилестроении, авиационной и космических ветвях и разумеется электронике.
Пайка имеет ряд бесспорных плюсов если сравнивать со сваркой. Процесс соединения деталей таким вариантом идет при значительно меньшем расходе теплоты. Иначе говоря при проведении данного процесса не происходит каких-нибудь значительных изменений в структуре металла. Его физико – химические параметры остаются фактически без изменений. После пайки могут появляться подобные явления как конечная дефармация, ее размеры несравнимы с теми, которые остаются после выполнения, к примеру, сварки в облаке защитных газов.
Собственно поэтому применение пайки гарантирует более неукоснительное соблюдение размеров перечисленных в техдокументации на изделие. Применение такого способа позволяет объединять разные металлы. Плюс ко всему можно сказать и то, что данные процессы очень легко можно автоматизировать.
Применение такого способа позволяет объединять разные металлы. Плюс ко всему можно сказать и то, что данные процессы очень легко можно автоматизировать.
Минусы
Говоря о пайке металлических деталей нужно всегда не забывать про то, что для работы с ним приходится задействовать специализированные припои и флюсы, которые в состояние обеспечить требования к качеству приобретаемых соединений.
Малейшее нарушение технологии или применение непригодных материалов приводит к тому, что получившийся шов не будет соответсвовать требованиям по качествам.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Пайка алюминия: основы — Weld Guru
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем нагрева, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности металлической щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и протекает в стык.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра ракеты моделиприпаяны к трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Чаще всего используются конструкции с простыми соединениями внахлест и Т-образными соединениями.
Чаще всего используются конструкции с простыми соединениями внахлест и Т-образными соединениями.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется флюс реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла.Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя и затем протерев поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в соответствии с их температурами плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
 Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Посадка стыков должна быть плотной, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Просмотрите инструкции производителя, чтобы определить необходимое количество тепла.
- Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист — отличный навык, который можно добавить в свой набор инструментов для рукоделия. Пайка — это процесс, при котором два или более металлических предмета соединяются вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника.Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, очень трудно его правильно припаять, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 — Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 — Нанесите флюс на область для пайки
Подберите дешевый флюс на Amazon
Следующим шагом является нанесение флюса на области, где необходимо паять.Флюс — это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 — Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не нагревайте припой непосредственно на наполнитель, чтобы металл припоя не загорелся.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель течет по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой и повторить процедуру. продолжайте до тех пор, пока не увидите просачивание металла в алюминиевый стык.
продолжайте до тех пор, пока не увидите просачивание металла в алюминиевый стык.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
🥇 ▷ Штанга для пайки алюминия в домашних условиях »✅
Здравствуйте! Многие знают, что алюминий паяется в основном в атмосфере аргона с помощью специального сварочного аппарата, но все же есть возможность работать с газовой горелкой, и можно использовать даже небольшую турбо-зажигалку.
В общем, знакомство с этим проводом не первое, но впечатления от покупок не очень хорошие, поэтому поделюсь не только результатом теста, но и проверенными местами покупки, чтобы не получить образца No. 2 но начнем по порядку.
Технические характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~ B-Zn98Al 381-400
Приблизительный состав (мас. %): 2,4 Al — остальное Zn
%): 2,4 Al — остальное Zn
Температура плавления ºС: 360
Предел прочности (МПа): До 100 (Al)
Плотность (г / см3): 7.0
Распаковка и внешний вид
Последним и самым выгодным приобретением стал образец №3 от banggood.
Пришла в маленькой серой сумке
Штанга дополнительно упакована в прозрачный пакет на молнии.
5 метров обошлись мне в 8 с точками, т.е. 1,6 за метр —
Белый пороховой поток виден в центре, полоса умеренно твердая, выглядит как алюминий без окисления
Сравнение
Сначала был куплен крайний левый образца No.1 на али. Он абсолютно идентичен по свойствам с пробы № 3 , но 3 метра обошлись мне в 12 $, то есть 4 $ за метром , что почти в три раза дороже.
