Как спаять латунь с медью
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами. Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного. Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Пайка меди в домашних условиях
- Как и чем паять медь в домашних условиях? (видео)
- Сварка и пайка меди и м/у стали
- Пайка латунью: как и чем правильно паять латунь
- Пайка твердыми припоями
- Как припаять медь к латуни?
- Пайка латуни – надежное соединение в домашних условиях
- Как припаять медь к латуни
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: 0027 Пайка нержавейки с медью. Строительсятво самогонного аппарата
Строительсятво самогонного аппарата
Пайка меди в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей.
С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления. Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат.
Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала.
В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей.
Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними. Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным.
Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов.
Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса.
Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода. Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках.
Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная. Пайка может быть высоко- либо низкотемпературной.
В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость это связано с тем, что припои для этого типа обработки имеют большую температуру плавления. Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом.
Для него необходимо специальное оборудование, что в значительной степени усложняет работу. Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий.
Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк. Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия.
Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры. Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни.
Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей. Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку.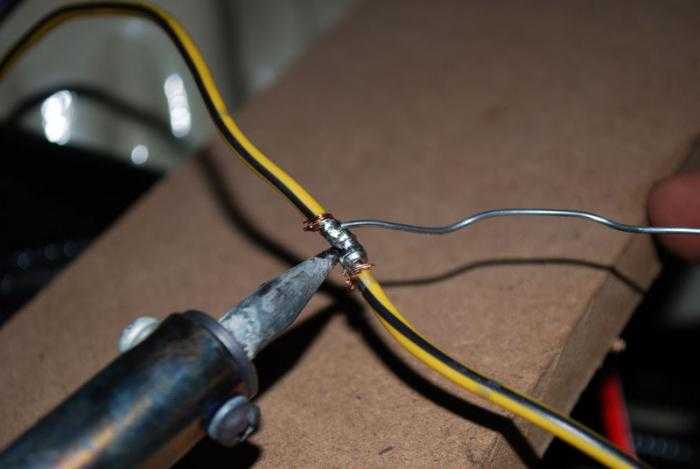 В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными.
Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой. Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь.
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Тем более что нам понадобятся всего-то:. Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота.
Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки. Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении и заливаются водой.
Так, взяв по 20 грамм каждого компонента, понадобится мл жидкости. Теперь приступаем непосредственно к процессу.
Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя.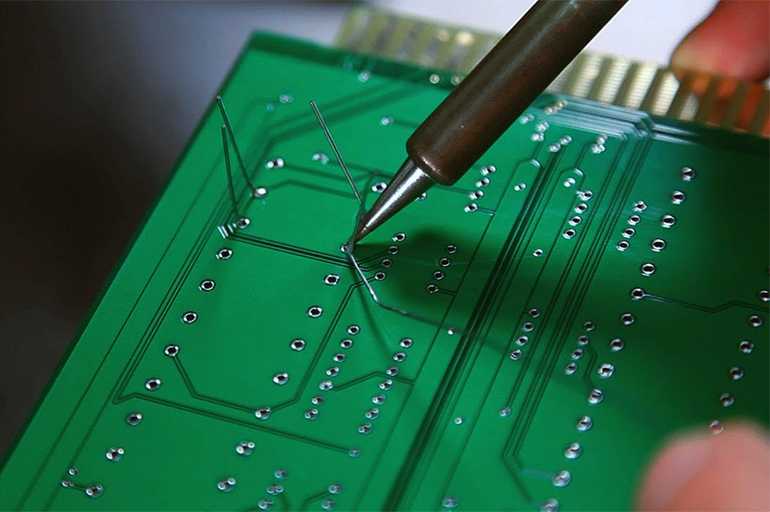 Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по Пайка латуни — надежное соединение в домашних условиях Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Содержание Основы пайки и области применения Пайка латуни — особенности материалов Как паять латунь — инструкция для домашнего применения. Рекомендуемые организации. Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Как и чем паять медь в домашних условиях? (видео)
В нашей практике часто приходится иметь дело с латунными деталями. Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Они хорошо обрабатываются, паяются и затем чернятся. Большинство паяют латунь паяльником обычным оловянным припоем. У этого способа, наряду с его простотой, есть три серьезных недостатка: шов получается белый, заметный и мало у кого получается сходу сделать этот шов тонким; шов получается относительно слабым, при изгибе он может легко разойтись; при чернении олово может повести себя иначе, чем латунь и шов получится совсем другого цвета или оттенка.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Сварка и пайка меди и м/у стали
В чем состоят их особенности и каковы их отличительные свойства? Насколько опасными для здоровья человека могут быть их соединения? Каков принцип действия огнезащитных покрытий? Наиболее популярным является метод горячей оцинковки. Главная Плотность металлов и сплавов Твёрдость металлов Температура плавления металлов Удельная проводимость металлов. Какие на сегодняшний день существуют наиболее эффективные способы защиты металлов от коррозии? Какие из металлов относятся к драгоценным?
