Пайка нержавейки в домашних условиях: технология
Главная » Обработка металла » Пайка » Принципы проведения пайки нержавейки в домашних условиях
На чтение 4 мин
Содержание
- Инвентарь
- Типы припоев
- Приготовление флюса
- Особенности проведения работ в домашних условиях
- Недостатки пайки нержавейки твердыми припоями
- Полезные советы
- Самые распространенные ошибки
Кто работал с нержавеющей сталью знают, что паять этот материал непросто. У этого процесса есть определённые особенности, зная которые можно избежать ошибок и спорных моментов при соединении деталей. Пайка нержавейки — это процесс, который доступен не только опытным мастерам, но и новичкам. Важно правильно выбрать инструменты, расходные материалы и выполнять определённый порядок действий.
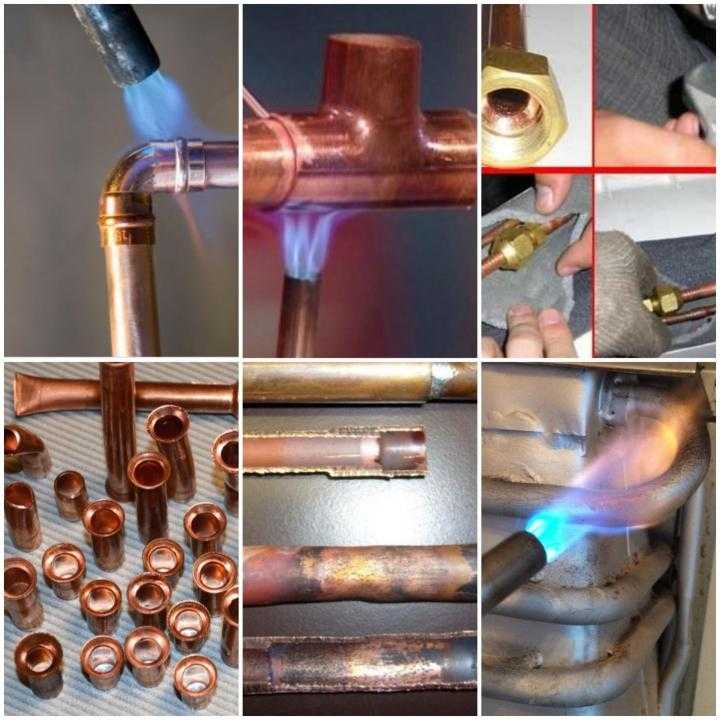
Пайка трубы из нержавейкиИнвентарьДля проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник.
 Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку. - Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
 Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоевПрипой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
 youtube.com/embed/U62t_hWZN1o» frameborder=»0″ allowfullscreen=»allowfullscreen»> Приготовление флюса
youtube.com/embed/U62t_hWZN1o» frameborder=»0″ allowfullscreen=»allowfullscreen»> Приготовление флюсаПравильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Нанесение флюса на трубкуОсобенности проведения работ в домашних условияхСамодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Бывают ситуации, когда припой не хочет приставать к материалу. Чтобы исправить эту проблему, требуется повторно зачистить поверхность с помощью проволочной щётки и обезжирить её.
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
Твердые припои на основе олова для пайки нержавеющей стали имеют существенные недостатки:
- Низкая прочность готового соединения.
- Температура, которую выдерживал материал, снижается до температуры плавления припоя.
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты. Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
 Желательно выбирать модель с не обгорающим наконечником.
Желательно выбирать модель с не обгорающим наконечником.Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»;
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»;
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;Поделиться
Пайка нержавейки твердыми припоями — выбор флюса для пайки
На сегодняшний день, пайка нержавейки твердыми припоями используется в тех областях, где требуется достигнуть максимально прочного соединения, не прибегая к сварке. Данный метод соединения относится к промежуточному положению между сваркой и низкотемпературной пайкой. В отличие от использования мягких припоев, твердые потом могут использоваться в условиях высокотемпературной эксплуатации. Процесс спаивания не влияет на структуру металла, что не приводит к их деформации и разупрочнению. Активно все это используется при изготовлении металлорежущих инструментов, как резцы с твердосплавными пластинами и прочие. Благодаря такой спайке получается высокая прочность соединения и нет негативного воздействия на геометрию и прочность пластин, к которым припаиваются детали.
Пайка нержавейки твердыми припоями
Твердая пайка нержавейки применяется также при ремонте и изготовлении сосудов из нержавеющей стали, соединения труб, которые могут служить для проводки воды или охладительных систем. Особенно активно она используется там, где затруднительна сварка. Ее можно встретить при ремонте автомобильных двигателей, радиаторов и трансмиссии. Благодаря высокому качеству соединения выдерживают даже упругие деформации и значительны нагрузки. Для многих вариантов ремонта, этот процесс не имеет альтернативы. Технология контролируется по ГОСТ 1499-54.
Преимущества пайки нержавейки твердыми припоями
- Пайка нержавейки твердыми припоями является самой качественной из всех возможных вариантов;
- Такой метод используется в промышленности для ответственных соединений, работающих в сложных условиях;
- Соединение может применяться даже в местах с высокой температурой;
- Детали стойки к различного рода нагрузкам;
- Процесс пайки происходит относительно быстро и не требует большого количества подготовительных процедур;
- Ею намного легче ремонтировать детали в станкостроительной сфере;
- Во время обработки температура является не столь высокой, чтобы деформировать металл заготовок, как это случается при сварке.

Недостатки пайки нержавейки твердыми припоями
- Если сравнивать с использованием других припоев, то процесс получается более трудоемким;
- Твердые сплавы нередко оказываются более дорогостоящими, как и себестоимость пайки, за счет того, что используется больше ресурсов;
- Далеко не каждый инструмент может дать ту температуру, которая требуется для этого процесса, поэтому, в домашних условиях он оказывается трудноосуществимым.
Подготовка оборудования и материалов
Перед тем как паять нержавейку твердым припоем, следует заняться подготовкой. Для проведения пайки нужно подобрать правильную горелку, которая бы смогла выдать требуемую температуру и обладала достаточной шириной пламени, чтобы равномерно обрабатывать поверхность.
Выбор горелки для пайки припоями
Следует сделать так, чтобы под рукой всегда находился флюс и припой, чтобы вовремя сделать все нужные процедуры. Перед работой нужно подготовить все под заданный режим работы и проверить работоспособность инструментов.
Отличия высокотемпературной пайки от низкотемпературной
При высокотемпературном спаивании используется нагрев при помощи горелки, тогда как в ином случае применяется электрический нагрев.
Высокотемпературная пайка нержавейки
Также различается температура плавления самого припоя. В первом случае она намного более высокая, что также влияет и на качество соединения, так как оно становится значительно выше. Низкотемпературная пайка, впоследствии, выдерживает меньшие температурные режимы воздействия. Высокотемпературная может вызывать структурные изменения в металле, если температура его плавления близка к той, которая используется при обработке. Для них также используется оборудование различной мощности.
Выбор твердого припоя
Медно-цинковый припой представлен в серии ПМЦ с различным содержанием меди. Его часто используют вместе с дополнительным легированием, чтобы снизить сильную отдачу при вибрации.
Медно-цинковый припой
Медно-фосфорный представлен в серии ПМФ с различным содержанием фосфора, в зависимости от цифры модели. У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.
У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.
Медно-фосфорный припой
Медно-циноквые обладают высокими технологическими свойствам. При добавлении олова температура плавления снижается, так что он относится к универсальным припоям.
«Обратите внимание!
Для каждой процедуры выбор материала может отличаться, что зависит от свойств деталей.»
Выбор флюса
Пайка нержавеющей стали твердыми припоями требует тщательного подбора флюса. Одним из лучших вариантов для данного металла состоит на 70% из буры, на 20% из борной кислоты и на 10% из фтористого кальция.
Технология пайки нержавейки твердым припоем
- Зачистить механическим способом стыковые части деталей.
- Зафиксировать заготовки в неподвижном положении.
- Зону, где будет происходить спайка, нужно промазать флюсом.
- Горелка зажигается и устанавливается на нужный режим.
- Постепенно прогревается зона спайки, пока не изменится цвет металла.
- К детали подается припой, который может быть сразу покрыт флюсом.
- Осуществляется постепенное запаивание поверхности, передвигая расходный материал вдоль линии спайки.

«Важно!
Пламя горелки не должно содержать в себе слишком много кислорода, так как он окисляет поверхность заготовок и делает соединение менее надежным.»
Контроль качества шва
Существует несколько способов проверить, насколько хорошо все спаялось. Для этого используют такие методы как:
- Параметрический;
- Трансформаторный;
- Люминесцентный;
- Цветной;
- Оптический;
- Визуальный.

