Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.
Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.
В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.
- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.
Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения.
 Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня. - Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.
 Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.

Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
 Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
 youtube.com/embed/N9QwpYEQpUw»/> Оцените статью: Поделитесь с друзьями!
youtube.com/embed/N9QwpYEQpUw»/> Оцените статью: Поделитесь с друзьями!как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
 Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.Инструменты, необходимые для выполнения работ
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
 Именно её и нужно отыскать для выполнения работ.
Именно её и нужно отыскать для выполнения работ.В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
 Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
 Края туб тщательно прижимаем.
Края туб тщательно прижимаем.Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
 Такой эффект также приведет к разрушению соединения.
Такой эффект также приведет к разрушению соединения.Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
youtube.com/embed/ungs_JwhdZo» frameborder=»0″ allowfullscreen=»»/>
необходимые условия процесса на производстве и дома
Добывать и плавить медь люди научились с древности. Уже в то время элемент находил широкое применение в быту и из него делали различные предметы. Сплав меди с оловом (бронзу) научились делать около трех тысяч лет назад, из него получалось хорошее оружие. Бронза сразу стала популярной, поскольку отличалась прочностью и красивым внешним видом. Из нее изготавливали украшения, посуду, орудия труда и охоты.
Благодаря невысокой температуре плавления человечеству не составило большого труда быстро освоить производство меди в домашних условиях. Как происходит процесс плавления меди, при какой температуре начинает плавиться?
Нахождение в природе
Свое латинское название Cuprum металл получил от названия острова Кипр, где его научились добывать в третьем тысячелетии до н. э. В системе Менделеева Сu получил 29 номер, а расположен в 11-й группе четвертого периода.
В земной коре элемент на 23-м месте по распространению и встречается чаще в виде сульфидных руд. Наиболее распространены медный блеск и колчедан. Сегодня медь из руды добывается несколькими способами, но любая технологий подразумевает поэтапный подход для достижения результата.
- На заре развития цивилизации люди уже получали и использовали медь и ее сплавы.
- В то время добывалась не сульфидная, а малахитовая руда, которой не требовался предварительный обжиг.
- Смесь руды и углей помещали в глиняный сосуд, который опускался в небольшую яму.
- Смесь поджигалась, а угарный газ помогал малахиту восстановиться до состояния свободного Cu.
- В природе есть самородная медь, а богатейшие месторождения находятся в Чили.
- Сульфиды меди нередко образуются в среднетемпературных геотермальных жилах.
- Часто месторождения имеют вид осадочных пород.
- Медяные песчаники и сланцы встречаются в Казахстане и Читинской области.

Последовательность действий
Выплавка может проводиться несколькими способами:
- Выплавка с помощью муфельной печи. Металл измельчают на кусочки. Чем мельче используются кусочки, тем быстрее будет происходить плавка. Кусочки засыпаются в тигель, который после заполнения помещается в печь. Печь предварительно разогревается до нужной температуры. В печах, изготовленных серийным способом, предусмотрено окно, через которое ведется наблюдение за процессом выплавки. После расплавления металла тигель извлекается из муфельной печи с помощью стальных щипцов. На поверхности жидкой меди находится пленка из окиси. Ее необходимо сместить стальным крюком к краю тигля. После этих действий медь аккуратно, но быстро заливается в заранее приготовленную форму.
- Выплавка с помощью газовой горелки. Если тигельной печи в вашем распоряжении не имеется, вместо нее вполне подойдет газовая горелка. Ее следует расположить под дном емкости с металлом, следя за тем, чтобы пламя охватывало всю поверхность днища тигля. При таком способе металл будет быстро окисляться из-за открытого доступа воздуха. Чтобы этого избежать, можно насыпать в емкость слой размельченного древесного угля.
- Выплавка с помощью паяльной лампы. Этот способ больше подходит для работы с более легкоплавкими сплавами на медной основе. Процесс проходит так же, как и с газовой горелкой.
- Выплавка с помощью горна или домашнего пылесоса. В этом случае емкость с металлом помещается на слой горящего древесного угля. Такую печь можно выложить из огнеупорного кирпича. Для создания подходящей температуры нужно организовать поддув воздуха. Это можно сделать двумя способами — используя горн или бытовой пылесос. При использовании пылесоса будет необходимо изготовить металлический переходник с соплом меньшего диаметра.

Муфельная печь и газовая горелка
Чистая медь не обладает достаточно хорошей текучестью для изготовления сложных изделий. Для подобных целей лучше пользоваться латунью, причем следует иметь в виду — чем светлее сплав, тем ниже температура его плавления.
 youtube.com/embed/nUyDQkrAzmA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/nUyDQkrAzmA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Физические свойства
Металл пластичен и на открытом воздухе покрывается оксидной пленкой за короткое время. Благодаря этой пленке медь и имеет свой желтовато-красный оттенок, в просвете пленки цвет может быть зеленовато-голубым. По уровню уровнем тепло- и электропроводности Cuprum на втором месте после серебра.
Благодаря этой пленке медь и имеет свой желтовато-красный оттенок, в просвете пленки цвет может быть зеленовато-голубым. По уровню уровнем тепло- и электропроводности Cuprum на втором месте после серебра.
- Плoтность — 8,94×103 кг/ м3 .
- Удельная теплоемкость при Т=20 ° C — 390 Дж/кг х К.
- Электрическoе удельное при 20−100 ° C — 1,78×10−8 Ом/м.
- Температура кипeния — 2595 ° C.
- Удельная электропрoводность при 20 ° C — 55,5−58 МСм/м.
 youtube.com/embed/nqzK-trc4Jg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/nqzK-trc4Jg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Разделение металлов
В зависимости от температуры плавления металлы делятся на:
- Легкоплавкие: им необходимо не более 600Со. Это цинк, свинец, виснут, олово.
- Среднеплавкие: температура плавления колеблется от 600Со до 1600Со. Это золото, медь, алюминий, магний, железо, никель и большая половина всех элементов.
- Тугоплавкие: требуется температура свыше 1600Со, чтобы сделать металл жидким. Сюда относятся хром, вольфрам, молибден, титан.
 Сюда относятся хром, вольфрам, молибден, титан.
Сюда относятся хром, вольфрам, молибден, титан.В зависимости от температуры плавления выбирают и плавильный аппарат. Чем выше показатель, тем прочнее он должен быть. Узнать температуру нужного вам элемента можно из таблицы.
Еще одной немаловажной величиной является температура кипения. Это величина, при которой начинается процесс кипения жидкостей, она соответствует температуре насыщенного пара, который образуется над плоской поверхностью кипящей жидкости. Обычно она почти в два раза больше, чем температура плавления.
Обе величины принято приводить при нормальном давлении. Между собой они прямопропорциональны.
- Увеличивается давление — увеличится величина плавления.
- Уменьшается давление — уменьшается величина плавления.
Таблица легкоплавких металлов и сплавов (до 600С о )
| Название элемента | Латинское обозначение | Температуры | |
| Плавления | Кипения | ||
| Олово | Sn | 232 Со | 2600 Со |
| Свинец | Pb | 327 Со | 1750 Со |
| Цинк | Zn | 420 Со | 907 Со |
| Калий | K | 63,6 Со | 759 Со |
| Натрий | Na | 97,8 Со | 883 Со |
| Ртуть | Hg | — 38,9 Со | 356. 73 Со 73 Со |
| Цезий | Cs | 28,4 Со | 667.5 Со |
| Висмут | Bi | 271,4 Со | 1564 Со |
| Палладий | Pd | 327,5 Со | 1749 Со |
| Полоний | Po | 254 Со | 962 Со |
| Кадмий | Cd | 321,07 Со | 767 Со |
| Рубидий | Rb | 39,3 Со | 688 Со |
| Галлий | Ga | 29,76 Со | 2204 Со |
| Индий | In | 156,6 Со | 2072 Со |
| Таллий | Tl | 304 Со | 1473 Со |
| Литий | Li | 18,05 Со | 1342 Со |
Таблица среднеплавких металлов и сплавов (от 600С о до 1600С о )
| Название элемента | Латинское обозначение | Температураы | |
| Плавления | Кипения | ||
| Алюминий | Al | 660 Со | 2519 Со |
| Германий | Ge | 937 Со | 2830 Со |
| Магний | Mg | 650 Со | 1100 Со |
| Серебро | Ag | 960 Со | 2180 Со |
| Золото | Au | 1063 Со | 2660 Со |
| Медь | Cu | 1083 Со | 2580 Со |
| Железо | Fe | 1539 Со | 2900 Со |
| Кремний | Si | 1415 Со | 2350 Со |
| Никель | Ni | 1455 Со | 2913 Со |
| Барий | Ba | 727 Со | 1897 Со |
| Бериллий | Be | 1287 Со | 2471 Со |
| Нептуний | Np | 644 Со | 3901,85 Со |
| Протактиний | Pa | 1572 Со | 4027 Со |
| Плутоний | Pu | 640 Со | 3228 Со |
| Актиний | Ac | 1051 Со | 3198 Со |
| Кальций | Ca | 842 Со | 1484 Со |
| Радий | Ra | 700 Со | 1736,85 Со |
| Кобальт | Co | 1495 Со | 2927 Со |
| Сурьма | Sb | 630,63 Со | 1587 Со |
| Стронций | Sr | 777 Со | 1382 Со |
| Уран | U | 1135 Со | 4131 Со |
| Марганец | Mn | 1246 Со | 2061 Со |
| Константин | 1260 Со | ||
| Дуралюмин | Сплав алюминия, магния, меди и марганца | 650 Со | |
| Инвар | Сплав никеля и железа | 1425 Со | |
| Латунь | Сплав меди и цинка | 1000 Со | |
| Нейзильбер | Сплав меди, цинка и никеля | 1100 Со | |
| Нихром | Сплав никеля, хрома, кремния, железа, марганца и алюминия | 1400 Со | |
| Сталь | Сплав железа и углерода | 1300 Со — 1500 Со | |
| Фехраль | Сплав хрома, железа, алюминия, марганца и кремния | 1460 Со | |
| Чугун | Сплав железа и углерода | 1100 Со — 1300 Со | |
 youtube.com/embed/93LZDq68dl4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/93LZDq68dl4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>При какой температуре плавится медь
Плавления происходит, когда из твердого состояния металл переходит в жидкое. Каждый элемент имеет собственную температуру плавления. Многое зависит от примесей в металле. Обычная температура плавления меди — 1083 ° C. Когда добавляется олово, температура снижается до 930- 1140 ° C. Температура плавления зависит здесь от содержания в сплаве олова. В сплаве купрума с цинком плавление происходит при 900- 1050 ° C .