В центре образец № 2 . Стоит 5 за 3 метра или 1,7 за метра тоже образец № 3
Но как только вы берете посылку в руки, понимаете, что это ПОС без внутри очень густой флюс.
Еще два образца по 8 $ за 3 метра так и не доставили, видимо даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за чего поверхность становится матовой, и поэтому перед пайкой поверхностей необходимо очистить до блеска, иначе припой будет просто катать шарики по поверхности, независимо от степень его нагрева. Образец №1
В общем, правильно нагреть деталь до температуры около 400 градусов, а потом просто загнать ее стержнем, который расплавится и заполнит собой зазоры, а у меня мало опыта, поэтому, чтобы не перегреть поверхность, периодически ввожу стержень в пламя горелки.При низкой температуре припой будет скатываться по поверхности шарика, при достаточной — залудить.
Проверка на перегиб дает хороший результат — по шву не возникает зазора
Образец № 2 . Очень хорошо плавится, дымится много, воняет пригоревшим «аспирином». Прилипает к алюминию, но при перегреве довольно быстро сгорает.
Работать неудобно из-за зловония и необходимости контролировать температуру.
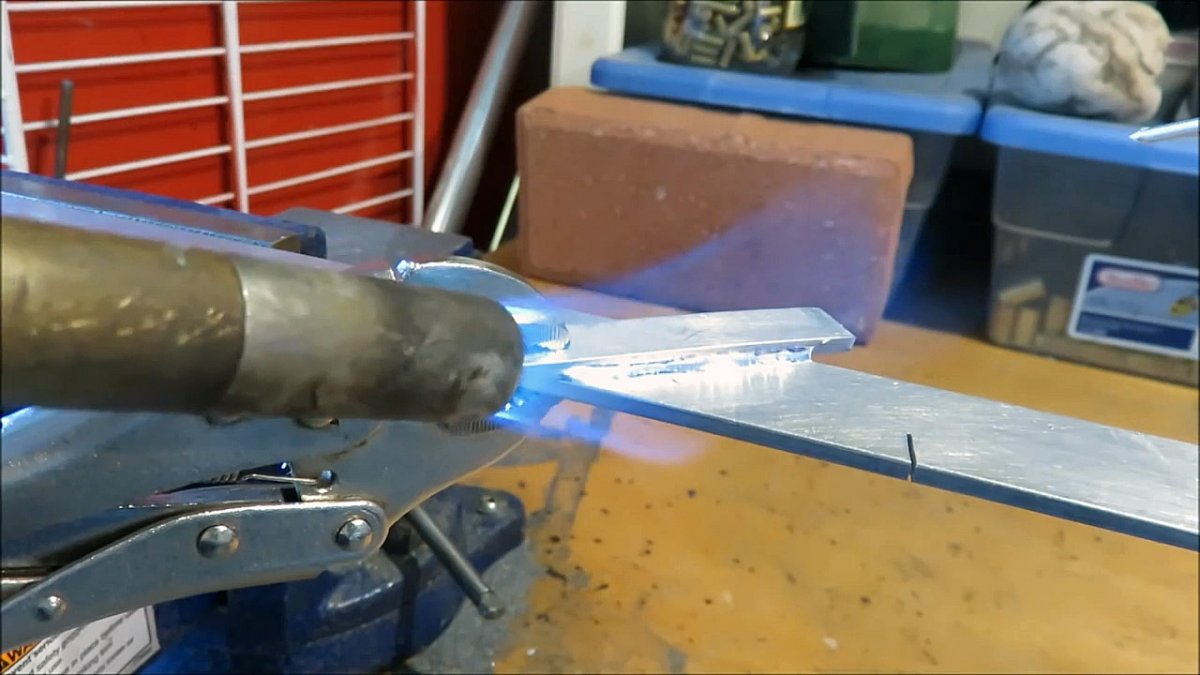
Образец № 3 . Решил спаять трубки с внешними стенками
Пытаемся разорвать шов. После того, как трубка выскочила из тисков, я зажал ее повыше, сняв фокус и заметил это только на этапе создания гифок
Но есть фото результата, на котором видно, что шов не пострадал.