Меры безопасности
Даже когда происходит пайка пищевой нержавейки твердыми припоями в домашних условиях, то следует придерживаться правил безопасности. Во-первых, для пищевой нержавейки припой не должен содержать цинк или свинец. Также не стоит забывать о высоких температурах, с которыми идет работа и брать все незащищенными руками раньше времени остывания. Баллон с газом должен находиться на достаточном расстоянии от открытого огня горелки.
Почему пайка может не получиться?
Основными причинами неудач являются:
- Недостаточно хорошая зачистка перед самим процессом;
- Плохой разогрев заготовки, так что припой не смог нормально сцепиться с металлом;
- Был неправильно подобран припой для такого соединения;
- Было использовано недостаточное количество флюса, так что материал не начал плавиться, как того требовала технология;
- После спайки, когда все еще не остыло, было механическое воздействие со сдвигом детали.
оловом в домашних условиях, твердыми припоями, флюс для стали, меди, латунью, серебром – Техника пайки на Svarka.
 guru
guruПайка нержавейки – достаточно сложная процедура. К ней прибегают для соединения тонкостенных деталей, когда нет возможности выполнить сварку по технологии TIG. Это позволяет избежать чрезмерного температурного воздействия на рабочую поверхность.
Содержание
- 1 Особенности сплавов
- 2 Выбор припоя
- 3 Выбор флюса
- 4 Как сделать флюс своими руками?
- 5 Особенности пайки оловом
- 5.1 Преимущества
- 5.2 Недостатки
- 5.3 Режимы
- 6 Как правильно работать в домашних условиях?
- 7 Соединение с другими металлами
- 8 Пищевые припои
- 9 Основные ошибки
- 10 Заключение
Особенности сплавов
Пайку нержавеющей стали относят к квалифицированным работам. Это связано с тем, что для выбора оптимального режима пайки необходимо точно определить тип материала. Например, наклепанные сорта нержавейки спаивают без нагрузки, во избежание образования дефектов на поверхности, вследствие температурного воздействия.
Алюминий и магний слабо взаимодействуют с рассматриваемым сплавом, поэтому при подборе материала следует обращать внимание на состав изделия. С прочими сортами металлов нержавейка образует высокопрочное соединение.
Высоколегированные составы с высоким содержанием хрома плохо переносят воздействие высокой температуры. При нагреве свыше 500 Сº активизируется процесс образования карбида хрома, негативно влияющий на параметры металла.
[stextbox id=’info’]По этой причине опытные мастера стараются сократить период температурного воздействия на заготовку.[/stextbox]
Выбор припоя
Правильный припой для пайки нержавейки – залог качества соединения. На выбор подходящего материала оказывают влияние следующие факторы:
- состав металла;
- условия проведения работ.
В стандартных условиях пайку выполняют серебряным припоем – он обладает отличными антикоррозионными свойствами, а никель в его составе повышает прочность соединения. Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Визуально, соединение не будет отличаться от основной поверхности. Мастера считают серебряные составы лучшим материалом для пайки нержавейки. При этом использовать серебро без добавок запрещено. Для повышения качества соединения к нему добавляют медь или цинк.
Выбор флюса
Для работы с нержавейкой подходит не всякий флюс, поскольку процесс протекает под действием высоких температур. Опытные мастера рекомендуют использовать буру. Ее вносят в зону контакта и нагревают до полного расплавления, после чего подают припой.
При отсутствии буры, в качестве флюса рекомендуют использовать ортофосфорную кислоту. Более активные составы будут негативно воздействовать на слой припоя.
Как сделать флюс своими руками?
Опытные мастера предпочитают готовить флюс своими руками. Существует несколько рецептов. Наиболее употребительным считается смесь, в состав которой входят:
- бура – 7 частей;
- борная кислота – 2 части;
- фтористый кальций – 1 часть.

Смесь готовят на водной основе.
Для работы с мелкими деталями достаточно смешать борную кислоту и буру, в соотношении 1:1.
Особенности пайки оловом
Припои на основе оловянно-свинцовых смесей отличаются высоким качеством соединения при доступной цене. Это является основной причиной популярности пайки нержавейки оловом в домашних условиях. Метод лучше всего зарекомендовал себя при заделке небольших трещин или соединении мелких деталей. Изделия, подверженные в процессе эксплуатации температурным нагрузкам, рекомендуют паять с использованием серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высокой температуре под давлением.
Использование олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в промышленности, ввиду низкого температурного порога соединения.
Преимущества
Использование легкоплавких припоев обладает следующими преимуществами:
- легкая процедура пайки небольших деталей;
- подготовительные процедуры не отнимают много времени;
- низкая стоимость расходных материалов;
- можно использовать как бытовой электрический паяльник, так и газовую горелку.

Недостатки
Метод имеет следующие недостатки:
- низкий показатель прочности соединения;
- низкая температура плавления олова снижает сферу применения запаянных деталей;
- грамотное применение расплавленного олова требует от мастера определенных профессиональных навыков.
[stextbox id=’info’]Высокая текучесть не позволяет использовать олово на поверхностях с большим уклоном.[/stextbox]
Режимы
Оловянно-свинцовые припои применяют при следующих параметрах:
- максимальная температура горелки составляет 240 Сº;
- минимальная мощность паяльного устройства – 40 Вт;
- интервал воздействия на поверхность – не более 10 секунд;
- толщина припоя, независимо от формы изготовления, не должна превышать 4 мм.
Как правильно работать в домашних условиях?
Пайка нержавейки считается достаточно сложным процессом, поэтому к выполнению работ дома следует подойти с особым вниманием. Для большинства припоев, за исключением оловянных, необходим паяльник мощностью не менее 100 Вт.
Не следует забывать про подготовку поверхности под пайку. Данная процедура начинается с механической обработки плоскости и заканчивая ее лужением.
Использование активных флюсов требует особого внимания – после завершения работ необходимо промыть соединение проточной водой.
Соединение с другими металлами
При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
[stextbox id=’alert’]Рабочая температура горелки выше, что позволяет использовать ее вместе с твердыми припоями.[/stextbox]
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Пищевые припои
Требования к пайке посуды, которая используется для приготовления пищи, не отличается от общих правил проведения работ. Правильный припой для нержавейки – основное требование. Например, для ремонта посуды нельзя использовать припои группы ПОС, поскольку свинец негативно влияет здоровье человека.
Основные ошибки
Малейшая оплошность может привести к существенному снижению качества соединения. Следующие советы снизят вероятность ошибки:
- При проведении домашних работ оптимальная мощность паяльника составляет 100 Вт. Использование более мощного прибора приведет к перегреву расходных материалов, а мене мощного – к неполному прогреву металла.
- Используйте паяльник с необгораемым стержнем.
- Пищевую посуду лучше паять чистым оловом, поскольку свинец обладает токсичными свойствами.
- В качестве флюса опытные мастера рекомендуют использовать активные составы. Лучше всего зарекомендовала себя ортофосфорная кислота.

Заключение
Пайка нержавейки относится к сложным процедурам, ввиду разнообразия легирующих сплавов. Для мелких деталей, не подверженных температурному воздействию, лучше всего подойдут припои группы ПОС.
[stextbox id=’info’]Слесарь-ремонтник 6-го разряда Зайцев Анатолий Федорович. Опыт – 17 лет: «Я часто сталкиваюсь с необходимостью паяльных работ нержавейки, ввиду отсутствия исправного аппарата для аргонодуговой сварки. Для самых простых работ проще всего использовать оловянно-свинцовые припои. Ответственные соединения требуют более тщательного подхода».[/stextbox]
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Содержание
- Немного о меди
- Методы паяния труб из меди
- Инструменты, необходимые для выполнения работ
- Горелка газовая
- Припой
- Выполняем пайку труб
- Избегаем ошибок
Немного о меди
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.

Инструменты, необходимые для выполнения работ
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.

О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
 Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.

- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.

Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.

Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.

Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Помогите нам стать лучше, оцените подачу материала и труд автора
Загрузка…
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
 Так я паял Maximite.
Так я паял Maximite.Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
 Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.Успехов в пайке! Запах канифоли — это круто!
Пайка нержавейки в домашних условиях
Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
СОДЕРЖАНИЕ
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.
Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.
- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
 Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.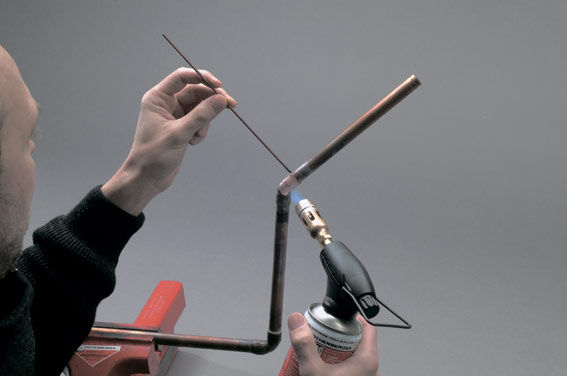
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.
Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.
- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью
12345
Всего оценок: 18, Средняя: 3
Типы пайки: подробное руководство
Пайка — немного сложный процесс, но хорошей пайке можно научиться на практике. Самое главное при пайке следует помнить, что обе части соединения должны иметь одинаковую температуру.
Припой отвечает за создание хорошего электрического или механического соединения. Пайка – это процесс соединения двух определенных материалов. Процедуру можно использовать на электрических платах или механических участках, поскольку существуют различные способы ее использования. В этой статье мы собираемся узнать больше о пайке в деталях.
В этой статье мы собираемся узнать больше о пайке в деталях.
Схема
Что такое пайка?Пайка – это процесс соединения двух различных типов металла путем плавления припоя. Он используется для создания постоянной формы фиксированного соединения между любыми электронными компонентами. Припой представляет собой металлический сплав, который используется для различных металлов. И он создается путем плавления горячего железа и оловянно-свинцового сплава. Пайка создает постоянные соединения, такие как печатные платы и медные соединения.
При пайке используются припои на основе свинца, такие как латунь, медь и олово. Пайка необходима для создания соединения, по которому может протекать электрический ток.
Типы пайки Мягкая пайка – Этот метод обычно используется в электронике и сантехнике. Он создает электрическое соединение и соединяет электронные компоненты на печатных платах. Во всех паяльных системах это процесс, в котором все используют самую низкую температуру плавления металла.
Наполнители, как правило, представляют собой сплавы, часто содержащие свинец, с температурой жидкости ниже 350 градусов Цельсия. Более низкая температура создает прочное соединение, в то время как высокая температура создает меньшую прочность и расплавляет соединение.
Твердая пайка – Твердая пайка обеспечивает более прочное соединение по сравнению с мягкой пайкой. В качестве материала обычно используется серебро или латунь. Чтобы укрепить соединение, требуется паяльная лампа, чтобы увеличить температуру и расплавить основной металл, который используется для создания прочного соединения, называемого основным металлом. Он нагревается в точке, чтобы создать прочное соединение, когда он остывает. Его следует использовать с серебряным припоем при соединении деталей из латуни или меди.
Пайка при высокой температуре – Этот тип пайки имеет более высокую температуру плавления, если сравнивать ее с твердой или мягкой пайкой. Материал должен быть достаточно нагрет, чтобы получить наилучший результат.
Материал должен быть достаточно нагрет, чтобы получить наилучший результат.
Флюс в припое — флюсовая сердцевина — это, можно сказать, катушка или проволока, которая используется на объекте в качестве восстановителя. Флюс – это то, что выделяется во время пайки. Он обращает окисление металлов в определенном месте контакта, чтобы обеспечить четкое электрическое соединение.
Использование пайкиСуществует множество способов использования пайки. Состав припоя зависит от области применения. Например, олово — это компонент, который они используют в электронном припое, кровельных материалах и листовом металле.
Вот список применений пайки:
Припой в металлических водосточных желобах — Водосточная система в вашем доме очень важна. Так что если у вас в доме есть металлический желоб, то его секции соединялись или крепились с помощью пайки. Соединение припоя было создано, чтобы сделать герметичным и постоянным соединение между двумя.
Пайка для электриков — Ранее упоминалось, что припои создают электрический поток. С помощью пайки вы можете гарантировать электрический ток в коммерческой или жилой проводке. Это также очень полезный инструмент для соединения проводов с клеммами во внутренней части панели управления или любого электрического устройства.
Припой в авторемонте – Припой помогает уплотнить соединения и сгладить поверхности. Несмотря на то, что он не может ремонтировать двигатели из-за своей силы, он может помочь в нескольких вещах.
Инструменты для пайки для домашних работ — Инструменты для пайки могут быть очень полезны, когда речь идет о домашних работах, таких как соединение печатных плат или ремонт, требующий очень большого количества тепла и контроля. Паяльные карандаши или пистолеты и утюги — это инструменты, которые вы можете использовать в своем доме.
Инструменты для пайки в сантехнике — Припои — отличный инструмент, когда дело доходит до сантехники. Бессвинцовый припой лучше всего подходит для соединения медных водопроводных труб. Существуют такие инструменты, как паяльник или кровельный паяльник, позволяющие быстро увеличить температуру, когда это необходимо для области соединения.
Бессвинцовый припой лучше всего подходит для соединения медных водопроводных труб. Существуют такие инструменты, как паяльник или кровельный паяльник, позволяющие быстро увеличить температуру, когда это необходимо для области соединения.
Пайка может выглядеть как сварка, но это совсем другое. Сварка — это когда пытаются создать сверхпрочное соединение между двумя кусками металла. В пайке речь идет о сплаве различных металлов, имеющих низкую температуру плавления.
Пайка очень необходима для создания эффективного электрического соединения. Можно соединить все кабели вместе и все равно не получится, потому что при пайке — требуется полное и стабильное соединение.
Припой проплавляется над стыком при помощи горячего инструмента – паяльника. Однако пайка не предназначена для создания механического соединения. Таким образом, вам понадобится прочное механическое соединение, а затем пайка, чтобы создать хорошее подключение электричества.
В сантехнике или ювелирном деле все работает иначе. Например, в сантехнике сантехники используют припой для постоянного соединения медных труб, что создает механически прочное водонепроницаемое соединение.
В ювелирном деле он соединяет мелкие кусочки металла вместе для создания нового дизайна. Концепция может оставаться той же, но процесс сильно отличается. В основном для этого используют твердую пайку.
Какие металлы используются?При пайке припои в основном используются как свинцовые припои, но в наши дни бессвинцовые припои быстро вытесняют припои на основе свинца, к которым относятся сурьма, латунь, висмут, медь, олово, индий или серебро. .
Что такое паяльные смеси? Три материала, которые вы найдете в припое: олово, свинец и флюс. Но есть множество разновидностей припоя, которые вы можете найти на рынке, основанные на относительном соотношении любого материала. Кроме того, существуют другие металлы и некоторые добавки, которые вы можете добавить, чтобы придать вашему припою определенные уникальные свойства, такие как повышение его проводимости.
Например, Сурьма, которая повышает механическую прочность, и вам также не нужно снижать смачиваемость при защите от оловянного вредителя.
Медь обычно улучшает характеристики смачивания и снижает температуру плавления в любом расплавленном состоянии.
Серебро обеспечивает надежную механическую прочность. Хотя он обладает меньшей пластичностью, чем такие металлы, как свинец, он может повысить устойчивость к усталости от термических циклов любого бессвинцового припоя.
Никель представляет собой припой, который может защитить слой металлизации под ударом (UMB) от растворения.
Широкий спектр смесей припоев может помочь вам найти правильное сочетание характеристик для любого электронного устройства. Припои обычно плавятся в определенном диапазоне, но смесь эвтектики плавится в определенной степени.
ЗаключениеВкратце, есть 3 типа припоев – бессвинцовые и бессвинцовые, свинецсодержащие и флюсовые.
Припои на основе свинца являются наиболее надежными и предпочтительными для критически важных приложений, таких как медицинская электроника или аэрокосмическая промышленность.
Бессвинцовый припой очень легко доступен для флюсовых солдатиков и электроники. Он содержит восстановитель в ядре, который выделяется в процессе пайки. Устраняет окисление в месте склеивания.
Обычно припои можно использовать в электрических платах или цепях, но они выполняют множество функций. Надеюсь, эта статья рассеет некоторые ваши сомнения.
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЯТЬ МЕТАЛЛ ВМЕСТЕ
Нью-Йорк|ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЯТЬ МЕТАЛЛ ВМЕСТЕ
Реклама
Продолжить чтение основной история
ДОМАШНЯЯ КЛИНИКА
Бернард Гладстон
См. статью в исходном контексте из
1 февраля, раздел LI 198 11Купить репринты
Посмотреть на Timesmachine
TimesMachine — это эксклюзивное преимущество для подписчиков с доставкой на дом и цифровых подписчиков.
Об архиве
Это оцифрованная версия статьи из печатного архива The Times до начала публикации в Интернете в 1996 году. Чтобы сохранить эти статьи в первоначальном виде, The Times не изменяет, не редактирует и не обновляет их.
Иногда в процессе оцифровки возникают ошибки транскрипции или другие проблемы; мы продолжаем работать над улучшением этих архивных версий.
ПАЯЯ на протяжении веков использовалась для соединения металлов и до сих пор является одним из самых простых и широко используемых методов защиты металлических соединений и швов.
Несмотря на то, что существует два вида пайки, мягкая и твердая, эта колонка будет посвящена только мягкой пайке, так как эта техника представляет наибольший интерес для самодельщиков. Это метод, используемый во многих электрических и сантехнических работах по дому, а также при соединении и ремонте объектов из листового металла или проволоки, а также во многих ремесленных проектах. Он также используется для герметизации и гидроизоляции швов в металле, например, для ремонта протекающих поддонов или желобов и резервуаров из тонкого металла.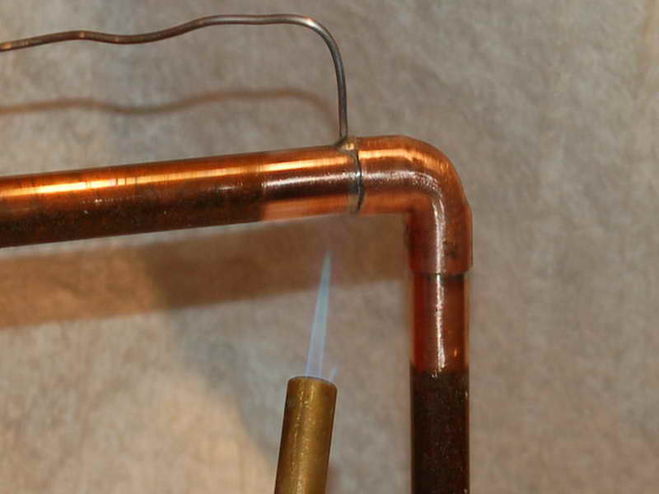
