Пайка проводов | Заметки электрика
Здравствуйте, уважаемые гости и постоянные читатели сайта http://zametkielectrika.ru.
В одной из своих статей я познакомил Вас со всеми разрешенными способами соединения проводов, которые рекомендуют нам Правила устройства электроустановок (ПУЭ).
Сегодня я хотел бы сделать небольшую поправочку, а именно акцентировать Ваше внимание на таком способе соединения, как пайка проводов.
Напоминаю, что 1 января 2013 года вступил в силу ГОСТ Р 50571.5.52-2011, в котором говорится, что при соединении проводов между собой или к зажимам (клеммам) электрооборудования, например, к аппаратам защиты, необходимо соблюдать их электрическую непрерывность, механическую защиту и прочность.
При выборе средств соединения проводников нужно учитывать их:
- количество
- сечение
- форму
- материал (медь, алюминий)
- изоляцию
Почему следует ограничиться в использовании пайки проводов?
Ответ на этот вопрос имеется в действующих нормативных документах.
Все вышеприведенные пункты действующих НТД ограничивают (я специально выделил подчеркиванием) использование пайки, как способ соединения электрических проводов, из-за ее недостатков:
- недостаточная механическая прочность
- со временем увеличивается переходное сопротивление
- от остатков флюсов возникает химическая коррозия
- снижена электропроводность
- невозможность обеспечить необходимые санитарные гигиенические условия при пайке на месте монтажа
- экологичность
Вот еще выдержка из ГОСТа 10434-82 про контактные электрические соединения:
Отсюда можно сделать вывод, что при соединении двух или нескольких медных проводов, а также при соединении паяного («луженого») провода к аппарату защиты, допустимая температура контактного соединения может достигать 300°С, а это превышает начальную температуру плавления мягких ПОС (припой оловянно-свинцовый), которая находится в пределах от 180-240°С.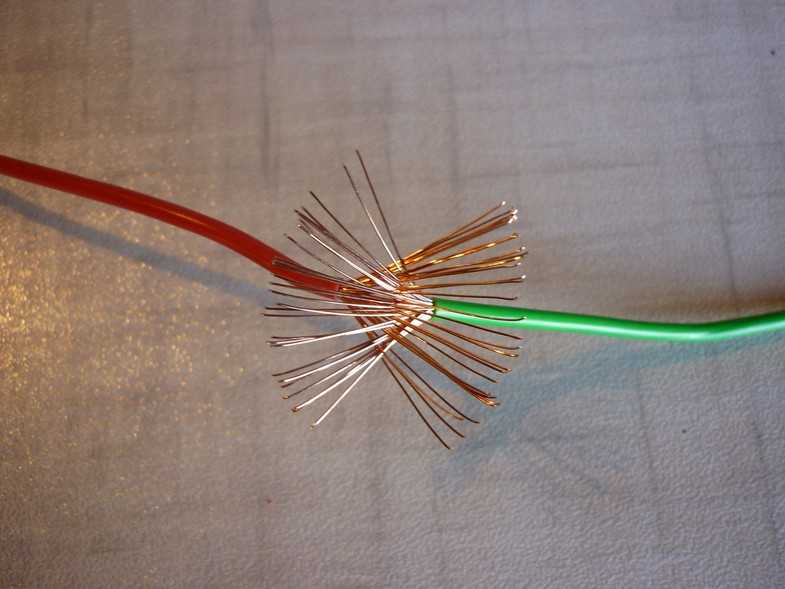
В таких случаях необходимо применять дополнительное механическое крепление, например, бандаж, поэтому при протекании тока короткого замыкания через контактное паяное («луженое») соединение произойдет расплавление припоя, но после отключения поврежденной цепи, контактное паяное («луженое») соединение механически восстановится, в связи с применением бандажа, который не даст расплавленному припою стечь.
Если честно, то мне даже самому тяжело представить, как это можно осуществить на практике.
Поэтому с этим вопросом я обратился к местному инспектору энергонадзора, тем более что накануне мы собирались сдавать ему объект — капитальный ремонт электропроводки жилого многоквартирного дома.
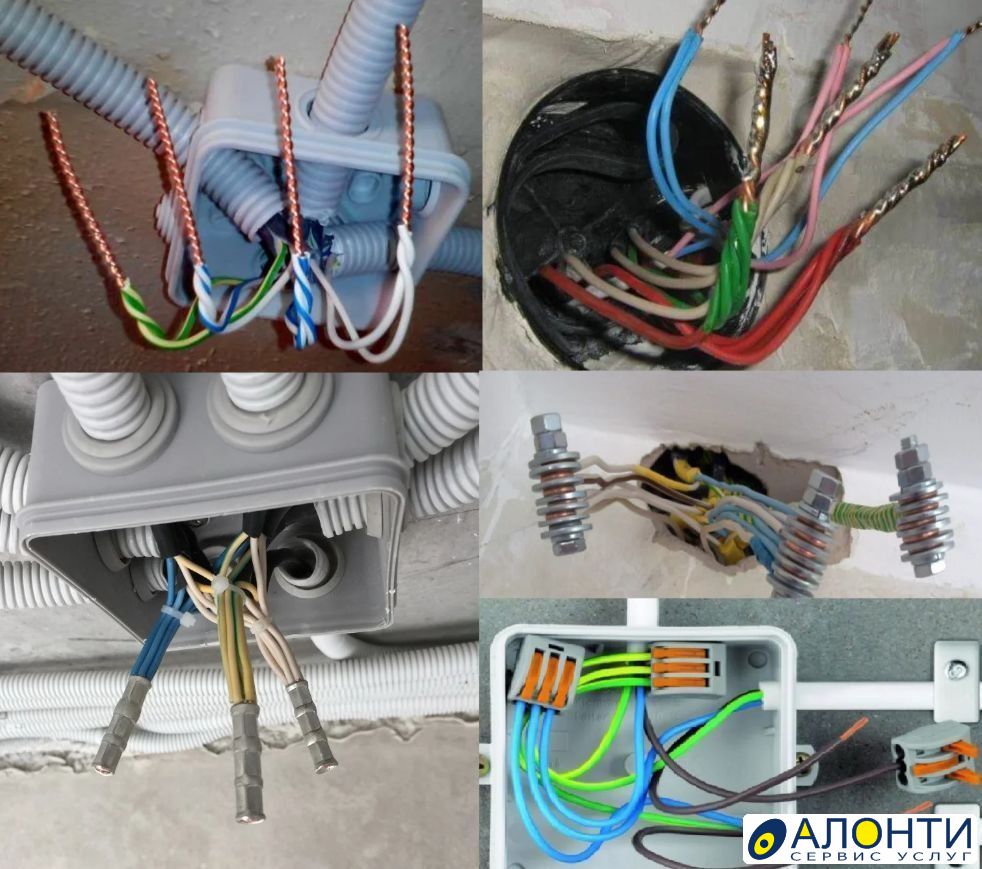
Ответ был очевиден, либо вообще не использовать пайку, либо на соединение проводов пайкой накручивать СИЗы. Я так понял, что СИЗ выполняет функцию дополнительного механического крепления.
