Сварка оптоволокна
Сварка оптических волокон является наиболее совершенной технологией неразъемного соединения волокон. Современный аппарат для сварки оптических волокон позволяет добиться очень низких потерь на сварном соединении — 0,01-0,02 дБ. Сварное соединение широко используется для неразъемного соединения многомодового или одномодового волокна разных типов.
Фото 1. Аппарат для сварки оптических волокон
На качество сварного соединения влияют два основных параметра — вносимые местом сварки потери и прочность на растяжение и излом. Вносимые потери зависят от несовпадения диаметров волокон, несовпадения числовых апертур, показателей преломления и ошибки концентричности сердцевины и оболочки. Концентричность показывает, насколько точно сердцевина волокна вписывается в кольцо окружающей ее оболочки, т.е. какова величина смещения центров обоих окружностей. Потери на месте сварки являются направленными и имеют место быть только в том случае, если оптический поток распространяется через место сварки волокон в направлении волокна, имеющего меньшие диаметр и апертуру.
Оболочка волокна удаляется различными способами — химическим путем, термической зачисткой или механической зачисткой. Наиболее простым способом является механическая зачистка, которая не требует сложного оборудования и обеспечивает удовлетворительное качество зачистки. При механической зачистке волокна проводится цикл операций по удалению брони кабеля, кевларовых нитей, оболочки модуля и буферного покрытия. После очистки волокна от всех оболочек производится скалывание волокна. Эта процедура призвана обеспечить перпендикулярность торца волокна сердцевине (угол в 90°).
Фото 2. Скалыватель оптических волокон
Скалыватель оптических волокон обеспечивает качество скола с углом отклонения 0,5°.
Немаловажный этап механической зачистки волокна — финальная очистка поверхности волокна. Любые остатки покрытия после зачистки оболочки должны быть удалены с поверхности зачищенного участка волокна (для этого используются безворсовые салфетки, смоченные спиртом).
После того, как волокна зачищены и сколоты, их закладывают в соответствующие держатели оптических волокон сварочного аппарата. Современный аппарат для сварки оптических волокон автоматически выравнивает волокна по сердцевине, сводит на минимально возможное расстояние и дает сначала слабый электрический разряд, в результате которого волокна размягчаются и притягиваются под действием сил поверхностного натяжения, а потом происходит полный разряд для сплавления волокон. Место сварки волокон защищается термоусаживаемой трубкой (КЗДС — Комплект Для Защиты Сварного соединения). Процесс сварки волокон занимает порядка 9 секунд.
Сварка оптики — идеальный способ соединения оптического волокна
При монтаже и прокладке оптоволоконных линий, состоящих из отрезков кабеля определенной длины, используют сварку. Сварка оптики является идеальным способом соединения и способствует быстрой и беспрепятственной передаче сигнала между кабелями. Качественная сварка оптики достигается при соблюдении всех этапов и соответвующей технологии, а также с использованием качественного оборудования. Сварка оптических волокон — это наиболее ответственный процесс, от которого зависит дальнейшая работа всей линии.
Сварка оптики является идеальным способом соединения и способствует быстрой и беспрепятственной передаче сигнала между кабелями. Качественная сварка оптики достигается при соблюдении всех этапов и соответвующей технологии, а также с использованием качественного оборудования. Сварка оптических волокон — это наиболее ответственный процесс, от которого зависит дальнейшая работа всей линии.
Фото 3. Сварка оптического волокна
Перед началом сварки необходимо выполнить подготовительные работы. Очистить концы кабелей, осторожно сняв с них оболочку. Для этого используют специальный инструмент, который позволяет обрабатывать волокна диаметром до 900 мкм. Затем окончания кабелей обезжиривают дегидрированным спиртом и соединяют между собой специальными скалывателями.
Скалыватели позволяют выполнить скол волокна по необходимыми параметрами (угол скола и длина волокна). С их помощью достигается высокая точность в местах скалывания. Конец одного волокна помещают в термоусаживающую гильзу, предназначенную для защиты соединения. Далее следует непосредственно процесс сварки, который может производиться с помощью ручных или автоматических приборов. Окончания волокон помещаются в эти приборы, а на дисплее показывается их юстировка (точное расположение по отношению к друг другу). От этой точности сильно зависит прохождение сигнала по совмещенным кабелям. Затем волокна плавятся с помощью электрической дуги и скрепляются. Специальный анализ по нескольким показателям (градиент деформации сердцевины, преломление сердцевины) показывает, насколько успешно произошло сваривание.
Далее следует непосредственно процесс сварки, который может производиться с помощью ручных или автоматических приборов. Окончания волокон помещаются в эти приборы, а на дисплее показывается их юстировка (точное расположение по отношению к друг другу). От этой точности сильно зависит прохождение сигнала по совмещенным кабелям. Затем волокна плавятся с помощью электрической дуги и скрепляются. Специальный анализ по нескольким показателям (градиент деформации сердцевины, преломление сердцевины) показывает, насколько успешно произошло сваривание.
Прочное соединение кабелей между собой обеспечивает оптическая муфта мому. Это современная конструкция, имеющая приятный эргономичный дизайн, легко монтируется. В последнее время соединение кабелей с помощью муфт прекрасно заменяет оптический кросс настенный. Процессу монтажа оптических муфт препятствует обязательный комплекс испытательных мероприятий, направленных на проверку соединения с выбранным кабелем. Оптические муфты могут быть разветвительными или соединительными. Если муфты при соединении кабеля монтируются в земле, то возникает необходимость защиты их стальными коробами. Защита пластмассовых муфт требует установки специальных шкафов. В любом случае муфты всегда должны быть доступны для ремонта и перемонтажа.
Если муфты при соединении кабеля монтируются в земле, то возникает необходимость защиты их стальными коробами. Защита пластмассовых муфт требует установки специальных шкафов. В любом случае муфты всегда должны быть доступны для ремонта и перемонтажа.
Пайка оптического волокна: детали и тонкости выполнения.
Пайка оптического волокна — процесс соединения жил кабеля путём точечного термического воздействия при помощи специального оборудования. Технология применяется во время прокладки или монтажа радиотехнического элемента для передачи информации. Качество выполненных работ влияет на дальнейшую работу линии. Один кабель может содержать до 38 волокон, каждое из которых передаёт биты информации до нескольких десятков Гб в секунду.
Используемое оборудование
Пайка осуществляется специальными приспособлениями и паяльными установками. Аппарат непосредственно для пайки кабеля выступает в качестве роботизированной техники с системой автоматического управления. Он имеет малые габариты, не превышающие 150 мм с каждой стороны.
Он имеет малые габариты, не превышающие 150 мм с каждой стороны.
Распространёнными являются следующие типы аппаратов для пайки:
- выравнивающие оптоволокно по сердцевине;
- имеющие фиксированные V-канавки;
- для пайки ленточного оптоволокна.
Общая схема такого устройства включает в себя несколько элементов:
- монитор;
- блок питания;
- механическая часть;
- электронную «начинку», где располагаются плата, преобразователь, дополнительные блоки;
- клавиатура.
Каждое оборудование снабжено программным обеспечением, а также интерфейсом. Настройка находится под паролем, чтобы избежать халатного отношения.
Распространёнными моделями для пайки оптического волокна являются Sumitomo Type-39, Jilong KL-300/300T. К более дешёвым относятся Fujikura FSM-18S и Sumitomo Type-46. В первом случае производится оценка затухания при сварке. Иногда применяются аппараты для групповой пайки волокон кабеля (Fujikura FSM-60R, Sumitomo Type-66 Ribbon). В 90-х гг. использовались модели типа КС. Но, исходя из современных требований к пайке, процесс во многом неудобен и сложен.
В 90-х гг. использовались модели типа КС. Но, исходя из современных требований к пайке, процесс во многом неудобен и сложен.
Этапы выполнения
Сам процесс в современных условиях не требует особой специализированной подготовки и позволяет производить пайку волокон кабеля с поверхностными техническими знаниями. В первую очередь производится снятие внешнего изоляционного слоя оптоволокна. Затем снимается верхняя часть модулей, в которых располагается несколько волокон. Здесь применяются стандартные инструменты.
Затем производится очистка элементов кабеля от гидрофобного материала. Для этого необходим слегка окрашенный или бесцветный гель. Используя комплект, предназначенный для защиты соответствующих соединений, следует волокна закрыть специальными гильзами (термоусадочные трубки с силовым стержнем). На 2-3 сантиметра волокна зачищаются от цветного лака, после – защитного слоя и протираются спиртовой настойкой.
Следующий этап наиболее важен. Осуществляется скалывание конца волокон таким образом, чтобы фронтальная поверхность была перпендикулярна оси элемента. В обратном случае проводимая способность будет ухудшена. Допустимый угол составляет 1,5 градуса. В случае брака, который составляет 20%, необходимо повторить процедуру. Используется прецизионный скалыватель.
Далее волокна помещаются в V-канавки, где применяются зажимы. Два волокна подводятся друг к другу с микрозазором на торцах в автоматическом режиме благодаря манипуляторам под микроскопом. Концы элементов разогреваются до заданной температуры и совмещаются, создавая единое волокно.
После производится контроль оптоволокна при помощи механической деформации с оценкой уровня затухания. Далее – термоусадка комплекта защиты на волокнах в тепловой камере. Последним этапом становится укладка готового оптоволокна в спайс-пластины, кроссы либо оптическую муфту
Похожие статьиОбучение сварке и пайке оптоволокна FIBERTOOL
Программа обучения
1 уровень.
 Базовый — Основы сварки оптических волокон (15-30 мин). 1. Функционал сварочного аппарата для оптических волокон.
