Правильная пайка латунью
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Схема пайки металлов латунью при помощи газовой горелки.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Схема устройства газовой горелки.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка газовой горелкой с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Вернуться к оглавлению
Как паять латунь: рекомендации
Виды сварных швов.
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Как производиться пайка латунью в домашних условиях?
Сплав цинка с медью называется латунью. Пайка латунью в домашних условиях – это довольно сложное занятие. Но с его помощью можно выполнить ремонт радиаторов отопления, труб или других изделий из цветного металла.
Пайка латунью в домашних условиях – это довольно сложное занятие. Но с его помощью можно выполнить ремонт радиаторов отопления, труб или других изделий из цветного металла.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Особенности пайки
Чтобы качественно выполнить пайку различных изделий из цветного или хромированного металла, нужно знать особенности этого процесса. Во время этого процесса с поверхности деталей должна удаляться оксидная пленка. Обычная канифоль и канифольно-спиртовой состав, имеющиеся практически в каждом доме, не способны справиться с этой задачей. Поэтому нужно применять активные компоненты, основным ингредиентом которых должен быть хлористый цинк. Это поможет создать качественный флюс, способный повысить эффективность соединения деталей.
Материалы и инструменты для пайки латуни.
Для выполнения пайки в домашних условиях особое внимание следует уделить подбору припоя. Для этого лучше всего применять следующие составы:
- медно-фосфорный;
- серебряный.


Подобные составы довольно хорошо сочетаются с латунью, в составе которой находится большое количество меди. Главное условие применения такого припоя будет заключаться в том, что он должен обладать более низкой температурой плавления, нежели обрабатываемая деталь.
Для ремонта радиаторов отопления пайка в домашних условиях производится твердыми припоями на основе сплава фосфора с медью. Твердый припой в сравнении с мягким обладает большей прочностью. Это позволяет повысить качество подготавливаемого соединения.
Вернуться к оглавлению
Процесс пайки деталей
Зная особенности выполнения пайки в домашних условиях, можно переходить непосредственно к ее выполнению. Для этого понадобятся основание из асбеста, тигель из графита, газовая горелка и борная кислота.
Кроме того, понадобятся припой, флюс и бура. Бура – это раствор натриевых солей на основе кислоты. Она является неотъемлемым атрибутом подготовки качественного флюса. Без применения буры шов все равно получится, но его прочностные характеристики будут на довольно низком уровне. Особенно слабыми будут места изгибов, спайка на которых может быстро разойтись.
Особенно слабыми будут места изгибов, спайка на которых может быстро разойтись.
Первоначально надо приготовить припой. Для этого на одну долю меди или бронзы должны приходиться 2 доли серебра. Эти металлы кладутся в тигель, в котором будет осуществляться их нагрев. В качестве нагревателя будет использоваться газовая горелка. Для получения качественного сплава его нужно постоянно перемешивать. Это поможет получить однородную жидкую массу.
Таблица припоев для пайки.
Когда будет получена однородная смесь, ее нужно поместить в ванну с холодной водой. После ее остывания полученный сплав надо наломать в мелкие куски или напилить в стружку.
Для изготовления флюса понадобится по 20 г борной кислоты и буры. Их перемешивают со стаканом воды (250 мл). Подготовив все необходимые компоненты, можно переходить к процессу пайки в домашних условиях.
Для этого поверхность деталей обрабатывается флюсом и посыпается припойной стружкой. Затем нужно выполнить нагрев детали до 700-750°. Сделать это можно на газовой горелке. Во время этого процесса стоит опасаться перегрева, поскольку детали могут деформироваться.
Сделать это можно на газовой горелке. Во время этого процесса стоит опасаться перегрева, поскольку детали могут деформироваться.
Когда произойдет нагрев до требуемой температуры, выполняется соединение частей. После этого надо их оставить в неподвижном положении на 30-40 секунд.
Если спаиваемые элементы имеют массивную конструкцию, то их прогрев надо выполнять постепенно.
В этом случае удобнее воспользоваться обычным паяльником.
Конечно, выполнение данной операции требует больших усилий и опыта. Но чем чаще будет выполняться спайка различных элементов подобным образом, тем проще выполнять каждую последующую операцию.
Пайка латуни | Сварак
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400—450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов пайки латуни твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления .заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898—905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860—890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя. При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50—100° С ниже температуры плавления основного металла.
При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.

Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190—56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе [29, 32, 35] имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34—38 | Остальное | 0,5 | 0,1 | 825—800 | Пайка высокоцинковых |
| ПМЦ48 | 46—50 ‘ | То же | 0,5 | 0,1 | 865—850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52—56 | 0,5 | 0,1 | 880—876 | ||
ГОСТ 1534—42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.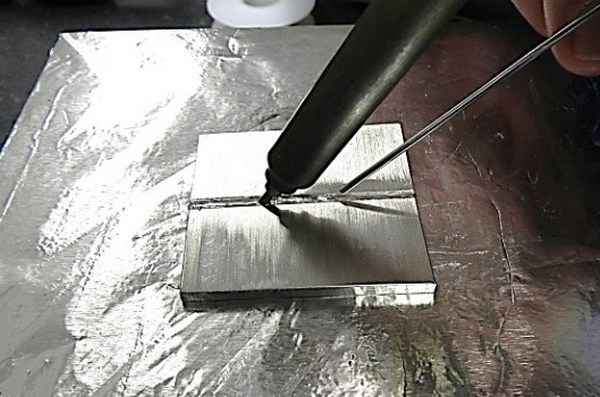
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5—4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).

Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na2B407; ГОСТ 8429—57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629—44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a) t Ua2 03В203 Каг0-4Вг03
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса [21], в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na2B407-—В203, можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190—56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10—12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний [22] о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10—15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и <на пруток. Паста образуется разведением флюса в спирте или (что несколько хуже) в воде. Известны также случаи применения флюсов в виде пара или газа, вводимых в пламя горелки. Так в СССР предложен парообразный флюс марки БМ-1.
Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и <на пруток. Паста образуется разведением флюса в спирте или (что несколько хуже) в воде. Известны также случаи применения флюсов в виде пара или газа, вводимых в пламя горелки. Так в СССР предложен парообразный флюс марки БМ-1.
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB02 + В2О3»
2NaB02 + В203 + CuO 2NaB02Cu0B203, Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным [23, 24] флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным [23, 24], применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15—30% и улучшении качества паяного соединения..jpg)
Недостатком флюсов ЛТИ-1 и ЛТИ-115 [23, 24] является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931—491—21—21—2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5—6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20—30° с тем, чтобы суммарный угол раскрытия составлял 40— 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов1* (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость .
Подобные статьи
Технология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом — 3,6 кгс/мм2, а соединений из латуни — 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Как паять латунь паяльником
Пайка латуни – надежное соединение в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осу
методы и способы,подбор флюса и припоя.

Автор perminoviv На чтение 5 мин. Опубликовано
Графит, как одна из основных составляющих чугунов, оказывает сильное влияние на протекание процессов. При термической, механической и других видах обработки его влияние чувствуется на качестве шва и его долговечности. При пайке и лужении этот структурный элемент приводит к неполному смачиванию основы расплавленным припоем и составом для лужения. Такие простые технологические ходы как пескоструйка поверхности, выжигание в окисляющем факеле газокислородной горелки не всегда приносят ожидаемый эффект и результат, удовлетворяющий изначальные требования.
В промышленных масштабах все больших оборотов набирает метод электрохимического воздействия соляного раствора, разогретого до 512оС для удаления поверхностно активного углерода (графита).
Низкотемпературная пайка
Особого подхода и дополнительной предварительной обработки требует пайка при невысоких температурах. Предварительно спаиваемые поверхности необходимо обработать флюсом ПВ209 либо его близкой заменой ПВ284ЧХ. Температура обработки 620-695оС. Хороший результат приносит электрохимическая обработка соляным раствором с последующим обезжириванием поверхностей ацетоном, спиртом или другим пригодным для этих целей веществом. Выбор применения паяльника или газовой горелки остается за исполнителем и не влияет на полученный результат.
Предварительно спаиваемые поверхности необходимо обработать флюсом ПВ209 либо его близкой заменой ПВ284ЧХ. Температура обработки 620-695оС. Хороший результат приносит электрохимическая обработка соляным раствором с последующим обезжириванием поверхностей ацетоном, спиртом или другим пригодным для этих целей веществом. Выбор применения паяльника или газовой горелки остается за исполнителем и не влияет на полученный результат.
Процесс пайки производят паяльником или горелкой. Самый удовлетворительный результат можно получить, используя флюсы, созданные на базе цинка и хлора, включающие также хлористые соли некоторых металлов. Легкоплавкие припои для пайки чугуна могут потребовать предварительного обмеднения поверхности. Его можно произвести методом гальваники. В домашних условиях доступно контактное обмеднение медным купоросом. Оптимальным припоем будет свинцово – оловянный припой или пайка оловом.
Высокотемпературная пайка чугуна
Для данного типа соединения чугунных элементов используют припои на основе меди. Хотя пайка латунью (сплава меди и олова) не является самым лучшим припоем из-за ее температуры плавления. Если позволяет бюджет и ориентировочная себестоимость полученной продукции, следует задуматься о припоях, где серебро является основой и содержит примеси никеля. Такой сплав имеет промежуточные показатели плавления между различными типами припоев и образует прочное и качественное соединение даже при отсутствии большого предварительного опыта в данной области. Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
Хотя пайка латунью (сплава меди и олова) не является самым лучшим припоем из-за ее температуры плавления. Если позволяет бюджет и ориентировочная себестоимость полученной продукции, следует задуматься о припоях, где серебро является основой и содержит примеси никеля. Такой сплав имеет промежуточные показатели плавления между различными типами припоев и образует прочное и качественное соединение даже при отсутствии большого предварительного опыта в данной области. Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
Медные припои, из-за высокой температуры плавления, лучше избежать при пайке ответственных деталей и узлов, по причине вероятного перегрева чугуна. Содержание фосфора в составе припоя, при повышении температуры и при взаимодействии с металлом, может привести к возникновению фосфорно-железных эвтектик, отличающихся хрупкостью и низкими механическими характеристиками.
Предварительная подготовка поверхностей и разделка щелей перед пайкой чугуна
Особое внимание должно быть уделено предварительной обработке поверхности, которую планируется паять или залудить. Как правило, такой способ ремонта применим к трещинам и сколам в массивных деталях, когда замена на новый элемент неоправданна технологически или по соображениям стоимости, сложностями в изготовлении. Разделка трещин и их обработка должна быть выдержана в рамках определенных правил, которые позволять продлить эксплуатацию всего узла и получить качественный контакт металла и припоя.
Разделка трещин и их обработка должна быть выдержана в рамках определенных правил, которые позволять продлить эксплуатацию всего узла и получить качественный контакт металла и припоя.
