Китай 2% торированного вольфрама электрод поставщиков и производителей — высокое качество
Описание продукта:
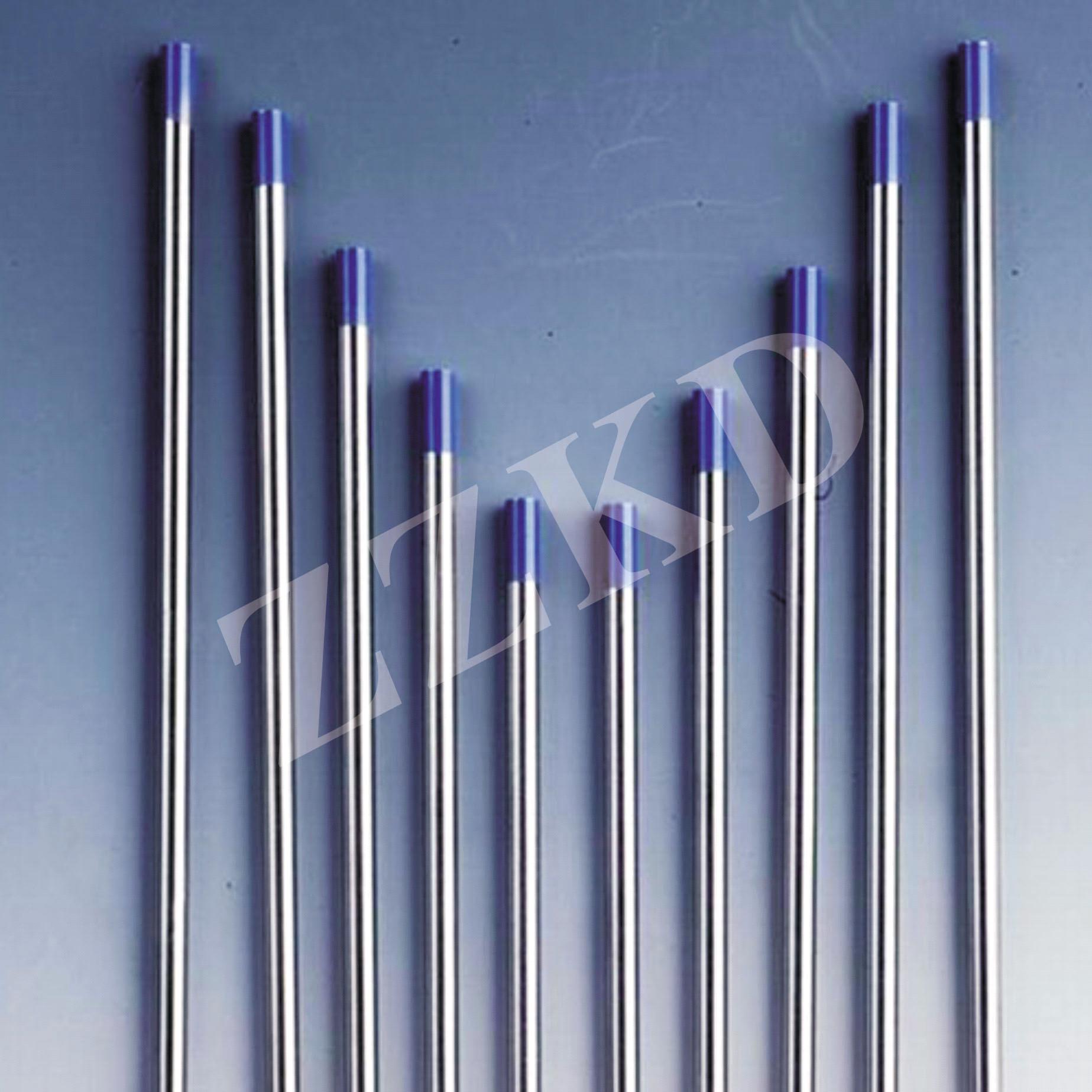
Торированного вольфрама электрод широко используется как добавка оксида электрода, гораздо более продвинутые всеобъемлющей производительности сварки, чем свойства других Добавка оксида электродов и чистого вольфрама электрод.
Торированного вольфрама электрод дико используется в сварочных углеродистая сталь, нержавеющая сталь, никель сплав и титан металл. Она становится первый выбор материала для высокое качество сварки.
1) материал: сплав
2) диаметр: 1,0-10 мм
3) Длина: 150/175 мм или любая другая длина по желанию заказчика
4) поверхность: Земля готово
5) Упаковка: каждые 10 шт в одном пластиковом корпусе / случае фанеры с листа пены 6) приложениям: сварка TIG и плазменной сварки, резки, спрей покрытие и плавки |
Продукт-шоу:
Он широко используется как добавка оксида электрода, гораздо более продвинутые всеобъемлющей производительности сварки, чем свойства других Добавка оксида электродов и чистого вольфрама электрод. Она не может быть заменен другими оксид электродами в процессе длительного использования. Он может работать легко и текущей нагрузки является высоким. Он может производить дуги, уверенно и легко, и разрыв разрыв дуги является большой, потери меньше и долгую жизнь. Он имеет гораздо выше recrystallizing температура, гораздо лучше проводимости и лучше свойства механической резки. Он используется для сварки углеродистой стали, нержавеющей стали, титана и сплавов металла никеля. Это первый материал выбора для высокого качества сварки.
Она не может быть заменен другими оксид электродами в процессе длительного использования. Он может работать легко и текущей нагрузки является высоким. Он может производить дуги, уверенно и легко, и разрыв разрыв дуги является большой, потери меньше и долгую жизнь. Он имеет гораздо выше recrystallizing температура, гораздо лучше проводимости и лучше свойства механической резки. Он используется для сварки углеродистой стали, нержавеющей стали, титана и сплавов металла никеля. Это первый материал выбора для высокого качества сварки.
Примечание:Когда вам нужно других Вольфрам электроды вольфрама, пожалуйста, отправьте нам запрос, включая обозначение и длина * диаметр.
Hot Tags: 2% торированного вольфрамовым электродом, торированного вольфрамовым электродом, wt20 вольфрамовым электродом, wt20, wt20 электрода, 2% торированного вольфрама электрод, 2% wt20 торированного вольфрамовым электродом, 2% wt20 вольфрамовым электродом, 1.0 * 150 мм wt20, Китай, поставщиками, производители, высокое качество
Китай индивидуальный торированный вольфрамовый стержень 2,4 мм Поставщики, производители, фабрика — оптовый прейскурант
Введение в производство
2% -ный торированный вольфрам содержит 2 мас. % Оксида тория (ThO2), который равномерно распределен по всей длине вольфрама. Самый распространенный вид вольфрама, используемый сегодня. Торированный вольфрам обеспечивает отличную стойкость к загрязнению сварочной ванны, в то же время предлагая сварщику более простой способ зажигания дуги и более стабильную дугу.
% Оксида тория (ThO2), который равномерно распределен по всей длине вольфрама. Самый распространенный вид вольфрама, используемый сегодня. Торированный вольфрам обеспечивает отличную стойкость к загрязнению сварочной ванны, в то же время предлагая сварщику более простой способ зажигания дуги и более стабильную дугу.
Обычно используется для электродов постоянного тока на угольных& нержавеющие стали, никелевые сплавы и титан.
Однако торированный вольфрам можно использовать для переменного тока, когда требуются низкие амперы. С помощью инверторной технологии переменного / постоянного тока вы можете заострить торированный вольфрам до точки для сварки в узких углах или когда требуются небольшие угловые швы.
Спецификация продукции
Изображение продуктов
ПроизводствоУпаковка
Сертификат
ОплатаСрок
Т / Т или Алибаба
1. 30% предоплата до производства, 70% остаток по отношению к копии BL.
30% предоплата до производства, 70% остаток по отношению к копии BL.
2. 30% предоплата до производства, 70% остаток до отгрузки.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
В: Доступны ли услуги OEM и ODM?
A: Да, упаковка продукта может быть прикреплена с вашим логотипом или изменена по новому дизайну.
Q: Как долго время выполнения заказа?
A: Как правило, время выполнения заказа выглядит следующим образом. Конкретное время выполнения заказа зависит от необходимого вам количества и наличия на складе.
Количество | Время выполнения заказа |
1-1000 шт. | ≤ 3 дня |
1000-10000 шт. | ≤ 5 дней |
10000-30000 шт. | ≤ 7 дней |
30000-50000 шт. | ≤ 14 дней |
50000-100000 шт. | ≤ 21 день |
≥ 100000 шт. | Быть предметом переговоров |

Hot Tags: Пруток из торированного вольфрама 2,4 мм, Китай, поставщики, производители, завод, индивидуальные, оптовая торговля, прейскурант
Вольфрамовые электроды WT-20 2,0 мм
| Технические характеристики: Вольфрамовые электроды WT-20 2,0 мм | |
|---|---|
| Марка WT-20 | Состав торированный вольфрам |
| Диаметр электрода 2 | Назначение медь, титан, сталь, никель, нержавейка |
| Цвет красный | Длина электрода, мм 175 |
| Количество в упаковке, шт 10 | |
Описание: Вольфрамовые электроды WT-20 2,0 мм
Вольфрамовые электроды WT-20 диаметром 2,0 мм — торированный вольфрам (цветовой признак — красный цвет). Особенно хорошо работает при высокой плотности тока, используется для сварки на постоянном токе, радиоактивен, химическое соединение ThO2, содержание окисной добавки — 1,7-2,2%.
Особенно хорошо работает при высокой плотности тока, используется для сварки на постоянном токе, радиоактивен, химическое соединение ThO2, содержание окисной добавки — 1,7-2,2%.
Торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно не большое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Зажигаемость дуги хорошая, долгий срок службы.
Вольфрамовые электроды Производители, Поставщики, Фабрика — Сделано в Китае
Краткое введение вольфрамового электрода
JINXIN MATEALS является одним из самых известных производителей вольфрамовых электродов в Китае. С 2008 года компания сосредоточила свои усилия на разработке и производстве вольфрамовых электродов для сварки ВИГ. Богатый опыт производства технологий и создание систем контроля качества ISO9001: 2008 гарантируют превосходное качество.