Пайка латунью: как и чем правильно паять латунь
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Забыли пароль?
Пайка твердыми припоями
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях. Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления. Пайка — распространённый способ создания неразъёмных соединений.
Пайка — распространённый способ создания неразъёмных соединений.
Как припаять медь к латуни?
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты трещины, отверстия, изломы. Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ. Пайка латуни.
Латунь медленнее, чем медь, растворяется в расплавах Детали из латуни можно паять и в соляных ваннах при температурах °С. Для.
Пайка латуни – надежное соединение в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты. Медь — один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком.
Как припаять медь к латуни
ВИДЕО ПО ТЕМЕ: Пайка меди и латуни
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди. Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях. Пайка — один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка в разных пропорциях и различных добавок. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца.
Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром
– знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.
Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Содержание
- Как проходит пайка сложных металлов?
- Технологические советы и замечания
- Преимущества пайки
- Классификация припоев
- Низкотемпературный или мягкий вид припоя
- Высокотемпературный или твердый вид припоя
- Пара слов о флюсах
- Как выбирать припой для меди?
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс — пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Например, наш процесс — пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние.
 Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями. - Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
 Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.Преимущества пайки
Пайка меди.Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.

Классификация припоев
подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% — олово и 5% — серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
Разновидности медных фитингов.Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» — слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% — медь, 2% — серебро, 6% — фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.

С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубыМедные трубы могут разрезаться при помощи различных инструментов:
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.
- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.

Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
Как паять медные трубы для отопления?
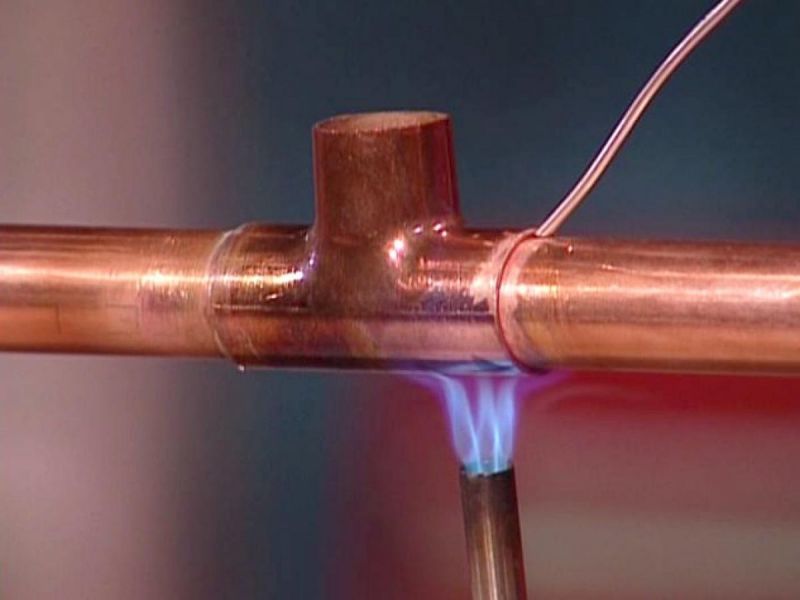
Как правильно паять медные трубы для отопленияПайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
- Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой. Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
 Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
 youtube.com/embed/qHcS8Jj1KBU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/qHcS8Jj1KBU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Прессовые соединения для медных труб отопления
Пресс соединения для медных трубСоединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Как запаять медную трубу с водой в ней — улучшенный дом
Пластиковые трубы более склонны к растрескиванию; таким образом, трубы на основе меди являются наиболее популярными трубами для сантехники из-за их способности противостоять коррозии.
Несмотря на положительные качества, в этих трубах нередко возникает утечка или две, и исправить ситуацию также не совсем просто, так как вы пытаетесь спаять медную трубу с водой.
Тем не менее, это выполнимо, и вот как это сделать: Наряду со стандартными вещами, т. е. топливом, горелками, перчатками, защитными очками, труборезами, флюсом, проволочными щетками, наждачной бумагой и т. д., используйте трубную заглушку. , и отключите подачу воды. Кроме того, используйте тряпку для защиты стыков и большую горелку для достаточного нагрева.
Читайте дальше, чтобы узнать все о медных трубах и о том, как их эффективно паять.
Вам нужно нанять сантехника?
Получите бесплатные расценки без обязательств от профессиональных подрядчиков рядом с вами.
НАЙТИ МЕСТНЫХ ПОДРЯДЧИКОВ
Свойства и применение медных труб
Медные трубыпользуются большим спросом из-за их универсальности — они, как известно, являются отличными теплопроводниками — и благодаря своим коррозионно-стойким свойствам они прослужат долгое время практически без обслуживания.
