Кислота паяльная для пайки стали, меди, латуни, бронзы 1 л
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.


При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
 youtube.com/embed/NM9cW9IQcVY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/NM9cW9IQcVY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
 Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.

Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Флюсы подбираются в зависимости от химического состава латуни.
Читать также: Самодельный адаптер к мотоблоку видео
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
 youtube.com/embed/V5fefFno5SA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/V5fefFno5SA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия.
 Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Специфика работы с латунью
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.
Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).
Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии пайки заготовок из стали, при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
газовой горелкой, припой, в домашних условиях пошаговая инструкция – Техника пайки на Svarka.guru
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.
В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.
Содержание
- 1 Суть технологии и ее особенности
- 2 Виды латуни
- 3 Флюсы
- 4 Припой
- 5 Приготовление своими руками
- 6 Паяльником
- 7 Использование горелки
- 8 Этапы проведения работ
- 9 Заключение
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность.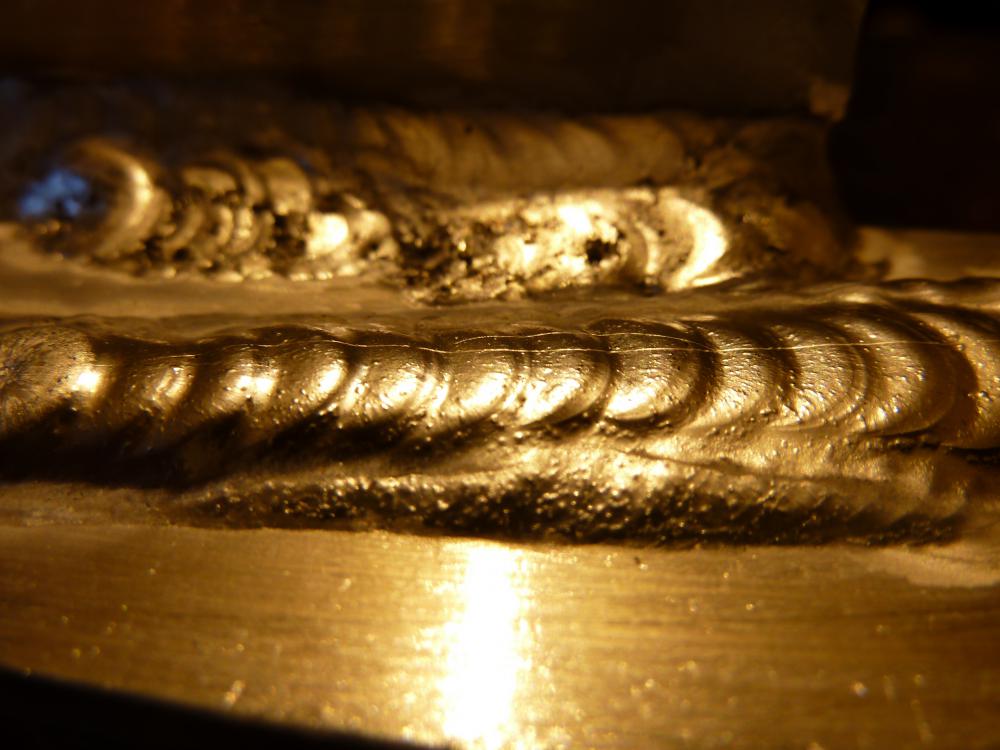 При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
[stextbox id=’info’]В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие.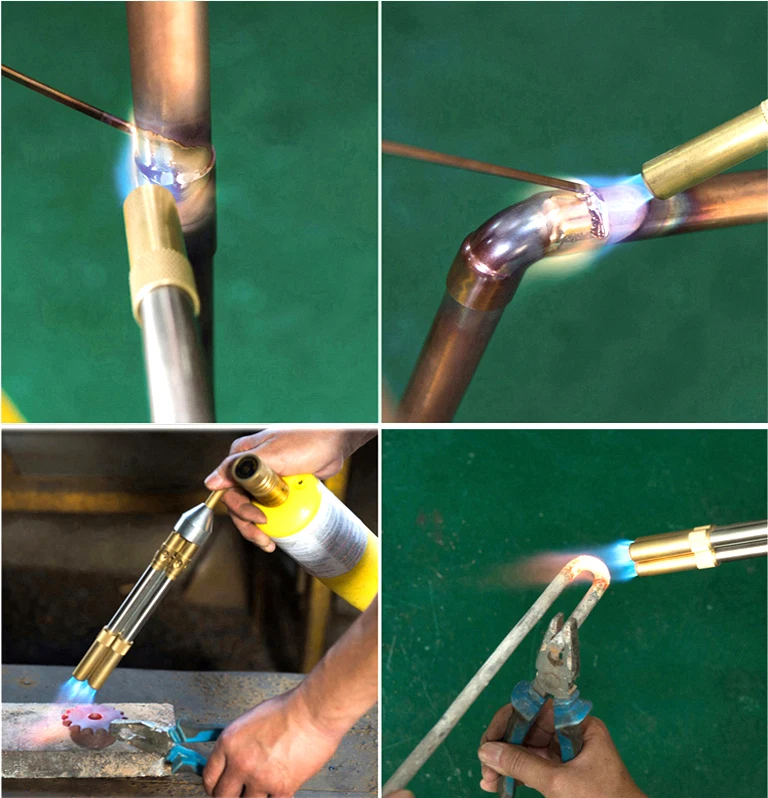
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
[stextbox id=’info’]Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.[/stextbox]
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- Смываем остатки флюса.

Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
[stextbox id=’info’]Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: «По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения».[/stextbox]
Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения».[/stextbox]
Можно ли запаять латунь оловом. Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным.
Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей. Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
- Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.

Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом — 3,6 кгс/мм 2 , а соединений из латуни — 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).

По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
В то же время их достаточно легко можно соединить с помощью латунного припоя.
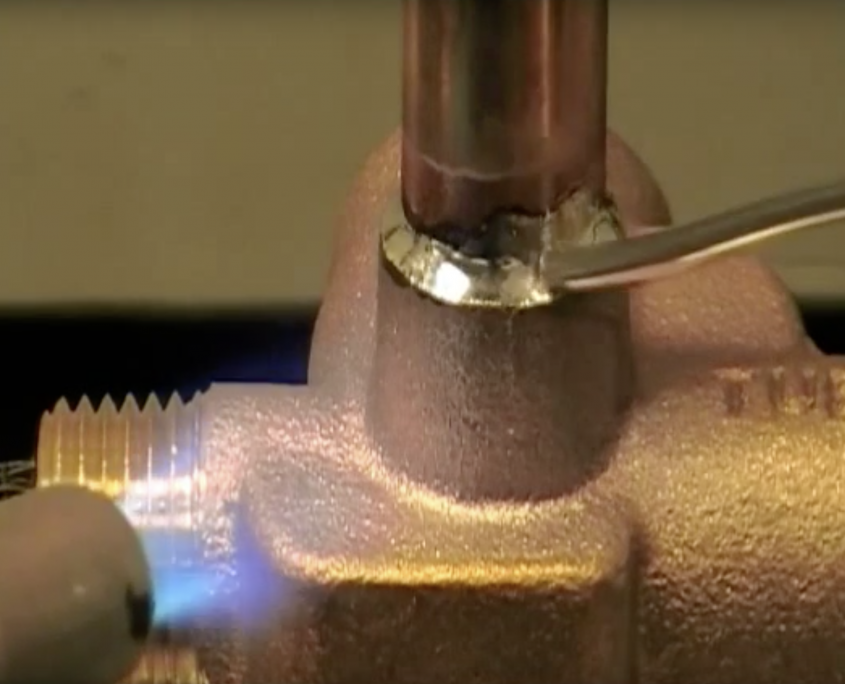
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Твердые припои
Твердые припои создают высокую прочность шва. В электро- и радиомонтажных работах они используются значительно реже, чем мягкие припои. В таблице приведены составы некоторых медно-цинковых припоев.
Марка | Химический состав в % | Температура плавления в оС | ||||||
медь | цинк | примесей не более | ||||||
сурьма | свинец | олово | железо | |||||
ПМЦ-42 | 40—45 | остальное | 0,1 | 0,5 | 1,6 | 0,5 | 830 | |
Г1МЦ-47 | 45—49 | 0,1 | 0,5 | 1,5 | 0,5 | 850 | ||
ПМЦ-53 | 49-53 | 0,1 | 0,5 | 1,5 | 0,5 | 870 | ||
В
зависимости от содержания цинка
изменяется цвет припоя. Эти припои
применяются для пайки бронзы, латуни,
стали и других металлов, имеющих высокую
температуру плавления. Припой ПМЦ-42
применяется при пайке латуни с содержанием
60—68% меди. Припой ПМЦ-52 применяется при
пайке меди и бронзы. Медно-цинковые
припои изготовляются путем сплавления
меди и цинка в электропечах, в графитовом
тигле. По мере расплавления меди в тигель
добавляют цинк, после расплавления
цинка добавляется около 0,05% фосфорной
меди. Расплавленный припой разливается
в формочки. Температура плавления припоя
должна быть меньше температуры плавления
припаиваемого металла. Кроме указанных
медно-цинковых припоев, находят применение
и серебряные припои. Составы
последних приведены в следующей таблице.
Эти припои
применяются для пайки бронзы, латуни,
стали и других металлов, имеющих высокую
температуру плавления. Припой ПМЦ-42
применяется при пайке латуни с содержанием
60—68% меди. Припой ПМЦ-52 применяется при
пайке меди и бронзы. Медно-цинковые
припои изготовляются путем сплавления
меди и цинка в электропечах, в графитовом
тигле. По мере расплавления меди в тигель
добавляют цинк, после расплавления
цинка добавляется около 0,05% фосфорной
меди. Расплавленный припой разливается
в формочки. Температура плавления припоя
должна быть меньше температуры плавления
припаиваемого металла. Кроме указанных
медно-цинковых припоев, находят применение
и серебряные припои. Составы
последних приведены в следующей таблице.
Марка | Химический состав в % | Температура плавления в оС | ||||
серебро | медь | цинк | примеси не более | |||
свинец | всего | |||||
ПСР-10 | 9,7-10,3 | 52-54 | Остальное | 0,5 | 1,0 | 830 |
ПСР-12 | 11,7-12,3 | 35-37 | ПСР-12 | 11,7-12,3 | 35-37 | |
ПСР-25 | 24,7-25,3 | 39-41 | 0,5 | 1,0 | 765 | |
ПСР-45 | 44,5-45,5 | 20,5-30,5 | 0,3 | 0,5 | 720 | |
ПСР-65 | 64,5-65,5 | 19,5-20,5 | 0,3 | 0,5 | 740 | |
ПСР-70 | 69,5-70,5 | 25,5-26,5 | 0,3 | 0,5 | 780 | |
Серебряные
припои обладают большой прочностью,
спаянные ими швы хорошо изгибаются и
легко обрабатываются. Припои ПСР-10 и
ПСР-12 применяются для пайки латуни,
содержащей не менее 58% меди, припои
ПСР-25 и ПСР-45 — для пайки меди, бронзы и
латуни, припой ПСР-70 с наиболее высоким
содержанием серебра — для пайки
волноводов, объемных контуров и т. п.