Предварительное лужение поверхности позволяет повысить качество и надежность последующего спаивания. Лужение происходит в следующем порядке:
- Детали предварительно зачищаются механическими методами до появления однородного блеска на поверхности. Пайка чугуна в домашних условиях предусматривает применение металлической щетки и шлифовальных шкурок, соответствующей зернистости.
- Произвести обезжиривание при помощи жидкостей, предназначенных для этих целей.
- Производится обработка предварительным флюсом. Водный раствор хлористого цинка, с добавлением хлористых солей можно считать универсальным средством для чугунных изделий, независимо от формы графитовых включений.
- Элементы нагреваются до рабочей температуры флюса. Наносится флюс.
- Спаиваемая область разогревается дальше до температуры плавления припоя.
- Наносится припой. Элемент, имеющий пленку из луженого металла готов к дальнейшей пайке.

Обработка трещин, которые имеют сравнительно малые размеры по сравнению с геометрическими параметрами всей детали, зачастую затруднена именно этим фактом. Произвести лужение в глубине трещины крайне тяжело из-за невозможности туда добраться. Если же слой припоя просто законсервирует такую трещину, не проникнув глубоко, сохраняется вероятность внутреннего воздействия влаги на металл, которая оказалась там при пайке или выпала в виде росы при перепадах температур в образовавшейся полости.
Исходя из указанных проблемных моментов пайки трещин, можно утверждать, что предварительный подогрев и дополнительный разогрев приграничной к трещине области, позволят припою более длительное время оставаться в расплавленном состоянии и проникнуть максимально глубоко в полость трещины.
В случае если есть такая возможность, существует необходимость дальнейшего использования в тяжелых условиях обрабатываемой детали, необходимо произвести двадцатиминутный отжиг при температуре 700-750 градусов Цельсия. Это позволяет диффундировать припою в основной металл, тем самым укрепив шов и придав ему высокие физические свойства.
Это позволяет диффундировать припою в основной металл, тем самым укрепив шов и придав ему высокие физические свойства.
Каждый из методов соединения чугунных элементов имеет свои положительные стороны и недостатки. Пайка и лужение не являются исключением. Эти способы должны выбираться в соответствии с поставленными задачами и степенью прочностных характеристик, гарантированных этими методами. Использование пайки и лужения чугуна в печах с применением латунных припоев не оправдано ввиду температурных превращений этого сплава при температурах ниже точки плавления меди и выгорания олова.
JCD 908 Электрический паяльник Портативный цифровой паяльник Насадки для электросварки Оловянный припой для пайки Сварочное оборудование |
JCD 908 Электрический паяльник Портативный цифровой паяльник Электросварочные наконечники оловянный припой для пайки сварочного оборудованияJCD 908 электрические паяльные ионные комплекты портативная паяльная ручка сварочный карандаш электронное сварочное оборудование для ремонта своими руками
Быстро нагревается и эффективность рассеивания тепла — Повышенная эффективность рассеивания тепла благодаря нашей усовершенствованной конструкции стальных труб, новый паяльник более эффективен и лучше рассеивает тепло.
Upgrade PCBA — мы используем фиксированный резистор микросхемы, в то время как другие на рынке используют сопротивление цветного кольца, фиксированный резистор микросхемы хорошо помогает при пайке.
Отличный паяльник — паяльная станция не нужна, просто подключи и работай. Простота эксплуатации. Отрегулируйте температуру в соответствии с вашими потребностями с помощью колесика на электронном паяльнике.
5 шт. Наконечников для утюга — пять разных наконечников позволяют легко установить паяльник для гитары, компьютеров, оборудования, ТВ-конденсаторов или аксессуаров и т. Д.
Широко используемые комплекты для пайки — Инструменты для сварки паяльников широко используются для сварки печатных плат, ремонта бытовой техники, домашних любителей, сварки ювелирных изделий. Лучший выбор для начинающих сварщиков.
1. При первом включении паяльника из конца жала выходит дым. Дым скоро прекратится, и дым больше никогда не выйдет.
2. Используйте подставку для пайки и другие вспомогательные средства, чтобы не обжечь пальцы.
Используйте подставку для пайки и другие вспомогательные средства, чтобы не обжечь пальцы.
3.Не вытягивайте жало паяльника наружу и не используйте его таким образом, это сократит срок службы нагревательного элемента.
4. Не наносите слишком много припоя без надобности.
908S Ионно-электрический припой
909 Ионно-электрический припой
Электрический паяльник с коробкой
Лужение плат
Не лекционный зал! — круглый стол с местом для вас.
60000 тем за 36 лет, образование, алоха и развлечения
тема 0260
Обсуждение началось в
1996 г. и продолжаются до 2018 г.
1996 г.
В. Привет, я ищу метод химического лужения печатных плат. В моей стране я не могу просто пойти в магазин и купить кристаллы для гальваники, и поэтому мне нужно на самом деле придумывать материал, чтобы сделать это. Электроника — мое хобби, и любая помощь будет мне очень благодарна.
Электроника — мое хобби, и любая помощь будет мне очень благодарна.