Базовый — Основы сварки оптических волокон (15-30 мин). 1. Функционал сварочного аппарата для оптических волокон.2. Назначение кнопок и принцип построения меню.
3. Инструмент, необходимый для подготовки волокон и кабелей к сварке.
4. Подготовка к сварке оптического волокна.
5. Стандартная процедура сварки оптических волокон.
6. Демонстрация работы печки, термоусадка КДЗС для защиты сварного стыка.
2 уровень. Стандартный — Программа обучения рассчитана на 1/2 дня.
По окончании обучения обучаемый будет иметь базовые знания + дополнительные навыки, необходимые для правильной эксплуатации сварочного аппарата для ВОЛС, подготовки и сварки популярных видов оптических волокон.
Теоретическая часть
1. Сварочный аппарат для оптических волокон, основные типы сварочных аппаратов, особенности применения.
a. Аппараты с фиксированными направляющими волокон
b. Аппараты с системой юстирования волокон
c.
2. Виды оптических волокон и кабелей. Инструмент, необходимый для подготовки волокон и кабелей к сварке.
a. Типы оптических волокон
b. Виды оптического кабеля
c. Инструмент для разделки кабеля
d. Инструмент для подготовки волокон к сварке
e. Особенности сварки разнотипных волокон
Практическая часть
3. Подготовка и сварка оптического волокна.
a. Стандартная процедура сварки оптических волокон
b. Сварка волокон без буфера (250мкм)
c. Сварка волокон в буфере 0,9мм, 3мм, 3х2мм (пигтейлы, патчкорды)
d. Сварка волокон в свободно сидящем буфере (loose buffer)
e. Применение и виды КДЗС для защиты сварного стыка
4. Проверка качества сварного соединения, качества оптической линии связи, качества сигнала в оптической линии.
a. Оборудование для оценки сварных соединений и качества всей линии
b. Способы визуального обнаружения дефектов в сварном шве или в линии
Способы визуального обнаружения дефектов в сварном шве или в линии
c. Виды и методы проверки качества сварного шва или линии целиком.
d. Измерения с помощью оптического рефлектометра, чтение рефлектограммы
e. Измерения с помощью оптического тестера (мультиметра)
5. Заключение по теме. Ответы на вопросы. Работа над ошибками.
3 Уровень. Продвинутый — Программа обучения рассчитана на 1-2 дня.
Теоретическая часть
1. Оптические волноводы. Основные понятия.
1.1. Строение оптического волокна (ОВ). Принципы распространения ИК излучения по ОВ. Спектр длин волн. Материалы и конструкция ОВ. Законы геометрической оптики (отражение, преломление, полное внутреннее отражение). Геометрическая модель распространения света по ОВ.
1.2. Параметры, ограничивающие распространение сигнала по ОВ. Километрическое затухание. Дисперсия (межмодовая, внутримодовая). Зависимость километрического затухания и дисперсии от длины волны.
1.3. Виды ОВ. Их различия и предназначения. MMF(G.651, OM1-4), SMF (G.652a,b,c,d), NZDSF (G.655), BIF (G.657A,B)
2. Элементы волоконно-оптической линии связи (ВОЛС).
2.1. Волоконно-оптический кабель. Строение, разновидности, виды прокладки (канализация, грунт, подвес, внутриобъектовые, для абонентского доступа).
2.2. Оптические муфты. Предназначение, основные виды, общее устройство, понятие сварного соединения, механического соединения.
2.3. Оптический кросс. Предназначение, различие, компоненты оптического кросса (корпус, планки, сплайс кассеты, пигтейлы, адаптеры), Понятие оптического разъемного соединения, виды полировки, параметры разъемного соединения (отражение, затухание).
2.4. Понятие оптического бюджета. Уровень передачи, чувствительность приемника, уровень перегрузки. Затухание на сварном соединении, затухание на разъемном соединении. Нормы и спектральная зависимость затуханий на соединениях.
Практическая часть
3. Монтаж ВОЛС.
3.1. Инструменты для монтажа: инструмент для разделки оболочки и брони оптического кабеля, инструменты для разделки оптических модулей в кабеле, ножницы для кевлара, стриперы для оптического волокна. Набор инструментов НИМ-25.
3.2. Сварочные аппараты ВОЛС (с демонстрацией реальных сварочных аппаратов).
3.2.1. Разновидности и классификация сварочных аппаратов ВОЛС (по области применения: магистральные, для внутригородских работ, для сетей доступа, по способу юстировки: фиксированные канавки, юстировка по оболочке, юстировка по сердцевине). Принцип работы. Обслуживание сварочных аппаратов (калибровка дуги, замена электродов)
3.2.2. Скалыватели оптических волокон. Разновидности, принцип работы.
3.2.3. Процесс монтажа сварного соединения оптических волокон с защитой соединения гильзой КДЗС. Последовательность действий с демонстрацией.
3.2.4. Приобретение практических навыков монтажа сварного соединения под руководством специалиста.
4. Измерение параметров ВОЛС.
4.1. Измерение при строительстве и эксплуатации ВОЛС. Этапы измерения (входной контроль строительных длин кабеля, измерения при монтаже, измерение при эксплуатации).
4.2. Виды измерения затухания. Тестирование ВОЛС. Оптическая рефлектометрия. Достоинства и недостатки каждого метода.
4.3. Тестирование ВОЛС.
4.3.1. Параметры источника оптического излучения и измерителя оптической мощности. Длина волны. Диапазон мощности излучения источника и мощности измерения измерителя. Опорный уровень оптического излучения. Модуляция оптической несущей.
4.3.2. Методики измерения затухания при тестировании ВОЛС. Метод обрыва волокна. Метод вносимых потерь.
4.3.3. Приобретение практических навыков тестирования оптических линий связи под контролем специалиста.
4.4. Оптическая рефлектометрия.
4.4.1. Принцип работы и структурная схема оптического рефлектометра. Виды рефлектометров.
4.4.2. Основные параметры рефлектометра. Динамический диапазон. Длительность измерительного импульса. Диапазон расстояния. Время усреднения.
Динамический диапазон. Длительность измерительного импульса. Диапазон расстояния. Время усреднения.
4.4.3. Чтение рефлектограмм. Отражательные, неотражательные события. Мертвая зона по событию. Мертвая зона по затуханию. Проявление различных неоднородностей на рефлектограмме: разъемное соединение, сварное соединение, трещина, изгиб, соединение волокон с различающимися модовыми пятнами.
4.4.4. Анализ рефлектограмм. Определение расстояния до события. Измерение затухания и отражения. Метод двух маркеров, метод четырех маркеров. Использование компенсационных катушек.
4.4.5. Приобретение навыков измерения на оптическом рефлектометре под контролем специалиста.
5. Информация о технике и особенностях монтажа оптического многожильного кабеля.
5.1. Монтаж оптического кабеля в муфту.
5.2. Монтаж оптического кабеля в кросс.
5.3. Применение фаст-коннекторов и минимуфт в монтаже оптического кабеля
6. Заключение по теме. Ответы на вопросы. Работа над ошибками.
Работа над ошибками.
Сварка оптоволокна в картинках с описанием « dert.ru/travel — путешествия, фотографии
Список всех частей: Статьи и заметки
Сегодня будет научно-познавательный пост 🙂
Эти цветные проводочки есть ни что иное, как оптоволокно, уложенное в кассету муфты. Наверняка многие слышали фразу «сварка оптоволокна», которая неизменно сопровождает крупные аварии на линиях связи. Но я уверен, что мало кто представляет себе этот увлекательный процесс. До недавнего времени я тоже был в их числе, но сегодня готов поделиться тайным знанием.
К счастью, в этот раз была не авария, а плановые работы, поэтому процесс проходил, можно сказать, в тепличных условиях.
Обычно оптический кабель разваривается на специальный кросс, каждое волокно на свой порт, откуда уже коммутируется с оборудованием или другим кроссом. Но в этот раз надо было сварить между собой два кабеля в обход оптических кроссов. Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
Вот так выглядят два рабочих оптических кросса, от которых надо будет избавиться и состыковать кабели напрямую. Сейчас пока данные бегают по желтым патч-кордам между кроссами.
Оптический кросс изнутри. Аккуратно распутываем и вытаскиваем кабель из кассеты.
Цветные проводки — это оптоволокно из кабеля, только пока в изоляции. Само оптоволокно бесцветное, а изоляцию специально делают цветной, чтобы различать волокна.
Волокон в кабеле может быть много. Может быть и 4, и 12, и 38. Как правило, для передачи данных используется пара волокон, по одному волокну в каждом направлении. По такой одной паре может передаваться от 155 Мбит/с до нескольких десятков Гбит/c, в зависимости от оборудования на концах волоконно-оптической трассы.
В этом кабеле 12 волокон, которые упакованы по 4 штуки в 3 цветных (белый, зеленый, рыжий) модуля.
Поскольку место сварки волокна — потенциально ломкая зона, эту часть кабеля упаковывают в оптическую муфту. Перед сваркой кабели заводят в муфту через специальные отверстия.
Теперь можно приступить к процессу сварки. Сначала с волокна при помощи точных инструментов снимается изоляция, и обнажается сам оптоволоконный стержень.
Перед сваркой нужно, чтобы торец волокна был максимально ровным, т.е. необходим очень точный перпендикулярный срез. Для этого есть специальная машинка.
Чик! Угол скола должен отклоняться от плоскости не более, чем на 1 градус. Обычные значения — от 0,1 до 0,3 градуса.
Обрезки чистого волокна тут же прибираются. На столе его фиг потом найдешь, а под кожу оно запросто может впиться, там обломиться и остаться.