Ну наконец-то вырастим алюминиевую трубку из куска «дюралюминия»
Тест на разрыв тоже прошел успешно.
Резюме
Забавная проволока — алюминий отлично паяет, заполняя собой даже небольшие зазоры, главное, чтобы стыки не были загрязнены. Медь тоже хорошо прилипает, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя этот стержень подойдет и для аварийного ремонта в полевых условиях.
Казалось бы, температура плавления алюминия около 660 ºС, можно использовать стержни при 450-500 градусах, но могут возникнуть две проблемы:
одна. Массивная деталь до 500 градусов нужно еще что-то прогреть
2. Можно перегреть место пайки и испортить деталь
Мне показался наиболее оптимальным образец №3 . Он соответствует заявленным характеристикам и стоит как минимум вдвое дешевле остальных. Есть также множество вариантов длины на выбор:
1 метр — 2,89 доллара
2 метра — 4,39 доллара
3 метра — 6,39 доллара
5 метров — 9 долларов.89
Как паять алюминий — полное руководство
Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой.
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем тепла, превышающим температуру плавления припоя.
Пайка алюминиевых сплавовНаиболее легко паяемые алюминиевые сплавы содержат не более 1 процента магния или 5 процентов кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом.Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Конструкция швов Конструкции швов, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Чаще всего используются конструкции с простыми соединениями внахлест и Т-образными соединениями.
Зазор между стыками зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса.Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реактивного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
ПодготовкаЖир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой.Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alum Weld.
Методы пайкиПрипои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки.Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Проволочные щетки или другие металлические предметы не рекомендуются. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Паять алюминий, как известно, сложно по сравнению с пайкой других металлов.Это особенно верно, когда речь идет об алюминиевых сплавах. Это связано с тем, что весь алюминий покрыт слоем оксида алюминия, в котором металл контактирует с атмосферой.