JINXING поставляет все виды вольфрамовых электродов, включая торированный вольфрам, церилированный вольфрам, лантанированный вольфрам, циркониевый вольфрам, иттрированный вольфрам и электроды из чистого вольфрама. Любой вид и любой размер вольфрамового электрода доступны по требованию клиентов.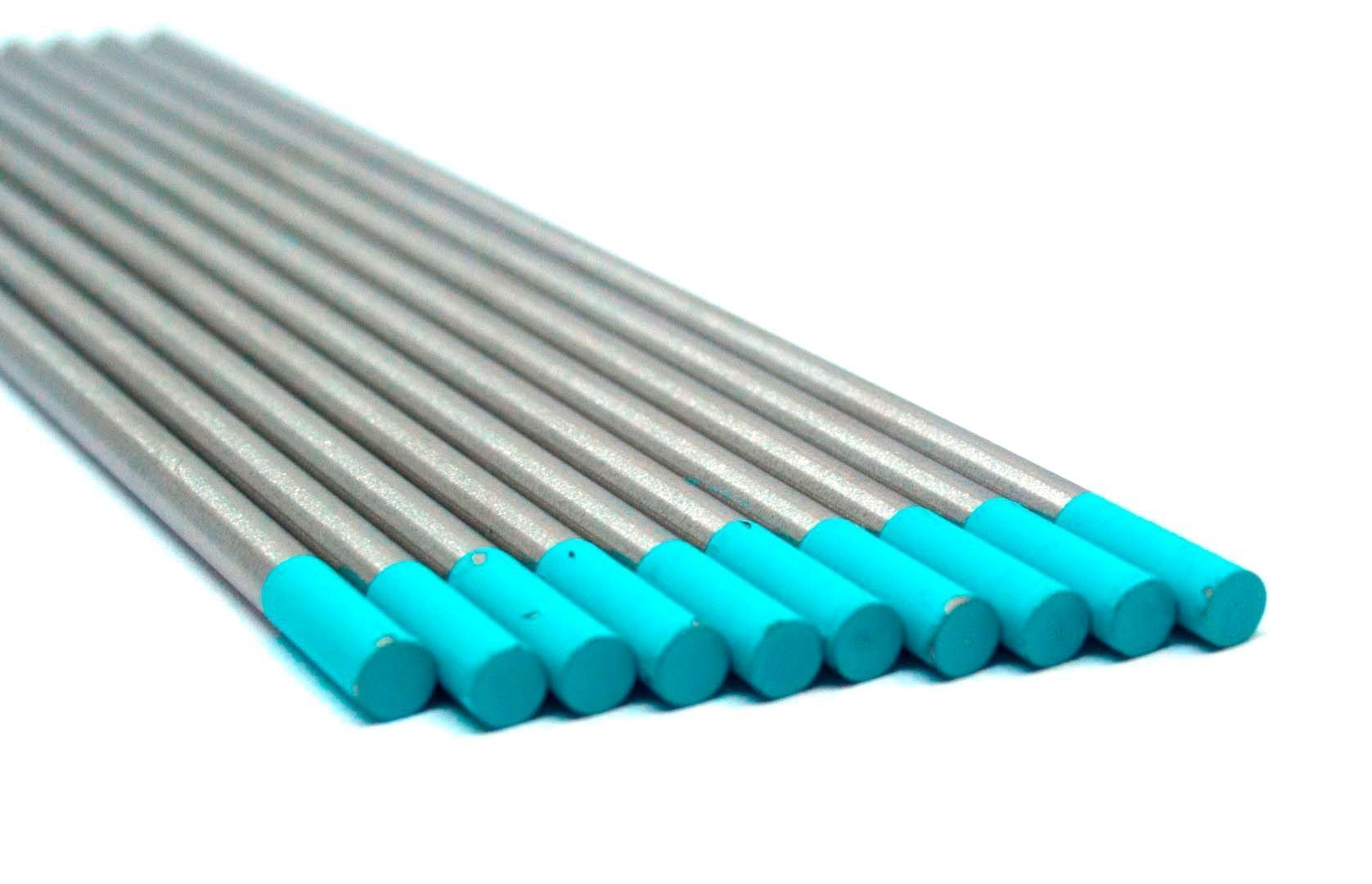
Стандарт продукта: ISO 6848 ANSI / AWS A5.12 / A5.A2M-98 Размер:
Диаметр: 0,5 ~ 25 мм
Длина: 150мм, 175мм, 178мм и любая другая длина по желанию заказчика. Рекомендуемые вольфрамовые электроды для различных сварочных токов:
Диаметр электрода | DC (A) | AC (A) | |||
в | мм | Прямо Полярность (-) | Задний ход Полярность (+) | несбалансированный волны | уравновешенный волны |
0,04″ | 1 | 15 ~ 80 | 10 ~ 80 | 20 ~ 60 | |
1/16″ | 1,6 | 60 ~ 150 | 10 ~ 18 | 50 ~ 120 | 40 ~ 100 |
0,079″ | 2 | 100 ~ 200 | 12 ~ 20 | 70 ~ 160 | 60 ~ 130 |
3/32″ | 2,4 | 150 ~ 250 | 15 ~ 25 | 80 ~ 200 | 80 ~ 150 |
1/8″ | 3,2 | 220 ~ 350 | 20 ~ 35 | 150 ~ 270 | 120 ~ 200 |
5/32″ | 4 | 350 ~ 500 | 35 ~ 50 | 220 ~ 350 | 170 ~ 260 |
3/16″ | 4,8 | 420 ~ 650 | 45 ~ 65 | 240 ~ 420 | 220 ~ 340 |
1/4″ | 6,4 | 600 ~ 900 | 65 ~ 100 | 360 ~ 560 | 250 ~ 450 |
Церилированные вольфрамовые электроды:
Характеристики:
Церидированный вольфрам является нерадиоактивным материалом. Известно, что он особенно хорош для сварки постоянным током с низкой силой тока, потому что она очень легко начинается при малых амперах и обычно требует примерно на 10% меньше ампер для работы, чем торированный материал. Он очень популярен для сварки орбитальной трубы, трубы, очень мелких деталей, коротких сварочных циклов, а также для вызова определенного количества сварных швов и замены электрода.
Известно, что он особенно хорош для сварки постоянным током с низкой силой тока, потому что она очень легко начинается при малых амперах и обычно требует примерно на 10% меньше ампер для работы, чем торированный материал. Он очень популярен для сварки орбитальной трубы, трубы, очень мелких деталей, коротких сварочных циклов, а также для вызова определенного количества сварных швов и замены электрода.
Церилированные вольфрамовые электроды:
обозначение | Оксидная добавка | Примеси Содержание% | вольфрам Содержание% | Цветной знак | |
категория | Содержание% | ||||
WC20 | CeO2 | 1,8 ~ 2,2 | Остаток средств | Серый | |
Торированные вольфрамовые электроды:
Характеристики:
Торированный вольфрам является наиболее часто используемым вольфрамом в Америке и некоторых других странах и является хорошим вольфрамом общего назначения.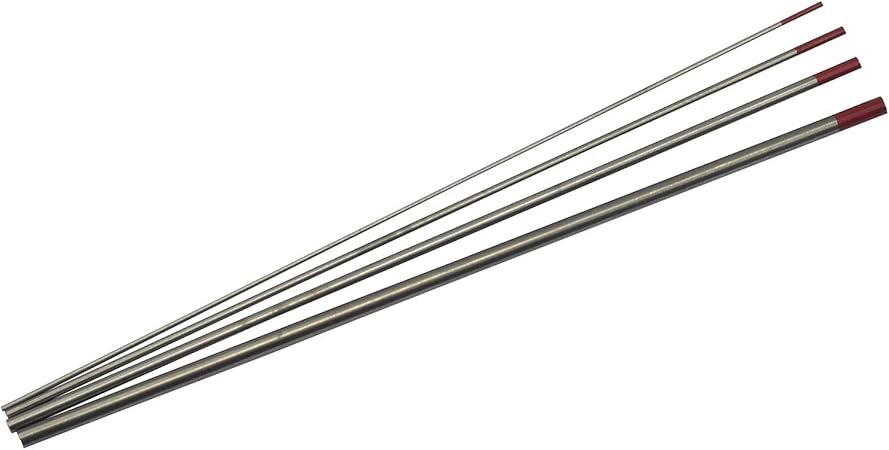 Особенно хорошо работает при перегрузке с дополнительной силой тока. Однако, поскольку это радиоактивная опасность низкого уровня, многие пользователи переключились на другие альтернативы. Этот вольфрам используется главным образом для сварки постоянным током углеродистых нержавеющих сталей, никелевых сплавов, титана и т. Д.
Особенно хорошо работает при перегрузке с дополнительной силой тока. Однако, поскольку это радиоактивная опасность низкого уровня, многие пользователи переключились на другие альтернативы. Этот вольфрам используется главным образом для сварки постоянным током углеродистых нержавеющих сталей, никелевых сплавов, титана и т. Д.
Торированные вольфрамовые электроды:
обозначение | Оксидная добавка | Примеси Содержание% | вольфрам Содержание% | Цветной знак | |
категория | Содержание% | ||||
WT10 | ThO2 | 0.80 ~ 1.2 | Остаток средств | желтый | |
WT20 | ThO2 | 1,70 ~ 2,20 | Остаток средств | красный | |
WT30 | ThO2 | 2. | Остаток средств | Виолетта | |
WT40 | ThO2 | 3.80 ~ 4.20 | Остаток средств | оранжевый | |
 80 ~ 3.20
80 ~ 3.20Лантанированные вольфрамовые электроды:
Характеристики:
Lanthanated Tungsten — нерадиоактивный материал с хорошими сварочными характеристиками. Его электропроводность наиболее близка к 2% торированного вольфрама. Сварщики могут легко заменить торированные вольфрамовые электроды на Lanthanated без каких-либо изменений в сварочной программе. В Европе и Японии лататный вольфрам является наиболее популярной альтернативой 2% торированному вольфраму для большинства применений. Этот вольфрам используется главным образом для сварки постоянным током, но он также покажет хорошие результаты для сварки переменным током.
Лантанированные вольфрамовые электроды:
обозначение | Оксидная добавка | Примеси Содержание% | вольфрам Содержание% | Цветной знак | |
категория | Содержание% | ||||
WL10 | La2O3 | 0,8 ~ 1,2 | Остаток средств | черный | |
WL15 | La2O3 | 1,3 ~ 1,7 | Остаток средств | золотой желтый | |
WL20 | La2O3 | 1,8 ~ 2,2 | Остаток средств | Голубое небо | |
Циркониевые вольфрамовые электроды
Характеристики:
Цирконированный вольфрам имеет хорошие характеристики при сварке переменным током. При сварке переменным током он хорошо накапливается и имеет более стабильную дугу, чем чистый вольфрам. Особенно с превосходными характеристиками при сварке переменным током высокой нагрузки, он не может быть заменен никакими другими электродами. Он также хорошо противостоит загрязнениям при сварке переменным током. Цирконированный вольфрам чаще всего используется для сварки переменного тока алюминиевых и магниевых сплавов.
При сварке переменным током он хорошо накапливается и имеет более стабильную дугу, чем чистый вольфрам. Особенно с превосходными характеристиками при сварке переменным током высокой нагрузки, он не может быть заменен никакими другими электродами. Он также хорошо противостоит загрязнениям при сварке переменным током. Цирконированный вольфрам чаще всего используется для сварки переменного тока алюминиевых и магниевых сплавов.
Циркониевые вольфрамовые электроды
обозначение | Оксидная добавка | Примеси Содержание% | вольфрам Содержание% | Цветной знак | |
категория | Содержание% | ||||
WZ3 | ZrO2 | 0,2 ~ 0,4 | Остаток средств | коричневый | |
WZ8 | ZrO2 | 0,7 ~ 0,9 | Остаток средств | белый | |
Чистый вольфрам, иттрированный вольфрам и композитные электроды
Характеристики:
Чистый вольфрам, наименее дорогой из всех вольфрамовых электродов, обычно используется при сварке переменного тока алюминиевых и магниевых сплавов.
Вольфрам с иттрией в основном используется в военной и авиационной промышленности с узкой дуговой балкой, высокой прочностью на сжатие, высокой сварочной проницаемостью при среднем и высоком токе
Характеристики композитных электродов при сварке могут быть значительно улучшены путем добавления двух или более оксидов редкоземельных элементов, которые взаимно дополняют друг друга.
Чистый вольфрам, иттрированный вольфрам и композитные электроды
Тип электрод | обозначение | Примеси NBSP; Содержание% | вольфрам Содержание% | Цветной знак | ||
категория | ||||||
чистый вольфрам | WP | — | — | Остаток средств | зеленый | |
Yttriated вольфрам | WY20 | Y2O3 | 1,8 ~ 2,2 | Остаток средств | синий | |
композитный | — | — | 1,5 ~ 3,0 | Остаток средств | — | |
Hot Tags: вольфрамовый электрод, производители, поставщики, завод, сделано в Китае
|
 Вольфрамовые электроды ESAB прекрасно воспламеняют сварочную дугу и имеют превосходные эксплуатационные свойства.