Медные трубы бывают двух типов:
- ACR – трубы для кондиционирования/охлаждения
- Сантехнические трубы
В обеих категориях вы получаете отпуск в отожженном и волоченном состоянии, где последний предназначен для твердых сплавов, а первый — для мягких.
Кроме того, они бывают различной толщины и диаметра, от 1/8 дюйма до 12 дюймов. Это делает их идеальным выбором для различных приложений, включая, помимо прочего:
- Системы распределения воды
- Системы отопления
- Магистраль охлажденной воды
- Подземные водопроводные и газовые сети
- Дренажные и вентиляционные системы
- Невоспламеняющиеся медицинские газовые системы
- Топливные системы
- Кислородные системы и т. д.
Проще говоря, вы можете использовать их для всех видов жидкостей и газов, работающих при низком или высоком давлении.
Проблема под рукой
Наличие воды в трубе затрудняет пайку соединений, потому что горелка испаряет воду, что, в свою очередь, снижает интенсивность нагрева до уровня, не подходящего для запотевания меди.
Как паять медную трубу с водой в ней
Конечно, это утомительная задача, но с правильным набором инструментов, оборудования и методов вы можете добиться в ней больших успехов. Тем не менее, вы не можете управлять процессом. Следуйте приведенным ниже методам пайки, не повреждая трубопровод.
Тем не менее, вы не можете управлять процессом. Следуйте приведенным ниже методам пайки, не повреждая трубопровод.
Но прежде чем начать, убедитесь, что следующие предметы находятся на расстоянии вытянутой руки:
- Искусственные или обычные водяные пробки
- Пропановая горелка
- Проволочная щетка
- Наждачная бумага
- Ткань Эмери
- Луженый или пастообразный флюс
- Влажная тряпка
- Труборез
- И другие предметы первой необходимости!
Теперь начнем:
Шаг 1: Резка меди
Используйте труборез, чтобы разрезать медную трубу. Установите режущий диск на леску, затяните его, а затем поверните. Вы должны повторить этот шаг не менее восьми раз, пока трубка не упадет.
Хорошо, что медь резать не так сложно; труборез, способный разрезать трубы толщиной в дюйм, идеально подходит для стандартных водопроводных сетей. Однако если вам нужно разрезать трубы с большей окружностью, воспользуйтесь ножовкой.
Соблюдайте осторожность при использовании трубореза – затягивайте и вращайте медленно и равномерно, поскольку более высокие скорости могут привести к вмятинам на медной трубе.
К вашему сведению, вот пошаговое руководство по резке медных труб с помощью Dremel.
Шаг 2. Удаление заусенцев
Возможно, вы выполнили шаг 1 без проблем, но вам все равно нужно сделать еще один шаг и удалить оставшиеся заусенцы. Это едва заметные выступы, обращенные внутрь, созданные колесом трубореза.
Позаботьтесь об этом на месте, чтобы избежать проблем с потоком воды.
Проволочные щетки можно использовать для удаления заусенцев; это нужно делать очень осторожно. Вы должны быть осторожны с процессом, иначе есть шанс, что вы можете значительно уменьшить внутренний диаметр трубы.
Шаг 3: Очистите снаружи
Помимо очистки внутренней части – для герметичности соединений – лучше всего очистить все части, которые могут быть затронуты в процессе пайки.
Используйте наждачную шкурку или наждачную бумагу для очистки внешних поверхностей. Это необходимо сделать, даже если трубка недавняя покупка. Причина этого заключается в том, чтобы повысить клейкость припоя, чтобы он хорошо прилипал к медной трубе.
Шаг 4. Установка водяных пробок
Процесс пайки необходимо проводить, когда труба сухая; поэтому вы должны временно остановить поток воды. Вы можете купить трубную заглушку на рынке или создать свой собственный демпфер. Вы также можете сделать вилку своими руками, используя пастообразные материалы, такие как жевательные резинки, восковые капсулы или даже хлеб.
Протолкните материал в трубу с помощью ручки или карандаша и убедитесь, что он не попал в клапаны трубы. В идеале было бы лучше перекрыть подачу воды перед началом работы, чтобы избежать повышения давления.
Самое приятное то, что эти самодельные заглушки легкие, поэтому их легко промывать — после пайки восстановите поток воды, и давление направит их в канализацию.
С другой стороны, пробки, купленные в магазине, легко наносить благодаря прилагаемым трубкам-аппликаторам. Пробка, которая может ограничить воду до ½ дюйма или до 3/4 дюйма трубы, достаточно хороша для домашнего применения.