Оксид алюминия нельзя паять, поэтому его необходимо соскоблить. В таком случае пайку необходимо производить очень быстро, прежде чем образуется больше оксида алюминия. Алюминий также имеет относительно низкую температуру плавления, около 660 градусов, что означает, что вам, вероятно, понадобится специальный паяльник с более низкой температурой.
Нагрейте паяльник.Для достижения идеальной температуры может потребоваться около 10 минут. Хорошей идеей будет держать рядом с утюгом влажную губку, чтобы стереть излишки припоя и получить чистую отделку. Также рекомендуется надевать защитную маску, очки и перчатки во время пайки.
Затем вам нужно удалить оксид алюминия с алюминия.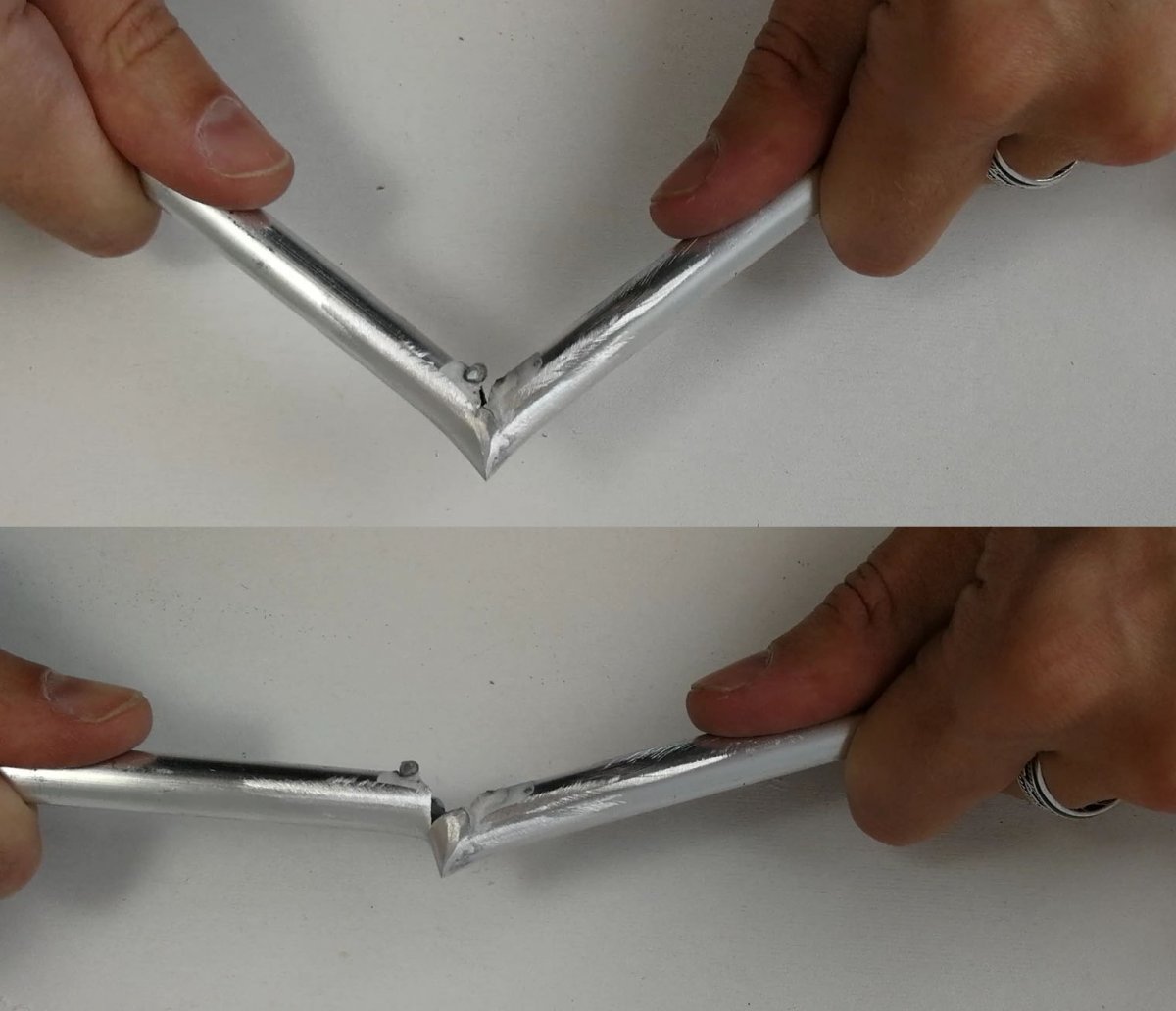 Это можно сделать стальной щеткой. Сильно окисленный алюминий может потребовать более интенсивной шлифовки или очистки ацетоном. Нанесите чистящее средство, называемое флюсом, чтобы предотвратить быстрое преобразование оксида алюминия.
Это можно сделать стальной щеткой. Сильно окисленный алюминий может потребовать более интенсивной шлифовки или очистки ацетоном. Нанесите чистящее средство, называемое флюсом, чтобы предотвратить быстрое преобразование оксида алюминия.
Затем можно нагреть припой, пока он не станет мягким. Затем можно нанести припой на алюминий. Если он не склеивается, вероятно, проблема в том, что оксид алюминия подвергся реформингу, и деталь необходимо почистить щеткой и снова очистить. Другая проблема может заключаться в том, что ваш алюминий на самом деле представляет собой алюминиевый сплав, который нельзя паять. В этом случае вам нужно склеить металлы с помощью готового клея для алюминия.
Нагрейте области, которые вы хотите склеить паяльником.Это предотвращает легко растрескавшееся «холодное соединение». Нагрейте припой и, используя и утюг, и припой, нанесите припой на области, которые вы хотите склеить.
Когда припой высохнет, что займет всего несколько секунд, вы захотите удалить оставшийся флюс. Если он на водной основе, его можно промыть водой, но если он на основе смолы, то вам нужно будет очистить изделие в ацетоне.