Вольфрамовые электроды ESAB прекрасно воспламеняют сварочную дугу и имеют превосходные эксплуатационные свойства. gif» valign=»top»>
gif» valign=»top»>
 4 mm
4 mm 0 mm
0 mm 0 mm
0 mm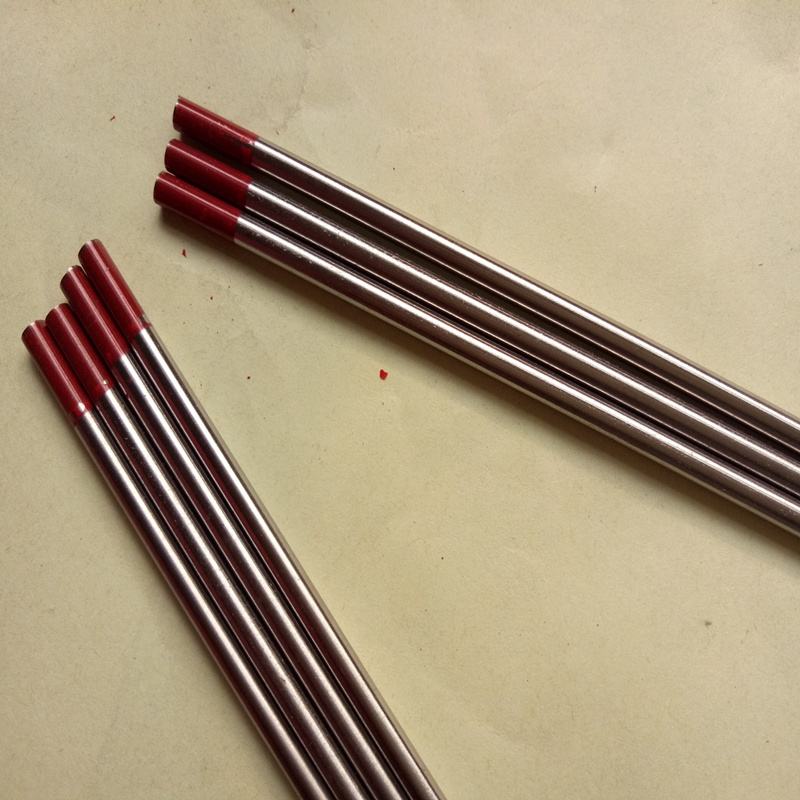 2 mm
2 mmВольфрам материал катода — Справочник химика 21
Примеиение. Вольфрам — материал для изготовлеиия спиралей ламп накаливания, прерывателей системы зажигания карбюраторных двигателей, анодов рентгеновских аппаратов и катодов для электронно-лучевой и плазменной сварки указанные изделия изготавливают методом порошковой металлургии. Сплав ферровольфрам (80 % W) идет на производство твердых, эластичных И устойчивых к растяжению вольфрамовых сталей. Так называемые быстрорежущие вольфрамовые стали (15—18 % W, 2—5 % Сг, 0,6— 0,8 % С не размягчаются даже при температуре красного каления. [c.418]
Вольфрам — материал для изготовлеиия спиралей ламп накаливания, прерывателей системы зажигания карбюраторных двигателей, анодов рентгеновских аппаратов и катодов для электронно-лучевой и плазменной сварки указанные изделия изготавливают методом порошковой металлургии. Сплав ферровольфрам (80 % W) идет на производство твердых, эластичных И устойчивых к растяжению вольфрамовых сталей. Так называемые быстрорежущие вольфрамовые стали (15—18 % W, 2—5 % Сг, 0,6— 0,8 % С не размягчаются даже при температуре красного каления. [c.418]
Дополнительная энергия, необходимая ля удаления из атома электрона, может быть подана различными способами наиболее распространенным является нагрев твердых тел, в результате которого последние начинают эмитировать термоэлектроны причем плотность тока термоэлектронов растет с ростом температуры. В связи с этим материал катода должен обладать высокой температурой плавления / л- Однако даже у таких материалов, как торированный вольфрам ( + ТЬ) или гексаборид лантана (ЬаВ ), срок эксплуатации оказывается недостаточным и поэтому в последнее время получили распространение новые методы генерации свободных электронов (например, получение электронов из плазмы газового разряда).
[c.377]Ток и мощность плазмотрона ограничены в основном эрозией электродов, что обусловливает малый срок их службы. В качестве материалов для катода применяют графит и торированный вольфрам, для анода —охлаждаемую водой медь или обрабатываемый материал (плазмотроны прямого действия). [c.243]
Источники электронов, используемые в ЭЛУ, такие же, как и в классическом электронном микроскопе. Эти источники в зависимости от способа эмиссии электронов делятся на 2 типа с непосредственно накаляемым катодом и с катодом с полевой эмиссией [45]. В первом случае эмиссия электронов осуществляется нагреванием выше критической температуры такого материала, как вольфрам, вольфрам с примесью тория, гексаборид лантана. [c.37]
В масс-спектрометре в качестве материала для катода могут использоваться также углерод [560], ториево-иридиевые сплавы [1384], тантал [304] и тори-рованный вольфрам [825]. Скорость испарения углерода больше, чем рения, и продолжительность его жизни также зависит от интенсивности его окисления кислородом. Для углеродных катодов никогда не наблюдался эффект чувствительности [559]. Преимущества ториево-иридиевых сплавов как материала для катода определяются их химической устойчивостью по отношению к агрессивным газам, как, например, хлор. Они устойчивы также по отношению к кислороду, и эмиссия электронов происходит у них при температурах,более [c.122]
Для углеродных катодов никогда не наблюдался эффект чувствительности [559]. Преимущества ториево-иридиевых сплавов как материала для катода определяются их химической устойчивостью по отношению к агрессивным газам, как, например, хлор. Они устойчивы также по отношению к кислороду, и эмиссия электронов происходит у них при температурах,более [c.122]
Источник электронов обычно представляет собой простой проволочный катод прямого накала в форме кольца, охватывающего образец. В некоторых случаях вместо одного ставится несколько электронных эмиттеров. К материалу для электронных эмиттеров предъявляются следующие требования 1) у него должна быть подходящая работа выхода (т. е. поток электронов должен быть достаточно большим при обычных напряжениях), 2) в условиях эксперимента он не должен химически реагировать с окружающей средой, 3) он должен иметь достаточно низкую упругость пара, чтобы не загрязнять образец, и 4) он должен быть достаточно прочным, чтобы сохранять форму при рабочих температурах. Идеальный материал — вольфрам, а идеальная ситуация такая, когда электронный эмиттер и образец идентичны по составу. Отражательные пластины изготавливаются из тугоплавких проводников, часто из тантала на них подают нулевой или отрицательный потенциал, чтобы улучшить фокусировку пучка на образец. С помощью электрических или магнитных полей можно отклонять пучок соответствующие теория и методики [c.225]
Идеальный материал — вольфрам, а идеальная ситуация такая, когда электронный эмиттер и образец идентичны по составу. Отражательные пластины изготавливаются из тугоплавких проводников, часто из тантала на них подают нулевой или отрицательный потенциал, чтобы улучшить фокусировку пучка на образец. С помощью электрических или магнитных полей можно отклонять пучок соответствующие теория и методики [c.225]
В условиях многотоннажного серийного производства нельзя, например, выплавить ковар, в котором содержание никеля в десятках тысяч плавок было бы точно 29%. Поэтому в действующих Технических условиях и ГОСТах изменения (в абсолютных значениях) содержания примесей легирующих элементов и свойств регламентированы в пределах соответствующих допусков. Например, содержание никеля и кобальта в коваре от плавки к плавке может колебаться в пределах 0,5% (от 29% нормы). В соответствии с этим температурный коэффициент линейного расширения ковара в определенных интервалах температур от плавки к плавке также колеблется в известных пределах.
 Естественно, что чем меньше эти допуски, тем ближе ло свойствам металл одной плавки к металлу другой плавки. Правильно установить эти допуски дело чрезвычайно трудное и требует знания зависимости влияния определенных факторов на свойства металлов (например, химического состава на механические свойства), а также того, как влияют отклонения в свойствах материала на работу того или иного узла или всего прибора в целом. Например, в коваре легирующие элементы (никель, кобальт) введены с целью обеспечения заданного температурного коэффициента линейного расширения в определенном интервале температур. В сталях никель и хром вводятся для того, чтобы повысить их коррозионную стойкость. Активные присадки (магний, кремний, вольфрам, кальций) в катодных сплавах введены как активаторы, обеспечивающие получение необходимой термоэлектронной эмиссии оксидного катода в вакуумном приборе. Естественно, что допуски на содержание легирующих присадок в каждом из этих сплавов должны быть различными. Так, для кернов оксидных катодов необходим никель с содержанием магния до 0,07%.