Так мы и поступили. На цепи освещения использовали клеммы Wago, а на силовые цепи — «пайку под СИЗ».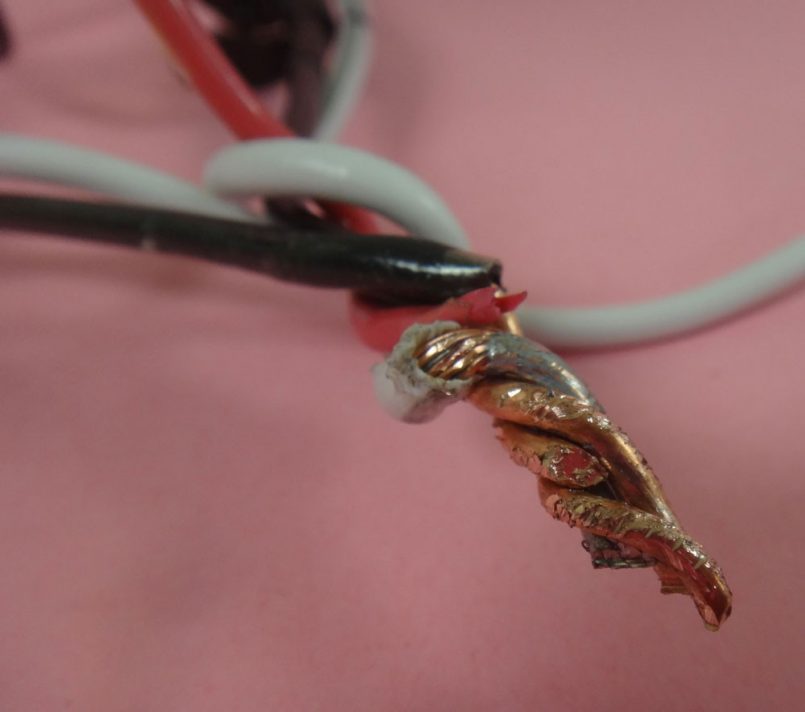 В этом вопросе разобрались, а что делать с присоединением гибких (многожильных) проводов к аппаратам защиты.
В этом вопросе разобрались, а что делать с присоединением гибких (многожильных) проводов к аппаратам защиты.
Нужно ли пропаивать многопроволочные (гибкие) провода для присоединения их к аппаратам защиты?
Ответ на этот вопрос имеется в ГОСТе Р 51321.1-2007:
Здесь пояснять не нужно, итак все понятно.
Стоит лишь добавить, что если зажимы аппаратов защиты (автоматический выключатель, УЗИП, УЗО и т.п.), электросчетчика или соединительных клемм имеют гнездовую конструкцию, то пайка концов гибкого многопроволочного провода не требуется, т.к. зажим такого типа не выжимает и не выдавливает провод из под головки винта, шайбы или пластины, а наоборот даже надежно его обжимает и прессует. В других случаях, лучше применить опрессовку.
P.S. На этом я закончу статью на тему пайки проводов. Если у Вас есть какие-то опровержения вышесказанному в статье, то с радостью готов выслушать Вас. Поделитесь своим опытом и предложениями.

Если статья была Вам полезна, то поделитесь ей со своими друзьями:
Как пропаять скрутку? | Советы по ремонту
Чтобы между проводами, соединёнными скруткой, получился хороший электрический контакт, их необходимо пропаять. Пайкой достигается то, что не в состоянии обеспечить ни одно клеммное соединение: площадь контакта проводов становится очень большой, а как следствие, электрическое сопротивление такого контакта крайне мало. Что, в свою очередь, означает, такое соединение не будет нагреваться, не будет искрить, а значит, не приведёт к пожару.
Однако, это всё справедливо только для качественно выполненной пайки скрутки.
Чтобы качественно пропаять скрутку, надо иметь:
- Паяльник достаточной мощности. Для пайки скрутки трёх проводов площадью 2.5мм2 будет достаточно паяльника мощностью 80 Ватт. Скрутка из двух таких проводов хорошо пропаяется 65-ваттным паяльником. Вообще, под рукой можно иметь два паяльника — на 65 Ватт и на 100 Ватт. Этого хватит для ремонта в квартире.
- Припой оловянно-свинцовый ПОС-61 или аналогичный. Продаётся в виде проволоки различного диаметра. Может содержать в себе флюс в виде сердцевины, заполненной канифолью. Наличие флюса в припое необязательно, так как всё равно следует запастись отдельным флакончиком с жидким флюсом.
- Флюс ЛТИ-120. Это флюс, аналогичный канифоли на спирту. Хорошо подходит для пайки меди и не требует смывания, ибо не активен. Это жидкий флюс, он хорошо просачивается в скрутку проводов, отлично подготавливая поверхность для пайки.
 Этого хватит для ремонта в квартире.
Этого хватит для ремонта в квартире.Когда все материалы и инструметы закуплены, можно приступать к пайке, выполняя эти рекомендации:
- Использовать медный провод, а не алюминиевый. Алюминий хуже проводит ток и не должен использоваться в проводке в квартире или на даче. Алюминий паяется иначе, чем медный провод и всё, что будет написано далее, относится только к медному проводу!
- Перед скруткой зачистить медные проводники, чтобы они не были загрязнены.
- После того, как зачищенные провода скручены, их надо смочить флюсом. Флюс — вещество, удаляющее оксидную плёнку, находящуюся на поверхности медного провода, и препятствующую смачиванию медного провода припоем. На скрутку из трёх проводов сечением 2.5мм2 достаточно всего пары капель флюса. Флюс надо капнуть на скрутку и «размазать» по скрутке для пущей надёжности.