Припой представляет собой сплав свинца и олова, который плавится при относительно низкой температуре, от 350 до 450 градусов, а источником нагрева может быть электрический паяльник, электрический паяльник или переносная пропановая горелка. (При пайке твердым припоем, также называемой серебряной пайкой и пайкой, припой состоит из другого сплава, который плавится при гораздо более высокой температуре и требует использования горелки, выделяющей гораздо больше тепла, чем обычная пропановая горелка. Образующееся соединение намного прочнее, чем при мягкой пайке, в некоторых случаях она почти такая же прочная, как сварка, но этот метод требует значительно большей практики и навыков, чем требуется для мягкой пайки.) Подходит для соединения меди, латуни и многих черных металлов, включая из оцинкованного листового металла, пайку чаще всего производят электропаяльником или паяльником. Паяльники и паяльники применяются для соединения электрических проводов и выполнения электрических соединений при ремонте или сборке электроприборов и электронной аппаратуры. Как правило, паяльники более удобны в использовании, особенно на близком расстоянии, но большие паяльники могут нагреть соединение больше, когда приходится иметь дело с более крупными металлическими частями.
Как правило, паяльники более удобны в использовании, особенно на близком расстоянии, но большие паяльники могут нагреть соединение больше, когда приходится иметь дело с более крупными металлическими частями.
Горелки используются для больших объемов работ и крупных металлических соединений, когда требуется больше тепла, например, при пайке медных труб. Горелки также используются в сочетании с большими неэлектрическими паяльниками при сборке листового металла или при соединении толстых проводов. Горелка используется для нагрева утюга и, возможно, соединения, после чего утюг используется, чтобы поддерживать металлические поверхности горячими и способствовать плавному течению расплавленного припоя в соединение.
Все виды пайки требуют покрытия металла флюсом перед нанесением припоя. Флюс — это химическое вещество, которое покрывает металл и помогает припою проникнуть через поверхностное окисление, так что расплавленный припой может соединиться с голым металлом под ним. Флюс также снижает поверхностное натяжение, благодаря чему расплавленный припой легче затекает в нагретое соединение.
Самые популярные типы проволочных припоев содержат флюс в центре, поэтому вам не нужно наносить его отдельно. Если вы не используете порошковый припой, вам придется наносить флюс отдельно перед припоем. Существует два типа флюса: кислотно-основный, предназначенный для всех видов металлов, и канифольный флюс для электромонтажных работ (кислотный флюс не следует использовать для электрических соединений, так как он может в конечном итоге вызвать коррозию соединения).
Необходимо всегда соблюдать ряд основных правил.
* Металлические поверхности должны быть чистыми и блестящими. Используйте мелкую наждачную бумагу или стальную вату для очистки металла, и после очистки не прикасайтесь к нему. Очистите его непосредственно перед пайкой, чтобы на металле не образовалось еще одно оксидное покрытие.
* Соединения, подлежащие пайке, должны быть механически прочными перед нанесением припоя. Не полагайтесь на припой, чтобы скрепить детали. Припой служит скорее наполнителем, чем связующим веществом. Вот почему соединения листового металла должны быть обжаты и загнуты перед пайкой, а электрические провода должны быть прочно скручены друг с другом, чтобы образовать механическое соединение, прежде чем провода будут спаяны вместе.
Вот почему соединения листового металла должны быть обжаты и загнуты перед пайкой, а электрические провода должны быть прочно скручены друг с другом, чтобы образовать механическое соединение, прежде чем провода будут спаяны вместе.
* Если используется паяльник или паяльник, наконечник должен быть предварительно залужен и покрыт тонким слоем припоя. Начните с наждачной бумаги, чтобы очистить металл на гранях наконечника, пока он не станет ярким и блестящим, затем нагрейте утюг, пока металл не начнет темнеть. Покройте флюсом, ненадолго окунув наконечник в банку с флюсом или нанеся флюс небольшой кистью, затем нанесите немного припоя на каждую поверхность. Удалите излишки припоя грубой тканью, пока припой еще не расплавился. Обновляйте лужение по мере стирания этого покрытия.
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл расплавляет припой, когда он подается в соединение.
Затем нагретый металл расплавляет припой, когда он подается в соединение.
Этот последний пункт, вероятно, является наиболее частой причиной слабых и плохо пропаянных соединений. Чтобы избежать этого, используйте паяльник или горелку, чтобы нагреть только металл, концентрируясь на самых толстых и тяжелых частях. Отодвиньте источник тепла на мгновение, пока вы прикасаетесь припоем к соединению. Если металл достаточно горячий и вы сначала нанесли на соединение флюс, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может возникнуть необходимость держать паяльник в контакте с металлом, чтобы соединение оставалось достаточно горячим для расплавления припоя. Если это так, держите утюг на противоположной стороне металла или на части, которая находится на небольшом расстоянии от того места, где вы подаете припой. Например, даже при использовании паяльного пистолета для небольших электрических соединений следует следовать методике, показанной на рисунке. Обратите внимание, что наконечник пистолета прижимается к одной стороне скрученных проводов, а припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится налет расплавленного припоя, удалите припой и утюг.
Обратите внимание, что наконечник пистолета прижимается к одной стороне скрученных проводов, а припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится налет расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где имеется значительная площадь для пайки (чем больше площадь контакта, тем прочнее будет соединение), лучше всего подходит метод, называемый «пайка потом». Этот способ требует предварительного лужения соединяемых поверхностей — покрытия металлических поверхностей сначала флюсом, а затем тонким слоем припоя (так же, как при лужении паяльника).
Затем плотно зажмите поверхности вместе и снова нагрейте с помощью горелки или большого паяльника. Но сосредоточьте большую часть тепла на самых больших кусках металла. Тепло приведет к расплавлению луженого покрытия на каждой поверхности и сплавлению его вместе, пока вы будете подавать дополнительный припой вдоль края соединения, как показано на рисунке.
Аналогичная техника используется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней поверхности трубы и внутренней части фитинга. Нанесите флюс на эти поверхности перед вставкой трубы в фитинг, направьте пламя пропановой горелки на наиболее объемную часть соединения (обычно угол колена или тройника). Позвольте теплу распространяться от этого в остальную часть сустава. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой вокруг фитинга.
Вопросы о ремонте дома следует направлять Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, NY 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; на неопубликованные письма нельзя отвечать индивидуально.
Сантехника: TechCorner — Пайка и пайка, объяснение
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти испытанные и надежные методы во многом похожи, но есть и несколько явных отличий, которые отличают их друг от друга. В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
В этом документе объясняются сходства и выделяются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения является наиболее желательным.
Обзор
Наиболее распространенным методом соединения медных труб является использование фитинга раструбного типа из меди или медного сплава, в который секции трубы вставляются и крепятся с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлестку, потому что раструб фитинга перекрывает конец трубы, и между трубой и фитингом образуется пространство. Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям.
Рис. 1. Соединение внахлест — трубчатые детали
1. Соединение внахлест — трубчатые детали
Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубы или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1981°F/1082°C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой заключается в температуре, необходимой для плавления присадочного металла. Эта температура определена Американским обществом сварщиков (AWS) как 842ºF/450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Припои для припоя
Основным элементом, используемым в припоях, является олово (Sn), поскольку олово имеет сродство с медью и должно прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) привело бы к очень слабому соединению, и с ним, как и с любым чистым металлом, было бы очень трудно работать. Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Поэтому в сплав с оловом добавляются другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоит из олова (Sn) и на 50% из свинца (Pb). Из-за национальных требований, изложенных в Законе о безопасной питьевой воде, припои, содержащие свинец, были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn/Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются для всех применений при пайке. Они состоят из сплавов, которые по-прежнему в основном состоят из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Для этого необходимо использовать присадочные металлы, более прочные, чем те, которые состоят в основном из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, которые плавятся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. ниже), составляет примерно от 1150°F/621°C до 1550°F/843°C.
Наиболее часто используемые типы припоя, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-cup) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора. Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится «мешок»), где буква B означает «пайка», а Ag — химический символ серебра. Хотя помимо серебра в сплавах BAg присутствуют и другие элементы, содержание серебра в большинстве сплавов BAg может составлять от 24% до 9%. 3%.
 3%.
3%.Совместные требования и сильные стороны
Независимо от того, используется ли процесс соединения пайка или пайка, существуют определенные основные этапы, которые следует выполнять для последовательного получения прочных соединений. Эти основные шаги описаны в стандарте установки (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и надлежащего применения нагрева и присадочного металла. Более подробно они объясняются в Справочнике по медным трубам CDA.