Припои ПСР-10 и
ПСР-12 применяются для пайки латуни,
содержащей не менее 58% меди, припои
ПСР-25 и ПСР-45 — для пайки меди, бронзы и
латуни, припой ПСР-70 с наиболее высоким
содержанием серебра — для пайки
волноводов, объемных контуров и т. п.
Кроме стандартных серебряных припоев, используются и другие, составы которых приведены ниже.
Химический состав в % | Температура плавления в оC | ||||
серебро | медь | цинк | кадмий | фосфор | |
20 | 45 | 30 | 5 | 780 | |
72 | 18 | — | — | — | 780 |
15 | 80 | — | 5 | 640 | |
50 | 15,5 | 16,5 | 18 | — | 630 |
Первый
из них применяется для пайки меди, стали,
никеля, второй, обладающий высокой
проводимостью,— для пайки проводов;
третий может применяться для пайки
меди, но не пригоден для черных металлов;
четвертый припой обладает особой
легкоплавкостью, является универсальным
для пайки меди, ее сплавов, никеля, стали.
В ряде случаев в качестве припоя используется технически чистая медь с температурой плавления 1083°С.
Во время пайки температура соединяемых деталей значительно повышается и скорость окисления металлических поверхностей возрастает. Вследствие этого припой хуже смачивает соединяемые детали. Поэтому необходимо использовать различные флюсы, которые не только надежно защищают поверхность металла и припоя от окисления, но также улучшают условия смачивания металлической поверхности расплавленным припоем.
Флюсы — вещества (чаще смесь) органического
и неорганического происхождения,
предназначенные для удаления окислов
с поверхности под пайку, снижения
поверхностного натяжения, улучшения
растекания жидкого припоя и/или защиты
от действия окружающей среды. При паянии
флюсы играют роль химических растворителей
и поглотителей окислов. В процессе
паяния они предохраняют металл от
окисления и создают условия для смачивания
металла припоем. В зависимости от
технологии флюс может использоваться
в виде жидкости, пасты или порошка.
Существуют также паяльные пасты,
содержащие частицы припоя вместе с
флюсом, иногда трубка из припоя содержит
внутри флюс-заполнитель.
В зависимости от
технологии флюс может использоваться
в виде жидкости, пасты или порошка.
Существуют также паяльные пасты,
содержащие частицы припоя вместе с
флюсом, иногда трубка из припоя содержит
внутри флюс-заполнитель.
Существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.
Форма поставляемого припоя зависит от способа пайки:
— ручной (индивидуальной) – контактной, инфракракрасной, ультразвуковой, лазерной;
— механизированной (групповой) – инфракрасной, волной припоя, двойной волной припоя, в парогазовой фазе, лазерной.
Условно
флюсы можно подразделить на оржавляющие
и неоржавляющие (коррозирующие и
некоррозирующие, нейтральные), т.е. на
те, которые требуют после пайки хорошей
промывки паяного соединения и те, которые
не оржавляют пайку и даже могут в
дальнейшем защищать ее от коррозии.
Кроме того, флюсы условно разделяются на активные и пассивные. Активные флюсы содержат в своем составе вещества, которые активно взаимодействуют с поверхностью металла, это кислоты (салициловая, лимонная, фосфорная и т.д.), хлористый цинк, хлорид аммония, гидрохлориды некоторых органических соединений, органические амины, глицерин.
Пассивные (или слабоактивные) флюсы, это канифоль, которая представляет собой смесь органических кислот, парафин, минеральные, растительные и животные масла, жирные кислоты. Они удаляют тонкие и нестойкие пленки окислов и способствуют растеканию припоя.
Неактивные (безкислотные) флюсы
Состав в % | Область применения | Способ удаления остатков |
Канифоль светлая | Пайка
меди, латуни, бронзы легкоплавкими
припоями. | Промывка кистью или тампоном, смоченным в спирте или ацетоне. |
Канифоль — 15-18; спирт этиловый — остальное (флюс спиртоканифольный) | То же, и пайка в труднодоступных местах | Тоже |
Канифоль — 6; глицерин -14; спирт этиловый или денатурированный — остальное (флюс глицерино-конифольный) | То же, при повышенных требованиях к герметичности паяного соединения. | То же |
Наиболее
широко в электро- и радиомонтажных
работах применяется канифоль (в сухом
виде или раствор ее в спирте). Самое
ценное свойство канифоли, как флюса,
заключается в том, что ее остатки после
пайки не вызывают коррозии металлов. Канифоль не обладает ни восстанавливающими,
ни растворяющими свойствами. Она служит
исключительно для предохранения места
пайки от окисления.
Канифоль не обладает ни восстанавливающими,
ни растворяющими свойствами. Она служит
исключительно для предохранения места
пайки от окисления.
Классическим флюсом является флюс спиртоканифольный (КСп) — простой и эффективный для пайки печатных плат и радиокомпонентов.
Состав: канифоль 10-60%, спирт — остальное, абсолютно нейтрален, не требует промывки. Канифоль лучше брать светлых сортов, растворять можно в спирте, этилацетате, бензине, ацетоне, дешевом одеколоне. После полного растворения канифоли флюс считается готовым. Канифоль можно заменить хвойной живицей (смолой).
Несколько повысить эффективность спиртоканифольного флюса можно добавкой глицерина: канифоль 6%, глицерин 14%, спирт — остальное.
Необходимость удаления остатков флюса после пайки определяется в зависимости от того, что находится в составе флюса: кислоты или комбинации спиртов.
Флюсы,
приготавливаемые на основе канифоли с
добавлением неактивных веществ: спирта,
скипидара, глицерина, не требуют смывки,
т. к. остаток канифоли – негигроскопичен
и является хорошим диэлектриком.
к. остаток канифоли – негигроскопичен
и является хорошим диэлектриком.
Флюс, который имеет имеет остаточное сопротивление, требует смывки водой или спиртом. Во всех рецептах этиловый спирт может быть любого сорта — “Экстра”, медицинский, гидролизный, технический, денатурат. Можно также взять этилацетат.
Этот флюс нужно хранить в пузырьке с притертой пробкой. Для жидкого флюса не рекомендуется применять канифоль, предназначенную для натирания скрипичного смычка, так как пайка может быть загрязнена посторонними примесями. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать.
В
некоторых исключительных случаях вместо
канифоли можно пользоваться ее
заменителями. Так, канифольный лак,
имеющийся в продаже в хозяйственных
магазинах, можно применять как жидкий
флюс взамен раствора канифоли в спирте.
Этот же лак можно использовать и для
антикоррозийного покрытия металлов.
В качестве флюса при пайке электрических цепей можно в случае крайней необходимости пользоваться также «живицей» — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки. Застывшая смола используется в качестве флюса так же, как канифоль.
Если под рукой канифоли или другого флюса нет, то в самом крайнем случае канифоль можно заменить таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Ускорить
процесс пайки и повысить в ряде случаев
качество соединений можно, применив
вместо канифоли глицериновую пасту. С
помощью пасты можно паять детали из
самых разнообразных металлов и сплавов
даже без предварительной зачистки или
лужения, что особенно удобно при пайке
в труднодоступных местах. Глицериновую
пасту легко изготовить самому. Состав
ее следующий: 48% веретенного масла, 12%
пчелиного воска, 15% светлой канифоли,
15% глицерина, 10% насыщенного водного
раствора хлористого цинка.
Глицериновую
пасту легко изготовить самому. Состав
ее следующий: 48% веретенного масла, 12%
пчелиного воска, 15% светлой канифоли,
15% глицерина, 10% насыщенного водного
раствора хлористого цинка.
Изготовляя глицериновую пасту, ее нужно все время подогревать. Сначала расплавляют канифоль, затем добавляют веретенное масло, воск, глицерин и в последнюю очередь хлористый цинк.
Пасту можно изготовить и по более простому рецепту. Кусочки канифоли размельчают в порошок и, подливая глицерин, растирают до густоты сметаны. Паста удобна тем, что она хорошо сохраняется длительное время. Хранить ее можно в любой посуде с крышкой. На место пайки пасту наносят с помощью кусочка проволоки.
С помощью активных флюсов спаивают металлы с прочной окисной пленкой, в большинстве случаев активные флюсы — оржавляющие.
Активные (кислотные) флюсы.
Состав % | Область применения | Способ удаления остатков |
Хлористый цинк — 25-30; концентрированная соляная кислота — 06-07; остальное вода | Пайка
деталей из чёрных и цветных металлов. | Тщательная промывка водой. |
Хлористый цинк (насыщенный раствор) 3,7: вазелин технический 85; вода дистиллированная -остальное (флюс паста) | То же, когда по роду работы удобнее пользоваться пастой. | То же. |
Хлористый цинк — 1,4; глицерин — 3; спирт этиловый -40; остальное вода дистиллированная. | Пайка никеля, платины и её сплавов. | То же. |
Канифоль — 24; хлористый цинк — 1; остальное этиловый спирт. | Пайка цветных и драгоценных металлов (в том числе золото), ответственных
деталей из чёрных металлов. | Промывка ацетоном. |
Канифоль — 16; хлористый цинк — 4; вазелин технический — 80; (флюс паста) | То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывки. | То же |


К
химически активным флюсам прежде всего
относится соляная кислота, которая
употребляется для пайки стальных деталей
мягкими припоями. Кислота, оставшаяся
после пайки на поверхности металла,
растворяет его и вызывает, появление
коррозии. После пайки изделия необходимо
промыть горячей проточной водой.
Применение соляной кислоты при пайке
радиоаппаратуры запрещается, так как
во время эксплуатации возможно нарушение
электрических контактов в местах пайки.
Следует учитывать, что соляная кислота
при попадании на тело вызывает ожоги.
При пайке печатных плат имеет значение остаточное сопротивление флюса, поэтому даже для нейтральных, не коррозирующих флюсов может требоваться смывка остатков.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи.
Самым простым и очень эффективным флюсом является хлористый цинк (ZnCl2).
Хлористый
цинк (травленая кислота) в зависимости от
условий пайки применяется в виде порошка
или раствора. Используется для пайки
латуни, меди и стали. Для приготовления
флюса необходимо в свинцовой или
стеклянной посуде растворить одну
весовую часть цинка в пяти весовых
частях 50-процентной соляной кислоты.
Признаком образования хлористого цинка
служит прекращение выделения пузырьков
водорода. Из-за того, что в растворе
всегда имеется небольшое количество
свободной кислоты, в местах пайки
возникает коррозия, поэтому после пайки
место спая должно тщательно промываться
в проточной горячей воде. Пайку с
хлористым цинком в помещении, где
находится радиоаппаратура, производить
нельзя. Применять хлористый цинк для
пайки электро и радиоаппаратуры также
нельзя. Хранить хлористый цинк необходимо
в стеклянной посуде с плотно закрытой
стеклянной пробкой.
Пайку с
хлористым цинком в помещении, где
находится радиоаппаратура, производить
нельзя. Применять хлористый цинк для
пайки электро и радиоаппаратуры также
нельзя. Хранить хлористый цинк необходимо
в стеклянной посуде с плотно закрытой
стеклянной пробкой.