Естественно, что чем меньше эти допуски, тем ближе ло свойствам металл одной плавки к металлу другой плавки. Правильно установить эти допуски дело чрезвычайно трудное и требует знания зависимости влияния определенных факторов на свойства металлов (например, химического состава на механические свойства), а также того, как влияют отклонения в свойствах материала на работу того или иного узла или всего прибора в целом. Например, в коваре легирующие элементы (никель, кобальт) введены с целью обеспечения заданного температурного коэффициента линейного расширения в определенном интервале температур. В сталях никель и хром вводятся для того, чтобы повысить их коррозионную стойкость. Активные присадки (магний, кремний, вольфрам, кальций) в катодных сплавах введены как активаторы, обеспечивающие получение необходимой термоэлектронной эмиссии оксидного катода в вакуумном приборе. Естественно, что допуски на содержание легирующих присадок в каждом из этих сплавов должны быть различными. Так, для кернов оксидных катодов необходим никель с содержанием магния до 0,07%. Увеличение содержания магния приведет к значительным колебаниям электрических параметров и снижению надежности изделий в эксплуатации. Несмотря на трудности выплавки таких сплавов, указанные требования являются технически обоснованными и затраты на их про- [c.10]
Увеличение содержания магния приведет к значительным колебаниям электрических параметров и снижению надежности изделий в эксплуатации. Несмотря на трудности выплавки таких сплавов, указанные требования являются технически обоснованными и затраты на их про- [c.10]В качестве материала для кернов оксидных катодов прямого накала применяют вольфрам, никель и сплавы никеля с вольфрамом. [c.20]
Средняя температура рабочей иоверхности наиболее рас-ирострапеппых медных анодов ири нормальной работе плазмотрона за счет высокой теилоироводиости меди близка к темиературе охлаждающей жидкости. Напротив, в качестве материала катода обычно используют тугоплавкие материалы, такие как вольфрам, уголь для обеспечения термоэмиссии электронов, а температура рабочей области катода близка к темиературе плавления соответствующего материала. [c.485]
В лаборатории автора проведены исследования влияния материала катода на электровосстановление органических соединений. В кислых и щелочных растворах применяли следующие катоды кадмий, цинк, свинец, ртуть, олово, висмут, медь, никель, кобальт и железо. Алюминий применяли только в кисетом, а хром, вольфрам, молибден и магний—только в щелочных растворах. Было также изучено влияние температуры, при которой производится отливка низкоплавкового металла, на свойства этого металла при использовании его в качестве катода. Кадмий, цинк, олово и свипец отливали в формы, находящиеся при комнатной температуре и при температуре, которая на 50° ниже точки плавления данного металла. В этой работе по отливке необходим опыт, а поэтому рекомендуется получить консультацию у металлурга. В тех случаях, когда это возможно, использовали металлы чистотой 99,95% или выше. Кадмий, цинк, свинец и олово применяли в форме полос, переплавленных, как указано выше. Вольфрам, медь и магний получали в форме прутков, молибден—в форме листов и никель—в форме толстых пластин, которые затем распиливали, чтобы придать им нужную форму. Висмут, кобальт и хром применяли в виде гальванических покрытий на меди. Покрытие из висмута легко получали из раствора перхлората висмута [34]. Висмутовые аноды применяли с медным катодом. Ванна представляла собой насыщенный раствор перхлората висмута, содержавший на каждые 100 мл 10,4 г 72%-ной хлорной кислоты и 4,6 г трехокиси висмута. Катодная плотность тока [35] находилась в пределах 0,015—0,018 а/см . Рекомендуется слабое перемешивание раствора в ванне. Висмут в качестве катода применяли в виде гальванических покрытий, так как стержни из чистого висмута слишком хрупки. Хром можно осаждать на меди из ванны, содержащей хромовую кислоту и серную кислоту или сульфаты (см. стр. 338 в книге [21]). Медный катод помещали между двумя анодами из листового свинца. Катодная плотность тока составляла [c.321]
Покрытие из висмута легко получали из раствора перхлората висмута [34]. Висмутовые аноды применяли с медным катодом. Ванна представляла собой насыщенный раствор перхлората висмута, содержавший на каждые 100 мл 10,4 г 72%-ной хлорной кислоты и 4,6 г трехокиси висмута. Катодная плотность тока [35] находилась в пределах 0,015—0,018 а/см . Рекомендуется слабое перемешивание раствора в ванне. Висмут в качестве катода применяли в виде гальванических покрытий, так как стержни из чистого висмута слишком хрупки. Хром можно осаждать на меди из ванны, содержащей хромовую кислоту и серную кислоту или сульфаты (см. стр. 338 в книге [21]). Медный катод помещали между двумя анодами из листового свинца. Катодная плотность тока составляла [c.321]
Для получения плазмы используются специальные устройства — плазмотроны. Плазмотроны делятся по способу зажигания разряда в газовой среде на дуговые (работают на постоянном токе или токе промышленной частоты) и безэлектродные — высокочастотные [1, 2]. Электродуговые плазмотроны имеют мощность от 25 кВт до 10 МВт и выпускаются как серийно, так и в виде образцов, спроектированных специально для конкретного плазмохимическшх) реактора. Дуговые плазмотроны работают обычно при давлениях 0,1-5 МПа, материалом катода в них служит либо вольфрам, либо графит (материал катода определяет атмосферу в реакторе и возможные загрязнения продукта). Высокочастотные (ВЧ) плазмотроны в свою очередь делятся на индукционные (ВЧИ), емкостные (ВЧЕ) и сверхвысокочастотные (СВЧ). ВЧ-плазмотропы работают в диапазоне частот 0,2-40 МГц, мощности разряда 0,2 кВт-3 МВт, расходе плазмообразующеи) хаза до 0,3 кг/с. Главная особенность ВЧ-плазмотрона — отсутствие [c.666]
Электродуговые плазмотроны имеют мощность от 25 кВт до 10 МВт и выпускаются как серийно, так и в виде образцов, спроектированных специально для конкретного плазмохимическшх) реактора. Дуговые плазмотроны работают обычно при давлениях 0,1-5 МПа, материалом катода в них служит либо вольфрам, либо графит (материал катода определяет атмосферу в реакторе и возможные загрязнения продукта). Высокочастотные (ВЧ) плазмотроны в свою очередь делятся на индукционные (ВЧИ), емкостные (ВЧЕ) и сверхвысокочастотные (СВЧ). ВЧ-плазмотропы работают в диапазоне частот 0,2-40 МГц, мощности разряда 0,2 кВт-3 МВт, расходе плазмообразующеи) хаза до 0,3 кг/с. Главная особенность ВЧ-плазмотрона — отсутствие [c.666]
Однако растворение анода не всегда благоприятно. Отрицательное влияние этого процесса на титрование перманганата, бихромата и ванадата солью Мора описано в работе [31] изучение зависимости налагаемой э. д. с. и тока от природы материала одного из электродов (второй электрод во всех случаях — платина) показало, что анодное растворение электродов из вольфрама, молибдена, меди, серебра, нихрома и нержавеющей стали происходит при менее положительных потенциалах, чем анодное окисление Ре , вследствие чего кривая титрования смазывается .
 Примб1нять эти же металлы в качестве катода не только можно, но даже желательно, так как соответственно подобранный материал катода позволяет налагать меньшее напряжение и тем самым уменьшать влияние могущих присутствовать в растворе примесей, Способных к электродной реакции [31]. Дело в том, что соответственно подобранная пара расширяет возможности метода за счет различия в перенапряжении выделения водорода, ионизации кислорода и других электродных реакций на том или ином материале за счет электропроводности металла или его окислов, могущих отлагаться на электроде, и т. д. Примером служит исследование титрования молибдена (VI) на различных электродах (платина — платина, вольфрам — вольфрам и вольфрам— платина), показавшее, что применение пары вольфрам — платина позволяет вдвое снизить напряжение, налагаемое на электроды, по сравнению с двумя платиновыми электродами [24]. [c.79]
Примб1нять эти же металлы в качестве катода не только можно, но даже желательно, так как соответственно подобранный материал катода позволяет налагать меньшее напряжение и тем самым уменьшать влияние могущих присутствовать в растворе примесей, Способных к электродной реакции [31]. Дело в том, что соответственно подобранная пара расширяет возможности метода за счет различия в перенапряжении выделения водорода, ионизации кислорода и других электродных реакций на том или ином материале за счет электропроводности металла или его окислов, могущих отлагаться на электроде, и т. д. Примером служит исследование титрования молибдена (VI) на различных электродах (платина — платина, вольфрам — вольфрам и вольфрам— платина), показавшее, что применение пары вольфрам — платина позволяет вдвое снизить напряжение, налагаемое на электроды, по сравнению с двумя платиновыми электродами [24]. [c.79] В зависимости от материала катода и анода в качестве примесей мопут присутствавать никель, молибден, вольфрам, тантал, цирконий, хром, углерод. [c.93]
[c.93]
В нашей лаборатории проводились исследования для определения влияния материала катода на электрохимическое восстановление органических соединений. В кислом и щелочном растворах испытывали следующие катоды кадмий, цинк, свинец, ртз ть, олово, висмут, медь, никель, кобальт и железо. Алюминий испытывали лищь в кислом растворе, а хром, вольфрам, молибден и [c.11]
При электронно-лучевой плавке вещество помещают в специальное устройство, снабженное мощным источником излучения электронов. Устройство работает как рентгенова трубка, но прн более низком ускоряющем напряжении. Очищаемый образец—анод. Вольфрамовый или танталовый проводник служит в качестве нити накала катода. Очищаемый материал плавится под действием электронного излучения при непрерывной откачке, которая должна создавать давление не выше 0,01 Па. Электронно-лучевая плавка в вакууме дает возможность очищать тугоплавкие металлы ниобий, тантал, молибден, вольфрам, рений и др. , а также кремний и другие неметаллические вещества. При этом содержание газов (О2, N2, Но) в металлах уменьшается в сотни раз. Перво- [c.321]
, а также кремний и другие неметаллические вещества. При этом содержание газов (О2, N2, Но) в металлах уменьшается в сотни раз. Перво- [c.321]
М. с. 1000—1600° с. При повышении т-ры значительная прочность сохраняется (рис.)- М- с. выплавляют, как правило, в вакуумных дуговых пли электроннолучевых почах. Полуфабрикаты изготовляют в виде прутков, профилей, труб, листов, фольги и проволоки. Слитки литого металла подвергают горячему прессованию при т-ре 1500° С, промежуточному отжигу в интервале т-р 1200—1500° С (в зависимости от состава сплава) и последующему деформированию прокаткой или волочением. Из М. с. изготовляют поковки массой до 1,1 т. При оптимальном режиме прокатки т-ра хладноломкости при изгибе близка к т-ре жидкого азота. М. с. как жаропрочные конструкционные материалы применяют для изготовления головных частей и сопел ракет, вкладышей сопел, упорных колец силовых установок, рулей передних кромок крыльевых сверхзвуковых самолетов, радиационных щитков п деталей крепления, эксплуатируемых ирп высокой т-ре, деталей и узлов турбин. Применение жаропрочных М. с. в ракетных двигателях позволяет повысить рабочую т-ру на 200—300° С, увеличить их мощность. Каропрочные М. с. используют и и атомно энергетике. Лит. Тугоплавкие материа.лы в машиностроении. Справочник. М., 1967 Мальцев М. В. Металлография тугоплавких редких и радиоактивных металлов и сплавов. М., 1971 Сплавы молибдена. М., 1975 Молибден. Пер. с англ. М., 1962 Агте К., В а ц е к И. Вольфрам и молибден. Пер. с чеш. М.—Л., 1964 Т и т ц Т., Уилсон Дж. Тугоплавкие металлы и сплавы. Пер. с англ. М., 1969. В. Н. Минапов. МОЛИБДЕНИРОВАНИЕ — диффузионное насыщение поверхности металлических изделий молибденом или нанесение на них покрытий из чистого молибдена. Диффузионное М. обычно осуществляют газо- и жидкофазным способами. При газофазном способе молибден переносится газообразными галогенидами молибдена (хлоридами, фторидами и т. п.), при жидкофазном — анионами молибдена, к-рые осаждаются на поверхности катода—изделия. При газофазном способе (способе порошков) используют чистые молибдено- [c.