Независимо от используемого процесса соединения: пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь трубного соединения
Глубина перекрытия или глубина раструба в фитингах с соединением внахлестку или с капиллярным соединением указана в производственных стандартах ASME/ANSI B16.18 и B16.22 для фитингов под давлением припоя. Это важный размер, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве так, чтобы он полностью перетекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Хотя желательно 100% проплавление и заполнение фитинга капиллярного пространства, заполнение паяного соединения на 70 % (или не более 30 % пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных труб и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве нахлестов или заполнений, необходимых для достижения полной прочности соединения. В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое относительно небольшое проникновение наполнителя приведет к правильно изготовленному паяному соединению, более прочному, чем сама труба и/или фитинг. Однако, в отличие от паяного соединения, где заглушка или закругление обеспечивают минимальную дополнительную прочность, паяное соединение должно быть изготовлено таким образом, чтобы между трубой и фитингом на лицевой стороне фитинга было предусмотрено хорошо развитое закругление или «заглушка» из присадочного металла. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рис. 3. Объяснение правила AWS 3-T
Помимо прочности присадочного металла в соединении, общая прочность соединения или узла (трубы, фитинга и соединения) после операции соединения также должна учитываться при выборе того, следует ли использовать паяные или паяные соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет примерно 840°F/449°C. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоя, то есть от 1150°F/621°C до 1550°F/843°C, в процессе паяного соединения основные металлы отжигаются или размягчаются, что приводит к снижение общей прочности конструкции. В то время как паяное соединение очевидно прочнее паяного соединения, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы 3a–3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. В то время как паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. д.), рабочие давления в системе должны соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварщиков: Справочник по пайке — 3-е издание
- Американское общество сварщиков: Справочник по пайке — 4-е издание
- AWS A5. 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
- ASTM B32-04: Стандартные технические условия для припоя
 8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкой
8/AWS A5.8M: Спецификация присадочных материалов для пайки и сварки пайкойКак подобрать лучший припой и флюс для пайки ювелирных изделий? – Pepetools
Ювелирная пайка;
Правильный выбор припоя и способы его использования.
Прежде чем мы начнем, мы должны сначала понять, что именно мы подразумеваем под «пайкой». Многие люди путают пайку электроники с пайкой ювелирных изделий и думают, что это одно и то же, но это не так. Для пайки электроники или электроники используется очень низкотемпературный припой и паяльник. Первоначально электрический припой содержал свинец, но современные припои содержат другие сплавы, такие как олово и медь, предназначенные для плавления при низких температурах. Обычно это делается нагретым паяльником.
Электрический припой не следует использовать для ювелирных изделий из драгоценных металлов.
Подобный низкотемпературный припой также используется сантехниками для соединения медных труб для подачи воды и газа. Обычно это делается с помощью переносной паяльной лампы из-за того, что используется сторона трубы. Но, несмотря на использование паяльной лампы, это по-прежнему низкотемпературный припой на основе олова, и его нельзя использовать для пайки драгоценных металлов.
Обычно это делается с помощью переносной паяльной лампы из-за того, что используется сторона трубы. Но, несмотря на использование паяльной лампы, это по-прежнему низкотемпературный припой на основе олова, и его нельзя использовать для пайки драгоценных металлов.
Несмотря на то, что некоторые люди в Интернете продают этот оловянный электрический припой в качестве комплектов для ремонта ювелирных изделий, важно отметить, что электрический припой на основе олова никогда не должен использоваться для драгоценных металлов. Это загрязнит произведение и уничтожит его ценность. Оловянному припою и паяльнику нет места в наборе инструментов профессионального ювелира.
То, что имеют в виду ювелиры, когда мы говорим о пайке, — это совершенно другой процесс. При пайке драгоценных металлов, таких как серебро, золото и платина, требуются припои из драгоценных металлов. Эти припои из драгоценных металлов плавятся при гораздо более высоких температурах (чем электрические припои). Вот почему используются специальные ювелирные газовые горелки.
Вот почему используются специальные ювелирные газовые горелки.
Пайка кольца из стерлингового серебра с использованием серебряного припоя и горелки.
Терминология
Обратите внимание, что в Великобритании и Европе используется термин Carat Ct, тогда как в США используется термин Karat K. Написание может быть разным, но оба они относятся к одному и тому же — частей на 24. В Великобритании 9Ювелирные изделия из каратного золота на сегодняшний день являются наиболее распространенными. Тогда как в США более популярны 10k и 14k. Азиатские украшения часто можно увидеть в 22 карат и выше. Также имейте в виду, что белое золото, платина и серебро могут выглядеть одинаково, но вы должны использовать правильный припой. Поэтому важно научиться читать отличительные признаки и убедиться, что вы знаете, с чем работаете.
Подберите металл.
- Металл
- Цвет
- Карат
Первый фактор – это металл. Дело не только в серебре или золоте, но вы также должны соответствовать пробе и цвету. Для кольца из 18-каратного желтого золота вы должны подобрать припой из 18-каратного желтого золота. Использование припоев с меньшим содержанием карата (или электрического оловянного припоя) загрязняет драгоценный металл и снижает его чистоту. Использование припоя с более высоким содержанием карата может привести к появлению видимого соединения при полировке изделия. (он и дороже). Помните, что есть белое золото, желтое золото и розовое золото. Серебро обычно стерлинговое, но имейте в виду, что существуют и другие сорта, особенно важные при ремонте иностранных или антикварных предметов. Еще раз убедитесь, что вы знаете, с каким металлом вы работаете, и подберите к нему припой.
Дело не только в серебре или золоте, но вы также должны соответствовать пробе и цвету. Для кольца из 18-каратного желтого золота вы должны подобрать припой из 18-каратного желтого золота. Использование припоев с меньшим содержанием карата (или электрического оловянного припоя) загрязняет драгоценный металл и снижает его чистоту. Использование припоя с более высоким содержанием карата может привести к появлению видимого соединения при полировке изделия. (он и дороже). Помните, что есть белое золото, желтое золото и розовое золото. Серебро обычно стерлинговое, но имейте в виду, что существуют и другие сорта, особенно важные при ремонте иностранных или антикварных предметов. Еще раз убедитесь, что вы знаете, с каким металлом вы работаете, и подберите к нему припой.
Английский Клеймо на кольце.
Лев и 925 говорят нам, что это кольцо из стерлингового серебра.
Выберите марку припоя.
Каждый карат и цвет припоя также бывает легким, средним и твердым. Людей иногда сбивает с толку использование слова « жесткий ». Это не означает, что другие припои более мягкие или податливые. Обозначение относится к относительным температурам плавления. Например, если мы посмотрим на серебро. Температура плавления 890 °C (1640 °f) Серебряные припои рассчитаны на плавление чуть ниже этой температуры в порядке возрастания…
Людей иногда сбивает с толку использование слова « жесткий ». Это не означает, что другие припои более мягкие или податливые. Обозначение относится к относительным температурам плавления. Например, если мы посмотрим на серебро. Температура плавления 890 °C (1640 °f) Серебряные припои рассчитаны на плавление чуть ниже этой температуры в порядке возрастания…
- Очень легко. 681 °C 1 257 °f 90 140
- Легкий припой. 711 °C 1 311 °f 90 140
- Среда 747 °C 1304 °f
- Твердый 773 °C 1423 °f
Вы также можете увидеть эмалирующий припой до 800 °C. 1472 °f. Это позволяет припаять деталь, а затем покрыть эмалью стекла в печи, не расплавляя припой. Следовательно, он имеет самую высокую температуру плавления и очень близок к температуре самого серебра.
Какой мне следует использовать?
Традиционное объяснение заключается в том, что при изготовлении детали с нуля вы начинаете с твердого припоя. Дополнительные части украшения можно припаивать средним припоем при чуть более низкой температуре, не оплавляя припой. Точно так же дополнительные компоненты могут быть добавлены с помощью простого припоя и очень простого. Идея состоит в том, что вы можете паять при последовательно более низких температурах, не расплавляя предыдущее (более высокотемпературное) соединение. Этот подход по-прежнему требует тщательного контроля над вашей горелкой. На самом деле, как только вы освоите свою горелку, вы сможете делать все с твердым припоем. Это особенно важно для колец, так как это означает, что их размер можно будет изменить позже с помощью простой пайки.
Дополнительные части украшения можно припаивать средним припоем при чуть более низкой температуре, не оплавляя припой. Точно так же дополнительные компоненты могут быть добавлены с помощью простого припоя и очень простого. Идея состоит в том, что вы можете паять при последовательно более низких температурах, не расплавляя предыдущее (более высокотемпературное) соединение. Этот подход по-прежнему требует тщательного контроля над вашей горелкой. На самом деле, как только вы освоите свою горелку, вы сможете делать все с твердым припоем. Это особенно важно для колец, так как это означает, что их размер можно будет изменить позже с помощью простой пайки.
Ремонт – упростите жизнь
При ремонте ювелирного изделия или изменении размера кольца может быть безопаснее использовать простой припой, поскольку ремонт можно проводить при более низкой температуре, что позволяет избежать повреждений, вызванных расплавлением предыдущих паяных соединений. или повреждение камней.
или повреждение камней.