Большое спасибо
Гордон [фамилия удалена редактором для конфиденциальности]-компьютеры
Учебник для новичков:
Мы думаем, Гордон спрашивает о нанесении олова на медные дорожки на печатной плате.Хотя он использовал термин «химическое лужение», профессионалы в области обработки металлов вместо этого называют этот процесс «иммерсионным лужением», потому что они оставляют слово «химическое лужение» для чего-то еще …
Как могли усвоить школьники химии, если вы помещаете железный гвоздь в раствор медного купороса, он покрывается медью; или если вы поместите медный предмет в нитрат серебра, он станет покрытым серебром. Причина в том, что медь более благородна, чем железо, поэтому растворенные ионы меди будут красть электроны у металлического железа, превращая положительно заряженные ионы меди в нейтральные атомы металлической меди и растворяя атомы металлического железа в растворе как положительно заряженные ионы железа. Точно так же серебро благороднее меди, и серебро «погружает пластину» в медь. Покрытие методом погружения иногда называют «нанесением покрытия замещения», потому что один металл вытесняет другой из раствора.
Точно так же серебро благороднее меди, и серебро «погружает пластину» в медь. Покрытие методом погружения иногда называют «нанесением покрытия замещения», потому что один металл вытесняет другой из раствора.
Специалисты оставляют за собой термин «химическое нанесение покрытия» для процессов, которые включают восстановители, так что процесс является своего рода «подпружиненным», ожидающим только наличия катализатора, который отключит пружину и заставит восстановитель вступить в реакцию с растворенные ионы металлов и превращают их в металл.«Покрытие без применения электролита» иногда также называют «каталитическим покрытием» или, если металл, который он наносит, сам может служить катализатором, «автокаталитическим покрытием».
Одна из причин, по которой проводится различие между «иммерсионным покрытием» и «химическим нанесением покрытия», заключается в том, что при иммерсионном нанесении покрытия, как только объект имеет очень тонкое покрытие, так что металл подложки больше не обнажен, покрытие прекращается. — толще не бывает. Но покрытие достаточно толстым слоем возможно с помощью «автокаталитического химического нанесения покрытия», потому что оно может продолжаться еще долго после нанесения покрытия на подложку.
— толще не бывает. Но покрытие достаточно толстым слоем возможно с помощью «автокаталитического химического нанесения покрытия», потому что оно может продолжаться еще долго после нанесения покрытия на подложку.
A. Hello, Gordon,
В Руководстве по отделке металлов перечислены три состава для нанесения олова погружением на медь, только один из которых не содержит цианидов:
Хлорид олова 3,8 г / л,
Тиомочевина 49,5 г / л,
Серная кислота 12 мл / л,
температура 80-120 ° F.
Однако нанесение олова погружением не может быть полностью приемлемой заменой гальванического покрытия свинцом и оловом. Удачи.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
1996
В.Тед,
Недавно вы помогли мне, сообщив мне смесь для химического лужения меди на печатной плате. Это хлорид олова 3,8 г / л, тиомочевина 49,5 г / л и серная кислота 12 мл / л. Но я не знаю, какой силы должна быть серная кислота. Не могли бы вы помочь мне в этом, поскольку я нашел место, где можно получить тиомочевину, и хотел бы как можно скорее опробовать покрытие.
Не могли бы вы помочь мне в этом, поскольку я нашел место, где можно получить тиомочевину, и хотел бы как можно скорее опробовать покрытие.
Спасибо за помощь.
Гордон [возвращается]— компьютеры
1996
А.Источник не говорит, Гордон. Я должен предположить, что это основано на общем весе. Но вы, вероятно, могли бы использовать серную кислоту при 66 градусах Боме (96 процентов), не отходя далеко. Есть несколько других формул для обычных иммерсионных оловянных растворов; вы можете обратиться к некоторым стандартным справочникам по этому поводу. Удачи.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
1999
A. Любой, кто рассматривает возможность использования вышеуказанного рецепта, должен сначала прочитать паспорт безопасности вещества на тиомочевину:
http: // Physchem.ox.ac.uk/MSDS/T/thiourea
— Нидерланды
—-
Ed. примечание декабрь 2011 г . : К сожалению, база данных MSDS больше не работает.
: К сожалению, база данных MSDS больше не работает.
Альтернативы иммерсионному лужению для печатных плат?
2003 г.Привет всем,
Я делаю прототип печатной платы и, после травления плат, использую иммерсионное олово, чтобы «покрыть» их и защитить медь от окисления. Я покупаю раствор для иммерсионного олова, состоящий из трех компонентов, но не знаю, что это такое. Знаю только, что одна из них — Серная кислота.После прочтения сообщения Теда Муни я думаю, что эти три компонента: хлорид олова 3,8 г / л, тиомочевина 49,5 г / л, серная кислота 12 мл / л, поскольку пропорции те же.
Когда мне нужно нанести припой (защитный зеленый слой на печатные платы) на платы, перед нанесением покрытия я помещаю платы всего на несколько секунд в раствор хлорида железа, чтобы удалить окисление с медных площадок (платы остаются в течение 60 минут при 140 ° C). Но даже при этом некоторые покупатели (очень немногие, учитывая общую сумму) говорят, что паять сложно. Есть ли другой способ таким же простым способом наплавки другого металла, на который можно было бы лучше припаять электронные компоненты? Можно принять во внимание даже золото, поскольку эффективная площадь покрытия обычно очень мала.
(только контактные площадки на плате с припоем).
Есть ли другой способ таким же простым способом наплавки другого металла, на который можно было бы лучше припаять электронные компоненты? Можно принять во внимание даже золото, поскольку эффективная площадь покрытия обычно очень мала.
(только контактные площадки на плате с припоем).
Простите за мой английский!
Спасибо,
Франческо Фонтана— Валенца, AL, ИТАЛИЯ
2005
A. Я уже много лет использую хлорид олова для подготовки металлического олова для печатных плат. Вы можете попробовать следующий рецепт:
- Хлорид олова 5 г / л
- Серная кислота (66 Be) 10 мл / литр
- Тиомочевина 50 грамм / литр
- Используйте только дистиллированную или деминерализованную воду.