Применение жаропрочных М. с. в ракетных двигателях позволяет повысить рабочую т-ру на 200—300° С, увеличить их мощность. Каропрочные М. с. используют и и атомно энергетике. Лит. Тугоплавкие материа.лы в машиностроении. Справочник. М., 1967 Мальцев М. В. Металлография тугоплавких редких и радиоактивных металлов и сплавов. М., 1971 Сплавы молибдена. М., 1975 Молибден. Пер. с англ. М., 1962 Агте К., В а ц е к И. Вольфрам и молибден. Пер. с чеш. М.—Л., 1964 Т и т ц Т., Уилсон Дж. Тугоплавкие металлы и сплавы. Пер. с англ. М., 1969. В. Н. Минапов. МОЛИБДЕНИРОВАНИЕ — диффузионное насыщение поверхности металлических изделий молибденом или нанесение на них покрытий из чистого молибдена. Диффузионное М. обычно осуществляют газо- и жидкофазным способами. При газофазном способе молибден переносится газообразными галогенидами молибдена (хлоридами, фторидами и т. п.), при жидкофазном — анионами молибдена, к-рые осаждаются на поверхности катода—изделия. При газофазном способе (способе порошков) используют чистые молибдено- [c. 8]
8]
Наличие легко ионизируюш,ихся добавок (лантанированный и то-рированный вольфрам) снижает уровень температуры катода и растягивает во времени отмеченный выше характер структурных изменений вольфрама. По мере выхода этих присадок образуются крупные зерна вольфрама с направлением по вектору тока. Данный характер изменения структуры является общим для вольфрамовых катодов, не зависит от исходной структуры, наличия легкоионизо-ванных присадок, пористости материала. Наиболее стабильным в условиях катода является обезгаженный монокристалл вольфрама с направлением (100) по вектору тока. На катодах из монокристаллов вольфрама с направлениями (100) и (НО) по оси поверхность под привязкой оплавляется. На монокристалле с направлением (111) происходит рост усов , размер которых может достигать 1 -Ь 3 мм. [c.77]
Для получения тормозного излучения можно использовать обычные рентгеновские трубки. Они состоят из вольфрамового катода в виде проволочки и массивного анода, помещенных в стеклянный откачанный баллон. Катод нагревается и испускает термоэмиссионные электроны, которые ускоряются, двигаясь в электростатическом поле к аноду. Величина ускоряющего поля определяет максимальную энергию тормозных ( тонов. Чем выше порядковый номер атомов материала анода, тем полнее энергия бомбардирующих электронов трансформируется в тормозное излучение. При этом материал анода должен иметь высокую температуру плавления, чтобы не потечь при облучении, так как часть энергии электронов переходит в тепловую. Наиболее распространенньм материалом анода служит вольфрам на медной подложке, которая способствует более ускоренному отводу тепла от мишени. Часто анод дополнительно охлаждается водой. [c.31]
Катод нагревается и испускает термоэмиссионные электроны, которые ускоряются, двигаясь в электростатическом поле к аноду. Величина ускоряющего поля определяет максимальную энергию тормозных ( тонов. Чем выше порядковый номер атомов материала анода, тем полнее энергия бомбардирующих электронов трансформируется в тормозное излучение. При этом материал анода должен иметь высокую температуру плавления, чтобы не потечь при облучении, так как часть энергии электронов переходит в тепловую. Наиболее распространенньм материалом анода служит вольфрам на медной подложке, которая способствует более ускоренному отводу тепла от мишени. Часто анод дополнительно охлаждается водой. [c.31]
Многие /-элементы ГУ-УП групп используются как легирующие добавки для улучшения качества сталей. В состав сталей их обычно вводят в виде ферросплавов (сплавов с железом), например, феррохрома, ферромарганца, ферротитана, феррованадия и др. Легирование ими придает сталям ценные качества, например коррозионную стойкость (хром, марганец, титан), твердость и ударная вязкость (цирконий), твердость и пластичность (титан), прочность, ударная вязкость и износостойкость (ванадий), твердость и износостойкость (вольфрам), твердость и ударная вязкость (марганец), жаропрочность и коррозионную стойкость (молибден, ниобий). Марганец используется как раскислитель стали. Все более широкое применение получают эти металлы и их сплавы, как конструкционные, инструментальные и другие материалы. Так, титан и его сплавы, характеризуемые легкостью, коррозионной устойчивостью и жаропрочностью, применяются в авиастроении, космической технике, судостроении, химической промышленности и медицине. В атомных реакторах используются цирконий (конструкционный материал, отражающий нейтроны), гафний (поглотитель нейтронов), ванадий, ниобий и тантал. Вследствие высокой химической стойкости тантал, ниобий, вольфрам и молибден служат конструкционными материалами аппаратов химической промышленности. Вольфрам, молибден и рений, как тугоплавкие металлы, используются для изготовления катодов электровакуумных приборов и нитей накаливания термопар и в плазмотронах. Вместе с тем при высоких температурах вольфрам и молибден окисляются кислородом, причем образующиеся при высокой температуре оксиды не защищают эти металлы от коррозии, поэтому на воздухе они не жаростойки.
Марганец используется как раскислитель стали. Все более широкое применение получают эти металлы и их сплавы, как конструкционные, инструментальные и другие материалы. Так, титан и его сплавы, характеризуемые легкостью, коррозионной устойчивостью и жаропрочностью, применяются в авиастроении, космической технике, судостроении, химической промышленности и медицине. В атомных реакторах используются цирконий (конструкционный материал, отражающий нейтроны), гафний (поглотитель нейтронов), ванадий, ниобий и тантал. Вследствие высокой химической стойкости тантал, ниобий, вольфрам и молибден служат конструкционными материалами аппаратов химической промышленности. Вольфрам, молибден и рений, как тугоплавкие металлы, используются для изготовления катодов электровакуумных приборов и нитей накаливания термопар и в плазмотронах. Вместе с тем при высоких температурах вольфрам и молибден окисляются кислородом, причем образующиеся при высокой температуре оксиды не защищают эти металлы от коррозии, поэтому на воздухе они не жаростойки. Вольфрам служит основой сверхтвердых сплавов. Хромовое покрьггие придает изделиям декоративный вид, повышает твердость и износостойкость. [c.373]
Вольфрам служит основой сверхтвердых сплавов. Хромовое покрьггие придает изделиям декоративный вид, повышает твердость и износостойкость. [c.373]
Материалами для рабочих электродов служат платина, сплавы платины с иридием, серебро, медь, вольфрам, углерод (графит, пиролитический графит, стеклоуглерод). Наиболее пригодными материалами для вспомогательных электродов являются платина и ее сплавы с иридием. Следует иметь в виду, что платиновый анод незначительно растворяется в кислых и аммиачных электролитах, а затем платина выделяется из раствора на катоде. В качестве материалов вспомогательных электродов иногда также используют углерод, серебро (при работе с электролитами, содержащими хлориды) и свинец (при работе с аммиачными электролитами). По форме рабочие и вспомогательные электроды могут быть весьма разнообразными прямые проволока или стержень, спираль, сетка, пластина, трубка, чашка, тигель и др. Для предотвращения протекания на вспомогательном электроде нежелательных реакций необходимо правильно выбирать материал и форму электрода. Эффективно также применение электролизных ячеек с диафрагмами. Для контролирования потенциала электролиза используют электроды сравнения (насыщенный каломельный, меркурсульфатный электроды и др.). Электроды сравнения иногда применяют и в качестве вспомогательных электродов. Некоторые конструкции электролитических ячеек показаны на рис. 22. Кроме электролиза в статических условиях, выполняемого в стеклянных или пластмассовых ячейках (рис. 22,а), также проводят электролиз в потоке. При этом микроэлементы концентрируют на внутренней поверхности небольшого трубчатого электрода [412, 413] (рис. 22,6) или электрода в форме чашки [414]. [c.75]
Эффективно также применение электролизных ячеек с диафрагмами. Для контролирования потенциала электролиза используют электроды сравнения (насыщенный каломельный, меркурсульфатный электроды и др.). Электроды сравнения иногда применяют и в качестве вспомогательных электродов. Некоторые конструкции электролитических ячеек показаны на рис. 22. Кроме электролиза в статических условиях, выполняемого в стеклянных или пластмассовых ячейках (рис. 22,а), также проводят электролиз в потоке. При этом микроэлементы концентрируют на внутренней поверхности небольшого трубчатого электрода [412, 413] (рис. 22,6) или электрода в форме чашки [414]. [c.75]
Вольфрамовые нити с добавлением тория | Производителя
Поскольку торированный вольфрам имеет отличные характеристики эмиссии электронов и достаточно долгий срок службы, тонкая вольфрамовая проволока, содержащая торий подходит для использования в различных электронных трубках, нагревателях, нитях и т. д. Компания HUAXIANG предоставляет широкий ассортимент торированных вольфрамовых проводников, отвечающих любым требованиям. В зависимости от различного содержания оксида тория наши торированные вольфрамовые провода разделяются на различные модели, включая WTH7, WTh20, WTh25, WTh30 и WTh50.
д. Компания HUAXIANG предоставляет широкий ассортимент торированных вольфрамовых проводников, отвечающих любым требованиям. В зависимости от различного содержания оксида тория наши торированные вольфрамовые провода разделяются на различные модели, включая WTH7, WTh20, WTh25, WTh30 и WTh50.
Каждая вольфрамовая нить с торием компании HUAXIANG имеет высокую точность размеров и точное значение сопротивления. Различные модели подходят для различных применений.
Применения
1. Вольфрамовая нить накала WTH7 используется в электронных трубках, излучателях, пружинах, электродах для газовольфрамовой сварки, катодах газоразрядного источника и т.д.
2. Вольфрамовые нити WTh20, WTh25, WTh30 и WTh50 используются в основном в качестве отрицательного полюса в электронных трубках, электродной сетки, термостойких электродов, прочных нитей накала и т.д.
Характеристики
| Модель | WTH7 | WTh20 | WTh25 | WTh30 | WTh50 |
| Состояние | R | ||||
| Размер | Φ 0. 2- Φ 0.8 2- Φ 0.8 | ||||
| Диаметр (мм) | Отклонение по весу (%) | Отклонение по диаметру (%) | ||
| 1 уровень | 2 уровень | 1 уровень | 2 уровень | |
| Φ0.2-Φ0.35 | ||||
| Φ0.35-Φ0.80 | — | — | 1.0 | 2.0 |
| Модели | Содержание вольфрама (%) | Содержание оксида тория (%) | Содержание примесей (%) | Содержание каждой примеси (%) |
| WTH 7 | ≥98.90 | 0.7-0.99 | 0.1 | 0.01 |
| WTh20 | ≥98.41 | 1.0-1.49 | 0.1 | 0.01 |
| WTh25 | ≥97.91 | 1.5-1.99 | 0.1 | 0.01 |
| WTh30 | ≥97.64 | 1.99-2.5 | 0.1 | 0. 01 01 |
| WTh50 | ≥95.69 | 3.9-4.2 | 0.1 | 0.01 |
Торированный вольфрам опасен радиоактивностью для сварщиков
В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги и увеличения срока службы сварочных электродов.
Фон
В то время как 2-процентный торированный вольфрам был наиболее часто используемым вольфрамовым материалом в течение многих лет, этот тип электродов подвергается все более тщательному изучению из-за опасений по поводу окружающей среды и безопасности пользователей этого материала.Опасения возникают из-за того, что элемент торий радиоактивен.
Исходя из этого, многие организации оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивный вольфрам.
Проблема радиоактивности
Торий, используемый в 2-процентном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья тех, кто подвергается его воздействию, и для окружающей среды.
Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в вольфрамовую матрицу, поэтому внешнее излучение мало.
Основной риск для сварщика возникает при проглатывании материала. Это происходит в первую очередь при вдыхании пыли, возникающей при шлифовке наконечников для сварки, а также в меньшей степени при вдыхании любых паров, выделяющихся при сварке.
Американское общество сварщиков в своих A5.12 «Спецификациях на электроды из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет по этому вопросу следующее: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении.Если альтернативы технически осуществимы, их следует использовать».
Они подтверждают, что основной проблемой при использовании этого материала является проглатывание пыли, образующейся при шлифовке точек на электродах.
Далее они говорят: «…во время заточки наконечников электродов происходит образование радиоактивной пыли с риском внутреннего облучения. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняя при необходимости средствами защиты органов дыхания.»
Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняя при необходимости средствами защиты органов дыхания.»
Европа также признала опасность 2-процентного тория вольфрама. TWI (Институт сварки), который является британским эквивалентом AWS, сообщает, что «Британское управление по охране труда и технике безопасности (HSE) выпустило информационный документ, предусматривающий хранение и использование торированных вольфрамовых электродов.
«В нем указано, что во время шлифования должна быть обеспечена местная вытяжная вентиляция, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере на свалку.»
Далее: «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды не являются необходимыми для обеспечения качества сварного шва, следует поощрять пользователей к поиску альтернатив».
В очень подробном исследовании, проведенном DVS (Немецким обществом сварщиков), они измерили количество радиоактивных альфа-частиц и спектры энергии гамма-излучения в окружающем воздухе во время шлифовки вольфрамовых электродов.
Некоторые из рекомендаций этого исследования включали: (i) рекомендуется работать, если это возможно, без использования сварочных электродов, содержащих торий; (ii) если это невозможно, следует принять меры предосторожности для защиты работников от загрязнения или вдыхания шлифовальной пыли; и (iii) рабочая зона должна регулярно очищаться, чтобы избежать загрязнения, вызванного осаждением пыли.
Еще одно исследование было проведено в Германии Департаментом земли Бавария по вопросам развития и окружающей среды.
Они пришли к выводу, что на предприятиях, где нет системы пылеудаления при измельчении торированного вольфрама, воздействие вредных частиц в четыре раза больше, чем при вытяжке. Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение, уровни все еще могут быть слишком высокими.