- Настала очередь пайки. Подносим припой и паяльник к скрутке. Мощность паяльника должна быть достаточной, чтобы хорошо прогреть всю скрутку и расплавить припой. При этом припой растечётся по скрутке, «впитается» в неё, если температура пайки достаточна. Если температура недостаточна — припой будет слабо плавиться, а паяльник будет «прилипать» к скрутке, так как при касании холодной скрутки паяльником припой будет твердеть, а тепла, подводимого паяльником, будет недостаточно. По хорошо прогретой скрутке с расплавленным припоем, «впитавшимся» в неё, надо провести паяльником с разных сторон, чтобы припоем смочились вся скрутка.
- После пайки надо дать скрутке остыть. Остывшую скрутку теперь можно заизолировать изоляционной лентой и термоусадочной трубкой поверх ленты.

Получившаяся таким образом скрутка будет хорошо пропаяна и будет служить очень долго. Можно спокойно спать, зная, что провода в квартире соединены таким способом.
Пайка скруток электрических проводов. Делаем быстро и качественно.
Пайка проводов — как один из самых надежных способов соединения электрических проводов прописанный в нормативных документах. Делаем самодельное приспособление для быстрой и качественной пайки.
Пайка скруток проводов всегда была одним из самых надежных способов соединения проводов, им пользовались еще наши деды. К рекомендации идет по многим нормативным документам.
Но процедура пайки скруток довольно сложная, например многие используют газовые горелки, для этого требуются дополнительные расходы на газ, кроме того есть риск повредить изоляцию на проводах.
Кто-то паяет строительным феном — способ тоже хороший, но очень трудоемок. Видел и ребят, которые делали специальные приспособления из утюга для разогревания олова и окунания скруток, но мой способ мне кажется куда более простым.
Видел и ребят, которые делали специальные приспособления из утюга для разогревания олова и окунания скруток, но мой способ мне кажется куда более простым.
Итак, давайте поделюсь им.
Первое, что необходимо изготовить это тигель.
Поясню, для тех, кто не в курсе, тигель — это небольшая емкость из теплопроводного материала для расплавки металлов, их применяют в ювелирном деле, например в тигелях из графита плавят золото.
Тигель мне выточил токарь из медной болванки, но сейчас в век интернета можно очень просто купить и из графита.
В теле выточенной болванки просверлил отверстие, и нарезал резьбу. Также нарезал резьбу на кончике старой советской отвертки, она будет служить ручкой для того чтобы не обжечься.
Процесс пайки проводов
Теперь о самом интересном — процессе пайки.
Подготавливаем все скрутки в распределительных коробках.
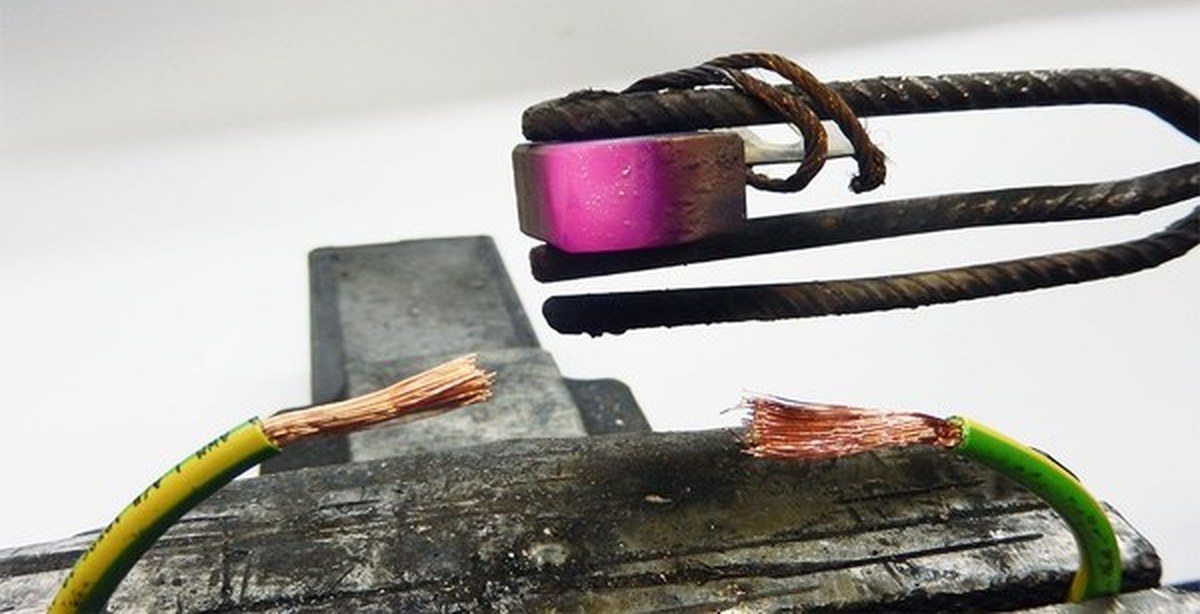
Берм тигель кладем туда припой и разогреваем газовой горелкой.
После разогревания припоя, поочередности окунаем скрутку в расплавленный раствор, держа тигель за ручку.
Процесс спайки занимает несколько секунд, а за время пайки разогретого припоя, составит около 10-15 минут, за это время можно спаять, ну может и не сотню, но приличное количество скруток. после застывания припоя в тигеле, он никуда не девается, при следующем разогреве можно также использовать.
Вот такой вот простой способ пайки.
Кстати, если разрезать скрутку и посмотреть — можно сразу заметить высокое качество спайки.
Ну, вот собственно и все, спасибо за то, что дочитали док конца, о других надежных способах соединения проводов я уже писал раньше несколько публикации, их можно увидеть ниже в похожих самоделках.
Выбор пайки и пайки | Проволока для припоя
В производстве некоторые из наиболее важных процессов также являются наиболее деликатными и, как таковые, наиболее опасными, если они выполнены неправильно. В AMETEK ECP мы считаем, что это вдвойне верно, учитывая размер производимых нами деталей, а также важность, которую они имеют для многих приложений на рынке.Сделайте выбор в пользу пайки или пайки в процессе производства нашей микроэлектронной продукции.На первый взгляд, это может показаться выбором между диапазонами температур, но здесь есть нечто большее:
Пайка или пайка: напоминание об основах
Инженеры и металлурги, вероятно, уже знают различия между этими методами, но для среднего человека давайте рассмотрим основные стандарты пайки и пайки в соответствии с определениями, разработанными Американским обществом сварки:
При пайке присадочный металл, используемый для соединения двух разных частей, будет иметь ликвидус — точку плавления — менее 450 градусов по Цельсию (или 842 градусов по Фаренгейту).