Будьте осторожны, если над водой серная кислота.
Хуан ОярсеPCB-CNC — Сантьяго, Чили
2006 г.
В. В рецепте вы упоминаете хлорид олова 3,8 г / л.
Это SnCl 2 [безводный] или SnCl 2 . 2H 2 O [дигидрат], или оба будут одинаково хорошо?
2H 2 O [дигидрат], или оба будут одинаково хорошо?
Спасибо за ответ,
Ханс Шаапер, любитель — Алкмар, Нью-Хэмпшир, Нидерланды
А. Привет, Ганс. В том справочнике ничего не сказано. Однако обычное значение таких концентраций относится к конечной массе — т.е.е., вам необходимо 3,8 г / л химического хлорида олова. Не имеет значения, получили ли вы его в безводной, гидратированной или разбавленной форме; скорее, вам нужно получить 3,8 г / л хлорида олова.
С уважением,
Продвинутое травление меди, латуни и бронзы
Ganoksin может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице. Учить больше. Этот метод травления использует приготовленный раствор хлорида железа, который также содержит соляную кислоту. Этот «травитель» не является чистой кислотой, а травит медь и медные сплавы (например, латунь и бронзу).На серебре не получится. Его можно приобрести в магазинах электроники, таких как Radio Shack, или у поставщиков химикатов. Обычно он используется для очистки или травления медных плат. Его также можно найти в магазинах товаров для печати.
Обычно он используется для очистки или травления медных плат. Его также можно найти в магазинах товаров для печати.
Эти продвинутые техники предполагают, что у вас есть базовые навыки работы с ювелирными изделиями и металлообработкой. Мы предлагаем эти технические документы, первоначально представленные в виде семинаров, в духе обмена информацией. Мы не несем ответственности за вопросы безопасности и здоровья — это ваша ответственность.Пожалуйста, прочтите «Осторожно художника» Майкла Макканна (PDF) или «Полное руководство по охране здоровья и безопасности художника» от Мононы Россол.
Преимущества перед кислотным травлением:
- Не чистая кислота; не требует разведения; не так опасен и сложен в использовании.
- Резисты легко доступны и просты в использовании:
- Перманентные маркеры, предназначенные для письма на пластике, можно использовать в качестве резиста, что позволяет рисовать и писать прямо на металле. Фотокопии, жидкий воск для пола и упаковочную ленту также можно использовать в качестве резиста.
- Быстрая работа, чистый прикус

ВНИМАНИЕ: Хотя травитель не является чистой кислотой, это «коррозионный яд».Прочтите этикетку: избегайте контакта с глазами и кожей, используйте при соответствующей вентиляции.
Материалы:
- «Травитель» (хлорид железа)
- набор ручек или лент для резиста
- стеклянный или пластиковый контейнер с крышкой, достаточно большой, чтобы вместить кусок металла
- пищевая сода (бикарбонат натрия)
- наждачная бумага (тонкая) или сверхтонкая стальная вата, или латунная кисточка
- метилгидрат или изопропиловый спирт
- резиновые перчатки, пластиковый пинцет
Пайка для DCC
Резюме: Пайка — это процесс, при котором похожие или разнородные металлы соединяются с использованием припоя, который обычно включает олово, с другим металлом, таким как серебро, свинец, медь, сурьма, висмут, индий или другие металлы.Припой покрывает диапазон температур от 60 до 445 ° C.
Паять несложно, так что не пугайтесь. Немного попрактиковавшись, любой может сделать прочное паяное соединение. В этой статье есть некоторые очень технические аспекты, но пусть это вас не смущает.
Припой
- Основная статья: Пайка / припой
Припой бывает разных форм, толщины и материалов. Однако все они преследуют одну и ту же цель: соединить металлы вместе для образования физических и электрических соединений с использованием высокой температуры.Все это подробно рассматривается в припойной статье. Важно отметить, что правильный выбор припоя и флюса важен для защиты ваших изделий от чрезмерной коррозии.
Флюс
- Основная статья: Пайка / флюс
Флюс происходит от латинского флюсов , что означает поток . Флюс используется в качестве химического очищающего и текучего агента при соединении металлов. Это помогает припою правильно прилегать к паяемым материалам.Флюс также помогает удалить предыдущее окисление и предотвратить дополнительное окисление в процессе пайки.
Безопасность
Опасности
Продолжительное воздействие паров канифоли, выделяемых во время пайки, может вызвать профессиональную астму (ранее в данном контексте называвшуюся колофонической болезнью) у чувствительных людей, хотя неизвестно, какой компонент паров вызывает проблему.
В то время как расплавленный припой имеет низкую склонность к прилипанию к органическим материалам, расплавленные флюсы, особенно типа смола / канифоль, хорошо прилипают к коже.Масса горячего липкого флюса может передавать больше тепла коже и вызывать серьезные ожоги, чем сопоставимая частица неприлипающего расплавленного металла, которую можно быстро стряхнуть. В этом отношении расплавленный флюс похож на расплавленный горячий клей. (Из Википедии)
ВНИМАНИЕ! Припой — это расплавленный металл. Паяльники еще горячее, чтобы расплавить припой. Ожоги — обычное дело — как для вашего окружения, так и для вашей кожи!
Всегда соблюдайте безопасные методы пайки!
- НЕ ПРИКАСАЙТЕСЬ к горячему утюгу.