Получить хлористый цинк можно так:
Растворим кусочки цинка (его можно достать из использованной батарейки) в разбавленной 1:1 соляной кислоте добавляя его до тех пор, пока он не перестанет растворяться. Лучше это делать на свежем воздухе. Еще более повысить эффективность флюса, можно добавкой хлористого аммония (нашатырь, Nh5Cl), в количестве равным (или двойным) весу израсходованного цинка. С помощью такого флюса можно паять почти все металлы. Спай нужно промыть чистой водой, но лучше слабым раствором питьевой соды или раствором (0,5-2%) аммиака.
Очень
неплохим флюсом является концентрированная
фосфорная кислота, особенно для пайки
нержавейки и нихрома. Ниже приведены
различные рецепты флюсов (в весовых %).
В последнее время широкое применение получила группа флюсов ЛТИ, применяемых для пайки металлов мягкими припоями. По своим антикоррозийным свойствам флюсы ЛТИ не уступают бескислотным, но в то же время с ними можно паять металлы, которые раньше не поддавались пайке, например детали с гальваническими покрытиями. Флюсы ЛТИ могут применяться также для пайки железа и его сплавов (включая нержавеющую сталь), меди и ее сплавов и металлов с высоким удельным сопротивлением.
Наименование | В весовых пропорциях | ||
ЛТИ-1 | ЛТИ-115 | ЛТИ-1 | |
Спирт-сырец или ректификат | 67-73 | 63-74 | 63-74 |
Канифоль | 20-25 | 20-25 | 20-25 |
Солянокислый анилин | 3-7 | ||
Метафенилендиамин | — | 3-5 | |
Диэтиламин солянокислый | — | — | 3-5 |
Триэтаноламин | 1-2 | 1-2 | 1-2 |
При
пайке с флюсом ЛТИ достаточно произвести
очистку мест пайки только от масел,
ржавчины и других загрязнений. При пайке
оцинкованных деталей удалять цинк с
места пайки не следует. Перед пайкой
деталей с окалиной последняя должна
быть удалена травлением в кислотах.
Предварительное травление латуни не
требуется. Флюс наносится на место спая
с помощью кисточки, что можно сделать
заблаговременно. Хранить флюс следует
в стеклянной или керамической посуде.
При пайке деталей сложного профиля
можно применять паяльную пасту с
добавлением флюса ЛТИ-120. Она состоит
из 70—80 г вазелина, 20—25 г канифоли и
50—70 млг флюса ЛТИ-120.
При пайке
оцинкованных деталей удалять цинк с
места пайки не следует. Перед пайкой
деталей с окалиной последняя должна
быть удалена травлением в кислотах.
Предварительное травление латуни не
требуется. Флюс наносится на место спая
с помощью кисточки, что можно сделать
заблаговременно. Хранить флюс следует
в стеклянной или керамической посуде.
При пайке деталей сложного профиля
можно применять паяльную пасту с
добавлением флюса ЛТИ-120. Она состоит
из 70—80 г вазелина, 20—25 г канифоли и
50—70 млг флюса ЛТИ-120.
Но
флюсы ЛТИ-1 и ЛТИ-115 имеют один большой
недостаток: после пайки остаются темные
пятна, а также при работе с ними необходима
интенсивная вентиляция. Флюс ЛТИ-120 не
оставляет темных пятен после пайки и
не требует интенсивной вентиляции,
поэтому применение его значительно
шире. Обычно остатки флюса после пайки
можно не удалять. Но если изделие будет
эксплуатироваться в тяжелых коррозийных
условиях, то после пайки остатки флюса
удаляются при помощи концов, смоченных
спиртом или ацетоном. Изготовление
флюса технологически несложно: в чистую
деревянную или стеклянную посуду
заливается спирт, насыпается измельченная
канифоль до получения однородного
раствора, затем вводится триэтаноламин,
а затем активные добавки. После загрузки
всех компонентов смесь перемешивается
в течение 20—25 минут. Изготовленный флюс
необходимо проверить на нейтральную
реакцию с лакмусом или метилоранжем.
Срок хранения флюса не более 6 месяцев.
Флюс радиомонтажный, нейтральный. Пайка — железо, нержавеющая сталь, медь, бронза, цинк, нихром, никель, серебро. Не требует вентиляции. Остатки флюса смывать не обязательно, при желании легко смываются спиртом, ацетоном и т.п.
Спирт этиловый | 70 |
Канифоль | 22 |
Анилин солянокислый | 6 |
Триэтаноламин | 2 |
Железо,
нержавеющая сталь, медь, бронза, цинк,
нихром, никель, серебро. Требует
вентиляции. Не оржавляет. Во всяком
случае, за долгое время его применения
я не замечал следов окисления. Триэтаноламин
можно заменить несколькими каплями
нашатырного спирта. Рецепт лучше готовить
так:
Растворить в половине спирта канифоль. Во вторую половину спирта добавить триэтаноламин (или несколько капель аммиака) и затем солянокислый анилин, если он плохо растворяется, осторожно по каплям добавлять воду, пока не начнет растворяться. Осторожно смешать два раствора.
Канифоль | 25 |
Гидрозин солянокислый | 5 |
Спирт этиловый | 70 |
Требует вентиляции.
Канифоль | 24 |
Гидрозин солянокислый | 5 |
Спирт этиловый | 70 |
Требует
вентиляции.
Янтарнокислый аммоний (насыщенный раствор) | 45-50 |
Триэтаноламин | 7-10 |
Глицерин | остальное |
Хранить в темном стекле.
«Прима – 1»
Хлористый цинк (ZnCl2) | 1,4 |
Глицерин | 3 |
Спирт этиловый | Остальное |
Для
пайки никеля, платины, платиновых
сплавов, оржавляет, промывка обязательна,
водой.
Хлористый цинк (ZnCl2) | 4 |
Канифоль | 16 |
Вазелин технический | 80 |
Для соединений повышенной прочности, оржавляет, промывка обязательна, ацетоном.
Хлористый цинк (ZnCl2) | 1 |
Канифоль | 24 |
Спирт этиловый | Остальное |
Для
пайки драгоценных (золото) и черных
металлов, оржавляет, промывка обязательна,
ацетоном.
ФИМ
Ортофосфорная кислота (плотность 1,7) Остальное | 16 |
Спирит этиловый 3,7 | 3,7 |
Вода |
Пайка стали, меди, константана, серебра, платины. Промывка водой.
Канифоль | 10 |
Парафин | 55 |
Стеариновая кислота | 33 |
Триэтаноламин | 2 |
Пайка
радиотехнических элементов. Не оржавляет
Канифоль | 100 |
Стеариновая кислота | 30 |
Пальмитиновая кислота | 25 |
Олеиновая кислота | 45 |
Пайка радиотехнических элементов без облуживания.
Состав близкий к этому можно получить так:
Натираем на терке хозяйственное мыло и растворяем его в небольшом количестве горячей воды. Доливаем в раствор разбавленную соляную кислоту (можно уксусную), не поверхность всплывет смесь жирных кислот.
Кислоту
надо доливать в избытке, это легко
проверить, добавив в смесь чуть-чуть
питьевой соды, если он запенится, то все
в порядке.
Соберите с поверхности раствора жирные кислоты и тщательно промойте их горячей водой (при этом смесь будет плавиться), охладите воду и соберите застывшие кислоты.
Чем тщательнее Вы отмоете смесь от остатков соляной кислоты, тем лучше будет флюс. Сплавьте полученные кислоты с равным количеством канифоли.
Кроме того, в качестве флюса может взять аптечный салициловый спирт, как в чистом виде, так и добавкой 25–40% канифоли.
Раствор таблетки аспирина в одеколоне. Просто таблетка аспирина (пары ужасно пахнут).
Спирт + глицерин (3-10%) с добавкой хлорида цинка (1-4%). Можно так же паять чистым глицерином.
Хорошим флюсом для стали может служить электролит от старой солевой батарейки (не щелочной). В крайнем случае, кислый фруктовый сок. Лимонная кислота (порошок применяется в кондитерском производстве).
Классическим
флюсом является флюс спиртоканифольный
(КСп) — простой и эффективный для пайки
печатных плат и радиокомпонентов.
Состав: канифоль 10-60%, спирт — остальное, абсолютно нейтрален, не требует промывки. Канифоль лучше брать светлых сортов, растворять можно в спирте, этилацетате, ацетоне, дешевом одеколоне. Ее можно заменить хвойной живицей (смолой).
Несколько повысить эффективность спиртоканифольного флюса можно добавкой глицерина: канифоль 6%, глицерин 14%, спирт — остальное.
Флюс имеет остаточное сопротивление и требует смывки водой или спиртом. Во всех рецептах этиловый спирт может быть любого сорта — «Экстра», медицинский, гидролизный, технический, денатурат. Можно также взять этилацетат.
При
пайке меди и ее сплавов, а также стальных
изделий, покрытых серебром, медью, оловом
или кадмием. Можно рекомендовать в
качестве неактивного флюса растворы в
спирте или в органических растворителях,
а также древесные смолы, воск, стеарин,
вазелин. С применением защитных флюсов
можно паять только легкоплавкими
припоями.
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2. Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4. Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Рис. 1. Типы паяных соединений:
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
Рис.
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
|
Вернуться в раздел Вопросы и ответы.
как выбрать флюс, припой и подходящий инструмент
Содержание
- Выбрать готовый или изготовить самому?
- Приготовление своими руками
- Немного теории
- Какой взять припой
- Отличия пайки металла от сварки
- О флюсе кустарного производства
- Характеристики материалов
- Недостатки
- Разновидности
- Химический состав
- Технические характеристики популярных марок
- Особенности выбора
- Особенности пайки
- Подготовка
- ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
- Меры предосторожности
- ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Два метода пайки латуни
- Использование паяльника
- ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
- Флюс
- Припой
- Работы с нержавеющей сталью
- В чем особенности использования медных сплавов
- Эффективность и препятствия
- Как паять латунь: советы мастера
- Что нужно для пайки латунных изделий
- Пайка стали, меди, алюминия, нержавейки, оцинковки
- Нюансы технологии
- Паяльник или горелка?
- Дополнительные рекомендации
- Краткая инструкция
- Как осуществляется процесс пайки такого материала, как латунь?
- Порядок проведения работ
- Подготовка
- Область применения
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
| Марка | Содержание элементов, % | ||
| Серебро | Медь | Фосфор | |
| ПМФ 102 | 2 | 91,3 | 6,7 |
| ПМФ 105 | 5 | 88,5 | 6,5 |
| ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
| Элемент | Процентное содержание |
| Серебро | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Свинец | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
| Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
| ПМФ 102 | 645 | 820 |
| ПМФ 105 | 630 | 780 |
| ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
| Наименование свойства | Значение |
| Температура плавления, градусов Цельсия | 590-610 |
| Сопротивление удельное, Ом | 70 |
| Удельная теплоемкость, Дж/кг градусы | 20 |
| Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
«Важно!