Как только медь впитается, поместите пропановую горелку прямо под пробку, чтобы растворить ее.
Шаг 5. Используйте влажную ткань
Влажная ткань выполняет две функции: поглощает тепло и защищает от возгорания. Просто намочите тряпку и оберните ею соединители труб.
Поскольку они поглощают избыточное тепло и контролируют температуру, припой не расплавится и не повредит трубу.
Шаг 6: флюс
После того, как все подготовительные этапы выполнены, наступает время покрыть медную трубу и фитинги паяльной пастой, также известной как флюс.
№ Обильно нанесите его и распределите так, чтобы ни одна поверхность, задействованная в процессе пайки, не оставалась без внимания. Благодаря материалу проход проточной воды становится ровным, устраняются все текущие и потенциальные утечки. Убедитесь, что применяемый припой не содержит свинца. Загрязнение свинцом опасно и может привести к отравлению свинцом.
Убедитесь, что применяемый припой не содержит свинца. Загрязнение свинцом опасно и может привести к отравлению свинцом.
Например, если проволочный припой имеет соотношение 50/50, он не содержит свинца и, следовательно, опасен. Еще одна причина применения флюса заключается в том, что он помогает предотвратить коррозию присадочного материала и основного металла.
Потоотделение трубы
Тип используемой горелки
Карандашная горелка в сочетании с запальниками — хороший выбор для медных труб диаметром ½ дюйма или даже 3/4 дюйма. При работе с горелкой убедитесь, что вы не паяете при очень высоких температурах, так как это может привести к разрыву флюса и, как следствие, к повреждению медной трубы.
Кроме того, при неосторожном обращении высока вероятность возникновения пожара.
Допустимые температуры
Чем больше труба, тем больше тепла требуется для эффективной пайки. Тем не менее, следите за мощностью, так как она помогает определить температуру паяльника.
40-ваттное устройство может производить минимум 800 градусов по Фаренгейту тепла; таким образом, 15-ваттный может легко обеспечить 550 градусов по Фаренгейту тепла. Тепловая мощность показывает, как быстро температура может достичь кончика утюга.
В идеале температура пайки от 750 до 800 градусов по Фаренгейту приведет к многообещающим результатам. Вы можете выполнять работу при более низких температурах; однако это может занять больше времени.
Пайка
Пришло время нагреть флюс:
Начните с применения на пять секунд. Для равномерного распределения тепла подожгите и противоположную сторону в течение пяти секунд. Чтобы проверить, достигнута ли требуемая температура, поместите проволоку припоя поверх трубы. Если он тает, температура достигла своего оптимального значения.
Пока медная труба горячая, нанесите немного припоя на открытые стыки и с помощью влажной тряпки сотрите остатки флюса.
Шаг 6. Проверка на наличие утечек
Наконец, вам нужно проверить, окупилась ли ваша тяжелая работа.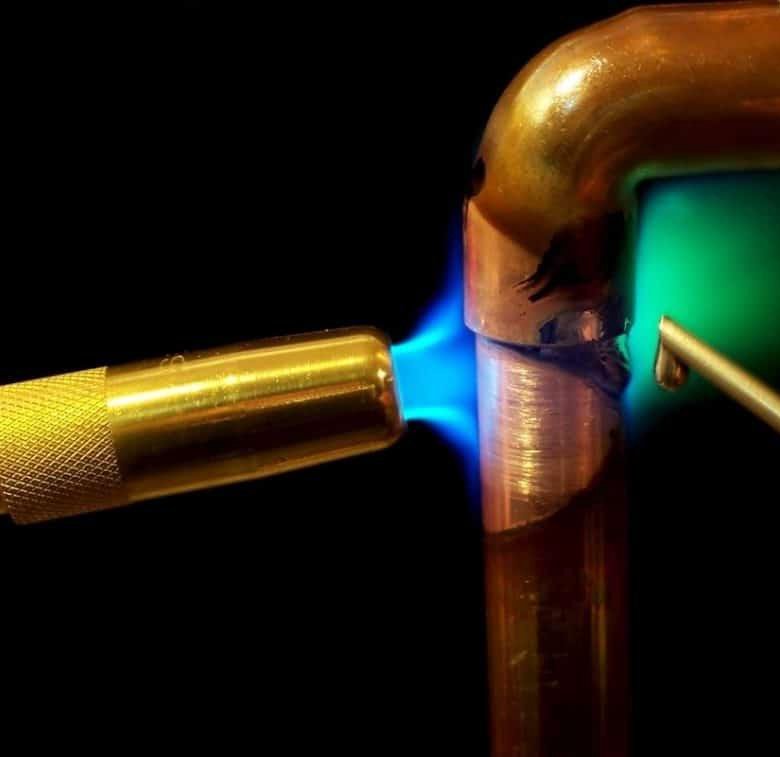 Если какие-либо утечки остаются, добавьте немного бессвинцового флюса и снова нагрейте. Продолжайте повторять это, пока не убедитесь, что не осталось никаких утечек.