 Плавление меди 1050+100 гр С. How to melt metal in the microwave.» src=»https://www.youtube.com/embed/IUF4LMRfA0w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Плавление меди 1050+100 гр С. How to melt metal in the microwave.» src=»https://www.youtube.com/embed/IUF4LMRfA0w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>При нагреве любого металла разрушается его кристаллическая решетка. По мере нагревания повышается температура плавления, но затем выравнивается по достижении определенного предела температуры. В этот момент и плавится металла. Полностью расплавляется, и температура повышается снова.
Когда металл охлаждается, температура снижается, в определенный момент остается на прежнем уровне, пока металл не затвердеет полностью. После полного затвердевания температура снижается опять. Это демонстрирует фазовая диаграмма, где отображен температурный процесс с начала плавления до затвердения. При нагревании разогретая медь при 2560 ° C начинает закипать. Кипение подобно кипению жидких веществ, когда выделяется газ и появляются пузырьки на поверхности. В момент кипения при максимально больших температурах начинается выделение углерода, образующегося при окислении.
В момент кипения при максимально больших температурах начинается выделение углерода, образующегося при окислении.
Характеристики
Медь относится к одному из первых металлов, который люди начали получать и использовать для дальнейшей переработки. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Материал имеет характерный красно-желтый оттенок, а за счет мягкости, можно легко деформировать, переплавлять, обрабатывать и делать разные предметы. Поверхность при контакте с кислородом начинает образовывать оксидную пленку, что и дает красивый оттенок.
Очень значимая характеристика – электро и теплопроводность материала, которые имеют второе место среди всех видов металлов, на первом месте стоит серебро. Эти характеристики дали возможность применять ее в электрической сфере, а также для быстрого отвода тепла.
Температура плавления
Плавление – процесс, при котором металл переходит из твердой формы в жидкое состояние. Для каждого материала есть своя температура плавления, под которой можно получить жидкое состояние. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Сам металл начинает плавиться от 1083 градусов. Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Данный металл может кипеть при относительно невысокой температуре для металлов. Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Чтобы знать, как плавить материал дома, нужно изучить пошаговую инструкцию и различные варианты процедуры, описанные ниже.
Пошаговая инструкция по плавлению
Чтобы переплавить медь в домашних условиях, нужно сделать температуру немного выше, чем та при которой она будет плавиться. В данном случае не получится использовать банку и костер или подобные методы. Результата не будет.
Рекомендуется использовать доменную печь, причем важно, чтобы была возможность регулировать жар. Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Для создания печи часто используются старые огнетушители. Если выбрать такой метод, то надо срезать верхнюю часть и сделать крышку, которая будет закрываться. Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Выплавка должна проводиться в такой емкости, которая сама не будет от высокой температуры плавиться и деформироваться, соответственно способная выдержать более 1100 градусов. Дополнительно переплавка медных изделий требует создания азотной среды, если ее не будет, то материал испортится.
Когда все готово можно переплавить материал и получить из него единый слиток, который можно применять в дальнейшем для своих нужд.
Плавление в муфельной печи
Расплавлять медь дома можно при помощи такого инвентаря:
- Тигель, в который будет закладываться металл для плавки.
- Щипцы, которые могут достать тигель из печи.
- Муфельная печь или горн для нагревания.
- Форма для выливания жидкой меди.
- Стальной крючок.

Пайка медных трубок газовой горелкой и твердым припоем: Виды и инструменты +Фото и Видео
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
Содержание статьи:
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро.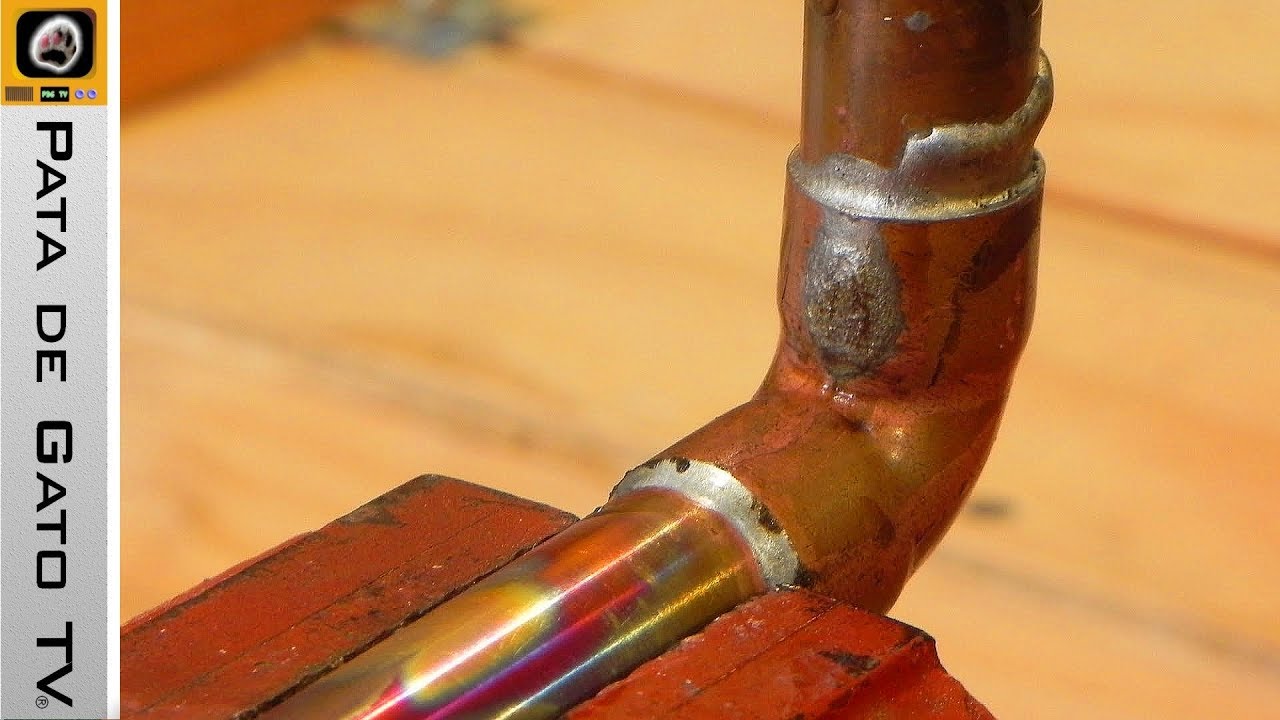 Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
- Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
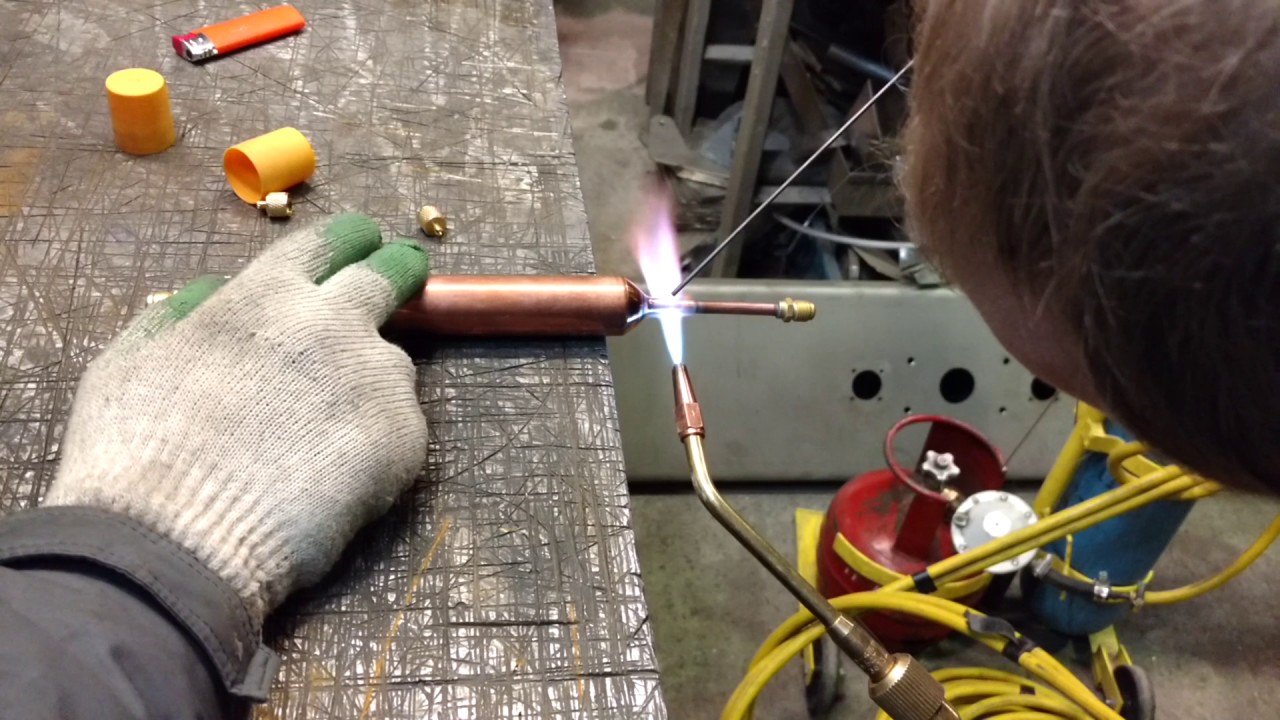
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
 В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
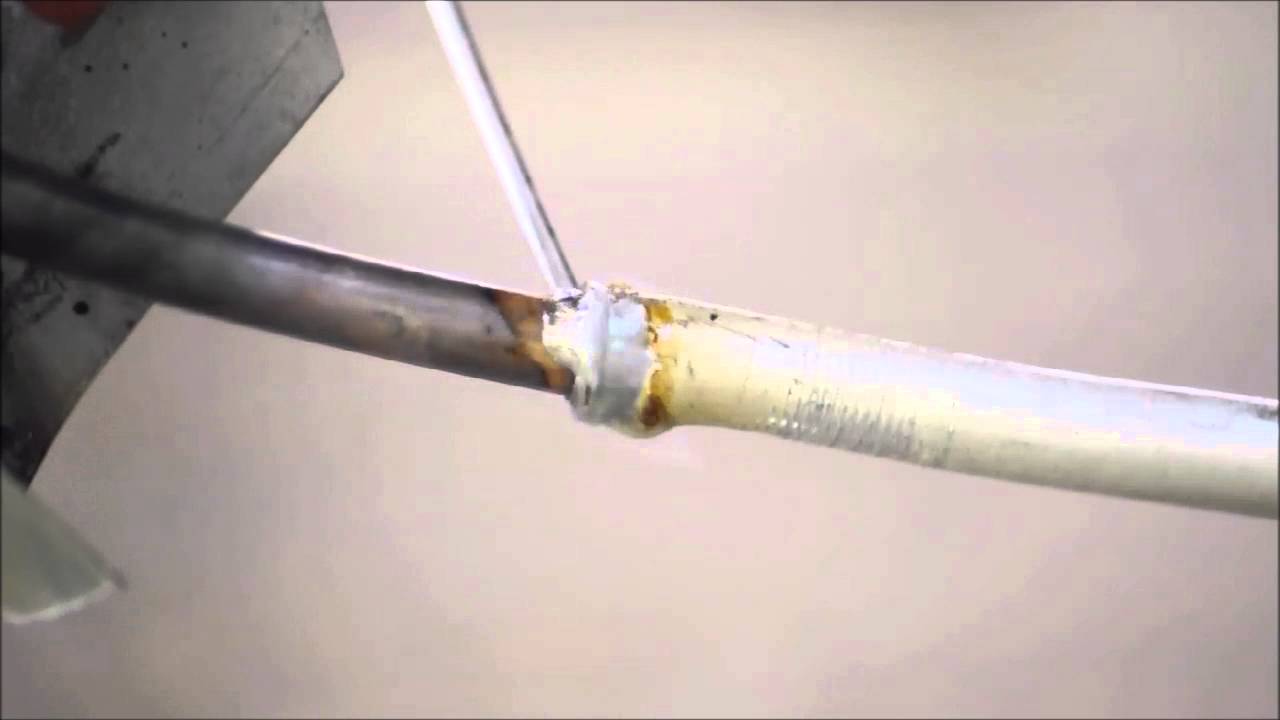
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
 Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
 Даем остыть. Естественным образом.