Марки с содержание серебра выше 60% не рекомендуется использовать, так как они окажутся слишком мягкими на практике.»
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях», можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Пайка стали, меди, алюминия, нержавейки, оцинковки
Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота. При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему. Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок. Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.
Разумеется, что перед пайкой следует очистить детали
Итак, алгоритм пайки латуни выглядит следующим образом.
- Тщательно очищенное место будущего соединения необходимо обработать флюсом, в состав которого входят бура и борная кислота (1:1), смешанные с водой.
- После этого обработанное место соединения следует посыпать стружкой припоя.
- Затем можно начинать прогрев формируемого шва при помощи газовой горелки или паяльной лампы. Следует внимательно следить за тем, чтобы не перегреть детали, что может привести к их деформации.
- После того как припой расплавится под воздействием пламени газовой горелки, он заполнит зазор между деталями, обеспечив их надежное соединение.
Таким образом, выполнить пайку латуни не так уж сложно, главное – правильно подобрать расходные материалы и строго следовать указанным выше рекомендациям.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста.
Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Порядок проведения работ
Чтобы правильно паять разные металлы и сплавы, необходимо ознакомиться с технологическим процессом поэтапно. Сплав цинка и меди требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Пайка бижутерии латунью
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует проведения подготовки. Она состоит из нескольких этапов:
- Изначально место соединения нужно очистить от грязи, ржавчины, налёта. Для этого используется металлическая щётка, наждачная бумага, напильник.
- После очистки рабочих поверхностей, их нужно обезжирить. Подойдёт спирт, бензин. Растворитель может оставить следы на поверхности деталей.
Когда подготовка будет окончена, можно начинать использовать латунный припой.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Что нужно знать о процессе пайки стали
Сталь представляет собой сплав, состоящий из железа и углерода. Чем выше содержание углерода, тем прочнее, тверже и хрупче сталь. Существует много типов стали, которые можно использовать для процесса пайки стали, и все они классифицируются на основе различных физических свойств и содержания углерода. Высокоуглеродистая сталь очень прочная и используется для напильников, холодных долот и различных металлических инструментов, а низкоуглеродистая сталь используется для изготовления труб, гвоздей и отливок.
Прежде чем приступить к ремонту стали, вам необходимо сначала определить свариваемость металла. Это обратно пропорционально его способности упрочняться при нагревании. По сути, это означает, что разновидности металла с меньшим количеством легирующих добавок легко свариваются лучше, чем другие.
Затем измерьте эквивалентное содержание углерода в различных сплавах стали. Это сравнивает свойства любого стального сплава со свойствами обычной углеродистой стали. Если возможно, используйте только высокопрочные низколегированные металлы, специально предназначенные для пайки стали.
Для большинства работ требуется только ручная пропановая горелка. Super Alloy 1 рекомендуется, когда тепло или эстетика являются проблемой. В противном случае мы рекомендуем наш серебряный припой SSF-6 для сварки горелкой: с силой удержания 71 000 фунтов на квадратный дюйм, SSF-6 так же прочен, как сварка MIG или TIG, с красивой отделкой.
Ремонт нержавеющей стали может быть очень сложным; его трудно резать, и он склонен к деформации из-за высокого теплового расширения. Контролируйте количество феррита в сварном шве, чтобы свести к минимуму горячее растрескивание, предварительно подогрейте и используйте припои и припои для стали, такие как Super Alloy 1, SSF-6 и SSQ-6, при работе с различными типами нержавеющей стали.
Просмотрите наши видеоролики
У Muggy Weld есть несколько видеороликов о пайке и пайке стали, которые помогут прояснить этот процесс. Мы заботимся о том, чтобы предоставить вам не только решения для сварки, но и образовательные ресурсы, чтобы вы стали более уверенными в ремонте. Наши видеоролики расскажут вам обо всем, что вам нужно знать о пайке и пайке стали.
| Super Alloy 1 Мультиметаллический и горшечный припой | SSF-6 Высокопрочный припой с содержанием серебра 56% | SSQ-6 Паяльная паста с содержанием серебра 56 % | |
|---|---|---|---|
| Доступные размеры (дюймы) | 3/32 дюйма, 1/8 дюйма | 1/16 дюйма | Н/Д |
| Доступные размеры (мм) | 2,38 мм, 3,17 мм | 1,58 мм | Н/Д |
| Температура плавления | 350°F (177°C) | 1150° F (621° C) | 1050°F (566°C) |
| Сила сцепления | 20 000 фунтов на квадратный дюйм | Более 70 000 фунтов на квадратный дюйм | Более 85 000 фунтов на квадратный дюйм |
| Тип флюса и срок годности | Мед жидкий, срок годности 2 года | Покрытый флюсом | В смеси, срок годности 9 месяцев |
| Рекомендуемая горелка | Пропан, МАПП, бутан, оксиацетилен | Любой | Любой |
| Содержит кадмий? | Да | № | № |
| Цвет совпадает? | № | Хорошо | Хорошо |
| Работает во всех положениях? | Да | Да | Да |
| Подходит для термочувствительных деталей? | Великий | Ярмарка | Ярмарка |
Видеоролики по сварке стали
Соединение металлов: пайка и сварка
Соединение металлов: пайка и сварка
Существует несколько методов соединения металлов, включая сварку, пайку и пайку. В чем разница между сваркой и пайкой? В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
Как работает пайка
Паяное соединение выполняется совершенно иначе, чем сварное соединение. Первая большая разница заключается в температуре – при пайке основные металлы не плавятся. Это означает, что температура пайки неизменно ниже, чем температура плавления основных металлов. Температуры пайки также значительно ниже, чем температуры сварки тех же основных металлов, при этом используется меньше энергии.
Если пайка не сплавляет основные металлы, как она их соединяет? Он работает путем создания металлургической связи между присадочным металлом и поверхностями двух соединяемых металлов. Принцип, по которому присадочный металл проходит через соединение для создания этой связи, — это капиллярное действие. В операции пайки вы широко нагреваете основные металлы. Затем присадочный металл контактирует с нагретыми деталями. Он мгновенно плавится под действием тепла в основных металлах и под действием капиллярных сил полностью проходит через соединение. Так делается паяное соединение.
Пайка применяется в электронике/электротехнике, аэрокосмической, автомобильной, HVAC/R, строительстве и т.д. Примеры варьируются от автомобильных систем кондиционирования воздуха до высокочувствительных лопаток реактивных турбин, компонентов спутников и ювелирных украшений. Пайка дает значительное преимущество в тех случаях, когда требуется соединение разнородных основных металлов, включая медь и сталь, а также неметаллов, таких как карбид вольфрама, оксид алюминия, графит и алмаз.
Сравнительные преимущества. Во-первых, паяное соединение является прочным соединением. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет столь же прочным или прочным, как и соединяемые металлы. Во-вторых, соединение производится при относительно низких температурах, в пределах примерно от 1150°F до 1600°F (от 620°C до 870°C).
Наиболее важно то, что основные металлы никогда не плавятся. Поскольку основные металлы не плавятся, они обычно сохраняют большую часть своих физических свойств. Эта целостность основного металла характерна для всех паяных соединений, включая как тонкие, так и толстые соединения. Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла. Учтите также, что при более низких температурах требуется меньше тепла, что является значительным фактором экономии.
Еще одним важным преимуществом пайки является простота соединения разнородных металлов с использованием флюса или сплавов с флюсовой сердцевиной/покрытием. Если вам не нужно плавить основные металлы, чтобы соединить их, не имеет значения, имеют ли они сильно разные температуры плавления. Вы можете припаять сталь к меди так же легко, как сталь к стали. Сварка — это отдельная история, потому что вы должны расплавить основные металлы, чтобы сплавить их. Это означает, что если вы попытаетесь сварить медь (температура плавления 1981°F/1083°C) со сталью (температура плавления 2500°F/1370°C), вам придется использовать довольно сложные и дорогие методы сварки. Полная простота соединения разнородных металлов с помощью обычных процедур пайки означает, что вы можете выбрать любые металлы, которые лучше всего подходят для функции сборки, зная, что у вас не возникнет проблем с их соединением, независимо от того, насколько сильно различаются их температуры плавления.
Кроме того, паяное соединение имеет гладкий приятный внешний вид. Можно сравнить день и ночь крошечную аккуратную кромку паяного соединения и толстый неравномерный валик сварного соединения. Эта характеристика особенно важна для стыков на потребительских товарах, где внешний вид имеет решающее значение. Паяное соединение почти всегда можно использовать «как есть», без каких-либо отделочных операций — еще одна экономия средств.
Пайка имеет еще одно существенное преимущество перед сваркой, заключающееся в том, что операторы обычно могут овладеть навыками пайки быстрее, чем навыки сварки. Причина кроется в неотъемлемом различии между двумя процессами. Линейный сварной шов должен отслеживаться с точной синхронизацией подвода тепла и наплавки присадочного металла. Паяное соединение, с другой стороны, стремится «сделать себя» за счет капиллярного действия. На самом деле значительная часть навыков, связанных с пайкой, коренится в конструкции и конструкции соединения. Сравнительная скорость обучения высококвалифицированных операторов является важным фактором стоимости.
Наконец, пайку сравнительно легко автоматизировать. Характеристики процесса пайки — широкое применение тепла и простота позиционирования присадочного металла — помогают устранить потенциальные проблемы. Существует множество способов автоматического нагрева соединения, множество форм припоя и множество способов их нанесения, так что операцию пайки можно легко автоматизировать практически для любого уровня производства.
Как работает сварка
Сварка соединяет металлы путем плавления и сплавления их вместе, как правило, с добавлением присадочного металла. Соединения получаются прочными — обычно такими же прочными, как соединяемые металлы, или даже прочнее. Чтобы сплавить металлы, вы прикладываете концентрированное тепло непосредственно к области соединения. Это тепло должно иметь высокую температуру, чтобы расплавить основные металлы (соединяемые металлы) и присадочные металлы. Поэтому температура сварки начинается с точки плавления основных металлов.
Сварка обычно подходит для соединения больших сборок, когда обе металлические секции относительно толстые (0,5 дюйма/12,7 мм) и соединяются в одной точке. Поскольку валик сварного шва нерегулярный, он обычно не используется в изделиях, требующих косметического шва. Приложения включают в себя транспорт, строительство, производство и ремонтные мастерские. Примерами являются роботизированные сборки, а также изготовление сосудов высокого давления, мостов, строительных конструкций, самолетов, железнодорожных вагонов и путей, трубопроводов и многого другого.
Сравнительные преимущества . Поскольку выделение тепла при сварке сильное, его обычно локализуют и точно определяют; нецелесообразно наносить его равномерно на большую площадь. Этот точечный аспект имеет свои преимущества. Например, если вы хотите соединить две небольшие полоски металла в одной точке, практичным подходом будет сварка сопротивлением. Это быстрый и экономичный способ изготовления прочных, постоянных соединений сотнями и тысячами.