Если какие-либо утечки остаются, добавьте немного бессвинцового флюса и снова нагрейте. Продолжайте повторять это, пока не убедитесь, что не осталось никаких утечек.
После того, как трубы остынут, снова включите воду, чтобы обеспечить полную герметичность медных труб. Если у вас есть купленные в магазине пробки, приложите немного тепла, чтобы растворить их, в то время как самодельные пробки будут смыты напором воды.
Ознакомьтесь с этой статьей, чтобы узнать, как перепаять соединение медной трубы, не снимая его.
Вам нужно нанять сантехника?
Получите бесплатные расценки без обязательств от профессиональных подрядчиков рядом с вами.
НАЙТИ МЕСТНЫХ ПОДРЯДЧИКОВ
Связанные вопросы
Можно ли припаять старый припой?
Да, можно, нагрев старый припой. Держите факел рядом с ним и равномерно распределяйте тепло. Когда вы заметите, что припой начал плавиться, с помощью швеллерных замков раздвиньте фитинги.
Затем используйте влажную ткань и удалите все остатки старого припоя. Когда все будет готово, начните процесс повторного нанесения нового припоя, начиная с очистки, затем добавляя флюс и, наконец, поджигая его.
Когда все будет готово, начните процесс повторного нанесения нового припоя, начиная с очистки, затем добавляя флюс и, наконец, поджигая его.
Можно ли перегреть медную трубу при пайке?
Если поднять температуру выше допустимого уровня, медная труба значительно нагреется. Это повредит флюс и сделает его непригодным для использования. В целом, слишком много тепла может привести к повреждению медных труб и растворению флюса.
Как вы храните припой?
Если вы хотите убрать припой на длительное время, лучше всего хранить его в холодильнике при температуре от 32 до 50 градусов по Фаренгейту.
Идеальное место для хранения – холодильная камера или холодильник.
Недавно опубликовано
ссылка на Лучшее время для удобрения газона до или после дождя?Когда лучше удобрять газон до или после дождя?
Пышный газон – это то, чего хочет каждый домовладелец. Фактически, вы можете оказаться в тихом соседском соревновании, чтобы увидеть, у кого будет самый зеленый газон, свободный от сорняков. Ключом к безупречному газону является…
Ключом к безупречному газону является…
Продолжить чтение
ссылка на Как повесить дверцы шкафа под покраскуКак повесить дверцы шкафа под покраску
Если шкафы в хорошем состоянии, их покраска — экономичный способ обновить их. Но покраска шкафов может занять много времени, особенно когда вы ждете, пока высохнет одна сторона….
Продолжить чтение
Потея по мелочам: как паять медную трубу
В 1997 году, будучи студентом колледжа с посредственными или нулевыми навыками практически во всем полезном, я искал работу на лето, но ничего стоящего в планах не было. Забудьте о желании найти работу, связанную с жизненными навыками, я просто хотел что-то, что давало бы мне зарплату, чтобы я мог покупать бензин, чтобы каждый вечер ездить в дом родителей Венди. Тогда жизнь была простой.
Ближе к лету мне не очень везло с поиском сезонной работы, но моя мама на самом деле дала мне наводку на возможную должность помощника ее друга-подрядчика. Скептически относясь к этой должности и зарабатывая примерно на 2 доллара в час меньше, чем прошлым летом, я принял предложение подрядчика и начал неделю, когда вернулся домой из колледжа. В конце концов, тогда бензин стоил всего 0,99 доллара за галлон, так что, думаю, мне не *нужны были* дополнительные деньги.
Скептически относясь к этой должности и зарабатывая примерно на 2 доллара в час меньше, чем прошлым летом, я принял предложение подрядчика и начал неделю, когда вернулся домой из колледжа. В конце концов, тогда бензин стоил всего 0,99 доллара за галлон, так что, думаю, мне не *нужны были* дополнительные деньги.
Я и не подозревал, что работа его помощником, когда он выполнял полномасштабные ремонтные работы в красивых старых домах, станет для меня страстью на всю жизнь. Из многих основных навыков, которые я приобрел тем летом, большинство стали строительными блоками того, что в конечном итоге позволило мне развить уровень комфорта и общую способность к тому, что мы делаем в нашем доме.
Пожалуй, одно из самых ценных «инструкций», которые он дал мне за четыре месяца работы с ним, пришло в тот день, когда он посмотрел на меня и сказал: «Эй, хватай паяльную лампу!»