Сверхлегкий припой, плавится при самой низкой температуре. Так что это обеспечивает максимальную безопасность для хрупких предметов, таких как тонкие цепочки. Для новичка в пайке с простой горелкой режим Extra easy будет очень щадящим и позволит вам попрактиковаться в пайке, сводя к минимуму опасность плавления вашей работы. (Мы все это сделали). Однако, как объяснялось выше, в идеале вы должны привыкнуть к пайке твердым припоем, чтобы ваши детали можно было изменять и ремонтировать в будущем.
Я делаю сложные кельтские узлы и браслеты из серебряной проволоки.
В некоторых случаях узелок имеет до 6 спаек на одном участке.
Но с практикой все это можно легко сделать с помощью простого припоя.
Научитесь контролировать жар и фокусируйте пламя на каждом суставе по очереди.
Итак, вы знаете, какой металл, цвет, карат и сорт припоя вам нужны, но теперь у вас есть еще один выбор. Как и драгоценные металлы, припой бывает разной физической формы…
Лента и лист.
Серебряный, золотой и платиновый припой можно приобрести в виде плоских листов или тонких полосок. Они позволяют вам резать маленькие кусочки (паллионы) припоя любого размера и размещать их там, где вам нужно.
Резка паллионов. (окантовка)
Для этого вы используете пару ножниц по металлу, используя технику, называемую «окантовка». Начните с серии коротких надрезов по длине припоя на расстоянии нескольких миллиметров друг от друга. Поместив палец на обрезанный конец, вы можете затем надрезать припой, чтобы отрезать маленькие палочки. (скорее, как волосы, подстригающие вашу челку). Хранить в небольшом контейнере с «четкой маркировкой». Это делает его очень универсальным, и обычно полосы и листы предлагают наилучшее соотношение цены и качества.
1. резка припоя по длине
2. резка поперек припоя. (окантовка)
Совет: если у вас есть пробойник 925, Sil или карат, используйте его для маркировки припоя. Если у вас есть штампы с буквами или цифрами, вы также можете пометить H M E для Hard Medium или Easy. Вы также можете использовать перманентный маркер. Это позволит избежать путаницы, когда у вас на скамейке несколько полосок. Держите их все помеченными.
Если у вас есть штампы с буквами или цифрами, вы также можете пометить H M E для Hard Medium или Easy. Вы также можете использовать перманентный маркер. Это позволит избежать путаницы, когда у вас на скамейке несколько полосок. Держите их все помеченными.
совет. Используйте дырокол Karat для маркировки припоя.
Проволока
Серебряный и золотой припой также можно приобрести в виде круглой проволоки. Опять же, они бывают сложными, средними, легкими и очень легкими. Помните, что это припой, и его не следует путать с обычной серебряной или золотой проволокой. Проволока может быть отличной для начинающих, так как ее можно использовать прямо из рулона и прикладывать к цене во время нагрева. В качестве альтернативы, его легко разрезать на короткие кусочки для удобства применения с помощью обычных кусачек. Покупка длинных рулонов часто выгоднее.
Флюс
Во всех вышеперечисленных случаях лист, проволока или лента. Припой нужно использовать с флюсом. Флюс наносится на соединение перед пайкой. Флюс предназначен для предотвращения образования оксидов на поверхности металла при нагревании. Припой будет течь там, где вы нанесли флюс. На рынке представлено множество фирменных флюсов. Обычно их наносят прямо из флакона с помощью маленькой кисточки.
Припой нужно использовать с флюсом. Флюс наносится на соединение перед пайкой. Флюс предназначен для предотвращения образования оксидов на поверхности металла при нагревании. Припой будет течь там, где вы нанесли флюс. На рынке представлено множество фирменных флюсов. Обычно их наносят прямо из флакона с помощью маленькой кисточки.
Коммерческий флюс для ювелирного дела
Конусы буры.
Многие ювелиры предпочитают традиционный метод использования буры. Он поставляется в твердом конусе и растирается в неглазурованной посуде, содержащей несколько капель воды. Измельченная бура смешивается с водой, образуя кремообразную пасту, которую затем наносят на украшения с помощью маленькой кисточки. Преимущество здесь в том, что консистенцию пасты можно легко отрегулировать, добавив несколько капель воды или загустив, сделав конус более сеткой. С практикой вы сможете добиться нужной консистенции. Немного тоньше может быть лучше, если вы хотите, чтобы флюс проникал внутрь стыка или в труднодоступные места. Более густая паста может быть более полезной, если вы не хотите, чтобы она растекалась, например, по вертикальному шву. Конус из буры стоит всего несколько долларов и может служить годами. Таким образом, это также очень экономичный метод.
Более густая паста может быть более полезной, если вы не хотите, чтобы она растекалась, например, по вертикальному шву. Конус из буры стоит всего несколько долларов и может служить годами. Таким образом, это также очень экономичный метод.
Конус из буры и неглазурованное блюдо. Обратите внимание на консистенцию на кисти.
Как паять.
Примечание. «Часть» относится к ювелирному изделию, которое вы паяете. Небольшой фрагмент припоя или проволоки называется паллионом.
Три золотых правилаСоблюдение этих трех основных правил обеспечит успех. Все дело в подготовке. Место пайки должно быть…
- Плотно прилегающий. Припой не может перекрывать зазоры или заполнять отверстия. Две стороны риса должны сойтись на ровном уровне и плотно прилегать друг к другу без зазоров между ними.
- Чистый . Припой не потечет там, где металл грязный, даже жир с пальца может вызвать проблемы. Очистите стык и отшлифуйте его тонкой наждачной бумагой. Не прикасайтесь к суставу после того, как вы его очистили.
- Хорошо офлюсованный . Как объяснялось выше. Припой будет течь только там, где есть флюс. Поэтому убедитесь, что все поверхности, подлежащие пайке, хорошо профлюсованы, в том числе внутри любых зазоров между двумя поверхностями.
 Очистите стык и отшлифуйте его тонкой наждачной бумагой. Не прикасайтесь к суставу после того, как вы его очистили.
Очистите стык и отшлифуйте его тонкой наждачной бумагой. Не прикасайтесь к суставу после того, как вы его очистили.
Пайка — «щадящий» процесс.
Успех пайки зависит от подготовки. Если у вас возникли проблемы с тем, что ваш припой не течет должным образом или соединение не является прочным. Скорее всего, это связано с одной из перечисленных выше проблем. Ошибка, которую часто совершают новички, заключается в том, что они применяют все больше и больше тепла. Но пайка — это «щадящий» процесс медленного нагревания металла до нужной температуры. Грубая сила не является ответом. Итак, если он не работает. Останавливаться!
Чрезмерное тепло только создаст проблемы, такие как рябь на поверхности, пятна от огня, пузыри в припое и, в конечном итоге, плавление детали и ее разрушение. Если ваш припой расплавился, но не течет, закалите деталь, очистите ее и начните снова, соблюдая три приведенных выше золотых правила.
Если ваш припой расплавился, но не течет, закалите деталь, очистите ее и начните снова, соблюдая три приведенных выше золотых правила.
Подготовив и оплавив ваш сустав (скажем, серебряное кольцо). Поместите кольцо на термостойкую поверхность, такую как паяльник или угольный блок. Вы можете использовать изолированный фиксирующий пинцет, чтобы удерживать деталь во время пайки. Используйте кисточку для флюса, чтобы взять и поместить небольшой лоток припоя на соединение (это также флюсует припой). Используя «мягкое» голубое пламя, начните осторожно нагревать кольцо. Флюс закипит, а затем высохнет. Следите за тем, чтобы припой не отвалился — возможно, вам придется заменить его стальным пинцетом. Медленно нагревайте кольцо, пока оно не начнет краснеть, затем начните сосредотачивать тепло на стыке и припое. Как только припой расплавится, уберите пламя. Осмотрите соединение и, если необходимо, приложите немного больше тепла к внутренней или внешней части кольца, чтобы «вытащить» припой. Обратите внимание, что припой всегда будет бежать навстречу теплу. Когда вы будете довольны, погасите в воде, засолите и промойте.
Обратите внимание, что припой всегда будет бежать навстречу теплу. Когда вы будете довольны, погасите в воде, засолите и промойте.
Нанесите флюс на деталь.
Поместите припой.
Осторожно нагрейте.
Нагрев внутренней части для «протягивания» припоя.
Обратите внимание на изолированный пинцет.
Травление
Травление – это погружение куска в слабую кислоту. Кислота очищает металл от оксидов и флюса и оставляет его чистым. Коммерческий рассол доступен в виде порошка, который смешивается с теплой водой для создания раствора кислоты. При этом всегда следуйте инструкциям производителя и советам по безопасности. Рассол обычно держат теплым в «горшочке для рассола» с электрическим подогревом, так как в теплом виде он гораздо эффективнее. Обычно для очистки изделия достаточно нескольких секунд. Промойте в воде, чтобы смыть рассол. Затем изделие можно дорабатывать по мере необходимости.
Рассол поставляется в виде сухого порошка
Электрический рассол.
Совет: для помещения предметов в травильный раствор следует использовать латунный пинцет.
стальные инструменты могут вызывать реакцию, оставляя красный цвет на ваших кусочках.
Выбор пайки.
Более опытные пользователи могут наносить припой непосредственно на соединение, пока оно горячее. Это позволяет избежать проблемы с его соскакиванием при закипании флюса. Начните с размещения нескольких палионов на блоке припоя сбоку. Оплавьте ювелирные изделия как обычно и нагревайте, пока флюс не высохнет (бура образует коричневую стекловидную пленку). Переключите свое пламя на один из паллионов припоя. Когда паллион плавится, он образует небольшой шарик. Быстро уберите пламя и вставьте острие припоя в шар, пока он остывает. После этого у вас будет небольшой шарик припоя, прикрепленный к концу вашей отмычки. Вернитесь к нагреву детали и поместите шарик припоя именно там, где вы хотите. Когда он расплавится на куске, снимите отмычку. С практикой это может стать очень быстрым и точным способом работы. Позволяет выполнить несколько паяных соединений одновременно на одной и той же детали. Это техника, которую я использую со своими замысловатыми кельтскими узлами.
Когда он расплавится на куске, снимите отмычку. С практикой это может стать очень быстрым и точным способом работы. Позволяет выполнить несколько паяных соединений одновременно на одной и той же детали. Это техника, которую я использую со своими замысловатыми кельтскими узлами.
Выбор пайки.
Обратите внимание, как припой наносится на соединение с помощью кусачки.
Отмычки для припоя.
Чтобы работать именно так, хорошая кирка для припоя является важным инструментом для перемещения и размещения припоя. Вам нужна хорошая хватка, опора и теплоизоляция. Pepetools предлагает выбор превосходных отверток для припоя, изготовленных из специальных материалов, таких как алюминий и титан, для обеспечения прочности и долговечности. нажмите на изображение, чтобы узнать больше.