Однако, если соединение линейное, а не точечное, возникают проблемы. Локальный нагрев сварки может стать недостатком. Например, если вы хотите сварить встык два куска металла, вы начинаете со скоса краев металлических кусков, чтобы оставить место для сварочного присадочного металла. Затем вы свариваете, сначала нагревая один конец области стыка до температуры плавления, затем медленно перемещая тепло вдоль линии стыка, синхронно с нагревом напыляя присадочный металл. Это типичная обычная операция сварки. Правильно выполненное сварное соединение не менее прочно, чем соединяемые металлы.
Однако у этого метода сварки линейных стыков есть недостатки. Соединения выполняются при высоких температурах – достаточно высоких, чтобы расплавить как основной металл, так и присадочный металл. Эти высокие температуры могут вызвать проблемы, в том числе возможную деформацию и деформацию основного металла или напряжения вокруг зоны сварки. Эти опасности минимальны, когда соединяемые металлы имеют большую толщину, но они могут стать проблемой, когда основные металлы представляют собой тонкие срезы. Кроме того, высокие температуры обходятся дорого, поскольку тепло — это энергия, а энергия стоит денег. Чем больше тепла вам нужно для изготовления соединения, тем больше будет стоить производство соединения.
Теперь рассмотрим автоматизированный процесс сварки. Что происходит, когда вы присоединяетесь не к одной сборке, а к сотням или тысячам сборок? Сварка по своей природе представляет проблемы для автоматизации. Соединение контактной сваркой, выполненное в одной точке, относительно легко автоматизировать. Однако, как только точка становится линией — линейным стыком — снова необходимо провести линию. Эту операцию отслеживания можно автоматизировать, перемещая линию стыка, например, мимо нагревательной станции и автоматически подавая присадочную проволоку с больших бобин. Однако это сложная и требовательная установка, оправданная только при больших производственных партиях идентичных деталей.
Имейте в виду, что методы сварки постоянно совершенствуются. В производственных условиях можно сваривать электронно-лучевым, конденсаторным разрядом, трением и другими методами. Эти сложные процессы обычно требуют специализированного и дорогого оборудования, а также сложных и трудоемких настроек. Подумайте, практичны ли они для более коротких производственных циклов, изменений в конфигурации сборки или типичных повседневных требований к соединению металлов.
Выбор правильного процесса соединения металлов
Если вам нужны соединения, которые одновременно являются постоянными и прочными, вы, вероятно, сузите свои соображения по соединению металлов до сварки, а не пайки. При сварке и пайке используются тепло и присадочные металлы. Оба они могут быть выполнены на производственной основе. Однако на этом сходство заканчивается. Они работают по-разному, поэтому помните об этих аспектах пайки и сварки:
- Размер сборки
- Толщина основных металлических профилей
- Требования к точечному или линейному соединению
- Соединение металлов
- Необходимое количество окончательной сборки
Другие варианты? Соединения с механическим креплением (резьбовые, клиновые или заклепочные) обычно не идут ни в какое сравнение с паяными соединениями по прочности, устойчивости к ударам и вибрации или герметичности. Клеевое соединение и пайка обеспечивают прочное соединение, но, как правило, ни один из них не может обеспечить прочность паяного соединения, равную или превышающую прочность самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200°F (93°С). Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
6 шагов к успешной пайке
Паяное соединение в основном может «сделать себя» — капиллярное действие, а не мастерство оператора, обеспечивает распределение присадочного металла в соединение.
Настоящее мастерство заключается в проектировании и изготовлении соединения, но даже правильно спроектированное соединение может оказаться плохим, если вы не будете следовать надлежащим процедурам пайки. Эти процедуры сводятся к шести основным шагам. Хотя они, как правило, просты в исполнении, ни одно из них не должно быть пропущено.
Шаг 1: Обеспечьте хорошую посадку и надлежащие зазоры.
Пайка использует капиллярное действие для распределения расплавленного присадочного металла между поверхностями основных металлов. Поэтому при пайке соблюдайте зазор между основными металлами, чтобы капиллярное действие работало наиболее эффективно. Почти во всех случаях это означает близкий зазор. Оптимальный зазор или зазор в соединении для большинства присадочных металлов составляет 0,0015 дюйма, но типичные зазоры находятся в диапазоне от 0,001 до 0,005 дюйма.
При повседневной пайке зазоры не должны быть слишком точными для получения достаточно прочного соединения. Капиллярное действие работает в диапазоне зазоров, поэтому у вас есть определенная свобода действий. В повседневной производственной практике простая скользящая посадка обычно обеспечивает адекватное паяное соединение между двумя трубчатыми деталями. Имейте в виду, что обычно с увеличением зазора прочность соединения уменьшается. Капиллярное действие прекращается примерно на 0,012 дюйма. Если вы соединяете две плоские детали, вы можете положить одну на другую. Контакт металл-металл — это весь зазор, который вам обычно требуется, потому что средняя чистота металла при прокате обеспечивает достаточную шероховатость поверхности для создания капиллярных каналов для потока расплавленного присадочного металла. С другой стороны, хорошо отполированные поверхности имеют тенденцию ограничивать поток присадочного металла.
При планировании зазоров в стыках помните, что паяные соединения выполняются при температуре пайки, а не при комнатной температуре. Учитывайте коэффициент теплового расширения соединяемых металлов, особенно при сборке труб, в которых соединяются разнородные металлы.
Размер припуска на расширение и сжатие зависит от природы и размеров соединяемых металлов и конфигурации соединения. Хотя для определения точных допусков зазора для каждой ситуации требуется множество переменных, помните об этом принципе: разные металлы расширяются с разной скоростью при нагревании.
Для получения дополнительной информации о подгонке посетите сайт www.lucasmilhaupt.com.
Шаг 2: Очистите металлы.
Капиллярный эффект работает правильно только с чистыми металлическими поверхностями. Если они покрыты маслом, смазкой, ржавчиной, окалиной или грязью, вы должны удалить эти загрязнения, иначе они образуют барьер между поверхностями основного металла и припоем.
Очистка металлических деталей редко бывает сложной, но делать это нужно в правильной последовательности. Масло и жир следует удалить в первую очередь, потому что кислотный травильный раствор, предназначенный для удаления ржавчины и накипи, не будет работать на жирной поверхности. Начните с удаления масла и смазки. В большинстве случаев это можно сделать, погрузив детали в подходящий обезжиривающий растворитель, обезжиривая паром, а также очистив щелочью или водой. Если металлические поверхности покрыты оксидом или окалиной, вы можете удалить эти загрязнения химическим или механическим способом. Для химического удаления используйте обработку кислотным травлением. Убедитесь, что химикаты совместимы с очищаемыми основными металлами и что в щелях или глухих отверстиях не осталось следов кислоты. Механическое удаление требует абразивной очистки.
В частности, при ремонтной пайке, когда детали могут быть очень грязными или сильно заржаветь, вы можете ускорить процесс очистки, используя наждачную шкурку, шлифовальный круг, напильник или пескоструйную очистку с последующей промывкой. Как только детали будут тщательно очищены, как можно скорее оплавьте и припаяйте их, чтобы уменьшить вероятность повторного загрязнения поверхностей заводской пылью или маслами для тела, отложившимися при обращении с ними.
Обратите внимание, что некоторые чистящие средства оставляют осадок и впитываются в поверхность, делая ее несмачиваемой.
Шаг 3: Профлюсуйте детали.
Флюс представляет собой химическое соединение, наносимое на поверхности соединения перед пайкой. Его использование, за некоторыми исключениями, необходимо в процессе атмосферной пайки. Это связано с тем, что нагрев поверхности металла ускоряет образование оксида в результате химической реакции между горячим металлом и кислородом воздуха. Если вы не предотвратите образование этих оксидов, они будут препятствовать смачиванию припоя твердым припоем и связыванию его с поверхностями.
Покрытие из флюса на месте соединения защищает поверхности от воздуха, предотвращая образование оксидов. Он также растворяет и поглощает любые оксиды, образующиеся при нагревании или не полностью удаленные в процессе очистки.
Вы можете наносить флюс на стык любым способом, пока вы полностью покрываете поверхности стыка. Обычно флюс делается в виде пасты, поэтому его удобнее всего наносить кистью. Но по мере увеличения объемов производства может быть более эффективным нанесение флюса погружением: дозирование предварительно отмеренного количества высоковязкого флюса из пистолета-аппликатора.
Как правило, флюс наносится непосредственно перед пайкой, если это возможно, чтобы у него было меньше времени для высыхания и отслаивания или сбивания деталей при обращении. Выбирайте флюс, разработанный для конкретных металлов, температур и условий пайки.
Шаг 4: Сборка для пайки.
После очистки и флюсования деталей удерживайте их в положении для пайки. Убедитесь, что они остаются в правильном положении во время циклов нагрева и охлаждения, чтобы капиллярное действие могло выполнять свою работу. Если позволяют форма и вес деталей, самый простой способ удержать их вместе — под действием силы тяжести.
Вы также можете помочь гравитации, добавляя дополнительный вес, но не слишком много. Если вы добавите слишком много веса, ваши зазоры могут не сохраниться, и твердый припой может быть вытеснен из зоны соединения. Также помните, что добавление веса к деталям увеличивает их массу, а это увеличивает время, необходимое для доведения деталей до температуры пайки.
Шаг 5: Припаяйте сборку.
Сама пайка включает в себя нагрев сборки до температуры пайки и пропускание присадочного металла через соединение. Убедитесь, что когда вы нагреваете сборку до температуры пайки, вы не нагреваете ее до температуры плавления основных материалов.
Во-первых, процесс нагрева: при пайке наносите тепло на основные металлы. Если вы паяете небольшую сборку, вы можете нагреть всю сборку до точки текучести припоя. Если вы паяете большую сборку, нагрейте широкую область вокруг соединения. Ручная горелка чаще всего используется для пайки одной сборки. Различные виды топлива — природный газ, ацетилен, пропан, пропилен — можно сжигать как с кислородом, так и с воздухом. Имейте в виду, что оба металла в сборке должны нагреваться как можно более равномерно, чтобы они одновременно достигли температуры пайки. Постоянно держите горелку в движении и не нагревайте область пайки напрямую.
Во избежание неравномерного нагрева следите за потоком. Если его внешний вид изменяется равномерно, детали нагреваются равномерно.
После того, как вы нагрели сборку до температуры пайки, вы готовы нанести присадочный металл. При ручной пайке осторожно прижимайте стержень или проволоку к месту соединения. Нагретая сборка расплавит часть присадочного металла, который мгновенно вытянется за счет капиллярного действия по всей площади соединения. Вы можете добавить немного флюса на конец стержня из присадочного металла — примерно от 2 до 3 дюймов — для улучшения потока. Вы можете добавить флюс, нанеся его кистью или погрузив стержень в флюс. Для более крупных деталей, требующих более длительного времени нагрева, или если флюс стал насыщенным оксидом, добавление свежего флюса на присадочный металл поможет улучшить текучесть и проникновение присадочного металла в зону соединения.
Будьте осторожны: расплавленный твердый припой имеет тенденцию течь к областям с более высокой температурой. В нагретом узле внешние поверхности основного металла могут быть немного более горячими, чем внутренние поверхности соединения. Позаботьтесь о том, чтобы нанести присадочный металл непосредственно рядом с соединением. Если вы поместите его вдали от сустава, он будет иметь тенденцию осаждаться на горячих поверхностях, а не затекать в сустав. Также лучше нагревать сторону сборки, противоположную точке подачи присадочного металла. Присадочный металл будет иметь тенденцию следовать за наиболее интенсивным нагревом.