А вот и самый главный аппарат в этом процессе — сварочник. Оба волокна укладываются в специальные пазы в середине аппарата с двух сторон (на картинке — голубого цвета), и фиксируются зажимами.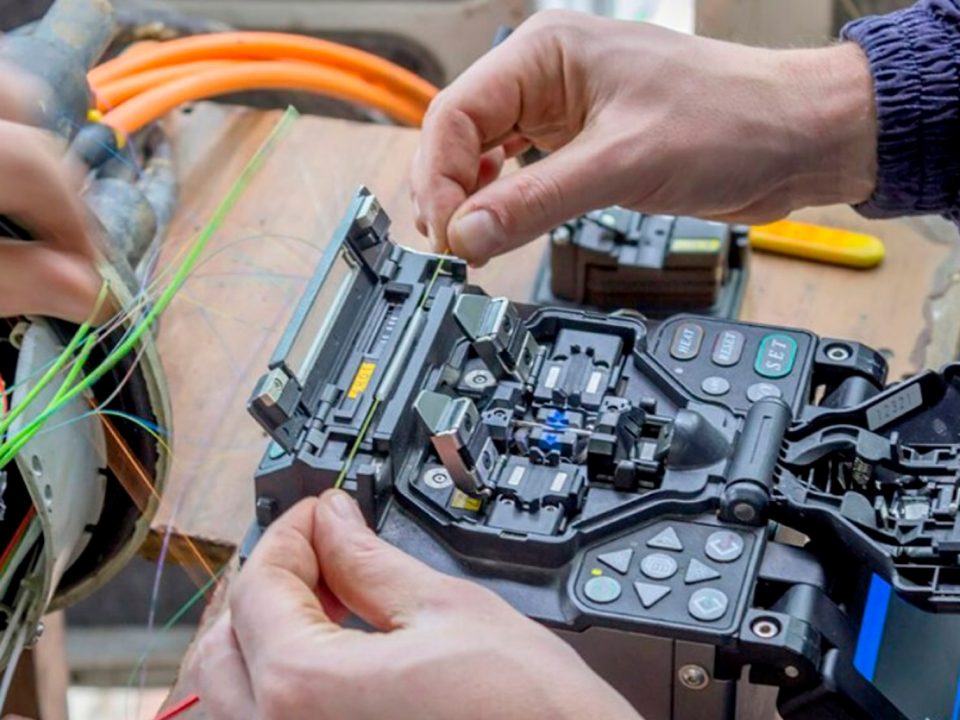
После этого самое сложное. Нажимаем кнопку «SET» и смотрим на экранчик. Аппарат сам позиционирует волокна, выравнивает их, кратковменной электрической дугой мгновенно спаивает волокна и показывает результат. Весь процесс происходит быстрее, чем я написал эти три предложения выше, и занимает секунд 10.
На волокно одевается термоусадочная трубочка с металлическим стержнем, чтобы укрепить место сварки, и волокно помещается в печку в том же самом аппарате, только уже в верхней его части.
Каждое волокно затем аккуратно укладывается в кассету муфты. Творческий процесс.
И результат.
Для герметизации места ввода кабеля в муфту одеваются термоусадочные трубки, которые обрабатываются специальным феном. Трубка от высокой температуры сжимается, препятствуя доступу воды и воздуха в муфту.
И последний штрих. На муфту одевается колпак и фиксируется специальными застежками. Теперь не страшна ни влажность, ни жара, ни мороз. Такие муфты могут годами плавать в болоте без ущерба для кабеля внутри.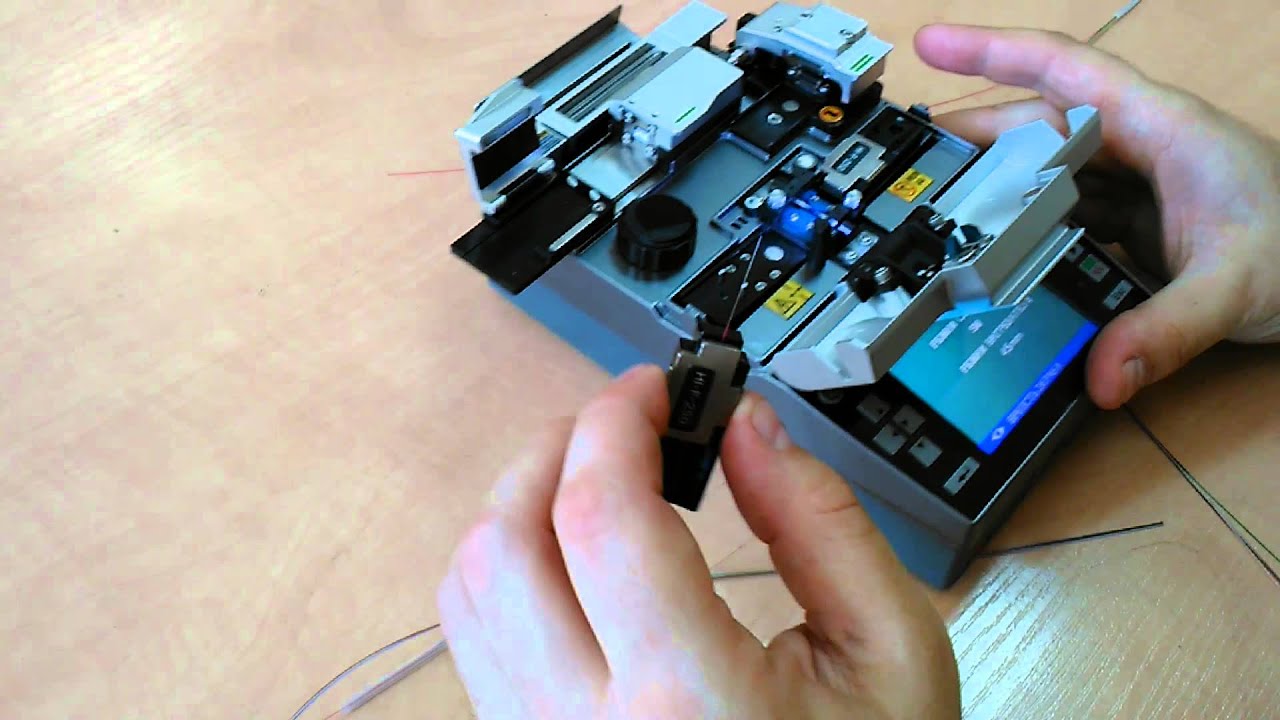
Весь процесс сварки двух 12-волоконных кабелей вместе занимает около полутора часов.
Ну вот, теперь вы знаете все тонкости этого процесса, можно смело покупать аппарат для сварки и опутывать оптоволоконными сетями все, что вам вздумается.
Список всех частей раздела Статьи и заметки:
Сварка оптоволокна, оптики, монтаж ВОЛС
На сегодняшний день волоконно-оптические линии связи — это самая быстрая среда для передачи информации. Скорость передачи данных ограничена только возможностями оборудования и может составлять более 10 Гб/сек. Малое затухание света в оптическом волокне позволяет применять волоконно-оптическую связь на значительных расстояниях без использования усилителей. Волоконно-оптическая связь свободна от электромагнитных помех и труднодоступна для несанкционированного использования: незаметно перехватить сигнал, передаваемый по оптическому кабелю, технически крайне сложно. При этом с оптическим кабелем (волоконно-оптическим кабелем) удобно работать, так как он имеет небольшую массу и размер.
Волоконная оптика также совершенна по электробезопасности, поскольку переносимые в волоконно-оптических кабелях мощности очень малы, не подвержено наводкам и помехам со стороны внешней среды и, кроме этого, сам волоконно-оптический кабель не излучает электромагнитного излучения.
Волоконно-оптическая связь находит всё более широкое применение во всех областях — от компьютеров и бортовых космических, самолётных и корабельных систем, до систем передачи информации на большие расстояния, например, в настоящее время успешно используется волоконно-оптическая линия связи Западная Европа — Япония, большая часть которой проходит по территории России. Кроме того, увеличивается суммарная протяжённость подводных волоконно-оптических линий связи между континентами. Волокно в каждый дом (англ. Fiber to the premises, FTTP или Fiber to the home, FTTH) — термин, используемый телекоммуникационными интернет-провайдерами, для обозначения широкополосных телекоммуникационных систем, базирующихся на проведении волоконного канала и его завершения на территории конечного пользователя путём установки терминального оптического оборудования для предоставления комплекса телекоммуникационных услуг, включающего:
- высокоскоростной доступ в Интернет;
- услуги телефонной связи;
- услуги телевизионного приёма.


Стоимость использования волоконно-оптической технологии уменьшается, что делает данную услугу конкурентоспособной по сравнению с традиционными услугами.
Наши услуги
- Проектируем ВОЛС любой сложности.
- Выполняем монтаж волоконно-оптических линий связи, аварийно-восстановительные работы.
- Пассивные оптические сети xPON (GPON, GEPON). Проектирование, монтаж, поставка оборудования.
- Выполняем сварку оптических волокон.
- Поставляем оптическое оборудование, расходные материалы.
- Делаем измерения ВОЛС, находим место обрыва кабеля.
- Выполняем исполнительную документацию.
- Работаем по Ставропольскому краю, СКФО, России.
- Наличный/безналичный расчет. Предоставляем бухгалтерские документы.
География
- Северо-Кавказский Федеральный округ: Ставрополь, Изобильный, Красногвардейское, Невинномысск, Пятигорск, Мин. Воды, Кисловодск, Ессентуки, Черкесск, Карачаевск, Нальчик, Махачкала, Грозный, Владикавказ, Магас.
- Южный Федеральный округ: Ростов-на-Дону, Краснодар, Волгоград, Сочи, Астрахань, Новороссийск, Анапа, Элиста.
- Мы работаем по всей России — выезд оговаривается дополнительно.

| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||



8 (4922)44-66-318 (919) 0073624
Адрес: пгт. Боголюбово |
Мы проводим сварку оптического кабеля на объектах Заказчика с помощью сварочного аппарата Fujikura FSM-18S всего за 200р одно волокно. Мы гарантируем ослабление на сварке не более от 0,01 до 0,05 Дб. Оптические волокна оконцовываются (свариваются) с помощью приварки пигтэйлов (отрезки волокна с коннекторами заводского изготовления) к волокнам кабеля. Часто наши клиенты прокладывают волоконно-оптические кабели своими силами, но не имеют необходимого оборудования и навыков для сварки волокна. В таких случаях они могут заказать у нас оконцовку кабеля как отдельную работу.
Пожалуйста внимательно ознакомьтесь с прайс-листом! Мы можем приступить к работам только после принятия всех условий прайс-листа! Наши заказчики |
 Владимир
Владимир т.п (1 кабель)
т.п (1 кабель)(PDF) Метод пайки с низким напряжением, используемый для сборки оптической системы для аэрокосмических миссий
ICSO 2016 Биарриц, Франция
Международная конференция по космической оптике 18 — 21 октября 2016
СПРАВОЧНИК
[1] Banse, H. , Beckert, E., Eberhardt, R., Stöckl, W., Vogel, J., «Пайка лазерным лучом — новая технология сборки
, Beckert, E., Eberhardt, R., Stöckl, W., Vogel, J., «Пайка лазерным лучом — новая технология сборки
для микрооптических систем», Microsystem Technologies 11 186–193 Springer-Verlag (2005).
[2] Вюрш, А., Скуссат, М., Клавель, Р., Салате, Р.П., «Инновационный робот для сборки микрооптических элементов
, отличающийся высокой точностью и гибкостью», Труды по электронным компонентам и технологиям
Conference, стр. 218–222; DOI: 10.1109 / ECTC.2000.853152 (2000).
[3] A. Schoeppach, J. Rau, G. Fedosenko, L. Gorkhover, G. Klose, S. Wiesner, H. Trefz, M. Widmann, U.
Bingel, C. Ekstein, G. Albrecht , «Способ и устройство для соединения оптического элемента с рамой»,
US8705006 B2, (2009).
[4] Beckert, E., Oppert, T., Azdasht, G., Zakel, E., Burkhardt, T., Hornaff, M., Kamm, A., Scheidig, I.,
Eberhardt, R Tünnermann, A., Buchmann, F., Solder Jetting — A Versatile Packaging and Assembly
Technology for Hybrid Photonics and Optoelectronical Systems, IMAPS 42nd International Symposium on
Microelectronics, Proceedings, pp. 406 (2009).
406 (2009).
[5] Элиер, А., Тулемон, Ю., Лехор, Л., «Атмосферный лидар ATLID на борту миссии EarthCARE», Optical
Полезные нагрузки для космических миссий, онлайн-библиотека Wiley, 10.1002/9781118945179.ch36 (2015).
[6] Leinhos, U., Hüttner, W., Mann, K., Sudrajat, J., Tzermes, G., «Испытания на лазерное повреждение при многократном облучении оптики ATLID TXA с длиной волны
для спутника ESA. миссия EarthCare », SPIE 9237, Laser-
Индуцированное повреждение оптических материалов (2014).
[7] Буркхардт, Т., Хорнафф, М., Беккерт, Э., Эберхардт, Р., Тюннерманн, А., «Параметрическое исследование выпадения припоя
для сборки оптических систем», Proc.ШПИОН. 7202, Laser-based Micro- and Nanopackaging and
Assembly III, 720203 (2009).
[8] Burkhardt, T., Hornaff, M., Kamm, A, Burkhardt, D., Schmidt, E., Beckert, E., Eberhardt, R., Tünnermann,
A., «Низкая деформация. лазерная пайка навесных линз », Тр. ШПИОН. 9574, Материальные технологии и
Приложения к оптике, конструкциям, компонентам и подсистемам II, 95740M (2015).
[9] Рибес, П., Буркхардт, Т., Хорнафф, М., Кусар, С., Burkhardt, D., Beckert, E., Gilaberte, M.,
Guilhot, D., Montes, D., Galan, M., Ferrando, S., Laudisio, M., Belenguer, T., Ibarmia, С., Гальего, П.,
Родригес, Дж. А., Эберхардт, Р., Тюннерманн А., «Технология Solderjet Bumping, используемая для производства компактного и надежного твердотельного лазера
зеленого цвета», Proc. SPIE 9520, Комплексная фотоника: материалы, устройства и приложения
III, 952009 (2015).
Proc. SPIE Vol.10562 105620Q-8
Загружено с: https://www.spiedigitallibrary.org/conference-proceedings-of-spie 05.11.2018
Паяные линзы в оптических устройствах Избегайте проблем с клеями — ScienceDaily
Линзы в оптические устройства удерживаются на месте с помощью клея. Это может вызвать проблемы, когда микроскопы и камеры используются в вакууме, поскольку клеи могут выделять газы, загрязняющие линзы. Вместо этого можно их припаять.
Когда камеры и микроскопы помещаются в вакуум, их функциональность может быть серьезно нарушена. Это связано с тем, что их линзы и призмы обычно фиксируются клеем, который выделяет газы внутри вакуума. Молекулы газа оседают на линзах и изменяют их оптические свойства. При высоких температурах или при использовании лазеров в УФ-диапазоне клеи вызывают проблемы: они становятся мягкими или хрупкими, а оптические компоненты могут скользить на несколько микрометров.
Это связано с тем, что их линзы и призмы обычно фиксируются клеем, который выделяет газы внутри вакуума. Молекулы газа оседают на линзах и изменяют их оптические свойства. При высоких температурах или при использовании лазеров в УФ-диапазоне клеи вызывают проблемы: они становятся мягкими или хрупкими, а оптические компоненты могут скользить на несколько микрометров.
Исследователи из Института прикладной оптики и точного машиностроения им. Фраунгофера IOF в Йене разработали альтернативу в совместном проекте с инженерами Pac Tech GmbH в Науэне.«Мы паяем оптические компоненты, а не склеиваем их», — говорит менеджер группы IOF д-р инж. Эрик Бекерт. «Это имеет определенное преимущество: материал припоя устойчив к экстремальным температурам и излучению, а также проводит тепло и электричество».
Чтобы дать им возможность наносить припой на линзы так же гибко, как и клей, исследователи адаптировали технику «выпадения припоя», обычно используемую в производстве электроники. Маленькие шарики припоя, содержащиеся в дозирующей головке, один за другим скользят в капилляр, где лазерный луч нагревает их до тех пор, пока они не станут жидкими. Затем капли жидкого припоя под действием импульса давления азота попадают в то место, где они необходимы для фиксации линзы.
Затем капли жидкого припоя под действием импульса давления азота попадают в то место, где они необходимы для фиксации линзы.
Припой остывает за несколько миллисекунд и затвердевает. «Этот процесс можно автоматизировать, и он очень гибкий. Мы можем нанести припой вниз или под разными углами и в труднодоступных местах », — говорит Бекерт. Удар припоя происходит намного быстрее, чем приклеивание. Хотя для того, чтобы нанести клей и дать ему затвердеть, требуется от 10 до 30 секунд, пайка занимает менее одной секунды.Чтобы припой не сошел со стеклянных линз, их необходимо заранее металлизировать, например, в процессе распыления, который можно проводить в больших масштабах.
Особенностью процесса наплавки припоя является то, что для него не требуется флюс. «Обычно для того, чтобы припой полностью покрыл металл, используется флюс. Однако в вакууме остатки флюса будут выделяться аналогично клеям. Перед использованием линзовую систему необходимо тщательно очистить.В версии без флюса в этом нет необходимости », — говорит Бекерт.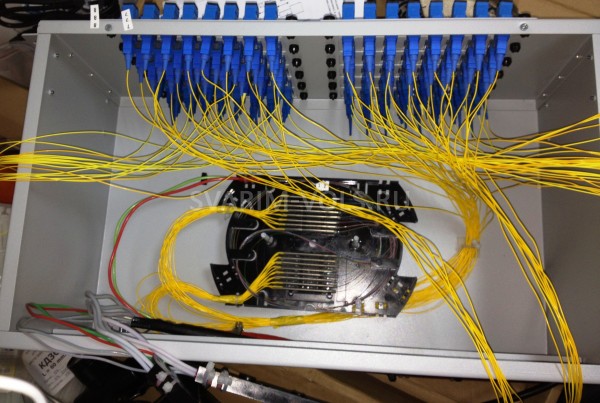 На выставке Optatec, которая состоится во Франкфурте, Германия, с 17 по 20 июня, исследователи представят прототипы оптических компонентов, закрепленных на месте с помощью припоя. Бекерт надеется, что система будет готова к использованию в производстве через год или два.
На выставке Optatec, которая состоится во Франкфурте, Германия, с 17 по 20 июня, исследователи представят прототипы оптических компонентов, закрепленных на месте с помощью припоя. Бекерт надеется, что система будет готова к использованию в производстве через год или два.
История Источник:
Материалы предоставлены Fraunhofer-Gesellschaft . Примечание. Содержимое можно редактировать по стилю и длине.
Микроскопы для пайки печатных плат— Магазин микроскопов Boli Optics
Светодиодная увеличительная лампа с диоптрием ESD 5 (увеличение 2,25X) с зажимом, объектив 5 дюймов + откидная крышка
Светодиодная увеличительная лампа с диоптрием ESD 8 (3-кратное увеличение) с зажимом, объектив 5 дюймов + откидная крышка
Стоматологический бинокль с 8-кратным увеличением, стереомикроскоп с фиксированной мощностью, вращающееся на 360 ° лабораторное оборудование для стоматологии, паяльная электроника
Светодиодная увеличительная лампа с 8 диоптриями (3-кратное увеличение) с зажимом, объектив 5 дюймов + откидная крышка
ESD 3 диоптрия (1.