Даем остыть. Естественным образом.ВНИМАНИЕ!!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.

Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.
Как спаять алюминий в домашних условиях видео
Паять алюминий очень сложно, т.к. он мгновенно окисляется при контакте с атмосферой, даже если только что зачищен. Для его пайки существуют мощные кислотные флюсы, вроде проверенного Ф-64А (радиотехнические магазины), но есть далеко не везде.
Для его пайки существуют мощные кислотные флюсы, вроде проверенного Ф-64А (радиотехнические магазины), но есть далеко не везде.
Встретил в советском учебнике хитрость, чтобы обойти эти сложности. Берётся раствор медного купороса (продаётся в удобрениях в виде синего порошка), и затем на зачищенный и обезжиренный алюминий наносится несколько капель раствора. В раствор осторожно (чтобы не задеть алюминий) окунается медная проволока, к которой подключен «+» источника напряжения. Алюминиевая деталь подключается, соответственно, к «-» этого источника. Ток идёт через раствор купороса и осаждает из него медь. Время выдержки зависит от силы тока и напряжения (это может быть пальчиковая батарейка 1.5В или аккумулятор 12В).
В моём случае это был аккумулятор 12В и я даже не парился с раствором — просто на несколько крошек купороса капнул воды из под крана 🙂 вот результат:
Эксперимент был проведён сумбурно и тщательность процедур не соблюдалась, кроме зачистки и обезжиривания. Просто один специалист хотел мне доказать, что медь не осадить без серной кислоты или подобного восстановителя. После данных фоток, специалист спорить перестал.
Просто один специалист хотел мне доказать, что медь не осадить без серной кислоты или подобного восстановителя. После данных фоток, специалист спорить перестал.
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600 0 С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 0 С.
- Пайка при пониженных температурах, составляющих 250-300 0 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.

Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
 Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
Далее сюда же наносится расплавленный припой и распределяется ровным слоем.Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы.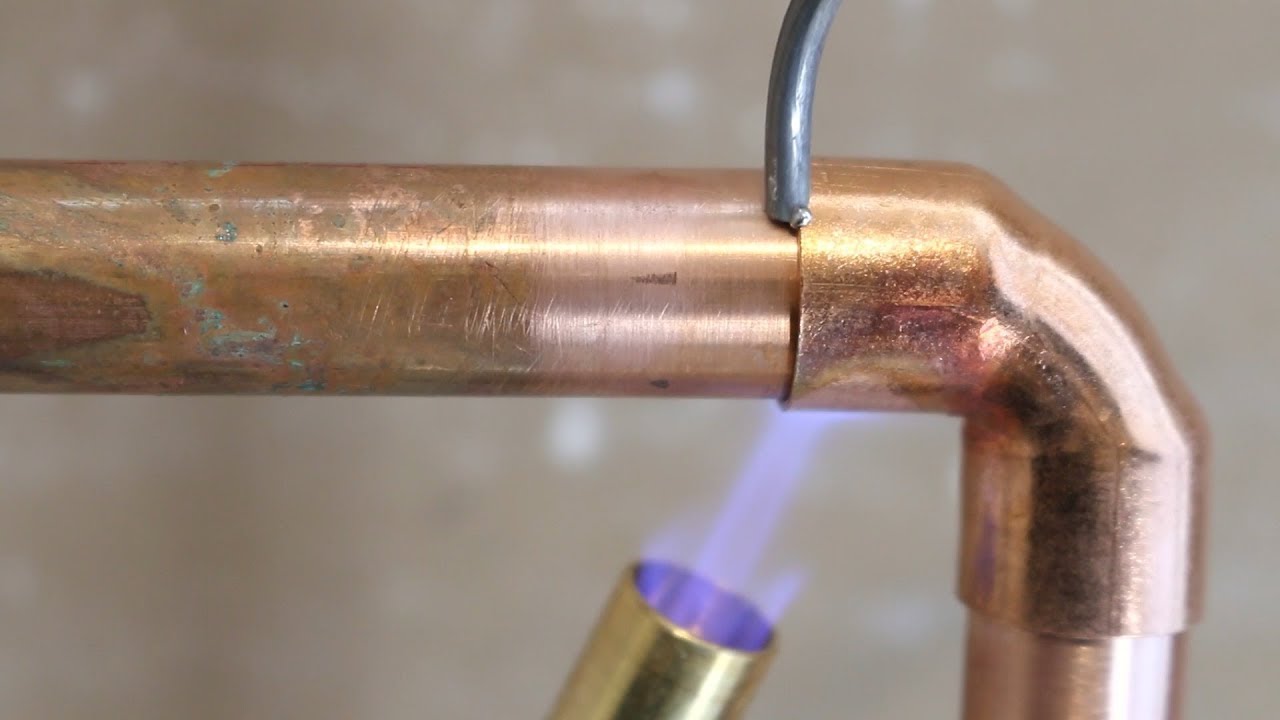 Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
 youtube.com/embed/UIxPlva4ED8″/>
youtube.com/embed/UIxPlva4ED8″/>
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
 youtube.com/embed/uMYnZHWBy7Y»/>
youtube.com/embed/uMYnZHWBy7Y»/>
Пайка серебра в домашних условиях: припой, флюс, горелка
Пайка серебра происходит путем плавления твердого металла, действие происходит при температуре 960 градусов. В сплавах показатель плавления может меняться, зависит от составных частей. Прежде чем приступить к произведению работ при домашних условиях, стоит набить руку на менее дорогих поделках.
Пайка серебра в домашних условияхПайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.
Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.

Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.
Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.

К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.
Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.
- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.

Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.
- Припой ПОС-40
- ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Наконечники для пайки медных труб
Как припаять медную трубу — вы делаете это, когда расплавляете твердый припой и позволяете ему течь в крошечный зазор между трубкой и фитингом. Красные стрелки указывают на припой серебристого цвета. Авторские права 2018 Тим Картер
«Самая большая ошибка новичка в пайке меди заключается в том, что они позволяют теплу горелки расплавить припой. НЕ делайте этого».
Контрольный список для пайки медных труб
- Медные трубки и фитинги должны быть чистыми
- Размешайте флюсовую пасту
- Используйте бессвинцовый припой
- Медь должна быть нагрета, чтобы она расплавила припой, а НЕ пламя горелки
- Посмотрите следующее видео:
Как паять медную трубу — САМЫЙ ВАЖНЫЙ СОВЕТ ИЗ ВСЕХ
Самая большая ошибка новичка при пайке меди состоит в том, что они позволяют теплу горелки расплавить припой.Не делай этого. Вы должны нагреть медную трубку и фитинг в течение десяти или пятнадцати секунд, прежде чем коснуться припоя к горячей меди.
Горячая медь расплавляет припой , а не горелку.
Для пайки медной трубы необходимо нагреть медную трубу и припаиваемый фитинг до достаточной температуры. Когда медь достаточно горячая, она втягивает припой в соединение за счет капиллярного притяжения. Вы не поверите, но припой действительно будет течь в гору.
Какой фонарик лучше всего использовать?
Простая пропановая горелка, в которой используются навинчивающиеся баллоны, подойдет для пайки труб диаметром до 3/4 дюйма.
Это отличный комплект фонарика. Это газ MAP, который горит сильнее, чем пропан. К фонарю подойдет обычный баллон с пропаном. НАЖМИТЕ ЗДЕСЬ или фото, чтобы доставить его к вам домой в считанные дни. ПОСМОТРЕТЬ видео ниже.
Сантехники обычно используют ацетиленовые горелки по двум причинам. Ацетилен горит сильнее, чем пропан, что позволяет сократить время пайки.Ацетилен доступен в больших резервуарах, которые крепятся к удобным шлангам и легким горелкам. Если вам нужен ацетилен, вам просто нужно пойти в большой магазин сантехники или в место, где обслуживают сварщиков.
Какие типы припоя я могу купить?
Припой, который доступен в версиях с выводами и без свинца, прикрепляется к трубе на молекулярном уровне.
Это припой с содержанием свинца 50 процентов. Посмотрите на цифры на конце катушки. НЕ используйте этот припой для водопроводных труб для питьевой воды.НАЖМИТЕ ЭТО ФОТО, чтобы купить припой для использования в свинцовом стекле, паяльных проводах и других проектах.
Это бессвинцовый припой. Используйте ДАННУЮ ПАЙКУ для медной трубы, по которой проходит питьевая вода. НАЖМИТЕ ФОТО СЕЙЧАС, чтобы доставить его к вам домой в считанные дни.
Как работает припой?
Припой прикрепляется к медной трубе при нагревании. Это очень похоже на то, как свариваются два куска стали.
Поверхность паяного соединения фактически становится сплавом, в котором медь и припой смешиваются.
Почему нужно чистить медь?
Медная труба должна быть чистой, чтобы атомы меди могли легко связываться с атомами расплавленного припоя. Припой НЕ БУДЕТ СВЯЗАТЬСЯ, если медь окислена или загрязнена.