Широко раскрытыми глазами я посмотрел на него так, как будто он совершил ужасную ошибку или просто не понял, что сказал. Наверняка он имел в виду гаечный ключ, молоток, отвертку, бутерброд, хомяка или что-то более подходящее, чем «эта штука, из которой выдувается настоящий жар». К моему большому удивлению, он не попал в ловушку Туретта и хотел, чтобы я взял паяльную лампу и канистру с пропаном из ящика для инструментов. Откуда я знаю, что это было намеренно? Потому что он продолжил: «Я собираюсь показать вам, как потеть медный водопровод».
Наверняка он имел в виду гаечный ключ, молоток, отвертку, бутерброд, хомяка или что-то более подходящее, чем «эта штука, из которой выдувается настоящий жар». К моему большому удивлению, он не попал в ловушку Туретта и хотел, чтобы я взял паяльную лампу и канистру с пропаном из ящика для инструментов. Откуда я знаю, что это было намеренно? Потому что он продолжил: «Я собираюсь показать вам, как потеть медный водопровод».
Почему, ну почему он хочет, чтобы я выполнял эту важную задачу в этой ничего не подозревающей домовладельце, которая скоро станет красивой ванной? Разве он не боялся, что я могу сжечь весь бар? Или, что еще хуже, что, если я вызову массовую утечку? (Это еще хуже, да?) Его следующий ответ развеял некоторые мои страхи. «Эй, если я могу это сделать, то это может сделать и обезьяна, а это значит, что ты почти абсолютно можешь это сделать». Хм, впечатляющая логика, с этим не поспоришь.
В течение следующих нескольких минут он научил меня, как сделать надежное и герметичное медное соединение в водопроводной линии. Теперь, когда я применяю эти навыки на протяжении многих лет, я могу поделиться своим проверенным и верным подходом к изготовлению паяного медного соединения или «потоотделения медного соединения». Я знаю, что может быть миллион веб-страниц с практическими рекомендациями по этой самой теме, но это то, как я узнал, поэтому я хотел поделиться им с вами.
Теперь, когда я применяю эти навыки на протяжении многих лет, я могу поделиться своим проверенным и верным подходом к изготовлению паяного медного соединения или «потоотделения медного соединения». Я знаю, что может быть миллион веб-страниц с практическими рекомендациями по этой самой теме, но это то, как я узнал, поэтому я хотел поделиться им с вами.
Первая и самая важная часть процесса — убедиться, что у вас есть все необходимое для завершения работы. При подготовке к пайке необходимо довольно много расходных материалов, поэтому вам нужно собрать все заранее, чтобы упростить работу.
Вам потребуется:
- Резак для медных труб
- Инструмент для снятия заусенцев с поворотной головкой
- Щетка для внутренней чистки
- Щетка для внешней очистки трубок
- Бессвинцовый припой
- Флюс для лужения
- Щетка для флюса
- Баллон с пропановым топливом и горелка
- Искровая зажигалка (опционально, если необходимо для пропана)
- Ведро с водой
- Тряпка
- Защитные очки
- Рабочие перчатки
- Металлический кожух (минимум 24 калибра)
Для начала отрежьте кусок медной трубы до нужной длины с помощью резака. Я использую метод резки «два оборота на каждую четверть оборота». Другими словами, я поворачиваю ручку режущего инструмента на четверть оборота на каждые два оборота трубы. Это делает разрез красивым и даже без вмятин на трубе в процессе, что является очень важным аспектом разреза. Процесс резки оставит гребень вдоль внутренней части трубы после завершения резки. Здесь на помощь приходит инструмент для снятия заусенцев.
Я использую метод резки «два оборота на каждую четверть оборота». Другими словами, я поворачиваю ручку режущего инструмента на четверть оборота на каждые два оборота трубы. Это делает разрез красивым и даже без вмятин на трубе в процессе, что является очень важным аспектом разреза. Процесс резки оставит гребень вдоль внутренней части трубы после завершения резки. Здесь на помощь приходит инструмент для снятия заусенцев.
Этот инструмент перемещается по кругу в пределах отрезаемой длины трубы и снимает выступ, оставленный медным резаком, с металла. Это чрезвычайно важно, так как бор повлияет на поток воды внутри трубы, что может привести к преждевременному выходу из строя соединения или фитинга.
После снятия заусенцев необходимо убедиться, что конец трубы и внутренняя часть фитинга очень чистые. Для этого лучше всего использовать проволочную щетку для фитинга…
…и проволочный штурвал для трубы.
Это простой процесс очистки трубы и фитинга, и сравнение конечного результата чистого и неочищенного фитинга поразительно очевидно.
Чистый справа… если не бросается в глаза.
Когда труба и фитинг будут тщательно очищены, просто протрите их тряпкой (чтобы удалить пыль) и возьмите флюс для лужения.