Шаг 6: Очистите паяное соединение.
После пайки узла очистите его. Поскольку большинство флюсов для пайки вызывают коррозию, очистка необходима. Очистка обычно выполняется в два этапа:
- Удалить остатки флюса.
- Удалите любые оксидные отложения, образовавшиеся в процессе пайки, травлением.
Поскольку большинство флюсов для пайки растворимы в воде, вы можете удалить остатки, закалив сборку в горячую воду (120 градусов по Фаренгейту или выше). Погрузите сборку, пока она еще горячая, но перед закалкой убедитесь, что присадочный металл полностью затвердел. Стеклоподобные остатки флюса обычно трескаются и отслаиваются. Если они немного упрямы, слегка почистите их металлической щеткой, пока сборка все еще находится в горячей воде.
У вас могут возникнуть проблемы с удалением флюса, если вы использовали недостаточное количество флюса или если вы перегрели детали во время пайки. Затем флюс полностью насыщается оксидами, обычно приобретая зеленый или черный цвет. В этом случае флюс необходимо удалить слабым раствором кислоты.
После того, как вы избавитесь от флюса, используйте раствор для травления, чтобы удалить все оксиды, оставшиеся на участках, которые не были защищены флюсом во время процесса пайки. Как правило, лучший травильный раствор рекомендует производитель используемых припоев.
Гэри ДеВриз — рыночный аналитик, а Крид Дарлинг — инженер по пайке в Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave. , Cudahy, WI 53110, 414-769-6000, факс 414-769-1093, www.lucasmilhaupt .ком.
Демистификация самых сложных процессов пайки металлов
Размышляя о том, как выглядит производство, большинство людей представляют себе летящие искры, лязг металла и полыхающий огонь. Это не так уж далеко от истины, поскольку металлы использовались для склеивания соединений друг с другом для создания более крупных, прочных и стабильных конструкций еще до первой промышленной революции, что сделало эти процессы краеугольным камнем производства. Мы находимся на пороге того, что многие называют четвертой промышленной революцией (4IR), и создание прочных соединений между металлами по-прежнему находится на переднем крае производства во многих отраслях.
Пайка — это относительно простой и эффективный способ создания прочного и прочного соединения, особенно если вам нужно собрать разнородные металлы. При пайке используется присадочный металл, который нагревается до точки плавления и распределяется по двум металлическим деталям в месте соединения. Присадочный металл (припой) имеет более низкую температуру плавления, чем соединяемые основные металлы, поэтому расплавленный сплав может течь по соседним металлам, создавая бесшовное соединение, когда металл снова затвердевает.
Среди многих способов создания соединений между металлическими материалами пайка является одним из наиболее широко используемых в производстве теплообменников. Теплообменники обычно изготавливаются путем соединения нескольких металлических пластин и/или металлических трубок вместе для снижения температуры жидкости, протекающей через них, для охлаждения больших электронных узлов в центрах обработки данных, медицинского оборудования, используемого для компьютерной томографии и компьютерной томографии, охлаждения автомобильных двигателей и охлаждения систем отопления, вентиляции и кондиционирования воздуха. . Пайка также является распространенным способом, которым металлурги изготавливают ювелирные украшения.
Для правильной пайки основные металлы должны иметь уровень чистоты, позволяющий присадочному металлу свободно течь по ним без каких-либо помех. Достижение этой чистоты означает, что металлы проходят процесс подготовки перед началом пайки.
Но что происходит с поверхностью металла по мере его очистки и подготовки, и как мы можем знать наверняка, что, как только мы начнем плавить наш припой, мы настроим его на успех?
Как работает пайка металлов? При пайке используется плавление дополнительного присадочного металла, отличного от двух соединяемых, для создания соединения. При сварке два основных металла расплавляются и формируются вместе с присадочным металлом. При пайке твердым припоем, как и при пайке, припой (обычно это комбинация меди, серебра, алюминия, фосфора, цинка или никеля) в виде стержня, порошка или проволоки нагревается до температуры выше 840°F или чуть выше температура плавления конкретного металлического сплава. Затем он наносится на зазор между основными металлами и течет по ним посредством так называемого капиллярного действия. Чаще всего основными металлами являются медь, алюминий, латунь, бронза или нержавеющая сталь, а иногда и керамика.
Пайку часто путают со сваркой, но у нее есть несколько ключевых отличий. Во-первых, сами базовые материалы никогда не плавятся, поэтому используемые температуры всегда ниже. Концентрация тепла на температуре плавления припоя на несколько порядков облегчает пайку разнородных металлов. При сварке необходимо учитывать разницу в температурах плавления и использовать сложные методы сварки, чтобы убедиться, что каждый металл достаточно расплавлен для соединения.
Чтобы узнать больше о том, как оптимизировать процессы пайки, сварки, пайки, очистки или склеивания для создания самых надежных продуктов, загрузите нашу электронную книгу: Дорожная карта производителя по устранению проблем с адгезией в производстве
Еще одна характеристика, которая отличает пайку от сварки, заключается в том, что паяное соединение, возможно, гораздо более привлекательно, чем сварное соединение. Если все сделано правильно, припой расплавится, образуя гладкое и аккуратное соединение, в отличие от непостоянного вида толстого, неправильной формы валика, характерного для сварного соединения. Паяные соединения практически не требуют отделочных операций, чтобы сделать их готовыми к показу.
Иногда паяные соединения называют самодельными. Это не совсем точно, но он затрагивает ключевой аспект пайки, что делает его относительно простым методом металлургического соединения.
Когда припой нагревается выше точки плавления, а основные металлы достаточно очищены и подготовлены, сплав будет течь в зазоре между металлами и расширяться сам по себе, создавая впечатление, что соединение создается по чистой воле. Это явление, к сожалению, не является настоящей магией, а является научно обоснованным явлением, которое работает благодаря нашим старым друзьям физике и химии.
Капиллярное действие или капиллярное течение – это действие жидкости, «тянущей» себя по поверхности. Способность капиллярного потока работать в полной мере, а жидкость в достаточной мере тянуться по поверхности зависит от пары вещей: зазора между основными металлами и чистоты этих металлов.
Зазор между основными металлами должен быть достаточно широким, чтобы пропускать расплавленный сплав, но чем шире становится зазор, тем меньше капиллярного действия. Это уменьшение связано с тем, что капиллярное действие определяется молекулярным притяжением между молекулами на поверхности припоя и молекулами на поверхности основных металлов.
Чтобы проиллюстрировать это, давайте посмотрим на чашку с водой, в которую опущена соломинка. Когда вы поместите соломинку в воду, вы заметите, что вода поднимается по соломинке и находится выше уровня воды в чашке. Силы притяжения действуют как на молекулы на внутренней поверхности соломинки, так и на молекулы в воде. Молекулы воды притягиваются к молекулам на поверхности соломинки, а также к самим себе. Силы притяжения между соломинкой и водой сильнее на близком расстоянии, поэтому, если диаметр соломинки станет больше, вода будет скользить вниз ближе к уровню воды в чашке.
Эти силы притяжения, действующие между молекулами соломинки и молекулами воды, называются соответственно поверхностной энергией и поверхностным натяжением. Чтобы вода больше притягивалась к соломе и увеличивала капиллярное действие, поверхностная энергия поверхности соломинки должна быть увеличена, чтобы превзойти энергию или поверхностное натяжение воды. Увеличение поверхностной энергии требует изменения химического состава поверхности соломинки.
Чтобы провести дома эксперимент с поверхностной энергией, попробуйте взять многоразовую алюминиевую соломинку, многоразовую силиконовую соломинку и бумажную соломинку и поместить их в воду, чтобы увидеть, как вода реагирует на эти различные материалы. Материалы имеют разную врожденную поверхностную энергию (например, у металлов в целом гораздо более реактивная поверхность, чем у полимеров, а некоторые полимеры, такие как ПТФЭ, практически ни с чем не реагируют), и вода должна стоять в соломинках на разной высоте в зависимости от того, насколько притягивается молекулы находятся на поверхности соломинки, а не на поверхности воды.
Итак, как эта иллюстрация относится к пайке металлов? Думайте о неблагородных металлах как о соломинке в стакане с водой. Чтобы молекулы на поверхности расплавленного сплава достаточно притягивались к молекулам на поверхности неблагородных металлов, неблагородные металлы должны иметь высокую поверхностную энергию.
Чтобы увеличить поверхностную энергию металлов, вам необходимо достаточно очистить их поверхности. В процессе сборки многих упомянутых выше теплообменников используются свежие и новые металлы, что может создать у производителей ложное впечатление о безопасности. Поскольку речь идет о химической реакции, притягивающей жидкий сплав к другим металлам, мы должны быть уверены, что наши металлы химически чисты. Масла, жиры и другие остатки аэрозолей в производственной среде могут в любой момент попасть на основные металлы. Эти загрязнения разрушат капиллярное действие, поскольку они уменьшают поверхностную энергию из-за того, что молекулы, присущие этим остаткам, не притягиваются к сплаву. Большинство этих масел и смазок предназначены для предотвращения слипания компонентов. Если это на вашей поверхности из основного металла, капиллярного действия просто не произойдет.
Масла, смазочно-охлаждающие жидкости и другие случайные остатки можно очистить с помощью салфетки с растворителем, парового обезжиривателя или водной промывки, а затем очистить металлы от мусора с помощью мягкого абразива, такого как наждачная шкурка. Если вы выполняете ремонт с пайкой в полевых условиях, а металлы сильно загрязнены или заржавели, вам может понадобиться шлифовальная машина и более сильный абразив, но имейте в виду, что это может привести к попаданию масла на поверхность и затруднить ее очистку после факта.
Также очень важно быть уверенным в чистоте поступающих металлических деталей, чтобы знать, с чем вы работаете. Не все загрязнения обрабатываются одинаково, и вам может потребоваться другой подход в зависимости от того, что находится на поверхности ваших металлов. Когда у производителей возникают проблемы с соединениями, даже если они очищают свои поверхности от всех известных им загрязнителей, это может указывать на то, что на поверхности попали неожиданные загрязнители. Чтобы определить, какие остатки присутствуют на молекулярном уровне, им может потребоваться помощь лаборатории поверхностей и материалов, которая может использовать такие методы, как рентгеновская спектроскопия и инфракрасная спектроскопия, чтобы получить представление о том, что находится на поверхности, и как лучше всего исправить это, если это действительно мешает прилипанию.
Продолжая обсуждение химии, необходимо сказать, что окисление в форме ржавчины является основным ингибитором поверхностной энергии. Когда основные металлы окисляются и образуют слой ржавчины, даже самый незначительный, это может ухудшить капиллярный поток, а также создать слабую связь. Когда на поверхности есть даже тонкий слой ржавчины, соединение сломается внутри слоя ржавчины, когда на соединение будет воздействовать нагрузка, потому что сцепление между ржавчиной и металлами не будет сохраняться. Вот почему вещество, называемое флюсом, часто используется для смягчения окисления металлов, которое ускоряется при нагревании.