Для этого медь должна быть очень чистой и без окисления. Очистить медную трубу можно разными способами. Вы можете использовать грубую стальную вату, наждачную бумагу и / или проволочную щетку. Специальные круглые проволочные щетки бывают разных размеров для очистки внутренней части медных фитингов и клапанов.Просто поверните щетки или трубку, чтобы очистить их. Даже если вы приобретете новую медную трубу, ее тоже следует очистить. Вам нужно только осветлить область, на которую будет наноситься припой.
Почему мне нужно использовать флюс?
Флюс — это химическое вещество, которое помогает паять. Флюс предотвращает окисление меди при нагревании меди горелкой.
На самом деле он заканчивает работу по очистке, которую вы начали с наждачной бумагой и щетками. Кроме того, он предотвращает окисление трубы при нагревании.Можно паять без флюса, но это действительно сложно! Флюс наносится как на трубу, так и на фитинг с помощью удобной миниатюрной кисточки. Чтобы быть эффективным, вам не нужны огромные суммы. Кроме того, как только вы начинаете нагревать трубу, 90 процентов ее выкипает и испаряется.
Какие бывают типы припоя?
Припой обычно бывает трех типов: 50% свинца / 50% олова; 95 процентов олова-сурьмы / 5 процентов свинца; и бессвинцовый припой.
Любая водопроводная труба должна быть припаяна припоем, содержащим не более 5 процентов свинца.По возможности используйте бессвинцовый припой. Припой на 50 процентов свинца используется для медных дренажных линий. Он плавится при более низкой температуре и способен перекрывать большие зазоры при охлаждении. Это удобно при работе с медными трубами и фитингами большого диаметра (до 4 дюймов!). Вы ДОЛЖНЫ обращать внимание при покупке припоя. Роллы весом в 1 фунт выглядят очень похоже. Внимательно посмотрите на этикетку, так как вы можете купить не ту.
Как зажечь факел?
Сантехнические фонари можно зажечь спичками, зажигалками или, желательно, кремневым бойком.Некоторые горелки имеют встроенные воспламенители. Посмотрите это видео:
НАЖМИТЕ ЗДЕСЬ, чтобы приобрести фонарик, который я использую на видео выше.
Спички и зажигалки могут быть опасными, так как вы можете не тушить их. Кремневый ударник производит искры, которые воспламеняют пламя. Кроме того, одного кремня в отбойнике может хватить домовладельцу на 10 и более лет! Температура пламени важна. Вам нужно установить пламя на средний или высокий уровень, чтобы выделить достаточно тепла для расплавления припоя. Если ваше пламя отрегулировано правильно, оно будет гореть синим цветом разных оттенков.Вы заметите в центре пламени более темную синюю секцию, которая подходит к точке. Это самая горячая часть пламени. Вы применяете эту часть пламени к медной трубе.
Как нагреть медную трубу?
Не бойтесь нагревать обе стороны трубы. Поверните горелку вокруг стыка для равномерного распределения тепла. Когда я использую ацетиленовую горелку и паяю трубу диаметром 1/2 дюйма, я обычно могу нагреть трубу до нужной температуры за 10 секунд или меньше. Пропановая горелка может занять от 15 до 20 секунд.
Как предотвратить возгорание при использовании фонарика?
Вы предотвратите возгорание, используя тонкий лист металла в качестве теплозащитного экрана. Поместите экран между медной трубкой и чем-либо легковоспламеняющимся.
Всегда смотрите за пределы трубы. Чрезвычайно высокие температуры выходят за пределы видимых частей пламени.
Можно легко опалить пиломатериалы или провода. Если вы выполняете пайку возле старых пиломатериалов или в местах балок возле вертикальных стен, вы легко можете поджечь свой дом.Будьте осторожны и используйте пламегасители. Это огнестойкие ткани или простые куски листового металла, которые поглощают и / или отклоняют тепло.
Всегда имейте под рукой 5-галлонное ведро воды на случай, если вы все-таки начнете пожар. Если у вас в доме еще есть вода, и рядом с вами может быть заряженный садовый шланг, это лучший вариант.
Нажмите здесь , чтобы посмотреть видео о пайке медных труб и фитингов.
Как нанести припой?
По мере нагрева трубы и фитинга вы увидите, что флюс закипает и испаряется.Как только флюс перестанет кипеть, труба станет достаточно горячей для пайки. Отодвиньте резак и коснитесь припоем трубы.
Расплавление припоя может занять от 2 до 3 секунд. Если труба расположена горизонтально, нанесите припой на верхнюю часть трубы. Припой мгновенно покатится.
Если вы все выполнили правильно, капля припоя окажется внизу стыка. Расплавленный припой можно стряхнуть старой тряпкой.
Обдув стык позволит ему остыть.Будет жарко, но быстро протрите стык старой тряпкой, чтобы удалить остатки флюса. Это также полирует припой. Внимательно проверьте соединение, чтобы увидеть, нет ли вокруг всего соединения серебряной полосы. В таком случае ваше первое паяное соединение может быть идеальным. Как я бы сказал по работе «Еще одна качественная установка!»
Колонка В353
Сводка
Название статьи
Как припаять медную трубу — это действительно просто — отличное видео здесь
Описание
Вам нужно знать, как припаять медную трубу.Я мастер-сантехник и могу показать вам, как это сделать за три минуты или меньше.
Автор
Тим Картер
Имя издателя
AsktheBuilder.com
Логотип издателя
Пайка фитингов из медного сплава без свинца
EASTON, PA — Victaulic, ведущий мировой производитель решений для механического соединения труб, противопожарной защиты и контроля потока, приобрел производственный завод Waupaca площадью 220 000 квадратных футов в Лоуренсвилле, штат Пенсильвания.При работе на полную мощность предприятие увеличит производственные мощности литейного цеха Victaulic на 70 процентов в США и обеспечит рост в будущем по мере увеличения потребностей Victaulic. Завод, включающий две литейные линии, также позволит Victaulic производить продукцию в больших объемах.
Литейный завод в Лоренсвилле, Пенсильвания. Виктаулич «Добавление литейного завода в Лоуренсвилле в Ваупака обеспечит масштаб и мощность, необходимые для продолжения наших планов роста и, что наиболее важно, для обслуживания наших уважаемых клиентов из Северной Америки.Кроме того, Victaulic вносит свой вклад в создание жизненно важных производственных рабочих мест в Пенсильвании », — прокомментировал Джон Ф. Маллой, председатель Victaulic. «Основным аспектом нашей бизнес-стратегии всегда было производство продукции в непосредственной близости от наших клиентов».
Victaulic рассчитывает в ближайшем будущем добавить новые рабочие места в округ Тиога. Ожидается, что многие из новых должностей будут заполнены местными специалистами из квалифицированной рабочей силы. Новые сотрудники присоединятся к нынешней команде Victaulic, насчитывающей более 1600 сотрудников в Пенсильвании и примерно 4500 человек по всему миру.
«Инвестиции Victaulic в округ Тиога — свидетельство невероятного роста, видения и страсти компании к сообществам, которым они служат», — прокомментировал государственный представитель Клинт Оулетт. «Я с нетерпением жду возможности приветствовать этот семейный бизнес с корнями в Пенсильвании в нашем сообществе, а также рабочие места, которые он принесет нашим трудолюбивым жителям».
Victaulic со штаб-квартирой в Истон, штат Пенсильвания, имеет почти тысячу сотрудников в долине Лихай и остается одним из крупнейших в регионе работодателей сталелитейщиков с заводами в округах Нортгемптон и Лихай.
«Victaulic высоко ценит поддержку компании Develop Tioga, округ Тайога, уполномоченных округа Тайога и местных выборных должностных лиц, особенно сенатора Криса Даша и представителя штата Клинта Оулетта», — прокомментировал Рик Бучер, президент и главный исполнительный директор Victaulic. «Мы нацелены на построение долгосрочного взаимовыгодного партнерства с регионом и его трудолюбивыми жителями».
Компания также приближается к завершению строительства дополнительного производственного цеха по сборке легких конструкций площадью 400000 квадратных футов в Нижнем Назарете, который, как ожидается, будет полностью введен в эксплуатацию в 2021 году.
Пайка соединения стали с медью — Обучение холодильному оборудованию
Всем привет. Тим с Fred’s Appliance Academy. Вот сегодня показываю видео. За последние несколько недель к нам поступило много запросов. У некоторых технических специалистов возникли проблемы с пайкой фильтра-осушителя, который сделан из стали на медь или фитинга сталь-медь на компрессоре. У них много утечек или ограничения из-за того, что они заполняют его припоем. Сегодня в этом видео мы покажем вам соединения стали с медью самым простым способом.Так, как мы тренируемся здесь, в академии. Возможно, для многих это не лучший способ. Это действительно работает. Это работает хорошо. Но основное внимание при этом будет уделяться очистке. У нас есть линия, которую мы будем паять, — это сталь. Он у меня здесь в тисках.
Это будет то же самое, как если бы он был в конденсаторе или прямо там, в компрессоре. Но вы видите, что у нас есть нарисованная линия. Они красят их на заводе и делают все хорошо.Итак, нам нужно очистить эту строку. Эта сталь должна стать ярко-серебристой. Не может быть темно. На нем не может быть никакой грязи. Это должно быть самое чистое соединение, которое мы можем найти. Я обнаружил в своих методах, в своих полевых условиях, что вы используете много наждачной бумаги, просто пытаясь снять эту краску, и на это уходит немного больше времени. Я обнаружил, что если нагреть леску, краска на самом деле сгорит. Опять же, вам не нужно много пламени, чтобы это произошло здесь.Мы просто растапливаем краску прямо на этой линии.
Как только мы очистим его, дадим ему остыть и воспользуемся наждачной бумагой. Мы хотим, чтобы здесь было сделано приличное количество, потому что грязь на самом деле перемещается в сторону тепла. Так что, если мы не получим от этого достаточно, что произойдет, когда мы пойдем на установление связи, грязь отправится туда, и мы получим грязную линию. Я думаю, что у нас тут все довольно хорошо чисто, и мы собираемся пойти дальше и нанести наждачную бумагу, когда она остынет.Все в порядке. Теперь, когда у нас здесь остыла леска, мы хотим пойти дальше и взять наждачную бумагу наждачной бумагой, зернистостью около 120 или около того, чтобы продолжить и очистить ее. Я пошел дальше и оторвал здесь разделы.
Это не только экономит вас на наждачной бумаге, но и есть небольшой метод, который вы можете использовать здесь, где вы можете получить все стороны сразу, и это облегчает жизнь, просто обернув его так же, и используя оба стороны этой наждачной бумаги. Итак, что мы собираемся сделать здесь, так это сделать это красиво и чисто.Возможно, вам придется использовать один или два куска наждачной бумаги, но мы хотим получить это яркое серебро. Когда вы шлифуете, вы не хотите, чтобы шлифование двигалось вверх и вниз. Вы хотите шлифовать круговыми движениями. Что он делает, так это то, что он протыкает кусок стали или меди, который вы собираетесь паять, и помогает припою течь в фитинг, который вы делаете. Как вы можете видеть здесь, мы начинаем получать серебро, и нам понадобится еще один кусок наждачной бумаги. Хорошо, что я оторвал здесь еще пару штук.