Хотя название может подразумевать альтернативную функцию, оно не имеет ничего общего с путешествиями во времени, делорианцами или Доком Брауном. Вместо этого флюс втягивает расплавленный припой в соединение, как только оно достаточно нагреется. Я предпочитаю Оати 95 марка луженого флюса. Это то, что я всегда использовал, и я думаю, что это работает очень хорошо.
Нанесите флюс как на трубу, так и на внутреннюю часть фитинга…
…и поместите фитинг на трубу, стараясь распределить флюс по стыку.
Наконец, возьмите пропановую горелку и включите газ.
У моей горелки есть линия подачи и сопло воспламенителя. Я предпочитаю это стандартному фитингу, так как это позволяет мне работать под любым углом, не беспокоясь о том, что в пламя попадет больше газа, чем мне нужно. Зажечь его так же просто, как нажать кнопку.
Зажечь его так же просто, как нажать кнопку.
Это также позволяет мне прикрепить канистру с пропаном к чему-то другому, чтобы она не упала во время работы. Это работает хорошо, хотя, вероятно, мне следует купить одну из тех маленьких канистры , которые я могу носить с собой.
Процесс пайки занимает около 30 секунд. Лучше предварительно вытянуть достаточное количество припоя из катушки, чтобы вам не пришлось иметь дело с ним, когда горит пламя.
При нагреве фитинга лучше всего нагревать сторону фитинга, противоположную той, где вы собираетесь изначально наносить припой. Это обеспечивает тщательный нагрев всего фитинга до того, как припой расплавится и всосется во флюс. Если фитинг не полностью соответствует температуре, это может вызвать утечку в месте соединения.
Также лучше нанести припой на несколько точек вокруг соединения, чтобы обеспечить полное покрытие. Просто держите пламя на стыке (двигаясь вокруг стыка, если хотите) все время, чтобы оно не начало остывать во время процесса.
Как только фитинг достигнет температуры, флюс для лужения начнет менять цвет и разглаживаться, затем припой расплавится и будет заметно всасываться в соединение. Это обеспечивает прочную и надежную связь по всему соединению.
Когда припой нанесен и все выглядит хорошо, выключите пламя и газ и сотрите припой с места соединения тряпкой, пока он не остыл. После этого используйте влажную тряпку, смоченную в ближайшей воде, чтобы охладить фитинг.
После полного остывания фитинга и соединения в течение нескольких минут необходимо проверить соединение. То, что вы делаете дальше, на самом деле является самым важным аспектом всего процесса, поэтому важно, чтобы вы следовали этому шагу. Когда вы включите воду, чтобы поднять давление в трубе, и осмотрите фитинг, чтобы убедиться в отсутствии утечек, повторите вслух « Нет подтеков, течей, ошибок. «. Если вы не скажете это, будущий фитинг увеличит утечку на 73%. Это доказанный факт, с этим не поспоришь, извините.
При пайке небольшого фитинга, такого как тот, над которым я работал, вы действительно можете посмотреть через конец и увидеть, что припой протянулся от одного конца до другого, и все благодаря флюсу. Это видно по контрольному серебру на внутренней стороне трубы и фитинга.
Хотя этот процесс называется запотеванием, потому что вы нагреваете трубу и фитинг до тех пор, пока они не начинают «потеть», я могу засвидетельствовать, что это также происходит из-за огромного давления, которое я испытал, когда впервые попробовал этот подход, и того, сколько он принес я потею. В целом, это простой способ прокладки медных линий электроснабжения, и общий риск невелик, если вы примете надлежащие меры предосторожности (в первую очередь, наденьте перчатки и защитные очки, защитите дерево от прямого контакта с пламенем с помощью металла, держите воду поблизости, и обращайтесь с факелом с большой осторожностью и осторожностью).
Я надеюсь, что эта небольшая история и руководство будут вам полезны, и что они могут вдохновить вас попробовать, если вы никогда раньше не паяли, или даже помочь вам освоить один или два приема, облегчающих этот процесс.
Была ли у вас когда-нибудь хорошая работа в школе или колледже, которая давала вам долговременную информацию, которую вы могли использовать на протяжении всей оставшейся жизни? Вы когда-нибудь выполняли какую-либо работу для подрядчика? Научиться каким-нибудь отличным трюкам? Я хотел бы услышать все об этом.
Пайка или потение медной трубы Скоттом Греем
Изучение того, как паять медные водопроводные трубы, на первый взгляд может показаться сложным и даже немного опасным, но на самом деле это довольно простой процесс, если вы приняли надлежащие меры предосторожности и освоили технику.
Успешная пайка медных водопроводных труб во многом зависит от правильной подготовки соответствующих поверхностей. Как и в старой столярной поговорке «Семь раз отмерь, один раз отрежь», научиться успешно паять медную водопроводную трубу часто означает «Семь раз почистить, один раз припаять».