Кроме того, они упомянули, что торированные вольфрамовые электроды, хранящиеся в коробках на полке, не представляют потенциальной опасности.
В настоящее время в Комиссию Европейского Сообщества внесено предложение резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
В штате Калифорния производители вольфрама теперь включают упаковку 2-процентных торированных вольфрамовых электродов с предупреждением, подобным тому, которое использует Osram Sylvania, а именно: «ВНИМАНИЕ! Этот продукт содержит или производит химическое вещество, известное в штате Калифорния. вызвать рак.(Калифорнийский кодекс здоровья и безопасности 25249.5 и последующие)»
Наконец, один из крупнейших производителей вольфрама в США, Teledyne Tungsten Products, перечисляет следующие предостережения/предупреждения в своих листах MSDS:
«Торий является природным низкоуровневым радиоактивным элементом. Торий в первую очередь является источником альфа-излучения. Дочерние элементы в цепочке распада излучают альфа-, бета- и гамма-излучение. материалы.»
«Последствия чрезмерного воздействия: … Хроническое вдыхание пыли может вызвать повреждение легких у людей».
«Оценка канцерогенности: NTP-1 (Thoria). Примечание: NTP-1: Вещества или группы веществ, которые, как известно, являются канцерогенными. «Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как те вещества, для которых имеется достаточно доказательств канцерогенности в исследованиях на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».
«Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как те вещества, для которых имеется достаточно доказательств канцерогенности в исследованиях на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».
«Токсикологическая информация: ….Сильное воздействие пыли или проглатывание больших количеств растворимых соединений вызывает изменения в массе тела, поведении, клетках крови, активности холинэстеразы и сперме у экспериментальных животных».
Нерадиоактивные вольфрамовые материалы
Из-за проблемы, обсуждавшейся в разделе выше, были разработаны два важных альтернативных нерадиоактивных вольфрамовых материала. Первый, представленный в 1980-х годах, чаще всего доступен в виде 2-процентного цериевого вольфрама.Этот материал обычно используется для сварки постоянным током с меньшей силой тока. На самом деле, она занимает очень большую долю рынка по продажам процесса орбитальной сварки.
Совсем недавно появился 1½-процентный лантансодержащий вольфрам, который может стать будущим стандартом для вольфрамовых электродов.
Содержание 1½ процента по весу (в отличие от 2 процентов) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания на основании научных исследований, которые показали, что это количество содержания наиболее точно отражает характеристики проводимости 2-процентного тория. вольфрам.
Таким образом, сварщики обычно могут легко заменить свой радиоактивный 2-процентный ториевый материал этим вольфрамом и не должны вносить какие-либо изменения в программу сварки.
Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория, палочка из 1½-процентного (по весу) лантанированного вольфрама фактически содержит на 15 процентов больше оксидов по объему, чем палочка из 2-процентного (по весу) торированного вольфрама. . Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов охлаждает наконечник.
Наконец, вольфрам с содержанием лантана 1½ процента подходит для сварки как на переменном, так и на постоянном токе. Таким образом, предприятия, которые хранят как 2-процентный торированный вольфрам для сварки постоянным током, так и другой тип вольфрама (обычно чистый или циркониевый вольфрам) для сварки переменным током, могут иметь только один тип вольфрама.
Тематические исследования
Чтобы оценить возможность перехода на 1½-процентный лантансодержащий вольфрам для сварки постоянным током, был проведен ряд исследований.Ниже приведены краткие сведения о некоторых из них:
Исследование 1
В 1998 году на выставке Американского общества сварщиков в Детройте, штат Мичиган, один крупный производитель вольфрама представил независимое исследование, проведенное на вольфраме с содержанием лантана 1½ процента. Таким образом, 2-процентный ториевый, 2-процентный цериевый и два производителя с 1½-процентным лантановым вольфрамом сравнивались путем наблюдения за эрозией наконечника после 300 разрядов дуги постоянного тока при токе 70 и 150 ампер. Как при более низкой, так и при более высокой силе тока вольфрам, содержащий 1½ процента лантана, показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Как при более низкой, так и при более высокой силе тока вольфрам, содержащий 1½ процента лантана, показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Исследование 2
Военно-воздушные силы США провели исследование 1½-процентного лантансодержащего вольфрама по сравнению с 2-процентным торированным вольфрамом для оценки характеристик зажигания дуги, допустимого тока и проникновения.
Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304 на машине GTAW Miller 350 Synchrowave.
При использовании как высокой частоты, так и касания электроды с лантановым покрытием работали лучше, чем электроды с торием, или не уступали им.
Кроме того, геометрия наконечника была более стабильной при сильном токе на электродах с лантановым покрытием. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика.
Наконец, они пришли к выводу, что нет необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Исследование 3
Независимые исследования были проведены в Институте судюра в Париже, Институте технической технической помощи TH-Аахен и в Техническом центре Швейцарии в Вене.
Они обнаружили, что в каждом случае срок службы электродов, содержащих лантан, был больше, чем у электродов, содержащих тор. Кроме того, скорость расхода электрода была выше для ториевых электродов, чем для лантансодержащих. Никаких различий в характеристиках зажигания дуги установить не удалось.
Заключение
Обычно используемый 2-процентный торированный вольфрам представляет собой потенциальную опасность для здоровья. Альтернативой этому материалу является нерадиоактивный 1½-процентный лантансодержащий вольфрам, который обеспечивает легкий переход и часто дает лучшие характеристики.
Welding Automation и ее дистрибьюторы имеют запасы 2%-ного латинированного вольфрама , который, как показали австралийские испытания, проведенные Австралийской (бывшей подводной лодкой, теперь) судостроительной корпорацией, наиболее точно соответствует характеристикам 2%-ного торированного вольфрама.
|
 В дополнение к риску вдыхания в нем также говорится, что пыль, возникающая при шлифовании, может оседать на поверхностях и загрязнять тело и одежду. Как вы знаете, электроды, которые мы используем, содержат торированный вольфрам, и это может быть опасно для здоровья рабочих (Вы также можете заметить, что без какой-либо шлифовки существует очень низкое воздействие внешнего излучения от наших электродов, но это количество считается незначительный).
В дополнение к риску вдыхания в нем также говорится, что пыль, возникающая при шлифовании, может оседать на поверхностях и загрязнять тело и одежду. Как вы знаете, электроды, которые мы используем, содержат торированный вольфрам, и это может быть опасно для здоровья рабочих (Вы также можете заметить, что без какой-либо шлифовки существует очень низкое воздействие внешнего излучения от наших электродов, но это количество считается незначительный).


 Чтобы сбалансировать экономию средств и в то же время гарантировать благополучие всех работников, мы привлекли нашу команду EH&S для проверки проекта.
Чтобы сбалансировать экономию средств и в то же время гарантировать благополучие всех работников, мы привлекли нашу команду EH&S для проверки проекта.
 Прикрепил фото для соответствия. (Примечание: требования по утилизации могут измениться, если у HSA будет другая точка зрения)
Прикрепил фото для соответствия. (Примечание: требования по утилизации могут измениться, если у HSA будет другая точка зрения) А перешлифовка производится при минимальном удалении исходного материала. На самом деле это больше полировка. Таким образом, качество повторно заземленных электродов удовлетворительно для первого повторного использования. И в большинстве случаев я перетачиваю только один раз или максимум два раза. Поскольку мы обнаружили, что повторная шлифовка во второй раз повлияет на качество распыления. См. ответ № 2.
А перешлифовка производится при минимальном удалении исходного материала. На самом деле это больше полировка. Таким образом, качество повторно заземленных электродов удовлетворительно для первого повторного использования. И в большинстве случаев я перетачиваю только один раз или максимум два раза. Поскольку мы обнаружили, что повторная шлифовка во второй раз повлияет на качество распыления. См. ответ № 2. металлургия оценки и испытания критериев авиационных стандартов.
металлургия оценки и испытания критериев авиационных стандартов. и процесс осуществляется в небольшой камере с отсосом для предотвращения попадания пыли в окружающую среду. Надеюсь, это прояснило метод переточки shd, который у вас есть.
и процесс осуществляется в небольшой камере с отсосом для предотвращения попадания пыли в окружающую среду. Надеюсь, это прояснило метод переточки shd, который у вас есть. Аспекты здоровья и безопасности будут проблемой только в том случае, если люди не проведут оценку рисков и не приложат усилий для минимизации воздействия.
Аспекты здоровья и безопасности будут проблемой только в том случае, если люди не проведут оценку рисков и не приложат усилий для минимизации воздействия.
 довольно убежден в анализе данных. До того, как мы внедрили приспособление для переточки, дефект составлял около 25%, так как мы использовали ручную шлифовку, что приводило к большому разбросу результатов.Так что на данный момент я придерживаюсь только одной практики переточки с использованием приспособления. С точки зрения производительности процесса, напряжение колеблется во время процесса, и поэтому мы допускаем предел допуска в работе. например: распыление Metco 204C-NS (порошок YZ), напряжение установлено на уровне 80 В +/- 5. Таким образом, диапазон находится в пределах 75 ~ 85 В. это считается нормально. Новый электрод может легко дать показание напряжения 80 ~ 85 В, тогда как электроды, повторно заточенные в первый раз, работают при 78 ~ 80. Воспользовавшись этим пределом допуска и проверив результат напыленного покрытия, оценив его в лаборатории и получив результат, отвечающий критериям.Таким образом, я не вижу никаких причин, почему бы мне этого не делать.
довольно убежден в анализе данных. До того, как мы внедрили приспособление для переточки, дефект составлял около 25%, так как мы использовали ручную шлифовку, что приводило к большому разбросу результатов.Так что на данный момент я придерживаюсь только одной практики переточки с использованием приспособления. С точки зрения производительности процесса, напряжение колеблется во время процесса, и поэтому мы допускаем предел допуска в работе. например: распыление Metco 204C-NS (порошок YZ), напряжение установлено на уровне 80 В +/- 5. Таким образом, диапазон находится в пределах 75 ~ 85 В. это считается нормально. Новый электрод может легко дать показание напряжения 80 ~ 85 В, тогда как электроды, повторно заточенные в первый раз, работают при 78 ~ 80. Воспользовавшись этим пределом допуска и проверив результат напыленного покрытия, оценив его в лаборатории и получив результат, отвечающий критериям.Таким образом, я не вижу никаких причин, почему бы мне этого не делать. Я жду какой-нибудь документ/доказательство концентрации активности оксида триума в электроде, прежде чем завершить проект.
Я жду какой-нибудь документ/доказательство концентрации активности оксида триума в электроде, прежде чем завершить проект.
 по ссылкам). Я не уверен в плюсах и минусах альтернативных продуктов из легированного вольфрама (кроме более низкого уровня ионизирующего излучения).
по ссылкам). Я не уверен в плюсах и минусах альтернативных продуктов из легированного вольфрама (кроме более низкого уровня ионизирующего излучения).  11.2006, 07:15,
11.2006, 07:15,
 12.2006, 18:59,
12.2006, 18:59, Как вы думаете, это из-за измельчения Tunsten и могло быть вдыхание? Он сказал, что перемалывает их целыми днями.Какие симптомы могут быть при вдыхании этого вещества? Он сваривает алюминий, например, кухонное оборудование для школ и тюрем. Врачи тоже не могут понять, почему это происходит.