Но опять же чистка, чистка, чистка. Мало того, что уборка важна, вы должны быть уверены в безопасности, ведь у вас есть, как вы можете видеть здесь, мой поддон для сбора капель. Это будет на этаже клиента. Это защитит их пол. У меня есть защита для глаз. Мы также хотим соблюдать меры безопасности и хорошие методы в доме, чтобы не повредить собственность клиента. Я просто собираюсь закончить здесь последнее. Вот так вот, и вы захотите проделать то же самое с медью.Убедитесь, что он красивый и яркий. Даже несмотря на то, что он сразу выходит из упаковки, он не чистый. Если вы думаете, что он чистый, они никогда не могут быть слишком чистыми. Всегда проверяйте себя дважды. Затем возьмите сухую тряпку и удалите весь мусор, который мы сделали, просто отшлифуя его.
А теперь давайте возьмем вот этот кусок меди. Мы собираемся повторить это, возможно, поместив его в компрессор или фильтр-осушитель. Что произойдет, это четверть дюйма.Сталь три шестнадцатой. Внутренний диаметр этой четверти-дюймовой меди на самом деле составляет три шестнадцатых в зависимости от того, как вы ее режете и какой режущий диск вы используете. Вы же не хотите раздавить медь. Медь мягкая. Она не такая мягкая, как медь для охлаждающей воды, но все же мягкая, поэтому ее можно раздавить. Если у вас возникнет проблема, из-за которой вы не можете установить этот фитинг вместе или вместе, вы хотите использовать отвертку Torx номер 10, и вы просто идете и берете ее сюда, крутите и убедитесь, что диск подходит полностью в.Так получится хорошая тесная связь.
Опять же, это одна из вещей, в которой вы хотите убедиться, — это наличие хорошей тесной связи. При очень слабом соединении то, что в конечном итоге произойдет, будет небрежным, есть большая вероятность, что припой ворвется внутрь. Так что чем плотнее соединение, тем лучше. Теперь, когда у меня есть эта чистая, моя медь чистая, я собираюсь применить слабый огонь и использовать флюс для лужения. Что я собираюсь сделать в первую очередь, и мы обнаружили, что это работает лучше всего, — это если сначала вы залудите сталь.Опять же, если вы используете пропановую горелку, вам не нужно, чтобы она была полностью поднята до того места, где вы ее слышите. На самом деле вы хотите использовать слабый огонь, чтобы его можно было лучше контролировать. Итак, вы хотите убедиться, что он ниже и ниже черты.
Нагрев на самом деле повышается, и он действительно помогает нагревать сталь немного быстрее. Мы не ищем пайки до того места, где она станет вишнево-красной, но мы надеемся, что этот флюс действительно расплавит ваше шипение. А теперь важная часть.Когда мы идем дальше и соединяем нашу линию вместе, мы хотим убедиться, что у нас здесь хорошая связь, и, опять же, вам, возможно, придется это изменить или около того. Здесь мы хотим посмотреть, мы хотим убедиться, что эта стальная линия не станет черной. Если эта стальная линия станет черной, просто остановитесь. В таком случае. Вам нужно отключить соединение. Вам нужно снова очистить стальную линию, потому что припой не прилипнет. Он не схватывается ни с медью, ни со сталью. Итак, мы собираемся применить очень слабый нагрев к нашей стали и нашей меди.
Сначала нагреем сталь. Так сильно топить не надо, перейдем к котлу. Тогда мы хотим продолжить, снова использовать флюс. В этот раз я пойду к меду. Теперь вы можете видеть, что это превращает его в серебро, так что похоже, что мы уже добавили туда припой. Это метод, который, как мы говорим, работает лучше всего, вы действительно можете увидеть изменения в этом. Здесь мы ищем изменение в этом серебре. Когда дело доходит до яркого сияющего серебра, вы готовы.Это сразу говорит мне о том, что вы не использовали слишком много тепла, и мы не собираемся использовать слишком много припоя. У нас там есть изменение цвета. Мы собираемся сразу же расплавить припой и применить его для капиллярного воздействия. Пусть посидят.
Вы хотите дать ему постоять несколько секунд или около того, и если вы возьмете влажную ткань и охладите эту часть, тогда. Теперь вы получаете флюс, который очень агрессивен. Поэтому убедитесь, что вы несете флюс в другой сумке, чем все инструменты системы защиты вместе взятые.Но вы хотите избавиться от этого потока. Он может не только стать маслянистым остатком, но и со временем повредить эту линию или это соединение. Теперь, если мы посмотрим на наше соединение здесь, припой прошел полностью, потому что мы уже покрыли его флюсом, который мы использовали, и вы хотите убедиться, что вы не используете слишком много. Мы действительно рекомендуем иногда сделать небольшой крючок внутри припоя, чтобы там, если вы используете такое количество крючка, вы использовали слишком много припоя.Вы можете использовать эту практику там.
Когда все сказано и сделано, будьте осторожны, особенно с фильтром-осушителем. У тебя там может не хватить стали. Когда все сказано и сделано, если мы возьмем эту леску, вытащим ее из тисков здесь, и если я согну здесь, если я смогу раскрутить ее, то со временем она будет напоминать вибрацию, что у нас может быть утечка. Прямо сейчас я скручиваю, и он не распадается, поэтому мы хотим убедиться, что у нас есть припой по всему стыку.Видно, что сама сталь не потемнела, снова стала черной. У нас хорошее серебро. У нас также есть красивый серебристый цвет вокруг меди, который показывает, что чистота этого стыка была выполнена хорошо. Мы пойдем дальше и сделаем… Я покажу вам, что произошло, когда вы действительно слишком сильно нагревали сталь.
Мы все еще можем видеть, я собираюсь сделать это прямо в этом разделе прямо здесь, снова вставлю это в тиски. Вы все еще могли видеть, что в конечном итоге произойдет следующее: если он станет черным и как быстро он станет черным, вы использовали слишком много тепла.Так что, если у вас слишком сильный жар, вы не обращаете внимания или что-то в этом роде, и вы его разогреваете, и просто наблюдайте. Просто посмотрите, как там скопился углерод, и теперь он начинает обесцвечиваться и становиться черным. Если вы дошли до этой точки, как я уже сказал, вам нужно пойти дальше, остыть, начать все заново, потому что, когда мы сотрем это здесь, теперь вы увидите, что он черный.
Снова возьмите кусок наждачной бумаги и протрите его до тех пор, пока он снова не станет красивым, ярко блестящим серебром, а затем продолжайте и устанавливайте соединение.Итак, чистка, сначала лужение, чистка меди, нагревание, лужение меди, добавление флюса этим маленьким крючком. Это должно сэкономить вам много времени и сэкономить много проблем в полевых условиях, потому что, опять же, ваша утечка, скорее всего, будет из-за соединения стали с медью, и это то, что мы видим там в полевых условиях.
Надеюсь, это видео было для вас полезным. Если вы хотите подписаться на нашу страницу или поставить лайк, пожалуйста. Пожалуйста, поделитесь этим, потому что мы хотим, чтобы все могли выполнять эту работу.Холодильное дело не самое простое. Это искусство. На это нужно время. Если вы хотите попрактиковаться, смело отправляйтесь в Home Depot, Lowe’s, ваш местный хозяйственный магазин. Поднимите немного меди. Сходите в магазин автозапчастей. Возьмите стальную оцинкованную магистраль, тормозную магистраль, которые у них есть, три шестнадцатых с покрытием, и практикуйтесь, практикуйтесь, практикуйтесь. Это приходит со временем. Будьте терпеливы с собой.
Не расстраивайтесь, и со временем вы почувствуете это. У нас много студентов, которые приходят сюда, никогда раньше в своей жизни не занимались этим проектом.В первый раз они оказываются очень хорошими. Может быть, немного удачи. Затем у нас есть ребята, которые годами занимаются этим на местах, и у них до сих пор много проблем. Так что вы можете быть лучшим техником, но это все равно будет вашим самым слабым суставом. Еще раз спасибо, что присоединились к нам и посмотрели видео, и мы увидимся в следующий раз.
Оценка преимуществ линий PEX по сравнению с медными трубами в вашем доме
A : Я работаю сантехником с 29 лет.Хорошая новость в том, что у меня большой опыт работы с линиями водоснабжения из меди и полиэтилена.
Я мог бы написать целую книгу на тему медь и водопроводы из полиэтиленгликоля. При рассмотрении плюсов и минусов каждого из них необходимо знать много информации об обоих продуктах. Еще одна вещь, о которой следует помнить: существуют разные типы пластиковых труб из PEX и разные системы. Сказав это, я дам вам версию CliffsNotes. Вы точно сможете принять правильное решение.
Я молодой сантехник стриг зубы медью.В то время PEX еще не изобрели. Пластиковые трубки PEX впервые были представлены на рынке США в 1980-х годах в качестве продукта для поверхностного отопления. В 1990-х годах PEX начал появляться в качестве материала трубопроводов для использования в домашнем питьевом водоснабжении.
Медь — это проверенный временем материал для водопровода, но он не застрахован от проблем. В США есть места с агрессивным химическим составом воды. Вода может растворить медь и вызвать утечки из точечных отверстий и другие катастрофические поломки.Медь также склонна к расщеплению, если вода в трубке замерзает и расширяется.
С медью легко работать. Вы не поверите, но домовладелец с небольшой практикой и недорогими инструментами может резать и паять медь, создавая герметичные соединения. Это может показаться устрашающим, но много лет назад я записал видео, показывающее, как припаять медь за считанные минуты. Вы можете посмотреть его на моем сайте AsktheBuilder.com .
Проблема с медью заключается в том, что на установку водопровода из одной части дома в другую требуется довольно много времени.У вас может быть пять или более фитингов, чтобы добраться из точки A в точку B. Для каждого фитинга необходимо отрезать и очистить трубу, очистить фитинг, нанести флюс и припой. Работа с горячей пропановой горелкой вокруг дерева может быть опасной. Мириады домашних пожаров были вызваны сантехниками и домашними мастерами, которые недооценивают, насколько быстро факел может воспламенить близлежащие горючие материалы.