Безопасность превыше всего!
Необходимы надлежащие меры предосторожности. Несчастные случаи всегда случаются с другим парнем… пока они не случаются с тобой. Вам понадобятся защитные очки, ткань для защиты от пламени.
или металлическую обшивку, огнеупорные кожаные перчатки для защиты рук и плотную рубашку для защиты кожи от всего, что может капнуть или упасть на вас во время работы.
Несчастные случаи всегда случаются с другим парнем… пока они не случаются с тобой. Вам понадобятся защитные очки, ткань для защиты от пламени.
или металлическую обшивку, огнеупорные кожаные перчатки для защиты рук и плотную рубашку для защиты кожи от всего, что может капнуть или упасть на вас во время работы.
Не нужно много тепла, чтобы разжечь старую, сухую древесину, и многие пожары каждый год из-за неправильного использования пропановых горелок. Всегда держите поблизости ведро с водой и домашний огнетушитель при работе с пропановая горелка! Если вам может понадобиться отключить водопровод, имея несколько дополнительные ведра воды под рукой — особенно хорошая идея!
Соберите свои материалы
Материалы, которые вам понадобятся для пайки медных водопроводных труб, включают:
- Пропановая горелка, желательно с самозажигающимся регулятором (не пытайтесь зажгите факел спичками).
- Резак для медных труб достаточно большой для работы.
- Бессвинцовый припой.
- Флюс (также называемый «флюс для лужения» или «флюс для пасты») для очистки и подготовки соединений к приему припоя при нагревании медной трубы.
- Наждачная шкурка с зернистостью 120 или наждачная бумага с зернистостью 120 для сглаживания и очистки швов.
- Маленькая щетка для фитингов (для чистки внутренних поверхностей стыков).

Процесс пайки
После того, как вы собрали все необходимые средства безопасности и материалы для пайки, следующим шагом будет тщательная очистка и сушка медных труб, которые вы собираетесь паять. Тщательная подготовка — очень важная часть пайки, потому что она сэкономит ваше время и силы. Подготовьте сразу все соединения, которые вам нужно спаять, а затем спаяйте их все одно за другим за один присест.
- Накройте все легковоспламеняющиеся поверхности огнеупорной тканью или куском листового металла и поставьте поблизости ведро или воду и огнетушитель.
- Медные трубы не принимают припой, если в них осталась влага. Хороший способ стравить всю воду из существующей медной трубы — оставить конец открытым (например, слив раковины) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
- Если вы режете новую медную трубу, а затем припаиваете ее, держите один конец трубы под коленом, а другой свободной рукой, медленно поворачивая труборез. Если вы будете крутить резак слишком быстро, труба разрушится, поэтому делайте медленные разрезы понемногу.
- Тщательно очистите концы медной трубы, которую будете паять. Несмотря на то, что срез выглядит очень чистым, вам все равно нужно сгладить его наждачной шкуркой, а внутреннюю часть сгладить ершиком или тканью, обернутой вокруг пальца. Чем тщательнее вы очищаете, тем выше вероятность успеха.
- Покройте припаиваемые поверхности флюсом.
- Зажгите паяльную горелку и держите ее так, чтобы кончик конуса пламени попал на фитинг. Самая горячая часть конуса — наконечник, а медь так хорошо проводит тепло, что касаться нужно только фитинга, а не самой трубы. Держите проволоку припоя напротив пламени в самой холодной точке.
- Когда температура медной трубы достигает точки плавления припоя, который вы прижимаете к ней, припой естественным образом превращается в жидкий поток в соединение. Заполните соединение до тех пор, пока припой не начнет капать, прежде чем переходить к следующему соединению.
- Не прикасайтесь к паяному соединению в течение как минимум 45 секунд после пайки.
- Всегда выключайте паяльник перед тем, как положить его на пол.
 Хороший способ стравить всю воду из существующей медной трубы — оставить конец открытым (например, слив раковины) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
Хороший способ стравить всю воду из существующей медной трубы — оставить конец открытым (например, слив раковины) и нагреть трубу кончиком пламени, чтобы ускорить испарение. Держите проволоку припоя напротив пламени в самой холодной точке.
Держите проволоку припоя напротив пламени в самой холодной точке.Несколько общих советов, которые следует учитывать при обучении пайке медных водопроводных труб:
- Не забудьте снять все детали из мягкой резины или пластика перед пайкой любого сантехнического соединения. Например, разобрать запорную арматуру перед пайкой, чтобы не повредить шайбы и уплотнительные кольца.
- Если медная трубка имеет ширину более 3/4 дюйма, ее можно нагреть горелкой под разными углами, чтобы припой равномерно расплавился.