Если он на водной основе, его можно промыть водой, но если он на основе смолы, то вам нужно будет очистить изделие в ацетоне.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их точек плавления:
- Низкотемпературные припои. Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур. Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои. Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее стойкие к коррозии паяные сборки.
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки это приведет к плохому результату.
- Изучите инструкции производителя для правильного количества тепла.
- Используйте правильный флюс.
Пайка или припой алюминия
Stragenmituko, То, что я использую для очень тонких алюминиевых трубок и ремонта других крошечных металлических деталей, которые, как я боюсь, расплавятся, является просто «мягким» припоем из белого золота 9 карат . Желтый тоже подходит, я просто использую белый, чтобы гармонировать с моей работой.
Желтый тоже подходит, я просто использую белый, чтобы гармонировать с моей работой.
Золото более высокого карата имеет слишком высокую температуру плавления, поэтому придерживайтесь дешевых вещей. Это делает соединение очень прочным и никогда не подвергнется коррозии.
Используйте наименьшее возможное пламя (у меня есть кислородно-ацетиленовая горелка для ювелиров, которая отлично подходит для тонкой работы) и нейтральное пламя.
Просто немного нагрейте деталь, сбрызните ее бурой (флюсом), затем пинцетом поместите несколько крошечных кусочков золотого припоя на стык и медленно нагрейте его, не торопясь. Вы увидите, как припой мгновенно течет, когда достигает своей температуры. НЕМЕДЛЕННО погасите пламя. Вот и все.
Вы также можете купить припой в виде пасты со встроенным флюсом, но он стоит примерно на 10 фунтов больше, чем просто припой. Также мне легче увидеть стружку, чем сказать, когда паста расплавилась.
Вот здесь в игру вступают осторожность и терпение. Разница между плавлением припоя и плавлением алюминия составляет всего пятьдесят пять градусов Цельсия 605 против 660 у чистого алюминия.
Разница между плавлением припоя и плавлением алюминия составляет всего пятьдесят пять градусов Цельсия 605 против 660 у чистого алюминия.
Просто используйте наименьшее возможное пламя, держите его в движении и держите как можно дальше от вашей работы, но все же нагрейте его.
Я обещаю, что после небольшой практики вы освоите это и сможете легко паять вещи, как профессионалы, в кратчайшие сроки.
Я считаю, что сплавы, используемые для труб HVAC, плавятся немного лучше, чем чистый алюминий, но не могу поклясться в этом, может быть, кто-то на форуме знает?
Я знаю, что вы говорите ARRRGGGGHHH GOLD… спенный!
Это действительно не так уж и дорого. Компании-поставщики ювелирных изделий продают изделия, предварительно нарезанные на крошечные чипсы, весом в пенни, некоторые компании — за грамм. При желании вы можете купить один пеннивейт. Цены обычно примерно на 10% выше «спотовой» цены.
Грамма хватит на двадцать или тридцать суставов, подобных твоему. Я нашел сегодня в сети гвоздь для продажи за 34 фунта стерлингов.
Я нашел сегодня в сети гвоздь для продажи за 34 фунта стерлингов.
Jenny
Использование алюминиевой пайки для ремонта двигателя — Gas Engine Magazine
Персоналом
1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 — Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 — Чтобы отремонтировать бобышку, вырвавшуюся из крышки клапана Honda, основную металлическую трещину нужно «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом, пока он не заполнит канавку.Опять же, отшлифуйте стык заподлицо, и никто не узнает.
Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом, пока он не заполнит канавку.Опять же, отшлифуйте стык заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 — Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯ На нескольких выставках старинных тракторов и двигателей в этом районе есть мужчина в небольшом трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была сломана сторона из-за того, что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не его модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал большей подготовки поверхности, а именно, зачистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет зарезать некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться пользоваться алюминиевым припоем — это попробовать и попрактиковаться. Хорошее место для начала — алюминиевая банка газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. Вы не сможете. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших дырок. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был пробит шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одной стороны, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину нужно «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом, пока он не заполнит канавку. Опять же, отшлифуйте стык заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, на котором установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие большего диаметра, чем диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлическому корпусу». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки выломалась часть. Сломанный край обработали щеткой из нержавеющей стали для удаления краски и оксидов.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой был использован для формирования нового участка от скошенной кромки гребного винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новый металлический патч не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
(ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сохранить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда припой становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
Опубликовано 1 декабря 1996 г.