Увеличение 75X) Светодиодная увеличительная лампа с зажимом, объектив 5 дюймов + откидная крышкаСветодиодная увеличительная лампа с 5 диоптриями (увеличение 2,25X) с зажимом, объектив 5 дюймов + откидная крышка
Светодиодная увеличительная лампа с 3 диоптриями (1,75-кратное увеличение) с зажимом, объектив 5 дюймов + откидная крышка
10-кратный широкоугольный стереомикроскоп, бинокль, штанга с одной рукояткой и оправкой, верхний светодиодный светильник
Широкопольный стереомикроскоп 10X / 20X, бинокль, опорная стойка (высота 155 мм) с фиксированной головкой
10-кратный широкоугольный стереомикроскоп, бинокль, однорычажная штанга с оправкой, верхняя лампа накаливания
Стереомикроскоп 10X / 20X Super Widefield, бинокль, стойка для столба, светодиодная кольцевая подсветка и задняя подсветка
10X / 20X широкоугольный стереомикроскоп, тринокуляр, стойка для столба
Стереомикроскоп 20X / 40X Super Widefield, бинокль, стойка для столба, светодиодная кольцевая подсветка и задняя подсветка
Стереомикроскоп с широким полем зрения 7X-45X, бинокулярный, настольный зажим с гибким шарнирным рычагом (регулируемый окуляр)
Стереомикроскоп с широким полем зрения 7X-45X, бинокль, штанга с одной рукой (Siedentopf)
Стереомикроскоп с широкополосным зумом 8X-50X, бинокль, штанга с одной рукояткой
 Увеличение 75X) Светодиодная увеличительная лампа с зажимом, объектив 5 дюймов + откидная крышка
Увеличение 75X) Светодиодная увеличительная лампа с зажимом, объектив 5 дюймов + откидная крышкаПаяльное оборудование и инструмент для ремонта электроники — ТОП 15
И новички, и профессиональные инженеры в какой-то момент своей жизни сталкиваются с трудным моментом, когда им нужно выбрать оборудование и инструменты для пайки. Выбор подходящего оборудования никогда не бывает легким: некоторые люди смотрят сотни видеоруководств и обзоров от ведущих блогеров YouTube, другие часами проводят в чатах и на форумах или изо дня в день читают обзоры продуктов на веб-сайтах. Чтобы сэкономить ваше драгоценное время и терпение, мы подготовили список из 15 лучших продуктов для пайки от ToolBoom.
Выбор подходящего оборудования никогда не бывает легким: некоторые люди смотрят сотни видеоруководств и обзоров от ведущих блогеров YouTube, другие часами проводят в чатах и на форумах или изо дня в день читают обзоры продуктов на веб-сайтах. Чтобы сэкономить ваше драгоценное время и терпение, мы подготовили список из 15 лучших продуктов для пайки от ToolBoom.
Паяльное оборудование
Паяльник
Паяльник, наверное, самый важный инструмент для пайки.
На сегодняшний день существует огромный выбор паяльников разных видов, но хотелось бы выделить следующие:
- паяльник традиционный; Паяльник USB
- ; Паяльник газовый
- ; Паяльник с регулируемой температурой
- .
Паяльник традиционный — известный и широко используемый инструмент для пайки. Выбирая традиционный утюг, обратите внимание на его мощность.Для пайки электронных компонентов потребуется паяльник мощностью 25-40 Вт, в быту — 60 Вт. В случае, если вам нужно припаять массивные детали или элементы (толстые провода, листовой металл и т. Д.), Подумайте о покупке паяльника с большей мощностью, не менее 100 Вт.
В случае, если вам нужно припаять массивные детали или элементы (толстые провода, листовой металл и т. Д.), Подумайте о покупке паяльника с большей мощностью, не менее 100 Вт.
USB-паяльник — одна из новинок современного рынка паяльного оборудования. Вы можете не поверить, но паяльник с питанием от USB мощностью 8 Вт — идеальный выбор практически для любой небольшой пайки, о которой вы только можете подумать.Но давайте посмотрим на конкретную модель, например, Pro’sKit SI-168U.
Одной из его самых отличительных особенностей является то, что он питается от обычного USB-порта. Поэтому вы можете легко зарядить его, например, от павербанка. Из-за этого USB-паяльник является портативным, и его очень легко держать или носить с собой.
Газовый паяльник — еще один портативный прибор.
По сравнению с USB-паяльником, газовый паяльник намного мощнее, поэтому больше подходит для «тяжелой» пайки толстых проводов, медных трубок и листового металла. У него также есть особенность — его можно использовать как обычную тепловую пушку. Одна из самых популярных моделей газовых паяльников — Goot GP-510SET, отличающаяся высоким качеством и современным дизайном.
У него также есть особенность — его можно использовать как обычную тепловую пушку. Одна из самых популярных моделей газовых паяльников — Goot GP-510SET, отличающаяся высоким качеством и современным дизайном.
Паяльник с регулируемой температурой — по сравнению с традиционным паяльником, терморегулирующий паяльник, несомненно, более универсален. Этот паяльник с керамическим нагревателем мощностью 60 Вт и регулятором температуры на ручке подходит как для бессвинцовой, так и для обычной пайки.Разнообразие терморегулирующих паяльников достаточно велико — от бюджетных моделей до дорогих для профессионального использования.
Одна из лучших профессиональных моделей — GOOT PX-201 — качественный паяльник с широким выбором сменных жало от уважаемого японского производителя. Его также часто сравнивают с мини-паяльной станцией.
Программируемый паяльник Miniware TS100 — еще одна интересная модель, недавно появившаяся на рынке.Это компактный паяльник с цифровым дисплеем и контролем температуры. Паяльник удобен и функционален, так как оснащен встроенным акселерометром и автоматически переключается между рабочим и спящим режимами. Удобный контроль температуры, легкий вес и высокая мощность делают этот инструмент достойной заменой портативной паяльной станции. Кроме того, вы можете загрузить в инструмент новую прошивку. Еще одна интересная особенность — широкий диапазон питающего напряжения: от 12 В до 24 В.
Паяльник удобен и функционален, так как оснащен встроенным акселерометром и автоматически переключается между рабочим и спящим режимами. Удобный контроль температуры, легкий вес и высокая мощность делают этот инструмент достойной заменой портативной паяльной станции. Кроме того, вы можете загрузить в инструмент новую прошивку. Еще одна интересная особенность — широкий диапазон питающего напряжения: от 12 В до 24 В.
Паяльная станция
Паяльная станция — незаменимый инструмент при пайке и ремонте электроники.Как правило, паяльные станции имеют гальваническую развязку, что обеспечивает дополнительную безопасность при пайке. Кроме того, по сравнению с традиционным паяльником, паяльные станции позволяют более точно контролировать и регулировать температуру жала. Все паяльные станции можно разделить на два типа:
Штатные контактные паяльные станции состоят из паяльника и блока управления. Большинство из них оснащены паяльными жалами серии HAKKO 900M, а их мощность составляет около 50 Вт. В целом они подходят для большинства работ по электронике. Однако их нельзя использовать для бессвинцовой пайки. Для бессвинцовой пайки мы рекомендуем использовать паяльные станции с паяльными жалами серии HAKKO T12 или бессвинцовые индукционные паяльные станции. Эти два варианта более мощные (от 60 Вт до 90 Вт) и с гораздо меньшим временем нагрева наконечников.
В целом они подходят для большинства работ по электронике. Однако их нельзя использовать для бессвинцовой пайки. Для бессвинцовой пайки мы рекомендуем использовать паяльные станции с паяльными жалами серии HAKKO T12 или бессвинцовые индукционные паяльные станции. Эти два варианта более мощные (от 60 Вт до 90 Вт) и с гораздо меньшим временем нагрева наконечников.
Термовоздушные паяльные станции — универсальный прибор для комплексного ремонта электроники. В отличие от обычных паяльных станций, они поставляются с термофенами, могут иметь разную мощность и могут использоваться для более широкого спектра паяльных работ — от обычной пайки до пайки SMD-компонентов.Особо отметим паяльные станции Accta за их компактную конструкцию и отличный нагрев и термостабилизацию.
Подогреватели
Если вы используете термофен для нагрева электронных компонентов, со временем вы можете столкнуться с проблемой перегрева. Чтобы свести к минимуму риск деформации или повреждения компонентов из-за разницы температур, мы рекомендуем использовать подогреватели. Подогреватели используются для обеспечения равномерного предварительного нагрева PBC, что очень полезно при работе с микросхемами IC.
Подогреватели используются для обеспечения равномерного предварительного нагрева PBC, что очень полезно при работе с микросхемами IC.
Есть два типа подогревателей:
- Подогреватели горячего воздуха;
- Инфракрасные преднагреватели.
Паяльные станции с инфракрасным подогревателем намного лучше, и этот тип подогревателя гарантирует равномерный и устойчивый нагрев печатных плат. Кроме того, существуют сложные паяльные системы, например AOYUE Int866, сочетающие в себе функции термофена, паяльника и инфракрасного подогревателя. Эти паяльные станции — не что иное, как универсальное решение для любой мастерской.
Принадлежности для пайки
Подставка под паяльник
Тщательно подобранная подставка для паяльника — залог легкости и комфорта процесса пайки. Выбирая подставку для паяльника, учитывайте как вес, так и габариты паяльника. Есть модели, например Pro’sKit 1PK-362D, которые совместимы практически с любым паяльником. Именно эта подставка для паяльника отличается хорошим соотношением веса и габаритов и позволяет удерживать паяльник под разными углами.