Флюс обычно представляет собой химическое соединение в форме пасты, которую наносят кистью на поверхность в случае пайки небольшими объемами. При высокоскоростном производстве может оказаться более подходящим погружение во флюс или нанесение пасты с помощью автоматического пистолета-аппликатора.
Флюс должен полностью покрывать шов и наноситься непосредственно перед подачей тепла. Некоторые флюсы становятся прозрачными при достижении надлежащей температуры. Флюс растворяет и поглощает любые оксиды на поверхности основных металлов и делает безопасным начало нанесения припоя.
Как убедиться, что ваши основные металлы достаточно чисты для пайки Опыт Brighton Science с производителями, которые используют пайку для создания соединений в своем производственном процессе, узнать, достаточно ли чисты их металлы перед пайкой, является их самой большой проблемой. Если в соединении произошел сбой после завершения окончательной сборки, возможно, не будет возможности его отремонтировать. Неисправный стык, скорее всего, находится в месте внутри конструкции, до которого до него трудно добраться. Многие из теплообменников, упомянутых ранее, являются частью крупных узлов, которые нельзя демонтировать из здания, в котором они находятся, и которые чрезвычайно дороги в ремонте.
Стабильная и безупречная работа имеет решающее значение для многих продуктов, изготовленных с использованием паяных металлов.
Лучший способ предсказать, сработает ли капиллярное действие, — это заранее провести тест, имитирующий этот поток. Как правило, после пайки производители проводят стресс-тест и испытание на прочность, но намного выгоднее с точки зрения затрат и времени заранее рассчитать, был ли процесс очистки выполнен должным образом.
Угол контакта с водой — это метод испытаний, который измеряет поведение капли воды на поверхности для измерения поверхностной энергии рассматриваемого материала. Это идеальный тест для пайки, потому что то, как капля воды смачивается или течет по поверхности основных металлов, дает четкое представление о том, как припой будет реагировать на ту же поверхность.
Ниже приведен график, созданный учеными Brighton Science для клиента, который пытался заменить субъективный и качественный тест на смачиваемость измерением угла контакта с водой. У заказчика была фольга для пайки, которая не всегда растекалась по металлическим поверхностям так, как нужно. Они хотели использовать измерения контактного угла, чтобы предсказать, будет ли их паяльная фольга должным образом смачиваться и создавать прочные соединения.
График показывает, что образцы, которые не смачивались должным образом, имели более высокие значения угла смачивания (что означает, что они имели более низкую поверхностную энергию), чем образцы, которые смачивались должным образом. Это означает, что заказчик мог полагаться на результаты испытаний на контактный угол для прогнозирования поведения своих материалов.
Одним из самых больших преимуществ этих типов испытаний является то, что они неразрушающие и могут проводиться непосредственно на реальных деталях на реальной производственной линии. Оборудование, используемое для измерения контактного угла, может быть автоматизировано, поэтому оно идеально подходит для любого высокоскоростного производственного процесса. Существуют также портативные устройства, которые предназначены для использования в полевых условиях, когда необходим ремонт паяных соединений.
Чтобы узнать больше о том, как оптимизировать процессы пайки, сварки, пайки, очистки или склеивания для создания самых надежных продуктов, загрузите нашу дорожную карту. Эта электронная книга предлагает обширную информацию о производственных процессах и непредвиденных препятствиях, с которыми сталкиваются инженеры, но не в одиночку. Загрузите бесплатную электронную книгу сегодня: Дорожная карта производителя по устранению проблем с адгезией в производстве
Твердый припой – всесторонний обзор
В этой статье мы сосредоточим внимание на материалах, которые мы способны обрабатывать, на сравнении с методами соединения плавлением, такими как сварка, на основных преимуществах и на всем остальном из ссылки металла или сплава, а не процесса. Здесь, в Altair Technologies, мы фокусируемся на технологиях точной пайки в печах, способных соединять практически любой металл, используемый в условиях высокого вакуума.
Типы металлов, с которыми мы работаем
Мы работаем с металлами с низким давлением паров, такими как медь, нержавеющая сталь, ковар, молибден, железо, монель, мельхиор, никель, вольфрам, платина, рений, титан, алюминий, тантал, различные сплавы и многие другие типы металлов, включая бериллий.
Мы не занимаемся пайкой, механической обработкой и обработкой любых металлов с высоким давлением паров, которые могут рассматриваться нашими клиентами как загрязнители. К ним относятся, помимо прочего, такие металлы, как цинк, бронза и латунь. Кроме того, мы не используем процессы пайки горелкой, погружением или пайкой.
Краткое описание и преимущества пайки в печи
Как работает пайка?
Пайка – это процесс соединения, при котором расплавленный металлический наполнитель затекает в соединение между двумя или более плотно прилегающими металлическими деталями за счет капиллярного действия, вызванного теплом. Припой (сплав) должен иметь температуру плавления ниже температуры плавления соединяемых материалов. Свойства каждого материала уникальны, и, следовательно, профили окружающей среды, нагрева и охлаждения различаются при создании металлургической связи. Поскольку температура пайки ниже температуры плавления основного материала, вредное тепловое воздействие на сборку значительно снижается, а механические свойства основных материалов сохраняются в отожженном состоянии. Часто материалы должны пройти процесс термообработки, чтобы вернуть материалу состояние по выбору клиента.
Каковы преимущества пайки металла в печи?
Пайка в печи обеспечивает соединение высочайшего качества и является единственным методом, который хорошо подходит для сложных сборок, соединения керамики с металлом, крупных/массивных деталей или материалов с высокой реакционной способностью, поскольку сборки нагреваются равномерно, а несколько соединений спаиваются одновременно. В первую очередь мы поставляем услуги и продукты для высоковакуумных или «чистых» приложений и НЕ используем никаких флюсов в наших передовых процессах соединения материалов.
Пайка против сварки
Отличительным преимуществом является то, что можно соединять разнородные металлы и неметаллические материалы, тогда как сварку можно использовать только для соединения металлов одного типа. В этом смысле они часто конкурируют друг с другом, когда материалы соединения не различаются. Для точечной сварки, сварки MIG и TIG требуется очень стратегический подход, чтобы прикрепить сборку с опорными точками, расположенными напротив друг друга, при укладке сварных швов таким образом, чтобы максимально минимизировать деформацию. Сварные соединения часто должны быть отшлифованы по эстетическим и функциональным причинам, тогда как пайка в печи не требует этого дополнительного процесса отделки, что обеспечивает значительную экономию времени и средств.
Пайка и электронно-лучевая сварка (ЭЛС)
Орбитальная ЭЛС часто используется для соединения двух полушарий вместе для создания полости; однако из-за ограничений на глубину проникновения, возможного с помощью EBW, существуют ограничения на возможную толщину стенок полости (обычно 2 дюйма в машинах мягкого вакуума и 6 дюймов в машинах жесткого вакуума). Практически нет ограничений по толщине стенки при пайке сложных геометрических форм или сборок.
Электронно-лучевая сварка — это захватывающий и эффективный метод соединения материалов, устраняющий негативные недостатки точечной сварки, сварки MIG и TIG и обеспечивающий более глубокое проплавление по сравнению с традиционной лазерной сваркой. Это процесс сварки плавлением с малой деформацией, применяемый в вакууме, который может проникать на глубину до 12 дюймов за один проход. Детали соединения сплавляются вместе без использования наполнителя или сплава за счет проникновения в соединение высокоскоростных электронов, так что обе части соединения плавятся и текут вместе; аналогична сварке TIG без сварочного электрода.
Реакция материала на окружающую среду определяет процесс
Мы используем ряд различных процессов в зависимости от типов соединяемых материалов. Способы обращения с загрязнителями, оксидами и углеводородами имеют решающее значение для выбора процесса. Требуемая прочность соединения, конечное использование сборки (например, применение в условиях высокого вакуума) и экономические соображения также учитываются заранее. Эти процессы включают пайку в печи (с использованием влажного или сухого водорода), использование других инертных или химически активных атмосфер, вакуум, молибден-марганцевую металлизацию и активную металлизацию керамики.
- Паяная медь с нержавеющей сталью
- Медь, нержавеющая сталь и керамика
- Керамика и алюминий
Соединение меди и меди с нержавеющей сталью
Использование газообразного водорода в печи — лучший способ соединения меди с медью или медь к другим металлам, таким как нержавеющая сталь, для точности, прочности соединения и применения в высоком вакууме. Газообразный водород (H 2 ) действует как флюс, восстанавливая природные оксиды и удаляя примеси углеводородов, обеспечивая сверхчистую поверхность необработанного металла. Влажный водород обычно используется для меди, поскольку он более эффективен для удаления остаточных углеводородов, однако там, где удаление оксидов имеет большое значение (например, в случае соединения меди с нержавеющей сталью), можно использовать сухой водород.
Бериллий Медь, титан и кремний
Бериллий, титан и кремний не восстанавливаются и не паяются должным образом во влажной или сухой водородной атмосфере и поэтому паяются в других инертных газах (азот, аргон, гелий) в атмосфере печи, химически активны атмосферах (например, в формовочном газе) или в высоковакуумной печи (вакуумная пайка).
Одним из материалов, в которых мы преуспеваем, является бериллий. Этот процесс выполняется в высоком вакууме, поскольку бериллий сильно реагирует с углеродом, кислородом и азотом при обычных температурах пайки. Он использовался для окон в рентгеновских головках и других рентгеновских устройствах из-за того, что он имеет относительно высокую прозрачность для рентгеновских лучей и других типов ионизирующего излучения. Он также широко используется для ядерных приложений. Altair ежедневно паяет бериллий с практически идеальной производительностью при первом проходе.
Нержавеющая сталь, молибден, вольфрам, железо, никель и кобальт
Эти материалы обрабатываются (пайка в печи) в атмосфере сухого водорода из-за образования оксидов при относительно низких точках росы. Многие другие оксиды, такие как оксиды, образующиеся при пайке железа, никеля и кобальта, легко восстанавливаются водородом, поскольку атмосфера водорода действует как флюс для удаления углеводородов, восстановления оксидов и улучшения текучести припоя.
Алюминий, алюминий, нержавеющая сталь, медь и тугоплавкие металлы
Основная часть наших операций пайки посвящена вакуумной пайке реактивных металлов с низким давлением паров, таких как алюминий. Мы в Altair Technologies постоянно разрабатываем инновационные методы и процедуры для удовлетворения растущих потребностей полупроводниковой, аэрокосмической, медицинской и оборонной промышленности. Из-за склонности алюминия к окислению (при комнатной температуре) все компоненты сборки травятся, очищаются, герметизируются и быстро собираются перед помещением в печь. Как только начинается термический цикл, часто вводится парциальное давление газообразного Mg, чтобы дополнительно гарантировать удаление остаточных оксидов, обеспечивая хорошее смачивание и сцепление основных материалов.