Великолепные кусачки Pepetools.
Припойная паста.
В последние годы на рынок пришла новинка. Паста припоя поставляется в небольшом шприце. Это смесь мелкоизмельченного припоя, смешанная с флюсом и очистителями. Как и раньше, вы должны соответствовать металлу, цвету и пробе. Припой обычно доступен в легкой, средней и твердой версиях. Применение осуществляется иглой на конце шприца. Густая консистенция прилипает к металлу, что обеспечивает очень точное размещение припоя. Нанесите пасту вокруг сустава. Нет необходимости отдельно наносить флюс или буру, просто нанесите пасту и нагрейте. Начните медленно с мягкого пламени, сначала нагревая кусок. Паста высохнет, а затем расплавится, чтобы очистить и профлюсить соединение. При большем нагреве микроскопические частицы припоя будут сплавляться вместе, образуя припой и заполняя соединение.
Это смесь мелкоизмельченного припоя, смешанная с флюсом и очистителями. Как и раньше, вы должны соответствовать металлу, цвету и пробе. Припой обычно доступен в легкой, средней и твердой версиях. Применение осуществляется иглой на конце шприца. Густая консистенция прилипает к металлу, что обеспечивает очень точное размещение припоя. Нанесите пасту вокруг сустава. Нет необходимости отдельно наносить флюс или буру, просто нанесите пасту и нагрейте. Начните медленно с мягкого пламени, сначала нагревая кусок. Паста высохнет, а затем расплавится, чтобы очистить и профлюсить соединение. При большем нагреве микроскопические частицы припоя будут сплавляться вместе, образуя припой и заполняя соединение.
Паста «Шприц» припоя.
Хотя отдельный флюс и не требуется, это не является оправданием для коротких путей. Вы по-прежнему должны соблюдать три золотых правила и следить за тем, чтобы ваша деталь была чистой, хорошо профлюсованной (самой пастой) и плотно прилегающей. Хотя может показаться, что холодная паста заполнит зазор или отверстие, после расплавления она будет течь как обычно. Как и в случае с полосками и проволокой, припой нельзя использовать для перекрытия зазоров или заполнения отверстий. Шприцевая паста в настоящее время является предпочтительным методом для многих ювелиров из-за точности, скорости и эффективности.
Как и в случае с полосками и проволокой, припой нельзя использовать для перекрытия зазоров или заполнения отверстий. Шприцевая паста в настоящее время является предпочтительным методом для многих ювелиров из-за точности, скорости и эффективности.
Pepetools.com предлагает широкий ассортимент припоев из различных металлов, цветов и марок. А также другие инструменты и расходные материалы. Нажмите на ссылку, чтобы узнать больше.
Написано и проиллюстрировано
Дэйвом Уилсоном
www.celticdreams.co.uk
NANO Paste, Серебряная паяльная паста с дозирующим шприцем, 1/4 унции
Артикул № BB-856
Рег. €14,95 Вид €8,95 Сэкономьте 6
евроСеребряный припой, калибр 20, 1 унция
Артикул № SS65-20
Рег. €34,95
Вид
€30,95
Сэкономьте 4
€34,95
Вид
€30,95
Сэкономьте 4
Лист серебряного припоя — калибр 30, сверхлегкий, средний, твердый (1 унция)
Артикул № 300.56SS
Рег. €0 Вид €29,95 Сэкономьте -29,95 €
Автоматический запальник
Артикул № 55-1288
Рег. €65,95 Вид €59,95 Сэкономьте 6 евро
Полное руководство по пайке печатных плат
3 марта 2021 г.|Общие сведения
Пайка печатных плат — важный навык для техников-электриков или всех, кто интересуется механикой электрических цепей. Это также относительно простой процесс для освоения, и его можно применять к множеству паяльных работ. В этой статье мы подробно рассмотрим процесс пайки печатных плат, различные методы, которые вы можете применить, и необходимые материалы.
Это также относительно простой процесс для освоения, и его можно применять к множеству паяльных работ. В этой статье мы подробно рассмотрим процесс пайки печатных плат, различные методы, которые вы можете применить, и необходимые материалы.
Что такое пайка печатных плат?
Содержание
- 1 Что такое пайка печатных плат?
- 2 Методы пайки
- 2.1 Что такое мягкая пайка?
- 2.2 Что такое пайка твердым припоем?
- 3 Какое оборудование необходимо для пайки?
- 3.1 1. Паяль железа
- 3.2 2. Поток припоя
- 3.3 3. паяльная паста
- 3.4 4. PCB
- 4 Шага к падачке
- 4.1.1.1.1.11.0140
- 4.2 2. Подготовка поверхности
- 4.3 3. Установка компонентов
- 4.4 4. Нагрев
- 4.5 5. Добавление припоя в соединение
- использование припоя для соединения двух небольших деталей на поверхности электрической печатной платы. Процесс включает в себя растворение припоя и нанесение его на два контакта, которые вы хотите соединить вместе.
Этот метод является относительно простым и эффективным способом соединения двух или более электрических компонентов на печатной плате.
Методы пайки
Вы можете выполнять процесс пайки печатных плат, используя различные методы. Двумя основными методами являются мягкая пайка и твердая пайка, обе из которых одинаково эффективны при правильном выполнении.
Что такое мягкая пайка?
Мягкая пайка, пожалуй, самый распространенный процесс соединения печатных плат. Если вы спрашиваете себя, «при какой температуре мне паять печатную плату?», этот метод предполагает пайку при относительно низких температурах плавления до 450 °C или 842 °F. Мягкая пайка лучше всего подходит для присоединения небольших компонентов к большой печатной плате.
Перед расплавлением компонентов необходимо использовать оловянно-свинцовый сплав в качестве присадочного металла. Этот сплав должен иметь температуру плавления выше 400 ° C или 752 ° F, чтобы успешно действовать в качестве связующего агента между компонентом и платой.
Газовая горелка распределяет тепло, необходимое для разрушения сплава, связывая компонент и плату вместе.Что такое пайка твердым припоем?
Твердая пайка, обычно называемая пайкой твердым припоем, соединяет две разные поверхности с помощью пленки сплава, например латуни. Этот метод используется на металлических поверхностях и создает более прочную связь, чем при мягкой пайке, в результате атомного магнетизма и диффузии.
Процесс пайки твердым припоем заключается в нанесении припоя на отверстия компонентов. Затем отверстия становятся разблокированными после воздействия высоких температур. Важно отметить, что перед началом процесса необходимо тщательно очистить поверхности, удалив все следы жира.
Твердая пайка может также включать пайку серебром, в которой в качестве заполняющего пространство металла используется серебряный сплав. Этот метод воссоздает небольшие компоненты на печатной плате для индивидуальности. Однако это не самый надежный вариант для заполнения пространства.
Какое оборудование нужно для пайки?
Инструменты и оборудование для пайки могут различаться в зависимости от типа проектов пайки, которые вы будете выполнять, и уровня их сложности. Тем не менее, если вы новичок и только начинаете, вот некоторые важные инструменты для пайки, которые вам понадобятся для любой работы по пайке.
1. Паяльник
Паяльник — это ручной инструмент, который служит источником тепла для расплавления припоя. Они могут быть разных размеров, но обычно довольно маленькие и имеют форму карандаша. Каждый паяльник поставляется с жалом, палочкой, фитилем и подставкой.
Наконечник , изготовленный из медных пластин, является местом, откуда будет излучаться тепло, и куда вы помещаете припой для плавления и управления его формой. Насадка — это область, за которую держат утюг, и обычно она имеет мягкую рукоятку для комфорта и изоляции, поэтому вы защищены от ее тепла. Фитиль для припоя изготовлен из плетеной медной проволоки и используется для удаления излишков припоя.
Наконец, подставка — это отдельный аксессуар, на который можно положить паяльник, когда он не используется, чтобы не повредить стол или рабочее место.
2. Флюс для припоя
Основная функция флюса для припоя — действовать как химическое очищающее средство для компонентов, удаляя ржавчину. Он также предотвращает дальнейшее окисление, блокируя контакт воздуха с материалом. В результате это улучшает процесс пайки за счет изменения поверхностного натяжения припоя.
3. Паяльная паста
Паяльная паста представляет собой пастообразный материал, состоящий из частиц припоя и липкого флюса. Он действует как клей, который временно прикрепляет компоненты к печатной плате.
4. Печатная плата
Печатная плата означает печатную плату и представляет собой поверхность, на которой будет происходить пайка. На печатной плате будут припаяны и связаны все различные компоненты и клеммы. Если вы не знаете, где купить печатную плату, и вам нужно производство печатных плат, Candor — ваш выбор.
Этапы пайки печатной платы
Существует несколько основных шагов, которые необходимо выполнить при пайке любой печатной платы, чтобы убедиться, что вы выполняете свою работу правильно и эффективно.
1. Подготовка паяльника
Первый шаг к пайке печатных плат требует первоначальной подготовки паяльника. Начните с процесса лужения , который включает покрытие острия утюга припоем. Дайте утюгу полностью нагреться, прежде чем покрывать весь наконечник, используя для этого большое количество припоя. После нанесения сразу же удалите излишки флюса, так как он может довольно быстро затвердеть.
Обратите особое внимание на температуру паяльника. Может ли пайка повредить печатную плату? Если вы оставите паяльник включенным слишком долго, чрезмерная температура может сжечь печатную плату, что приведет к необратимому повреждению.
2. Подготовка поверхности
Далее вам необходимо подготовить поверхность печатной платы. Плата должна быть максимально чистой, без пыли, мусора и жира.
Протрите начисто промышленной чистящей салфеткой и, если возможно, удалите оставшиеся частицы струей сжатого воздуха.3. Разместите компоненты
Специалисты рекомендуют начинать процесс пайки с более мелких деталей, постепенно переходя к более крупным. Это позволяет печатной плате оставаться сбалансированной и равномерно распределять элементы по плате. Но какая сторона печатной платы подходит для пайки? Как правило, у вас будет «нижняя» сторона без компонентов. Это та сторона, над которой вы должны работать.
Выберите несколько небольших компонентов и разместите их по всей доске. Изгиб провода, иногда под углом 45 градусов, поможет вам успешно вставить компоненты в отверстия и поможет удерживать детали на месте.
4. Нанесите немного тепла
Если вам интересно, как вы держите печатную плату во время пайки, вы всегда должны использовать термостойкую прокладку, чтобы удерживать печатную плату на месте. Нанесите небольшое количество припоя на жало и расположите утюг так, чтобы жало касалось платы и вывода.