Именно эта подставка для паяльника отличается хорошим соотношением веса и габаритов и позволяет удерживать паяльник под разными углами.
Держатель печатной платы (рука помощи паяльнику)
Держатель печатной платы, также называемый «помощником паяльника», — еще одно прекрасное дополнение к любой паяльной станции, особенно когда дело касается пайки мелких компонентов. Зажимы держателя позволяют фиксировать предметы практически в любом положении и под любым углом. Помимо зажимов типа «крокодил», держатели печатных плат обычно поставляются с увеличительным стеклом или держателем паяльника. Некоторые модели, например Pro’sKit SN-396, являются моноблоками и поставляются с увеличительным стеклом и держателем паяльника.
Демонтажный насос
Название этого устройства говорит само за себя. Но мы расскажем подробнее, где и как его использовать. Насосы для распайки очень полезны при работе с микросхемами на DIP-корпусах. Есть несколько способов удалить остатки припоя: вы можете сделать это, используя тонны отпаянного фитиля, что экономически неэффективно; вы можете использовать для этого термофен, что довольно рискованно, так как вы можете перегреть микрочип. Или вы можете просто использовать демонтажный насос и быстро и легко всасывать припой и убирать его с пути.
Или вы можете просто использовать демонтажный насос и быстро и легко всасывать припой и убирать его с пути.
Конструкция демонтажных насосов достаточно проста, а их цена во многом зависит от материала, из которого они изготовлены. Пластиковые насосы, например Pro’sKit DP-366D, довольно дешевы. Алюминиевые, например Pro’sKit 908-366A, дороже.
Рабочая платформа
В отличие от обычных ручек для помощи при пайке, рабочие платформы позволяют более надежно удерживать печатные платы при ремонте или пайке. Поверхность рабочих платформ имеет специальное антистатическое покрытие, предотвращающее короткие замыкания, что особенно полезно при работе с печатными платами.В нашем интернет-магазине вы можете найти разные модели рабочих платформ. Простой, но практичный AOYUE 326 имеет два режима крепления печатных плат.
Более сложные и дорогие модели, например, AOYUE 328 и AOYUE 488, оснащены дополнительными держателями для ручных инструментов, а также встроенным вытяжным устройством.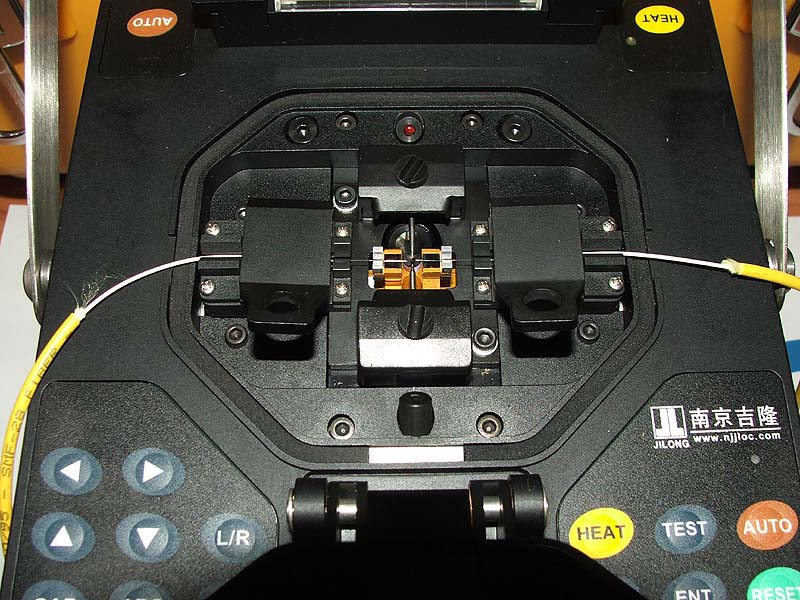
Kaisi F-204 имеет дополнительную подставку и отвертку для реболлинга BGA, доработки и других паяльных работ.
Принадлежности для пайки
Жала паяльника
Все паяльные жала можно разделить на три группы:
- Жала паяльные стандартные; Паяльные жала
- HAKKO серии 900M; Паяльные жала серии
- HAKKO T12.
Все большую популярность приобретает еще один тип паяльных жало — паяльные жала для индукционных паяльных станций.
Практически все выпускаемые в настоящее время паяльные жала имеют специальное антипригарное покрытие. Количество производителей столь же внушительно, как и количество типов паяльников, которые они производят. Однако по стандартам качества хотелось бы выделить японского производителя HAKKO. Аоюэ также заслуживает упоминания. Из него изготавливаются высококачественные паяльные жала серии Aoyue T, которые можно использовать как хорошую альтернативу знаменитым жалам серии HAKKO 900M.
Как оригинальные насадки серии HAKKO T12B, так и насадки серии Aoyue T доступны в нашем интернет-магазине.
Очиститель паяльного жала
Хотя жала паяльника прочные, они требуют небольшого обслуживания, особенно если вы хотите, чтобы они имели долгий срок службы. Поэтому в процессе пайки их необходимо очистить от скоплений нагара и старого припоя.
Чтобы очистить жала паяльника, у вас есть два варианта: губка для чистки или специальная химчистка, состоящая из мягкой металлической стружки.. Губки для чистки довольно дешевы и практичны. Однако будьте готовы к тому, что их использование приведет к снижению установленной температуры паяльного жала. Чтобы этого не произошло, воспользуйтесь вторым вариантом — химчисткой, которая намного прочнее и позволяет производить качественную уборку. Японская компания Goot по праву считается одним из лучших производителей качественных чистящих средств для жала паяльника.Фитиль для демонтажа
При ремонте платы постоянно нужно убирать остатки припоя.Чтобы сделать этот процесс быстрым и легким, мы рекомендуем использовать фитиль для отпайки. Фитиль для демонтажа представляет собой тонкую оплетку из медной проволоки, покрытую канифольным флюсом, способную удалить излишки припоя простым и точным способом. Это также снижает вероятность перегрева печатной платы и установленных компонентов. Выбирая фитиль для распайки, обратите внимание на его ширину. Самые популярные — шириной от 1,5 до 2 мм. И снова хотим выделить фитили для распайки Goot, которые можно приобрести в нашем интернет-магазине.
Фитиль для демонтажа представляет собой тонкую оплетку из медной проволоки, покрытую канифольным флюсом, способную удалить излишки припоя простым и точным способом. Это также снижает вероятность перегрева печатной платы и установленных компонентов. Выбирая фитиль для распайки, обратите внимание на его ширину. Самые популярные — шириной от 1,5 до 2 мм. И снова хотим выделить фитили для распайки Goot, которые можно приобрести в нашем интернет-магазине.
Набор инструментов для пайки
Процесс пайки иногда бывает непростым, поскольку быстрое исправление требуется непосредственно в зоне пайки. Голыми руками сделать это явно не удастся, но всегда можно обратиться к специализированным инструментам, например, Pro’sKit 1PK-3616. Этот набор инструментов для паяльника состоит из различных крючков, скребков, держателей, зажимов и твитеров, предназначенных для облегчения процесса пайки. Вы найдете инструмент для чего угодно, от очистки старого флюса с печатных плат до демонтажа микросхем и компонентов.
Набор пинцетов
Использовать обычный пинцет для всех паяльных и ремонтных работ — неинтересно. Для удобной работы с мелкими деталями и деталями вам понадобится загнутый носик или даже пинцет запасного действия. Поэтому в арсенале для пайки и ремонта обязательно понадобится хороший набор пинцетов. Одним из лучших универсальных вариантов является Pro’sKit 808-389, который состоит из 4 различных пинцетов и может быть приобретен в нашем интернет-магазине.
У нас также есть широкий ассортимент одинарных пинцетов.Например, антистатический пинцет очень полезен при работе с электроникой, чувствительной к статическому электричеству.
Вакуумные съемникистанут идеальным выбором для монтажа и демонтажа микросхем.
Измерительное оборудование
Цифровой USB-микроскоп
Ремонт современной электроники требует высокого уровня точности и внимания: при пайке мелких деталей и компонентов нужно быть очень аккуратным и точным, так как эти элементы легко повредить. Чтобы сделать ремонт проще и менее напряженным, используйте USB-микроскоп.
Чтобы сделать ремонт проще и менее напряженным, используйте USB-микроскоп.
Несмотря на то, что они более доступны по цене, чем традиционные оптические микроскопы, они обладают сравнительно высоким разрешением изображения, а также увеличением, достаточным для любых видов пайки и ремонта. Например, давайте посмотрим на модель Supereyes B008.
Как и другие модели данной ценовой категории, Supereyes B008 имеет следующие преимущества:
- точная регулировка кратности;
- встроенная светодиодная подсветка;
- поддержка фото и видео записи.
Этот микроскоп поставляется с регулируемой подставкой; он портативный и очень простой в использовании. Чтобы узнать больше о работе и назначении микроскопа Supereyes B008, приглашаем вас посмотреть видеообзор, представленный ниже.
Блок питания
Лабораторные источники питания находят практическое применение как в ремонте, так и в диагностике современных электронных устройств. Их можно использовать для питания материнских плат электронных устройств, например смартфонов, без использования аккумулятора.Кроме того, вы можете регулировать ток и напряжение, что очень полезно при ремонте любого типа электронных устройств.
Их можно использовать для питания материнских плат электронных устройств, например смартфонов, без использования аккумулятора.Кроме того, вы можете регулировать ток и напряжение, что очень полезно при ремонте любого типа электронных устройств.
Блоки питания мощностью до 30 Вт и током до 3 А, например UNI-T UTP3315TFL-II, можно использовать практически для любых паяльных и ремонтных работ.