Как вы думаете, это из-за измельчения Tunsten и могло быть вдыхание? Он сказал, что перемалывает их целыми днями.Какие симптомы могут быть при вдыхании этого вещества? Он сваривает алюминий, например, кухонное оборудование для школ и тюрем. Врачи тоже не могут понять, почему это происходит. Последствия чрезмерного воздействия никеля и хрома довольно пугающие, но риск для нашего здоровья при обычном использовании столовых приборов будет считаться чрезвычайно низким.
Последствия чрезмерного воздействия никеля и хрома довольно пугающие, но риск для нашего здоровья при обычном использовании столовых приборов будет считаться чрезвычайно низким.
 Однако при шлифовке наконечников электродов образуется радиоактивная пыль, представляющая опасность при вдыхании.
Однако при шлифовке наконечников электродов образуется радиоактивная пыль, представляющая опасность при вдыхании. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются в размер после спекания. Торий (Th) слаборадиоактивен с длительным периодом полураспада и испускает в основном альфа (альфа) частицы, но иногда испускается некоторое количество бета (бета) и гамма (гамма) излучения. . Альфа-частицы не могут проникнуть через кожу или даже через бумагу.Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где они действуют как канцероген. Таким образом, оксид тория представляет собой низкоактивный материал, который может вызвать как небольшую внешнюю радиационную опасность, так и внутреннюю радиационную опасность. опасность проглатывания или вдыхания. Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень малую долю от максимально допустимой дозы облучения, и делается вывод, что опасность внешнего излучения, вероятно, будет пренебрежимо малой.
В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются в размер после спекания. Торий (Th) слаборадиоактивен с длительным периодом полураспада и испускает в основном альфа (альфа) частицы, но иногда испускается некоторое количество бета (бета) и гамма (гамма) излучения. . Альфа-частицы не могут проникнуть через кожу или даже через бумагу.Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где они действуют как канцероген. Таким образом, оксид тория представляет собой низкоактивный материал, который может вызвать как небольшую внешнюю радиационную опасность, так и внутреннюю радиационную опасность. опасность проглатывания или вдыхания. Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень малую долю от максимально допустимой дозы облучения, и делается вывод, что опасность внешнего излучения, вероятно, будет пренебрежимо малой.
ТОРИРОВАННЫЙ ВОЛЬФРАМ 2% КРАСНЫЙ 1/8″ (3,2 мм), 10 шт. в упаковке
Детали
Вольфрамовые электроды и диаметры для сварки вольфрамовым электродом в среде инертного газа — 2 % тория, лантана, церия
Введение
Этот вольфрам является наиболее распространенным вольфрамовым электродом, который в настоящее время используется в сварке Longevity DC TIG.Он обычно используется для сварки постоянным током низкоуглеродистой стали, бронзы и нержавеющей стали, а также практически всех металлов, кроме алюминия, и обладает превосходными характеристиками.
Лучший друг сварщика, эти красные вольфрамовые электроды с содержанием 2% тория 1/8 x 7 дюймов для сварки TIG помогут вам выполнить работу. Разработанные в соответствии с точными техническими характеристиками, вы можете рассчитывать на то, что эти долговечные электроды снова и снова будут работать в самых сложных условиях сварки.
Разработанные в соответствии с точными техническими характеристиками, вы можете рассчитывать на то, что эти долговечные электроды снова и снова будут работать в самых сложных условиях сварки.
Благодаря надежному зажиганию дуги и низкой скорости прогорания эти электроды обеспечивают высочайшее качество дуги при соблюдении стандартов ANSI и Американского общества сварщиков, таких как AWS A5.12М/А5.12:2009.
Преимущества:
• Хорошо работает с инверторными сварочными аппаратами
• Совместимы с долговечными сварочными аппаратами TIGWELD, PROMTS и INNOVATOR
• Рекомендуется для сварки TIG на постоянном токе
• Идеально подходит для сварки низкоуглеродистой стали, бронзы и нержавеющей стали
• Долгий срок службы
Технические характеристики
| Особенности продукта | Размер: 1/8″ x 7″ или 3,2 мм x 175 мм |
|---|---|
| Технические характеристики | 1/8″(3. |
| Что включено | 10 электродов |
| Типичное применение | Мягкая сталь, бронза, нержавеющая сталь |
| Продукт № | 880010 |
 2 мм), 10 шт. в упаковке
2 мм), 10 шт. в упаковкеОтзывы
Видео
Тиг Миг Палка Мультипроцесс Плазма ЧПУ Расходные материалы Сварочная броня Общий Настраивать
Видео загружается….
Этот продукт может подвергать вас воздействию химических веществ, включая формальдегид (газ), известный как в штат Калифорния, чтобы вызвать рак.Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov
.Китай производитель порошка вольфрама, стержень из карбида вольфрама, поставщик порошка из карбида вольфрама
Компания JIANGXI LF CEMENTED CARBIDE TOOLS Co. , Ltd является высокотехнологичным предприятием, специализирующимся на производстве изделий из вольфрама. Мы являемся дочерней компанией CF Tungsten Industry Group, расположенной в Ганьчжоу, провинция Цзянси. Ганьчжоу — известный город, известный в мире как вольфрамовая столица.Наша фабрика занимает площадь 12000 м2 и хорошо оборудована. Мы специализируемся на…
, Ltd является высокотехнологичным предприятием, специализирующимся на производстве изделий из вольфрама. Мы являемся дочерней компанией CF Tungsten Industry Group, расположенной в Ганьчжоу, провинция Цзянси. Ганьчжоу — известный город, известный в мире как вольфрамовая столица.Наша фабрика занимает площадь 12000 м2 и хорошо оборудована. Мы специализируемся на…
У нас есть передовые производственные процессы и 15-летний опыт управления производством. Наши твердосплавные стержни изготовлены из 100% первичного сырья, наше сырье поступает из местного вольфрамового рудника со строгим управлением качеством. Мы сохраняем наше преимущество в конкурентоспособной цене и высокой качество… Добро пожаловать на запрос в любое время.
Наши твердосплавные стержни изготовлены из 100% первичного сырья, наше сырье поступает из местного вольфрамового рудника со строгим управлением качеством. Мы сохраняем наше преимущество в конкурентоспособной цене и высокой качество… Добро пожаловать на запрос в любое время.
Мы посвятили себя изучению ценности ресурсов, соблюдали наши обязательства по устойчивому развитию, с благодарностью и уважением стремились к гармонии природы и человека.Мы придерживаемся философии «создание-достижение, инновации-счастье», настаиваем на инновациях как на двигателе развития компании. Успех компании зависит от вклада сотрудников и поддержки беспроигрышной деловой ситуации клиентов.
С нетерпением ждем будущего, CF tungsten надеется улучшить окружающую среду, экономику, гуманность для общества и создать более высокие вознаграждения для наших клиентов, сотрудников и акционеров благодаря своему упорному труду.
Торированные вольфрамовые нити — ScienceDirect
В качестве значительного дополнения к предыдущей обзорной статье, озаглавленной «Эффективные работы выхода для ионной и электронной эмиссии с моно- и поликристаллических поверхностей» [Prog. Серф. науч. 83 (2008) 1–165], настоящая монография обобщает обширную и актуальную базу данных в табл. +, ϕe и ϕ−), эффективные для положительно-ионной, электронной и отрицательно-ионной эмиссий с моно- и поликристаллических поверхностей 88 видов химических элементов ( 1 H– 99 Es), а также включающая в себя основные экспериментальные условия и метод, применяемые для каждого образца образца (объемного или пленочного), а также 490 сносок.Из приведенной выше базы данных, основанной на 4461 публикации, опубликованной на сегодняшний день в области физики и химии, статистически оценены наиболее вероятные значения ϕ+, ϕe и ϕ- для практически чистых поверхностей примерно для 600 поверхностных видов моно- и поликристаллов. Значения, рекомендуемые для ϕe вместе с ϕ+ и ϕ− в таблице 2, гораздо более многочисленны как по поверхностным видам, так и по количеству данных, а также они могут быть более надежными и удобными, чем значения в популярных справочниках и обзорах, которые до сих пор широко используются многими.
Серф. науч. 83 (2008) 1–165], настоящая монография обобщает обширную и актуальную базу данных в табл. +, ϕe и ϕ−), эффективные для положительно-ионной, электронной и отрицательно-ионной эмиссий с моно- и поликристаллических поверхностей 88 видов химических элементов ( 1 H– 99 Es), а также включающая в себя основные экспериментальные условия и метод, применяемые для каждого образца образца (объемного или пленочного), а также 490 сносок.Из приведенной выше базы данных, основанной на 4461 публикации, опубликованной на сегодняшний день в области физики и химии, статистически оценены наиболее вероятные значения ϕ+, ϕe и ϕ- для практически чистых поверхностей примерно для 600 поверхностных видов моно- и поликристаллов. Значения, рекомендуемые для ϕe вместе с ϕ+ и ϕ− в таблице 2, гораздо более многочисленны как по поверхностным видам, так и по количеству данных, а также они могут быть более надежными и удобными, чем значения в популярных справочниках и обзорах, которые до сих пор широко используются многими.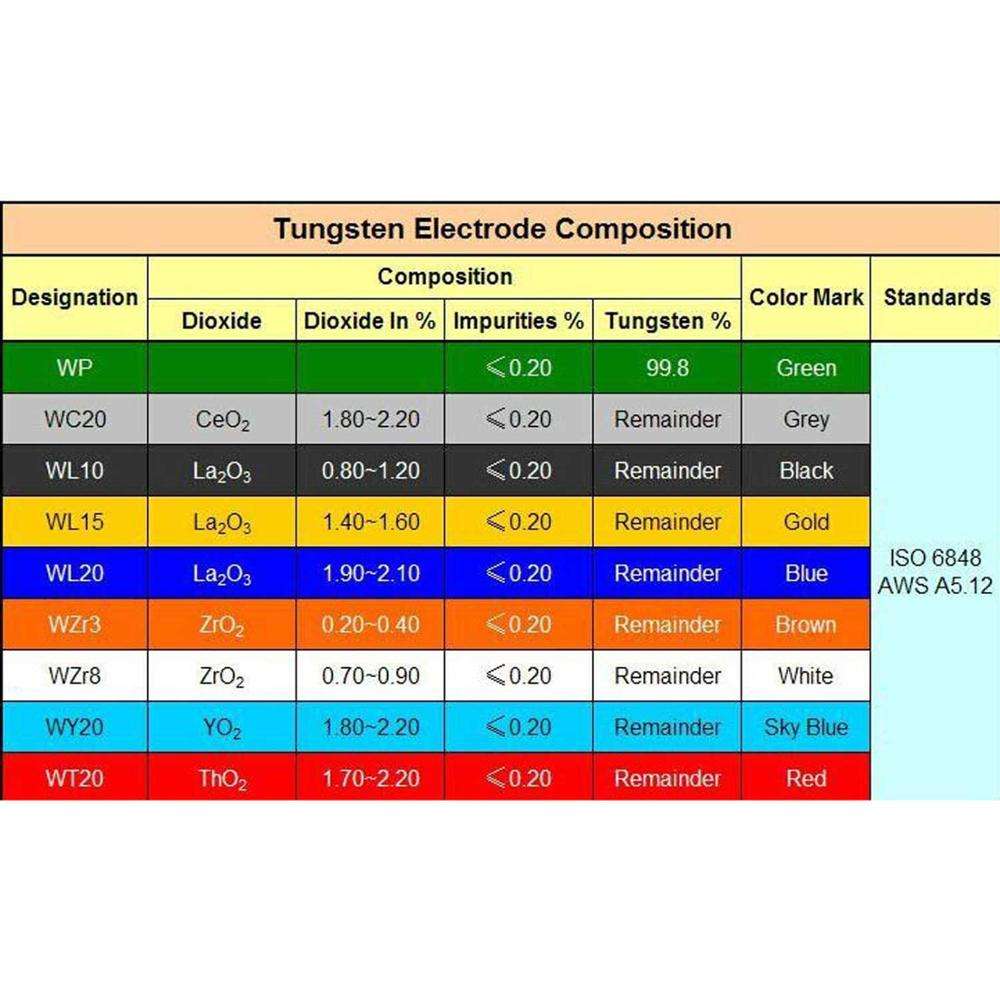 рабочих, потому что последний основан на менее обильных данных о ϕe, опубликованных, как правило, до ∼1980 г., а также потому, что он не охватывает рекомендованных значений ϕ+ и ϕ−.Следовательно, таблица 1 может быть более полезной как последняя и наиболее полная база данных по функциям выхода (особенно ϕe) для быстрого обращения к разнообразным данным, полученным в определенных условиях. Сравнение наиболее вероятных значений ϕe, рекомендуемых для каждого поверхностного вида, между этой статьей и другими литературными данными, перечисленными в таблицах 2 и 3, показывает, что учет последних данных о работе выхода, накопленных, в частности, за последние ∼40 лет, очень важен для корректного анализа этих данных. поверхностные явления или процессы, связанные либо с функцией работы, либо с ее изменениями.На основе нашей простой модели работы выхода поликристалла, состоящего из ряда мозаичных граней (1–i), каждая из которых имеет дробную площадь ( F i) и локальную работу выхода (ϕi), его значения как ϕ + и ϕe теоретически рассчитаны, а также критически сравнены с большим количеством экспериментальных данных.