Затем припой вступит в контакт с обоими, нагреваясь при подготовке к пайке. Удерживайте утюг на месте в течение нескольких секунд, прежде чем отпустить его.Важно не держать утюг слишком долго, так как это может привести к очень быстрому перегреву.
5. Добавьте припой в соединение
После нагрева осторожно прикоснитесь кончиком нити припоя к площадке для пайки и проводу. В этот момент припой должен течь плавно, а флюс начнет плавиться. Продолжайте добавлять припой вокруг стыка, формируя небольшой холмик. Отсюда достаньте паяльник и положите его.
Чтобы получить гладкую поверхность, убедитесь, что соединение остается абсолютно неподвижным, пока оно остывает. Отсюда вы можете начать обрезку поводка с помощью бокорезов. Всегда удаляйте лишний флюс с платы после завершения работы. Если появляются какие-либо ошибки, относительно легко выпаять и начать заново.
Заключение
Пайка печатных плат — это простой метод пайки, который может использовать каждый, кто интересуется электромеханикой.
Это фундаментальный навык, который может сэкономить вам время и деньги в долгосрочной перспективе, если его правильно выполнять.Санни Патель
Санни Патель — менеджер по проектированию и продажам в Candor Industries. Санни прошел обучение в качестве инструктора IPC-A-600, ведущего аудитора AS9100, IPC CID и получил степень инженера в Университете Торонто.
Смотрите записи автора
Научитесь паять за 5 минут.. Все, что вам нужно знать об основах… | С. Шьям | Shyam Cortex
Все, что вам нужно знать об основах пайки!
Пайка (жало паяльника и проволока для припоя)Пайка — один из важнейших навыков, необходимых для участия в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вскоре вы обнаружите, что с помощью этого простого навыка открывается целый новый мир.
- Я считаю, что пайка должна быть навыком в арсенале каждого.
В этом посте мы рассмотрим основы сквозной пайки — также известной как пайка сквозных отверстий (PTH) , обсудим инструментов, необходимых , рассмотрим методов правильной пайки и дадим вы несколько советов и приемов, которые сделают починку любой электроники проще простого .
Этот пост будет как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежить свои знания, в этом посте каждый найдет что-то для себя.
- Хорошая техника пайки несложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не требуются годы и годы практики. Вам просто нужны правильные инструменты и знать очень простые методы. Паять хорошего качества несложно, и каждый может освоить его за несколько попыток.
На самом деле плохо спаять очень сложно. 🙂
«Искусство — это место, где работа встречается с любовью».
Припой, как слово, можно использовать двумя разными способами.
- Существительное «припой» относится к сплаву (вещество, состоящее из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
- Глагол Solder означает соединение двух металлических частей.
Итак, паяем припоем!
Сплавы Свинца и Олова широко использовались в прошлом и все еще доступны. Бессвинцовые припои используются все чаще из-за негативного воздействия свинца на здоровье и окружающую среду.
Паяльная проволока в катушке. Свинец в сравнении с бессвинцовым припоем
Припойная проволока доступна в диапазоне толщин для ручной пайки и с сердечниками, содержащими флюс.Припой состоит в основном из свинца (Pb), олова (Sn) и некоторых других микроэлементов. Этот припой известен как свинцовый припой.
Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии на него в больших количествах.К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой этилированный аналог, за исключением того, что, как следует из названия, он не содержит свинца.
• Но у бессвинцового припоя есть недостаток, он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от припоя, содержащего свинец. Таким образом, свинцовый припой все еще существует, чтобы получить надлежащую зеркальную поверхность, и температура плавления припоя лучше, когда присутствует свинец.Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и терминологии.
Паяльная станцияКак вам нужна кисть, чтобы рисовать красивые картины, так и паяльник, чтобы спаивать вещи вместе.
Как следует из названия, паяльник нагревается до определенной температуры, чтобы расплавить припой и склеить детали. Паяльники бывают разных форм-факторов и варьируются от простых до сложных, но все они работают примерно одинаково. Здесь мы обсудим части утюга и различные типы утюгов.
Я очень рекомендую паяльники с контролем температуры, так как они просты в использовании, но для любителей подойдет фирменный паяльник без контроля температуры. Лучшие бренды на рынке: Hakko, Weller, Soldron.
На что следует обратить внимание, когда вы думаете о покупке паяльника?
1. Мощность: Вы должны подобрать паяльник мощностью не менее 30 Вт. Паяльники с низкой мощностью нагреваются дольше и с трудом удерживают температуру.
2. Контроль температуры: Это полезная функция, так как для разных работ по пайке может потребоваться разная температура утюга.
3. Совместимость насадок: Насадки утюга должны быть сменными, и утюг должен быть совместим с широким спектром насадок.
Существуют разные насадки разного размера для разных видов работ.4. Удерживающая подставка: Это важно, чтобы у вас было место, куда можно положить горячий утюг во время работы.
Паяльные жала — Ни один утюг не обходится без жала. Наконечник нагревается и позволяет припою течь к соединяемым компонентам.
- Хотя припой прилипает к наконечнику при нанесении, распространено ошибочное мнение, что наконечник переносит припой. Нет, жало фактически передает тепло, поднимая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится.
- Большинство утюгов позволяют заменить насадку, если вам нужно заменить старую насадку или если вам нужно перейти на другой тип насадки. Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.
- Я не фанат конических насадок, особенно для начинающих. Большинство людей, учась паять, думают, что приложение давления поможет припою растечься и в конечном итоге повредит плату.
- Идея состоит в том, чтобы наконечник составлял 60% ширины контактной площадки, это позволит процессу пайки происходить как максимально быстро с минимальной тепловой нагрузкой на компонент.
• Жезл —
Это часть, с которой работает пользователь. Палочки обычно предназначены для предотвращения передачи тепла от наконечника наружу палочки, они также помогают безопасно спаивать детали вместе. Чем лучше и удобнее палочка, тем лучше паяльник.
• Основание — Основание паяльника позволяет пользователю регулировать температуру. Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру.
Паяльная база с регулятором температуры(Аналог базы Hakko 936).• Подставка (колыбель) — Подставка для утюга — это то место, где хранится утюг, когда он не используется. Подставка может показаться тривиальной, но просто оставить утюг без присмотра на вашем столе или верстаке будет потенциальной опасностью, вы можете обжечься или, что еще хуже, он может сжечь ваш стол и навсегда оставить след.
Подставки для паяльника.Подойдет обычная промышленная пружина, я установил пружину на термостойкую доску
Латунная губка.
• Латунная губка — Во время пайки наконечник окисляется и приобретает золотисто-коричневый цвет. Здесь губка вступает в игру. Время от времени вы должны хорошо очищать кончик, вытирая этот нарост.Традиционно для этого использовалась настоящая влажная губка. Теперь латунные губки стали стандартом для чистки наконечников.
Подделка: лично я использую комбинацию влажной губки и стальной губки, заливаю кончик, затем очищаю его влажной губкой и придаю блеск стальной губкой. Если вы только начинаете заниматься пайкой, вы можете приобрести некоторые аксессуары:
• Фитиль для припоя — — это ластик для карандаша для пайки. При решении таких проблем, как перемычки или удаление деталей (отпайка), фитиль припоя очень удобен. Фитиль для припоя — , он же оплетка для распайки .Припой впитывается (впитывается) медью, что позволяет «стереть» лишние комки припоя.
Фитиль для пайки- Вакуумный припой — отличный инструмент для удаления припоя, оставшегося в сквозных отверстиях при распайке компонентов. Мы рассмотрим, как использовать этот инструмент чуть позже в этом уроке.
- Плоскогубцы для резки заподлицо : Для обрезки лишних выводов компонента после пайки.
- Рука помощи: для скрепления компонентов во время пайки.
Использую лично, требуется при пайке компонентов на печатную плату при параллельной пайке.
• Флюсовый карандаш: флюсовый карандаш способствует растеканию бессвинцового припоя. Ручки Flux
Flux Pen используется. Защитные очки — на случай, если отлетят обрезанные провода. Источник — Adafruit Industries.
в основном используются для пайки SMD.• Будьте осторожны при обращении с горячим утюгом
• Используйте третьи руки или тиски, чтобы удерживать платы во время пайки
• Установите утюг на хороший средний нагрев (325–375 градусов C)
• Если вы видите дым, исходящий от припоя, переверните его. сбить жару
• Лудите наконечник припоем перед каждым соединением, чтобы облегчить подготовку соединения.
• Используйте сторону жала (т. е. зону наилучшего контакта), а не самый кончик паяльника.
• Нагрейте контактную площадку и часть, которую вы хотите припаять равномерно и одновременно
• Вытащите припой, затем утюг
• Хорошее паяное соединение должно выглядеть как вулкан или поцелуй Герси, а не шар или комок.

 Газовая горелка распределяет тепло, необходимое для разрушения сплава, связывая компонент и плату вместе.
Газовая горелка распределяет тепло, необходимое для разрушения сплава, связывая компонент и плату вместе.


 Протрите начисто промышленной чистящей салфеткой и, если возможно, удалите оставшиеся частицы струей сжатого воздуха.
Протрите начисто промышленной чистящей салфеткой и, если возможно, удалите оставшиеся частицы струей сжатого воздуха. Затем припой вступит в контакт с обоими, нагреваясь при подготовке к пайке. Удерживайте утюг на месте в течение нескольких секунд, прежде чем отпустить его.
Затем припой вступит в контакт с обоими, нагреваясь при подготовке к пайке. Удерживайте утюг на месте в течение нескольких секунд, прежде чем отпустить его. Это фундаментальный навык, который может сэкономить вам время и деньги в долгосрочной перспективе, если его правильно выполнять.
Это фундаментальный навык, который может сэкономить вам время и деньги в долгосрочной перспективе, если его правильно выполнять.

 Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии на него в больших количествах.
Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии на него в больших количествах.
 Существуют разные насадки разного размера для разных видов работ.
Существуют разные насадки разного размера для разных видов работ.