При пайке, напротив, используются присадочные металлы с температурой ликвидуса не менее 450 градусов Цельсия.
 Пайка почти гарантированно обеспечивает гораздо более прочное соединение, чем пайка — как и следовало ожидать, учитывая, что некоторые из металлов, с которыми она связана, способны выдерживать тысячи градусов по Цельсию или Фаренгейту.Но в некоторых случаях сильнее на самом деле не лучше
Пайка почти гарантированно обеспечивает гораздо более прочное соединение, чем пайка — как и следовало ожидать, учитывая, что некоторые из металлов, с которыми она связана, способны выдерживать тысячи градусов по Цельсию или Фаренгейту.Но в некоторых случаях сильнее на самом деле не лучшеРазоблачение простого (но важного) заблуждения
Заблуждение среднего человека относительно различий между пайкой и пайкой только возрастает, когда он видит такие термины, как «серебряный припой». Согласно приведенным выше рекомендациям, серебро будет припоем, потому что оно имеет гораздо большую термостойкость, чем любой из известных материалов для пайки — жаркие 961,8 градуса по Цельсию (1763 по Фаренгейту). Но в качестве припоя однозначно используется серебро.В таких случаях обычно используется смесь сплавов, в состав которых также входят медь, кадмий и цинк.
Почему пайка, а не пайка?
Как указывает EWI, иногда полезно, чтобы соединение между двумя заготовками было менее жестким, чем при пайке.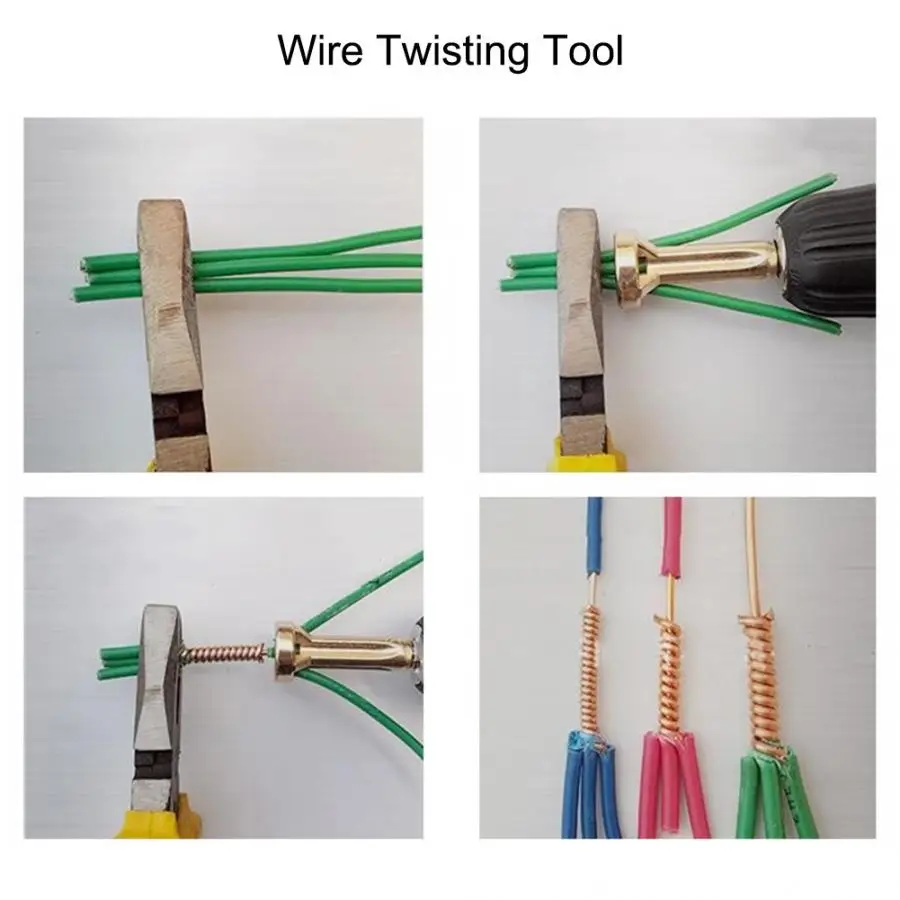 В тех случаях, когда задействованные детали должны быть гибкими или хрупкими — что в точности имеет место в случае с микроэлектронными компонентами — жесткое крепление просто не требуется и может даже оказаться контрпродуктивным.Кроме того, процесс пайки иногда может вызвать серьезные повреждения склеиваемых деталей из-за невероятно высокой температуры, необходимой. (AMETEK и многие другие производители выбирают медь из-за ее высокой электропроводности, что приводит к тому, что наши металлурги часто предпочитают паять детали, где присутствует этот металл.)
В тех случаях, когда задействованные детали должны быть гибкими или хрупкими — что в точности имеет место в случае с микроэлектронными компонентами — жесткое крепление просто не требуется и может даже оказаться контрпродуктивным.Кроме того, процесс пайки иногда может вызвать серьезные повреждения склеиваемых деталей из-за невероятно высокой температуры, необходимой. (AMETEK и многие другие производители выбирают медь из-за ее высокой электропроводности, что приводит к тому, что наши металлурги часто предпочитают паять детали, где присутствует этот металл.)
Хотя медь, например, может быть либо припаяна, либо спаяна в зависимости от назначения металла, есть определенные причины, вызывающие долговременные последствия пайки, которые некоторые пользователи сочтут проблематичными.По данным Ассоциации разработчиков меди, высокотемпературная пайка вызывает отжиг меди и ее мягкость. Паяные медные соединения по-прежнему будут изначально прочнее сами по себе, но явление отжига означает, что в целом продукт, который поддерживает соединение, не будет таким прочным, как мог бы быть.
Материалы AMETEK для пайки
Наряду с использованием пайки для изготовления некоторых из наших наиболее широко применяемых компонентов, AMETEK ECP также производит пайку и соединительную проволоку для разнообразных потребностей наших клиентов.Ищете ли вы экономичную проволоку на основе свинцового сплава или ищете самое лучшее и прочное золото или серебро, наши клиенты знают, что они могут найти их у нас.