рабочих, потому что последний основан на менее обильных данных о ϕe, опубликованных, как правило, до ∼1980 г., а также потому, что он не охватывает рекомендованных значений ϕ+ и ϕ−.Следовательно, таблица 1 может быть более полезной как последняя и наиболее полная база данных по функциям выхода (особенно ϕe) для быстрого обращения к разнообразным данным, полученным в определенных условиях. Сравнение наиболее вероятных значений ϕe, рекомендуемых для каждого поверхностного вида, между этой статьей и другими литературными данными, перечисленными в таблицах 2 и 3, показывает, что учет последних данных о работе выхода, накопленных, в частности, за последние ∼40 лет, очень важен для корректного анализа этих данных. поверхностные явления или процессы, связанные либо с функцией работы, либо с ее изменениями.На основе нашей простой модели работы выхода поликристалла, состоящего из ряда мозаичных граней (1–i), каждая из которых имеет дробную площадь ( F i) и локальную работу выхода (ϕi), его значения как ϕ + и ϕe теоретически рассчитаны, а также критически сравнены с большим количеством экспериментальных данных. Кроме того, тщательно анализируется «контраст термоэлектронной работы выхода поликристаллов» (Δϕ∗≡ϕ+−ϕe), хорошо известный как термоэлектронная особенность, присущая каждому поликристаллу, как функция степени монокристаллизации (δm), соответствующей наибольшему ( F м) среди F i (табл. 4–6 и рис.1), что приводит к следующим выводам: (1) ∆ϕ∗
≃ const (>0) выполняется для обычно называемых «поликристаллическими» поверхностями (обычно δm < 50%), (2) Δϕ∗ колеблется от ∼0,3 эВ (Pt) до 0,7 эВ (Nb) в зависимости от вида поликристаллической поверхности, ( 3) в случае условно названного здесь «субмонокристалла» (50 < δm < 100 %) Δϕ∗ параболически уменьшается до нуля при увеличении δm от ∼50 % до 100 % (монокристалл), (4) Δϕ∗= 0,0 эВ относится к чистой и гладкой монокристаллической поверхности (δm
≈ 100%), (5) относительно эмиссии отрицательных ионов, с другой стороны, наше теоретическое предсказание Δϕ∗∗≡ϕ−−ϕe=0.Экспериментально подтверждено, что 0 эВ выполняется для любых поверхностных частиц при любых поверхностных условиях (табл.
Кроме того, тщательно анализируется «контраст термоэлектронной работы выхода поликристаллов» (Δϕ∗≡ϕ+−ϕe), хорошо известный как термоэлектронная особенность, присущая каждому поликристаллу, как функция степени монокристаллизации (δm), соответствующей наибольшему ( F м) среди F i (табл. 4–6 и рис.1), что приводит к следующим выводам: (1) ∆ϕ∗
≃ const (>0) выполняется для обычно называемых «поликристаллическими» поверхностями (обычно δm < 50%), (2) Δϕ∗ колеблется от ∼0,3 эВ (Pt) до 0,7 эВ (Nb) в зависимости от вида поликристаллической поверхности, ( 3) в случае условно названного здесь «субмонокристалла» (50 < δm < 100 %) Δϕ∗ параболически уменьшается до нуля при увеличении δm от ∼50 % до 100 % (монокристалл), (4) Δϕ∗= 0,0 эВ относится к чистой и гладкой монокристаллической поверхности (δm
≈ 100%), (5) относительно эмиссии отрицательных ионов, с другой стороны, наше теоретическое предсказание Δϕ∗∗≡ϕ−−ϕe=0.Экспериментально подтверждено, что 0 эВ выполняется для любых поверхностных частиц при любых поверхностных условиях (табл. 7), (6) каждый поликристалл (обычно δm < 50%) может иметь в общем случае уникальное значение ϕe, характерное для его разновидности, с небольшим зависимости от δm, (7) этот вывод дает нам, во-первых, прочную основу для теоретического обоснования экспериментального факта (табл. 2), что каждая разновидность поликристалла имеет почти постоянное значение ϕe, а также ϕ+ (обычно в пределах погрешности ±0,1 эВ), мало зависящие от различия компонентов поверхности ( F i и ϕi) между образцами, пока δm < 50 %, (8) в отличие от поликристалла (δm < 50 %), любого субмонокристалла (50 < δm < 100%) имеет такую аномалию, что не обладает уникальным значением работы выхода, характерным для самого поверхностного вещества, так как его ϕe, как и ϕ+, существенно меняются в зависимости от δm, (9) следовательно, в качестве субмонокристалла следует принять другой тип (категория), отличный от обоих p поли- и монокристаллов, (10) таким образом, δm действует как ключевой фактор, в основном определяющий работу выхода в различном режиме между поли- и субмонокристаллами с δm ниже и выше «критической точки» 50% соответственно , (11) в отличие от δm, ϕm, относящаяся к δm, по-разному влияет как на ϕ+, так и на ϕe, но их значения остаются почти постоянными, пока δm < 50% и, таким образом, (12) усложняется управление ϕ+ и ϕe как по δm, так и по ϕm, а также по аномалии субмонокристалла (ср.
7), (6) каждый поликристалл (обычно δm < 50%) может иметь в общем случае уникальное значение ϕe, характерное для его разновидности, с небольшим зависимости от δm, (7) этот вывод дает нам, во-первых, прочную основу для теоретического обоснования экспериментального факта (табл. 2), что каждая разновидность поликристалла имеет почти постоянное значение ϕe, а также ϕ+ (обычно в пределах погрешности ±0,1 эВ), мало зависящие от различия компонентов поверхности ( F i и ϕi) между образцами, пока δm < 50 %, (8) в отличие от поликристалла (δm < 50 %), любого субмонокристалла (50 < δm < 100%) имеет такую аномалию, что не обладает уникальным значением работы выхода, характерным для самого поверхностного вещества, так как его ϕe, как и ϕ+, существенно меняются в зависимости от δm, (9) следовательно, в качестве субмонокристалла следует принять другой тип (категория), отличный от обоих p поли- и монокристаллов, (10) таким образом, δm действует как ключевой фактор, в основном определяющий работу выхода в различном режиме между поли- и субмонокристаллами с δm ниже и выше «критической точки» 50% соответственно , (11) в отличие от δm, ϕm, относящаяся к δm, по-разному влияет как на ϕ+, так и на ϕe, но их значения остаются почти постоянными, пока δm < 50% и, таким образом, (12) усложняется управление ϕ+ и ϕe как по δm, так и по ϕm, а также по аномалии субмонокристалла (ср. (8) выше), наблюдаемый впервые в ходе нашего теоретического анализа, можно рассматривать как новый вклад в исследования работы выхода, разработанные на сегодняшний день. Вместе с краткими комментариями и экспериментальными условиями, типичные данные по ϕe и/или ϕ+ суммированы из различных аспектов (1) исследования зависимости работы выхода от поверхностной плотности атомов монокристаллов с низким индексом Миллера типичных металлов, таких как Al, Ni, W и Re (таблица 8), (2) демонстрация вышеуказанной зависимости, обычно называемой «анизотропной последовательностью зависимости работы выхода» как ϕe(110) > ϕe(100) > ϕe(111), так и ϕ+( 110) > ϕ+(100) > ϕ+(111) для различных ОЦК-металлов (например,g., Nb, Mo, Ta и W), точно подчиняющиеся правилу Смолуховского (табл. 9), (3) обоснование как ϕe(111) > ϕe(100) > ϕe(110) для множества ГЦК-металлов (кроме Al и Pb) и ϕ+(111) > ϕ+(100) > ϕ+(110) для Ni строго по указанному выше правилу (табл. 10), (4) проверка количественных соотношений между работой выхода и поверхностной энергией, а также плавления трех плоскостей с низким показателем преломления нескольких металлов (обычно Ni), (5) изучение изменения работы выхода (Δϕe) вследствие аллотропного превращения из α в β или β в γ фазу (таблица 11) вместе с кратким схема зависимости ориентации Бюргерса, (6) оценка Δϕe из-за разжижения (таблица 12), (7) оценка Δϕe из-за перехода из ферро- в парамагнитное состояние (таблица 13) в дополнение к краткому описанию точки Кюри зависимость от толщины пленки метастабильного металла над одним монослоем, (8) оценка Δϕe за счет перехода из нормального состояния в сверхпроводящее (табл.
(8) выше), наблюдаемый впервые в ходе нашего теоретического анализа, можно рассматривать как новый вклад в исследования работы выхода, разработанные на сегодняшний день. Вместе с краткими комментариями и экспериментальными условиями, типичные данные по ϕe и/или ϕ+ суммированы из различных аспектов (1) исследования зависимости работы выхода от поверхностной плотности атомов монокристаллов с низким индексом Миллера типичных металлов, таких как Al, Ni, W и Re (таблица 8), (2) демонстрация вышеуказанной зависимости, обычно называемой «анизотропной последовательностью зависимости работы выхода» как ϕe(110) > ϕe(100) > ϕe(111), так и ϕ+( 110) > ϕ+(100) > ϕ+(111) для различных ОЦК-металлов (например,g., Nb, Mo, Ta и W), точно подчиняющиеся правилу Смолуховского (табл. 9), (3) обоснование как ϕe(111) > ϕe(100) > ϕe(110) для множества ГЦК-металлов (кроме Al и Pb) и ϕ+(111) > ϕ+(100) > ϕ+(110) для Ni строго по указанному выше правилу (табл. 10), (4) проверка количественных соотношений между работой выхода и поверхностной энергией, а также плавления трех плоскостей с низким показателем преломления нескольких металлов (обычно Ni), (5) изучение изменения работы выхода (Δϕe) вследствие аллотропного превращения из α в β или β в γ фазу (таблица 11) вместе с кратким схема зависимости ориентации Бюргерса, (6) оценка Δϕe из-за разжижения (таблица 12), (7) оценка Δϕe из-за перехода из ферро- в парамагнитное состояние (таблица 13) в дополнение к краткому описанию точки Кюри зависимость от толщины пленки метастабильного металла над одним монослоем, (8) оценка Δϕe за счет перехода из нормального состояния в сверхпроводящее (табл.