СТАТЬИ ПО ТЕМЕ
Следите за приобретением и восстановлением газового двигателя Crossley KB, превратив его в отреставрированный шедевр.
Как правило, непросто скрыть зажигание катушки шины и добавить тайм-аут для экономии заряда аккумулятора к современному высокому напряжению из-за времени.
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Пять заблуждений о флюсе | Группа продуктов Harris
Боб Хенсон
В Harris Products Group мы продаем много припоев и припоев. За прошедшие годы мы заметили некоторые недопонимания относительно важности флюса для создания качественного паяного соединения.Вот пять наиболее распространенных заблуждений о потоках.
Заблуждение №1: флюс — очиститель.
Это не совсем так. Перед нанесением флюса необходимо очистить паяемые детали. Грязь, мусор, масло и жир следует удалить в первую очередь в любом процессе пайки или пайки. Оксиды также можно удалить с помощью металлической щетки или тампона из стальной ваты. Когда детали станут чистыми, внутри и снаружи, пора нанести флюс.
Перед нанесением флюса необходимо очистить паяемые детали. Грязь, мусор, масло и жир следует удалить в первую очередь в любом процессе пайки или пайки. Оксиды также можно удалить с помощью металлической щетки или тампона из стальной ваты. Когда детали станут чистыми, внутри и снаружи, пора нанести флюс.
Флюс фактически предназначен для поглощения оксидов, образующихся при нагревании деталей в процессе пайки.Когда вы используете установку для пайки на кислородной основе, такую как кислородно-ацетилен, альтернативное топливо и даже воздушное топливо, вы будете производить оксиды в процессе нагрева. Флюс поглощает эти оксиды и предотвращает ухудшение качества паяного соединения.
Серебряная пайка с флюсом
Заблуждение №2: я могу использовать один и тот же флюс для каждой работы.
Ваш флюс должен быть активным при той же температуре, что и расходный сплав. Флюсы представляют собой смесь химических веществ, включая фториды и фторбораты. Пропорции и дополнительные химические вещества определяют активный температурный диапазон флюса. Использование флюса с правильным диапазоном температур гарантирует, что флюс может вытесняться расплавленным сплавом.
Пропорции и дополнительные химические вещества определяют активный температурный диапазон флюса. Использование флюса с правильным диапазоном температур гарантирует, что флюс может вытесняться расплавленным сплавом.
Harris рекомендован выбор сплавов, а полное руководство включено в Руководство по пайке и пайке на нашем веб-сайте. Помните, что для пайки меди с медью не требуется флюс.
Вот несколько распространенных комбинаций:
- Использование припоя Stay-Brite® — паяльные флюсы Stay-Clean®
- Использование припоя Bridgit® — водорастворимого пастообразного флюса Bridgit®
- Припайка меди к латуни с использованием Stay-Silv®, Harris 0, Blockade® или Dynaflow® — белый припой Stay-Silv®
- Пайка стали с использованием Safety-Silv® — Белый припой Stay-Silv®
- Пайка нержавеющей стали припоями Safety-Silv® — Stay-Silv® Black Flux
- Индукционная пайка — Stay-Silv® Black Flux
- Пайка алюминия с использованием Al-Solder® — Паяльный флюс для алюминия Stay-Clean®
- Пайка алюминия с Al-Braze® — Albraze® EC Flux
Поскольку активная температура флюса совпадает с активной температурой сплава, вы можете фактически определить идеальную температуру горелки для пайки по поведению флюса. Когда он начинает становиться прозрачным, вы знаете, что достигли нужной температуры. Если он не погаснет, значит, вам нужно больше тепла.