Существует более новая система крепления фитингов к медным трубкам без припоя. Фитинги имеют резиновое уплотнительное кольцо внутри, а дорогой инструмент обжимает фитинг на конце трубки, чтобы обеспечить герметичное соединение.Сомневаюсь, что вы можете позволить себе приобрести необходимый инструмент. Фурнитура также дорогая по сравнению с той, которую вы паяете.
Трубка PEX — волшебный материал. По большей части вы устанавливаете его так, как будто вы прокладываете электрический кабель от панели автоматического выключателя к розетке. Вы протягиваете трубку PEX через пол и стены от коллектора или адаптера в подвале или в подвале, а затем заканчиваете трубку на приспособлении. Между двумя точками нет никаких стыков, которые могли бы протечь.
Я предпочитаю систему Uponor PEX.Вы создаете герметичное соединение, используя небольшой хомут из PEX, который скользит по концу трубки. Инструмент используется для расширения PEX, чтобы он мог надеть на конец фитинга. Гораздо проще создать соединение с использованием PEX, чем с использованием меди, и я создал видео «Подключите PEX» на своем веб-сайте, чтобы показать вам, насколько легко это сделать.
Трубка PEX имеет память и хочет вернуться к своей первоначальной форме, поэтому она начинает очень сильно давить на выступы на фитинге. По прошествии короткого времени я уже не могу попытаться снять трубку с фитинга.У меня никогда не было утечек из трубок PEX.
Еще одним преимуществом PEX является его устойчивость к расщеплению при замерзании воды внутри трубки. В моем нынешнем доме, который я не строил, водопровод на втором этаже, ведущий к раковине, всегда замерзает в очень холодную погоду, потому что строитель и сантехник допустили ошибку, устанавливая PEX. Трубка никогда не раскалывалась и не протекала.
Вы можете приобрести электроинструменты, расширяющие PEX, или использовать версии с ручным приводом. Точная резка PEX важна, и простой ручной инструмент разрезает квадратную трубу каждый раз идеально.
Вы можете установить PEX, как традиционную медную систему, где труба большего диаметра подает воду ко всем приборам, так как большая линия проходит через весь дом. Или вы можете установить отдельный водопровод от коллектора к каждому приспособлению. Коллекторный метод гарантирует, что у вас не будет скрытых стыков или фитингов, спрятанных в стенах или потолке, но вы в конечном итоге используете гораздо больше материала для труб.
Я верю в PEX. А поскольку его так легко установить, я буду использовать его в любом новом доме, который построю.Я только что установил более 6 000 футов полиэтилена HePEX в доме моей дочери для лучистого отопления и около 1 500 футов PEX для ее линий горячей и холодной воды. Мы выбрали коллекторную систему, потому что я не хотел нигде скрывать детали.
Как пропотеть медные трубы и фитинги
В процессе самостоятельной работы сантехники наступит время, когда вам нужно будет подключить медные водопроводные линии. Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои навыки слесаря и научиться делать это самому.Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб. Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют, трубки) соединяются между собой медными фитингами. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях.Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки. Чтобы разрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что оба варианта обеспечивают удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев. При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении.Несколько поворотов — и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера. И то, и другое — хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу. Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо учитывать, насколько фитинги увеличивают общую длину участка. Хотя это зависит от фитинга, общее практическое правило состоит в том, чтобы добавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой. Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой.Вы также можете использовать наждачную бумагу или стальную вату для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры. Можно использовать проволочную щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубки. Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании.Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику. Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, несколько раз поверните трубу и фитинг, чтобы равномерно распределить флюс.
Пропановая горелка — это инструмент, который мы будем использовать для пропотевания медных труб. Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя в середине более темного синего пламени.Кончик этого голубого пламени — самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки. Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так. Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не подвергайте тепло непосредственно флюсовому участку и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя. Это означает, что фитинг готов к пайке. Другой способ определить это — прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг.Продолжайте плавить припой, пока он полностью не появится вокруг фитинга. Старая поговорка: «Если мало — хорошо, то много лучше» здесь не применяется. Избыток припоя может стекать внутрь трубы, вызывая сужение или даже закупорку. После того, как припой расплавится, сотрите излишки магазинным полотенцем и дайте фитингу полностью остыть, прежде чем прикасаться к нему.
Ну вот и все. Теперь вы знаете, как попотеть медь. В следующем сегменте мы научим вас работать с пластиковыми трубами и нажимными фитингами.
Закрыть стенограммуSoldering 101 — 4 шага для успешной пайки
Мне задали миллион вопросов, связанных с пайкой / пайкой ну, это огромное преувеличение, но именно — это , который является предметом многих вопросов, которые мне задают, и не зря. Наверное, нет другой техники, вызывающей столько опасений, неуверенности и замешательства, как пайка. Пайка и умение делать это требует практики. Но при правильном обучении и некоторых практических репетициях каждый может хорошо паять.
Изображение заимствовано из GoAwayGarage.
На первый взгляд большинство вещей может показаться устрашающим: представьте себе самую грязную комнату, которую вы можете себе представить. (нет, не моя студия). Затем подумайте, как бы вы себя чувствовали, если бы кто-то сказал: «Убери это»! Ошеломленный (и, вероятно, немного раздраженный тем, что ты застрял с уборкой этой воображаемой комнаты), ты оглядываешься — немного ошеломленный и сбитый с толку. Но, включите хорошую аудиокнигу, начните с одного угла, возьмите несколько ящиков для хранения, пару крючков, шкаф или два и время, и, прежде чем вы это узнаете, комната чистая.Сосредоточиться на общем сценарии — это ошеломляюще. Но если вы сосредоточитесь только на одном маленьком месте, это управляемо. Итак, мы рассмотрим пайку, обращая внимание только на небольшие части целого.
Я нарушил это обсуждение пайки, процесса, материалов и инструментов. Как свидетельствуют многие видео и веб-страницы, перечисленные выше, я написал много материалов по пайке. Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Итак, как и в случае с уборкой этой грязной студии, мы будем предпринимать небольшие шаги.
Как вы, несомненно, знаете, к настоящему времени пайка требует тепла — его очень много. Мы используем газовую горелку, чтобы позволить нашему металлу достичь температуры, необходимой для плавного течения припоя. Припой связывается с металлом за счет капиллярного действия (представьте, что вода движется вверх по бумажному полотенцу). Независимо от того, работаете ли вы с любым из различных видов серебра, золота или недрагоценных металлов (бронзы, латуни, меди и т. Д.), Следующие методы будут относительно одинаковыми. Однако у каждого металла есть свои особенности, которые могут незначительно повлиять на определенные части процесса.Некоторые из них будут подробно обсуждены позже.
Припой
Припой — это клей, который скрепляет различные металлические детали. Чтобы припой растекался, металл должен быть чистым — все, включая припой и флюс . Причина этого в том, что грязь, жир, оксиды и т. Д. создают барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке на бутерброде с ветчиной (ваше потенциальное соединение припоя).Пластиковая пленка защищает вас (теоретический припой) от вкусного бутерброда. Если вы удалите пленку, ваш рот и бутерброд могут счастливо соединиться. (Это самая странная (и, возможно, худшая) аналогия?).
Подробная информация о самом припое подробно обсуждается на моей странице On Solder . Обсуждение припоя в этом разделе будет касаться его взаимодействия в процессе пайки и проблем, которые могут возникнуть.
Успешная пайка — четыре шага
Я придумал 4 различных процедуры, которые должны обеспечить успех при пайке.Эти шаги:
- Good Fit
- Чистый металл / припой / флюс / руки
- Тепло
- Flux — см. Страницу под названием: Пайка 101 — Окисление, флюс и предотвращение образования накипи / пятен.
Это просто означает, что два металлических куска, которые вы соединяете вместе, подходят как можно ближе.
В случае стыкового соединения, которое вы используете для кольца или соединения лицевой панели вместе, края должны быть заподлицо и плотно прилегать .Поднесенный к свету, вы должны увидеть очень мало света.
При использовании круглой проволоки и трубок следует подпилить плоские участки с каждой стороны частей, которые будут соединяться вместе. Это не только упростит предотвращение скатывания деталей в процессе пайки, но и добавит прочности стыку. Результат даст: на больше площади для растекания припоя.
Смотрите мое видео: Плоские квадратные кромки на листовом металле , чтобы узнать, как добиться хорошего прилегания.Кроме того, два неоценимых инструмента для получения прямоугольных кромок на металле, трубах и проволоке: Приспособление для резки под углом и тиски (см. Мою страницу об этом инструменте), Приспособление для резки под углом и тиски и тиски для станка (также известные как «Безвинтовые инструментальные станки»). Тиски). Существуют также плоскогубцы для резки труб , которые можно использовать для труб и проводов. Они также отлично подходят для удержания труб и проводов, если вам нужно их зажать: для сверления, для заполнения канавок и т. Д.
Шаг 2: Очистка металла / припоя / флюса / рукБольшинство людей понимают, что их металл должен быть чистым, но как насчет флюса и припоя? Еще люди забывают о руках.Вы могли бы начать с совершенно чистых кончиков пальцев, но не почесали ли вы лицо, отполировали кольцо или погладили кошку прямо перед тем, как приступить к пайке? Если да, то можете поспорить, что ваши руки содержат какую-то «грязь».
Чистые руки
На вашем лице много сальных желез, поэтому, находясь в студии, возьмите за привычку держать руки подальше от красивого лица . То же самое и с милым котиком.
Вы можете вымыть руки грубым мылом , например Boraxo. В некоторые мыла добавлены увлажняющие кремы и могут добавить слой масла на руки.
Чистота является обязательным условием успешной пайки, потому что, попросту говоря, и припой, и флюс, не будут растекаться по любой грязи : окислению, смазке и, конечно, грязи. Итак, чтобы получить идеальное паяное соединение, вымойте посуду.
Средство для мытья посуды Dawn и горячая вода тоже подойдут. Ваши руки будут в беспорядке. Они будут сухими, потрескавшимися, мозолистыми. Твоя карьера ручного модели официально окончена.
Чистый металл
Очистка металла обсуждается в моем видео: Как очистить металл . Наждачная бумага — также эффективный способ очистки металла . Он имеет дополнительное преимущество в том, что снимает «блеск» с ваших поверхностей. Флюс плохо растекается по блестящему металлу. , поэтому шлифовка поверхностей, подлежащих пайке, поможет обеспечить равномерное покрытие флюса. Для этого я использую наждачную бумагу с зернистостью от 400 до 1000.
После очистки металла возьмите его за края , чтобы уменьшить контакт с грязью.