- НЕ ПРИКАСАЙТЕСЬ к нагретому стыку.
- Используйте защитные очки
- Носите перчатки, даже тонкая кожа лучше, чем совсем ничего.
- Работа в хорошо вентилируемом помещении из-за дыма, образующегося при пайке.
- Как и со всеми электроинструментами, рекомендуется заранее удалить все украшения.

Первая помощь
Если вы все же обожгетесь, вот что делать (мы не врачи, но даем этот совет):
- Немедленно охладите пораженный участок холодной проточной водой в течение не менее 5 минут.
- Некоторые люди хранят прохладную влажную губку рядом с рабочей зоной. Используйте это, чтобы остудить ожог по пути к крану для дальнейшего охлаждения.
- Немедленное охлаждение ожога поможет предотвратить образование волдырей (ожоги второй и третьей степени), так что образование рубцов будет предотвращено или значительно уменьшено.
- См. BurnSurvivor.com для получения дополнительной информации и лечения.
- Хотя перед работой вам следовало снять все кольца или другие украшения, снимите их сейчас, если вы этого не сделали — до того, как начнется отек
- Наложите стерильную повязку для защиты от инфекции.
- Не применяйте лосьоны или мази.
- Не трогайте, не протыкайте и не прокалывайте волдыри, которые образуются позже.
- При необходимости обратитесь за профессиональной медицинской помощью.
Пайка
Паяльники
- Основная статья: Припой / Утюги
Для большинства задач пайки, связанных с моделями железных дорог, будет использоваться паяльник.
Жала паяльника
- Основная статья: Пайка / Полезные_ подсказки
Подготовка к пайке
Чтобы пайка была эффективной, все должно быть чистым .Если у вас нет успеха, это часто является причиной, помимо металлов, которые несовместимы с пайкой.
- Изделие (соединяемые материалы) должно быть чистым, без следов коррозии, краски, масел и т. Д. Канифольный флюс очистит изделие при активации под действием тепла, но может только этого сделать. Как и клей, припой не может прилипать к грязной поверхности. Если припой клубится, поверхность необходимо очистить.
- Изделие можно очистить с помощью инструмента Dremel с металлической щеткой, металлической мочалкой, наждачной бумагой и / или чистящим растворителем, если необходимо.
- Очистите и залудите кончик утюга.
- Наконечник можно очистить смоченной губкой (при ее наличии используйте дистиллированную воду), тряпкой или бумажным полотенцем. Залудите наконечник припоем, шлак должен плавать на припое, затем вытрите его начисто. Смочите наконечник еще немного припоя, и он готов к использованию.
- Также доступны очистители наконечников из латунной стружки, которые могут соскабливать шлаки с наконечников. Латунь достаточно мягкая, чтобы не повредить наконечник. Никогда. не используйте для очистки наконечника напильники или наждачную бумагу, так как это приведет к удалению металлического покрытия. Как только медь под ней обнажится, припой очень быстро разрушит наконечник. Помните, что процесс пайки включает сплавление нескольких металлов вместе.
- Прочтите страницу «Электростатический разряд», чтобы узнать о дальнейших мерах предосторожности при пайке декодеров DCC и дорожек.
 Д. Канифольный флюс очистит изделие при активации под действием тепла, но может только этого сделать. Как и клей, припой не может прилипать к грязной поверхности. Если припой клубится, поверхность необходимо очистить.
Д. Канифольный флюс очистит изделие при активации под действием тепла, но может только этого сделать. Как и клей, припой не может прилипать к грязной поверхности. Если припой клубится, поверхность необходимо очистить. Как только медь под ней обнажится, припой очень быстро разрушит наконечник. Помните, что процесс пайки включает сплавление нескольких металлов вместе.
Как только медь под ней обнажится, припой очень быстро разрушит наконечник. Помните, что процесс пайки включает сплавление нескольких металлов вместе.Сколько тепла необходимо?
Это зависит от ряда факторов.
- Что паяется
- Размер заготовки
Утюг должен быть намного горячее, чем точка плавления припоя.Когда утюг прикладывается к изделию, тепловая энергия должна передаваться изделию, чтобы расплавить припой. У горячего утюга будет достаточно энергии, чтобы после потери энергии на работу он все еще был достаточно горячим, чтобы расплавить припой.
Если утюг недостаточно горячий:
- Нагрев изделия до необходимой температуры займет слишком много времени
- Возможна холодная пайка
- Повреждение окружающих материалов из-за распространения тепла в течение длительного периода времени.

Практическое правило: соединение не должно занимать больше нескольких секунд.
Как паять разные вещи
- Основная статья: Пайка / Как паять
Устранение неполадок
Часто возникают проблемы при пайке. У большинства есть простые решения.
- Основная статья: Пайка / Устранение проблем с пайкой
Декодеры цифрового управления и пайка
Этот символ означает, что устройство чувствительно к статическому электричеству, и при обращении с ним необходимо соблюдать меры предосторожности.Прочтите страницу ESD для получения дополнительной информации.
Рекомендуется использовать утюг с защитой от электростатического разряда ESD (электростатический разряд) при пайке декодеров DCC во время установки. Многие паяльные станции устойчивы к электростатическому разряду, попросите продавца подтвердить их при покупке или проконсультируйтесь с производителем. Более старые утюги, не защищающие от электростатического разряда, могут иметь значительное напряжение на наконечнике, что может повредить электронику.
Антистатический утюг разработан для пайки электронных компонентов, особенно компонентов, чувствительных к статическому электричеству.