Когда он начинает становиться прозрачным, вы знаете, что достигли нужной температуры. Если он не погаснет, значит, вам нужно больше тепла.
Заблуждение № 3: Очистка флюса — это боль.
Удаление остатков флюса — важный этап процесса пайки. При правильном использовании флюса его можно удалить тряпкой или кистью с небольшим количеством воды. Если не чистить детали, флюс со временем может стать коррозионным. Со временем это также может повлиять на производительность детали.
Однако, если вы перегреете во время процесса пайки, флюс может обугливаться или выгорать на детали.Чтобы удалить это, вам может понадобиться металлическая щетка или даже шлифовка или другие механические средства. Многие области пайки в производственных условиях выиграют от постоянной высоты пламени и температуры. Это предотвратит перегрев детали и перегрев флюса.
Заблуждение №4: я могу продлить срок службы флюса, разбавив его водой.
Флюсы теряют свою эффективность при разбавлении водой. Разбавление флюса может существенно повлиять на качество вашей пайки, в том числе:
Разбавление флюса может существенно повлиять на качество вашей пайки, в том числе:
- Обжиг или обугливание металлов.Если во флюсе недостаточно химикатов, он больше не сможет поглощать оксиды. Эти оксиды затем горят и обугливаются, влияя на металл. Чтобы удалить это горение и обугливание, вам могут потребоваться дополнительные действия по очистке флюса, включая шлифовку или другие механические средства. Часто это дороже, чем простое использование флюса с предполагаемой прочностью.
- Предотвращение вытекания сплава в стык или пространство. В отсутствие флюса из-за того, что он серьезно разбавлен или неравномерно смешан с водой, расходный сплав не скатывается, как должен, и течет в стык.Целостность соединения нарушена из-за отсутствия флюса. Даже если вам удастся припаять его, вам, скорее всего, придется переделывать или повторно паять соединение.
Harris Stay-Clean Liquid Flux в 1937 году
Заблуждение № 5: Неважно, у кого я покупаю флюс.
При выборе плавящегося сплава для вас важны качество и стабильность. Это не менее важно при выборе флюса. Обеспечение того, чтобы ваши материалы работали каждый раз одинаково, позволяет вам каждый раз производить высококачественный конечный продукт.Harris Products Group применяет строгие стандарты качества ко всей своей продукции, включая флюсы.
Все флюсы Harris соответствуют стандартам AWS A5.31 на основе соответствующей классификации. Помимо отдельных флюсов, Harris также продает различные сплавы с порошковой сердцевиной, обеспечивая комплексное решение. Эти продукты включают Safety-Silv® 45FC, Cor-Al и другие.
Harris имеет долгую историю создания флюсов, начиная с 1937 года, когда Джо Харрис разработал Stay-Clean, жидкий флюс для пайки.Это было настолько хорошо принято на рынке, что Харрис изменил свою бизнес-модель с ремонта автомобилей на продажу флюсов. На протяжении почти столетия Harris Products Group находится в авангарде создания инновационных и высококачественных продуктов. Наша команда инженеров продолжает разрабатывать продукты, чтобы удовлетворить потребности профессионалов в производственной среде и в этой области.
Наша команда инженеров продолжает разрабатывать продукты, чтобы удовлетворить потребности профессионалов в производственной среде и в этой области.
Боб Хенсон
Боб Хенсон — технический директор компании Harris Products Group и имеет более 40 лет опыта в области соединения металлов.Он является автором или соавтором нескольких патентов и имеет множество опубликованных статей.
Боб работает во многих отраслевых организациях и комитетах. Он является пожизненным членом Американского сварочного общества (AWS) и возглавляет комитет A5H, который составляет спецификации припоев на присадочный металл и флюсы. Боб также является членом Комитета производителей пайки AWS, Группы технической деятельности США, которая рассматривает международные документы по пайке ISO, и Комитета AWS A5 по присадочным металлам, который рассматривает спецификации электродов для дуговой сварки, стержней для газовой сварки и других присадочных металлов, охватывающих как черные и цветные материалы.