Мультиметры
Мультиметр — это фундаментальный прибор как для пайки, так и для ремонта современной электроники. Независимо от того, нужно ли вам проверить напряжение в точках подключения материнской платы или устранить неполадки в электронной схеме, даже самый доступный мультиметр будет очень удобен.
Если вам нужен универсальный прибор, при выборе мультиметра убедитесь, что он имеет следующие измерительные функции:
- измерение емкости;
- измерение сопротивления;
- измерение индуктивности;
- тестирование диодов; Поиск и устранение неисправностей транзисторов
- .

В нашем интернет-магазине представлен широкий ассортимент мультиметров. Но хотелось бы выделить модель UNI-T UTM 158D — один из лучших вариантов для тех, кто занимается ремонтом электроники.
Очень надеемся, что данная статья поможет вам выбрать и купить подходящее паяльное оборудование и аксессуары. Ассортимент паяльного оборудования нашего интернет-магазина не ограничивается только вышеперечисленными 15 товарами. Поэтому, если у вас возникнут дополнительные вопросы, не стесняйтесь обращаться в нашу службу технической поддержки. Мы всегда будем рады помочь и ответить на все ваши вопросы.
Toolboom Team
Все права защищены. Этот материал с веб-сайта toolboom.com не может быть опубликован, переписан или распространен полностью или частично без указания авторства и предоставленных обратных ссылок.
S-Bond® Активная пайка высокочистого плавленого диоксида кремния для оптических устройств |
Ультразвуковая активная пайка S-Bond® кремнезема
Рональд Смит S-Bond Technologies Inc. , Хатфилд, Пенсильвания,
, Хатфилд, Пенсильвания,
Лоуренс В. Шаклетт, Майкл Р. Ланге, Джеймс К. Бичборд,
Harris Corp., Мельбурн, Флорида
и Донна Л. Джеррити E&S Consulting Inc., Сент-Огастин, Флорида
Упаковка оптических устройств часто требует создания прочных связей между металлом и кремнеземом.Наиболее удобный и экономичный подход — это прямая пайка как с диоксидом кремния, так и с металлом, не требуя предварительной металлизации диоксида кремния. Для пайки оксидов и окисленных поверхностей используются различные припои, содержащие металлы с сильным сродством к кислороду, известные как «активные припои».
Компания S-Bond Technologies работала с Harris Corporation, чтобы изучить активные припои S-Bond® 140 на основе эвтектики олово-висмут с активирующими добавками церия, галлия и титана для создания уплотнений между металлами и кремнеземом.Титан и церий энергетически способны конкурировать за кислород в диоксиде кремния и, следовательно, способны восстанавливать или образовывать смешанные оксиды с диоксидом кремния при соответствующих условиях. Связь между таким «активированным» припоем и плавленым кварцем высокой чистоты (HPFS) была охарактеризована времяпролетной масс-спектрометрией вторичных ионов (TOF-SIMS). Два варианта припоя, произведенного S-Bond Technologies, S-Bond®140 и S-Bond®140 M1, были прикреплены к диоксиду кремния с использованием безфлюсовой ультразвуковой техники.
Связь между таким «активированным» припоем и плавленым кварцем высокой чистоты (HPFS) была охарактеризована времяпролетной масс-спектрометрией вторичных ионов (TOF-SIMS). Два варианта припоя, произведенного S-Bond Technologies, S-Bond®140 и S-Bond®140 M1, были прикреплены к диоксиду кремния с использованием безфлюсовой ультразвуковой техники.
На рис. 1 показан процесс ультразвуковой пайки, при котором возникающая кавитация в расплавленном слое припоя постоянно разрушает оксиды, образующиеся на поверхности расплавленного припоя, позволяя активным элементам находиться в прямом контакте с собственной оксидной поверхностью основного материала, в данном случае кремнеземом, SiO2.
Рис. 1. Иллюстрация процесса ультразвуковой пайки с активными припоями.
Чтобы сравнить влияние активных элементов на прочность паяных соединений кремнезема с металлическими поверхностями при использовании неактивированных припоев и активных припоев, был использован простой припойный купон с перекрытием (~ 1 «x 1») на сдвиге при сжатии внахлест. контрольная работа.На рис. 2 показана схема испытания на сдвиг припаянного образца.
контрольная работа.На рис. 2 показана схема испытания на сдвиг припаянного образца.
Рис. 2. Иллюстрация конфигурации испытания на сдвиг при сжатии внахлест.
Таблица 1 суммирует значения прочности на сдвиг внахлест активного S-Bond® 140 M1 и сравнивает его прочность на сдвиг со шлангами типичных припоев для неактивных элементов.
Таблица 1. Результаты испытания на сдвиг при сжатии внахлест
Результаты в таблице 1 показывают, что активные припои S-Bond® 140M1 намного превышают прочность на сдвиг припоев для неактивных элементов.
Чтобы охарактеризовать, как активные элементы увеличивают прочность соединения кремнезема и металла, время пролета — масс-спектрометрия вторичных ионов [TOF-SIMS] была использована для характеристики границы раздела связей. TOF-SIMS измеряет распределение различных элементов S-Bond® в зависимости от глубины через границу раздела. Результаты показывают, что активирующие элементы (Ti, Ce, Ga) концентрируются на границе раздела, а их оксиды образуют межфазный слой между диоксидом кремния высокой чистоты (HPS) и объемным припоем.
Эффективность этих добавок была установлена путем демонстрации того, что прочность на сдвиг в блоке связи с HFPS была увеличена в 7 раз за счет добавления реакционноспособных металлов Ti, Ce и Ga к основному припою Sn-Bi.
Полученные данные исследования показали значительное увеличение концентрации всех «активных» элементов, присутствующих в S-Bond® 140 M1, в межфазной зоне 220 нм между припоем и HPFS.
Рисунок 3.Графики концентраций элементов, полученные из соединения S-Bond® 140M1 между диоксидом кремния и металла с использованием масс-спектрометрии вторичных ионов по времени [TOF-SIMS].
Помимо этого скопления «активных» элементов, количественная концентрация O была выше в межфазной области, чем в областях, удаленных от границы раздела в объеме припоя. Эти данные подтверждают, что образование смешанных оксидов на границе раздела играет важную роль в адгезии. Эти данные также подтверждают мнение о том, что граница раздела содержит связь оксида с оксидом, то есть связь оксида кремния с активным оксидом металла. Все три активных элемента, присутствующих в припое, по-видимому, относительно в равной степени участвуют в образовании этого соединения.
Все три активных элемента, присутствующих в припое, по-видимому, относительно в равной степени участвуют в образовании этого соединения.
Рис. 4. Изображение границы раздела смешанных оксидных связей в припое S-Bond® 140M1 с поверхностью диоксида кремния.
Нельзя сделать вывод о том, что каждый активный элемент (Ti, Ce или Ga) имеет одинаковый вклад в прочность связи, или что наличие смешанного интерметаллического оксида дает преимущество перед простым оксидом редкоземельного элемента или титана. Основываясь только на концентрации, кажется, что роль, которую играют все три металла, по существу одинакова.Толщина оксидного слоя (220 нм) и наблюдение за пограничным слоем со смешанными оксидами подтверждают модель, изображенную на Рисунке 4.
Активные элементы накапливаются на границе раздела, потому что это доступное место реакции из-за присутствия оксида субстрата (кремнезема) и потенциально свободного кислорода. Как только происходит реакция окисления, активный металл связывается на границе раздела и, таким образом, накапливается там. Механизм перемещения «активных» элементов к межфазной области против видимого градиента концентрации предположительно обусловлен механическими силами, но также может поддерживаться тепловой конвекцией.Ультразвуковая энергия, приложенная к системе, как полагают, играет ключевую роль в наблюдаемом движении «активных» элементов к межфазной области и, возможно, к повышенному уровню O в этой же области. Ультразвуковое или любое другое механическое перемешивание может обеспечить перемешивание припоя, которое приведет к попаданию активного металла на поверхность раздела.
Механизм перемещения «активных» элементов к межфазной области против видимого градиента концентрации предположительно обусловлен механическими силами, но также может поддерживаться тепловой конвекцией.Ультразвуковая энергия, приложенная к системе, как полагают, играет ключевую роль в наблюдаемом движении «активных» элементов к межфазной области и, возможно, к повышенному уровню O в этой же области. Ультразвуковое или любое другое механическое перемешивание может обеспечить перемешивание припоя, которое приведет к попаданию активного металла на поверхность раздела.
ССЫЛКИ
[1] Nagono, K., Nomaki, K., and Saoyama, Y., US Pat. 3,949,118.
[2] Рамирес, А.Г., Мавури, Х.и Джин, С., «Связывающая природа бессвинцовых припоев, содержащих редкоземельные элементы», Appl. Phys. Lett. 80, 3 21, 398-400: и пат. 6 306 516.
[3] Томаш Скала, Наталия Цуд, Кевин К. Принс и Владимир Матолин, «Биметаллическое связывание и образование смешанных оксидов в системе Ga – Pd – CeO2», J. Appl. Phys. 110, 043726 (2011).
Appl. Phys. 110, 043726 (2011).
[4] A.R. Лобато, С. Ланфреди, Дж. Ф. Карвалью, А. С. Эрнандес, «Синтез, рост кристаллов и характеристика g-фазы висмута оксида титана с галлием», Матем.Res. vol.3 n.3 São Carlos июль 2000 г.
Это исследование показало, насколько эффективны припои с активными элементами, такие как S-Bond 140M1, в связывании металлов с поверхностями из диоксида кремния (SiO2). Если у вас есть приложения, требующие склеивания и герметизации плавленого кварца или родственных стекол, пожалуйста, свяжитесь с нами… и мы поможем удовлетворить ваши потребности.