4 фута 18ga медная проволока для пайки припоя, также известная как
Четыре фута (48 дюймов) проволоки. **
Припой / проволока для припоя 93% чистой меди. 7% фосфора
Спецификации:
Страна происхождения: США
Температура расплава: 1310 F 710 C
Температура потока: 1460 F 793 C
Толщина: 18ga (приблизительно 1 мм)
Поток: Быстрый
Пластичность: Плохая.(не для использования с материалами на основе черных металлов или никеля, поскольку соединение станет хрупким и может выйти из строя).
Наилучшее применение: медь, латунь, бронза. Всегда флюсовать латунные и бронзовые соединения. Нет необходимости использовать флюс для меди, но флюс поможет предотвратить образование накипи.
Небольшое количество этого материала — все, что вам нужно для пайки лицевых панелей горелки и переходных колец! Я использую его для пайки переходных колец и лицевых панелей из медного провода №110, который я также продаю. Обратите внимание, что я не утверждаю, что этот материал «соответствует цвету».«В зависимости от того, как вы его используете, он может или не может соответствовать вашей меди. Например, после опиливания и / или шлифования паяного соединения этот припой будет выглядеть серым. Но не отчаивайтесь! увидеть изменение цвета. Тепло от пламени вернет медь на поверхность, чтобы дать вам медный цвет. Если вы только начинаете, практика — это ключ!
(На втором рисунке показан образец цепи из чистой меди Я использовал эту проволоку для пайки и неизолированную медную проволоку №110 калибра 18. Я даже использовал этот припой и медную полоску 24ga, которую предлагаю, чтобы сделать действительно классные пряжки для ремня для костюма моего сына в стиле стимпанк! Я постараюсь скоро показать вам картинку).
Для резки используйте кусачки средней и большой мощности или, желательно, кусачки для припоя (не рекомендуются ваши лучшие кусачки заподлицо). Паять металлические части своими руками — это весело! Нарежьте кусочками пластиковый пакет на крошечные кусочки, чтобы они не разлетались по комнате. Используйте защитные очки, чтобы защитить глаза от разлетающихся кусочков припоя! Не разрезайте припой в присутствии детей или других людей без защиты глаз.Избегайте образования и вдыхания металлической пыли и дыма в непроветриваемом помещении. Всегда имейте при себе детектор угарного газа! Получайте удовольствие и будьте в безопасности, создавая то, что вы представляете.
Больше медной проволоки и расходных материалов здесь:
https://www.etsy.com/shop/TheSparkleStore?section_id=15241312&ref=shopsection_leftnav_3
Соблюдайте осторожность при открытии рулона, чтобы концы катушки не попали в лицо и глаза..jpg) .
.
** Обратите внимание: это необходимо для использования с надлежащим оборудованием, а именно с резаком.Я использую это с микробутановой горелкой, которая может достичь точечного пламени, достаточно горячего, чтобы расплавить припой вместе с подходящей подложкой, такой как угольный блок или огнеупорный кирпич. Ваш выбор топлива может иметь значение и имеет значение, и я обнаружил, что недорогой бутан дает плохое пламя. Поэтому я не несу ответственности за ваши индивидуальные результаты, поскольку я не могу контролировать ваш опыт или ваш выбор инструментов и оборудования. Я могу предложить некоторую помощь, если она вам понадобится, но я не могу провести углубленное обучение использованию этого материала.Когда и если будут доступны видеоуроки, в этом списке будет указана ссылка. Использованный припой не подлежит возврату ни при каких обстоятельствах. Я больше не принимаю возврат после того, как этот припой будет разрезан или использован.
Стоимость международной доставки распространяется на посылки до 8,0 унций.
Оцените это описание
Считаете ли вы приведенное выше описание полезным? Сообщите Etsy.
Справочник по пайке и пайке
Справочник по пайке и пайке Сварка Цветной Металлы Лечение Сварка Чугун Сварка Железо Металлы 12 Другие приложения для пайки Это выходит за рамки этой книги описать все виды использования пламени воздух-ацетилен и воздух-пропан для пайки.При обслуживании систем кондиционирования и охлаждения паяльная горелка (которая также может использоваться для пайки малого диаметра трубные соединения) бесценен. Кроме того, доступны специальные стержни, которые прикрепить непосредственно к пайке ручки горелки, для обнаружения утечек «галогенидных» газов хладагента (продается под торговой маркой «Фреон», «Юкон» и др. ). Все эти течеискатели используют тот факт, что
галогенидные газы (хлор, фтор, бром)
придают пламени характерный цвет при контакте с горячей медью.Способствовать,
цвет меняется по мере того, как
концентрация галогенида изменяется, так что легко определить источник
утечки. Открытое пламя
пайка также широко применяется для отделки стыков в системах медной проводки.
чтобы убедиться, что они будут
остаются полностью проводящими. Об этом типе суставов следует помнить следующее:
этот медный провод обычно жестко вытянут
для максимальной прочности на разрыв, и что тепло, необходимое для создания паяного
соединение отжигает медь
и сильно уменьшить эту силу.Однако есть несколько способов накрасить скрученные
суставы, так что потеря прочности
можно избежать.
). Все эти течеискатели используют тот факт, что
галогенидные газы (хлор, фтор, бром)
придают пламени характерный цвет при контакте с горячей медью.Способствовать,
цвет меняется по мере того, как
концентрация галогенида изменяется, так что легко определить источник
утечки. Открытое пламя
пайка также широко применяется для отделки стыков в системах медной проводки.
чтобы убедиться, что они будут
остаются полностью проводящими. Об этом типе суставов следует помнить следующее:
этот медный провод обычно жестко вытянут
для максимальной прочности на разрыв, и что тепло, необходимое для создания паяного
соединение отжигает медь
и сильно уменьшить эту силу.Однако есть несколько способов накрасить скрученные
суставы, так что потеря прочности
можно избежать.Услуги лазерной пайки — Titanova, Inc.
Процесс соединения
Пайка — это процесс соединения, при котором цветной присадочный металл или сплав нагревается до температуры плавления выше 800 ° F (425 ° C) и распределяется между двумя или более плотно прилегающими частями за счет капиллярного действия. При температуре жидкости расплавленный присадочный металл и флюс взаимодействуют с тонким слоем основного металла, охлаждаясь, образуя исключительно прочное герметичное соединение благодаря взаимодействию зернистой структуры.Некоторые металлы, такие как CuAg (сплав медь-серебро), имеют низкотемпературную эвтектику. Это приводит к соединению двух металлов в точке, которая может быть значительно ниже, чем их соответствующие температуры плавления. Паяное соединение представляет собой сэндвич из разных слоев, каждый из которых металлургически связан со смежными слоями.