Электростатический разряд может повредить звуковую цепь или цепь управления двигателем во время пайки. Серьезный отказ легко обнаружить, а скрытый ущерб от электростатического разряда — нет.
Припой
Канифольный стержень, НИКОГДА не кислотный стержень!
Канифольный сердечник Припой, изготовленный в рамках программы Apollo или в советское время, неэффективен, поскольку канифоль вступит в реакцию с содержанием свинца в припое.Срок годности припоя всего несколько лет со дня изготовления. Поскольку многие моделисты не выполняют больших объемов пайки ежегодно, большинство будет использовать припои, срок годности которых истек.
Если припой не работает, причиной может быть возраст. Таким образом, дополнительный поток имеет большое значение для решения проблем. Свежий припой также может быть решением.
Припои проволочного типа доступны во многих калибрах, от тяжелой до очень легкой (тонкой) проволоки.Припои более легкой толщины полезны для деликатной работы, поскольку они позволяют лучше контролировать количество припоя, наносимого в процессе создания соединения. Он также доступен в различных сплавах. Для DCC и электромонтажных работ предпочтительным сплавом является припой олово / свинец 63/37. Также подойдет сплав 60/40. Приобретите припой для канифольных стержней для электромонтажных работ.
Сантехнические припои обычно представляют собой сплошные проволочные припои, в отличие от припоев, продаваемых для электроники. Припои малого калибра полезны для точной работы, и они обычно недостаточно велики, чтобы вместить сердечник из флюса, который можно найти в припоях более тяжелого калибра, продаваемых для электронных работ.
Дополнительная литература
Расширение железной дороги
Внешние ссылки
Дополнительная литература по пайке:
Поищите на YouTube канал SolderingGuru для получения дополнительной информации о пайке.
Полезные видео
При пайке могут быть полезны следующие видео:
Ручная пайка чернилами | Вольтера
В этом руководстве Майк подробно рассказывает о том, что можно и чего нельзя делать при дозировании паяльной пасты и ручной пайке плат, напечатанных на V-One. Перейдите к 2:28 , чтобы сразу приступить к пайке вручную!
Пайка проводящими чернилами НЕ в точности как пайка с медью! Даже если вы профессионал в области пайки, следуйте этому руководству, чтобы обеспечить хорошее качество пайки.
При пайке токопроводящими красками есть несколько ключевых отличий:
- Проводящие чернила не являются чистым металлом и плохо проводят тепло. Это означает, что припой не будет растекаться так быстро и легко, как по меди. Предварительное лужение контактных площадок и нанесение припоя паяльником поможет получить равномерное покрытие припоя.
- Серебро на следах и контактных площадках полностью растворяется в припое, если припой плавится слишком долго или при слишком высокой температуре — это называется очисткой серебра. Держите паяльник при рекомендуемой температуре (180 ° C / 355 ° F) и не плавите припой более 30 секунд за раз.
- Не все припои совместимы с серебром.Используйте только прилагаемый припой (SnBiAg1).
 Предварительное лужение контактных площадок и нанесение припоя паяльником поможет получить равномерное покрытие припоя.
Предварительное лужение контактных площадок и нанесение припоя паяльником поможет получить равномерное покрытие припоя.Начало работы
Для этого руководства мы сделали доску для ручной пайки! Распечатайте один из них для себя и потратьте некоторое время на практику пайки, прежде чем опробовать его на одном из своих прототипов.
Оборудование
Для достижения наилучших результатов мы рекомендуем использовать следующее:
- A паяльник с регулируемой температурой (предпочтительно цифровой, для максимальной точности), установлен на 180 ° C (355 ° F) . Температурный режим критический для хорошей пайки проводящими чернилами.
- Флюс . Паяльная проволока Voltera НЕ покрыта флюсом, это означает, что вы ДОЛЖНЫ нанести флюс перед пайкой.
- К прилагается припой . Использование других припоев может повредить проводящие чернила.
- A губка для припоя (обычная или латунная) для очистки паяльника.
- Набор ручек помощи (или третьих рук). В этом нет необходимости, но будет намного проще держать все на месте.
 Температурный режим критический для хорошей пайки проводящими чернилами.
Температурный режим критический для хорошей пайки проводящими чернилами.Подготовьте схему
1. Полировка чернил
Полировка чернил обнажает серебро внутри чернил, что дает нам паяемую поверхность для соединения компонентов. Чтобы полировать контур, энергично потрите прилагаемым полировальным диском в течение 20 секунд.
Вы должны увидеть четкую разницу в цвете между полированными и не полированными чернилами. Запеченные чернила выглядят грязно-белыми и матовыми, а полированные чернила — серебристыми и слегка блестящими.
Запеченные чернила выглядят грязно-белыми и матовыми, а полированные чернила — серебристыми и слегка блестящими.
2. Просверлите доску
Мы используем насадку V-One Drill для сверления наших прототипов печатных плат на месте, но если у вас ее нет, цанга для вращающегося инструмента и набор сверл для печатных плат стоят недорого и помогут вам просверлить переходные отверстия различных размеров. и прокладки для сквозных отверстий.
Для ручной пайки тренировочной доски мы использовали сверло 0,8 мм. Просверливая доску, двигайтесь медленно и просверлите доску полностью.
Подготовьте материалы
1.Паяльник Олово
Перед тем, как приступить к пайке, нам нужно залудить паяльником . Это означает, что мы будем покрывать кончик паяльника припоем, чтобы удалить оксид и остатки несовместимых припоев.