Чистый припой
Очистить припой довольно просто, если вы используете лист или проволоку — вы просто очищаете его, как листовой металл. С помощью проволочного припоя я несколько раз протягиваю его через зеленый кустарник и сушу полотенцем. Это сходит с ума, когда нужно чистить паллионы . Вы можете поместить паллионы в ультразвуковой очиститель . Используйте контейнер из проволочной сетки, как те, что используются часовщиками, чтобы поместить ваши паллионы. В Англии вы можете получить один в Redroosteruk Ltd. В США: Esslinger.com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива — ситечко для чая — с мелкой сеткой. Срывать палочки со дна ультразвукового прибора, наверное, не так уж и весело!
Чистый флюс
Flux может загрязнить , если окунуть кисть для флюса в емкость. Через некоторое время бутылка заполнится мусором и другими загрязнениями (такими как кусочки ржавой стали от кистей, кусочки древесного угля от вашего паяльного блока), и ваш флюс испачкается.Чтобы избавить вас от необходимости покупать новый флюс просто потому, что он грязный, используйте небольшой контейнер с низкими стенками, чтобы залить флюс. Верхние части банок подойдут. Просто налейте достаточно на день, а остальное выбросьте. Не наливайте обратно в бутылку!
Есть также дозаторы флюса , которые отлично работают. Хотя через время их нужно тщательно очистить, потому что флюс при высыхании кристаллизуется. Кристаллы препятствуют работе дозатора. Но для этого нужно время. Диспенсер поддерживает чистоту флюса и дозирует флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Есть также дозаторы флюса , которые поставляются в бутылках для выжимания с различными размерами. дозаторы игл . Они хорошо подойдут, если вы выдавите флюс в небольшую миску. В противном случае они могут затопить территорию слишком большим потоком.
СОВЕТ: После нанесения флюса нагрейте флюс, пока он не станет стекловидным (белое пузырьковое вещество успокоится).Теперь окуните кисть в немного флюса, возьмите палочку припоя и поместите ее на (остывший, но еще теплый — кисть не расплавится). Теперь у припоя меньше шансов всплыть. Вы также можете сначала скомкать припой — гранулы припоя не так легко отрываются.
Кисти для флюса
Небольшое отступление: используйте подходящие кисти для нанесения флюса. Дешевые пластиковые щетки нелегко подобрать и разместить припоя. Хорошие щетки делают установку припоя менее утомительной.Если прикоснуться пластиковой щеткой к горячему металлу, он, конечно, расплавится. Расчески для волос тоже не остаются невредимыми. Но вы можете урезать их и продолжать использовать. Обычно я покупаю несколько новых щеток каждый год. Мне также нравится иметь под рукой как минимум два разных размера: один для больших площадей, а другой — для меньших.
Есть кисти, предназначенные только для нанесения флюса. Рио, конечно же, продает один тип: незагрязняющую щетку для флюса размером 1 и 8 (больше).Они не загрязняют окружающую среду, потому что в них не используется сталь для удержания щетины, что исключает возможность переноса ржавчины или стали на вашу работу.
Также можно использовать маленькие китайские бамбуковые кисти . У них есть отличные чаевые, и они относительно недорогие.
Шаг 3: НагревОдна из самых больших проблем в обучении пайке — это страх / бесстрашие владельца фонарика — , что является просто отражением неопытности пользователя с этим инструментом.
Большинство студентов так боятся расплавить свои детали, что никогда не достигают температуры текучести припоя. Конечно, есть и другая крайность, когда каждый процесс пайки заканчивается жидким металлом. Что делать?
Ну вот тут и приходит практика. Начни с металлолома . Практикуйте все типы соединений — встык, «Т» или полосу и пот. Пайка (ссылка на мое видео о пайке с помощью пота). Паяй снова и снова и будь бесстрашным .Если он тает, попробуйте еще раз, но поменьше, меньше времени. Нет ничего плохого в том, чтобы расплавить металл — , если это тренировочная деталь. Расплавить ювелирное изделие, на которое вы потратили часы, оооочень удручает. Но ЭТО БЫВАЕТ! В конце концов, однако, вы и ваш факел соединитесь, и количество срывов ювелирных изделий (ювелиров) значительно уменьшится.
Одна вещь, которая поможет вам добиться плавного паяного шва, — это подобрать наконечник резака, соответствующий размеру вашей работы.
Итак, расплавители (вы знаете, кто вы!) не имеют проблем с расплавлением припоя. Но течет ли оно? Он идет по шву или по стенам с одной стороны вылетает? Неужели он так сильно нагрелся, что припой впитался в металл? У вас есть ямы? (Вы перегрели деталь и выгорели цинк в припое!)
Какой наконечник резака вы бы использовали для металла этого размера (не фактический размер, это сравнение соотношения)?
Ответ: B Вам нужен наконечник горелки, особенно из серебра, который будет нагревать металл довольно быстро.
Чистое серебро (235 ° (БТЕ / (час o фут фут)) — лучший проводник тепла металл — медь (223 ° (британская тепловая единица / (час o фут фут)) ) , следующим в очереди идет золото (182 ° (британские тепловые единицы / (час o фут фут)) . Теперь, зная этот факт, вы можете понять, зачем вам нужен наконечник резака большего размера (который приводит к более сильному пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит ОТ пламени. Итак, в приведенном выше примере больший наконечник (наконечник B) будет нагревать металл быстрее. Чтобы нагреть всю эту деталь маленьким наконечником горелки, может потребоваться некоторое время. Тогда вы, вероятно, развили бы сильное окисление и израсходовали бы тонну газа. Вы также могли бы подумать сейчас: «интересно, потечет ли когда-нибудь этот припой?»
Все предметы, соприкасающиеся с паяемым металлом, особенно с металлом, будут отводить часть этого тепла, еще больше замедляя процесс.Термин «теплоотвод» относится к отводу тепла. Иногда вам нужен радиатор, например, когда вы пытаетесь защитить предыдущее паяное соединение или тонкий маленький объект, например, оправу для камня. Блоки из древесного угля поглощают тепло, но они отражают его обратно на металл.
Наконечники резаков бывают разных размеров. Система нумерации зависит от типа вашей горелки.
Наконечники резака — выбор правильного размера для работы
Итак, если вы выполнили свой контрольный список: соответствие, флюс, чистота, а припой не течет, подумайте о замене наконечников.
Вот две диаграммы пламени из Rio Grande . Посмотрите, насколько различаются размеры пламени для одинаковых чисел. В своем видео я сравниваю советы №2.
Возможно, вам понадобится как минимум два наконечника . Лучше бы трое. Фактически, это почти все, что я использую. У меня маленькие чаевые, средние и большие. Большой наконечник используется для отжига, обработки стали, рафинирования и пайки больших деталей. Маленький наконечник предназначен для крошечных паяных соединений — например, для установки 3-миллиметровой корзины или для пайки перемычек.Я использую жало среднего размера для большинства процессов пайки.
Отопление металла
Следующая важная информация о нагреве: для того, чтобы припой растек, необходимо нагреть металл с обеих сторон соединения до температуры текучести припоя. Если вы нагреете одну сторону больше, чем другую, припой потечет к «горячей стороне».
Не нагревайте припой . Припой — один из самых маленьких кусочков металла на вашем изделии. Сначала он расплавится, но ничего не сделает, кроме как (если вы его достаточно нагреете) впитается в металл, возможно, начнет разъедать металл, что приведет к образованию ямок или плавлению в лужу.
Когда вы паяете серебро (чистое и чистое, а не аргенций или золото — они тоже не проводят тепло: см. Дополнительную информацию ниже) и медь, вам нужно сначала нагреть самые большие куски.
На рисунке слева показано, как нагреть деталь с элементами разного размера.
Когда черный квадрат нагревается, он передает тепло розовому квадрату. Итак, розовый квадрат сейчас довольно теплый. В то же время маленький синий квадратик тоже становится довольно горячим, потому что это самый маленький элемент — там меньше мест, куда тепло может уйти и сбежать.К тому времени, когда вы поднесете горелку к синему квадрату, припой, вероятно, будет течь или болтаться. Обычно не нужно даже топить третий участок.
Как узнать, когда пора переместить фонарик? Следите за флюсом или цветом металла. Флюс станет полупрозрачным при температуре текучести припоя. Серебро станет светло-розовым, а медь, латунь и бронза — красным. Наиболее очевидная подсказка — припой плавится или течет. Не забывайте, что медь, в частности, любит окисляться.Из-за этой тенденции вам нужно попасть туда горячим и быстрым! Не нагревайте медь медленно, если вы вообще можете помочь.
При пайке аргентия или золота тепло не уходит, как сумасшедшая. Тепло имеет тенденцию оставаться возле горелки, поэтому нагрев всей детали не так уж и важен. Вы можете направить тепло с помощью этих металлов на две стороны, рядом с местом соединения, где вы хотите, чтобы припой тек.
При пайке я вставляю и вынимаю резак, нагревая и давая ему остыть, нагревая и давая ему остыть.Сняв горелку, я могу проверить плавление металла, текучесть припоя и другие индикаторы. Когда припой вот-вот потечет, необходимо легкое прикосновение.
Шаг 4: ФлюсДля получения информации о 4-м шаге: Flux, , пожалуйста, посетите мою страницу: Пайка 101: Окисление, флюс и предотвращение образования накипи / пятен.
Выдержка из страницы по предотвращению окисления, флюса и образования накипи / пятен:
«Флюс играет важную роль в пайке.
- Он отвечает за за снижение поверхностного натяжения , позволяя припою течь.
- Создает на металле лаковое покрытие, которое защищает металл от взаимодействия с атмосферой.
- Flux также используется как индикатор температуры при пайке — когда паста или жидкий флюс достигают точки текучести припоя, они становятся полупрозрачными.
- Флюс должен быть совместим с используемым металлом .Используйте флюсы, предназначенные для используемого вами металла.
- Flux имеет потолок температуры . Если имеющееся тепло превышает рабочую температуру флюса, флюс больше не будет работать. Жидкость: 1100 ° F (593,33 ° C) — 1700 ° F (926,67 ° C) Паста: 1100 ° F (593,33 ° C) — 1500 ° F (° 815,56C).
- ЕСЛИ вы используете паяльную пасту , проверьте, включен ли флюс в смесь. Если это так, вам не нужно колебаться. Но, возможно, вы захотите добавить дополнительный флюс, чтобы защитить свой фунт от накипи!
Флюс важен для пайки, даже если металл не вызывает окисления, как чистое серебро или серебро аргентия.Это помогает припою течь.
- Как настроить резак — есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder — Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубах, установках и т. Д. — практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- Identify Wire Solder — Отметьте свой припой, прежде чем воцарится путаница!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Создание сфер одинакового размера — как сделать идеально круглые сферы? Возможно, вам нужно знать!
- Как отжигать серебряный лист — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига — Хотите обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина — Один из БОЛЬШИХ средств обеспечения безопасности в студии.Научитесь делать свои собственные!