При температуре жидкости расплавленный присадочный металл и флюс взаимодействуют с тонким слоем основного металла, охлаждаясь, образуя исключительно прочное герметичное соединение благодаря взаимодействию зернистой структуры.Некоторые металлы, такие как CuAg (сплав медь-серебро), имеют низкотемпературную эвтектику. Это приводит к соединению двух металлов в точке, которая может быть значительно ниже, чем их соответствующие температуры плавления. Паяное соединение представляет собой сэндвич из разных слоев, каждый из которых металлургически связан со смежными слоями.
Лазерная пайка
Лазерная пайка — это процесс, в котором источник тепла заменяется лазером, что позволяет локализовать подачу тепла и дополнительно сокращать затраты на электроэнергию и деформацию детали.ООО «Титанова» предлагает уникальные услуги по сварке латуни, лазерной пайке и лазерной пайке. Диодный лазер имеет уникальную длину волны и форму луча, что позволяет выполнять сварку латуни, пайку припоев на основе серебра или меди. Эта длина волны и линейный луч позволяют подавать проволоку из кремнистой бронзы (CuSi). Длинная балка может производить только сварку в режиме проводимости, которая «смачивает» сварной шов, создавая превосходные профили валиков припоя. Самым большим препятствием для электродуговой сварки латуни и бронзы CuSi, сварки припоем с подачей проволоки оцинкованных сталей является дымообразование цинка и загрязнение электрода.Уникальная конструкция лазера и сварочной ячейки Titanova, Inc. устраняет эту проблему, обеспечивая надежный и воспроизводимый процесс.
Эта длина волны и линейный луч позволяют подавать проволоку из кремнистой бронзы (CuSi). Длинная балка может производить только сварку в режиме проводимости, которая «смачивает» сварной шов, создавая превосходные профили валиков припоя. Самым большим препятствием для электродуговой сварки латуни и бронзы CuSi, сварки припоем с подачей проволоки оцинкованных сталей является дымообразование цинка и загрязнение электрода.Уникальная конструкция лазера и сварочной ячейки Titanova, Inc. устраняет эту проблему, обеспечивая надежный и воспроизводимый процесс.
<Узнайте о типах металлов, которые можно паять лазером.>
Лазерная пайка Алюминий Бронза
Лазерная пайка Алюминий Бронза
Кромка для пайки из алюминия и бронзы
Кромка для пайки из алюминия и бронзы
Упорная поверхность, припаянная из алюминия и бронзы
Паяная упорная поверхность из алюминия и бронзы
Приложения- Изделия из оцинкованного листового металла
- Сварка латуни с медью
- Для лазерной сварки деталей из латуни или бронзы
- Неплазменный процесс
- Обеспечивает мониторинг качества на месте
- Для сварки латуни и стали с цинковым покрытием
- Значительно уменьшает разбрызгивание
- Уменьшение дымления и образования сажи цинка
- Загрязнение MIG / TIG не является проблемой
- Надежное производство
- Нижняя тепловая нагрузка
- Более быстрый процесс пайки
Китай сварочная проволока MIG TIG Цена производитель, припой Harris 0% Silver Bcup-2, поставщик алюминиевой сварочной проволоки Er4043 Er5356
Горячие продукты ER4043 ER4047 ER5356 ER5183
Цена FOB:
1 доллар США. 8-3,2
/ кг
8-3,2
/ кг
Мин. Заказ: 1000 кг
Связаться сейчасЦена FOB: 3 доллара США.25-3,6 / кг
Мин. Заказ: 100 кг
Связаться сейчасЦена FOB: 3 доллара США.25-3,6 / кг
Мин. Заказ: 100 кг
Связаться сейчасЦена FOB: 3 доллара США.25-3,6 / кг
Мин. Заказ: 100 кг
Связаться сейчасЦена FOB: 0 долларов США.32-0,35 / Кусок
Мин. Заказ: 100 штук
Связаться сейчасЦена FOB: 0 долларов США.32-0,35 / Кусок
Мин. Заказ: 100 штук
Связаться сейчасЦена FOB: 0 долларов США.32-0,35 / Кусок
Мин. Заказ: 100 штук
Связаться сейчасЦена FOB: 0 долларов США.26-0,38 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасЦена FOB: 0 долларов США.2-0,38 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 0 долларов США.26-0,38 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасЦена FOB: 0 долларов США.32-0,35 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 0 долларов США.26-0,38 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасHarris 0 Серебряная пайка Фосмедный стержень для холодильника
Цена FOB: 9 долларов США.85-10 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасВидео
Цена FOB: 10 долларов США.2-11,5 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 10-12 долларов США / Кусок
Мин.Заказ: 10 кусочков
Связаться сейчасЦена FOB: 7 долларов США.7-8 / кг
Мин. Заказ: 100 кг
Связаться сейчасВидео
Цена FOB: 1 доллар США.33-1,35 / Кусок
Мин. Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 3–3 доллара США.5 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 1 доллар США.75-2 / Кусок
Мин. Заказ: 100 штук
Связаться сейчасЦена FOB: 0 долларов США.75-1 / Кусок
Мин. Заказ: 100 штук
Связаться сейчасЦена FOB: 1 доллар США.6-15 / Кусок
Мин. Заказ: 5 кусков
Связаться сейчасВидео
Цена FOB: 1 доллар США.55-3,55 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 1 доллар США.55-3,55 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 43–45 долларов США / Кусок
Мин.Заказ: 10 кусочков
Связаться сейчасНовое поступление ER308L ER304 ER316LSi ER321 ER347
Видео
Цена FOB: 3 доллара США.65-3,8 / кг
Мин. Заказ: 500 кг
Связаться сейчасВидео
Цена FOB: 3 доллара США.7-4 / кг
Мин. Заказ: 500 кг
Связаться сейчасЦена FOB: 3 доллара США.08-3.55 / кг
Мин. Заказ: 100 кг
Связаться сейчасВидео
Цена FOB: 3 доллара США.08 / кг
Мин. Заказ: 100 кг
Связаться сейчасЦена FOB: 3 доллара США.08 / кг
Мин. Заказ: 100 кг
Связаться сейчасЦена FOB: 3 доллара США.08-3.55 / кг
Мин. Заказ: 100 кг
Связаться сейчасВидео
Цена FOB: 3 доллара США.08-3.55 / кг
Мин. Заказ: 100 кг
Связаться сейчасВидео
Цена FOB: 3 доллара США.08 / кг
Мин. Заказ: 100 кг
Связаться сейчасВидео
Цена FOB: 0 долларов США.73-0,88 / кг
Мин. Заказ: 1000 кг
Связаться сейчасВидео
Цена FOB: 0 долларов США.62-0,66 / кг
Мин. Заказ: 1000 кг
Связаться сейчасВидео
Цена FOB: 4 доллара США.5-4,55 / кг
Мин. Заказ: 1000 кг
Связаться сейчасВидео
Цена FOB: 4 доллара США.53-4,57 / кг
Мин. Заказ: 1000 кг
Связаться сейчасПрофиль компании
{{util.каждый (imageUrls, function (imageUrl) {}} {{})}} {{если (imageUrls.length> 1) {}} {{}}}Компания Shandong UTLET new material Co., Ltd
Компания Shandong UTLET new material Co., Ltd является отраслью промышленности по сварке судака.Который расположен в промышленной зоне Чжанцю Байюнь, Цзинань, Шаньдун, Китай. Мы занимаемся интеграцией НИОКР и продаж сварочных материалов и услуг, таких как сварочные материалы MIG TIG MMA. Сварочная проволока для низкоуглеродистой стали с CO2, порошковая проволока, проволока для дуговой сварки под флюсом, проволока для аргонодуговой сварки, сварочная проволока из нержавеющей стали, высокопрочная сварочная проволока и вольфрамовые электроды WT20 WC20 и т. Д.