Если наконечник сильно окислен, возможно, вам придется повысить температуру утюга. Перед пайкой обязательно опустите его обратно!
Для лужения паяльника:
- Включите паяльник и нагрейте до 180-210 ° C (355-410 ° F) .
- Подайте большое количество припойной проволоки к наконечнику, расплавляя припой. Продолжайте, пока не покроете кончик.
- Протрите паяльником губку для пайки, чтобы удалить излишки припоя.
- Наконечник должен иметь серебристый цвет и иметь ровный слой припоя. При необходимости повторите шаги 2-3.

2. Оловите компонентный стержень
Лужение детали способствует смачиванию и быстрому соединению. Некоторые компоненты могут быть предварительно покрыты лужением, но другие, например, неизолированный медный соединительный кабель, перед пайкой следует покрыть лужением.
Для лужения детали:
- Если используется соединительный провод, зачистите провод, чтобы обнажить оголенный металл. Зажмите компонент с помощью паяльного инструмента «Руки помощи» или другого метода, чтобы освободить руки.
- Приведите горячий паяльник к металлу.
- Вставьте припой в стык между паяльником и металлом. При этом припой должен расплавиться.
- Продолжайте подавать припой и переместите утюг, чтобы полностью покрыть провод.

Если на выводе компонента имеется избыток припоя, очистите наконечник и повторно расплавьте припой, чтобы очистить компонент. Нам нужен тонкий слой припоя, а не шарики.
Припаяйте плату
1. Лужить колодки
Лужение контактных площадок имеет решающее значение для плавной пайки. Как и в случае с паяльником, лужение контактных площадок означает просто покрытие их пленкой припоя для улучшения смачивания и создания однородного паяного соединения.
Если вы когда-либо заказывали печатные платы в фабричном магазине, вы могли заметить, что открытые контактные площадки выглядят серебристыми, а не медными. Это связано с тем, что контактные площадки покрыты слоем металла, способствующим пайке и предотвращающим окисление. Типичные металлы включают свинцовые или бессвинцовые припои (HASL), олово (ISn), никель (ENIG) или золото. С токопроводящими чернилами нам нужно залудить подушечки самостоятельно, чтобы получить преимущества, которые дает металлическое покрытие.
Это связано с тем, что контактные площадки покрыты слоем металла, способствующим пайке и предотвращающим окисление. Типичные металлы включают свинцовые или бессвинцовые припои (HASL), олово (ISn), никель (ENIG) или золото. С токопроводящими чернилами нам нужно залудить подушечки самостоятельно, чтобы получить преимущества, которые дает металлическое покрытие.
Для лужения колодок:
- Убедитесь, что паяльник чистый и нагрет до 180–210 ° C (355–410 ° F) .
- Обильно нанесите флюс на контактные площадки — помните, что проволока не порошковая!
- Приведите паяльник в контакт с подушечкой для токопроводящих чернил. При использовании тонкого конического наконечника используйте более толстую часть наконечника (примерно на полпути вверх), чтобы помочь расплавить и распределить припой.
- Добавьте небольшое количество припоя в стык между наконечником паяльника и контактной площадкой, расплавив припой.
- Проведите паяльником по контактной площадке, распределив припой. Вы должны увидеть на контактной площадке слой припоя.
- Очистите наконечник между каждой подушечкой. Нам не нужно, чтобы на наконечнике был большой шарик припоя — это может негативно повлиять на смачивание припоя.
 Вы должны увидеть на контактной площадке слой припоя.
Вы должны увидеть на контактной площадке слой припоя.Вам не нужно большое количество припоя на контактной площадке — даже небольшое покрытие поможет смачиванию. При необходимости повторите шаги 3-4, но воздержитесь от плавления припоя слишком долго.
2. Припаяйте компоненты
Осталось припаять компоненты! В этом примере мы используем неокрашенные штыревые разъемы.
- Используйте паяльный инструмент для фиксации платы и вставьте выводы компонентов в просверленное отверстие. Если компонент болтается, также закрепите его.
- Приведите горячий паяльник в контакт как с выводом компонента, так и с луженой площадкой. Как и раньше, используйте более толстую часть наконечника, чтобы помочь распределить тепло.
- Подайте большое количество припоя в стык между паяльником, выводом компонента и контактной площадкой. Вы должны увидеть, как припой смачивает контактную площадку и создает галтели вокруг компонента.
- Поднесите паяльник к другой стороне вывода компонента и повторите. Убедитесь, что соединение выполнено на всех сторонах подушки.
 Как и раньше, используйте более толстую часть наконечника, чтобы помочь распределить тепло.
Как и раньше, используйте более толстую часть наконечника, чтобы помочь распределить тепло.Очищайте жало паяльника между каждой контактной площадкой!
Паять соединительный провод тоже несложно, если вы хотите подключить свою схему к другой плате или устройству.
3. Очистите паяные соединения
 Очистите паяные соединения
Очистите паяные соединения Припой должен образовывать равномерный валик вокруг компонента.Если есть сферический шарик припоя, его слишком много, и его нужно очистить. Для очистки паяного соединения:
- Нанесите большое количество флюса на все стороны паяного соединения.
- Приведите паяльник в контакт с паяным соединением. Флюс поможет припою быстро расплавиться, а излишки припоя покроют паяльник.
- Удалите утюг из соединения и оставьте компонент неподвижным, пока припой остынет.
Теперь паяное соединение должно быть равномерным.При необходимости повторите шаги 1–3, но не плавите припой более 30 секунд, чтобы не допустить растворения серебра.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 gif»>
gif»> ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
..