- Как сделать безель и закрепить кабошон Часть первая — Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая — То же сверху.
Пайка ювелирных изделий: Как припаять настройки, скобу и проволоку. — Мы все время паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Пайка ювелирных изделий — Пайка потом, промывка или аппликация — Как припаять два куска металла друг на друга.Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
My YouTube Soldering Playlist — Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все о материале, который вы используете.
- Ацетилен, фонарик, резервуары, безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Схемы — Схемы, связанные с пайкой.Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла — полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему все время образуется накипь, как от нее избавиться. Узнайте, почему происходит пайка и какие решения существуют.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbor Freight — Недорогие инструменты для студии!
- Тиски и зажимное приспособление для резки под углом : С трудом подбираете концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing — Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Wire Questions. Спиральная проволока, сужающаяся проволока, проволока для упрочнения, проволока для правки и многое другое!
- Рецепты: Они больше не предназначены только для готовки!
- Рецепт рассола — сделай свой собственный рассол
- Prip’s Flux Recipe — сделайте свой собственный флюс
- Удаление сломанных сверл из металла — сверло сломалось, и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной планки то есть: как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Проволока и листовой металл
- Какой факел купить : Пытаетесь понять, что вам нужно, чтобы разжечь огонь в своей студии? Ознакомьтесь с этой информацией перед покупкой!
- Пайка в двух словах — мой список самого необходимого для пайки.
- Вопросы по пайке — Один из наиболее часто задаваемых вопросов. Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Факел / газ Вопросы — Сравнение портативных и обычных горелок, проблемы с горелкой, горелками с бутаном, водяными горелками, безопасная установка горелки, покупка горелок.
Джесси Велленштейн дает лучшее представление о пайке медных труб
Современные газовые бесконтактные водонагреватели
11 фев, 2020 •
Так, может быть, у вас на подъездной дорожке стоит гибридный автомобиль с гибким топливом или бензин-электрический, а на заднем дворе — компостная куча? Вы утеплили дом, установили стеклопакеты и, возможно, даже установили новую энергоэффективную печь.Теперь, когда вам тепло и уютно и вы «чувствуете зелень», продолжаете ли вы нагревать большой резервуар с горячей водой 24/7/365? Если это обогреватель с бензобаком, знаете ли вы, что вы не только тратите впустую газ, постоянно нагревая горячую воду, но и забираете тепло из дома через выхлопную трубу тягового типа. Может быть, вам нужен безрезервуарный водонагреватель для завершения вашего зеленого дома? «Газовый безбаковый водонагреватель, что это? Расскажите, пожалуйста, подробнее? » В Европе и Азии безбаквальные водонагреватели являются нормой.В Соединенных Штатах домовладельцы больше знакомы с водонагревателями резервуарного типа. Сегодня все больше и больше семей прилагают усилия для экономии энергии и сохранения наших природных ресурсов, переходя на безбактериальные технологии. В первую очередь безбаковые модели отличаются от типичных больших цилиндрических нагревателей тем, что в них нет накопительного бака. Проточные водонагреватели без резервуара по запросу лучше, поскольку они не тратят впустую энергию из-за предварительного нагрева и сохранения большого количества воды в резерве для будущего использования.Бесконтактные обогреватели производят почти мгновенную горячую воду в непрерывном режиме по запросу. «Как работает безрезервуарный обогреватель?» Датчики внутри нагревателя обнаруживают, что кран с горячей водой (кран или душ) был открыт, и нагреватель начинает работать, делая горячую воду, которая выходит из нагревателя, в трубы с горячей водой, ведущие к крану, раковине или душу. Когда кран или душ отключаются, обогреватель отключается и поток горячей воды прекращается.В современных газовых безбалочных обогревателях нет даже запальной лампы! У них есть автоматическое электронное зажигание для экономии энергии. «Таким образом они экономят энергию. Чем они лучше водонагревателя резервуарного типа? » Бесконтактные водонагреватели могут подавать больший общий объем горячей воды, чем баковые водонагреватели. Причина в том, что у нагревателя резервуарного типа имеется только определенная общая доступная мощность.Нагреватели резервуарного типа рассчитываются по их резервной емкости горячей воды в галлонах. Обычно хранится только 30, 40 или 50 галлонов воды, и если вы превысите эту емкость, вам придется подождать, пока нагреется еще один полный бак, что на некоторых моделях может занять несколько часов. С безрезервуарным нагревателем у вас есть бесконечный запас горячей воды для ваших нужд. Размер безбаквального нагревателя определяется его способностью обеспечивать горячую воду с определенным количеством галлонов в минуту. В США объем потока воды измеряется в галлонах в минуту (галлонов в минуту). Когда требуется большой объем горячей воды, более одного нагревателя без резервуара можно объединить в группу и работать в унисон.Что касается безрезервуарного обогревателя, важно помнить, как правильно подобрать размер безбаквального обогревателя в соответствии с потребностями рассматриваемого дома или бизнеса, рассчитав максимальные пиковые потребности в галлонах в минуту. «Расскажите, пожалуйста, подробнее о GPM и о том, как правильно выбрать размер безбаквального обогревателя?» Как упоминалось ранее, производители безбакерных водонагревателей рассчитывают свои водонагреватели в соответствии со спецификациями GPM.Часто это также сопровождается мелким шрифтом о повышении температуры. Если температура вашей грунтовой воды составляет 45 градусов, а производитель заявляет, что нагреватель может обеспечить повышение температуры на 60 градусов при скорости 4,0 галлона в минуту. Это означает, что температура воды на выходе из нагревателя будет 105 градусов при максимальном расходе 4,0 галлона в минуту. Нагреватели резервуарного типа продаются как общее количество галлонов, хранящихся в резервуаре. Например, типичный нагреватель резервуарного типа может вмещать 40 галлонов воды.Можно сравнить безбаковый водонагреватель на 4,0 галлона в минуту с нагревателем с баком на 40 галлонов. Например, если установка без бака производит горячую воду со скоростью 4,0 галлона в минуту, при такой скорости потока нагреватель емкостного типа на 40 галлонов выйдет из воды всего за десять минут. «Расскажите, пожалуйста, о новейшей эволюции безрезервуарных водонагревателей. Потому что несколько лет назад мне сказали, что они не очень хороши ». Это факт, что первые модели безбаквальных обогревателей, продаваемые в США много лет назад, были небольшими и не могли удовлетворить потребности типичного домашнего хозяйства.(Особенно электрические.) Они были примитивными и часто ломались. Иногда домовладельцу приходилось ждать визита квалифицированного специалиста, и тогда требовались запчасти и их нужно было заказывать. Благодаря этому многолетнему опыту безбаковые обогреватели заработали репутацию из-за неисправностей и недостаточной подачи горячей воды. Современные модели рассчитаны на срок службы от пятнадцати до двадцати пяти лет и намного надежнее. Если размер устанавливаемого агрегата соответствует требованиям дома или бизнеса, и если он правильно обслуживается, он будет надежно обеспечивать бесперебойную подачу горячей воды на многие годы вперед.«Есть ли недостатки у безрезервуарного водонагревателя?» Самый большой враг любого водонагревательного устройства — это поступающая вода, содержащая жесткую или грязную воду. (Например, как вы могли убедиться, это основная причина поломки кофеварок). Как и в случае с любым типом водонагревателя, варианты без резервуара также лучше всего работают при использовании со смягчителем воды или, по крайней мере, с фильтром, установленным на поступление воды.Как и в случае нагревателя резервуарного типа, производители безбаквальных моделей рекомендуют с осторожностью выполнять периодическую промывку и внутреннюю очистку в соответствии с рекомендациями. Периодичность этого обслуживания зависит от жесткости воды и типа фильтрации и / или обработки поступающей воды. Узнайте больше о том, как правильно обслуживать безбаковый водонагреватель. Кроме того, домохозяйствам, имеющим колодезную воду, необходимо будет удовлетворить потребность в более постоянном напоре воды.Скважинные насосы вызывают колебания давления, которые могут сбить с толку устройства внутреннего контроля современного безрезервуарного нагревателя. Узнайте больше об использовании безрезервуарного водонагревателя с колодезной водой. «Мне сказали, что выхлоп для безбаквального водонагревателя особенный. Это правда?» Выхлоп на безбаквальном обогревателе сильно отличается.В большинстве современных моделей используется принудительная или прямая вентиляция. (Прямая вентиляция также известна как «сбалансированный» или «двухкамерный» выхлопной воздухозаборник) Из-за гораздо более высоких температур выхлопа всегда используется труба из нержавеющей стали, предназначенная для этой цели. Это важная часть любой установки в помещении и требование промышленных, местных и национальных норм безопасности. Трубы этого типа имеют специальные герметичные стыки. Эта труба отличается от обычного водонагревателя или выхлопной трубы печи, и компоненты не взаимозаменяемы.При этом типе выхлопных газов газы вытесняются наружу под давлением, а не за счет естественного восходящего потока, как в нагревателе резервуарного типа. Американские домовладельцы теперь принимают безбаквальные водонагреватели как волну будущего. Среднестатистический американский домовладелец только сейчас узнает об этой технологии, тогда как на самом деле люди в других странах по всему миру не знают другого способа нагреть воду. «Если я куплю один сейчас, он устареет всего через несколько лет?» Более девяноста процентов производителей безрезервуарных водонагревателей базируются в Азии.Эти обогреватели производятся на новых современных заводах, эксплуатируемых компаниями, которые на протяжении десятилетий строили миллионы безбактовых обогревателей. В настоящее время мы понимаем, что в Северной Америке не производятся газовые безбаквальные обогреватели. Это не новая технология, она кажется новой для типичного домовладельца в США, потому что мы только сейчас начинаем осознавать, сколько энергии они экономят.В наши дни, как общество, мы начинаем менять свои расточительные методы и стараемся экономить энергию. Но как домовладельцы мы не только пытаемся экономить энергию, но и сокращаем наши расходы на электроэнергию. Эти новые современные безбаквальные водонагреватели с прямым выпуском воздуха эволюционировали до такой степени, что федеральное правительство США объявило эту технологию «зрелой». Это означает, что в будущем этих устройств не ожидается. Они достигли уровня развития, при котором они настолько энергоэффективны, насколько это возможно, и дизайн, кажется, тоже достиг своего пика.Фактически, большинство нагревателей с прямым выпуском воздуха от всех производителей в основном имеют одинаковую конструкцию. И действительно, некоторые крупные сетевые магазины товаров для дома продают безбаквальные водонагреватели под несколькими разными торговыми марками, которые фактически идентичны и производятся на одних и тех же азиатских заводах. У некоторых популярных моделей различаются только этикетки, торговые марки и торговые точки.
.