…
Исследование сварки холодным переносом металла – пайка титана с медью
Основные моменты
- •
Проведена сварка с переносом холодного металла – пайка титана с медью.
- •
Увеличение скорости подачи проволоки или угла канавки обеспечит удовлетворительное соединение Ti / Cu.
- •
Увеличение скорости подачи проволоки или угла канавки приведет к увеличению растягивающей нагрузки.
- •
Стыковое соединение Ti / Cu CMT имеет двойные характеристики сварки плавлением и пайки.
Abstract
3 мм чистый титан TA2 был соединен с 3 мм чистой медью T2 с помощью процесса сварки-пайки с холодным переносом металла (CMT) в виде стыкового соединения с 1.ЭРКУНИЛЕВЫЙ медный провод диаметром 2 мм. Сварка-пайка между основными металлами Ti и Cu состоит из сварного соединения Cu-Cu и пайки Cu-Ti. Сварное соединение Cu – Cu может быть образовано между металлом сварного шва Cu и поверхностью канавки Cu, а поверхность раздела пайки Cu – Ti может быть образована между металлом сварного шва Cu и поверхностью канавки Ti. Микроструктура и распределение интерметаллидов исследованы и детально проанализированы. Межфазные реакционные слои пайки состояли из Ti 2 Cu, TiCu и AlCu 2 Ti.Кроме того, были обсуждены кристаллизационное поведение сварного соединения и склеивающий механизм межфазной реакции пайки. Было исследовано влияние скорости подачи проволоки и угла канавки на характеристики и механические свойства соединений. Наблюдались три различных режима разрушения: на границе раздела Cu, на границе Ti и в зоне термического влияния Cu (HAZ). Соединения, разрушенные на Cu ЗТВ, имели более высокую растягивающую нагрузку, чем другие. Более низкая растягивающая нагрузка на границе раздела Cu или Ti была приписана более слабой степени сцепления на границе раздела Cu или Ti.
Ключевые слова
Титан
Медь
Холодный перенос металла
Сварка и пайка
Стыковое соединение
Интерметаллические соединения
Рекомендуемые статьиЦитирующие статьи (0)
Полный текстCopyright © 2013 Elsevier Ltd. Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
Nicrotec
AVISO LEGAL
1. Общая информация.
Las presentes condiciones (en adelante, Condiciones de Uso) регулирует разрешение на использование веб-сайта с URL-адресом www.nicrotec.com, que SOLDADURAS NICROTEC, S.A. (en adelante, el Prestador del Servicio), pone alicin de los usuarios de Internet (en adelante, los Usuarios).
Se pone a Disposicin de los Usuarios los siguientes medios donde podrn dirigir sus peticiones, cuestiones y quejas:
Direccin Почтовый: calle Joiers, 5 Pligono Industrial Riera de Caldes, 08184 Palau Solit i Plegamans
Direccin de correo electrnico: [email protected]
Telfono de atencin al cliente: 93 863 96 76
Datos registrales de SROADTURAA .: inscrita en el Registro Mercantil de Barcelona, en el tomo 31638, folio 25, hoja B-196701.
2. Пропиедад Интеллектуал и Промышленность.
2.1 Los derechos de propiedad intelectual de la pgina www.nicrotec.com, su cdigo fuente, Diso, fotografas, textos, estructura de navegacin, базисы данных и лос отличительных элементов en l contenidos, сын титуляридад дель Престадор дель Сервисио и квин корреспондент эль ejercicio exclusivo de los derechos de explotacin de los mismos en cualquier forma y, en especial, los derechos de replicccin, distribucin, comunicacin pblica y трансформацин.
2.2 El Prestador del Servicio es titular de los derechos de propiedad industrial referidos a sus productos y servicios, y especficamente de los relativos a la marca registrada Nicrotec, quedando prohibido su uso, salvo autorizacin expresa y firmada por parte del Prestador дель Сервисио.
2.3 La utilizacin no autorizada de la informacin contenida en la Web, su reventa, as como la lesin de los derechos de Propiedad Intelectual o Industrial de el Prestador del Servicio dar lugar a lasponsabilidades legalmente establecidas.
2.4 El usuario asume la responsabilidad del uso que efecte en la Web. El usuario se compromete a hacer un uso adecuado de los contenidos y servicios que NICROTEC ofrece a travs del mismo. En este sentido, con carcter enunciativo pero no limitativo, el usuario se compromete (i) a no utilizar las imgenes para un mal uso (ii) incurrir en actividades ilcitas, ilegales o contrarias a la buena fe y al orden pblico; (iii) провокации в системе физических и юридических лиц NICROTEC, в отношении которых были обнаружены личности; (iv) введение дифундира en la red virus informticos o cualesquiera otros sistemas fsicos o lgicos que sean subceptibles de provocar cualquier tipo de daos.