Техник по пайке / оптике 26-33 доллара в час в Боулдере в Actalent
Aerotek активно ищет техников-электромехаников, которые хотят найти долгосрочные должности в электромеханической производственной отрасли.если у вас есть опыт работы техником-электромехаником и вы хотите получить карьерный рост в компании, это может вам подойти!
Если вы хотите узнать больше об этой возможности, позвоните или напишите мне напрямую по номеру 303-876-6867 — emegura@aerotek. com
com
Описание:
Кандидаты будут строить и калибровать электронные блоки измерения частиц. Кандидаты будут использовать стандартные средства сборки и инструкции для сборки и калибровки этих устройств.Некоторые устройства требуют юстировки оптики и лазеров.
Установите жгуты проводов, следуя схемам.
Идентифицируйте компоненты с помощью стандартного цветового и цифрового кодирования RETMA.
Выполняет рутинные операции по перемещению материалов и предоставляет информацию о циклах инвентаризации.
Выявление, разделение и рекомендации по утилизации несоответствующего материала.
Ведение документации по качеству для обеспечения технологического процесса и управления процессом.
О компании Actalent:
Actalent соединяет страсть с целью. Наши масштабируемые решения для талантов и возможности обслуживания способствуют повышению ценности и результатов, а также предоставляют знания, которые помогают нашим клиентам добиваться большего. Каждый день наши специалисты по всему миру вносят свой вклад. Мы поддерживаем важные инициативы в области инженерии и науки, которые помогают компаниям служить миру. Actalent продвигает услуги консультантов и способствует их вовлечению посредством опыта, который способствует постоянному развитию.Наши люди — это разница. Actalent — операционная компания Allegis Group, мирового лидера в области решений для талантов.
Каждый день наши специалисты по всему миру вносят свой вклад. Мы поддерживаем важные инициативы в области инженерии и науки, которые помогают компаниям служить миру. Actalent продвигает услуги консультантов и способствует их вовлечению посредством опыта, который способствует постоянному развитию.Наши люди — это разница. Actalent — операционная компания Allegis Group, мирового лидера в области решений для талантов.
Компания является работодателем с равными возможностями и будет рассматривать все заявки независимо от расы, пола, возраста, цвета кожи, религии, национального происхождения, статуса ветерана, инвалидности, сексуальной ориентации, гендерной идентичности, генетической информации или любых характеристик, защищенных законом.
Руководство по пайке светодиодов — LEDSupply BLOG
Пайка: Вот что работает!
Бороться с пайкой и повреждением светодиода (ов) и печатной платы (PCB) или печатной платы с металлическим сердечником (MCPCB) легко обойтись без надлежащих инструментов, материалов и техники пайки. Чтобы избежать распространенных проблем при пайке светодиодов, мы оглянулись на наш 20-летний опыт работы в области электроники и изложили здесь все «что можно и чего нельзя» при пайке светодиодов. Наше намерение — помочь вам сэкономить время, деньги и избежать разочарований, так что, возможно, вы попробуете второй светодиодный проект вместе с нами! Кроме того, в конце есть видео, которое показывает процесс в действии.
Чтобы избежать распространенных проблем при пайке светодиодов, мы оглянулись на наш 20-летний опыт работы в области электроники и изложили здесь все «что можно и чего нельзя» при пайке светодиодов. Наше намерение — помочь вам сэкономить время, деньги и избежать разочарований, так что, возможно, вы попробуете второй светодиодный проект вместе с нами! Кроме того, в конце есть видео, которое показывает процесс в действии.
Начнем с простого…
MCPCB Светодиодная звезда
Припой — это проводящий материал, который плавится около 400 градусов по Фаренгейту и позволяет двум металлическим частям соединяться в цепь.Стандартное соединение «точка-точка» — это два вывода, скажем, катод светодиода и анод второго светодиода, скрученные и спаянные вместе; это более эффективно, чем просто скручивать вместе провода. Другой распространенный тип паяного соединения встречается на печатных платах и MCPCB, где на плате есть токопроводящие дорожки, ведущие к компонентам, где выполняется паяное соединение. Большая часть пайки, с которой мы сталкиваемся, связана со светодиодами на MCPCB, которые вы можете видеть справа, и мы показываем пример на видео ниже.
Большая часть пайки, с которой мы сталкиваемся, связана со светодиодами на MCPCB, которые вы можете видеть справа, и мы показываем пример на видео ниже.
Вот важный лакомый кусочек для запоминания…
Припой обычно на 60% состоит из олова и на 40% из свинца с сердечником из канифольного флюса (центр припоя). Следует упомянуть канифольный стержень, так как он удаляет загрязнения с контактов и улучшает электрическое соединение; в основном, это помогает припою прилипать к контактной площадке. Поскольку заставить припой течь и прилипать к поверхности иногда сложно, знание того, что флюс находится в центре припоя, означает, что вы можете помочь избежать этой проблемы, целенаправленно расплавив центр припоя непосредственно на поверхность.Это сначала приводит к попаданию канифольного флюса на поверхность и способствует прилипанию припоя к поверхности.
Наличие и поддержание правильных инструментов для торговли
Припой толщиной 0,20 мм
Припой: Мы предпочитаем припой с содержанием олова 60/40 вместо свинца и толщиной 0,20 мм. Эта толщина припоя идеально подходит почти для всех наших применений, и это то, что мы рекомендуем. Подробная информация о припое, который мы используем, здесь.
Эта толщина припоя идеально подходит почти для всех наших применений, и это то, что мы рекомендуем. Подробная информация о припое, который мы используем, здесь.
Обычный паяльник
Утюг: Наличие качественного паяльника и наконечников разного размера делает любую работу проще и быстрее.Многие проблемы, с которыми мы сталкиваемся со стороны клиентов, связаны с дешевым утюгом и маленькими чаевыми. Если утюг недостаточно мощный или наконечник слишком маленький, температура поверхности никогда не станет достаточно высокой для равномерного стекания припоя. Мы рекомендуем по крайней мере 30-ваттный утюг, к сожалению, это может быть дорого, и если вы не планируете много паять, эти расходы может быть трудно оправдать. Есть недорогие паяльники, которые подойдут для небольших работ, но если вам нужно много паять и вы хотите минимизировать хлопоты и увеличить срок службы, сделайте себе одолжение и купите хороший утюг.Для наших собственных светодиодных проектов и светодиодных комплектов, которые мы создаем для клиентов, мы используем такой утюг.
Паяльное жало
Паяльное жало: Поскольку не все поверхности паяльной площадки имеют одинаковый размер, часто паяльники поставляются со сменными размерами жала; у некоторых есть тонкие концы, а у других — более широкие клинья. Соответствие размера наконечника размеру поверхности может значительно облегчить нагрев паяльной площадки. Если припой не растекается по контактной площадке, вероятно, это связано с тем, что наконечник утюга слишком мал и не распределяет тепло по достаточно широкой площади.
Еще один лакомый кусочек…
Если ваши мощные светодиоды подключаются к радиатору (что часто бывает), имеет смысл выполнить пайку перед закреплением светодиода на радиаторе. При попытке припаять светодиод, который уже находится на радиаторе, радиатор иногда может поглотить все тепло от утюга и сделать нагрев поверхности паяльной площадки практически невозможным.
Паяльное жало
Tin the Tip: Паять без луженого наконечника бесполезно. Чтобы правильно залудить кончик утюга, нанесите на него припой и нанесите толстый слой покрытия. Следующий шаг — стереть излишки припоя влажной губкой и, наконец, снова нанести немного припоя на наконечник.
Чтобы правильно залудить кончик утюга, нанесите на него припой и нанесите толстый слой покрытия. Следующий шаг — стереть излишки припоя влажной губкой и, наконец, снова нанести немного припоя на наконечник.
Очистка паяльной поверхности
Чистая поверхность припоя: Очевидно, что чем более чистая поверхность, тем лучше. В идеале убедитесь, что на поверхности нет грязи, пыли, эпоксидной смолы или чего-либо еще.
Лужение паяльной площадки
Лужение поверхностей (проводов, паяльной площадки или печатной платы): В нашем видео мы показываем пример пайки проводов к светодиодной звезде Cree, но перед окончательным подключением выводы проводов сначала покрываются оловом.Подобно лужению утюга, на провода наносится тонкий слой припоя; Важно, чтобы припой прилипал к проводу. Помните приведенное выше предположение о том, что канифоль находится в середине припоя; использование середины припоя помогает ему лучше прилипать к проводу. Кроме того, в примере из нашего видео поверхность паяльной площадки также покрывается оловом. Примените луженый наконечник к контактной площадке и начните наносить припой на контактную площадку. Припой должен равномерно растекаться по всей контактной площадке, и как только он действительно удалит железо, пусть припой затвердеет.
Кроме того, в примере из нашего видео поверхность паяльной площадки также покрывается оловом. Примените луженый наконечник к контактной площадке и начните наносить припой на контактную площадку. Припой должен равномерно растекаться по всей контактной площадке, и как только он действительно удалит железо, пусть припой затвердеет.
Окончательное соединение: На этом вся тяжелая работа сделана. С красиво луженым наконечником и поверхностью просто прикоснитесь к двум припаяемым деталям утюгом. Припой на каждой поверхности должен течь; быстро удалите утюг, и когда припой затвердеет, оба компонента следует спаять вместе.
Может быть сложно паять?
Разрушенный светодиод от пайки
Да. Не расстраивайтесь сначала, если вы испортите один или два компонента — мы все это сделали! Помните, что утюги горячие, а светодиоды не любят слишком много тепла.Будьте осторожны с настройками температуры на утюге и с тем, как долго вы прикладываете утюг к поверхности.