Алюминий припаивают к алюминию, меди, нержавеющей стали и другим тугоплавким металлам в высоковакуумных многозонных контролируемых печах, обеспечивающих прочную герметичную связь без образования хрупких интерметаллических фаз, часто встречающихся при пайке алюминия; ознакомьтесь с нашим сообщением о технических и проектных рекомендациях по вакуумной пайке алюминия.
Пайка керамики с металлами
Наилучшим методом соединения металлизированной керамики с металлами является использование водородной среды в печи. Мы обычно обрабатываем керамику, особенно глинозем, но мы также можем паять диоксид циркония, кварц, плавленый кварц и другие керамические или композитные материалы. Применение для пайки керамики с металлом включает в себя микроволновые трубки, полупроводниковые проходные термопары и лазерные устройства, где требуется герметичность в высоком вакууме и диэлектрические свойства. Более поздние применения, выросшие из медицинской и военной промышленности, создали спрос на керамические уплотнения с металлом, которые требуют высокой прочности соединения и биосовместимости.
Сложность соединения керамики с металлом в первую очередь связана с неспособностью большинства припоев непосредственно смачивать керамические материалы и, во-вторых, накоплением остаточного напряжения после смачивания материалов. Чтобы произвести смачивание керамики, мы в Altair Technologies либо металлизируем керамику, как правило, молибден-марганцевым сплавом, либо используем активный металлический сплав для индукции смачивания (так называемая активная металлическая пайка). Оба метода позволяют производить сварку в сверхвысоком вакууме и паяные соединения.
Свяжитесь с одним из наших специалистов сегодня для быстрого технико-экономического обоснования вашего проекта.
Металл Советы и рекомендации по пайке
Использование пасты требует других методов и общих методов, чем те, которые используются для других форм пайки или расходных материалов для пайки. Основные принципы действуют всегда.
Место нанесения пасты
Несмотря на то, что ни одна конкретная конструкция соединения не исключается при пайке с использованием пасты, пригодность компонента зависит от наличия места для нанесения необходимого количества пасты. В идеале компонент должен иметь уступ или выступ, на который можно надлежащим образом удерживать пасту.
Компоненты должны быть собраны, а паста должна быть нанесена как можно ближе к входу в соединение. Избегайте попадания пасты внутрь соединения, так как она может не сгореть полностью, ограничивая поток флюса и сплава.
Если деталь не имеет удобного выступа или выступа, то пасту следует нанести над стыком. Любое движение пасты во время нагревания можно контролировать, чтобы направить поток флюса и сплава к отверстию соединения. В этом случае рекомендуется флюсовая связующая система с минимальной осадкой.
Нанесение пасты на компоненты
Основным преимуществом использования пасты является то, что ее можно наносить в точных и контролируемых объемах, гарантируя, что на определенный сустав будет поступать одинаковое количество пасты при каждом нанесении.
Паста часто поставляется в картриджах, которые можно установить на точные пневматические дозаторы. Там, где требуются большие объемы пасты, можно использовать резервуар, соединенный с пистолетом для пасты. Паста может поставляться в ручных картриджах для ручного дозирования, хотя это снижает точный контроль над объемом пасты, достигаемый даже при использовании самого простого дозатора.
Свяжитесь с нами по поводу наиболее подходящего метода нанесения пасты на определенный компонент; мы можем тогда сформулировать пасту соответственно.
Размер и форма отложений пастыФорма и конструкция компонента определяют размер и расположение отложений пасты. Часто можно рассчитать приблизительное количество пасты, необходимое для соединения. Однако в большинстве случаев простой производственный тест быстро установит правильное количество для использования.
Автоматическое дозирование Если возможно, пасту следует наносить одним слоем. Этот метод требует минимального дозирующего оборудования и наименьшего времени, затрачиваемого на операцию дозирования.
На длинных швах может потребоваться нанесение более одного слоя пасты. Это увеличивает площадь, покрытую флюсом и сплавом, и рекомендуется, особенно если сплав не является свободнотекучим.
Пасту можно наносить в виде множества точек или непрерывной полосы. В подобных случаях во время нанесения пасты может потребоваться перемещение либо дозирующего сопла, либо самого компонента.
Методы нагрева для пайки и паяльной пасты
Наши продукты из пасты можно успешно использовать с большинством стандартных методов нагрева.
- Стационарные горелки – точные и воспроизводимые схемы нагрева могут быть установлены электронным способом с использованием различных видов топлива. Они могут быть установлены как одинарные или двойные горелки на основных челночных или поворотных делительно-поворотных машинах.
- Нагрев в печи — используется восстановительная атмосфера или вакуум для предотвращения или разрушения поверхностных оксидов в процессе пайки.
- Индукционный нагрев — быстрый и легко контролируемый нагрев, хорошо подходящий для пастообразных продуктов.
- Резистивный нагрев – хорошо работает с твердым припоем и пастами. Резистивный нагрев с отдельными присадочным металлом и флюсом может вызвать проблемы, поскольку флюс действует как изолятор. Использование пасты поможет решить эту проблему, так как мелкодисперсный порошок обеспечивает токопроводящий путь через флюс.
- Ручная горелка — пасты следует нагревать непрямым способом, чтобы отложение пасты достигло нужной температуры с той же скоростью, что и остальная часть компонента. При прямом нагреве флюс в пасте не успеет очистить основные металлы, и расплавленный сплав присадочного металла не попадет на область соединения.
Паяльная паста для нагрева
Поведение и характеристики текучести паяльной пасты при нагревании зависят от ее состава, наличия в ней флюса и используемого метода нагрева. Типичная флюсовая паста для пайки на воздухе с серебряным припоем на основе связующей системы «В1» проходит следующие этапы:
- При начальном нагреве осадок пасты увеличивается в размере. На этой ранней стадии нагрева отложения пасты следует нагревать медленно и косвенно, чтобы вызвать их «затвердевание». Слишком быстрый или прямой нагрев может привести к тому, что он «взорвется» или плюхнется.
- При дальнейшем нагревании паста либо начнет дымиться, либо при наличии пламени воспламенится. В тех случаях, когда воспламенения пасты не происходит, например, при использовании ВЧ индукционного или резистивного нагрева, следует использовать местную вытяжную вентиляцию для удаления дыма из рабочей среды.
- По мере продолжения нагрева внешний вид пасты будет меняться от блестящего, блестящего осадка до тусклого, сухого. Связующее теперь было потеряно из пасты, которая стала «затвердевшей». После «затвердевания» он становится стабильным и может подвергаться более быстрому нагреву.
- Далее флюс начинает плавиться, «смачивая» основные металлы и восстанавливая на них поверхностные оксиды. Первоначально это происходит локально вокруг основания отложения пасты. По мере того, как температура продолжает повышаться, поток становится более жидким, распространяясь и втекая в капиллярный зазор внутри соединения.
- Наконец, по мере того, как прикладывается больше тепла, присадочный металл начинает плавиться, а затем полностью течь. Скорость нагрева на этой стадии должна быть достаточной, чтобы предотвратить ликвидацию присадочного металла. В этом случае присадочный металл расплавляется лишь частично, оставляя после себя череп из твердого материала, в результате чего соединение заполняется лишь частично.
И связующее вещество, и флюс в пасте могут быть изменены или модифицированы в соответствии с потребностями конкретной работы по пайке. Например, могут быть поставлены связующие системы, которые разрушаются и распределяются по компоненту, где требуется паста на большой площади.
Удаление остатков припоя после нагрева Остатки флюса от припоя вызывают коррозию, поэтому их удаление после пайки необходимо. Они аналогичны тем, которые образуются при других операциях пайки, и могут быть удалены теми же методами – замачиванием в горячей воде (> 40°C в течение 30 минут), замачиванием в 10% серной кислоте или механическим способом (например, пескоструйной очисткой). Метод должен зависеть от типа присутствующего флюса. Паяльные пасты часто оставляют «след» или следы на детали, которые трудно удалить после пайки. Свяжитесь с нами, чтобы узнать, как лучше всего удалить остатки флюса.
Паяльная паста с подогревом
Состав паяльных паст основан на совершенно других связующих системах и типах флюсов, чем те, которые используются для пайки, и поэтому они реагируют совершенно иначе при нагревании.
Паяльная паста при начальном нагревании будет иметь некоторую осадку в зависимости от ее состава. При дальнейшем нагревании осадок может пузыриться и вздыматься (пениться) и начинать дымить. Для удаления паров следует использовать местную вытяжную вентиляцию. При слишком быстром нагревании осадок пасты может закипеть и разбрызгиваться. В течение всего процесса пайки рекомендуется мягкий непрямой нагрев (например, нагрев горячим воздухом).
Паяльная паста становится более жидкой при повышении температуры, но она должна оставаться бесцветной на протяжении всей операции пайки. Если флюс начинает становиться коричневым, это свидетельствует либо о том, что он начинает расходоваться, либо о том, что паста перегрелась.
Когда припой в пасте начинает плавиться, флюс вытесняется из соединения и плавает поверх расплавленного припоя. Флюсы и припои всегда будут поступать в самую горячую точку соединения, и дальнейшее течение припоя внутрь, вдоль или вокруг соединения можно стимулировать путем создания температурного градиента на нем.
Если припой не смачивается и не течет, как требуется, или образует расплавленный «шар», это указывает на то, что флюс не смог удалить оксиды, присутствующие на поверхности исходных материалов.
Это может быть связано с тем, что отложенная паста подвергается воздействию слишком высокой температуры или израсходован флюс до расплавления присадочного металла. В качестве альтернативы для применения была выбрана неподходящая система флюсового связующего.
Остатки флюса от паяльной пасты классифицируются как неагрессивные, промежуточные или коррозионно-активные. На готовом соединении могут оставаться некорродирующие остатки. Промежуточные или вызывающие коррозию остатки флюса должны быть полностью удалены. Следует использовать теплую воду, слабощелочной раствор или, в случае остатков флюса на основе канифоли, органический растворитель. Свяжитесь с нами, чтобы узнать, как лучше всего удалить остатки флюса.
Хранение и срок годности
Пасты для пайки и мягкого припоя имеют ограниченный срок хранения, и при их хранении следует соблюдать строгую ротацию запасов. Связующая система и металлический порошок наполнителя могут разделиться, и паста может высохнуть во время хранения. Отслоение или высыхание пасты более вероятно при неправильном хранении продукта.
Пасты для пайки и мягкого припоя не должны храниться при температуре ниже 5°C или выше 25°C. Идеальная температура хранения паст составляет от 10 до 15°C. Вязкость паст для пайки и мягких припоев зависит от температуры. Они предназначены для использования при температуре от 18 до 24°C (измерения вязкости проводятся в процессе производства при 20°C). При воздействии температуры ниже 15°C вязкость пасты увеличится, что затруднит дозирование. При хранении при температуре выше 25°C паста станет очень жидкой и может расслоиться и высохнуть. Поэтому рекомендуется, чтобы пасты были извлечены из хранилища за некоторое время до использования и помещены в среду мастерской для достижения нормальной рабочей температуры. Хранение при температуре ниже 5°C может привести к непоправимому повреждению продуктов.
Условия хранения- В идеале пасту следует хранить в сухом прохладном месте, вдали от прямых солнечных лучей и других источников тепла.