3. Aceptacin de las Condiciones de Uso.
Estas Condiciones de Uso Regan el Acceso y utilizacin del sitio www.nicrotec.com que el Prestador del Servicio pone gratuitamente a Disisicin de los Usuarios. El Acceso al Mismo Implica su aceptacin sin reservas.
4. Usos Permitidos.
Se autoriza la visualizacin, impresin y descarga parcial del contenido de la Web slo y exclusivamente si concurren las siguientes condiciones:
4.1. Совместимость с моими штрафами в Интернете.
4.2. Que se realice con el exclusivo nimo de obtener la informacin contenida para uso personal y privado. Se prohbe expresamente su utilizacin con fines comerciales o para su distribucin, comunicacin pblica, transformacin o descompilacin.
4.3. Que ninguno de los contenidos relacionados en la Web sean modificados de manera alguna.
4.4. Que ningn grfico, icono or imagen disponible en la Web sea utilizado, copiado o distribuido separadamente del texto o resto de imgenes que lo acompaan.
5. Modificaciones en la Web y las Condiciones de Uso.
El Prestador del Servicio se reserva la facultad de efectuar, en cualquier momento y sin necesidad de previo aviso, modificaciones y actualizaciones de la informacin contenida en la Web, de la configuracin y Presentacin de sta y de las condiciones deccessso. Как mismo el Prestador del Servicio, se reserva el derecho de actualizar las presentes Condiciones de Uso sin previo aviso a los Usuarios, que son los nicos responsables de su consulta como paso previo a accessder a la Web.
6. Limitacin de responsabilidad.
6.1 El Prestador del Servicio no garantiza la existencia de interrupciones o errores en el accepto a la Web o a su contenido, ni que ste se encuentre actualizado. El Prestador del Servicio llevar a cabo, siempre que no concurran causas que lo hagan imposible o de diffcil ejecucin, y tan pronto tenga noticia de los errores, desconexiones o falta de actualizacin en los contenidos, todas aquellas labores rest losdentes a subsanar la comunicacin y Actualizar los contenidos.
6.2 Tanto el Acceso a la Web como el uso inconsentido que pueda efectuarse de la informacin contenida en la misma, es de la exclusiva responsabilidad de quien lo realiza. El Prestador del Servicio no Responder de ninguna conscuencia, dao o perjuicio que pudieran Derivarse de dicho Acceso o uso. El Prestador del Servicio не имеет ответственной ответственности за ошибки безопасности, que se puedan producir ni de los daos que puedan causarse al sistema informtico de los Usuarios (аппаратное и программное обеспечение), oa los ficheros o documentos almacenados en el mismo, como conscuencia :
(i) присутствие вируса в порядке использования ресурсов сети,
(ii) un mal funcionamiento del navegador o
(iii) del uso de versiones no actualizadas del mismo.
6.3 El Prestador del Servicio no asume responsabilidad alguna Derivada de los contenidos enlazados desde la Web, siempre que sean ajenos a la misma, ni garantiza la ausencia de virus u otros elementos en los mismos que puedan producir alteraciones en elo программное обеспечение), en los documentos o los ficheros de los Usuarios, excluyendo cualquier responsabilidad por los daos de cualquier clase causados a los Usuarios por este motivo.
8.Законодательство применимо и юрисдикция.
Las presentes Condiciones de Uso estn sometidas a las leyes espaolas y cualquier controversia se dirimir en los juzgados de la ciudad de Sabadell.
Poltica de Privacidad
1. SOLDADURAS NICROTEC, SA (en adelante, NICROTEC), informa a los usuarios que respeta la legalacin vigente en materia de proteccin de datos personales, la privacidad de los usuarios y el secreto y seguridad de los datos personales, acceptando para ello las medidas tcnicas yorganisativas necesarias para evitar la prdida, mal uso, alteracin, acceso no autorizado y robo de los datos personales sizes, habida cuenta del estado de la tecnologa, la naturaleza de los datos y los riesgos a los que estn expuestos.
2. El Acceso a los contenidos de esta web est exclusivamente dirigida a mayores de 18 aos 146 aos, por lo que cualquier persona que entregue sus datos personales, manifest tener dicha edad, quedando prohibido el uso de www.nicrotec.com y la entrega de datos personales a personas menores de esa edad.
3. NICROTEC tratar los datos de concidad con los Principios de calidad exigidos por la Ley Orgnica 15/1999, de 13 de Deciembre de Proteccin de Datos (LOPD), de forma confidencial y con las medidas de seguridad exigidas por el Real Decreto 1720 / 2007, de 21 de diciembre, por el que se aprueba el Reglamento de desarrollo de la Ley Orgnica 15/1999, de 13 de diciembre, de proteccin de datos de carcter personal.
4. Los datos de carcter personal que segotien en la Web, quedarn registradossern tratados en un fichero de NICROTEC debidamente declarado e inscrito en el Registro General de la Agencia Espaola de Proteccin de Datos, con la finalidad de llevar de cabo la prestac los servicios ofrecidos, as como para enviar por cualquier medio, includeido el correo electrnico, ofertas de productos y servicios personalizados, mejorar la relacin comercial y gestionar las peticiones realizadas por nuestros Clientes.
5. El simple hecho de enviar un usuario sus datos de carcter personal, NICROTEC поддерживает согласие для включения в список лиц, содержащих данные, и su tratamiento.
NICROTEC оказывает содействие в поиске контрацепции для доступа к выделенной системе. La contrasea ser personal e непереносимая. En todo caso deber mantener dicha contrasea bajo su control y en caso de que sospechara que un tercero no autorizado ha tenido accept a la misma deber comunicarlo a NICROTEC.
6. NICROTEC — это резервирование модификаторов противозаконных действий.
5.7. El usuario podr revocar el consentimiento prestado, sin que tenga efectos retroactivos, y ejercer los derechos de acceso, rectificacin, cancelacin y oposicin dirigindose mediante carta adjuntando su DNI u otro documento identity a NICROTEC 5C / Jo. Риера де Кальдес CP 08184 де Палау-Солит и Плегаманс.
6,8. El usuario garantiza que los datos personales sizes a NICROTEC son veraces y se hace cualquier modificacin de los mismos para que, en todo momento responsean a su situacin actual.